Embed Size (px)
Citation preview
Page 1/15
Treatment of Coal Fly Ash And Its EnvironmentallyFriendly Use In Rubber And Plastic IndustryZawar Hussain ( [email protected] )
Tiangong UniversityGao Lizhen
Taiyuan University of TechnologyWang Haitao
Tiangong UniversityTehreem Ayaz
Hunan Agricultural UniversityAmir Zeb Khan
Pak-Austria Fachhochschule Institute of Applied Sciences and Technology
Research
Keywords: Coal �y ash, Pulverization, Recycling, Thermoplastic, Molten mass, Plasticizer
Posted Date: August 30th, 2021
DOI: https://doi.org/10.21203/rs.3.rs-810319/v1
License: This work is licensed under a Creative Commons Attribution 4.0 International License. Read Full License
Loading [MathJax]/jax/output/CommonHTML/jax.js

Page 2/15
AbstractCoal power plants are the major contributor of electricity but these power plants are also producing wastein the form of coal �y ash (CFA). However, it can cause high risk of environmental pollution andpulmonary diseases in humans. Plastic waste is also a problematic waste for many countries in terms ofits reuse and recycling. Therefore, this study aims to reuse the waste product (CFA) of coal power plantsin rubber conveyer belt instead of calcium carbonate or talcum powder and in recycling of plasticpropylene as bonding �ller material instead of barium sulfate to increase the durability of plasticproducts and reduce cost, CFA waste and plastic waste. For this purpose, CFA was treated by differentpulverization techniques for the production of conveyor belt. The study found that the most favorabletechnique was shear based pulverization technique. Application of CFA with rubber was compared withtwo different chemicals (calcium carbonate and talcum powder) and found that the elongation at breakof conveyor belt was 35% increased and abrasion volume was 64% reduced by using treated CFA.Furthermore, CFA was used in molten mass of plastic instead of barium sulfate and the results showedthat the use of CFA has improved the dimensional stability of plastic material reducing the cost per ton by2410 CNY. The study concluded that the performance was increased by applying CFA with a reduction inprice as compared to other chemicals.
1. IntroductionIncreasing demand of energy to ful�ll the need of people is also increasing different forms of wasteworldwide, such as coal �y ash (CFA). CFA is the byproduct of coal power plant (Mahlaba et al., 2012)and it is estimated that 41% of electricity produced is from coal power plants and predicted that thispercentage can be increase to 44% in 2030 (Chávez-Valdez et al., 2011). Fly ash is a useful waste, that isgenerated after combustion in the power generation plants. it should be utilized as a �ller material indifferent commercial products as well as in rubber industries. In USA, around 750 million tons CFA isproduced as waste material but only 39% is used in different products (Kuenzel and Ranjbar, 2019). CFAis also an environmental problem. Dumping of CFA and environmental protection from their effects isalso very di�cult. The CFA emissions in environment can cause high risk of environmental pollution andpulmonary diseases in humans (Whiteside and Herndon, 2018). Therefore, the reuse of CFA is veryimportant. CFA has good deformability and segregation capacity due to the strong bond, thus it can beused as self-compacting agent in concrete (Siddique and Kaur, 2016). In self-compacting matrix CFAincreases the holding bond and �ow ability of fresh mortar and make the material solid and strong(Behnia et al., 2017). Fly ash can also be used as pavement material in recyclable concrete (Yoshitake etal., 2016). It also has a potential in rubber industry and can be used as a �ller material in rubber productsfor the strengthening of mechanical properties. Palm based �y ash is suitable for thermoplastic materialsto improve mechanical properties of product (Kanking et al., 2012). The main component of �y ash iscarbon black (CB), and silica in the form of precipitated silica (Ahmad et al., 2012). Therefore, CFA can beused instead of CB in rubber industry. It improves the mechanical properties like hardness, tensilestrength and tearing energy of rubber (Ansarifar et al., 2005). Furthermore, silica has great in�uence for
Loading [MathJax]/jax/output/CommonHTML/jax.js
Page 3/15
the protection of environment because it emits less CO2 in the environment during its production, as wellas it plays an important role in tire industry due to its good rolling resistance and enhanced wet and icetraction (Martin et al., 2015).
Since last few years, the silicone rubber and epoxy resin have great potential in industry because of theiruse as alternative material of ceramic and glass and its properties, like dielectric, volume resistivity,mechanical strength, thermal conductivity and light weight (Fernando and Gubanski, 2010; Manjang andNagao, 2011; Lau and Piah, 2011; Kitta et al., 2016; Gençoğlu, 2016). Due to their light weight, it is easy touse and control than other ceramic and glass materials (Zhu et al., 2016). Furthermore, polymer insulatorespecially silicone rubber is a hydrophobic material and can be used as outdoor insulator. Especially inrainy weather, the hydrophobic properties of silicone rubber has a bene�t to prevent the leakage of currentdue to the low conductivity of the insulator (Amin et al., 2009).
Moreover, plastic waste is also a problem for various countries. Historic data shows that 2 million metrictons (MT) of plastic waste was produced in 1950 in China which was increased to 322 million MT in2015 (Geyer et al., 2017). China is one of the top country in plastic waste and CFA waste production(Peng et al., 2018; Chen et al., 2019), but the recycling and reuse practice of CFA waste is very low ascompared to plastic waste. Therefore, this study aims to reuse the waste product (CFA) of coal powerplants in rubber conveyer belt instead of calcium carbonate or talcum powder and in recycling of plasticpoly propylene (PP) as bonding �ller material instead of barium sulfate to increase the durability ofplastic products and to reduce cost, CFA waste and plastic waste.
At present, �y ash is mainly utilized in the construction industry, such as brick, cement, building �llers etc.(Shi et al., 2019). But in this study, the CFA was used as �ller material in the rubber and plastic to utilizedthe CFA as maximum, because CFA is cheaper �ller material instead of others �ller materials. The unitprice is less than 200 CNY/ton in China, and most of the power plants cannot sell their �y ash waste inthe area above 200 km radius. In this study, smooth surfaced CFA was used instead of rough CFA, due tothe need of smooth surface of rubber and plastic products. So that, high-value utilization of �y ash hasbeen subjected to research experts of various �elds but the grinding equipment’s for �y ash pulverizationare not enough in the respected areas. And only with a certain extent of particle size (20 µ/m) isconsidered as high-value �y ash. The high-value �y ash utilization can make a substantial breakthroughthat enhance the quality of the product, and reduce waste. Therefore, it is required to develop technologyfor the utilization of high-value �y ash.
