Embed Size (px)
Citation preview

Mechanical and Microstructural Characterizationof Porous NiTi Shape Memory Alloys
O. SCALZO, S. TURENNE, M. GAUTHIER, and V. BRAILOVSKI
This article presents the mechanical behavior of porous NiTi in the context of biomedicalapplications related to bone prostheses. To produce the porous metallic material, a noveltechnique consisting of mixing prealloyed NiTi powder with a polymer powder and a foamingagent has been used. This method permits control of the size of pores and the porosity level. Forthe present study, pores similar to those found in bones (400 to 500 lm) were obtained with atotal porosity of the specimens varying from 50 to 70 pct. The compression mechanical testingcarried out on small cylindrical specimens revealed shape memory deformation recovery up to6.4 pct, while the superelastic behavior resulted in a reversible deformation up to 7.7 pct. Byvarying the amount of porosity, it was possible to obtain Young’s moduli in the range of 2.6 to4.6 GPa, which is similar to the modulus of cancellous (spongy) human bone.
DOI: 10.1007/s11661-009-9906-1� The Minerals, Metals & Materials Society and ASM International 2009
I. INTRODUCTION
IN the fabrication of prostheses for biomedicalapplications, it is interesting to consider the use ofporous materials in order to favor bone integration andmechanical coupling. Two important aspects have to beconsidered in the selection of implant materials for bonereplacement. First, the materials should be chemicallyinert and biocompatible. The present study did notundertake an examination of these aspects with respectto nickel-titanium (NiTi) alloys. It is however generallyaccepted that NiTi has a similar biocompatibility astitanium and stainless steels,[1] two materials greatlyused in the bone implant applications. Second, animplant must have an elastic modulus similar to that ofbone because the bone surrounding the implants mustcontinue to carry load after the healing process. If theimplant is much stiffer than the bone, the implant willsupport a greater amount of stress. In response, thebody will eliminate the unsolicited bone tissue and causeeventual loosening, unseating and failure of the implant.Bone has an elastic modulus ranging from 3 to 20GPa,[2] while for most metals and ceramics, elasticmoduli range from 100 to 400 GPa. Furthermore, thelinear stress-strain characteristics of metallic implantsdo not match the nonlinear stress-strain behavior of thebones, which also results in implant loosening.
Another aspect to be considered is the bone-implantinterface. To provide a way for living bone to attachitself permanently to an implant, the replacementmaterial should preferentially have a porous structure.It has been proven that titanium porous implantsdemonstrate an important gain in promoting tissueingrowth and firm securing of the implant.[3] Moreover,an adequate pore structure would reduce the effectiveelastic modulus of the metallic material and the elasticmismatch between the bone and the implant.Among the candidate materials available for such
applications, NiTi shape memory alloys (SMAs) arecharacterized by a suitable elastic modulus in porousform for matching that of some bone types. WhileNiTi alloys have an elastic modulus ranging from 30 to80 GPa in the fully dense state,[4] it can be lowered to 2to 10 GPa in porous form.[5,6] Moreover, their largerpseudo-elastic deformation capacity compared to thatof other metals and alloys represents an importantadvantage for the mechanical behavior of prosthe-ses.[7,8]
Two particular behaviors of SMAs can be obtaineddepending on the temperature and the stress levels.When stress is applied below Mf, some variants ofmartensite will grow at the expense of others, resultingin macroscopic deformation. When the material issubsequently heated above Af, the martensite phasedisappears, leading to a total recovery of the pseudo-plastic deformation. This behavior corresponds to theshape memory effect. The second behavior, named‘‘superelasticity,’’ is observed when the material isstrained at a temperature slightly above Af. At suchtemperature, it takes less energy to nucleate the mar-tensite than it would take to actually plastically deformthe austenite. The martensitic phase produced byapplied stress reverts to austenite when the load isremoved and the original shape is recovered. Thesuperelasticity of NiTi results in a recoverable strain ashigh as 8 pct.
O. SCALZO, Engineer, is with the Materials CharacterizationDepartment, Pratt & Whitney Canada, Longueuil, PQ, J4G 1A1,Canada. S. TURENNE, Professor, is with the Department ofMechanical Engineering, Ecole Polytechnique, Montreal, PQ, H3C3A7, Canada. Contact e-mail: [email protected] M. GAUTHIER,Research Officer, is with the Industrial Materials Institute, NationalResearch Council Canada, Boucherville, PQ, J4B 6Y4, Canada.V. BRAILOVSKI, Professor, is with the Department of MechanicalEngineering, Ecole de Technologie Superieure, Montreal, PQ, H3C1K3, Canada.
Manuscript submitted December 14, 2007.Article published online July 14, 2009
REPRODUCED BY PERMISSION OF MINISTER
OF SUPPLY AND SERVICES CANADA
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 40A, SEPTEMBER 2009—2061
A number of manufacturing techniques can be used toproduce porous materials such as sintering, self-propa-gating, or combustion synthesis, freeform fabrication, orpowder injection molding.[9–15] Some recent studiesshow the potential to use these techniques to controlpore size, shape, orientation, and distribution includingcreation of hierarchical and functionally graded porestructures.[16,17] The problem of producing poroussuperelastic implant material mimicking mechanicalbehavior of the bone and having biochemical affinityto osteogenesis remains extremely challenging despitesome encouraging results.[18]
II. EXPERIMENTAL PROCEDURE
A. Powder Characteristics and Foam Production Process
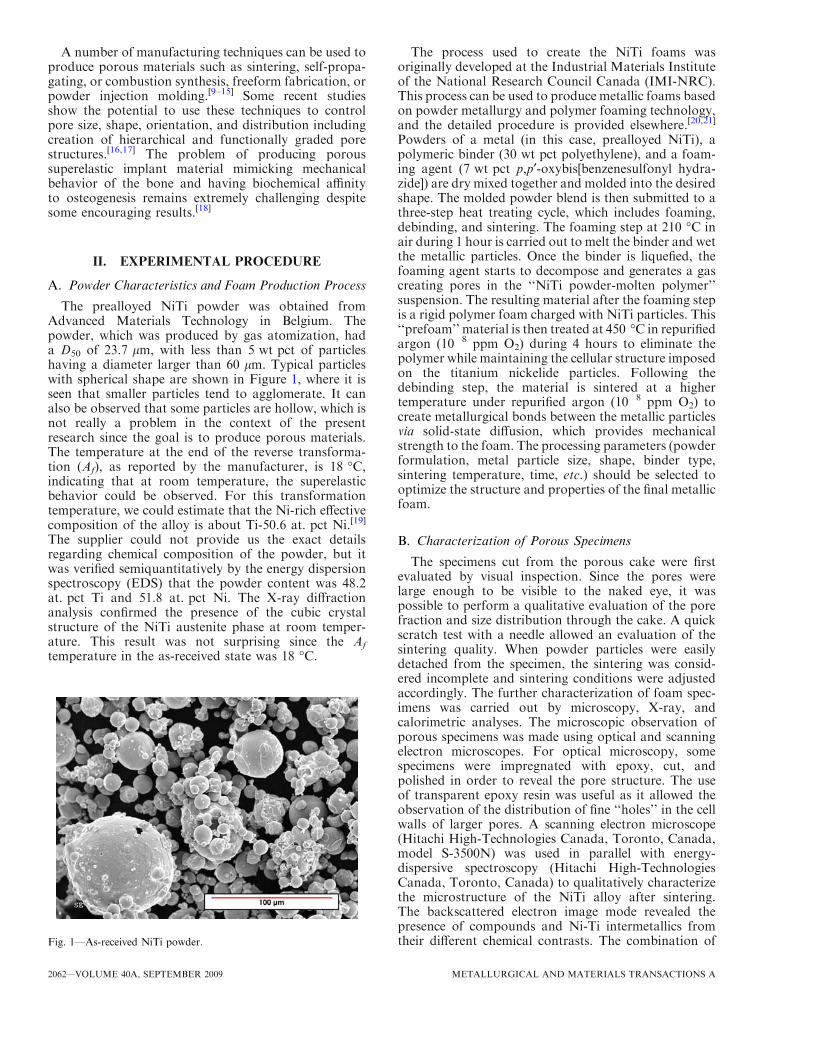
The prealloyed NiTi powder was obtained fromAdvanced Materials Technology in Belgium. Thepowder, which was produced by gas atomization, hada D50 of 23.7 lm, with less than 5 wt pct of particleshaving a diameter larger than 60 lm. Typical particleswith spherical shape are shown in Figure 1, where it isseen that smaller particles tend to agglomerate. It canalso be observed that some particles are hollow, which isnot really a problem in the context of the presentresearch since the goal is to produce porous materials.The temperature at the end of the reverse transforma-tion (Af), as reported by the manufacturer, is 18 �C,indicating that at room temperature, the superelasticbehavior could be observed. For this transformationtemperature, we could estimate that the Ni-rich effectivecomposition of the alloy is about Ti-50.6 at. pct Ni.[19]
The supplier could not provide us the exact detailsregarding chemical composition of the powder, but itwas verified semiquantitatively by the energy dispersionspectroscopy (EDS) that the powder content was 48.2at. pct Ti and 51.8 at. pct Ni. The X-ray diffractionanalysis confirmed the presence of the cubic crystalstructure of the NiTi austenite phase at room temper-ature. This result was not surprising since the Af
temperature in the as-received state was 18 �C.
