Embed Size (px)
Citation preview
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
ENGENHARIA MECANICA
PROCESSO DE USINAGEM
Laboratorio de Usinagem
Alunos: Georgia Maria Bulhoes CortezMadson Miguel Goncalves De MedeirosPedro Hugo Campo Neri
Professor: Ulisses Borges Couto
Natal
Maio 2014
1 Introducao
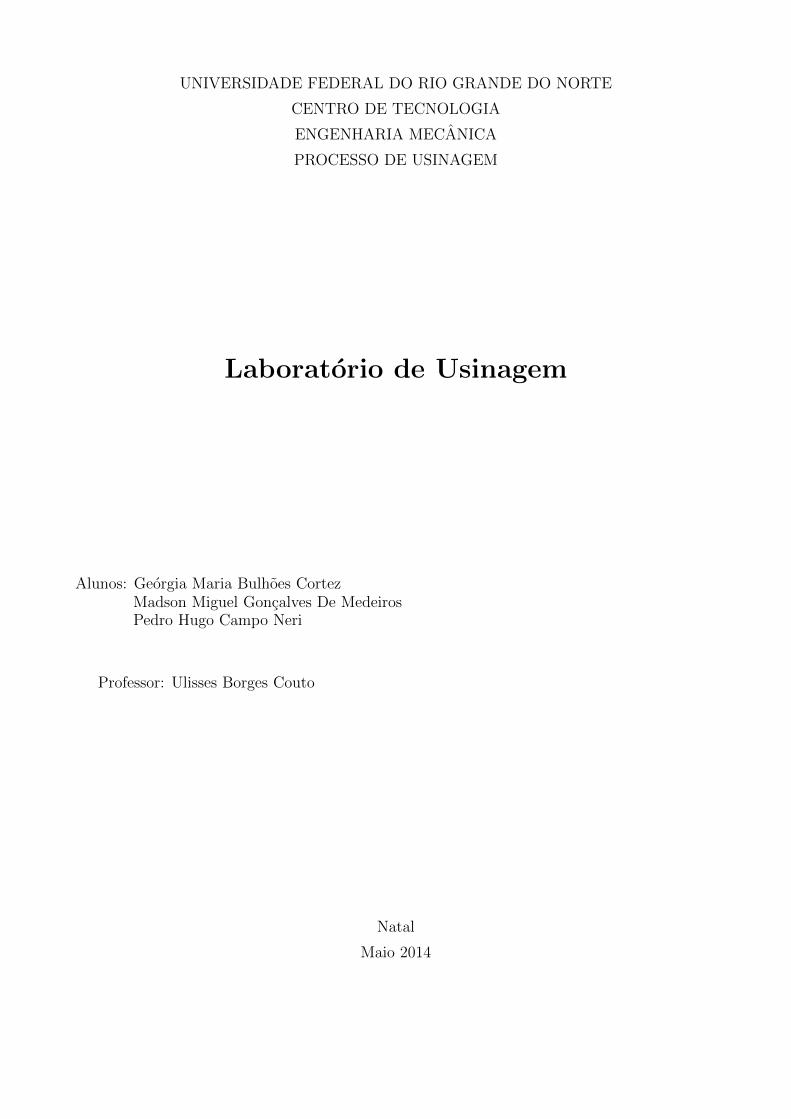
Por definicao Usinagem e um conjunto de operacoes que dao forma a uma peca atraves da remocaode material, o cavaco. A norma DIN 8580 classifica os varios processos de fabricacao. Dentre eles estaa separacao, que consiste na formacao de cavacos, seja com ferramentas de geometria de corte definidaou ferramenta de geometria de corte nao definida.
Figura 1: Classificacao dos processos de fabricacao
Grande parte dos produtos industrializados sofre, em alguma etapa de producao, algum processode usinagem, sendo 80% dos furos sao realizados por usinagem e 100% dos processos de melhoria daqualidade superficial sao feitos tambem pela mesma. A disciplina ’Laboratorio de Usinagem - DEM402’ foi realizada na Oficina mecanica da UFRN, e teve como avaliacao a fabricacao de uma Mini-morsa e o relatorio. Para a confeccao do conjunto foram realizados diversos processos de usinagem,como torneamento, fresamento, furacao, etc... Este relatorio descreve os procedimentos que foramexecutados para a fabricacao do conjunto.