2. Materials And MethodsIn this study different materials such as various types of rubber (butadiene rubber, styrene butadienerubber, natural rubber, and reclaimed rubber), accelerator (alkaline), anti-aging agent, plasticizer, PP waste,and mineral oil were used for the production of rubber conveyor belt and recycling of plasticpolypropylene (PP). Where, CFA was the main raw material which was used in the production of all aboveproducts instead of other expensive raw materials such as calcium carbonate, talcum powder and barium
Loading [MathJax]/jax/output/CommonHTML/jax.js

Page 4/15
sulfate. All above-described materials were provided by Guangdong Pengyi Inorganic and OrganicLaboratory, China, and the CFA was collected from Shanxi coal power plant, China.
Coal �y ash was the main component used as �ller material in this study, but cannot be used directly. Asthe particles of produced CFA from power plants have different physical properties (shape, color andsize). Therefore, the pulverization of CFA particles were required to achieve the proper �ner micro sizedparticles (8 µm-15 µm).
2.1 Pulverization of coal �y ashTwo types of pulverization technologies were used to pulverize CFA raw material (Ahmaruzzaman, 2010).One was the traditional impact pulverization technology and the other was ultra�ne pulverizationtechnology based on shear theory. Where shear theory-based technology was more e�cient and moreinnovated than traditional method.
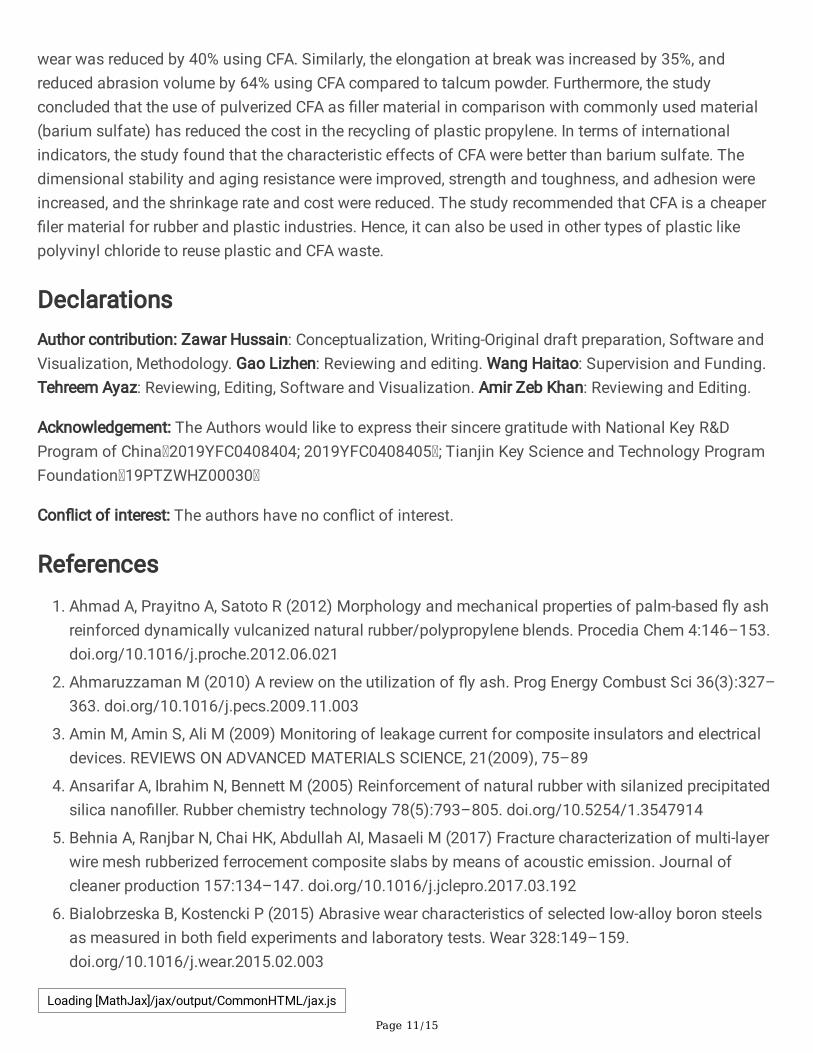
Traditional impact pulverization technology is simple grinding method technology by simple grindermachine, but not technical as the particle size of �y ash cannot be maintained by this method. Simplegrinder machine (grading wheel design) was used with speci�c velocity and pressure to pulverized theCFA. Different sized particles were produced through this method and desired nano particles wereseparated by grading wheel design grinder (Hussain et al., 2020). The pulverization procedure wasrepeated again for the remaining large particles to get the required sized CFA of good quantity. Thismethod needed more time and energy than shear pulverization for CFA pulverization. Figure 1(A) and (B)described the traditional impact pulverization technology, which shows the irregular sheet-like andlaminated structures of CFA.
Shear pulverization is an advance technology method and proposed three stage gas motion theory. Bythis method, the particle size of pulverized CFA is �ner and with a better spherical shape. The productionof �ne CFA was two times greater, and energy consumption was reduced up-to 30% than the traditionalmethod. Figure 1 (C) and (D) shows the shear pulverization technology which has speci�c �ner particlesof CFA, so that it can be used in various industrial materials.