The process used to create the NiTi foams wasoriginally developed at the Industrial Materials Instituteof the National Research Council Canada (IMI-NRC).This process can be used to produce metallic foams basedon powder metallurgy and polymer foaming technology,and the detailed procedure is provided elsewhere.[20,21]
Powders of a metal (in this case, prealloyed NiTi), apolymeric binder (30 wt pct polyethylene), and a foam-ing agent (7 wt pct p,p¢-oxybis[benzenesulfonyl hydra-zide]) are dry mixed together and molded into the desiredshape. The molded powder blend is then submitted to athree-step heat treating cycle, which includes foaming,debinding, and sintering. The foaming step at 210 �C inair during 1 hour is carried out to melt the binder and wetthe metallic particles. Once the binder is liquefied, thefoaming agent starts to decompose and generates a gascreating pores in the ‘‘NiTi powder-molten polymer’’suspension. The resulting material after the foaming stepis a rigid polymer foam charged with NiTi particles. This‘‘prefoam’’ material is then treated at 450 �C in repurifiedargon (10�8 ppm O2) during 4 hours to eliminate thepolymer while maintaining the cellular structure imposedon the titanium nickelide particles. Following thedebinding step, the material is sintered at a highertemperature under repurified argon (10�8 ppm O2) tocreate metallurgical bonds between the metallic particlesvia solid-state diffusion, which provides mechanicalstrength to the foam. The processing parameters (powderformulation, metal particle size, shape, binder type,sintering temperature, time, etc.) should be selected tooptimize the structure and properties of the final metallicfoam.
B. Characterization of Porous Specimens
The specimens cut from the porous cake were firstevaluated by visual inspection. Since the pores werelarge enough to be visible to the naked eye, it waspossible to perform a qualitative evaluation of the porefraction and size distribution through the cake. A quickscratch test with a needle allowed an evaluation of thesintering quality. When powder particles were easilydetached from the specimen, the sintering was consid-ered incomplete and sintering conditions were adjustedaccordingly. The further characterization of foam spec-imens was carried out by microscopy, X-ray, andcalorimetric analyses. The microscopic observation ofporous specimens was made using optical and scanningelectron microscopes. For optical microscopy, somespecimens were impregnated with epoxy, cut, andpolished in order to reveal the pore structure. The useof transparent epoxy resin was useful as it allowed theobservation of the distribution of fine ‘‘holes’’ in the cellwalls of larger pores. A scanning electron microscope(Hitachi High-Technologies Canada, Toronto, Canada,model S-3500N) was used in parallel with energy-dispersive spectroscopy (Hitachi High-TechnologiesCanada, Toronto, Canada) to qualitatively characterizethe microstructure of the NiTi alloy after sintering.The backscattered electron image mode revealed thepresence of compounds and Ni-Ti intermetallics fromtheir different chemical contrasts. The combination ofFig. 1—As-received NiTi powder.
2062—VOLUME 40A, SEPTEMBER 2009 METALLURGICAL AND MATERIALS TRANSACTIONS A
scanning electron microscopy with X-ray analysisallowed the identification of the nature of these com-pounds.
C. Transformation Temperature Measurements
The phase transformation temperatures of the direct(Ms and Mf) and reverse (As and Af) transformationswere determined with a Pyris 1 Perkin Elmer differentialscanning calorimeter (DSC, PerkinElmer, Markham,Canada). The temperature scan was carried out between�60 �C and 100 �C under an argon atmosphere(20 mL/min) with cooling and heating rates of10 �C/min. For each specimen condition, three testswere conducted to confirm the repeatability of themeasurements. The tangent method applied to transfor-mation peaks was used for the determination of trans-formation temperatures per ASTM standard F2004-05.[22] Since these temperatures are very sensitive to thecomposition and microstructure of the alloy, they wereevaluated after each step of the entire productionprocess: in the as-received state, after the burning ofthe polymeric binder, and after the sintering of the NiTiparticles. A small sample of about 20 mg for eachcondition was necessary for DSC analysis.
D. Mechanical Testing
The specimens used for mechanical compressiontesting were cut from the cake by electrodischargemachining. Short cylinders of 1 cm in diameter andapproximately 1 cm in length were produced. By weigh-ing the cylinder specimen and measuring its apparentvolume, the density of the porous part could beevaluated. The theoretical density of NiTi was takenas 6.45 g/cm3.[23] In order to distinguish between openand closed porosities, the specimens were weighed inwater after impregnation by water under vacuum. Theopen porosity was then assumed to be completely filledwith liquid.
The compression tests were performed on a servohy-draulic MTS-810 testing system equipped with a dataacquisition system and a heating chamber. Due to thetype of specimens and the strain level, it was notnecessary to use strain gages or an extensometer forstrain measurement. A displacement transducer wasmounted directly on the upper flat platen of the upsettingdie. The strain magnitude ranged between 2 and 8 pct.The compression tests were carried out under loadcontrol with the load and displacement data acquisitionconducted simultaneously. For the first compressioncycle at room temperature, the specimen was installedbetween two parallel platens of the servohydraulicmachine, and an average compressive stress in thespecimen was increased to 60 MPa with a loading rateof 2 kN/min. After the maximum loading stress wasobtained, the specimen was unloaded and its lengthmeasured with a calliper to evaluate the residual strainafter elastic recovery. The specimen was then heated in awater bath at 80 �C (over the Af temperature) to recovercompletely the deformation associated with the shapememory effect. While cooling back at room temperature
(20 �C), no deformation of the specimen occurred. Fromthe measurement of the specimen length at room tem-perature and the previous measure taken before heating,we were able to evaluate the shape memory effectrecovery. To start a new compression cycle with thesame crystalline state, the specimen was cooled to�50 �Cin a cooler and then heated back to room temperature. Itwas assumed that during cooling, the specimen wastransformed to a fully martensitic state, while reheatingto room temperature led to a partial reverse transforma-tion to the austenitic state. During this part of thecooling-heating process, the length of the specimen wasmeasured again with a calliper to verify that no defor-mation had occurred. Because a certain amount ofaustenite phase was present at the temperature of testing,a partial superelastic behavior was observed during theloading of the specimen. The complete sequence, includ-ing the heating and cooling of the specimen between thecompression tests, was repeated three times.After having completed the three cycles of compres-
sion testing at room temperature, the specimen wasmounted for compression tests in the heating chamberset at 60 �C. While keeping the specimen at thistemperature between the platens of the servohydraulicmachine, ten consecutive cycles of loading and unload-ing were carried out. The force-displacement character-istic was measured continuously during these cycles. Itwas then possible to observe the evolution of thepermanent deformation of the specimen during cycling.