1
2 Atividades Desenvolvidas e Materiais utilizados
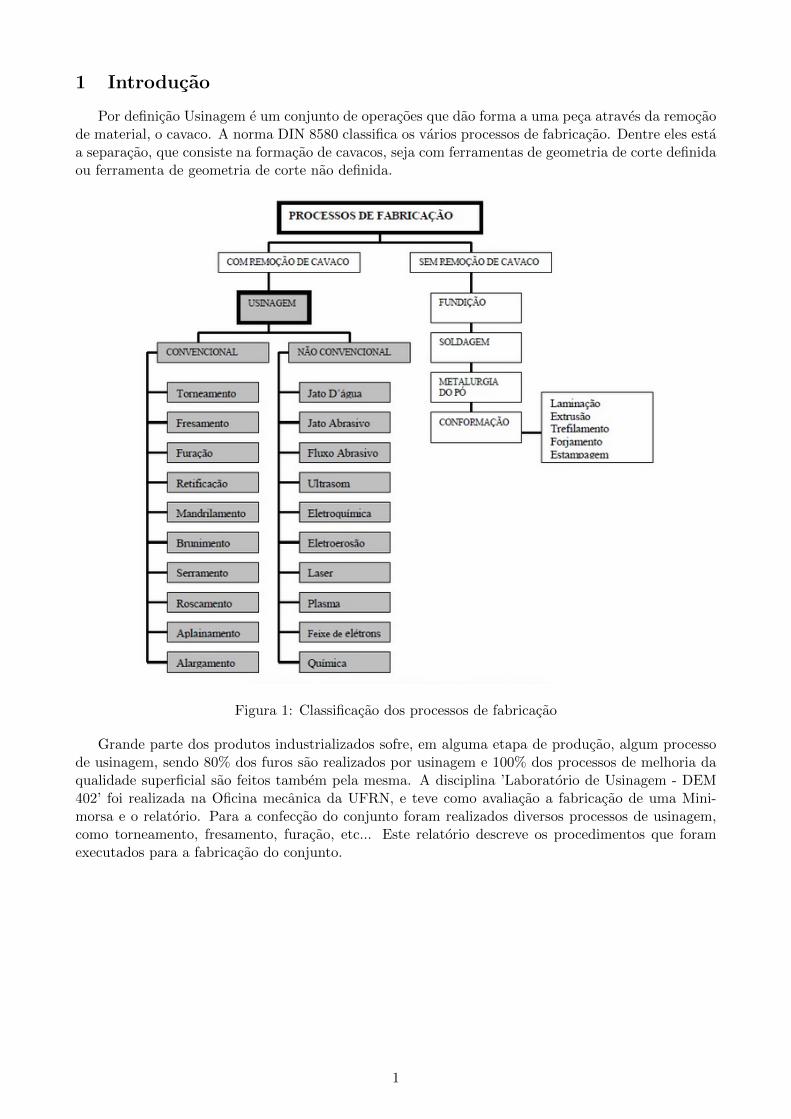
O inıcio da confeccao do conjunto se deu com o a elaboracao do seu croqui. Cada grupo pode fazermedicoes, com um paquımetro, em um modelo ja pronto. Um desenho de todas as pecas do conjuntoforam detalhadas, no programa Solidworks (versao 2010), com suas devidas espeficicacoes, para poderauxiliar na fabricacao dos componentes. Abaixo esta o modelo feito atraves do software, seguido pelalista de pecas na Tab. As demais vistas sao apresentadas na secao onde e descrita os componentes emseparado.
Figura 2: Modelo do conjunto Mini-Morsa - SolidWorks 2010.
Todos os processos realizados durante a fabricacao das pecas da Mini-Morsa estao listados abaixo.Algumas das maquinas utilizadas podem ser vistas. Os principais processos realizados foram: Cortede tarugo, torneamento, fresamento, furacao, rosqueamento (interno e externo), limagem e lixamento,recartilhamento, esmerilhamento.