2.2 Ultra-�ne micro-mass production methodThe waste heat steam has been used as the air �ow carrier to carry the material at a supersonic speed foracceleration, shearing and friction to achieve ultra�ne pulverization. The material was classi�ed underthe action of the centrifugal force of the turbine air�ow classifying wheel and the high-pressure induceddraft fan. The quali�ed �ne powder enters the dust collector, and the coarse powder returns to thecrushing chamber to continue the crushing. Then another e�cient supersonic method was used to makemore �ner particles. In our past study (Hussain et al., 2020) we used nozzle design technology, airclassi�er and optimization of CFA by velocity and pressure for the pulverization of coal �y ash. But in thismethod, residual heat steam kinetic energy was used for grinding the CFA. This method is the collectionof other methods (shear theory + micro-expansion theory + precision grading + e�cient collection). Long-Loading [MathJax]/jax/output/CommonHTML/jax.js
Page 5/15
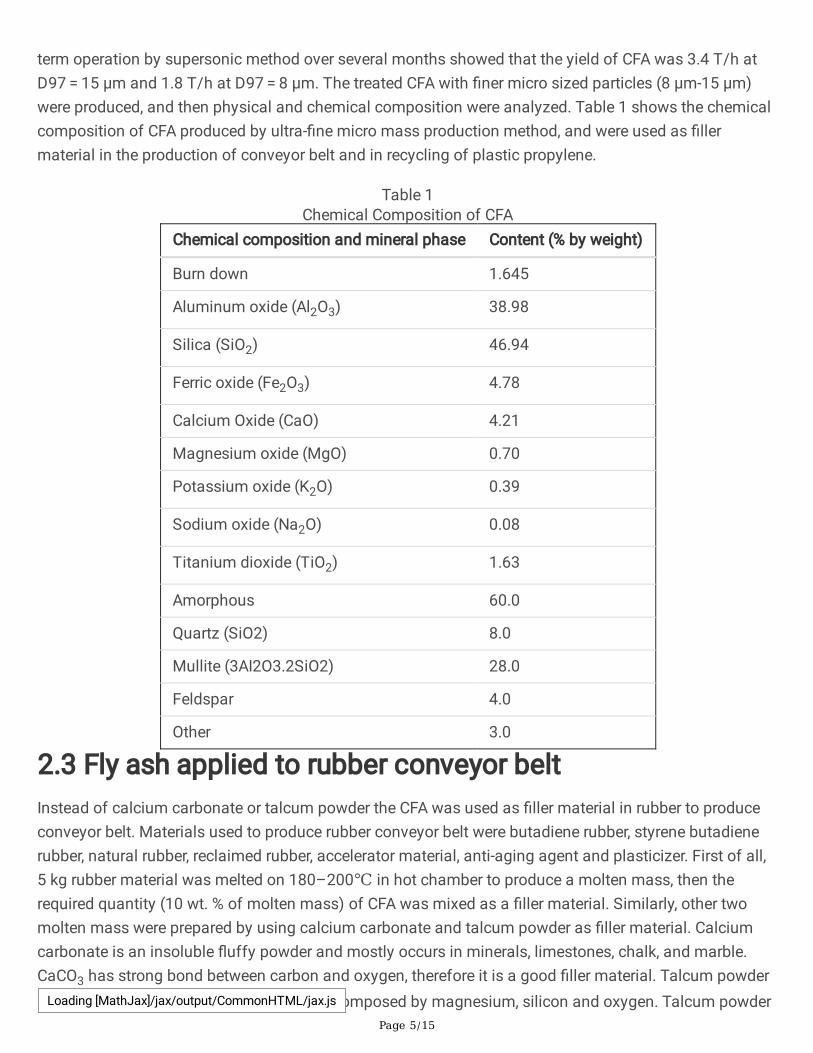
term operation by supersonic method over several months showed that the yield of CFA was 3.4 T/h atD97 = 15 µm and 1.8 T/h at D97 = 8 µm. The treated CFA with �ner micro sized particles (8 µm-15 µm)were produced, and then physical and chemical composition were analyzed. Table 1 shows the chemicalcomposition of CFA produced by ultra-�ne micro mass production method, and were used as �llermaterial in the production of conveyor belt and in recycling of plastic propylene.
Table 1Chemical Composition of CFA
Chemical composition and mineral phase Content (% by weight)
Burn down 1.645
Aluminum oxide (Al2O3) 38.98
Silica (SiO2) 46.94
Ferric oxide (Fe2O3) 4.78
Calcium Oxide (CaO) 4.21
Magnesium oxide (MgO) 0.70
Potassium oxide (K2O) 0.39
Sodium oxide (Na2O) 0.08
Titanium dioxide (TiO2) 1.63
Amorphous 60.0
Quartz (SiO2) 8.0
Mullite (3AI2O3.2SiO2) 28.0
Feldspar 4.0
Other 3.0
2.3 Fly ash applied to rubber conveyor beltInstead of calcium carbonate or talcum powder the CFA was used as �ller material in rubber to produceconveyor belt. Materials used to produce rubber conveyor belt were butadiene rubber, styrene butadienerubber, natural rubber, reclaimed rubber, accelerator material, anti-aging agent and plasticizer. First of all,5 kg rubber material was melted on 180–200℃ in hot chamber to produce a molten mass, then therequired quantity (10 wt. % of molten mass) of CFA was mixed as a �ller material. Similarly, other twomolten mass were prepared by using calcium carbonate and talcum powder as �ller material. Calciumcarbonate is an insoluble �uffy powder and mostly occurs in minerals, limestones, chalk, and marble.CaCO3 has strong bond between carbon and oxygen, therefore it is a good �ller material. Talcum powderis made from mineral called talc, which is composed by magnesium, silicon and oxygen. Talcum powderLoading [MathJax]/jax/output/CommonHTML/jax.js
