Embed Size (px)
Citation preview

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELECTRICA
UNIDAD PROFESIONAL “ADOLFO LÓPEZ MATEOS”
“PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS
EN LA SONDA DE CAMPECHE”
MEMORIA DE EXPERIENCIA PROFESIONAL
QUEPARA OBTENER EL TITULO DE:
INGENIERO ELECTRICISTA
PRESENTA:
SERGIO RAÚL ARTEAGA AQUINO
ASESORES:
ING. RUBEN DE JESÚS NAVARRO BUSTOS
ING. JORGE RAMÍREZ GONZÁLEZ
MÉXICO, D.F. MAYO, 2014

· ,INSTITUTO POLITECNJC:O NACIONi\L EScUEtA SUPERIOR DE INGENIERíA M ECÁNICA y ÉLECTRICA
UNIDAD Pf~OFESIONAL ~'AOOlFO tÓPEZ MATEOS~'
REPORTE TÉCNIC()
INGENIERO ELECTRICISTA
MEMORIA DE EXPERIENCIA PROFESIONAL
SERGIO RAÚL ARTEAGA AQUINO
"PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE"
ESTABLECER LOS REQUISITOS TÉCNICOS, CRITERIOS, METODOLOGÍAS, ESPECIFICACIÓN DE MATERIALES E INSTALACIÓN DE LOS SISTEMAS DE PROTECCIÓN CATÓDICA EN ESTRUCTURAS ENTERRADAS O SUMERGIDAS, UTILIZADAS PARA LA EXPLOTACIÓN, TRANSPORTE Y ALMACENAMIENTO DE HIDROCARBUROS
POR LA IMPORTANCIA DE ESTO, DEMANDA LA APLICACIÓN DE UNA PROTECCIÓN CATÓDICA PARA GARANTIZAR UNA VIDA DE USO ÚTIL AMPLIA, APLICANDO LOS MÁS ESTRICTOS NIVELES DE SEGURIDAD, EFICIENCIA, CONFIABILIDAD y RÉNT ABILIDAD, PARA LA VIGILANCIA CONTINUA, LA INTEGRIDAD INTERNA Y EXTERNA DE LOS DUCTOS.
>- INTRODUCCIÓN
>- FUNDAMENTOS BÁSICOS SOBRE CORROSIÓN.
>- FUNDAMENTOS BÁSICOS DE PROTECCIÓN CATÓDICA.
>- INSTALACIÓN y MANTENIMIENTO DE LA P OTECCIÓN CATÓDICA.
>>>
SÚS NAV ARRO BUSTOS
MEXICO D.F., A 20 DE ENERO DEL 2014
ASESOR
.ro:;-E-R~IRRz GONZÁLEZ
~ r,.,.,
r-;,
'-'... ~ ''1
v:¡ ~~
JEFATURA DE INGENIERJA ELECTRICf
Agradecimientos:
Señor DIOS gracias por permitirme ver el amanecer un día más para concluir mis estudios profesionales,
que sea tu luz la que ilumine y guie mis pasos cada día de mi vida.
A mis padres, de quienes recibí su tiempo, dedicación y esfuerzo. Y en memoria de mi padre que lo
recuerdo siempre por su gran corazón, tenacidad, honradez y fortaleza por la vida. A ti mamá que siempre nos
apoyaste a mis hermanos y a mí en todo momento, para que continuáramos con nuestros estudios y preparación,
estaré siempre muy agradecido.
A mi alma gemela, mi esposa Laura, que siempre y en todo momento e recibido su gran apoyo, amor y
cariño, a Tere a quien agradezco sus buenos consejos de madre, al amigo Miguel gracias por su compañía. A todos
los amo.
A mis hermanos, con quienes comparto momentos y vivencias muy especiales de nuestras vidas, y aunque
todos tenemos ocupaciones y algunos de nosotros nos encontramos a distancia, los recuerdo con cariño y
también agradezco su compañía y apoyo, por siempre, gracias.
A todos aquellos Maestros, Doctores y personal docente de esta Gran Institución por sus sabias
experiencias vertidas en los salones de clases y ejemplo a seguir, y muy en especial al Ing. Rubén Navarro Bustos y
Ing. Jorge Ramírez Gonzalez. Muchas gracias.
A la Empresa PROTEXA. S.A de C.V; gracias por la confianza y el apoyo recibido durante este tiempo, así
como al Ing. Sergio Uribe Leal y al Ing. Alfredo Arroyo Meléndez, de quienes he tenido la oportunidad de aprender
y adquirir conocimiento. Muchas gracias.
Y para todos aquellos grandes amigos que me dieron su apoyo con explicaciones consejos información
desarrollo y sobre todo su tiempo el cual no podré pagar pero si dejar constancia de su apoyo; en este trabajo.
A todos muchas gracias.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 3 LINEAS MARINAS
INDICE OBJETIVO ------------------------------------------------------------------------------------------------------------------------------------------------- 7
JUSTIFICACION ----------------------------------------------------------------------------------------------------------------------------------------- 9
INTRODUCCION. --------------------------------------------------------------------------------------------------------------------------------------- 13
CAPITULO I. ---------------------------------------------------------------------------------------------------------------------------------------------- 19
I.1. FUNDAMENTOS BASICOS SOBRE CORROSIÓN. --------------------------------------------------------------------------------------- 19
I.2.- FORMAS DE LA CORROSIÓN. ---------------------------------------------------------------------------------------------------------------- 20
I.3. CORROSIÓN GALVANICA Y UNIFORME. ------------------------------------------------------------------------------------------------- 20
I.4. CORROSIÓN POR EROSIÓN ------------------------------------------------------------------------------------------------------------------- 21
I.5. CORROSIÓN POR AGRIETAMIENTO ------------------------------------------------------------------------------------------------------- 22
I.6. CORROSIÓN POR PICADURA. ---------------------------------------------------------------------------------------------------------------- 23
I.7. CORROSIÓN POR EXFOLIACIÓN Y DISOLUCION SELECTIVA. ------------------------------------------------------------------ 23
I.8. CORROSIÓN INTERGRANULAR O INTERCRISTALINA. ----------------------------------------------------------------------------- 24
I.9. CORROSIÓN DE FRACTURA POR TENSIÓN. --------------------------------------------------------------------------------------------- 24
CAPITULO II. -------------------------------------------------------------------------------------------------------------------------------------------- 29
II. FUNDAMENTOS BÁSICOS DE PROTECCIÓN CATODICA. ---------------------------------------------------------------------------- 29
II.1. DEFINICIÓN DE PROTECCIÓN CATÓDICA. -------------------------------------------------------------------------------------------- 29
II.2. MEDIDA DE POTENCIALES. ------------------------------------------------------------------------------------------------------------------ 29
II.3. CRITERIOS DE PROTECCIÓN. --------------------------------------------------------------------------------------------------------------- 30
II.4. PRODUCTOS DE LA CORROSIÓN. ---------------------------------------------------------------------------------------------------------- 31
II.5. REACCIONES ANODICAS. --------------------------------------------------------------------------------------------------------------------- 31
II.6. REACCIONES CATÓDICAS. ------------------------------------------------------------------------------------------------------------------- 31
II.7. FENÓMENOS DE POLARIZACIÓN. --------------------------------------------------------------------------------------------------------- 32
II.8. POTENCIAL DE CORROSIÓN. ---------------------------------------------------------------------------------------------------------------- 33
II.9. POTENCIALES DE OXIDO REDUCCIÓN. ------------------------------------------------------------------------------------------------- 33
II.10. CRITERIO PARA CORROSIÓN. ------------------------------------------------------------------------------------------------------------- 33
II.11. DIAGRAMAS DE POTENCIAL ION PH. --------------------------------------------------------------------------------------------------- 34
II.12. CORROSIÓN GALVÁNICA. ------------------------------------------------------------------------------------------------------------------ 35
II.13. RECONOCIMIENTO DE LA CORROSIÓN GALVÁNICA. --------------------------------------------------------------------------- 35
II.14. PREVENCIÓN DE LA CORROSIÓN GALVÁNICA. ------------------------------------------------------------------------------------ 35
II.15. FORMAS DE PREVENCIÓN DE LA CORROSIÓN. ------------------------------------------------------------------------------------- 36
II.16. MEDIAS CELDAS DE REFERENCIA. ------------------------------------------------------------------------------------------------------ 37
II.17. ELECTRODOS DE REFERENCIA. ---------------------------------------------------------------------------------------------------------- 37
II.18. DIFERENTES ZONAS DE CORROSIÓN EN UNA PLATAFORMA MARINA. --------------------------------------------------- 41
CAPITULO III. ------------------------------------------------------------------------------------------------------------------------------------------- 45
III. FUNDAMENTOS BASICOS SOBRE PROTECCIÓN CATODICA. -------------------------------------------------------------------- 45
III.1. PARÁMETROS DE DISEÑO DE PROTECCIÓN CATÓDICA PARA DUCTOS MARINOS. ---------------------------------- 45
III.2 CRITERIOS DE PROTECCIÓN CATÓDICA. --------------------------------------------------------------------------------------------- 45
III.3. REQUERIMIENTOS DE CORRIENTE PARA DUCTOS MARINOS. --------------------------------------------------------------- 46
III.4. FACTORES DE DAÑO PARA RECUBRIMIENTOS DEL DUCTO MARINO (ƑC). ----------------------------------------------- 47
III.5. FUNCIONALIDAD DE ÁNODOS GALVÁNICOS PARA DUCTOS MARINOS. -------------------------------------------------- 48
III.6. SELECCIÓN DEL MATERIAL DEL ÁNODO. -------------------------------------------------------------------------------------------- 48
III.7. PROPIEDADES ELECTROQUÍMICAS. ---------------------------------------------------------------------------------------------------- 49
III.8. FORMA Y FACTOR DE UTILIZACIÓN DEL ÁNODO. -------------------------------------------------------------------------------- 49
III.9. CONSIDERACIONES MECÁNICAS Y ELÉCTRICAS ESPECIALES. ------------------------------------------------------------- 49
III.10. INSPECCIÓN DE LOS ANODOS EN EL PATIO ANTES DE SER INSTALADOS. ---------------------------------------------- 50
III.11. MUESTREO. ------------------------------------------------------------------------------------------------------------------------------------- 51
III.12. IDENTIFICACIÓN DEL LOTE DE ÁNODOS. ------------------------------------------------------------------------------------------ 51
III.13. DENTIFICACIÓN FÍSICA POR LOTE Y POR COLADA: ---------------------------------------------------------------------------- 52
III.14. IDENTIFICACIÓN FÍSICA POR ÁNODO: ----------------------------------------------------------------------------------------------- 52
III.15. INFORMACIÓN CONTENIDA EN EL CERTIFICADO DE CALIDAD: ---------------------------------------------------------- 52
III.16. INSPECCIÓN Y PRUEBAS. ------------------------------------------------------------------------------------------------------------------ 53
III.17. DIMENSIONES Y PESO. ---------------------------------------------------------------------------------------------------------------------- 53
III.18. CRITERIO DE ACEPTACIÓN. -------------------------------------------------------------------------------------------------------------- 54
III.19. MANEJO Y TRANSPORTE. ------------------------------------------------------------------------------------------------------------------ 54
III.20. ALMACENAMIENTO. ------------------------------------------------------------------------------------------------------------------------ 55
III.21. INSTALACIÓN. --------------------------------------------------------------------------------------------------------------------------------- 56

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 4
III.22. SOLDADURA DE ÁNODOS. ----------------------------------------------------------------------------------------------------------------- 56
III.23. INSPECCIÓN AL SISTEMA DE PROTECCIÓN CATÓDICA. ---------------------------------------------------------------------- 58
III.24. DUCTOS MARINOS. --------------------------------------------------------------------------------------------------------------------------- 58
III.25. MÉTODO PARA DETERMINACIÓN DE POTENCIALES ELÉCTRICOS EN DUCTOS ASCENDENTES. ------------- 58
III.26. DISEÑO DE LOS ÁNODOS DE SACRIFICIO. ------------------------------------------------------------------------------------------- 60
III.27. DENSIDAD DE CORRIENTE NECESARIA. --------------------------------------------------------------------------------------------- 61
III.28. TIEMPO DE PROTECCIÓN. ----------------------------------------------------------------------------------------------------------------- 61
III.29. PARÁMETROS DE DISEÑO EN LA PROTECCIÓN CATÓDICA. ----------------------------------------------------------------- 61
III.30. PERFIL DE TEMPERATURA. --------------------------------------------------------------------------------------------------------------- 61
III.31. CRITERIOS PARA EL SISTEMA DE PROTECCIÓN CATÓDICA. ---------------------------------------------------------------- 61
III.32. REQUERIMIENTOS DE CORRIENTE Y FACTORES DE FALLA DEL RECUBRIMIENTO. ------------------------------ 61
III.34. RESISTIVIDAD DEL AMBIENTE. --------------------------------------------------------------------------------------------------------- 62
III.35. CALCULO DE LA RESISTENCIA DEL ÁNODO. --------------------------------------------------------------------------------------- 62
III.36. PARÁMETROS DE DISEÑO EN LOS ÁNODOS DE SACRIFICIO. (MATERIAL DEL ÁNODO). -------------------------- 63
III.37. CAPACIDAD ELECTROQUÍMICA. ------------------------------------------------------------------------------------------------------- 63
III.38. POTENCIAL DEL ÁNODO PARA CIRCUITO CERRADO. -------------------------------------------------------------------------- 63
III.39. FACTOR DE UTILIZACIÓN DEL ÁNODO. ---------------------------------------------------------------------------------------------- 63
III.40. INSTALACIÓN DE ÁNODOS. --------------------------------------------------------------------------------------------------------------- 63
III.41. CONSIDERACIONES EN LA FABRICACIÓN DE ÁNODOS. ----------------------------------------------------------------------- 64
III.42. EJEMPLO PARA EL DISEÑO DE ANODOS DE ALUMINIO. ----------------------------------------------------------------------- 64
III.43. INSTALACIÓN Y MANTENIMIENTO DE LOS ÁNODOS DE SACRIFICIO. --------------------------------------------------- 67
III.44. MANTENIMIENTO PREVENTIVO. ------------------------------------------------------------------------------------------------------- 68
III.45. VENTAJAS DEL MANTENIMIENTO PREVENTIVO. -------------------------------------------------------------------------------- 68
III.46. FASES DEL MANTENIMIENTO PREVENTIVO: -------------------------------------------------------------------------------------- 68
III.47. EL MANTENIMIENTO CORRECTIVO. -------------------------------------------------------------------------------------------------- 68
III.48. INSPECCIÓN DE LOS ÁNODOS DE SACRIFICIO. ------------------------------------------------------------------------------------ 69
III.49. LIMITACIONES DEL EQUIPO UTILIZADO. ------------------------------------------------------------------------------------------- 70
CAPITULO IV. ------------------------------------------------------------------------------------------------------------------------------------------- 73
IV. FASES DE TENDIDO DE LINEAS SUBMARINAS. ----------------------------------------------------------------------------------------- 73
IV.1. GENERALIDADES. ------------------------------------------------------------------------------------------------------------------------------ 73
IV.2 INGENIERÍA.--------------------------------------------------------------------------------------------------------------------------------------- 74
IV.3. PROGRAMA DE CONSTRUCCIÓN. -------------------------------------------------------------------------------------------------------- 77
IV.4. FABRICACION DE MATERIALES. --------------------------------------------------------------------------------------------------------- 79
IV.5. RECEPCIÓN DE MATERIALES. ------------------------------------------------------------------------------------------------------------- 79
IV.6. CERTIFICACION DE MATERIALES. ------------------------------------------------------------------------------------------------------ 79
IV.7. PROTECCION ANTICORROSIVA Y LASTRADO DE TUBERÍA.------------------------------------------------------------------- 79
IV.8. PROTECCIÓN ANTICORROSIVA.---------------------------------------------------------------------------------------------------------- 80
IV.9. RECUBRIMIENTO CON CINTA TERMOCONTRACTIL. ---------------------------------------------------------------------------- 80
IV.10. RECUBRIMIENTO EPOXICO. -------------------------------------------------------------------------------------------------------------- 80
IV.11. RECUBRIMIENTO CON ESMALTE. ------------------------------------------------------------------------------------------------------ 81
IV.12. PROTECCIÓN CATÓDICA. ------------------------------------------------------------------------------------------------------------------ 81
IV.13. LASTRADO DE TUBERÍA -------------------------------------------------------------------------------------------------------------------- 82
IV.14. FABRICACION DE ELEMENTOS. --------------------------------------------------------------------------------------------------------- 82
IV.15. CALIFICACIÓN DE PROCEDIMIENTO DE SOLDADURA. ------------------------------------------------------------------------ 83
IV.16. CALIFICACIÓN DE SOLDADORES. ------------------------------------------------------------------------------------------------------ 84
IV.17. ARMADO Y SOLDADURA DE ELEMENTOS. ------------------------------------------------------------------------------------------ 84
IV.18. TENDIDO DE TUBERIA. ---------------------------------------------------------------------------------------------------------------------- 84
IV.19. PREPARATIVOS PARA CONSTRUCCIÓN DE LÍNEA. ------------------------------------------------------------------------------ 85
IV.20. TRANSPORTE Y RECEPCIÓN DE TUBERÍA. ------------------------------------------------------------------------------------------ 85
IV.21. LIMPIEZA DE TUBERÍA. --------------------------------------------------------------------------------------------------------------------- 85
IV.22. ALINEAMIENTO DE TUBERÍA. ------------------------------------------------------------------------------------------------------------ 85
IV.23. PRODUCCIÓN DE SOLDADURAS. -------------------------------------------------------------------------------------------------------- 86
IV.24. DETECTOR DE PANDEO. -------------------------------------------------------------------------------------------------------------------- 86
IV.25. EMBARCACIONES. ---------------------------------------------------------------------------------------------------------------------------- 86
IV.26. PROCEDIMIENTO DE INSTALACIÓN. -------------------------------------------------------------------------------------------------- 87
IV.27. INSTALACIÓN DE ELEMENTOS. --------------------------------------------------------------------------------------------------------- 89
IV.28. INSTALACION DE CURVA DE EXPANSION. ------------------------------------------------------------------------------------------ 90
IV.29. INSTALACIÓN DEL DUETO ASCENDENTE.------------------------------------------------------------------------------------------- 90

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 5 LINEAS MARINAS
IV.30. INSTALACIÓN DEL CUELLO DE GANSO. ---------------------------------------------------------------------------------------------- 91
IV.31. INSTALACIÓN DE LA TRAMPA DE DIABLOS. --------------------------------------------------------------------------------------- 91
IV.32. INSPECCIÓN FINAL. -------------------------------------------------------------------------------------------------------------------------- 92
IV.33. INSPECCIÓN DEL DUCTO ASCENDENTE. --------------------------------------------------------------------------------------------- 92
IV.34. INSPECCIÓN DE LA CURVA DE EXPANSIÓN. ---------------------------------------------------------------------------------------- 92
IV.35. DRAGADO ENTERRADO Y ACOLCHONAMIENTO DE LA LÍNEA REGULAR. --------------------------------------------- 92
IV.36. EQUIPO DE DRAGADO. ---------------------------------------------------------------------------------------------------------------------- 93
IV.37. ACOLCHONAMIENTO DE CRUCES DE LÍNEAS Y DISPAROS SUBMARINOS. --------------------------------------------- 93
IV.38. SECUENCIA PARA ACOLCHONAMIENTOS. ----------------------------------------------------------------------------------------- 94
IV.39. PRUEBA HIDROSTÁTICA Y LIMPIEZA DE DUCTOS SUBMARINOS E INTERCONEXIONES. ------------------------ 94
IV.40. EQUIPO PARA LLENADO. ------------------------------------------------------------------------------------------------------------------- 95
IV.41. PRESIÓN DE PRUEBA. ------------------------------------------------------------------------------------------------------------------------ 95
IV.42. EQUIPO PARA LA PRUEBA DE PRESIÓN. ---------------------------------------------------------------------------------------------- 95
VI.43. REGISTRO DE LA PRUEBA. ---------------------------------------------------------------------------------------------------------------- 97
IV.44. LIMPIEZA INTERIOR DE DUCTOS SUBMARINOS. --------------------------------------------------------------------------------- 98
IV.45. INSPECCIÓN DEL DUCTO. ------------------------------------------------------------------------------------------------------------------ 98
IV.46. ENTREGA DEL DUCTO A LA RAMA OPERATIVA. ---------------------------------------------------------------------------------- 99
ANEXOS ------------------------------------------------------------------------------------------------------------------------------------------------- 101
ANEXO 1. ------------------------------------------------------------------------------------------------------------------------------------------------ 103
ANEXO 2. ------------------------------------------------------------------------------------------------------------------------------------------------ 109
ANEXO 3. ------------------------------------------------------------------------------------------------------------------------------------------------ 117
ANEXO 4. ------------------------------------------------------------------------------------------------------------------------------------------------ 141
ANEXO 5. ------------------------------------------------------------------------------------------------------------------------------------------------ 145
ANEXO 6. ------------------------------------------------------------------------------------------------------------------------------------------------ 149
ANEXO 7. ------------------------------------------------------------------------------------------------------------------------------------------------ 175
ANEXO 8. ------------------------------------------------------------------------------------------------------------------------------------------------ 183
ANEXO 9. ------------------------------------------------------------------------------------------------------------------------------------------------ 207
ANEXO 10. ----------------------------------------------------------------------------------------------------------------------------------------------- 211
ANEXO 11 ------------------------------------------------------------------------------------------------------------------------------------------------ 217
ANEXO 12. ----------------------------------------------------------------------------------------------------------------------------------------------- 223
ANEXO 13. ----------------------------------------------------------------------------------------------------------------------------------------------- 229
CAPITULO V. ------------------------------------------------------------------------------------------------------------------------------------------ 235
V.1. ANALISIS ECONOMICO DE LAS LINEAS SUBMARINAS. ------------------------------------------------------------------------- 235
CONCLUSIONES -------------------------------------------------------------------------------------------------------------------------------------- 239
GLOSARIO DE TERMINOS ------------------------------------------------------------------------------------------------------------------------ 243
BIBLIOGRAFIA --------------------------------------------------------------------------------------------------------------------------------------- 249

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 6

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 7 LINEAS MARINAS
OBJETIVO EL PRESENTE TRABAJO TIENE COMO OBJETIVO PROPORCIONAR LOS CRITERIOS Y
REQUERIMIENTOS PARA EL DISEÑO, INSTALACION Y MANTENEMIENTO DE LA PROTECCION
CATODICA CON ANODOS GALVANICOS O DE SACRIFICIO TIPO BRAZALETE PARA EVITAR LA
CORROSION DE LOS DUCTOS MARINOS.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 8

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 9 LINEAS MARINAS
JUSTIFICACION EN ESTE TRABAJO SE PRESENTA UNA PERPECTIVA DE LO QUE REPRESENTA LA CORROSION
Y SU FORMA DE PREVENIR UTILIZANDO ANODOS DE SACRIFICIO TIPO BRAZALETE EN LOS
DUCTOS MARINOS, YA QUE A NIVEL MUNDIAL ES UN FENOMENO IMPORTANTE EN LA
ECONOMIA, LOS PROBLEMAS CAUSADOS A LA CORROSION EQUIVALEN AL 1.7 % A 3.8 % DEL
PRODUCTO NACIONAL BRUTO DE NUMEROSOS PAISES DEL MUNDO.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 10

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 11 LINEAS MARINAS
INTRODUCCION

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 12

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 13 LINEAS MARINAS
INTRODUCCION.
En PEMEX Exploración y Producción (PEP), al igual que en la mayoría de las industrias petroleras, uno de los retos que enfrentan en la actualidad dentro del ámbito es la construcción de Ductos Marinos dentro de la Sonda de Campeche en el Golfo de Mexico, para la explotación de hidrocarburos de ese sitio, cuyos ductos están construidos principalmente de partes metálicas.
Estas están construidas principalmente de acero al carbón para resistir la fuerte erosiona de los ambientes marinos, aproximadamente la protección catódica presenta sus primeros avances, en el año 1824, en que Sir. Humphrey Davy, recomienda la protección del cobre de las embarcaciones uniéndolo con hierro o zinc; habiéndose obtenido una apreciable reducción del ataque al cobre, a pesar de que se presentó el problema de ensuciamiento por proliferación de organismos marinos, habiéndose rechazado el sistema por problemas de navegación.
En 1850 y después de un largo periodo de estancamiento la marina canadiense mediante un empleo adecuado de pintura con antiorganismos y anticorrosivos demostró que era factible la protección catódica de embarcaciones con mucha economía en los costos y en el mantenimiento.
Para tener una pequeña idea de lo que esto puede suponer, entiéndase que aproximadamente un 30% de la producción anual de acero es destruido por la corrosión.
Las medidas preventivas tomadas para controlar la corrosión consisten fundamentalmente en : sistemas basados en protección catódica, son sin duda el método mas eficaz para controlar la corrosión en instalaciones enterradas e inmersas en agua de mar, estos sistemas, de acuerdo a su forma de operar, se clasifican como de corriente impresa y por ánodos de sacrificio, de los cuales los segundos se utilizan en las líneas y plataformas de la sonda de Campeche del Golfo de Mexico.
Por lo consiguiente a las líneas submarinas se le instalaran Ánodos de Sacrificio de Aluminio (aleación Al-In-Zn) tipo brazalete segmentado o molde cilíndrico, para protección catódica de tubería submarina, con composición química de acuerdo a la norma de referencia NRF-126-PEMEX-2011, considerando una vida útil de 20 años. Para que con ello se logren mantener en óptimas condiciones de operación, a los ánodos instalados comúnmente reciben el nombre de sistema de protección catódica con lo cual se evita que las líneas se deterioren por la corrosión agresiva existente costa fuera.
Para una mejor explicación la protección catódica se define como “El método de reducir o eliminar la
corrosión de un metal, haciendo que, la superficie de este, funcione completamente como cátodo cuando se
encuentra sumergido o enterrado en un electrolito”.
Esto se logra haciendo que el potencial eléctrico del metal a proteger se vuelva más electronegativo mediante la aplicación de una corriente directa a la unión de un material de sacrificio (comúnmente magnesio, aluminio o zinc).
Normalmente, el método es aplicable a estructuras de fierro y acero pero, también, se usa en grado limitado en plomo, aluminio y otros metales.
Las líneas por encontrarse dentro del agua de mar, están continuamente sufriendo el deterioro y el ingeniero se enfrenta siempre al problema de corrosión mencionado, pero para que se tomen las decisiones más acertadas, se deben de inspeccionar las líneas construidas, es aquí donde se deberá efectuar el monitoreo de la protección catódica con la más alta tecnología y con el mejor personal ampliamente capacitado.
El presente trabajo tiene el objetivo de “Dar a conocer el funcionamiento correcto de la protección catódica
así como su diseño”, para comprender este tema se consideraran conceptos principales, los cuales muestran los fundamentos básicos de corrosión, protección catódica, proceso de instalación de ánodos en la tubería, diseño de protección catódica, monitoreo e inspección de la protección catódica, finalmente definiremos los resultados, las conclusiones y las recomendaciones.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 14
México inicio la explotación de yacimientos de hidrocarburos en el mar frente a las costas de Tampico, Tamps, y Poza Rica, Ver., en el año de 1965, así, el 05 de Julio de ese año se descubre el campo "Tiburón" y el 16 de Septiembre del mismo el campo "Atún", el resultado de estas exploraciones fue altamente satisfactorio e influyó para que se decidiera a continuar la exploración con plataformas fijas.
En el año de 1975 se reinició la exploración de yacimientos en el mar, esta vez frente a las costas de Carnpeche, en un área de 700 Km² aproximadamente, que se localiza en un área de 80 Kms. al Noreste de Cd. del Carmen Camp.; en 1977 se revela que los descubrimientos realizados en la sonda de Campeche no constituyen una extensión del área de Reforma, si no que forma parte de un yacimiento gigantesco paralelo al anterior, y se autorizan de inmediato los trabajos previos para establecer la infraestructura necesaria para la explotación de esos recursos naturales, presentados en seis campos productores iniciales y uno actual.
1.- CANTARELL. 2.- ABKATUN. 3.- KU-MALOOB-ZAAP. 4.- POOL. 5.- CHUC. 6.- IXTOC. 7.- LITORAL TABASCO (TSIMIN-XUX). Para llevar a cabo esta importante tarea se reunieron todas las áreas y especialidades de PEMEX, los trabajos de
construcción e instalación en esta Zona Marina se iniciaron oficialmente el 20 de Octubre de 1978 con el tendido del oleoducto de 36"Ø por 161 Km. de longitud de "Akal-C" hacia dos Bocas, Tab., y unos días después, el 24 de mismo mes y año, con el lanzamiento al mar de la subestructura de la plataforma de perforación "Akal-C".
Al mismo tiempo se realizaron más perforaciones, exploraciones y estudios acerca de la rentabilidad de los equipos, siendo el resultado óptimo, por lo que se llevó a cabo la construcción de más plataformas para cubrir diferentes objetivos, siendo entre otros, los de: Perforación, Producción, Enlace, Habitación, Compresión, Rebombeo, Apoyo, telecomunicaciones, Etc., y como consecuencia. La construcción de los sistemas de ductos necesarios para la recolección, distribución y transporte de los productos de la perforación o de la separación.
Actualmente la Subdirección de Servicios a Proyectos (SSAP)/ Gerencia de Servicios a Proyectos Regiones Marinas (GSPPM), tiene a su cargo la responsabilidad de la instalación de las diversas líneas de conducción, que varían de 06"Ø (152.4 mm.) a 48"Ø (1219.2 mm.).
Los trabajos de instalación de plataformas en la Sonda de Campeche iniciaron oficialmente el 24 de Octubre de 1978 con el lanzamiento al mar de la subestructura de la plataforma de perforación de Akal-C. En la actualidad el campo Cantarell es sin duda el más importante de México, su producción en diciembre de 1985, fue de 975 MBI/Dia, que represento el 35% de la producción total del país en esa época. La productividad de los pozos es relativamente alta, pues actualmente la sonda de Campeche sola produce más de 2'000.000 de BI/DIA. Siendo la explotación de crudo un aspecto importante para nuestro país.
Las tuberías de diferentes diámetros y espesores que han sido instaladas en el Golfo de México (Sonda de Campeche) para transporte de hidrocarburos a los centros de exportación y procesamiento obliga a los ingenieros mexicanos a desarrollar criterios que faciliten el diseño y construcción de ductos, con el fin de tener que recurrir lo menos posible a tecnología extranjera.
Actualmente PEMEX cuenta con una infraestructura marina para la explotación de hidrocarburos integrada por aproximadamente 207 plataformas marinas fijas y 3,055.00 Kms de Tuberías de los cuales 1'010 Kms. son oleoductos, 511 Kms. son óleo gasoductos, 1'171 Kms. son gasoductos y 103 Kms de un nitrógenoducto, 244 Kms de gasolina-ducto, 16 Kms. se destinan a otros servicios.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 15 LINEAS MARINAS
Sonda de Campeche (zona de las líneas submarinas). Se localiza en N18° 27’, W93°18’56” y W92°38’.
N18° 42’, W92°38’, N20° 13’ y W91° 48’

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 16
Sonda de Campeche (zona de las líneas submarinas).

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 17 LINEAS MARINAS
CAPITULO 1

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 18

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 19 LINEAS MARINAS
CAPITULO I.
I.1. FUNDAMENTOS BASICOS SOBRE CORROSIÓN.
La vida útil del equipo de la industria petrolera se acorta a menudo como un resultado de la corrosión y en los últimos 10 años se ha tenido grandes adelantos en su detección y remedios aplicados para controlar, en la producción del petróleo.
En términos técnicos simplificados, la corrosión ha sido definida como la destrucción de un metal por reacción química o electroquímica por el medio ambiente y representa la diferencia entre una operación libre de problemas con gastos de operación muy elevados. Para efectos prácticos, es casi imposible eliminar la corrosión y el secreto efectivo de la ingeniería en este campo radica más en su control, que en su eliminación siendo necesario tomar en cuenta el fenómeno corrosivo desde el diseño de las instalaciones y no después de ponerlas en operación.
El ingeniero que trabaja en problemas de corrosión necesita saber dónde empezar y tener un conocimiento básico para reconocer la corrosión, cómo se produce, cómo impedir su severidad, qué herramientas son necesarias, técnicas de inspección, variables de diseño que afectan a la corrosión, selección de materiales y la forma de interpretar y aplicar la información del problema corrosivo, así como saber dónde obtener ayuda.
Todos los metales y aleaciones son susceptibles de sufrir el fenómeno de corrosión, no habiendo material útil para todas las aplicaciones. Por ejemplo el oro, conocido por su excelente resistencia a la atmósfera, se corroe si se pone en contacto con mercurio a temperatura ambiente. Por otra parte el acero no se corroe en contacto con el mercurio, pero rápidamente se oxida expuesto a la atmósfera. Afortunadamente se tienen bastantes metales que pueden comportarse satisfactoriamente en medios específicos y también se tienen métodos de control de la corrosión que reducen el problema.
Los paros de las plantas pueden ocurrir y ocurren como un resultado de la corrosión, provocando gastos directos e indirectos de aspecto económico y humano.
Dentro de los aspectos económicos tenemos:
a).- Reposición del equipo corroído.
b).- Coeficiente de seguridad y sobre diseño para soportar la corrosión.
c).- Mantenimiento preventivo como la aplicación de recubrimientos.
d).- Paros de producción debidos a fallas por corrosión.
e).- Contaminación de productos.
f).- Pérdida de eficiencia ya que los coeficientes de seguridad, sobre diseño de equipo y productos de corrosión por ejemplo, decrece la velocidad de transmisión de calor en cambiadores de calor.
g).- Daño de equipo adyacente a aquel en el cual se tuvo la falla de corrosión.
Dentro de los aspectos humanos y sociales tenemos:
a).- La seguridad, ya que fallas violentas pueden producir incendios, explosiones y liberación de productos tóxicos.
b).- Condiciones insalubres por ejemplo, contaminaciones debido a productos del equipo corroído o bien un producto de la corrosión misma.
c).- Agotamiento de los recursos naturales, tanto en metales como en combustibles usados para su manufacturera.
d).- Apariencia, ya que los materiales corroídos generalmente son desagradables a la vista.
Naturalmente, estos aspectos sociales y humanos también tienen sus aspectos económicos y podemos ver claramente que hay muchas razones para controlar la corrosión.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 20
I.2.- FORMAS DE LA CORROSIÓN.
La corrosión ocurre en muchas y muy variadas formas, pero su clasificación generalmente se basa en uno de los tres siguientes factores:
1.- Naturaleza de la substancia corrosiva. La corrosión puede ser clasificada como húmeda o seca, para la primera se requiere un líquido o humedad mientras que para la segunda, las reacciones se desarrollan con gases a alta temperatura.
2.- Mecanismo de corrosión. Este comprende las reacciones electroquímicas o bien, las reacciones químicas.
3.- Apariencia del metal corroído. La corrosión puede ser uniforme y entonces el metal se corroe a la misma velocidad en toda su superficie, o bien, puede ser localizada, en cuyo caso solamente resultan afectadas áreas pequeñas.
La clasificación por apariencia, uniforme o localizada, es muy útil para una discusión preliminar que en caso de requerirse en forma más completa, necesita del establecimiento de las diferencias entre la corrosión localizada de tipo macroscópico y el ataque microscópico local.
En el ataque microscópico, la cantidad de metal disuelto es mínimo y puede conducir a daños muy considerables antes de que el problema sea visible. Los diferentes tipos de corrosión se presentan en la tabla No. 1 y se esquematizan en la figura No. 1, a continuación se enuncia cada una de estas formas.
Figura Nº 1 Tipos de corrosión
I.3. CORROSIÓN GALVANICA Y UNIFORME.
El ataque uniforme sobre grandes áreas de una superficie metálica (Figura N° 2) es la forma más común de la corrosión y puede ser húmeda o seca, electroquímica o química, siendo necesario seleccionar los materiales de construcción y los métodos de protección como pintura, para controlarla. Por otra parte, la corrosión uniforme es la forma más fácil de medir, por lo que las fallas inesperadas pueden ser evitadas simplemente por inspección regular.
La corrosión galvánica se presenta, cuando dos metales diferentes en contacto o conectados por medio de un conductor eléctrico, son expuestos a una solución conductora. En este caso, existe una diferencia en potencial eléctrico entre los metales diferentes y sirve como fuerza directriz para el paso de la corriente eléctrica a través del agente corrosivo, de tal forma que el flujo de corriente corroe uno de los metales del par formado.
Mientras más grande es la diferencia de potencial entre los metales, mayor es la probabilidad de que se presente la corrosión galvánica debiéndose notar que este tipo de corrosión sólo causa deterioro en uno de los metales, mientras que el otro metal del par casi no sufre daño.
El metal que se corroe recibe el nombre de metal activo, mientras que el que no sufre daño se le denomina metal más noble.
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 21 LINEAS MARINAS
La relación de áreas entre los dos metales es muy importante, ya que un área muy grande de metal noble comparada con el metal activo, acelerará la corrosión, y por el contrario, una mayor área del metal activo comparada con el metal noble disminuye el ataque del primero.
La corrosión galvánica a menudo puede ser reconocida por el incremento del ataque junto a la unión de los metales, como se indica en la (Figura N° 2) y este tipo puede ser controlado por el uso de aislamientos o restringiendo el uso de uniones de metales cuando ellos forman diferencias de potencial muy grande en el medio ambiente en el que se encuentran. La diferencia de potencial puede ser medida, utilizando como referencia la serie galvánica de los metales y aleaciones que se presentan más adelante, en la serie de los potenciales tipo (standard) de óxido de reducción.
Otro método para reducir la corrosión galvánica, es evitar la presencia de grandes áreas de metal noble con respecto a las de metal activo.
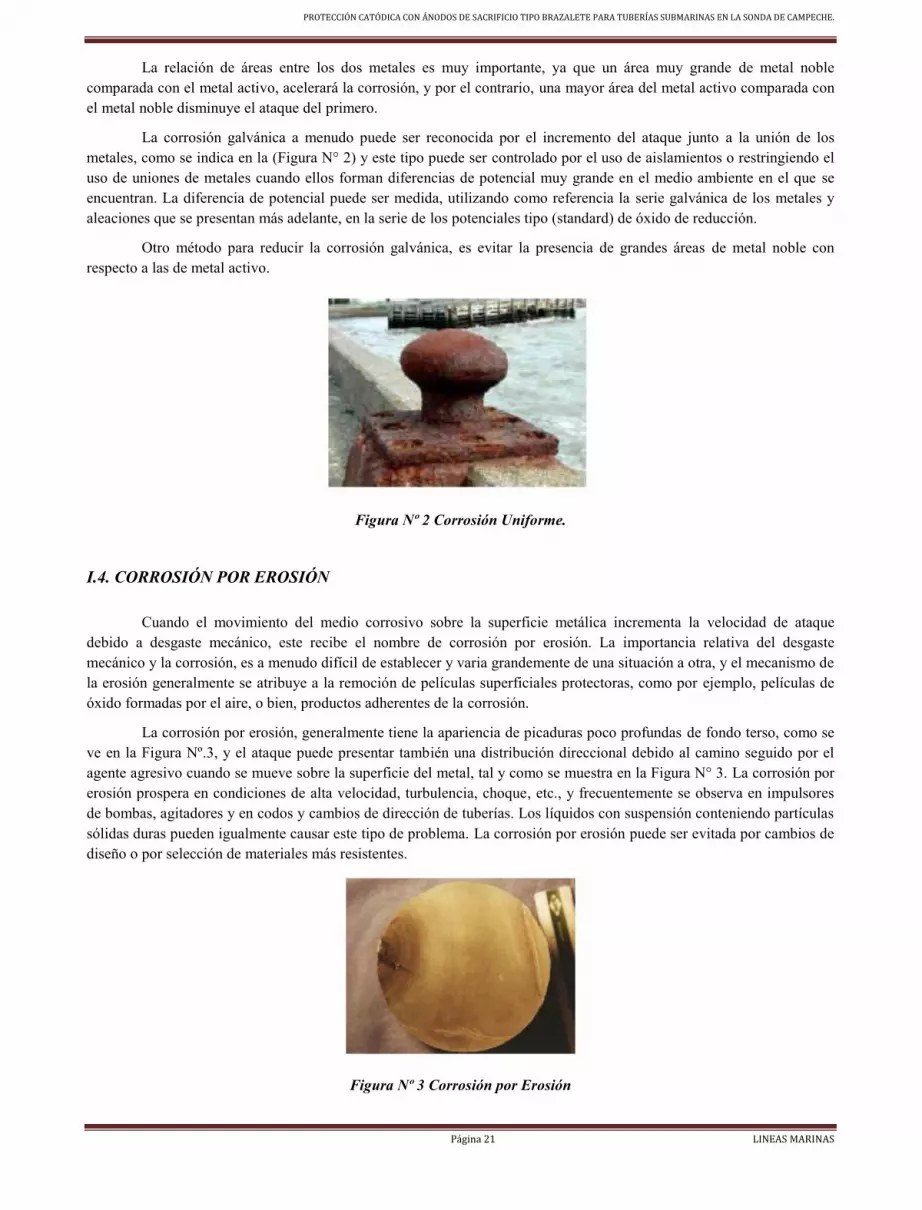
Figura Nº 2 Corrosión Uniforme.
I.4. CORROSIÓN POR EROSIÓN
Cuando el movimiento del medio corrosivo sobre la superficie metálica incrementa la velocidad de ataque debido a desgaste mecánico, este recibe el nombre de corrosión por erosión. La importancia relativa del desgaste mecánico y la corrosión, es a menudo difícil de establecer y varia grandemente de una situación a otra, y el mecanismo de la erosión generalmente se atribuye a la remoción de películas superficiales protectoras, como por ejemplo, películas de óxido formadas por el aire, o bien, productos adherentes de la corrosión.
La corrosión por erosión, generalmente tiene la apariencia de picaduras poco profundas de fondo terso, como se ve en la Figura Nº.3, y el ataque puede presentar también una distribución direccional debido al camino seguido por el agente agresivo cuando se mueve sobre la superficie del metal, tal y como se muestra en la Figura N° 3. La corrosión por erosión prospera en condiciones de alta velocidad, turbulencia, choque, etc., y frecuentemente se observa en impulsores de bombas, agitadores y en codos y cambios de dirección de tuberías. Los líquidos con suspensión conteniendo partículas sólidas duras pueden igualmente causar este tipo de problema. La corrosión por erosión puede ser evitada por cambios de diseño o por selección de materiales más resistentes.
Figura Nº 3 Corrosión por Erosión