III. RESULTS AND DISCUSSION
A. Characterization of NiTi Powder and PorousSpecimens
After the NiTi foam was produced, the porous cakewas sintered at different temperatures. A first sinteringat 1160 �C led to easily detachable particles followingthe scratch test. A decision was taken to increase thetemperature up to 1200 �C. The resulting material wasthen too dense, with experimental evidence of a partialmelting of the cake. This experiment confirmed theformation of a eutectic liquid at a temperature below1200 �C. Other experiments indicated an optimumsintering temperature of 1180 �C ± 10 �C in order toobtain foam with sufficient strength while preventingexcessive densification. The thermocouple for the tem-perature control of the furnace was inserted through ahole on the side of the cake to its center.Because of the poor thermal conductivity of the
porous material, a temperature gradient could developthrough the thickness of the cake, resulting in differentsintering conditions from one point to the other. This isconfirmed by the slight variation in the microstructureof the sintered cake that could also be due partly to thenonhomogeneity of the foam composition. The presenceof a small amount of liquid phase could result fromtemperature variations as low as 1 degree. To minimizethis effect, a heating rate of 9 �C/min from roomtemperature to 1100 �C followed by a slower rate of2 �C/min from 1100 �C to the sintering temperature ofabout 1180 �C were chosen. Finally, sintering was
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 40A, SEPTEMBER 2009—2063
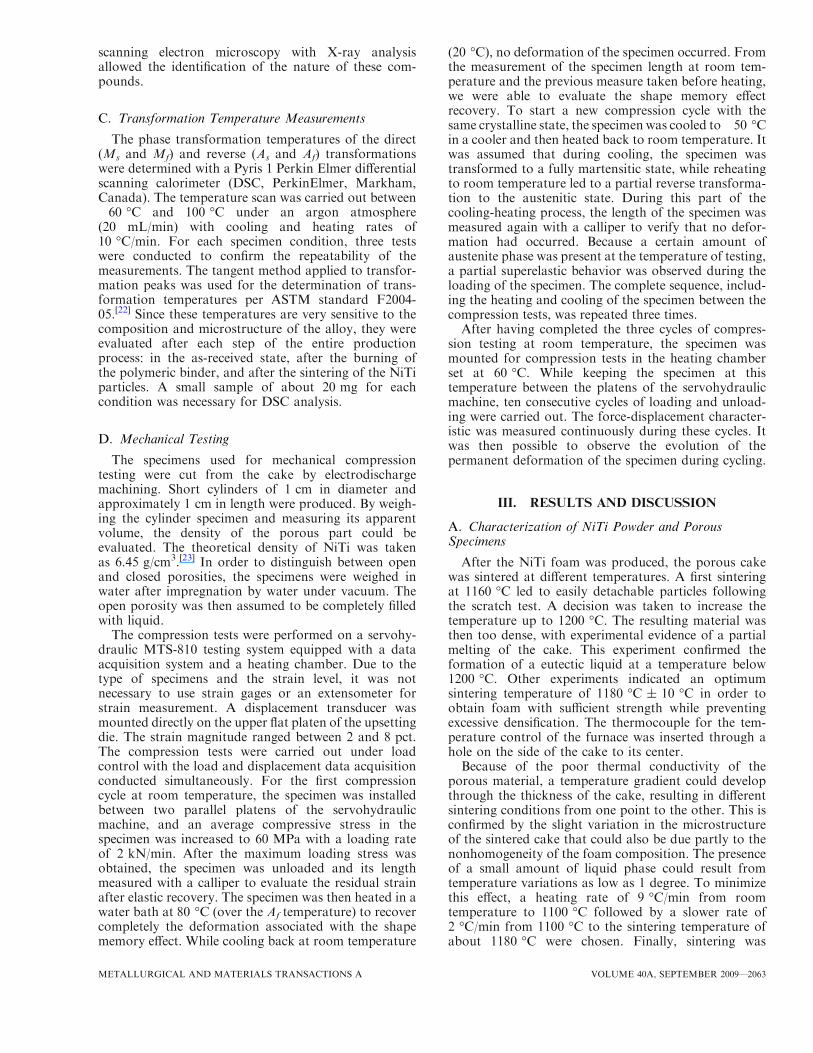
carried out during 3 hours. Nevertheless, the pores aregenerally rounder near the edges of the cake than closerto its center. The same cake was then used to produce 11specimens cut between major cracks following thepattern shown in Figure 2. Experiments to producemetal foams with other materials[24] revealed that it ispossible to improve cake integrity by carefully adjustingthe processing conditions.
Six of the eleven cylinders cut from the cake (1, 5, 6, 7,9, and 11) showed good quality to go further withmechanical testing. The good quality of the specimens isrelated to the absence of crack and to the homogeneityof the pore size and distribution. As can also be seen inFigure 2, the ends of the cylindrical specimens had to be
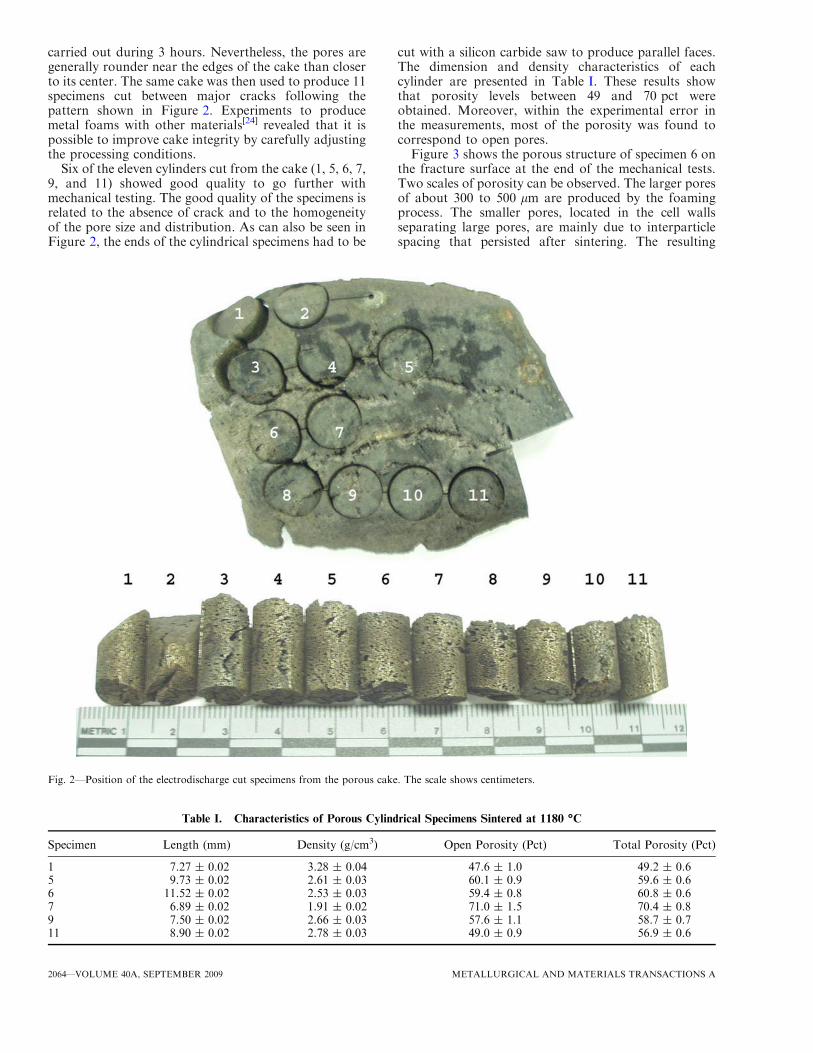
cut with a silicon carbide saw to produce parallel faces.The dimension and density characteristics of eachcylinder are presented in Table I. These results showthat porosity levels between 49 and 70 pct wereobtained. Moreover, within the experimental error inthe measurements, most of the porosity was found tocorrespond to open pores.Figure 3 shows the porous structure of specimen 6 on
the fracture surface at the end of the mechanical tests.Two scales of porosity can be observed. The larger poresof about 300 to 500 lm are produced by the foamingprocess. The smaller pores, located in the cell wallsseparating large pores, are mainly due to interparticlespacing that persisted after sintering. The resulting
Fig. 2—Position of the electrodischarge cut specimens from the porous cake. The scale shows centimeters.
