Embed Size (px)
Citation preview

Seediscussions,stats,andauthorprofilesforthispublicationat:https://www.researchgate.net/publication/265165361
Recicladodepolvosybarrosdealtohorno
ARTICLE·AUGUST2014
CITATION
1
READS
104
1AUTHOR:
JorgeMadias
Metallon
153PUBLICATIONS91CITATIONS
SEEPROFILE
Availablefrom:JorgeMadias
Retrievedon:01April2016

36
INTRODUCCIÓN
En artículos previos se analizó el reciclado de barros y polvos de acería al oxígeno [1], polvos de horno eléctrico de arco [2] y refractarios [3]. En este trabajo se analiza el reciclado de los polvos y barros que se generan en la operación de los altos hornos. Estos materiales son atractivos para el reciclado interno por su alto contenido de hierro y de carbono, pero a su vez, dependiendo de la materia prima cargada, de la operación del horno y del sistema de extracción de polvo, pueden presentar alto contenido de álcalis, finos y humedad, lo que limita su reciclado en el alto horno vía planta de sínter [4]. Se analiza por una parte sus características, mecanismos de formación y de separación del gas y luego se detallan los variados caminos disponibles para su reciclado dentro y fuera del proceso siderúrgico.
SISTEMAS DE LIMPIEZA DE GASES
Los sistemas de limpieza de gases donde se separan los polvos y barros consisten generalmente en la separación en seco mediante un captador de polvo por gravedad, obteniendo el llamado polvo de trampa (flue dust) y una posterior separación en húmedo (absorción en un scrubber) de la fracción más fina, donde se obtienen barros. Un esquema típico de una instalación con estas características se presenta en la FIGURA 1 [5].
Alternativamente, en lugar del captador de polvo, se utiliza un ciclón tangencial o axial para la separación en seco. Con este tipo de equipos se logra una mejor separación en seco, un menor contenido de zinc en el polvo, menos barros y menos agua residual [6] (FIGURA 2).
ACTUALIZACIÓN TECNOLÓGICA
Reciclado de polvos y barros de alto horno
En la marcha hacia el objetivo de residuo cero, la siderurgia realiza avances importantes con respecto a los que se generan en sus procesos. En esta oportunidad se analiza el reciclado de los polvos y barros que se separan del gas de tope del alto horno, que siguen diversos caminos que dependen de los equipamientos disponibles dentro de cada planta.
Por Jorge Madías, Gerente de empresa Metallon, Argentina

37D O S S I E R T E C N O L Ó G I C O
La separación de los finos que no se alcanzan a separar en la etapa en seco puede hacerse mediante un scrubber del tipo Venturi o mediante precipitadores electrostáticos.
¿CUÁL ES LA MAGNITUD DE LOS MATERIALES SÓLIDOS GENERADOS?
Según diversas referencias, la generación de polvo de trampa oscila entre 5 y 15 kg/tonelada de arrabio. Para una producción mundial de alrededor de 1.112 millones de toneladas de arrabio en 2012 [8], la generación de polvo estaría en el orden de 10 a 13 millones de toneladas por año. La producción de barros es inferior.
A medida que se incrementa la productividad del horno, la producción específica de polvo disminuye, de acuerdo a un estudio de ThyssenKrupp Steel [9] (FIGURA 3). Cuando la producción sube de 10.000 toneladas/día a 12.500 toneladas/día, en un alto horno dado, la generación de polvo se reduce a la mitad.
Un estudio llevado a cabo en el alto horno experimental de LKAB en Lulea, Suecia, muestra que el arrastre de finos a los gases de escape se ve favorecido por altas temperaturas y altas velocidades de los mismos
[10]. El estudio de ThyssenKrupp refleja particularmente el efecto de la temperatura de tope con respecto al carbono (FIGURA 4).
FIGURA 1. Izquierda: captador de polvo por gravedad. Centro: disposición de equipos de tratamiento de gas en dicha planta. Derecha: perfil interno del captador de polvo
Altohorno
Absorbedor(húmedo)
Captadorde polvo
FIGURA 2. Ciclón tangencial (izquierda) o axial (derecha), para reemplazar al captador de polvos con más eficiencia de separación [7]
0.000 5.000
2.500 7.500
10.000 0.000 5.000
2.500 7.500
10.000
Detalle de trompeta o cono de ingreso de gas
Alto horno n° 4 Port Talbot (Tata Steel Europe)

38
¿CÓMO SE FORMAN Y QUÉ CARACTERÍSTICAS TIENEN LOS POLVOS Y BARROS?
Los polvos de trampa contienen entre el 20% y el 40% de hierro total y entre el 30% y el 50% de carbono, así como cantidades menores de SiO2, CaO, MgO, ZnO2, K2O y Na2O. Un estudio detallado de la formación y características principales de los polvos y barros ha sido llevado a cabo por la Universidad Tecnológica de Lulea, el centro de investigación Swerea MEFOS y la empresa SSAB [10-12]. Se han realizado campañas en un alto horno experimental, con muestreos, que luego se reprodujeron en los altos hornos N° 2 y 3 de SSAB. Los muestreos incluían la toma de finos con sondas a dos niveles de la cuba y muestreos de polvo y de barro, incluyendo un muestreo intermedio de los finos que acompañan al gas de tope una vez pasada la trampa de polvo (FIGURA 5).
