Embed Size (px)
Citation preview
138 Int. J. Materials Engineering Innovation, Vol. 5, No. 2, 2014
Copyright © 2014 Inderscience Enterprises Ltd.
Nanoindentation of bleached and refined pulp fibres
Ramesh B. Adusumalli* Department of Chemical Engineering, BITS Pilani-Hyderabad Campus, Shameerpet, Hyderabad, 500078, India E-mail: [email protected] Fax: +91-40-66303-998 *Corresponding author
Raphaël Passas Laboratory of Pulp and Paper Science and Graphic Arts, Grenoble INP-Pagora Laboratoire Génie des Procédés Papetiers (LGP2), 461 rue de la Papeterie CS 10065 38402, Saint-Martin d’Hères, Cedex, France E-mail: [email protected]
I. Sreedhar and Balaji Krishnamurthy Department of Chemical Engineering, BITS Pilani-Hyderabad Campus, Shameerpet, Hyderabad, 500078, India E-mail: [email protected] E-mail: [email protected]
Boopathy Kombaiah and Alex Montagne Laboratory for Mechanics of Materials and Nanostructures, EMPA – Materials Science and Technology, Feuerwerkstr. 39, CH-3602 Thun, Switzerland E-mail: [email protected] E-mail: [email protected]
Abstract: In this study, an attempt has been made to determine the mechanical properties of the wood pulp cell wall after pulping, bleaching and refining by means of nanoindentation in comparison with flax and lyocell fibres. Based on the indents performed on single fibre cell wall cross-sections, it has been found that bleaching and refining processes are causing reduction in indentation modulus and hardness values. It is assumed that the reduction is attributed to the change in lignin content as well as microfibril angle. Surprisingly, refined pulp fibres and lyocell have the same hardness and indentation modulus, which conforms that no residual lignin is present in the refined pulp. The bast fibre, flax, extracted without Kraft cooking revealed higher indentation modulus (23 GPa) and hardness (0.50 GPa) compared to wood pulp fibres.
Keywords: nanoindentation; wood pulp fibre; flax; lyocell; cell wall.

Nanoindentation of bleached and refined pulp fibres 139
Reference to this paper should be made as follows: Adusumalli, R.B., Passas, R., Sreedhar, I., Krishnamurthy, B., Kombaiah, B. and Montagne, A. (2014) ‘Nanoindentation of bleached and refined pulp fibres’, Int. J. Materials Engineering Innovation, Vol. 5, No. 2, pp.138–150.
Biographical notes: Ramesh B. Adusumalli received his Bachelor in Chemical Engineering from Osmania University Hyderabad, India, and his Master in Biobased Materials from University of Applied Sciences, Reutlingen, Germany. He was awarded his PhD in Cellulose Fibre Reinforced Composites from University of Natural Resources and Applied Life Sciences (BOKU), Vienna, Austria. He has published articles in ten international journals related to cellulose composites. He is the Reviewer for Bio Resource and Wood Science and Technology. Since 2010, He is working as Assistant Professor at BITS Pilani, Hyderabad campus. He also spent two years at EMPA, Thun, Switzerland.
Raphaël Passas is working at Grenoble ING-LGP2, France as a Research Engineer. He is a reviewer for several journals and published 12 articles, five book chapters and one being the co-editor in the area of pulp and paper. He was involved in Cost Action E54 (Vice Chair) and FP1105, participated in the PowerBonds European project and currently chairs the SEMPA (French Users Club of FEI’s SEM). He participated in the development of the MorFi device. His field of research is dealing with the fibrous material analysis at microscopic level by combining optical microscopy, ESEM, AFM, micro-mechanic tools and 3D analysis.
I. Sreedhar received his Bachelor in Chemical Engineering from National Institute of Technology, Warangal, India. He pursued his MTech in the areas of process engineering and design from IIT Delhi. He joined as a Lecturer in the Department of Chemical Engineering, Birla Institute of Technology & Science, Pilani (BITS Pilani) Rajasthan, India and received his PhD degree from the same institute in 2008. He has published more than ten articles in international journals and one book chapter related to reaction engineering and catalysis. He is currently working as Assistant Professor at BITS Pilani, Hyderabad Campus, India.
Balaji Krishnamurthy received his Bachelor in Chemical Engineering from CECRI, Karaikudi, India. He moved to the USA for doing his PhD from University of South Carolina and worked as Research Scientist at Hawai Natural Energy Centre in the area of fuel cells. He spent a year at Rennsaler Polytechnic Institute, Troy, NY. He is the Reviewer of International Journal of Hydrogen Energy. Currently, he is the Head of the Department of Chemical Engineering, BITS Pilani Hyderabad campus, India. He has published more than ten papers in the area of fuel cells.
Boopathy Kombaiah is currently pursuing his Doctorate in Materials Science and Engineering Department at North Carolina State University, USA. Before that, he carried out his undergraduate degree in Metallurgical Engineering from PSG College of Technology, India in 2005 and studied Masters in Materials Engineering from Indian Institute of Science, India in 2009. He has two years of work experience as a Junior Manager in Steel Authority of India Limited and worked for a year as Marie Curie Early Stage Researcher in EMPA, Switzerland. His research interests are fatigue of materials, bulk metallic glasses and creep deformation of zirconium alloys.