Table I. Characteristics of Porous Cylindrical Specimens Sintered at 1180 �C
Specimen Length (mm) Density (g/cm3) Open Porosity (Pct) Total Porosity (Pct)
1 7.27 ± 0.02 3.28 ± 0.04 47.6 ± 1.0 49.2 ± 0.65 9.73 ± 0.02 2.61 ± 0.03 60.1 ± 0.9 59.6 ± 0.66 11.52 ± 0.02 2.53 ± 0.03 59.4 ± 0.8 60.8 ± 0.67 6.89 ± 0.02 1.91 ± 0.02 71.0 ± 1.5 70.4 ± 0.89 7.50 ± 0.02 2.66 ± 0.03 57.6 ± 1.1 58.7 ± 0.711 8.90 ± 0.02 2.78 ± 0.03 49.0 ± 0.9 56.9 ± 0.6
2064—VOLUME 40A, SEPTEMBER 2009 METALLURGICAL AND MATERIALS TRANSACTIONS A
amount of open porosity is generally very close to thetotal porosity content of the foams. For specimen 11,the larger interval between open and total porositycould be explained by the higher sintering temperatureundergone by the material at the edge of the cake,resulting in the presence of a small quantity of liquidphase. This phenomenon has led to partial pore closureand rounder large pores, as shown in Figure 4. A similarstructure was observed near the edges of specimen 1.However, in this case, there was no correspondingclear difference between the levels of open and totalporosities.
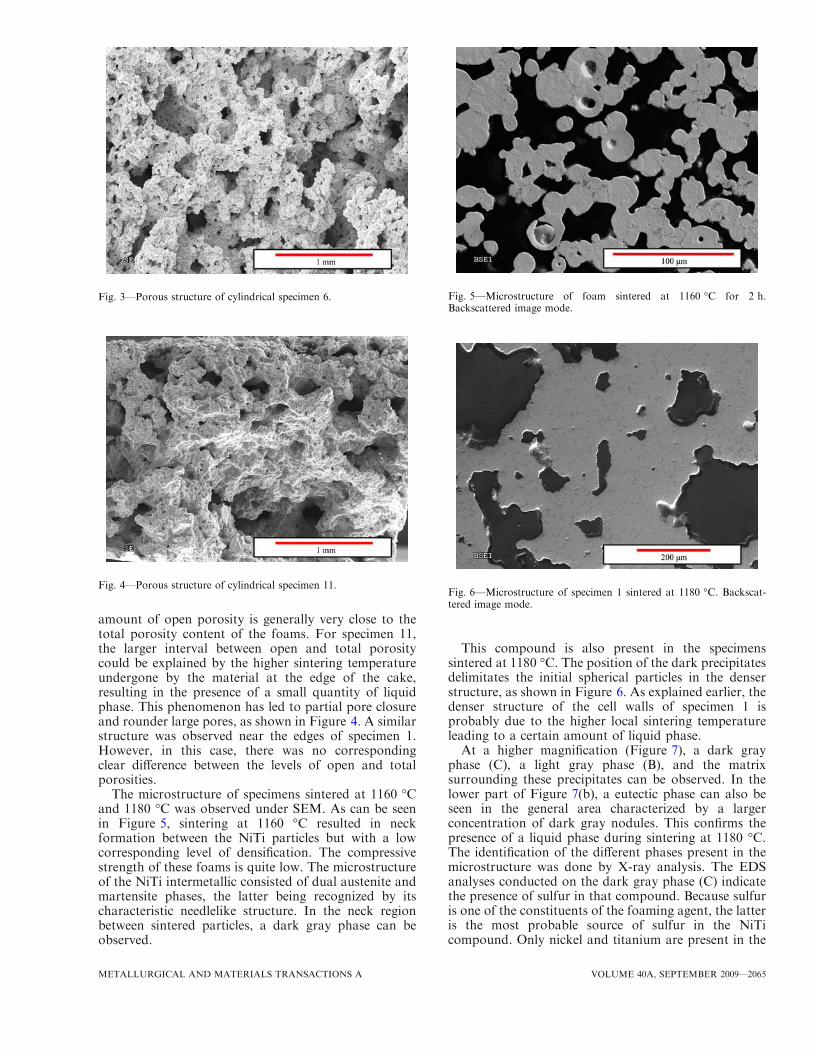
The microstructure of specimens sintered at 1160 �Cand 1180 �C was observed under SEM. As can be seenin Figure 5, sintering at 1160 �C resulted in neckformation between the NiTi particles but with a lowcorresponding level of densification. The compressivestrength of these foams is quite low. The microstructureof the NiTi intermetallic consisted of dual austenite andmartensite phases, the latter being recognized by itscharacteristic needlelike structure. In the neck regionbetween sintered particles, a dark gray phase can beobserved.
This compound is also present in the specimenssintered at 1180 �C. The position of the dark precipitatesdelimitates the initial spherical particles in the denserstructure, as shown in Figure 6. As explained earlier, thedenser structure of the cell walls of specimen 1 isprobably due to the higher local sintering temperatureleading to a certain amount of liquid phase.At a higher magnification (Figure 7), a dark gray
phase (C), a light gray phase (B), and the matrixsurrounding these precipitates can be observed. In thelower part of Figure 7(b), a eutectic phase can also beseen in the general area characterized by a largerconcentration of dark gray nodules. This confirms thepresence of a liquid phase during sintering at 1180 �C.The identification of the different phases present in themicrostructure was done by X-ray analysis. The EDSanalyses conducted on the dark gray phase (C) indicatethe presence of sulfur in that compound. Because sulfuris one of the constituents of the foaming agent, the latteris the most probable source of sulfur in the NiTicompound. Only nickel and titanium are present in the
Fig. 3—Porous structure of cylindrical specimen 6.
Fig. 4—Porous structure of cylindrical specimen 11.
Fig. 5—Microstructure of foam sintered at 1160 �C for 2 h.Backscattered image mode.
