Embed Size (px)
Citation preview

Materiales en tuberías
Omar Troncoso
Fernando Torres
DIPLOMATURA DE ESPECIALIZACIÓN
INGENIERÍA DE PIPING
1
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Introducción
DIPLOMATURA DE ESPECIALIZACIÓN
INGENIERÍA DE PIPING
2
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Clases de materiales para tuberías
• Existen más de 500 tipos de especificaciones de tuberías de diferentes materiales en ASTM:
– Tubos metálicos: Ferrosos, no ferrosos
– Tubos no metálicos: plástico, cerámico, concreto, etc.
– Tubos metálicos revestidos
3
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Tuberías metálicas
• Ferrosos: – Acero al carbono (carbon steel) – Aceros aleados (low, high alloy steel) – Hierro fundido (cast iron) – Hierro forjado (wrought iron) – Hierro aleado (alloy cast iron) – Hierro nodular (nodular cast iron)
• No ferrosos: – Cobre (copper) – Latones (brass) – Cobre-Niquel – Aluminio – Niquel – Otros: Plomo, titanio, circonio
4
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Tuberías no metálicas
• Plásticos: – PVC – PE – Acrílicos – Acetato de celulosa – Epoxi – Poliésteres – Fenólicos
• Cemento • Concreto armado • Caucho • Vidrio • Cerámica
5
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Factores para elección: •Presión y temperatura de trabajo •Fluido (corrosión, contaminación, ataque químico) •Costo •Factor de seguridad •Cargas, etc.

Procesos de fabricación
• Sin costura:
– Laminado (rolling)
– Extrusión (extrusion)
– Fundición (casting)
– Forja (forging)
• Soldadura (welding)
6
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Proceso Mannesmann
7
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Proceso Mannesmann
8
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Extrusión de tubos
9
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Otros procesos sin costura
• Fundición: tubos de hierro fundido, aceros especiales no forjables y materiales no metálicos (vidrio, porcelana, concreto, etc.)
• Forja: Proceso más raro, empleado solo en tubos de acero de paredes gruesas, para presiones altas.
10
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Tubos por soldadura
• Materiales: aceros al carbono, aceros aleados, aceros inoxidables y hierro forjado.
• Tipos:
– Longitudinal
– Espiral
• Tipo de soldadura:
– A tope (butt-weld)
– Solapada (lap-well)
11
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
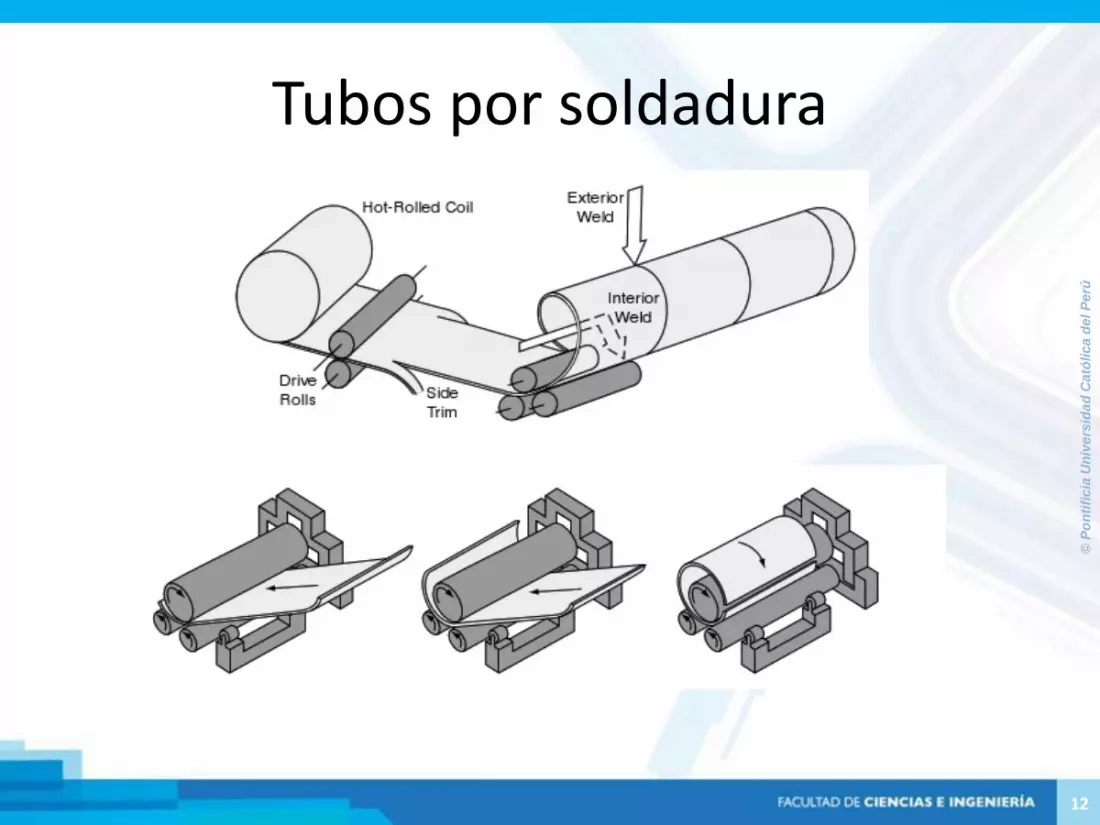
Tubos por soldadura
12
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Clasificación
• Soldadura por arco eléctrico protegido:
– Soldadura por arco sumergido (Submerged arc welding, SAW)
– Soldadura con gas innerte (MIG)
• Soldadura por resistencia eléctrica (electric resistance welding, ERW)
13
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Soldadura por resistencia eléctrica
14
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Proceso thermatool
15
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Soldadura por arco sumergido
16
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Soldadura por arco sumergido
17
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

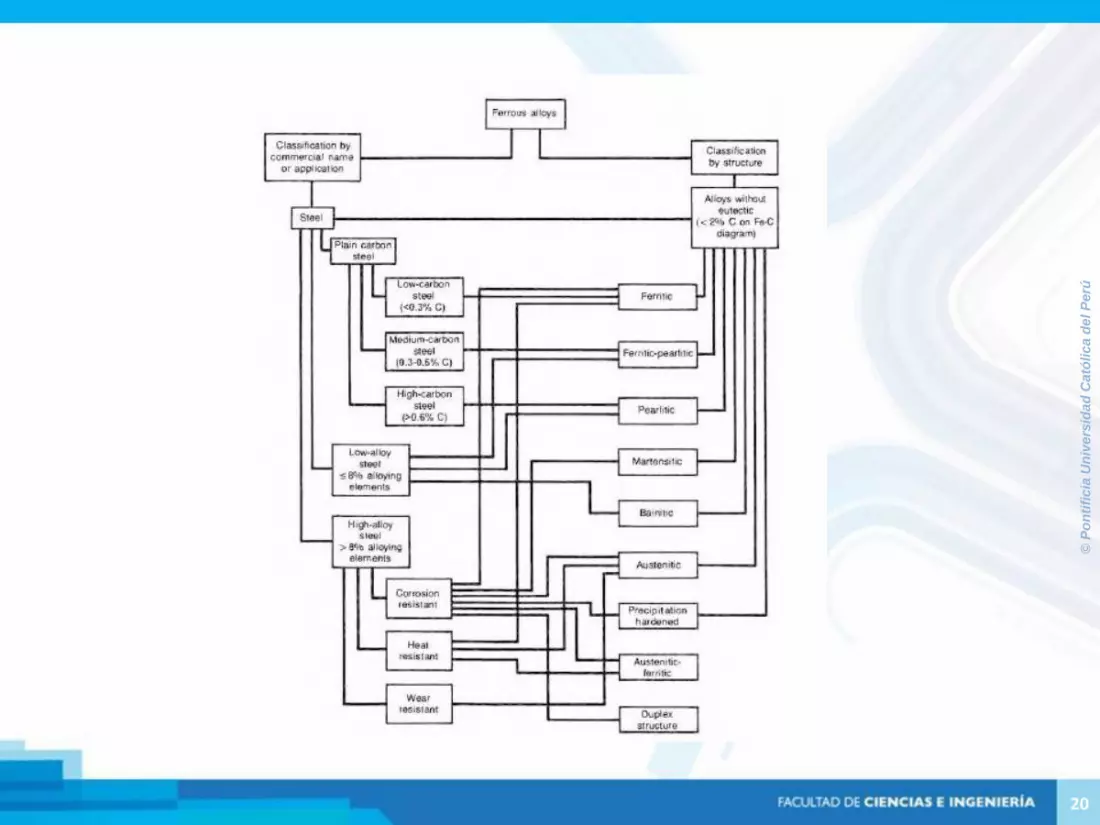
Acero
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
18