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 22
La corrosión por cavitación y desgaste (fretting) son formas especiales de la corrosión por erosión. La primera es causada por la formación y colapso de burbujas de vapor en la superficie del metal. Las altas presiones producidas por este colapso pueden disolver el metal, remover las partículas protectoras, etc.
La corrosión por desgaste (fretting) ocurre cuando las piezas de metal se deslizan una sobre la otra, causando daño mecánico a una o ambas piezas (Figura N° 3) y el deslizamiento es generalmente un resultado de la vibración.
La corrosión se cree que juega uno de los siguientes papeles: el calor de la fricción oxida el metal y a continuación el óxido se desgasta, o bien, la remoción mecánica de las partículas protectoras de óxido, o los productos de la corrosión resultantes, dan como resultado la exposición de superficies limpias del metal al medio agresivo, en tal forma que el fenómeno corrosivo se acelera.
La corrosión por deslizamiento se atenúa utilizando materiales de construcción más duros, empleando lubricación o bien incrementando la fricción hasta un punto tal en que el deslizamiento es imposible.
I.5. CORROSIÓN POR AGRIETAMIENTO
Las condiciones ambientales en una grieta, pueden con el tiempo volverse muy diferentes de las existentes en una superficie limpia y abierta, por lo que un medio ambiente muy agresivo puede desarrollar y causar corrosión en las grietas (Figura N° 4), Las grietas o hendeduras generalmente se encuentran en los empaques, traslapes, tornillos, remaches, etc., y también pueden formarse por depósitos de suciedad, productos de la corrosión y raspaduras en las películas de recubrimiento. La corrosión por agrietamiento, generalmente se atribuye a los siguientes factores:
a).- Cambios de acidez en la grieta o hendidura.
b).- Escasez de oxígeno en la grieta.
c).- Desarrollo de iones diferentes en la hendidura.
d).- Agotamiento de Inhibidor en la grieta.
Al igual que todas las formas de corrosión localizada, la corrosión por agrietamiento no ocurre en todas las combinaciones metal-agente corrosivo, y algunos materiales son más susceptibles para producirla que otros, como por ejemplo aquellos que dependen de las películas protectoras de óxido formadas por el aire para adquirir su resistencia a la corrosión, tal y como sucede con el acero inoxidable y el titanio. Estos materiales pueden ser aleados para mejorar su resistencia y el diseño deberá hacerse de tal manera, que se reduzcan las hendiduras, tratando de mantener las superficies limpias para combatir este tipo de corrosión.
Figura Nº 4 Corrosión por Agrietamiento.
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 23 LINEAS MARINAS
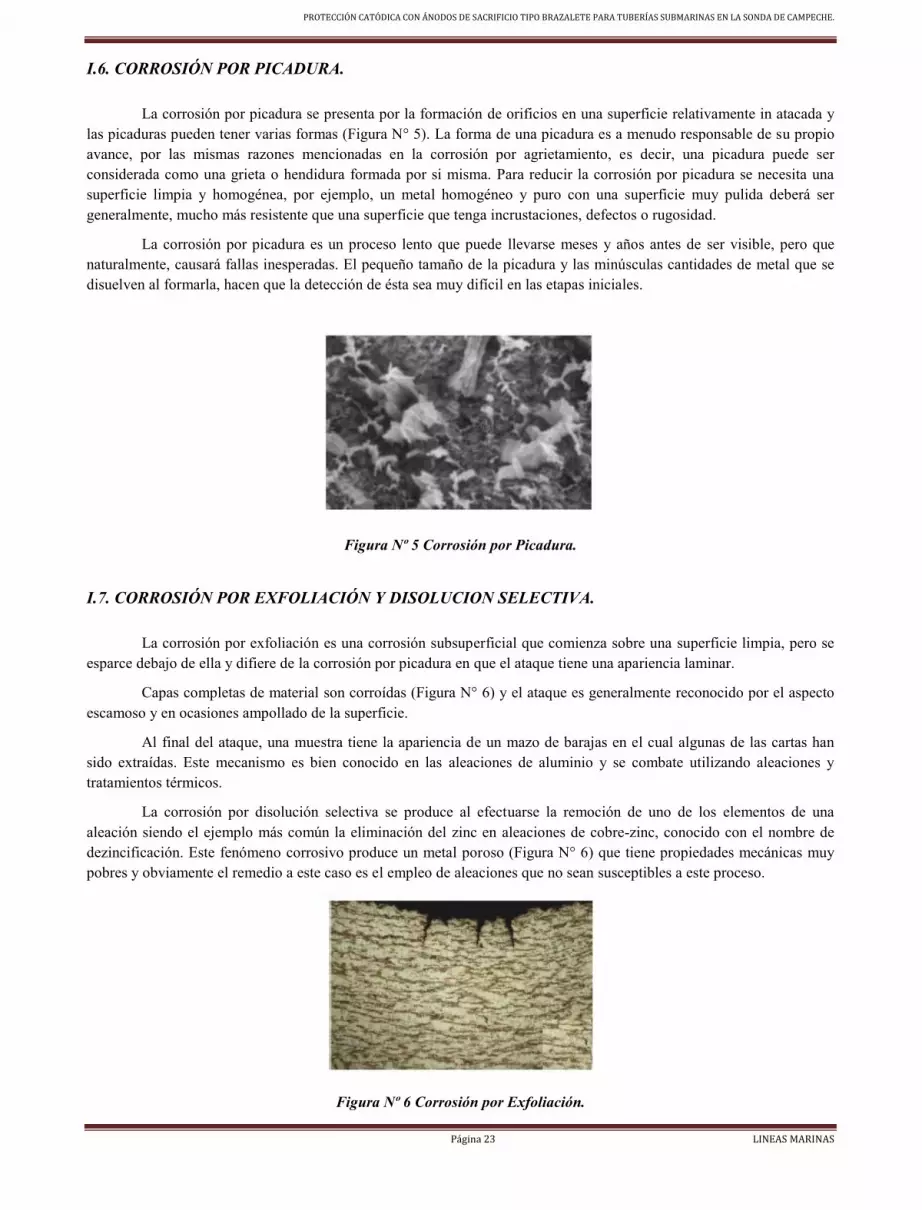
I.6. CORROSIÓN POR PICADURA.
La corrosión por picadura se presenta por la formación de orificios en una superficie relativamente in atacada y las picaduras pueden tener varias formas (Figura N° 5). La forma de una picadura es a menudo responsable de su propio avance, por las mismas razones mencionadas en la corrosión por agrietamiento, es decir, una picadura puede ser considerada como una grieta o hendidura formada por si misma. Para reducir la corrosión por picadura se necesita una superficie limpia y homogénea, por ejemplo, un metal homogéneo y puro con una superficie muy pulida deberá ser generalmente, mucho más resistente que una superficie que tenga incrustaciones, defectos o rugosidad.
La corrosión por picadura es un proceso lento que puede llevarse meses y años antes de ser visible, pero que naturalmente, causará fallas inesperadas. El pequeño tamaño de la picadura y las minúsculas cantidades de metal que se disuelven al formarla, hacen que la detección de ésta sea muy difícil en las etapas iniciales.
Figura Nº 5 Corrosión por Picadura.
I.7. CORROSIÓN POR EXFOLIACIÓN Y DISOLUCION SELECTIVA.
La corrosión por exfoliación es una corrosión subsuperficial que comienza sobre una superficie limpia, pero se esparce debajo de ella y difiere de la corrosión por picadura en que el ataque tiene una apariencia laminar.
Capas completas de material son corroídas (Figura N° 6) y el ataque es generalmente reconocido por el aspecto escamoso y en ocasiones ampollado de la superficie.
Al final del ataque, una muestra tiene la apariencia de un mazo de barajas en el cual algunas de las cartas han sido extraídas. Este mecanismo es bien conocido en las aleaciones de aluminio y se combate utilizando aleaciones y tratamientos térmicos.
La corrosión por disolución selectiva se produce al efectuarse la remoción de uno de los elementos de una aleación siendo el ejemplo más común la eliminación del zinc en aleaciones de cobre-zinc, conocido con el nombre de dezincificación. Este fenómeno corrosivo produce un metal poroso (Figura N° 6) que tiene propiedades mecánicas muy pobres y obviamente el remedio a este caso es el empleo de aleaciones que no sean susceptibles a este proceso.
Figura Nº 6 Corrosión por Exfoliación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 24
I.8. CORROSIÓN INTERGRANULAR O INTERCRISTALINA.
Para entender este tipo de ataque es necesario considerar que cuando un metal fundido se cuela en un molde, su solidificación comenzó con la formación de núcleos al azar, cada uno de los cuales crece en un arreglo atómico regular para formar lo que se conoce con el nombre de granos o cristales.
El arreglo atómico y los espaciamientos entre las capas de los granos, son los mismos en todos los cristales de un metal dado; sin embargo, debido a la nucleación al azar, los planos de los átomos en las cercanías de los granos no encajan perfectamente bien y el espacio entre ellos recibe el nombre de límite de grano. Si se dibuja una línea de 2.5 cm de longitud sobre la superficie de una aleación, esta deberá cruzar aproximadamente 100 límites de grano, los límites de grano son a veces atacados preferencialmente por un agente corrosivo y el ataque se relaciona con la segregación de elementos específicos o por la formación de un compuesto en el límite.
La corrosión generalmente ocurre, porque el agente corrosivo ataca preferencialmente el límite de grano o una zona adyacente a él, que ha perdido un elemento necesario para tener una resistencia a la corrosión adecuada.
En un caso severo de corrosión ínter cristalina, granos enteros se desprenden debido a la deterioración completa de sus límites (Figura N° 7), en cuyo caso, la superficie aparecerá rugosa al ojo desnudo y se sentirá rasposa debido a la pérdida de los granos.
El fenómeno de límite de grano que causa la corrosión Inter cristalina, es sensible al calor por lo que la corrosión de este tipo, es un subproducto de un tratamiento térmico como la soldadura o el relevado de esfuerzos y puede ser corregido por otro tipo de tratamiento térmico o por el uso de una aleación modificada.
Figura Nº 7 Corrosión Intergranular o Intercristalina.
I.9. CORROSIÓN DE FRACTURA POR TENSIÓN.
La acción conjunta de un esfuerzo de tensión y un medio ambiente corrosivo, dará como resultado en algunos casos, la fractura de una aleación metálica. La mayoría de las aleaciones son susceptibles a este ataque, pero afortunadamente el número de combinaciones aleación – corrosivo que causan este problema, son relativamente pocas.
Sin embargo, hasta la fecha, este es uno de los problemas metalúrgicos más serios. Los esfuerzos que causan las fracturas provienen de trabajos en frío, soldadura, tratamiento térmicos, o bien, pueden ser aplicados en forma externa durante la operación del equipo.
Las fracturas pueden seguir caminos Ínter cristalinos o transcristalinos (Figura N° 8) que a menudo presentan una tendencia a la ramificación. Algunas de las características de la corrosión de fractura por tensión, son las siguientes:
a) Para que esta corrosión exista, se requiere un esfuerzo de tensión.
b) Las fracturas se presentan quebradizas en forma macroscópica, mientras que las fallas mecánicas de la misma aleación, en ausencia de un agente corrosivo especifico, generalmente presentan ductibilidad.
c) La corrosión por esfuerzos depende de las condiciones metalúrgicas de la aleación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 25 LINEAS MARINAS
d) Algunos medios ambientes específicos, generalmente causan fractura en una aleación dada. El mismo medio ambiente no causa fracturas en otras aleaciones.
e) La corrosión por esfuerzo puede ocurrir en medios ambientes considerados no
f) agresivos para una aleación dada, por ejemplo la velocidad de corrosión uniforme es baja hasta que se presenta una fractura.
g) Largos periodos de tiempo, a menudo años, pueden pasar antes de que las fracturas sean visibles, pero entonces al presentarse, se propagan rápidamente con el resultado de una falla inesperada.
h) La corrosión por esfuerzo, no está completamente entendida en la mayoría de los casos; sin embargo, en la actualidad se dispone de muchos datos para ayudar al ingeniero a evitar este problema. Para combatir la corrosión de fracturas por tensión, es necesario realizar el relevado de esfuerzo o seleccionar un material más resistente.
El término de fragilización por hidrógeno se confunde frecuentemente con la corrosión de fractura por tensión, debido a que el hidrógeno desempeña una función en algunos casos de ésta y para distinguir la fragilización por hidrógeno de la corrosión de fractura por tensión, es conveniente juzgar los siguientes conceptos:
a) La fractura debido al hidrógeno introducido en el metal sin corrosión de éste, por ejemplo, en la protección catódica, no es definitivamente corrosión de fractura por tensión.
b) La fractura debido al hidrógeno producido por una alta velocidad de corrosión
c) uniforme como en el decapado, tampoco es corrosión de fractura por tensión porque no se necesita tener un esfuerzo mientras el hidrógeno se produce y la fractura se presenta posteriormente cuando la tensión es aplicada después de la reacción corrosiva con liberación de hidrógeno.
d) Cuando el hidrógeno se produce por corrosión local en una fractura o picadura sobre un metal sometido a esfuerzo de tensión y resulta una propagación en la fractura, entonces sí se considera que la corrosión pertenece al tipo de corrosión de fractura por tensión.
La corrosión por fatiga, es una forma especial del tipo de corrosión de fractura por tensión y se presenta en ausencia de medios corrosivos, debido a esfuerzos cíclicos repetidos.
Estas fallas son muy comunes en estructuras sometidas a vibración continua. La corrosión por fatiga, se incrementa naturalmente con la presencia de un medio agresivo, de tal forma que el esfuerzo necesario para producir la corrosión por fatiga, se reduce en algunas ocasiones hasta la mitad del necesario, para producir la falla en aire seco (Figura N° 8).
Figura Nº 8 Corrosión por Tensión.
Los métodos para evitar la corrosión por fatiga, necesitan prevenir la fractura producida por ésta desde el
principio, ya que es muy difícil detener la propagación de las fracturas, una vez que se inician.
De lo indicado anteriormente, se ve la necesidad de reconocer en primer lugar, las diferentes formas en las que se presenta la corrosión para así tomar medidas pertinentes que permitan establecer los métodos correctivos para atenuarla, los cuales son mejor comprendidos si se conoce la teoría de la corrosión.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 26

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 27 LINEAS MARINAS
CAPITULO II

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 28

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 29 LINEAS MARINAS
CAPITULO II. II. FUNDAMENTOS BÁSICOS DE PROTECCIÓN CATODICA. II.1. DEFINICIÓN DE PROTECCIÓN CATÓDICA.
La protección catódica se define como “el método de reducir o eliminar la corrosión de un metal, haciendo que, la superficie de este, funcione completamente como cátodo cuando se encuentra sumergido o enterrado en un electrólito”. Esto se logra haciendo que el potencial eléctrico del metal a proteger se vuelva más electronegativo mediante la aplicación de una corriente directa o la unión de un material de sacrificio (comúnmente magnesio, aluminio o zinc). Normalmente, el método es aplicable a estructuras de fierro y acero pero, también, se usa en grado limitado en plomo, aluminio y otros metales. Se debe recordar que el cátodo es aquel electrodo donde se desarrolla la reacción de reducción y prácticamente no ocurre corrosión alguna. Antes de aplicar la protección catódica, las estructuras corroíbles presentan áreas catódicas y anódicas (estas son aquellas donde la estructura se corroe). Por lo tanto, si todas las áreas anódicas se pudieran convertir en catódicas, la estructura completa funcionaría como un cátodo y la corrosión sería eliminada.
II.2. MEDIDA DE POTENCIALES.
La determinación para saber si una estructura se encuentra adecuadamente protegida, generalmente se basa en una medida de la FEM (voltaje) entre la estructura y un electrodo de referencia. Para la realización de ésta, se deben hacer conexiones tanto a la estructura como al electrólito, la conexión a la estructura por proteger se puede hacer mediante una barra de acero la cual se pone en contacto con aquella, mientras que la conexión al electrólito se puede hacer con una variedad de medios, pero como el potencial se desarrollará en este punto y formará parte del valor final, se deberá hacer con bastante exactitud y facilidad de reproducción, las lecturas de la medida del potencial estructura / electrólito siempre especificarán el tipo de electrodo de referencia usado. La conexión al electrólito se puede hacer simplemente sumergiendo un pedazo de metal dentro de aquél, este método es algunas veces aceptable, por ejemplo; (a) pequeños bloques de zinc puro se pueden emplear en ciertos sistemas de agua de mar donde la exactitud es de menor importancia, (b) un simple electrodo metálico que contacte al terreno puede ser satisfactorio cuando las medidas de potencial se hacen a intervalos relativamente cortos entre las condiciones “encendido y apagado” de la fuente de corriente.
En general, si se emplea una media celda de referencia, las lecturas del potencial deben ser reproducibles a un grado razonable de exactitud durante ciertos periodos de tiempo. El potencial de la media celda al estar en contacto ésta con el terreno o cualquier otro electrólito variará en una cantidad pequeña (20 mv), dependiendo del electrólito presente, como una consecuencia de la difusión desarrollada en la unión de la celda y el electrólito. En la práctica es muy común ignorar estas diferencias de potencial. Cuando la corriente fluye hacia una superficie metálica, se establece un gradiente de potencial entre el ánodo y la superficie protegida. Este potencial depende en cierto grado del lugar donde se coloque el electrodo de referencia, por esta razón, dicho electrodo se debe colocar lo más cercano posible a la estructura o bien, se debe definir el criterio de protección de acuerdo a la geometría particular y las densidades de corriente consideradas.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 30
Este gradiente de potencial estará en función tanto de la resistividad del electrólito como de la corriente, así en los muelles sumergidos en agua salada (con una resistividad de 20 a 40 ohm-cm), la localización de la media celda se puede hacer a un pie o más de retirado pero en los condensadores que manejan agua aereada de alta resistividad y donde se necesitan grandes cantidades de corriente, el electrodo se debe localizar a una fracción de una pulgada de la superficie protegida.
En la medida del potencial, existen numerosos factores como la difusión del potencial, la variación de éste debido a la temperatura y la concentración del líquido que pueden ser causa de error, además existen errores inherentes en el aspecto eléctrico de la medida, es probable que en trabajos de campo se obtenga una exactitud no mayor de ±20 milivolts.
II.3. CRITERIOS DE PROTECCIÓN.
Cuando se aplica protección catódica a una estructura, es extremadamente importante saber si esta se encontrará realmente protegida contra la corrosión en toda su plenitud así que para la verificación existen diferentes criterios. Existen varios criterios para comprobar que la estructura en mención está exenta de riesgo de corrosión, basados en unos casos en función de la densidad de corriente de protección aplicada y otros en función de los potenciales de protección obtenidos. No obstante, el criterio más apto y universalmente aceptado es el de potencial mínimo que debe existir entre la estructura y el agua de mar, generalmente se basa en una medida de la Fuerza Electromotriz (FEM), medición que se realiza con un electrodo de referencia. El criterio de potencial mínimo se basa en los estudios realizados por el Profesor Michael Pourbaix, en 1939, quién estableció a través de un diagrama de potencial de electrodo Vs-pH del medio, un potencial mínimo equivalente a –0.85 volts con relación al electrodo de referencia cobre-sulfato de cobre, (Cu-SO4Cu) observando una zona definida por la inmunidad del acero.
Los criterios de potencial mínimo de protección que se utilizará es de –0.85 volts respecto al Cu-SO4Cu como mínimo, ya que si se alcanzan valores en oscilan entre los –0.500 a – 0.600 volts el acero empezara a corroerse
Figura Nº 9 Diagrama potencial-PH para el Hierro (Fe).

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 31 LINEAS MARINAS
II.4. PRODUCTOS DE LA CORROSIÓN.
El término productos de la corrosión se refiere a las substancias obtenidas durante las reacciones de corrosión y estas pueden ser solubles como en el caso del cloruro de zinc y del sulfato de zinc o insolubles como en el caso del óxido de fierro e hidróxido de fierro.
La presencia de los productos de la corrosión es una de las formas por las cuales se detecta ésta, por ejemplo el óxido. Sin embargo, es conveniente notar que los productos insolubles de la corrosión no siempre son visibles, por ejemplo al exponer una pieza de aluminio al aire, se forma una película de óxido casi invisible que protege al metal de un ataque posterior y la película es casi invisible porque es extraordinariamente delgada, siendo esta la razón del uso extensivo del aluminio en la construcción de ventanas, canceles y molduras automotrices.
II.5. REACCIONES ANODICAS.
Durante el ataque corrosivo la reacción anódica siempre es la oxidación de un metal a un estado superior de valencia, por ejemplo las reacciones 1, 2 y 3.
Zn + 2HCl = ZnCl2 + H2 ( 1 )
Fe + 2HCI = FeCI2 + H2 ( 2 )
2Al + 6HCI = 2AlCI3 + 3H2 ( 3 )
Todas ellas, representan la reducción de los iones hidrógeno a gas hidrógeno y la única diferencia entre ellas, es la naturaleza de sus procesos anódicos de oxidación dentro de esto podemos observar que la reacción catódica es simplemente el desprendimiento de gas hidrógeno.
Este desprendimiento de hidrógeno ocurre con una gran variedad de metales y de ácidos, tales como el clorhídrico, sulfúrico, fluorhídrico, acético, fórmico y otros ácidos orgánicos solubles en agua.
Separando las reacciones 1, 2 y 3 en reacciones anódicas y catódicas, vemos que la ecuación 1 representa la oxidación del zinc a sus iones, tal como se indica en las siguientes reacciones anódicas:
Zn = Zn+2 + 2e (4)
Fe = Fe+2 + 2e (5)
Al = Al+3 + 3e (6)
De acuerdo con estas reacciones, la reacción anódica se puede representar en forma general como sigue:
M = M+ n + ne (7)
Es decir, la corrosión del metal M da por resultado su oxidación para formar iones con valencia +n y la liberación de n electrones.
El valor de n depende de la naturaleza del metal, así por ejemplo, la plata es monovalente mientras que otros metales como el fierro, titanio y uranio son polivalentes y algunos pueden tener cargas positivas tan elevadas como 8.
La ecuación 7 es entonces general y se aplica a todas las reacciones de corrosión.
II.6. REACCIONES CATÓDICAS.
Hay varias reacciones catódicas que se encuentran durante la corrosión de los metales, tales como las que se enlistan a continuación: Desprendimiento de hidrógeno
2H++2e = H2 (8)
Reducción de oxígeno (en soluciones ácidas)

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 32
O2 + 4H++ 4e = 2H2 O (9)
Reducción de oxígeno (en soluciones neutras o alcalinas)
O2 + 2H2 O + 4e = 4OH- (10)
Reducción de iones metálicos
Fe+3 + 1e = Fe+2 (11)
Depósito de metal
Cu+2 + 2e = Cu (12)
La reducción del oxígeno, ecuaciones 9 y 10, es una reacción catódica muy común ya que el oxígeno está presente en la atmósfera y las soluciones están expuestas a la misma. La reducción de iones metálicos y el depósito de metales aunque es menos frecuente, causan problemas de corrosión muy severos. Todas estas reacciones tienen en común que consumen electrones y todas las reacciones de corrosión son simplemente combinaciones de una o más de las reacciones catódicas indicadas, unidas con una reacción anódica similar a la ecuación 7.
Durante la corrosión puede ocurrir más de una reacción de oxidación y de reducción, así por ejemplo, durante el ataque de una aleación, los átomos de los componentes metálicos pasan a la solución en forma de iones, como sucede con la aleación de cromo fierro en donde tanto el cromo como el fierro son oxidados a iones.
II.7. FENÓMENOS DE POLARIZACIÓN.
Es de interés primordial del ingeniero de corrosión, el conocer la velocidad a la cual se desarrollan las reacciones catódicas y anódicas que pueden ser determinada por varios métodos físicos y químicos.
Cuando una reacción electroquímica se retarda, se dice que esta polarizada y hay dos tipos diferentes de polarización que son:
a) Polarización de activación.
b) Polarización por concentración.
La polarización por activación: Se refiere a aquellos factores retardadores de la reacción que son inherentes a la reacción misma como por ejemplo, la velocidad a la cual los iones hidrógeno se reducen a gas hidrógeno, otro factor determinante de esto que incluyen la velocidad de transporte del electrón al Ion hidrógeno en la superficie metálica, que naturalmente es inherente de un metal en especial y depende de la concentración de iones hidrógeno y de la temperatura del sistema, por lo que la velocidad de desprendimiento del hidrógeno es muy diferente para cada metal.
Por otra parte, la polarización por concentración: Se refiere al retardo de la reacción electroquímica como un resultado de los cambios de concentración en la solución adyacente a la superficie metálica.
Si la reacción procede a muy alta velocidad y la concentración de iones hidrógeno de la solución es baja, se puede ver que la región cercana a la superficie metálica se agota en sus iones hidrógeno puesto que son consumidos en la reacción química. Bajo estas condiciones, la reacción es controlada por la velocidad de difusión de los iones hidrógeno a la superficie metálica.
La polarización por activación es generalmente el factor que controla la corrosión en ácidos fuertes, mientras que la polarización por concentración predomina cuando la concentración de las especies activas es baja, por ejemplo, en ácidos diluidos o en soluciones salinas y agua con oxígeno, ya que la solubilidad del oxígeno es muy baja en soluciones acuosas y en agua.
El conocimiento del tipo de polarización que se presenta es muy útil ya que permite predecir las características del sistema corrosivo, por ejemplo, entonces cualquier incremento en la velocidad de difusión de las especies activas como H+ deberá incrementar la velocidad de corrosión y en un sistema de esta naturaleza, la agitación del líquido tiende a incrementar la velocidad de corrosión del metal.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 33 LINEAS MARINAS
Por otra parte, si la reacción catódica se controla por polarización por activación, entonces la agitación no tendrá ningún efecto en la velocidad de corrosión, lo cual confirma que el conocimiento del tipo de polarización presente permite hacer predicciones muy útiles concernientes a efecto relativo que sobre la velocidad de corrosión puede ser producida por el aumento de velocidad de flujo de un líquido en una tubería.
II.8. POTENCIAL DE CORROSIÓN.
El potencial de un metal que se corroe es muy útil en los estudios de corrosión y se puede obtener fácilmente en el laboratorio y en condiciones de campo y se determina midiendo la diferencia de potencial existente entre el metal sumergido en un medio corrosivo y un electrodo de referencia apropiado.
Los electrodos de referencia más utilizados son el electrodo saturado de calomel, el electrodo de cobre – sulfato de cobre, plata-cloruro de plata y el de zinc puro.
La medición de la diferencia de potencial entre el metal que se corroe y el electrodo de referencia se lleva a cabo con la ayuda de un potenciómetro.
Al medir y reportar los potenciales de corrosión es necesario indicar la magnitud y el signo de voltaje obtenido.
II.9. POTENCIALES DE OXIDO REDUCCIÓN.
El potencial de óxido reducción se refiere al potencial relativo de una reacción electroquímica en condiciones de equilibrio por lo que las reacciones deben proceder a la misma velocidad en ambas direcciones. Estos potenciales también son conocidos con el nombre de potenciales Redox, potencial de media celda y serie de fuerzas electromotrices.
II.10. CRITERIO PARA CORROSIÓN.
Los potenciales de óxido reducción son muy útiles ya que pueden ser utilizados para predecir si un metal es o no corroído en un medio ambiente dado. Esto se puede establecer por medio de la siguiente regla generalizada:
“En cualquier reacción electroquímica la media celda más negativa tiende a oxidarse, mientras que la media celda más positiva tiende a reducirse”.
Se puede ver que todos los metales que tienen potenciales Redox más negativos que la media celda iones hidrógeno – gas hidrógeno, serán corroídos por soluciones ácidas lo cual incluye a metales como el plomo, estaño, níquel, fierro y aluminio junto con los metales con potenciales negativos.
Por otra parte, el cobre, mercurio, plata, paladio y los otros metales con potenciales más positivos que la media celda iones hidrógeno – gas hidrógeno, no serán corroídos por soluciones ácidas, es decir, el cobre por ejemplo, podría ser un buen material para guardar ácidos, sin embargo el cobre se corroe si el ácido contiene oxígeno ya que el potencial Redox del cobre es menos positivo que el potencial de las dos medias pilas de oxígeno, tal y como se muestra en la tabla de los potenciales redox a 25 oC.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 34
Tabla N° 1 Potenciales Standard de Óxido - reducci ón (Redox) a 25 ° C
II.11. DIAGRAMAS DE POTENCIAL ION PH.
El uso de los potenciales Redox puede ser extendido, graficando los potenciales Redox como función del pH de la solución. Estos diagramas se conocen como diagramas de Pourbaix y se elaboran utilizando cálculos electroquímicos, datos de solubilidad y constantes de equilibrio.
Es necesario recordar que el pH es simplemente el logaritmo negativo de la concentración de iones hidrógeno de tal manera que un pH de 7 indica que se tiene 10-7 iones gramo de hidrógeno por litro de solución y corresponde a una solución neutra, mientras que un pH =0 representa una solución muy ácida y un pH = 14, es una solución muy alcalina.
Diagrama de Pourbaix para el sistema Fe – H2O
El diagrama de Pourbaix para el sistema Fe – H2O permite ver que a potenciales más positivos que –0.6 volts y pH menor que nueve, los iones ferrosos son la substancia estable por lo que el fierro deberá corroerse en estas condiciones suministrando iones Fe+2 En otras regiones del diagrama se puede ver que la corrosión del fierro produce iones férricos, hidróxido ferroso y en condiciones muy alcalinas iones complejos de fierro.
Au = Au+3 + 3e 1.42 Noble Pt = Pt+2 + 2e 1.2 O2 + 4H+ + 4e = 2H2O 1.23 Pd = Pd++ + 2e 0.83 Ag = Ag+ + e 0.799 2Hg = Hg2++ + 2e 0.798 Fe+3 + e = Fe+2 0.771 O2 + 2H2O + 4e = 4OH 0.401 Cu = Cu+2 + 2e 0.34 Sn+4 + 2e = Sn+2 0.154 2H+ + 2e = H2 0.00 Referencia Pb = Pb+2 + 2e -0.126 Sn = Sn+2 + 2e -0.140 Ni = Ni+2 + 2e -0.23 Co = Co+2 + 2e -0.27 Cd = Cd+2 + 2e -0.402 Fe = Fe+2 + 2e -0.44 Cr = Cr+3 + 3e -0.71 Zn = Zn+2 + 2e -0.763 Al = Al+3 + 3e -1.66 Mg = Mg+2 + 2e -2.38 Na = Na+ + e -0.71 K = K+ + e -2.92 Activo

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 35 LINEAS MARINAS
El principal uso de los diagramas de Pourbaix, que pueden ser constituidos para todos los metales son:
1.- Predecir si hay o no corrosión.
2.- Estimar la composición de los productos de la corrosión.
3.- Predecir cambios del medio ambiente que ayuden a prevenir o reducir el ataque corrosivo.
En el diagrama de Pourbaix en el sistema fierro agua, la región oscura indica que el fierro no se corroe bajo estas condiciones de potencial y pH, es decir si el potencial de corrosión del fierro se hace suficientemente negativo, por ejemplo –1.2 volts, el fierro no se corroerá en ningún sistema que varié desde pH muy ácido hasta pH muy básico. Esta observación es el fundamento de la protección catódica del fierro.
II.12. CORROSIÓN GALVÁNICA.
En las instalaciones de planta, se emplean una gran variedad de metales y aleaciones diferentes, que a menudo están en contacto físico y eléctrico. Este contacto o acoplamiento de metales diferentes algunas veces causa velocidad de corrosión elevada, que recibe el nombre de corrosión galvánica. La corrosión galvánica se presenta cuando se tienen las siguientes condiciones:
Cuando se conectan metales diferentes, el más activo o metal anódico se corroe más rápidamente que el metal más noble o metal catódico tiende a protegerse.
A medida que la diferencia de potencial entre los dos metales se incrementa, la corrosión galvánica también aumenta. Un ejemplo de la corrosión galvánica se presenta al conectar tuberías de aluminio y de fierro que dan como resultado una mayor velocidad de corrosión en la tubería de aluminio.
La corrosión galvánica se presenta también con mucha frecuencia en cambiadores de calor donde los tubos generalmente son de cobre, mientras que el resto del cambiador de calor es de acero. En estas condiciones, la parte de acero funciona anódicamente disolviéndose mientras que los tubos de cobre funcionan catódicamente protegiéndose.
En el problema planteado del cambiador de calor se puede ver el efecto que las áreas de los diferentes metales tienen en el fenómeno corrosivo y puede establecerse que a medida que la reacción del área catódica a área anódica se aumenta, la velocidad de corrosión se acelera.
II.13. RECONOCIMIENTO DE LA CORROSIÓN GALVÁNICA.
Antes de discutir la forma de prevenir la corrosión galvánica, es necesario asegurarse de que este tipo de corrosión está ocurriendo para lo cual es necesario que coincidan tres condiciones:
Presencia de dos metales electroquímicamente diferentes.
Contacto eléctrico entre los dos metales diferentes.
Los metales deberán estar expuestos a un electrolito.
II.14. PREVENCIÓN DE LA CORROSIÓN GALVÁNICA.
Hay varias formas para evitar la corrosión galvánica y pueden ser usadas en forma aislada o combinadas y naturalmente, los métodos de prevención, se basan en el conocimiento del mecanismo de la corrosión galvánica. La forma de prevenir este tipo de corrosión se puede hacer con los siguientes métodos:

