Embed Size (px)
Citation preview
Eugene Y. NgaiDir. Of ER & Disposal Technology
Air Products & Chemicals Inc
Silane Safety10th Annual Emerging Technologies and Trends
Mini Conference, Phoenix, AZ
April 22, 2008

2Silane Safety, SESHA
Miniconference, Phoenix2
April 22, 2008, E. Ngai
Eugene Y. NgaiDir. Of ER and Disposal Technology
Eugene has a BS in Chemical Engineering and an MS in Environmental Engineering, all from New Jersey Institute of Technology. He has over 30 years of Specialty Gas Experience in Production, Laboratory, R&D, Engineering, Safety positions at Matheson, Exxon Research, Solkatronic Chemicals and Scientific Gas Products. Had increasing management responsibilities during his career and held an Executive Management position as Vice President of Corporate Development and Technology for Solkatronic Chemicals for 10 years prior to the Air Products acquisition in1999. He had responsibility for EHS, Engineering, Information Technology, Research and Development, and Quality. Most recently he was Director of Compound Semiconductor Technology in the Electronics Division and is now Director of ER and Disposal Technology in the Product Safety Group.He is active in a number of industry associations, Compressed Gas Association (CGA), Asia Industrial Gas Association (AIGA), National Fire Protection Association (NFPA) and the Semiconductor Environmental Health and Safety Association (SESHA)He also developed and manages the Emergency Response Equipment and Training group since 1990. He is the Course Director for a 3 day Specialty Gas Emergency Response course, which has trained over 4000 customers, government agencies and employees since 1990. He has trained over 750 Firefighters in Compressed Gas Safety and Emergency Response. He has taught at a number of Fire Academies worldwide, including New York and SingaporeHe has made numerous presentations worldwide on Emergency Response, Product Safety, Gas Technology and Environment over the last 20 years.He has 4 US patents for Gas Safety Devices and 2 pending for new Purification Technology
3Silane Safety, SESHA
Miniconference, Phoenix3
April 22, 2008, E. Ngai
Silane Gas Cabinet Explosion
Silane was being vented into a gas cabinet that was being ventilated.Silane can be released without ignition, mixing with air in the cabinet.The metastable mass will than be ignited by an abrupt shutoff of flow.It can be dangerous to approach a silane leak that is not burning, especially if there is any confinement
4Silane Safety, SESHA
Miniconference, Phoenix4
April 22, 2008, E. Ngai
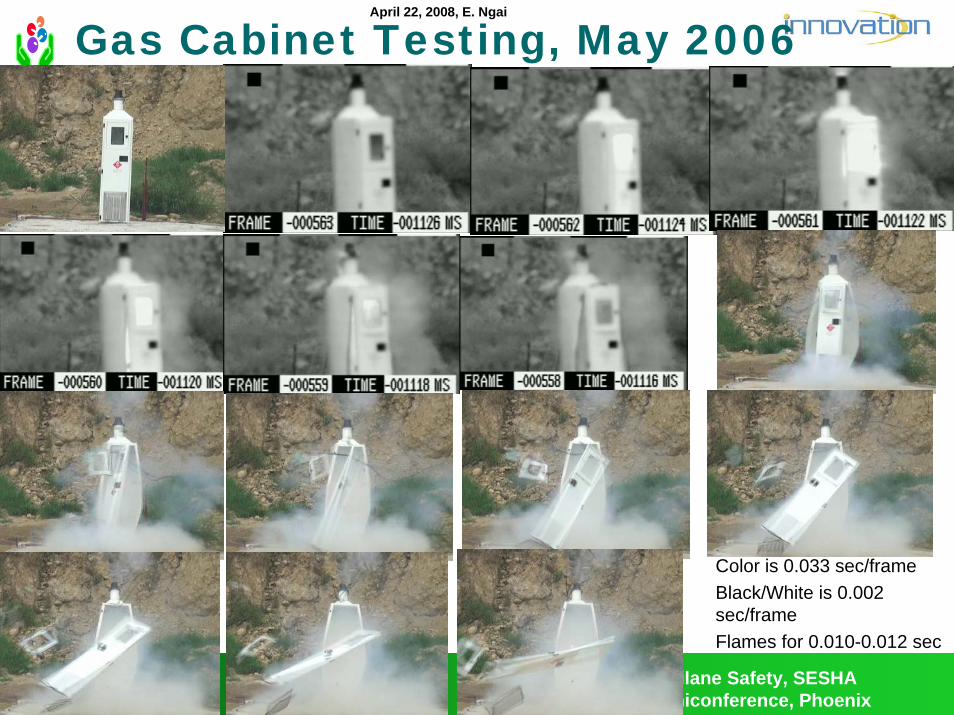
Gas Cabinet Testing, May 2006
Color is 0.033 sec/frameBlack/White is 0.002 sec/frameFlames for 0.010-0.012 sec
5Silane Safety, SESHA
Miniconference, Phoenix5
April 22, 2008, E. Ngai
Presentation Overview
Silane Physical and Chemical PropertiesIncidents and behaviorHow long will it leak for?Elastomer GasketWill the Sprinkler Put Out the Fire?Siloxanes are ReactiveConclusions
6Silane Safety, SESHA
Miniconference, Phoenix6
April 22, 2008, E. Ngai
Introduction
Silane has been involved in a number of severe incidents over the last 40 years of use. While Silane is pyrophoric gas with a wide flammable range, releases into the air may not always ignite immediately or sometimes not at all. Understanding this behavior can help improve safety in the design and operation of systems as well as improve the response procedure to an incident.As reported by numerous studies (FM Global, Intel, Hazards Research, etc) conducted on Silane ignition of Silane is influenced by a variety of environmental and release conditions. Of interest is the study by Emeleus and Stewart on the upper and lower explosion limits of silane and oxygen. showed that silane and oxygen in a 1 : 2.3 mol ratio at a total pressure of ca. 0.6 bar do not react appreciably even when kept at 70oC for many days. Yet at a slightly higher partial pressure of silane or at a slightly higher temperature an explosion occurred immediately.
7Silane Safety, SESHA
Miniconference, Phoenix7
April 22, 2008, E. Ngai
History of Silane Use
The Semiconductor Industry started to use Silane in small quantities in 1968.During this time there were many small Silane manufacturing processes at a number of gas companies. The manufacturing method was a batch reaction of Trichlorosilane or Silicon Tetrachloride in a molten Lithium Aluminum Hydride salt bathAs a new compound there was a lot of concern with safety. Considerable study on the safe fill density in the early days only 1 kgDuring transportation there were numerous fires due to valves vibrating open and no secondary valve outlet seal on the valve
8Silane Safety, SESHA
Miniconference, Phoenix8
April 22, 2008, E. Ngai
Silane Release Behavior
The greatest hazard of Silane is its unpredictable behavior when released to the air
– No ignition– Immediate Ignition– Delayed Ignition
Silane can easily be released without ignition. FM Global found that Silane did not ignite in 11 out of 12 release tests at 33 psig from 1/8” line. Even at 7.8 psig. For a ¼” line the lowest pressure with no ignition was 70 psig. Silane when released at high velocities may not immediately igniteSmaller the diameter of the release tube the lower the pressure at which no ignition would occur