Alem das operacoes de retirada de material, foi feito uma solda pelo tecnico em mecanica parauniao de um dos mordentes com a meia-lua. A seguir mostraremos peca a peca detalhes sobre afabricacao.
2
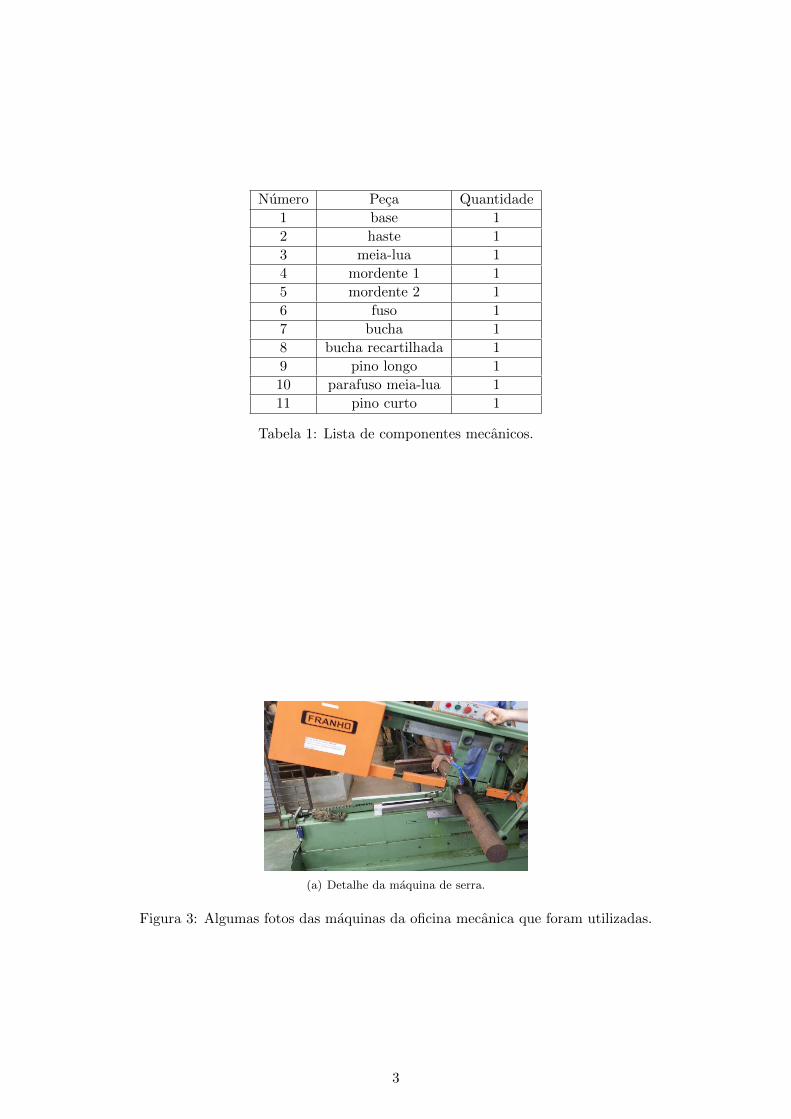
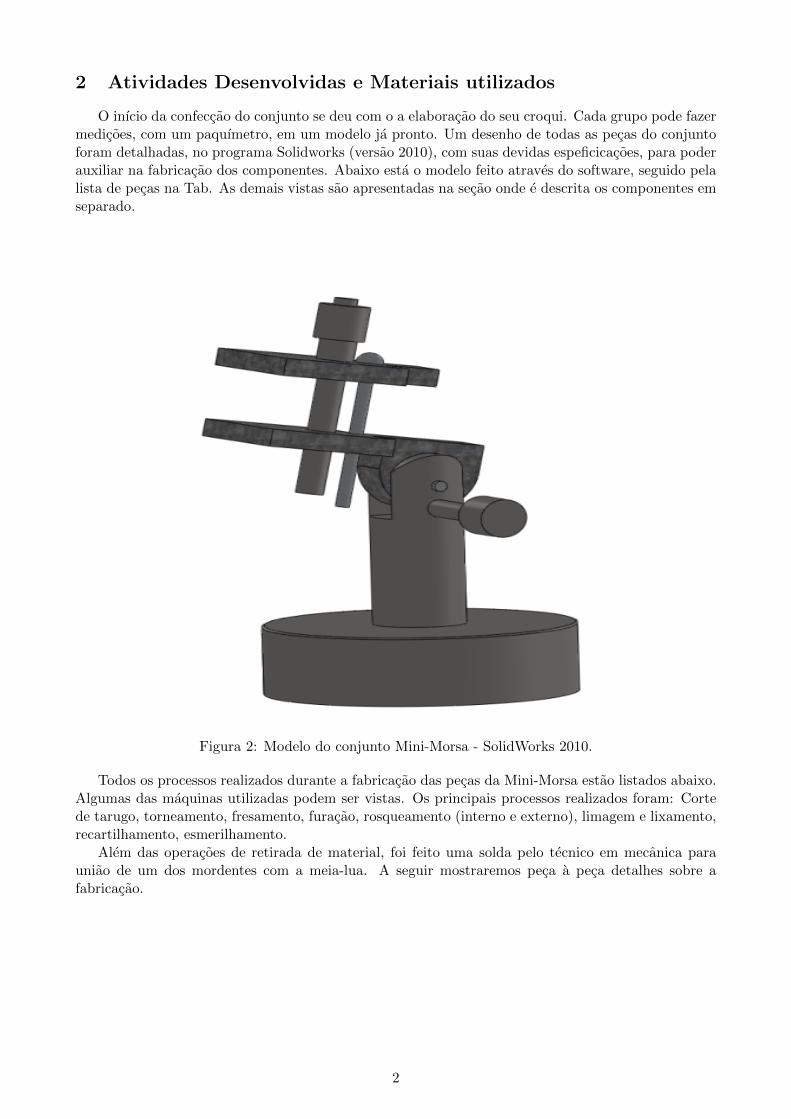
Numero Peca Quantidade
1 base 1
2 haste 1
3 meia-lua 1
4 mordente 1 1
5 mordente 2 1
6 fuso 1
7 bucha 1
8 bucha recartilhada 1
9 pino longo 1
10 parafuso meia-lua 1
11 pino curto 1
Tabela 1: Lista de componentes mecanicos.
(a) Detalhe da maquina de serra.
Figura 3: Algumas fotos das maquinas da oficina mecanica que foram utilizadas.
3

3 Descricao da fabricacao das pecas
3.1 Peca 1 - Base
A serra de fita foi utilizada para cortar o tarugo da base com diametro e espessura indicados naFig. ??. Em seguida, a parte serrada do tarugo, o disco, foi levada para o torno onde passou poroperacoes de desbaste e faceamento. Apos isso, ainda no torno, foi colocado o mandril para se fazero furo central. Este furo foi feito com uma broca de centro para dar inıcio. Em seguida executou-seuma operacao para abertura da rosca interna, com o uso do macho e vira-macho. Por fim foi feito umlixamento para eliminar oxidacao e foi gravado o nome dos componentes do grupo e a sigla UFRN.
3.2 Peca 2 - Haste
Utilizando a serra manual, foi cortado um tarugo para depois ser levado para as operacoes notorno mecanico de desbaste e faceamento para atingir o diametro e comprimento indicados na Fig.??. Ainda no torno, foi feita a rosca externa na parte inferior da peca. Apos essa operacao, a peca foilevada para a fresadora, para a abertura do rasgo na parte superior da peca. A operacao de furacaofoi realizada para abertura de dois furos, um furo que passa pelas duas abas, e outro que passa apenaspor uma. Neste ultimo, foi feita uma rosca. No final, foram realizadas as operacoes de ajustagem porlima.
