Embed Size (px)
Citation preview
Full Terms & Conditions of access and use can be found athttp://www.tandfonline.com/action/journalInformation?journalCode=ysue20
Download by: [Satish Tailor] Date: 05 December 2016, At: 00:01
Surface Engineering
ISSN: 0267-0844 (Print) 1743-2944 (Online) Journal homepage: http://www.tandfonline.com/loi/ysue20
Nanostructured 2024Al–SiCp composite coatings
S. Tailor, R. M. Mohanty, V. K. Sharma, P. R. Soni & A. V. Doub
To cite this article: S. Tailor, R. M. Mohanty, V. K. Sharma, P. R. Soni & A. V. Doub (2016)Nanostructured 2024Al–SiCp composite coatings, Surface Engineering, 32:7, 526-534, DOI:10.1179/1743294414Y.0000000391
To link to this article: http://dx.doi.org/10.1179/1743294414Y.0000000391
Published online: 10 Oct 2014.
Submit your article to this journal
Article views: 68
View related articles
View Crossmark data
Citing articles: 1 View citing articles

Nanostructured 2024Al–SiCp compositecoatings
S. Tailor*1,2, R. M. Mohanty3, V. K. Sharma1, P. R. Soni1 and A. V. Doub2
The microstructure and mechanical properties of plasma sprayed nanostructured 2024Al alloy
were investigated before and after adding SiC particles on weathering steel (Cor-Ten A242)
substrate. Mechanical alloying (MA) was used to synthesise the nanostructured 2024Al and
2024Al–15 wt-%SiC composite powders. X-ray diffraction studies showed SiCp embedment in the
Al matrix after MA and nanograins in the MA powder and coatings. It was found that the porosity
level in the coating was reduced to 2% and the coating hardness was increased to 3276 MPa.
The high adhesion strength of the coatings observed can be attributed to the higher degree of
diffusion at the interface. In these experiments, there was 60% decrease in the wear rate of the
coatings. Results show that MA decreases the size of the matrix grains to 45 nm for the MA
powder and 17 nm for the coating. The results of mechanical and wear tests also indicate that MA
and the addition of SiC particles increased the strength, hardness and wear resistance of 2024Al
and remarkably decreased its ductility.
Keywords: 2024 aluminium alloy, Metal matrix composites (MMCs), Mechanical alloying (MA), Adhesion, Wear, Plasma spray coatings
IntroductionAluminium based metal matrix composites (Al-MMCs)are one of the most widely used metal based compositesthat have attracted the attention of researchers andindustries, resulting in the large number of studies thathave been carried out in the field of Al-MMCs.1,2 Thesecomposites are used in different industries and havenumerous applications, such as aerospace, automotive,military and nuclear power.3–5 The wide use of Al-MMCs can be attributed to their very good properties,such as low density, high strength, high stiffness, goodwear resistance, low thermal expansion coefficient, highspecific modulus (E/q), high damping capacity andexcellent high temperature properties, which are keyfactors of industrial interest. Owing to the low density ofaluminium, 2024Al alloy (as a matrix) has long beenused in the synthesis of Al-MMCs.6,7 However, themajor drawback of 2024Al is its low wear resistance.Numerous attempts have been made to overcome thisdrawback. Ceramic particles as a reinforcement phase inAl-MMCs are the most commonly used form due to theeasier production process with isotropic properties in thecomposite.8,9 So ceramic reinforced Al-MMCs havecollected significant attention due to the integration of
their tribological properties without dropping thecorrosion properties of Al alloys.10,11 Al2O3,12 TiN,13
B4C,14 SiC15 MgO,16 MoSi2,17 etc., are the mostly usedceramic particles used in producing Al-MMCs. Theseparticles can be used in nano- and micrometre scales.However, the specific properties of SiC (i.e. high meltingpoint (2,730 uC), high modulus (250 GPa), good thermalstability, good hardness, high wear and impact resis-tance, high chemical resistance and high density3?21 g cm23) make it an appropriate reinforcing mate-rial for producing Al-MMCs. By decreasing the size ofceramic particulates and/or matrix grains to the nano-metre level using the mechanical alloying (MA) techni-que, the mechanical properties of Al-MMCs, such asadhesion strength, hardness and wear resistance, can befurther enhanced.15,18–20 Some researchers have reportedthat the ductility of nanostructured nanocomposites isbetter than nanostructured microcomposites.21–23 Thisparticular finding makes it important for structuralapplications.
As a method for uniform dispersion of reinforcingparticles in the matrix, MA is well recognized.24–27 TheAl-MMC powders prepared by MA can be deposited onto surfaces of engineering parts using thermal sprayingtechniques. Low porosity, high hardness and wellbonding to the substrate being protected are seen inthe coatings developed by this method. In comparison toavailable all thermal spray methods, the plasma spraytechnique is capable of producing denser coatings withsuperior tribological properties.24,26–28
The strength of the interface between matrix andreinforcement particle decides the wear behaviour of Al-MMCs.15 A weak interface strength between the matrixand the reinforcement material leads to slowing down of
1Department of Metallurgical and Materials Engineering, MalaviyaNational Institute of Technology, Jaipur 302017, India2National University of Science & Technology, NUST ‘MISIS’, Moscow,Russia3Council of Scientific and Industrial Research, CSIR-HQS, Rafi Marg, NewDelhi 110001, India
*Corresponding author, email [email protected]
Received 12 July 2014; accepted 25 September 2014DOI 10.1179/1743294414Y.0000000391526 Surface Engineering 2016 VOL 32 NO 7
� 2014 Institute of Materials, Minerals and MiningPublished by Taylor & Francis on behalf of the Institute

Surface Engineering 2016 VOL 32 NO 7
reinforcement particles and substantial material losses.29
The effect of reinforcing particles on the wear behaviour ofa composite depends on the powder preparation method.For the composites synthesised by MA, the reinforcedparticles are well distributed and hence produce very fineparticles, and the wear resistance improves.30
The effect of reinforced particles and different alloygrain size on the wear properties has been studied byseveral researchers. They have reported that finer grainslead to increased hardness and reduced wear rate.31–36
Lv et al.37 observed that the wear rate is highercompared to coarse grained iron and attributed thisdecrease in wear resistance to a sharp decrease inflexibility in a nanostructured sample. The effect of MAprocessed feedstock powder on thermal spray coatings isnot well established yet in spite of several studies carriedout on composite coatings with microsized hardparticles.38–40 However, limited studies have beenreported on the wear and mechanical properties ofSiCp reinforced 2024Al MMCs. The reason could be thehigh strength and low compressibility of this alloy.41
The objective of the present work was to investigatethe properties of SiC reinforced 2024 aluminium alloymatrix coatings developed by means of an approachusing MA and the atmospheric plasma spray (APS)process. We studied the effect of SiC particles on themicrostructure refinement of 2024Al based composite inthe MA process. The mechanical and wear properties of2024Al coating, before and after incorporation of SiCparticles, were also examined.