9Silane Safety, SESHA
Miniconference, Phoenix9
April 22, 2008, E. Ngai
Silane, Chemical & Physical Properties
Silane is a compressed gas which is pyrophoric Silicon Tetrahydride, SiH4
CAS# 7803-62-5UN# 2203Molecular Weight 32.11Compressed Gas which is filled by weight due to high compressibilityGas Density of 0.083 lb/ft3, 1.33 gm/l @ 70oF (21oC)Boiling Point, 1 atm. -169.6oF (-112oC)Freezing Point, 1 atm. -299oF (-184oC)Critical Temperature 19.90 F (-70C)Critical Pressure 632 psia (43 atm)Liquid Density @ 10oF (-12oC) 21.1 lbs/ft3 (338 gm/l)
10Silane Safety, SESHA
Miniconference, Phoenix10
April 22, 2008, E. Ngai
Silane ER InformationSilane has a vapor specific density heavier than air.
1.12Gas Specific Volume @ 70oF (21oC)
12 ft3/lb (750 cc/gm)Autoignition
-50oC (-58oF) to -100oC (-148oF) Note: Can vary depending on source of data
Flammability (LFL -UFL)1.37 - 96% In a fire Silane will oxidize to amorphous
Silicon DioxideThermal Stability
Silane is thermally stable up to 788oF (420oC)Water Solubility
Silane is slightly soluble in waterOdor
While Silane has reported to have a repulsive odor, the more common odor reported has been none and the distinctive “Ozone” like odor after combustion
Latent Heat of Vaporization -170oF (-112.5oC)166.8 btu/lb (388 kJ/kg) at Boiling Point
11Silane Safety, SESHA
Miniconference, Phoenix11
April 22, 2008, E. Ngai
Pyrophoric Gas
Pyrophoric gases are flammable gases which have autoignitiontemperatures that are below 1300F (54.40C). The autoignitiontemperature (AIT) of a flammable material is that in which spontaneous ignition will occur at 1 atm in air. It is strongly influenced by concentration and the test method used to measure it.Pyrophoric gases require oxidizers to burn.Of all the Pyrophoric Gases, Silane is the most unpredictable. When released into air, Silane will react in one of the following manner:
Delayed Ignition (Explosion)No IgnitionImmediate Ignition
Of these the latter is only safe condition. Temperature, humidity, flow rate, will influence the ignition. Disilane and Phosphine in laboratory tests have exhibited the same behavior.
12Silane Safety, SESHA
Miniconference, Phoenix12
April 22, 2008, E. Ngai
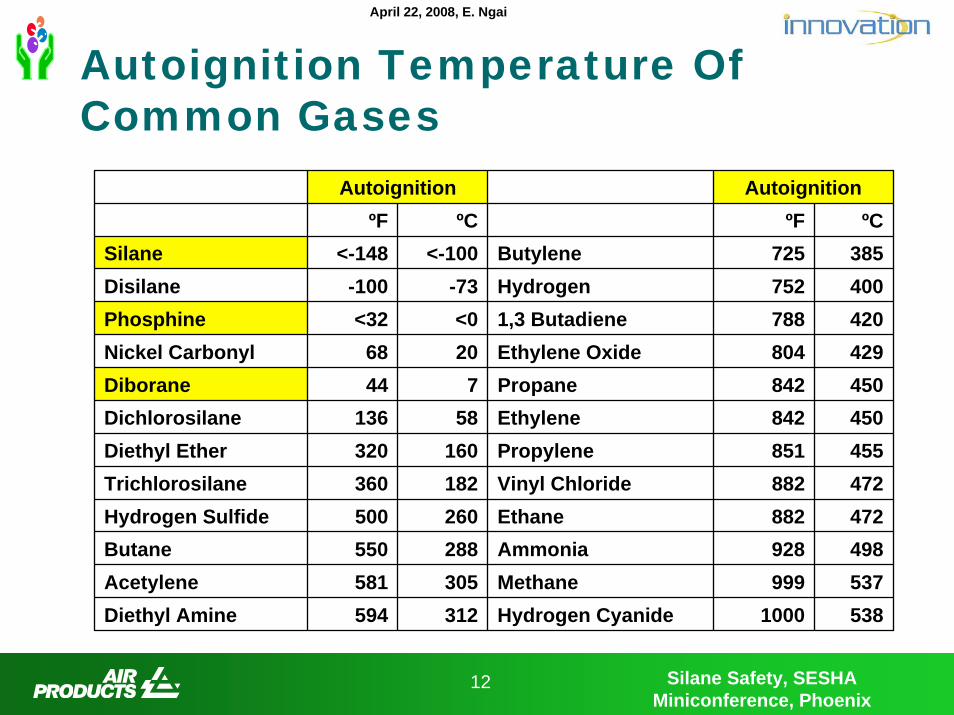
Autoignition Temperature OfCommon Gases
Autoignition AutoignitionºF ºC ºF ºC
Silane <-148 <-100 Butylene 725 385Disilane -100 -73 Hydrogen 752 400Phosphine <32 <0 1,3 Butadiene 788 420Nickel Carbonyl 68 20 Ethylene Oxide 804 429Diborane 44 7 Propane 842 450Dichlorosilane 136 58 Ethylene 842 450Diethyl Ether 320 160 Propylene 851 455Trichlorosilane 360 182 Vinyl Chloride 882 472Hydrogen Sulfide 500 260 Ethane 882 472Butane 550 288 Ammonia 928 498Acetylene 581 305 Methane 999 537Diethyl Amine 594 312 Hydrogen Cyanide 1000 538
13Silane Safety, SESHA
Miniconference, Phoenix13
April 22, 2008, E. Ngai
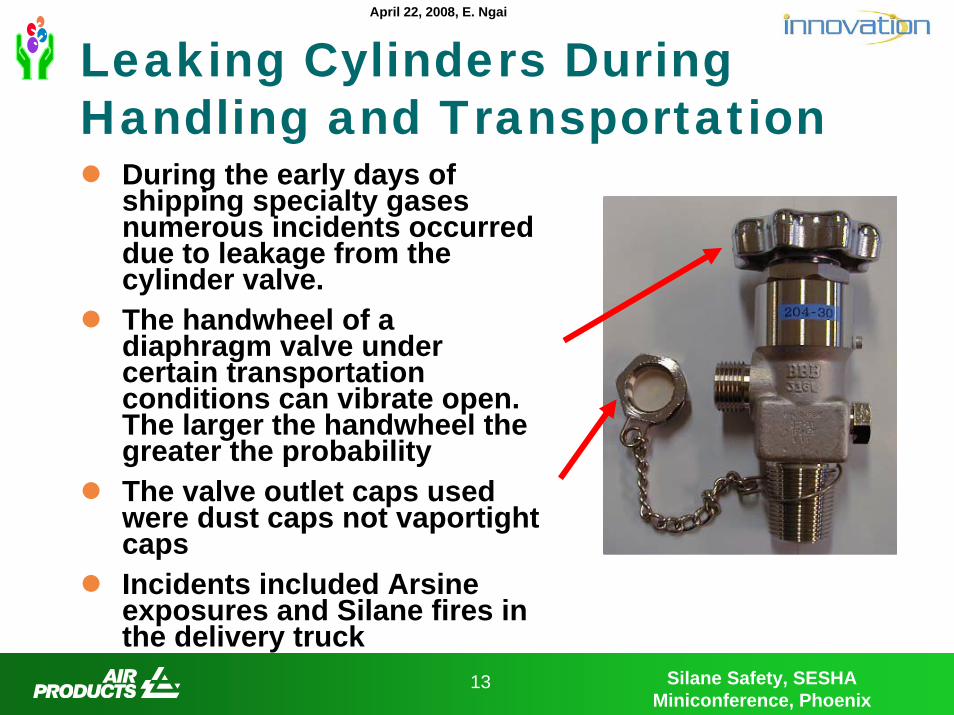
Leaking Cylinders During Handling and Transportation
During the early days of shipping specialty gases numerous incidents occurred due to leakage from the cylinder valve.The handwheel of a diaphragm valve under certain transportation conditions can vibrate open. The larger the handwheel the greater the probabilityThe valve outlet caps used were dust caps not vaportightcapsIncidents included Arsine exposures and Silane fires in the delivery truck
14Silane Safety, SESHA
Miniconference, Phoenix14
April 22, 2008, E. Ngai
Valve Seat Leak, Diaphragm Valve
For high purity service a metal diaphragm valve is used for silane. Gas tight closure is from a soft seatLeak across the soft valve seat will fill the deadspace behind vaportight cap and the metal diaphragm. This gas is released when the outlet cap is loosenedA 10-6 cc/sec leak will leak 10 cc past the valve seat and pressurize the cap to 150 psig in 3 months Problem is caused by–Seat damage–Improper closure

15Silane Safety, SESHA
Miniconference, Phoenix15
April 22, 2008, E. Ngai
16Silane Safety, SESHA
Miniconference, Phoenix16
April 22, 2008, E. Ngai
Gas Release and PopReported by L. Britton, Date unknown
Operator disconnecting a pigtail released the trapped SilaneIt exploded causing a ruptured eardrum (need 5-15 psi to do this)Estimated 30 grams (800 psig)Cold January day
17Silane Safety, SESHA
Miniconference, Phoenix17
April 22, 2008, E. Ngai
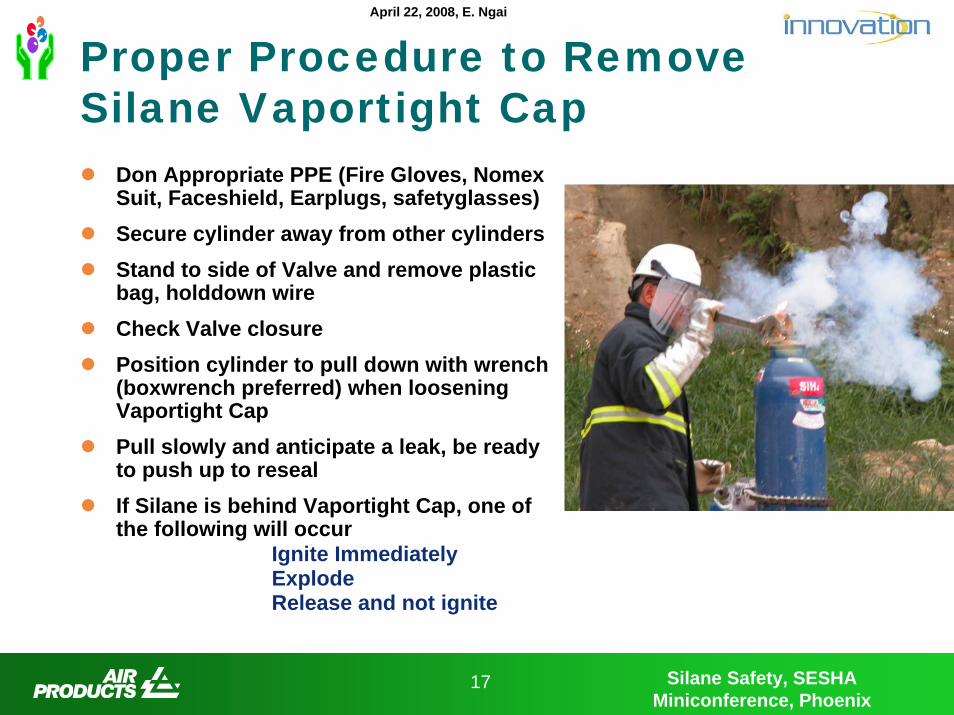
Proper Procedure to Remove Silane Vaportight Cap
Don Appropriate PPE (Fire Gloves, NomexSuit, Faceshield, Earplugs, safetyglasses)Secure cylinder away from other cylindersStand to side of Valve and remove plastic bag, holddown wireCheck Valve closurePosition cylinder to pull down with wrench (boxwrench preferred) when loosening Vaportight CapPull slowly and anticipate a leak, be ready to push up to resealIf Silane is behind Vaportight Cap, one of the following will occur
Ignite ImmediatelyExplodeRelease and not ignite

18Silane Safety, SESHA
Miniconference, Phoenix18
April 22, 2008, E. Ngai
Seal LeakageSiO2 Particles will adhere to the sealing surfaces preventing tight closureValve seats, VCR beads, MFC
19Silane Safety, SESHA
Miniconference, Phoenix19
April 22, 2008, E. Ngai
Silane Leaks/Releases