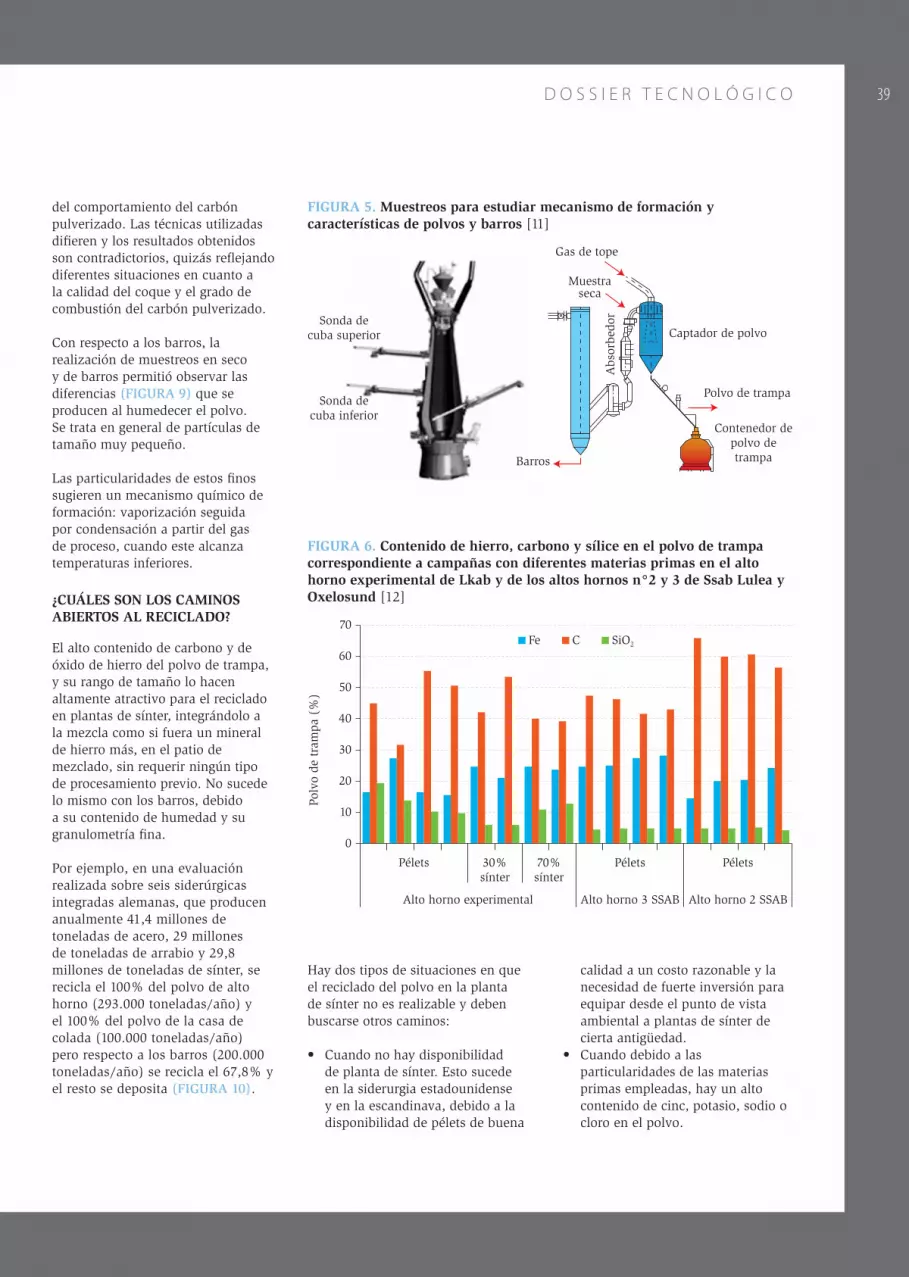
En términos generales, en las diversas muestras predominó el carbono, seguido por el hierro y finalmente la sílice (FIGURA 6).
Hubo una clara diferencia en la distribución granulométrica, con predominio del carbono en los tamaños de partícula mayores y predominio del hierro para los tamaños menores (FIGURA 7).
En la FIGURA 8 se presenta el aspecto bajo el microscopio óptico de dos fracciones granulométricas del polvo: la de 0,063-0.075 mm, con predominio de hierro y la de 0,125-0,250 mm, con predominio de carbono. Las imágenes de la izquierda corresponden al polvo del alto horno experimental, en tanto que las de la derecha al alto horno N° 3 de SSAB. También hay presencia de cuarcita, utilizada en la carga del alto horno experimental para manejar la basicidad de la escoria y de dos reciclos en la muestra de SSAB: escoria de BOF y briquetas de residuos.
La forma de las partículas sugiere un mecanismo de formación mecánico, por desprendimiento de finos de los materiales cargados en el horno a medida que descienden. Los resultados de las muestras tomadas con la sonda superior e inferior permitieron inferir que mientras los finos de óxido de hierro se formaron en la parte superior de la cuba, los
finos de coque se formaron en la cuba.
