Embed Size (px)
Citation preview

Doctoral Thesis in Material Science and Engineering
Thermodynamics and Kinetics in Metallurgical Processes - with a Special Focus on Bubble DynamicsYU LIU
Stockholm, Sweden 2020www.kth.se
ISBN 978-91-7873-714-7TRITA-ITM-AVL 2020:46
kth royal institute of technology
Yu Liu Therm
odynamics and Kinetics in M
etallurgical Processes - with a Special Focus on Bubble D
ynamics
KTH
2020


Thermodynamics and Kinetics in Metallurgical Processes - with a Special Focus on Bubble DynamicsYU LIU
Doctoral Thesis in Material Science and EngineeringKTH Royal Institute of TechnologyStockholm, Sweden 2020
Academic Dissertation which, with due permission of the KTH Royal Institute of Technology, is submitted for public defence for the Degree of Doctor of Engineering on Wednesday, December 16th, 2020, at 14:00 p.m. in Green room, Osquars backe 41, Stockholm.

© Yu Liu© Mikael Ersson, Pär Göran Jönsson, Björn Glaser ISBN 978-91-7873-714-7TRITA-ITM-AVL 2020:46 Printed by: Universitetsservice US-AB, Sweden 2020

To my beloved parents and wife Qiong Hou
送给我亲爱的父母和爱人侯琼


i
Abstract
Gas stirring is commonly used in the steelmaking processes to reinforce
chemical reactions, kinetic transfer, and inclusion removal, etc. This dissertation
concentrates on multiphase flows with gas bubbling to study fluid dynamics and
thermodynamics in metallurgical processes. A study of bubble behavior has been
carried out using a multiscale approach as follows: Prototype scale (macro) →
Plume scale → Single bubble scale → Reaction scale (micro).
Initially, previous works on physical modeling and mathematical modeling in
relation to the gas bubbling in the ladle have been reviewed. From that, several
aspects that can be improved were found:
For physical modeling, such as mixing and homogenization in ladles, the
general empirical rules have not been analyzed sufficiently;
The mathematical models focusing on inclusion behaviors at the steel-slag
interface need to be improved;
The phenomena governing the transfer of elements, vacuum degassing, and
the combination of fluid dynamics and thermodynamics, such as in desulfurization,
need to be investigated further.
The kinetics transfer with regards to temperature and element homogenization
is one of the most extensive research fields in steel metallurgy. For the analysis on
prototype scale, the optimal plug configuration has been studied for a 50t ladle. For
stirring using bottom-blowing, a separation angle between dual plugs of 160 degree
is mostly recommended, and the optimal dual-plug radial position is around 0.65R.
Moreover, the influence of the tracer’s natural convection on its homogenization
pattern cannot be neglected, especially for ‘soft bubbling’ conditions using low gas
flow rates.
Subsequently, in studies of the statistical behavior of gas bubbling in the plume,
mathematical modeling using an Euler-Euler approach and an Euler-Lagrange
approach have been compared. With respect to the bubble coalescence and breakup,
the Euler-Lagrange approach is more accurate in predicting the flow pattern for
ii
gas injection using a porous plug. With regards to the effect of plug design on
the statistical behavior of gas bubbling, gas injection using a slot plug promotes
kinetic reactions close to the open eye due to the concentrated plume structure,
and gas bubbling using a porous plug promotes a good inclusion removal
because of the increased amount of bubbles.
Focusing on single bubble behavior, under the same flow rate, as the top
gauge pressure is reduced, the bubble diameter increases and the bubble
generation frequency decreases. During the bubble ascent, a large bubble
gradually reaches stable conditions by means of shedding several small bubbles.
In a steel-argon system, under a flow rate in the range of 5.0(mL‧min-1)STP to
2000(mL‧min-1)STP, the bubble diameter is in the range of 6.0mm to 20.0mm.
Under laminar conditions, the maximum bubble width is 65mm when the
surrounding pressure is 0.2bar, and the steady bubble width is around 58mm
under a pressure of 2.0bar.
Finally, a coupling method, named Multi-zone Reaction Model, has been
developed to predict the conditions in the EAF refining process. Using a
combined injection of O2 and argon, and the same injected mass of O2, the
decarburization rate increases due to an efficient kinetic mass transfer of
carbon in the molten steel. Furthermore, using CO2 to replace argon, as the
ratio of the CO2 content in the injection increases, the maximum hot spot
temperature, the increment rate of average temperature, and the
decarburization rate decrease dramatically.
The research step from multiphase fluid dynamics to its coupling with high
temperature thermodynamics is a large advancement in this study. Moreover,
the research process using open source software to replace the commercial
software is also an important technical route. This can help the transparent
development of future modules for reacting flow in metallurgical processes.
Key words: ladle, EAF, gas bubbling, physical modeling, mathematical
modeling, thermodynamics

iii
Sammanfattning
Gasomrörning används frekvent inom järn och stålframställning för att
effektivisera kemiska reaktioner, kinetik, transport av inneslutningar osv. Denna
avhandling fokuserar på flerfasflöden med gasblåsning för att studera
fluidmekanik och termodynamik i metallurgiska processer. Avhandlingen
analyserar bubbelkaraktär i olika skalor: testugnsskala (makro) →
bubbelplymskala → enkelbubbelskala → jämviktsberäkningar (mikro).
Först och främst har metoderna för experimentell och matematisk modellering
av gas-bubblor i skänk från tidigare studier granskats. I dessa studier upptäcktes
följande svagheter:
Inom experimentell modellering av omrörning och homogenisering i
skänken har de generella empiriska reglerna inte analyserats tillräckligt utförligt;
De matematiska modellerna som fokuserar på inneslutningars beteende vid
stål-slagg gränsytan behöver förbättras;
Fenomen som styr transport av ämnen, vakuumavgasning, samt
kombinationen av fluidmekanik och termodynamik så som i svavelrening kräver
ytterligare forskning.
Ett av de mest omfattande forskningsfälteten inom metallurgi är kinetik som
styr temperatur och homogenisering av ämnen. I en analys i testugnsskala har den
optimala konfigurationen av porösa dysor studerats för en 50 ton skänk. Vid
bottenblåsning med två dysor rekommenderas en separationsvinkel på 160 grader
med en radiell positionering på 0.65R. Det upptäcktes även att effekten av den
naturliga konvektionen hos spårämnet inte kan försummas vid
homogeniseringsexperiment, speciellt vid låg flödeshastighet.
I studien av det statistiska beteendet hos bubbelplymen jämfördes två
numeriska metoder, Euler-Euler och Euler-Lagrange. Med hänsyn till
bubbelkoalescens och delning är Euler-Lagrange metoden mer precis för att
karakterisera flödet vid gasinjektion med porös dysa. Experimentell modellering
utfördes för att undersöka effekten av dysans design på bubblorna i plymen där
skillnaden mellan porös plug och ”slot” dysa studerades. Gas injektion med ”slot”

iv
dysa ökar kinetiken för reaktion nära ”open eye” området på grund av den
koncentrerade plymen. Däremot är gasblåsning genom en porös dysa mer
effektiv på att driva upp inneslutningar på grund av den större mängden
bubblor.
I studien på enkelbubblans beteende har effekten av nedsatt tryck vid
vattenytan på bubbel-bildning och uppstigning undersökts. Med samma
gasflöde och minskande tryck vid ytan ökar bubbeldiametern samtidigt som
bubbelfrekvensen minskar. När en stor bubbla stiger når den gradvis ett stabilt
läge genom att separera flera små bubblor från botten av bubblan. I ett system
av stål och argon är bubblans originaldiameter mellan 6.0mm och 20.0mm när
ett flöde mellan 5.0(mL‧min-1)STP och 2000(mL‧min-1)STP används. Under
laminärt tillstånd och ett tryck på 0.2bar är bubblans maximala bredd 65mm
och vid ett tryck på 2.0bar är bubblans stabila bredd ca 58mm.
Slutligen har en kopplingsmodell kallad ’Multi-zone Reaction Model’
utvecklats för att studera raffinering i en EAF process. En gasinjektion
bestående av O2 gas utspädd med inert argongas ökar kolfärskningshastigheten
på grund av en mer effektiv kinetisk masstransport av kol i smältan, jämfört
med samma injektionsmängd av enbart syrgas. Vidare, när argon byts mot CO2
och förhållandet av CO2 mot O2 ökar, minskar den maximala ’hot spot’
temperaturen och den genomsnittliga temperaturökningen samt hastigheten
för kolfärskningen dramatiskt.
Kopplingen mellan fluiddynamik och termodynamik är ett stort framsteg
som gjorts i denna studie. Dessutom har användningen av ’Open-source’
mjukvaror för att ersätta kommersiella mjukvaror varit en viktig del i arbetet
för att förstå numerisk fluiddynamik mer djupgående, modifiera variabler i
olika modeller och designa en mer precis modell för att undersöka
gasbubblornas beteende i metallurgiska processer.
Nyckelord: Skänkmetallurgi, EAF, gasbubblor, experimentell modellering,
matematisk modellering, termodynamik


vi
Acknowledgement
I would like to express my deepest gratitude to my supervisor Associate Professor
Mikael Ersson for his innovative ideas, patient guidance, and energetic
encouragement for my work and life. The spirit will always inspire me to overcome
the difficulties in my future research. I would like to express my respect to my co-
supervisor Professor Pär Jönsson for his in-deep knowledge, wisdom, and his
guidance to broaden my scope of knowledge. I would like to express my
appreciation to my co-supervisor Associate Professor Björn Glaser for his help for
the industrial experiences and support whenever I needed. His spirit of
hardworking silently influences me. Without their unending support and help, this
work would not be possible to complete.
Great thanks to Professor Yong Gan and Professor Heping Liu in Central Iron and
Steel Research Institute in Beijing, China. Great thanks to them for support and
help.
Thanks to Nils Å.I. Andersson, Dongyuan Sheng and Lars Höglund for discussion
and suggestions for my work on code compiling. Thanks to Christopher Hulme-
Smith for writing improvement.
Special thanks to Professor Dr.-Ing. Herbert Köchner (FOM Hochschule) for his
help and delightful discussion. Professor Dr.-Ing. Hans-Jürgen Odenthal (SMS
group GmbH) and Tim Haas (RWTH Aachen University) are acknowledged for
their help and suggestions to set up the water experiment.
I have learnt a lot of fundamental CFD knowledge from every week’s CFD meeting
organized by Mikael Ersson. The discussions are very helpful and interesting.
Thanks to graduated and current members in the CFD Group for their help to
discuss the CFD knowledge, to setup the experiment, and to internally review the
manuscripts.

vii
Thanks to my colleagues and friends in the MSE Department. The sport time in
each Thursday afternoon to play ‘Innebandy’ is the funniest moment to relax in
each week.
Special thanks to the financial support of CSC (China Scholarship Council) for my
study in Sweden. The research leading to the presented results has received funding
from the European Union’s Research Fund for Coal and Steel (RFCS) research
program under grant agreement N754064. Special thanks for this support.
Thanks to my friends met in Stockholm. Your companion, laughter and care in my
life is like the sunshine in the winter.
Finally, thanksgiving to my beloved parents and wife Qiong Hou for their endless
understanding and love. Your love is the source of my forward progress.
Yu Liu
Stockholm, 2020

viii
Supplements
The present thesis is based on the following supplements:
Supplement Ⅰ:
Supplement Ⅱ:
Supplement Ⅲ:
Supplement Ⅳ:
Supplement Ⅴ:
Supplement Ⅵ:
A Review of Physical and Numerical Approaches for the Study of Gas
Stirring in Ladle Metallurgy
Y. Liu, M. Ersson, H. Liu, P. G. Jönsson, Y. Gan
Metall. Mater. Trans. B, 2018, vol. 50B, pp. 557-577.
Physical and Numerical Modeling on the Mixing Condition in a 50 t
Ladle
Y. Liu, H. Bai, H. Liu, M. Ersson, P. G. Jönsson, Y. Gan
Metals, 2019, vol. 9, issue 11, no. 1136.
Comparison of Euler-Euler Approach and Euler–Lagrange
Approach to Model Gas Injection in a Ladle
Y. Liu, M. Ersson, H. Liu, P. G. Jönsson, Y. Gan
Steel Res. Int., 2019, vol. 90, no. 1800494.
Influence of Plug Design on Bubble Injection Characteristics in Ladle
Metallurgy
Y. Liu, M. Ersson, H. Liu, Y. Gan, P. G. Jönsson
In manuscript
An Experimental and Mathematical Work on Single Bubble Behavior
under Reduced Pressure
Y. Liu, M. Ersson, C. Hulme-Smith, H. Liu, P. G. Jönsson
In manuscript
Decarburization in an Electric Arc Furnace using Coupled Fluid
dynamics and Thermodynamics
Y. Liu, M. Ersson, B. Glaser, N. Å.I. Andersson, P. G. Jönsson
In manuscript

ix
Contribution to the supplements:
Supplement Ⅰ: Literature review and major part of this writing.
Supplement Ⅱ, Ⅲ, Ⅳ, Ⅴ, Ⅵ: Literature review, experimental work, numerical
simulation and major writing of the manuscript.

x
Contents
Abstract .................................................................................................................... i
Sammanfattning .................................................................................................... iii
Acknowledgement ................................................................................................. vi
Supplements ......................................................................................................... viii
Chapter 1 Introduction .......................................................................................... 1
1.1 Research background ......................................................................................................... 1
1.2 Literature review ................................................................................................................ 3
1.3 Aim of dissertation ............................................................................................................. 8
Chapter 2 Mathematical Modeling ...................................................................... 11
2.1 Numerical Assumptions ................................................................................................... 11
2.1.1 Supplement Ⅱ, Supplement Ⅲ & Supplement Ⅳ ..................................................... 11
2.1.2 Supplement Ⅴ ............................................................................................................ 11
2.1.3 Supplement Ⅵ ........................................................................................................... 11
2.2 Computational Fluid Dynamics (CFD) Model ................................................................ 11
2.2.1 Compressible ideal gas law ....................................................................................... 11
2.2.2 VOF Approach (VOF model and compressibleInterFoam) ...................................... 12
2.2.3 Euler-Euler Approach (Eulerian multiphase model and multiphaseEulerFoam) ...... 13
2.2.4 Euler-Lagrange Approach (Discrete Phase Model and Lagrangian) ......................... 15
2.2.5 The Turbulence Model .............................................................................................. 17
2.3 Thermodynamics Model .................................................................................................. 17
2.4 Boundary Conditions and Solution Methods ................................................................... 18
Chapter 3 Experimental Methodology ................................................................ 21
3.1 Scaling Criterion .............................................................................................................. 21
3.2 Experimental Apparatus ................................................................................................... 22
Chapter 4 Results and discussion ........................................................................ 25

xi
4.1 Physical and Numerical Modeling of the Mixing Condition in a 50t Ladle (Supplement
Ⅱ) ............................................................................................................................................ 25
4.2 Comparison of Euler-Euler Approach and Euler–Lagrange Approach for Gas Injection in
a Ladle (Supplement Ⅲ) ........................................................................................................ 32
4.3 Influence of Plug Design on the Bubble Injection Characteristics (Supplement Ⅳ) ...... 35
4.4 An Experimental and Mathematical Work on Single Bubble Behavior under Reduced
Pressure (Supplement Ⅴ) ........................................................................................................ 38
4.5 Decarburization in an Electric Arc Furnace using Coupled Fluid dynamics and
Thermodynamics (Supplement Ⅵ) ........................................................................................ 42
Chapter 5 Conclusions ......................................................................................... 47
Chapter 6 Sustainability and Recommendations for Future Work ................... 53
6.1 Sustainability .................................................................................................................... 53
6.2 Recommendation for Future Work .................................................................................. 53
References ............................................................................................................. 55


1
Chapter 1 Introduction
1.1 Research background
Steel is a metallic material which is extensively used, especially in industrial
engineering. With the development of industrial manufacturing, the process of
steelmaking has become mature. Simultaneously, the customer requirement for
cleaner steel with better quality has increased. From the 60th in the last century, a
fundamental change of the traditional oxygen steelmaking has taken place, and the
application of secondary refining process and the electric arc furnace (EAF) has
become widespread. The main metallurgical processes of steel manufacturing are
shown in Figure 1. The secondary refining processes, such as LF and RH, can
enable adjustments of the temperature and steel composition to improve the quality
of the final steel products. Moreover, in consideration of production efficiency and
economic benefit, the refining process can optimize the production logistics by
acting as a bridge between steelmaking and casting process steps.
Due to global problems of air pollution and the greenhouse effect caused by
CO2 emission, energy savings and environmental related process improvements
have become worldwide focus areas, which puts a demand on the steelmaking
industry. However, on the upside, with an increasing of scrap amount and the
development of new steelmaking processes, in comparison to the traditional ore-
based BOF process, the scrap-based EAF process is more efficient and
environmentally friendly.