Experimental
Materials2024Al alloy powder, supplied by the M/S ECKAGranulate Velden GmbH, Germany, with a particle sizeof ,71 mm, and silicon carbide powder of ,40 mm sizewere used in the investigations. The chemical composi-tion of the 2024Al powder is shown in Table 1. Scanningelectron micrographs of the as received materials areshown in Fig. 1.
Feedstock powder preparation and APSprocessingThe 2024Al and 15 wt-%SiC powder particles weremechanically alloyed in an indigenous high energy
attrition ball mill in purified nitrogen (99?99 %) atmo-sphere for 8 h. The milling media consisted of 12?2 mmsize hardened steel balls. The ball/powder weight ratioand rotational speed were 10:1 and 350 rev min21
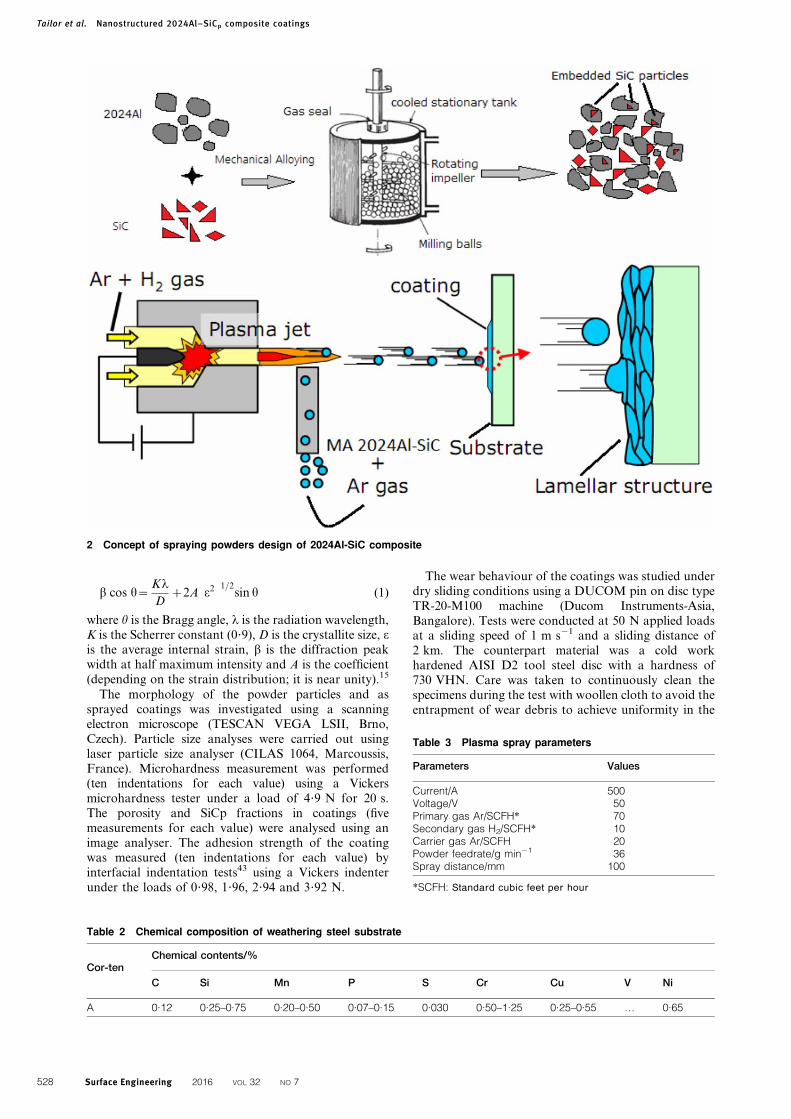
respectively. The composite powder mixture was pro-cessed in a batch size of 100 g along with 1 wt-%Acrawax carbon (supplied by Lonza Inc., NJ) as processcontrol agent. The MA powder was then degassed for1 h at 200uC in a vacuum of 161022 torr. The MAcomposite powder was deposited on grit blasted weath-ering steel (Cor-Ten A242) (Table 2) substrates using aSulzer Metco plasma spray equipment with 3 MB gun.The APS coatings of the as received 2024Al and blended2024Al-SiCp powders were also applied on to thesubstrate for comparison purposes. A coating of,250 mm thickness was applied in all the cases. Thespray parameters are presented in Table 3. The wholeconcept of the 2024Al-SiCp composite powder by MAprocess and its spraying using APS is schematicallyshown in Fig. 2.
