Embed Size (px)
Citation preview
Prakt. Met. Sonderband 45 (2013) 291
Tiefenaufgelöste röntgenographische Bestimmung von Eigenspannungen und Härtemessungen an der Oberfläche des hartbearbeiteten Schnellarbeitsstahls Böhler S390
K. Kern, B. Schlecht, M. Mitteregger, N. Herres Interstaatliche Hochschule fiir Technik, Buchs SG
W. Kling, M. Meidert ThyssenKrupp Chassis Presta Steering, Eschen
1 Einführung
Die Ermüdungsfestigkeit von Umformwerkzeugen fiir die Kaltmassivumformung ist von den Eigenschaften der bearbeiteten Oberfläche abhängig. Anhand von Versuchsproben des Schnellarbeitsstahls Böhler S390 wurden fertigungsbedingte Eigenschaften wie Härte und Eigenspannungen tiefenaufgelöst innerhalb der ersten 80 Jlm unterhalb der Oberfläche untersucht.
Die Präparation der Probenoberflächen zielte auf einen mikrometergenauen Abtrag, der an den Spannungsverhältnissen in der jeweiligen Tiefe nichts ändert. Der Abtrag wurde über die Vermessung von Härteeindrücken ermittelt.
Röntgenographische Spannungsmessungen wurden fiir gefräste und im Anschluss an das Fräsen erodierte bzw. polierte Oberflächen durchgefiihrt. Eine tiefenaufgelöste Härtebestimmung erfolgte parallel zur Eigenspannungsmessung an der präparierten Probenoberfläche.
2 Präparation der Probenoberfläche
2.1 Rezept für die Probenpräparation
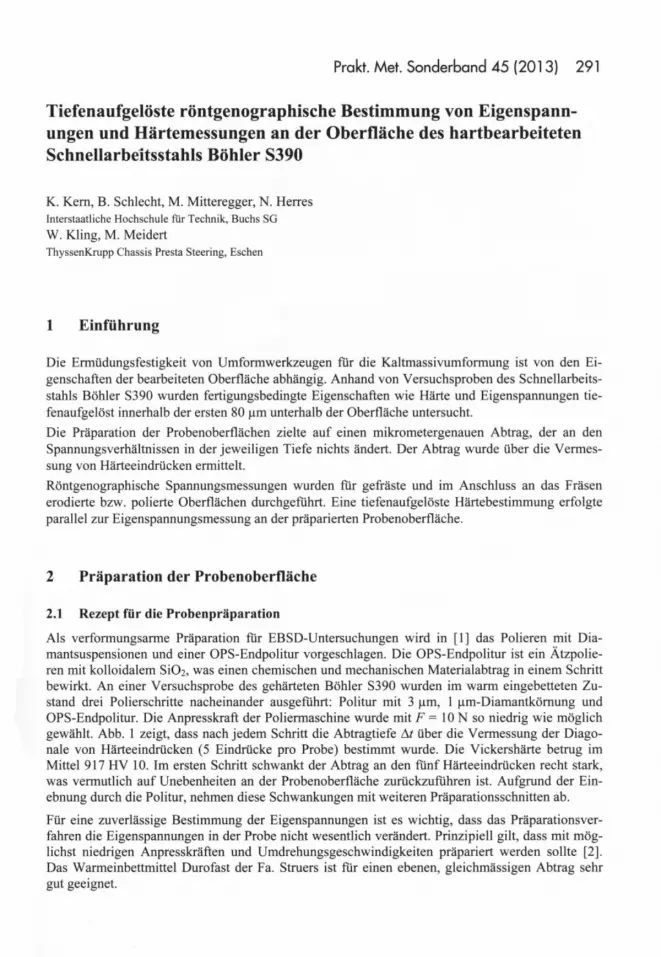
Als verformungsarme Präparation fiir EBSD-Untersuchungen wird in [1] das Polieren mit Diamantsuspensionen und einer OPS-Endpolitur vorgeschlagen. Die OPS-Endpolitur ist ein Ätzpolieren mit kolloidalem Si02, was einen chemischen und mechanischen Materialabtrag in einem Schritt bewirkt. An einer Versuchsprobe des gehärteten Böhler S390 wurden im warm eingebetteten Zustand drei Polierschritte nacheinander ausgeführt: Politur mit 3 Jlm, 1 Jlm-Diamantkömung und OPS-Endpolitur. Die Anpresskraft der Poliermaschine wurde mit F = 10 N so niedrig wie möglich gewählt. Abb. 1 zeigt, dass nach jedem Schritt die Abtragtiefe D.t über die Vermessung der Diagonale von Härteeindrücken (5 Eindrücke pro Probe) bestimmt wurde. Die Vickershärte betrug im Mittel 917 HV 10. Im ersten Schritt schwankt der Abtrag an den fünf Härteeindrücken recht stark, was vermutlich auf Unebenheiten an der Probenoberfläche zurückzufUhren ist. Aufgrund der Einebnung durch die Politur, nehmen diese Schwankungen mit weiteren Präparationsschnitten ab.