2
Figure 1. Process of steel metallurgy (Reproduced by Ref.[1])
Gas bubbling is a widespread method in steelmaking processes to improve
homogenization and stirring of melts. In BOF and EAF processes, the oxygen
injection is employed to refine the iron melt through chemical reactions such as
decarburization and dephosphorization. In the ladle refining process, argon
bubbling is used to homogenize chemical compositions and temperature, to
enhance the kinetics for the reactions at the steel-slag interface, to remove non-
metallic inclusions, and to lower the contents of nitrogen and hydrogen. However,
if the gas injection isn’t controlled and used properly, severe problems can occur.
For example, using top lance oxygen jetting in the EAF process, the gas penetration
length is short and the oxygen just exists in the melt for a short time. Therefore,
there is a large amount of oxygen lost to the atmosphere during top lance oxygen
jetting, as shown in Figure 2(a). In recent years, the bottom-blown oxygen
injection has been applied in the EAF process. Nevertheless, the bottom blowing
is tough to control to prevent iron oxidation and to keep high metallic yields. Also,
if the argon stirring during ladle refining is overly strong, an open eye enlarges and
the steel-slag interface fluctuates severely. Thus, there is a high probability of
reoxidation of the clean steel and entrapment of large size inclusions from slag into
the molten steel, as shown in Figure 2(b). Therefore, the optimized and controlled
gas bubbling is of significant importance in steelmaking processes.

3
(a) (b)
Figure 2. Oxygen lance injection in an EAF (a) and open eye formation
by argon bubbling in a ladle (b) (Figure 2(a) is reproduced by Ref.[2])
1.2 Literature review
A large number of articles have been published to study gas stirring in
steelmaking processes. Both mathematical models and physical models have been
used separately or together according to the specific research focus to describe the
stirring processes. Argon bubbling in typical ladle refining processes contain most
of the gas injection functions in metallurgical processes, and the studies on argon
bubbling are most abundant and comprehensive.[3-7] Therefore, the existing
analysis of the mathematical modeling and physical modeling on ladle metallurgy
have been reviewed.[8]
Depending on specific research goals, previous lab-scaled physical modeling
experiments have been classified based on four major research areas: ⅰ) mixing and
homogenization in the ladle,[9-22] ⅱ) bubble formation, transformation, and
interactions in the plume zone,[23-53] ⅲ) inclusion behaviors,[17, 54-64] and ⅳ) steel-
slag interface behavior and open eye formation.[16, 20, 58, 65-83] Several industrial trials
have focused on open eye formation and the optimization of gas stirring. The
general empirical rules have not been analyzed sufficiently with respect to physical
modeling, such as mixing and homogenization in ladles. Moreover, the connection

4
between industrial trials and physical modeling experiments is essential for
determining scaling criteria. Froude similarity and modified Froude similarity
seem to be the most common dimensionless numbers used in gas-stirred
metallurgical reactors. The parameters of the water model, prototype, and
industrial ladles (that is, the gas flow rate, void fraction, plume radius, plume
velocity, and mixing time) are directly linked by the ratios of geometric factors or
transferred to dimensionless patterns first and then mathematically related.
In the existing mathematical modeling studies, four main mathematical models
have been used in different research fields to describe the bubble behavior and two-
phase plume structure: ⅰ) the quasi-single phase model,[23, 84-95] ii) the VOF
model,[49, 50, 96-109] iii) the Euler-Euler approach (Eulerian multiphase model),[13, 17,
55, 110-144] and ⅳ) the Euler-Lagrange approach (Eulerian-Lagrangian model).[15, 46,
94, 145-153] During the last years, the Euler-Euler approach and Euler-Lagrange
approach have been commonly used to predict the gas stirring conditions in the
metallurgical processes. Specific models in commercial packages or research
codes have been well developed to describe the complicated physical and chemical
phenomena step by step. The stirring dynamic given by gas bubbling crucially
influences flow patterns and its effects on the inclusion behavior, species transport,
and open eye formation. Therefore, it is meaningful to clarify the flow pattern to
prepare for further analysis on the thermodynamics phenomena. The physical
model experiments and numerical models to study the gas stirring in the ladle
process have classified and summarized in Figure 3, but detailed information is
given in Supplement I.

5
Figure 3. Schematic diagram of preferred numerical models in research directions
on ladle metallurgy
Based on the review of ladle refining processes, the following
recommendations regarding model combinations are suggested: ⅰ) for physical
modeling, such as mixing and homogenization in ladles, the general empirical rules
have not been analyzed sufficiently; ⅱ) the mathematical models focusing on
inclusion behaviors at the steel-slag interface need to be improved; and ⅲ) the
phenomena governing the transfer of elements, vacuum degassing, and the
coupling of fluid dynamics and thermodynamics, such as in desulfurization, need
to be further developed.
With the development of the computational capability, the modeling to predict
complicated thermodynamics phenomena in the multiscale with the fluid dynamics
has become feasible. In terms of the coupling of computational fluid dynamics and
thermodynamics using commercial softwares, several studies on the steelmaking
processes have been reviewed in Table 1. Ersson et al.[96] used the coupling method

6
of fluid dynamics and thermodynamics to study the decarburization rate, oxygen
content, and temperature distribution in a top-blown convertor. With consideration
of the metal-slag reactions, Ek et al.[154] developed the coupling method to predict
the mass transfer of carbon and phosphorus in the BOF converter process. In the
works of Andersson et al.[155-158], the effects of steel-slag interfacial reactions and
temperature on the decarburization and chromium oxidation conditions in the AOD
converter were investigated comprehensively. In terms of the prediction of
desulfurization in the ladle metallurgy, Jönsson et al.[159-161] developed an earlier
equilibrium model combined with a CFD multiphase model and focused on the
desulfurization reaction at the steel-slag interface, iron reoxidation, and aluminum-
silicon-manganese metallic elements equilibrium content in the melt. Considering
the thermodynamics reactions at the steel-slag interface and near the open-eye, Lou
and Zhu[135, 139] proposed a coupling method of CFD with the Simultaneous
Reaction Model in the gas-stirred ladle. Based on the Thermo-Calc database to
determine the solubility limit thermodynamic equilibrium composition between
steel and slag, Singh et al.[106] set up the coupling method with own code to predict
the desulfurization kinetics more computational efficiently. Also, Cao et al.[143]
established the thermodynamics database using Microsoft Excel worksheets to
couple with CFD model and predicted the desulfurization kinetics in the gas-stirred
ladle. In the works of Yu et al.[132, 137, 140], the coupling approach of CFD with an
own code was employed to predict the dehydrogenation and denitrogenation in the
vacuum degassing process. In Karouni et al.[144] work, the hydrogen removal rate
under an optimal plug configuration in the vacuum arc degasser was reported.
Moreover, Wang et al.[162-164] studied the macro-segregation, carbon, sulfur,
oxygen, and nickel contents of the alloy ingot during the electroslag remelting
(ESR) process including the coupled effect of electromagnetism on the multiphase
flow field.

7
Table 1. Coupling of fluid dynamics and thermodynamics using the commercial software
Author Year Process
Fluid
Dynamic
Model
Thermodynamics
Model Remarks
Jonsson
et al.[159] 1998 CAS-OB Phoenics own code Sulfur Refining
Andersson
et al.[160] 2000 Ladle Phoenics own code
Reoxidation and
Desulphurisation
Ersson
et al.[96] 2008 BOF Fluent Thermo-Calc Decarburization
Al-Harbi
et al.[165] 2010 Ladle Fluent MTDATA
Mass concentration of
the elements
(Al, O, and S)
Andersson
et al.[155-158, 161]
2012-
2013 AOD Phoenics Thermo-Calc
Decarburization and
chromium oxidation
Ek et al. [154]
2013 BOF COMSOL
Multiphysics own code
Mass transfer of
carbon and phosphorus
Yu et al. [132, 137, 140]
2013-
2015 VD
ANSYS
FLUENT own code
Dehydrogenation and
Denitrogenation
Lou and Zhu [135, 139]
2014-
2015 Ladle
ANSYS
FLUENT
own code
(Simultaneous
Reaction Model)
Thermodynamics
reactions at the steel-
slag interface and
nearby the open-eye
Singh et al. [106]
2016 Ladle ANSYS
FLUENT
own code+
Thermo-Calc
Desulfurization
kinetics
Wang et al. [162-164]
2016-
2018 ESR
ANSYS
FLUENT own code
Macro segregation and
element contents
Cao et al. [143]
2018 Ladle ANSYS
FLUENT
database in
Microsoft Excel
worksheets
Desulfurization
kinetics
Karouni
et al.[144] 2018 VD
ANSYS
FLUENT own code Hydrogen removal rate
8
1.3 Aim of dissertation
The aim of this thesis is to employ multiphase flow with gas bubbling to study
the fluid dynamics and thermodynamics in metallurgical processes. A schematic
diagram of the main work in this dissertation is shown in Figure 4. In supplement
Ⅰ, a review of the existing physical and numerical approaches to study gas stirring
in ladle metallurgy over last three decades is presented to give some options and
to find new and meaningful research directions. In supplement Ⅱ, physical
modeling to study the effect of plug configuration on the mixing condition was
carried out. The accuracy of developed mathematical models in the quasi-steady
mode and the transient mode was discussed. In supplement Ⅲ, the gas injection
using the porous plug in ladles was studied by using both the Euler-Euler approach
and the Euler-Lagrange approach. The effects of virtual mass force, turbulent
dispersion force, bubble sizes, and bubble injection frequencies on the flow pattern
were studied. In supplement Ⅳ, the statistic behaviors of gas bubbling, such as
plume width and periodic characteristics, were compared using a slot plug and
three porous plugs for gas injection. Moreover, the effects of plug porosity on the
plume width and average bubble size were studied using a physical model and a
mathematical model. In supplement Ⅴ, the generation and rising of single bubble
under reduced pressure was studied using a physical water model. A compressible
multiphase model was validated and used to predict the bubble behaviors in a steel-
argon system. Finally, in supplement Ⅵ, a coupling method of fluid dynamics and
thermodynamics, named as Multi-zone Reaction Model, was developed to predict
the decarburization process during the refining phase in the EAF furnace.

9
Figure 4. Schematic diagram of main work in this thesis
As shown in Figure 4, the study focuses on the bubble behaviors using a multi-
scale approach by considering from the prototype scale (macro) to the reactions
scale (micro). The combination of physical modeling and mathematical modeling
is a powerful and reliable method to predict unintuitive conditions in the
steelmaking processes.


11
Chapter 2 Mathematical Modeling
2.1 Numerical Assumptions
2.1.1 Supplement Ⅱ, Supplement Ⅲ & Supplement Ⅳ
Gas and liquid are incompressible Newtonian fluids;
The physical properties are constant;
The temperature is constant and no chemical reaction takes place in the
calculation system.
2.1.2 Supplement Ⅴ
The gas is treated as ideal gas, because the effect of pressure change has an
essential influence on the bubble behavior when it rises under the reduced
pressure condition;
The influence of the pressure change at different depths on the liquid is
neglected. So the parameters of liquid are constant;
The temperature is constant, and no chemical reaction takes place in the
calculation system;
No mass transfer of dissolved gas from the liquid into the bubble exists
during bubble formation and ascent.
2.1.3 Supplement Ⅵ
Gas and liquid are incompressible Newtonian fluids;
The physical properties are constant;
The temperature changes and equilibrium reactions take place in the
calculation system.
2.2 Computational Fluid Dynamics (CFD) Model
2.2.1 Compressible ideal gas law
According to the ideal gas law,
𝑝𝑉 = 𝑛𝑅𝑇 (1)

12
𝑝 is the absolute pressure of the ideal gas, 𝑉 is the volume of the gas, 𝑛 is the mole
of gas, 𝑅 is the ideal gas constant, 8.3144598J·K−1·mol−1, 𝑇 is the absolute
temperature of the gas.
If using the ideal gas law for compressible flow, the density is calculated as
follows:
𝜌𝑔𝑎𝑠 =𝑝𝑜𝑝+𝑝
𝑅
𝑀𝑇
(2)
where 𝑝𝑜𝑝 is the operation pressure (N·m-2), 𝑝 is the gauge pressure (N·m-2).
2.2.2 VOF Approach (VOF model and compressibleInterFoam)
The VOF model is widely used to track the interface of different phases, and it
belongs to the Eulerian method. When the flow rate is low, separate bubbles are
generated and the interfaces of different phases are sharp. In the VOF model, one
set of equations for continuity, momentum, and phase volume fraction is calculated.
The conservation formulas are shown as follows:
Continuity Equation:
𝜕𝜌
𝜕𝑡+ ∇ ∙ (𝜌�⃗� ) = 0 (3)
Momentum equation:
𝜕
𝜕𝑡(𝜌�⃗� ) + ∇ ∙ (𝜌�⃗� �⃗� ) = −∇𝑝 + ∇ ∙ [(𝜇 + 𝜇𝑡)(∇�⃗� + ∇�⃗� 𝑇)] + 𝜌𝑔 + 𝐹𝑠 (4)
Volume fraction:
𝜕𝛼𝑞
𝜕𝑡+ �⃗� ∙ ∇𝛼𝑞 = 0 (5)
Σ𝛼𝑞 = 1 (6)
(𝑞 is the fluid phase, e.g. liquid and gas)
The density and viscosity of mixed fluid in each cell are as follows:
𝜌 = 𝛼𝑙𝜌𝑙 + (1 − 𝛼𝑙)𝜌𝑔 (7)
𝜇 = 𝛼𝑙𝜇𝑙 + (1 − 𝛼𝑙)𝜇𝑔 (8)
The density in the plume is 𝜌 = α𝑔𝜌𝑔 + α𝑙𝜌𝑙 and the recirculation zone is
treated as a liquid phase 𝜌 = 𝜌𝑙. 𝜌 is the fluid density (kg·m-3), 𝜌𝑙 and 𝜌𝑔 are the