CharacterisationThe phase compositions of the as received and as milledpowders were analysed with a Philips X’Pert X-raydiffractometer using Cu Ka radiation (l50?15406 nm).The X-ray diffraction (XRD) patterns were recorded inthe 2h range of 20–100u (step size of 0?05u and time perstep of 1 s). The crystallite size of the powder particlesand coatings was estimated using the Williamson–Hallmethod by analysis the following equation42
Table 1 Chemical composition of 2024Al powder, wt-%
Component wt-%
Al BalanceCr Max 0.1Cu 3.8–4.9Fe Max 0.5Mg 1.2–1.8Mn 0.3–0.9Si Max 0.5Ti Max 0.15Zn Max 0.25Other, each Max 0.05Other, total Max 0.15
1 Scanning electron micrographs of as received powders: a 2024Al; b SiC
Tailor et al. Nanostructured 2024Al–SiCp composite coatings
527
b cos h~Kl
Dz2A e2
� �1=2sin h (1)
where h is the Bragg angle, l is the radiation wavelength,K is the Scherrer constant (0?9), D is the crystallite size, eis the average internal strain, b is the diffraction peakwidth at half maximum intensity and A is the coefficient(depending on the strain distribution; it is near unity).15
The morphology of the powder particles and assprayed coatings was investigated using a scanningelectron microscope (TESCAN VEGA LSII, Brno,Czech). Particle size analyses were carried out usinglaser particle size analyser (CILAS 1064, Marcoussis,France). Microhardness measurement was performed(ten indentations for each value) using a Vickersmicrohardness tester under a load of 4?9 N for 20 s.The porosity and SiCp fractions in coatings (fivemeasurements for each value) were analysed using animage analyser. The adhesion strength of the coatingwas measured (ten indentations for each value) byinterfacial indentation tests43 using a Vickers indenterunder the loads of 0?98, 1?96, 2?94 and 3?92 N.
The wear behaviour of the coatings was studied underdry sliding conditions using a DUCOM pin on disc typeTR-20-M100 machine (Ducom Instruments-Asia,Bangalore). Tests were conducted at 50 N applied loadsat a sliding speed of 1 m s21 and a sliding distance of2 km. The counterpart material was a cold workhardened AISI D2 tool steel disc with a hardness of730 VHN. Care was taken to continuously clean thespecimens during the test with woollen cloth to avoid theentrapment of wear debris to achieve uniformity in the
Table 2 Chemical composition of weathering steel substrate
Cor-tenChemical contents/%
C Si Mn P S Cr Cu V Ni
A 0.12 0.25–0.75 0.20–0.50 0.07–0.15 0.030 0.50–1.25 0.25–0.55 … 0.65
Table 3 Plasma spray parameters
Parameters Values
Current/A 500Voltage/V 50Primary gas Ar/SCFH* 70Secondary gas H2/SCFH* 10Carrier gas Ar/SCFH 20Powder feedrate/g min21 36Spray distance/mm 100
*SCFH: Standard cubic feet per hour
2 Concept of spraying powders design of 2024Al-SiC composite
Tailor et al. Nanostructured 2024Al–SiCp composite coatings
528 Surface Engineering 2016 VOL 32 NO 7
Surface Engineering 2016 VOL 32 NO 7
experiments. Scanning electron microscopy was per-formed to analyse the morphology of the worn surfaces.Sample weight loss due to wear was measured using anelectronic balance with a resolution of 0?01 mg. Thewear rate was calculated by dividing the weight loss withthe sliding distance. The wear debris generated at thesubstrate was also collected to ascertain the type of wearmechanism.
Results and discussion
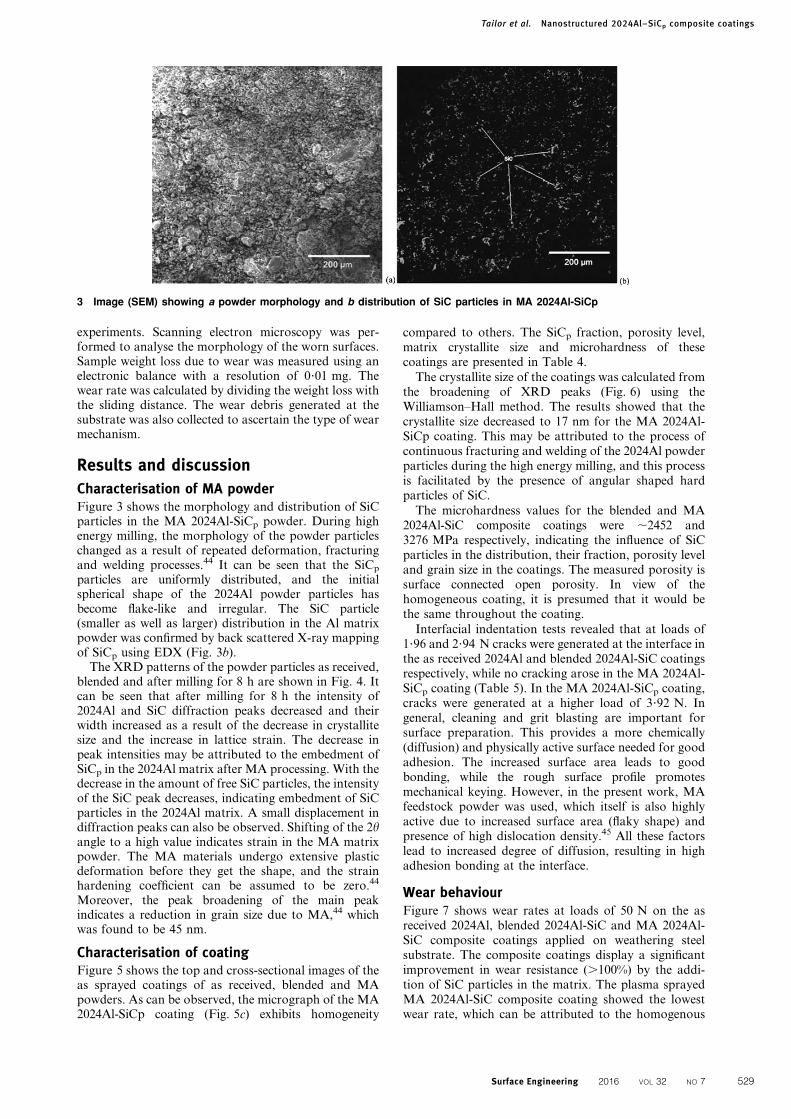
Characterisation of MA powderFigure 3 shows the morphology and distribution of SiCparticles in the MA 2024Al-SiCp powder. During highenergy milling, the morphology of the powder particleschanged as a result of repeated deformation, fracturingand welding processes.44 It can be seen that the SiCp
particles are uniformly distributed, and the initialspherical shape of the 2024Al powder particles hasbecome flake-like and irregular. The SiC particle(smaller as well as larger) distribution in the Al matrixpowder was confirmed by back scattered X-ray mappingof SiCp using EDX (Fig. 3b).