140 R.B. Adusumalli et al.
Alex Montagne received his PhD on Dislocations Mechanisms under Nanoindentation at University of Poitiers, France in 2010. In early 2011, he started a postdoc at EMPA Thun (Switzerland) where he studied mechanical properties by nanoindentation on different materials (ceramics to metals) of different shapes: bulk, thin films, micropillars. In December 2012, he moved to University of Bourgogne (France) to start his second postdoc dealing with mechanical properties of cements, explored by AFM. Since September 2013, he is working as an Assistant Professor at ENSAM Lille, France. His area of research includes mechanical properties of materials especially nanoindentation in link with processing.
This paper is a revised and expanded version of a paper entitled ‘Characterisation of natural fibres and fibre-matrix bonding in natural fibre reinforced composites’ presented at International Conference on Wind Energy: Materials, Engineering and Policies (WEMEP-2012), BITS-Pilani Hyderabad Campus, Hyderabad, India, 22–23 November 2012.
1 Introduction
Lignocellulosic fibres consists of cellulose, hemicelluloses and lignin and their arrangement in the cell wall (2–5 μm thickness) resembles fibre reinforced composite (Salmen and Burgert, 2008). Cellulose is linear and semi-crystalline and angle of orientation of cellulose nanofibrils with respect to the longitudinal axis, i.e., microfibril angle (MFA) determines the mechanical properties such as stiffness. In flax MFA is 10° and it varies from 5° (matured) to 30° (juvenile) in most wood species (Karine et al., 2007). Hemicellulose is branched and non-crystalline. Lignin is also branched and non-crystalline in nature and consists of C6-C3 phenylpropanoid units arranged in irregular 3D network which makes lignin highly resistant to degradation (Singh nee’ Nigam and Pandey, 2009).
Cellulose fibre in its purest form is obtained by handpicking cotton bolls, mostly used in textiles, which have extremely high MFA (Karine et al., 2007). Cellulose from bast fibres such as flax and hemp is obtained by simple retting techniques, mostly used in ropes, recently it has begun to be used as an alternative to e-glass fibres in polymer composites, mainly due to low MFA which leads to high specific stiffness (Bledzki and Gassan, 1999; Adusumalli et al., 2010a). Extraction of cellulose from woody plants is a tedious process which normally involves strong chemicals, high temperature, high mechanical shear forces and several bleaching steps in order to remove the lignin from the interior of the cell wall. Fully delignified pulp fibres are used to make dissolving grade pulp, which is the raw material for lyocell fibre. Wood fibres extracted through thermomechanical treatment are used in fibre boards where it was found that increasing pressure causes cell wall damage, mostly from the lumen side (Xing et al., 2008). Though the applications are diverse, lignocellulosic fibres such as flax and wood suffer from inhomogeneous quality, decreased brightness in paper, poor bonding with matrices due to the residual amount of lignin, pectin and extractives present on the fibre surface.
In the Kraft cooking process, in which cells are separated from each other from the middle lamella entirely by chemical processes, the ‘cell wall’ which is arranged in lamellar structures, is not altered because cellulose acts as the fibre component and lignin or hemicellulose-lignin acts as the matrix. To fully remove the lignin present in the cell

Nanoindentation of bleached and refined pulp fibres 141
wall, bleaching is carried out with different chemicals in different stages, thus limiting the cell wall composition to cellulose microfibrils and a small amount of matrix, which altogether influences the fibres to collapse (reduction in lumen size) and flatten in shape making them more flexible. In order to increase the bonding between these collapsed fibres which is needed for high quality paper, refining (also called as beating) is carried out on bleached pulp. Refining involves a mechanical action which is aimed to induce the internal and external fibrillation as well as delamination of the cell wall.
To understand the pulp cell wall composite behaviour, most studies focused on finding the DP of the cellulose, lignin content in the pulp assessed by Klason lignin content or Kappa number and quality of refining assessed by Shopper-Riegler value. But only few studies are focused on systematic study of pulp fibres after pulping, bleaching and refining. Page et al. (1985) found that pulp fibre strength begins to decrease when the cellulose content of the fibre exceeds 80%; this is where the stress distribution becomes localised due to the rigid cellulose-cellulose bonds instead of flexible cellulose-hemicellulose-cellulose bonds. Fahlén and Salmén (2005) reported the formation of pores in the matrix material and an enlargement of the cellulose fibril aggregates as a result of chemical pulping (Leppänen et al., 2009). In another study carried out using early wood, Peura et al. (2006) reported no change in tensile properties of unbleached pulp fibres compared to native Norway spruce wood. From the studies mentioned above, it is evident that lignin content decreases drastically from wood to refined pulp whereas MFA increases. It is also reported that water retention value (WRV) increases after refining, because hydrophobic lignin is absent and the accessibility to the hemicelluloses increases. The values reported in the literature are highly variable between bleached, refined and unbleached pulps, because studies are limited to macroscopic models using wood or fibre, but not the cell wall.
