Embed Size (px)
DESCRIPTION
고정장치 안전점검 - 배관 / 장치 / 구조물 -. 교 육 목 적. 배관 / 장치 / 구조물에 대한 개개인의 안전 점검 능력을 향상시켜 , 공장의 시설물 점검을 지속적으로 수행하여 시설물의 Reliability 를 향상함으로서 공장의 안전조업에 혁신적인 결과를 가져 올 수 있다. 교 육 목 표. 1. 공정에 설치된 배관 / 장치 / 구조물에 대한 기본 설계 개념을 이해하고 설명할 수 있다 . 2. 공장에서 사용중인 배관 / 장치 / 구조물에 대하여 기본적인 개념을 설명할 수 있다 . - PowerPoint PPT Presentation
Citation preview
1
고정장치 안전점검
- 배관 / 장치 / 구조물 -
2
배관 / 장치 / 구조물에 대한 개개인의 안전 점검 능력을 향상시켜 , 공장의 시설물 점검을 지속적으로 수행하여 시설물의 Reliability를
향상함으로서 공장의 안전조업에 혁신적인 결과를 가져 올 수 있다
1. 공정에 설치된 배관 / 장치 / 구조물에 대한 기본 설계 개념을 이해하고 설명할 수 있다 .2. 공장에서 사용중인 배관 / 장치 / 구조물에 대하여 기본적인 개념을 설명할 수 있다 .3. 공장에 설치된 배관에 대한 설계 및 시공 오류와 유지보수 결함을 지적할 수 있다 .4. 신설 및 보수공사 시공 시 정확한 점검을 통하여 부실시공을 막을 수 있다 .
교 육 목 적
교 육 목 표
3
1 장 . 배관 설계도1.1 Plot Plan Drawing1.2 Key Plan Drawing1.3 Piping General Arrangement Drawing1.4 Under Ground Piping Drawing1.5 Isometric Drawing1.6 Piping and Instrument Drawing1.7 Line Index1.8 Supprot Drawing1.9 Specification
2 장 . 배관자재2.1 Pipe2.2 Fittings2.3 Flanges2.4 Gaskets2.5 Bolt / Nuts2.6 Valves
3 장 /. 배관지지 장치3.1 Piping Support3.2 Piping Support 의 용도3.3 Piping Support 의 종류 및 설명
총 목 차
4
4 장 . Piping Stress Analysis4.1 Piping Stress 의 정의4.2 배관 System 의 피로 분석4.3 배관 설계 하중4.4 배관의 유연성 검사 방법4.5 Pipe Wall Thickness Calculation - Internal Pressure4.6 Pipe Wall Thickness Calculation - External Pressure4.7 Allowable Pipe Span Calculation
5 장 . 현장 안전진단 방법
5.1 배관5.2 장치5.3 구조물
총 목 차
5
배관 설계도
목적 : 배관설계에 관한 내용을 도면과 함께 간략히 서술하고 현장에 설치된 장치 및 배관의
설비들이 설계되어 가는 과정을 이해 하는데 있다 .
목차 : 1.1 Plot Plan Drawing
1.2 Key Plan Drawing
1.3 U/G Piping Drawing
1.4 Piping General Arrangement Drawing
1.5 Isometric Drawing
1.6 Support Drawing
1.7 Bill of Material
1.8 Line Index
1.9 Specification
1 장 .
1 장 . 배관 설계도
1. 1. Plot Plan Drawing
1) 용도 : 전체 공장의 장치 , 구조물 , 도로 등의 위치를 결정하고 각부분 의 상세 설계 및 공사 계획을 반영 . 2) 종류 : -Overall Plot Plan -Unit Plot Plan ( Process, Offsite ) -Section Plan -Block Plot Plan
3) 구성 : -Equipment Location with Dimension ( or Coordination ) -Pipe Way -Building and Structure Plan -Road and Access way -Maintenance Area , etc,.