Small Silane leaks – without visual indication (smoke, solids, flames)– Popping Sound – Solids Formation– Fire continuous flame or Puffs
Medium & Large Releases can– Immediately Ignite– Not Ignite
With Delayed IgnitionIgnition At Abrupt ShutoffUnknown Ignition SourceNot at all
20Silane Safety, SESHA
Miniconference, Phoenix20
April 22, 2008, E. Ngai
Silane Incidents
In the last 20 years, a number of major incidents have occurred with Silane use. Release and detonation of gas cabinetRelease and detonation of ductRelease and FireExplosion of CylinderReaction of Solid ByproductsPressure Relief Device LeakAluminum Cylinder rupture
21Silane Safety, SESHA
Miniconference, Phoenix21
April 22, 2008, E. Ngai
Some Causes
Bad DISS ConnectionCold flow of elastomer washerFailure to cap line during maintenanceFailure to leaktest systemCheck valve failureDiaphragm failureImproper PRD designCylinder contamination with Nitrous OxideOperator removes wrong cylinder
22Silane Safety, SESHA
Miniconference, Phoenix22
April 22, 2008, E. Ngai
Connection Leak
The most vulnerable part of a Silane system is where there is a mechanical connection that is removed periodically or physically stressed. The most common leak points are the cylinder connection or the pigtail connection to the gas panel.
– Physical impact– Wrong Gasket– Used Gasket– Corroded Bead– Not enough or too much torque– Forgot to tighten– Cold Flow (PTFE Gasket)– Work Harden (CGA 350)– Low leakcheck pressure
23Silane Safety, SESHA
Miniconference, Phoenix23
April 22, 2008, E. Ngai
Silane Leaks/Releases
Small Silane leaks – without visual indication (smoke, solids, flames)– Popping Sound – Solids Formation– Fire continuous flame or Puffs
Medium & Large Releases can– Immediately Ignite– Not Ignite
With Delayed IgnitionIgnition At Abrupt ShutoffUnknown Ignition SourceNot at all
24Silane Safety, SESHA
Miniconference, Phoenix24
April 22, 2008, E. Ngai
Silane Leak/Release Behavior
Small Silane leaks – without visual indication (smoke, solids, flames)– Popping Sound – Solids Formation– Fire continuous flame or Puffs
Medium & Large Releases can– Immediately Ignite– Not Ignite
With Delayed IgnitionIgnition At Abrupt ShutoffUnknown Ignition SourceNot at all
25Silane Safety, SESHA
Miniconference, Phoenix25
April 22, 2008, E. Ngai
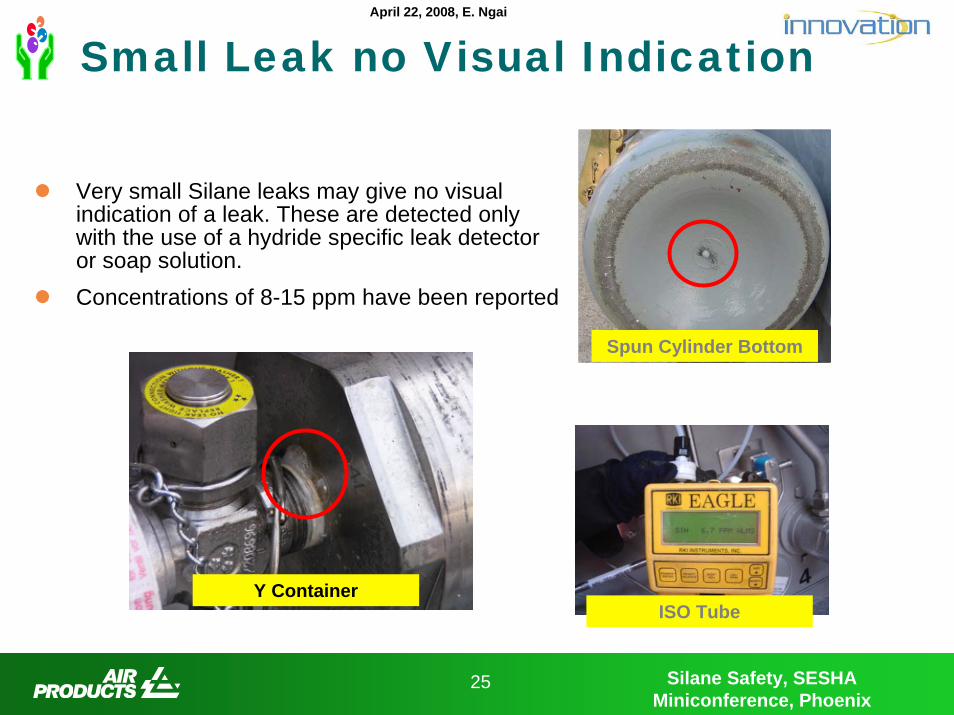
Small Leak no Visual Indication
Very small Silane leaks may give no visual indication of a leak. These are detected only with the use of a hydride specific leak detector or soap solution.Concentrations of 8-15 ppm have been reported
Spun Cylinder Bottom
Y ContainerISO Tube
26Silane Safety, SESHA
Miniconference, Phoenix26
April 22, 2008, E. Ngai
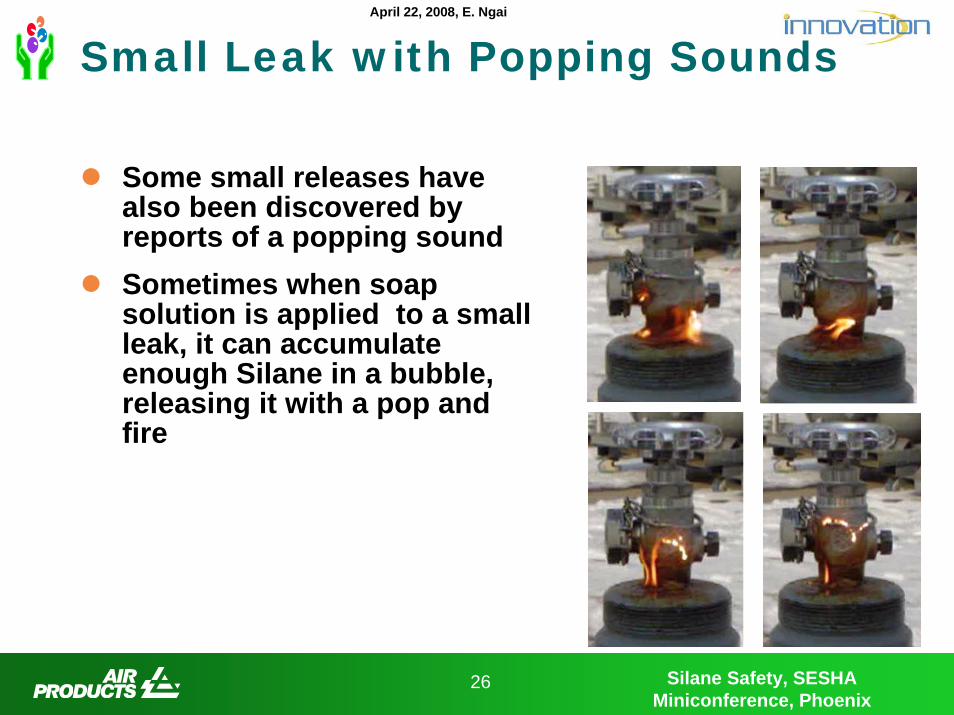
Small Leak with Popping Sounds
Some small releases have also been discovered by reports of a popping soundSometimes when soap solution is applied to a small leak, it can accumulate enough Silane in a bubble, releasing it with a pop and fire
27Silane Safety, SESHA
Miniconference, Phoenix27
April 22, 2008, E. Ngai
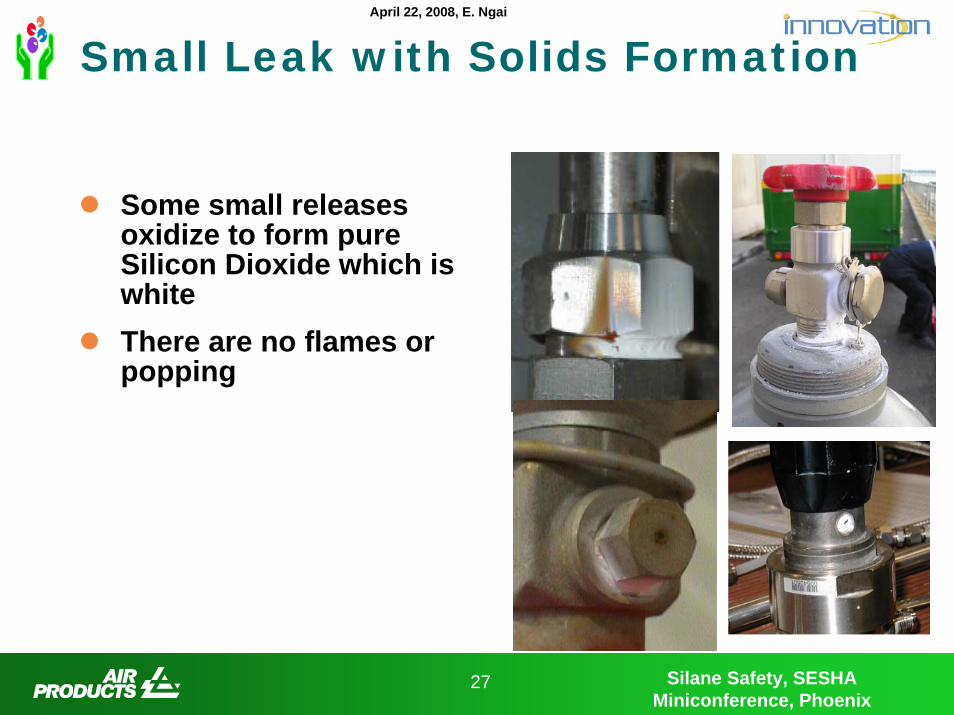
Small Leak with Solids Formation
Some small releases oxidize to form pure Silicon Dioxide which is whiteThere are no flames or popping
28Silane Safety, SESHA
Miniconference, Phoenix28
April 22, 2008, E. Ngai
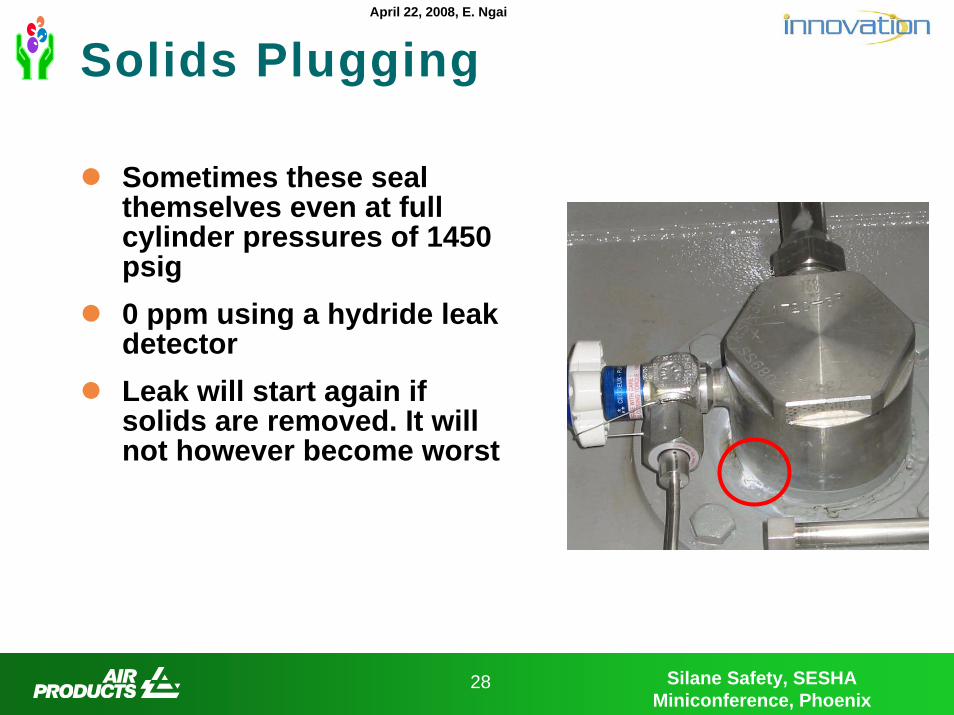
Solids Plugging
Sometimes these seal themselves even at full cylinder pressures of 1450 psig0 ppm using a hydride leak detectorLeak will start again if solids are removed. It will not however become worst
29Silane Safety, SESHA
Miniconference, Phoenix29
April 22, 2008, E. Ngai
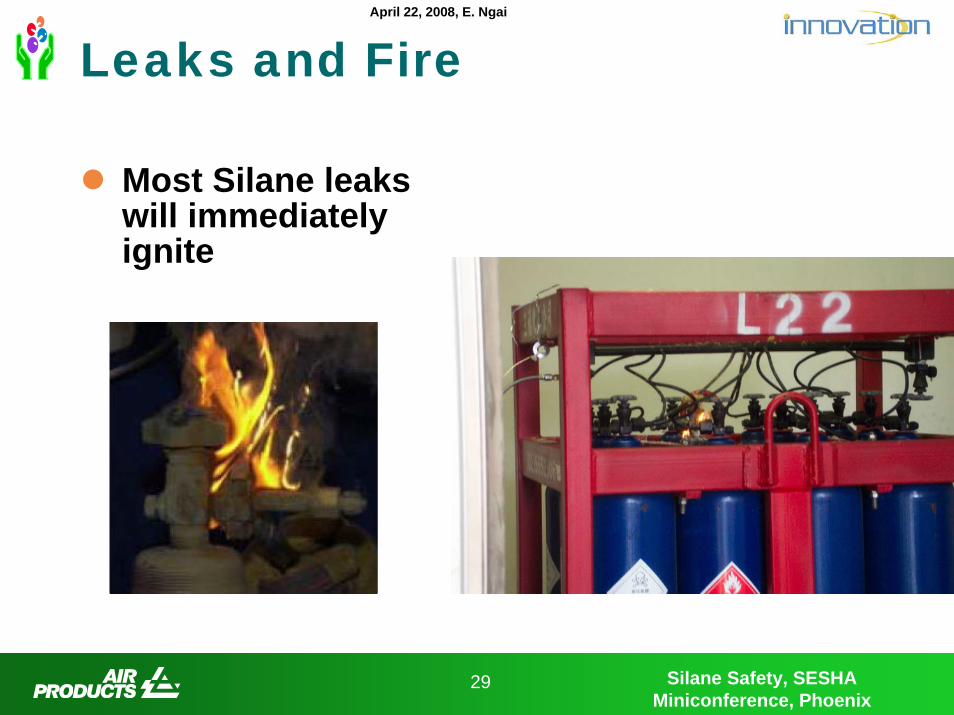
Leaks and Fire
Most Silane leaks will immediately ignite
30Silane Safety, SESHA
Miniconference, Phoenix30
April 22, 2008, E. Ngai
Silane Leaks
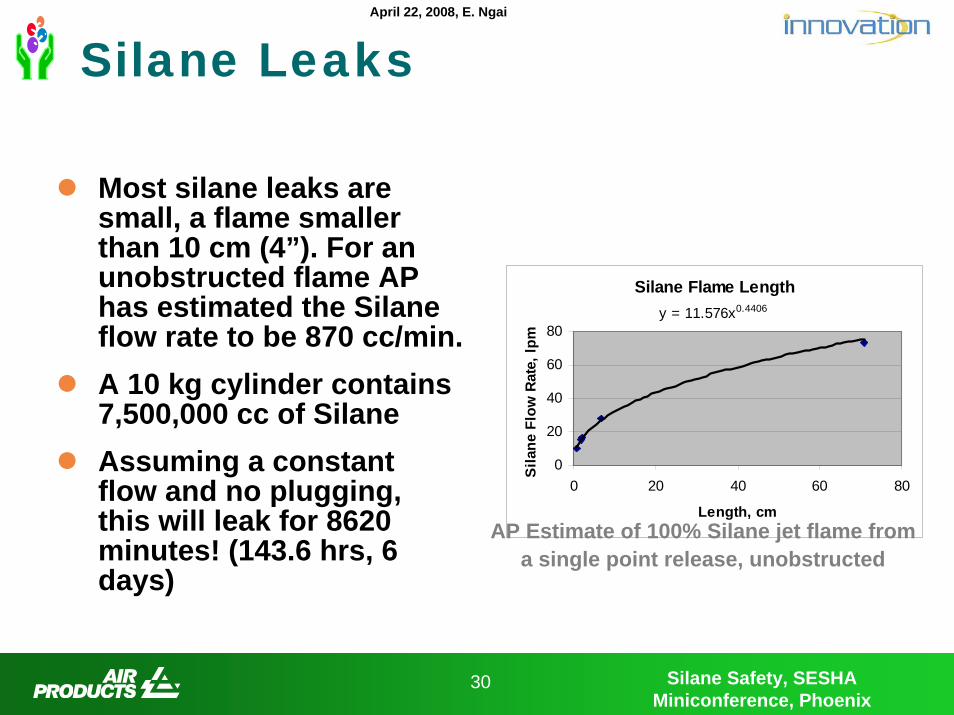
Most silane leaks are small, a flame smaller than 10 cm (4”). For an unobstructed flame AP has estimated the Silane flow rate to be 870 cc/min. A 10 kg cylinder contains 7,500,000 cc of SilaneAssuming a constant flow and no plugging, this will leak for 8620 minutes! (143.6 hrs, 6 days)
Silane Flame Lengthy = 11.576x0.4406
0
20
40
60
80
0 20 40 60 80
Length, cmS
ilane
Flo
w R
ate,
lpm
AP Estimate of 100% Silane jet flame from a single point release, unobstructed
31Silane Safety, SESHA
Miniconference, Phoenix31
April 22, 2008, E. Ngai
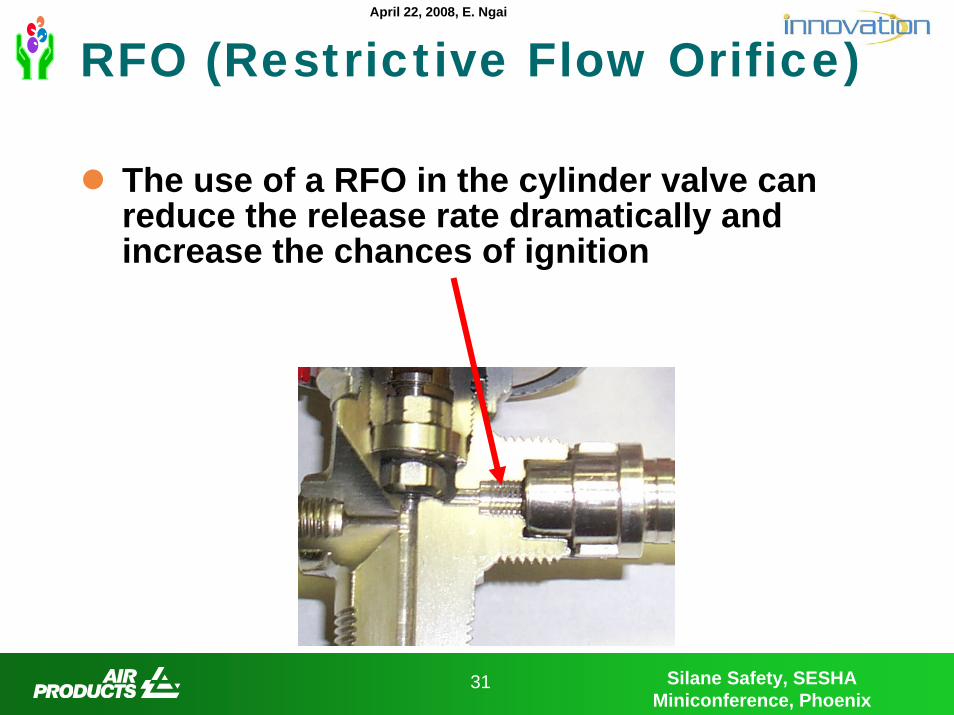
RFO (Restrictive Flow Orifice)
The use of a RFO in the cylinder valve can reduce the release rate dramatically and increase the chances of ignition
32Silane Safety, SESHA
Miniconference, Phoenix32
April 22, 2008, E. Ngai
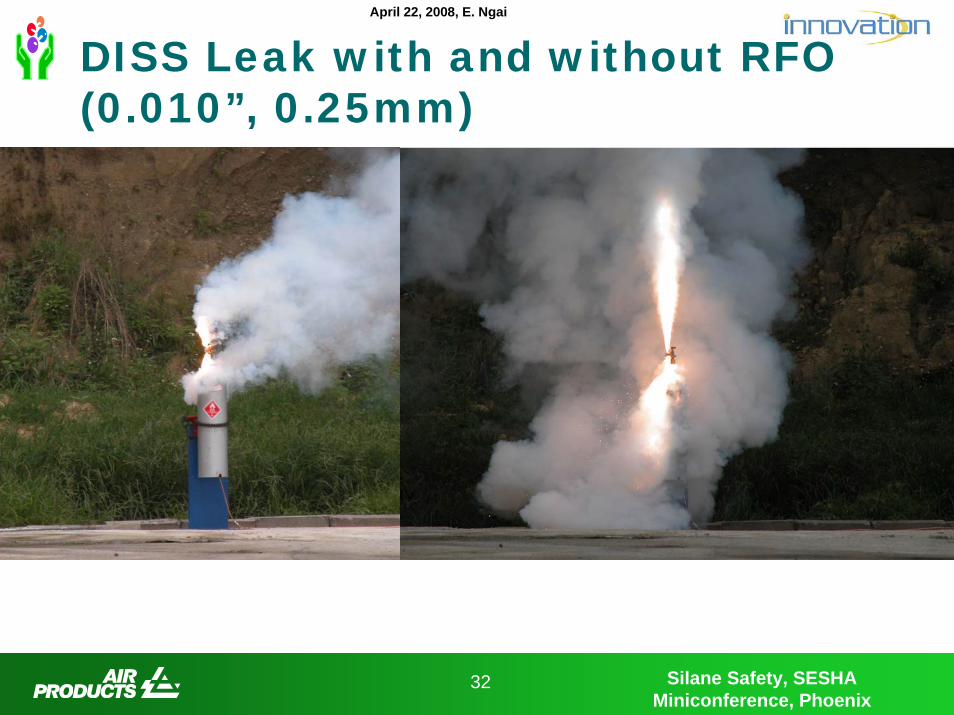
DISS Leak with and without RFO (0.010”, 0.25mm)
33Silane Safety, SESHA
Miniconference, Phoenix33
April 22, 2008, E. Ngai
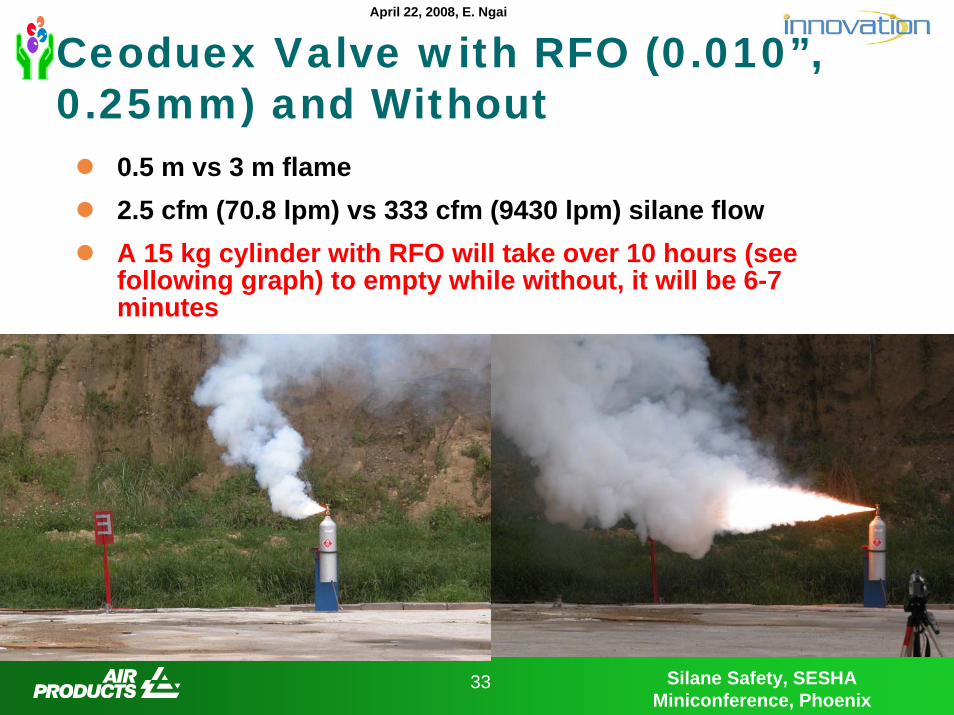
Ceoduex Valve with RFO (0.010”, 0.25mm) and Without
0.5 m vs 3 m flame2.5 cfm (70.8 lpm) vs 333 cfm (9430 lpm) silane flowA 15 kg cylinder with RFO will take over 10 hours (see following graph) to empty while without, it will be 6-7 minutes
34Silane Safety, SESHA
Miniconference, Phoenix34
April 22, 2008, E. Ngai
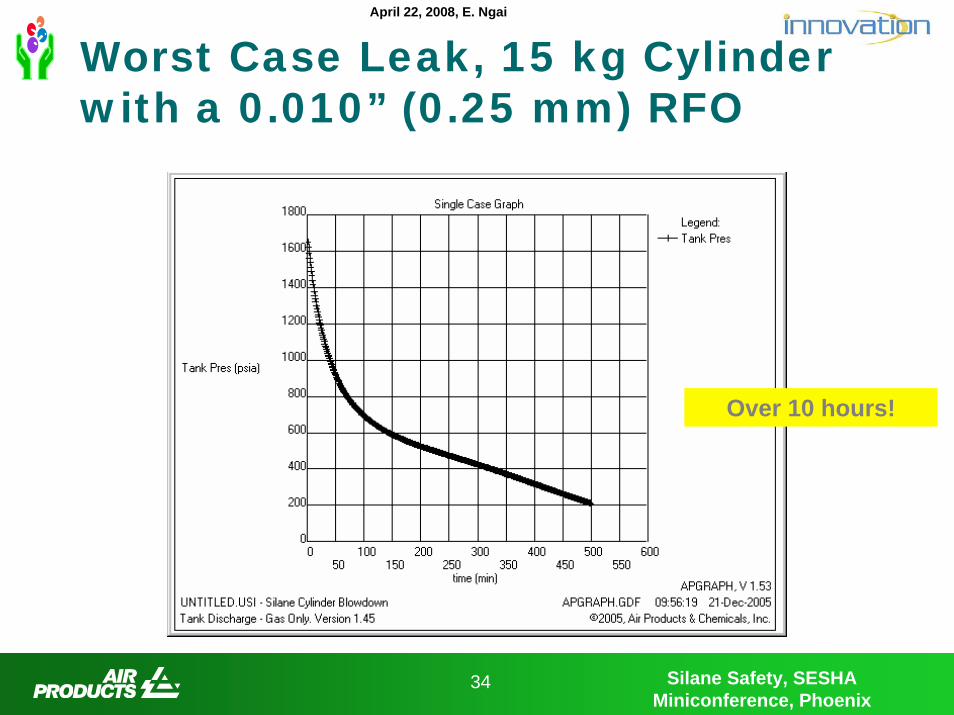
Worst Case Leak, 15 kg Cylinder with a 0.010” (0.25 mm) RFO
Over 10 hours!