Varias investigaciones procuran discernir entre el carbono originado en el coque y el originado en la combustión parcial del carbón pulverizado inyectado por las toberas [9, 13-15]. Este punto es importante sobre todo para la evaluación
FIGURA 3. Influencia de la productividad sobre la generación de polvo. Alto horno n° 2 de Schwelgern, Thyssenkrupp Europe [9]
FIGURA 4. Influencia de la temperatura del gas de tope sobre la generación de polvo (en términos de carbono). Alto horno n° 2 de Schwelgern, Thyssenkrupp Europe [9]
07.000 8.000 9.000
y = -0,003x + 36,776R2 = 0,630
10.000
Prtoducción promedio de arrabio (t/día)
11.000 12.000 13.000
5
10Po
lvo
de t
ram
pa (
kg/t
) 15
20
0
1
2
3
4
5
6
60 70 80 90 100 110 120 130 140 150 160
y = -0,05x – 3,19R2 = 0,69
Temperatura de gas de tope (°C)
Car
bono
en
el g
as d
e to
pe(k
g/t
arra
bio)
39
del comportamiento del carbón pulverizado. Las técnicas utilizadas difieren y los resultados obtenidos son contradictorios, quizás reflejando diferentes situaciones en cuanto a la calidad del coque y el grado de combustión del carbón pulverizado.
Con respecto a los barros, la realización de muestreos en seco y de barros permitió observar las diferencias (FIGURA 9) que se producen al humedecer el polvo. Se trata en general de partículas de tamaño muy pequeño.
Las particularidades de estos finos sugieren un mecanismo químico de formación: vaporización seguida por condensación a partir del gas de proceso, cuando este alcanza temperaturas inferiores.
¿CUÁLES SON LOS CAMINOS ABIERTOS AL RECICLADO?
El alto contenido de carbono y de óxido de hierro del polvo de trampa, y su rango de tamaño lo hacen altamente atractivo para el reciclado en plantas de sínter, integrándolo a la mezcla como si fuera un mineral de hierro más, en el patio de mezclado, sin requerir ningún tipo de procesamiento previo. No sucede lo mismo con los barros, debido a su contenido de humedad y su granulometría fina.
Por ejemplo, en una evaluación realizada sobre seis siderúrgicas integradas alemanas, que producen anualmente 41,4 millones de toneladas de acero, 29 millones de toneladas de arrabio y 29,8 millones de toneladas de sínter, se recicla el 100% del polvo de alto horno (293.000 toneladas/año) y el 100% del polvo de la casa de colada (100.000 toneladas/año) pero respecto a los barros (200.000 toneladas/año) se recicla el 67,8% y el resto se deposita (FIGURA 10).
D O S S I E R T E C N O L Ó G I C O
FIGURA 5. Muestreos para estudiar mecanismo de formación y características de polvos y barros [11]
Muestraseca
Gas de tope
Sonda decuba superior
Sonda decuba inferior
Captador de polvo
Polvo de trampa
Contenedor depolvo detrampaBarros
Abs
orbe
dor
FIGURA 6. Contenido de hierro, carbono y sílice en el polvo de trampa correspondiente a campañas con diferentes materias primas en el alto horno experimental de Lkab y de los altos hornos n°2 y 3 de Ssab Lulea y Oxelosund [12]
Polv
o de
tra
mpa
(%
)
Pélets
Alto horno experimental Alto horno 3 SSAB Alto horno 2 SSAB
30%sínter
70%sínter
Fe C SiO2
Pélets Pélets
0
10
20
30
40
50
60
70
Hay dos tipos de situaciones en que el reciclado del polvo en la planta de sínter no es realizable y deben buscarse otros caminos:
• Cuando no hay disponibilidad de planta de sínter. Esto sucede en la siderurgia estadounidense y en la escandinava, debido a la disponibilidad de pélets de buena
calidad a un costo razonable y la necesidad de fuerte inversión para equipar desde el punto de vista ambiental a plantas de sínter de cierta antigüedad.
• Cuando debido a las particularidades de las materias primas empleadas, hay un alto contenido de cinc, potasio, sodio o cloro en el polvo.

40
FIGURA 7. Contenido de hierro y carbono en las diversas fracciones granulométricas del polvo de trampa en alto horno experimental y altos hornos industriales [12]
EBF = Alto Horno Experimental; BF = Alto Horno.C
arbo
no (
%)
00,250-0,500
mm
10
20
30
40
50
60
70
80
90
0,125-0,250mm
0,075-0,125mm
0,063-0,075mm
Polvo de trampa
0,045-0,063mm
<0,045mm
0,250-0,500mm
0,125-0,250mm
0,075-0,125mm
0,063-0,075mm
Polvo de trampa
0,045-0,063mm
<0,045mm
Hie
rro
(%)
0
10
20
30
40
50
60
FIGURA 8. Aspecto de dos fracciones granulométricas del polvo: la de 0,063-0,075 mm, con predominio de óxido de hierro (A y B) y la de 0,125-0,250 mm, con predominio de coque (C y D), en el microscopio óptico. Se observa también cuarcita, escoria de BOF y briqueta de reciclos [12]
A y C: muestra de alto horno experimental; B y D: muestra de alto horno de SSAB.