For the first time, nanoindentation studies confirmed that increasing pressure in thermomechanical pulping caused a decrease in the elastic modulus and hardness of the cell wall (Xing et al., 2008). Similarly, AFM-based nanoindentation studies performed on bleached fibres revealed that lignin content is responsible for hardness (Adusumalli et al., 2010b). Nanoindentation of wood fibre cell walls was studied by several authors (Gindl et al., 2004, 2006; Wimmer et al., 1997; Konnerth et al., 2007) to know the cell wall modulus and hardness. Nanoindentation of flax fibre cell walls revealed that outer fibre cell wall phloem has higher longitudinal modulus (22 GPa) than inner xylem cell wall (17.6 GPa) due to high thickening of the cell wall (Bourmaud and Baley, 2012). In this work, nanoindentation was performed on fibre cross-sections of kraft pulp fibres in order to study the influence of bleaching and refining on hardness and elastic modulus. Flax (natural cellulose) and lyocel (regenerated cellulose) were taken as reference fibres.
2 Materials and methods
Kraft pulping, bleaching and refining are three important processses used to obtain high quality pulp from wood by removing lignin from the cell wall. Flax, being bast fibre, contains various amounts of lignin and pectin. So pulp, flax and lyocell are taken as fibres for the nanoindnetation study. Pulp fibres from Spruce (Picea Abies) and Pine (P. sylvestris) were used. Two pulps namely CP1 (Common Pulp) and CP2 were received from Södra Cell pulp mill (Värö, Sweden) as a part of the Cost E54 project. Both CP1
142 R.B. Adusumalli et al.
and CP2 are batch cooked kraft pulp containing the ratio of Spruce:Pine (80:21). Total chlorine free (TCF) bleaching is followed and the sequence is Q-OP-Q + Paa-PO, in which Q represents the chelating agent, OP is oxygen+peroxide and Paa is Peracetic acid. CP1 variety was obtained in unbleached and bleached versions (2007 batch) whereas CP2 was obtained in refined and unrefined version (2008 batch). A bleached Kraft pulp, CP2, was refined (one refining point) in a pilot disc refiner at PTS – Papier Technische Stiftung (Germany), using a cutting angle of 60°, a specific edge load of 2 W.s/m and a cutting length/ per second of 2.85 km/s where consistency is 4% and specific refining energy is 150 kWh/t. The characteristic values of CP1 and CP2 are given in Table 1. Table 1 Typical properties of selected pulp fibres
CP1-UB CP1-B CP2-B-UR
WRV (g/g) 1.35 1.25 0.99
Curl index (Fibre Lab) (%) 15.1 20.2 21.6
α-cellulose (%) 74.42 86.97
Tensile index (Nm/g) 29.8 27.5 15.9
Klason lignin (%) 3.9 0.2 0.1
Total carbohydrates anhydro (mass %) 93.6 98.1 98.2
Apparent bulk density (kg/m3)* 528 559 455
Modulus of elasticity (MPa)* 2,420 2,129 1,128
Stretch (%)* 2.1 3.4 2.4
Notes: UB = unbleached, B = bleached, UR = unrefined. *Characteristic values of handsheet made from respective pulp fibres.
Source: Ander et al. (2011)
2.1 Nanoindentation
In order to prepare the samples, a limited number of dried pulp fibres were suspended in water and a drop of pulp suspension was placed on a glass substrate and allowed to flow in one direction. After 24 hours of drying, fibre-bundles (partially aligned) were removed from the glass substrate and placed in a silicon mould using micro tweezers. Using alternating vacuum-pressure treatment, bundles of air-dried pulp fibres were embedded in epoxy resin and cured at 60°C for 8 hours (Spurr, 1969). Cured epoxy blocks were removed from the silicone mould and a razor blade was used to cut the epoxy blocks until fibre cross-sections were exposed followed by polishing (silicon carbide abrasive papers with decreasing grit size of 600, 1,200 and 2,500) until a smooth surface was achieved. A microtome with a diamond rotating knife was used to further cut the surface down to the 1 μm level. Specimens prepared with this method revealed smooth surfaces as shown by optical microscopy [Figures 1(a) and 1(b)] and scanning probe microscopy deflection images in Figures 1(c) and 1(d) (first derivative of the topographic image). A detailed description of the wood sample preparation for nanoindentation which is adopted for pulp fibres can be found in the literature (Konnerth et al., 2007; Adusumalli et al., 2010b).

Nanoindentation of bleached and refined pulp fibres 143
Figure 1 Double indentation studies performed on same fibre cell wall cross-section (a and b) to understand the influence of fibre misalignment on indentation modulus (see online version for colours)
Notes: Specimen surface shown in b is obtained after 17 μm sectioning of (fibre embedded epoxy block in length direction) specimen surface shown in a. Except few microcompressions and twists, the fibres are almost parallelly aligned in the epoxy block. Fibre cell wall cross-section shown in C was selected, nanoindentation was performed and later a 17 μm thick slice was removed from the top surface and indentation was performed again on same fibre cross-section as shown in d.
