Embed Size (px)
Citation preview
RESEARCH ARTICLE
Recent Industrial Developments of Marine Composites Limit Statesand Design Approaches on Strength
Beatrice Barsotti1 & Marco Gaiotti1 & Cesare Mario Rizzo1
Received: 13 April 2020 /Accepted: 25 August 2020# The Author(s) 2020
AbstractTo further exploit the potential of marine composites applications in building ship hulls, offshore structures, and marine equip-ment and components, design approaches should be improved, facing the challenge of a more comprehensive and explicitassessment of appropriately defined limit states. The structure ultimate/limit conditions shall be verified in principle within thewhole structural domain and throughout the ship service life. What above calls for extended and reliable materials characteriza-tion on the one hand and for accurate and wide-ranging procedures in structural analyses. This paper presents an overview ofrecent industrial developments of marine composites limit states assessments and design approaches, as available in openliterature, focusing on pleasure crafts and yachts as well as navy ships and thus showing a starting point to fill the gap in thisrespect. After a general introduction about composites characterization techniques, current design practice and rule requirementsare briefly summarized. Both inter-ply and intra-ply failure modes and corresponding limit states are then presented along withrecently proposed assessment approaches. Three-dimensional aspects in failure modes and manufacturing methods have beenidentified as the main factors influencing marine composite robustness. Literature review highlighted also fire resistance andhybrid joining techniques as significant issues in the use of marine composites.
Keywords Marine composites . Navy ships . Pleasure crafts . Yachts . FEM . Material characterization . Limit state design .
Ultimate strength
1 Introduction
This paper deals withmarine composites and it is intended as areview paper aimed at supporting structural design and anal-ysis in this particular field. While many papers and books areavailable in open literature about composite materials and out-standing experimental, numerical and theoretical results bymany researchers were and still continue to be presented, itwas felt desirable to offer a paper specifically dedicated to
marine composites with special focus on pleasure crafts andyachts as well as navy ships.
In particular, a few Italian shipyards are specialized inbuilding the above-mentioned units supported by relevant ma-terial manufacturers and service-suppliers as well as by re-search and educational activities ongoing since decades inthe field. Therefore, a recent literature review paper on thematter appeared enviable. This paper focuses on the last fiveyears literature and current state of the art of industrial practiceand possible mid-term innovations, a topic which is not cov-ered by scientific literature often.
In the following, some very basic concepts are brieflyoutlined to introduce the matter before presenting latest ad-vancements in the field.
Marine composites are typically constituted by multi-layered laminates, where each ply is traditionally representedby an orthotropic layer, from a mechanical point of view. Anorthotropic material admits three symmetry planes; thus, theresulting elastic matrix is defined by 9 independent elasticconstants in 3-dimensional space, and by 4 elastic constantsconsidering a plane stress condition, which is often the case
Article Highlights• Application of composites in marine industry is reviewed aiming atfilling the gap between design practice and construction in shipyards;
• Design approaches need to be improved becoming more transparent,design oriented and based on limit states to exploit compositespotential;
• The focus is on pleasure crafts and yachts as well as navy ships.
* Cesare Mario [email protected]
1 DITEN, Marine Structures Testing Lab, Polytechnic School,University of Genoa, Via Montallegro, 1, Genoa, Italy
Journal of Marine Science and Applicationhttps://doi.org/10.1007/s11804-020-00171-1

for marine structures applications, characterized by relativelysmall thicknesses if compared with other dimensions.
Basic mechanical principles underpinning the marine com-posites analysis are the following:
& The typical fiber-reinforced marine composite is constitut-ed by a polymeric matrix, which cures on the reinforcingfibers, on a mold.
& The fibers sustain the load, in terms of stresses, and pro-vide the material stiffness;
& Moreover, the fibers also act as crack stopper, limiting thefracture propagation, originating both in the matrix and inthe fiber.
& On the other hand, the matrix equally distributes the loadsamong fibers and provide the interlaminar shear strength.
& Its tasks are also to resist against chemical aggressions andto allow an ultimate deformation higher than the one offibers, to prevent from matrix failure at low fiber stress.
The above-mentioned features are more and more appliedin ship and offshore structures, not only in small crafts andspecial units, but also for navy and merchant ship structuralcomponents, propulsion systems and hull outfitting. Most ofthese applications were driven by the need to overcomecorrosion problems experienced with steel or aluminumalloys or environmental degradation suffered by wood.Another reason for using composite was to reduce weight,particularly the topside weight of ships. A detaileddescription of the application of composites in marineindustry is given by the works of Selvaraju and Ilaiyavel(2011) and Mouritz et al. (2001), where, for each application,the major benefits and main drawbacks gained from usingcomposites instead of conventional shipbuilding materials,such as steel and aluminum alloys, are identified.
Most of marine structural composites employ E-glass fi-bers in an unsaturated polyester resin matrix. Where higherstiffness is required, and cost allows, the structures may bemanufactured using carbon fiber-reinforced epoxy resin.Different types of reinforcement and matrix materials maybe selected to meet the design requirements and end-of-lifeconsiderations for a specific application. As told before, thematrix is the medium that transfers load from the externalenvironment into the reinforcement fibers and, if the matrixis polymeric (PMC, polymer matrix composite), it is possibleto distinguish mainly two different products: thermosettingresins, that are generally of single use (i.e., not inclined to easyrecycling) and thermoplastic-matrix systems that can berecycled with relative ease. The principal commercial groupsof thermosetting resins are phenolic resins, epoxy, unsaturatedpolyester, and vinyl ester. These materials are normally sup-plied as a liquid resin that can be solidified using chemicalsand heat. The principal thermoplastic polymers to find use asthe matrix for composites are polypropylene, polyamide,
polyester, and PEEK (Pemberton et al. 2019). As regards re-inforcement, a wide variety of fibers may be used and they aregenerally classified as natural (plant, animal, or mineral based)and synthetic fibers (nylon, acrylic, aromatic polyester, poly-ethylene, aramid, glass, carbon, boron, silicon carbide, stain-less steel, aluminum, etc.). Glass, carbon or aramid fibers arethe most common choices and obviously they are character-ized by very different mechanical properties. In particular:
& Glass is the dominant reinforcement fiber in compositeconstruction, accounting for over 90% of worldwide ap-plication. It has good strength to weight characteristics,can be produced easily and sold at a low price. Whenfiberglass is impregnated with epoxy resin, the resultingcomposite has high tensile strength and is stronger thansteel on an equal weight basis. Glass fiber is made bymelting the constituent materials together and drawingthe melt into a fiber. They have a diameter of 5–25 μmand are coated with a “sizing” to improve the adhesionwith the matrix material. The three most common typesof glass fiber are E-glass, C-glass, and S-glass; the othersare usually associated with a particular manufacturer.
– E-glass (electrical) is the most commonly used fiber inPMCs. It has good strength and stiffness but poor impactproperties. The “E” refers to the electrical resistance ofthe fibers;
– C-glass (chemical or corrosion) fibers have good chemi-cal resistance and are often used as a veil or tissue outerlayer on pipes or tanks rather than as a reinforcement;
– S-glass (stiffness) is a glass fiber with improved mechan-ical and thermal properties.
Generally, when cost is a major driving force in the selec-tion of a reinforcing material, fiberglass is usually preferred.
& Carbon fiber is the most expensive, but it has the bestspecific stiffness properties. It is available in differentgrades, categorized by the modulus of the fiber, increasingin cost as the modulus increases. The standard modulusfibers are referred to as high strength (HS); then there areintermediate modulus (IM), high modulus (HM), and ul-trahigh modulus (UHM). Although carbon fiber has verygood tensile strength and modulus, they have low impactstrength and the highest modulus fibers can be brittle(Goodship et al. 2016).
& Aramid fibers, specified for its excellent impact resistance,have a unique combination of high modulus, highstrength, toughness, thermal stability, and chemical resis-tance. However, due to the molecular arrangement, thefibers have poor transverse strength and poor compressiveproperties (compressive strength is generally about 20%of tensile strength).
Journal of Marine Science and Application
Fibers can be arranged in a variety of different ways. Theconfiguration of the reinforcement sets ranges for both theachievable fiber volume fraction and the reinforcing efficien-cy. In particular, fibers can either have a non-specific arrange-ment like in the case of chopped fiber (nonwovens) or longfibers grouped together, called tows or yarns, and assembledinto fabrics such as wovens, braids, or knits. Since the fibersare the main source for the stiffness and strength of polymermatrix composites, it could be correctly assumed that the di-rection of these fibers will play a key role in the mechanicaland thermal behavior of the composite. The more the fibersare aligned in the load direction, the higher are the stiffnessand strength of the composite in these directions. Hence, achopped nonwoven glass composite with fibers randomly ori-ented in many directions will have stiffness inferior to that of afabric composite with fibers aligned in the load direction, andso on. PMCs are typically manufactured using the process ofstacking lamina or fabrics. In some cases, these fiber layers arepre-impregnated with a resin (prepregs) and kept at a very lowtemperature to slow down the chemical reaction for at least6 months or even a year. These layers are typically placed inthe expected load directions of the target product for an opti-mum design. After stacking, if the fibers are not pre-impreg-nated, resin is introduced to the composite and cured, or, in thecase of prepregs, heat is applied to initiate the curing process(Gowayed 2013).
In the following, some peculiars aspects are consideredresulting from literature and industrial review of the last fewyears, aimed at emphasizing current practices in compositeshipbuilding and future trends. Earlier findings and generaldescriptions may be found in Tsai and Hahn (1980), Shenoiand Wellicome (1993) and Jones (1998).
2 Mechanical Aspects and Current DesignPractice
The mechanics of composites should be approached separate-ly, considering micro-mechanical and macro-mechanicalaspects.
The micro-mechanics considers the interaction between fi-ber and matrix in the isolated ply, assumed as linear-elasticorthotropic, and defines the elastic constants derived fromanalytical formulations or, when available, from experiments.