13
liquid and gas density (kg·m-3), α𝑞 is the volume fraction of each phase, �⃗� is
velocity component of the fluid (m·s-1), 𝑔 is the acceleration of gravity (m·s-2), 𝑝
is static pressure (N·m-2), 𝜇 is liquid viscosity (kg·m-1·s-1), 𝜇𝑡 is the turbulent
viscosity (kg·m-1·s-1), 𝐹𝑠 is the source force (N·m-3).
Continuum surface force model (CSF model):
The surface tension force in the CSF model is expressed as follows:
𝐹𝐶𝑆𝐹 = 𝜎𝜌𝜅∇𝛼𝑙
0.5(𝜌𝑙+𝜌𝑔), 𝜅 = ∇ ∙ �̂�, �̂� =
�⃗�
|�⃗� |, �⃗� = ∇𝛼𝑔 (9)
where 𝐹𝐶𝑆𝐹 is the surface tension force (N·m-3), 𝜎 is the surface tension coefficient
(N·m-1), �⃗� is the volume fraction gradient, and 𝜅 is the curvature (m-2).
2.2.3 Euler-Euler Approach (Eulerian multiphase model and multiphaseEulerFoam)
In the Euler-Euler approach, multiple sets of equations of continuity,
momentum, turbulent energy and dissipation rate were calculated for each phase.
For a better description of plume structure, the effect of forces, such as the virtual
mass force, drag force, lift force and turbulent dissipation force were considered in
the momentum equation. Therefore, the following conservations were solved:
Continuity Equation:
𝜕
𝜕𝑡(𝛼𝑞𝜌𝑞) + ∇ ∙ (𝛼𝑞𝜌𝑞�⃗� ) = 0 (10)
(𝑞 = 𝑙 is the equation for liquid phase, 𝑞 = 𝑔 is the equation for gas phase)
Momentum equation:
𝜕
𝜕𝑡(𝛼𝑞𝜌𝑞�⃗� 𝑞) + ∇ ∙ (𝛼𝑞𝜌𝑞�⃗� 𝑞�⃗� 𝑞)
= −𝛼𝑞∇𝑝 + ∇ ∙ (𝛼𝑞(𝜇 + 𝜇𝑡)(∇�⃗� 𝑞 + ∇�⃗� 𝑞𝑇)) + 𝛼𝑞𝜌𝑔 + 𝐹 𝑑𝑟𝑎𝑔,𝑞 + 𝐹 𝑇𝐷,𝑞 + 𝐹 𝑣𝑚,𝑞 + 𝐹 𝑙𝑖𝑓𝑡,𝑞
(11)
Population Balance Model
Transport equation:
𝜕
𝜕𝑡(𝑛(𝑉, 𝑡)) + ∇ ∙ (�⃗� 𝑖𝑛(𝑉, 𝑡)) = 𝐵𝑎𝑔,𝑖 − 𝐷𝑎𝑔,𝑖 + 𝐵𝑏𝑟,𝑖 − 𝐷𝑏𝑟,𝑖 (12)
𝐵𝑎𝑔,𝑖 =1
2∫ 𝛺𝑎𝑔(𝑉 − 𝑉′, 𝑉′)
𝑉
0𝑛(𝑉 − 𝑉′, 𝑡)𝑛(𝑉′, 𝑡)𝑑𝑉′, 𝐷𝑎𝑔,𝑖 ∫ 𝛺𝑎𝑔(𝑉, 𝑉′)
∞
0𝑛(𝑉, 𝑡)𝑛(𝑉′, 𝑡)𝑑𝑉′
(13)

14
𝐵𝑏𝑟,𝑖 = ∫ 𝑝0
𝛺𝑉𝛺𝑏𝑟𝑛(𝑉′, 𝑡)𝑑𝑉′, 𝐷𝑏𝑟,𝑖 = 𝑔(𝑉)𝑛(𝑉, 𝑡) (14)
where V is the volume of bubble (m3), 𝐵𝑎𝑔,𝑖 and 𝐵𝑏𝑟,𝑖 are the birth term due to
aggregation and breakage, 𝐷𝑎𝑔,𝑖 and 𝐷𝑏𝑟,𝑖 are the death term due to aggregation
and breakage, respectively.
The Luo Aggregation Kernel[166] was used to calculate the collisions of bubbles
with volumes 𝑉𝑖 and 𝑉𝑗:
𝛺𝑎𝑔(𝑉𝑖 , 𝑉𝑗) = 𝜔𝑎𝑔(𝑉𝑖 , 𝑉𝑗)𝑃𝑎𝑔(𝑉𝑖 , 𝑉𝑗) (m3/s) (15)
where 𝜔𝑎𝑔 is the frequency of collision and 𝑃𝑎𝑔 is the probability that the collision
results in coalescence.
𝜔𝑎𝑔(𝑉𝑖 , 𝑉𝑗) =𝜋
4(𝑑𝑖 + 𝑑𝑗)
2
�̅�𝑖𝑗 (16)
where �̅�𝑖𝑗 is the characteristic velocity of collision of two bubbles with diameters
𝑑𝑖 and 𝑑𝑗.
�̅�𝑖𝑗 = (�̅�𝑖2 + �̅�𝑗
2) (17)
where
�̅�𝑖 = 1.43(𝜀𝑑𝑖)1/3 (18)
The expression for the probability of aggregation is:
𝑃𝑎𝑔(𝑉𝑖 , 𝑉𝑗) = exp {−𝑐1[0.75(1+𝑥𝑖𝑗
2 )(1+𝑥𝑖𝑗3 )]
1/2
(𝜌2𝜌1
+0.5)1/2(1+𝑥𝑖𝑗)3
𝑊𝑒𝑖𝑗1/2
} (19)
where 𝑐1 is a constant of order unity, 𝑥𝑖𝑗 = 𝑑𝑖 𝑑𝑗⁄ , 𝜌1 and 𝜌2 are the densities of
the primary and secondary phases, respectively, and the Weber number is defined
as:
𝑊𝑒𝑖𝑗 =𝜌𝑙𝑑𝑖(𝑢𝑖𝑗)
2
𝜎 (20)
The Luo Breakage Kernel[167] was used to calculate the breakup of bubbles with
volumes 𝑉𝑖 and 𝑉𝑗:
𝛺𝑏𝑟 = 𝑔(𝑉′)𝛽(𝑉|𝑉′) = 0.9238𝛼(𝜀
𝑑2)1/3 ∫
(1+𝜉)2
𝜉𝑛
1
𝜉𝑚𝑖𝑛exp (−𝑏𝜉𝑚)𝑑𝜉 (21)

15
𝜉 = 𝜆/𝑑 is the dimensionless eddy size.
2.2.4 Euler-Lagrange Approach (Discrete Phase Model and Lagrangian)
In the discrete phase model, the forces, such as virtual mass, buoyancy, drag
force, lift force and pressure gradient, are added on each bubble particle optionally.
The momentum source term is added to the continuous phase momentum by
summing the local contributions from each bubble in the continuous phase flow
field. The forces on the bubble particles are calculated as follows:
𝑑�⃗⃗� 𝑏𝑖
𝑑𝑡=
�⃗⃗� −�⃗⃗� 𝑏𝑖
𝜏𝑟+
�⃗� (𝜌𝑏−𝜌)
𝜌𝑏+ 𝐹 𝑜𝑡ℎ𝑒𝑟 (22)
𝜏𝑟 =𝜌𝑏𝑑𝑏𝑖
2
18𝜇
24
𝐶𝐷𝑅𝑒 (23)
𝐹𝑏𝑖 = ∑(𝐹 𝑑𝑟𝑎𝑔 + 𝐹 𝑏𝑢𝑜𝑦𝑎𝑛𝑐𝑦 + 𝐹 𝑜𝑡ℎ𝑒𝑟)�̇�𝑏∆𝑡 (24)
𝑢𝑏𝑖 and 𝜌𝑏 are the velocity and density of bubble particles respectively, 𝜏𝑟 is the
bubble relation time, 𝐶𝐷 is drag coefficient. Furthermore, 𝐹𝐷𝑖 is the drag force per
unit particle mass in each control volume, �̇�𝑏 is mass flow rate of bubble particles
through each control volume.
Standard Parcel Release Method
In this method, a single bubble parcel is injected per injection stream per time
step. The number of bubble particles in the parcel is determined as follows:
𝑁𝐵 = �̇�𝑠∆𝑡
𝑚𝑏 (25)
where 𝑁𝐵 is the number of bubble particles in a bubble parcel, �̇�𝑠 is the mass flow
rate of the bubble stream, ∆𝑡 is the time step, 𝑚𝑏 is the particle mass.
For the Euler-Lagrange approach, there is only one bubble particle in each
parcel is considered, so it means each parcel stands for a bubble.
Discrete Random Walk Model
In the Euler-Lagrange model, the discrete random walk model was used to
describe the interaction between bubble particles and turbulence eddies in the fluid
phase. The velocity fluctuation of eddies are treated as isotropic, so
𝑢𝑖 = �̅�𝑖 + 𝑢′ = �̅�𝑖 + 𝜁√2𝑘/3 (26)

16
where 𝜁 is a normally distributed random number greater than 0 and less than 1.
The time scale can influence the lifetime of eddies to transfer momentum in
the plume zone indirectly. Therefore, the time scale influences the characteristics
of the plume. The plume's velocity distribution, the width of the plume, and bubble
particle behavior are considered when the turbulence coupling between the bubble
particles and liquid phase.
Collison and Discrete Coalescence Model
The O’Rourke’s algorithm[168] is used to calculate the bubble collision. The
mean characteristic number of collisions is calculated as follows:
�̅� =𝑛2𝜋(𝑟1+𝑟2)
2𝑣𝑣𝑒𝑙∆𝑡
𝑉𝑐𝑒𝑙𝑙 (27)
The probability distribution of collision follows a Poisson distribution,
𝑃(𝑛) = 𝑒−�̅� �̅�𝑛
𝑛! (28)
The critical offset is calculated as follows:
𝑏𝑐𝑟𝑖𝑡 = (𝑟1 + 𝑟2)√min (0.1,2.4𝑓
𝑊𝑒) (29)
where 𝑓 is defined as (𝑟1 𝑟2⁄ )3 − 2.4 ∗ (𝑟1 𝑟2⁄ )2 + 2.7 ∗ (𝑟1 𝑟2⁄ ), Weber number is
defined as 𝜌𝑢𝑟𝑒𝑙
2 �̅�𝑏
𝜎, 𝑢𝑟𝑒𝑙 is the relative velocity between two parcels, �̅�𝑏 is mean
diameter of two parcels. The actual value of collision 𝑏 is (𝑟1 + 𝑟2)√𝑌, where 𝑌 is
a random number between 0 and 1.
If 𝑏 < 𝑏𝑐𝑟𝑖𝑡, the result of collision is coalescence. Based on the conservation
of momentum and kinetic energy, the mass of new bubble is 𝑚 = 𝑚1 + 𝑚2, the
velocity of new bubble is 𝑣 =𝑚1𝑣1+𝑚2𝑣2
𝑚.
Otherwise, the result of collision is grazing collision, the bubble mass is
unaltered and the velocity updates to
𝑣𝑖′ =
𝑚𝑖𝑣𝑖+𝑚𝑗𝑣𝑗
𝑚𝑖+𝑚𝑗+
𝑚𝑗(𝑣𝑖−𝑣𝑗)
𝑚𝑖+𝑚𝑗(
𝑏−𝑏𝑐𝑟𝑖𝑡
𝑟1+𝑟2−𝑏𝑐𝑟𝑖𝑡) (30)

17
2.2.5 The Turbulence Model
In the Euler-Euler approach and Euler-Lagrange approach to predict the flow
pattern, the realizable k-ε model, which contains two equations of turbulence
kinetic energy k and its dissipation rate ε, was used to solve the turbulence
properties in the effective viscosity flow.
2.3 Thermodynamics Model
In the thermodynamics calculation, the TCFE10 (Steel/Fe-Alloys v10.1) and
SSUB6 (SGTE Substance Database, v6.0) were used to predict the equilibrium
conditions of elements in the liquid phase and species in the gas phase, respectively.
In order to communicate with the information between the fluid dynamics model
and the thermodynamics model, an application programming TQ interface
equipped with the Thermo-Calc software was used. The software interface between
the CFD-package and the thermodynamic databases was coded in C language. The
calculation mechanism of Multi-zone Reaction Model using thermodynamics
coupled to CFD and the solution procedure were shown in Figure 5.
Figure 5. Calculation mechanism of Multi-zone Reaction Model
Multiphase
Eulerian Model
(Liquid/Gas)
Multi-zone Reaction Model
Thermo-Calc
databases
Transport Description
Physics Parameters
Diffusion constant
Density
Viscosity
……
Output

18
2.4 Boundary Conditions and Solution Methods
The physical properties used in mathematical modeling were listed in Table 2.
The comparison of the calculation solver and solution method was illustrated in
Table 3. In the Euler-Euler approach, the outlet condition was set up as degassing,
which meant that dispersed gas bubbles were allowed to escape, and the continuous
liquid phase considered the boundary as a free-slip wall and could not leave the
domain; no-slip boundary condition was used at the wall; the inlet velocity
boundary condition was used to give a gas injection with a constant velocity; the
pressure-based solver was chosen to calculate the equations in the transient mode
to reach a quasi-steady state condition; the multiphase formulation was solved
implicitly with a coupled scheme. In the Euler-Lagrange approach, a pressure-
outlet condition was employed at the outlet boundary; no-slip boundary condition
was also used at the wall, but inlet boundary condition was used to inject bubble
parcels in DPM model; the pressure-based solver was chosen to solve the
multiphase formulations explicitly with a PISO scheme. In the calculation systems,
the commercial CFD package in ANSYS Fluent 2019 R3[169, 170] and the open
source CFD package OpenFOAM 7[171] were used to solve the governing equations.
The Eulerian Multiphase Model was used to calculate two sets of equations for the
gas and liquid phases in Eulerian coordinates. The Euler-Lagrange approach was
the coupling method of the Volume of Fluid Model (VOF model) and the Discrete
Phase Model (DPM). Specifically, the VOF model was used to track the interface
of different phases in the Eulerian coordinate system. The bubble particles were
tracked by the DPM model in the Lagrangian coordinate system.