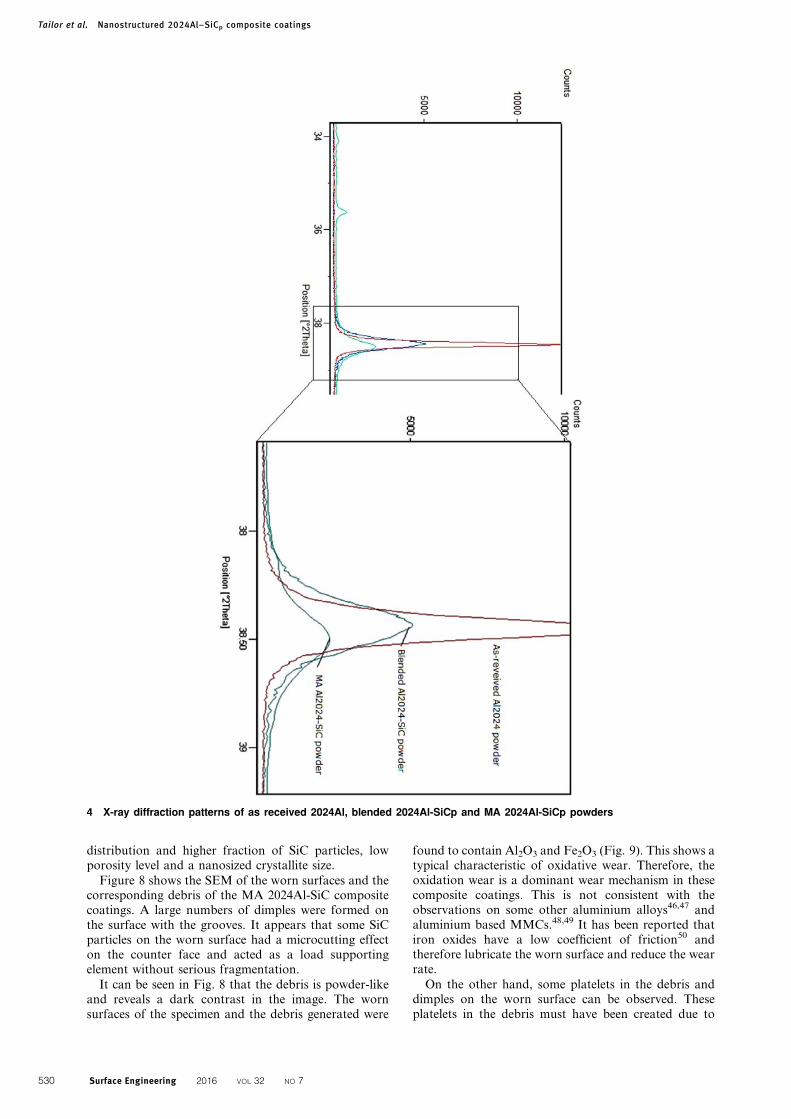
The XRD patterns of the powder particles as received,blended and after milling for 8 h are shown in Fig. 4. Itcan be seen that after milling for 8 h the intensity of2024Al and SiC diffraction peaks decreased and theirwidth increased as a result of the decrease in crystallitesize and the increase in lattice strain. The decrease inpeak intensities may be attributed to the embedment ofSiCp in the 2024Al matrix after MA processing. With thedecrease in the amount of free SiC particles, the intensityof the SiC peak decreases, indicating embedment of SiCparticles in the 2024Al matrix. A small displacement indiffraction peaks can also be observed. Shifting of the 2hangle to a high value indicates strain in the MA matrixpowder. The MA materials undergo extensive plasticdeformation before they get the shape, and the strainhardening coefficient can be assumed to be zero.44
Moreover, the peak broadening of the main peakindicates a reduction in grain size due to MA,44 whichwas found to be 45 nm.
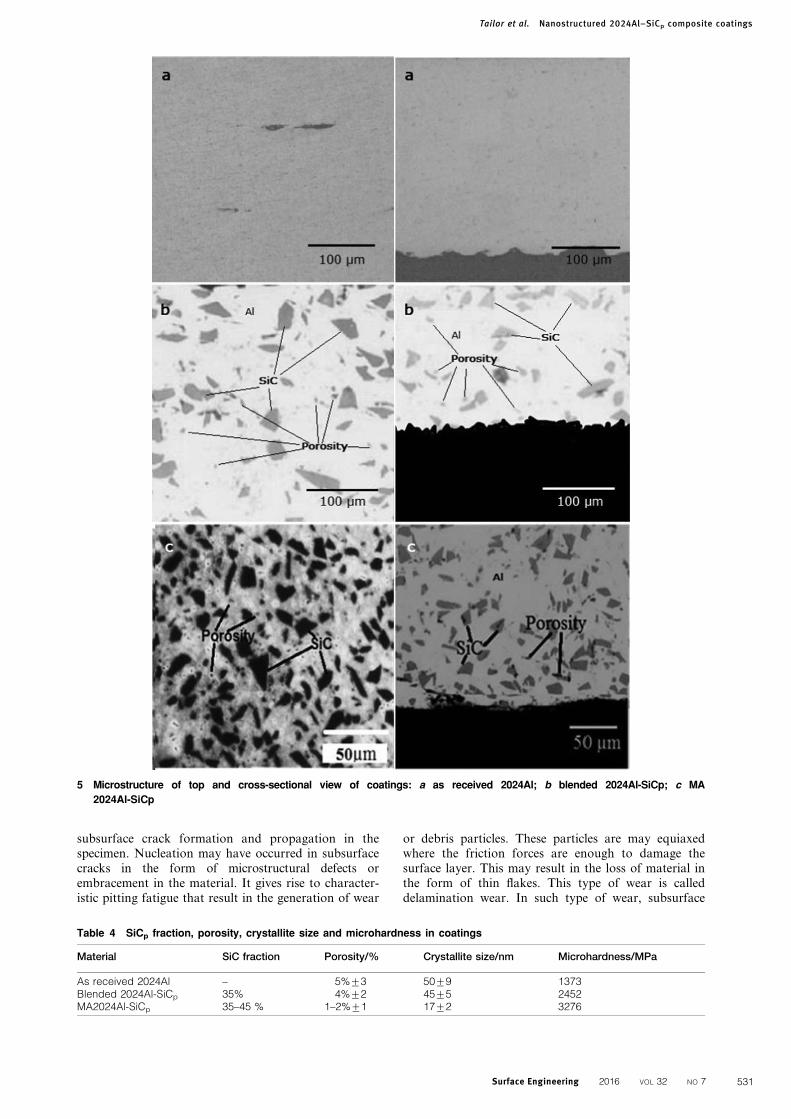
Characterisation of coatingFigure 5 shows the top and cross-sectional images of theas sprayed coatings of as received, blended and MApowders. As can be observed, the micrograph of the MA2024Al-SiCp coating (Fig. 5c) exhibits homogeneity
compared to others. The SiCp fraction, porosity level,matrix crystallite size and microhardness of thesecoatings are presented in Table 4.