After sectioning, the epoxy blocks were fixed to Al disks using cyanoacrylate adhesive and mounted on the magnetic sample holder of a Hysitron TriboIndenter. Indentation was performed at ambient temperature and relative humidity, so that lignocellulosic fibres could be tested in their natural hydrated state. Specific pulp fibres on the sample surface were located using the nanoindenter’s optical microscope. Pulp containing late wood fibre cell wall cross-sections was identified. The indenter tip then scanned the chosen surface regions (with scan sizes up to 50 × 50 μm2) using normal forces of approximately 200 nN such that the pulp cell wall could be found and centred underneath the tip as explained in Adusumalli et al. (2010b). On average 5–8 indents were placed on each fibre cell wall as shown in Figures 1 and 2. Indents were placed in force controlled mode with peak load of 240 μN as shown in Figure 2. For all steps, the loading and unloading speed was 100 μN/s and the holding time at peak load was 15 s to monitor the visco-plastic creep. A Berkovitch tip made of diamond was used to perform the indents and the load-displacement curves obtained from all experiments were evaluated according to the Oliver-Pharr method (Oliver and Pharr, 1992) where peak load (Pmax), depth at peak load (h) and initial slope of the unloading curve (S) are used to measure the hardness (Pmax/A)
144 R.B. Adusumalli et al.
and reduced elastic modulus (Er) as shown in equation (1). Er is almost identical to E, which is the actual elastic modulus of the material, in case of soft materials like pulp and it is termed as indentation modulus throughout this paper. The contact area A at Pmax is determined from the known shape of the indenter which is calibrated by indenting a material with known properties (in this case fused quartz).
12
SEr πA
= (1)
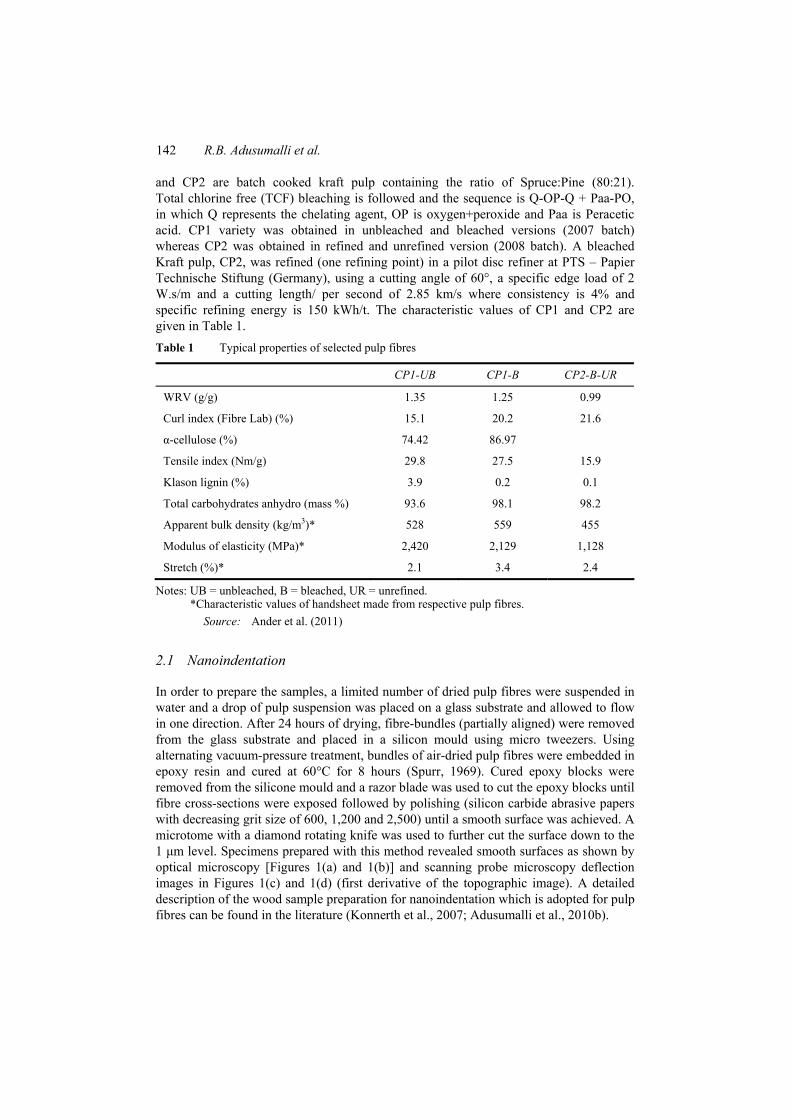
Figure 2 Load-depth curves and corresponding postindent images from nanoindentation tests (see online version for colours)
Notes: Curve a represents the lyocell (CLY) fibre consists of 100% cellulose, which was taken as reference fibre in this study. Curve b represents the response of bleached-refined fibre (B_R) which is used to make paper curve d represents the unbleached and unrefined fibre (UB_UR) and curve c represents the bleaching response of pulp fibre shown in curve d.