When dealing withmicro-mechanics, the interface betweenfiber and matrix also play a key role in the failure mode, inparticular when dealing with fatigue and fracture, as well asdynamic loading. Due to chemical issues related to the differ-ent ionicity of matrix and fiberglass, sizing is always neces-sary to improve fiber impregnability and fiber-matrix bond-ing. Sizing is the chemical substance which is sprayed onfiberglass just after the fibring process, having an intermediateionicity between fiberglass and matrix, in order to prevent the
fibers from repulsing the matrix during the impregnation pro-cess, often resulting in sharp corner voids inside the matrix.
From this perspective, carbon fiber is less critical and doesnot require sizing application in general, although recent in-novations made available sizing for carbon, to improve thelaminate performance (Andideh and Esfandeh 2017;Kobayashi et al. 2017). The fiber-matrix cohesive parametersmay determine the predominant damage mode in particularstress conditions, as recently investigated by Ma and Liu(2016). Fiber bridging effects in fatigue problems were inves-tigated by Olave et al. (2015), while Airoldi et al. (2015)showed the influence of fiber bridging in delamination prob-lems. Russo et al. (2019) have demonstrated the strong impactof the fiber bridging toughening mechanisms on the delami-nation propagation and, consequently, on the ultimate strengthof composite structures.
In conclusion, if the general trend for the past decadesaimed at maximizing the fiber-matrix cohesive strength, now-adays the global cohesive aspects are considered, and param-eters like fracture toughness are believed to have a greaterimpact on the operative life of the composite.
Current practice ignores completely the micro-mechanicalaspects, being too complex to be approached by ship scantlingdesigners, and include its effect in a general comprehensivefailure mode of the lamina.
Best practice involves experiments to determine failure be-havior of composites, on a macro scale, and associated failuremodes in a micro scale, although such experimental efforts aregenerally not available to most shipbuilding; hence, failuremodes are often assumed from rules, literature review, or fromreports from producers.
The present paper is not comprehensively discussing aboutcurrent rules for composite hull scantling as they are mainlyempirically driven, but it is worth noting that basically quasi-isotropic approaches are ruled by classification societies,while more modern methods are left under the own responsi-bility of the designer. Some aspects such as the effectivebreadth calculations, are still widely discussed in literature(e.g., Ghelardi et al. 2015). However, the work by Ghelardiet al. does not claim to settle all uncertainties about the effec-tive breadth for composite stiffened panels for marine struc-tures. These uncertainties, combined with those from produc-tion, lead to over conservative rules formulations. Actually,most classification societies rules for pleasure crafts made ofcomposite materials suggest empirical formulations to charac-terize the main laminate properties (e.g., tension and bendingultimate strength) depending on the fiber content but withoutaccounting for actual stacking sequence and non-isotropic be-havior. Only HSC rules (International Maritime Organization2000) recently overcame the limitation, although orthotropicproperties are only available for the definition of stiffness,being the failure check completely uncovered by such rules.
B. Barsotti et al.: Recent Industrial Developments of Marine Composites Limit States and Design Approaches on Strength

Analytical formulations like the so-called mixture rule arewell established and provide reliable results in terms of axialmodulus and in-plane Poisson coefficients, starting from fiberand matrix properties. On the other hand, empirical correc-tions derived from experimental campaigns are still necessaryto overcame limits originating from simplified assumptions inorder to define the remaining elastic constants. Among theothers, the Halpin-Tsai correction, and its further evolutions,is still likely the most popular in current literature and designpractice (Halpin and Kardos 1976), despite based on ratherdated experiments.
More difficult is to predict reliable data for the ultimatestrength of the lamina, as the manufacturing process has astrong impact on such parameters and composites obtainedfrom very same fibers and matrix can show completely differ-ent behaviors. Manufacturing imperfections, like air inclu-sions, de-cohesions and fiber misalignment, and chemicalfeatures, i.e., the influence of ambient and laminatetemperature while curing and humidity, may seriously affectthe composite strength as well as its failure modes. This aspectis widely covered in literature and confirmed in recent worksby Godani et al. (2014) and Kim et al. (2014), who investigat-ed the mechanical properties and failure mechanisms of theGFRP composite materials including the hand lay-up proc-essed, the vacuum infusion processed and the hybrid GFRPcomposites, particularly focusing on interlaminar strength andbuckling induced delaminations. Kalantari et al. (2017) stud-ied the effects of three sources of uncertainties, namely, exis-tence of matrix voids, fiber misalignment and thickness vari-ation, on optimal and robust designs, with the main focusbeing the influence of matrix voids. The results indicated that,in general, all three uncertainties affected the cost and weightof the optimal designs with the effect of voids being morecritical for void contents of greater than 2%.
The above listed parameters are therefore a source of un-certainty that can be quantified and described realistically by aprobabilistic formulation, supporting thus design decisions(Kharghani and Guedes Soares 2016).
At the moment, the only reliable practice to determine fail-ure stresses of a lamina is to perform a widespread experimen-tal activity (Kharghani and Guedes Soares 2018b, 2019, 2020)based on specimens produced under the same environmentalconditions and manufacturing methods as per the actual com-posite. Generally, sampling of built up laminates is requiredby rules after construction.
2.1 Failure Modes and Limit States
Once the ply behavior is assessed, the prediction of the lami-nate response when subjected to forces and moments, is basedon the so-called Classic Laminate Theory, which linearly addsthe contribution of each ply to obtain the global stiffness of thecomposite laminate, given its stacking sequence (Bert 1989).
The theory is well established and implemented bymost of thecommercial finite element software when modeling multi-layered composites: it provides reliable results within the ma-terial elastic range of each ply. In practice, the mid-planestrains are calculated, as well as the laminate curvatures, fromequilibrium considerations. A thru-thickness linear variationof acting normal strains is assumed and the stresses are com-puted at each ply. Different failure models can be adopted toasses for the ply failure: currently, the most adopted by leisureboat industry is the maximum strain failure criterion. Othercriteria include maximum stress, Tsai-Hill, Tsai Wu and theirderivations.
It is worth noting that composite materials have superiorproperties only in the fiber direction; therefore, they also pres-ent several drawbacks, including poor in-plane compression,tension-compression fatigue, and restricted resistance to inter-laminar fiber-matrix cracking and delamination due to thelimited fracture toughness of the polymer matrices. These ma-terials present in fact a number of failure modes, which ismuch larger if compared with traditional isotropic ductile ma-terials, and current theories only provide approximated resultsto asses for the first ply failure of a single ply in the stackingsequence. In this respect, it should be mentioned the wellknown series of coordinated studies (known as the “World-Wide Failure Exercise,” WWFE) which, since 1992, aim toprovide a comprehensive description of the foremost failuretheories for fiber-reinforced plastic (FRP) laminates that wereavailable at the time, a comparison of their predictive capabil-ities directly with each other, and a comparison of their pre-dictive capabilities against experimental data (Kaddour et al.2014).
Figure 1 shows typical failure modes ofmarine composites,as reported by Xu et al. (2002). It is worth noting that the mostadvanced current design practices only account for intra-layerfailure of orthotropic plies. Moreover, intra-layer failurecriteria can hardly asses for the failure mode (see Figure 1,items 3, 4 or 5). Conjectures can be made considering thepredominant stress component of the stress tensor. Anyway,although long-lasting discussions have been carried out in
Figure 1 Typical failure modes of marine composites (Roy Xu et al.2002)
Journal of Marine Science and Application
scientific literature for decades, no unified and well-assessedmethods are currently universally recognized.
Numerical models to predict inter layer failures, as cohe-sive elements in finite element methods, are currently avail-able, but actual computational costs limit their applications tosmall-scale model. Recently, Mohammad and Mousa (2019)presented a comprehensive assessment on the VCCT (VirtualCrack Closure Technique), CZM (Cohesive Zone Modeling)and XFEM (Extended Finite Element Method) for modelingof delamination propagation in composites: advantages andlimitations of each approach are addressed and the combina-tion of XFEM and CZM is found as a suitable method forsimulation of delamination propagation. The just mentionedmodels can be used at the grillage scale, where they allow tostudy cracks propagating into the region of 2 or 3 m and thesehave been performed on marine structures to study stiffenerdebonding.
Moreover, the knowhow required to reliably use such nu-merical tools is still very far from current everyday practice ofmost shipbuilders’ technical offices.
As a consequence, nonlinear response associated to mate-rial failure still represents a challenging task for compositematerials. I.e., in order to predict the post first ply failure andcollapse behavior, orthotropic “plastic” models, with a closeto zero admissible plastic deformation, were successfullyadopted by Maggiani et al. (2017). Such modeling strategyshowed promising results for small-scale models, althoughits extension to the full scale is still limited by computationaland modeling cost.
Finally, it is well known that laminated composite mate-rials are also susceptible to impact damage, arising from suchvaried events as collisions, striking floating debris, grounding,docking or objects dropped on board during operation or fab-rication. Impact damage may be dangerous not only because abreach may lead directly to a loss of the structure at sea, butalso because less severe damage may leave the structure un-able to support a future unusual load that would be normallywithin the design limits. An experimentally based study of theimpact response of typical marine composites was developedby Sutherland and Guedes Soares (2011).
2.2 Three-dimensional Aspects
Current practice limits the understanding of composite behav-ior only to plane stress assumptions, and even if such approx-imations is true for thin laminates, reliability of numericalprediction of structural response is still quite poor (Kappeland Mittelstedt 2020).
Nonetheless, among failure modes, the most critical is in-deed the delamination, which involves three-dimensional as-pects. Delaminations can open and grow inside the ply, run-ning on the interfaces between fiber and matrix, but morelikely they tend to grow in the interlaminar matrix,
representing the amount of resin restrained between two adja-cent plies, due to interlaminar shear stresses or stresses normalto the composite plane.