35Silane Safety, SESHA
Miniconference, Phoenix35
April 22, 2008, E. Ngai
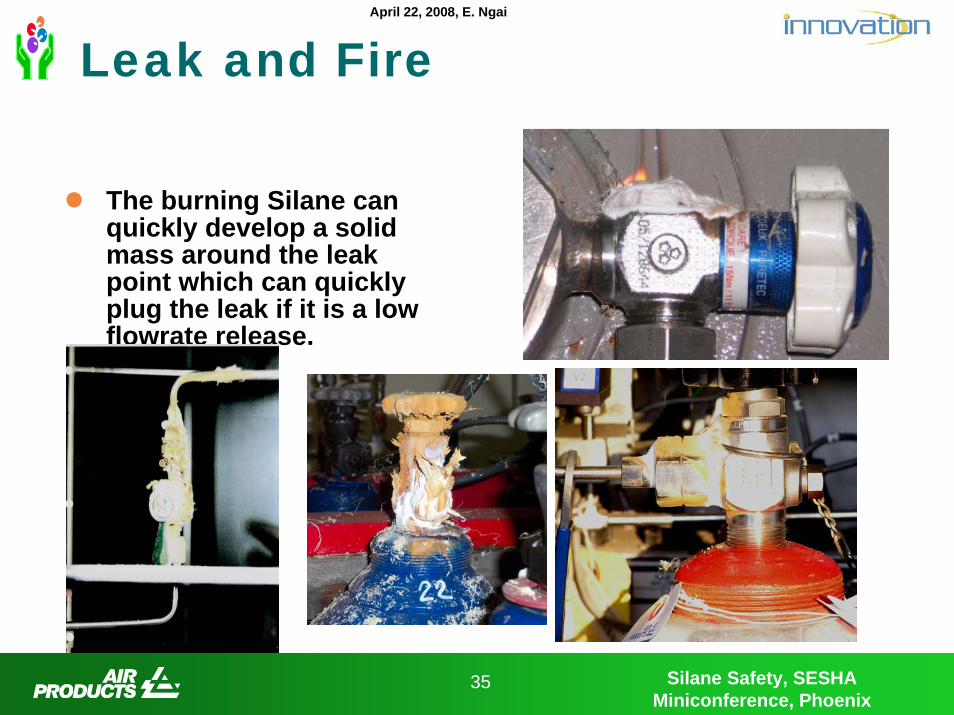
Leak and Fire
The burning Silane can quickly develop a solid mass around the leak point which can quickly plug the leak if it is a low flowrate release.
36Silane Safety, SESHA
Miniconference, Phoenix36
April 22, 2008, E. Ngai
Leak without ignition
Under certain conditions, Silane can leak and not ignite.Ignition at abrupt flow shutoff. This could result in a open air deflagrationIgnition a few seconds after release
37Silane Safety, SESHA
Miniconference, Phoenix37
April 22, 2008, E. Ngai
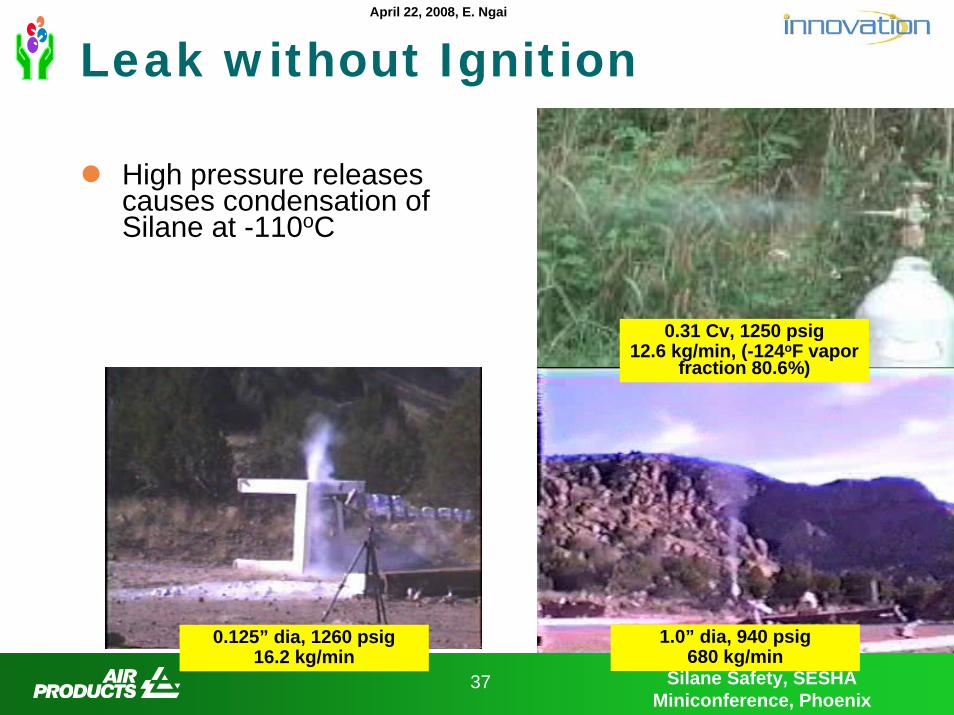
Leak without Ignition
High pressure releases causes condensation of Silane at -110oC
0.125” dia, 1260 psig16.2 kg/min
1.0” dia, 940 psig680 kg/min
0.31 Cv, 1250 psig12.6 kg/min, (-124oF vapor
fraction 80.6%)
38Silane Safety, SESHA
Miniconference, Phoenix38
April 22, 2008, E. Ngai
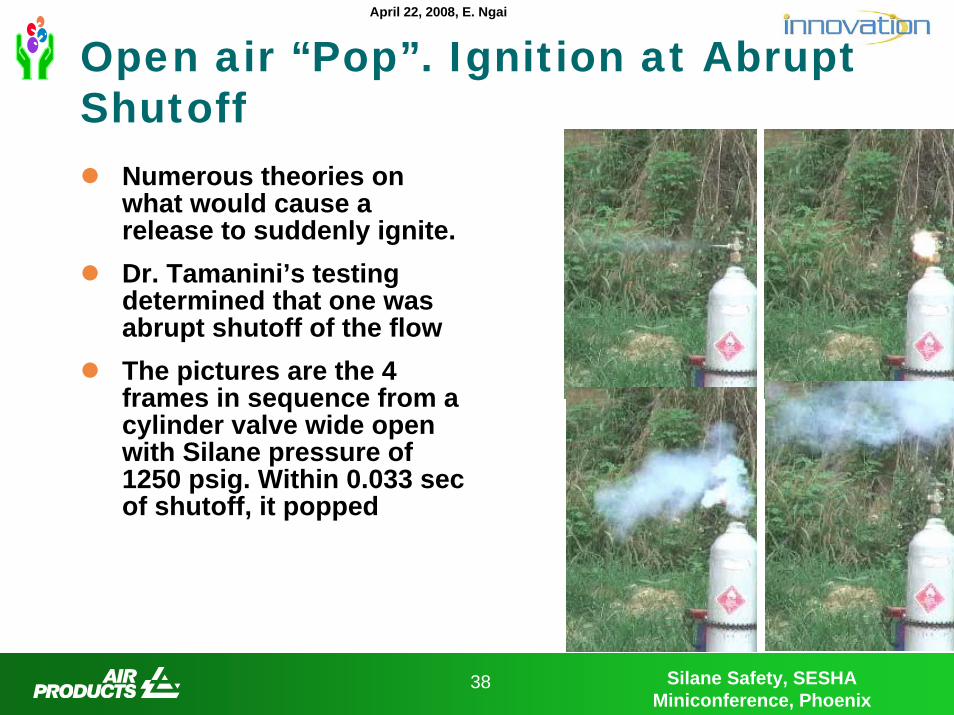
Open air “Pop”. Ignition at Abrupt Shutoff
Numerous theories on what would cause a release to suddenly ignite.Dr. Tamanini’s testing determined that one was abrupt shutoff of the flowThe pictures are the 4 frames in sequence from a cylinder valve wide open with Silane pressure of 1250 psig. Within 0.033 sec of shutoff, it popped
39Silane Safety, SESHA
Miniconference, Phoenix39
April 22, 2008, E. Ngai
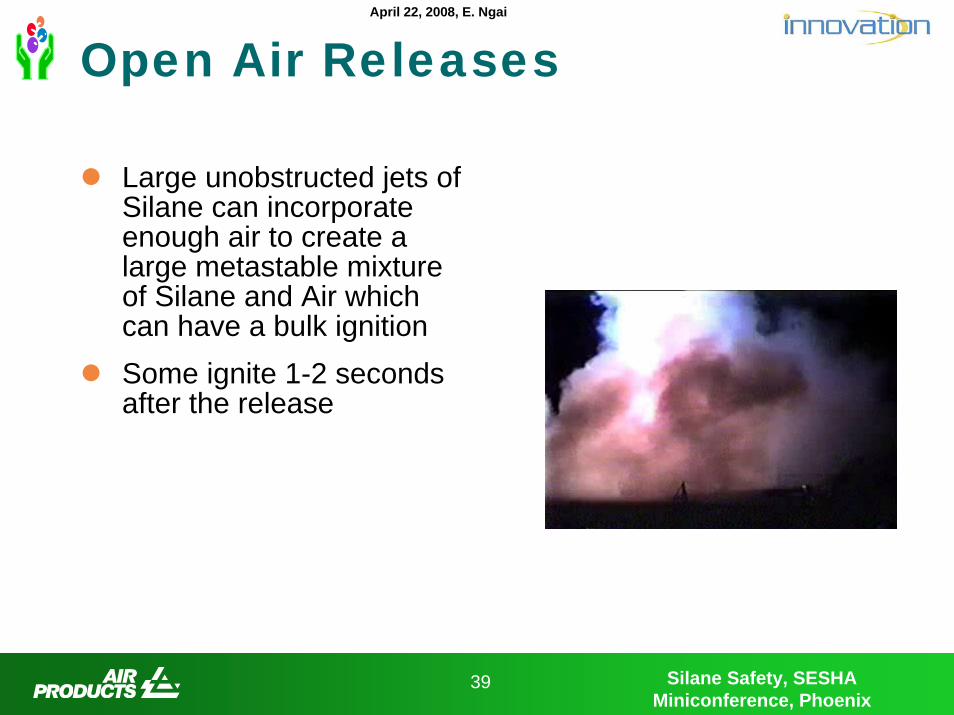
Open Air Releases
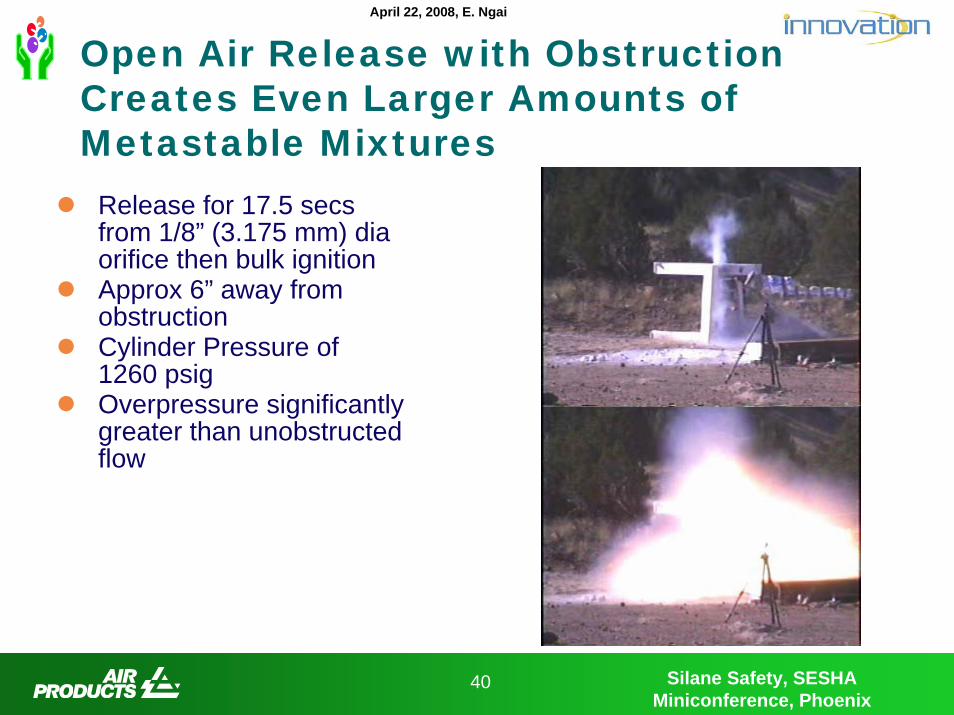
Large unobstructed jets of Silane can incorporate enough air to create a large metastable mixture of Silane and Air which can have a bulk ignitionSome ignite 1-2 seconds after the release
40Silane Safety, SESHA
Miniconference, Phoenix40
April 22, 2008, E. Ngai
Open Air Release with Obstruction Creates Even Larger Amounts of Metastable Mixtures
Release for 17.5 secsfrom 1/8” (3.175 mm) dia orifice then bulk ignitionApprox 6” away from obstructionCylinder Pressure of 1260 psigOverpressure significantly greater than unobstructed flow
41Silane Safety, SESHA
Miniconference, Phoenix41
April 22, 2008, E. Ngai
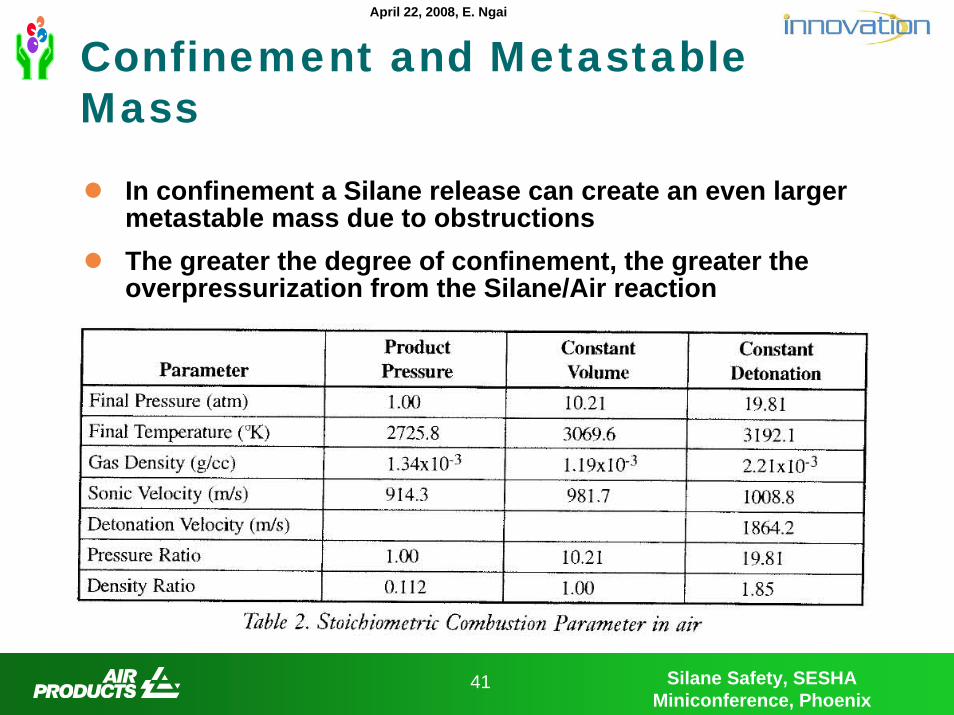
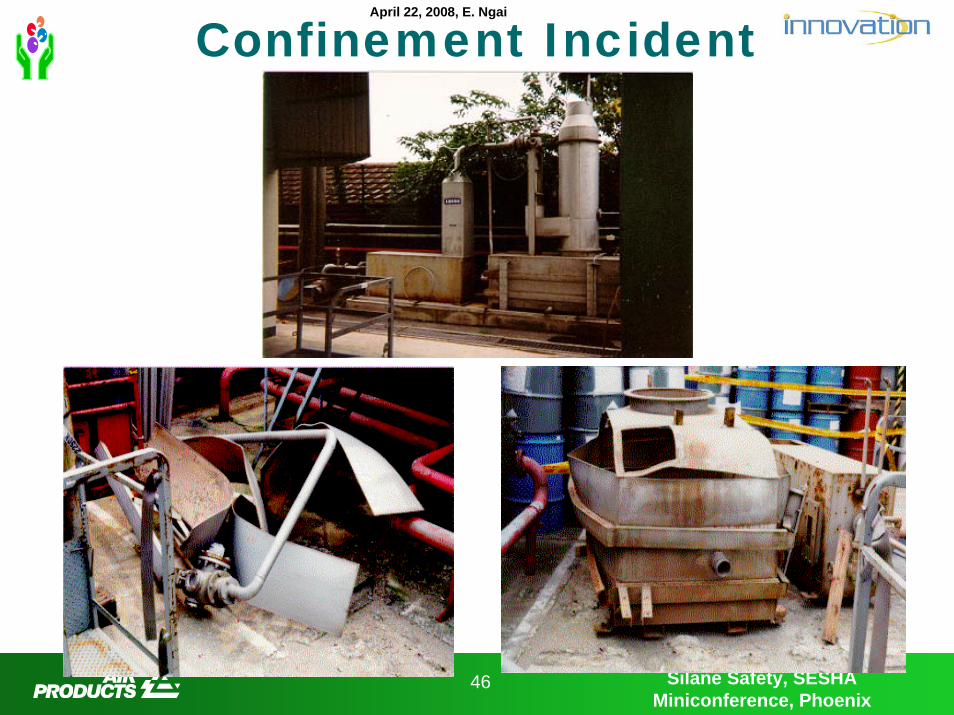
Confinement and Metastable Mass
In confinement a Silane release can create an even larger metastable mass due to obstructionsThe greater the degree of confinement, the greater the overpressurization from the Silane/Air reaction
42Silane Safety, SESHA
Miniconference, Phoenix42
April 22, 2008, E. Ngai
Silane Release Into Gas Cabinet
In 1976, a German company had a Silane release into a gas cabinet which did not immediately ignite. This suddenly detonated and killed a researcherAfter this incident IBM funded a number of studies by Hazards Research and Battelle
– Merryman, E. L. & Levy, A., “The Rates of Hydrogen Release In Silane-Air Systems”, Battelle Report to IBM, Nov 20, 1980
– Cruice, W. J. & Grelecki, C., “Effects of Releases of Silane Mixtures in Ambient Air”, Hazards Research Corporation, Report # 4007 to IBM, Dec. 15, 1978
– Cruice, W. J. & Grelecki, C., “Sensitivity of Silane To Thermal and Shock Initiation”, Hazards Research Corporation, Report # 3750 to IBM, July 19, 1977
– Cruice, W. J. & Dolch, T. J.,“Temperature of Silane/Air Flames in Exhaust Ducts”, Hazards Research Corporation, Report # 4881 to IBM, June 19, 1981