3 Results and discussion
Figures 1(a) and 1(b) show an optical micrograph of pulp fibres embedded in epoxy resin and sectioned until a smooth surface is achieved as explained in the previous section. This micrograph was taken prior to nanoindentation and it reveals not only fibre cross-sections but also some tilted (misaligned fibre cross-sections) and longitudinal

Nanoindentation of bleached and refined pulp fibres 145
sections due to the fibre misalignment. Since pulp fibres are 1–3 mm length and highly flexible, it is difficult to achieve a specimen where all fibres aligned in one direction. Since the indentation modulus depends on the fibre misalignment (Konnerth et al., 2009), care is taken to select only longitudinally-aligned fibre cross-sections which are free from other artefacts such as knife markers. In this study, fibre alignment is checked by doing the indentation on the same fibre cross-section twice with the distance of 17 μm as shown in Figures 1(a) and 1(b).
Figure 3 Nanoindentation results of double indentation studies (shown in Figure 1)
Notes: Almost no difference was observed in hardness and indentation modulus of S2 cell walls obtained before sectioning and after sectioning of pulp embedded epoxy block (17 μm thick slice was removed from top surface and indentation was performed on the same cell wall as shown in Figure 1).
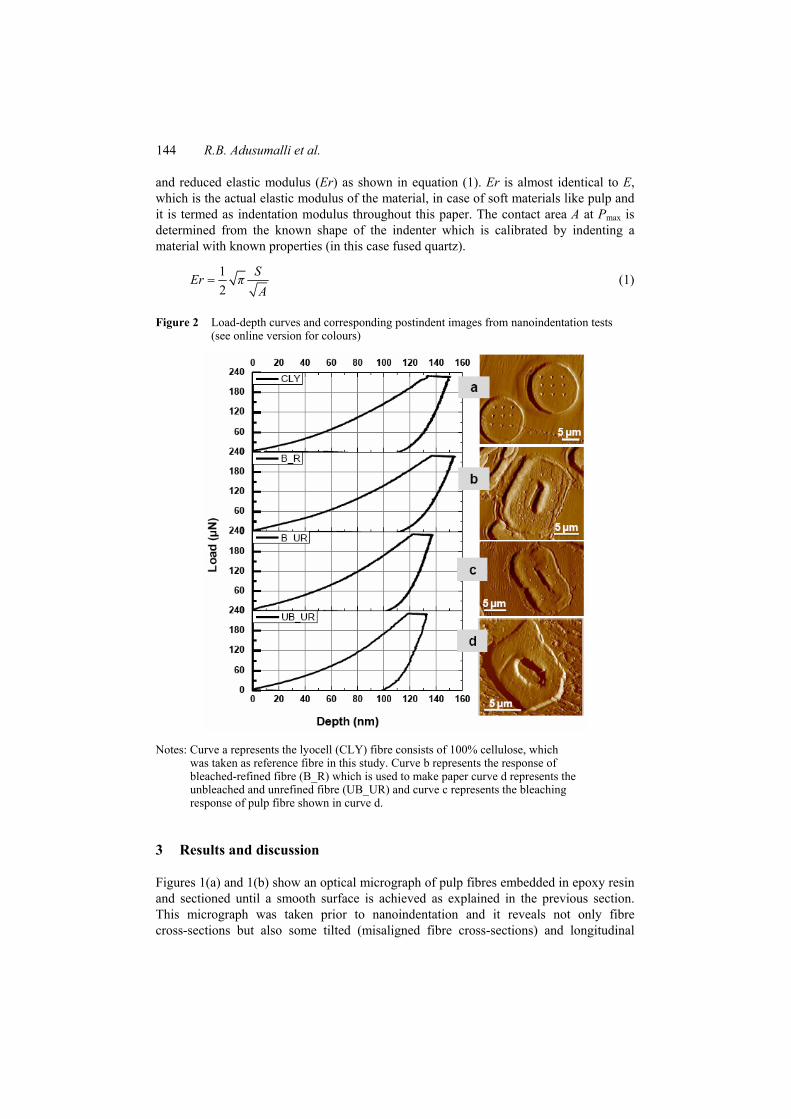
Scanning probe microscopy images of residual indents on pulp fibre cell wall after nanoindentation are shown Figures 1(c) and 1(d). These fibres are slightly collapsed and compressed such that the lumen exhibits variability in their cell wall thickness. The results shown in Figure 3 indicate no variability in indentation modulus Er and hardness H with respect to fibre (cell wall) height. This concludes that indentations performed in this study are suffering negligible effect of fibre misalignment, which was the topic of discussion in many papers (Konnerth et al., 2009; Adusumalli et al., 2010b). Er and H values of different pulp grades are displayed in Figures 4 and 5, respectively. On average, more than 50 measurements were used for each fibre type. The quantitative analysis of nanoindentation data revealed a decrease in Er value after bleaching and refining which concludes the misalignment of the fibrils after lignin removal and beating respectively. This is in good agreement with the reduction in Klason lignin content from 3.9 (unbleached) to 0.2 (bleached) and 35% reduction in intrinsic viscosity (Table 1) (Ander et al., 2011). Unbleached wood pulp has the values reported in literature, i.e., Er of 16.2 and H of 0.43 GPa for the latewood Norway spruce (MFA 20°) (Gindl et al.,
146 R.B. Adusumalli et al.
2004). So the values of the unbleached softwood pulp are in good agreement with the wood samples which confirms that the cell wall composite structure was not disturbed or altered (since lignin was not removed from any tiny region of the cell wall during Kraft cooking).