Page 6/15
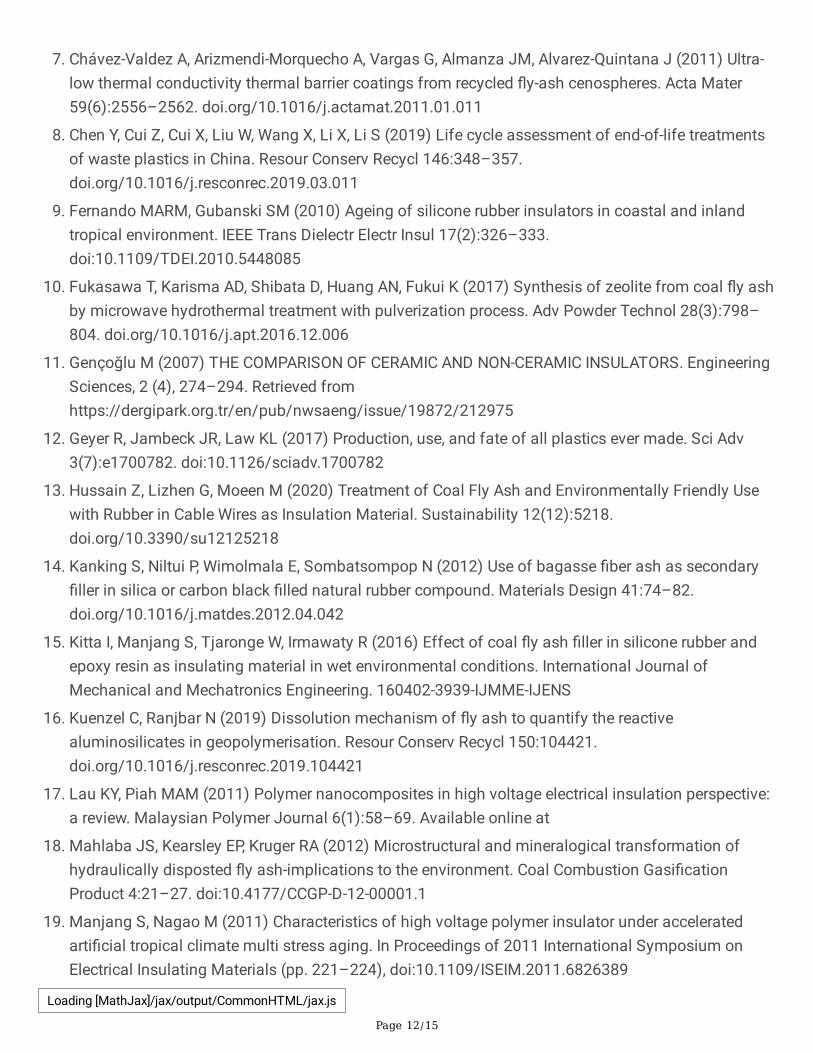
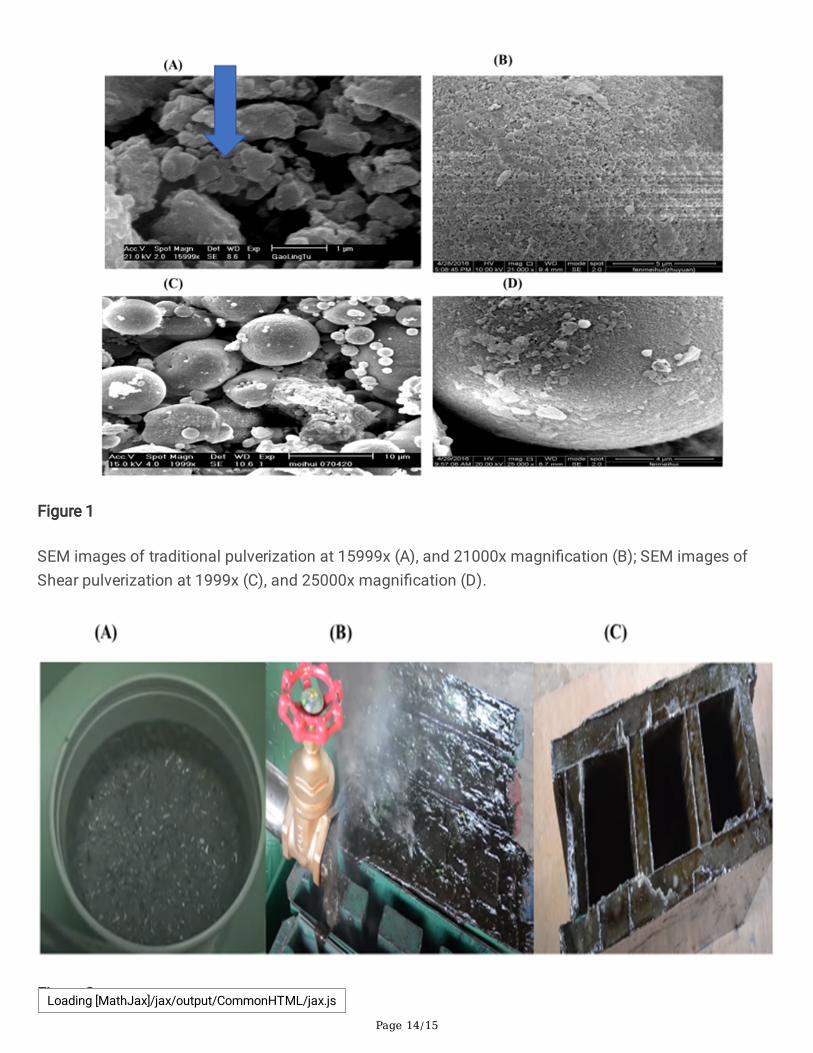
is a strong bonding agent and was commonly used in manufacturing of rubber as �ller material, it hasstrong bond between magnesium and oxygen and silicon with oxygen. Accelerator material(Thiocarbamates 0.5-1 parts by weight) was used to increase the speed of process, anti-aging materials(Amines and Phenolic antioxidants (1–3 parts by weight)) were used to stop the aging process(Fukasawa et al., 2017). When molten mass (Fig. 2A) was ready for the manufacturing process for rubberconveyor belt, the �rst step involved was calendaring process for the breakdown of solid rubber toprepare it for various applications to produce different fabrics for belt carcass preparation. Furthermore,this step is able to control the temperature (180–200℃), belts’ speed (32 m/s) and humidity (90%).Second step was the laminating process. In this process laminating tables were pressed to form layers,then separated the calendared plies together to form conveyor belt. Last step of the process was curing.This process is based on the belt thickness and intended application, and for heavier belt curing presswas used. Cutting edge technology was also used in this step. Finally, the prepared conveyor belt wasanalyzed by following different tests.
2.3.1 Tensile strength and elongation at breakThe apparatus elastomer was used to check the tensile strength and elongation at break of conveyor belt.Different parts of this machine are; load cell, (sample loading part), tensile grips (sample holding part),long travel extensometer (sample stretching part), extensometer grip (sample holding part for stretching),test Quattro controller (the part for test result control and transformation to digital screen) and digitalscreen (shows the result in the form of curve and digital data as loaded by software).
Sample was taken from the prepared conveyor belt, and loaded in the above described machine and theresults of stretched point and break down point of both tests were calculated and analyzed.
2.3.2 Wear resistance and abrasion resistanceAbrasion resistance test was performed using DIN abrasion resistance tester method. Test specimen wasinstalled in the moveable holder of the tester. Related data was adjusted in digital meter of tester machineand started the test. Test specimen has completed the movement on the sheet from one edge to otheredge of the abrasive sheet and values were calculated from digital meter. Wear resistance was alsomeasured from abrasion resistance, as placing of test specimen on the abrasive sheet and rubbing fromone point to another is wear resistance (Yu et al., 2016).