Für eine zuverlässige Bestimmung der Eigenspannungen ist es wichtig, dass das Präparationsverfahren die Eigenspannungen in der Probe nicht wesentlich verändert. Prinzipiell gilt, dass mit möglichst niedrigen Anpresskräften und Umdrehungsgeschwindigkeiten präpariert werden sollte [2]. Das Warmeinbettmittel Durofast der Fa. Struers ist fiir einen ebenen, gleichmässigen Abtrag sehr gut geeignet.

292 Prakt. Met. Sonderband 45 (2013)
Schrill 1 l3~m-KömungJ
t>.t=4.1±D ,B~m
• • 4.3~m 3,B~m
• 3 .D~m
• • 5,1~m 4,J~m
Schrill Z 11~m-KörnungJ
t>.t=1 ,5±D.3~m
• • 1.2~m 1.6~m
• 1.3~m
• • 2.D~m 1 ,6~m
Schrill 3 IDPSJ
t>.t=0,3±0,06~m
• • D.4~m D.J~m
• D .3~m
• • D.3~m D .4~m
Abb. 1: UMl-Aufnahmen (Hellfeld) von Härteeindrücken und ermittelte Abtragtiefen an ftlnf Eindrücken nach drei Polierstufen mit Anpresskraft F = 10 N und Umdrehungsgeschwindigkeit im Gleichlauf U = !50 Imin
Bei hoher Vergrösserung sind nach der Politur mit 1 J.!m-Körnung keine Kratzer mehr auf der Oberfläche sichtbar (Abb. 2a). Die härteren Karbide werden schlechter abgetragen und bilden oberflächliche Erhebungen. Nach der OPS-Politur erscheint die Oberfläche aufgrund des Ätzabtrags wieder etwas rauer im Vergleich zum vorangegangenen Polierschritt mit 1 J.!m Diamantkörnung.
Neben der OPS-Politur wird vor allem das elektrochemische Polieren als verformungsfreies Abtragsverfahren angesehen [2, 3]. Der Nachweis, dass die hier verwendete Präparation verformungsfrei geschieht, wurde an einer Probe SI! (Abb. 4a) in einer Probtiefe erbracht, in der grundsätzlich davon ausgegangen werden kann, dass keine Eigenspannungen mehr vorhanden sind. Dazu wurden nacheinander drei verschiedene Präparationsverfahren angewandt: (I) hier vorgeschlagenes Rezept mit OPS-Endpolitur in der Probtiefe t = 66 J.!m, (2) elektrochemische Politur mit Struers Electrolyte A2 bei t = 70 J.!m und (3) 3 J.!m-Diamantpolitur bei t = 80 J.!m. Alle drei Messungen ergaben unter Berücksichtigung der Messgenauigkeit die gleichen Eigenspannungswerte fiir den hier untersuchten sehr harten Werkzeugstahl.
(a) Oberfiäche nach Präparation (b) Oberfiäche der Referenz
Abb. 2: Probenoberfläche im Differentialinterferenzkontrast nach unterschiedlichen Polierschritten. Die elektrochemische Politur mit dem perchlorhaltigen Struers Electrolyte A2 diente als Referenz zum Nachweis eines verformungsfreien Abtrags durch die Kombination von Diamant- und OPS-Politur.