The Er value of ~ 11 GPa for lyocell which was measured simultaneously along with the pulp cell walls is quite comparable with the literature value (Gindl et al., 2006). Since Er is directly proportional to MFA as revealed by several nanoindentation measurements (Gindl et al., 2004) it can be interpreted that, MFA of refined pulp fibres increases drastically because beating disturbs the weakly bonded cellulose-lignin composite thereby increasing MFA. But complete conclusions cannot be drawn because it is difficult to evaluate the accurate MFA of pulp fibres especially where indentation is performed, although some studies have been reported in literature (Donaldson, 1991; Pleasants et al., 1998).
Figure 4 Indentation modulus measurements from nanoindentation tests
Notes: CP1 pulp shows the difference between unbleached (UB) and bleached (B) pulp. CP2 pulp shows the difference between unrefined (UR) and refined (R) pulp. Lyocell (CLY) was taken as reference fibre which was embedded along with pulp fibres in the same block.
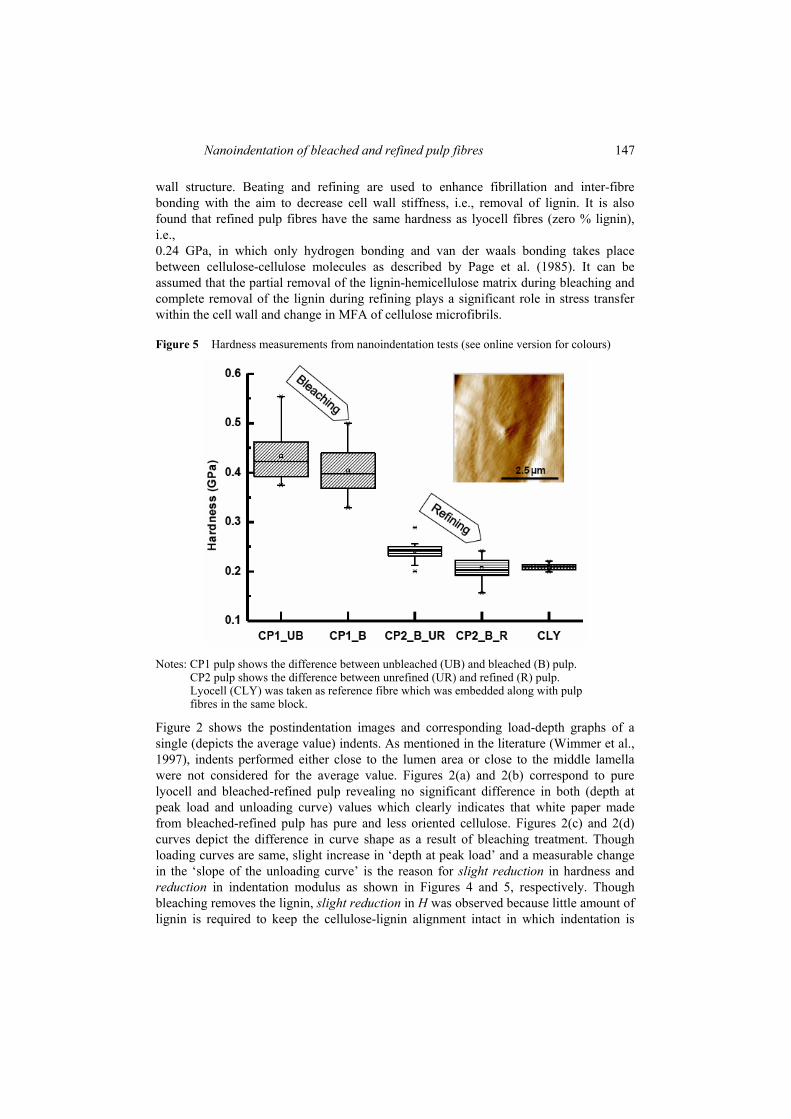
Hardness values measured from nanoindentation are shown in Figure 5. Since H is a plastic property of the material unlike Er, MFA does not influence the hardness value which could be the reason that slight reduction in H was observed as a result of bleaching and refining. This supports the recent study that nanoindentation hardness is related to the cell wall matrix (Konnerth et al., 2009). As stated before, bleaching removes the lignin, but the cellulose-lignin composite structure is still present, though it is weakly bonded due to the presence of only residual lignin. This indicates that small amount of matrix is good enough for hardness of the composite at nanoscale supporting the findings of Fahlén and Salmén (2005). As shown in Figure 5, refining also slightly reduced the H value, which could be due to the loss of residual lignin present in the weakly bonded cell
Nanoindentation of bleached and refined pulp fibres 147
wall structure. Beating and refining are used to enhance fibrillation and inter-fibre bonding with the aim to decrease cell wall stiffness, i.e., removal of lignin. It is also found that refined pulp fibres have the same hardness as lyocell fibres (zero % lignin), i.e., 0.24 GPa, in which only hydrogen bonding and van der waals bonding takes place between cellulose-cellulose molecules as described by Page et al. (1985). It can be assumed that the partial removal of the lignin-hemicellulose matrix during bleaching and complete removal of the lignin during refining plays a significant role in stress transfer within the cell wall and change in MFA of cellulose microfibrils.