2.4 Fly ash applied to plastic polypropylenePlastic polypropylene (PP) is a thermoplastic material made from the propylene monomers. It is used inmany products for packaging and plastic parts of many industries. PP has shown excellent resistance toorganic resistance and degreasing agent as well as electrolytic agent. It can be processed by almost allthermoplastic methods to produce different valuable products. CFA was used in PP as bonding �llermaterial instead of barium sulfate. Barium sulfate is the inorganic white crystalline mineral powder.Barium sulfate is insoluble in water and used more than 70% as �ller material in the plastic to increasethe density of plastic materials. The recycling method of plastic material was used by following steps.Loading [MathJax]/jax/output/CommonHTML/jax.js
Page 7/15
Step 1. Recycling of Plastic
Sorting process has been done by automatic machine in the recycling process to separate the usefulplastic material for further use. Then the mixed useful plastic material has shifted for the shreddingprocess to produce smaller colorful mixture of clean �ux of different types of plastic materials. Thenthese colorful pieces of different plastic material were sorted out by their colors through special sorter.This machine separated these particles by their colors through air nozzle pressure and special computeridenti�cation process. Desired plastic clean �ux particles were separated for the production of differentproducts. The study aims to use CFA as �ller material in PP to produce useable products. Therefore, therequired plastic material was melted at 220℃ by an extruder machine. Melted material was then puri�edand liqui�ed (cyclone separator was used to separate liquid plastic) to make pellets of pure plastic(Thahir et al., 2019).
Step 2. Thermoplastic method
Thermoplastic is a process to melt the produced pure plastic pellets in the liquid form at 220℃. Then theCFA and mineral oil were mixed with liquid plastic. The mixture was then placed in module (Fig. 2B) forthe formation of required shape of the plastic (Fig. 2C). Different tests were then applied for qualityassurance of �nal plastic product.
2.4.1 Compressive and bending StrengthCapability and �exibility were tested by compressive and bending strength. using compressive machine(WDW-100, ASTMA370). Test item was loaded in the jaws of compressive machine. Plastic material wasadjusted crossheads in to the specimen place until it was contacted with the compression �xture.Compressed sample was tested until the product failure, and before compression or breakage of theproduct/sample. The value of bending test was calculated and compared with the standard.
2.4.2 Vicat softening pointThis test was done with the help of heat distortion temperature (HDT) using testing machine (HDT/VICAT,ZGT HV 3000 D3). it is designed to measure heat distortion temperature and vicat softening temperaturefor the assessment of thermal property of plastic material. Plastic material pieces were placed in thespecimens of test station unit of this tester machine. By turning on the tester, the de�ection measuringsensor with digital indicator showed the value of softening point of tested product.
2.4.3 Elongation strengthElongation at break is the value percentage of plastic material to increase its length under stress until thematerial break. The apparatus used for this test was universal test machine (Shimadzu PrecisionUniversal Tester Autograph AG-X). This machine contains �xed head to hold the testing material, amoveable crosshead for holding the second grip. Testing material was placed between �xed head andmoveable head. This apparatus also contains measurement indicator which shows the total tensile load
Loading [MathJax]/jax/output/CommonHTML/jax.js
Page 8/15
of test specimen during the test, and extension indicator measure the elongation between two heads. Theloaded test item value was shown on the digital screen by stress and strain curve. Tensile stress is thetensile load per unit area of minimum original cross section. Tensile strength is the maximum tensilestress sustained by the specimen.
2.4.4 Density testThe apparatus ASTM D1505 was used to calculate the density of a plastic material by the method wherethe density is exactly equal to that of the test item. A specimen was placed in a �uid segment of variablethickness with standard �oating material (glass globules of known thickness density). The density of thematerial was then determined dependent on its relative situation to the �oats in the column and thedensities of the glass beads. Density was calculated by mass per unit volume and is commonlyexpressed in g/cm3.
2.4.5 Mold shrinkageThe shrinkage of plastics implies the volume compression of polymers during the cooling venture of thepolymer preparation. This constriction is mostly because of the distinction of thickness of polymers fromthe dissolved state and cooled unbending state. Mold shrinkage is basically the physical changes ofplastic material, after thermoplastic process the plastic material cools down and some variation andshrinkage occur in the component of plastic particles. Shrinkage (%) of PP material was measured usingthe following formula.
SA =a −b
b × 100 ---------------------------------(1)
Where, SA is the actual shrinkage of plastic part, a is the part dimension under molding temperature, andb is the part dimension under room temperature.
3. Result And Discussion
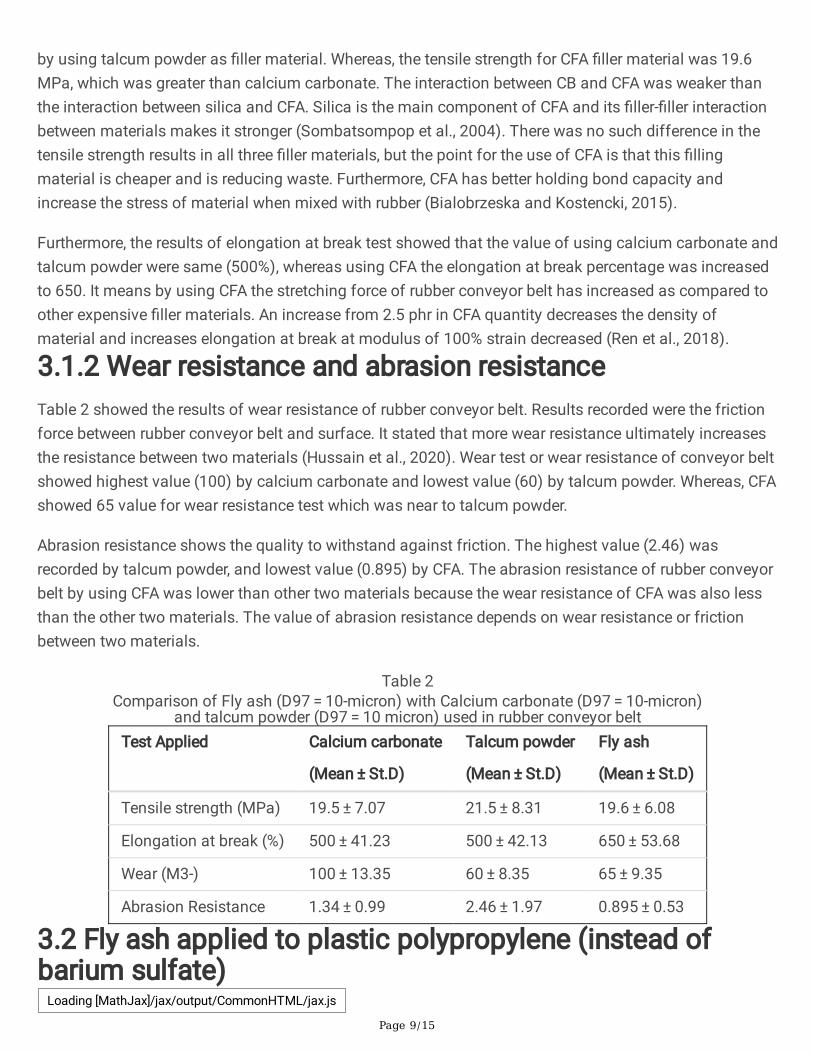
3.1 Fly ash applied to rubber conveyor belt (instead ofcalcium carbonate or talcum powder)Results of different physical tests of treated �y ash, calcium carbonate and talcum powder as �llermaterials used in rubber conveyer belt are shown in the Table 2.