– Cruice, W. J., “Leakage of Silane in Gas Cabinets and Ducts”, Hazards Research Corporation, Report # 5038 to IBM, May 11, 1982
– “An Investigation Of The Oxidative and Explosive Properties of Silane-Air Mixtures:”, Battelle Report to IBM, April 11, 1983
43Silane Safety, SESHA
Miniconference, Phoenix43
April 22, 2008, E. Ngai
Gas Cabinet Explosions
Incidents reported where Silane was released into a gas cabinet without immediate ignition and exploded after a delay
– Germany, 1976 – 1 fatality– Japan, 1989, 1 fatality & 1 injury – Japan, Dec. 13, 1990 – 1 fatality & 3 injuries– US, Jan 1992 – 1 injury– Japan, Dec. 21, 1996 – 1 fatality– US Dept of Energy, Date Unknown – no injuries– US, 2003, no injuries – Taiwan, Nov 23, 2005 – 1 fatality– India, March 2007 – 1 fatality
44Silane Safety, SESHA
Miniconference, Phoenix44
April 22, 2008, E. Ngai
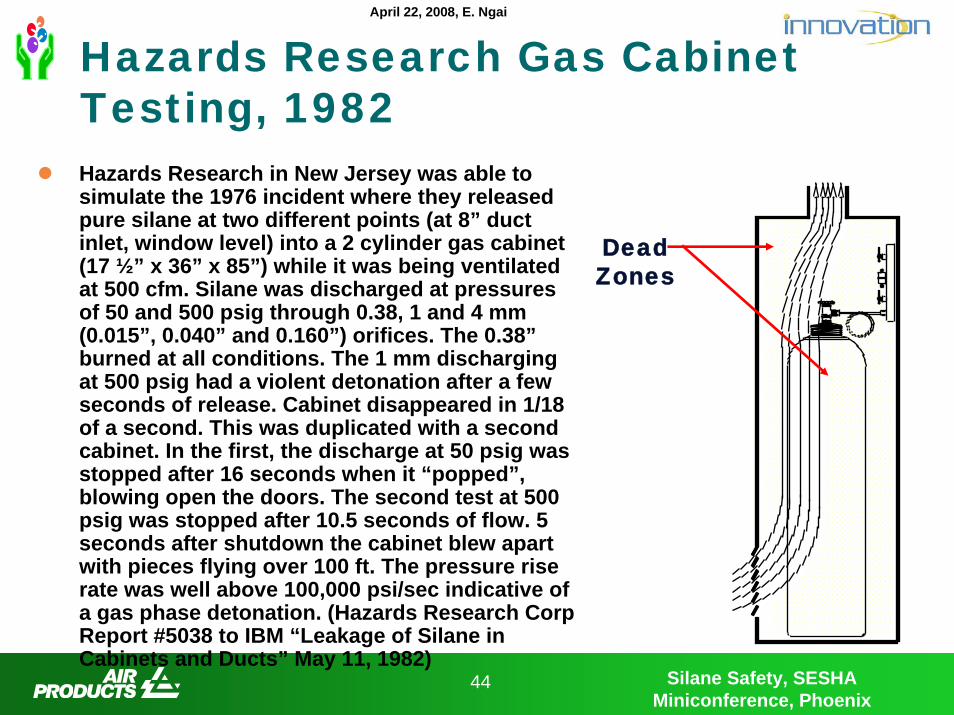
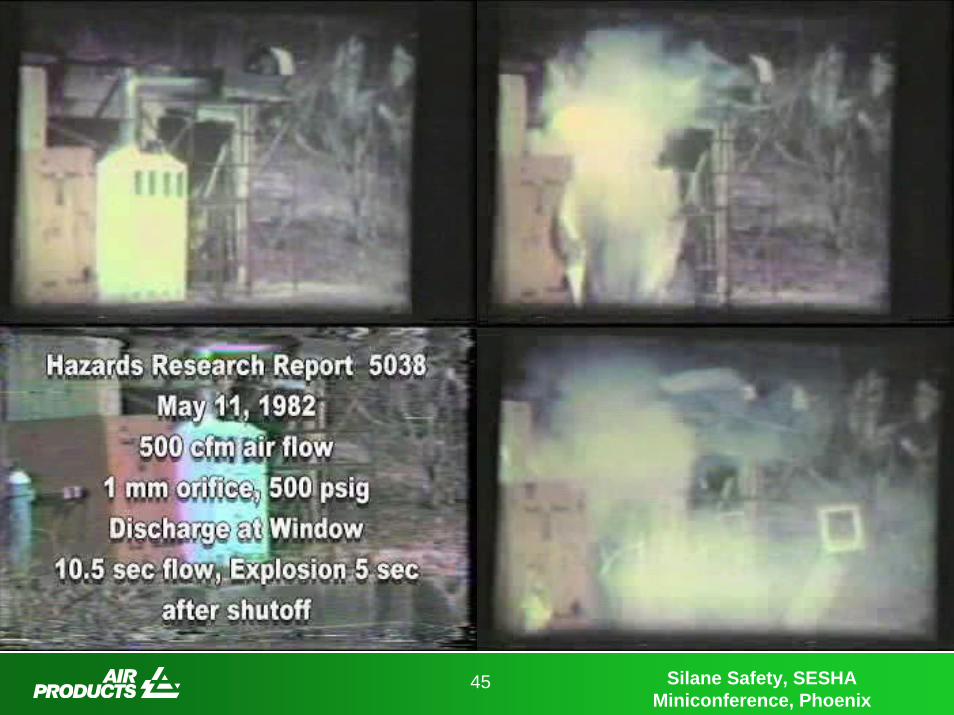
Hazards Research Gas Cabinet Testing, 1982Hazards Research in New Jersey was able to simulate the 1976 incident where they released pure silane at two different points (at 8” duct inlet, window level) into a 2 cylinder gas cabinet (17 ½” x 36” x 85”) while it was being ventilated at 500 cfm. Silane was discharged at pressures of 50 and 500 psig through 0.38, 1 and 4 mm (0.015”, 0.040” and 0.160”) orifices. The 0.38”burned at all conditions. The 1 mm discharging at 500 psig had a violent detonation after a few seconds of release. Cabinet disappeared in 1/18 of a second. This was duplicated with a second cabinet. In the first, the discharge at 50 psig was stopped after 16 seconds when it “popped”, blowing open the doors. The second test at 500 psig was stopped after 10.5 seconds of flow. 5 seconds after shutdown the cabinet blew apart with pieces flying over 100 ft. The pressure rise rate was well above 100,000 psi/sec indicative of a gas phase detonation. (Hazards Research Corp Report #5038 to IBM “Leakage of Silane in Cabinets and Ducts” May 11, 1982)
DeadZones
45Silane Safety, SESHA
Miniconference, Phoenix45
April 22, 2008, E. Ngai
46Silane Safety, SESHA
Miniconference, Phoenix46
April 22, 2008, E. Ngai
Confinement Incident
47Silane Safety, SESHA
Miniconference, Phoenix47
April 22, 2008, E. Ngai
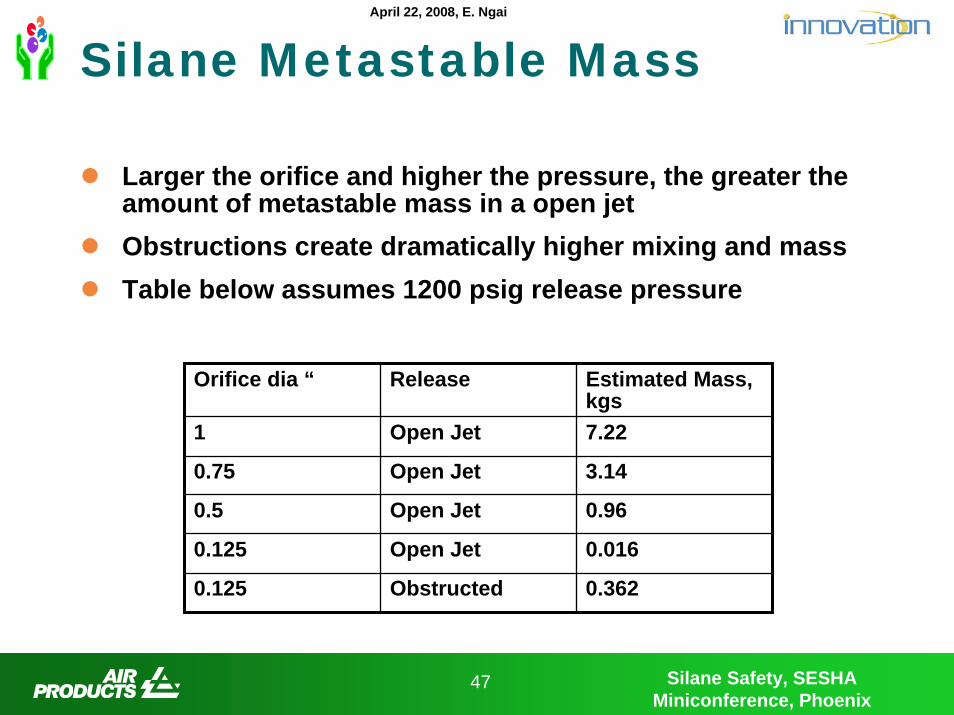
Silane Metastable Mass
Larger the orifice and higher the pressure, the greater the amount of metastable mass in a open jetObstructions create dramatically higher mixing and massTable below assumes 1200 psig release pressure
Orifice dia “ Release Estimated Mass, kgs
1 Open Jet 7.22
0.75 Open Jet 3.14
0.5 Open Jet 0.96
0.125 Open Jet 0.016
0.125 Obstructed 0.362
48Silane Safety, SESHA
Miniconference, Phoenix48
April 22, 2008, E. Ngai
Silane Gas Cabinet Explosion
Silane was being vented into a gas cabinet that was being continuously ventilated.Silane was released without ignition, mixing with air to form a metastable mass in the cabinet.This exists as a steady state conditionThe metastable mass will than be ignited by an abrupt shutoff of flow.The ignition is at the valve outletReaction is a rapid deflagrationObstructions will increase mixing forming a larger steady state metastable massCould also increase the deflagration speed
49Silane Safety, SESHA