Fig. 6—Microstructure of specimen 1 sintered at 1180 �C. Backscat-tered image mode.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 40A, SEPTEMBER 2009—2065
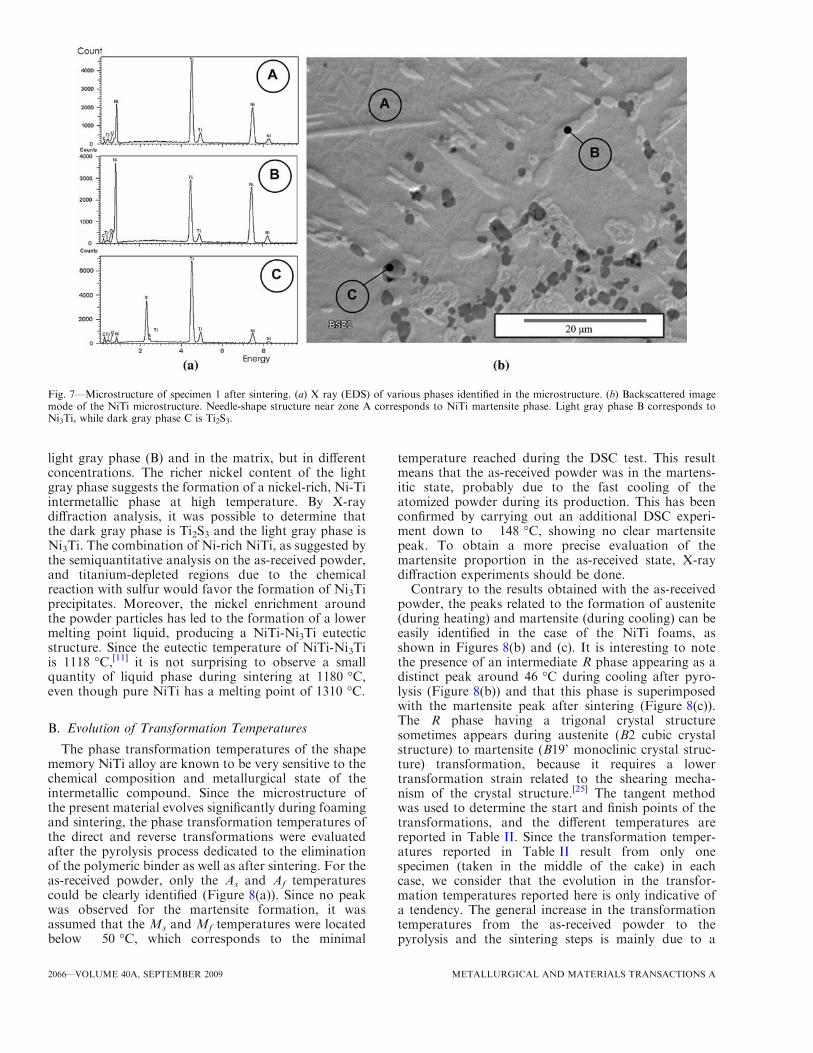
light gray phase (B) and in the matrix, but in differentconcentrations. The richer nickel content of the lightgray phase suggests the formation of a nickel-rich, Ni-Tiintermetallic phase at high temperature. By X-raydiffraction analysis, it was possible to determine thatthe dark gray phase is Ti2S3 and the light gray phase isNi3Ti. The combination of Ni-rich NiTi, as suggested bythe semiquantitative analysis on the as-received powder,and titanium-depleted regions due to the chemicalreaction with sulfur would favor the formation of Ni3Tiprecipitates. Moreover, the nickel enrichment aroundthe powder particles has led to the formation of a lowermelting point liquid, producing a NiTi-Ni3Ti eutecticstructure. Since the eutectic temperature of NiTi-Ni3Tiis 1118 �C,[11] it is not surprising to observe a smallquantity of liquid phase during sintering at 1180 �C,even though pure NiTi has a melting point of 1310 �C.
B. Evolution of Transformation Temperatures
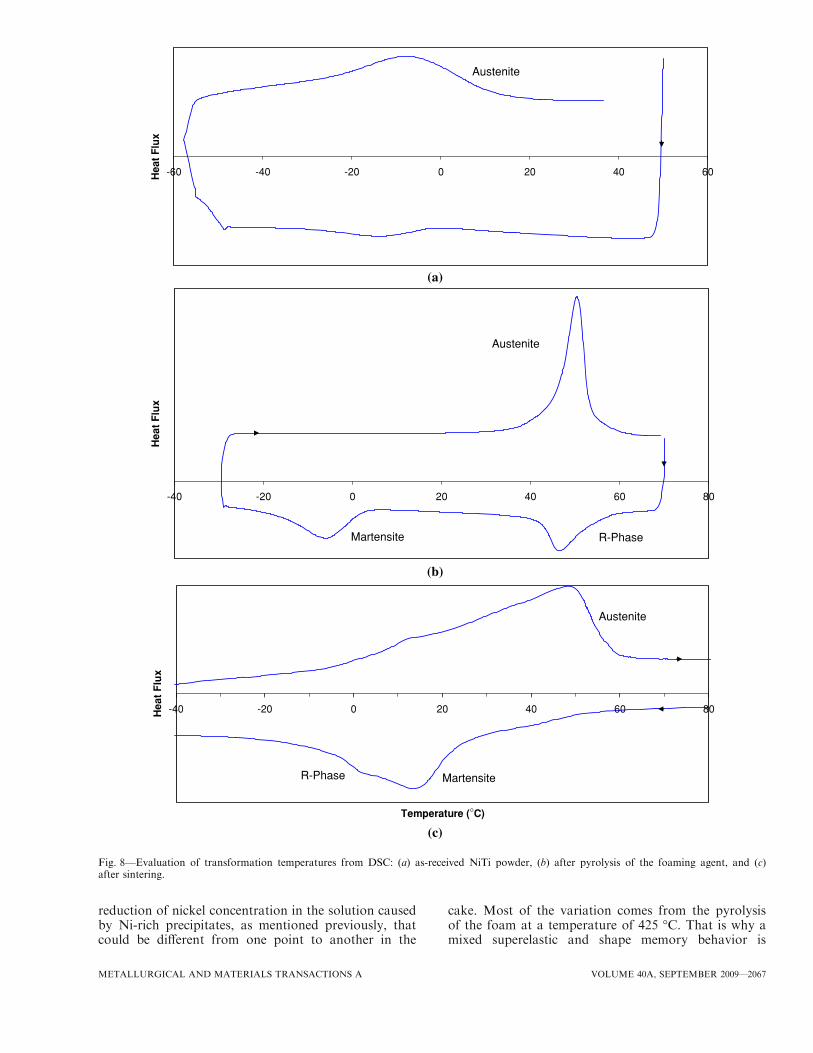
The phase transformation temperatures of the shapememory NiTi alloy are known to be very sensitive to thechemical composition and metallurgical state of theintermetallic compound. Since the microstructure ofthe present material evolves significantly during foamingand sintering, the phase transformation temperatures ofthe direct and reverse transformations were evaluatedafter the pyrolysis process dedicated to the eliminationof the polymeric binder as well as after sintering. For theas-received powder, only the As and Af temperaturescould be clearly identified (Figure 8(a)). Since no peakwas observed for the martensite formation, it wasassumed that the Ms and Mf temperatures were locatedbelow �50 �C, which corresponds to the minimal
temperature reached during the DSC test. This resultmeans that the as-received powder was in the martens-itic state, probably due to the fast cooling of theatomized powder during its production. This has beenconfirmed by carrying out an additional DSC experi-ment down to �148 �C, showing no clear martensitepeak. To obtain a more precise evaluation of themartensite proportion in the as-received state, X-raydiffraction experiments should be done.Contrary to the results obtained with the as-received
powder, the peaks related to the formation of austenite(during heating) and martensite (during cooling) can beeasily identified in the case of the NiTi foams, asshown in Figures 8(b) and (c). It is interesting to notethe presence of an intermediate R phase appearing as adistinct peak around 46 �C during cooling after pyro-lysis (Figure 8(b)) and that this phase is superimposedwith the martensite peak after sintering (Figure 8(c)).The R phase having a trigonal crystal structuresometimes appears during austenite (B2 cubic crystalstructure) to martensite (B19’ monoclinic crystal struc-ture) transformation, because it requires a lowertransformation strain related to the shearing mecha-nism of the crystal structure.[25] The tangent methodwas used to determine the start and finish points of thetransformations, and the different temperatures arereported in Table II. Since the transformation temper-atures reported in Table II result from only onespecimen (taken in the middle of the cake) in eachcase, we consider that the evolution in the transfor-mation temperatures reported here is only indicative ofa tendency. The general increase in the transformationtemperatures from the as-received powder to thepyrolysis and the sintering steps is mainly due to a
Fig. 7—Microstructure of specimen 1 after sintering. (a) X ray (EDS) of various phases identified in the microstructure. (b) Backscattered imagemode of the NiTi microstructure. Needle-shape structure near zone A corresponds to NiTi martensite phase. Light gray phase B corresponds toNi3Ti, while dark gray phase C is Ti2S3.