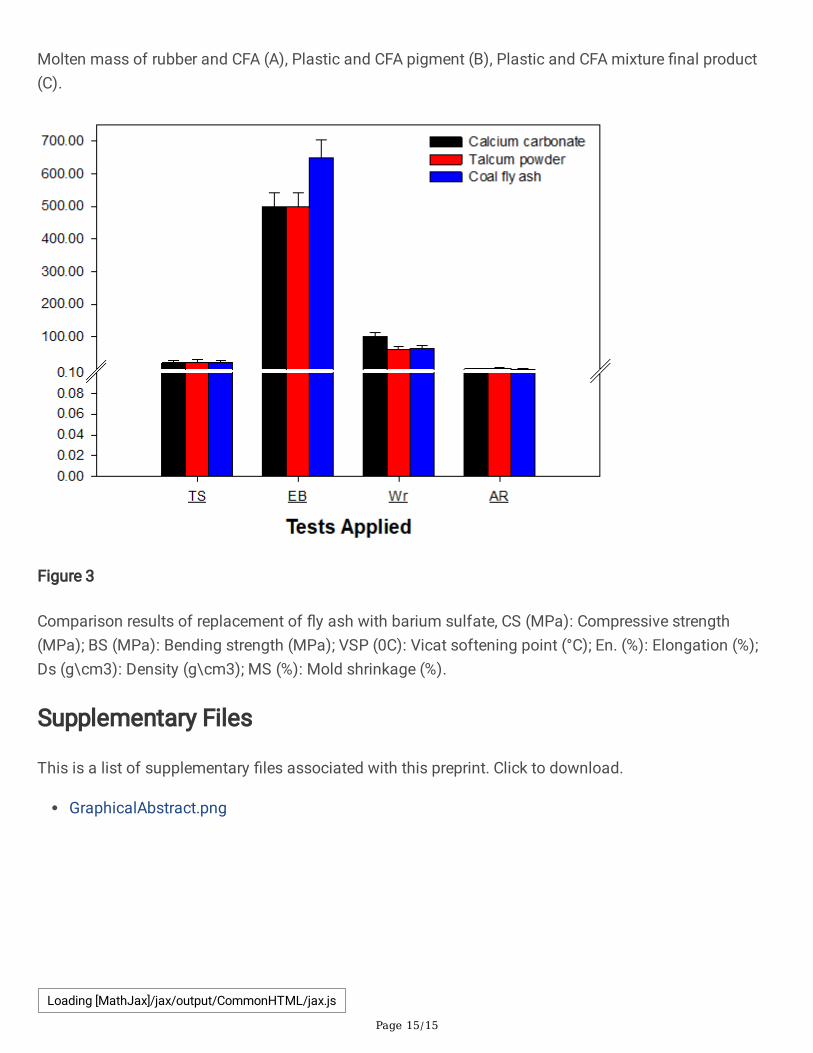
3.1.1 Tensile strength and elongation at breakResults shown by calcium carbonate, talcum powder and CFA for the tensile strength of rubber conveyorbelt was 19.5 MPa, 21.5 MPa and 19.6 MPa, respectively. Table 2. showed that the lowest (19.5 MPa)tensile strength was shown by the rubber conveyor belt having calcium carbonate and highest (21.5MPa) by talcum powder as �ller material. It means that rubber conveyor belt can be stretched 21.5 MPa
Loading [MathJax]/jax/output/CommonHTML/jax.js
Page 9/15
by using talcum powder as �ller material. Whereas, the tensile strength for CFA �ller material was 19.6MPa, which was greater than calcium carbonate. The interaction between CB and CFA was weaker thanthe interaction between silica and CFA. Silica is the main component of CFA and its �ller-�ller interactionbetween materials makes it stronger (Sombatsompop et al., 2004). There was no such difference in thetensile strength results in all three �ller materials, but the point for the use of CFA is that this �llingmaterial is cheaper and is reducing waste. Furthermore, CFA has better holding bond capacity andincrease the stress of material when mixed with rubber (Bialobrzeska and Kostencki, 2015).
Furthermore, the results of elongation at break test showed that the value of using calcium carbonate andtalcum powder were same (500%), whereas using CFA the elongation at break percentage was increasedto 650. It means by using CFA the stretching force of rubber conveyor belt has increased as compared toother expensive �ller materials. An increase from 2.5 phr in CFA quantity decreases the density ofmaterial and increases elongation at break at modulus of 100% strain decreased (Ren et al., 2018).
3.1.2 Wear resistance and abrasion resistanceTable 2 showed the results of wear resistance of rubber conveyor belt. Results recorded were the frictionforce between rubber conveyor belt and surface. It stated that more wear resistance ultimately increasesthe resistance between two materials (Hussain et al., 2020). Wear test or wear resistance of conveyor beltshowed highest value (100) by calcium carbonate and lowest value (60) by talcum powder. Whereas, CFAshowed 65 value for wear resistance test which was near to talcum powder.
Abrasion resistance shows the quality to withstand against friction. The highest value (2.46) wasrecorded by talcum powder, and lowest value (0.895) by CFA. The abrasion resistance of rubber conveyorbelt by using CFA was lower than other two materials because the wear resistance of CFA was also lessthan the other two materials. The value of abrasion resistance depends on wear resistance or frictionbetween two materials.
Table 2Comparison of Fly ash (D97 = 10-micron) with Calcium carbonate (D97 = 10-micron)
and talcum powder (D97 = 10 micron) used in rubber conveyor beltTest Applied Calcium carbonate
(Mean ± St.D)
Talcum powder
(Mean ± St.D)
Fly ash
(Mean ± St.D)
Tensile strength (MPa) 19.5 ± 7.07 21.5 ± 8.31 19.6 ± 6.08
Elongation at break (%) 500 ± 41.23 500 ± 42.13 650 ± 53.68
Wear (M3-) 100 ± 13.35 60 ± 8.35 65 ± 9.35
Abrasion Resistance 1.34 ± 0.99 2.46 ± 1.97 0.895 ± 0.53
3.2 Fly ash applied to plastic polypropylene (instead ofbarium sulfate)
Loading [MathJax]/jax/output/CommonHTML/jax.js
Page 10/15
The comparison of CFA, barium sulfate and international indicators through various physical tests areshown in Fig. 3.