Prakt. Met. Sonderband 45 (2013) 293
2.2 Bestimmung der Abtragtiefe
Für die Tiefenprofilmessungen wurde die Diagonale d von vier im Quadrat angeordneten VickersHärteeindrücken ·vor (dvorher) und nach der Politur (dnachher) lichtmikroskopisch vermessen. Die Höhendifferenz M wird aus der Differenz l'ld und dem Pyramidenwinkel <p an der Spitze des Härteeindrucks zwischen zwei gegenüberliegenden Flächen nach folgender Formel bestimmt:
l'ld Ll t = dvorher - dnachher
2 · "2 · tan (1) M
Der Vickers-Diamant besitzt einen Pyramidenwinkel von <p = 136°. Da der Werkstoff im Anschluss an den Eindruck elastisch zurückfedert, wird der Pyramidenwinkel im Eindruck nach dem Entfernen des Diamanten grösser. Vernachlässigt man die elastische Relaxation, ist M "' 7. Um trotz Relaxation eine verlässliche Tiefe zu messen, wurden die Eindrücke gehärteter und ungehärter Proben mit einem Konfokal-Profilometer vermessen: für den gehärteten Werkstoff S390 ergab sich im Mittel ein Winkel von <p = (142,2 ± 1,7)0 und für S390 ungehärtet <p = (137,4 ± l,or. Der Winkel <p und damit der Umrechnungsfaktor M hängen vom elastischen und plastischen Anteil der Verformung ab. Der härtere Werkstoff hat einen höheren elastischen Verformungsanteil, so dass sich ein grösserer Winkel <p ergibt. Der Tiefenabtrag M lässt sich damit beim gehärteten Werkstoff mit dem Wert M"' 8,3 und beim ungehärteten Werkstoff mit dem Wert M "' 7,3 aus der Änderung l'ld der Diagonalenlänge ermitteln.
Ein Tiefenabtrag Llt führt also zu einer um den Faktor M vergrösserten Änderung der Diagonalenlänge Lid= dvorher - dnachher , was der Empfindlichkeit der Messung zu Gute kommt. Bei der Bestimmung der Eindrucktiefe über die Diagonalenlänge ist allerdings zu beachten, dass bei einem neu gesetzten Eindruck durch die plastische Verformung ein Wulst am Eindruckrand entsteht, der eine grössere Eindrucktiefe vortäuscht. Die benötigte Korrektur ftir neu gesetzte Eindrücke mit HV 10 wurde bestimmt zu Llfkorr = -1 ,6 llffi.
3 Gefügeuntersuchungen
Nach Politur der Proben lieferte eine 5%ige Nital-Ätzung die besten Ergebnisse. Die Proben weisen ein feinkörniges Gefiige auf. Im gehärteten Zustand erscheinen die Karbide weiss und der gebildete Martensit dunkel. Mit dem Kalteinbettmittel EpoFix der Fa. Struers konnten die Proben nahezu spaltfrei präpariert werden. Da es sich hier um ein verhältnismässig weiches Einbettmaterial handelt, wurden zum Stützen bei den Schleif- und Polierstufen 3 mm grosse Keramikkügelchen der Fa. Lamplan zusätzlich eingebettet. Die spaltfreie Präparation ist wichtig, da ansonsten Ätzmittelreste im Spalt die Darstellung in der Randzone verfalschen können. Die wichtigsten Ergebnisse der lichtmikroskopischen (LIMI) Untersuchungen werden im Folgenden erläutert.
Abb. 3: UMl-Aufnahmen vom Querschliffverschieden hartbearbeiteter Proben mit Nital (5%ig) geätzt. Die Schädigungszone ist durch eine nicht anätzbare weisse Schicht gekennzeichnet.

294 Prakt. Met. Sonderband 45 (2013)
Die gefrästen und erodierten Proben weisen im Querschliff eine nicht anätzbare "weisse Schicht" in der Randzone auf. Je nach Bearbeitungsverfahren ist diese mehr oder weniger auffällig und ein Mass für die Schädigung der Probenoberfläche. Abb. 3 zeigt UMl-Aufnahmen in Oberflächennähe von gefrästen, polierten und erodierten Proben. Letztere zeigt eine besonders ausgeprägte weisse Schicht von l 0 bis 15 Jlm Dicke. Bei normal gefrästen Proben ist diese nicht durchgängig sichtbar bzw. 1 bis 1,5 Jlm breit.
4 Tiefenaufgelöste Charakterisierung der Probenoberfläche
4.1. Härtemessungen
Für die Härtebestimmung hat sich die Messung mit HV 0,1 auf der bearbeiteten Oberfläche nach dem jeweiligen Abtrag bei Aufnahme der Tiefenprofile als zielführend erwiesen. Die Ergebnisse sind in Abb. 4 auf der rechten Seite dargestellt. Die Härte des Grundwerkstoffs liegt bei (900 ± 130) HV 0, I.
Bei gefrästen Proben ohne und mit Politur wurde eine Aufhärtung nahe der Oberfläche nachgewiesen. Im Fall der erodierten Proben ist die Randzone weicher als das GrundmateriaL Die Eindruckdiagonale beträgt bei Verwendung von HV 0,1 etwa 13 bis 15 Jlm, was einer Eindringtiefe von etwa 2 Jlm entspricht und damit vorteilhaft im Tiefenauflösungsbereich der Eigenspannungsbestimmung liegt. Nachteil der Messung mit derartig kleinen Kräften ist, dass kleine Eindruckflächen resultieren, welche empfindlich auf lokale Härteschwankungen reagieren. Eine Bestimmung der erweiterten Messunsicherheit nach Methode MI der DIN EN ISO 6507-1 in Anlehnung an GUM [4] lieferte eine Messunsicherheit von ±130 HV.