The crystallite size of the coatings was calculated fromthe broadening of XRD peaks (Fig. 6) using theWilliamson–Hall method. The results showed that thecrystallite size decreased to 17 nm for the MA 2024Al-SiCp coating. This may be attributed to the process ofcontinuous fracturing and welding of the 2024Al powderparticles during the high energy milling, and this processis facilitated by the presence of angular shaped hardparticles of SiC.
The microhardness values for the blended and MA2024Al-SiC composite coatings were ,2452 and3276 MPa respectively, indicating the influence of SiCparticles in the distribution, their fraction, porosity leveland grain size in the coatings. The measured porosity issurface connected open porosity. In view of thehomogeneous coating, it is presumed that it would bethe same throughout the coating.
Interfacial indentation tests revealed that at loads of1?96 and 2?94 N cracks were generated at the interface inthe as received 2024Al and blended 2024Al-SiC coatingsrespectively, while no cracking arose in the MA 2024Al-SiCp coating (Table 5). In the MA 2024Al-SiCp coating,cracks were generated at a higher load of 3?92 N. Ingeneral, cleaning and grit blasting are important forsurface preparation. This provides a more chemically(diffusion) and physically active surface needed for goodadhesion. The increased surface area leads to goodbonding, while the rough surface profile promotesmechanical keying. However, in the present work, MAfeedstock powder was used, which itself is also highlyactive due to increased surface area (flaky shape) andpresence of high dislocation density.45 All these factorslead to increased degree of diffusion, resulting in highadhesion bonding at the interface.
Wear behaviourFigure 7 shows wear rates at loads of 50 N on the asreceived 2024Al, blended 2024Al-SiC and MA 2024Al-SiC composite coatings applied on weathering steelsubstrate. The composite coatings display a significantimprovement in wear resistance (.100%) by the addi-tion of SiC particles in the matrix. The plasma sprayedMA 2024Al-SiC composite coating showed the lowestwear rate, which can be attributed to the homogenous
3 Image (SEM) showing a powder morphology and b distribution of SiC particles in MA 2024Al-SiCp
Tailor et al. Nanostructured 2024Al–SiCp composite coatings
529
distribution and higher fraction of SiC particles, lowporosity level and a nanosized crystallite size.
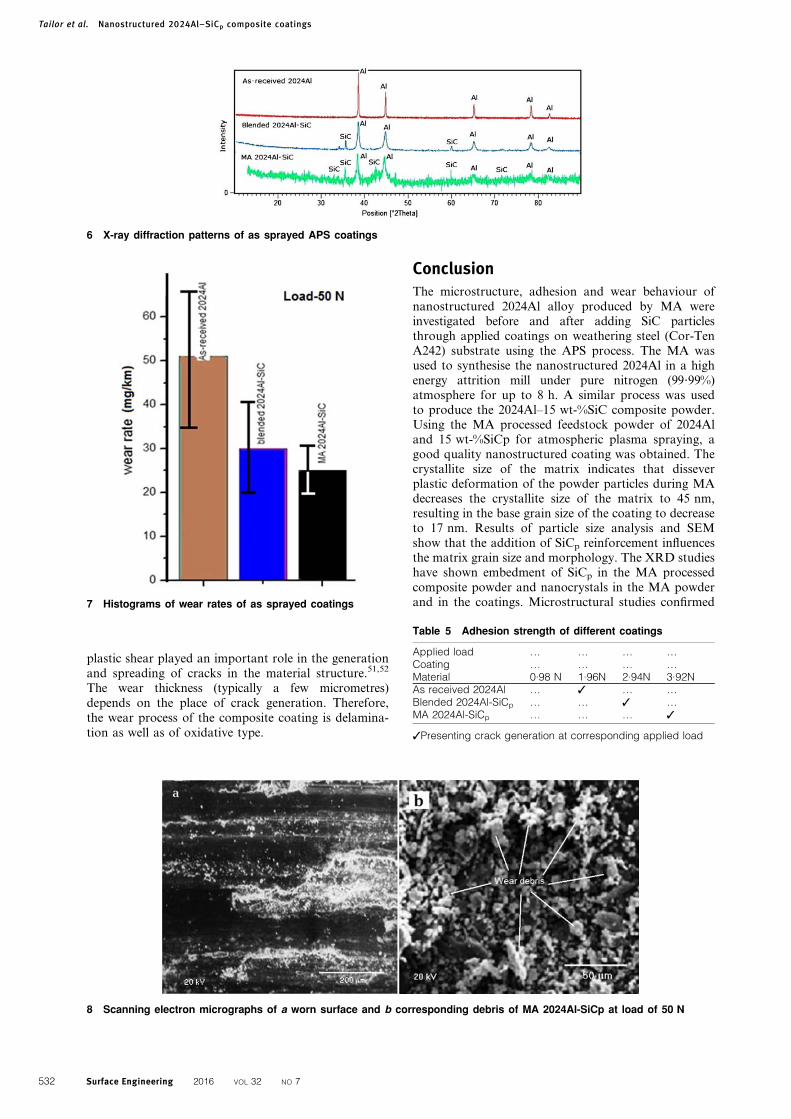
Figure 8 shows the SEM of the worn surfaces and thecorresponding debris of the MA 2024Al-SiC compositecoatings. A large numbers of dimples were formed onthe surface with the grooves. It appears that some SiCparticles on the worn surface had a microcutting effecton the counter face and acted as a load supportingelement without serious fragmentation.