2066—VOLUME 40A, SEPTEMBER 2009 METALLURGICAL AND MATERIALS TRANSACTIONS A
reduction of nickel concentration in the solution causedby Ni-rich precipitates, as mentioned previously, thatcould be different from one point to another in the
cake. Most of the variation comes from the pyrolysisof the foam at a temperature of 425 �C. That is why amixed superelastic and shape memory behavior is
-60 -40 -20 0 20 40 60Hea
t F
lux
-40 -20 0 20 40 60 80
Hea
t F
lux
-40 -20 0 20 40 60 80
Temperature (°C)
Hea
t F
lux
(b)
(c)
(a)
R-Phase
R-Phase
Austenite
Austenite
Austenite
Martensite
Martensite
Fig. 8—Evaluation of transformation temperatures from DSC: (a) as-received NiTi powder, (b) after pyrolysis of the foaming agent, and (c)after sintering.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 40A, SEPTEMBER 2009—2067
anticipated during the mechanical testing of thismaterial at room temperature.
C. Mechanical Testing Results
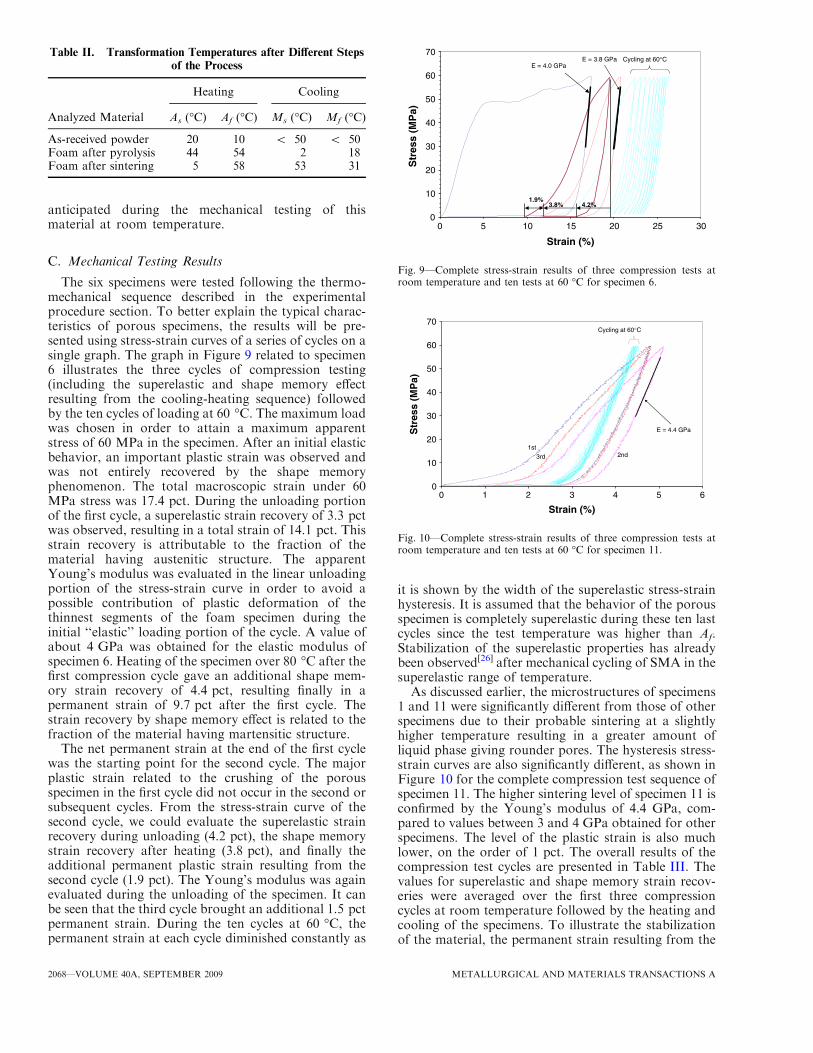
The six specimens were tested following the thermo-mechanical sequence described in the experimentalprocedure section. To better explain the typical charac-teristics of porous specimens, the results will be pre-sented using stress-strain curves of a series of cycles on asingle graph. The graph in Figure 9 related to specimen6 illustrates the three cycles of compression testing(including the superelastic and shape memory effectresulting from the cooling-heating sequence) followedby the ten cycles of loading at 60 �C. The maximum loadwas chosen in order to attain a maximum apparentstress of 60 MPa in the specimen. After an initial elasticbehavior, an important plastic strain was observed andwas not entirely recovered by the shape memoryphenomenon. The total macroscopic strain under 60MPa stress was 17.4 pct. During the unloading portionof the first cycle, a superelastic strain recovery of 3.3 pctwas observed, resulting in a total strain of 14.1 pct. Thisstrain recovery is attributable to the fraction of thematerial having austenitic structure. The apparentYoung’s modulus was evaluated in the linear unloadingportion of the stress-strain curve in order to avoid apossible contribution of plastic deformation of thethinnest segments of the foam specimen during theinitial ‘‘elastic’’ loading portion of the cycle. A value ofabout 4 GPa was obtained for the elastic modulus ofspecimen 6. Heating of the specimen over 80 �C after thefirst compression cycle gave an additional shape mem-ory strain recovery of 4.4 pct, resulting finally in apermanent strain of 9.7 pct after the first cycle. Thestrain recovery by shape memory effect is related to thefraction of the material having martensitic structure.