19
Table 2. Physical properties used in the simulation
Parameter Physical Modeling Industrial
Water Air Argon Liquid steel Oxygen
Density
(kg·m-3) 998 1.225 1.62 7020 1.3
Dynamic viscosity
(kg·m-1·s-1) 0.001 1.79·10-5 8.9·10-5 0.0055 4.9·10-5
Specific heat
(J·kg-1·K-1) - - - 460 1150
Thermal conductivity
(W·m-1·K-1) - - - 64.4 0.045
Surface tension (N·m-1) 0.0728 1.82
Table 3. Boundary conditions in the models
Approach Euler-Euler Euler-Lagrange
Models Eulerian Multiphase
Model
Volume of Fraction
Model
Discrete Phase Model
Wall No-slip No-slip
Outflow Degassing Pressure-outlet
Solver type Pressure-based, Transient Pressure-based,
Transient
Formulation Implicit Explicit
Pressure-velocity coupling scheme Coupled PISO
Convergence criteria 10-4 10-4
Time step size (s) 10-4 10-4


21
Chapter 3 Experimental Methodology
3.1 Scaling Criterion
The connection between physical modeling experiments and industrial trials is
the scaling criterion. In this study, water and air, at room temperature, were used
to represent molten steel and argon, respectively. For the gas injection scaling, the
ratio of the inertial and buoyancy forces in the plume was considered to achieve a
flow similarity between the reactors. Using the geometric similarity ( 𝜆 =
𝐿𝑤𝑎𝑡𝑒𝑟 𝑣𝑒𝑠𝑠𝑒𝑙
𝐿𝑠𝑡𝑒𝑒𝑙 𝑙𝑎𝑑𝑙𝑒) and modified Froude number(𝐹𝑟𝑚 =
𝜌𝑔𝑎𝑠2 𝑄2
𝜌𝑙𝑖𝑞𝑢𝑖𝑑2 𝑔𝐻𝑑0
4),[172] the flow rates in
the prototype and water experiment can be correlated as follows:
𝑄𝑎𝑖𝑟 = (𝜌𝑎𝑟𝑔𝑜𝑛𝜌𝑤𝑎𝑡𝑒𝑟𝑑𝑤𝑎𝑡𝑒𝑟
2
𝜌𝑎𝑖𝑟𝜌𝑠𝑡𝑒𝑒𝑙𝑑𝑠𝑡𝑒𝑒𝑙2 √
𝐻𝑤𝑎𝑡𝑒𝑟
𝐻𝑠𝑡𝑒𝑒𝑙)𝑄𝑎𝑟𝑔𝑜𝑛
′ (31)
where 𝑑𝑤𝑎𝑡𝑒𝑟 is the plug diameter in the physical modeling, 𝑑𝑠𝑡𝑒𝑒𝑙 is the plug
diameter in the prototype, 𝜌𝑎𝑖𝑟 and 𝜌𝑤𝑎𝑡𝑒𝑟 are the densities of air and water,
𝜌𝑎𝑟𝑔𝑜𝑛 and 𝜌𝑠𝑡𝑒𝑒𝑙 are the densities of argon and steel, 𝐻𝑤𝑎𝑡𝑒𝑟 is the filled water
height, 𝐻𝑠𝑡𝑒𝑒𝑙 is the filled molten steel height, 𝑄𝑎𝑖𝑟 is the air flow rate in the
physical modeling (NL‧min−1), and 𝑄𝑎𝑟𝑔𝑜𝑛′ is the effective flow rate in the
prototype (NL‧min−1).
In several works,[20, 173] the effects of temperatures and pressures on the scaling
corrections were also studied. The temperature and pressure are taken into
consideration by using the ideal gas law 𝑝𝑣 = 𝑛𝑅𝑇 and 𝑝𝑖𝑛 = 𝑝0 + 𝜌𝑠𝑡𝑒𝑒𝑙𝑔𝐻𝑠𝑡𝑒𝑒𝑙,
respectively. Overall, the scaling criterion is derived as follows:
𝑄𝑎𝑖𝑟 = (𝜌𝑎𝑟𝑔𝑜𝑛𝜌𝑤𝑎𝑡𝑒𝑟𝑑𝑤𝑎𝑡𝑒𝑟
2
𝜌𝑎𝑖𝑟𝜌𝑠𝑡𝑒𝑒𝑙𝑑𝑠𝑡𝑒𝑒𝑙2 √
𝐻𝑤𝑎𝑡𝑒𝑟
𝐻𝑠𝑡𝑒𝑒𝑙)
𝑇𝑖𝑛
𝑇0∙
𝑝0
𝑝𝑖𝑛𝑄𝑎𝑟𝑔𝑜𝑛 (32)
where 𝑇0 is the normal temperature (273 K), 𝑇𝑖𝑛 is the molten steel temperature in
the prototype (1873 K), 𝑝0 is the atmospheric pressure (101325 Pa), 𝑝𝑖𝑛 is the

22
bottom injection pressure in the prototype (Pa), and 𝑄𝑎𝑟𝑔𝑜𝑛 is the flow rate under
normal conditions in the prototype (NL‧min−1).
3.2 Experimental Apparatus
The vessels in the physical experiments were made of transparent acrylic
plastic glass (PMMA). The compressed air was injected into water and its inlet
pressure and mass flow rate were adjusted by using a pressure controller and
an electric mass flow rate controller, respectively. For the vacuum bubbling, a
vacuum pump was connected to the vessel and a pressure gauge was installed
on the top of vessel to control the pressure inside the cylinder vessel. A high-
speed camera, connected to a computer to save data, was used to capture the
bubble behaviours. Note that, a strong LED light was preferred because the
camera was light sensitive. The experimental setups used in each supplement
were shown in Figure 6.
(a)

23
(b)
(c)
Figure 6. Experimental setups in each supplement study.
(a) Mixing condition, (b) Statistic analysis on bubbling,
(c) Single bubble behaviour under reduced pressure.
24
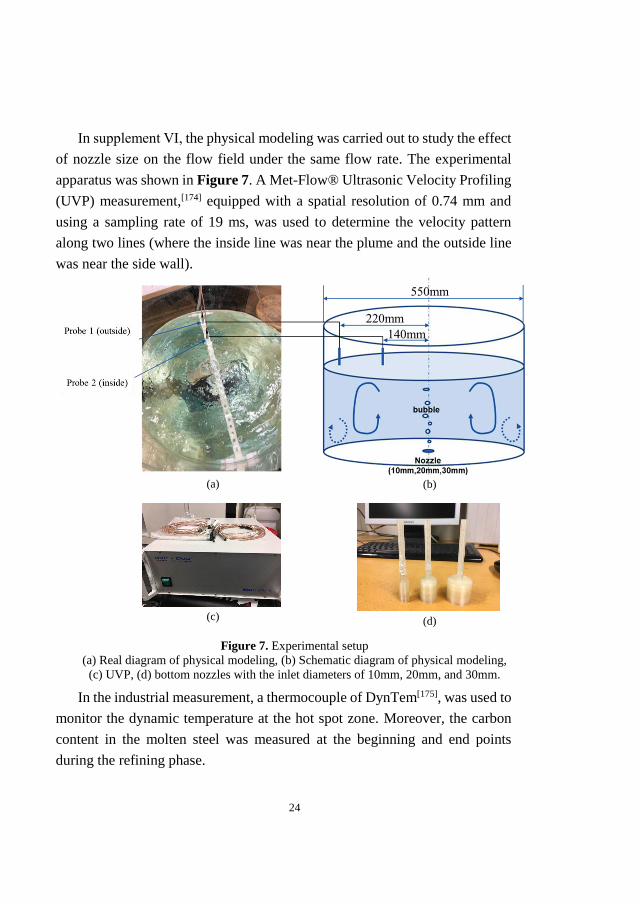
In supplement Ⅵ, the physical modeling was carried out to study the effect
of nozzle size on the flow field under the same flow rate. The experimental
apparatus was shown in Figure 7. A Met-Flow® Ultrasonic Velocity Profiling
(UVP) measurement,[174] equipped with a spatial resolution of 0.74 mm and
using a sampling rate of 19 ms, was used to determine the velocity pattern
along two lines (where the inside line was near the plume and the outside line
was near the side wall).
Figure 7. Experimental setup
(a) Real diagram of physical modeling, (b) Schematic diagram of physical modeling,
(c) UVP, (d) bottom nozzles with the inlet diameters of 10mm, 20mm, and 30mm.
In the industrial measurement, a thermocouple of DynTem[175], was used to
monitor the dynamic temperature at the hot spot zone. Moreover, the carbon
content in the molten steel was measured at the beginning and end points
during the refining phase.
(a) (b)
(c) (d)

25
Chapter 4 Results and discussion
4.1 Physical and Numerical Modeling of the Mixing Condition in a 50t Ladle
(Supplement Ⅱ)
The kinetics transfer with respect to temperature and element homogenization
is one of the most extensively research fields in steel metallurgy. The main studies
focusing on physical modeling and mathematical modeling began with the
determination of flow field and mixing conditions in the present work. The total
normalized conductivity curves using two probes in the physical modeling and
using eight points in the mathematical modeling were obtained, as shown in Figure
8(a) and 8(c). Moreover, the same conductivity curves with a specified range of
0.9 to 1.1 were shown in Figure 8(b) and 8(d), respectively. The solid and dashed
lines represent the tracer concentrations within ±5% and ±1% of homogenization
degrees’, respectively. For the ±5% homogenization degree case, the mixing time
was determined as the concentration of the tracer, which was continuously within
±5% of a well-mixed bulk value.[8] The procedure was the same for the case using
a ±1% homogenization degree, but the mixing time corresponded to a ±1% well-
mixed bulk value. The method to post-process the calculation data was the same
as that used to post-process the experimental results. The solid and dashed lines
correspond to the normalized mass fractions of tracers within the ±5% and ±1%
homogenization degrees, respectively.

26
(a) (b)
(c) (d)
Figure 8. Normalized conductivity curves determined using physical modeling and
mathematical modeling for a flow rate of 1.30NL·min−1
using a 135° plug separation angle.
(a) and (c) are normalized values with whole range in the physical modeling and
mathematical modeling; (b) and (d) are normalized values between 0.9 and 1.1 in the
physical modeling and mathematical modeling.
Concerning the effect of the tracer’s density on its homogenization pattern, the
conditions with and without fixed flow patterns were compared in the
mathematical modeling, as shown in Figure 9. The red and blue vectors
correspond to the convection pattern and the diffusion pattern, respectively. In
comparison to the species transport with and without fixed flow patterns, the
species transfer without fixed flow patterns agrees better with the physical
modeling results. Here, the effect of the tracer’s density on its mixing pattern is
considered. The result shows that the influence of the alloy’s natural convection

27
on its homogenization pattern cannot be neglected, especially for ‘soft bubbling’
conditions, when low flow rates are used. In terms of the physical modeling, it is
complicated to relate the tracer’s density to the alloy’s density used in the industrial
process. Therefore, it could be more accurate if the mathematical modeling results
are validated with data from physical modeling experiments and thereafter are used
to predict the industrial conditions, instead of using physical modeling results to
directly predict industrial conditions.
(a)
(b) (c)

28
(d)
(e)
Figure 9. Effect of tracer’s natural convection on mixing pattern
for a low flow rate of 0.98NL‧min−1
(a) Color dye experiments, (b) Euler-Euler and (d) Euler-Lagrange approaches using fixed
flow patterns, (c) Euler-Euler and (e) Euler-Lagrange approaches using transient flow patterns.
The mixing times in the physical and mathematical modeling were collected in
Table 4. Due to the comparison, the mixing time predicted by the Euler-Lagrange
approach in a quasi-steady mode for each condition is always less than that
predicted by the physical modeling. Therefore, some parameters in the Euler–
Lagrange approach, such as the drag coefficient, need to be modified further.
Moreover, the main errors between physical modeling results and mathematical
modeling results exist when using the conditions of a low flow rate and the
separation angle of 90 degrees. In comparison to the mathematical modeling in the

29
Quasi-steady mode, the errors of mixing time using the Euler-Euler approach in a
transient mode decrease significantly. However, with the consideration of the
tracer’s natural convection caused by the density change, the errors between the
physical modeling and mathematical modeling results for higher flow rates are still
larger than 5%. Therefore, it is necessary to modify the model further.
Table 4. Comparison of mixing times between physical modeling
and mathematical modeling results
The bubble distribution and flow field in an industrial 50t ladle during the
bottom blowing using off-centered and dual plugs with a 90degree, a 135degree,
and a 180degree angles were shown in Figure 10, respectively. For the same total
flow rate, the volume ratio of gas phase at the central plume zone using an off-
centered plug blowing is twice as large as that using dual-plug blowing. Thus, the
average bubble size for the off-centered condition is assumed to be larger because
of the bubble interactions. Moreover, for the off-centered blowing, the flow field
violently circulates along the central axis of plug. With an increased plug
separation angle, the flow field changes from a one-circle pattern to a two-circle
pattern. For the off-centered blowing case, the eccentric circulating at the central
zone in the ladle is intense, and the flow field of side zone at the bottom is weak.
For the dual plug bottom blowing case, the intensity of circulating at the central
zone gradually is reduced with an increased angle. Thereafter, the flow field of side
zone at the bottom becomes strengthened.
Software and
Flow Field Bottom-blown
90degree
Bottom-blown
135degree
Bottom-blown
180degree
ANSYS
FLUENT
Flow Rate
(NL⋅min-1) Phy. Math. Error Phy. Math. Error Phy. Math. Error
Euler-Lagrange
Quasi-steady
0.98 66 129.3 96% 74 130.5 76% 62 111 79%
1.3 62 92.3 49% 65 68.7 6% 60 66.2 10%
1.63 57 82 44% 53 61 15% 57 60 5%
OpenFOAM Flow Rate
(NL⋅min-1) Phy. Math. Error Phy. Math. Error Phy. Math. Error
Euler-Euler
Transient
0.98 66 68 3% 74 78 5% 62 64 3%
1.3 62 60 3% 65 67 3% 60 58 3%
1.63 57 53 7% 53 52 2% 57 52 10%
*Bonds with the large error

30
(a) (b)
(c) (d)
Figure 10. Bubble distribution, flow field, and homogenization process in a 50t ladle
(a) Off-centered bottom blowing, (b) Dual plugs with 90degree,
(c) Dual plugs with 135degree, (d) Dual plugs with 180degree.
In the mathematical modeling, the mixing time was defined by the means of
that the average mass fraction stays within the ±5% range of a total homogenized
concentration. The mixing time was mainly dominated by the concentration of
monitoring points at the side-bottom zone, named the ‘Dead Zone’, in the ladle.
The mixing times predicted by the mathematical modeling in the 50t ladle were
compared in Figure 11. The prediction shows that the mixing time with the off-
centered blowing is largest, and the mixing time for a bottom blowing using a dual
plug decreases firstly and increases thereafter with an increased separation angle.
The shortest mixing time is found when using a configuration with a separation
angle of 160 degree and it has a value of approximately 101s.
Bubble Diameter
Bubble Diameter
Bubble
Diameter
Bubble
Diameter