Acero
• Material de uso general, alrededor de 80% de tuberías en plantas son de acero al carbono
• Bajo costo, propiedades mecánicas, facilidad de procesamiento
• Sus características dependen de:
– Composición química
– Proceso de manufactura
– Tratamiento térmico
19
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
20
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Composición química
• Acero: Fe + C + otros elementos (Mn, P, S, Si, etc.)
21
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Elemento Efecto
C +Dureza +Resistencia mecánica -Ductilidad, tenacidad y soldabilidad
Mn +Resistencia Mecánica Controla efectos de azufre
S No deseado -ductilidad, tenacidad y soldabilidad -calidad superficial
Si Desoxidar acero fundido -Ductilidad, tenacidad
Al Desoxidar acero fundido

Diagrama de fases
22
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
•Ferrita •Cementita (Fe2C) •Perlita (mezcla de ferrita y cementita)
Perlita

Tratamientos térmicos Tratamiento Efecto
Recocido (annealing) Calentar hasta una temperatura definida y luego enfriar lentamente. Temperatura, tiempo, velocidades dependen de la composición, forma y tamaño.
Normalizado (normalizing) Calentar entre 899-927ºC, enfriamiento lento al aire. Refina tamaño de grano, mejora uniformidad de microestructura, mejora ductilidad y tenacidad.
Alivio de tensiones (stress relieve) Calentar entre 538-649ºC. Alivi tensiones residuales inducidas por soldado, conformado en frío, maquinado, templado, etc.
Templado y revenido (quenching and tempering)
Templado: Calentar ala temperatura de autenización, luego enfriar bruscamente (agua, aceite). Revenido: Se calienta y enfría de manera controlada
23
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Tratamientos térmicos
24
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Ferrita
Martensita

Propiedades
• Ductilidad
• Resistencia
• Esfuerzo
• Deformación
25
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Acero al carbono
• Usos: agua, vapor de baja presión, condensado, aire comprimido, aceites, gases, fluidos poco corrosivos, temperaturas desde -40ºC.
• Puede ser galvanizado para aumentar resistencia a corrosión.
• Su resistencia mecánica baja a partir de 400ºC debido a fenómenos de creep.
• Exposición prolongada a más de 440ºC puede causar precipitación de carbono y fragilización.
• A partir de 530ºC se presenta oxidación superficial. • La temperatura de servicio debe ser menor de 450ºC,
aunque se puede permitir llegar hasta 550ºC por periodos cortos.
26
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Acero al carbono
• A mayor % de C, mayor dureza y resistencia mecánica.
• A mayor % de C, menor soldabilidad y ductilidad
• % máx. de C = 0.35% (hasta %C=0.2%: doblado en frío; hasta %C=0.30% soldabilidad relativamente fácil)
27
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Tipo % C máximo Esf. Máx. rot.
Bajo carbono 0.25 31-37 kg/mm2
Medio carbono 0.35 22-28 kg/mm2

Acero al carbono
28
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
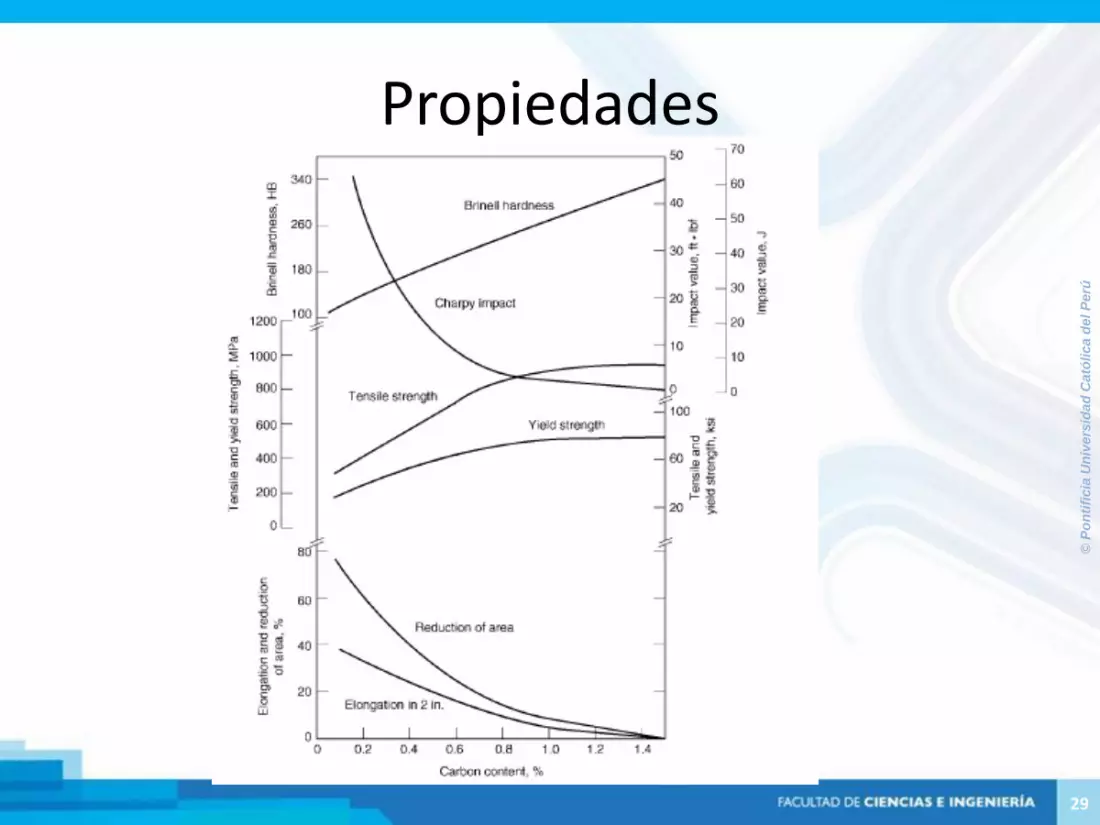
Propiedades
29
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Acero al carbono
• A bajas temperaturas: quebradizo, fractura frágil. Se recomienda normalizado (granulación fina).
• Para bajas temperaturas: normalizado y con % de C menor a 0.30%. Verificar ductilidad con ensayo charpy.
• De acuerdo a ANSI.B.31 la temp. Mínima de usu es -50ºC
30
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Especificaciones
• ASTM –A-106: Tubos sin costura de 1/8’’ a 24’’, de alta calidad para temperaturas elevadas. Exigencias de composición química y propiedades mecánicas
31
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
C % (máx) Mn % Si % (mín) Rotura (kg/mm2)
Fluencia (kg/mm2)
Grado A (bajo C)
0.25 0.27-0.93 0.10 34 20
Grado B (medio C)
0.30 0.29-1.06 0.10 41 24
Grado C (medio C)
0.35 0.29-1.06 0.10 48 27
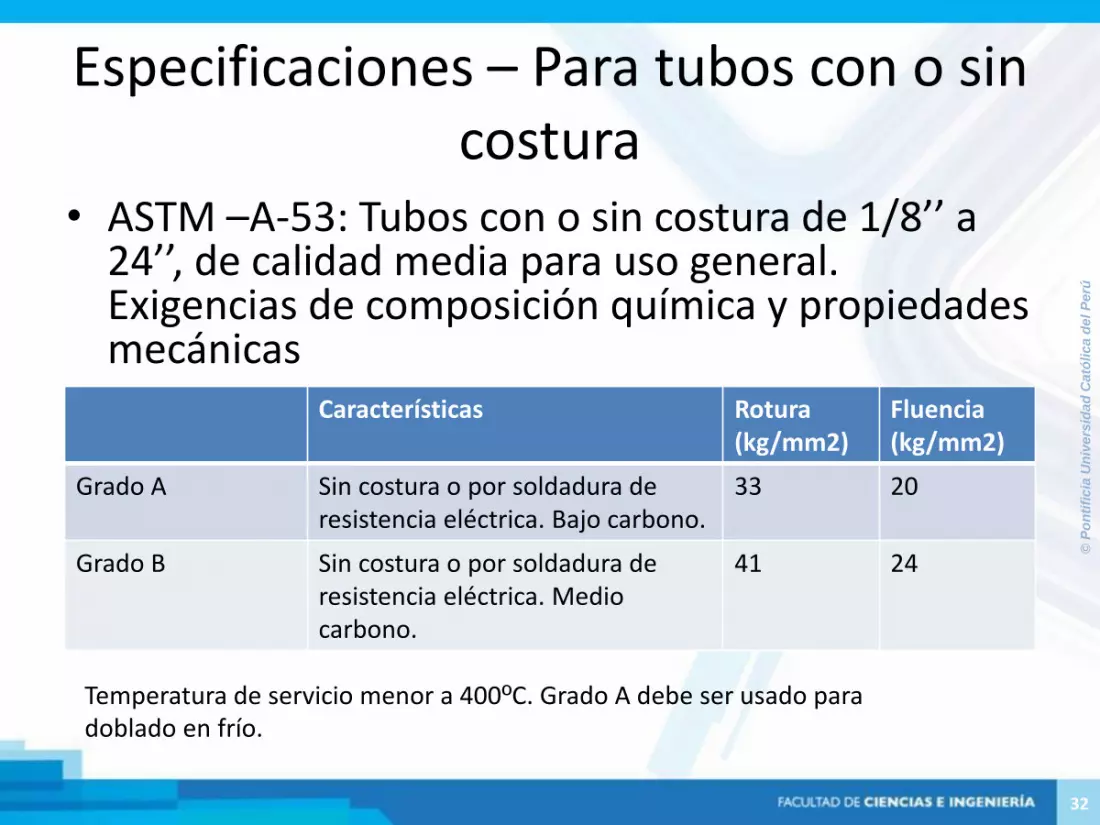
Especificaciones – Para tubos con o sin costura
• ASTM –A-53: Tubos con o sin costura de 1/8’’ a 24’’, de calidad media para uso general. Exigencias de composición química y propiedades mecánicas
32
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Características Rotura (kg/mm2)
Fluencia (kg/mm2)
Grado A Sin costura o por soldadura de resistencia eléctrica. Bajo carbono.
33 20
Grado B Sin costura o por soldadura de resistencia eléctrica. Medio carbono.
41 24
Temperatura de servicio menor a 400ºC. Grado A debe ser usado para doblado en frío.