4
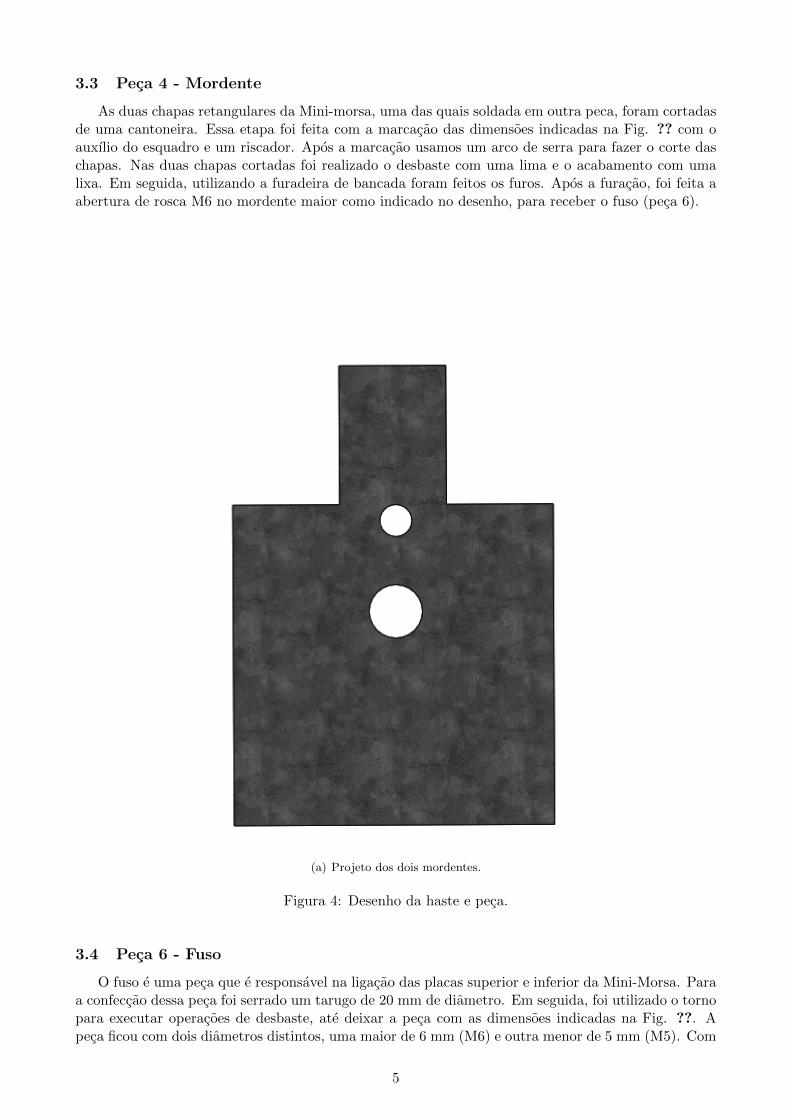
3.3 Peca 4 - Mordente
As duas chapas retangulares da Mini-morsa, uma das quais soldada em outra peca, foram cortadasde uma cantoneira. Essa etapa foi feita com a marcacao das dimensoes indicadas na Fig. ?? com oauxılio do esquadro e um riscador. Apos a marcacao usamos um arco de serra para fazer o corte daschapas. Nas duas chapas cortadas foi realizado o desbaste com uma lima e o acabamento com umalixa. Em seguida, utilizando a furadeira de bancada foram feitos os furos. Apos a furacao, foi feita aabertura de rosca M6 no mordente maior como indicado no desenho, para receber o fuso (peca 6).
(a) Projeto dos dois mordentes.
Figura 4: Desenho da haste e peca.
3.4 Peca 6 - Fuso
O fuso e uma peca que e responsavel na ligacao das placas superior e inferior da Mini-Morsa. Paraa confeccao dessa peca foi serrado um tarugo de 20 mm de diametro. Em seguida, foi utilizado o tornopara executar operacoes de desbaste, ate deixar a peca com as dimensoes indicadas na Fig. ??. Apeca ficou com dois diametros distintos, uma maior de 6 mm (M6) e outra menor de 5 mm (M5). Com
5

a obtencao das dimensoes previstas, a outra etapa foi realizar a rosca externa utilizando o cossinete.Porem, uma dificuldade de emprender esta tarefa foi o encaixe do cossinete ao desandador, assim aponta da peca foi chanfrada no esmeril, permitindo uma melhor entrada da peca no cossinete.