31
Figure 11. Homogenization times for various injection configurations
For the ladles with various weights, the optimal radial positions and separation
angles of the plugs in previous works were collected, as shown in Figure 12. In
terms of the mixing condition, an optimal range of plug’s radial location is mainly
off-centered for a single plug injection for values ranging from 0.72R to 0.75R.
For dual-plug injections, a separation angle between the plugs of approximately
160° is mostly recommended, and the optimal dual-plug radial position is around
0.65R. Overall, larger radial angles in the range of 135~180° are recommended to
reach a bubbly stirring condition when using dual porous plugs.
Figure 12. Optimal radial positions and separation angles of plugs in ladles
with various weights
203s
158s
128s108s 101s
125s
0
50
100
150
200
250
Tim
e(s)
off-centered90 degree135 degree150 degree160 degree180 degree

32
4.2 Comparison of Euler-Euler Approach and Euler–Lagrange Approach
for Gas Injection in a Ladle (Supplement Ⅲ)
In the studies of the flow field and mixing conditions, it was found that the
selection of multiphase models have an essential influence on the simulation results.
Therefore, the main approaches, namely the Euler-Euler approach and the Euler-
Lagrange approach, to predict the multiphase flow should be compared in detail.
Furthermore, the bubble’s behaviors, such as collision, coalescence and breakup,
were also needed to be studied by the advanced sub-model in two approaches. For
the Euler-Lagrange approach, the relationship among the bubble injection
frequency, bubble diameter and bubble number per unit injection time were linked
and various bubble generation patterns were shown in Figure 13. The predicted
axial velocity was compared with experiment data[29] in Figure 14(a) and (b). For
the axial velocity, the comparison shows that the simulation result is consistent
with experiment data for different injection patterns. It is shown that the bubble
injection pattern does not have a critical influence on the velocity distribution at
the same flow rate, which is consistent with the experimental results from previous
studies.[23, 176]

33
Figure 13. Regime of discrete bubbles formed when injecting gas through porous plugs.
The experiments are reproduced with permission.[29]1990, Springer US.
(a) (b)
Figure 14. Velocity magnitude at different heights
(a) Velocity magnitude with various injection frequencies,
(b) Velocity magnitude with various bubble sizes.
In order to predict the bubble size distribution in the plume zone, for the flow
rates of 600(cm3⋅s-1)STP and 1200(cm3⋅s-1)STP, the gas volume fraction and the
probability of bubble size distribution predicted by the Population Balance Model
in OpenFOAM were shown in Figure 15, respectively. As the flow rate increases,
the gas volume fraction at the plume zone increases. For the bubble distribution,
A
B C
E D
Experime
nt
-0.3 -0.2 -0.1 0.0 0.1 0.2 0.3
-0.20.00.20.40.60.81.01.21.4
z380mm- experiment [29]
z380mm- A 100s-1
z380mm- B 200s-1
z380mm- C 1000s-1
-0.3 -0.2 -0.1 0.0 0.1 0.2 0.3
-0.20.00.20.40.60.81.01.21.4
z200mm-experiment [29]
z200mm-A 100s-1
z200mm-B 200s-1
z200mm-C 1000s-1
-0.3 -0.2 -0.1 0.0 0.1 0.2 0.3
-0.20.00.20.40.60.81.01.21.4
z200mm- experiment [29]
z200mm- A 2mm
z200mm- D 1mm
z200mm- E 4mm
-0.3 -0.2 -0.1 0.0 0.1 0.2 0.3
-0.20.00.20.40.60.81.01.21.4
z380mm- experiment [29]
z380mm- A 2mm
z380mm- D 1mm
z380mm- E 4mm
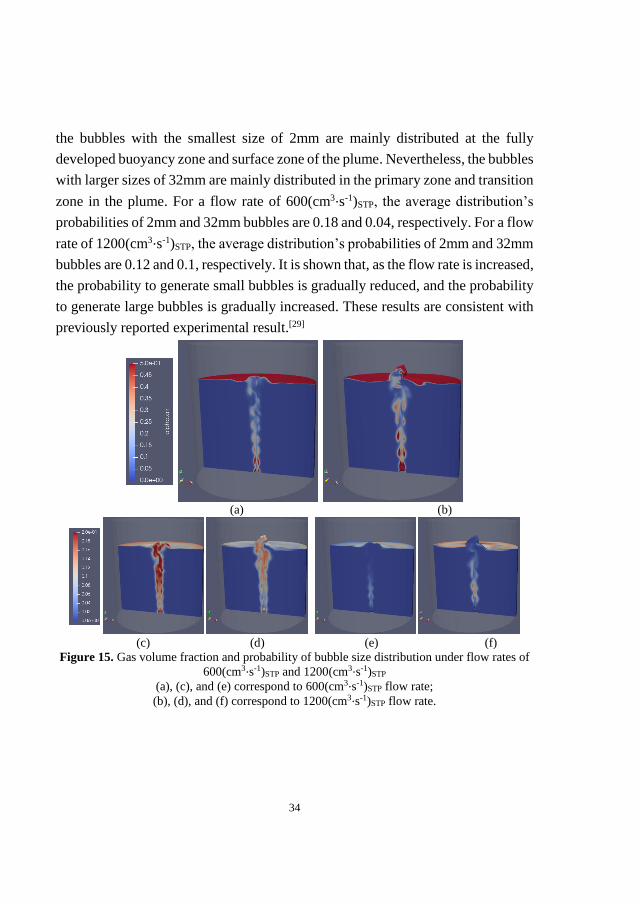
34
the bubbles with the smallest size of 2mm are mainly distributed at the fully
developed buoyancy zone and surface zone of the plume. Nevertheless, the bubbles
with larger sizes of 32mm are mainly distributed in the primary zone and transition
zone in the plume. For a flow rate of 600(cm3⋅s-1)STP, the average distribution’s
probabilities of 2mm and 32mm bubbles are 0.18 and 0.04, respectively. For a flow
rate of 1200(cm3⋅s-1)STP, the average distribution’s probabilities of 2mm and 32mm
bubbles are 0.12 and 0.1, respectively. It is shown that, as the flow rate is increased,
the probability to generate small bubbles is gradually reduced, and the probability
to generate large bubbles is gradually increased. These results are consistent with
previously reported experimental result.[29]
(a) (b)
(c) (d) (e) (f)
Figure 15. Gas volume fraction and probability of bubble size distribution under flow rates of
600(cm3⋅s-1)STP and 1200(cm3⋅s-1)STP
(a), (c), and (e) correspond to 600(cm3⋅s-1)STP flow rate;
(b), (d), and (f) correspond to 1200(cm3⋅s-1)STP flow rate.

35
4.3 Influence of Plug Design on the Bubble Injection Characteristics
(Supplement Ⅳ)
In the mathematical modeling to predict the bubble behaviors using the Euler-
Euler and Euler-Lagrange approaches, the bubble size should be determined by
using physical modeling. Here, several vital coefficients, such as the turbulent
dispersion, were still needed to be modified based on some certain conditions. In
this part, the statistic characteristic of gas bubbling were studied using physical and
mathematical modeling. For the bubble injection using slot plugs, the effect of flow
rate on the gas-liquid plume was shown in Figure 16. For a flow rate of 0.5NL⋅min-
1, the gas volume fraction in the gas-liquid flow is lower, and the gas distribution
in the plume corresponds to discrete bubbling condition. The bubble is relatively
sparse and its average size in the cap-shape is around 3.8mm. With an increased
flow rate, the average bubble size increases to a small extent and the quantity of
discrete bubbles gradually increases. For a flow rate of 1.5NL⋅min-1, a small
amount of bubbles begin to collide and thereby aggregate into bubble clusters.
When the flow rate increased to 2.0NL⋅min-1, a large quantity of discrete bubbles
collide and form large bubbles. As the flow rate is increased, the gas volume
fraction in the central plume gradually increases, but the width of the plume always
remain approximately constant. In order to study the gas-liquid flow using a porous
plug, the plug with a porosity of 30% was firstly employed, and the flow conditions
using various flow rates were compared, as shown in Figure 17. For a flow rate of
0.5NL⋅min-1, the gas volume fraction in the central plume is low, and the gas
distribution corresponds to dispersive bubbles. The average size of bubbles having
an ellipsoidal shape is around 1.9mm. With an increased flow rate, the average size
of bubbles increases to 2.8mm, and the amount of dispersive bubbles increases
significantly. When the flow rate is increased to 2.0NL⋅min-1, in the fully
developed buoyancy zone, a large amount of bubbles are still under the dispersive
condition and only a few large bubbles are generated due to bubble collisions and
aggregations. Furthermore, compared to the characteristic of gas bubbling using a
slot plug, the increased gas flow rate has a larger influence on the plume width

36
enlargement than the bubble’s coalescence. As the gas flow rate increases, the
width of gas-liquid plume is increased significantly.
Figure 16. Effect of flow rate on the gas bubbling using slot plug
(a) 0.5NL·min-1, (b) 1.0NL·min-1, (c) 1.5NL·min-1, (d) 2.0NL·min-1
Figure 17. Effect of flow rate on the gas bubbling using a plug with a porosity of 30%
(a) 0.5NL·min-1, (b) 1.0NL·min-1, (c) 1.5NL·min-1, (d) 2.0NL·min-1
By using plugs with porosities of 30%, 36%, and 42%, the impact of
porosity on the gas-liquid flow was studied. As shown in Figure 18, the
diameters of multiphase zone are 68mm, 60mm, and 50mm for the porosities
of 30%, 36%, and 42%, respectively. With an increased porosity, the gas
volume fraction in the central plume zone gradually increases and the width of
plume decreases obviously. The reason is that, as the porosity increases, the
effect of viscous resistance in the porosity zone on the gas flow becomes so
weak that the injection momentum generated by the gas bubbling in the central
plume zone becomes more concentrated. Therefore, the turbulence dispersion
nearby the central zone decreases. In the mathematical modeling, the porous
zone is totally filled with the fluid, which is different from the actual condition.

37
The conditions of gas fraction, air velocity distribution, and bubble size distribution
in the vessel zone were compared separately. As shown in Figure 19, an increased
plug porosity leads to that the plume widths of the buoyancy zone decrease. These
plume widths match well with those determined using physical modeling.
Moreover, as the plug’s porosity increases, the inlet zone with a high gas volume
fraction becomes narrower, and the penetration length of gas injection is increased.
As the porosity is increased, the gas velocity at the central plume zone increases
and the plume width decreases. This means that the momentum transfer from gas
to liquid gets more concentered.
Figure 18. Effect of porosity on the gas bubbling using porous plug
(a) 30%~1.0NL·min-1;(b) 36%~1.0NL·min-1;(c) 42%~1.0NL·min-1
Figure 19. Effect of plug’s porosities on the gas volume fraction in the vessel zone
(a) 30%~1.0NL·min-1;(b) 36%~1.0NL·min-1;(c) 42%~1.0NL·min-1
68mm 60mm 50mm
(b)
31mm
(a)
37mm
(c)
26m
m

38
4.4 An Experimental and Mathematical Work on Single Bubble Behavior
under Reduced Pressure (Supplement Ⅴ)
Based on the analysis of statistic bubbling, the single bubble behaviors
during its generation and ascent were studied further. For the flow rates of
20(mL‧min-1)STP and various reduced pressures, the detachment shapes of
discrete bubbles injected using 0.5mm, 1mm, and 2mm nozzles were compared
in Figure 20. With a reduction of top pressure, the diameter of bubbles
increases and the frequency of bubble’s generation decreases in general.
Especially, for the 0.5mm nozzle, the top reduced pressure has a larger
influence on the frequency of bubble generation. When comparing the bubble
widths and heights generated by the 0.5mm, 1mm and 2mm nozzles, it is clear
that as the nozzle inlet size is increased, the bubble’s diameter gradually
increases for the same flow rate and reduced pressure value. Moreover, with
an increased nozzle inlet diameter, the effect of reduced pressure on the
increasing rate of bubble widths and heights becomes greater.
Figure 20. Effect of the nozzle inlet diameter on the bubble shape
for a flow rate of 20(mL‧min-1)STP
0.5mm
101325P
a 81325Pa 61325Pa 41325Pa 21325Pa 16325Pa
1.0mm
2.0mm
39
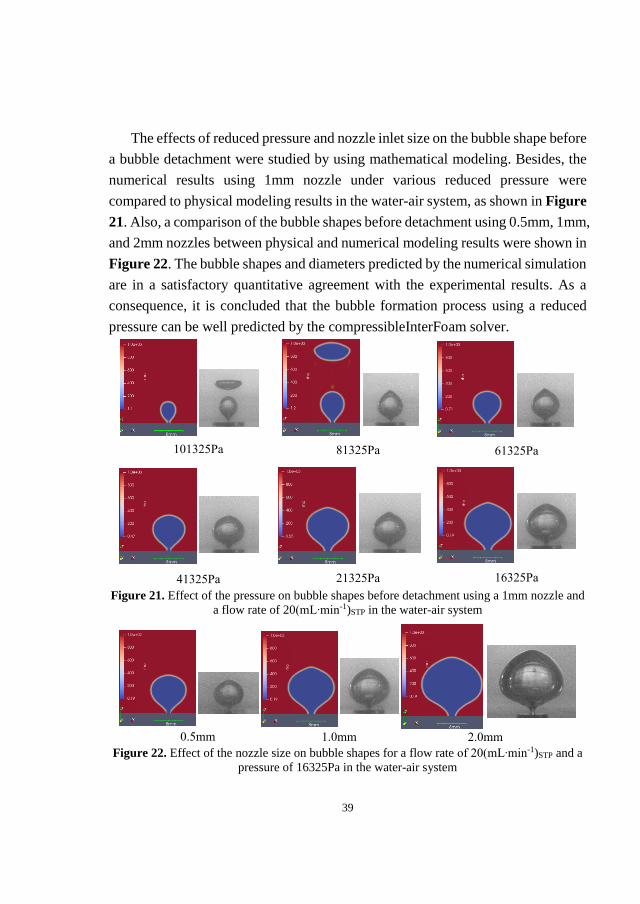
The effects of reduced pressure and nozzle inlet size on the bubble shape before
a bubble detachment were studied by using mathematical modeling. Besides, the
numerical results using 1mm nozzle under various reduced pressure were
compared to physical modeling results in the water-air system, as shown in Figure
21. Also, a comparison of the bubble shapes before detachment using 0.5mm, 1mm,
and 2mm nozzles between physical and numerical modeling results were shown in
Figure 22. The bubble shapes and diameters predicted by the numerical simulation
are in a satisfactory quantitative agreement with the experimental results. As a
consequence, it is concluded that the bubble formation process using a reduced
pressure can be well predicted by the compressibleInterFoam solver.
Figure 21. Effect of the pressure on bubble shapes before detachment using a 1mm nozzle and
a flow rate of 20(mL‧min-1)STP in the water-air system
Figure 22. Effect of the nozzle size on bubble shapes for a flow rate of 20(mL‧min-1)STP and a
pressure of 16325Pa in the water-air system
101325Pa 81325Pa 61325Pa
41325Pa 21325Pa 16325Pa
0.5mm 1.0mm 2.0mm

40
Based on the result of physical modeling studies, it can be seen that the stable
bubble size under a vacuum condition becomes much larger than that for an
atmosphere condition. The reduced pressure has a significant influence on the
initial bubble size. Especially, for high flow rates, the bubble formation is
extremely unstable because the original bubble size is oversized. For a pressure of
16325Pa at the top and a flow rate of 20(mL‧min-1)STP, the bubble rising was shown
in Figure 23. Because of interfacial surface tension, the bubble’s boundary at the
bottom concaves into bubble inside. Thereafter, it deforms into wave shape, so that
the deformed part of bubble is gradually separated from the main body of bubble
at the bottom. After the bubble gradually reaches the stable condition, the deformed
part of bubble bursts into several small bubbles, which rise along with the main
bubble due to the function of wake flow directed by the main bubble. During the
bubble’s rising, the bubble gradually deforms from a spherical shape to a spherical-
cap shape due to the surface tension and the drag force. Finally, the bubble rises
under a quasi-steady shape condition. Using the nozzle’s diameter as an 8mm ruler,
the maximum width of bubble during rising is around 20mm.
Besides, the compressibleInterFoam solver was employed to model the
compressible multiphase flow in the water-air system. Using the same condition
for the physical modeling, the predicted behavior of bubble’s rising was shown in
Figure 24. Under a laminar condition, the maximum bubble width is 20mm when
the bubble becomes steady. This is consistent with the results for a reduced
pressure condition in the physical modeling experiments. Therefore, the
compressibleInterFoam solver is dependent on modeling the bubble’s rising
behavior when assuming a reduced pressure condition.