Especificaciones – Para tubos con o sin costura
• ASTM –A-120: Tubos con o sin costura de 1/8’’ a 24’’, de baja calidad. No tiene exigencias de composición química y propiedades mecánicas.
• Se usan tubos A-120 para agua, aire comprimido, condensado, servicios de poca responsabilidad.
• ANSI.B.31 prohíbe usar tubos A-120 para vapor, hidrocarburos, fluidos inflamables, tóxicos o en alta presión.
• No deben ser doblados en frío. • Deben usarse en temperaturas de 0-200ºC
33
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Especificaciones
• ASTM –A-333 (Gr. 6): Tubos sin costura de 1/8’’ a 24’’, para bajas temperaturas.
• %C máx. = 0.30%
• % Mn: 0.4 – 1%
• Normalizado
• Ensayo Charpy a -46ºC
34
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Especificaciones
• API-5L: Tubos con o sin costura, de 1/8’’ a 36’’, de calidad media.
• Grados semejantes a ASTM-A-53
35
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Especificaciones
• API-5LX: Tubos sin costura de 1/8’’ a 24’’, de alta calidad para oleoductos. 4 grados, todos de medio carbono.
36
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Rotura (kg/mm2) Fluencia (kg/mm2)
Grado X42 42 29
Grado X46 44 32
Grado X52 46 36
Grado X60 52 42
ANSI.B.31: No usar por encima de 200ºC ANSI.B.31.1: No usar para vapor

Especificaciones – Para tubos con costura
• ASTM –A-134: Tubos fabricados por soldadura eléctrica por arco protegido
• Diámetros mayores de 16’’, espesor de pared hasta ¾’’
• Soldadura longitudinal o en espiral.
37
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Especificaciones – Para tubos con costura
• ASTM –A-135: Tubos fabricados por soldadura de resistencia eléctrica
• Diámetros hasta 30’’ • ANSI.B.31: Temp. De servicio menor a 100ºC
38
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Grado Límite de rotura (kg/mm2)
Grado A 33
Grado B 41

Especificaciones – Para tubos con costura
• ASTM –A-155: Tubos fabricados por soldadura eléctrica por arco protegido
• Diámetros mayores a 12’’
• Especiales para altas presiones y temperaturas
• Clase 1: Soldadura radiografiada y tratamiento térmico
39
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Aceros aleados
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
40

Aceros aleados
• Baja aleación: Hasta 5% de elementos aleados
• Media aleación: 5-10% de elementos aleados
• Alta aleación: Más de 10%
• Aceros inoxidables: Al menos 12% de Cr
• Costo mayor al del acero al carbono
• Mayores costos de montaje y soldadura
41
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Utilización
• Altas temperaturas
• Bajas temperaturas
• Alta corrosión
• Solicitaciones especiales de contaminación
• Seguridad
42
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Clasificación general
• Aleados con Mo y Cr-Mo:
– Hasta 1% de Mo y 9% de Cr
– Ferríticos
– Temperaturas elevadas
– Protegidos contra oxidación a altas temperaturas, corrosión
• Aleados con Ni
43
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Especificaciones
Grado ASTM Elementos de aleación Temperatura límite de servicio (ºC)
Cr Mo Ni
A-335 Gr. P1 - 0.5 - 500
A-335 Gr. P5 5 0.5 - 480
A-335 Gr. P11 1.25 0.5 - 530
A-335 Gr. P22 2.25 1 - 530
A-335 Gr. P3 - - 3.5 -100
A-335 Gr. P7 - - 2.25 -60
44
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Acero inoxidable
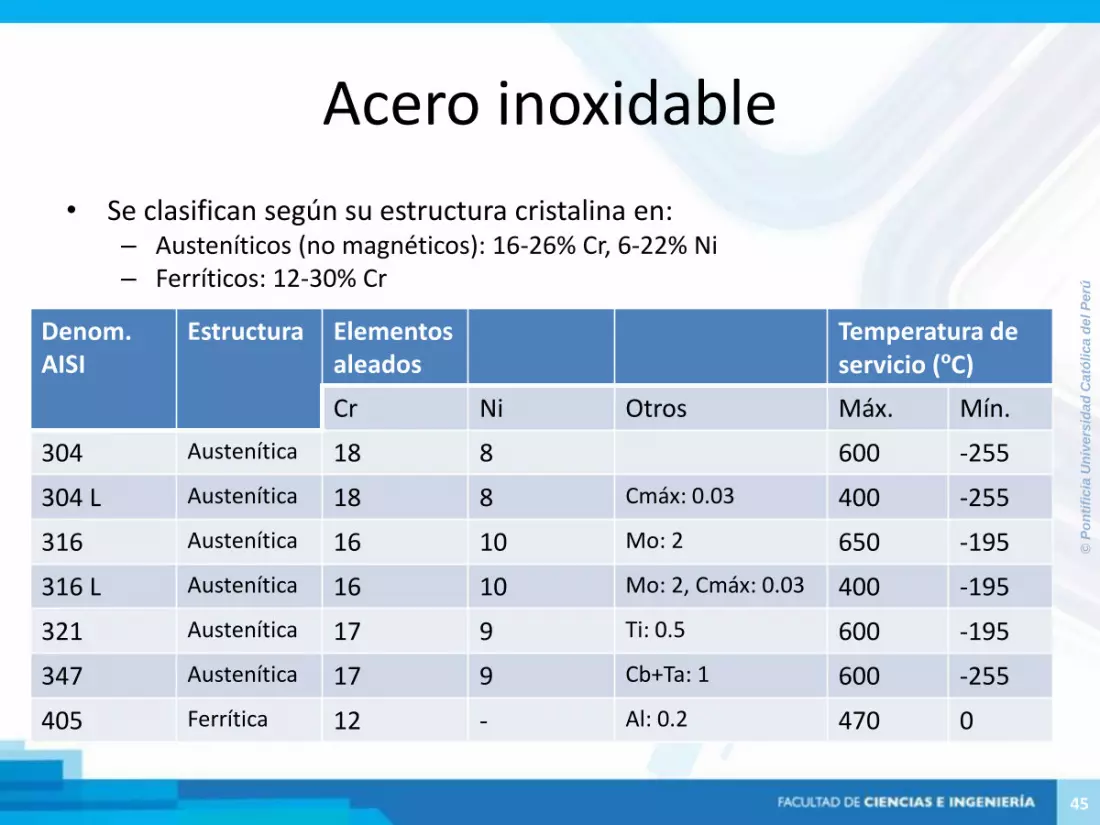
• Se clasifican según su estructura cristalina en: – Austeníticos (no magnéticos): 16-26% Cr, 6-22% Ni – Ferríticos: 12-30% Cr
45
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Denom. AISI
Estructura Elementos aleados
Temperatura de servicio (ºC)
Cr Ni Otros Máx. Mín.
304 Austenítica 18 8 600 -255
304 L Austenítica 18 8 Cmáx: 0.03 400 -255
316 Austenítica 16 10 Mo: 2 650 -195
316 L Austenítica 16 10 Mo: 2, Cmáx: 0.03 400 -195
321 Austenítica 17 9 Ti: 0.5 600 -195
347 Austenítica 17 9 Cb+Ta: 1 600 -255
405 Ferrítica 12 - Al: 0.2 470 0