It is therefore of great importance to understand the effectof delamination on the behavior and the ultimate strength ofcomposite structures. This aspect has been studied by someresearchers, e.g., Li et al. (2018) investigated the compressiveproperties and failure mode of reinforced composite structureshaving different delamination defects. Results showed that theultimate load-carrying capacity of the specimen with delami-nation defects in the skin and in the stiffener under compres-sive load reduced by 38.58% and 22.34%, respectively.Kharghani and Guedes Soares (2019) also proposed an im-proved and efficient analytical solution to predict the behaviorand the ultimate strength of composite laminates containingdelamination using the Layerwise Higher Order ShearDeformation Theory (LHSDT) combined with fractureanalysis.
Mode II opening is the most common for thru-thicknessdelamination of composites in bending, deriving from shearstresses associated to the variation of the bending moment. In-plane shear strength is indeed an important parameter of or-ganic matrices, for both manufacturing marine compositesand bonding components. Gaiotti et al. (2020) recently inves-tigated the parameters that characterize the bonding capabilityof matrices. It is found that energy release rate of the adhesivefor mode II play a key role in the bonding effectiveness.Mixed-mode interlaminar fracture behavior of glass/vinyl es-ter composite laminate has been investigated numerically andexperimentally by Alizadeh and Guedes Soares (2019).
Moreover, relevant works were conducted in recent yearsto predict the opening and the growth of delaminations infiber-reinforced composites, and also to asses for their effectin terms of global response of the structure. Gaiotti et al.(2014) compared different numerical strategies to determinethe buckling capacity of delaminated composite panels andColombo and Vergani (2014) studied the effect of delamina-tion on fatigue behavior. Considering the advances of numer-ical simulations in this field, although the theory was devel-oped in the past decades, due to the high computational effortscohesive elements have become available in finite elementsoftware only recently. This fact has introduced a new toolto simulate delamination opening and growth; however, cur-rent applications only limits to small-scale models because oftwo main reasons, both related to computational limits: pri-marily because of the higher number of elements required tosimulate cohesive layers, and secondarily since cohesive aresolid elements requiring a 3D solid modeling strategy.
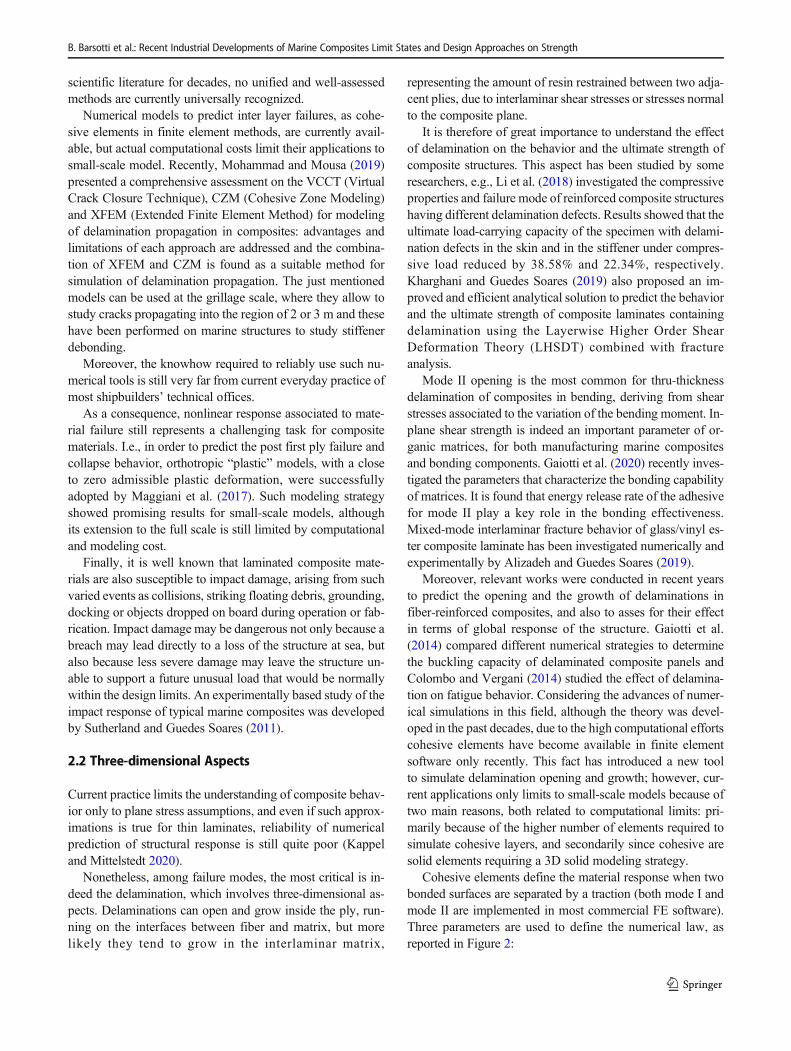
Cohesive elements define the material response when twobonded surfaces are separated by a traction (both mode I andmode II are implemented in most commercial FE software).Three parameters are used to define the numerical law, asreported in Figure 2:
B. Barsotti et al.: Recent Industrial Developments of Marine Composites Limit States and Design Approaches on Strength
& The “penalty stiffness,” representing the steepness of theinitial linear part of the law, whose influence is oftenfound negligible, in terms of mechanical behavior.
& The peak stress, representing the strength of the bonding,defined as the apex of the triangle in Figure 2.
& The energy release rate, expressed as the area of the trian-gle, which is usually the most important among the citedparameters.
In general, cohesive models currently represent a powerfulinstrument to investigate the influence of cohesive parametersin small-scale model, while their implementation in large-scale design is still far from being achieved due to computa-tional limits. Some promising applications include the analy-sis of local problems, as well as the numerical characterizationof the material capacity to resist against delaminating stressesas reported by Cricrì and Perrella (2017) and Woo et al.(2013).
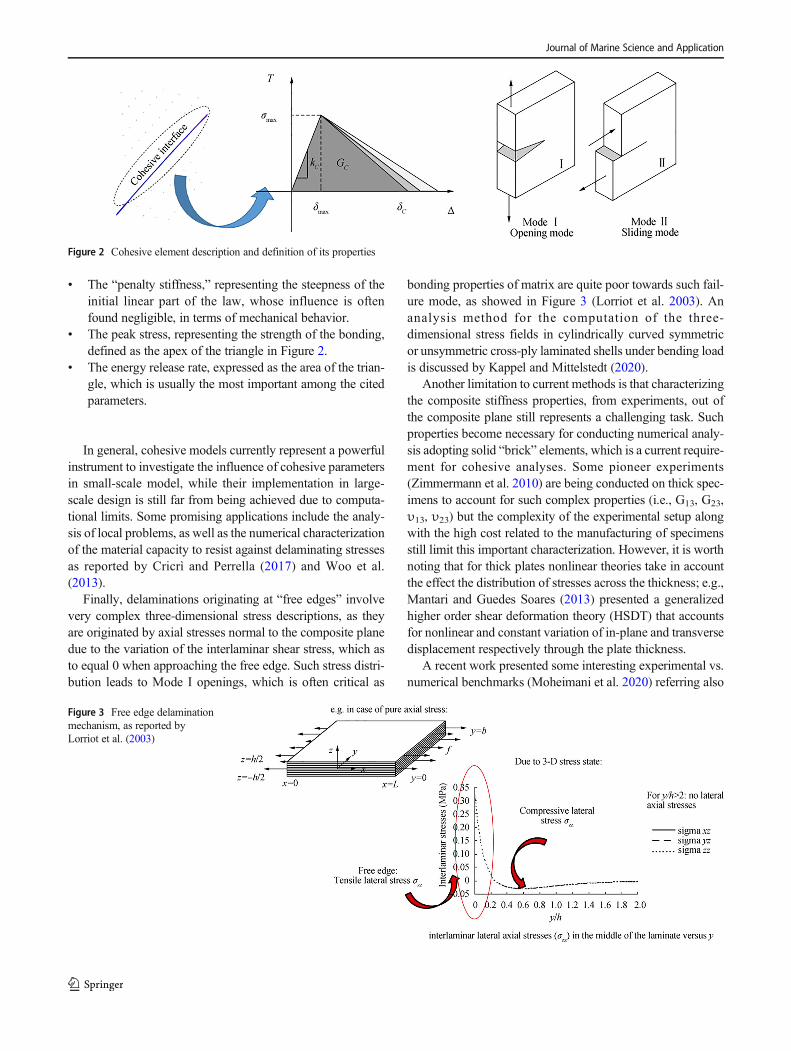
Finally, delaminations originating at “free edges” involvevery complex three-dimensional stress descriptions, as theyare originated by axial stresses normal to the composite planedue to the variation of the interlaminar shear stress, which asto equal 0 when approaching the free edge. Such stress distri-bution leads to Mode I openings, which is often critical as
bonding properties of matrix are quite poor towards such fail-ure mode, as showed in Figure 3 (Lorriot et al. 2003). Ananalysis method for the computation of the three-dimensional stress fields in cylindrically curved symmetricor unsymmetric cross-ply laminated shells under bending loadis discussed by Kappel and Mittelstedt (2020).
Another limitation to current methods is that characterizingthe composite stiffness properties, from experiments, out ofthe composite plane still represents a challenging task. Suchproperties become necessary for conducting numerical analy-sis adopting solid “brick” elements, which is a current require-ment for cohesive analyses. Some pioneer experiments(Zimmermann et al. 2010) are being conducted on thick spec-imens to account for such complex properties (i.e., G13, G23,υ13, υ23) but the complexity of the experimental setup alongwith the high cost related to the manufacturing of specimensstill limit this important characterization. However, it is worthnoting that for thick plates nonlinear theories take in accountthe effect the distribution of stresses across the thickness; e.g.,Mantari and Guedes Soares (2013) presented a generalizedhigher order shear deformation theory (HSDT) that accountsfor nonlinear and constant variation of in-plane and transversedisplacement respectively through the plate thickness.