Bei den gefrästen Proben ist mit (1080 ± 130) HV 0,1 in der Nähe der hartbearbeiteten Oberfläche eine signifikante Aufhärtung zu verzeichnen. Die Härte bei den erodierten Proben fällt mit (820 ± 130) HV 0, I im Vergleich zum Grundwerkstoff deutlich ab. Letzteres dürfte nach den Ergebnissen der röntgenographischen Phasenanalyse auf das Vorhandensein von Restaustenit zurückzuführen sein. REM-Aufnahmen an den Querschliffen der erodierten Proben zeigen eine schlecht kristallisierte Randschicht mit nur noch wenigen Karbiden. Es liegt die Vermutung nahe, dass der Kohlenstoff aus den sich bei hoher lokaler Temperatur auflösenden Karbiden im lokal austenitisierten Gitter löst. Der dadurch erhöhte Kohlenstoffgehalt im Austenit hat zur Folge, dass die Martensit-Starttemperatur M, erniedrigt wird und sich der Austenit beim schnellen Abkühlen nicht mehr vollständig in Martensit rückumwandelt
4.2. Eigenspannungsprofile
Der Werkzeugstahl Böhler S390 besteht aus drei Phasen: der ferritisch/martensitischen Matrix und zwei Arten von Karbiden: Fe3W3C sowie V8C7. Die Bestimmung der Eigenspannung erfolgt röntgenographisch über die Verschiebung des 211-Ferrit/Martensit-Reflexes in Abhängigkeit vom Einstrahlwinkel nach dem co-Verfahren [5] . Die Auswertung der Reflexverschiebung erfolgte nach der sin21j!-Methode. Für diesen Reflex und CuKa-Strahlung kommt der grösste Teil der Information über den Eigenspannungszustand aus einer Tiefe von weniger als 1,5 Jlm.
Für drei Bearbeitungszustände wurde die Änderung der Spannungen mit der Tiefe unter der zuletzt bearbeiteten Oberfläche untersucht (Abb. 4). Nach dem Fräsen beträgt die Druckspannung an der Probenoberfläche zwischen 1200 und 1500 MPa (Abb. 4a). Auffällig ist außerdem der weitere Anstieg der Druckspannung auf den ersten 10 Jlm, die auf den folgenden 30 Jlm wieder abfällt. Derartige Eigenspannungsverläufe sind in der Literatur häufig beschrieben [6, 7].

b Cl c ::J c c
"' Q_ (J) c <l) Cl üJ
Eigenspannung
Probtiefe von der Oberfläche aus t /~m
1200~==~~--,--.---,--,--,---,--,
1000
10 20 30 40 50 60
Probtiefe von der Oberfläche aus t /~m
(a)
Prakt. Met. Sonderband 45 (2013) 295
Härte
1300 ' ' ' I l I II j ~ ~
1200 ~-, --- -- -l--l---~-------~-------~-------rT __ _ ~ 1100 --~ ~------r---r-------1---- -----r-----r----T ----
j '"'" UN ru I ului lrT ~ ::: ~--~~--i~~--~~j 1 ~ r= _ ; -~--; _ _ --__ ~ 700 --- t--- -f-- --j j ----- t-- -f -- -j---t --
0 > :I: !!! <l) -"' (.)
> <l) t:
'"' :I:
600+--4--~--~-+--+--4--~--~~ 0 10 20 30 40 50 60 70 80 90
1300
1200
1100
1000
900
800
700
Probtiefe von der Oberfläche aus t /~m
10 20 30 40 50 60 70 80
Probtiefe von der Oberfläche aus t /~m
90
(c)
Probtiefe von der Oberfläche aus t /~m
Abb: 4: Eigenspannungs-Tiefenprofile von drei Probenvarianten_ Für an der Oberfläche (I= 0 J.!m) (a) SI! - gefräste, (b) S21 - gefräst und anschliessend polierte, (c) S53- gefräst und anschliessend erodierte Proben
Das Tiefenprofil der polierten Probe (Abb. 4b) beginnt bereits an der Oberfläche bei sehr hohen Druckwerten von 1600 bis 2000 MPa. Den Spannungsverlauf der erodierten Probe zeigt Abb. 4c. Bis zu einer Abtragtiefe von t = 15 J.!ill sind keine auswertbaren Röntgenpeaks der Matrix verfugbar, ansebliessend liegen über die nächsten 15 J.!m hinweg deutliche Zugspannungen vor. Erst ab einer Tiefe von etwa 30 J.!m unterhalb der Oberfläche werden geringe Druckspannungen angetroffen. Eine geringe Ermüdungsfestigkeit von erodierten Biegeproben kann demnach mit den Zugeigenspannungen in der Randzone erklärt werden.