41
Figure 23. Behavior of Bubble rising under a reduced pressure condition in the water-air system
Figure 24. Mathematical modeling of bubble rising under a reduced pressure in the water-air
system
0.100s 0.090s
0.110s
20mm 20mm
20mm
0s 0.040s
0.080s
20mm 20mm 20mm
0.120s
0.200s
0.160s
20mm 20mm 20mm
0.02s 0.04s
0.08s 0.10s
0.12s 0.14s
0.18s 0.20s

42
Consequently, the compressibleInterFoam solver was used to predict the
motion of bubbles in the refining ladle under a vacuum condition. During the single
bubble’s rising, the bubble deforms from a spherical shape to a spherical-cap shape
because of the surface tension. Therefore, it gradually reaches the stable condition
by means of shedding several small bubbles at the bottom of the main bubble.
When the bubbles become steady, the maximum bubble size is around 65.0mm,
when the surrounding pressure is 0.2bar. In terms of the effect of pressure on the
bubble’s steady condition, the behavior of bubble rising under the high pressure at
the bottom position in the liquid steel was compared to a case corresponding to a
low pressure condition at the top position in the liquid steel. When the pressure
increases, the maximum width of bubble decreases. At the bottom position in the
liquid steel, the steady bubble width is around 58mm, when the surrounding
pressure is 2.0bar.
4.5 Decarburization in an Electric Arc Furnace using Coupled Fluid
dynamics and Thermodynamics (Supplement Ⅵ)
Based on the previous works on the fluid dynamics of gas bubbling, the
coupling method, named the Multi-zone Reaction Model, was employed to
study the thermodynamics reactions between oxygen and molten steel in an
EAF process. At the beginning of the refining period, the carbon mass
percentage is assumed to be 0.00065. For an oxygen flow rate of 100Nm3/h,
during the refining phase, the minimum of carbon mass percent is 0.00005 at
the hot spot zone. After 5min of refining, the carbon mass percent outside the
central plume zone gradually decreases to around 0.00055. Based on the
industrial measurement of the carbon content at the beginning and end points,
the decrease of average carbon content is simplified by assuming a linear
relation with the refining time. Monitoring the average carbon mass percent in
the whole furnace, the decarburization rate is consistent with the ones measured
in the industrial operation, as seen in Figure 25(a). In the industrial operation,
the temperature measurements were carried out to monitor the dynamic
temperatures at the hot spot zone. The maximum and minimum hot spot

43
temperatures are consistent with the measured values in the refining phase, as
shown in Figure 25(b). During the refining, the hot spot temperature gradually
decreases from 2600°C to 2450°C. With a decreasing carbon content in the whole
furnace, the carbon supplement rate from outside to the hot spot zone becomes
slower. Besides, because the reactions of carbon and iron oxidations are
exothermic, the equilibrium reaction rates also drop dramatically. Moreover, in the
range of hot spot temperatures measured in industrial operations, there could exist
an endothermic iron evaporation, which would also results in a temperature
reduction.
(a) (b)
Figure 25. Comparison of industrial measurements and modeling results
(a) average carbon contents and (b) hot spot temperatures
Based on the decarburization process for a flow rate of 100Nm3/h oxygen, the
refining condition with a flow rate of 50Nm3/h oxygen was compared. Moreover,
the combination of oxygen and inert gas argon was used to increase the efficiency
of refining process. In comparison to the gas injection conditions of 50Nm3/h
oxygen, 100Nm3/h oxygen, and a combination of 50Nm3/h oxygen with 50Nm3/h
argon, the average carbon contents, hot spot temperatures and average
temperatures increase with time were shown in Figure 26. For flow rates of
50Nm3/h oxygen and a combination of 50Nm3/h oxygen with 50Nm3/h argon, the
average carbon mass percent gradually decrease to 0.00061 and 0.00058 in the
steel bath, and the average steel temperatures increase to 1773.6K and 1773.9K
1900
2000
2100
2200
2300
2400
2500
2600
2700
0 60 120 180 240 300 360 420 480 540 600 660
Ho
t S
pot
Tem
per
ature
(°C
)
Time (s)
Measured Modeled
0.0004
0.00045
0.0005
0.00055
0.0006
0.00065
0.0007
0.00075
0 60 120 180 240 300
Aver
age
Car
bon
Mas
s F
ract
ion
Time (s)Modeling Trial 1350 Trial 1351Trial 1352 Trial 1354

44
after 5min refining time. The results show that, in comparison to the
decarburization rate under a flow rate of 100Nm3/h oxygen, the decarburization
rate decreases approximately 66% for a flow rate of 50Nm3/h oxygen. Using
the combined injection of 50Nm3/h oxygen with 50Nm3/h argon, the
decarburization rate only drops approximately 38%, due to the efficient kinetic
mass transfer. In comparison to the hot spot temperature under the flow rate of
100Nm3/h oxygen, the temperature for a flow rate of 50Nm3/h oxygen
decreases from a level of 2500°C to a level of 2160°C. That is to say, the hot
temperature decreases to a value of 340°C. For a combined injection of
50Nm3/h oxygen with 50Nm3/h argon, the hot spot temperature is at the level
of 2210°C during the refining. This means that the hot spot temperature
increases almost 50°C in comparison to that for a 50Nm3/h oxygen flow rate.
It is shown that the oxygen flow rate has a large influence on the hot spot
temperature as well as the increase of average steel temperature. Moreover, the
maximum hot spot temperature decreases for the parallel injection conditions
are similar to that for an industrial injection of 100Nm3/h oxygen.
(a) (b)
0.0005
0.00055
0.0006
0.00065
0.0007
0 60 120 180 240 300
Aver
age
Car
bon
Mas
s F
ract
ion
Time (s)
50Nm3/h O2
100Nm3/h O2
50Nm3/h O2+50Nm3/h Ar1773
1773.5
1774
1774.5
1775
0 60 120 180 240 300
Aver
age
Ste
el T
emper
atu
re (
°C)
Time (s)
50Nm3/h O2
100Nm3/h O2
50Nm3/h O2+50Nm3/h Ar

45
(c)
Figure 26. Parameter variation under combined injections of oxygen and inert gas argon
(a) Average carbon content, (b) Average steel temperature, and (c) Hot spot temperature.
For the combined injection of O2 and CO2, the distributions of carbon mass
fraction and temperature in the molten steel with the CO2 mass fractions of 0%,
20%, and 40% after 2.5min refining were compared in Figure 27. With an
increased the ratio of CO2, the mass percent of carbon in the molten steel increases
and the steel temperature decreases. This means that the decarburization rate
gradually decreases for the same refining time. As the carbon dioxide in the gas
injection increases to a 40% mass percentage value, there exists the plume
temperature above the hot spot zone lower than that outside the central plume zone.
1800
2000
2200
2400
2600
2800
0 60 120 180 240 300
Ho
t S
po
t T
emp
erat
ure
(°C
)
Time (s)
50Nm3/h O2
100Nm3/h O2
50Nm3/h O2+50Nm3/h Ar

46
(a) (b)
(c) (d)
(e) (f)
Figure 27. Distribution of carbon mass fraction and temperature in the molten steel for a flow
rate of 100Nm3/h after 2.5min refining phase
(a) and (b) are total O2, (c) and (d) are 20% mass percent of CO2,
(e) and (f) are 40% mass percent of CO2.
47
Chapter 5 Conclusions
This dissertation focuses on the fluid dynamics of gas bubbling and its
advanced coupling with the equilibrium thermodynamics to predict complicated
chemical reactions in the metallurgical processes. Most of the existing works do
not consider the effects of pressure changes and plug designs on the bubble
behavior, and the injection pattern of gas bubbling for a constant bubble size is
usually established by experience, for which the mathematical modeling to
describe the flow field normally has lower accuracy. Based on each multiphase
model’s speciality, numerical simulations have been performed to describe the
bubble behavior using a multi-scale approach: Prototype scale (macro) → Plume
scale → Single bubble scale → Equilibrium reaction scale (micro). The main
content can be divided into two parts:
(1) A solution to the mentioned problems, namely the general empirical rules of
mixing and homogenization, multiphase-model comparison, vacuum bubbling
and statistical bubble interaction, have all been involved in this study.
(2) Based on the analysis of the fluid dynamics of the gas bubbling, a coupled
method of fluid dynamics and thermodynamics, named as Multi-zone
Reaction Model, has been developed to predict the decarburization process in
an EAF with a refining phase.
Several specific conclusions from each supplement can be summarized as
follows:
Review of existing approaches of physical modeling and mathematical
modeling (Supplement Ⅰ)
1.1 Depending on the research purpose, previous physical modeling experiments
in lab scale have been divided based on four major research focuses: ⅰ) mixing
and homogenization in the ladle, ⅱ) gas bubble formation, transformation, and
interactions in the plume zone, ⅲ) inclusion behavior, and ⅳ) steel-slag

48
interface and open eye formation. Several works related to industrial research
focused on open eye formation and the optimization of gas stirring. Concerning
physical modeling, such as mixing and homogenization in ladles, the general
empirical rules can be improved.
1.2 According to the basic fundamental theory and applicability of each model,
four kinds of multiphase-models (Quasi-steady State Model, VOF Model,
Euler-Euler Model, and Euler-Lagrange Model) coupled with three kinds of
turbulence models (k-epsilon Model, k-omega SST Model, LES Model),
particularly paying attention to different research directions have been
discussed. The difference between the four models is in the method how to
describe the liquid-gas two phase zone.
1.3 Based on the literature review, several weaknesses were found: ⅰ) for physical
modeling, such as mixing and homogenization in ladles, the general empirical
rules can be improved; ⅱ) the mathematical models focusing on inclusion
behavior at the steel-slag interface need to be improved; and ⅲ) the phenomena
governing the transfer of elements, vacuum degassing, and the combination of
fluid dynamics and thermodynamics, such as in desulfurization, need to be
developed further.
Flow field and mixing conditions in a 50t ladle (Supplement Ⅱ)
2.1 In a 50t ladle, for a ±5% homogenization degree, the mixing time with dual
plugs using a radial angle of 180° is the shortest. In addition, the mixing time
using a radial angle of 135° decreases the most with an increased flow rate.
The flow pattern and mixing conditions predicted by mathematical modeling
agree well with the result of the physical modeling.
2.2 For a ±1% homogenization degree, the influence of the tracer’s natural
convection on the homogenization pattern cannot be neglected. This is
especially true for ‘soft bubbling’ cases using a low gas flow rate.
2.3 In the 50t ladle, it is recommended that a separation angle of 160° is chosen for
gas stirring when using dual porous plugs, when the optimal radial position is
around 0.65R.

49
Comparison of Euler-Euler and Euler–Lagrange Approaches in the
mathematical modeling (Supplement Ⅲ)
3.1 In the Euler-Euler approach, differences in axial velocities and turbulent
kinetic energies for various bubble sizes mainly appears in the plume zone. In
the Euler-Lagrange approach, different bubble sizes with the same injection
frequency have a small impact on the turbulence dissipation. For both modeling,
the smaller the bubble diameter is, the larger the axial velocity and turbulent
kinetic dissipation become in the central zone.
3.2 For the bubble coalescence and breakup, according to the comparison of two
modeling approaches, the Euler-Lagrange approach is more accurate in
predicting the flow pattern for gas injection with a porous plug in the ladle.
Plug design and statistic bubble behavior in the physical modeling
(Supplement Ⅳ)
4.1 During bottom blowing using a slot plug, with increasing flow rate, the gas-
liquid plume width does not change significantly, and the periodic behavior of
the bubble statistic amount increases gradually. Otherwise, during bottom
blowing using a porous plug, as the flow rate increases, the central plume
becomes wider, and the periodic characteristic of bubble injection is not
obvious.
4.2 As the porosity increases, the volume fraction of gas and the average bubble
size at the central plume zone increases, while the width of the two-phase
plume zone decreases. The results predicted by the mathematical modeling are
consistent with those of the physical modeling.
4.3 Gas injection using a slot plug promotes kinetic reactions close to the open eye
due to the concentrated plume structure and momentum transfer, and gas
injection using a porous plug promotes a good inclusion removal because of
increasing amount of bubbles.
Single bubble behavior under the reduced pressure condition (Supplement Ⅴ)
5.1 The top pressure has a significant influence on the bubble expansion during
formation under vacuum condition compared with that under atmosphere

50
pressure. For the bubble generation, under the same top pressure, as the flow
rate and nozzle size increases, the bubble diameter before attachment and
generation frequency gradually increase.
5.2 Under the same flow rate, with reduced top pressure, the diameter of the
bubbles increases largely and the generation frequency decreases to a small
extent. Under relatively low flow rates, the frequency of the bubble generation
is sensitive to an increased flow rate, and the frequency becomes almost
constant as the flow rate increases to a certain level. In terms of the bubble
rising behavior, the bubble gradually reaches a stable condition by means of
shedding several small bubbles from the main bubble.
5.3 In the steel-argon system, and using flow rates in the range of 5.0(mL‧min-1)STP
to 2000(mL‧min-1)STP, the original bubble diameter is in the range of 6.0mm to
20.0mm. Under laminar conditions, the maximum bubble width is 65mm for a
low pressure of 0.2bar, and at the bottom region the steady bubble width is
around 58mm for a pressure of 2.0bar. As the surrounding pressure increases,
the maximum size of the bubble, under steady conditions, decreases.
Coupled Fluid dynamics and Thermodynamics (Supplement Ⅵ)
6.1 For a high flow rate, the effect of the nozzle size on the hydrodynamic
condition in the reaction zone of the plume area can be neglected.
6.2 The decarburization rate and hot spot temperature predicted by the
mathematical model are consistent with the industrial measurements. The
maximum hot spot temperature gradually decreases during the refining phase.
Also, the oxygen flow rate has a significant influence on the decarburization
rate, hot spot temperature and average steel temperature increment rate.
6.3 In terms of a combined injection of O2 and inert argon gas, while using the
same injected mass of O2, the decarburization rate increases due to the efficient
kinetic mass transfer of carbon in the molten steel. Furthermore, for a combined
injection of O2 and CO2, as the ratio of CO2 mass fraction increases, the
maximum hot spot temperature, the increment rate of average temperature, and
the decarburization rate in the molten steel decrease dramatically. Also, an

51
endothermic reaction of CO2 with carbon in the molten steel occurs, which
results in a temperature drop above the hot spot zone.
Consequently, the research step from fluid dynamics to its coupling with high
temperature, multiphase thermodynamics is a large promotion in this study.
Moreover, the research process using open source software to replace the
commercial software is also believed to be an important technical route to further
facilitate the transparent development of new modules for high temperature
thermodynamics processes such as those in the steel industry.