The net permanent strain at the end of the first cyclewas the starting point for the second cycle. The majorplastic strain related to the crushing of the porousspecimen in the first cycle did not occur in the second orsubsequent cycles. From the stress-strain curve of thesecond cycle, we could evaluate the superelastic strainrecovery during unloading (4.2 pct), the shape memorystrain recovery after heating (3.8 pct), and finally theadditional permanent plastic strain resulting from thesecond cycle (1.9 pct). The Young’s modulus was againevaluated during the unloading of the specimen. It canbe seen that the third cycle brought an additional 1.5 pctpermanent strain. During the ten cycles at 60 �C, thepermanent strain at each cycle diminished constantly as
it is shown by the width of the superelastic stress-strainhysteresis. It is assumed that the behavior of the porousspecimen is completely superelastic during these ten lastcycles since the test temperature was higher than Af.Stabilization of the superelastic properties has alreadybeen observed[26] after mechanical cycling of SMA in thesuperelastic range of temperature.As discussed earlier, the microstructures of specimens
1 and 11 were significantly different from those of otherspecimens due to their probable sintering at a slightlyhigher temperature resulting in a greater amount ofliquid phase giving rounder pores. The hysteresis stress-strain curves are also significantly different, as shown inFigure 10 for the complete compression test sequence ofspecimen 11. The higher sintering level of specimen 11 isconfirmed by the Young’s modulus of 4.4 GPa, com-pared to values between 3 and 4 GPa obtained for otherspecimens. The level of the plastic strain is also muchlower, on the order of 1 pct. The overall results of thecompression test cycles are presented in Table III. Thevalues for superelastic and shape memory strain recov-eries were averaged over the first three compressioncycles at room temperature followed by the heating andcooling of the specimens. To illustrate the stabilizationof the material, the permanent strain resulting from the
Table II. Transformation Temperatures after Different Stepsof the Process
Heating Cooling
Analyzed Material As (�C) Af (�C) Ms (�C) Mf (�C)
As-received powder �20 10 <�50 <�50Foam after pyrolysis 44 54 2 �18Foam after sintering �5 58 53 �31
0
10
20
30
40
50
60
70
0 5 10 15 20 25 30
Strain (%)
E = 4.0 GPa E = 3.8 GPa Cycling at 60°C
4.2%3.8%1.9%
Str
ess
(MP
a)
Fig. 9—Complete stress-strain results of three compression tests atroom temperature and ten tests at 60 �C for specimen 6.
0
10
20
30
40
50
60
70
0 1 2 3 4 5 6
Strain (%)
Str
ess
(MP
a)
E = 4.4 GPa
Cycling at 60°C
1st2nd3rd
Fig. 10—Complete stress-strain results of three compression tests atroom temperature and ten tests at 60 �C for specimen 11.
2068—VOLUME 40A, SEPTEMBER 2009 METALLURGICAL AND MATERIALS TRANSACTIONS A
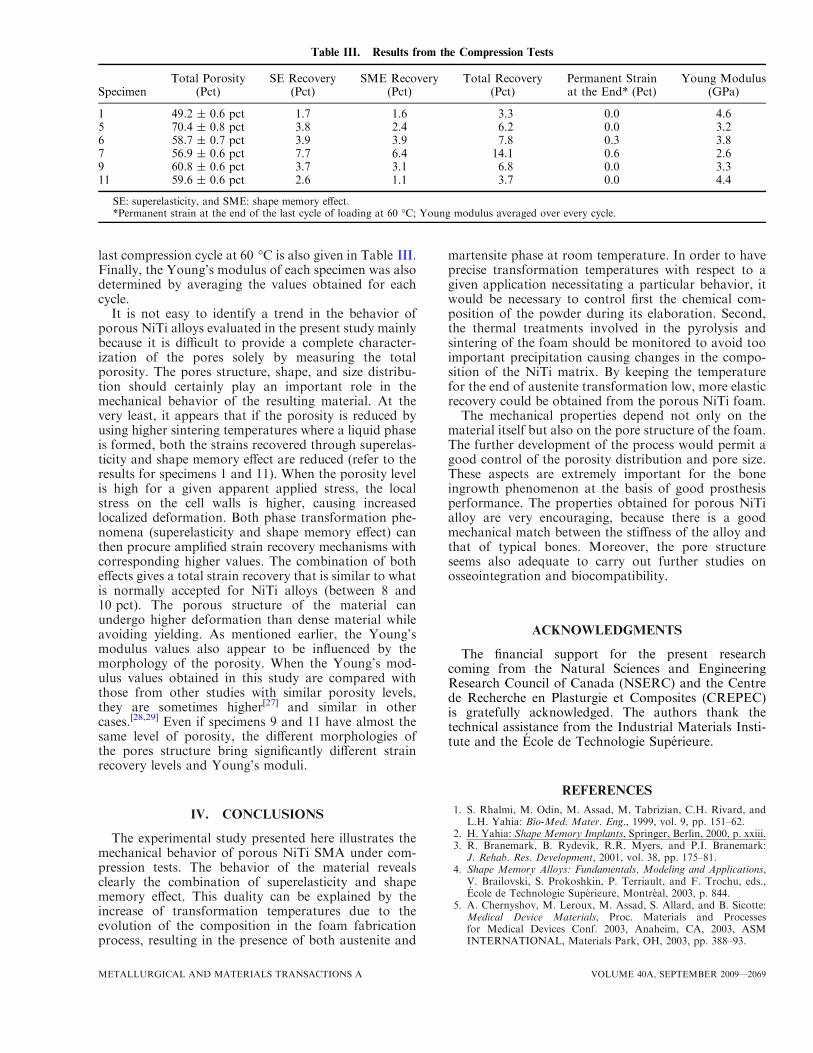
last compression cycle at 60 �C is also given in Table III.Finally, the Young’s modulus of each specimen was alsodetermined by averaging the values obtained for eachcycle.
It is not easy to identify a trend in the behavior ofporous NiTi alloys evaluated in the present study mainlybecause it is difficult to provide a complete character-ization of the pores solely by measuring the totalporosity. The pores structure, shape, and size distribu-tion should certainly play an important role in themechanical behavior of the resulting material. At thevery least, it appears that if the porosity is reduced byusing higher sintering temperatures where a liquid phaseis formed, both the strains recovered through superelas-ticity and shape memory effect are reduced (refer to theresults for specimens 1 and 11). When the porosity levelis high for a given apparent applied stress, the localstress on the cell walls is higher, causing increasedlocalized deformation. Both phase transformation phe-nomena (superelasticity and shape memory effect) canthen procure amplified strain recovery mechanisms withcorresponding higher values. The combination of botheffects gives a total strain recovery that is similar to whatis normally accepted for NiTi alloys (between 8 and10 pct). The porous structure of the material canundergo higher deformation than dense material whileavoiding yielding. As mentioned earlier, the Young’smodulus values also appear to be influenced by themorphology of the porosity. When the Young’s mod-ulus values obtained in this study are compared withthose from other studies with similar porosity levels,they are sometimes higher[27] and similar in othercases.[28,29] Even if specimens 9 and 11 have almost thesame level of porosity, the different morphologies ofthe pores structure bring significantly different strainrecovery levels and Young’s moduli.
IV. CONCLUSIONS
The experimental study presented here illustrates themechanical behavior of porous NiTi SMA under com-pression tests. The behavior of the material revealsclearly the combination of superelasticity and shapememory effect. This duality can be explained by theincrease of transformation temperatures due to theevolution of the composition in the foam fabricationprocess, resulting in the presence of both austenite and
martensite phase at room temperature. In order to haveprecise transformation temperatures with respect to agiven application necessitating a particular behavior, itwould be necessary to control first the chemical com-position of the powder during its elaboration. Second,the thermal treatments involved in the pyrolysis andsintering of the foam should be monitored to avoid tooimportant precipitation causing changes in the compo-sition of the NiTi matrix. By keeping the temperaturefor the end of austenite transformation low, more elasticrecovery could be obtained from the porous NiTi foam.The mechanical properties depend not only on the
material itself but also on the pore structure of the foam.The further development of the process would permit agood control of the porosity distribution and pore size.These aspects are extremely important for the boneingrowth phenomenon at the basis of good prosthesisperformance. The properties obtained for porous NiTialloy are very encouraging, because there is a goodmechanical match between the stiffness of the alloy andthat of typical bones. Moreover, the pore structureseems also adequate to carry out further studies onosseointegration and biocompatibility.