Figure 5 Hardness measurements from nanoindentation tests (see online version for colours)
Notes: CP1 pulp shows the difference between unbleached (UB) and bleached (B) pulp. CP2 pulp shows the difference between unrefined (UR) and refined (R) pulp. Lyocell (CLY) was taken as reference fibre which was embedded along with pulp fibres in the same block.
Figure 2 shows the postindentation images and corresponding load-depth graphs of a single (depicts the average value) indents. As mentioned in the literature (Wimmer et al., 1997), indents performed either close to the lumen area or close to the middle lamella were not considered for the average value. Figures 2(a) and 2(b) correspond to pure lyocell and bleached-refined pulp revealing no significant difference in both (depth at peak load and unloading curve) values which clearly indicates that white paper made from bleached-refined pulp has pure and less oriented cellulose. Figures 2(c) and 2(d) curves depict the difference in curve shape as a result of bleaching treatment. Though loading curves are same, slight increase in ‘depth at peak load’ and a measurable change in the ‘slope of the unloading curve’ is the reason for slight reduction in hardness and reduction in indentation modulus as shown in Figures 4 and 5, respectively. Though bleaching removes the lignin, slight reduction in H was observed because little amount of lignin is required to keep the cellulose-lignin alignment intact in which indentation is

148 R.B. Adusumalli et al.
performed. Reduction in Er and H was also reported for flax fibres subjected to composite manufacturing such as injection moulding (Bourmaud and Baley, 2010) where the cell wall structure is subjected to damage. The cross-section of flax or hemp fibre reveals fibre bundles as shown in Figure 6. Since no cooking or bleaching is carried out to separate the fibres, Er and H values measured along with wood pulp fibres revealed 23 GPa and 0.5 GPa, respectively. This clearly demonstrates that cell wall in its original structure where cellulose microfibrils-lignin matrix is arranged in packed lamellas, low MFA is contributing to the cell wall properties. Hence, bast fibres such as flax, ramie, hemp are finding technical applications competing synthetic fibres such as e-glass.
Figure 6 Nanoindentation results of flax fibre bundle (see online version for colours)
Notes: Postindentation image (left image) reveals the actual location of the indents performed on cell wall selected by click-script procedure (right image). Indents 21–27 were not considered and the average value of 45 indents resulted the reduced elasticmodulus of 23 GPa and Hardness of 0.51 GPa.
4 Conclusions
Nanoindentation is performed on cell wall cross-sections of wood pulp fibres, flax and lyocell. The bast fibre, flax, in its original state has high indentation modulus and hardness followed by unbleached pulp, bleached pulp and bleached-refined pulp. It is assumed that reduction in MFA of cellulose microfibrils and reduction in lignin content is responsible for reduction in indentation modulus and hardness, respectively. Nanaoindentation can only be used as qualitative tool to know the changes in MFA and hardness of pulp subjected to different treatments. It became evident that bleached-refined fibres which have almost zero lignin content and unoriented cellulose microfibrils revealed the indentation modulus and hardness similar to lyocell fibre which is made from pure cellulose.
Acknowledgements
This research was funded by State Secretariat for Education and Research, Switzerland (Grant number: C.07.0023) and partly funded by the COST – European Cooperation in

Nanoindentation of bleached and refined pulp fibres 149
Science and Technology (Action number: E54). Dr. R. Passas extends sincere gratitude to Cost office for funding a Short Term Scientific Mission, where he spent 2 weeks at EMPA Thun, Switzerland. We are very thankful to Dr. Sabine Heinemann for sending samples and Dr. William Mook for guiding us to use the Hysitron TriboIndenter. Dr. Jean-Marc Breguet (CSEM, Switzerland) is gratefully acknowledged for his contribution to the project proposal. The authors would like to thank Dr. Rejin Koodakal and Mr. Peter Ramseier for their contribution in specimen preparation.
References Adusumalli, R.B., Roeder, T., Weber, H., Sixta, H. and Gindl, W. (2010a) ‘Shear strength of the
lyocell fibre/polymer matrix interface evaluated with the microbond technique’, Journal of Composite Materials, Vol. 46, No. 3, pp.359–367.
Adusumalli, R.B., Mook, W., Passas, R., Schwaller, P. and Michler, J. (2010b) ‘Nanoindentation of single pulp fibre cell walls’, Journal of Materials Science, Vol. 45, No. 10, pp.2558–2563.