Cuarcita
A B C D
Sínter
Coque
Escoria BOFBriqueta
200 µm 200 µm 200 µm200 µm
FIGURA 9. Aspectos de barros y finos secos en alto horno experimental y altos hornos industriales [12]
Barro de alto hornoexperimental
Barro de alto horno N° 3de SSAB
Barro de alto horno N° 2de SSAB
Finos secos de altohorno N° 3 de SSAB
2 µm 2 µm
2 µm 2 µm

41D O S S I E R T E C N O L Ó G I C O
CUADRO 1. Reciclado de barros y polvos de alto horno
Producto
Clinker
Arrabio y concentrado de óxido de cinc
Sínter para alto horno y concentrado de óxido de cinc
Arrabio
Arrabio
Acero
Arrabio y concentrado de óxido de cinc
Hierro esponja y concentrado de óxido de cinc
Cementeras (corrector de hierro)
Recicladores (planta de sínter y alto horno - proceso DK)
Plantas de sínter
Alto horno (en la carga)
Alto horno (inyección por toberas)
Convertidores
Cubilotes
Horno de solera rotativa
Preparación
Ninguna
Sinterización
Ninguna
Briqueteado
Ninguna
Briqueteado
Producción de ladrillos
Briqueteado Peletización Extrusión
Ruta
Reciclado en terceros
Reciclado en la siderurgia (en los procesos usuales)
Reciclado en la siderurgia (en instalaciones ad hoc)
FIGURA 10. Generación y reciclado de polvos y barros en siderurgia alemana [16]
315
Polvo desínter grueso
Polvo desínter fino
Polvo dealto horno
Barro dealto horno
Polvo decasa decolada
Polvo/barrode BOF,grueso
Polvo/barrode BOF,
fino
Polvo dehorno
eléctrico
Otros
Polv
os y
bar
ros
(mile
s de
t)
0
50
100
150
200
250
300
350
400
450
29,4
293
200
103
162
426
Depósito 0,3 Mt
156
49
99%
1%
84% 16%
100%32,2%
67,8%100%
96%
4%
51,6%
48,8%93%
7%
92%
8%
Reciclado 1,7 Mt
En ambos casos los caminos utilizados son: 1) la inyección por las toberas del alto horno junto con el carbón pulverizado; 2) el aglomerado en forma de pélets, briquetas o extruidos, junto con otros residuos, aglomerantes y reductores, para su procesamiento en cubilotes especiales del tipo OXYCUP; 3) hornos de solera rotativa, hornos de solera múltiple; o 4) mini altos hornos especializados
en reciclado, como el proceso DK. En la mayoría de los casos se obtienen prerreducidos para carga en alto horno; en el caso del proceso DK se obtiene arrabio.
En este trabajo no se realiza una descripción detallada de los equipos mencionados, ya que esta se ha realizado con cierto grado de detalle en dos de los trabajos anteriores
referidos a reciclado [1, 2]. Solamente se mencionan en cada caso las referencias de quienes han publicado que los utilizan para el reciclado de los polvos y barros de alto horno; además, menciones especiales a las condiciones operativas o limitaciones encontradas en su utilización. En el CUADRO 1 se resumen las diversas alternativas de reciclado.

42
Planta de sínter
Como se mencionó, estas plantas son una salida adecuada, en la mayoría de los casos, para el reciclado del polvo de trampa y del polvo de la casa de colada de alto horno. El reciclado del polvo de trampa en la planta de sínter no requiere ningún tratamiento previo. Se suele transportar directamente al patio de mezclado, donde se incorpora a la mezcla a sinterizar como una capa más de mineral de hierro.
Se evita el reciclado por esta vía de los polvos con alto contenido de cloruros. Esto se debe a dos razones [16]:
• Pueden facilitar la formación de dioxinas en los gases de escape de la planta de sínter.
• Si se exportan al alto horno, pueden dar lugar a problemas de corrosión prematura de los componentes del sistema de tratamiento de gases, por promover la formación de ácido clorhídrico.
También impiden el reciclado vía planta de sínter los polvos con alto contenido de cinc, sodio y potasio, para los que deben utilizarse otras alternativas, como por ejemplo el horno de solera rotativa. Con respecto al cinc, su vaporización, condensación, oxidación y circulación pueden llevar a la acumulación en el horno. Partículas muy finas se depositan sobre otras que tienen alta superficie, disminuyendo la vida de los refractarios y la calidad del arrabio producido. Una limitación típica es que el tenor de cinc en la carga debe ser menor del 0,1% [17].
Briqueteado y carga en alto horno
La siderúrgica sueca SSAB (actualmente en proceso de fusión con la finlandesa Ruukki) cerró su planta de sínter en 1978 y operó con carga exclusiva de pélets. Para poder hacer reciclado de los diversos materiales que hasta ese momento se procesaban en la planta de sínter, incluyendo los polvos de trampa, se construyó una planta de briqueteado. Se ha cargado durante un período prolongado de 40 a 85 kg de briquetas por tonelada de arrabio [18]. Los componentes de las briquetas reemplazan parte de la carga de pélets, fundentes y coque, pero generan un aumento del volumen de escoria de 5-10 kg/tonelada de arrabio. El trabajo de optimización de las briquetas se ha centrado en la mejora de la resistencia en frío, por la vía de modificar el mix
ESTUDIOS LATINOAMERICANOS
En América Latina las empresas siderúrgicas integradas disponen en su mayoría de plantas de sínter en las que pueden reciclar los polvos de trampa de alto horno, y lo han hecho a lo largo de varias décadas [26]. Se han desarrollado diversas investigaciones tendientes a tener un mayor conocimiento o generar otras alternativas. Entre ellas cabe mencionar:
• La identificación mediante difracción de rayos X de los componentes carbonosos del polvo de trampa, diferenciando entre los originados en la inyección de carbón pulverizado y los provenientes del coque [12]. Este estudio se está desarrollando en el Laboratorio de Siderurgia (LASID) de la Universidad Federal de Rio Grande do Sul.