(a) Projeto do fuso.
Figura 5: Fuso.
6

3.5 Peca 3 - Meia-lua
Primeiramente serrou-se um tarugo e em seguida foi utilizado o torno para operacoes de desbaste efaceamento, em seguida foi utilizada a fresadora para fazer um rasgo e deixar a peca com as dimensoesda figura 6 de maneira que seja unida ao mordente roscado (peca 5). A uniao das pecas realizou-se porum processo de soldagem com eletrodo revestido. Em seguida foi utilizada a furadeira para fazer umaserie de furos radialmente distribuıdos e um furo por onde passa um pino roscado, onde ira fazer aregulagem de posicao, quando o conjunto de pecas estiverem montados. E finalmente foram realizadasoperacoes de acabamento por lima.
3.6 Peca 9 e 11 - Pino longo e pino curto
Fixamos o rebite na morsa e demos pequenas batidas para extrair a parte interior deste. Depoisutilizamos essa parte como um pino que passa por entre as pecas 4 e 5(mordentes), para o pinolongo e a peca 2(haste) para o pino curto. Fizemos a ajustagem com um alicate de corte e depoisuniformizamos as pontas com a ajuda do esmeril para atingir as dimensoes da Fig. ??.
7

3.7 Peca 10 - Parafuso meia-lua
O tarugo foi cortado com o arco serra, depois foi faceado e desbastado no torno mecanico em doisdiametros distintos como mostra a Fig. . Apos, ajustar as para as dimensoes desejadas, na partecom o diametro maior foi realizada o recartilhamento, com o uso da recartilhadora para possibilitarum maior atrito e assim facilitar o aperto ou afrouxamento do parafuso (operacao feita por Frasao,tecnico do laboratorio). Na parte com o diametro menor, foi feita a rosca com o auxılio do cossinete edo porta-cossinete. Nas operacoes de acabamento a ponta do parafuso foi torneada de forma conica,para manter uma concentricidade no ajuste com a peca 3 (meia-lua). A maior dificuldade enfrentadana fabricacao desta peca foi a fixacao da mesma apos realizado o recartilho, fato este que fez comque a qualidade final do recartilhado fosse afetada devido a aperto excessivo na morsa na etapa derosqueamento.
3.8 Peca 8 e 7 - Buchas
Na confeccao das pecas acima foi utilizado um tarugo de aco de 12mm de diametro. Apos o tarugoter sido serrado, este foi levado ao torno onde foram realizadas operacoes de faceamento, desbaste efuracao com o auxılio da broca e da contra ponta do torno para atingir as dimensoes desejadas deacordo com a Fig. Em seguida, a peca foi levada a um outro torno para que fosse realizada a operacaode recartilhamento. Apos o recartilhamento a peca foi serrada e faceada novamente. Logo apos, apeca foi fixada em uma morsa para que fosse feito uma rosca interna, utilizando um macho, fixado aum vira-macho. Finalmente foram realizadas operacoes de acabamento – limagem e lixamento – paraa remocao de rebarbas.
3.9 Montagem Final
Finalmente apresentamos o conjunto completo montado e desmontado na Fig. ??:
8

4 Consideracoes Finais
A participacao na fabricacao das pecas e todas as atividades envolvidas nesse processo possibilitouum melhor entendimento dos conhecimentos teoricos adquiridos em Processo de Usinagem, como porexemplo, velocidade de corte, profundidade de corte, avanco, e a influencia de diversos fatores naformacao do cavaco. A construcao da Mini-Morsa propiciou uma maior aprendizagem e familiarizacaocom os diversos processos de usinagem. Todos os cuidados que devemos ter no processo de usinagemforam repassados pelo Professor, pois ha riscos inerentes nesse tipo de trabalho. Ficou claro tambemcomo e difıcil manter as medidas de projeto, ja que os instrumentos e a forma como e medida a pecainfluenciam no seu formato final. O trabalho realizado foi satisfatorio, visto que as pecas usinadasseparadamente foram montadas com sucesso, possibilitando o conjunto realizar sua funcao.
9

Referencias
10





