Ander, P., Bauer, W., Heinemann, S., Kallio, P., Passas, R. and Treimanis, A. (2011) ‘Fine structure of papermaking fibres, COST action E54 ‘characterisation of the fine structure and properties of papermaking fibres using new technologies’’, Swedish University of Agricultural Sciences, Uppsala, Sweden, ISBN: 978-91-576-9007-4.
Bledzki, A.K. and Gassan, J. (1999) ‘Composites reinforced with cellulose based fibres’, Prog. Polym. Sci., Vol. 24, No. 2, pp.221–274.
Bourmaud, A. and Baley, C. (2010) ‘Effects of thermo mechanical processing on the mechanical properties of biocomposite flax fibres evaluated by nanoindentation’, Polymer Degradation and Stability, Vol. 95, No. 9, pp.1488–1494.
Bourmaud, A. and Baley, C. (2012) ‘Nanoindentation contribution to mechanical characterization of vegetal fibers’, Composites Part B: Engineering, Vol. 43, No. 7, pp.2861–2866.
Donaldson, L.A. (1991) ‘The use of pit apertures as windows to measure microfibril angle in chemical pulp fibres’, Wood and Fibre Science, Vol. 23, No. 2, pp.290–295.
Fahlén, J. and Salmén, L. (2005) ‘Pore and matrix distribution in the fibre wall revealed by atomic force microscopy and image analysis’, Biomacromolecules, Vol. 6, No. 1, pp.433–438.
Gindl, W., Gupta, H.S., Schöberl, T., Lichtenegger, H.C. and Fratzl, P. (2004) ‘Mechanical properties of spruce wood cell walls by nanoindentation’, Appl. Phys. A, Vol. 79, No. 8, pp.2069–2073.
Gindl, W., Konnerth, J. and Schöberl, T. (2006) ‘Nanoindentation of regenerated cellulose fibres’, Cellulose, Vol. 13, No. 1, pp.1–7.
Karine, C., Jean-Paul, J., Moussa, G., Christophe, B., Laurent, B. and Joël, B. (2007) ‘Morphology and mechanical behavior of a natural composite: the flax fiber’, 16th International Conference on Composite Materials, Kyoto, Japan.
Konnerth, J., Gierlinger, N., Keckes, J. and Gindl, W. (2009) ‘Actual versus apparent within cell wall variability of nanoindentation results from wood cell walls related to cellulose microfibril angle’, Journal of Materials Science, Vol. 44, No. 16, pp.4399–4406.
Konnerth, J., Harper, D., Lee, S.H., Rials, T.G. and Gindl, W. (2007) ‘Adhesive penetration of wood cell walls investigated by scanning thermal microscopy’, Holzforschung, Vol. 62, No. 1, pp.91–98.
Leppänen, K., Andersson, S., Torkkeli, M., Knaapila, M., Kotelnikova, N. and Serimaa, R. (2009) ‘Structure of cellulose and microcrystalline cellulose from various wood species, cotton and flax studied by X-ray scattering’, Cellulose, Vol. 16, No. 6, pp.999–1015.
Oliver, W.C. and Pharr, G.M. (1992) ‘An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments’, J Materials Res., Vol. 7, No. 6, pp.1564–1583.

150 R.B. Adusumalli et al.
Page, D.H., Seth, R.S. and Hosseiny, F.E.I. (1985) Transactions of the Eighth Fundamental Research Symposium, p.77, MEP, Oxford, London.
Peura, M., Grotkopp, I., Lemke, H., Vikkula, A., Laine, J., Müller, M. and Serimaa, R. (2006) ‘Negative Poisson ratio of crystalline cellulose in Kraft cooked Norway spruce’, Biomacromolecules, Vol. 7, No. 5, pp.1521–1528.
Pleasants, S., Batchelor, W.J. and Parker, I.H. (1998) ‘Measuring the fibril angle of bleached fibres using micro-Raman spectroscopy’, APPITA, Vol. 51, No. 5, pp.373–376.
Salmen, L. and Burgert, I. (2008) ‘Cell wall features with regard to mechanical performance. A review COST Action E35 2004–2008: wood machining – micromechanics and fracture’, Holzforschung, Vol. 63, No. 2, pp.121–129.
Singh nee’ Nigam, P. and Pandey, A. (2009) Biotechnology for Agro-Industrial Residues Utilisation, Springer Science+Business Media B.V.
Spurr, A.R. (1969) ‘A low viscosity epoxy resin embedding medium for electron microscope’, Journal of Ultra Structural Research, Vol. 26, Nos. 1–2, pp.31–43.
Wimmer, R., Lucas, B.N., Tsui, T.Y. and Oliver, W.C. (1997) ‘Longitudinal hardness and young’s modulus of spruce tracheid secondary walls using nanoindentation technique’, Wood Science and Technology, Vol. 31, No. 2, pp.131–141.
Xing, C., Wang, S., Pharr, G.M. and Groom, L.H. (2008) ‘Effect of thermo-mechanical refining pressure on the properties of wood fibres as measured by nanoindentation and atomic force microscopy’, Holzforschung, Vol. 62, No. 2, pp.230–236.




