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 36
Evitando el uso de metales diferentes siempre que esto sea posible. Si esto no es práctico, tratar de usar metales que estén lo más cercano posible entre sí en la serie galvánica. (Tabla Nº 2)
Es necesario evitar una relación de áreas desfavorables, es decir, bajo ninguna circunstancia conectar una pequeña área anódica a una gran área catódica.
Si se utilizan metales diferentes, aislar eléctricamente uno del otro, instalando juntas de aislamiento.
Si se necesita utilizar metales diferentes, y no pueden ser aislados, las partes anódicas deberán ser diseñadas de manera de poderlas reemplazar fácilmente o construirlas de materiales más gruesos para alargar la vida del equipo bajo los efectos de la corrosión.
Tabla N° 2 (Serie galvánica en agua de mar, de algunos materiales metálicos comerciales. II.15. FORMAS DE PREVENCIÓN DE LA CORROSIÓN.
1. Para prevenir la corrosión es importante la homogeneidad del material existen cuatro métodos para evitar la oxidación del hierro.
2. Mediante aleaciones del hierro que lo convierten en químicamente resistente a la corrosión, es el más satisfactorio pero también el más caro. Un buen ejemplo de ello es el acero inoxidable, una aleación de hierro con cromo o con níquel y cromo. Esta aleación está totalmente a prueba de oxidación e incluso resiste la acción de productos químicos corrosivos como el ácido nítrico concentrado y caliente.
3. Amalgamándolo con materiales que reaccionen a las sustancias corrosivas más fácilmente que el hierro, quedando éste protegido al consumirse aquéllas. Es igualmente satisfactorio pero también costoso. El ejemplo más frecuente es el hierro galvanizado que consiste en hierro cubierto con zinc. En presencia
Activo o Anódico Magnesio Aleaciones de Magnesio Zinc Acero Galvanizado Aluminio 1100 Aluminio 2024 Acero Hierro Dulce Hierro Colado Acero Inoxidable 13% Cr, tipo 410(Activo) Acero Inoxidable 18 – 8, tipo 304 (activo) Soldaduras Pb – Sn Plomo Estaño Metal Muntz Bronce al Manganeso Latón Naval Níquel (activo) Aleación 76 Ni – 16 Cr – 7 Fe (activo) Aleación 60 Ni – 30 Mo – 6 Fe (1Mn) Latón Amarillo Latòn Admiralty Latón Rojo Cobre Bronce al Silicio Cuproníquel 70 – 30 Bronce G. Soldadura de Plata Níquel (pasivo) Aleación 76 Ni – 16 Cr 7 Fe (pasiva) Acero Inoxidable 18 – 8. tipo 304 (pasivo) Plata Grafito Oro Noble o Catódico Platino

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 37 LINEAS MARINAS
de soluciones corrosivas se establece un potencial eléctrico entre el hierro y el zinc, que disuelve éste y protege al hierro mientras dure el zinc.
4. Recubriéndolo electrolíticamente con una capa impermeable que impida el contacto con el aire y el agua, es el más barato y por ello el más común. Este método es válido mientras no aparezcan grietas en la capa exterior, en cuyo caso la oxidación se produce como si no existiera dicha capa.
5. Pinturas, los recubrimientos más apreciados son los esmaltes horneados, y los menos costosos son las pinturas de minio de plomo.
Algunos metales como el aluminio, aunque son muy activos químicamente, no suelen sufrir corrosión en condiciones atmosféricas normales. Generalmente el aluminio se corroe con facilidad, formando en la superficie del metal una fina capa continua y transparente que lo protege de una corrosión acelerada. El plomo y el zinc, aunque son menos activos que el aluminio, están protegidos por una película semejante de óxido. El cobre, comparativamente inactivo, se corroe lentamente con el agua y el aire en presencia de ácidos débiles como la disolución de dióxido de carbono en agua (que posee propiedades ácidas), produciendo carbonato de cobre básico, verde y poroso. Los productos de corrosión verdes, conocidos como cardenillo o pátina, aparecen en aleaciones de cobre como el bronce y el latón, o en el cobre puro, y se aprecian con frecuencia en estatuas y techos ornamentales. Algunos trabajos experimentales han demostrado que en el caso del acero sumergido en soluciones que contengan bacterias sulfato-reductoras, el potencial de protección mínimo será de –0.97 volts en lugar de –0.85 volts.
II.16. MEDIAS CELDAS DE REFERENCIA.
La fuerza electromotriz (FEM) posible medirla mediante la utilización de una media celda de referencia en contacto con un electrolito. Las medias celdas más conocidas en el campo de la protección catódica son:
HIDROGENO O CALOMELO (H+/H2)
ZINC PURO (Zn/Zn++)
PLATA-CLORURO DE PLATA (Ag/AgCl)
COBRE-SULFATO DE COBRE (Cu/SO4Cu)
Estas medias celdas de referencia se utilizan en diferentes tipos de mediciones ya sea por su importancia o por el tipo de medio en que se desea medir, por ejemplo:
ELECTRODO LECTURA
Ag-AgCl -0.800 volts
Cu-SO4Cu -0.850 volts
Calomel -0.77 volts
Zn puro +0.25 volts
Tabla N° 3 II.17. ELECTRODOS DE REFERENCIA.
Se ha creado, pues, una diferencia de potencial entre el metal y el electrolito. Para poder medir esta diferencia de potencial se adoptó un electrodo patrón que es el electrodo normal de hidrógeno, al cual, por convención y a cualquier temperatura, se le asignó el valor cero. Este electrodo está constituido por una lámina de platino-platinado, sobre la cual se hace burbujear hidrógeno gas a la presión de una atmósfera, sumergida en una solución ácida (electrolito), cuya actividad de iones hidrógeno a 25°C es la unidad, de acuerdo con la reacción de equilibrio: 2H++2e H2

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 38
En las condiciones mencionadas, el potencial de este electrodo es únicamente función del pH, según la siguiente expresión: E = 0.059 pH
Tomando como referencia el electrodo de hidrógeno, el potencial de un metal cualquiera sumergido en una solución de sus iones de actividad igual a la unidad, corresponde a la fuerza electromotriz (FEM) de una pila, en la cual el semielemento metal / solución de sus iones actúa como polo positivo, o sea de cátodo, y el electrodo de H2 como polo negativo, o ánodo, según la convención propuesta por la Unión Internacional de Química Pura y Aplicada (IUPAC), universalmente aceptada. Lo anterior lo podemos representar de una manera esquemática como: -Pt, H2 (1 atm)/H+(aH+ = 1)// Me n+/Me +, donde una barra indica la presencia de una interface y la doble barra significa la presencia de una unión electrolítica o puente salino entre ambos semielementos de la pila. En la convención propuesta, el polo negativo o ánodo se coloca en el lado izquierdo de la pila, en la forma en que tiene lugar la reacción de oxidación: H2 2H++e-
Hay que resaltar que en la bibliografía norteamericana, es común que se trabaje con potenciales de oxidación, por lo que serán los mismos en valor absoluto, pero con el signo cambiado. Por ejemplo, el oro (Au) tiene un potencial de reducción alto y positivo porque es fuerte su tendencia a aparecer en su estado reducido; consecuentemente, su tendencia a la oxidación es pequeña y su potencial de oxidación es alto en valores absolutos, pero negativo.
Las dificultades operativas que se presentan en el manejo de un electrodo de hidrógeno, demasiado frágil para la mayoría de las aplicaciones prácticas, han dado lugar a la utilización de otros electrodos de referencia que lógicamente deben de reunir determinadas condiciones. Aparte de ser manejables y de construcción sencilla, la condición fundamental es que el potencial de equilibrio de la reacción de óxido-reducción (redox) que tenga lugar en ellos, permanezca constante respecto al electrodo de hidrógeno. En estas condiciones, en cualquier momento se podría referir un potencial al del electrodo de hidrógeno o viceversa. Como electrodos de referencia se utilizan los siguientes:
1) Electrodo de calomelanos. Este electrodo está formado por mercurio cubierto por una capa de cloruro insoluble (calomelanos), Hg2Cl2 en equilibrio con una disolución de cloruro potásico, KCl, que puede ser 0.1 N, 1 N o saturada. El contacto eléctrico con el mercurio se realiza por medio de un hilo de platino. Un esquema de este electrodo se presenta en la figura N° 1.
Figura Nº 1 Electrodos de referencia: a) Calomelanos saturado, EC S
La reacción del electrodo de calomelanos es:
Hg2Cl2 + 2e- 2 Hg +2 Cl-.
Así pues, si el electrodo actúa como ánodo (-) la reacción es hacia la izquierda, (oxidación); si el electrodo actúa como cátodo (+), la reacción es hacia la derecha, (reducción).

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 39 LINEAS MARINAS
2) Electrodo de plata/cloruro de plata (Ag/AgCl). Está formado por un hilo de Ag sobre el cual se deposita AgCl, generalmente por vía electroquímica, en una solución de NaCl o KCl, en la cual el hilo de Ag actúa como ánodo, como se muestra en la figura N° 2.
Figura Nº 2 Plata /cloruro de plata, Ag/AgCl
La reacción electrónica es la siguiente:
AgCl + e- Ag + Cl-, y su potencial de equilibrio a 25°C es: E = 0.2224 - 0.059 log [Cl-].
En agua de mar, el valor del potencial es aproximadamente de + 0.25 V respecto al electrodo normal de hidrógeno (ENH) a 25°C. El potencial del electrodo depende muy especialmente de la salinidad de la solución en la cual el electrodo está sumergido.
3) Electrodo de zinc (Zn). Está constituido por un bloque de Zn de alta pureza; generalmente se utiliza una aleación de Zn como la empleada para los ánodos galvánicos de Zn de composición.
Cuadro N°4 Electrodos de referencia.
La reacción electrolítica es la siguiente: Zn Zn2+ + 2e-, y su potencial de equilibrio a 25°C es:
E = -0.763 + 0.0295 log [Zn2+] V vs. ENH
El potencial en agua de mar es de cerca de -0.80 V vs. ENH.
Se emplea como electrodo de referencia fijo en agua de mar, como alternativa a los de Ag/ AgCl. También puede utilizarse en el suelo. Un esquema del mismo se presenta en la figura N° 3.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 40
Figura Nº 3 Zinc, Zn.
4) Electrodo de cobre/sulfato de cobre (Cu/CuSO4). Está formado por una barra cilíndrica de Cu sumergida en una solución de CuSO4 saturada. El contacto electrolítico con la solución o suelo se realiza mediante un puente salino constituido (formado) por un tapón de madera de balsa. En la figura N° 4 se ilustra este tipo de electrodo.
Figura Nº 4 Cobre/ sulfato de cobre, Cu/CuSO4.
La reacción de electrodo es la siguiente:
Cu Cu2+ + 2e-; su potencial de equilibrio a 25°C viene dado por:
E = 0.340 + 0.0295 log [Cu2+] V vs. ENH.
Con la solución saturada de CuSO4, se tiene E = + 0.318 V vs. ENH, pero para uso práctico se considera un valor de 0.30 V. Este tipo de electrodo puede utilizarse en cualquier ambiente, sea en el suelo o agua de mar, aguas dulces o saladas. Entre otras ventajas, presenta la sencillez de su preparación y su gran estabilidad. Cuando se utiliza en agua de mar, puede contaminarse con cloruros, por lo cual es aconsejable más bien en el suelo, en aguas dulces y en salmueras.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 41 LINEAS MARINAS
Figura Nº 5 Equivalencia entre escalas de potencial.
Equivalencia aproximada entre las escalas de potencial relativas a los electrodos de referencia utilizados en protección catódica, con indicación de los intervalos de corrosión, protección y sobreprotección para acero al carbono (figura 5).
II.18. DIFERENTES ZONAS DE CORROSIÓN EN UNA PLATAFORMA MARINA.
Zona atmosférica: Esta parte de la estructura donde se encuentra continuamente sobre el nivel del mar. Los problemas de corrosión se resuelven con el uso de recubrimientos anticorrosivos.
Zona de marea y oleaje: Es la parte de la estructura expuesta intermitentemente a la acción de las olas y mareas. En el Golfo de México es aproximadamente igual a dos metros.
Zona sumergida: Es la parte de la estructura que se encuentra sumergida continuamente, La protección catódica se utiliza para la protección de esta zona.
Zona por debajo del fondo del mar: Se debe considerar que cierta cantidad de corriente de protección catódica es captada por esta zona.
En la siguiente figura se ilustran las zonas antes mencionadas.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 42
Figura Nº 16 Diferentes Zonas de Corrosión.
ZONA ADMOSFERICA
ZONA DE MAREAS
ZONA SUMERGIDA
ZONA DE LODOS

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 43 LINEAS MARINAS
CAPITULO III

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 44

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 45 LINEAS MARINAS
CAPITULO III. III. FUNDAMENTOS BASICOS SOBRE PROTECCIÓN CATODICA. III.1. PARÁMETROS DE DISEÑO DE PROTECCIÓN CATÓDICA PARA DUCTOS MARINOS.
Para realizar el diseño de la protección catódica, es necesario conocer previamente algunos parámetros relacionados con el diseño, construcción y operación de los ductos marinos, como los que se indican a continuación:
Información detallada sobre el ducto que se desea proteger, como longitud, especificación de material, diámetro nominal, espesor de pared, método de tendido, alineamiento, perfil de temperatura (en operación y paro) a lo largo de su longitud, tipo y espesor de recubrimiento de protección anticorrosivo y lastre de concreto.
Conocer si el ducto se encuentra instalado sobre el fondo marino, completamente enterrado en zanja o simplemente instalado en una zanja abierta.
Información sobre ductos cercanos existentes o cruzamientos de líneas nuevas y futuras, incluyendo, su localización y control de la corrosión externa, separación vertical entre ductos, espesor y densidad de lastre de concreto y condiciones de operación.
Antecedentes del funcionamiento de sistemas de protección catódica en el mismo ambiente.
Información sobre localización de juntas monobloc, para el caso de ductos que llegan a la costa.
Localización de interconexiones submarinas, ductos ascendentes, válvulas, ente otros.
Los parámetros ambientales que deben evaluarse a través de mediciones de campo son:
Resistividad del agua de mar y del suelo marino.
Temperatura del agua de mar.
Velocidad de corrientes marinas donde se localizará el ducto marino.
pH del agua de mar y suelo marino en puntos estratégicos.
Tirante de agua a lo largo de la ruta del ducto.
Contenido de oxígeno en función del tirante de agua.
Crecimiento marino.
Salinidad.
III.2 CRITERIOS DE PROTECCIÓN CATÓDICA.
Una de las formas que se tiene para verificar que un ducto cuenta con protección catódica adecuada, es mediante la medición directa de los potenciales ducto-electrolito y a través de mediciones periódicas se puede determinar su comportamiento en el transcurso del tiempo. Por otra parte, se pueden utilizar buzos para efectuar inspecciones visuales y mediciones de la pérdida de espesor de pared en zonas accesibles de los ductos, también se puede utilizar equipo instrumentado, que pueden indicar las deficiencias en forma cualitativa de la protección catódica en función de la pérdida de espesor de pared.
El potencial mínimo y máximo de protección del ducto/suelo marino debe ser -0,900 V y -1,100 V respectivamente, con referencia a la celda de plata/cloruro de plata, cuando el ambiente circundante del ducto es anaeróbico. Se utiliza el criterio de protección catódica de -0,800 V con respecto a la celda de referencia de plata/cloruro de plata, para una estructura de acero al carbono enterrada o sumergida, para la condición de ausencia de bacterias anaeróbicas.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 46
III.3. REQUERIMIENTOS DE CORRIENTE PARA DUCTOS MARINOS.
Uno de los parámetros principales por definir en el diseño de un sistema de protección catódica para un ducto marino, es el valor de la densidad de corriente para proteger catódicamente la superficie de acero expuesta al agua de mar. El valor de la densidad de corriente depende de la temperatura del agua, contenido de oxígeno y velocidad de corrientes marinas, que en cantidad adecuada además de proteger permite la formación de depósitos calcáreos sobre la superficie del metal desnudo del ducto. La formación de los depósitos calcáreos en la superficie expuesta del ducto por la aplicación de corriente de protección catódica, reduce la densidad de corriente requerida manteniendo los potenciales de protección y mejora la distribución de corriente. Los recubrimientos de los ductos también favorecen la formación de depósitos calcáreos densos, debido a que la densidad de corriente inicial es alta. La solubilidad de los depósitos calcáreos es reducida por el incremento de la temperatura y en el caso de agua de mar con baja temperatura, no se genera la formación de los depósitos calcáreos o bien requiere mayor densidad de corriente inicial para alcanzar la polarización deseada. Los parámetros significativos de la densidad de corriente son:
Inicial, se refiere a la densidad de corriente requerida para polarizar el ducto dentro de los dos primeros
meses de operación de la protección catódica.
Media, se refiere a la densidad de corriente necesaria para mantener la polarización de la tubería durante su vida de diseño.
Final, es la densidad de corriente necesaria para una eventual repolarización del ducto, que puede ocurrir por ejemplo, después de una fuerte tormenta.
La selección de la densidad de corriente para el diseño de protección catódica debe realizarse con base a mediciones en campo de requerimientos de corriente y en menor grado, basado en experiencias con ductos similares localizados en el mismo ambiente.
Para la toma de decisión en cuanto al uso de la densidad de corriente se debe tomar en cuenta lo siguiente:
La demanda de densidad de corriente normalmente no es constante en el tiempo de vida de los ductos; Para áreas desnudas de ductos expuestos en agua de mar o en el lodo marino, los requerimientos de densidad de corriente pueden disminuir debido a la formación de depósitos calcáreos causados por la corriente de protección catódica.
Para ductos con recubrimiento anticorrosivo, los requerimientos de corriente pueden aumentar con el tiempo debido al deterioro del mismo.
Para ductos ascendentes en la zona de mareas y oleaje, la densidad de corriente debe ser igual a la densidad de corriente del ducto marino y adicionalmente 10 mA/m².
Para ductos totalmente enterrados operando a una temperatura menor de 323,16° K (50° C), la densidad de corriente de diseño media y final debe ser de 20 mA/m2.
Para ductos con temperaturas de operación mayores a 323,16° K (50° C), la densidad de corriente de diseño debe incrementarse en 1 mA/m2 por cada °C respecto a la temperatura de la interface ductoelectrolito (la cual se puede considerar como igual a la temperatura del fluido, para el caso de ductos enterrados). Para temperaturas mayores a 353,16° K (80° C), debe realizarse una valoración especial de densidades de corriente.
En ausencia de referencias documentadas de pruebas de campo, se pueden utilizar los valores de densidad de
corriente indicados en la tabla1, (estos valores deben ser comparados con el que resulte de considerar 1 mA/m2 por cada C, en función de la temperatura de operación del ducto).

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 47 LINEAS MARINAS
Tabla 1 Densidad de corriente media, en mA/m2
Se considera como un ducto superficial, aquel que está instalado sobre el lecho marino, como es el caso de los ductos cortos que interconectan un ducto principal con una plataforma, donde por su longitud y proximidad a la plataforma no se puede realizar el trabajo de zanjado. Para ductos superficiales, se debe realizar un análisis para determinar la temperatura de la interface ducto-agua, bajo el efecto de la temperatura del agua de mar y la acción de las corrientes marinas.
III.4. FACTORES DE DAÑO PARA RECUBRIMIENTOS DEL DUCTO MARINO (ƒc).
La demanda de corriente de un ducto recubierto se incrementa con el tiempo conforme se deteriora el recubrimiento anticorrosivo, sin embargo la capacidad de la protección catódica debe mantener la protección donde precisamente se daña el recubrimiento, esto lleva al concepto de factor de daño del recubrimiento. Los factores de daño del recubrimiento (ƒc) describen en forma anticipada la reducción de la densidad de corriente de protección debido a la aplicación de un recubrimiento aislante con características dieléctricas.
Cuando ƒc = 0 el recubrimiento es 100 % eléctricamente aislante, de esta manera decrece la densidad de corriente catódica en forma significativa, y cuando ƒc = 1 implica que el recubrimiento no tiene las propiedades de protección, es decir la densidad de corriente catódica de una superficie recubierta es la misma que para una superficie de acero desnuda.
El factor de daño del recubrimiento está en función de las propiedades del recubrimiento, parámetros operacionales y tiempo. Las propiedades del recubrimiento anticorrosivo son dependientes de los materiales que forman los recubrimientos, preparación de la superficie y aplicación de los recubrimientos.
Para propósitos de diseño de la protección catódica, los factores de daño medio del recubrimiento (ƒc) y final (ƒf) se deben calcular considerando la vida útil de diseño (tdl) del sistema:
El factor de daño medio del recubrimiento ƒc está dado por la siguiente ecuación.
ƒc = ƒi + ( 0,5 Δƒ tdl )
El factor de daño final del recubrimiento ƒf está dado por la siguiente ecuación.
ƒf = ƒi + ( Δƒ tdl )
Dónde:
ƒi = Factor de daño inicial en el recubrimiento al comienzo de operación del ducto.
Δƒ = Incremento promedio anual del factor de daño en el recubrimiento.
tdl = Vida de diseño, expresada en años.
Los parámetros típicos en el cálculo de factores de daño del recubrimiento (ƒi y Δƒ) se muestran en la tabla 3, estos se aplican para estimar el área del metal desnudo del ducto recubierto, durante y al final de la vida de diseño, respectivamente.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 48
Los factores de daño están basados en la calidad con la que se elaboran los recubrimientos de acuerdo con las normas aplicables de la industria. Los factores no incluyen ninguna tolerancia para el daño excesivo en los recubrimientos del ducto durante la fabricación o instalación o daño producidos por terceros durante la operación (por ejemplo rayones producidos por cables de las anclas). Si tales condiciones son previstas, cualquier superficie del área afectada será estimada e incluida en los cálculos de diseño como una superficie de metal desnudo (ƒf = 1) o el factor de daño en el recubrimiento de la tabla 2, debe ser incrementado.
TIPO DE RECUBRIMIENTO FACTOR ʃ I Δ ʃ ASFALTO/ESMALTE ALQUITRAN DE HULLA + COCRETO 0.01 0.0005
EPOXICO FUSIONADO POR CALOR (FBE) + CONCRETO 0.01 0.0005
EPOXICO FUSIONADO POR CALOR (FBE) 0.02 0.001
MATERIAL PLASTICO (NEOPRENO O EQUIVALENTE) 0.005 0.0002
TRICAPA 8INCLUYE PRIMARIO FBE) POLIETILENO (PE) Y POLIPROPILENO (PP) 0.005 0.0002
TRICAPA ( INCLUYE PRIMARIO FBE) PE/PP + CONCRETO 0.002 0.0001
SISTEMA DE AISLAMIENTO TERMICO 0.002 0.0001
LOS FACTORES DE DAÑO EN EL RECUBRIMIENTO ESTAN REFERIDOS A DUCTOS EXPUESTOS EN AGUA DE MAR Y ENTERRADOS EN EL LECHO MARINO
Tabla 2 Factores de daño en recubrimientos anticorrosivos III.5. FUNCIONALIDAD DE ÁNODOS GALVÁNICOS PARA DUCTOS MARINOS.
Los ánodos galvánicos deben diseñarse para ser colocados apropiadamente de acuerdo a su forma y tamaño a lo largo del ducto, de tal forma que la corriente liberada sea suficiente para mantener el potencial de protección requerido a lo largo de la vida de diseño.
Los cálculos de diseño para los sistemas de protección catódica deben demostrar que los ánodos galvánicos
seleccionados proporcionan la densidad de corriente requerida de diseño media y final. El espaciamiento entre ánodos debe ser determinado en función del número de ánodos requeridos, y deben estar espaciados lo bastante cerca para mantener una protección adecuada. Para ductos cortos, se deben instalar ánodos en cada uno de sus extremos, adicionalmente a los requeridos en el resto del ducto. Puede ser deseable colocar ánodos extras sobre un tramo del ducto, que se encuentre muy cerca de la plataforma. Una razón que se debe tomar en cuenta para agregar ánodos es, el aumento de riesgo en el ducto por daño en el recubrimiento debido a objetos que se dejan caer y a las anclas de las embarcaciones.
III.6. SELECCIÓN DEL MATERIAL DEL ÁNODO.
La aleación de Aluminio, Zinc e Indio es el material más comúnmente usado en los ánodos galvánicos para ductos sumergidos y/o enterrados. La composición típica de este material se presenta en la tabla 3 de la NRF-126-PEMEX-2011, Algunas aleaciones de aluminio que contienen magnesio puede sufrir el envejecimiento con una pérdida de propiedades mecánicas.
Aluminio Zinc Indio

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 49 LINEAS MARINAS
ELEMENTO CONTENIDO
UNIDAD MINIMO MAXIMO
Zn 2.5 5.75
% en peso
In 0.016 0.04
Fe 0.09
Si 0.12
Cu 0.003
Cd 0.003
Mg 0.02
Pb 0.02
otros (0.02 max.por cada uno)
0 0.16
Al 93.795 97.484
Tabla 3 Composición química de los ánodos de aluminio III.7. PROPIEDADES ELECTROQUÍMICAS.
Para propósitos de diseño, los valores de los parámetros electroquímicos de los ánodos galvánicos de aluminio, están en función de la temperatura y medio de operación de los ductos, se indican en la tabla 4 de la NRF-126-PEMEX-2011.
PARAMETRO RANGO DE ACEPTACION UNIDAD METODO
DE PRUEBA
POTENCIAL A CIRCUITO CERRADO VERSUS ELETRODO DE REFERENCIA DE Ag/AgCl
Minimi -1.03 V NACE TM0 190-
2006 O
EQUIVALENTE
CAPACIDAD DE CORRIENTE Minimi 2690 Ah/Kg
EFICIENCIA DE LA CAPACIDAD DE CORRIENTE MINIMO 90 %
Tabla 4 Parámetros electroquímicos de los ánodos de aluminio determinados en laboratorio.
III.8. FORMA Y FACTOR DE UTILIZACIÓN DEL ÁNODO.
El factor de utilización de un ánodo depende de los detalles de su diseño, en particular con respecto a sus dimensiones y localización del alma del ánodo. Los ánodos de brazalete tipo medias cañas deben diseñarse de manera que se logre un factor de utilización (u) de por lo menos 0,80 y los ánodos de brazalete tipo segmentado su factor debe ser al menos de 0,75. Los detalles de diseño del ánodo deben incluirse en los dibujos del ánodo donde se muestren las dimensiones con las tolerancias. La distribución del alma dentro del ánodo requiere cuidadosas consideraciones para obtener en forma práctica los factores de utilización considerados en el diseño.
III.9. CONSIDERACIONES MECÁNICAS Y ELÉCTRICAS ESPECIALES.
Una gran variedad de diseños de ánodos galvánicos están disponibles para unirse al ducto. Las dimensiones del ánodo son determinadas por el diámetro exterior del ducto y el espesor del recubrimiento anticorrosivo aplicado. Los ánodos de brazalete molde cilíndrico (medias cañas) están disponibles para uso en ductos de diámetro medio y pequeño. Para tuberías de diámetros mayores los ánodos tipo segmentados son apropiados.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 50
Dependiendo del método de instalación del ducto, los ánodos pueden ser susceptibles al daño. Esta situación es crítica cuando los ánodos pasan sobre el pontón al momento de que el ducto sale de la barcaza de tendido. Para ductos sin lastre de concreto, deben usarse ánodos con extremos biselados para reducir el riesgo de daño al pasar sobre los rodillos del pontón. Para ductos con lastre de concreto, el espesor de los ánodos debe coincidir con el espesor de lastre de concreto, para que estos se desplacen fácilmente sobre los rodillos del pontón. El alma del ánodo debe ser diseñada para mantener la integridad eléctrica con el cuerpo del ánodo para toda la vida de diseño.
III.10. INSPECCIÓN DE LOS ANODOS EN EL PATIO ANTES DE SER INSTALADOS.
En este tema se establecerá la clasificación y los requisitos mínimos que deben cumplir los ánodos de aluminio, respecto a sus características y propiedades, métodos y procedimientos aceptables para su evaluación así como los criterios de aceptación.
Los ánodos de aluminio se clasifican de la siguiente manera:
Peso Dimensión Forma
También se clasifican por la forma en que se instalaran y de acuerdo a la estructura que protegerán de la
siguiente manera: (tabla 1)
De brazalete Barra Trapezoidal Rectangular Cilíndrico entre otras figuras geométricas.
Figura Nº 1 Tipos de ánodos. Figura Nº 1 Ánodo tipo brazalete
Para las características y propiedades se establecen requisitos mínimos y criterios de aceptación.
Físicas (apariencia, dimensiones y peso).
Químicas (elementos de aleación e impurezas).
Comportamiento electroquímico.
Los métodos y procedimientos de evaluación son para determinar:
Composición química
Comportamiento electroquímico
Para la aplicación de los métodos y procedimientos de evaluación se consideran los siguientes conceptos.
Muestreo (tamaño de muestra, criterio de aceptación).

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 51 LINEAS MARINAS
Identificación lote de ánodos (documentación, certificado de calidad)
Muestreo para análisis químico.
Para la realización de las pruebas se deben implementar y realizar a través de un laboratorio acreditado.
III.11. MUESTREO.
El laboratorio responsable de efectuar el muestreo ya sea en la planta del fabricante de ánodos, en instalaciones o tuberías en operación, donde formen parte de un sistema de protección catódica; debe ser también quien realice la inspección y evaluación conforme con los requerimientos establecidos y debe estar acreditado ante la EMA.
Cuando no existan laboratorios acreditados, se podrán aceptar resultados de laboratorios no acreditados, siempre y cuando demuestren que cuentan con la infraestructura necesaria para el desarrollo de estas actividades.
A continuación se establecen las condiciones y criterios de muestreo para obtener los especímenes de prueba que sirven para evaluar el lote de ánodos conforme con la NMXZ-012-2-1987, “Muestreo para la inspección por atributos. Parte 2: métodos de muestreo, tablas y gráficas”, en la cual se basa la tabla 1, misma que indica el tamaño de la muestra en función del tamaño del lote, así como los criterios de aceptación y rechazo, con un nivel especial (S-3) y un nivel de calidad aceptable (NCA) igual a 2,5 %.
TAMAÑO DEL LOTE
(N) TAMAÑO DE LA
MUESTRA (n)
CRITERIO DE ACEPTACION
ACEPTACION RECHAZO
I II II IV
16 a 50 3 0 1
51 a 150 5 0 1
151 a 500 8 0 1
501 a 3200 13 1 2
3201 a 10000 20 1 2
Tabla Nº 2 Muestreo para inspección por atributos NMX-Z-12-2
Para el caso de adquisición, se debe seleccionar de manera aleatoria, una muestra de (n) ánodos indicado en la columna II del lote de tamaño (N) identificado en la columna I de la Tabla 2 , cuyo criterio para aceptación es el cumplimiento al número de ánodo que forman la muestra (n) columna II, aceptados columna III o fuera de norma columna IV, se rechaza el lote completo (N) columna I. Para el caso de lotes de tamaño menor a 16 ánodos, en los cuales sería incosteable.
III.12. IDENTIFICACIÓN DEL LOTE DE ÁNODOS.
Para un mejor control y seguimiento de la evaluación realizada por el laboratorio responsable, el fabricante debe identificar cada lote mediante una etiqueta resistente al medio con la siguiente información, la cual debe ser proporcionada tanto al laboratorio de pruebas como al usuario final.
Identificación física por lote y por colada.
Identificación física por ánodo.
Información contenida en el certificado de calidad.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 52
III.13. DENTIFICACIÓN FÍSICA POR LOTE Y POR COLADA:
Razón social del fabricante.
Material de los ánodos.
Tamaño y número del lote.
Tamaño de la muestra.
Fecha y criterio de muestreo.
III.14. IDENTIFICACIÓN FÍSICA POR ÁNODO: Los datos siguientes deben estar identificados en el cuerpo del ánodo con letra de golpe.
Marca ó razón social del fabricante.
Fecha de fabricación.
Número de lote.
Número de serie.
Peso del ánodo.
III.15. INFORMACIÓN CONTENIDA EN EL CERTIFICADO DE CALIDAD:
Razón social del fabricante.
Fecha de fabricación.
Tamaño del lote y embarque.
Número de lote y embarque.
Número de serie de cada ánodo.
Número y fecha de cada colada.
Fecha y criterio de muestreo.
Nombre del laboratorio y su constancia de acreditación.
Nombre y firma del técnico que obtiene la muestra.
Nombre y firma del analista.
Especificación de la aleación.
Composición química del ánodo.
Método de análisis.
Peso bruto (ánodo, alma).
Dimensiones, densidad y peso del alma.
Dimensiones, densidad y peso del ánodo.
Eficiencia de corriente en porcentaje.
Potencial a circuito cerrado.
Capacidad de corriente real en Ah.
Capacidad de drenaje de corriente Ah/kg.
Hoja técnica de especificaciones del ánodo.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 53 LINEAS MARINAS
III.16. INSPECCIÓN Y PRUEBAS.
Los ánodos seleccionados de cada lote se deben someter a las evaluaciones establecidas, como requisito para su aceptación o rechazo.
Inspección física.
Apariencia. La inspección de la superficie externa de los ánodos debe ser por medios visuales.
Defectos del ánodo. Se debe llevar a cabo una inspección de la apariencia física y la calidad de manufactura de cada ánodo a temperatura ambiente, verificándose la posición del alma del ánodo, presencia de cavidades, grietas y fracturas entre otras.
Criterio de aceptación. Cada ánodo debe cumplir con las siguientes condiciones para su aceptación y lo referente a la norma NRF-126-PEMEX-2011.
Figura Nº 1 Inspección física. Figura Nº 1 Inspección dimensional.
III.17. DIMENSIONES Y PESO.
Dimensiones. Se debe constatar y registrar la forma y dimensiones de los ánodos que integran la muestra para prueba, de acuerdo con lo solicitado en el proyecto ó en las bases de licitación.
Criterio de aceptación. Cada ánodo debe presentar las variaciones máximas que se mencionan y deben cumplir con la NRF-126-PEMEX-2011 que establece lo siguiente:
Ánodos con geometría distinta al tipo brazalete.
- Longitud: ± 3 % de la longitud nominal o ± 25 mm, lo que sea de menor dimensión.
- Ancho: ± 5 % del ancho promedio nominal.
- Altura: ±10 % de la altura promedio nominal.
Ánodos tipo brazalete.
- Longitud: ± 25 mm.
- Diámetro interior: 0 + 4 mm.
- Espesor: ± 6 mm del espesor nominal.
Peso. Para los ánodos que integran la muestra para prueba, se debe verificar y registrar el peso bruto del ánodo de aluminio que se compone del peso nominal del alma y del peso de la aleación de aluminio

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 54
III.18. CRITERIO DE ACEPTACIÓN.
El peso de los ánodos debe cumplir con el punto 9.4 sobre “Peso” de la norma internacional ISO 15589-2-2004 que establece lo siguiente: Cada ánodo debe presentar variaciones máximas ± 3 % del peso neto nominal o ± 2 kg, lo que sea mayor y se debe cumplir como mínimo con el 100 % del peso total del lote o partida adquirida y el laboratorio de pruebas debe manifestarlo en el certificado correspondiente.
Alma del ánodo. Debe estar libre de cualquier impureza, mediante la preparación de la superficie a metal blanco antes de ser colocada. Las soleras o varillas deben ser de acero estructural soldable grado ASTM A36 o equivalente y los tubos deben ser de acero grado ASTM A53 grado B o API 5L grado B o equivalentes.
Muestreo por ánodo. De cada ánodo se debe obtener una muestra representativa de la composición promedio del mismo, como se indica en el estándar ASTM-E88-91 (reapproved 2001) o equivalente. Se deben tomar muestras de toda la pieza
Obtención de rebabas por barrenación. Las muestras para análisis químico deben obtenerse de cada ánodo, empleando brocas con punta de carburo de tungsteno, las cuales deben mantenerse secas, libres de polvo, arena o algún otro material ajeno; apropiadamente afiladas y utilizadas únicamente para propósitos de muestreo y después de cada uso, las brocas se deben limpiar para su almacenamiento.
El peso de la muestra por ánodo debe ser de 10 a 15 gramos como mínimo.
Moldeado Dimensionamiento Pesaje de los anodos
III.19. MANEJO Y TRANSPORTE.
Se debe tener un manejo adecuado al realizar las maniobras de carga, transporte y desembarque de tal forma que se evite dañar físicamente al ánodo, así como el cable y conexiones, en su caso.
Figura Nº 2 Embarque. Figura Nº 2 Transportación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 55 LINEAS MARINAS
III.20. ALMACENAMIENTO.
En caso de que se deban almacenar los ánodos por un periodo mayor a 3 meses, ya sea por el cliente, o el contratista (proveedor o fabricante), se deben considerar las siguientes condiciones:
Las áreas de almacenaje deben permitir la inspección y el retiro de los ánodos y deben estar bajo techo, con ventilación, libre de humedad y contaminantes agresivos. Se debe evitar que los ánodos estén en contacto directamente con la tierra o alguna estructura metálica.
La envoltura de plástico utilizada en el embarque debe ser eliminada del grupo de ánodos para permitir la ventilación.
Las estibas en áreas no protegidas por aspersores deben limitarse a un volumen de 28,34 m3 (1 000 pies3) y evitar el contacto entre los ánodos mediante espaciadores no metálicos.
Figura Nº 3 Almacenamiento
Figura Nº 4 Almacenamiento.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 56
III.21. INSTALACIÓN.
Los ánodos galvánicos deben distribuirse en ducto marino, la estructura, o subestructura de la plataforma, en proporción a la demanda de corriente local, de tal forma que se obtenga una distribución de corriente uniforme. En algunas situaciones particulares puede usarse un programa de computadora basado en el análisis de condiciones de frontera para mejorar la distribución de corriente. La distribución de corriente eléctrica también puede mejorarse usando un mayor número de ánodos galvánicos con menor corriente de salida individual.
Para el caso de ánodos de brazalete instados en ductos con lastre de concreto, se debe evitar el contacto entre el ánodo y el concreto, para lo cual debe dejarse un espacio de 25 mm entre los extremos de los ánodos y el lastre, mismo que debe rellenarse con un mastique no conductor, de igual manera debe rellenarse el espacio que existe entre las medias cañas que forman el ánodo de molde cilíndrico. En algunos modelos de ánodos segmentados existe un espacio significativo entre segmento y segmento que debe rellenarse de la misma forma (figura 1).
La soldadura en las juntas de conexión de las subestructuras es de vital importancia para la integridad de las plataformas marinas. Estas se localizan en áreas de geometría compleja donde la relación del área de la superficie del acero al volumen del electrolito (agua de mar) puede producir una pobre distribución de corriente de protección (efecto de pantalla), por lo tanto la polarización de las juntas de conexión debe ser rápida. Esto implica que los ánodos deben ser localizados en puntos estratégicos sobre la estructura de manera que las juntas de conexión se polaricen una vez que ha sido instalada la estructura.
Figura Nº 1 Ánodo tipo Brazalete.
III.22. SOLDADURA DE ÁNODOS.
Los ánodos tipo brazalete deben soldarse al ducto y los trapezoidales deben soldarse a la subestructura de la plataforma, de acuerdo a los procedimientos establecidos en los estándares descritos en API STD 1104 y AWS D1.1, o sus equivalentes. La calificación de soldadores y procedimiento de soldadura deben realizarse de acuerdo con los requerimientos de los estándares referidos. Después de la soldadura de los ánodos de brazalete el recubrimiento del ducto debe ser reparado usando el mismo material o un recubrimiento compatible con el sistema.
La soldadura del ánodo se debe realizar en la parte media de un tramo de tubo. Para materiales de alta resistencia (resistencia mínima a la cedencia >550 MPa) la soldadura de doble placa para la conexión de ánodos debe evitarse ya que esto puede causar un incremento local de esfuerzos, con lo que se incrementa el riesgo del fenómeno de fragilidad por hidrogeno (figura 2).