Diámetros nominales
• ANSI.B.36.1: tubos de acero al carbono y acero aleado, de 1/8’’ hasta 36’’
• ANSI.B.36.19: tubos de acero inoxidable, de 1/8’’ hasta 12’’
• Diámetro nominal IPS (Iron Pipe Size) • Para cada diámetro nominal hay varios espesores pero
el diámetro externo es el mismo. • Ejemplo: Todos los tubos de 8’’ de diámetro nominal
tienen un diámetro externo de 8.625’’: – Serie 20: espesor 0.25’’ y d. int. 8.125’’ – Serie 40: espesor 0.322’’ y d. int. 7.625’’
46
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Diámetros
• Desde 1/8’’ hasta 36’’ hay 300 espesores. En la práctica, alrededor de 100 son los más comunes.
• Los diámetros nominales son: 1/8’’, ¼’’, 3/8’’, ½’’, ¾’’, 1’’, 1 ¼’’, …, 36’’
• El número de serie (schedule number) obedece aproximadamente a:
47
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
S
PSerie
1000
P: Presión interna en psig S: esfuerzo admisible en psi

Hierro
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
48

Hierro fundido
• Hierro fundido: agua, gas, agua salada, servicios de baja presión, temperatura ambiente, pocos esfuerzos mecánicos
• Hierro fundido nodular
• Hierro fundido aleado (Si, Cr, Ni): mejores propiedades mecánicas y mayor resistencia a la corrosión
• ANSI.B.31: uso de hierro fundido para vapor, hidrocarburos y otros fluidos inflamables hasta 150ºC
49
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Fabricación
50
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Recocido
51
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Hierro forjado
• Hierro forjado (casi siempre galvanizados): instalaciones industriales secundarias, bajas presiones, agua, aire comprimido, condensado, etc.
• Baja resistencia mecánica
• Buena resistencia a la corrosión
52
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Metales no ferrosos
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
53

Metales no ferrosos
• Mejor resistencia a corrosión que acero al carbono pero mayor precio
• Menor resistencia mecánica que acero y menor resistencia a temperatura
• Algunos pueden ser reemplazados por tuberías de plástico
54
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Cobre
• Incluye cobre puro comercial y aleaciones de Cu-Ni
• Resistencia a la oxidación, al ateque de agua, bases, ácidos diluidos, compuestos orgánicos, fluidos corrosivos.
• Sufren corrosión en contacto con amonio y compuestos de nitrógeno.
• Temperatura de servicio: -180ºC a 200ºC
55
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Cobre
• Alto coeficiente de transmisión de calor: empleados en intercambiadores de calor, serpentines, etc.
• En diámetros pequeños (hasta 2’’) se emplean para agua, aire comprimido, aceites, vapor de baja presión.
• No se usan para alimentos o medicamentos (residuos tóxicos)
• Especificaciones ASTM: – Cobre: B-88
– Latón: B-111
– Cu-Ni: B-466
56
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Aluminio
• Ligeros (1/3 del peso de acero), alto coeficiente de transmisión térmica, buena resistencia al contacto con el agua, compuestos orgánicos, inclusive ácidos. Los residuos resultantes de la corrosión no son tóxicos.
• Baja resistencia mecánica (mejora con Fe, Si, Mg) • Temperatura de servicio: -270 a 200 ºC • Material de menor costo para temperaturas
criogénicas • Especificaciones: ASTM-B-241
57
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Plomo
• Pesados, baja resistencia mecánica, muy buena resistencia a la corrosión: agua (salada, ácidas), bases, ácido sulfúrico, etc.
• Temperatura límite de servicio: 120 a 200ºC
58
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Níquel
• Muy buena resistencia a la corrosión, buenas propiedades mecánicas
• Resistencia a temperatura elevadas y bajas
• Se emplea con fluidos corrosivos, ácidos diluidos y bases calientes, agua salada, ácido sulfúrico diluido, ácido clorhídrico diluido
59
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Titanio, zirconio y aleaciones
• Resistencia a la corrosión
• Resistencia a altas temperaturas
• Buenas propiedades mecánicas
• Más ligeros que el acero
60
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Materiales no metálicos
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
61

Cemento asbesto
• Material compuesto: armazón de fibras de asbesto + cemento.
• Baja resistencia mecánica
• Buena resistencia a elementos de la atmósfera, suelo, aguas neutras, alcalinas, aceites y compuestos orgánicos en general.
• Son atacados por ácidos
• Se usan para aguas residuales y desagües
62
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Concreto armado
• Tubos de diámetros grandes de agua y desagüe.
• Resistencia a corrosión comparable a la de asbesto-cemento pero mejores propiedades mecánicas.
• Tipos: – Con armazón de acero (barras longitudinales y
transversales): Presiones hasta 7 kg/cm2
– Con tubo de acero dentro de concreto: Presiones hasta 10 kg/cm2
• Se fabrican diámetros desde 25cm hasta 350cm.
63
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Fabricación
64
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Dry cast Wet cast

Especificaciones ASTM
• C-14 – tubería de concreto sin refuerzo
• C-76 – tubería de concreto reforzada (RCP)
• C-361 – RCP baja presión
• C-507 – RCP elíptica
65
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

ASTM C76
66
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Otros
• Cerámica
• Vidrio
• Caucho
67
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Plásticos
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
68

Ventajas
• Poco peso, densidad entre 0.9 y 2.2
• Alta resistencia a corrosión
• Bajo coeficiente de fricción
• Facilidad de fabricación
• Baja conductividad térmica y eléctrica
• Algunos pueden ser trnaslúcidos
69
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Desventajas
• Baja resistencia al calor. La mayoría debe trabajar bajo los 100 ºC
• Baja resistencia mecánica
• Poca estabilidad dimensional, sujetos a creep
• Alto coeficiente de dilatación
70
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Clases
• Termoplásticos
• Termofijos
71
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