It can be seen in Fig. 8 that the debris is powder-likeand reveals a dark contrast in the image. The wornsurfaces of the specimen and the debris generated were
found to contain Al2O3 and Fe2O3 (Fig. 9). This shows atypical characteristic of oxidative wear. Therefore, theoxidation wear is a dominant wear mechanism in thesecomposite coatings. This is not consistent with theobservations on some other aluminium alloys46,47 andaluminium based MMCs.48,49 It has been reported thatiron oxides have a low coefficient of friction50 andtherefore lubricate the worn surface and reduce the wearrate.
On the other hand, some platelets in the debris anddimples on the worn surface can be observed. Theseplatelets in the debris must have been created due to
4 X-ray diffraction patterns of as received 2024Al, blended 2024Al-SiCp and MA 2024Al-SiCp powders
Tailor et al. Nanostructured 2024Al–SiCp composite coatings
530 Surface Engineering 2016 VOL 32 NO 7
Surface Engineering 2016 VOL 32 NO 7
subsurface crack formation and propagation in thespecimen. Nucleation may have occurred in subsurfacecracks in the form of microstructural defects orembracement in the material. It gives rise to character-istic pitting fatigue that result in the generation of wear
or debris particles. These particles are may equiaxedwhere the friction forces are enough to damage thesurface layer. This may result in the loss of material inthe form of thin flakes. This type of wear is calleddelamination wear. In such type of wear, subsurface
5 Microstructure of top and cross-sectional view of coatings: a as received 2024Al; b blended 2024Al-SiCp; c MA
2024Al-SiCp
Table 4 SiCp fraction, porosity, crystallite size and microhardness in coatings
Material SiC fraction Porosity/% Crystallite size/nm Microhardness/MPa
As received 2024Al – 5%¡3 50¡9 1373Blended 2024Al-SiCp 35% 4%¡2 45¡5 2452MA2024Al-SiCp 35–45 % 1–2%¡1 17¡2 3276
Tailor et al. Nanostructured 2024Al–SiCp composite coatings
531
plastic shear played an important role in the generationand spreading of cracks in the material structure.51,52
The wear thickness (typically a few micrometres)depends on the place of crack generation. Therefore,the wear process of the composite coating is delamina-tion as well as of oxidative type.
ConclusionThe microstructure, adhesion and wear behaviour ofnanostructured 2024Al alloy produced by MA wereinvestigated before and after adding SiC particlesthrough applied coatings on weathering steel (Cor-TenA242) substrate using the APS process. The MA wasused to synthesise the nanostructured 2024Al in a highenergy attrition mill under pure nitrogen (99?99%)atmosphere for up to 8 h. A similar process was usedto produce the 2024Al–15 wt-%SiC composite powder.Using the MA processed feedstock powder of 2024Aland 15 wt-%SiCp for atmospheric plasma spraying, agood quality nanostructured coating was obtained. Thecrystallite size of the matrix indicates that disseverplastic deformation of the powder particles during MAdecreases the crystallite size of the matrix to 45 nm,resulting in the base grain size of the coating to decreaseto 17 nm. Results of particle size analysis and SEMshow that the addition of SiCp reinforcement influencesthe matrix grain size and morphology. The XRD studieshave shown embedment of SiCp in the MA processedcomposite powder and nanocrystals in the MA powderand in the coatings. Microstructural studies confirmed
6 X-ray diffraction patterns of as sprayed APS coatings
Table 5 Adhesion strength of different coatings
Applied load … … … …Coating … … … …Material 0.98 N 1.96N 2.94N 3.92NAs received 2024Al … 3 … …Blended 2024Al-SiCp … … 3 …MA 2024Al-SiCp … … … 3
3Presenting crack generation at corresponding applied load
7 Histograms of wear rates of as sprayed coatings
8 Scanning electron micrographs of a worn surface and b corresponding debris of MA 2024Al-SiCp at load of 50 N
Tailor et al. Nanostructured 2024Al–SiCp composite coatings
532 Surface Engineering 2016 VOL 32 NO 7

Surface Engineering 2016 VOL 32 NO 7
that this is a uniform distribution of SiC reinforcedparticles in the coating. The coating was found to have35–45% fraction of SiC particles, low porosity level ofabout 1–2% and hardness to the level of 3276 MPa. Theadhesion strength of the coating with the substrate wasalso excellent due to the increased degree of diffusion atthe interface. The wear rate in the coatings was evaluatedusing a pin on disk type tribometer under a 50 N load andfound to decrease by 60% as compared to the 2024Almatrix coating. The wear mechanism in the coating wasfound to be delamination and oxidative type.
Acknowledgement
The work was carried out with financial support from theMinistry of Education and Science of the RussianFederation in the framework of Increase CompetitivenessProgram of NUST ‘MISiS’ (No. k4–2014–081).
References1. J. Onoro, M. D. Salvador and L. E. G. Cambronero: ‘High-
temperature mechanical properties of aluminum alloys reinforced
with boron carbide particles’, Mater. Sci. Eng. A, 2009, A499, 421–
426.
2. S. Mula, P Padhi, S. C. Panigrahi, S. K. Pabi and S. Ghosh: ‘On
structure and mechanical properties of ultrasonically cast Al–2%
Al2O3 nanocomposite’, Mater. Res. Bull., 2009, 44, 1154–60.