53
Chapter 6 Sustainability and Recommendations for Future Work
6.1 Sustainability
The iron and steel industry is one of the biggest industrial emitters of CO2,
accounting for between 4% and 7% of anthropogenic CO2 emissions globally.[177,
178] This thesis contributes to a more sustainable and high efficient steelmaking
processes. By implementing the results of optimizing the processes, the production
efficiency can be increased. This leads to energy savings and a decrease of CO2
emissions in the steelmaking processes. In comparison to the traditional ore-based
steelmaking process using a BOF convertor, the scrap-based EAF process itself is
more efficient and environmentally friendly since it leads to a reduction of ore and
fossil resources’ consumption. Furthermore, in the EAF process, the oxygen
injection by bottom-blown is more efficient and results in a lower oxygen
consumption compared to a top-blown oxygen injection. The partial replacement
of argon using the recycled CO2 is developed as an alternative option for the gas
stirring with the aim to decrease the CO2 emissions. In the ladle refining, the
optimal gas stirring condition can increase the process efficiency to reduce the
temperature drop and the resulting need for reheating by using electrodes. Overall,
the implementation of the results in this dissertation contributes to the following
United Nations goals: goal 12 responsible production and goal 13 climate
action.[179]
6.2 Recommendation for Future Work
Further studies on the coupling model to predict the thermodynamic reactions
in the EAF process should be performed. Moreover, the factors to influence fluid
dynamics in the metallurgical processes should be taken into consideration
comprehensively. Several aspects are recommended to study more in-depth:

54
(1) Coupling approach of fluid dynamics and thermodynamics by considering a
combination of CxHy with O2, electrode carbon element addition and electric
arc heating energy source in the EAF furnace.
(2) Specific study on the effect of sharp and dispersed multiphase interface on the
elements transfer in the mathematical modeling
(3) Lab-scale experiments to validate the results from the coupled modeling results
of fluid dynamics and thermodynamics.
(4) Studies of plug designs and configurations on the homogenization degree in the
physical modeling for a reduced top pressure condition.

55
References
1. NSC, 2017, An introduction to steelmaking (https://www.newsteelconstruction.com/wp/an-
introduction-to-steelmaking/).
2. new development and operational results in the use offxied side-wall injectors in the electric arc
furnaces, D. Tolazzi, C. Candusso, and S. Marcuzzi, 2016.
3. D. Mazumdar and R. I. L. Guthrie. ISIJ Int., 1995, vol. 35, pp. 1-20.
4. L. F. Zhang and S. Taniguchi. Int. Mater. Rev., 2000, vol. 45, pp. 59-82.
5. D. Sichen. Steel Res. Int., 2012, vol. 83, pp. 825-41.
6. G. Irons, A. Senguttuvan, and K. Krishnapisharody. ISIJ Int., 2015, vol. 55, pp. 1-6.
7. D. Mazumdar and J. W. Evans. ISIJ Int., 2004, vol. 44, pp. 447-461.
8. Y. Liu, M. Ersson, H. P. Liu, P. G. Jönsson, and Y. Gan. Metall. Mater. Trans. B, 2019, vol. 50,
pp. 555-577.
9. J. Mandal, S. Patil, M. Madan, and D. Mazumdar. Metall. Mater. Trans. B, 2005, vol. 36, pp.
479-87.
10. N. Mazumdar, A. Mahadevan, M. Madan, and D. Mazumdar. ISIJ Int., 2005, vol. 45, pp. 1940-
1942.
11. A. Leonard: Overview of Turbulent and Laminar Diffusion and Mixing, Springer Vienna, Vienna,
2009.
12. M. Ek, L. Wu, P. Valentin, and D. Sichen. Steel Res. Int., 2010, vol. 81, pp. 1056-1063.
13. D. Q. Geng, H. Lei, and J. C. He. Int. J. Miner. Metall. Mater., 2010, vol. 17, pp. 709-714.
14. S. P. Patil, D. Satish, M. Peranandhanathan, and D. Mazumdar. ISIJ Int., 2010, vol. 50, pp. 1117-
1124.
15. H. P. Liu, Z. Y. Qi, and M. G. Xu. Steel Res. Int., 2011, vol. 82, pp. 440-58.
16. A. M. Amaro-Villeda, M. A. Ramirez-Argaez, and A. N. Conejo. ISIJ Int., 2014, vol. 54, pp. 1-
8.
17. W. T. Lou and M. Y. Zhu. ISIJ Int., 2014, vol. 54, pp. 9-18.
18. H. Y. Tang, X. C. Guo, G. H. Wu, and Y. Wang. ISIJ Int., 2016, vol. 56, pp. 2161-2170.
19. R. González‐Bernal, G. Solorio‐Diaz, A. Ramos‐Banderas, E. Torres‐Alonso, C. A. Hernández‐
Bocanegra, and R. Zenit. Steel Res. Int., 2017, vol. 89, pp. 1700281.
20. Z. Q. Liu, L. M. Li, and B. K. Li. ISIJ Int., 2017, vol. 57, pp. 1971-79.
21. K. Bölke, M. Ersson, P.Y. Ni, M. Swartling, and P. G. Jönsson. Steel Res. Int., 2018, vol. 89, pp.
1700555.
22. A. S. Gómez, A. N. Conejo, and R. Zenit. J. Appl. Fluid Mech., 2018, vol. 11, pp. 11-20.
23. Y. Sahai and R. I. L. Guthrie. Metall. Trans. B, 1982, vol. 13, pp. 193-202.
24. Alfonso Humberto Castillejos-Escobar: A study of the fluid-dynamic characteristics of turbulent
gas-liquid bubble plumes, Doctoral thesis of British Columbia University, 1986.
25. A. H. Castillejos and J. K. Brimacombe. Metall. Trans. B, 1987, vol. 18, pp. 659-71.
26. A. H. Castillejos and J. K. Brimacombe. Metall. Trans. B, 1987, vol. 18, pp. 649-58.
27. S. H. Kim and R. J. Fruehan. Metall. Trans. B, 1987, vol. 18, pp. 381-390.
28. S. T. Johansen, D. G. C. Robertson, K. Woje, and T. A. Engh. Metall. Trans. B, 1988, vol. 19,
pp. 745-54.
29. P. E. Anagbo and J. K. Brimacombe. Metall. Trans. B, 1990, vol. 21, pp. 637-48.
30. M. Iguchi, H. Takeuchi, and Z. Morita. ISIJ Int., 1991, vol. 31, pp. 246-53.

56
31. Y. Y. Sheng and G. A. Irons. Int. J. Multiphase Flow, 1991, vol. 17, pp. 585-98.
32. Y. Y. Sheng and G. A. Irons. Metall. Trans. B, 1992, vol. 23, pp. 779-88.
33. Y. K. Xie and F. Oeters. Steel Res. Int., 1992, vol. 63, pp. 93-104.
34. Y. K. Xie, S. Orsten, and F. Oeters. ISIJ Int., 1992, vol. 32, pp. 66-75.
35. Y. Y. Sheng and G. A. Irons. Metall. Trans. B, 1993, vol. 24, pp. 695-705.
36. M. Iguchi, H. Kawabata, K. Nakajima, and Z. Morita. Metall. Mater. Trans. B, 1995, vol. 26, pp.
67-74.
37. K. Sakaguchi and K. Ito. ISIJ Int., 1995, vol. 35, pp. 1348-53.
38. Y. Y. Sheng and G. A. Irons. Metall. Mater. Trans. B, 1995, vol. 26, pp. 625-35.
39. T. Tatsuoka, C. Kamata, and K. Ito. ISIJ Int., 1997, vol. 37, pp. 557-61.
40. Y. Kishimoto, Y. Y. Sheng, G. A. Irons, and J. S. Chang. ISIJ Int., 1999, vol. 39, pp. 113-22.
41. D. Guo and G. A. Irons. Metall. Mater. Trans. B, 2000, vol. 31, pp. 1447-55.
42. Z. J. Han and L. Holappa. Steel Res. Int., 2001, vol. 72, pp. 434-38.
43. S. Taniguchi, S. Kawaguchi, and A. Kikuchi. Appl. Math. Modell., 2002, vol. 26, pp. 249-62.
44. Z. J. Han and L. Holappa. Metall. Mater. Trans. B, 2003, vol. 34, pp. 525-32.
45. Z. J. Han and L. Holappa. ISIJ Int., 2003, vol. 43, pp. 292-97.
46. A. Alexiadis, P. Gardin, and J. F. Domgin. Metall. Mater. Trans. B, 2004, vol. 35, pp. 949-56.
47. D. Mazumdar and R. I. L. Guthrie. Metall. Mater. Trans. B, 2010, vol. 41B, pp. 976-989.
48. K. Wichterle. Steel Res. Int., 2010, vol. 81, pp. 356-61.
49. Y. G. Xu, M. Ersson, and P. G. Jönsson. Metall. Mater. Trans. B, 2015, vol. 46, pp. 2628-38.
50. G. C. Wang, H. C. Zhou, Q. R. Tian, X. G. Ai, and L. F. Zhang. ISIJ Int., 2017, vol. 57, pp. 805-
13.
51. P. Gajjar, T. Haas, K. B. Owusu, M. Eickhoff, P. Kowitwarangkul, and H. Pfeifer. Engineering
Science and Technology, an International Journal, 2018.
52. K. B. Owusu, T. Haas, P. Gajjar, M. Eickhoff, P. Kowitwarangkul, and H. Pfeifer. Steel Res. Int.,
2018, vol. 0, pp. 1800346.
53. Albin Rozario, Nurni N. Viswanathan, and Somnath Basu. Metall. Mater. Trans. B, 2018.
54. L. F. Zhang, S. Taniguchi, and K. Matsumoto. Ironmak. Steelmak., 2002, vol. 29, pp. 326-36.
55. M. Söder, P. G. Jönsson, and L. Jonsson. Steel Res. Int., 2004, vol. 75, pp. 128-38.
56. S. Jansson: A study on molten steel/slag/refractory reactions during ladle steel refining,
Licentiate thesis of KTH Royal Institute of Technology, 2005, 91-7178-090-4 (ISBN).
57. Y. J. Kang, L. Yu, and D. Sichen. Ironmak. Steelmak., 2007, vol. 34, pp. 253-61.
58. M. Thunman, S. Eckert, O. Hennig, J. Bjorkvall, and D. Sichen. Steel Res. Int., 2007, vol. 78, pp.
849-56.
59. J. Savolainen, T. Fabritius, and O. Mattila. ISIJ Int., 2009, vol. 49, pp. 29-36.
60. K. Malmberg, M. Nzotta, A. Karasev, and P. G. Jönsson. Ironmak. Steelmak., 2013, vol. 40, pp.
231-37.
61. H. L. Yang, P. He, and Y. C. Zhai. ISIJ Int., 2014, vol. 54, pp. 578-81.
62. S. F. Yang, W. Liu, and J. S. Li. JOM, 2015, vol. 67, pp. 2993-3001.
63. C. Liu, S. F. Yang, J. S. Li, L. B. Zhu, and X. G. Li. Metall. Mater. Trans. B, 2016, vol. 47, pp.
1882-92.
64. Y.L. Zhou, Z.Y. Deng, and M.Y. Zhu. Int. J. Miner. Metall. Mater., 2017, vol. 24, pp. 627-37.
65. K. Yonezawa and K. Schwerdtfeger. Metall. Mater. Trans. B, 1999, vol. 30, pp. 411-18.
66. Kimitoshi Yonezawa and Klaus Schwerdtfeger. Metall. Mater. Trans. B, 1999, vol. 30, pp. 655-
660.
67. Kimitoshi Yonezawa and Klaus Schwerdtfeger. Metall. Mater. Trans. B, 2000, vol. 31, pp. 461-
468.
68. D. Guo and G. A. Irons. Metall. Mater. Trans. B, 2002, vol. 33, pp. 377-84.
69. Subagyo, G. A. Brooks, and G. A. Irons. ISIJ Int., 2003, vol. 43, pp. 262-63.