Miniconference, Phoenix49
April 22, 2008, E. Ngai
Gas Cabinet Design
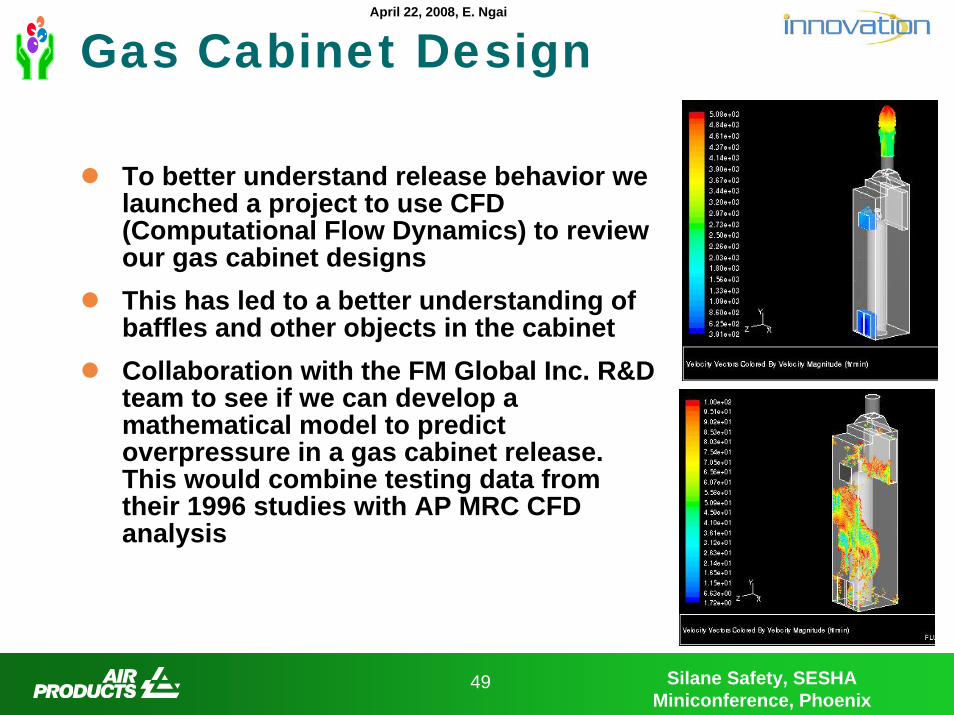
To better understand release behavior we launched a project to use CFD (Computational Flow Dynamics) to review our gas cabinet designsThis has led to a better understanding of baffles and other objects in the cabinetCollaboration with the FM Global Inc. R&D team to see if we can develop a mathematical model to predict overpressure in a gas cabinet release. This would combine testing data from their 1996 studies with AP MRC CFD analysis
50Silane Safety, SESHA
Miniconference, Phoenix50
April 22, 2008, E. Ngai
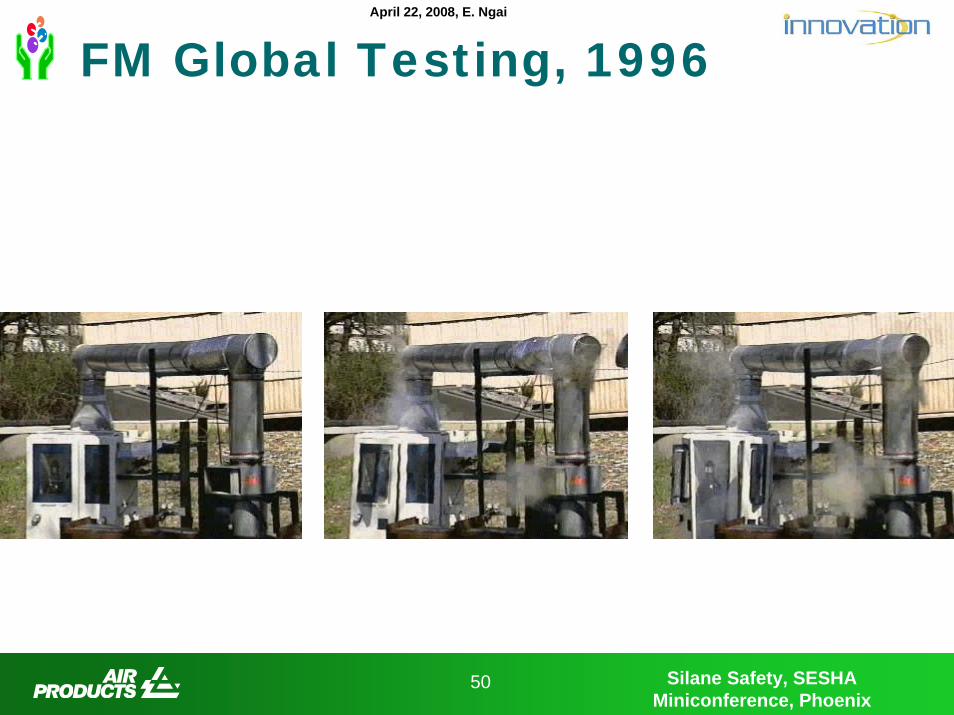
FM Global Testing, 1996

51Silane Safety, SESHA
Miniconference, Phoenix51
April 22, 2008, E. Ngai
52Silane Safety, SESHA
Miniconference, Phoenix52
April 22, 2008, E. Ngai
Flame and Leak Estimates (Jim VanOmmeren)To better determine the course of action, the following are
estimates of pure Silane leak rates based on the flame lengthA 6” flame from a 0.010 RFO is estimated to be at a cylinder pressure of 60 psig and a flow rate of 0.311 lb/hr (1.77 lpm) A 11 ½” flame from a 0.010” RFO is estimated to be at a cylinder pressure of 253 psig (1.25 kg) and a flow rate of 1.21 lb/hr (6.88 lpm)A 6.5” flame is estimated to be 0.36 lbs/hr (2.044 lpm) at this rate it would take 2.6 days to empty a 10 kg cylinder if it doesn’t plugA 4” flame is estimated to be 0.87 lpm at this rate it would take 6 days to empty cylinder a 10 kg cyl if it doesn’t plug
53Silane Safety, SESHA
Miniconference, Phoenix53
April 22, 2008, E. Ngai
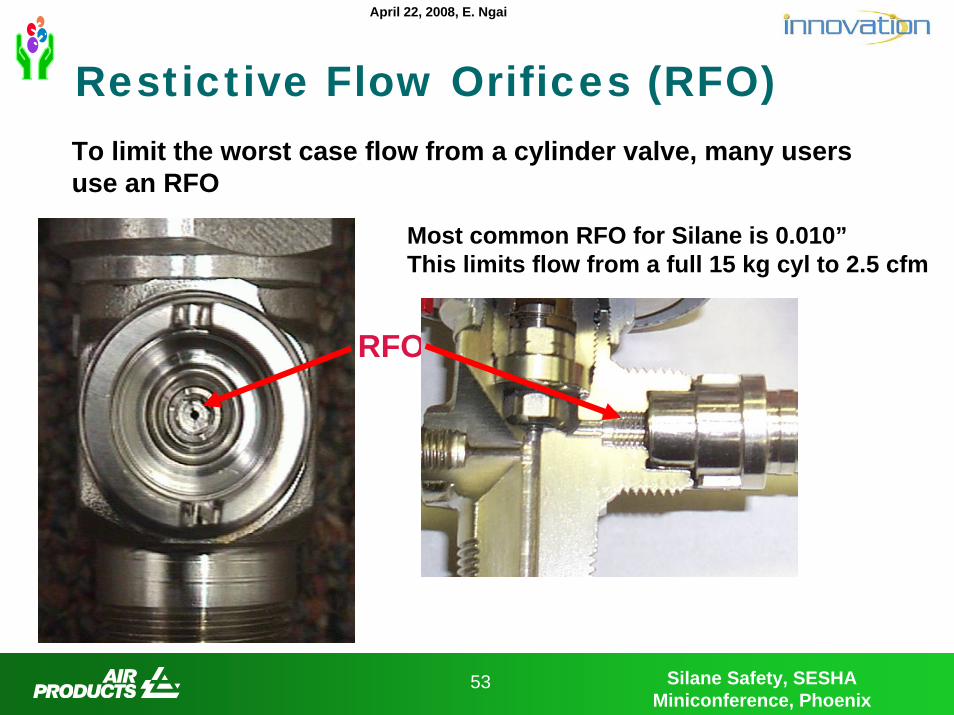
Restictive Flow Orifices (RFO)
RFO
Most common RFO for Silane is 0.010”This limits flow from a full 15 kg cyl to 2.5 cfm
To limit the worst case flow from a cylinder valve, many users use an RFO
54Silane Safety, SESHA
Miniconference, Phoenix54
April 22, 2008, E. Ngai
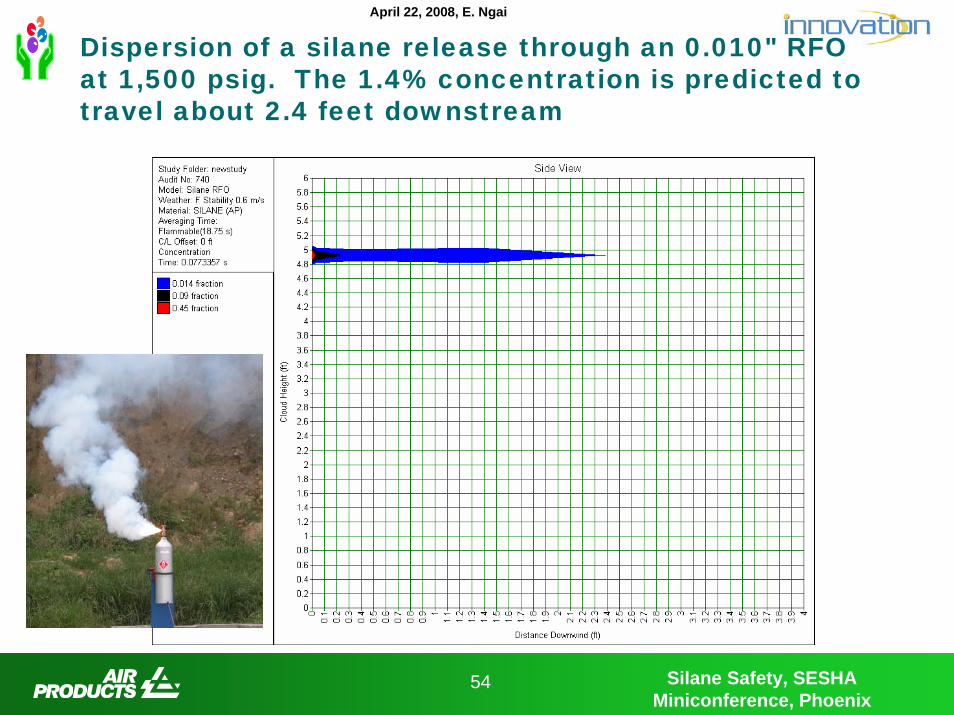
Dispersion of a silane release through an 0.010" RFO at 1,500 psig. The 1.4% concentration is predicted to travel about 2.4 feet downstream
55Silane Safety, SESHA
Miniconference, Phoenix55
April 22, 2008, E. Ngai
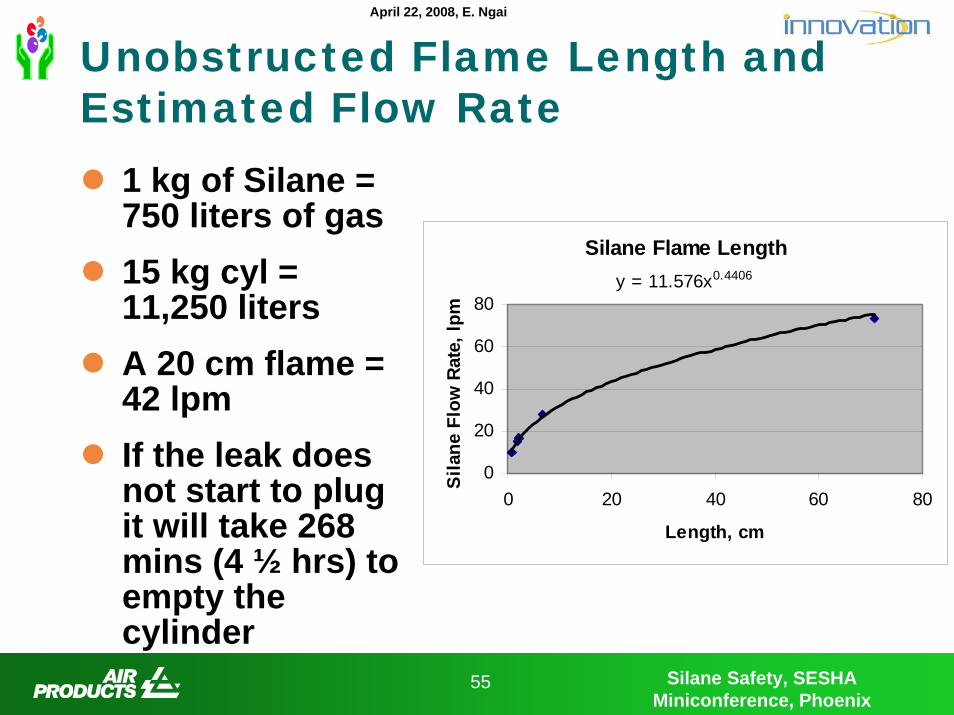
Unobstructed Flame Length and Estimated Flow Rate
1 kg of Silane = 750 liters of gas15 kg cyl = 11,250 litersA 20 cm flame = 42 lpmIf the leak does not start to plug it will take 268 mins (4 ½ hrs) to empty the cylinder
Silane Flame Lengthy = 11.576x0.4406
0
20
40
60
80
0 20 40 60 80
Length, cm
Sila
ne F
low
Rat
e, lp
m
56Silane Safety, SESHA
Miniconference, Phoenix56
April 22, 2008, E. Ngai
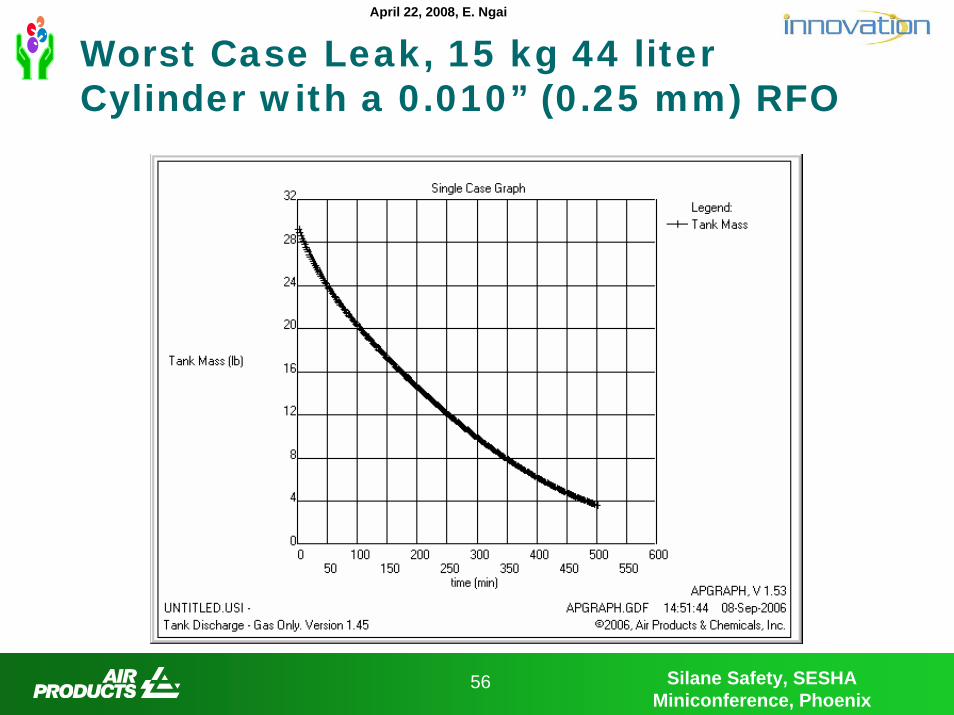
Worst Case Leak, 15 kg 44 liter Cylinder with a 0.010” (0.25 mm) RFO
57Silane Safety, SESHA
Miniconference, Phoenix57
April 22, 2008, E. Ngai
Estimate for recent 2007 incident in Wales
Leak from cylinder outlet connection15kg product mass for a 44L cylinder at 70°F --> starting pressure = 1,643.3 psig1.25kg mass for 44L cylinder at 70°F --> final pressure = 262.9 psigEstimated 568 minutes to reach 1.25 kg which is close to the 480 minutes that the cylinder leaked for
58Silane Safety, SESHA
Miniconference, Phoenix58
April 22, 2008, E. Ngai
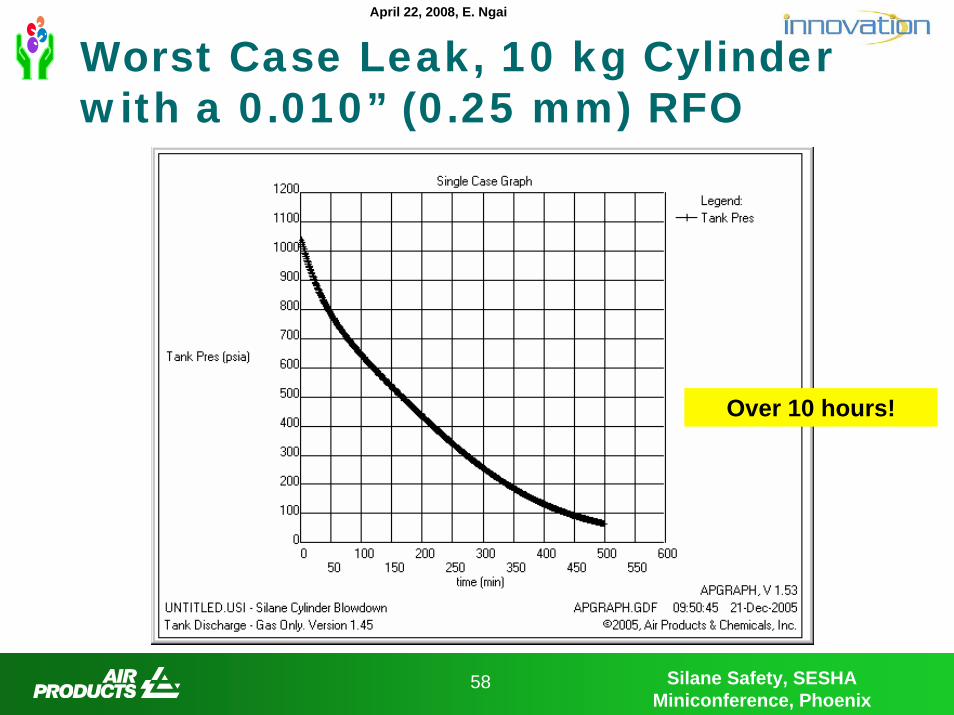
Worst Case Leak, 10 kg Cylinder with a 0.010” (0.25 mm) RFO
Over 10 hours!