3. S. Tailor: ‘Development and characterization of plasma sprayed
aluminum based nano composite coatings’, PhD thesis, Malaviya
National Institute of Technology, Jaipur, India, 2013, 27–30.
4. T. M. Lillo: ‘Enhancing ductility of Al6061z10 wt.%B4C through
equal-channel angular extrusion processing’, Mater. Sci. Eng. A,
2005, A410–A411, 443–46.
5. B. S. B. Reddy, K. Das and S. Das: ‘A review on the synthesis of in
situ aluminum based composites by thermal, mechanical and
mechanical–thermal activation of chemical reactions’, J. Mater
Sci., 2007, 42, 9366–78.
6. J. Dutkiewicz, L. Litynska, W. Maziarz, K. Haberko W. Pyda and
A. Kanciruk: ‘Structure and properties of nanocomposites
prepared from ball milled 6061aluminium alloy with ZrO2
nanoparticles’, Cryst. Res. Technol., 2005, 44, 1163–69.
7. J. M. Torralba, C. E. Costa and F. Velasco: ‘P/M aluminum matrix
composites: an overview’, J. Mater. Process. Technol., 2003, 133, 203–206.
8. B. H. Torres, L. Ibanez and J. A. Garcia-Escorial: ‘Mechanical
properties of some PM aluminide and silicide reinforced 2124
aluminum matrix composites’, Scr. Mater., 2002, 47, 45–49.
9. Y. Sahin and S. Murphy: ‘The effect of fiber orientation of the dry
sliding wear of borsic-reinforced 2014 aluminum alloy’, J. Mater.
Sci., 1996, 34, 5399–407.
10. J. A. Hookery and P. J. Doorbar: ‘Metal matrix composites for
aero engines’, Mater. Sci. Technol., 2000, 16, 725–31.
11. F. H. Froes: ‘Advanced metals for aerospace and automotive use’,
Mater. Sci. Eng. A, 1994, A184, 119–33.
12. M. Alizadeh and M. Mirzaei Aliabadi: ‘Synthesis behavior of
nanocrystalline Al–Al2O3 composite during low time mechanical
milling process’, J Alloys Compd, 2011, 509, 4978–86.
13. J. L. Ortiz, V. Amigo, A. Manzano and M. A. Perez: ‘Mechanical
properties of composites made of an aluminum alloy matrix
reinforced with titanium nitride particles, consolidated by powder
extrusion’, Metall. Mater. Trans. B, 2007, 38B, 1–4.
14. B. Yao, B. Simkin, B. Majumdar, C. Smith, M. Bergh, K. Cho,
et al: ‘Strain-induced grain growth of cryomilled nanocrystalline Al
in trimodal composites during forging’, Mater. Sci. Eng. A, 2012,
A536 , 103–9.
15. S. Tailor, R. M. Mohanty, V. K. Sharma and P. R. Soni:
‘Fabrication and wear behaviour of nanostructured plasma
sprayed 6061Al-SiCp composite coating’, J. Therm. Spray
Technol., 2014, DOI: 10.1007/s11666-014-0065-6.
16. M. A. Baghchesara and H. Abdizadeh: ‘Microstructural and
mechanical properties of nanometric magnesium oxide particulate-
reinforced aluminum matrix composites produced by powder
metallurgy method’, J. Mech. Sci. Technol., 2012, 26, 367–72.
17. J. Corrochano, M. Lieblich and J. Ibanez: ‘The effect of ball milling
on the microstructure of powder metallurgy aluminum matrix
composites reinforced with MoSi2 intermetallic particles’,
Composites A, 2011, 42A, 1093–99.
18. D. C. Jia: ‘Influence of SiC particulate size on the microstructural
evolution and mechanical properties of Al–6Ti–6Nb matrix
composites’, Mater. Sci. Eng. A, 2000, A289 , 83–90.
19. S. Tailor, V. K. Sharma, R. M. Mohanty and P. R. Soni: ‘Plasma
sprayed coating of mechanically alloyed 6061Al-SiCp nano
composite’, Trans. Powder Metall. Assoc. India, 2012, 38, 113–117.
20. S. Tailor, V. K. Sharma, R. M. Mohanty and P. R. Soni:
‘Microstructure, adhesion and wear properties of plasma sprayed
AlSi-SiC composite coatings’, J. Surf. Eng. Mater. Adv. Technol.,
2012, 2, (3A), 227–232.
21. T. Yamasaki, Y. J. Zheng, Y. Ogino, M. Terasawa, T. Mitamura
and T. Fukami: ‘Formation of metal–TiN/TiC nanocomposite
powders by mechanical alloying and their consolidation’, Mater.
Sci. Eng. A, 2013, A350, 168–172.
22. K. `I. Moon and K. S. Lee: ‘Study of the microstructure of
nanocrystalline Al–Ti alloys synthesized by ball milling in a
hydrogen atmosphere and hot extrusion’, J. Alloys Compd, 1999,
291, 312–321.
23. K. M. Mussert and W. P. Vellinga, A. Bakker and S. Van Der
Zwaag: ‘A nano-indentation study on the mechanical behaviour of
the matrix material in an AA6061 - Al2O3 MMC’, Mater. Sci.,
2002, 37, 789–794.
24. D. Y. Ying and D. L. Zhang: ‘Processing of Cu-Al2O3 metal matrix
nanocomposite materials by using high energy ball milling’, Mater.
Sci. Eng. A, 2000, A286, 152–156.
25. N. Zhao, P. Nash and X. Yang: ‘The effect of mechanical alloying
on SiC distribution and the properties of 6061 aluminum
composite’, J. Mater. Process. Technol., 2005, 170, 586–592.
26. J. Ye, B. Q. Han, Z. Lee, B. Ahn, S. R. Nutt and J. M. Schoenung:
‘A tri-modal aluminum based composite with super-high strength’,
Scr. Mater., 2005, 53, 481–486.