A recent work presented some interesting experimental vs.numerical benchmarks (Moheimani et al. 2020) referring also
Figure 2 Cohesive element description and definition of its properties
Figure 3 Free edge delaminationmechanism, as reported byLorriot et al. (2003)
Journal of Marine Science and Application
earlier studies about cohesive models and FEM modelingstrategies. By using user-defined cohesive mesoscale modelsin simulation, the local and global buckling of the face-sheetsof a sandwich laminate can be precisely detected and responseof sandwich structure becomes mesh independent, while meshsize is reduced. Fracture propagation can be also assessed.
Summarizing, marine composites can be designed accord-ing to three levels of complexity:
1 Simplified isotropic models, which is the current practiceof most construction rules currently applied by shipyardsand classification societies. This implies high safety fac-tors but allows quick computations.
2 Multi-layered orthotropic models (analytical or numeri-cal). This theory allows the capability of fully evaluatingthe stress tensor of each ply, and checking its strengthtowards admissible limits, when strength data are avail-able. Such strategy is currently not ruled by any classifi-cation society for marine composites, although several so-cieties leave this possibility to the sole responsibility of thedesigner.
3 Multi-layered orthotropic plies connected by cohesive in-terfaces. This is the current state of the art in numericalpredictions. Computational efforts still represent a chal-lenging task for the assessment of such method.Moreover, cohesive parameters present complex calibra-tion efforts, often related to widespread experimentalcampaigns.
3 Fire Resistance
Another critical aspect arising when adopting composite ma-terials in commercial applications is the fact that compositesare, according to the International Maritime Organization(2009), combustible materials. As a consequence, fire safetyhas to be investigated. Understandably, fire can be consideredan accidental limit state, hence strict rules on this topic weretaken into account by classification societies.
Thermal degradation of organic matrix represents the mainissue, when composites are exposed to high temperatures.When degrading, gases produced are highly inflammableleading to the spread of the flame front. Their ignition risesthe temperature locally, accelerating the process. In fact, theInternational Maritime Organization bases the definition of“combustible material” on the temperature gradient measured,when a purposely made specimen is exposed to a certain tem-perature. The composite under investigation is exposed for20 min at a temperature of 750 °C, if its weight loss is lessthan 50% and its temperature below 800 °C the material isclassified as “non-combustible.” If the former prescription canbe easily satisfied when glass content is greater than 0.5, the
latter condition results very strict, due to the heat produced bythe ignition of gases produced by thermal degradation.Relevant published works include Hertzberg and Hedlund-Åström (2010), Evegren et al. (2014), and Evegren andHertzberg (2017).
Current researches focus on flame retardant additives: hy-brids of aluminum hypophosphite and ammoniumpolyphosphate proved to be very effective by Lin et al.(2016), as well as phosphorus-containing star-shaped flameretardant included in the polyester matrix as tested by Baiet al. (2014).
Traditionally, earlier research found effective retardingagents for polyester matrix, however such additives used tohave a heavy negative impact on the matrix mechanicalproperties and the cited works did not focus on themechanical aspect. From this aspect, an experimental workby Saat et al. (2017) tested the influence on mechanical prop-erties of aluminum phosphate, used as fire retardant infiberglass-reinforced polyester matrix for leisure boat applica-tions, indicating promising results.
Another aspect to be analyzed is the one related to the workby Rahm et al. (2017), who studied the structural fire integrityof lightweight multiple core sandwich structures, aimed todemonstrate that steel can be replaced by fiber-reinforcedpolymer (FRP) sandwich panels, obtaining significant weightsavings. More in detail, they presented results from verticallyloaded fire resistance tests of two structures and show that themultiple core sandwich bulkhead demonstrated structural fireintegrity performance well beyond 60 min while having asignificantly lower structural weight and thickness. The newtype of multiple core sandwich structure thus provides greatpotential, both from a weight saving and a fire safetyperspective.
4 Current Technological Practice:Manufacturing Methods
Composite materials specifications sometimes differ fromtheir designed ones since some defects, such as manufacturingdefects, cause them to deviate from the expected enhancementin mechanical properties. These manufacturing defects in-volve misalignment, waviness, fiber/matrix debonding, de-lamination, and formation of voids in the matrix. In particular,voids lead to early failure of the voided regions and eventuallyto overall failure of the composite at lower ultimate stresslevels than to be expected, but this can be avoided by manip-ulating some manufacturing processes parameters(Mehdikhani et al. 2018). It is therefore needed to analyzedifferent types of composite manufacturing techniques to un-derstand which one will ensure the optimal strength.
The current manufacturing methods for large marine struc-tures includes hand lay-up lamination and vacuum bag
B. Barsotti et al.: Recent Industrial Developments of Marine Composites Limit States and Design Approaches on Strength
infusion. Other methods like prepregs, resin transfer molding,filament winding, etc. are restrained to small hulls or compo-nents due to their high cost and technological complexity.
Hand lay-up lamination consists onmanually impregnatingthe fiber plies and place them on the mold, the stacking se-quence is then consolidated in order to improve fiber align-ment and uniformly distribute the resin. The sequence of op-erations must be completed within the resin working time asthe inhibitor, which is present in the resin solution, prevent thefree radicals from being available to the curing reaction. Thismethod is highly influenced by the ability of the operator tocorrectly impregnate the fibers and by technological featuressuch as textile parameters, which play a non-negligible role inthe laminate permeability as shown by Grössing et al. (2016).Good permeability prevents dry areas, that would result intofiber-matrix de-cohesions, or embedded delaminations. Theuniform distribution of the resin and the correct fiber/resinratio helps providing constant mechanical properties. Thepresence of air bubbles of various size is also common in thismanufacturing method: the spherical shape of the bubblesmake them less critical than sharp de-cohesions originatingfrom impregnability issues, in terms of stress concentration,although they can influence the interlaminar shear strength upto 25% as investigated by Di Landro et al. (2017) and Godaniet al. (2014). Shipyards are gradually abandoning the manualimpregnation, which is still very common indeed, in favor tothe impregnation machines.
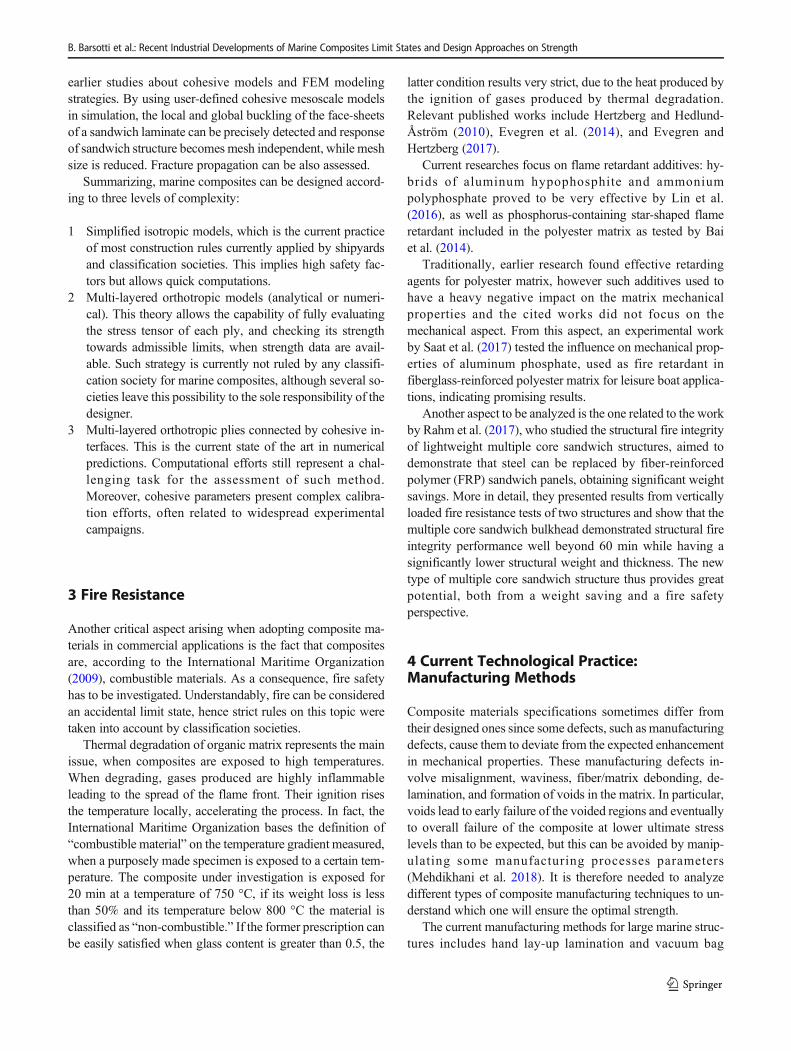
Impregnation machines are able to provide uniform andconstant resin content to the wetted laminates, limiting thehuman influence on this critical parameter, moreover, the im-pregnation machine is usually hanged above the mold, thuseasing the plies positioning, speeding-up the construction(Figure 4).
In vacuum bag manufacturing method, the dry fibers arearranged on the mold an and airtight bag is placed on top.Adhesive tape is used to seal possible holes and a vacuumpump extracts the air from inside the bag. Opposite to thevacuum pump, a number of resin inlets are positioned to letthe resin flow into the bag. This method increases the
composite quality limiting the manufacturing induced imper-fections, moreover, the fiber content is also improved as lessresin is necessary to correctly impregnate an identical stackingsequence, compared with manual lay-up. A study of the influ-ence of vacuum level on fiber fraction and flexural propertieshas been completed using burn-off and three-point bendingtests (Alizadeh et al. 2016). Besides the higher manufacturingcost involved in this method, some critical technological andmechanical aspects have to be discussed as they are not suffi-ciently addressed in any regulation nor in scientific and tech-nical literature despite their significance. Truth to tell, ship-yards and composite manufacturers are well aware of theproblem and empirically solve the issues during lamination.