59Silane Safety, SESHA
Miniconference, Phoenix59
April 22, 2008, E. Ngai
60Silane Safety, SESHA
Miniconference, Phoenix60
April 22, 2008, E. Ngai
Elastomer Gaskets
Elastomer gaskets will cold flow under pressureIn a fire it will melt causing an even bigger fireNumerous incidents with a standby cylinder with a DIN 1, DISS or JIS connection
61Silane Safety, SESHA
Miniconference, Phoenix61
April 22, 2008, E. Ngai
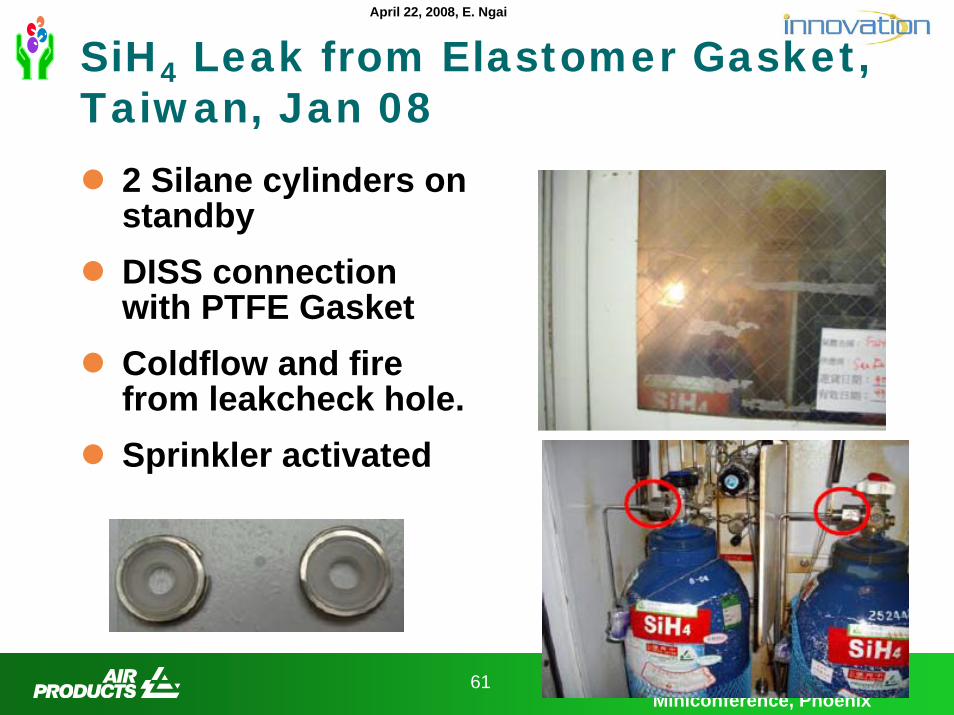
SiH4 Leak from Elastomer Gasket, Taiwan, Jan 08
2 Silane cylinders on standbyDISS connection with PTFE GasketColdflow and fire from leakcheck hole. Sprinkler activated
62Silane Safety, SESHA
Miniconference, Phoenix62
April 22, 2008, E. Ngai
SiH4 Leak from DIN1 Connection, PTFE Flat Gasket, Moses Lake
March 24, 2008Passed high pressure helium leakcheckSOP limits the fill to less than 16 hrs after connection for a elastomer gasketStarted to leak at 925 psia at station 2 on the manifold and small fireUVIR shutdown the system and fire went outNut was loose when removed

63Silane Safety, SESHA
Miniconference, Phoenix63
April 22, 2008, E. Ngai
64Silane Safety, SESHA
Miniconference, Phoenix64
April 22, 2008, E. Ngai
Gas Cabinet Sprinkler
Due to concerns on extinguishing a silanefire, sprinklers are typically installed below the cylinder connection to just cool the cylinderA number of incidents have shown that the sprinkler above the connection will not extinguish the fire
65Silane Safety, SESHA
Miniconference, Phoenix65
April 22, 2008, E. Ngai
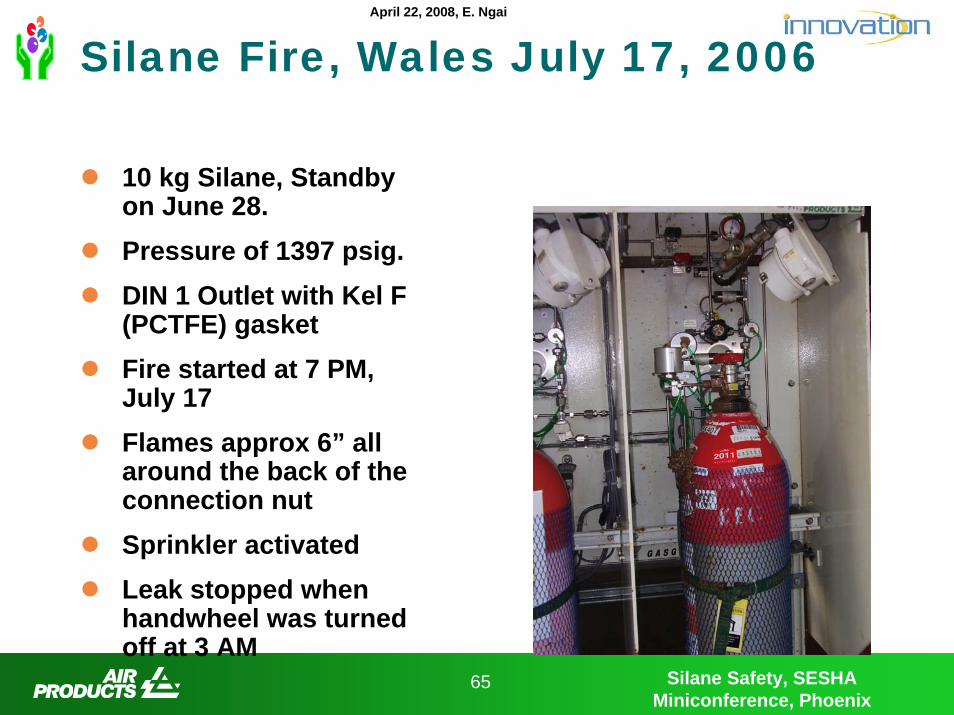
Silane Fire, Wales July 17, 2006
10 kg Silane, Standby on June 28.Pressure of 1397 psig. DIN 1 Outlet with Kel F (PCTFE) gasketFire started at 7 PM, July 17Flames approx 6” all around the back of the connection nutSprinkler activatedLeak stopped when handwheel was turned off at 3 AM
66Silane Safety, SESHA
Miniconference, Phoenix66
April 22, 2008, E. Ngai
67Silane Safety, SESHA
Miniconference, Phoenix67
April 22, 2008, E. Ngai
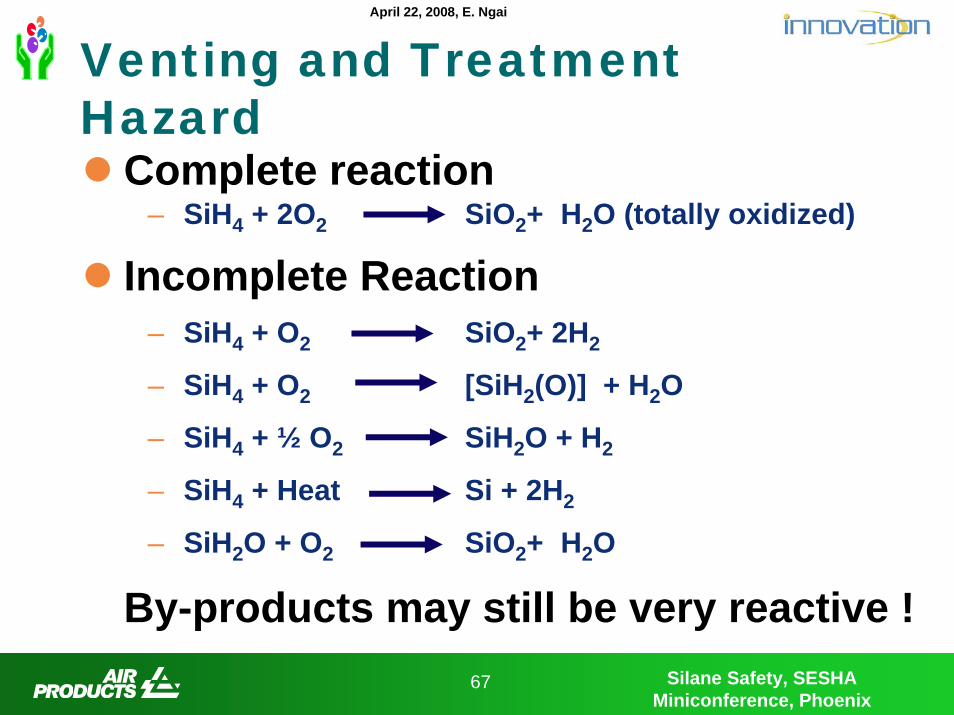
Venting and Treatment Hazard
Complete reaction– SiH4 + 2O2 SiO2+ H2O (totally oxidized)
Incomplete Reaction– SiH4 + O2 SiO2+ 2H2
– SiH4 + O2 [SiH2(O)] + H2O
– SiH4 + ½ O2 SiH2O + H2
– SiH4 + Heat Si + 2H2
– SiH2O + O2 SiO2+ H2O
By-products may still be very reactive !
68Silane Safety, SESHA
Miniconference, Phoenix68
April 22, 2008, E. Ngai
Incomplete Reaction
In a typical user facility, Silane is vented as a pure material during system purge or is decomposed in a CVD reactor forming a Silicon radical which combines with other reactor by products.In either case Silicon containing solids are formed that could accumulate in key areas of a CVD system or vent system.
– After the reactor and before the scrubber– After the scrubber
These solids could create a hazard if they are not fully oxidized. They can also trap Silane and HydrogenAccidents have caused fires , injury and fatalitiesTo control these hazards, most sites have formal procedures in place to minimize the hazard
69Silane Safety, SESHA
Miniconference, Phoenix69
April 22, 2008, E. Ngai
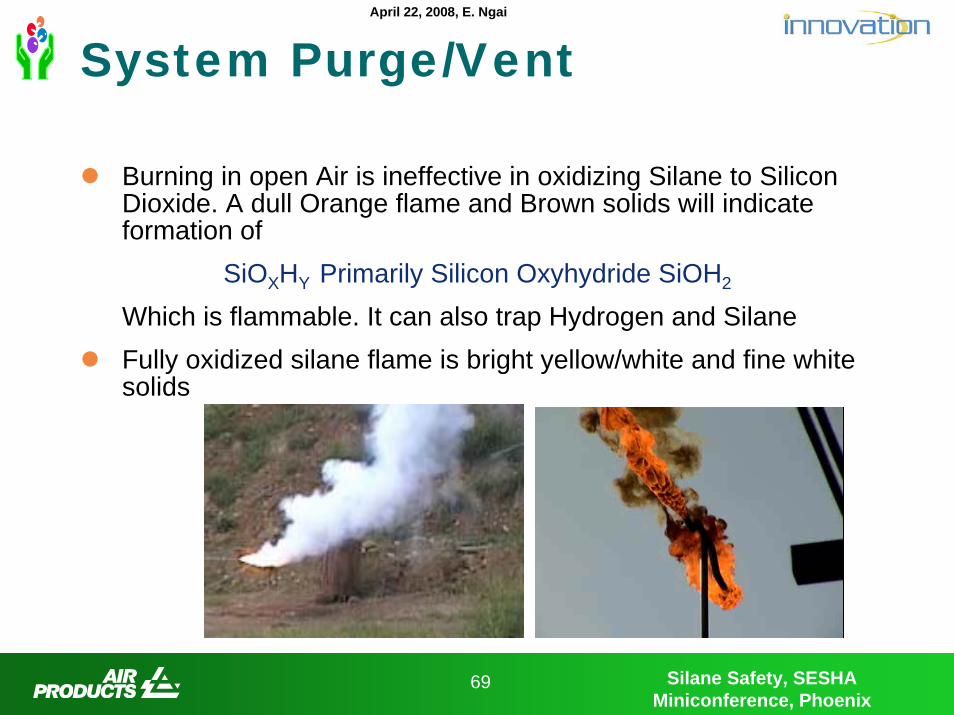
System Purge/Vent
Burning in open Air is ineffective in oxidizing Silane to Silicon Dioxide. A dull Orange flame and Brown solids will indicate formation of
SiOXHY Primarily Silicon Oxyhydride SiOH2
Which is flammable. It can also trap Hydrogen and SilaneFully oxidized silane flame is bright yellow/white and fine white solids
70Silane Safety, SESHA
Miniconference, Phoenix70
April 22, 2008, E. Ngai
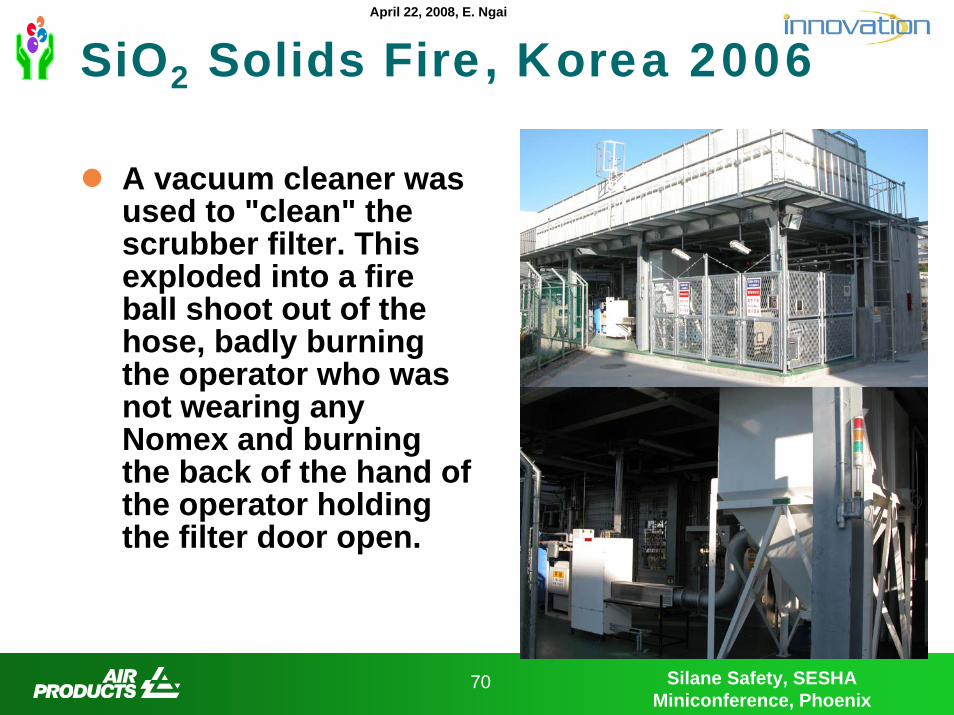
SiO2 Solids Fire, Korea 2006
A vacuum cleaner was used to "clean" the scrubber filter. This exploded into a fire ball shoot out of the hose, badly burning the operator who was not wearing any Nomex and burning the back of the hand of the operator holding the filter door open.