296 Prakt. Met. Sonderband 45 (2013)
6 Zusammenfassung
An Versuchsmustern des Werkzeugstahls Böhler S390 wurde der Einfluss grundlegender Hartbearbeitungsverfahren auf die Eigenspannungen, das Gefuge und die Härte in der Randzone ermittelt. lm ersten Schritt wurde ein Rezept fur die Präparation der Versuchsmuster erarbeitet, um Tiefenprofilmessungen (Eigenspannungen und Härte) in der Randzone durchfuhren zu können. Die Proben wurden warm eingebettet und mit Diamantsuspension poliert. Die Endpolitur erfolgte chemisch-mechanisch mit kolloidalem Siliziumoxid (OPS). Die Vermessung von Härteeindrücken zur Abtragbestimmung hat sich als zielfuhrend erwiesen. Alternativ kann die Tiefe des Härteeindrucks mit einem Konfokalprofilometer bestimmt werden. Mit Hilfe dieser Messung wurde der Umrechnungsfaktor zwischen Diagonale und Tiefe des Eindrucks (HV I 0) ermittelt. Die Diagonale beträgt für die gehärteten Proben des Schnellarbeitsstahls Böhler S390 das 8,3-fache und fur die ungehärteten Proben das 7,3-fache der Eindrucktiefe.
Probenquerschliffe zeigten je nach Fertigung unterschiedlich stark geschädigte Randbereiche im Lichtmikroskop, die als nicht anätzbare "weisse Schicht" sichtbar sind. Nach dem Erodieren war eine besonders auffallige Schädigungszone von 10 bis 15 Jlm Breite erkennbar. Verglichen mit der Härte des Grundmaterials wurde in der Randzone aller gefrästen Proben ein Härteanstieg und bei den erodierten Proben ein Härteabfall beobachtet.
Röntgenographische Spannungsmessungen wurden fur gefräste und im Anschluss an das Fräsen erodierte und polierte Oberflächen durchgeführt. Alle Proben, mit Ausnahme der erodierten, zeigten sehr hohe Druckspannungen an der Oberfläche. Dabei lag das Maximum der Druckspannung je nach Bearbeitung direkt an der Oberfläche oder wenige Mikrometer unterhalb. In den untersuchten Fällen fällt die Eigenspannung innerhalb der ersten 30 bis 40 J.Lm auf die Werte des Grundmaterials ab. Erodierte Proben zeigten in Oberflächennähe Zugspannungen, eine verringerte Härte und das Auftreten von Restaustenit, wodurch die Ermüdungsfestigkeit des Werkstoffs deutlich herabgesetzt wurde. Gefräste und anschliessend polierte Proben zeigten dagegen neben werkstofftypischer hoher Härte, die für die Anwendung günstigen oberflächennahen Druckspannungen.
7 Literatur
[l] G.F. Vander Voort, Practical Metallography 2011,48, p. 454-473 (T.l) und p. 527-543 (T.2). [2] D. Katrakova, M.J. Damgaard, F. Mücklich, Structure 2002, 38, p. 19- 24.
URL: http://www .struers.de/resources/elements/12/2442/38art5 _ de.pdf [3] G. Petzow, Metallographisches, keramographisches, plastographisches itzen, 6. Aufl., Ge
brüder Bomtraeger, Berlin 1994. [ 4] Joint Committee for Guides in Metrology (JCGM/WG I): Evaluation of measurement data
Guide to the expression of uncertainty in measurement. JCM 100:2008 (GUM 1995 with minor corrections ). U RL: http://www. bipm.org/utils/common/documents/jcgrn/JCGM _l 00 _ 2008 _ E. pdf
[5] L. Spieß, G. Teichert, R. Schwarzer, H. Behnken, C. Genzel, Moderne Röntgenbeugung, 2. Aufl., Vieweg + Teubner, Wiesbaden 2009. (Kapitel10.6)
[6] F. Gunnberg, M. Escursell, M. Jacobson, Journal ofMaterials Processing Technology 2006, 174, p. 82-90.
[7] P.J. Withers, Reports on Progress in Physics 2007, 70, p. 2211- 2264. URL: http://dx.doi.org/1 0.1 088/0034-4885/70/12/R04





