The former is related to the exothermic peak during thecuring stage, as both polyester and epoxy matrices are char-acterized by exothermic curing reaction. The exothermic peakis the maximum temperature reached by the composite whilecuring: if the exothermic peak is too high, permanent defor-mations may affect the laminate (in extreme cases the matrixcan also combust), as the fibers expand when heated by theliquid resin and are restrained by the solid matrix when thetemperature decreases. On the contrary, if the exothermic peakis too low lack, of polymerization will affect the matrix,resulting into insufficient hardness. Depending on the resintype, fixed ranges for the exothermic peak apply (usually50° to 55 °C for most polyester resins). The peak mainlydepends on the resin exothermic process, which is a fixedparameter once the matrix is chosen, as recently investigatedby Vargas et al. (2015) for polyester and Park et al. for epoxy(2015). Other governing parameters are the ambient tempera-ture, which can seldom be controlled in shipyards, especiallywhen laminating outdoor, and mostly the laminate thickness,as thicker laminates produce higher exothermic peaks sincethe heat transfer to the environment is less efficient.
This aspect results in the need of splitting the lamina-tion of thick stacking sequences into multiple stages,waiting for the cure of the partial laminate before continu-ing laminating. The hand lay-up manufacturing method isnot that sensitive towards this aspect: it is sufficient towait for the cure of the partial stacking sequence, thenlaminating over the remaining layers that will bond to-gether with chemical adhesion, taking advantage onchemical features that characterize surfaces in polyesterresin exposed to the air, when built in hand lay-up.Infusion methods instead requires expensive consumablesthat have to be disposed after the process, hence splittingthe lamination into different stages to reduce the exother-mic peak significantly increases the manufacturing cost.Moreover, the cured surfaces will not bond over freshresin by chemical adhesion, but only mechanical adhesionwill be possible, and this will require surface treatments.The possibility of chemical adhesion over cured laminateswill be discussed in the next section of the paper.
Figure 4 Impregnating machine for fiberglass products (Phoenixequipment, www.phoenixequipment.com)
Journal of Marine Science and Application

For this reason, in naval applications (e.g., minehunters),shipyards still prefer to build thick laminates with traditionalhand lay-up methods, limiting the vacuum infusion to decks,superstructures and components. In leisure boat industry, thethickness involved are usually not critical in term of exother-mic peak, even in the bottom shell, and the manufacturingmethod choice is governed by a cost-benefit analysis(Astrom 1997).
Another non-negligible mechanical aspect related to themanufacturing method is the bending response of the pro-duced composite. It was previously mentioned that infusion-made composites obviously present better quality towardsembedded imperfection such as de-cohesions, air inclusionsand delaminations, that can lead to early failure due to stressconcentration and fracture propagation, or progressive dam-aging due to load cycles. Moreover, the higher fiber contentassociated to the infusion method leads to higher specific me-chanical properties on the one hand, although the lower thick-ness induces a diminished bending response on the other. Thisaspect can easily be proven by calculating the mechanicalproperties deriving from empirical formulations provided byclassification societies rules: if from one side the higher fibercontent leads to a higher material stiffness, the lower thicknessleads to a loss of inertial contribution. The resulting laminatewill show a reduced bending response, and this assumptionhas found experimental evidence in Yaacob et al. (2017),where a small 12-ft fishing boat was built by both hand lay-up and infusion, with identical stacking sequence. Specimenswere cut out and tested in accordance to the standard ASTMD3039, D3039M, ASTM D695-02a and ASTM D790-07.The experiments showed that the resin infusion techniqueproduced better result upon ultimate tensile strength (+ 27%)but slightly less satisfactory for in compressive stress (− 12%)and flexural stress (− 34%).
The thickness reduction also gives rise to concerns aboutelastic stability, which is mainly governed by bending andtorsional stiffness of the laminate. In conclusion, the potentialbenefits produced by infusion method rather than hand lay-uplamination are out of discussion and well assessed in terms ofcomposite quality. However, the reduced thickness led bysuch manufacturing method has to be considered in the designstage: if a stacking sequence produced in hand lay-upmethodssatisfies the design requirements, the same sequence may notbe satisfactory if manufactured by infusion, and reinforcementplies shall be added.
Prepregs represent the most recent state of the art in termsof composite performance, as they can maximize the fibercontent leading to outstanding material properties. The ex-tremely high cost and the need for refrigerated storage roomslimit their application to racing yachts and high-performancecomponents. Manufacturing cost of prepreg is also a criticalaspect, as to achieve outstanding material performances vac-uum bag technology in controlled environment shall be
adopted. Godani et al. (2015) highlighted poor interlaminarperformances of prepregs with fabrication induced imperfec-tion with respect to a similar fiberglass-reinforced compositeproduced by infusion. It is worth noting that the specimenswere cut out from laminates produced for actual industrialapplications. Gangloff et al. (2017) showed that imperfectionsrelated to air inclusion mainly originate in prepreg production,while the curing process inside the vacuum bag has a scarceinfluence on the overall quality.
5 Recent Technological Innovations
Innovation in polyester matrix, with the introduction of thevinyl ester one in particular, made available on the marketmatrices characterized by outstanding performances in termsof elongation at break (above 6% and more), as well as inter-laminar adhesion. This aspect plays a key role in the produc-tion of marine composites, since it closed the gap with epoxyresin, considered the top performing matrix.
Besides the higher cost of epoxy, it is also worth noting thatcorrect handling of an epoxy matrix is a challenging task forlarge marine composite applications, as epoxy requires fixedthermal profiles in the post-curing stage, in order to show clearadvantages with respect to a vinyl ester matrix in term ofperformances. Hüther and Brøndsted (2016) found that fa-tigue performance of unidirectional glass fiber-reinforced ep-oxy composites, for loading at 0° with respect to fiber orien-tation, is highly influenced by the curing cycle. Thus, relative-ly small components can be built in pressurized ovens, whilelarge hulls require mold heating. In conclusion, the handlingdifficulties are still limiting the widespread use of epoxy forlarge marine structures mainly to racing yachts and navalapplications.
On the other hand, epoxy matrix does not contain styrene,which is a volatile toxic component of polyester resins. Hence,the risk for the personnel to be exposed to a potential life-threatening substance is reduced, although epoxy also presentsome human health issues related to the presence ofbisphenol-A, which is a recognized endocrine disruptor.
Another innovation related to reinforcing fiber were ledby the introduction of the stitched fibers or non-crimpfabrics, that are able to maintain the planarity of the rein-forcement. The benefit of non-crimp fabrics leads to anincrement of the tensile ultimate strength of about 20 to30%, being equal the glass content with respect to a wo-ven fabric, according to an investigation conducted by theauthor upon reinforcements currently available on themarket. Moreover, the lower number of interstitial spacesbetween non-crimp fibers also allows an increment in thecomposite fiber content, leading to a further improvementin terms of material properties. On the other hand, non-crimp fibers are more expensive than traditional woven
B. Barsotti et al.: Recent Industrial Developments of Marine Composites Limit States and Design Approaches on Strength
roving, thus their application is limited to high-performance composites. Another critical aspect washighlighted by Shiino et al. (2017) in delamination prob-lems, which found a decrease in the surface propagationenergy because the stitch yarn replaced the carbon fiber/epoxy interface, which has better chemical affinities.
6 Joining of Composites
Joining of fiber-reinforced plastic can be achieved by surfacebonding, bolted connection or combined solution.
Bonding of composites is an important aspect of compositeproduction, as delamination of top-hat stiffeners is a typicalfailure mode for marine structures as shown by Raju et al.(2013), in particular when subjected to impact loading (Jiet al. 2016).
Top-hat stiffeners can be infused together with the hullshell or laminated at different stages: if the reinforcementsare laminated on a previously cured shell, the adhesionmust be checked. Other bonding problems include hull-deck connection and bulkheads-hull connection. Bondingon composite surfaces can be achieved by chemical adhe-sion or mechanical adhesion. The effectiveness of thebonding, namely the delamination strength and the energyrelease rate, is not influenced by the nature of the adhe-sion, namely chemical or mechanical, in general.Moreover, preparing a cured surface for mechanical adhe-sion requires treatments to increase surface roughness,thus extending the production time. In addition, the join-ing of these materials is very sensitive, in terms ofstrength, to many factors including the just mentionedsurface preparation, adhesive choice, application methodsand cleaning conditions. Statistical experimental designtechniques (DOE) have been used by Sutherland et al.(2019) to study the multi-parameter problem of the bond-ing of composite materials through a large test programon “T”-joints representative of various joints used to fab-ricate marine composite structures. The effects of differentsurface preparation, cleaning methods and adhesives,along with the interactions between these effects, weretherefore investigated.
For large engineering structures in fact, composite jointsbetween plates, stiffeners and other sub components are oftenpost-cured due to the scale of the production process andtypical interfaces contain a chopped strand mat (CSM) layer.Debonding of sub-component parts is a common failure modeof these types of structures, however the characterization ofthese typical post-cured interfaces is not well understood(Yetman et al. 2019).
The mode I and mode II fracture properties for co-curedand post-cured joints are assessed and compared in the workof Yetman et al. (2017) by providing a full characterization of
typical materials with a complete data set for both co-curedinterfaces, typical of mid-laminate debonds, and post-curedinterfaces, typical of sub-component joints.
A favorable condition, which only occurs for polyestermatrices produced by hand lay-up on air exposed surfaces,allow chemical adhesion without any surface treatment re-quired, for a certain time after curing. The phenomenon isdue to the fact that styrene evaporation on the air exposedsurface results in a non-stoichiometric polyester-styrene ratio,leaving some polyester groups free to bond to styrene once theliquid matrix comes into contact with the cured surface.Secondarily, the oxygen present in the air is a strong inhibitorof the curing reaction, leaving the external molecular layerunder-polymerized.