71Silane Safety, SESHA
Miniconference, Phoenix71
April 22, 2008, E. Ngai
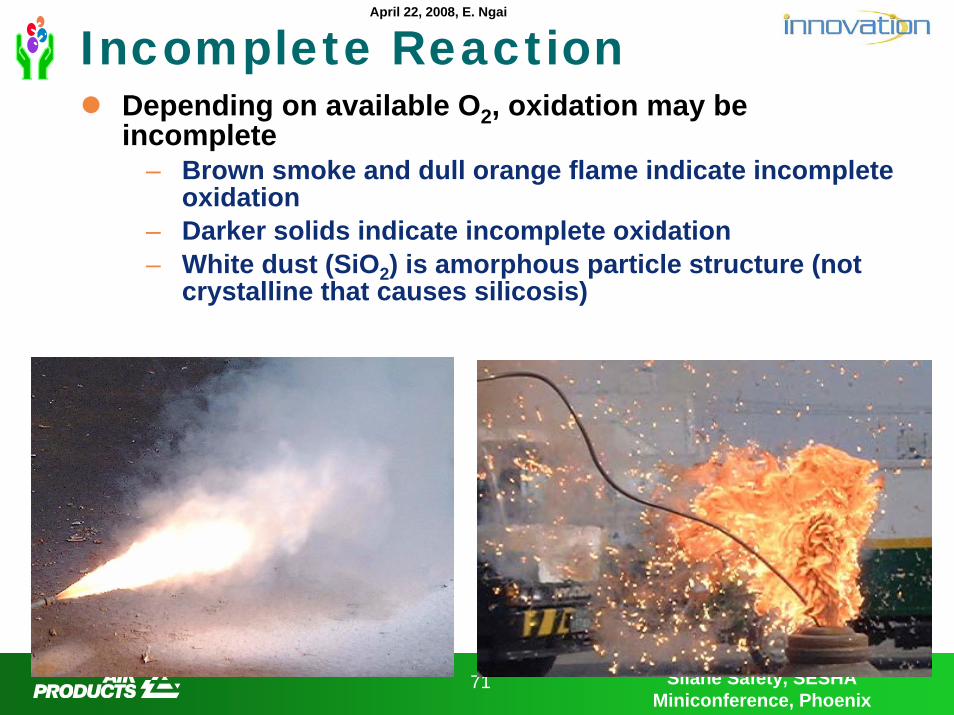
Incomplete ReactionDepending on available O2, oxidation may be incomplete
– Brown smoke and dull orange flame indicate incomplete oxidation
– Darker solids indicate incomplete oxidation– White dust (SiO2) is amorphous particle structure (not
crystalline that causes silicosis)

72Silane Safety, SESHA
Miniconference, Phoenix72
April 22, 2008, E. Ngai
73Silane Safety, SESHA
Miniconference, Phoenix73
April 22, 2008, E. Ngai
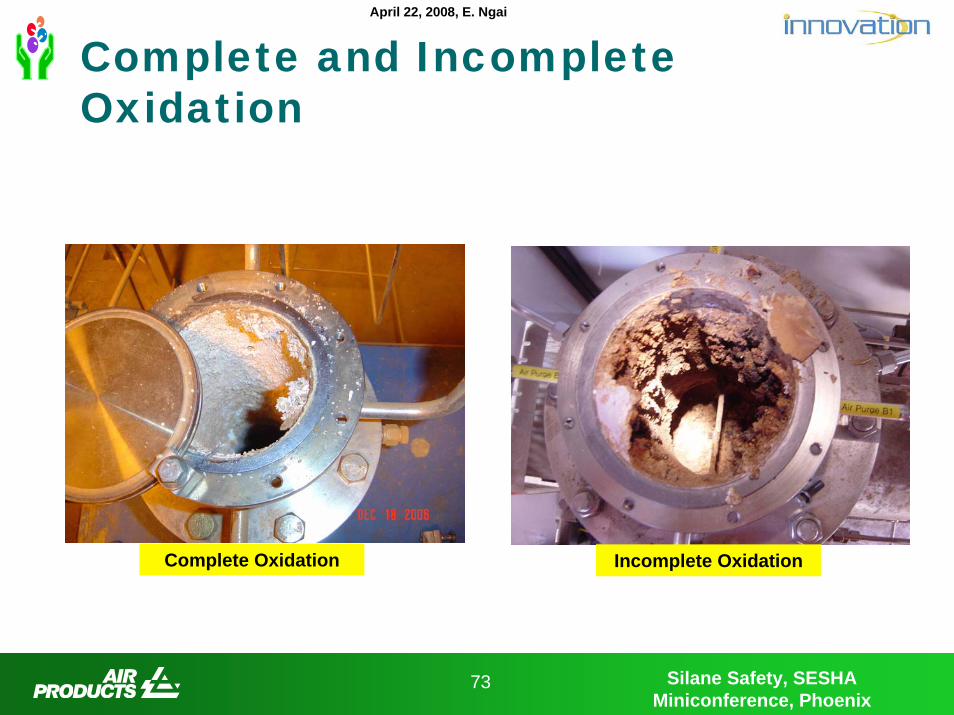
Complete and Incomplete Oxidation
Incomplete OxidationComplete Oxidation

74Silane Safety, SESHA
Miniconference, Phoenix74
April 22, 2008, E. Ngai
75Silane Safety, SESHA
Miniconference, Phoenix75
April 22, 2008, E. Ngai
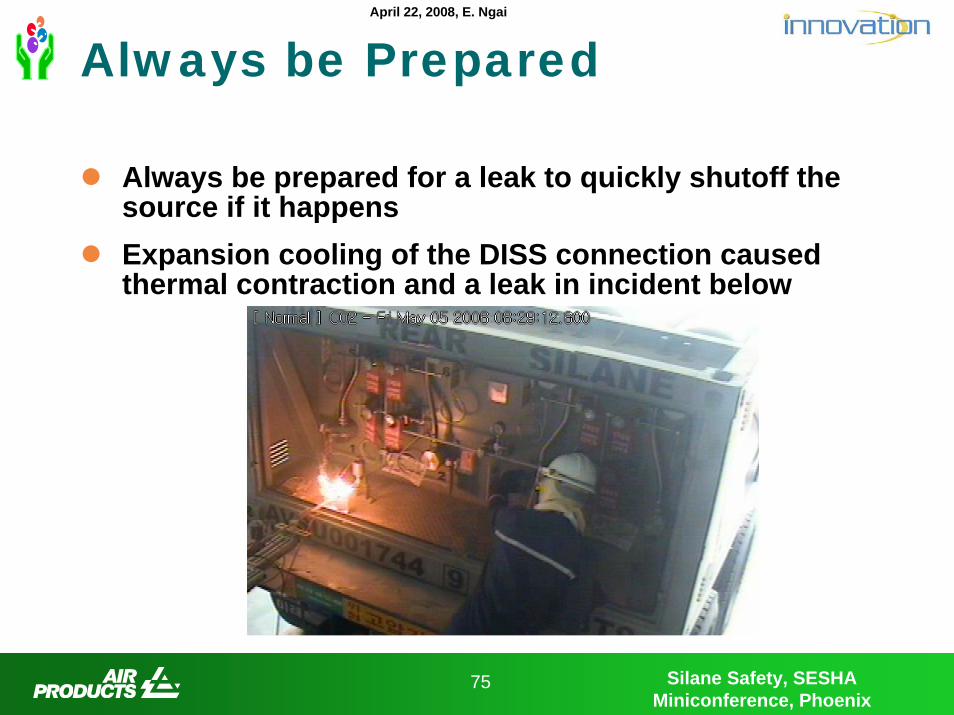
Always be Prepared
Always be prepared for a leak to quickly shutoff the source if it happensExpansion cooling of the DISS connection caused thermal contraction and a leak in incident below
76Silane Safety, SESHA
Miniconference, Phoenix76
April 22, 2008, E. Ngai
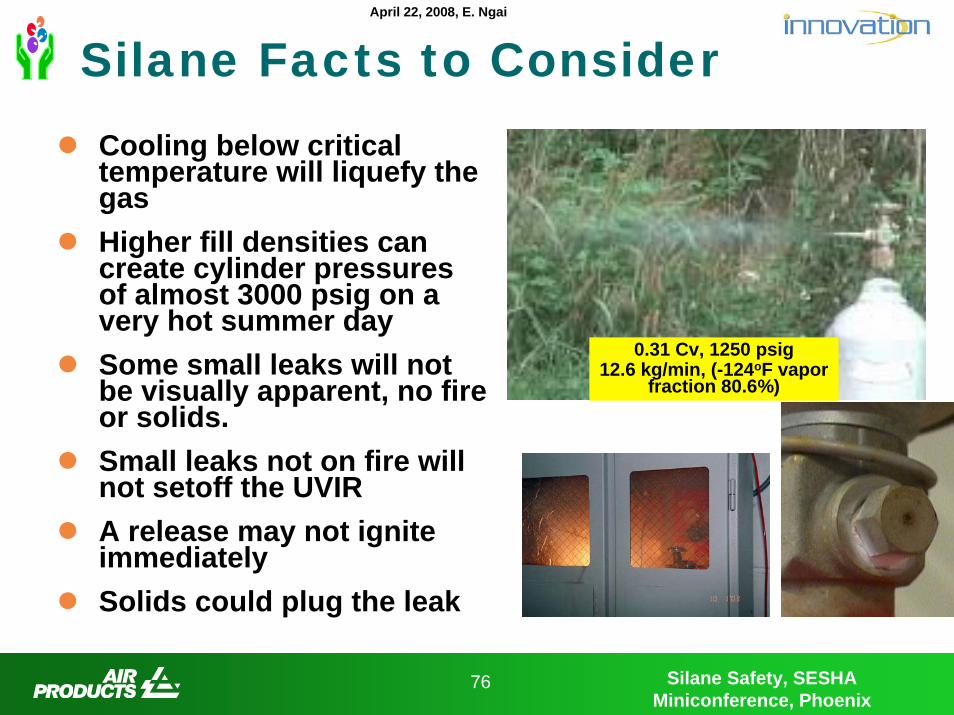
Silane Facts to ConsiderCooling below critical temperature will liquefy the gasHigher fill densities can create cylinder pressures of almost 3000 psig on a very hot summer daySome small leaks will not be visually apparent, no fire or solids.Small leaks not on fire will not setoff the UVIRA release may not ignite immediatelySolids could plug the leak
0.31 Cv, 1250 psig12.6 kg/min, (-124oF vapor
fraction 80.6%)
77Silane Safety, SESHA
Miniconference, Phoenix77
April 22, 2008, E. Ngai
Silane Facts to Consider
High pressure leak will liquefySilane fires have been contained in the cabinet without damage to the surroundingsSprinkler water has been sprayed directly onto a Silane fire without extinguishing it.
78Silane Safety, SESHA
Miniconference, Phoenix78
April 22, 2008, E. Ngai
Misc Incidents
Incident 1: Europe– A “reject” label was stuck over the cap ventilation
hole.– When a operator removed the cap he was burned by
the fire and hospitalized
Incident 2: United States– Cylinder was devalved before a purge was done. Fire
but no damage
Incident 3: United States– Operator uses a screwdriver to remove cylinder cap
on a Y container. This opens the valve handle, causing a fire
79Silane Safety, SESHA
Miniconference, Phoenix79
April 22, 2008, E. Ngai
Conclusions/Findings
1. Small leaks of Silane can go undetected without the use of leak detection.
2. Small leaks of Silane can form white solids which can plug the leak.3. Silane can easily be released without immediate ignition. The
likelihood increases as the pressure increases or the diameter of release gets smaller.
4. A high pressure release will liquefy a portion of the Silane creating a 2 phase flow
5. Ignition can occur with abrupt shutoff of the flow or as the flow decays
6. Significant quantities of metastable Silane/Air mixture can be created, even in open air. This increases with pressure and diameter of the release
7. Obstructions increase the amount considerably
80Silane Safety, SESHA
Miniconference, Phoenix80
April 22, 2008, E. Ngai
Conclusions/Findings
8. Confinement will further increase the metastable mass and magnify the overpressure from a reaction
9. A jet release into open air may ignite with little overpressure while an obstructed release of the same flow can create a significant overpressure
10. When removing a vaportight cap, expect a popper and be prepared to quickly close the valve or cap
11. The Silane fires have been contained within the gas cabinets without damage to adjacent areas.
12. Releases in gas cabinets with delayed ignition had a significantaffect on the adjacent area and room
13. Water from the sprinklers did not put out any of the Silane fires. In one case it created a solid mass that had to be removed to close the valve
81Silane Safety, SESHA
Miniconference, Phoenix81
April 22, 2008, E. Ngai
Other Incident Types
Other types of incidents that were not discussed include
– Backflow of Nitrous Oxide into Silane Cylinder– Venting Explosions– Cylinder Pressure Relief Device Release– Fire and rupture of adjacent Aluminum Cylinders– Wrong cylinder being disconnected

INVEST IN WORK FORBUY FROM
COMPANY TO
tell me morewww.airproducts.com





