TERMOPLÁSTICOS • Tipo de plástico que funde cuando es calentado y solidifica
cuando se enfría.
• A diferencia de los Termofijos pueden ser refundidos (reciclables) y moldeados. Además son soldables con calor.
• Algunos TP no cristalizan (“amorfos”) y se usan en aplicaciones donde la transparencia es importante (PMMA, PS, PC)
• Generalmente los TP amorfos tienen menor resistencia química.
Dr.
Fe
rna
nd
o G
. T
orr
es
, M
.Ph
il.,
Ph
.D. P
OL
YC
OM
-PU
CP
72

PROPIEDADES RELEVANTES DE LOS TERMOPLÁSTICOS
Propiedades que deben tomarse en cuenta al diseñar e implementar un proceso con TP
1. Baja conductividad térmica
2. Alta viscosidad (1000-10000 Pa.s)
3. Viscoelasticidad
Dr.
Fe
rna
nd
o G
. T
orr
es
, M
.Ph
il.,
Ph
.D. P
OL
YC
OM
-PU
CP
73

BAJA CONDUCTIVIDAD TÉRMICA EN TERMOPLASTICOS
• Su conductividad es bastante menor a la de los metales. K = 0.17 W/mK para el PP
• Durante el procesamiento los tiempos de enfriamiento son largos, entonces los tiempos de ciclo son largos.
• Desventaja para altas productividades. Dr.
Fe
rna
nd
o G
. T
orr
es
, M
.Ph
il.,
Ph
.D. P
OL
YC
OM
-PU
CP
74

ALTA VISCOSIDAD
• La alta viscosidad en estado de fluidez origina altos esfuerzos cortantes en el procesamiento, entonces se tiene una gran disipación térmica
• Ventaja: Se reduce la cantidad de calor necesaria para la plastificación
• Desventaja: Genera grandes presiones y se necesita de maquinaria robusta
• Los termoplásticos en el estado de fluidez no se comportan como fluidos Newtonianos. La viscosidad disminuye al aumentar la velocidad de deformación
Dr.
Fe
rna
nd
o G
. T
orr
es
, M
.Ph
il.,
Ph
.D. P
OL
YC
OM
-PU
CP
75

VISCOELASTICIDAD
• Los materiales poliméricos tienen propiedades de líquido viscoso y sólido a la vez
• Las propiedades mecánicas varían en función del tiempo
• Ventajosa en los procesos que requieren una alta resistencia mecánica en el estado líquido o semi-líquido (estirado de fibras, soplado) D
r. F
ern
an
do
G.
To
rre
s, M
.Ph
il.,
Ph
.D. P
OL
YC
OM
-PU
CP
76

Etapas en el procesamiento de polímeros termoplásticos
PLASTIFICACIONMOLDEO O
CONFORMADO
ENFRIAMIENTO Y
SOLIDIFICACION
FLUJO DE
CALOR
FLUJO DE
CALOR
PROPIEDADES
REOLOGICAS
MATERIAL
SOLIDO
PRODUCTO
FINAL
RECICLADO
Dr.
Fe
rna
nd
o G
. T
orr
es
, M
.Ph
il.,
Ph
.D. P
OL
YC
OM
-PU
CP
77

TERMOFIJOS
• “Termoestables” o “Termoendurecibles”
• Antes de ser moldeadas (curadas), las resinas están en estado liquido o maleable.
• Curan irreversiblemente con aplicación de calor, una reacción química o irradiación
• Curado consiste en arreglar las cadenas moleculares formando una estructura 3D. Aumenta el peso molecular y el punto de fusión
• Son más resistentes que los TP debido a su conformación 3D
• Se descompone cuando se recaliente antes que llegue a su Tfusion. Por esto no pueden ser fundidos ni reprocesados.
Dr.
Fe
rna
nd
o G
. T
orr
es
, M
.Ph
il.,
Ph
.D. P
OL
YC
OM
-PU
CP
78

Etapas en el procesamiento de polímeros termoestables
ENFRIAMIENTO O
SOLIDIFICACIONPRODUCTO FINAL
MOLDEO O
CONFORMADOENTRECRUZAMIENTO
FLUJO DE CALOR
(REACCION EXOTERMICA)
AGENTES
DE CURADOFLUJO DE
CALOR
CONTRACCION
RESINA
LIQUIDA
Dr.
Fe
rna
nd
o G
. T
orr
es
, M
.Ph
il.,
Ph
.D. P
OL
YC
OM
-PU
CP
79

Resistencia a corrosión y ataque
• En general resisten ácidos inorgánicos diluidos, bases, soluciones salinas, agua salada, diversos químicos
• La mayoría es atacado por ácidos inorgánicos concentrados
• Pueden usarse en contacto con el suelo
• Pueden perder propiedades cuando son expuestos a luz solar por largo tiempo (wheatering). Existen aditivos y pigmentos (negro de humo)
80
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Polietileno (PE)
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
81

Polietileno (PE)
• Tenaz, dúctil y fácilmente moldeable • Bajo módulo elástico, de fluencia y temperatura de fusión (110-
130ºC) • Creep ante la presencia de esfuerzos relativamente pequeños (Tg
menor que Tamb) • Principales tipos:
– Polietileno de alta densidad (HDPE) – Polietileno de baja densidad (LDPE) – Polietileno lineal de baja densidad (LLDPE)
• También existen: – Polietileno de media densidad (MDPE) – Polietileno de muy baja densidad (VLDPE)

Propiedades • Densidad, peso molecular, distribución de
peso molecular
83
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Propiedad +Densidad +Peso molecular
+Distribución
Resistencia Aumenta Aumenta -
Rigidez Aumenta Aumenta ligeramente
Disminuye
Resistencia al impacto
Disminuye Aumenta Disminuye
Resistencia a la abrasión
Aumenta Aumenta -
Dureza Aumenta Aumenta ligeramente
-

Propiedades
• Viscoelasticidad
• Resistencia a la tracción, flexión
• Resistencia al impacto
• Resistencia a la abrasión
• Resistencia a ataque químico
• Resistencia a la corrosión
84
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Consideraciones ambientales
• Weathering
• Estabilización
• Ataque biológico
85
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

ASTM D33350
86
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
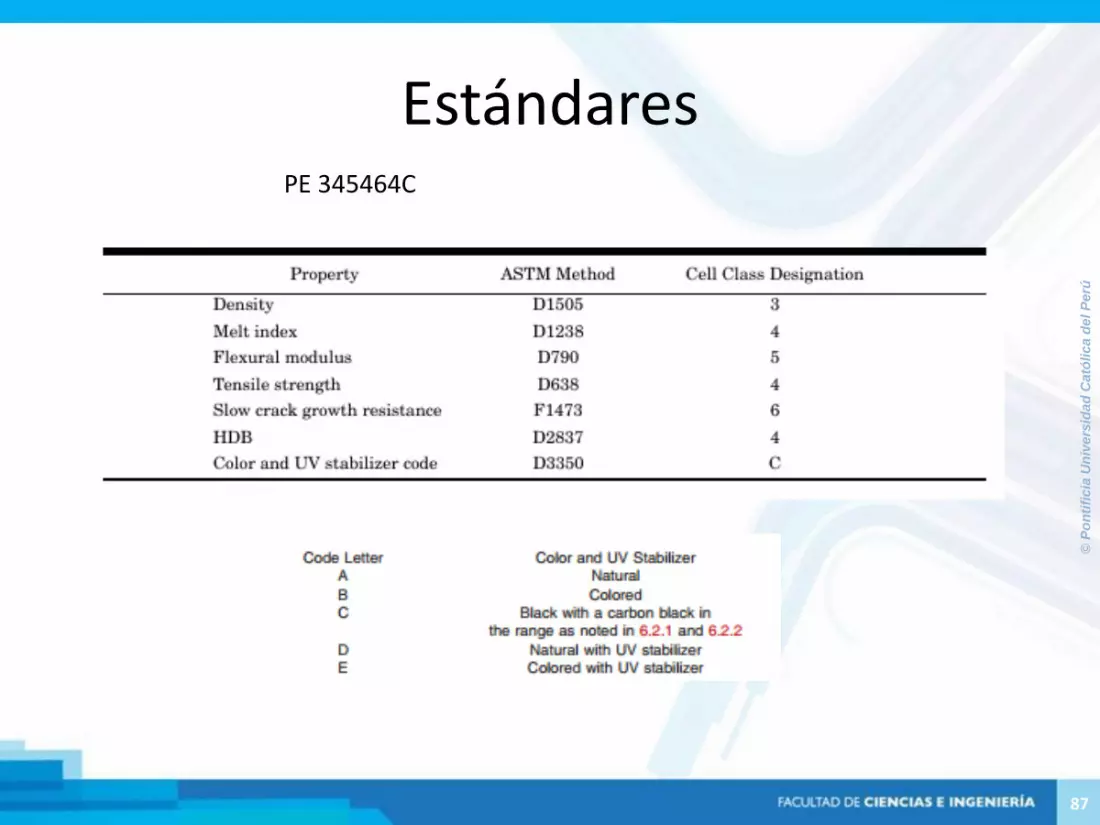
Estándares
87
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
PE 345464C