First test result (CS) is the value of compressive strength MPa, which is the most important test of anyplastic material that determines the quality of plastic material. The highest value was recorded forcompressive strength of prepared PP with the use of CFA (56.6 MPa). Whereas, barium sulfate showed55 MPa. But there was no such huge difference found between the two tested materials. Moreover, bothwere falling under the limits of international indicator (39–56 MPa).
Similarly, Fig. 3 showed the results for bending strength of plastic materials which is the ability to resistthe deformation under load. The maximum resistivity of deformation showed by barium sulfate (56MPa), which is the maximum limit of international indicator. However, the bending strength for CFA wasrecoded 52.6, which was also under international standard. The results of bending strength didn’t showmuch difference and both material values were up to the levels of international standard. Themeasurement of physical and mechanical properties of plastic material found that the mortar with 50%plastic showed better mechanical strength as by other non-plastic materials in term of density (Sa� et al.,2013).
In Fig. 3, VSP (0C) bars showed the results of Vicat softening point, which is the resistivity of deformationof plastic material under heat. Result showed that there was no such difference between barium sulfateand CFA. The Vicat softening point test results for prepared plastic material were found 146℃ for CFAand 150℃ for barium sulfate, and both the values of Vicat softening point were found under thelimitations of international indicator (145–150°C).
In Fig. 3, En. % bars showed the results of elongation percentage of plastic material using barium sulfateand CFA as �ller material. This is the stretching force of plastic in which partial addition of CFA increasedthe elongation at break percentage (Ren et al., 2018). The maximum stretching percentage (> 260) wasshown by CFA and by using barium sulfate, it was > 245. According to international indicators, theelongation percentage should be more than 200% and both �ller material results of elongation at breakwere above 200% and were suitable for plastic material. Moreover, the CFA results were better thanbarium sulfate (Ansarifar et al., 2005).
CFA results showed 0.925 g/cm3 value of density, which was more than the value of barium sulfate(0.902 g/cm3). These results were also near to international standards (1.0-2.5%). Furthermore, theresults of mold shrinkage for CFA (0.96%) were near to the international standard value (1.0-2.5%) butlower than barium sulfate (1.5%) (Ren et al., 2018).
4. ConclusionThe study concluded that the performance was improved using pulverized CFA in conveyor belt alongwith a reduction in price by half as compare to the commonly used other �ller materials (calciumcarbonate and talcum powder). It was found that the elongation at break was increased by 30% and theLoading [MathJax]/jax/output/CommonHTML/jax.js
Page 11/15
wear was reduced by 40% using CFA. Similarly, the elongation at break was increased by 35%, andreduced abrasion volume by 64% using CFA compared to talcum powder. Furthermore, the studyconcluded that the use of pulverized CFA as �ller material in comparison with commonly used material(barium sulfate) has reduced the cost in the recycling of plastic propylene. In terms of internationalindicators, the study found that the characteristic effects of CFA were better than barium sulfate. Thedimensional stability and aging resistance were improved, strength and toughness, and adhesion wereincreased, and the shrinkage rate and cost were reduced. The study recommended that CFA is a cheaper�ler material for rubber and plastic industries. Hence, it can also be used in other types of plastic likepolyvinyl chloride to reuse plastic and CFA waste.
DeclarationsAuthor contribution: Zawar Hussain: Conceptualization, Writing-Original draft preparation, Software andVisualization, Methodology. Gao Lizhen: Reviewing and editing. Wang Haitao: Supervision and Funding.Tehreem Ayaz: Reviewing, Editing, Software and Visualization. Amir Zeb Khan: Reviewing and Editing.
Acknowledgement: The Authors would like to express their sincere gratitude with National Key R&DProgram of China 2019YFC0408404; 2019YFC0408405 ; Tianjin Key Science and Technology ProgramFoundation 19PTZWHZ00030
Con�ict of interest: The authors have no con�ict of interest.
References1. Ahmad A, Prayitno A, Satoto R (2012) Morphology and mechanical properties of palm-based �y ash
reinforced dynamically vulcanized natural rubber/polypropylene blends. Procedia Chem 4:146–153.doi.org/10.1016/j.proche.2012.06.021
2. Ahmaruzzaman M (2010) A review on the utilization of �y ash. Prog Energy Combust Sci 36(3):327–363. doi.org/10.1016/j.pecs.2009.11.003
3. Amin M, Amin S, Ali M (2009) Monitoring of leakage current for composite insulators and electricaldevices. REVIEWS ON ADVANCED MATERIALS SCIENCE, 21(2009), 75–89
4. Ansarifar A, Ibrahim N, Bennett M (2005) Reinforcement of natural rubber with silanized precipitatedsilica nano�ller. Rubber chemistry technology 78(5):793–805. doi.org/10.5254/1.3547914
5. Behnia A, Ranjbar N, Chai HK, Abdullah AI, Masaeli M (2017) Fracture characterization of multi-layerwire mesh rubberized ferrocement composite slabs by means of acoustic emission. Journal ofcleaner production 157:134–147. doi.org/10.1016/j.jclepro.2017.03.192
�. Bialobrzeska B, Kostencki P (2015) Abrasive wear characteristics of selected low-alloy boron steelsas measured in both �eld experiments and laboratory tests. Wear 328:149–159.doi.org/10.1016/j.wear.2015.02.003
Loading [MathJax]/jax/output/CommonHTML/jax.js
Page 12/15
7. Chávez-Valdez A, Arizmendi-Morquecho A, Vargas G, Almanza JM, Alvarez-Quintana J (2011) Ultra-low thermal conductivity thermal barrier coatings from recycled �y-ash cenospheres. Acta Mater59(6):2556–2562. doi.org/10.1016/j.actamat.2011.01.011