• En Usiminas se ha estudiado mediante fluido dinámico computacional el comportamiento de los distintos tipos de sistemas para la limpieza del gas en seco: captadores de polvo, ciclones axiales y ciclones tangenciales [13].
• Ternium Siderar ha estudiado en escala piloto la producción de briquetas de polvo de alto horno [27].
• Hace varios años se ha analizado a nivel académico la posibilidad de inyección del polvo a través de las toberas del acero del horno [28].
• El sector “guseiro”, basado en altos hornos a carbón vegetal, que generalmente no posee plantas de sínter, ha encontrado una salida importante en la utilización de los polvos de trampa como fertilizantes [29]. Un estudio muy detallado de la Universidad Federal de Viçosa y la Universidad Federal de Minas Gerais analizó el efecto de este material sobre plantaciones de eucaliptos y maíz, encontrando un desarrollo máximo para una dosis de 50 t/hectárea.
• En un plano académico, se ha investigado recientemente el uso de los barros de alto horno en la fabricación de cerámica roja, previo beneficio en separadores helicoidales [31]. También se han realizado ensayos a nivel industrial [32].

43D O S S I E R T E C N O L Ó G I C O
de materias primas, realizar diferentes tipos de preparación de las materias primas y mejorar las condiciones de curado [18].
En el año 2000, con la inauguración de un nuevo alto horno en reemplazo de los dos anteriores, más pequeños, debido a la mayor producción y al nuevo sistema de tratamiento de gases, aumentó mucho la cantidad de finos recuperados, exigiendo la utilización de mayores porcentajes de cemento en las briquetas, lo que llevó a considerar la peletización como método de aglomeración más adecuado [19].
Inyección por las toberas del alto horno
Esta práctica se inició en el alto horno N° 1 de Shouquin Metal Materials Co. en el año 2009. Esta planta tiene un sistema de limpieza del gas de alto horno en seco, constituido por un captador de polvo, un ciclón y filtros bolsa. Se dejó de lado el polvo recuperado en el captador porque por las dimensiones relativamente grandes de los granos que lo formaban se evaluó que iban a ser muy abrasivos para el sistema de inyección. También se dejaron de lado los finos separados
en los filtros bolsa, debido a su extrema finura. El reciclado se hace exclusivamente sobre la fracción de polvo recuperada por el ciclón [20].
El alto horno carga 66% de sínter, 13% de pélets y 21% de mineral calibrado. Se sopla un volumen de aire de 2.800±20 m3/min, a una temperatura de 1.240-1.250°C; se enriquece el aire con 3% de oxígeno.
El polvo se descarga del silo de almacenamiento a vagones tanque de succión por vacío; se transporta al patio de carbones donde se bombea a un silo. Luego se lo dosifica para participar en la mezcla de carbones para inyección y se lo muele junto con ellos en un molino de media velocidad, para ser luego inyectado por las toberas. Desde que se lo dosifica hasta que se lo inyecta transcurren unas cuatro horas. Hay un balance entre el polvo que se recupera diariamente en el ciclón (unas 10 a 15 toneladas) y el que se inyecta en el horno, a razón del 1,5% al 2% de la mezcla de carbones.
No hubo mayores inconvenientes respecto a la molienda, desiliciación, desulfuración e incorporación de álcalis (FIGURA 11), probablemente
debido a la pequeña proporción incorporada.
Cabe mencionar que en el alto horno experimental de LKAB se ha probado con la inyección de barros de alto horno por las toberas, pasándolos previamente por un proceso de secado denominado Tornado [21].
Horno de solera rotativa
Estos hornos se utilizan particularmente en Asia para el reciclado de polvos y barros de acería y reducción. Estos materiales se aglomeran en forma de pélets, briquetas o extruidos. El horno tiene una limitación estructural en cuanto a poder operar con bajo consumo específico de energía obteniendo una alta metalización: debe elegirse una u otra opción.
El prerreducido obtenido generalmente tiene una pobre metalización y se tiende a cargarlo en el alto horno. En el BOF puede servir como enfriador, compitiendo con chatarra o mineral de hierro. Si se cargara en un horno eléctrico penalizaría el consumo específico de energía eléctrica y el rendimiento metálico.