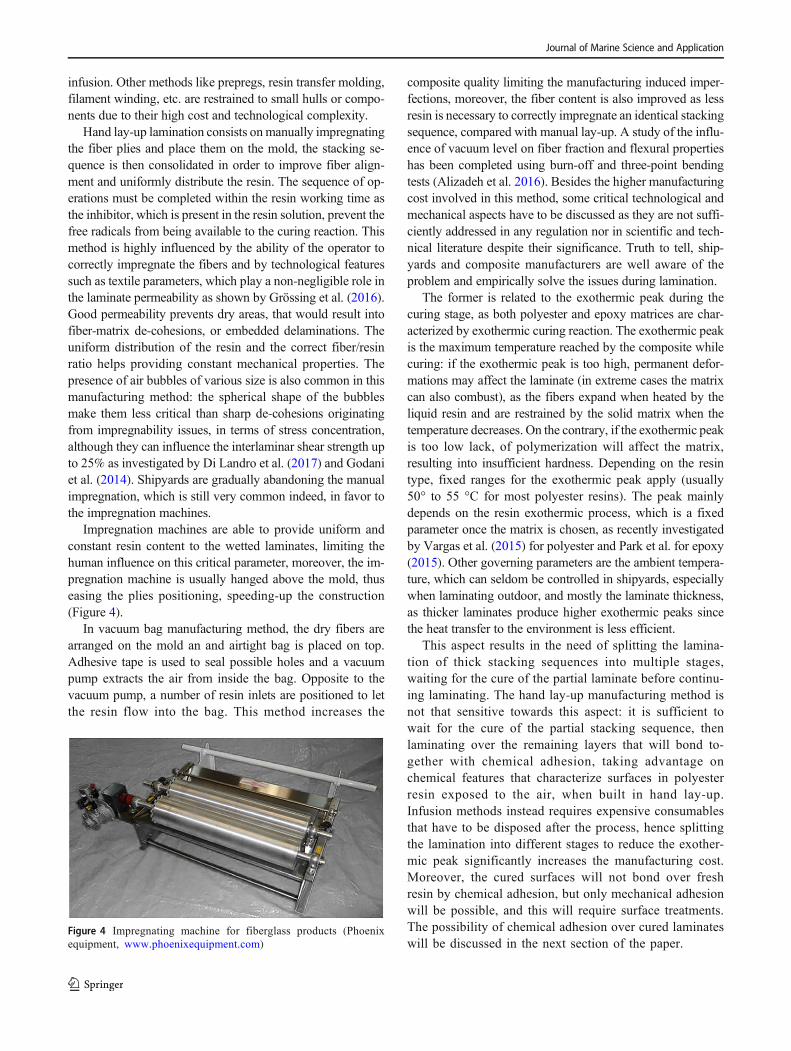
Joining of composites to other materials has also be-come a challenging topic in recent years. Technologicalrestrictions are the main factor limiting hull composites insize, although the lack of stiffness of fiberglass-reinforcedplastics represents another issue against hull-girder prima-ry stresses, that grow together with the ship’s length. Inview of the above, large hulls are still built in steel oraluminum alloy except for some naval vessels, althoughcomposites provide advantages for superstructure andcomponents (see Figure 5).
Composite Superstructure Concept (CSC) is a joint ventureof companies heavily involved in the Swedish government-funded LASS project (2004–2008), and member of the E-Lass(the European network for lightweight applications at sea),established in 2013, that gather stakeholders interested inlightweight design for the maritime industry. According toCSC, key benefits introduced by composite superstructuresinclude: significant weight saving, increased payloads, built-in thermal insulation, reduced fuel consumption, increasedstability, lower through-life cost, compound curves readilyachieved. Promising application areas of composites are as
Figure 5 Naval ship top mast built up in fiberglass composite
Journal of Marine Science and Application
follows: superstructures, deck houses, balconies, architecturalfeatures, funnels, shelters, cargo hatches, masts.
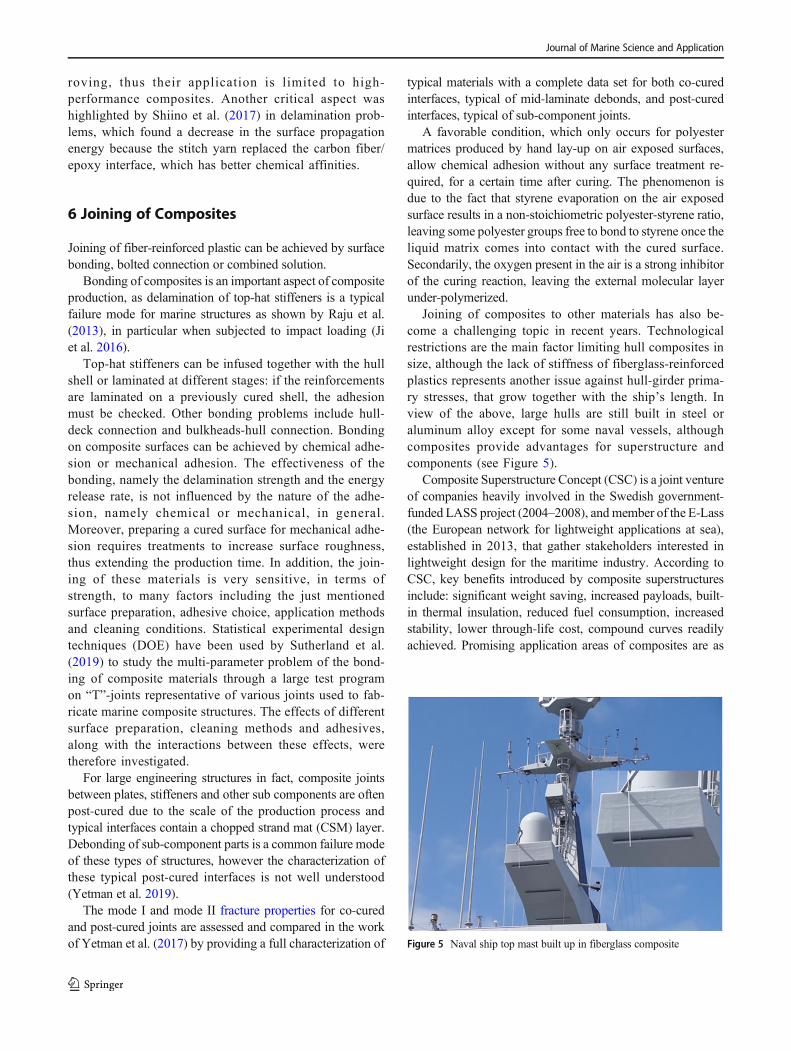
The steel to composite bonding for marine applicationsand, in particular, the joint strength/failure modes prediction,has been widely characterized by experimental/numerical ac-tivities in recent years by Ribeiro et al. (2016), Li et al. (2015),Senguttuvan and Lillymercy (2015) and Son et al. (2014)among the others. In particular, in very recent yearsKharghani and Guedes Soares (2018a, b) tested a large-scalemodel of a composite-to-steel hybrid balcony overhang(Figure 6) to find its strength and stiffness under imposedshear and bending loads. The configuration tested was repre-sentative of a solution being considered for the balconies ofcruise ships, where the substitution of steel by compositesaims at weight saving.
Cohesive models also found application in predictinglap joints behavior: Tomaso et al. (2014) successfullypredicted the progressive failure and local strains with a
2D solid numerical model with plane-strain theory, for asteel to composite joint experimentally tested. Local 3Dsolid models can be easily investigated by numerical strat-egies with reasonable computational efforts, while model-ing global structural models still represent a challengingcomputational task.
Steel to composite bonding is also being considered as anefficient repairing strategy of degraded and corroded shipstructures. Such technique is already well assessed in civilengineering.
Potential advantages led by composite materials werealso investigated by government-funded Pyxis project,where different materials for a naval ship mast able tointegrate most of the instrumentation and sensors typicalof a Combat System (radar, communications, electronicwarfare) were compared. Gaiotti et al. (2018) conductedexperiments on the bonded/bolted connection between themast and the steel deck.
Figure 6 Strength tests of hybrid joints, large-scale specimens top (fromKharghani and Guedes Soares 2018a): (a) Large-scale test specimen ofhybrid joint. (b) Detail of test specimen. (c) Back side of test
specimenBottom bottom (from Gaiotti et al. 2018): (d) FEM analysis ofbonded-bolted joint specimen. (e) Bonded-bolted joint specimen. (f)Detail of the joint after collapse test
B. Barsotti et al.: Recent Industrial Developments of Marine Composites Limit States and Design Approaches on Strength

7 Conclusions
This work presented the current industrial state of the art ofmarine composites, in terms of design approaches, rule re-quirements and manufacturing processes. The work is aimedat filling the gap between modern advances in powerful com-putation tools, able to describe complex failure modes, andcurrent design ways and means, too often limited to quasi-isotropic, bi-dimensional approximations. Knowledge and ef-ficient technological transfers are essential to fill the currentgap between research centers and universities on one side, anddesigners and shipbuilders on the other.
Up-to-date computation tools availability and related theo-retical knowledge allow introducing within the shipbuildingindustry a new perspective in applying composite materialsand exploiting their potential advantages. However, designprocesses and scantling assessment approaches currently ap-plied by designers in shipyards everyday practice shall besubstantially modified, overcoming the empirically driven ap-proach based on admissible stresses and rule requirements andleading towards a much more design oriented and transparentlimit state design approach.
To this aim, first engineering principles, structural me-chanics and numerical methods, i.e., FEM, need appropri-ate implementations, making their use more straightfor-ward, as well as more comprehensive material character-ization providing substantial input data to them. In short,direct calculations shall be more widely used. Literaturereview presented in this paper shows that many scantlingassessment and structural analysis methods are alreadyavailable and only need to be more and more appliedand included in standards and practice. Material charac-terization data are partially available but they will likelyfollow the trend according to industry needs.