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 57 LINEAS MARINAS
Los ánodos de tipo brazalete se fijaran a la tubería por medio de soldadura de la pata en forma de “T” en cuatro lugares para cada brazalete, los ánodos de tipo brazalete segmentado se deberá unir a la tubería por medio de soldadura a las placas en cuatro puntos.
Figura Nº 2, Soldadura de Ánodo tipo Brazalete.
Figura Nº 3, Soldadura de Ánodo tipo Brazalete.
Con el fin de permitir el flujo de corriente a otras estructuras o tuberías cercanas, podrán instalarse ánodos adicionales en las curvas de expansión, por lo que se instalara un ánodo en la curva de expansión y otro en el ducto ascendente.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 58
III.23. INSPECCIÓN AL SISTEMA DE PROTECCIÓN CATÓDICA.
Una vez instalada en forma definitiva la plataforma o el ducto marino con su sistema de protección catódica en el lugar asignado, dejar transcurrir un periodo de dos a tres meses para que logre su polarización uniforme de acuerdo al diseño realizado de protección catódica y forme el depósito calcáreo en aquellas áreas expuestas al agua de mar. Transcurrido este periodo, se debe realizar un levantamiento de potenciales de protección lo más completo posible incluyendo una inspección de ánodos para identificar aquellos que se perdieron durante la instalación de la estructura y programar su reposición, otro aspecto importante que debe realizarse durante la inspección es el cuantificar la corriente eléctrica de descarga por ánodo de aquellos que se consideren estratégicos por su ubicación o alcance de protección.
La frecuencia y alcance de la inspección del sistema de protección catódica la debe establecer inicialmente el diseñador de la protección catódica, entregando en forma escrita un documento que debe tomarse como base para futuras inspecciones, retroalimentándose de acuerdo a los resultados obtenidos en las subsecuentes inspecciones. Los resultados obtenidos del análisis de la información de la evaluación de campo del sistema de protección catódica de la estructura, debe ser almacenada en un archivo electrónico para fines estadísticos y futuras tomas de decisiones para su mantenimiento y correcto funcionamiento durante su vida de servicio.
El método más común de evaluar el nivel de la protección catódica de una estructura, es medir el potencial que existe entre la estructura metálica y un electrodo de referencia apropiado, ambos localizados en el mismo electrolito.
III.24. DUCTOS MARINOS.
El método más utilizado para evaluar el sistema de protección catódica de ductos marinos, es el uso de vehículos a control remoto (ROV), que para su operación requiere datos de navegación para localizar en forma precisa el ducto marino. La medición de potencial que realiza está basada en la medición de gradiente del campo eléctrico, debido al sistema de protección catódica. Esta operación se debe realizar utilizando dos o más electrodos de referencia localizados sobre el ROV a distancias fijas uno de otro y navegando a una distancia conocida sobre el ducto marino. Mediante un programa de computadora, las mediciones del gradiente del campo eléctrico son convertidas a valores de potencial ducto-agua de mar y por lo tanto se conoce el perfil de polarización a lo largo del ducto; también se puede conocer la densidad de corriente de cada uno de los ánodos y los puntos donde existe la pérdida de estos, se conoce la densidad de corriente de protección del ducto y la localización de los defectos del recubrimiento.
III.25. MÉTODO PARA DETERMINACIÓN DE POTENCIALES ELÉCTRICOS EN DUCTOS ASCENDENTES.
1. Se localiza el Ducto Ascendente en la plataforma, el cual se va a evaluar, de acuerdo a las posiciones de las piernas en que se encuentra ubicado, (ver figura 1).
2. Se dispone de un multímetro de alta impedancia tipo Flucke-77 (ver figura 2), en el cual se tienen dos conectores, uno positivo (+) y otro negativo (-), en el conector positivo se conecta la media celda de plata cloruro de plata Ag/AgCl y en el conector negativo se conecta un alambre (cable) de calibre 4 AWG, que es aterrizado en la estructura de la plataforma.
3. Una vez formado este circuito se introduce el electrodo de referencia (media celda de plata cloruro de plata Ag/AgCl), a diferentes profundidades hasta tocar el lecho marino, distancias de –5 metros, -10 metros, -30 metros y –40 metros, en seguida se enciende el multímetro y se coloca la perilla de control en la posición de corriente directa (VCA), así mismo se van leyendo y registrando las lecturas de voltaje a las diferentes profundidades mencionadas anteriormente y de esta manera se conoce el nivel de protección catódica de la Plataforma (ver figura 3).
4. En seguida se compara con el valor de potencial eléctrico que recomienda el NACE para Plataformas Marinas en lodos marinos que es de –0.800 volts y en superficie de –0.850 volts, si el valor encontrado está por encima de este estándar se dice que el Ducto Ascendente está protegido, si está por debajo se

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 59 LINEAS MARINAS
dice que el ducto empieza a declinar su valor de la protección catódica y se previene que este valor no alcanza el potencial de corrosión del acero, que oscila entre –0.500 a – 0.600 volts, ( ver tabla 1).
Figura Nº 1, Localización de la plataforma
Figura Nº 2, Medición del potencial en el ducto ascendente.
Figura Nº 03, Multímetro de alta impedancia.
Tabla Nº 1, Potenciales obtenidos a Ductos Ascendentes.
Por consiguiente se tendría que reforzar el nivel de la protección catódica mediante la instalación de ánodos fabricados a base de aluminio con un activador de indio para promover la activación del ánodo.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 60
Como se puede apreciar en la tabla 1, los potenciales se encuentran por debajo del límite recomendado por la normatividad internacional NACE que es de –0.85 volts, por lo tanto se tendrá que hacer un reforzamiento de la protección catódica, mediante la instalación de ánodos de aluminio Galvanum III tipo brazalete a estos Ductos Ascendentes.
III.26. DISEÑO DE LOS ÁNODOS DE SACRIFICIO.
Con este método, prevalece la acción galvánica para proveer corriente de protección. La superficie de la estructura se hace catódica conectándola a un metal menos noble (ánodo) en un electrolito común. Los elementos más usados para este fin son el magnesio, el aluminio y el cinc. Estos ánodos comúnmente se conocen como ánodos de sacrificio porque la protección de la estructura va acompañada del consumo simultáneo de los ánodos por corrosión electroquímica. Esta sección define los métodos y parámetros que se utilizarán en el desarrollo de la ingeniería de detalle del sistema de protección catódica utilizando ánodos de sacrificio para controlar la corrosión en la superficie externa de la tubería en ambiente marino. La ingeniería de detalle para la protección catódica estará basada en los principios presentados en el DNV 81 apéndice D.
Aplicaciones de los Ánodos de Sacrificio
Los ánodos de sacrificio se utilizan principalmente cuando se requieren corrientes relativamente pequeñas en sitios con muy baja resistividad eléctrica.
Los sistemas de protección catódica por ánodos de sacrificio son utilizados principalmente para: Proteger pequeñas secciones de tubería con revestimiento en buenas condiciones o fondos de tanques, que requiera una cantidad moderada de corriente.
Complementar localmente la falta de protección de una estructura ya protegida por un sistema de corriente impresa, Proteger temporalmente una estructura durante su construcción, hasta que sea instalado el sistema de protección catódica por corriente impresa.
Corregir interferencias que puedan presentarse por corrientes parásitas de baja intensidad producidas por un sistema de protección catódica por corriente impresa u otra fuente de corriente continua (este tipo de situación se produce generalmente en los cruces de tuberías).
Controlar corrientes de interferencia en áreas congestionadas y en áreas urbanas.
Proteger estructuras donde no se disponga de ninguna fuente de energía eléctrica.
Aunque no represente una aplicación de protección catódica, los ánodos de sacrificio pueden ser utilizados como tomas de tierra en estaciones para eliminar puntos de tensión AC sobre los equipos.
Material de los Ánodos
Los ánodos de sacrificio se fabrican principalmente de magnesio, aluminio y zinc. Las principales características de estos ánodos se presentan en la Tabla 2.
Tabla Nº 2, Características de los Ánodos de Aluminio.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 61 LINEAS MARINAS
El agua de mar es un medio muy agresivo que propicia rápidamente el fenómeno de corrosión, pero al mismo tiempo es un buen electrolito, lo cual facilita el transporte de iones y eleva la eficiencia de la protección catódica. El agua de mar tiene resistividad constante y uniforme por su composición.
Los casos que se recomiendan para diseñar la protección catódica con ánodos de sacrificio tipo brazalete en tuberías submarinas están basados en los datos siguientes:
1. Área que pretende proteger.
2. Densidad de corriente necesaria.
3. Tiempo que se estima proteger la estructura.
4. Peso y duración del ánodo
III.27. DENSIDAD DE CORRIENTE NECESARIA.
En el Golfo de México se han tomado varias pruebas en las cuales se dan datos de 5 a 12 mili amperes/ metro cuadrado (ma/m2), se tienen tablas para él cálculo de esta densidad de corriente. Estas densidades corriente alcanzan un potencial de protección de 0.85 volts. Medidas en la estructura con respecto al electrolito y referidas a una celda de plata/cloruro de plata. Actualmente en tuberías submarinas con recubrimiento nuevo y para efectos de cálculo se considera en el Golfo de Campeche una densidad de corriente que varía de 5 mili amperes/0.0929 m2, y un porcentaje de área desnuda de 5 %.
III.28. TIEMPO DE PROTECCIÓN.
El cálculo que se tiene es de considerar el tiempo de protección igual es de considerar el tiempo de protección igual al tiempo mismo de vida útil de la estructura o del yacimiento del hidrocarburo ya que económicamente resulta mejor la instalación total en un principio que rehabilitar la estructura en un momento dado. La duración calculada en el diseño de este tipo de protección es de 20 años.
III.29. PARÁMETROS DE DISEÑO EN LA PROTECCIÓN CATÓDICA. En el diseño de la protección catódica se tomaran en cuenta las condiciones de tendido y la temperatura de
servicio. La tubería será considerada eléctricamente continua en toda su longitud esto en virtud de las soldaduras mantendrán unidas todos los tramos de tubería que conforman la línea.
III.30. PERFIL DE TEMPERATURA. El sistema de protección catódica tomara en cuenta el perfil de temperatura a lo largo de la línea. III.31. CRITERIOS PARA EL SISTEMA DE PROTECCIÓN CATÓDICA.
El criterio para asegurar la protección contra corrosión de la superficie externa de la línea con aplicación de protección catódica será una medición constante de por lo menos un potencial negativo de 800 mili-voltios entre la superficie de la línea y un electrodo de referencia de plata / cloruro de plata /agua de mar (Ag / AgCl / Agua de mar). El criterio de potencial para la protección catódica será aplicado para la tubería enterrada asumiendo que no variara con la temperatura de operación de la línea a ser protegida. El límite negativo de potencial será el voltaje de circuito cerrado del material del ánodo de aluminio escogido para los ánodos de sacrificio.
III.32. REQUERIMIENTOS DE CORRIENTE Y FACTORES DE FALLA DEL RECUBRIMIENTO.
Para establecer el total de demanda de corriente para alcanzar la protección catódica para el sistema de tubería recubierta, los valores de la “Guía sobre densidades de corriente mínimas de diseño (mA / m2) para protección catódica de acero desnudo” del apéndice D del DnV 81 (aplicables para superficies de acero expuestas en agua salada o fango salado). Lo establecido en los códigos sobre recubrimiento tipo FBE con un peso de recubrimiento de concreto no está claro DnV RP B B401 sección 6.5.2 los cuales se definen como:
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 62
Asfalto + peso concreto recubierto.
Fusión epoxico adhesivo + adhesivo + polietileno o polipropileno.
Goma de policloropreno.
Sistema de recubrimiento basado en una capa interior para protección de corrosión y uno o más capas exteriores de protección mecánica. Posiblemente en combinación con funciones gravitacionales o de aislamiento térmico. Por lo tanto, basado en las consideraciones anteriores los factores de rompimiento para la categoría 4 pueden ser aplicables para la utilización del FBE con recubrimiento de concreto.
Esto implica que la aplicación de 500 micras de FBE con recubrimiento de concreto es comparable con 5mm de asfalto con concreto. Es prudente anticipar que el espesor de recubrimiento FBE puede sufrir cierto daño al aplicar el recubrimiento de concreto.
Por lo tanto los factores de rompimiento de un 9 % en promedio y un 13 % final para el recubrimiento FBE. con recubrimiento de concreto son más grandes que los calculados para el asfalto más el recubrimiento de concreto ( 5% promedio y 7% al final) por lo tanto estos aplicaran en el cálculo final de la protección catódica para mantener una vida útil de 20 años. Para secciones de tubería caliente, los valores de densidad de corriente dados en la tabla D.1 del DnV 81, deben de incrementarse en 1mA por m2 / cada 1oC arriba de 25oC. Temperatura bajo 25oC deben ser consideradas como ambiente, con densidad de corriente indicada en la tabla D.1 del DNV 81.
Los requerimientos de corriente para la protección catódica de la tubería deben ser determinadas por el perfil de temperatura considerando las condiciones típicas de operación esperada para la vida útil. El peso neto del ánodo y su separación debe ser optimizado para el perfil seleccionado.
III.34. RESISTIVIDAD DEL AMBIENTE.
Los valores de resistividad ( ρ ) a ser utilizados en el cálculo de la corriente de salida del ánodo a la ausencia de valores medidos en sitio, deben ser como siguen:
Agua de mar 25 ohm centímetro.
Fango salino en trinchera 85 ohm centímetro.
III.35. CALCULO DE LA RESISTENCIA DEL ÁNODO.
La resistencia eléctrica de los ánodos tipo brazalete para tuberías dependen de la resistividad ambiental en la cual opera y el área expuesta del ánodo al ambiente. La resistencia del ánodo debe ser calculada utilizando la siguiente formula:
Ra = 0,315 ρ / √ A Dónde: R = Resistencia del ánodo (ohm). ρ = Resistividad ambiental (ohm – m). A = Superficie del ánodo expuesta (m2). La densidad de corriente requerida y el cálculo de la resistencia eléctrica del ánodo, deberán tomar en cuenta la
superficie enterrada del ánodo y la resistividad usada en la formula anterior y considerara que tanto estará enterrado el ánodo.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 63 LINEAS MARINAS
III.36. PARÁMETROS DE DISEÑO EN LOS ÁNODOS DE SACRIFICIO. (MATERIAL DEL ÁNODO).
La tubería estará católicamente protegida usando el ánodo de sacrificio convencional tipo brazalete bipartido de aleación aluminio – zinc – indio aprobado para operar a la temperatura máxima de operación de tubería enterrada en sedimentos. La composición química del ánodo a utilizar se muestra en la siguiente tabla No. 3.
Elemento químico Porcentaje (min – max)
In 0.010 – 0.020
Zn 2.800 – 0.200
Si 0.006 Max.
Cu 0.120 Max.
Otros 0.020% Max cada uno
Tabla No. 3, Composición química de los ánodos.
III.37. CAPACIDAD ELECTROQUÍMICA.
La capacidad de corriente para el ánodo de aleación aluminio – zinc –indio a utilizar en el diseño del ánodo dependerá de la temperatura promedio de la tubería durante su vida útil (20 años), y el ambiente en que esta opere. Todos los valores de capacidad de corriente estarán de acuerdo a la tabla D3 del anexo D del DnV 81 y a la de la especificación E-TS- 011 Rev. 6
III.38. POTENCIAL DEL ÁNODO PARA CIRCUITO CERRADO.
El potencial para circuito cerrado a utilizar en el diseño de la corriente de salida del ánodo no deberá exceder los siguientes valores:
950 mV vs. La referencia del electrodo de Ag / AgCl / agua de mar (para ánodos en sedimentos marinos).
1050 mV vs. La referencia del electrodo de Ag / AgCl / agua de mar (para ánodos en agua de mar).
III.39. FACTOR DE UTILIZACIÓN DEL ÁNODO. Un factor de utilización del ánodo de 0.8 deberá ser aplicado para los ánodos de brazalete bipartidos en los
cálculos de diseño.
III.40. INSTALACIÓN DE ÁNODOS. Los cálculos de diseño deberán ser optimizados tomando en cuenta que el espaciamiento de los ánodos deberán
ser múltiplos de 12.00 metros para adaptarse a la longitud de las juntas de tubería.
La separación máxima especificada está restringida a 10 juntas aun cuando los cálculos de diseño permitan un espaciamiento mayor. Los ánodos deberán ser instalados en la parte media de cada tramo de tubería de acuerdo a la separación indicada en los planos de ingeniería.
Después de haber instalado al ánodo, se procederá a reparar las áreas dañadas de recubrimiento anticorrosivo según especificación indicada en planos de ingeniería.
Los ánodos de tipo brazalete se fijaran a la tubería por medio de soldadura de la pata en forma de “T” en cuatro lugares para cada brazalete, los ánodos de tipo brazalete segmentado se deberá unir a la tubería por medio de soldadura a las placas en cuatro puntos.
Con el fin de permitir el flujo de corriente a otras estructuras o tuberías cercanas, podrán instalarse ánodos adicionales en las curvas de expansión, por lo que se instalara un ánodo en la curva de expansión y otro en el ducto ascendente.
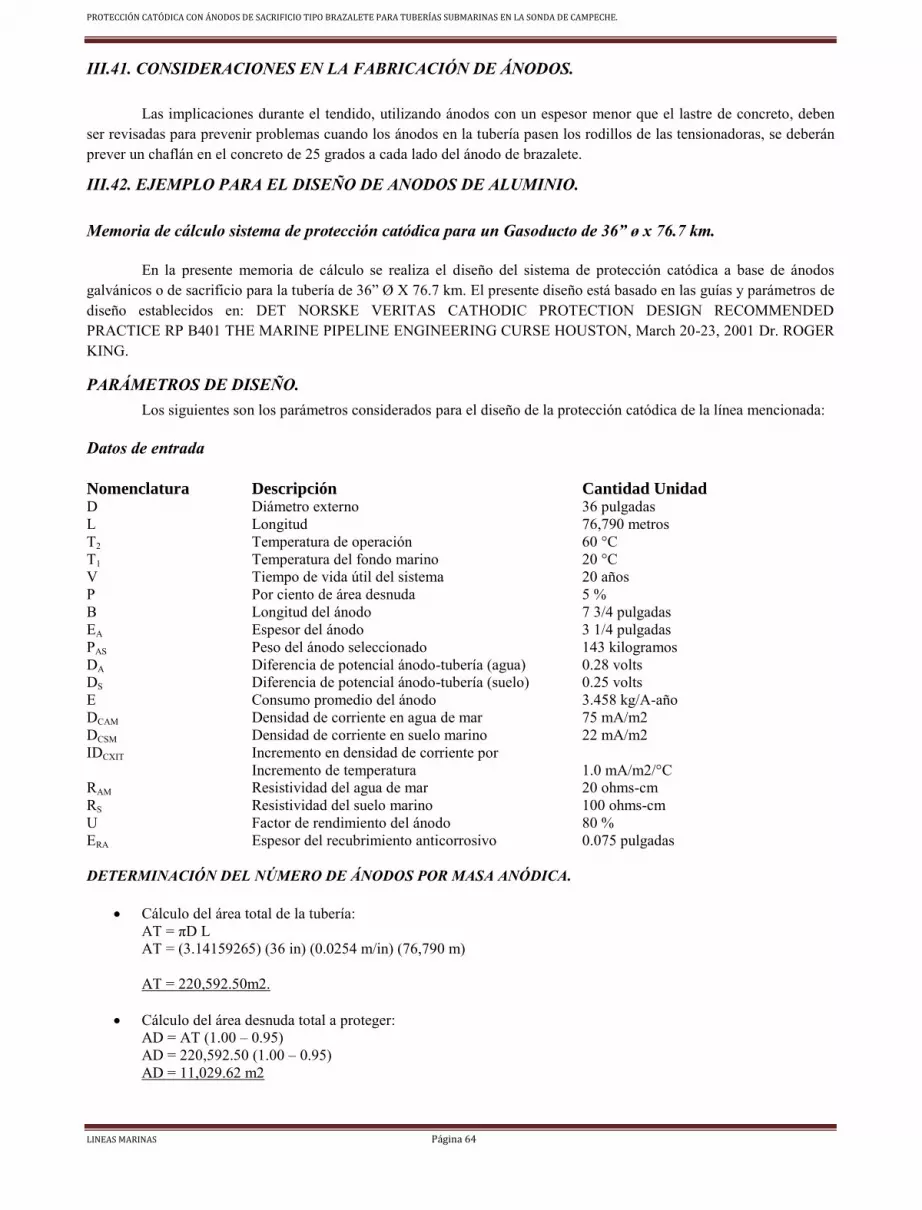
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 64
III.41. CONSIDERACIONES EN LA FABRICACIÓN DE ÁNODOS.
Las implicaciones durante el tendido, utilizando ánodos con un espesor menor que el lastre de concreto, deben ser revisadas para prevenir problemas cuando los ánodos en la tubería pasen los rodillos de las tensionadoras, se deberán prever un chaflán en el concreto de 25 grados a cada lado del ánodo de brazalete.
III.42. EJEMPLO PARA EL DISEÑO DE ANODOS DE ALUMINIO. Memoria de cálculo sistema de protección catódica para un Gasoducto de 36” ø x 76.7 km.
En la presente memoria de cálculo se realiza el diseño del sistema de protección catódica a base de ánodos galvánicos o de sacrificio para la tubería de 36” Ø X 76.7 km. El presente diseño está basado en las guías y parámetros de diseño establecidos en: DET NORSKE VERITAS CATHODIC PROTECTION DESIGN RECOMMENDED PRACTICE RP B401 THE MARINE PIPELINE ENGINEERING CURSE HOUSTON, March 20-23, 2001 Dr. ROGER KING.
PARÁMETROS DE DISEÑO.
Los siguientes son los parámetros considerados para el diseño de la protección catódica de la línea mencionada: Datos de entrada Nomenclatura Descripción Cantidad Unidad D Diámetro externo 36 pulgadas L Longitud 76,790 metros T2 Temperatura de operación 60 °C T1 Temperatura del fondo marino 20 °C V Tiempo de vida útil del sistema 20 años P Por ciento de área desnuda 5 % B Longitud del ánodo 7 3/4 pulgadas EA Espesor del ánodo 3 1/4 pulgadas PAS Peso del ánodo seleccionado 143 kilogramos DA Diferencia de potencial ánodo-tubería (agua) 0.28 volts DS Diferencia de potencial ánodo-tubería (suelo) 0.25 volts E Consumo promedio del ánodo 3.458 kg/A-año DCAM Densidad de corriente en agua de mar 75 mA/m2 DCSM Densidad de corriente en suelo marino 22 mA/m2 IDCXIT Incremento en densidad de corriente por
Incremento de temperatura 1.0 mA/m2/°C RAM Resistividad del agua de mar 20 ohms-cm RS Resistividad del suelo marino 100 ohms-cm U Factor de rendimiento del ánodo 80 % ERA Espesor del recubrimiento anticorrosivo 0.075 pulgadas DETERMINACIÓN DEL NÚMERO DE ÁNODOS POR MASA ANÓDICA.
Cálculo del área total de la tubería:
AT = πD L AT = (3.14159265) (36 in) (0.0254 m/in) (76,790 m) AT = 220,592.50m2.
Cálculo del área desnuda total a proteger: AD = AT (1.00 – 0.95) AD = 220,592.50 (1.00 – 0.95) AD = 11,029.62 m2

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 65 LINEAS MARINAS
Cálculo del número de ánodos requerido:

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 66
CÁLCULO DEL NÚMERO DE ÁNODOS AL FINAL DE LA VIDA ÚTIL DEL SISTEMA

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 67 LINEAS MARINAS
NFA = 1051 ánodos @ 73.15 m, considerando uno en cada extremo a la mitad del primer tramo (6.096 m).
Los errores de cálculo en el espaciamiento de la instalación del ánodo, provoca áreas sobreprotegidas y áreas desprotegidas. La primera provoca un aumento de consumo de los ánodos con pérdida de electricidad, mientras que la segunda provoca degradación en la tubería, ver figura 1.
X= distancia en que se encuentra el ánodo respecto al otro (en metros).
X= distancia que protege un ánodo para x cantidad de tubería.
Figura Nº 1, Espaciamiento de los ánodos. III.43. INSTALACIÓN Y MANTENIMIENTO DE LOS ÁNODOS DE SACRIFICIO.
Los ánodos se pueden colocar en la estructura a proteger con distintos procedimientos, pero siempre con ayuda del alma que la atraviesa que suele ser redonda y de acero. Los extremos que sobresalen del alma pueden doblarse ligeramente y soldarse, lo que es el caso más común. Ahora bien, se utilizan también con frecuencia sistemas de grapas o espárragos o simplemente se atornillan, un problema que existe al ser atornillados es que la corriente calculada disminuirá en un 20 ó 25% aproximadamente.
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 68
En ánodos que para su fijación cuenten con alma o soportes al código metálico, el alma o soporte, debe soldarse a la estructura por proteger, de acuerdo al código AWS A.3.061 o equivalente.
Dentro del ámbito petrolero se efectúan dos tipos de mantenimiento que son el mantenimiento preventivo y correctivo cada uno de estos tienen su procedimiento y a continuación se describe cada uno de ellos.
III.44. MANTENIMIENTO PREVENTIVO.
La programación de inspecciones, tanto de funcionamiento como de seguridad, ajustes, reparaciones y limpieza que deben llevarse a cabo en forma periódica en base a un plan establecido, también es conocido como Mantenimiento Preventivo Planificado – MPP. Su propósito es prever las fallas manteniendo los elementos estructurales de la plataforma en completa operación a los niveles y eficiencia óptimos. La característica principal de este tipo de Mantenimiento es la de inspeccionar los ánodos y detectar las fallas en su fase inicial, y corregirlas en el momento oportuno. Con un buen Mantenimiento Preventivo, se obtiene experiencias en la determinación de causas de las fallas repetitivas o del tiempo de operación, así como a definir puntos donde los ánodos son más susceptibles a daños.
III.45. VENTAJAS DEL MANTENIMIENTO PREVENTIVO:
Confiabilidad, de la plataforma en general.
Mayor duración, de los ánodos e instalaciones.
Disminución de existencias en Almacén y, por lo tanto sus costos, puesto que se ajustan los repuestos de mayor y menor consumo.
Uniformidad en la carga de trabajo para el personal de Mantenimiento debido a una programación de actividades.
III.46. FASES DEL MANTENIMIENTO PREVENTIVO:
Inventario técnico, con manuales, planos, características de la protección catódica.
Procedimientos técnicos, listados de trabajos a efectuar periódicamente,
Control de frecuencias, indicación exacta de la fecha a efectuar el trabajo.
Registro de reparaciones, repuestos y costos que ayuden a planificar.
III.47. EL MANTENIMIENTO CORRECTIVO.
Mantenimiento Correctivo no planificado es la corrección de las averías o fallas, cuando éstas se presentan, y no planificadamente, al contrario del caso de Mantenimiento Preventivo. Esta forma de Mantenimiento impide el diagnostico fiable de las causas que provocan la falla, pues se ignora si falló por mal trato, por abandono, por desconocimiento del manejo, por desgaste natural, etc.
El ejemplo de este tipo de Mantenimiento Correctivo No Planificado es la habitual reparación urgente tras una avería en la estructura o la reparación de algún ánodo de forma inmediata.
El Mantenimiento Correctivo Planificado consiste la reparación de un equipo o máquina cuando se dispone del personal, repuesto, y documentos técnicos necesarios para efectuarlo.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 69 LINEAS MARINAS
III.48. INSPECCIÓN DE LOS ÁNODOS DE SACRIFICIO.
Una forma de realizar está inspección es mediante la ayuda de buzos, estos deberán llevar un registro de cada uno de los ánodos anotando el estado en que se encuentran, si tienen algún golpe o que se haya desprendido de una de sus patas de sujeción o en su defecto que se halla desprendido totalmente.
También se medirá el potencial que esta drenando cada ánodo, esto se efectuara mediante una pistola TM de PC POLATRAK – (Medidor de corrosión manual para buzo) o similar, (ver figura 2). Mediante esta inspección se podrá saber que ánodos ya no están funcionando y que deberán ser reemplazados así como la reparación de los que se encuentren dañados.
Figura Nº 2, Pistola Polatrak
Otra manera de efectuar estas inspecciones es mediante la ayuda de un Vehículo operado a control remoto (ROV), Antes y después de cada inmersión se realizarán pruebas de calibración para todo el equipo de inspección estableciendo así un orden perfecto del funcionamiento del ROV y sus sistemas, (ver figura 3).
Previo a cada inmersión se realizarán juntas para establecer buena comunicación entre el supervisor del ROV, el Jefe de cuadrilla, el Capitán del barco y el representante de la compañía, discutiendo los objetivos de dicha inmersión y elaborando planes de ataque para cumplir con los mismos.
El ROV iniciara los trabajos de inspección cuando todos los grupos interesados se encuentren listos para efectuar operaciones. En donde se encuentre un ánodo, el vehículo se detendrá, mientras se registra el evento en vídeo y en la bitácora tomando todos los datos necesarios para su posterior evaluación.
Figura Nº 3, Inspección con ROV.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 70
III.49. LIMITACIONES DEL EQUIPO UTILIZADO.
El equipo utilizado para una inspección visual está limitado por su tamaño en zonas donde el acceso es muy restringido. Actualmente la televisión no proporciona con exactitud todos los detalles que da una inspección visual detallada, en forma ideal sería realizar una inspección visual detallada complementada con la inspección de un vehículo controlado remotamente (ROV); por las razones descritas, no es conveniente que el buzo maneje la cámara de video. Existen compañías que están adoptando el sistema donde los buzos son monitoreados utilizando un vehículo a control remoto, de esta manera los buzos tendrán plena libertad para realizar una inspección visual detallada. Usando este método, el buzo sólo puede traer consigo una cámara fotográfica. Una cámara de mano puede fotografiar o filmar áreas no accesibles para los sumergibles, si es usada una cámara fotográfica, el buzo puede efectuar una inspección visual, teniendo ambas manos libres para mantener la posición (la cámara es sujetada a él). De cualquier forma, usando una cámara de video, el buzo debe tener concentración para la filmación y la inspección visual. El buzo con un casco en el cual va montada una cámara de video tiene la ventaja de filmar completamente la inspección que realice el mismo; sin embargo, éste no es un lugar muy estable para montar la cámara, pues se pueden perder ciertos detalles durante la filmación. Un sumergible puede constituir un lugar estable para el montaje de una cámara, restringido por las limitaciones propias del vehículo.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 71 LINEAS MARINAS
CAPITULO IV

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 72

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 73 LINEAS MARINAS
CAPITULO IV. IV. FASES DE TENDIDO DE LINEAS SUBMARINAS. IV.1. GENERALIDADES.
Un ducto marino es una estructura formada por tubos y accesorios, los cuales están unidos a sus extremos. Su función es transportar los hidrocarburos de una plataforma a otra, a tierra o monoboyas.
El diseño y construcción de los ductos submarinos desde sus inicios y actualmente son realizados para garantizar una vida útil de 20 años, la cual actualmente ha sido rebasada en algunos ductos tanto en tiempo como en volumen de producción, pero gracias a las mejoras tecnológicas en mantenimiento y control preventivo, tales como inyección de inhibidores de corrosión, reemplazamiento de ánodos de sacrificio, la inspección y monitoreo con equipos instrumentados para vigilar la integridad interna y externa de los ductos; se ha logrado ampliar la vida útil de operación de los mismos, permitiendo su continua, segura y eficaz operación.
Dada la importancia que representa el control y aprovechamiento de los recursos para una mejor utilización, oportunidad y flexibilidad, así como los ajustes en los programas de obras que para adaptarse a las circunstancias que la situación cambiante demanda, está establecida una coordinación eficaz entre los usuarios de las instalaciones y los responsables del desarrollo del proyecto, construcción de la obra y protección ambiental.
Por tal motivo, se constituyó el procedimiento de trabajo por el área de planeación de PEP (Pemex Exploración y Producción) y partiendo de los lineamientos contenidos en dicho procedimiento, se originan y desarrollan los proyectos para la construcción de los ductos marinos.
FASES DE CONSTRUCCION DE LINEAS SUBMARINAS:
a) FABRICACION DE MATERIALES.
b) CERTIFICACION DE MATERIALES.
c) PROTECCION ANTICORROSIVA.
d) PROTECCION CATODICA.
e) LASTRADO DE TUBERIA.
f) FABRICACION DE ELEMENTOS.
g) TENDIDO DE TUBERIA.
h) INSTALACION DE ELEMENTOS.
i) INSTALACION EN PLATAFORMAS.
j) ENTERRADO DE TUBERIA.
k) ACOLCHONAMIENTO DE CRUCES.
1) PRUEBA HIDROSTATICA.
m) LIMPIEZA INTERIOR DE DUCTOS SUBMARINOS.
n) CERTIFICACION DE LA OBRA.
o) ENTREGA A LA RAMA OPERATIVA.
Estas fases se ejecutaran en el marco normativo de la LEY DE PEMEX, y bajo las NORMAS de referencia y
ESPECIFICACIONES internas y a la falta de cualquiera de las anteriores se aplicara la normatividad extranjera, de las cuales deben tener conocimiento los contratistas que realicen la obra y el supervisor, estableciéndose como obligación, su cumplimiento en el contrato respectivo. PEMEX Exploración y Producción realizara la supervisión de la construcción;