FIGURA 11. Evolución del contenido de álcalis en el polvo recogido en el captador de polvo, el ciclón y los filtros bolsa, luego de la puesta en marcha de la coinyección de polvo de ciclón [20]
0
2
4
6
8
10
Na 2O
+ K
2O +
Zn
09-7-3 09-7-18 09-8-2 09-8-17 09-9-1 09-9-16 09-10-1 09-10-16 09-10-31 09-11-15 09-11-30 09-12-15
Inicio de coinvección

44
Planta
NSSMC Kimitsu, Japón
China Steel, Taiwán
NSSMC Kimitsu, Japón
Ma Steel, China
Posco Pohang, Corea
Posco Kwangyang, Corea
Nittetsu Shinko, Japón*
Arranque
2002
2007
2008
2009
2009
2009
2011
Capacidad (t/año)
135.000
130.000
310.000
200.000
200.000
200.000
220.000
Residuo procesado
Barros AH y BOF
Barros AH y BOF
Polvos AH y BOF
Polvos AH y BOF
Polvos AH y BOF
Polvos AH y BOF
Polvos AH, BOF y EAF
Aglomerado producido
Extruidos
Extruidos
Pélets
Pélets
Pélets
Pélets
Briquetas
Destino
Alto horno
Alto horno
Alto horno
Alto horno
Alto horno
Alto horno
BOF, EAF, AH**
Ingeniería/ construcción
MR&E NSE
MR&E NSE
MR&E NSE
MR&E NSE
MR&E NSE
MR&E NSE
Midrex
CUADRO 2. Algunos hornos de solera rotativa incluyen barros de acería al oxígeno entre sus materias primas (basado en diversas fuentes)
* Propiedad de NSSMC y Kobe Steel. ** Produce hierro briqueteado en caliente (HBI).
La ventaja que presenta el horno de solera rotativa, para la utilización posterior del prerreducido en el alto horno, es su efectividad en la eliminación del cinc, sodio y potasio. Por ejemplo, en una investigación realizada en un simulador ad hoc, para una temperatura de reducción, relación molar C/O y tiempo de reducción de 1.300°C, 1 y 15 minutos respectivamente, la remoción de cinc, potasio y sodio fue del 97,1%, 94,5% y 89,6% respectivamente; la metalización fue del 80,6%, aceptable para el alto horno [22].
En el CUADRO 2 se presentan los datos principales de algunos de los hornos de solera rotativa donde la utilización de polvos y/o barros de alto horno está documentada.
Cubilote OXYCUP
Se trata de un cubilote de grandes dimensiones, con revestimiento ácido y viento caliente enriquecido con oxígeno. Hay siete hornos en cinco plantas en todo el mundo. La carga consiste de ladrillos autorreductores,
constituidos con barros y polvos de los diferentes procesos siderúrgicos, carbón y aglutinante. También se suelen cargar grandes trozos de chatarra de acero o de fundición, para facilitar su recirculación. Se emplea coque y caliza. Se obtiene arrabio, escoria, gases y polvo enriquecido en cinc.
Las publicaciones sobre este proceso hacen referencia al uso para barros de alto horno y no para polvos; probablemente porque en esas plantas se los está reciclando en la planta de sínter. Al aglomerar los finos en ladrillos, se ve facilitada la introducción de los barros, que en la planta de sínter causarían pérdida de permeabilidad.
Al respecto, en el CUADRO 3 se presenta un balance de materiales para la carga de este cubilote, incluyendo la utilización de barros de alto horno.
Con respecto al cinc, debería tener las limitaciones comunes a todos los hornos de cuba, relacionadas con la
condensación de los vapores de cinc en la parte superior del horno, a partir del gas que está a temperatura baja y su descenso en la carga, perjudicando la vida útil del equipo y la calidad del arrabio: no debe poder superarse un cierto límite máximo en la carga. A título de ejemplo, para otro reciclo rico en cinc, el polvo de horno eléctrico de arco, se sigue el criterio que se presenta en el CUADRO 4: se reduce la carga de ladrillos de barros y de polvos cuando su contenido de cinc es mayor.
Mini alto horno especializado
DK Recycling und Roheisen, en Duisburg, Alemania, es una empresa que procesa residuos para terceros. Dispone de una planta de sínter y dos altos hornos pequeños. Procesa unas 400.000 toneladas anuales de residuos, provenientes de 9 plantas de 6 países europeos que producen 77 millones de toneladas de acero/año [25]. Las proporciones de polvo de trampa de alto horno y de barro de alto horno son pequeñas (0,1 y 5,4%) (FIGURA 12).