Manufacturing processes are instead more sensitive to-wards industrial innovation: e.g., improvements on vacuumbag techniques are nowadays applied on a daily basis, andnew fabrics, as non-crimp fibers, are constantly available onthe market and quickly implemented in the production stage.However, full understanding of the effect of construction andfabrication methods and of the corresponding induced imper-fections on the fabricated structure is much more difficult toassess and characterize. And even more difficult is to makesuch information openly available and included in rules andstandards. A few papers have been mentioned in the presentliterature review, highlighting that industry trend is in thisdirection and efforts are ongoing. However, it appears that,for the time being, obtained results are related to researchactivities and still need to be transferred into design and con-struction practice.
Funding Open access funding provided by Università degli Studi diGenova within the CRUI-CARE Agreement.
Open Access This article is licensed under a Creative CommonsAttribution 4.0 International License, which permits use, sharing, adap-tation, distribution and reproduction in any medium or format, as long asyou give appropriate credit to the original author(s) and the source, pro-vide a link to the Creative Commons licence, and indicate if changes weremade. The images or other third party material in this article are includedin the article's Creative Commons licence, unless indicated otherwise in acredit line to the material. If material is not included in the article'sCreative Commons licence and your intended use is not permitted bystatutory regulation or exceeds the permitted use, you will need to obtainpermission directly from the copyright holder. To view a copy of thislicence, visit http://creativecommons.org/licenses/by/4.0/.
References
Airoldi A, Baldi A, Bettini P, Sala G (2015) Efficient modelling of forcesand local strain evolution during delamination of composite lami-nates. Compos Part B 72:137–149. https://doi.org/10.1016/j.compositesb.2014.12.002
Alizadeh F, Guedes Soares C (2019) Experimental and numerical inves-tigation of the fracture toughness of glass/vinylester composite lam-inates. Eur J Mech A Solids 73:204–211. https://doi.org/10.1016/j.euromechsol.2018.08.003
Alizadeh F, Sutherland LS, Guedes Soares C (2016) Effect of vacuumbag pressure on the flexural properties of GFRP composite lami-nates. In: Guedes Soares C, Santos TA (eds) Maritime technologyand engineering. Taylor & Francis Group, London, pp 429–434
Andideh M, Esfandeh M (2017) Effect of surface modification of elec-trochemically oxidized carbon fibers by grafting hydroxyl andamine functionalized hyperbranched polyurethanes on interlaminarshear strength of epoxy composites. Carbon 123:233–242. https://doi.org/10.1016/j.carbon.2017.07.035
Astrom BT (1997) Manufacturing of polymer composites. CRC pressBai Z, Song L, Hu Y, Gong X, Yuen RKK (2014) Investigation on flame
retardancy, combustion and pyrolysis behavior of flame retardedunsaturated polyester resin with a star-shaped phosphorus-contain-ing compound. J Anal Appl Pyrolysis 105:317–326. https://doi.org/10.1016/j.jaap.2013.11.019
Bert CW (1989) Classical lamination theory. In: Pendleton RL, TuttleME (eds) Manual on experimental methods for mechanical testingof composites. Springer, Dordrecht. https://doi.org/10.1007/978-94-009-1129-1_3
Colombo C, Vergani L (2014) Influence of delamination on fatigue prop-erties of a fibreglass composite. Compos Struct 107(1):325–333.https://doi.org/10.1016/j.compstruct.2013.07.028
Cricrì G, Perrella M (2017) Investigation of mode III fracture behaviourin bonded pultruded GFRP composite joints. Compos Part B 112:176–184. https://doi.org/10.1016/j.compositesb.2016.12.052
Di Landro L, Montalto A, Bettini P, Guerra S, Montagnoli F, RigamontiM (2017) Detection of voids in carbon/epoxy laminates and theirinfluence on mechanical properties. Polym Polym Compos 25(5):371–380. https://doi.org/10.1177/096739111702500506
Evegren F, Hertzberg T (2017) Fire safety regulations and performance offibre-reinforced polymer composite ship structures. Proc Inst MechEng M J Eng Mar Environ 231(1):46–56. https://doi.org/10.1177/1475090215620449
Evegren F, Rahm M, Arvidson M, Hertzberg T (2014) Fire testing ofexternal combustible ship surfaces. Fire Saf Sci 11:905–918. https://doi.org/10.3801/IAFSS.FSS.11-905
Gaiotti M, Rizzo CM, Branner K, Berring P (2014) An high order mixedinterpolation tensorial components (MITC) shell element approachfor modeling the buckling behavior of delaminated composites.
Journal of Marine Science and Application

Compos Struct 108(1):657–666. https://doi.org/10.1016/j.compstruct.2013.10.003
Gaiotti M, Ravina E, Rizzo CM, Ungaro A (2018). Testing and simula-tion of a bolted and bonded joint between steel deck and compositeside shell plating of a naval vessel. Eng Struct 172:228–238. https://doi.org/10.1016/j.engstruct.2018.06.008
Gaiotti M, Zamarin A, Josefson BL, Matulja T (2020) A numerical sen-sitivity analysis on the cohesive parameters of a carbon-steel singlelap joint. Ocean Eng 198:art. no. 106010. https://doi.org/10.1016/j.oceaneng.2019.04.091
Gangloff JJ Jr, Cender TA, Eskizeybek V, Simacek P, Advani SG (2017)Entrapment and venting of bubbles during vacuum bag prepregprocessing. J Compos Mater 51(19):2757–2768. https://doi.org/10.1177/0021998316676325
Ghelardi S, Gaiotti M, Rizzo CM (2015) On the shear lag effectivebreadth concept for composite hull structures. Ships OffshoreStruct 10(3):272–289. https://doi.org/10.1080/17445302.2014.887172
Godani M, Gaiotti M, Rizzo CM (2014) Interlaminar shear strength ofmarine composite laminates: tests and numerical simulations.Compos Struct 112:122–133. https://doi.org/10.1016/j.compstruct.2014.02.013
Godani M, Gaiotti M, Rizzo CM (2015) Influence of air inclusions onmarine composites inter-laminar shear strength. InternationalOffshore and Polar Engineering Conference, Kona, Hawaii, USA,593–601. ISBN: 978-1-880653-89-0
Goodship V, Middleton B, Cherrington R (2016) Design and manufac-ture of plastic components for multifunctionality - structural com-posites, injection molding, and 3D printing. Elsevier. Composites:manufacture and application, 53–101. https://doi.org/10.1016/B978-0-323-34061-8.00003-X
Gowayed (2013) Developments in fiber-reinforced polymer (FRP) com-posites for civil engineering. Woodhead Publishing Series in Civiland Structural Engineering, Nasim U Eds. Types of fiber and fiberarrangement in fiber-reinforced polymer (FRP) composites, 3–17.https://doi.org/10.1533/9780857098955.1.3
Grössing H, Fauster E, Weninger M, Schledjewski R (2016) Influence oftextile parameters on the in-plane permeability characteristics ofnon-crimped fabric preforms. Polym Compos 37(6):1854–1863.https://doi.org/10.1002/pc.23360
Halpin JC, Kardos JL (1976) The Halpin-Tsai equations: a review. PolymEng Sci 16(5):344–352. https://doi.org/10.1002/pen.760160512
Hertzberg T, Hedlund-Åström A (2010) The composite superstructureconcept. RINA, Royal Institution of naval architects - Ship Designand Operation for Environmental Sustainability, London, UnitedKingdom, 17–25
Hüther J, Brøndsted P (2016) Influence of the curing cycles on the fatigueperformance of unidirectional glass fiber reinforced epoxy compos-ites. IOP Conf Ser Mater Sci Eng 139(1):012023. https://doi.org/10.1088/1757-899X/139/1/012023
IMO International Maritime Organization (2000) International code ofsafety for high-speed craft (HSC code). IMO resolutionMSC97(73)
International Maritime Organization (IMO). IMO ResolutionA.1023(26), 2009. Code for the Construction and Equipment ofMobile Offshore Drilling Units (2009 MODU Code)
Ji Z, Guan Z, Li Z (2016) Damage resistance property of stiffened com-posite panels under low-velocity impact. Beijing HangkongHangtian Daxue Xuebao 42(4):751–761. https://doi.org/10.13700/j.bh.1001-5965.2015.0261
Jones RM (1998)Mechanics of composite materials.Materials Science &Engineering Series, 2nd edn. CRC Press
Kaddour AS, HintonMJ, Li S, Smith PA (2014) TheWorld-Wide FailureExercise: how can composites design and manufacture communitiesbuild their strength. ECCM 16- 16th European Conference onComposite Materials, Seville, Spain, 22-26 June 2014
Kalantari M, Dong C, Davies IJ (2017) Effect of matrix voids, fibremisalignment and thickness variation on multi-objective robust op-timization of carbon/glass fibre-reinforced hybrid composites underflexural loading. Compos Part B 123:136–147. https://doi.org/10.1016/j.compositesb.2017.05.022
Kappel A, Mittelstedt C (2020) Free-edge stress fields in cylindricallycurved cross-ply laminated shells. Compos B Eng:183. https://doi.org/10.1016/j.compositesb.2019.107693
Kharghani N, Guedes Soares C (2016) Effect of uncertainty in the geom-etry and material properties on the post-buckling behavior of a com-posite laminate. Guedes Soares, C. & Santos T. A., (eds.). Maritimetechnology and engineering 3. London, Taylor & Francis Group, p497–503