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 74
dicha supervisión se llevara a cabo en todas las fases de fabricación y construcción, por lo que el o los supervisores designados deberán tener la capacidad y experiencia necesaria para evaluar, juzgar y decidir.
Es importante señalar que los supervisores deben tener conocimiento de los criterios y requisitos básicos para el diseño, selección de materiales y construcción de líneas marinas.
Figura N.- 1, Zonificación de una línea submarina.
IV.2 INGENIERÍA.
La ingeniería para la construcción de las líneas Submarinas normalmente es suministrada por la dependencia, la contratista que desarrollara los trabajos solamente la revisa y elabora los procedimientos necesarios atendiendo la complejidad de los trabajos a ejecutar, la ingeniería que desarrolla la contratista es la que forma parte del procedimiento del tendido de la misma, esta se lleva a cabo mediante un software especializado "Off Pipe" al cual se le proporcionan datos como, Profundidad de lecho marino, peso de la tubería lastrada, módulo de elasticidad de la tubería, diámetro, espesor de pared y las condicionantes que la normatividad establecen como el radio mínimo de curvatura permisible, si así se requiere, se deberán de considerar como cargas puntuales los disparos submarinos. Mediante este software se determina si los equipos y barcos de construcción con que se cuenta serán suficientes o si se requiere subcontratar una embarcación de mayor capacidad, además de esto también se requiere durante la etapa de instalación de elementos tales como:
Ductos ascendentes
Curvas de expansión
Disparos submarinos (según lo requiera el proyecto)
Trampas de diablos
Cantilivers, Etc.
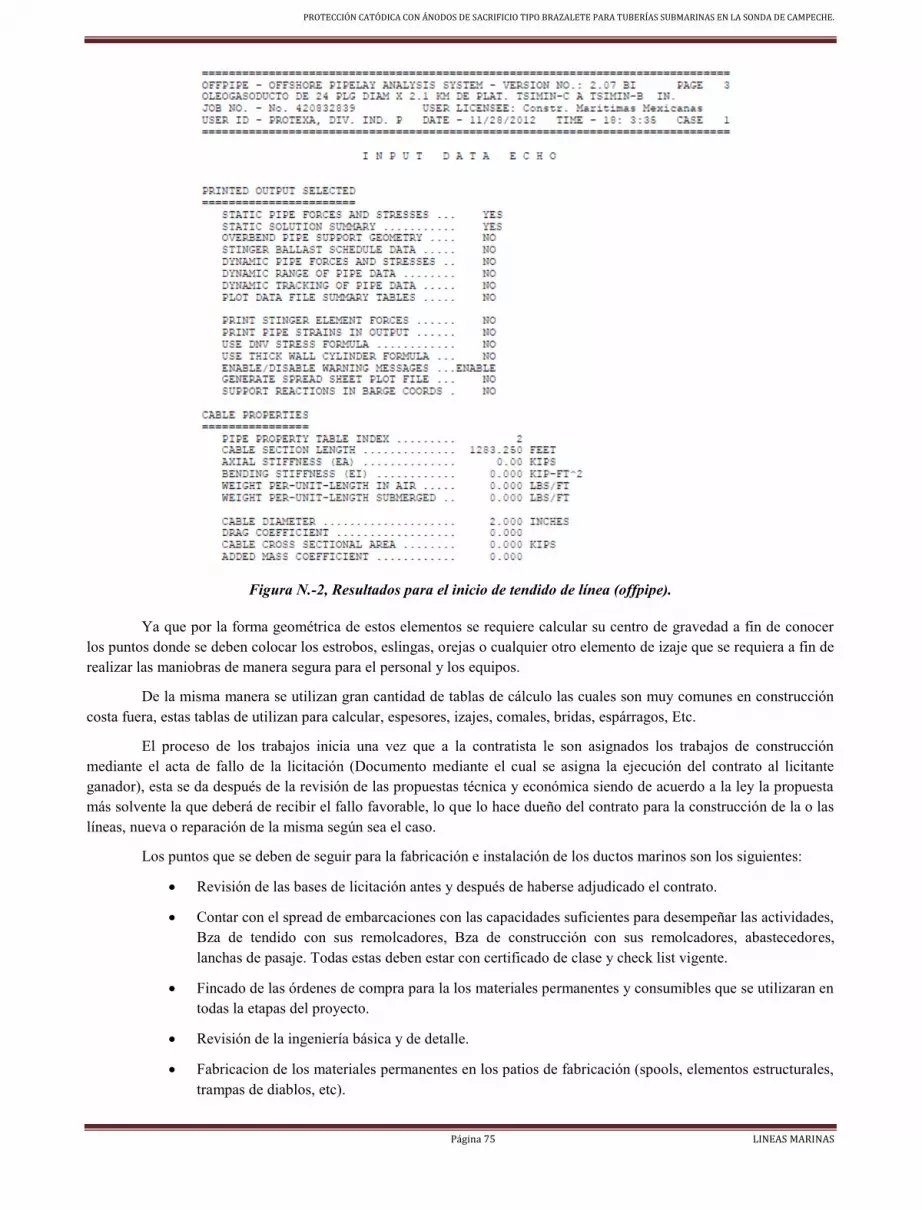
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 75 LINEAS MARINAS
Figura N.-2, Resultados para el inicio de tendido de línea (offpipe).
Ya que por la forma geométrica de estos elementos se requiere calcular su centro de gravedad a fin de conocer los puntos donde se deben colocar los estrobos, eslingas, orejas o cualquier otro elemento de izaje que se requiera a fin de realizar las maniobras de manera segura para el personal y los equipos.
De la misma manera se utilizan gran cantidad de tablas de cálculo las cuales son muy comunes en construcción costa fuera, estas tablas de utilizan para calcular, espesores, izajes, comales, bridas, espárragos, Etc.
El proceso de los trabajos inicia una vez que a la contratista le son asignados los trabajos de construcción mediante el acta de fallo de la licitación (Documento mediante el cual se asigna la ejecución del contrato al licitante ganador), esta se da después de la revisión de las propuestas técnica y económica siendo de acuerdo a la ley la propuesta más solvente la que deberá de recibir el fallo favorable, lo que lo hace dueño del contrato para la construcción de la o las líneas, nueva o reparación de la misma según sea el caso.
Los puntos que se deben de seguir para la fabricación e instalación de los ductos marinos son los siguientes:
Revisión de las bases de licitación antes y después de haberse adjudicado el contrato.
Contar con el spread de embarcaciones con las capacidades suficientes para desempeñar las actividades, Bza de tendido con sus remolcadores, Bza de construcción con sus remolcadores, abastecedores, lanchas de pasaje. Todas estas deben estar con certificado de clase y check list vigente.
Fincado de las órdenes de compra para la los materiales permanentes y consumibles que se utilizaran en todas la etapas del proyecto.
Revisión de la ingeniería básica y de detalle.
Fabricacion de los materiales permanentes en los patios de fabricación (spools, elementos estructurales, trampas de diablos, etc).
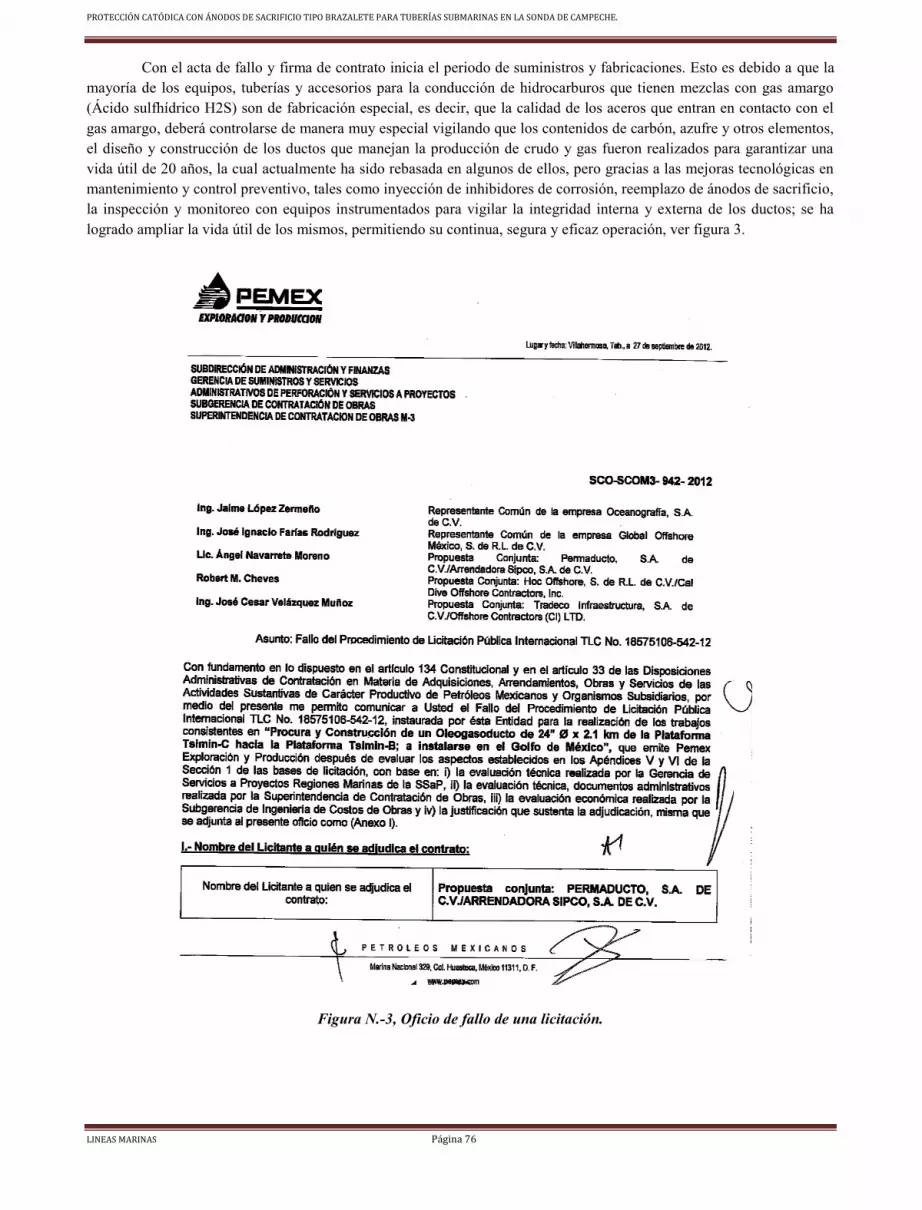
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 76
Con el acta de fallo y firma de contrato inicia el periodo de suministros y fabricaciones. Esto es debido a que la mayoría de los equipos, tuberías y accesorios para la conducción de hidrocarburos que tienen mezclas con gas amargo (Ácido sulfhídrico H2S) son de fabricación especial, es decir, que la calidad de los aceros que entran en contacto con el gas amargo, deberá controlarse de manera muy especial vigilando que los contenidos de carbón, azufre y otros elementos, el diseño y construcción de los ductos que manejan la producción de crudo y gas fueron realizados para garantizar una vida útil de 20 años, la cual actualmente ha sido rebasada en algunos de ellos, pero gracias a las mejoras tecnológicas en mantenimiento y control preventivo, tales como inyección de inhibidores de corrosión, reemplazo de ánodos de sacrificio, la inspección y monitoreo con equipos instrumentados para vigilar la integridad interna y externa de los ductos; se ha logrado ampliar la vida útil de los mismos, permitiendo su continua, segura y eficaz operación, ver figura 3.
Figura N.-3, Oficio de fallo de una licitación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 77 LINEAS MARINAS
IV.3. PROGRAMA DE CONSTRUCCIÓN.
Petróleos Mexicanos inicia en 1978 los trabajos de construcción e instalación de ductos en la región marina de la sonda de Campeche, actualmente cuenta un censo de 207 plataformas marinas fijas y 2053 Km. de tubería, de los cuales 953 Km. son oleoductos, 539 Km. son oleogasoductos, 480 Km. son gasoductos y 81 Km. se destinan a otros servicios.
Con esta infraestructura Pemex maneja una producción de crudo del orden de 2.11 Millones de barriles por día (MMBPD) y una producción de gas del orden de 1´500 millones de pies cúbicos por día (MMPCD), lo cual representa el 81% y 36% respectivamente de la producción nacional de hidrocarburos.
El diseño y construcción de estos ductos fueron realizados para garantizar una vida útil de 20 años, la cual actualmente ha sido rebasada en algunos ductos tanto en tiempo como en volumen de producción, pero gracias a las mejoras tecnológicas en mantenimiento y control preventivo, tales como inyección de inhibidores de corrosión, reemplazamiento de ánodos de sacrificio, la inspección y monitoreo con equipos instrumentados para vigilar la integridad interna y externa de los ductos; se ha logrado ampliar la vida útil de operación de los mismos, permitiendo su continua, segura y eficaz operación.
Para el desarrollo de un proyecto como lo es la construcción de un ducto marino, es importante destacar como se realizara el proyecto y esta es solo la explicación breve de cada una de las fases de construcción las cuales son complementadas con el programa que se muestra en la figura 4.
Figura N.-4, Programa operativo de concurso

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 78
Dada la importancia que representa el control y aprovechamiento de los recursos para una mejor utilización, oportunidad y flexibilidad, así como los ajustes en los programas de obras que para adaptarse a las circunstancias que la situación cambiante demanda, está establecida una coordinación eficaz entre los usuarios de las instalaciones y los responsables del desarrollo del proyecto, construcción de la obra y protección ambiental.
Por tal motivo, se constituyó el procedimiento de trabajo por el área de planeación de la empresa y partiendo de los lineamientos contenidos en dicho procedimiento, se origina y desarrollan los proyectos para la construcción de los ductos marinos.
La ejecución de la obra se programara en sus diversas fases de acuerdo a las políticas de la gerencia de servicios técnicos para lograr la más alta calidad, al menor costo y en el tiempo oportuno.
De los resultados de las etapas de planeación resultan diversos eventos y actividades
Programadas para la construcción costa afuera, tales como:
a) FABRICACION DE MATERIALES.
b) CERTIFICACION DE MATERIALES.
c) PROTECCION ANTICORROSIVA.
d) CATODICA.
e) LASTRADO DE TUBERIA
f) FABRICACION DE ELEMENTOS.
g) TENDIDO DE TUBERIA
h) INSTALACION DE ELEMENTOS
i) INSTALACION EN PLATAFORMAS
j) ENTERRADO DE TUBERIA
k) ACOLCHONAMIENTO DE CRUCES
l) PRUEBA HIDROSTATICA
m) LIMPIEZA INTERIOR DE DUCTOS SUBMARINOS
n) CERTIFICACION DE LA OBRA
o) ENTREGA A LA RAMA OPERATIVA
Estas fases se ejecutaran en el MARCO NORMATIVO de la LEY DE ADQUISICIONES Y OBRAS PUBLICAS Y SERVICIOS RELACIONADOS CON LAS MISMAS, y bajo las NORMAS de referencia Y ESPECIFICACIONES internas y a la falta de cualquiera de las anteriores se aplicara la normatividad extranjera, de las cuales deben tener conocimiento los contratistas que realicen la obra y el supervisor, estableciéndose como obligación, su cumplimiento en el contrato respectivo. PEMEX Exploración y Producción realizara la supervisión de la construcción; dicha supervisión se llevara a cabo en todas las fases de fabricación y construcción, por lo que el o los supervisores designados deberán tener la capacidad y experiencia necesaria para evaluar, juzgar y decidir.
Es importante señalar que los supervisores deben tener conocimiento de los criterios y requisitos básicos para el diseño, selección de materiales, construcción pruebas y operación de tuberías submarinas al servicio de PEMEX Exploración y Producción destinados al transporte y recolección de hidrocarburos líquidos y gaseosos.
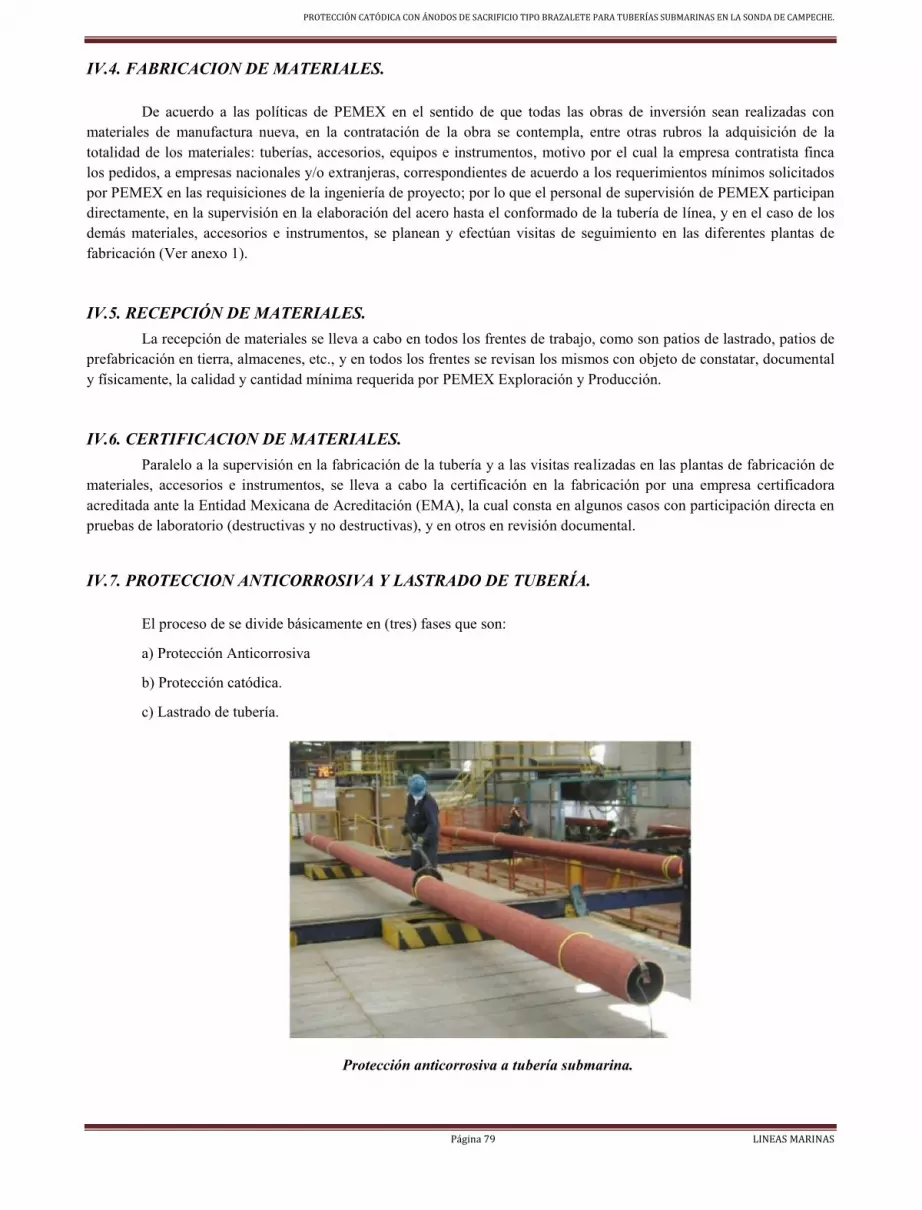
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 79 LINEAS MARINAS
IV.4. FABRICACION DE MATERIALES.
De acuerdo a las políticas de PEMEX en el sentido de que todas las obras de inversión sean realizadas con materiales de manufactura nueva, en la contratación de la obra se contempla, entre otras rubros la adquisición de la totalidad de los materiales: tuberías, accesorios, equipos e instrumentos, motivo por el cual la empresa contratista finca los pedidos, a empresas nacionales y/o extranjeras, correspondientes de acuerdo a los requerimientos mínimos solicitados por PEMEX en las requisiciones de la ingeniería de proyecto; por lo que el personal de supervisión de PEMEX participan directamente, en la supervisión en la elaboración del acero hasta el conformado de la tubería de línea, y en el caso de los demás materiales, accesorios e instrumentos, se planean y efectúan visitas de seguimiento en las diferentes plantas de fabricación (Ver anexo 1).
IV.5. RECEPCIÓN DE MATERIALES. La recepción de materiales se lleva a cabo en todos los frentes de trabajo, como son patios de lastrado, patios de
prefabricación en tierra, almacenes, etc., y en todos los frentes se revisan los mismos con objeto de constatar, documental y físicamente, la calidad y cantidad mínima requerida por PEMEX Exploración y Producción.
IV.6. CERTIFICACION DE MATERIALES. Paralelo a la supervisión en la fabricación de la tubería y a las visitas realizadas en las plantas de fabricación de
materiales, accesorios e instrumentos, se lleva a cabo la certificación en la fabricación por una empresa certificadora acreditada ante la Entidad Mexicana de Acreditación (EMA), la cual consta en algunos casos con participación directa en pruebas de laboratorio (destructivas y no destructivas), y en otros en revisión documental.
IV.7. PROTECCION ANTICORROSIVA Y LASTRADO DE TUBERÍA.
El proceso de se divide básicamente en (tres) fases que son:
a) Protección Anticorrosiva
b) Protección catódica.
c) Lastrado de tubería.
Protección anticorrosiva a tubería submarina.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 80
IV.8. PROTECCIÓN ANTICORROSIVA.
La fase de protección anticorrosiva se inicia con la recepción y estiba de tubería desnuda en los patios de la empresa lastradora, estos tubos son transportados al área de limpieza, la cual se realiza en forma automática por medio de golpeteo de granalla de acero “shot blast”, para lograr limpieza a metal blanco. Después del proceso de limpieza, la tubería se traslada al área de aplicación de recubrimiento anticorrosivo, de los cuales se enumeran diferentes tipos, los cuales son: (Ver anexo2).
a) Recubrimiento con cinta termo-contractil
b) Recubrimiento epoxico “F.B.E.”
c) Recubrimiento con esmalte, (actualmente en desuso).
IV.9. RECUBRIMIENTO CON CINTA TERMOCONTRACTIL. Este recubrimiento se inicia calentando el tubo por medio de gas propano-butano, en un horno, a la temperatura
de aplicación requerida por el material a colocar, aplicación de adhesivo y posteriormente enrollado de la cinta termo-contractil a tensión constante con traslape entre vueltas, y finalmente enfriado con agua.
Protección anticorrosiva por medio de cinta termocontractil.
IV.10. RECUBRIMIENTO EPOXICO. La tubería se calienta a la temperatura requerida, el tubo es cargado electrostaticamente y por medio de
aspersores se aplica el epoxico, en tres capas, (rojo, dorado y anti-friccionante), y enfriado con agua, (ver anexo2).
Sandblas de la tubería Aplicación de FBE Enfriamiento del FBE

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 81 LINEAS MARINAS
IV.11. RECUBRIMIENTO CON ESMALTE. El esmalte (alquitrán de huya) se calienta y funde en calderas hasta la temperatura de aplicación, y se aplica una
capa conjuntamente con una capa de vidrio-flex, otra capa de esmalte, otra capa de vidrio-flex conjuntamente de una cap de vidrio-mat, y finalmente es enfriado con agua, actualmente este sistema debido a la emanación de gases nocivos para el medio ambiente ha quedado en total desuso.
Aplicación de alquitrán de huya.
IV.12. PROTECCIÓN CATÓDICA.
La protección catódica, se inicia transportando la tubería recubierta con anticorrosivo, desde las estibas y/o área de recubrimiento hasta el área de protección catódica, así como los ánodos tipo brazalete galvalum III, se instalan en el punto medio en los tubos, en las cantidades requeridas por proyecto, por medio de un gato hidráulico se cierran y ajustan las dos mitades, las cuales son soldadas en las placas internas que para este fin se localizan en los ánodos, de estos cuatro puntos se selecciona uno el cual se suelda al tubo por medio de placas de acero con soldadura de arco eléctrico, o por medio de cables con soldadura “CADWELD” esto para hacer la conexión del ánodo con el cuerpo del tubo a proteger, haciéndola lo más segura posible, (ver anexo2).
Protección catódica

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 82
IV.13. LASTRADO DE TUBERÍA El lastrado se inicia transportando los tubos recubiertos anticorrosivamente y/o recubiertos anticorrosivamente y
con ánodos de sacrificio instalados hasta la planta de lastrado, en una banda transportadora y por medio de silos se transporta el cemento, arena y mineral de hierro, en una mezcladora se aplica agua y por medio de cepillos girando a alta velocidad es aplicada la mezcla hacia el tubo, esta técnica es conocida como lastrado por lanzamiento, sin embargo en la búsqueda nuevas tecnologías de aplicación se puede observar que también se puede emplear el método por aplicación por compresión, el cual una vez realizada la mezcla es llevada a través de bandas transportadoras y por compresión directa sobre la parte externa de la tubería se adhiere el concreto el cual es apoyado por una tira de 12” de poliuretano el cual mantiene húmedo el concreto dando así mejores resultados de fraguado sin embargo las dos técnicas son aceptables, la mezcla debe tener una cumplir con una resistencia ala compresión y espesor requerido por proyecto. Después de un tiempo mínimo de 7 días de fraguado la tubería lastrada es cargada a chalanes para su transporte a la barcaza de tendido. . (ver anexo2).
Lastrado de tubería.
IV.14. FABRICACION DE ELEMENTOS. En los patios de fabricaciones de plataformas se arman o prefabrican las piezas que por su forma y volumen
requieren de gran espacio para trabajarse, esto debido a que el espacio en las barcazas de construcción son muy reducidos además de que los tiempos de embarcación son muy caros. Resulta óptimo armar y transportar con una buena logística desde estos lugares especialmente seleccionados por su fácil acceso por mar y ríos así como por vías terrestres para el abastecimiento de los prefabricados. Sin embargo, estas actividades no están exentas de realizarse en las barcazas de tendido si fuera necesario y de preferencia a la sombra de las actividades de instalación.
La fabricación incluye:
Recepción, acarreo, descarga y estiba o almacenamiento, de los materiales y accesorios, de manufactura nacional a de importación, clasificándolos y verificando sus características.
Trazo, corte y biselado.
Manejo, presentación, alineación y punteo.
Precalentamiento y poscalentamiento cuando sea necesario. Soldadura, relevado de esfuerzos e inspección radiográfica.
Limpieza y aplicación de recubrimiento anticorrosivo y pintura.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 83 LINEAS MARINAS
Marcado permanente de las piezas, para su fácil identificación en las etapas de fabricación, transporte e instalación.
Retiro del material de desperdicio, producto de la fabricación, descargándolo en los sitios que el cliente indique o según los alcances del contrato.
Fabricación e instalación de los puntales necesarios según la geometría del elemento fabricado y su centro de gravedad.
Fabricación y montaje de la zona de mareas.
Protección anticorrosiva a la junta y parcheo de lastre de concreto en los lugares donde se realizó la soldadura.
La aceptación de los elementos fabricados estará condicionada a la ingeniería de detalle del proyecto, la inspección radiográfica se considerara un factor indispensable y se ejecutara al 100%. Las uniones soldadas se realizaran de acuerdo al procedimiento y operarios calificados; aprobadas la inspección se llevara a cabo por métodos no destructivos y con criterios de aceptabilidad del API-1104 y ANSI B-31.3.
Se entiende por elementos, a las siguientes partes:
a) Ductos ascendentes.
b) Curvas de expansión.
c) Cuellos de ganso.
d) Piezas a instalar “spools”.
e) Defensas para ductos ascendentes.
f) Abrazaderas para ductos ascendentes.
g) Soporterias.
h) Extensiones para plataformas “cantilivers”.
Previo al inicio de los trabajos de construcción las compañías contratistas deberán haber cubierto los siguientes requisitos importantes para las subsecuentes fases de construcción de cualquier ducto submarino, (ver anexo3).
IV.15. CALIFICACIÓN DE PROCEDIMIENTO DE SOLDADURA. La elaboración de soldaduras se debe realizar con soldadores propuestos por la contratista, debiendo cumplir con
los parámetros y especificaciones del procedimiento, en presencia del representante de la contratista, así como el certificador y el supervisor designado por PEMEX para la calificación de los procedimientos.
Todas las soldaduras de juntas de ensayo de tope y/o de filete para la calificación del procedimiento, se deben efectuar con el equipo e instrumentos que se van a utilizar durante la construcción del proyecto en su defecto con equipos previamente certificados. El equipo de soldadura, instrumentos de medición, material de aporte, tubería y placa necesaria para las pruebas, deberán ser suministrados por la contratista y cumplir con las especificaciones del proyecto y los requerimientos para la certificación. Los electrodos deberán tener clasificación de la AWS.
El diseño de junta que se debe establecer en las especificaciones del procedimiento de soldadura para tubería y accesorios, deberá ser como lo señala la norma de referencia.
PEMEX determina que la posición 6G es obligatoria para calificar y se debe establecer en las especificaciones del procedimiento de soldadura para tubería, así como la posición 4F para soldaduras a tope y de filete en elementos estructurales. Las soldaduras de ensayo a tope y/o de filete, deberán ser inspeccionadas por métodos destructivos en laboratorio con registro oficial y debidamente certificado, conforme a lo señalado en los incisos 5.5, 5.6, 5.7 y 5.8 del API 1104 edición Sep. 99, ó al QW 140 al QW 180 del ASME sección IX para su aprobación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 84
Los procedimientos de soldadura para tubería de servicio amargo, deben incluir las pruebas de agrietamiento por hidrógeno inducido (HIC), conforme al NACE TM-02-84 y a la norma de referencia de PEMEX NRF-001/2000.
Se debe llevar un registro a detalle de cada procedimiento en formato similar o parecido al que se indica en la Figuras Nº 1 del inciso 5.2 del API 1104, en las que se describen las especificaciones que señala el inciso 5.3 para su control, así como al QW-250 del ASME sección IX, ó al Capítulo 5 del AWS.
En virtud de los resultados obtenidos de las pruebas destructivas y no destructivas realizadas para calificar los procedimientos, PEMEX aceptará los que cumplan con los estándares de aceptación del código aplicado.
Los procedimientos de soldadura deben ser calificados, aprobados y certificados por una empresa con acreditación ante la EMA, los cuales deben cumplir con los parámetros indicados en la sección 5 del API standard 1104, para ser utilizados en la construcción, instalación, desmantelamiento y abandono de un ducto submarino, (ver anexo4).
IV.16. CALIFICACIÓN DE SOLDADORES. Las pruebas de calificación tienen como propósito, determinar la habilidad de los soldadores y operadores de
máquinas de soldar, para efectuar soldaduras sanas en la construcción, instalación, desmantelamiento y abandono de un ducto submarino.
La contratista debe probar a todos los soldadores que pretendan formar parte del grupo que ejecutará las soldaduras, en cada uno de los procedimientos calificados y aceptados por PEMEX, debiendo ser dos soldadores, para pruebas en carretes de tuberías con diámetros mayores de 16”, debiendo pasar el examen visual de la soldadura efectuada, quedando en espera de los resultados de la inspección radiográfica y de las pruebas destructivas conforme a los señalamientos del API 1104 Sep./99 y del ASME sección IX .
El equipo de soldadura, instrumentos de medición, material de aporte, tubería y placa necesaria para las pruebas de soldadores, deberán ser suministrados por la contratista y cumplir con las especificaciones del proyecto y los requerimientos para su certificación. Los electrodos deberán tener clasificación de la AWS.
Las soldaduras de ensayo a tope y/o de filete, deben ser inspeccionadas por los métodos no destructivos que se utilizaran en el proyecto y calificadas de acuerdo a los estándares del API 1104, capítulo 9 edición Sep. 99 y al ASME sección IX. En virtud de los resultados obtenidos de las pruebas destructivas y no destructivas realizadas para calificar a los soldadores, PEMEX aceptara los que cumplen con los estándares de aceptación del código aplicado.
Los soldadores deben ser calificados, aprobados y certificados por una empresa con acreditación ante la EMA, los cuales deben cumplir con los parámetros indicados en el API Standard 1104, edición Sep./99 y ASME sección IX, para ser utilizados en la construcción, instalación, desmantelamiento y abandono de un ducto submarino, (ver anexo 5).
IV.17. ARMADO Y SOLDADURA DE ELEMENTOS. Los elementos descritos anteriormente se deberá elaborar el plan de producción, esto es: corte, armado, punteo,
soldadura, limpieza, inspección, reparación en su caso, de tal manera que no se interfieran entre sus operaciones. Al término de la fabricación cada pieza prefabricada deberá ser marcada o identificada para el lugar indicado en los planos, llevando un estricto control de avances a fin de no duplicar procesos que pudieran afectar el avance del proyecto.
IV.18. TENDIDO DE TUBERIA.
Para llevar a cabo los trabajos de construcción de tendido de tubería, la contratista deberá tener los procedimientos debidamente aprobados y certificados, Estos procedimientos deberán describir cada una de las fases en la instalación de tubería incluyendo sistema de anclaje, control de posicionamiento, tipo de rampa y su configuración geométrica, características del equipo de construcción, niveles de tensión requeridos, definición de operaciones de abandono y recuperado de la línea y abastecimiento de la tubería
Cuando las condiciones ambientales rebasen los límites establecidos de operación de la embarcación de tendido se debe aplicar el procedimiento certificado de “Abandono y recuperación de la tubería” propuesto por el contratista y aceptado por PEMEX. Se debe contar con dos tapones - uno de inicio y otro de abandono – del mismo Ø, espesor y

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 85 LINEAS MARINAS
especificación de la tubería que se está lanzando, para ser utilizados cuando se inicie y termine el tendido y/o cuando se requieran por cambios atmosféricos, utilizando el procedimiento de soldadura aprobado para el tendido de tubería.
Se deberán elaborar soldaduras en carretes representativos con soldadores seleccionados de las estaciones durante el proceso de tendido de tubería; el primero en la junta Nº 10 y las posteriores cada 100 juntas, se deberán realizar pruebas destructivas a la soldadura conforme al código que se esté aplicando, así como las de impacto charpy, microdureza y de hidrogeno inducido en un laboratorio, debiendo ser como mínimo dos juntas, lo anterior garantiza que los procedimientos aplicados durante el tendido se cumplen.
IV.19. PREPARATIVOS PARA CONSTRUCCIÓN DE LÍNEA. Previo al inicio de los trabajos de tendido, se debe contar con el material suficiente, que permita desarrollar el
tendido sin paros o contratiempos por falta de los mismos. Antes de iniciar las actividades de tendido se deben verificar que los siguientes sistemas y equipos que estén en posición y en óptimas condiciones para el inicio de las operaciones:
El sistema de la cama de alineamiento de la tubería (conveyor).
La estación de alineamiento (line-up-station).
Las estaciones de soldadura.
La estación de RX (incluyendo el equipo necesario).
Los tensionadores.
El malacate de abandono y recuperación de la línea.
El sistema de inyección de poliuretano (o de cualquier otro método empleado).
Los tapones de abandono e inicio con sus válvulas.
El detector de doblez.
Alineador interior.
Poly pig de limpieza.
Equipo de ultrasonido.
Equipo de partículas magnéticas.
El holliday detector.
IV.20. TRANSPORTE Y RECEPCIÓN DE TUBERÍA. Será responsabilidad de la contratista el traslado de la tubería, de la planta de lastrado hacia la barcaza de
tendido, proporcionando los equipos y embarcaciones necesarios para efectuar la carga, amarre, traslado y descarga, de acuerdo a las recomendaciones del API RP 5L1; API RP 5LW última edición. Toda la tubería se inspecciona visualmente a modo de poder identificar las posibles fallas en el lastre de concreto o en los biseles.
IV.21. LIMPIEZA DE TUBERÍA. Los tramos de tubería deben ser limpiados interiormente con aire a presión para remover el polvo y las
sustancias extrañas, de tal manera que en la estación de alineado, el tubo se encuentre totalmente limpio.
IV.22. ALINEAMIENTO DE TUBERÍA. El alineamiento de tubería en la rampa de tendido debe efectuarse con un alineador expansor interno tipo
neumático, con la potencia suficiente y necesaria para corregir el ovalamiento de algunos tubos, retirándose después de realizar el fondeo y el paso caliente. El desalineamiento interior de la tubería no debe exceder de 1/8” (3mm), tal como lo señala el inciso 7.2 del API 1104 edición sep./99. (ver anexo 6).