ASTM D1248 (retirada)
88
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Índice de fluidez (Melt flow index)
Dr.
Fe
rna
nd
o G
. T
orr
es
, M
.Ph
il.,
Ph
.D. P
OL
YC
OM
-PU
CP
89

Melt flow rate
MFR = (426 x L x d)/t Donde: L: viaje del pistón , cm D: densidad de la resina g/cm3 T: tiempo en segundos

ASTM D1238

ASTM D1238

Polietileno

Densidad
• Densidad = Masa/Volumen, a 23°C
• Unidades: g/cm3; kg/m3
• Ensayo: ASTM D-1505 “Standard Test Method for Density of Plastics by the Density-Gradient Technique”

ASTM D-1505
• Determinar la densidad de plásticos sólidos
• Observar en qué momento se hunde la probeta al sumergirla en líquidos de densidad conocida

ASTM D729
• “Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement”
• Principio de Arquímides. Usar balanza normal con aditamento

Polietileno
Resistencia máxima a la tensión
• Esfuerzo máximo en un ensayo de tracción
• Esfuerzo = Fuerza/Área
• Unidades MPa (N/mm2), psi

Elongación máxima
• Deformación máxima que se alcanza en un ensayo de tracción
• Deformación unitaria = (lf-lo)/lo
• Unidades: adimensional (se usa %)

Ensayo de tracción

Ensayo de tracción
ASTM D638 - 10 Standard Test Method for Tensile Properties of Plastics
1 PSI = 145.04 MPa

ASTM D638

ASTM D638

Módulo elástico en flexión
• Ensayo de flexión
• ASTM D790

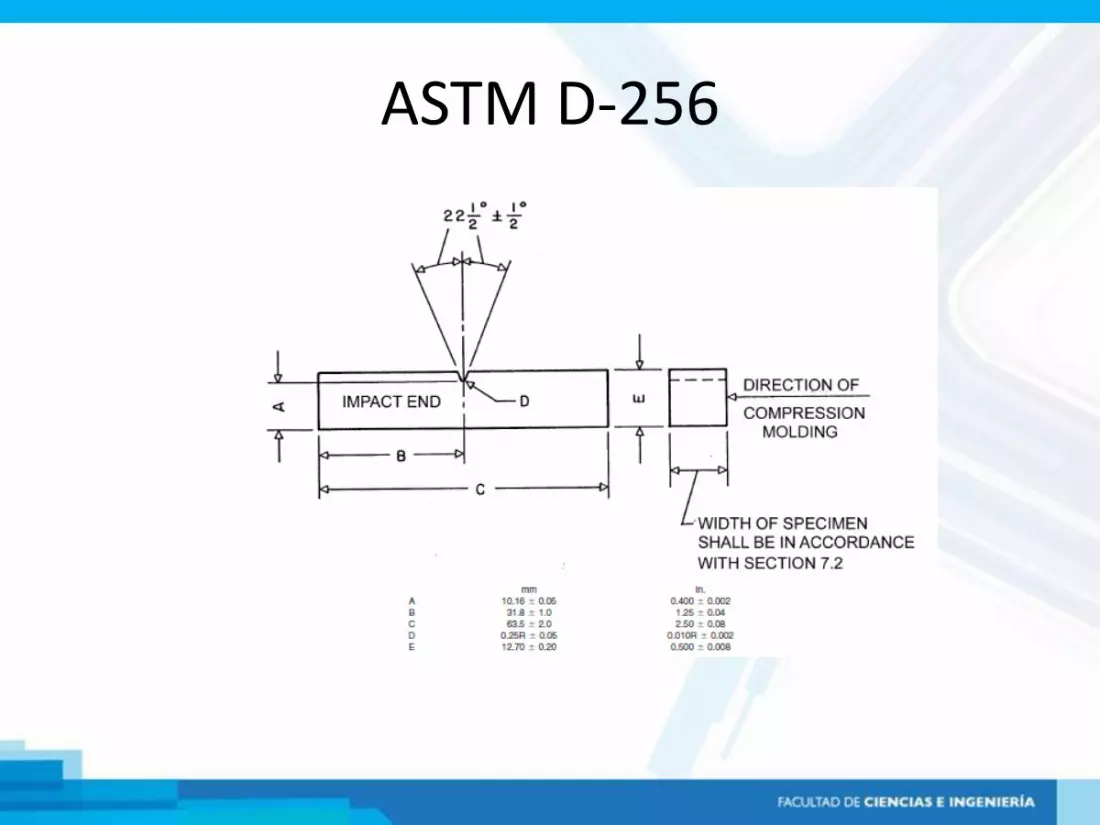
Impacto

Impacto
Energía de impacto: Energía potencial + energía cinética. Energía absorbida: Área bajo la curva Medida de la tenacidad y ductilidad
Máquina para prueba de impacto IZOD
Unidades: J/m

Impacto
ASTM D256 - 10 Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics

ASTM D-256
ASTM D-256

Resistencia ambiental

ESCR
• Environmental stress craking resistance • ASTM D1693 - 08 Standard Test Method for
Environmental Stress-Cracking of Ethylene Plastics
• Hay dos métodos: – Evaluación con deformación constante:
• Flexión en tres puntos • BTT (Bell telephone test)
– Evaluación con esfuerzo constante: • Tracción • Creep

Flexión en tres puntos

BTT

ISO 1216-2
114
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
La designación del material tiene relación directa con el tipo de resina de acuerdo al nivel aplicable de resistencia mínima requerida (MRS). Ésta debe ser considerada en el diseño de tuberías de HDPE en servicio a largo plazo, mínimo 50 años y a 20ºC.