Kharghani N, Guedes Soares C (2018a) Experimental and numericalstudy of hybrid steel-FRP balcony overhang of ships under shearand bending. Mar Struct 60:15–33. https://doi.org/10.1016/j.marstruc.2018.03.003
Kharghani N, Guedes Soares C (2018b) Experimental, numerical andanalytical study of bending of rectangular composite laminates.Eur J Mech A Solids 72:155–174. https://doi.org/10.1016/j.euromechsol.2018.05.007
Kharghani N, Guedes Soares C (2019) Analytical and experimental studyof the ultimate strength of delaminated composite laminates undercompressive loading. Compos Struct 228:111355. https://doi.org/10.1016/j.compstruct.2019.111355
Kharghani N, Guedes Soares C (2020) Experimental, numerical and an-alytical study of buckling of rectangular composite laminates. Eur JMech A Solids 79:103869. https://doi.org/10.1016/j.euromechsol.2019.103869
Kim S-Y, Shim CS, Sturtevant C, Kim DD-W, Song HC (2014)Mechanical properties and production quality of hand-layup andvacuum infusion processed hybrid composite materials for GFRPmarine structures. Int J Nav Architect Ocean Eng 6(3):723–736.https://doi.org/10.2478/IJNAOE-2013-0208
Kobayashi S, Tsukada T, Morimoto T (2017) Resin impregnation behav-ior in carbon fiber reinforced polyamide 6 composite: effects of yarnthickness, fabric lamination and sizing agent. Compos A: Appl SciManuf 101:283–289. https://doi.org/10.1016/j.compositesa.2017.06.030
Li X, Li P, Lin Z, Yang D (2015) Mechanical behavior of a glass-fiberreinforced composite to steel joint for ships. J Mar Sci Appl 14(1):39–45. https://doi.org/10.1007/s11804-015-1296-8
Li H, Yao Y, Guo L, Zhang Q, Wang B (2018) The effects of delamina-tion deficiencies on compressive mechanical properties of rein-forced composite skin structures. Compos Part B 155:138–147.https://doi.org/10.1016/j.compositesb.2018.08.034
Lin Y, Jiang S, Hu Y, Chen G, Shi X, Peng X (2016) Hybrids of alumi-num hypophosphite and ammonium polyphosphate: highly effec-tive flame retardant system for unsaturated polyester resin. PolymCompos 39(5):1763–1770. https://doi.org/10.1002/pc.24128
Lorriot TH, Marion G, Harry R, Wargnier H (2003) Onset of free-edgedelamination in composite laminates under tensile loading. ComposPart B 34(5):459–471. https://doi.org/10.1016/S1359-8368(03)00016-7
Ma L, Liu D (2016) Delamination and fiber-bridging damage analysis ofangle-ply laminates subjected to transverse loading. J ComposMa t e r 50 (22 ) :3063–3075 . h t t p s : / / do i . o rg / 10 .1177 /0021998315615647
Maggiani G, Boote D, Gaggero T, Gaiotti M, Rizzo CM (2017) Influenceof air inclusions on marine composites inter-laminar shear strength.2017 International Ocean and Polar Engineering Conference, SanFrancisco, CA, USA, June 25-30
Mantari JL, Guedes Soares C (2013) Finite element formulation of ageneralized higher order shear deformation theory for advancedcomposite plates. Compos Struct 96:545–553
Mehdikhani M, Gorbatikh L, Verpoest I, Lomov SV (2018) Voids infiber-reinforced polymer composites: a review on their formation,
B. Barsotti et al.: Recent Industrial Developments of Marine Composites Limit States and Design Approaches on Strength
characteristics, and effects on mechanical performance. J ComposMater 53:1579–1669. https://doi.org/10.1177/0021998318772152
Mohammad HR, Mousa S (2019) Finite element modeling strategies for2D and 3D delamination propagation in composite DCB specimensusing VCCT, CZM and XFEM approaches. Theor Appl Fract Mech103:102246. https://doi.org/10.1016/j.tafmec.2019.102246
Moheimani R, Sarayloo R, Hamid D (2020) Failure study of fiber/epoxycomposite laminate interface using cohesive multiscale model. AdvCompos Lett 29:1–19. https://doi.org/10.1177/2633366X20910157
Mouritz AP, Gellert E, Burchill P, Challis K (2001) Review of advancedcomposite structures for naval ships and submarines. Compos Struct53(1):21–42. https://doi.org/10.1016/S0263-8223(00)00175-6
OlaveM, Vara I, Husabiaga H, Aretxabaleta L, Lomov SV, Vandepitte D(2015) Nesting effect on the mode I fracture toughness of wovenlaminates. Compos A: Appl Sci Manuf 74:166–173. https://doi.org/10.1016/j.compositesa.2015.03.017
Park S-J, Heo G-Y, Jin F-L (2015) Cure behaviors and thermal stabilitiesof tetrafunctional epoxy resin toughened by polyamideimide.Macromol Res 23(4):320–324. https://doi.org/10.1007/s13233-015-3051-z
Pemberton R, Summerscales J, Graham-Jones J (2019) Marine composites -design and performance. Woodhead Publishing Series in CompositesScience and Engineering, Materials selection for marine composites, 3–30. https://doi.org/10.1016/B978-0-08-102264-1.00001-7
Rahm M, Evergren F, Johnson E, Ringsberg JW (2017) Structural fireintegrity testing of lightweight multiple core sandwich structures. In:Soares CG, Garbatov Y (eds) Progress in the analysis and design ofmarine structures. Taylor and Francis, London, pp 869–875
Raju, Gangadhara Prusty B, Kelly DW (2013) Delamination failure ofcomposite top-hat stiffeners using finite element analysis. Proc InstMech Eng M J Eng Mar Environ 227(1):61–80. https://doi.org/10.1177/1475090212452975
Ribeiro TEA, Campilho RDSG, da Silva LFM, Goglio L (2016) Damageanalysis of composite-aluminium adhesively-bonded single-lapjoints. Compos Struct 136:25–33. https://doi.org/10.1016/j.compstruct.2015.09.054
Roy Xu L, Rosakis Ares J (2002) Impact failure characteristics in sand-wich structures. Part I: Basic failure mode selection. Int J SolidsStruct 39:4215–4235. https://doi.org/10.1016/S0020-7683(02)00245-7
Russo A, Zarrelli M, Sellitto A, Riccio A (2019) Fiber bridging inducedtoughening effects on the delamination behavior of composite stiff-ened panels under bending loading: a numerical/experimental study.Materials 12(15):2407. https://doi.org/10.3390/ma12152407
Saat AM,Malik AA, Azmi A, Latif MFA, Ramlee NE, JohanMR (2017)Effect of aluminum phosphate on mechanical and flame retardantproperties of composites fiberglass. ARPN J Eng Appl Sci 12(4):1315–1318
Selvaraju S, Ilaiyavel S (2011) Applications of composites in marineindustry. J Eng Res Stud II:89–91
Senguttuvan N, Lillymercy J (2015) Joint strength analysis of single lapjoint in glass fiber composite material. Int J Appl Eng Res 10(7):16535–16545
Shenoi RA,Wellicome RF (1993) Composite materials inmaritime struc-tures. Cambridge Ocean Technology Series, Vol.1 and Vol.2
Shiino MY, Pelosi TS, Cioffi MOH, Donadon MV (2017) The role ofstitch yarn on the delamination resistance in non-crimp fabric: chem-ical and physical interpretation. J Mater Eng Perform 26(3):978–986. https://doi.org/10.1007/s11665-016-2460-2
Son H-G, Park Y-B, Kweon J-H, Choi J-H (2014) Fatigue behaviour ofmetal pin-reinforced composite single-lap joints in a hygrothermalenvironment. Compos Struct 108(1):151–160. https://doi.org/10.1016/j.compstruct.2013.09.012
Sutherland LS, Guedes Soares C (2011) Impact on marine compositelaminated materials. In: Guedes Soares C, Garbatov Y, Fonseca N,Teixeira AP (eds) Marine technology and engineering. Taylor &Francis Group, London, pp 979–991. https://doi.org/10.13140/RG.2.1.3592.5201
Sutherland LS, Amado C, Guedes Soares C (2017) Statistical experimen-tal design techniques to investigate the strength of adhesively bond-ed T-joints. Compos Struct 159:445–454
Sutherland LS, Amado C, Guedes Soares C (2019) Statistical analyses ofthe effects of bonding parameters and fabrication robustness on thestrength of adhesive T-joints. Compos B 175:107063
Tomaso E, Risso G, Gaiotti M, Rizzo CM (2014) Numerical simulationstrategies of single lap joints. International Offshore and PolarEngineering Conference, Busan, Korea, 179-186. ISBN 978-1880653 91-3
Tsai SW, Hahn HT (1980) Introduction to composite materials. CRC PressVargas MA, Vázquez H, Guthausen G (2015) Non-isothermal curing
kinetics and physical properties of MMT-reinforced unsaturatedpolyester (UP) resins. Thermochim Acta 611:10–19. https://doi.org/10.1016/j.tca.2014.12.024
WooK, Nelson JW, Cairns DS, Riddle TW (2013) Effects of defects: part B-progressive damage modeling of fiberglass/epoxy composite structureswith manufacturing induced flaws utilizing cohesive zone elements.Collection of Technical Papers - AIAA/ASME/ASCE/AHS/ASCStructures, Structural Dynamics and Materials Conference, art. no.AIAA 2013-1628. https://doi.org/10.2514/6.2013-1628
Yaacob A, Mokri KN, Puteri Zarina MK, Mun’aim MA, Idrus M,Zakaria ZA, Koto J (2017) Comparative mechanical propertiesstudy of resin infusion versus hand laminating for the constructionof 12-ft fishing boat. ARPN J Eng Appl Sci 12(6):1954–1960
Yetman JE, Sobey AJ, Blake JIR, Shenoi RA (2017) Mechanical andfracture properties of glass vinylester interfaces. Compos Part B130:38–45. https://doi.org/10.1016/j.compositesb.2017.07.011
Yetman JE, Sobey AJ, Blake JIR, Shenoi RA (2019) Modelling thevariability of skin stiffener debonding in post-cured top-hat stiffenedpanels. Compos Struct 211:187–195. https://doi.org/10.1016/j.compstruct.2018.11.078
Zimmermann K, Zenkert D, Siemetzki M (2010) Testing and analysis ofultra thick composites. Compos Part B 41(4):326–336. https://doi.org/10.1016/j.compositesb.2009.12.004
Journal of Marine Science and Application





