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 86
IV.23. PRODUCCIÓN DE SOLDADURAS. Todas las soldaduras se deben efectuar conforme al procedimiento certificado por el contratista y avalado por
PEMEX. Se deberá contar en el lugar de la obra con los documentos que comprueben la calificación del procedimiento de soldadura y con los resultados de la calificación de los soldadores. Dicho procedimiento deberá ser específico para la obra. En caso de existir un cambio en el espesor, al empatarse la tubería de línea regular con las curvas de expansión, ramales o cabezales submarinos, deberá existir un procedimiento específico certificado para cada caso y la calificación del mismo, según el proyecto.
Antes de efectuar las soldaduras, se deberá cuidar que las costuras longitudinales de los tubos, queden colocadas en la parte superior y giradas a 30º una con respecto a la otra. PEMEX no permitirá mas de dos reparaciones de una misma junta soldada como lo indica el ASME Sección 9.
IV.24. DETECTOR DE PANDEO.
Antes de iniciar el lanzamiento de la tubería, se debe colocar en su interior el detector de pandeo, con el objeto de asegurar que la línea no presente deformaciones mas allá de lo permisible, debiendo deslizarse correctamente al ser jalado cuando se va lanzando la tubería. El diámetro del detector, se debe hacer conforme al diámetro interior de la tubería que se vaya a lanzar, las tolerancias en ovalamiento, espesor de pared y deslizamiento y altura del cordón de soldadura interno. Para determinar este diámetro, pude ser usada la siguiente formula:
d=D-2t-S Donde:
S =0.01D+0.4+5L
d = Diámetro del detector
D = Diámetro nominal de la tubería.
t = espesor normal de la tubería
L = 20% de t y máximo 5mm.
La longitud del cable tirón del detector de pandeo, debe ser suficiente para asegurar que la posición del mismo dentro de la tubería, se encuentre hasta después del punto de contacto con el lecho marino.
IV.25. EMBARCACIONES. Para el tendido de ductos submarinos deberán de tomarse en cuenta todas las variables involucradas en el
procedimiento previamente seleccionado, para realizar un trabajo con calidad y proporcionar una instalación confiable.
Es importante el seguimiento de los programas establecidos para evitar desvíos a los mismos y prevenir las actividades relacionadas como son: las libranzas para interconexión en plataforma, e interferencia de otras embarcaciones en el área de trabajo. Actualmente debido a la cantidad extraordinaria de embarcaciones en el área se ha implementado que las interconexiones en plataformas se realicen con barcos D.P. (Posicionamiento Dinámico) ya que estos no requieren de anclas y no se interfieren entre sí, ni con los barcos que si tienen anclas, (ver anexo 7).
Se debe entregar la documentación autorizada que acrediten los permisos de navegación y las características de la embarcación principal y de la embarcación de apoyo (chalán, remolcador, abastecedor, lancha de pasajeros, barco cisterna), con la finalidad de comprobar que cumplen con lo requerido para los trabajos de construcción, instalación o desmantelamiento de ductos submarinos, las cuales se describen en el anexo 12.1 de la norma NRF-106-PEMEX-2010. Adicionalmente, debe entregar como mínimo la documentación de las embarcaciones que se describe a continuación:
a) Certificado de clase. b) Certificado de Francobordo. c) Certificado de Arqueo. d) Certificado de Balsas Salvavidas. e) Planos de Seguridad y de Arreglo General, certificados por Casa Clasificadora o por Marina Mercante.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 87 LINEAS MARINAS
f) Dotación Mínima Seguridad. g) Cuadernillo de Estabilidad sellado por Marina Mercante, en caso de ser nacional. h) Certificado de Matrícula. i) Certificado de casco y maquinaria. j) Certificado de seguridad marítima. k) Seguros vigentes. l) Permisos de navegación, en caso de ser extranjera. m) Permisos en materia ambiental.
Toda embarcación de construcción y embarcaciones auxiliares, deben apegarse a la normatividad establecida de
seguridad industrial, respecto al acercamiento de embarcaciones a plataformas establecida en la norma de referencia NRF-043-PEMEX-2008.
Los programas de obra, normalmente inician por el o los tendidos de las líneas ya que el tendido representa en promedio entre el 40 y 60 % del importe de la obra y esa es una buena manera de capitalizar a la contratista rápidamente, siguiendo después, las instalaciones de curvas de expansión, Abrazaderas de ducto, Ductos Ascendentes, Protectores de Ducto, los trabajos sobre cubierta de plataforma como son Cantiléver, Cuellos de Ganso, Trampas de Diablos, desmantelamiento, instalación de equipos especiales, e Interconexiones en cubierta de plataformas, generalmente se realizan a la sombra de los trabajos submarinos, posteriormente se continua con el Dragado de las Líneas, Pruebas Hidrostáticas, Secado e Inertizado y limpieza de las mismas.
Para el tendido de líneas lo primero es elegir una barcaza que sea adecuada para la realización de dichos trabajos, es decir, que tenga la capacidad necesaria, considerando: el peso, el diámetro, el espesor, tirante de agua, la Geometría de la barcaza, Etc. Esto debido a que es necesario comprobar que la catenaria que describirá la línea en el momento de estar siendo tendida no sobrepasara el 80% del límite de flexión de la tubería, ya que, de ser así, esta colapsaría ocasionando retrasos en los programas de construcción y daños a la economía del proyecto.
IV.26. PROCEDIMIENTO DE INSTALACIÓN.
La barcaza típica de tendido de tubería es una embarcación de aproximadamente 120 mts. De longitud (eslora) por 30 mts. De ancho (manga). En el desarrollo de la Sonda de Campeche, los diferentes tipos de embarcaciones que han participado utilizan el mismo método de tendido de tubería, el área de la cubierta proporcionan al menos tener un almacenaje mínimo de tramos de tubería, antes durante y después de un tendido de tubería a través de la rampa de lanzamiento. Este tipo de embarcaciones poseen sistemas de anclajes o sistemas de posicionamiento a través de GPS que les permiten posicionar y mover correctamente la instalación de un sistema de tuberías por muy sofisticado que sea. Durante la instalación asisten los remolcadores, que además auxilian en el posicionamiento de anclas, mientras que chalanes abastecen de tubería y con el apoyo de grúas de la barcaza de tendido son tomados los tubos del chalán y colocados al inicio de la rampa de lanzamiento. Es importante destacar que los costos de inversión por estas embarcaciones representan varios millones de dólares por el equipo tan especializado que se requiere, también esta en función de la cantidad de estaciones de trabajo ya que varían de 5 hasta 12 estaciones, pero también pueden diferir por los sistemas de soldadura que emplean o también si estas embarcaciones son capaces de lanzar juntas dobles esto representa lanzar 24 metros de tubería por movimiento incrementando con ello su rendimiento, concluyendo que el grado de sofisticación del equipo determinara el costo por renta diaria. La descripción mínima de estaciones de una embarcación de tendido de tubería son:
ESTACION 1.- Alineamiento de tubería. (Fondeo y paso caliente).
ESTACION 2.- Estaciones de relleno de soldadura. (Pueden ser más de dos)
ESTACION 3.- Terminación de soldadura.
ESTACION 4.- Inspección radiográfica de soldadura.
ESTACION 5.- Estación de reparación de soldadura.
ESTACION 6.- Colocación de protección mecánica de la junta.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 88
El proceso se inicia con el alineamiento y soldadura de tramos de tubería en la primera estación, los cuales se van soldando uno a continuación de otro cuidando los aspectos de alineamiento de la boca de los tubos y la posición de las soldaduras longitudinales que deben de ser hacia arriba y separadas perimetralmente 30°, por lo que describiremos los elementos básicos en una embarcación de tendido de tubería.
1. Barcaza de tendido de tubería.
2. Sistema de amarre.
3. Tensionadores de tubos.
4. Stinger ó pontón.
5. Configuración de la tubería durante su tendido. (Configuración “S”) Sobre este ultimo punto la tubería al ser tendida a través de la rampa de lanzamiento forma una “S” durante su tendido, dividiéndose para su estudio en tres partes:
a.- curva en la región superior.
b.- curva en la región inferior
c.- punto de transición que divide las dos curvas.
El stinger o pontoon sirve de apoyo a la curva de la región superior a la salida de la barcaza de tendido de tubería, existen del tipo rígido y los hay del tipo articulado de dos y tres secciones según se requiera de acuerdo o en función del tirante de agua donde se va a tender la tubería.
Los Tensionadores de tubería son aparatos que sirven para controlar la sustentación de la tubería no permitiendo la caída a través del stinger al mismo tiempo que se controla la curva inferior de la tubería en contacto con el fondo marino. Estos aparatos se encuentran localizados entre las estaciones dos y tres el primero y entre la estación cuatro y cinco el segundo tensionador. Ambos Tensionadores mantienen una fuerza de restricción entre el tubo y la embarcación conforme la barcaza se desplaza hacia delante sobre sus anclas de forma verdaderamente sincronizada. La restricción de estas barcazas de tendido con relación a la profundidad a las cuales se puede tender se ven gobernadas por los siguientes factores:
1. Capacidad de los sistemas de anclaje.
2. Tamaño del stinger.
3. Capacidad de los Tensionadores.
4. Diámetro y espesor de la tubería.
5. Peso del lastrado de la tubería.
En función de lo anterior se hace necesario el análisis de tendido de la tubería por estas embarcaciones de tendido por el método clásico de tendido de tubería.
Tensionadora. Stinger de tendido.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 89 LINEAS MARINAS
Figura N.-4, Diagrama físico de una barcaza de tendido de tubería.
IV.27. INSTALACIÓN DE ELEMENTOS.
Los elementos que fueron prefabricados en patios de fabricación en tierra o chalanes acoderados en la barcaza y que están listos para su instalación los cuales se instalarán de la siguiente manera: (ver anexo 8).
a) Alineamiento fino del extremo de la tubería tendida con respecto al alineamiento de proyecto para llegar a la pierna de plataforma
b) Colocación de abrazadera de curva de expansión.
c) Izaje del extremo de tubería a superficie y empate de línea regular con curva de expansión.
d) Descenso de línea regular y curva de expansión, incluyendo colocación dentro de su abrazadera y cierre.
e) Colocación de abrazaderas para ducto ascendente.
f) Instalación, cierre y apriete de espárragos en bridas de unión entre curva de expansión y ducto ascendente.
g) Cierre de abrazaderas del ducto ascendente.
h) Instalación de abrazadera fija.
i) Instalación del cuello de ganso
j) Instalación de trampas de diablos.
k) Instalación de soportería.
l) Instalación de interconexiones.
m) Instalación de equipos y accesorios.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 90
IV.28. INSTALACION DE CURVA DE EXPANSION. Por la forma y dimensiones de la pieza a instalar y por realizarse en proximidades de una plataforma, esta resulta
ser una operación donde entran en juego tanto la capacidad y eficiencia de los equipos auxiliares de los que está dotado la embarcación, como la experiencia en maniobras de] personal de cubierta y la calidad de los cálculos técnicos realizados.
La embarcación transita y toma posición en el sitio de trabajo (frente a la pierna de la plataforma), se inspecciona el lugar mediante buceo, se procede a instalar la abrazadera que sujetara la curva de expansión en la pierna de la plataforma, para lo cual es necesario cortar la tubería de inundación que corre a lo largo de la pierna o el patín que sirvió para el transporte de la estructura.
Antiguamente la unión de la curva de expansión con la línea regular se realizaba mediante una soldadura hiperbárica, es decir que se soldaba en el fondo del mar, para lo cual se requería un equipo muy especializado y el costo resultaba demasiado caro.
En la actualidad para la instalación de una curva de expansión el primer paso es realizar una metrología que determina exactamente la localización del tapón de la línea regular con relación a las piernas de la plataforma, posteriormente se levanta la línea con los pescantes que posee la barcaza en uno de los costados, babor o estribor, una vez con la línea está fuera del agua, y atendiendo los resultados de la metrología se realiza un corte en la línea regular, se rebicela y con apoya de las grúas de la embarcaron se iza la curva hasta llevarla a 1a posición donde se unirá a la línea regular, esta junta dependiendo del diámetro y espesor de la tubería puede durar hasta 8 horas, concluida la junta y después de comprobar mediante radiografía que la junta cumple con la normatividad, se realiza la protección anticorrosiva de la junta de campo mediante cinta termocontractil y se protege con poliuretano, después se iniciara el descenso de la línea ya con la curva de expansión con apoyo de los pescantes y grúa de la embarcaron, la curva se considera instalada al 100% cando se encuentra dentro de la abrazadera guía que la sujetara definitivamente a la plataforma.
En algunos casos la ingeniero solicita que la unión línea regular-curva de expansión, sea embridada para este caso no se requiere izar la línea regular.
Para este caso después de realizada la metrología se corta la curva de expansión en la cubierta del barco y se instala la brida correspondiente, misma que generalmente será una brida de anillo giratorio "Brida Swivel".
También es importante mencionar que para absorber la diferencia de espesores entre la curva y la línea regular se considera la instalación de un carrete de transición el cual tendrá en un extremo el espesor de la tubería de la curva y en el otro el de la línea regular.
Otra pieza importante es la brida MAF, este elemento permite unir la curva de expansión con la línea regular aun y que entre estos elementos existiera cierto grado de desalineamiento, este accesorio fue diseñado específicamente para trabajos submarinos debido a la gran dificulta para la realización de los embridajes submarinos, (ver anexo 8).
IV.29. INSTALACIÓN DEL DUETO ASCENDENTE. En esta operación, parte del equipo de apoyo es colocado en el primer nivel de la plataforma, ya que ahí estará el
control del ducto una vez que este sea trasladado a la plataforma mediante la grúa principal de la embarcación.
Una vez que la mejor posición de la curva de expansión fue lograda, la barcaza se acerca a un más a la plataforma y con los buzos se lleva a cabo la instalación de las abrazaderas guías, se coloca un tapón de izaje en la parte superior del ducto preparado con mangueras de inyección de aire, se levanta de la cubierta del chalán que lo transporto colocándolo en posición vertical, se sumerge en el agua y se le inyecta aire a través de la válvula colocada en el tapón con la finalidad que quede a una profundidad donde puede ser manejado por los malacates colocados en la plataforma, ya colgado se lleva a su posición final la parte inferior para realizar el ensamble con la curva de expansión, Para facilitar este ensamble la brida que se utiliza es una Brida Swivel o giratoria a la cual se le instalaran los espárragos y se apretaran mediante equipos intensificadores de torque.
Realizando el ensamble ya sea con bridas o conector, se lleva a las abrazaderas y se asegura en ellas.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 91 LINEAS MARINAS
Se tiene especial cuidado en considerar la profundidad del sitio y el cambio de mareas para ubicar correctamente la zona de salpicaduras que debe de estar entre los +3.66 mts. (12'Ft.) y -3.5 Mts.(10’ Ft) Una vez que el ducto ha sido colocado se procede a la instalación del protector de mareas.
Es práctica común que el ducto ascendente sea fabricando en patio hasta el codo degradado o sea hasta la transición entre la sub-estructura esto se hace para facilitar las maniobras de instalación, posterior a esto y después e embridada y colocada dentro de las abrazaderas guías, se hace un corte de ajustar la plataforma y se instala un codo degradado que, según el diseño de la plataforma varía entre los 7º y los 10º
Posteriormente y de acuerdo a la ingeniería lleva a cabo la instalación de un elemento aislante comúnmente llamado monoblock este elemento aísla eléctricamente la plataforma de la línea submarina con lo cual el sistema de protección catódica de la línea y plataforma pueden ser fácilmente controlables.
Dependiendo de la configuración de la plataforma y de los espacios disponibles se considera un carrete de ajuste entre el ducto ascendente y el cierre con el cuello de ganso, (ver anexo 8).
IV.30. INSTALACIÓN DEL CUELLO DE GANSO.
A la selección de la tubería que une al ducto ascendente con la trampa de diablos y está formada por tramos cortos, un codo de 90° x 3D, 5D, un cople aislante y curvas de 45°a 90° de tres diámetros de radio y que adopta formas caprichosas según la ruta a seguir generalmente tiene forma de "Cuello de Ganso" la instalación de esa sección se realiza uniendo las piezas que fueron prefabricadas en patio, a fin de realizar en el sitio el mínimo de trabajo, el montaje de estas piezas se complementa con la colocación de la Soportería necesaria y la protección anticorrosiva en las áreas donde se efectuaron soldaduras de campo o daños por las maniobras.
En la sección vertical sobre el ducto ascendente de la interconexión va colocado el copie aislante que recibe el nombre de "monoblock", ya que en esencia son dos piezas separadas eléctricamente hablando, su presentación es solo un cuerpo, su función es aislar la protección catódica de la línea y la de la plataforma sirviendo como frontera de ambas. (ver anexo 8).
IV.31. INSTALACIÓN DE LA TRAMPA DE DIABLOS. Las trampas de diablos son por lo regular las piezas que marcan los extremos de un ducto y en el caso de los
ductos submarinos están colocados sobre las plataformas, para su diseño y construcción se toma en cuenta el código ANSI S-31.3.
Tiene las funciones de seccionar y desviar el flujo valiéndose del juego de válvulas que posee a fin de colocar, enviar, movilizar recibir y recuperar los "émbolos" que para varios fines son "corridos" por la tubería, estos cuerpos llamados "diablos" tienen forma cilíndrica esférica o de bala, pueden ser flexibles o semirigidos y sirven para medición interna, limpieza o separación de fases. Aprovechando la posición de la embarcación al terminar de colocar el dueto ascendente y la defensa, se prepara el espacio en plataforma cortando, si es necesario, barandales o rejillas del piso, colocando ganchos y orejas para poleas y apoyos.
La trampa de diablos es levantada del chalán o embarcación que lo transporto y se lleva a su posición lentamente, ya que su peso, que varía entre las 10 y 45 Tons. En diámetros de 14" pulgadas (35.56 Cm.) a 36" pulgadas (91.44 Cm.), y que se maneja en determinado momento con malacates y maniobras deslizándola con ayuda de rodillos, esto puede ser peligroso debido a la cercanía con sistemas de operación.
Previo a la interconexión con las tuberías se debe asegurar que el interior del equipo no tenga ningún material extraño y verificar el apropiado funcionamiento de la tapa, Las maniobras de izaje se deben realizar utilizando las orejas de izaje del equipo paquete y no se debe hacer por medio de las tuberías o terminaciones bridadas del equipo.
Durante las maniobra de izaje se deben realizar movimientos ortogonales en el plano horizontal y vertical uno a la vez para mantener la carga estable.
La instalación del equipo paquete sobre la cubierta de la plataforma debe considera los criterios de localización y orientación del numeral de esta norma de referencia, así como un área de maniobras apropiada para mantenimiento,

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 92
operación y supervisión operativa. Cuando se logra la posición de acuerdo a proyecto se procede a restaurar los lugares afectados y a fijar con cordones de soldadura la pieza a, la parte estructural de la plataforma, (ver anexo 8).
IV.32. INSPECCIÓN FINAL. Una inspección final de la tubería ya instalada, deberá efectuarse con el objeto e verificar que la condición de los
ductos ascendentes y curvas de expansión satisfaga los requisitos y especifica iones de las normas, Esta inspección se realiza con "buceo supervisión" una compañía "tercería" envía sus buzos a verificar la correcta instalación de los elementos submarinos dando fe a la supervisión de1 cliente de los hallazgos encontrados.
IV.33. INSPECCIÓN DEL DUCTO ASCENDENTE.
En la inspección del ducto ascendente se verificara, tanto a este, como a los soportes, abrazaderas anclas y guías, aditamentos para evitar impactos y sistemas de protección anticorrosivos. Las abrazaderas deberán de estar firmemente sujetadas a la pierna de la Plataforma y al ducto ascendente demás deberán de contar con sus contratuercas debidamente apretadas.
IV.34. INSPECCIÓN DE LA CURVA DE EXPANSIÓN. En la inspección de la curva de expansión se verificara principalmente, que los atiesadores (Puntales de
embarque) de la misma hayan sido removidos. Además del recubrimiento del lastre de concreto y los sistemas de protección contra la corrosión.
Cualquier daño detectado a los ductos ascendentes y la curva de expansión durante la inspección final, deberá ser analizado con el objeto de proceder a la reparación mediante un procedimiento calificado.
Lo anterior deberá ser realizado de acuerdo a procedimientos de instalación y a una programación perfectamente planeada, para no interferirse entre las actividades, ya que en algunos casos estas actividades pueden ser realizadas simultáneamente.
IV.35. DRAGADO ENTERRADO Y ACOLCHONAMIENTO DE LA LÍNEA REGULAR. El dragado, enterrado, acolchonamiento y recubrimiento o tapado de tuberías submarinas se realizaran de
acuerdo a los resultados emitidos por los estudios geofísicos, geotécnicos y de estabilidad hidrodinámica, cruce por zonas con proyectos para desarrollos futuros como instalación de plataformas, complejos ductos, monoboyas etc.; así como el cruce por áreas especiales como lo son los arribos o aproximaciones a la costa, cruce con canales de navegación.
Previo al inicio del dragado el equipo debe probarse en un área libre de tuberías para calibrar bombas, compresores, sistema de detección de profundidades, dinamómetros de cargas laterales y de arrastre, ajuste al diámetro de la tubería a dragar, presión de descarga de las bombas, compresores, velocidad de avance, sistema de posicionamiento GPS, anclas y cables deberán garantizar estabilidad de la embarcación cuando el arado se encuentre posicionado sobre la tubería, agotadas todas las pruebas fuera del are de tuberías y siendo satisfactorias todas ellas, la embarcación debe transitar y tomar posición en el área preestablecida, localizar la tubería y guiar el arado con buzos y sonar sobre la tubería calibrando profundidades, confirmando el tipo de suelo de manera continua mediante el sonar, y de forma periódica mediante el buceo profundidad de la zanja de acuerdo a lo establecido por la ingeniería del proyecto.
Se debe llevar un registro de todos los acontecimientos que se realizan en el dragado de la línea regular, incluyendo al equipo, instrumentos y personal que interviene, para tener constancia documental de esta actividad.
En caso de existir cruzamiento con ductos existentes o disparos submarinos durante el dragado de la línea regular, estos se deben evitar y tomar en cuenta para hacer las transiciones establecidas por la ingeniería del proyecto, continuándose con el dragado hasta su terminación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 93 LINEAS MARINAS
La cobertura mínima requerida a lo largo de la línea regular será de 91Cm. (3 Pies), en el caso de aproximaciones a plataformas o cruces, la transición para lograr la profundidad deseada estará de acuerdo al diámetro, espesor y grado de la tubería especificado en la ingeniería del proyecto.
Para el caso de áreas donde el evento de fondeo de anclas sea frecuente como es el caso de los complejos y plataformas de perforación la cobertura mínima en las tuberías será de 1.0 Mts. (3ft) en todas las aproximaciones de tuberías en un radio de 1500 metros de la plataforma en mención. Para proteger las tuberías por rozaduras de cables de ancla. La cobertura en aproximaciones a la costa estará establecida por los estudios geofísicos, geotécnicos y de estabilidad hidrodinámica y acciones de corrientes de la zona en mención que para el caso no deberá ser menor a 4 Metros al arribo en playa y en tirantes de agua menores a 10 Metros de profundidad, protegiendo y mejorando el entorno al arribo con escolleras artificiales de sandtiners, colchacretos, dados de concreto o roca natural. (ver anexo 9).
IV.36. EQUIPO DE DRAGADO. Los equipos de dragado utilizados y propuestos en una obra determinada deberán seleccionarse de acuerdo del
tipo de suelo a dragar, profundidad de la zanja, avance y rendimiento esperado así como la disponibilidad, costo y/o renta del equipo.
Algunas bombas de agua desarrollan 21 Kg/cm² (300 Lbs/Pg²), pero se ha comprobado que esta presión no permite cortar la zanja lo suficientemente rápida, en los trabajos desarrollados en las líneas de inyección de agua en 1989, se incrementó la presión del chorro a 70 Kg/Cm² (1000 Lb/Plg²), Este tipo de dragado acondicionado para enterrar tuberías, puede cortar zanjas de 1.20 X 1.80 Mts. (4' X 6' FT) a una velocidad de 300 Metros por hora en fondos con Iodos blandos y arenas sueltas, en materiales duros la velocidad se reduce hasta 30 metros (98.4'Ft) por hora, cabe señalar que estas unidades no están diseñadas para trabajar en fondos duros como son los coníferos, de cantos rodados o grava. En caso de existir un cruce con la línea existente deberá disminuirse la velocidad e ir inspeccionando delante de la draga hasta ubicar la línea existente. Al llegar a este punto se levanta la draga y se pasa al otro lado del cruce señalando el lugar para posteriormente volver y acolchonar el cruce.
Para el caso de aproximaciones a la costa estos pueden realizarse por medio de dragas de succión, arado y almeja. Siendo esta ultima la más eficiente. Montada en la barcaza y posesionándose con tres anclas en profundidades de 20 Metros de tirante. Esta actividad se apoya con equipo de posicionamiento GPS y alguna estación de apoyo en playa y remolcadores de poco calado o fondo plano que permita aproximaciones a la costa, equipo de buceo y eco sonda. Los dragados de canales para aproximaciones a la costa sirven de acceso a las embarcaciones de tendido que toman posición lo más cercano a la costa y desde donde se lanza la tubería flotada a la playa tirada por winches en la costa. Posterior al lanzamiento de tubería y retiro de flotadores se realizara el tapado de la tubería con el mismo material. El plan de calidad aprobado establecerá los puntos de inspección, para corroborar las profundidades, uniformidad de la zanja, realizando la inspección en el arado a 3 tramos atrás cuando la tubería este llena de agua y 5 tramos atrás del mismo cuando la tubería este vacía, confirmando la profundidad de la zanja, profundidad del lomo del tubo y del lecho natural, si se está removiendo el material bajo la tubería y si no se esta dañando el lastre o recubrimiento anticorrosivo, (ver anexo 9).
En el caso de que no se este dando la cobertura requerida se deberá relocalizar el arado con apoyo de buceó hasta la estación que se confirme dragado dentro de norma. El dragado de la línea regular puede realizarse previo durante o posterior al tendido, dependiendo del tipo de draga a utilizar; en cualquiera de los casos la compañía contratista será responsable de garantizar un adecuado posicionamiento y control del equipo que permita salvaguardar la integridad de las instalaciones existentes, operando fuera de servicio o en construcción. Esto nos obliga a emplear equipos de dragado con un sofisticado grado de control para establecer las coberturas mínimas requeridas con el mínimo riesgo para las instalaciones existentes.
IV.37. ACOLCHONAMIENTO DE CRUCES DE LÍNEAS Y DISPAROS SUBMARINOS. El acolchonamiento de cruces de ductos y disparos submarinos que por diseño de la ingeniería se presenten en la
construcción de un proyecto, deberán ser protegidos mediante la colocación de sacos de arena/cemento, formando un colchón que los aísle de cualquier contacto metálico que pueda inducir el proceso de corrosión de la tubería y/o accesorios del ducto submarino. Con esta acción se garantiza que el ducto cumpla con el tiempo de vida para el cual fue diseñado.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 94
El acolchonamiento se debe realizar conforme a lo indicado en los procedimientos aprobados y certificados que apliquen, respetando las especificaciones que señala la ingeniería del proyecto, así como a las recomendaciones del API RP-1111 sección V inciso 5.3.2.3.
El cruzamiento de tuberías con otras existentes es un trabajo especial que requiere una atención especial para:
Evitar tener contacto entre las tuberías existentes y en construcción, colapsandose por aplastamiento o abolladura.
Evitar fugas de protección catódica por contacto directo y/o proximidad de las dos tuberías mismos que aceleraría el proceso de corrosión.
Por la complejidad de cada cruce al tener tuberías existentes en superficie, semienterradas, al ras con el lecho marino, enterradas o muy próximas existirán diferentes modalidades de cruces que en cualquiera de los casos requerirá una memoria de cálculo para determinar el radio de curvatura y no provocar corrosión acelerada por esfuerzos concentrados.
En el caso de los cruces sobre el lecho marino se deberá contar con el estudio de estabilidad hidrodinámica y la acción de socavamientos por corrientes y o vórtices.
En cualquiera de los casos el constructor deberá apegarse a la ingeniería del proyecto, localizándose estos cruces posteriores, durante o previos al tendido e instalando los materiales que para el caso hayan sido aprobados por la firma de ingeniería y los cuales pudiesen ser costales con arena-cemento, colchacretos, u otros materiales que hayan probado su efectividad en el mercado con pruebas de carga, impacto y durabilidad en el medio salino. La separación mínima entre tuberías será de 3ft.
En el caso de que la tubería existente a cruzar sea de construcción reciente menos de 5 años y se cuente con evaluaciones de estado que guarda por medio de la corrida de diablos instrumentados se propondrá dragar está a una profundidad mayor con acuerdo del área operativa para evitar realizar cruzamientos sobre el lecho marino que en áreas con frecuentes fondeo de anclas pudiesen ser removidos o desplazados por movimientos laterales de los cables de anclas, (ver anexo 11).
IV.38. SECUENCIA PARA ACOLCHONAMIENTOS.
Al aproximarse la embarcación (draga) en operación a 100 Mts. del cruce debe reducirse la velocidad del dragado alertando por los sistemas de seguridad que registren sobre tensiones, equipo de sonar y GPS. a 50 Mts. del cruce el dragado debe suspenderse hasta que con el equipo de buceo y sonar sea localizada y boyada la tubería existente. Se reanudara el dragado hasta 10 Mts. del cruce con apoyo constante de buceo, suspendiéndose izando el arado desplazándolo y nuevamente posicionándolo posterior al cruce debiendo realizar las transiciones necesarias hasta llegar a la cobertura requerida. El afine en el área de cruce se realizara con chiflón de mano hasta descubrir estratos firmes, tomando vídeo previo durante y posteriores a la colocación de costales con arenacemento y/o colchacretos u otros materiales; de ser necesaria la tubería superior deberá ser estrobada y suspendida a través de los pescantes de la barcaza equipados con dinamómetros y profundimetros que servirán de apoyo para dar la curvatura deseada.
Las operaciones de acolchonamiento para disparos submarinos son similares a lo descrito anteriormente y deberá cumplir con los requerimientos establecidos en la ingeniería del proyecto. (ver anexo 10).
IV.39. PRUEBA HIDROSTÁTICA Y LIMPIEZA DE DUCTOS SUBMARINOS E INTERCONEXIONES. Las pruebas hidrostática de todos los elementos que conforman un sistema de transporte de hidrocarburos
líquidos y gaseosos como son la línea regular, curva de expansión, ducto ascendente, cuello de ganso y trampa de diablos. Sobre cubierta de plataformas interconexión de trampas de diablos a cabezales de producción y prueba, tanques de balance, separadores, paquetes de regulación y medición, depuradores de gas, sistemas de drenajes y conexión a quemadores, cabezales de succión y de descarga de sistemas de bombeo y compresión deben ser probados previamente a su puesta en operación, con el propósito de garantizar su funcionamiento y evitar fallas que pongan en riesgo al personal e instalaciones.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 95 LINEAS MARINAS
IV.40. EQUIPO PARA LLENADO. El equipo de llenado de agua es el siguiente:
a).-Una o varias bombas de alto volumen y baja presión, de acuerdo al diámetro y longitud de la tubería.
b).-Un filtro que garantice la obtención de agua limpia para la prueba.
c).-Una bomba de inyección para inhibidores de corrosión y otros productos químicos, si estos fueran necesarios.
d).-Un medidor para el volumen de llenado.
e).-Una bomba de alta presión y tres pasos.
IV.41. PRESIÓN DE PRUEBA.
La presión de prueba es la presión mínima aplicada en el punto más elevado de la tubería. Después de que las tuberías han sido llenadas con agua de prueba, deberán someterse durante 24 horas a la presión de prueba. El nivel de referencia para esta presión, es el nivel del mar. La presión de prueba deberá calcularse según la siguiente formula:
Presión de prueba=1.25 x presión de diseño (Para Líquidos)
Presión de Prueba=1.40 x presión de diseño (Para Gas).
IV.42. EQUIPO PARA LA PRUEBA DE PRESIÓN.
a) Material para obra falsa para fabricar soportes y desfogues, tales como tuberías, soldaduras, viguetas, comales, tornillería, empaques (anillo o espiro metálico), cubetas temporales, conexiones de diámetros y cédulas diferentes para la construcción de árboles.
b) Mangueras de diámetros y librajes diferentes.
c) Bombas para el llenado y empacado de tubería de acuerdo al diámetro, longitud y localización de la tubería a probar.
d) Diablos de limpieza de diferentes diámetros.
e) Inhibidor de corrosión y bombas para su inyección, solo cuando el agua de mar deba permanecer más de 21 días en el interior de la tubería.
f) Manómetros, manógrafos, termógrafos, medidores de flujo, todos ellos calibrados y certificados, con rangos de medición no mayores al doble de la presión de prueba.
g) Compresores con la capacidad y volumen necesario de acuerdo al diámetro, longitud y localización de la tubería a limpiar.
Todas las actividades de soldadura en tubería y accesorios, interconexiones, soportes, silletas y sistema de anclaje, deben de estar terminadas e inspeccionadas al 100 por ciento antes de iniciar la prueba hidrostática, (ver anexo 11).

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 96

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 97 LINEAS MARINAS
VI.43. REGISTRO DE LA PRUEBA. La presión y la temperatura de las tuberías para el periodo de 24 horas de prueba, deben de registrarse
continuamente por medio de instrumentos. Todos los datos y graficas deben estar marcados con la siguiente información.
a).- Nombre de la entidad y su representante autorizado.
b).- Nombre del contratista de la prueba y su representante autorizado.
c).- Descripción de los sistemas de tuberías probados hidrostáticamente.
d).- Fecha y hora de la prueba.
e).- Presión y duración de la prueba.
f).- Medio de prueba usado.
g).- Firmas de los que intervinieron.
Si durante la prueba hidrostática se registran caídas de presión por fuga, esta deberá localizarse para corregirla, mediante el apriete de los espárragos cuando la fuga sea entre bridas o cambiando el accesorio cuando sea necesario.
Cuando no es posible encontrar la falla debido a que esta es pequeña y se encuentra bajo el agua, se inyectara colorante en el fluido de prueba y se recorrerá en un remolcador toda la longitud de la línea hasta su localización. Se enviaran buzos para la evaluación del daño y con la confirmación se planea la reparación del defecto para volver a realizar la prueba hasta obtener resultados positivos. Sin duda el documento más importante de la prueba hidrostática es la gráfica, por lo que el personal deberá vigilar que se le dé un buen uso y una vez que se documente y se firme guardarla en el expediente con los registros de presión, relación de personal y equipo, calibración de instrumentos, Etc.
Los criterios de aplicación para las pruebas hidrostática son las que establecen en el Reglamento de Trabajos Petroleros. El tiempo de duración de la prueba hidrostática para el caso de gasoductos y/o oleogasoductos marinos será de 24 horas, desde el momento de alcanzar la presión de prueba y el estabilizado de la misma. Para el caso de pruebas hidrostática se muestra en la tabla No. 4 de acuerdo al tipo de instalación y especificación aplicable en interconexiones se dan los siguientes tiempos de prueba. (ver anexo 11).
Tabla N.-4, Especificaciones particulares que deben considerarse aplicables a ductos de petróleos Mexicanos.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 98
Como medida de seguridad el área de la interconexiones y trampas de diablos presurizados, deben ser
acordonadas y señalizadas restringiendo al paso exclusivo del personal encargado de la prueba hidrostática, asegurando tener en el sistema a probar una válvula de relevo calibrada a una presión 3% mayor a la presión de prueba,. Los equipos de medición y control como manómetros y manógrafos deben ser instalados en la parte más elevada de la parte a probar, los cuales deben ser calibrados y certificados al igual que los medidores de flujo y termógrafos, protegiéndolos del viento, lluvia y vibraciones, (ver anexo 11).
IV.44. LIMPIEZA INTERIOR DE DUCTOS SUBMARINOS. Se debe efectuar la limpieza interior del ducto para desalojar él líquido utilizado en la prueba hidrostática así
como los residuos de materiales de la construcción que pudieran haber quedado dentro de la tubería, y/o interconexiones. La línea regular y/o interconexiones o sistema se desfogaran de presión y su limpieza se realizara mediante corrida de diablos con aire, descargando el producto en un chalán o embarcación cisterna en el caso de que en el llenado y/o empacado de la tubería se hubiere empleado inhibidor de corrosión o colorantes para detectar fugas.
Se correrán los diablos necesarios (poly-pigs, diablos de copas, diablos magnéticos, diablos calibradores) para eliminar el agua, lodo, escoria, electrodos y/o cualquier elemento extraño dejado dentro de la tubería durante la construcción que pudiese poner en riesgo la operación del ducto por obstruir filtros, sistemas de succión para bombas compresores, (ver anexo 12).
Se deberá cuantificar el volumen de agua retirada o desplazada del ducto para lo cual se debe instalar un medidor de flujo en la o las descargas.
IV.45. INSPECCIÓN DEL DUCTO.
Esta actividad de inspección y levantamiento con R.O.V., tipo "As built" de ductos submarinos, es para determinar la posición del ducto, profundidad del lecho marino y profundidad de enterramiento así como la posición geodésica de los accesorios, cruces, curvas de expansión, ductos ascendentes, disparo submarino, ánodos, bridas, abrazaderas y cualquier tipo de daño localizado, se recibe la autorización por parte del representante de PEP abordo para iniciar la inspección de la línea regular, de acuerdo al programa de inspección, levantamiento y programa de obra, para el proyecto en específico, se configura el sistema de navegación con la base de datos de ductos instalaciones y estructuras marinas en la sonda de Campeche actualizada y autorizada por PEP, además de toda la información necesaria para realizar la inspección y levantamiento de línea regular. Programando la línea específica y el recorrido de la misma, se realiza una junta donde intervienen el Ingeniero de Posicionamiento, el Capitán de la embarcación y el supervisor de ROV, y el ingeniero de campo, para determinar las acciones específicas y precauciones, especiales considerando los factores ambientales (vientos, dirección y magnitud del oleaje, dirección y fuerza de corriente superficial submarina, (ver anexo 13).
Efectuando las actividades siguientes:
a) Se realiza el ajuste y calibración de todos los sistemas, equipos y sensores. b) Se reportan las actividades a control marino, proporcionando nombre de la embarcación, número de
línea a inspeccionar, diámetro, lugar de inicio y terminación de los trabajos. c) Se recibe autorización de Control Marino para iniciar los trabajos. d) Se moviliza la embarcación al sitio inicial de la inspección. Utilizando el sistema de posicionamiento
DGPS y el programa de navegación en el cual se señala el punto de inicio del levantamiento e inspección de la línea.
e) Con la embarcación en posición de inicio, se procede al lanzamiento de los equipos de rastreo acústico; ecosonda y Vehículo Operado a Control Remoto. Para lo cual se requiere mantener la embarcación en posición fija.
f) Se sincronizan los tiempos de los equipos de rastreo acústico del vehículo operado a control remoto, y del ecosonda con el que se establece el sistema de posicionamiento.
g) Se verifica el funcionamiento individual y colectivo de todos los sistemas involucrados en la inspección y levantamiento.
h) Cuando las cuadrillas (embarcación, posicionamiento y ROV) se encuentren listas, inicia el recorrido
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 99 LINEAS MARINAS
sobre el ducto, para realizar el levantamiento e inspección de la línea ya sea de manera visual con cámaras de vídeo en el caso de encontrarse descubierta, o con el sistema de detección de tuberías (Innovatum) en el caso de encontrarse enterrada.
i) Durante el recorrido se lleva el registro de profundidad del lecho marino, profundidad de enterramiento, KP. Así como de los eventos tales como fallas en el recubrimiento, Anotando KPs, coordenadas, fecha y hora. Toda la inspección se graba en video y es comentada en audio ALTIMETRO, TEMPERATURA, CONDUCTIVIDAD, RUMBO DE ROV, PITCH y ROLL DE ROV.
j) En la eventualidad de encontrar una fuga se hará especial énfasis en el registro de los datos y se hará de conocimiento inmediato del representante de PEP abordo.
k) Al término de la inspección se recuperarán los equipos a cubierta, se hace una inspección visual de los mismos y se da mantenimiento de ser necesario.
l) Se revisa la información obtenida de acuerdo al procedimiento aplicable de la subcontratista. m) Se realiza un reporte preliminar con las características principales de la línea tales como punto de inicio,
longitud total, porcentaje de tubería enterrada, fecha de inspección, eventos y estado general del recubrimiento si el ducto se encontraba descubierto.
n) Se respalda información digital y se guardan registros para su entrega a gabinete y posterior proceso de información.
IV.46. ENTREGA DEL DUCTO A LA RAMA OPERATIVA.
El equipo de construcción al término de la obra deberá documentar toda la obra desde su inicio a la terminación del contrato, debiendo entregar al área operativa y la de mantenimiento el manual en los documentos técnicos de la obra, esto incluye los catálogos de las piezas fabricadas por personal distinto al instalador, planos as-built definitivos, programa de mantenimiento conforme a los elementos instalados así como los certificados de calidad de los mismos.
Para las áreas administrativas se entregaran los documentos administrativos generados durante el desarrollo del contrato como son las correspondencias internas y externas, desarrollo del programa contratado contra el programa real ejecutado, balance de lo contratado contra lo realmente desarrollado, análisis financiero de la obra con las consabidas memorias de las partidas aumentadas o reducidas según sea el caso y todo para integrar el libro blanco que da transparencia a todas las operaciones realizadas durante el desarrollo del contrato.
Es conveniente que las personas que desarrollan y terminan el proyecto den un informe detallado de cómo quedaron las instalaciones comparadas contra la información de planos a fin de que las áreas de ingeniería consideren las modificaciones que se hicieron necesarias por obstrucciones o simplemente porque se encontraron mejores alternativas en beneficio de la empresa. En la actualidad esta información debe ser vaciada hacia los respaldos de maquetas electrónicas ya que permitirán realizar desarrollos de ingeniería más verídicos y más precisos de los que actualmente se realizan.
A continuación se describe mediante el resumen las fases de construcción así como las operaciones que se requieren realizar para el buen desarrollo de la actividad.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 100
Tabla N.-4, Secuencia de actividades durante una etapa constructiva de líneas submarinas.
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 101 LINEAS MARINAS
ANEXOS

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 102

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 103 LINEAS MARINAS
ANEXO 1.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 104

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 105 LINEAS MARINAS
FABRICACION DE TUBERIA: ANEXO ( 1 )

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 106
FABRICACION DE TUBERIA: ANEXO ( 1 )

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 107 LINEAS MARINAS
FABRICACION DE TUBERIA: ANEXO ( 1 )

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 108

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 109 LINEAS MARINAS
ANEXO 2.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 110

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 111 LINEAS MARINAS
RECUBRIMEINTO ANTICORROSIVO Y LASTRADO DE TUBERIA: ( ANEXO 2)

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 112
RECUBRIMEINTO ANTICORROSIVO Y LASTRADO DE TUBERIA: (ANEXO 2)
Instalación de ánodos de aluminio en patio de lastrado.
Fraguado de concreto en patio de lastrado.
Lastrado de tubería submarina en planta lastradora.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 113 LINEAS MARINAS
RECUBRIMEINTO ANTICORROSIVO Y LASTRADO DE TUBERIA: (ANEXO 2)
Pruebas de continuidad en planta de protección anticorrosiva.
Instalación de ánodos de aluminio en planta de lastrado.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 114
RECUBRIMEINTO ANTICORROSIVO Y LASTRADO DE TUBERIA: (ANEXO 2)
Proceso de lastrado en planta (por medio de concreto lanzado).
Pruebas de continuidad a tubería recubierta en planta de lastrado.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 115 LINEAS MARINAS
RECUBRIMEINTO ANTICORROSIVO Y LASTRADO DE TUBERIA: (ANEXO 2)
Proceso de lastrado en planta (por medio de concreto lanzado).