Especificaciones
115
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Ensayo de oxidación inductiva

PE-80
117
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Dimensiones PE80
118
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Aplicaciones
• Minería: Resiste elementos corrosivos, temp:-40 a 60ºC, presiones hasta 16 kg/cm2
• Plantas de flotaión, lixiviación, biolixiviación, cianuración, etc.
• Química: transporte de líquidos corrosivos • Transporte de agua potable: ISO 4427:2000 • Emisarios submarinos • Conducciones subacuáticas enterradas • Agricultura: transporte de agua para animales y riego por
aspersión, por goteo. • Transporte de gas: Presión máxima de 4kg/cm2, DIN 19630 • Protección de cables elécctricos y telefónicos
119
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Aplicaciones
120
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Procesamiento - Extrusión • El material es forzado por un tornillo a través de un
dado • El material ingresa en estado sólido (gránulos, polvo o
reciclado), se plastifica y se dosifica de manera constante hacia el dado
121
Dr.
Fe
rna
nd
o G
. T
orr
es

Extrusión
122
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Inyección
123
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Soldadura de tuberías de HDPE por termofusión con plato caliente
• Proceso bastante usado en el ámbito nacional e internacional (conducción de fluidos)
• En las minas se usan tuberías de HDPE para la conducción de fluidos
• HDPE (High density polyethylene): – Termoplástico
– Se usa cuando la temperatura no es muy alta
– Para aplicaciones de mayor temperatura se usa polipropileno (PP) o poli(fluoruro de vinilideno) (PVDF)

Fenomenología de uniones soldadas de polímeros
interfase
Material
A
Material
B
Molécula del material B
difundiéndose hacia el material A
Molécula del material A
difundiéndose hacia
el material B
DIFUSIÓN DE MOLÉCULAS EN UNA UNIÓN SOLDADA
DE DOS MATERIALES PLÁSTICOS

Reptación de polímeros
las cadenas moleculares en un polímero fundido están en forma concentrada y forman entre ellas enmarañamientos o entrecruzamientos físicos (entanglements)
Los entanglements determinan las propiedades del flujo (propiedades reológicas) del material fundido.

Reptación de polímeros
las cadenas moleculares en un polímero fundido están en forma concentrada y forman entre ellas enmarañamientos o entrecruzamientos físicos (entanglements)
Los entanglements determinan las propiedades del flujo (propiedades reológicas) del material fundido.

Propiedades reológicas
Para una buena soldadura las propiedades reológicas de los materiales a unir deben ser similares y compatibles.
Para la soldadura de algunos termoplásticos se especifica rangos de MFI (melt flow index) o índice de fluidez para los materiales a unir.
Por ejemplo un polietileno de alta densidad (HDPE) con un MFI de 0.5 debe de unirse con otro HDPE de MFI entre 0.4 y 0.6.

Soldadura de tuberías de HDPE por termofusión
3
4
1
2
5
pre
sió
n
tiempo
tem
pe
ratu
ra
Ppc
Pal
Ts
tal tpc taj tf te
Ts : Temperatura de soldado
Pal : Presión de alineamiento
Ppc : Presión de pre-calentamiento
tsl : tiempo de alineamiento
tpc : tiempo de pre-calentamiento
taj : tiempo de ajuste
tf : tiempo de fusión
te : tiempo de enfriamiento

Soldadura de tuberías de HDPE por termofusión

Soldadura de tuberías de HDPE por termofusión

Otros plásticos
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
132
POLIPROPILENO
Características en los Procesos de Transformación
• Procesos productivos: Extrusión, inyección, extrusión-soplado, termoformado.
• La temperatura de inyección varia entre 230 y 270 °C y la presión tendría que superar los 1000 kg/cm2. La temperatura de extrusión varía entre 150 hasta un máximo de 240 °C.
Reconocimiento y análisis
• El PP es semejante al PE. A diferencia del PE, el PP cuando se calienta en un tubo de ensayo, la superficie del PP tiene una aspecto seco y no parece una cera.
• Mayor punto de fusión y menos gravedad en comparación con el PE.
Dr.
Fe
rna
nd
o G
. T
orr
es
, M
.Ph
il.,
Ph
.D. P
OL
YC
OM
-PU
CP
133

POLIPROPILENO Propiedades de PP como homopolimero (un solo tipo de monomero) (Ref. Montell Polyolefins Resin Data Sheet, 1996)
Propiedades de PP como copolimero usando etileno como comonomero (Ref. Montell Polyolefins Resin Data Sheet, 1996)
Dr.
Fe
rna
nd
o G
. T
orr
es
, M
.Ph
il.,
Ph
.D. P
OL
YC
OM
-PU
CP
134
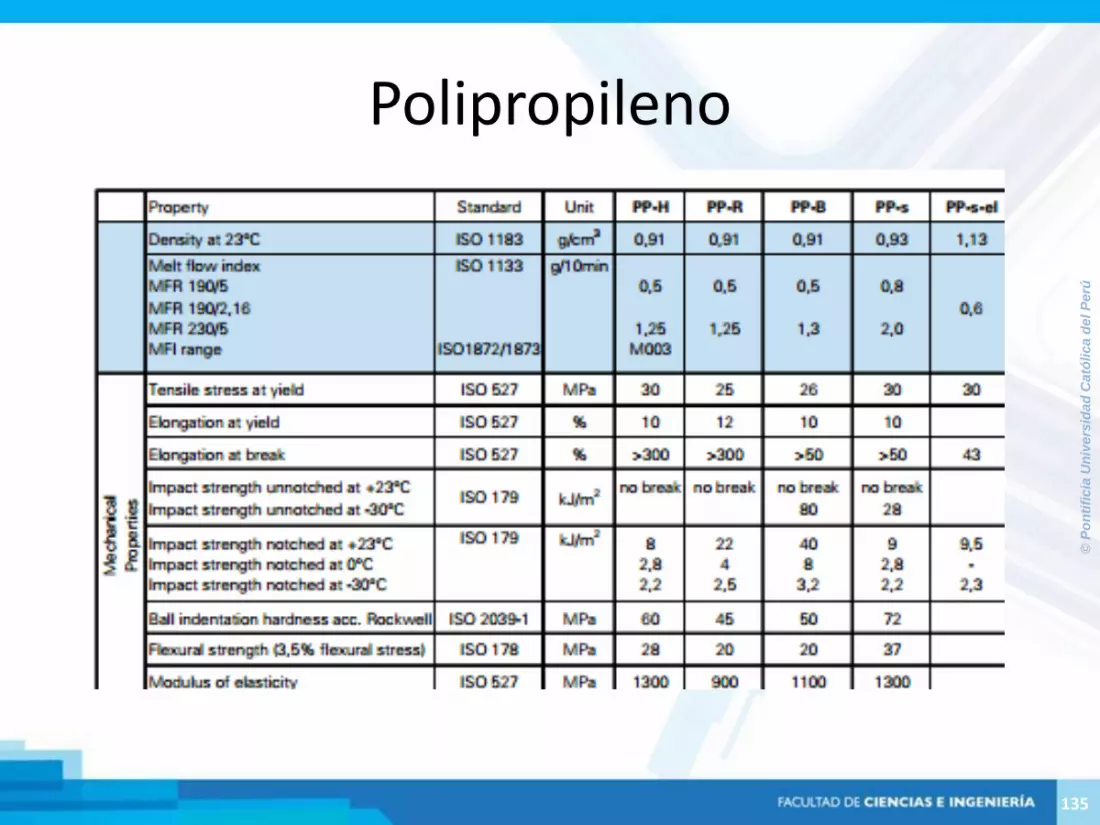
Polipropileno
135
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Polipropileno
136
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

PVDF
137
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Poli(cloruro de vinilo) (PVC)
• PVC rígido (UPVC) – Usado en tuberías y perfiles extruidos – Sumamente frágil. Se suele reforzar con partículas de
caucho
• PVC plastificado (PPVC) – Usado para mantas flexibles. Material de alta flexibilidad. – El PVC se mezcla con altas cargas de plastificantes líquidos
(ftalatos). – Con el tiempo los plastificantes migran a la superficie y lo
dejan frágil y vidrioso. Tg mayor que Tamb.