ACKNOWLEDGMENTS
The financial support for the present researchcoming from the Natural Sciences and EngineeringResearch Council of Canada (NSERC) and the Centrede Recherche en Plasturgie et Composites (CREPEC)is gratefully acknowledged. The authors thank thetechnical assistance from the Industrial Materials Insti-tute and the Ecole de Technologie Superieure.
REFERENCES1. S. Rhalmi, M. Odin, M. Assad, M. Tabrizian, C.H. Rivard, and
L.H. Yahia: Bio-Med. Mater. Eng., 1999, vol. 9, pp. 151–62.2. H. Yahia: Shape Memory Implants, Springer, Berlin, 2000, p. xxiii.3. R. Branemark, B. Rydevik, R.R. Myers, and P.I. Branemark:
J. Rehab. Res. Development, 2001, vol. 38, pp. 175–81.4. Shape Memory Alloys: Fundamentals, Modeling and Applications,
V. Brailovski, S. Prokoshkin, P. Terriault, and F. Trochu, eds.,Ecole de Technologie Superieure, Montreal, 2003, p. 844.
5. A. Chernyshov, M. Leroux, M. Assad, S. Allard, and B. Sicotte:Medical Device Materials, Proc. Materials and Processesfor Medical Devices Conf. 2003, Anaheim, CA, 2003, ASMINTERNATIONAL, Materials Park, OH, 2003, pp. 388–93.
Table III. Results from the Compression Tests
SpecimenTotal Porosity
(Pct)SE Recovery
(Pct)SME Recovery
(Pct)Total Recovery
(Pct)Permanent Strainat the End* (Pct)
Young Modulus(GPa)
1 49.2 ± 0.6 pct 1.7 1.6 3.3 0.0 4.65 70.4 ± 0.8 pct 3.8 2.4 6.2 0.0 3.26 58.7 ± 0.7 pct 3.9 3.9 7.8 0.3 3.87 56.9 ± 0.6 pct 7.7 6.4 14.1 0.6 2.69 60.8 ± 0.6 pct 3.7 3.1 6.8 0.0 3.311 59.6 ± 0.6 pct 2.6 1.1 3.7 0.0 4.4
SE: superelasticity, and SME: shape memory effect.*Permanent strain at the end of the last cycle of loading at 60 �C; Young modulus averaged over every cycle.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 40A, SEPTEMBER 2009—2069

6. J.S. Kim, S.H. Lee, and J.H. Kang: Proc. Int. Conf. on ShapeMemory and Superelastic Technologies (SMST-2000), Asilomar,CA, 2000, A.R. Pelton and S.M. Russell, eds., SMST, Fremont,CA, 2000, pp. 77–85.
7. O. Prymak, D. Bogdanski, M. Koller, S.A. Esenwein, G. Muhr, F.Beckmann, T. Donath, M. Assad, and M. Epple: Biomaterials,2005, vol. 26, pp. 5801–07.
8. J. Ryhanen: Academic Dissertation, Oulu University Press,Finland, 1999.
9. C. Chu, B. Li, S. Wang, S. Zhang, X. Yang, and Z. Yin: Trans.Nonferrous Met. Soc. China, 1997, vol. 7, pp. 84–87.
10. S.M. Green, D.M. Grant, and N.R. Kelly: Powder Metall., 1997,vol. 40, pp. 43–47.
11. J.C. Hey and A.P. Jardine: Mater. Sci. Eng. A, 1994, vol. A188,pp. 291–300.
12. J.C. Hey and A.P. Jardine: Proc. 1994 MRS Fall Meeting, Boston,MA, 1995, Materials Research Society, Pittsburgh, PA, 1994, vol.360, pp. 483–88.
13. B.-Y. Li, L.-J. Rong, V.E. Gjunter, and Y.-Y. Li: Z. Metallkd.,2000, vol. 91, pp. 291–95.
14. Y. Li, L. Rong, and Y. Li: 1st Sino-Russian Workshop on Self-Propagating High Temperature Synthesis, Trans Tech PublicationsLtd., Beijing, 2002, vol. 217, pp. 137–42.
15. J. Mentz, L. Krone, M. Bram, H.P. Buchkremer, and D. Stover:Met. Powder Rep., 2006, vol. 61, pp. 20–25.
16. R. Menini, M.-J. Dion, S.K. V. So, M. Gauthier, and L.-P.Lefebvre: J. Electrochem. Soc., 2006, vol. 153, pp. B13–B21.
17. W. Pompe, H. Worch, M. Epple, W. Friess, M. Gelinsky, P. Greil,U. Hempel, D. Scharnweber, and K. Schulte: Mater. Sci. Eng. A,2003, vol. 362, pp. 40–60.
18. S. Moreau, M.A. Thibault, M. Assad, M.A. Leroux, andN.G. Fomichev: Transactions—7th World Biomaterials Congr.,Biomaterials 2004 Congress Managers, Sydney, Australia, 2004,p. 1551.
19. A.I. Lotkov, V.N. Grishkov, V.A. Udovenko, and A.V. Kuznet-sov: Phys. Met. Metallogr., 1982, vol. 54, pp. 152–54 (Englishtranslation of Fizika Metallov i Metallovedenie).
20. M. Gauthier, Y. Thomas, and L. Lefebvre: Patent Application,United States, US 2005/0100470 A1, 2005.
21. L. Lefebvre and Y. Thomas: Patent Application, InternationalPublication Number WO 03/015963 A1, 2003.
22. Annual Book of ASTM Standards, vol. 13.01, ASTM-F2004-05,ASTM International, West Conshohocken, PA, 2006, pp. 1002–05.
23. ASM Handbook Volume 02: Properties and Selection: NonferrousAlloys and Special-Purpose Materials, ASM International, MetalsPark, OH, 1990, 1328 pp.
24. A. Fazekas, L.P. Lefebvre, M. Gauthier, R. Dendievel, andL. Salvo: 3rd Int. Conf. on Cellular Metals and Metal FoamingTechnology (MetFoam 2003), J. Banhart, N.A. Fleck, andA. Mortensen, eds., Berlin, 2003, pp. 307–12.
25. X. Ren, N. Miura, J. Zhang, K. Otsuka, K. Tanaka, M. Koiwa,T. Suzuki, Y.I. Chumlyakov, and M. Asai: Mater. Sci. Eng. A(Struct. Mater.: Prop., Microstr. Process.), 2001, vol. 312,pp. 196–206.
26. A. Heckmann and E. Hornbogen: Int. Conf. on MartensiticTransformations, EDP Sciences, Espoo, Finland, 2003, vol. 112 II,pp. 831–34.
27. A. Chernyshov, M. Leroux, M. Assad, A. Dujovne, and E.Garcia-Belenguer: Advanced Materials for Biomedical Applica-tions, Conf. of Metallurgists (COM2002), D. Mantovani, ed.,MetSoc, Montreal, 2002, pp. 109–19.
28. D.C. Lagoudas, P.B. Entchev, and E.L. Vandygriff: SmartStructures and Materials: Active Materials: Behavior andMechanics, The International Society for Optical Engineering, SanDiego, CA, 2002, vol. 4699, pp. 224–34.
29. Y.-H. Li, L.-J. Rong, and Y.-Y. Li: J. Alloys Compd., 2002,vol. 345, pp. 271–74.
2070—VOLUME 40A, SEPTEMBER 2009 METALLURGICAL AND MATERIALS TRANSACTIONS A





