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 116
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 117 LINEAS MARINAS
ANEXO 3.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 118

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 119 LINEAS MARINAS
FABRICACION DE ELEMENTOS.- ( ANEXO 3)
Fabricacion de tapones de inicio y abandono para el tendido de línea submarina.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 120
FABRICACION DE ELEMENTOS.- ( ANEXO 3)
Fabricacion de curvas de expansión en el patio.
Fabricacion de curvas de expansión en el patio.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 121 LINEAS MARINAS
FABRICACION DE ELEMENTOS.- (ANEXO 3)
Ingeniería para la fabricación de curvas de expansión en el patio.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 122
FABRICACION DE ELEMENTOS.- (ANEXO 3)
Fabricacion de curvas de expansión en el patio.
Fabricacion de curva de expansión en cubierta de la embarcación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 123 LINEAS MARINAS
FABRICACION DE ELEMENTOS.- (ANEXO 3)
Izaje y corte de tapón de abandono para la instalación de la curva de expansión esta por medio de empate superficial
Aplicación a juntas de campo para la curva de expansión en cubierta de embarcación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 124
FABRICACION DE ELEMENTOS.- (ANEXO 3)
Fabricacion de puntales de embarque así como la instalación de los mismos en la curva de expansión.
Lastrado de codos de curva de expansión a bordo de la embarcación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 125 LINEAS MARINAS
FABRICACION DE ELEMENTOS.- (ANEXO 3)
Fabricacion de puntales de embarque así como la instalación de los mismos en la curva de expansión.
Fabricacion de puntales de embarque así como la instalación de los mismos en la curva de expansión.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 126
FABRICACION DE ELEMENTOS.- (ANEXO 3)
Instalación de spool ascendente e instalación de su puntal de embarque de la curva de expansión.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 127 LINEAS MARINAS
FABRICACION DE ELEMENTOS.- (ANEXO 3)
FABRICACIÓN DE DUCTOS ASCENDENTES.
Ingeniería para la fabricación del ducto ascendente.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 128
FABRICACION DE ELEMENTOS.- (ANEXO 3)
FABRICACIÓN DE DUCTOS ASCENDENTES.
Fabricacion de zona de mareas y oleajes en patio de fabricación.
Fabricacion y transporte de zona de mareas y oleajes en patio de fabricación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 129 LINEAS MARINAS
FABRICACION DE ELEMENTOS.- (ANEXO 3)
FABRICACIÓN DE DUCTOS ASCENDENTES.
Fabricacion de ducto ascendente a bordo de la embarcación.
Instalación de brida swivel para ducto ascendente en la cubierta de la embarcación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 130
FABRICACION DE ELEMENTOS.- (ANEXO 3)
FABRICACIÓN DE DUCTOS ASCENDENTES.
Pruebas de de potencial a Monoblock a bordo de la embarcación.
Pruebas de continuidad y de potencial a Monoblock a bordo de la embarcación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 131 LINEAS MARINAS
FABRICACION DE ELEMENTOS.- (ANEXO 3)
FABRICACIÓN DE ABRAZADERAS Y DEFENSAS.
Ingeniería de abrazaderas de ducto ascendente para la fabricación en patio.
Ingeniería de defensa de ducto ascendente para la fabricación en patio.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 132
FABRICACION DE ELEMENTOS.- (ANEXO 3)
FABRICACIÓN DE ABRAZADERAS Y DEFENSAS.
Aplicación de soldadura abrazaderas de ducto ascendente en el patio de fabricación.
Aplicación de soldadura abrazaderas de ducto ascendente en el patio de fabricación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 133 LINEAS MARINAS
FABRICACION DE ELEMENTOS.- (ANEXO 3)
FABRICACIÓN DE ABRAZADERAS Y DEFENSAS.
Aplicación de protección anticorrosiva a abrazaderas de ducto ascendente en el patio de fabricación.
Aplicación de soldadura a defensa de ducto ascendente en el patio de fabricación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 134
FABRICACION DE ELEMENTOS.- (ANEXO 3)
FABRICACIÓN DE ABRAZADERAS Y DEFENSAS.
Aplicación de protección anticorrosiva a abrazaderas de ducto ascendente en el patio de fabricación.
Aplicación de protección anticorrosiva a defensa de ducto ascendente en el patio de fabricación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 135 LINEAS MARINAS
FABRICACION DE ELEMENTOS.- (ANEXO 3)
FABRICACIÓN DE PIEZAS (SPOOL'S) PARA CUELLO DE GANSO.
Ingeniería para la fabricación de spools en el patio de fabricación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 136
FABRICACION DE ELEMENTOS.- (ANEXO 3)
FABRICACIÓN DE PIEZAS (SPOOL'S) PARA CUELLO DE GANSO.
Fabricación de spooles y soporteria de cuello de ganso en el patio de fabricación.
Protección anticorrosiva a spooles de cuello de ganso en el patio de fabricación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 137 LINEAS MARINAS
FABRICACION DE ELEMENTOS.- (ANEXO 3)
FABRICACIÓN DE PIEZAS (SPOOL'S) PARA CUELLO DE GANSO.
Fabricación de spooles y soporteria de cuello de ganso en el patio de fabricación.
Protección anticorrosiva a soporteria de líneas de proceso en el patio de fabricación.
Protección anticorrosiva a silletas de líneas de proceso en el patio de fabricación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 138
FABRICACION DE ELEMENTOS.- (ANEXO 3)
FABRICACIÓN DE LA TRAMPA DE DIABLOS.
Ingeniería para la fabricación de trama de diablos lanzadora.
Ingeniería para la fabricación de trama de diablos receptora.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 139 LINEAS MARINAS
FABRICACION DE ELEMENTOS.- (ANEXO 3)
FABRICACIÓN DE LA TRAMPA DE DIABLOS.
Fabricacion de spools de trampa de diablos en patio.
Fabricacion de spools y estructuras de la trampa de diablos en patio.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 140
FABRICACION DE ELEMENTOS.- (ANEXO 3)
FABRICACIÓN DE LA TRAMPA DE DIABLOS.
Fabricacion de spools y estructuras de la trampa de diablos en patio.
Transporte de trampa de diablos del patio de fabricación hacia el muelle.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 141 LINEAS MARINAS
ANEXO 4.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 142

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 143 LINEAS MARINAS
CALIFICACIÓN DE PROCEDIMIENTO DE SOLDADURA.- (ANEXO 4)
Los procesos de soldadura más utilizados en la construcción de un ducto son los siguientes:
a) Soldadura de Arco metálico protegido (SMAW) Shield Metal Arc Weld. b) Soldadura de arco metálico protegido con gas o proceso MIG (GMAW). Gas Metal Arc Weld c) Soldadura de arco tungsteno protegido con gas (GTAW) Gas Tungsteno Arc Weld. d) La soldadura por arco con núcleo de fundente (flux Cored Arc Welding, FCAW)
Preparación de carrete de tubería para la calificación del método de soldadura.
Equipo utilizado para la calificación del procedimiento de soldadura.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 144
Equipo utilizado para la calificación del procedimiento de soldadura.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 145 LINEAS MARINAS
ANEXO 5.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 146

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 147 LINEAS MARINAS
CALIFICACIÓN DE SOLDADORES (ANEXO 5)
Calificación del soldador en el método de soldadura.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 148

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 149 LINEAS MARINAS
ANEXO 6.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 150

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 151 LINEAS MARINAS
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Instalación de parales en la cubierta del chalan de transportación de tubería.
Instalación de parales en la cubierta del chalan de transportación de tubería.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 152
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Traspaleo de tubería lastrada de la planta de lastrado al chalan de carga.
Carga de tubería lastrada en chalan de carga

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 153 LINEAS MARINAS
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Trincado de la tubería lastrada lista para ser trasportada y enviada a la embarcación de tendido.
Traspaleo de tubería del chalan hacia la embarcación de tendido.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 154
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Rolado de ancla de muerteo para inicio del tendido de línea.
Posicionamiento de ancla de muerteo para inicio del tendido de línea.
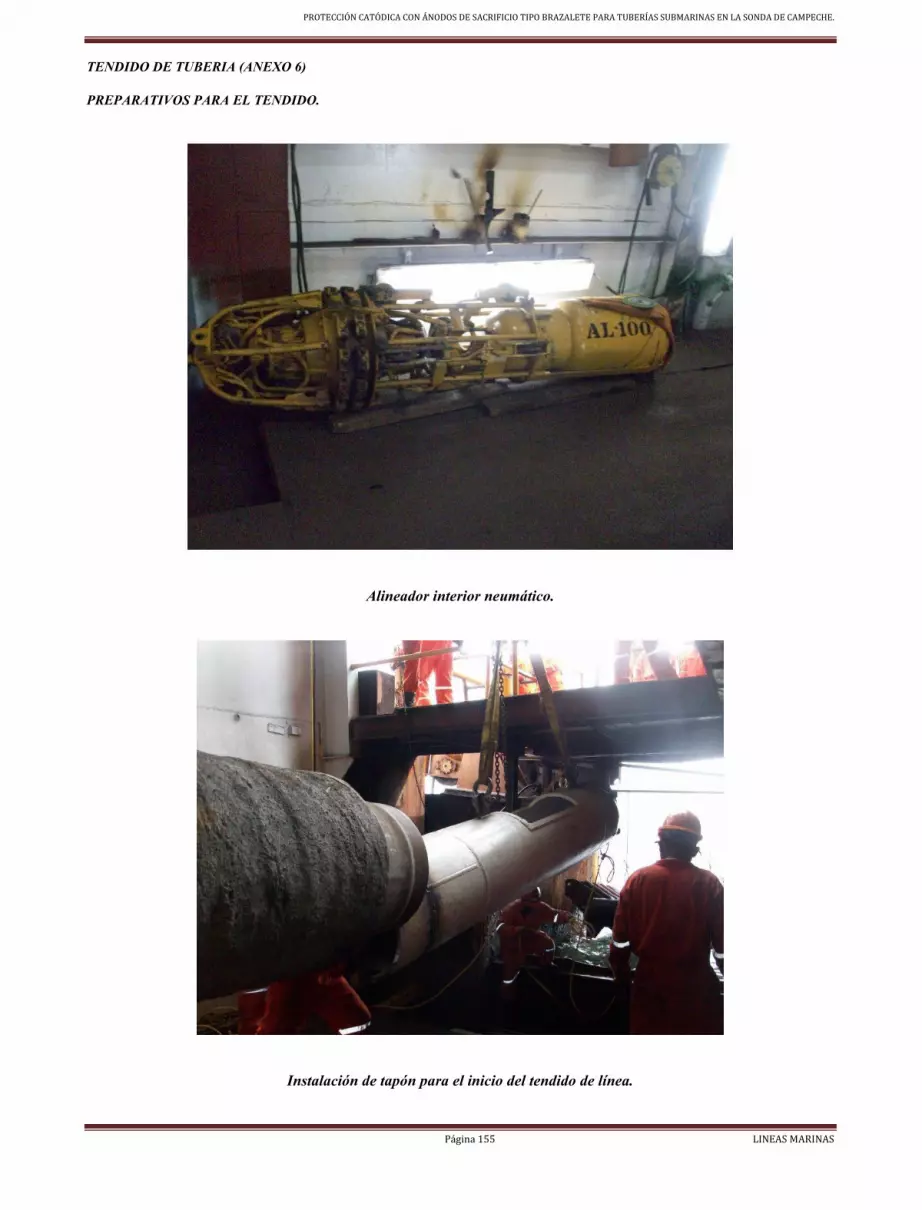
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 155 LINEAS MARINAS
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Alineador interior neumático.
Instalación de tapón para el inicio del tendido de línea.
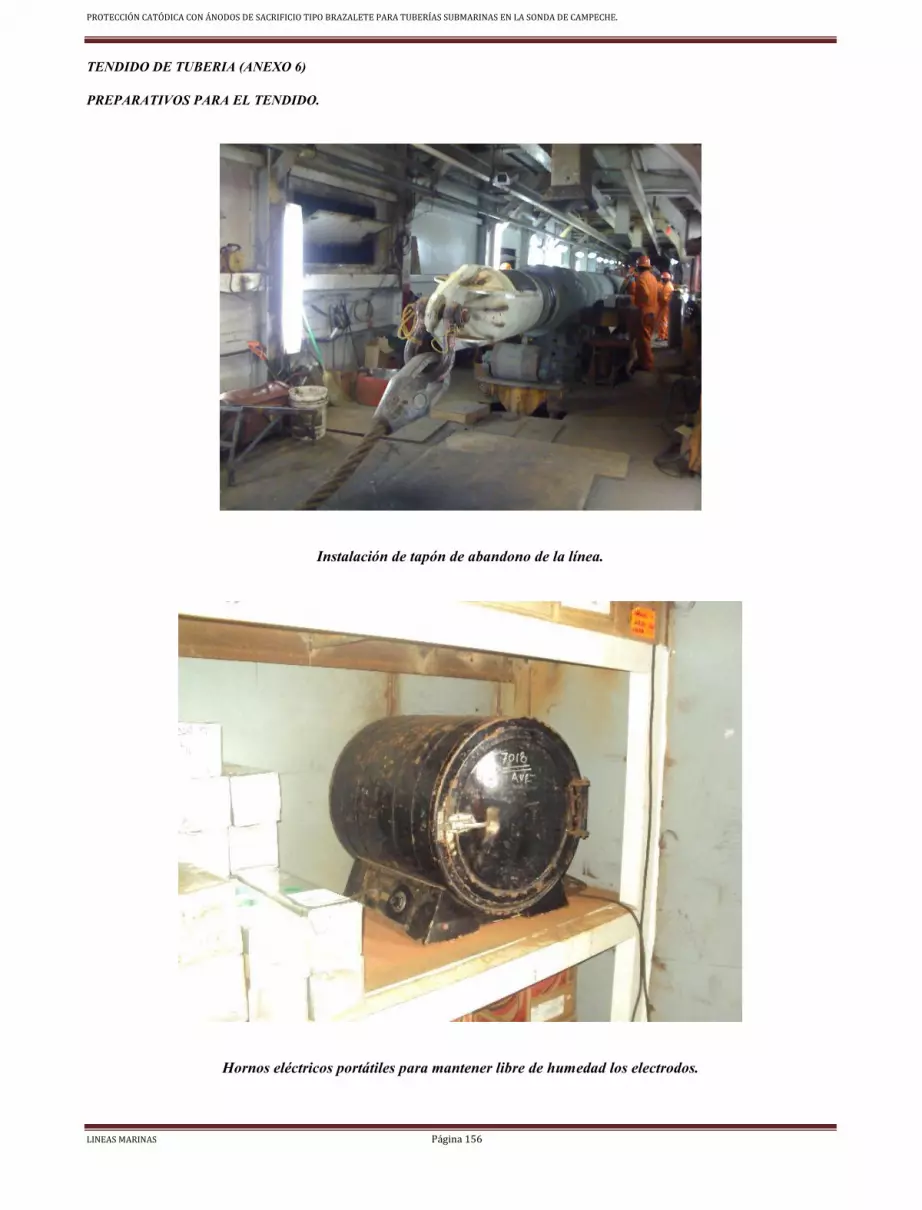
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 156
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Instalación de tapón de abandono de la línea.
Hornos eléctricos portátiles para mantener libre de humedad los electrodos.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 157 LINEAS MARINAS
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Instalación de 03 secciones de Stinger en la popa de la embarcación para inicio del tendido de linea

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 158
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Consumibles necesarios para los trabajos de tendido de línea (manómetros, bandas, slingas, pasteca etc.)

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 159 LINEAS MARINAS
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Lámina galvanizada cal.22 para protección mecánica de las juntas de campo.
Yute para la protección de las juntas de campo.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 160
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Fleje y grapas para la utilización en la protección mecánica de las juntas de campo.
Máquinas de soldar eléctricas semiautomáticas.
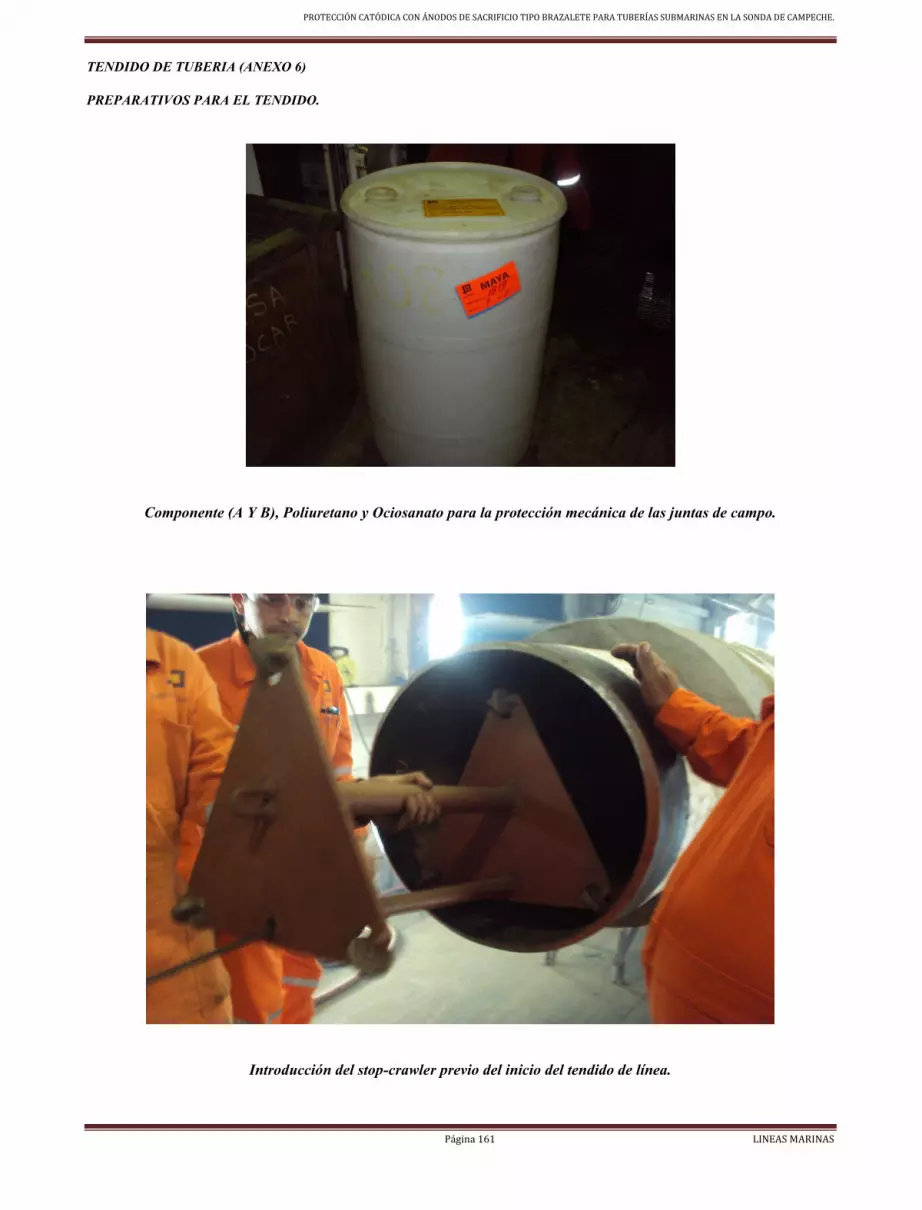
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 161 LINEAS MARINAS
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Componente (A Y B), Poliuretano y Ociosanato para la protección mecánica de las juntas de campo.
Introducción del stop-crawler previo del inicio del tendido de línea.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 162
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Almacenaje de soldadura
Colocación del detector de doblez o chupaduras dentro de la línea antes del inicio del tendido.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 163 LINEAS MARINAS
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Colocación de tapón de emergencia para abandono de lina temporalmente.
Cama de alineación de tubería dentro del túnel de tendido.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 164
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Esmeriladores eléctricos para utilizarse en la limpieza de biseles y juntas de campo.
Compresores y bombas para el uso en las diferentes fases del tendido de línea.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 165 LINEAS MARINAS
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Bollas para el posicionamiento de la embarcación.
Colocación de Crawler dentro de la tubería.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 166
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Colocación de poly-pig dentro del tapón de inicio.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 167 LINEAS MARINAS
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Breve explicación de las etapas del tendido de línea.
Recepción de tubería lastrada en la cubierta de la embarcación.
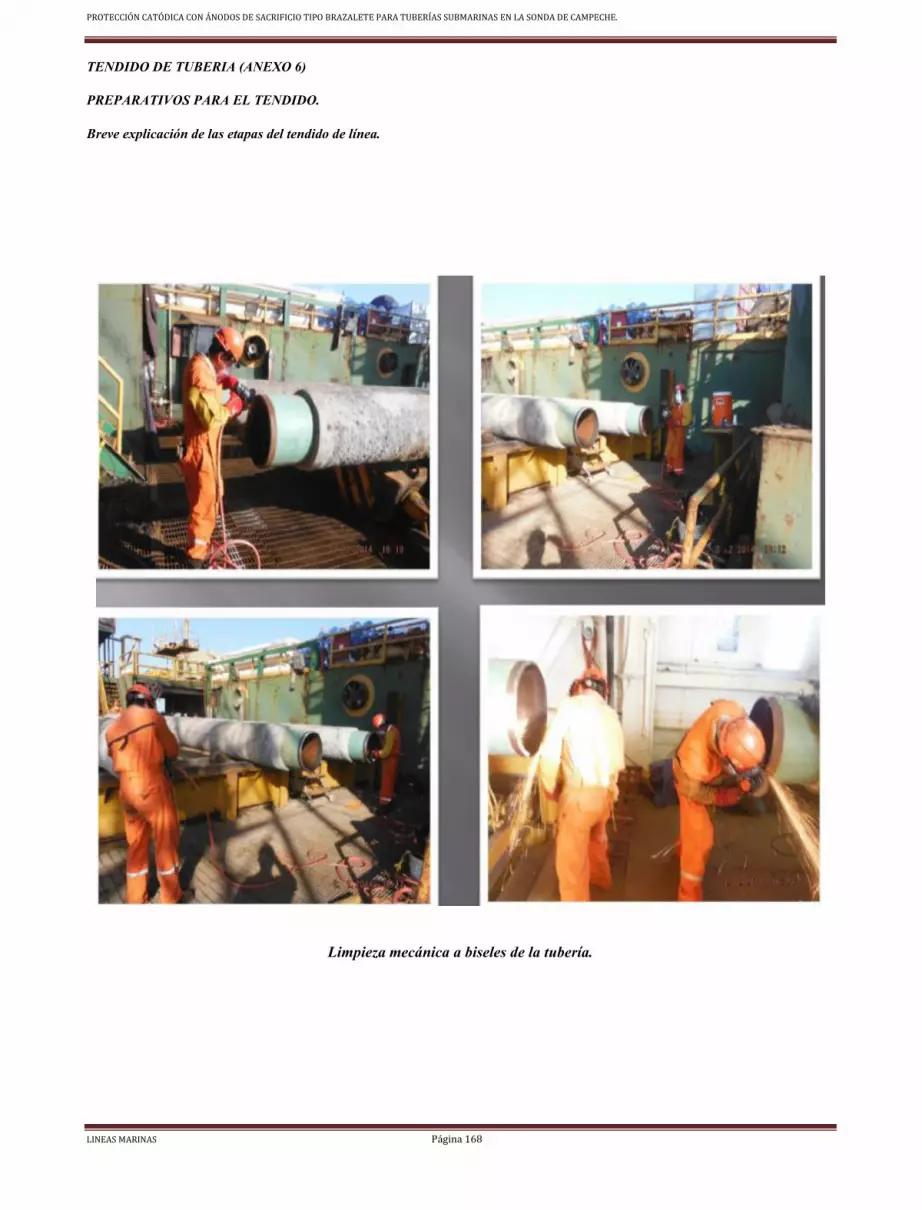
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 168
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Breve explicación de las etapas del tendido de línea.
Limpieza mecánica a biseles de la tubería.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 169 LINEAS MARINAS
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Breve explicación de las etapas del tendido de línea.
Alineación, calentamiento de biseles en la primera estación de soldadura.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 170
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Breve explicación de las etapas del tendido de línea.
Primera estación fondeo, segunda estación paso caliente.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 171 LINEAS MARINAS
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Breve explicación de las etapas del tendido de línea.
Tercera estación 1er relleno, Cuarta estación 2do. relleno.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 172
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Breve explicación de las etapas del tendido de línea.
Quinta estación vista e inspección visual, Sexta estación Rx a la junta.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 173 LINEAS MARINAS
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Breve explicación de las etapas del tendido de línea.
Séptima estación instalación de manga termo-contractil y pruebas de continuidad.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 174
TENDIDO DE TUBERIA (ANEXO 6)
PREPARATIVOS PARA EL TENDIDO.
Breve explicación de las etapas del tendido de línea.
Octava estación, instalación de protección mecánica a la junta.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 175 LINEAS MARINAS
ANEXO 7.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 176

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 177 LINEAS MARINAS
EMBARCACIONES (ANEXO 7).
Abastecedor para el transporte de spools, elementos estructurales y consumibles.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 178
EMBARCACIONES (ANEXO 7).
Barco remolcador manejador de ancla para posicionado de la barcaza de tendido.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 179 LINEAS MARINAS
EMBARCACIONES (ANEXO 7).
Barco remolcador para transporte de tubería lastrada.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 180
EMBARCACIONES (ANEXO 7).
Chalan plano de 250ft para transporte de tubería lastrada.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 181 LINEAS MARINAS
EMBARCACIONES (ANEXO 7).
Barcaza de tendido de línea.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 182

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 183 LINEAS MARINAS
ANEXO 8.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 184
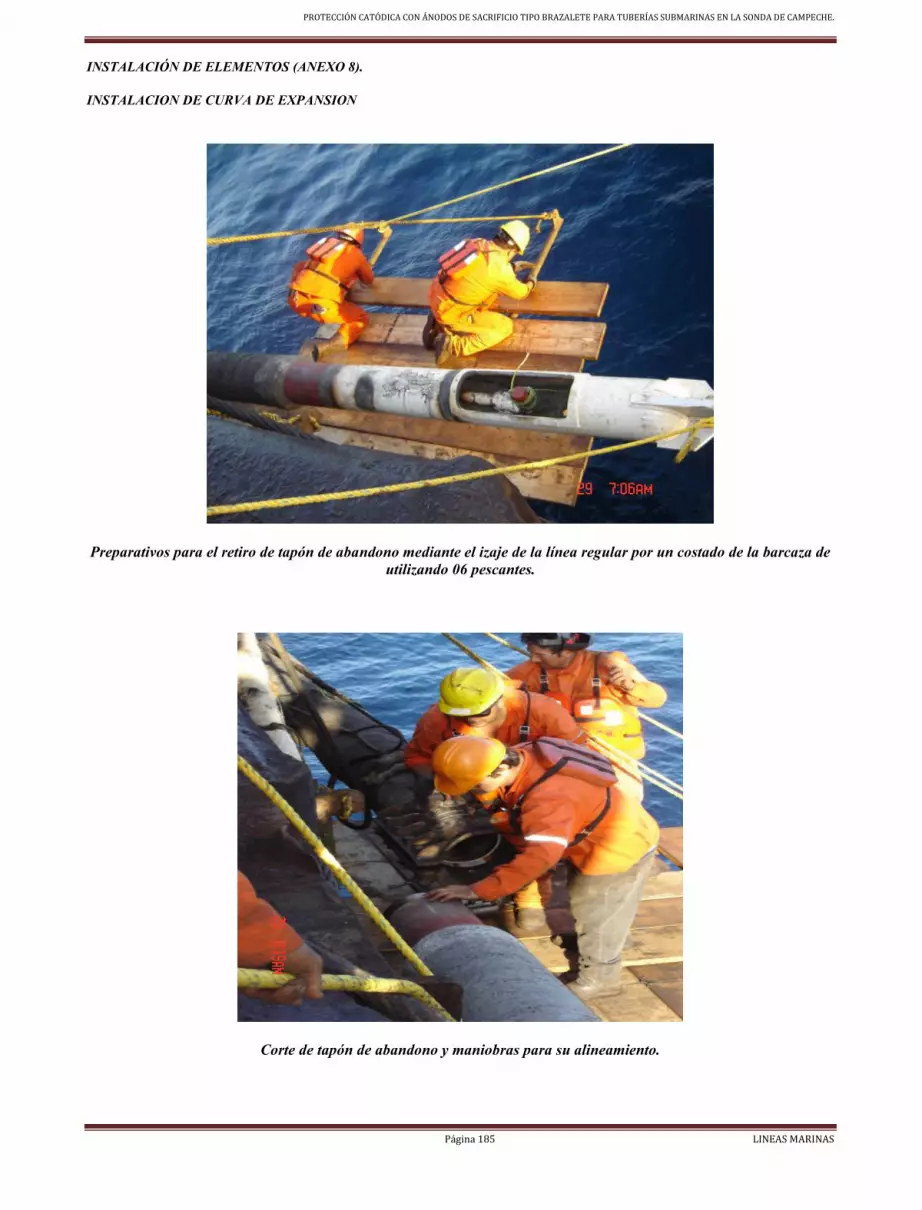
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 185 LINEAS MARINAS
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACION DE CURVA DE EXPANSION
Preparativos para el retiro de tapón de abandono mediante el izaje de la línea regular por un costado de la barcaza de utilizando 06 pescantes.
Corte de tapón de abandono y maniobras para su alineamiento.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 186
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACION DE CURVA DE EXPANSION
Izaje de la curva de expansión de la cubierta de la embarcación a la popa de la barcaza.
Izaje de la curva de expansión para realizar el empate superficial.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 187 LINEAS MARINAS
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACION DE CURVA DE EXPANSION
Alineación de la curva de expansión con la línea regular.
Aplicación de soldadura la curva de expansión con la línea regular.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 188
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACION DE CURVA DE EXPANSION
Descenso al fondo marino de la curva de expansión con apoyo de la grúa principal y los pescantes.
Guiado de la curva de expansión a la abrazadera guía de plataforma.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 189 LINEAS MARINAS
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACION DE CURVA DE EXPANSION
Cuando el proyecto lo requiera se podrá realizar la instalación de curvas de expansión como se muestra en las imágenes, esto es por medio de juego bridas.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 190
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACION DE CURVA DE EXPANSION.
Imagen con Mesotech a una profundidad de 50m. y un radio 75m y cuadricula de 10m x división.
Para los trabajos de instalación y metrología de las curvas de expansión se utiliza el equipo Mesotech, como se aprecia
en las imágenes.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 191 LINEAS MARINAS
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACION DE CURVA DE EXPANSION, "BRIDA SWIVEL" Y “BRIDA MAFF”.
Brida de desalineamiento Maff nos da una ángulo máximo de 10°.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 192
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACION DE CURVA DE EXPANSION, "BRIDA SWIVEL" Y “BRIDA MAFF”.
Fabricacion de brida de desalineamiento Maff en el patio de fabricación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 193 LINEAS MARINAS
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACION DE CURVA DE EXPANSION, "BRIDA SWIVEL" Y “BRIDA MAFF”.
Brida Swivel (giratoria), por su configuración nos ayuda a alinear los desfasamientos de los embridajes submarinos.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 194
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
DUCTO ASCENDENTE.
Ingeniería para la fabricación de zona de mareas y oleajes.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 195 LINEAS MARINAS
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
DUCTO ASCENDENTE.
Fabricacion e izaje de ducto ascendente, se compone de tubería, zona de mareas y oleajes y brida swivel.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 196
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
DUCTO ASCENDENTE.
Instalación de ducto ascendente en plataforma.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 197 LINEAS MARINAS
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACION DE ABRAZADERAS Y DEFENSAS.
Izaje de base de defensa de ducto ascendente en plataforma.
Instalación de base de defensa de ducto ascendente en pierna de plataforma.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 198
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACION DE ABRAZADERAS Y DEFENSAS.
Instalación de base de defensa de ducto ascendente y abrazaderas guía en pierna de plataforma.
Instalación de abrazaderas guía en pierna de plataforma.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 199 LINEAS MARINAS
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACION DE ABRAZADERAS Y DEFENSAS.
Instalación de abrazaderas guía y protector de ducto ascendente en pierna de plataforma.
Instalación de protector de ducto ascendente en pierna de plataforma.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 200
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACIÓN DEL CUELLO DE GANSO.
Instalación de spools de cuello de ganso en cubierta de plataforma.
Instalación de soporteria para el cuello de ganso en cubierta de plataforma.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 201 LINEAS MARINAS
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACIÓN DEL CUELLO DE GANSO.
Prueba hidrostática a válvula SDV en cubierta de plataforma.
Instalación de válvula SDV en cubierta de plataforma.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 202
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACIÓN DEL CUELLO DE GANSO.
Instalación de soporteria de cuello de ganso en cubierta de plataforma.
Cierre de cuello de ganso y ducto ascendente en cubierta de plataforma.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 203 LINEAS MARINAS
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACIÓN DEL CUELLO DE GANSO.
Rotulado de cuello de ganso y ducto ascendente en cubierta de plataforma.
Rotulado de cuello de ganso y ducto ascendente en cubierta de plataforma.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 204
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACIÓN DE LA TRAMPA DE DIABLOS.
Transporte vía marítima de trampas de diablos.
Izaje y presentado de trampa de diablos en cubierta de plataforma.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 205 LINEAS MARINAS
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACIÓN DE LA TRAMPA DE DIABLOS.
Maniobras y fijación de patín de trampa de diablos en cantiléver de plataforma.
Aplicación de soldadura para cierre de trampa de diablos con cuello de ganso.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 206
INSTALACIÓN DE ELEMENTOS (ANEXO 8).
INSTALACIÓN DE LA TRAMPA DE DIABLOS.
Trampa de diablos terminada y rotulada.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 207 LINEAS MARINAS
ANEXO 9.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 208

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 209 LINEAS MARINAS
DRAGADO ENTERRADO Y ACOLCHONAMIENTO DE LA LÍNEA REGULAR (ANEXO 9)
Esquema de dragado y bajado de línea existente para acolchona.
Acolchonamiento entre líneas, ests puede ser por medio de matrices de concreto o sacos arena cemento.
Izaje de matrices de concreto al fondo marino para acolchonar un cruce submarino.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 210

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 211 LINEAS MARINAS
ANEXO 10.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 212

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 213 LINEAS MARINAS
DRAGADO PARA EL ENTERRADO DE TUBERÍA.- (ANEXO 10).
Bombas y manifoul para dragado
Compresores de 825 pcm. Para dragado

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 214
DRAGADO PARA EL ENTERRADO DE TUBERÍA.- (ANEXO 10)
Bombas de alta presión de 1200 gpm y 900 psi.
Draga tipo arado (preparativos para inicio de dragado de línea regular).