Tubos de fibra de vidrio
139
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
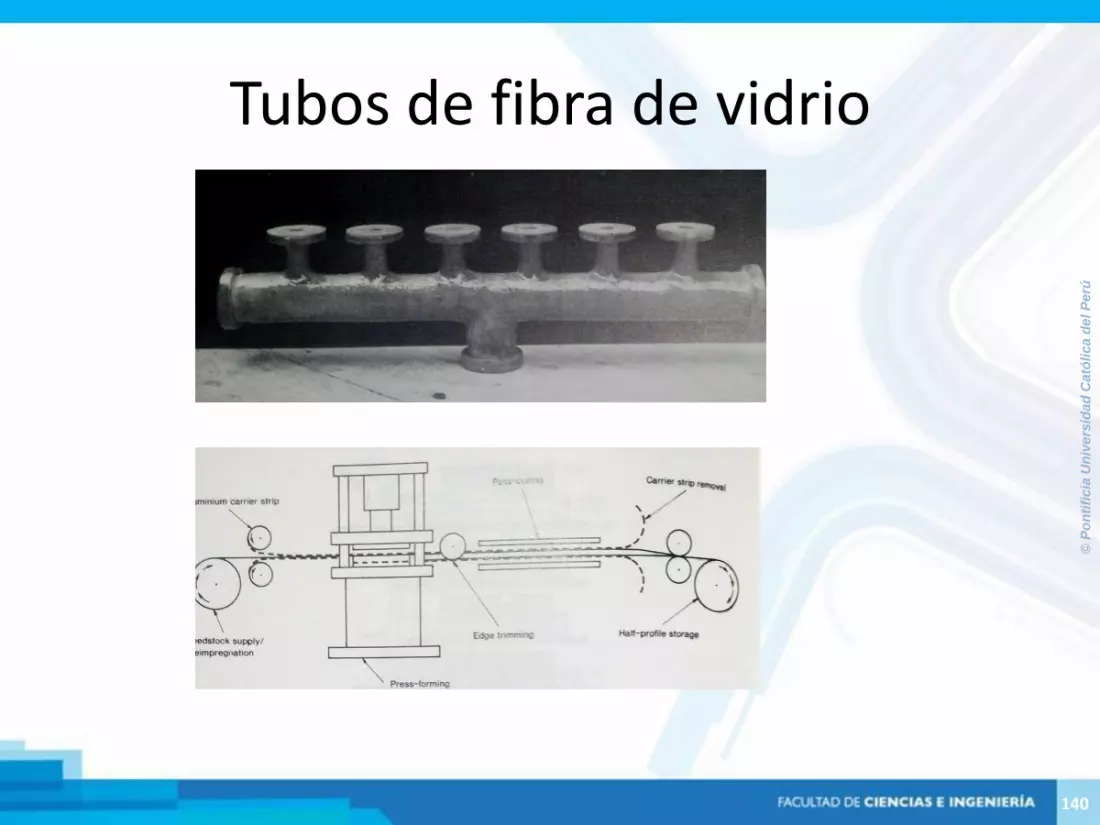
Tubos de fibra de vidrio
140
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

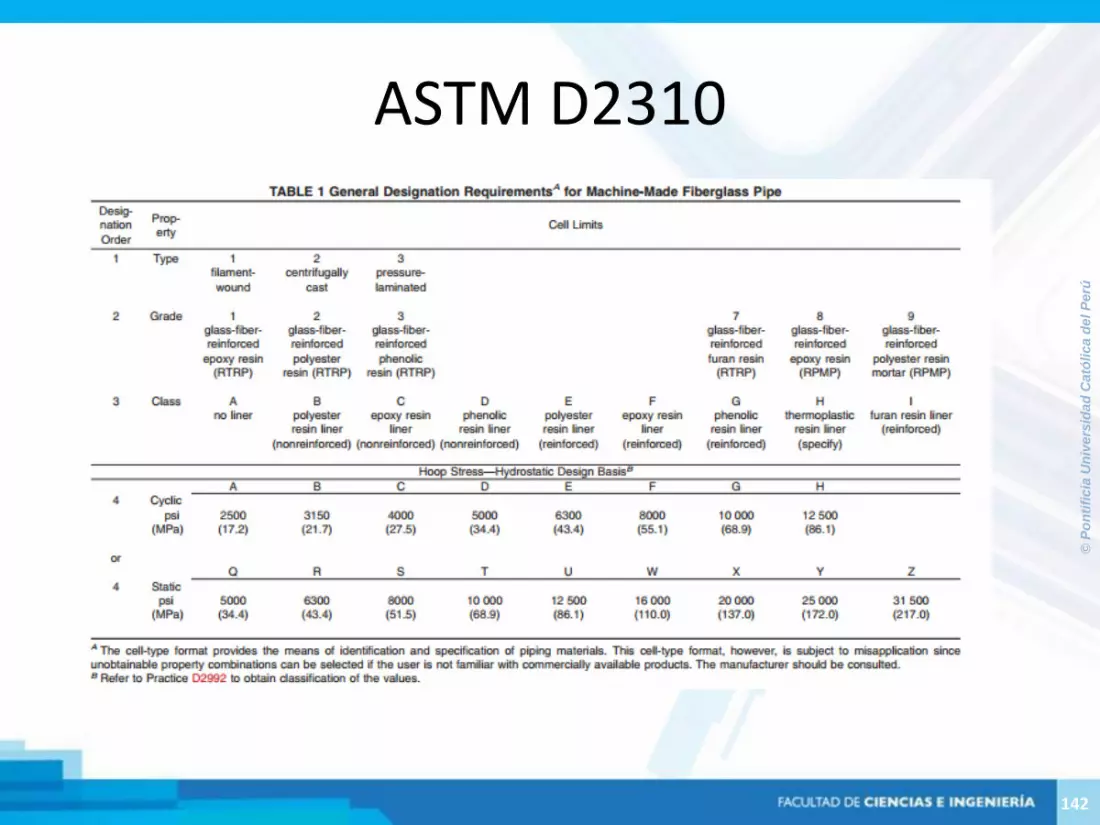
ASTM D2310
141
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
ASTM D2310
142
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Fibras de vidrio
• De gran resistencia a tracción, duras, resistentes al ataque químico y flexibles.
• Se elaboran a partir de la sílice (del 50% al 70% de su composición) y se le añaden otros componentes en función de las propiedades deseadas, distinguiéndose:
• VIDRIO-E, para aplicaciones generales.
• VIDRIO-S, para mayor resistencia y rigidez.
• VIDRIO-C, para estabilidad química.
• VIDRIO-M, para muy alta rigidez.
• VIDRIO-D, para muy baja constante dieléctrica.

RESINAS EPOXI
Dr.
Fe
rna
nd
o G
. T
orr
es
, M
.Ph
il.,
Ph
.D. P
OL
YC
OM
-PU
CP
144
Las resinas más comunes son producidas de una reacción entre epiclorohidrina y bisfenol-A
Propiedades generales: • Alta dureza y resistencia • Baja contracción al curar • Alta adhesión • Buena resistencia a los álcalis • Versatilidad en la formulación
Historia: 1939: Patente alemana: epóxidos líquidos 1942: Patente USA (P. Castan), curado con diádicos 1945: Abaratamiento de los reactivos. Uso comercial Principales productores: Bakelite, Araldit, Dow, Shell

RESINAS DE FORMALDEHIDO (RESINAS FENÓLICAS)
• Obtenidas de condensación de fenol (o mezcla de fenoles) con un aldehído.
• Primeros materiales poliméricos comerciales.
• Usados en polvos de moldeo, resinas para laminados, resinas para casting, impregnantes, adhesivos.
• La reacción sigue una tendencia según el catalizador usado:
1. De catalizador acido. Ratio molar de formaldehido a fenol es < 1. Debido a esto se necesita un agente de entrecruzamiento para terminar la polimerización. Producto NOVOLACAS
2. De catalizador basico. Ratio molar de formaldehido a fenol es > 1. Fenol, formaldehido, agua y el catalizador reaccionan a 70 °C (hidroximetilo). Luego calentamiento a 120 °C para formar los enlaces en 3D. Producto RESOLES.
Dr.
Fe
rna
nd
o G
. T
orr
es
, M
.Ph
il.,
Ph
.D. P
OL
YC
OM
-PU
CP
145

Resina de Poliéster Insaturado
Composición de la resina empleada en laminados UP-fibra de vidrio
GEL – COAT LAMINADO
RESINA 30 ml 10 ml
AGREGADO
CALCAREO
10 % de la masa
anterior
--------
AEROSIL 10% de la masa
anterior
--------
PIGMENTO A criterio --------
MONOESTIRENO --------- 5 ml
COBALTO 12 gotas 15 gotas
PEROXIDO 12 gotas 15 gotas
FIBRA DE VIDRIO





