45D O S S I E R T E C N O L Ó G I C O
FIGURA 12. Proporción de barros y polvos de alto horno y otros residuos y materias primas usados en la producción de sínter en DK Recycling Und Roheisen [25]
Composición de los ladrillos
Cantidad (seco) t/a
Hierro total %
Carbono %
Ganga %
ZnO %
Carga del cubilote
Cantidad (seco) t/a
Hierro total %
Carbono %
Ganga %
ZnO %
Ladrillos
252,500
45,3
13,8
17,5
1,1
Chanchos desulf. de
arrabio
59.700
75,2
3,8
14,3
0
Chanchos acería LD
59.700
78,7
0,3
18,7
0
Coque
67.900
1
89
10
0
Gravilla
16.900
0
0
100
0
Total
456.400
45,4
21,4
19,8
0,6
Ladrillos
252.200
45,3
13,8
17,5
1,1
Cemento
22.900
2,1
0,0
96,0
0,0
Carbón
5.150
1
89
10
0
Polvo de BOF
146.150
61,0
0,4
7,0
1,5
Barro de alto horno
78.000
32,0
38,0
15,4
0,6
CUADRO 3. Balance de materiales para la carga del cubilote OXYCUP [23]
Óxido de cinc máximo (%)
10
6
3
Porcentaje de ladrillos en la carga (%)
20
40
80
CUADRO 4. Contenido máximo de óxido de cinc en el ladrillo, en función del porcentaje utilizado en la carga [24]
CONCLUSIONES
Las instalaciones de tratamiento del gas de tope de los altos hornos generan polvos y barros. Los polvos por su granulometría y contenido de carbono y óxido de hierro se prestan para el reciclado en las plantas de sínter. Pero hay casos en que no hay planta de sínter disponible o el excesivo contenido de álcalis hace que no sean aptos para este reciclado. En esas situaciones la industria del acero a nivel global, junto con universidades y centros de investigaciones, han desarrollado diversas alternativas: briqueteado y carga en el alto horno; inyección por las toberas junto con el carbón pulverizado; procesamiento en equipos ad hoc como los hornos de solera rotativa, los cubilotes OXYCUP o un mini alto horno especializado. En estos últimos equipos también se procesan los barros que por su tamaño fino no pueden ser cargados en plantas de sínter. En varias oportunidades esas iniciativas han sido llevadas a cabo por industrias latinoamericanas del acero. ••
Polvo de alto horno0,1%
Coquecillo2,0%
Polvo de BDF52,8%
Barro de BDF5,0%
Barro dealto horno
5,4%
Laminillo12,9%
Cenizas2,6%
Mineral de hierro7,6%
Arena4,3%
Otros7,3%

46 D O S S I E R T E C N O L Ó G I C O
[1] Madías, J.; “Reciclado de barros y polvo de acería al oxígeno”. Acero
Latinoamericano, pp. 38-49.
[2] Madías, J.; “Reciclado de polvos de horno eléctrico”. Acero
Latinoamericano, marzo-abril 2009, pp. 38-47.
[3] Madías, J.; “Reciclado de materiales refractarios utilizados en la
siderurgia”. Acero Latinoamericano, mayo-junio 2010, pp. 46-55.
[4] Yadav, U.Sh.; Kumar Das, B.; Das Baijal, B.; “Cost implications of
solid waste recycling through sinter”. 4th IAS Ironmaking Conference,
November 2003, San Nicolas, Argentina, pp. 95-104.
[5] Winfield, D.; Paddison, D.; Cross, M.; Croft, N.; “Evaluate and model the
efficiency of a blast furnace gas cleaning plant using computational fluid
dynamics: geometry optimisation of a gravity dust-catcher”. AISTech 2011
Proceedings, pp. 97-107.
[6] Effgen de Oliveira, W.; dos Reis, L.C.; Fernandes, M.V.; “Computational
modeling of primary gas cleaning system for blast furnace”. 6th
International Congress on the Science and Technology of Ironmaking -
ICSTI, October 2012, Rio de Janeiro, Brazil, pp. 502-512.
[7] Ma, N.; Kokal, H.R.; Flannery, J.; “Role of an axial cyclone in recycling
of blast furnace offgas cleaning system solid wastes”. Iron & Steel
Technology, March 2009, pp. 76-82.
[8] “World Steel in Figures 2013”. World Steel Association, Brussels,
Belgium, 2013, p. 18.
[9] Schwalbe, R.; Peters, M.; Schmöle, P.; Mittelstädt, H.; “Carbonaceous
forms in blast furnace dust at high coal injection rate”. ECIC, Düsseldorf,
Germany, June 27-July 1, 2011, Session 27, pp. 1-10.
[10] Lundgren, M.; Leimalm, U.; Hyllander, G.; Sundqvist, L.; Björkman,
B.; “Off-gas dust in an experimental blast furnace. Part 2: Relation to
furnace conditions”. ISIJ International, Vol. 50 (2010), N° 11, pp. 1570-
1580.
[11] Leimalm, U.; Lundgren, M.; Sundqvist, L.; Björkman, B.; “Off-gas dust
in an experimental blast furnace. Part 1: Characterization of flue dust,
sludge and shaft fines”. ISIJ International, Vol. 50 (2010), N° 11, pp.
1560-1569.
[12] Lundgren, M.; Leimalm, U.; SundqvistÖkvist, L.; Björkman, B.; “Off-gas
dust from experimental and production blast furnaces”. ECIC 2011,
Düsseldorf, Germany, June-July 2011, Session 13, Efficient blast furnace
operation: productivity, coke rate, pp. 1-9.
[13] da Silveira Machado, A.; Sampaio Mexias, A.; Faria Vilela, Antônio C.;
Osório, E.; “Identificação dos finos de coque e char no pó de balão do
alto forno por DRX”. 39° Seminário de Redução de Minério de Ferro e
Matérias-primas da ABM, novembro de 2009, Ouro Preto, Brasil.
[14] Sun, J.; Chao, W.; Zhang, X.; Ma, Z.; “Study on the off-gas dust in blast
furnace”. 6th International Congress on the Science and Technology of
Ironmaking - ICSTI, October 2012, Rio de Janeiro, Brazil, pp. 1843-1849.