57
70. M. Iguchi, K. Miyamoto, S. Yamashita, D. Iguchi, and M. Zeze. ISIJ Int., 2004, vol. 44, pp. 636-
38.
71. K. Yonezawa and K. Schwerdtfeger. ISIJ Int., 2004, vol. 44, pp. 217-19.
72. P. Dayal, K. Beskow, J. Björkvall, and D. Sichen. Ironmak. Steelmak., 2006, vol. 33, pp. 454-64.
73. K. Krishnapisharody and G. A. Irons. Metall. Mater. Trans. B, 2006, vol. 37, pp. 763-72.
74. K. Krishnapisharody and G.A. Irons. Metall. Mater. Trans. B, 2007, vol. 38, pp. 367-375.
75. K. Krishnapisharody and G.A. Irons. Metall. Mater. Trans. B, 2007, vol. 38, pp. 377-388.
76. K. Krishnapisharody and G. A. Irons. ISIJ Int., 2008, vol. 48, pp. 1807-09.
77. P. Valentin, C. Bruch, Y. Kyrylenko, H. Kochner, and C. Dannert. Steel Res. Int., 2009, vol. 80,
pp. 552-58.
78. M. Peranandhanthan and D. Mazumdar. ISIJ Int., 2010, vol. 50, pp. 1622-31.
79. L. Wu, P. Valentin, and D. Sichen. Steel Res. Int., 2010, vol. 81, pp. 508-15.
80. K. Krishnapisharody and G. A. Irons. Metall. Mater. Trans. B, 2015, vol. 46, pp. 191-98.
81. N. Lv, L. Wu, H. Wang, Y. Dong, and C. Su. Int. J. Iron Steel Res., 2017, vol. 24, pp. 243-50.
82. D. Mazumdar, P. Dhandapani, and R. Sarvanakumar. ISIJ Int., 2017, vol. 57, pp. 286-95.
83. L. E. J. Pérez, A. Amaro-Villeda, A. N. Conejo, C. Gonzalez-Rivera, and M. A. Ramírez-Argáez.
Mater. Manuf. Process, 2018, vol. 33, pp. 882-890.
84. Y. Sahai and R. I. L. Guthrie. Metall. Trans. B, 1982, vol. 13, pp. 203-11.
85. Y. Sahai and R. I. L. Guthrie. Metall. Trans. B, 1982, vol. 13, pp. 125-27.
86. D. Mazumdar and R. I. L. Guthrie. Metall. Trans. B, 1985, vol. 16, pp. 83-90.
87. D. Mazumdar. Metall. Trans. B, 1989, vol. 20, pp. 967-69.
88. S. Joo and R. I. L. Guthrie. Metall. Trans. B, 1992, vol. 23, pp. 765-78.
89. D. Mazumdar, R. I. L. Guthrie, and Y. Sahai. Appl. Math. Modell., 1993, vol. 17, pp. 255-62.
90. Y. Y. Sheng and G. A. Irons. Can. Metall. Quart., 1998, vol. 37, pp. 265-73.
91. R. S. Bernard, R. S. Maier, and H. T. Falvey. Appl. Math. Modell., 2000, vol. 24, pp. 215-33.
92. M. B. Goldschmit and A. H. C. Owen. Ironmak. Steelmak., 2001, vol. 28, pp. 337-41.
93. S. Ganguly and S. Chakraborty. ISIJ Int., 2004, vol. 44, pp. 537-46.
94. M. Madan, D. Satish, and D. Mazumdar. ISIJ Int., 2005, vol. 45, pp. 677-85.
95. S. Ganguly and S. Chakraborty. Ironmak. Steelmak., 2008, vol. 35, pp. 524-30.
96. M. Ersson, L. Höglund, A. Tilliander, L. Jonsson, and P. G. Jönsson. ISIJ Int., 2008, vol. 48, pp.
147-53.
97. Y. J. Kwon, J. Zhang, and H. G. Lee. ISIJ Int., 2008, vol. 48, pp. 891-900.
98. B. K. Li, H. B. Yin, C. Q. Zhou, and F. Tsukihashi. ISIJ Int., 2008, vol. 48, pp. 1704-11.
99. P. Sulasalmi, A. Karna, T. Fabritius, and J. Savolainen. ISIJ Int., 2009, vol. 49, pp. 1661-1667.
100. C. A. Llanos, S. Garcia-Hernandez, J. A. Ramos-Banderas, J. D. Barret, and G. Solorio-Diaz.
ISIJ Int., 2010, vol. 50, pp. 396-402.
101. A. Huang, H. Harmuth, M. Doletschek, S. Vollmann, and X. Z. Feng. Steel Res. Int., 2015, vol.
86, pp. 1447-54.
102. T. Kulju, S. Ollila, R. L. Keiski, and E. Muurinen. IFAC-PapersOnLine, 2015, vol. 48, pp. 1-5.
103. P. Sulasalmi, V. Visuri, A. Kärnä, and T. Fabritius. Steel Res. Int., 2015, vol. 86, pp. 212-22.
104. Y. G. Xu, M. Ersson, and P. Jönsson. Steel Res. Int., 2015, vol. 86, pp. 1289-97.
105. A. Senguttuvan: Slag Metal Entrainment in Gas-Stirred Ladles, Doctoral thesis of McMaster
University, 2016.
106. U. Singh, R. Anapagaddi, S. Mangal, K. A. Padmanabhan, and A. K. Singh. Metall. Mater. Trans.
B, 2016, vol. 47, pp. 1804-16.
107. Y. G. Xu, M. Ersson, and P. G. Jönsson. ISIJ Int., 2016, vol. 56, pp. 1982-88.
108. A. Senguttuvan and G. A. Irons. ISIJ Int., 2017, vol. 57, pp. 1962-70.
58
109. K. Ramasetti, V. V. Visuri, P. Sulasalmi, and T. Fabritius: A CFD and Experimental Investigation
of slag eye in Gas Stirred Ladle, Proceeding of the 5th International Conference on Fluid Flow,
Canada, 2018.
110. S. T. Johansen and F. Boysan. Metall. Trans. B, 1988, vol. 19, pp. 755-64.
111. O. J. Ilegbusi and J. Szekely. ISIJ Int., 1990, vol. 30, pp. 731-39.
112. O. J. Ilegbusi, J. Szekely, Manabu Iguchi, Hiroaki Takeuchi, and Zen-ichiro Morita. ISIJ Int.,
1993, vol. 33, pp. 474-78.
113. L. Jonsson and P. Jönsson. ISIJ Int., 1996, vol. 36, pp. 1127-34.
114. P. G. Jönsson, L. Jonsson, and D. Sichen. ISIJ Int., 1997, vol. 37, pp. 484-91.
115. O. J. Ilegbusi, M. Iguchi, K. Nakajima, M. Sano, and M. Sakamoto. Metall. Mater. Trans. B,
1998, vol. 29, pp. 211-22.
116. L. Jonsson, D. Sichen, and P. Jönsson. ISIJ Int., 1998, vol. 38, pp. 260-67.
117. L. F. Zhang. Modelling Simul. Mater. Sci. Eng., 2000, vol. 8, pp. 463-76.
118. J. L. Xia, T. Ahokainen, and L. Holappa. Scand. J. Metall., 2001, vol. 30, pp. 69-76.
119. D. Y. Sheng, M. Soder, P. Jönsson, and L. Jonsson. Scand. J. Metall., 2002, vol. 31, pp. 134-47.
120. M. Söder, P. Jönsson, and J. Alexis. Scand. J. Metall., 2002, vol. 31, pp. 210-20.
121. M. Söder: Growth and removal of inclusions during ladle refining, Doctoral thesis of KTH Royal
Institute of Technology, 2004, 91-7283-886-8.
122. J. Zhang and H. G. Lee. ISIJ int., 2004, vol. 44, pp. 1629-38.
123. C. G. Mendez, N. Nigro, and A. Cardona. J. Mater. Process. Tech., 2005, vol. 160, pp. 296-305.
124. L. T. Wang, Q. Y. Zhang, S. H. Peng, and Z. B. Li. ISIJ Int., 2005, vol. 45, pp. 331-37.
125. L. T. Wang, S. H. Peng, Q. Y. Zhang, and Z. B. Li. Steel Res. Int., 2006, vol. 77, pp. 25-31.
126. M. T. Dhotre, B. L. Smith, and B. Niceno. Chem. Eng. Sci., 2007, vol. 62, pp. 7140-50.
127. F. D. Maldonado-Parra, M. A. Ramirez-Argaez, A. N. Conejo, and C. Gonzalez. ISIJ Int., 2011,
vol. 51, pp. 1110-1118.
128. V. De Felice, I. L. A. Daoud, B. Dussoubs, A. Jardy, and J. P. Bellot. ISIJ Int., 2012, vol. 52, pp.
1273-80.
129. A. Huang, H. Z. Gu, M. J. Zhang, N. Wang, T. Wang, and Y. Zou. Metall. Mater. Trans. B, 2013,
vol. 44B, pp. 744-49.
130. W. T. Lou and M. Y. Zhu. Metall. Mater. Trans. B, 2013, vol. 44B, pp. 762-82.
131. W. T. Lou and M. Y. Zhu. Metall. Mater. Trans. B, 2013, vol. 44B, pp. 1251-63.
132. S. Yu and S. Louhenkilpi. Metall. Mater. Trans. B, 2013, vol. 44B, pp. 459-68.
133. S. Yu, J. Miettinen, and S. Louhenkilpi. Mater. Sci. Forum, 2013, vol. 762, pp. 253-59.
134. J. P. Bellot, V. De Felice, B. Dussoubs, A. Jardy, and S. Hans. Metall. Mater. Trans. B, 2014,
vol. 45B, pp. 13-21.
135. W. T. Lou and M. Y. Zhu. Metall. Mater. Trans. B, 2014, vol. 45B, pp. 1706-22.
136. S. Yu: Numerical Modeling of Dehydrogenation and Denitrogenation in Industrial Vacuum Tank
Degassers, Doctoral thesis of Aalto University, 2014.
137. S. Yu, J. Miettinen, and S. Louhenkilpi. Steel Res. Int., 2014, vol. 85, pp. 1393-402.
138. L. M. Li, Z. Q. Liu, B. K. Li, H. Matsuura, and F. Tsukihashi. ISIJ Int., 2015, vol. 55, pp. 1337-
46.
139. W. T. Lou and M. Y. Zhu. ISIJ Int., 2015, vol. 55, pp. 961-69.
140. S. Yu, J. Miettinen, L. Shao, and S. Louhenkilpi. Steel Res. Int., 2015, vol. 86, pp. 466-77.
141. Numerical Simulation of a Gas-Stirred Ladle, H. Zambrano, A. Bencomo, L. Trujillo, and L. Di
G. Sigalotti, 2015.
142. Modeling of Metal-Slag Mass and Momentum Exchanges in Gas-Stirred Ladles, M. Ramírez-
Argáez and C. González-Rivera, 2017.
143. Q. Cao, L. Nastac, A. Pitts-Baggett, and Q. L. Yu. Metall. Mater. Trans. B, 2018, vol. 49, pp.
988-1002.
59
144. F. Karouni, B. P. Wynne, J. Talamantes-Silva, and S. Phillips. Steel Res. Int., 2018, vol. 89.
145. D. Guo and G. A. Irons. Metall. Mater. Trans. B, 2000, vol. 31, pp. 1457-64.
146. D. C. Guo, L. Gu, and G. A. Irons. Appl. Math. Modell., 2002, vol. 26, pp. 263-80.
147. J. Aoki, L. F. Zhang, and B. G. Thomas: Modeling of Inclusion Removal in Ladle Refining, 3rd
Internat. Congress on Science & Technology of Steelmaking, Warrendale, 2005, pp. 319-32.
148. R. Singh, D. Mazumdar, and A. K. Ray. ISIJ Int., 2008, vol. 48, pp. 1033-35.
149. S. W. P. Cloete, J. J. Eksteen, and S. M. Bradshaw. Progress in Computational Fluid Dynamics,
2009, vol. 9, pp. 345-56.
150. S. W. P. Cloete, J. J. Eksteen, and S. M. Bradshaw: A mathematical modelling study of fluid flow
and mixing in full-scale gas-stirred ladles, 2009, 1468-4349.
151. Y.L. Li, L.F. Zhang, and Y. Ren: Fluid Flow, Alloy Dispersion and Inclusion Motion in Argon-
Stirred Steel Ladles, Proceedings of the Extraction and Processing Division Symposium on
Pyrometallurgy in Honor of David G.C. Robertson, San Diego, 2014, pp. 659-66.
152. L. M. Li, Z. Q. Liu, M. X. Cao, and B. K. Li. JOM, 2015, vol. 67, pp. 1459-67.
153. L. M. Li, B. K. Li, and Z. Q. Liu. ISIJ Int., 2017, vol. 57, pp. 1-10.
154. M. Ek, Q. F. Shu, J. van Boggelen, and D. Sichen. Ironmak. Steelmak., 2013, vol. 39, pp. 77-84.
155. N. Å I. Andersson, A. Tilliander, L. Jonsson, and P. G. Jönsson. Steel Res. Int., 2012, vol. 83, pp.
1039-1052.
156. N. Å I. Andersson, A. Tilliander, L. T. I. Jonsson, and P. G. Jönsson. Ironmak. Steelmak., 2013,
vol. 40, pp. 390-397.
157. N. Å I. Andersson, A. Tilliander, L. T. I. Jonsson, and P. G. Jönsson. Steel Res. Int., 2013, vol.
84, pp. 169-177.
158. N. Å I. Andersson, A. Tilliander, L. T. I. Jonsson, and P. G. Jönsson. Ironmak. Steelmak., 2013,
vol. 40, pp. 551-558.
159. L. Jonsson, D. Sichen, and P. Jönsson. ISIJ Int., 1998, vol. 38, pp. 260-267.
160. M. A. T. Andersson, L. Jonsson, and P. G. Jönsson. ISIJ Int., 2000, vol. 40, pp. 1080-1088.
161. M. Andersson, M. Hallberg, L. Jonsson, and P. Jönsson. Ironmak. Steelmak., 2013, vol. 29, pp.
224-232.
162. Q. Wang, Z. He, G. Q. Li, and B. K. Li. Appl. Therm. Eng., 2016, vol. 103, pp. 419-427.
163. Q. Wang, Z. He, G. Q. Li, B. K. Li, C. Y. Zhu, and P. J Chen. Int. J. Heat Mass Transf., 2017,
vol. 104, pp. 943-951.
164. Q. Wang, Y. Liu, G. Q. Li, Y. M. Gao, Z. He, and B. K. Li. Appl. Therm. Eng., 2018, vol. 129,
pp. 378-388.
165. Al-Harbi M., Atkinson H. V., and Gao S. A.: Simulation of molten steel refining in a gas-stirred
ladle using a coupled CFD and thermodynamic model, Proceedings of the XIth MCWASP
(Modelling of Casting), TMS (The Minerals, Metals & Materials Society), 2010.
166. H. Luo and H. F. Svendsen. AIChE Journal, 1996, vol. 42, pp. 1225-1233.
167. H. Luo: Coalescence, breakup and liquid circulation in bubble column reactors, Doctoral Thesis
of Trondheim University, 1993.
168. P. J. O’Rourke: Collective Drop Effects on Vaporizing Liquid Sprays, Doctoral Thesis of
Princeton University, 1981.
169. ANSYS FLUENT Theory Guide Version R3, ANSYS, 2019.
170. ANSYS FLUENT User Guide Version R3, ANSYS, 2019.
171. User Guide version 7, OpenFOAM, 2019.
172. K. Krishnapisharody and G. A. Irons. Metall. Mater. Trans. B, 2013, vol. 44, pp. 1486-98.
173. C. M. Fan and W. S. Hwang. Ironmak. Steelmak., 2002, vol. 29, pp. 415-26.
174. Ultrasound velocity profiler UVP-DUO user’s guide, Released 5.2, 2014.
175. T. Kordel, B. Kleimt, R. Pierre, G. Weides, G. Thomassen, S. Barella, C. Mapelli, L. Bianco, and
A. Viotto, EUR 28970-Determining process conditions for online monitoring of temperature and

60
carbon content in the electric arc furnace to optimize end point control-MELTCON, European
Commission 2018, 9.
176. T. Stapurewicz and N. J. Themelis. Can. Metall. Q., 1987, vol. 26, pp. 123-28.
177. Energy Efficiency and CO2 Reduction in the Iron and Steel Industry, European Commission,
2017.
178. Steel's Contribution to A Low Carbon Future and Climate Resilient Societies, World Steel
Association.
179. United Nations, 2020, Sustainable development: UN’s 17 sustainable development goals
(https://www.un.org/sustainabledevelopment/).





