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 215 LINEAS MARINAS
DRAGADO PARA EL ENTERRADO DE TUBERÍA.- (ANEXO 10).
Draga tipo arado (preparativos para inicio de dragado de línea regular).
Proceso de dragado (desalojo de lodo en zona de línea regular).

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 216
DRAGADO PARA EL ENTERRADO DE TUBERÍA.- (ANEXO 10).
Monitoreo del dragado con equipo mesotech desde la cubierta de la embarcación.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 217 LINEAS MARINAS
ANEXO 11

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 218
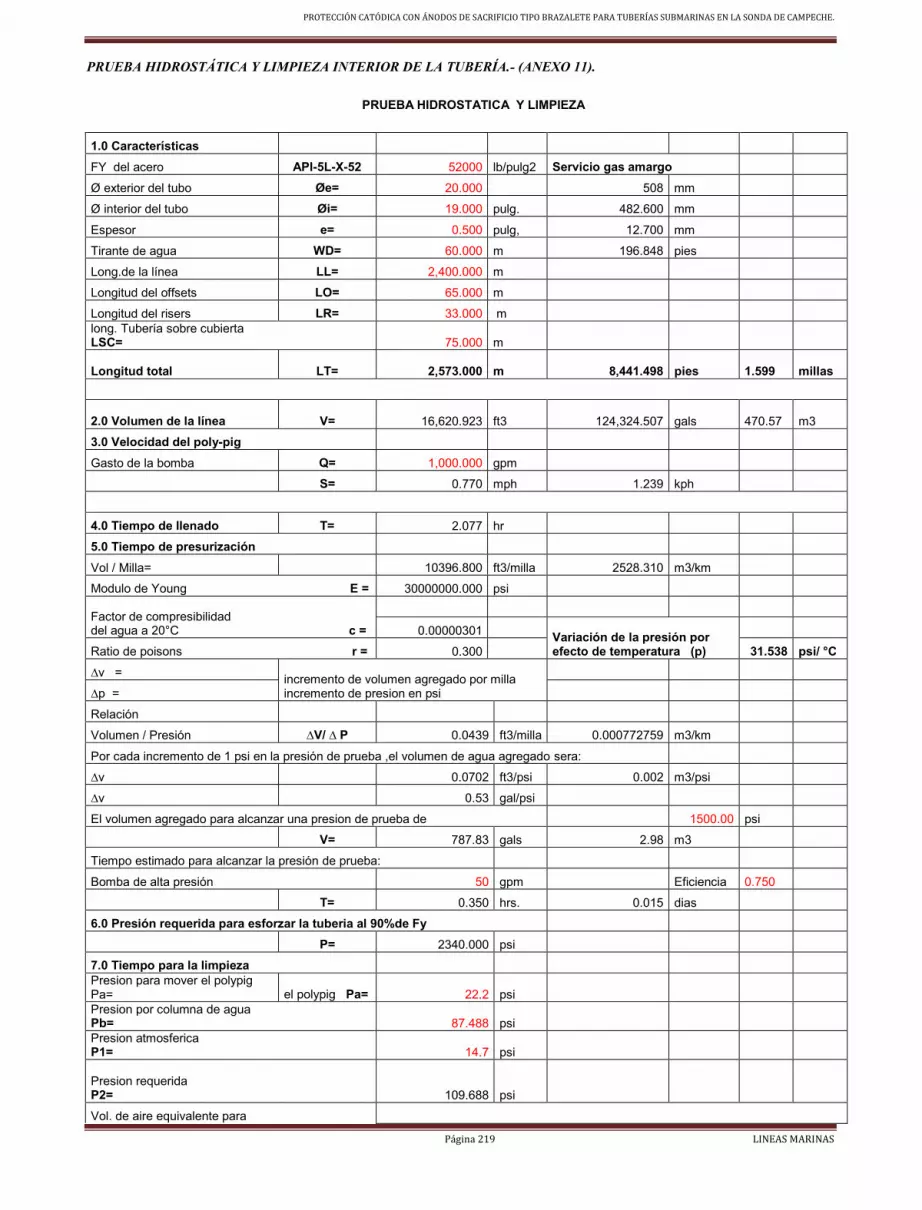
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 219 LINEAS MARINAS
PRUEBA HIDROSTÁTICA Y LIMPIEZA INTERIOR DE LA TUBERÍA.- (ANEXO 11).
PRUEBA HIDROSTATICA Y LIMPIEZA
1.0 Características
FY del acero API-5L-X-52 52000 lb/pulg2 Servicio gas amargo Ø exterior del tubo Øe= 20.000
508 mm
Ø interior del tubo Øi= 19.000 pulg. 482.600 mm Espesor e= 0.500 pulg, 12.700 mm Tirante de agua WD= 60.000 m 196.848 pies Long.de la línea LL= 2,400.000 m
Longitud del offsets LO= 65.000 m Longitud del risers LR= 33.000 m long. Tubería sobre cubierta
LSC= 75.000 m
Longitud total LT= 2,573.000 m 8,441.498 pies 1.599 millas
2.0 Volumen de la línea V= 16,620.923 ft3 124,324.507 gals
470.57 m3
3.0 Velocidad del poly-pig Gasto de la bomba Q= 1,000.000 gpm
S= 0.770 mph 1.239 kph
4.0 Tiempo de llenado T= 2.077 hr 5.0 Tiempo de presurización
Vol / Milla=
10396.800 ft3/milla 2528.310 m3/km Modulo de Young E = 30000000.000 psi
Factor de compresibilidad del agua a 20°C c = 0.00000301
Variación de la presión por efecto de temperatura (p) Ratio de poisons r = 0.300
31.538 psi/ °C
∆v = incremento de volumen agregado por milla incremento de presion en psi ∆p =
Relación Volumen / Presión ∆V/ ∆ P 0.0439 ft3/milla 0.000772759 m3/km
Por cada incremento de 1 psi en la presión de prueba ,el volumen de agua agregado sera: ∆v
0.0702 ft3/psi 0.002 m3/psi
∆v
0.53 gal/psi El volumen agregado para alcanzar una presion de prueba de
1500.00 psi
V= 787.83 gals 2.98 m3
Tiempo estimado para alcanzar la presión de prueba: Bomba de alta presión 50 gpm
Eficiencia 0.750
T= 0.350 hrs. 0.015 dias
6.0 Presión requerida para esforzar la tuberia al 90%de Fy
P= 2340.000 psi
7.0 Tiempo para la limpieza Presion para mover el polypig
Pa= el polypig Pa= 22.2 psi Presion por columna de agua
Pb= 87.488 psi Presion atmosferica
P1= 14.7 psi
Presion requerida P2= 109.688 psi
Vol. de aire equivalente para

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 220
correr el polypig V2= 69,841.50 ft3 1,977.69 m3
Tiempo neto estimado para comprimir el aire utilizando Compresores de 1100 cfm Num. De compresores 2
Eficiencia
0.700 TIEMPO PARA LIMPIEZA DE
LA LINEA T= 3.176 hr 0.132 dias
Memoria de cálculo para la prueba hidrostática de líneas marinas.
PRUEBA HIDROSTÁTICA Y LIMPIEZA INTERIOR DE LA TUBERÍA.- (ANEXO 10).
Esquema para la prueba hidrostática de la línea.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 221 LINEAS MARINAS
PRUEBA HIDROSTÁTICA Y LIMPIEZA INTERIOR DE LA TUBERÍA.- (ANEXO 10).
Esquema para el desalojo del agua utilizado en la prueba hidrostática de la línea.
PRUEBA HIDROSTÁTICA Y LIMPIEZA INTERIOR DE LA TUBERÍA.- (ANEXO 11).
Grafica prueba hidrostática de la línea (24hrs.).

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 222

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 223 LINEAS MARINAS
ANEXO 12.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 224

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 225 LINEAS MARINAS
LIMPIEZA DEL DUCTO.- (ANEXO 12)
Esquema para el desalojo del agua utilizado en la prueba hidrostática de la línea.
Esquema para el desalojo del agua utilizado en la prueba hidrostática de la línea.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 226
LIMPIEZA DEL DUCTO.- (ANEXO 12)
Diablo de discos utilizado en la etapa de limpieza de la línea.
Compresores de aire para el empacado de la línea y correr los diablos
Introducción de los diablos de discos dentro de la trampa de diablos lanzadora.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 227 LINEAS MARINAS
LIMPIEZA DEL DUCTO.- (ANEXO 12)
Salida del diablo calibrador después de desalojar el agua de la línea regular.
Salida del diablo de copas utilizado en el desalojo del agua.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 228
PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 229 LINEAS MARINAS
ANEXO 13.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 230

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 231 LINEAS MARINAS
INSPECCIÓN DEL DUCTO.- (ANEXO 13).
Lanzamiento al mar del ROV a bordo de la embarcación.
Recorrido del ROV a lo largo de la trayectoria de la linea.
Inspección de ductos marinos por medio de ROV.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 232
INSPECCIÓN DEL DUCTO.- (ANEXO 13).
Levantamiento de la línea por medio de ROV (ASBUILT).

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 233 LINEAS MARINAS
CAPITULO V.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 234

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 235 LINEAS MARINAS
CAPITULO V.
V.1. ANALISIS ECONOMICO DE LAS LINEAS SUBMARINAS.
Para el análisis económico de una línea submarina se deben de tomar varios factores que son importantes, estos deben ser analizados desde el momento que se efectúa el proceso licitatorio, en este capítulo se hablara del presupuesto básico que se debe considerar para desarrollar un precio competitivo y poder tener una buena utilidad al final del proyecto.
Podemos considerar principalmente que el costo más grande es el de las embarcaciones fluctuando entre los 60 a 180 mil dólares diarios, considerando todo su grupo de embarcaciones.
Barco remolcador manejador de anclas, incluyendo tripulación.
Lancha de pasaje para el transporte de personar normalmente es del orden de 60 pasajeros.
Abastecedor para mover materiales hacia las embarcaciones.
Otro rubro que se debe de tomar en cuenta son los subcontratos, estos nos darán un servicio especializado para las diferentes etapas del proyecto teniendo los siguientes:
Lastrado de tubería submarina.
Inspección subacuática.
Pruebas no destructivas (para el tendido, patio y trabajos costafuera).
Posicionamiento de embarcaciones.
Inspección con equipo R.O.V. (asbuilt)
Dragado con equipo de última generación (draga tipo arado).
Secado e inertizado de línea.
Ingeniería complementaria.
Análisis de detalle de pandeo lateral (LB) y vertical (UHB) mediante elemento finito.
Hot tapping.
Levantamiento de pandeo lateral (LB) y vertical (UHB) mediante elemento finito.
Comisariato y hotelería.
En la tabla N.-1 se consideran los siguientes conceptos los cuales se detallan todos los aspectos que intervienen para integrar un presupuesto de ductos marinos.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 236
COMPAÑÍA PRESUPUESTO BASICO
RECURSOS IMPORTE PESOS
IMPORTE U.S.D.
TODO A PESOS
TODO A DOLARES
EMBARCACIONES:
RENTAS AJENAS 981,157.48 12,927,927.24 981,157.48
RENTAS PROPIAS 1,451,447.68 19,124,564.88 1,451,447.68
COMBUSTIBLES Y LUBRICANTES 262,831,186.21 1,548.93 262,851,595.26 19,948,968.24
SERVICIOS DE PUERTO 3,740,170.12 - 3,740,170.12 283,858.03
CONSUMOS DE AGUA 47,696.55 - 47,696.55 3,619.90
MATERIALES CONSUMIBLES 9,019,038.09 171,741.73 11,281,941.50 856,236.36
SEGURIDAD INDUSTRIAL 4,535,800.00 - 4,535,800.00 344,241.89
SALUD OCUPACIONAL 2,163,148.00 - 2,163,148.00 164,170.85
AMBIENTAL 614,100.00 - 614,100.00 46,606.76
CONTROL DE CALIDAD 237,773.00 34,645.00 694,262.45 52,690.64
SUP. GENERAL CONSTRUCCION:
MANO DE OBRA SUP. GRAL. 6,656,897.34 6,656,897.34 505,221.33
CATERING SERCOMSA FILIAL 2,944,331.89 2,944,331.89 223,458.35
PASAJES 468,388.19 468,388.19 35,548.05
MANO DE OBRA EN TIERRA 7,159,998.02 7,159,998.02 543,403.87
CATERING PNAL. EN TIERRA 41,958.00 41,958.00 3,184.38
PASAJES PNAL. EN TIERRA 231,798.60 231,798.60 17,592.22
SERVICIOS 4,548,621.27 4,505,747.85 63,917,256.10 4,850,962.80
CUADRILLAS A BORDO
MANO DE OBRA CUADRILLAS 19,693,786.38 19,693,786.38 1,494,648.41
CATERING FILIAL 4,208,117.70 4,208,117.70 319,372.63
PASAJES 386,108.05 386,108.05 29,303.44
EQUIPO PROPIO 4,916,482.20 40,146.45 5,445,459.84 413,279.99
EQUIPO COMPRA 918,304.90 75,276.78 1,910,166.81 144,970.99
EQUIPO PROPIO COSTO REPOSICION 91,410.47 336,281.40 4,522,321.48 343,218.95
RENTA DE EQUIPO AJENO 691,200.00 115,392.49 2,211,634.53 167,850.71
HERRAMIENTA COMPRA 342,030.21 102,793.52 1,696,458.19 128,751.70
HERRAMIENTA COSTO REPOSICION 97,072.33 305.38 101,096.03 7,672.62
BUCEO
MANO DE OBRA 5,109,019.59 5,109,019.59 387,746.06
CATERING 539,522.52 539,522.52 40,946.75
PASAJE 362,100.78 362,100.78 27,481.43
CONSUMIBLES 401,766.50 92,878.22 1,625,548.50 123,370.05
EQUIPO BUCEO DE SUPERFICIE - 173,090.14 2,280,670.34 173,090.14
ADMINISTRACION DE CAMPO: 1,714,989.13 40,412.27 2,247,469.22 170,570.36
SUP. GENERAL EN TIERRA:
PERSONAL TIERRA 6,468,049.50 6,468,049.50 490,888.84
PASAJES 308,750.00 308,750.00 23,432.40
CONSUMIBLES 10,000.00 10,000.00 758.94
ARRENDAMIENTOS 3,361,073.86 18,000.00 3,598,245.46 273,086.74
OFICINAS CLIENTE Y OBRA 234,113.76 33,034.00 669,376.35 50,801.93 SUBTOTAL 10,381,987.12 51,034.00 11,054,421.31 838,968.85
FIANZAS 1,034,644.92 23,957.28 1,350,310.84 102,481.05
TOTAL COSTOS DE OPERACIÓN 356,129,448.10 8,197,856.60 464,146,046.25 35,226,092.97
Presupuesto Básico para un proyecto marino.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 237 LINEAS MARINAS
En la tabla N.- 2, se anexan los materiales permanentes estos se cotizan con mínimo tres proveedores determinando al más confiable y de menor costo conservando la calidad de los mismos.
COMPAÑÍA PRESUPUESTO BASICO
RECURSOS IMPORTE PESOS
IMPORTE U.S.D.
TODO A PESOS
TODO A DOLARES
TOTAL COSTOS DE OPERACIÓN 356,129,448.10 8,197,856.60 464,146,046.25 35,226,092.97
MATERIALES PERMANENTES 98,258,742.14 3,125,736.25 138,893,313.50 10,684,101.04
TOTAL 454,388,190.24 11,323,592.85 603,039,359.75 45,910,194.01
TOTAL MAS UTILIDAD DE 1.2% 55,092,232.81
En conclusión podemos decir que para un proyecto de líneas marinas es importante tomar en cuenta todos los rubros ya sea de personal, equipo herramienta, consumibles, permanentes, subcontratos etc., esto para no quedar cortos y en el presupuesto estimado y ser rentable por lo consiguiente una mejor propuesta para la venta.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 238

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 239 LINEAS MARINAS
CONCLUSIONES

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 240

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 241 LINEAS MARINAS
CONCLUSIONES
La protección catódica consiste en obligar a la estructura a funcionar como un cátodo en una celda de corrosión,
mediante la manipulación y/o modificación de factores electroquímicos. Un ánodo galvánico, también llamado ánodo de sacrificio, si se conecta eléctricamente a una estructura sumergida descargará una corriente que fluirá a través del electrolito hasta la estructura que se pretende proteger. Para cumplir con este objetivo, los ánodos deben cumplir con ciertas características de peso, dimensiones, forma geométrica.
En la actualidad, está universalmente aceptado que la protección catódica es una guía tecnológica valiosísima para la economía, en la construcción y explotación de estructuras metálicas sumergidas o enterradas.
La protección catódica por ánodos de sacrificio es uno de los métodos más usados para minimizar los efectos de la corrosión.
La protección catódica no es una ciencia exacta; los cálculos finales se basan en una densidad de corriente que ha demostrado ser la correcta en un área particular o bajo condiciones específicas.
Para la selección del material del ánodo se tiene en cuenta la serie electroquímica de los metales, los cuales tendrán carácter anódico con relación a otro, si se encuentra por encima de ellos en esta serie.
La composición química tiene una gran importancia en el comportamiento general, actuando muy directamente en las propiedades que determinan su utilización como ánodo: potencial de disolución, rendimiento de corriente, polarización y homogeneidad de la corrosión anódica.
Es necesario recordar siempre que:
Se pueden establecer variados criterios para clasificar los diferentes modos de corrosión que se presentan. Las informaciones de muchos investigadores señalan que por lo menos hay 16 mecanismos por los que la corrosión nos ataca en forma incesante destruyendo nuestras instalaciones.
La corrosión llega a causar pérdidas en muchos productos que se han obtenido con mucho esfuerzo.
No olvidar que la corrosión causa pérdidas humanas.
Hay muchas ideas erróneas que son barreras para plantear un enfrentamiento racional y resolver el problema.
Hoy existe información disponible, la cual bien difundida y utilizándola adecuadamente permitiría en gran parte resolver el problema de minimizar los daños de la corrosión.
Seguramente se dirá que hay nuevos materiales que soportan la acción corrosiva; sin embargo, podemos decir que habrá nuevos materiales pero también nuevos ambientes que darán lugar a fenómenos de corrosión conocidos o nuevos que exigirán nuevas investigaciones.
En la sonda de Campeche Mexico, el crudo se transporta mediante líneas submarinas a 3 estaciones de monoboyas para buques tanques en Cayo Arcas a los tanques de almacenamiento, en tierra en Dos Bocas Tabasco, en donde parte de la producción es embarcada mediante dos estaciones monoboyas costafuera y el resto es transportado tierra adentro, el gas producido es enviado a tierra para su tratamiento y consumo y el resto es regresado costa fuera para bombeo neumático.
También se ha implementado dos barcos de almacenamiento uno es el “TAKUN-TA” que es de los más grandes del mundo y se encuentran anclados al Noreste de la Sonda de Campeche y conectados al complejo Akal-J mediante una línea de 36” Ø y 31.52 km de longitud.
Por último y como parte del desarrollo del campo KU-MALOOB-ZAAP, se ha instalado el barco cisterna “YUUM KAK NAAB” (El señor del mar), en el cual se lleva a cabo la mezcla de exportación.
“1 m2 De superficie no protegida en agua de mar, pierde 2 a 3 kg por año a causa de la corrosión”.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 242
RECOMENDACIONES El presente trabajo solo pretende advertir a los ingenieros de diseño, inversionistas, empresarios, gobierno,
entidades científicas y tecnológicas, profesionales de todas las carreras, médicos y estudiantes en general sobre la importancia que debemos dar a los fenómenos de la corrosión por los daños que causa, y que el apoyo económico a las investigaciones en este campo quedará plenamente justificado.
No pintar los ánodos.
Una vez instalados los ánodos deberá verificarse, mediante la toma de potenciales con un electrodo de referencia Ag/AgCl, su comportamiento periódicamente durante su tiempo de vida.
Las investigaciones que se efectúen en este campo de la ingeniería deben trabajar en coordinación con las empresas que requieren este tipo de servicio para garantizar la selección y eficiencia del sistema así como para brindar apoyo.
En conclusión, de lo anterior expuesto, observamos que los tendidos de línea submarina para conducción de crudo y gas en los sistemas de plataformas, son de vital importancia en la industria del petróleo de nuestro país.
El lector que por primera vez esté al tanto del tema y el que ya se encuentre familiarizado e incremente sus conocimientos al ir leyendo este trabajo, comprenderán la gran importancia de llevar acabo la secuencia de los trabajos de construcción de líneas submarinas, además de capacitarse en los alcances de la obra.
En nuestro país se cuenta con personal altamente calificado para la construcción y mantenimiento de líneas submarinas en la sonda de Campeche, ya que, debido a lo especializado de los trabajos, anteriormente se tenía la necesidad de contar con compañías y personal del extranjero para la ejecución de los mismos, lo cual incrementa el costo considerablemente.
El incremento en la demanda de los hidrocarburos, obliga a construir y mantener en excelente estado las redes de líneas submarinas, que son las arterias vitales por donde se conducen los hidrocarburos desde el punto de producción a los lugares donde se procesa y finalmente al mercado.
En la construcción de las líneas submarinas se recomienda, para cualquier tendido, que se cumpla con todas las especificaciones de diseño y pruebas no destructivas (hidrostáticas), para evitar con ello fugas y daños a la ecología y el medio ambiente, lo cual acarrea re trabajos, incremento en los costos de la mano de obra, multas y daños irreparables en el ecosistema de la zona.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 243 LINEAS MARINAS
GLOSARIO DE TERMINOS

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 244

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 245 LINEAS MARINAS
GLOSARIO DE TERMINOS
1. CORROSIÓN: Es el proceso de naturaleza electroquímica, por medio del cual los Metales refinados retornan a formar compuestos (óxidos, hidróxidos, etc.) termodinámicamente estables debido a la interacción con el medio.
2. VELOCIDAD DE CORROSIÓN: Es la relación de desgaste del material metálico con respecto al tiempo, expresada generalmente en milésimas de pulgada por año (MPY)
3. PROTECCIÓN CATÓDICA: En el caso de tubería submarina ó sumergida, es una conexión eléctrica entre el ánodo y la tubería que hace las veces de cátodo, para evitar la corrosión, normalmente se hace por medio de ánodos de sacrificio tipo brazalete y son comúnmente instalados en combinación con un revestimiento anticorrosivo adecuado. Los ánodos son diseñados para una vida útil igual a la de la tubería.
4. ELECTROLITO: Es un medio líquido ó sólido capaz de conducir corriente eléctrica por movimiento de iones, se refiere al terreno o al agua en contacto con un ducto metálico enterrado y/o sumergido.
5. ELECTRODO DE REFERENCIA: Es una media celda electroquímica cuyo potencial es constante, electrodo no polarizable.
6. ÁNODO: Elemento emisor de corriente eléctrica, es el electrodo en el cual ocurre el fenómeno de oxidación. 7. ÁNODO GALVÁNICO O DE SACRIFICIO: Es el metal con potencial de oxidación más electronegativo que el ducto por
proteger y que al emitir corriente de protección, se consume. 8. CORRIENTE DE PROTECCIÓN: Es la magnitud de corriente directa necesaria para obtener los valores de potencial de
protección de una estructura metálica enterrada y/o sumergida en un electrolito. 9. CÁTODO: Es el electrodo de una celda electroquímica, en el cual ocurren las reacciones electroquímicas de reducción, en
un sistema de protección catódica es la estructura a proteger. 10. POLARIZACIÓN: Es el tiempo de retardo ó duración de la reacción electroquímica a la cual existe el intercambio de iones
de un elemento metálico a otro en un medio electrolito. 11. POTENCIAL: Es la diferencia de tensión entre una estructura metálica enterrada ó sumergida y un electrodo de referencia
en contacto con el electrolito. 12. GRADIENTE DE POTENCIAL: Es la variación en la lectura de potenciales, de positivo a negativo, que indica la
presencia de áreas expuestas en la tubería o ánodos detectados, respectivamente. 13. OXIDACIÓN: Es la perdida de los electrones de un átomo ó grupo de átomos de un metal, como producto de una reacción
química en la que intervienen dos ó más elementos químicos. 14. REDUCCIÓN: Es la ganancia de electrones de un átomo o grupo de átomos de un metal a otro, como producto de una
reacción química en la que interviene dos ó más elementos químicos. 15. DENSIDAD DE CORRIENTE: Es la corriente por área unitaria, expresada usualmente en miliamperios por metro
cuadrado ó miliamperios por pie cuadrado. 16. FEM: Fuerza electromotriz, es la diferencia de potencial producida por los generadores de corriente (Ánodos de aluminio en
contacto con el acero al carbón en un electrolito), capaz de elevar las cargas eléctricas de un potencial a otro más alto. 17. RECUBRIMIENTO ANTICORROSIVO: Componente químico utilizado para proteger la superficie metálica externa de
los ductos, protege las áreas desnudas y evita la fuga de corriente. 18. ROV (VEHÍCULO OPERADO A CONTROL REMOTO): Equipo que se utiliza para la inspección de los Ductos
Submarinos ó Lecho Marino de la Sonda de Campeche. 19. IMPEDANCIA: Es la oposición que presenta un circuito al paso de la corriente alterna. Es un valor vectorial compuesto en
su parte real por un valor de resistencia y en su parte imaginaria. 20. ALINEAMIENTO. Trayectoria en la cual la tubería queda localizada. 21. CHECK-LIST. Lista de verificación empleada para la revisión física y documental de embarcaciones y equipos. 22. CONTRATISTA. Persona física o moral que realiza contratos de obra pública. 23. CUELLO DE GANSO. Parte del sistema de un ducto marino formado con tubería, junta aislante y codos que unen al ducto
ascendente con la trampa de diablos. 24. CURVA DE EXPANSIÓN. Componente de la tubería submarina formada principalmente por codos y tramos rectos en
forma de “L” o “Z”, diseñada para absorber las elongaciones térmicas o mecánicas, que une el ducto ascendente con la línea regular.
25. DRAGA DE ARRASTRE O DE VOLTEO. Este tipo de draga es utilizado antes de tender la tubería, sólo requiere de un sistema para localizar el arado, dinamómetros para el control de tensiones del cable de arrastre, profundímetros para establecer la dimensión de la zanja realizada, sonar para detectar tuberías existentes. Este tipo de arado se utiliza para terrenos o suelos medio compactos a compactos.
26. DRAGA DE ARRASTRE DE CHIFLÓN DE AIRE O CON BOMBAS DE LODOS. Estos tipos de arados son empleados para dragar tuberías ya instaladas, requieren de un sistema localizador del arado, dinamómetros para el cable de arrastre, rodillos laterales y horizontales, profundímetros para establecer las dimensiones de la zanja, sonar para detectar tuberías existentes. Este equipo es utilizado en terrenos medio compactos.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 246
27. DRAGA HIDRÁULICA CON RUEDAS DENTADAS GIRATORIAS. Este tipo de arado se utiliza para dragar tuberías ya instaladas, requiriendo de dinamómetros para establecer las cargas de arrastre y laterales sobre la tubería, profundímetros para establecer las dimensiones de la zanja y sonar para detectar tuberías existentes. Este tipo de arado es empleado para dragar suelos compactos.
28. DRAGA HIDRÁULICA DE TURBINA. Este tipo de draga es utilizado en tuberías ya instaladas, requiere de un sistema robotizado para el control y posicionamiento del equipo, localizador de tuberías existentes (sonar), profundímetros para detectar el perfil de la zanja y paletas removedoras de material, calibradas al diámetro y espesor de la tubería. Este tipo de draga es utilizado en suelos no compactos.
29. DRAGA DE ALMEJA. Este tipo de equipo es utilizado para dragar en aguas poco profundas (arribo a las playas o las costas), es utilizada para trabajar en suelos suaves y compactos antes de tender la tubería; sólo requiere de un equipo de posicionamiento, sonar para detectar otras tuberías y el perfil de la zanja.
30. DRAGADO. Proceso mediante el cual la tubería es enterrada en el lecho marino. 31. DUCTO ASCENDENTE. Componente del ducto submarino que une a la curva de expansión con el cuello de ganso. 32. ELEMENTOS ESTRUCTURALES. SOPORTAN tanto las cargas estáticas como dinámicas de la tubería, conexiones y
equipo en la cubierta de la plataforma. 33. EMBARCACIÓN DE TENDIDO E INSTALACIÓN. Artefacto Naval y/o barco con la cual se realiza el tendido de la
tubería y la instalación de las curvas de expansión, ductos ascendentes, cuellos de ganso, además de las interconexiones en cubierta de plataformas y submarinas.
34. EQUIVALENTE. Documento normativo nacional o extranjero (Norma, Código, Especificación, Estándar o Práctica Recomendada) que no es Norma Oficial Mexicana (NOM), Norma Mexicana (NMX), o Norma Internacional (ISO o IEC) y que regula como mínimo, los parámetros y conceptos que se requieren evaluar y que se establecen como requisitos en la norma de referencia, además de valores y características (físicas, químicas, fisicoquímicas, mecánicas o de cualquier naturaleza) iguales a las del documento normativo al que se hace referencia.
35. ESTUDIOS GEOFÍSICOS. Estudios que determinan las condiciones topográficas y de sedimentos del fondo marino, así como las características estructurales y fallas poco profundas.
36. ESTUDIOS GEOTÉCNICOS. Estudios que determinan características físicas y mecánicas de los suelos que forman el fondo marino.
37. HOT TAPPING: Es la acción de barrenar un ducto sin interrumpir el servicio, para la instalación de una interconexión (perforación en línea caliente).
38. INGENIERÍA DE PROYECTO. Conjunto de planos, dibujos, normas, especificaciones y requisiciones de materiales, que definen el tipo de obra a desarrollar y construir.
39. INTERCONEXIÓN SOBRE CUBIERTA: Se consideran interconexiones sobre cubierta, todos los arreglos de tuberías y equipos que se conectan entre sí después de la válvula de seccionamiento (lado producción) de una trampa de diablos (cabezales de prueba, producción, trampas de diablos, separadores, quemadores, equipos de bombeo y compresión, paquetes de regulación, endulzadoras, equipos de medición).
40. INTERCONEXIÓN SUBMARINA: Se consideran interconexiones submarinas, todas las instalaciones por debajo del nivel medio del mar que se conectan entre sí (curva de expansión, ducto ascendente, disparo, cabezal submarino) al extremo de la línea regular, ó un disparo previamente instalado en otra línea mediante la realización de hot-tapping cuando el ducto esta en operación.
41. JUNTA AISLANTE. Accesorio utilizado para aislar eléctricamente el sistema de protección catódica de la plataforma del sistema de la línea regular.
42. PROCEDIMIENTO. Documento en el cual se detalla el proceso de realizar un trabajo o fase de construcción, instalación o reparación mediante actividades secuenciales.
43. RECUPERACIÓN DE TUBERÍA. Procedimiento por medio del cual la tubería es recuperada del fondo marino, para continuar con las operaciones de tendido o para la instalación de algún elemento del sistema, o desmantelamiento de ductos fuera de operación.
44. SOLDADURA HIPERBÁRICA. Acción de soldar en un ambiente artificial seco con una presión igual a la profundidad a la cual se esté realizando esta actividad, con una mezcla de aire-helio.
45. SOPORTERÍA. Apoyos de los ductos ascendentes, como son las abrazaderas para guía y anclaje. 46. SUPERVISOR. Es la persona que auxilia técnicamente al Residente de obra, con las funciones que para tal efecto señala el
Reglamento de la Ley de Obras Publicas y Servicios relacionados con las mismas, con independencia de los que, en su caso, se pacten en el contrato de supervisión.
47. TENDIDO DE TUBERÍA. Proceso mediante el cual el ducto es instalado sobre el lecho marino. 48. ZONA DE MAREAS Y OLEAJES (ZMO). Zona entre las elevaciones de -3,048 m (-10 pies) y +4,572 m (15 pies)
medidos a partir del NMM.

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 247 LINEAS MARINAS
SIMBOLOS Y ABREVIATURAS.
API Instituto Americano del Petróleo (American Petroleum Institute). ANSI American National Standards Institute (Instituto Nacional Americano de Estándares). ASME Sociedad Americana de Ingenieros Mecánicos (American Society of Mechanical Engineers). ASNT Sociedad Americana para Pruebas no Destructivas (American Society for Nondestructive Testing). ASTM Sociedad Americana para Pruebas de Materiales (American Society of Testing and Materials). AWS Sociedad Americana de Soldadura (American Welding Society). BPD Barco de posicionamiento dinámico. EWF Federación Europea de Soldadura (European Welding Federation). Ci Curíes. CD Corriente directa. D Diámetro nominal de la tubería. De Diámetro exterior. DI Diámetro interior. D.N. Diámetro nominal.
DGPS Sistema de Posicionamiento Diferencial Geográfico es utilizado para georeferenciar ENH Electrodo normal de Hidrógeno.
EMA Entidad Mexicana de Acreditación. EPA Agencia de Protección Ambiental. Fy Esfuerzo a la fluencia. GPS sistema de posicionamiento global, basado en una constelación de 24 satélites. HRb Dureza Rockwell B. HRc Dureza Rockwell C. ISO Organización Internacional de Normalización. LC Línea de centro. MMPCD Millones de pies cúbicos por día. mm Milímetros. MPa Mega Pascales. NMX Norma Mexicana.
NACE Asociación Nacional de Ingenieros de Corrosión. NRF Norma de Referencia.
OEA General de la Organización de los Estados Americanos. PEMEX Petróleos Mexicanos y Organismos Subsidiarios. P.C.M. Pies cúbicos por minuto. Psia Libras por pulgada cuadrada absolutas. pulg. Pulgadas. RF Raised Face (Cara realzada). RTJ Ring-Type Joint (Junta Tipo Anillo). PD Posicionamiento dinámico. SNT-TC-1A Práctica recomendada para certificación y calificación de personal para pruebas no destructivas. t Espesor de la tubería.
UTM Unidad de Transformación Marítima, Coordenadas Geográficas X, Y. WN Welding Neck (Cuello soldable).

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 248

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 249 LINEAS MARINAS
BIBLIOGRAFIA

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
LINEAS MARINAS Página 250

PROTECCIÓN CATÓDICA CON ÁNODOS DE SACRIFICIO TIPO BRAZALETE PARA TUBERÍAS SUBMARINAS EN LA SONDA DE CAMPECHE.
Página 251 LINEAS MARINAS
BIBLIOGRAFIA. NACE RP 0176 94 “Corrosión Control of Steel Fixed Offshore Platforms Associated with Petroleum Productión.” NACE International, 1998 Paginas 23 – 33 Estados Unidos. Norma P.20353.01 Sistemas de protección catódica de Petróleos Mexicanos Primera Edición septiembre, 2000. PEMEX (Explotación y Producción) Paginas 18 – 47 México. NRF-126-PEMEX-2004 Ánodos de aluminio. Rev.: 0 Paginas 10 – 25 México. NRF-047-PEMEX-2002. Diseño Instalación y mantenimiento para los sistemas de protección catódica. Rev.: 0 Edición 2002 PEMEX. Paginas 14-18 y 27-30. México. Más allá de la herrumbe Javier Avila / Joan Genescá. Fondo de Cultura Económica S. A. de C. V , 1995 Tomo I Paginas 10-74. Tomo II Paginas 19-122. México. Los códigos, estándares, normas y requisitos relacionados son aplicables a los trabajos objeto del presente documento, las cuales deben aplicarse en su última edición.





