�. Chen Y, Cui Z, Cui X, Liu W, Wang X, Li X, Li S (2019) Life cycle assessment of end-of-life treatmentsof waste plastics in China. Resour Conserv Recycl 146:348–357.doi.org/10.1016/j.resconrec.2019.03.011
9. Fernando MARM, Gubanski SM (2010) Ageing of silicone rubber insulators in coastal and inlandtropical environment. IEEE Trans Dielectr Electr Insul 17(2):326–333.doi:10.1109/TDEI.2010.5448085
10. Fukasawa T, Karisma AD, Shibata D, Huang AN, Fukui K (2017) Synthesis of zeolite from coal �y ashby microwave hydrothermal treatment with pulverization process. Adv Powder Technol 28(3):798–804. doi.org/10.1016/j.apt.2016.12.006
11. Gençoğlu M (2007) THE COMPARISON OF CERAMIC AND NON-CERAMIC INSULATORS. EngineeringSciences, 2 (4), 274–294. Retrieved fromhttps://dergipark.org.tr/en/pub/nwsaeng/issue/19872/212975
12. Geyer R, Jambeck JR, Law KL (2017) Production, use, and fate of all plastics ever made. Sci Adv3(7):e1700782. doi:10.1126/sciadv.1700782
13. Hussain Z, Lizhen G, Moeen M (2020) Treatment of Coal Fly Ash and Environmentally Friendly Usewith Rubber in Cable Wires as Insulation Material. Sustainability 12(12):5218.doi.org/10.3390/su12125218
14. Kanking S, Niltui P, Wimolmala E, Sombatsompop N (2012) Use of bagasse �ber ash as secondary�ller in silica or carbon black �lled natural rubber compound. Materials Design 41:74–82.doi.org/10.1016/j.matdes.2012.04.042
15. Kitta I, Manjang S, Tjaronge W, Irmawaty R (2016) Effect of coal �y ash �ller in silicone rubber andepoxy resin as insulating material in wet environmental conditions. International Journal ofMechanical and Mechatronics Engineering. 160402-3939-IJMME-IJENS
1�. Kuenzel C, Ranjbar N (2019) Dissolution mechanism of �y ash to quantify the reactivealuminosilicates in geopolymerisation. Resour Conserv Recycl 150:104421.doi.org/10.1016/j.resconrec.2019.104421
17. Lau KY, Piah MAM (2011) Polymer nanocomposites in high voltage electrical insulation perspective:a review. Malaysian Polymer Journal 6(1):58–69. Available online at
1�. Mahlaba JS, Kearsley EP, Kruger RA (2012) Microstructural and mineralogical transformation ofhydraulically disposted �y ash-implications to the environment. Coal Combustion Gasi�cationProduct 4:21–27. doi:10.4177/CCGP-D-12-00001.1
19. Manjang S, Nagao M (2011) Characteristics of high voltage polymer insulator under acceleratedarti�cial tropical climate multi stress aging. In Proceedings of 2011 International Symposium onElectrical Insulating Materials (pp. 221–224), doi:10.1109/ISEIM.2011.6826389
Loading [MathJax]/jax/output/CommonHTML/jax.js
Page 13/15
20. Martin PJ, Brown P, Chapman AV, Cook S (2015) Silica-reinforced epoxidized natural rubber tire treads—Performance and durability. Rubber Chem Technol 88(3):390–411. doi.org/10.5254/rct.15.85940
21. Peng B, Guo D, Qiao H, Yang Q, Zhang B, Hayat T, Alsaedi A, Ahmad B (2018) Bibliometric andvisualized analysis of China’s coal research 2000–2015. J Clean Prod 197:1177–1189,doi.org/10.1016/j. jclepro.2018.06.283
22. Ren X, Sancaktar E (2018) Use of �y ash as eco-friendly �ller in synthetic rubber for tire applications.Journal of cleaner production 206:374–382. doi:10.1016/j.jclepro.2018.09.202
23. Sa� B, Saidi M, Aboutaleb D, Maallem M (2013) The use of plastic waste as �ne aggregate in theself-compacting mortars: Effect on physical and mechanical properties. Constr Build Mater 43:436–442. https://doi.org/10.1016/j.conbuildmat.2013.02.049
24. Shi Y, Li Y, Tang Y (2019) Life cycle assessment of autoclaved aerated �y ash and concrete blockproduction: a case study in China. Environ Sci Pollut Res 26:25432–25444. doi.org/10.1007/s11356-019-05708-8
25. Siddique R, Kaur G (2016) Strength and permeation properties of self-compacting concretecontaining �y ash and hooked steel �bres. Constr Build Mater 103:15–22.doi.org/10.1016/j.conbuildmat.2015.11.044
2�. Sombatsompop N, Thongsang S, Markpin T, Wimolmala E (2004) Fly ash particles and precipitatedsilica as �llers in rubbers. I. Untreated �llers in natural rubber and styrene-butadiene rubbercompounds. J Appl Polym Sci 93:2119–2130. https://doi.org/10.1002/app.20693
27. Thahir R, Altway A, Juliastuti SR (2019) Production of liquid fuel from plastic waste using integratedpyrolysis method with re�nery distillation bubble cap plate column. Energy Reports 5:70–77.doi.org/10.1016/j.egyr.2018.11.004
2�. Whiteside M, Herndon JM (2018) Aerosolized coal �y ash: Risk factor for COPD and respiratorydisease. Journal of Advances in Medicine Medical Research, 1–13,DOI:10.9734/JAMMR/2018/41627
29. Yoshitake I, Ueno S, Ushio Y, Arano H, Fukumoto S (2016) Abrasion and skid resistance of recyclable�y ash concrete pavement made with limestone aggregate. Constr Build Mater 112:440–446.doi.org/10.1016/j.conbuildmat.2016.02.185
30. Yu P, He H, Jia Y, Tian S, Chen J, Jia D, Luo Y (2016) A comprehensive study on lignin as a greenalternative of silica in natural rubber composites. Polym Testing 54:176–185.doi.org/10.1016/j.polymertesting.2016.07.014
31. Zhu Y, Romain C, Williams CK (2016) Sustainable polymers from renewable resources. Nature540(7633):354–362. https://doi.org/10.1038/nature21001
Figures
Loading [MathJax]/jax/output/CommonHTML/jax.js
Page 14/15
Figure 1
SEM images of traditional pulverization at 15999x (A), and 21000x magni�cation (B); SEM images ofShear pulverization at 1999x (C), and 25000x magni�cation (D).
Figure 2Loading [MathJax]/jax/output/CommonHTML/jax.js
Page 15/15
Molten mass of rubber and CFA (A), Plastic and CFA pigment (B), Plastic and CFA mixture �nal product(C).
Figure 3
Comparison results of replacement of �y ash with barium sulfate, CS (MPa): Compressive strength(MPa); BS (MPa): Bending strength (MPa); VSP (0C): Vicat softening point (°C); En. (%): Elongation (%);Ds (g\cm3): Density (g\cm3); MS (%): Mold shrinkage (%).
Supplementary Files
This is a list of supplementary �les associated with this preprint. Click to download.
GraphicalAbstract.png
Loading [MathJax]/jax/output/CommonHTML/jax.js





