[15] Wu, K.; Ding, R.; Han, Q.; Yang, S.; Wei, Sh.; Ni, B.; “Research on
unconsumed fine coke and pulverized coal of BF dust under different
PCI rates in BF at Capital Steel Co.”. ISIJ International, Vol. 50 (2010), N°
3, pp. 390-395.
[16] Endemann, B.; Lüngen, H.-B.; Wuppermann, C.-D.; “Dust, scale and
sludge generation and utilization in German steelworks”. Stahl und Eisen
126 2006, N° 9, pp. 25-32.
REFERENCIAS
[17] D. E. Esezobor, D.E.; Balogun, S.A.; “Zinc accumulation during recycling
of iron oxide wastes in the blast furnace”. Ironmaking and Steelmaking
2006, Vol. 33, N° 5, pp. 419-425.
[18] de Bruin, T.; Sundqvist, L.; “Briquetting-one way of treating by-products
at SSAB Tunnplat in Lulea”. 2nd International Congress on the Science
and Technology of Ironmaking and 57th Ironmaking Conference; Toronto,
Canada, March 1998, pp. 1263-1273.
[19] Robinson, R.; SundqvistÖkvist, L.; “Recycling of by-product pellets as
burden in the blast furnace process: a lab and pilot scale investigation”.
Steel Research International 75 (2004), N° 2, pp. 99-105.
[20] Rucai, D.; Wu, K.; Han, Q.; Zhu, L.; Zhan, W.; “Research on
physicochemical properties of BF cyclone dust and the industrial practice
of tuyereco-injection”. ECIC 2011, Düsseldorf, Germany, June-July 2011,
Session 23, Recycling, pp. 1-5.
[21] Tikka, J.; Hensmann, M.; Lindfors, N.-O.; Bäcklund, E.; “Utilization of
Tornado processed blast furnace gas cleaning sludge in blast furnace
injection”. 6th International Congress on the Science and Technology of
Ironmaking - ICSTI, October 2012, Rio de Janeiro, Brazil, pp. 1957-1966.
[22] Peng, C.; Zhang, F.; Li, H.; Guo, Zh.; “Removal behavior of Zn, Pb, K
and Na from cold bonded briquettes of metallurgical dust in simulated
RHF”. ISIJ International, Vol. 49 (2009), N° 12, pp. 1874-1881.
[23] Bartels-von Varnbüler, Ch.; Lemperle, M.; Rachner, H.J.; “Recovery of
iron from residues using the OxiCup technology”. MPT International
1/2006, pp. 18-26.
[24] Lemperle, M.; Rachner, H.-J.; “Liquid Hot Metal from OXYCUP”. ECIC,
Düsseldorf, Germany, June 27-July 1, 2011, Session 27, Recycling, pp. 1-7.
[25] Sassen, K.-J.; Hillmann, C.; “The DK process for the recovery of iron and
zinc from BOF dusts and sludges”. Steel Times International April 2011,
pp. 17-18.
[26] Martins, P.A.; “Utilização de pó de coletor de alto forno nas sinterizações
da CSN”. Seminário ABM sobre Reciclagem de Rejeitos da Indústria
Minero-Metalúrgica, Ouro Preto, Brasil, pp. 139-151.
[27] Mariotti Cardozo, A.D.; Etchevarne, P.; Zubimendi, J.L.; Giandoménico,
F.; Maggi, G.; Tacchella, R.; “Diseño de briquetas mediante el concepto
de mezcla ideal”. 2nd IAS Meeting onEnvironment and Recycling,
November 2006, San Nicolas, Argentina.
[28] Pereira, E.M.L.; D’Abreu, J.C.; Villela, T.F.; “Possibilidade de injeção
do pó de coletor pelas ventaneiras do alto forno”. 46to Congresso Anual
ABM, São Paulo, Brasil, julho 1991, pp. 275-292.
[29] Salles Melo Lima, M.; de Souza, C.M.; Andrade de Castro, L.F.; Feliciano
Jacomino, V.M.; Leite Ribeiro, E.D.; Barbosa Rosado, V.; “Avaliação das
características agronômicas dopó-de-balão gerado no sistema de limpeza
degás do alto-forno a carvão vegetal”. 30mo Seminário de Redução de
Minério de Ferro e Matérias Primas ABM, Outubro de 2003, Ouro-Preto,
Brasil, pp. 60-69.
[30] Fontes Vieira, C.M.; Miranda de Abreu, M.; Viana Riter, A.; Neves
Monteiro, S.; Vernilli Júnior, F.; “Incorporação de lama de alto forno
beneficiada em cerâmica vermelha”. 68vo Congresso Anual ABM, Belo
Horizonte, Brasil, julho 2013, pp. 2984-2990.
[31] Fontes Vieira, C.M.; Chagas Martins Dias, C.A.; Sánchez, R.; Neves
Monteiro, S.; de Lurdes Loss, T.; “Incorporação de lama de alto forno em
cerâmica vermelha - teste industrial”. 65to Congresso Anual da ABM, Rio
de Janeiro, Brasil, julho 2010.





