9 X-ray diffraction analysis of wear debris of 2024Al-SiC formed at load of 50 N (bottom shows standard XRD spectra
for different phases)
Tailor et al. Nanostructured 2024Al–SiCp composite coatings
533

27. S. Tailor, V. K. Sharma, R. M. Mohanty and P. R. Soni: ‘Study of
the effects of mechanically alloying on 2024AI with SiCp and on
plasma sprayed coatings’, Proc. EURO PM 2011 Int. Powder
Metallurgy Cong. Exhibition, Barcelona, Spain, October 2011,
EPMA, 2, 91–96.
28. T. S. Sidhu, S. Prakash and R. D. Agarwal: ‘Performance of high-
velocity oxyfuel-sprayed coatings on a fe-based superalloy in
Na2SO4-60%V2O5 environment at 900 uC Part I: characterization
of the coatings’, J. Mater. Eng. Perform., 2006, 15, 122–129.
29. O. P. Modi, B. K. Prasad, A. H. Vegneswaran and M. L. Vaidya:
‘Dry sliding wear behavior of squeeze cast aluminum alloy-silicon
carbide composites’, Mater. Sci. Eng. A, 1992, A151, 235–45.
30. J. Corrochano, J. C. Walker, M. Lieblich, J. Ibnez and W. M.
Rainforth: ‘Dry sliding wear behaviour of powder metallurgy Al–
Mg–Si alloy-MoSi2 composites and the relationship with the
microstructure’, Wear, 2010, 270, 658–65.
31. Z. Han, L. Lu and K. Lu: ‘Dry sliding tribological behavior of
nanocrystalline and conventional polycrystalline copper’, Tribol
Lett., 2006, 21, 47–52.
32. L. Wang and D. Y. Li: ‘Mechanical, electrochemical and tribological
properties of nanocrystalline surface of brass produced by sand-
blasting and annealing’, Surf. Coat. Technol., 2003, 167, 188–96.
33. R. Mishra, B. Basu and R. Balasubramaniam: ‘Effect of grain size
on the tribological behavior of nanocrystalline nickel’, Mater. Sci.
Eng. A, 2004, A373, 370–373.
34. T. El-Raghy: ‘Effect of grain size on friction and wear behavior of
Ti3SiC2’, Wear, 2000, 238, 125–130.
35. Z. B. Wang: ‘Effect of surface nanocrystallization on friction and
wear properties in low carbon steel’, Mater. Sci. Eng. A, 2003,
A352, 144–149.
36. M. Jafari, M. H. Enayati, M. H. Abbasi and F. Karimzadeh:
‘Compressive and wear behaviors of bulk nanostructured Al2024
alloy’, Mater. Des., 2010, 31, 663–669.
37. Lv XR, S. G. Wang, Y. Liu, K. Long, S. Lia and Z. D. Zhang:
‘Effect of nanocrystallization on tribological behaviors of ingot
iron’, Wear, 2008, 264, 535–541.
38. I. Ozdemir, I. Hamanaka, M. Hirose, Y. Tsunekawa and M.
Okumiya: ‘In situ formation of Al-Si-Mg based composite coating
by different reactive thermal spray processes’, Surf. Coat. Technol.,
2005, 200, 1155–1161.
39. C. Tekmen, M. Yamazaki, Y. Tsunekawa and M. Okumiya: ‘In
situ plasma spraying: alumina formation and in-flight particle
diagnostic’, Surf. Coat. Technol., 2008, 202, 4163–4169.
40. C. Tekmen, Y. Tsunekawa and M. Okumiya: ‘In situ TiB2 and
Al2O3 formation by DC plasma spraying’, Surf. Coat. Technol.,
2008, 202, 4170–4175.
41. P. K. Saha: ‘Aluminum extrusion technology’; 2000, Materials
Park, OH, ASM International.
42. G. K. Williamson and W. H. Hall: ‘X-ray line broadening from
filed Al and W’, Acta Metall., 1953, 1, 22–31.
43. P. Araujo, D. Chicot, M. Staia and J. Lesage: ‘Residual stresses
and adhesion of thermal spray coatings’, Surf. Eng., 2005, 21,35–
40.
44. P. R. Soni: ‘Mechanical alloying- fundamentals and applications’;
2001, Cambridge, Cambridge International Science Publishing.
45. S. Tailor, R. M. Mohanty and P. R. Soni: ‘A review on plasma
sprayed Al-SiC composite coatings’, J. Mater. Sci., 2013, 1, 15–22.
46. T. H. Van Steenkiste, A. Elmoursi, D. Gorkiewicz and B. Gillispie:
‘Fracture study of aluminum composite coatings produced by the
kinetic spray method’, Surf. Coat. Technol., 2005, 194, 103–110.
47. M. Shorowordi, T. Laouip, A. S. M. A. Haseeb, J. P. Celis and L.
Froyen: ‘Microstructure and interface characteristics of B4C, SiC
and Al2O3 reinforced Al matrix composites: a comparative study’,
J. Mater. Process. Technol., 2003, 142, 738–43.
48. R. A. Saravanan, J. M. Lee and S. B. Kang: ‘Dry sliding wear
behaviour of A356–15 Pct SiCp composites under controlled
atmospheric conditions’, Metall. Mater. Trans. A, 1999, 30A,
2523–38.
49. Z. F. Zhang, L. C. Zhang and Y. W. Mai: ‘Particle effects on
friction and wear of aluminium matrix Composites’, J. Mater. Sci.,
1995, 30, 5999–6004.
50. K. C. Ludema: ‘A review of scuffing and running-in of lubricated
surfaces with asperities and oxides in perspective’, Wear, 1984, 100,
315–331.
51. J. A. Williams, I. N. Dyson and A. Kapoor: ‘Repeated loading,
residual stresses, shakedown and tribology’, J. Mater Res., 1999,
14, 1548–1559.
52. J. A. Williams: ‘Wear and wear particles- some fundamentals’,
Tribol. Int., 2005, 38, 863–870.
Tailor et al. Nanostructured 2024Al–SiCp composite coatings
534 Surface Engineering 2016 VOL 32 NO 7





