4) 필요한 정보 : -PFT (Process Flow Diagram), P&ID ( Piping and Instrument Diagram ) -Equipment List -Preliminary Equipment Information (Length / Diameter, etc,.) -Site Condition ( 지형 , 바람 , 환경 , 토양 등의 조건 ) -Physical Area Limitation ( 지역환경의 규제조건 )
1 장 . 배관 설계도
5) 고려 사항 : 가 ) Process Unit -Process Flow Considerations -Safety Considerations -Convenient Operation -Easy Maintenance -Customer Requirements -Economic Considerations -Stress Considerations -Future Considerations -Local Regulations -Design Standards 나 ) Offsite -Product / Feed Flow -Loading and Unloading Facilities -Drainage -Terrain -Local Regulations 6) 작성방법 -Preliminary Equipment Layout -Flowsheet Transposition Equipment / Pipeline / Control Valve / Pipeway / Nonescale -Equipment Location Plan
1 장 . 배관 설계도
1.2. Key Plan Drawing 1) 용도 : 배관 도면의 목차용 2) 구성 내용 : 도면 Scale 에 의한 각 배관 도면별 구획 및 General Arrangement Drawing
No. 3) 필요 정보 : -Unit Plat Plan - 주문자의 도면 Scale 및 Size 의 Requirement. 4) 고려 사항 :- 서로 관련 있는 기기 및 Structure 들이 가급적 한도면에 나타나도록 한다 . - 적당한 Scale 및 도면 size. ( 1/30 – A0 Size) -Detail 을 표기 할 수 있는 도면 Scale 고려 .
1 장 . 배관 설계도
1.3. U/G Piping Drawing 1) 용도 : - 지하 매설 배관 시공용 도면 - 지하 / 지상 배관의 연결부 시공용 도면 - 다른 부분과의 간섭 Check 도면 2) 구성 내용 : -Equipment Foundation Location 및 Size -Building and Structure Pedestal Location and Size - 지하 매설 배관 ( Fire Water Line, Cooling Water Heater, Closed Drain, Oily Water Sewer ) -Fire Fighting Facilities - 밸브 Box, Trench, Catch Basin, Etc,. 3) 필요 정보 : - 토목 Foundation Location Plan - 관련 Utility Flow Diagram, P&ID - 계장 / 전기 Duct Route Drawing
4) 고려 사항 : -Process Requirements (Slop, Steam Flushing, etc,.) - 토목 Foundation 과의 간섭 사항 - 계장 / 전기 Cable Duct 와 의 간섭 - 동결 문제 -Site Condition - 공사 우선 순위 등
1 장 . 배관 설계도
1. 4. Piping General Arrangement Drawing
1) 용도 : - 지상 배관 공사용 도면
2) 구성 내용 : - 모든 지상 배관 요소 ( Pipe, Fitting, Flange, Valve, Special Item 등 ) - 계장 Item ( Control Valve, 모던 Instrument ) - 모든 Equipment 형상 및 Nozzle / Platform 등 ) -Building and Structure -Detail Dimension -Line No. And Flow Direction -Support Type and Location. - 계장 / 전기 Cable Route 3) 필요 정보 : -P & ID -Equipment Vendor Drawing -Instruction Information -Building and Structure Information -Piping Special Item Information -Special Requirements
1 장 . 배관 설계도
4) 고려 사항 : -Process Requirements -Stress Analysis 결과 - Piping Flexibility -Equipment 및 Instrument 특성에 따른 고려 사항 -Support 의 용이성 -Standard 적용 - 주문주의 Requirements - 경제성 - 시공 용이성 5) 작성 방법 : -Process Requirement ( Slop, Straight Run, Height, Pocket 등 ) - 대 구경 , 고온 , 고가 배관 우선 ( Long Delivery Item ) -Frequent Operation and Maintenance 가 필요한 Item 의 Access 용이성 ( Instrument, Block Valve 등 ) -Support 의 용이성 ( Group 화 , 표준화 ) - 경제성 -Stress Analysis 결과 -Line Spacing -Minimum Span Between Support -Mechanical Information -Civil and Structure Information -Special Consideration for Equipment Around Piping
1 장 . 배관 설계도

-Special Consideration for Equipment Around Piping
Pump : 최단 거리의 Piping Never Pocket 적절한 Support ( Thermal Expansion 허용 / Hammering 방지 / Alignment 용이성
Air Cooler : Even Distribution Tube Pass Arrangement Support
Fire Heater : Piping Flexibility Bowing Effect Hydrostatic Test Load 2- Phase Flow Decoking Burner Piping
Vessel : Nozzle Orientation Platform and Ladder Arrangement Vessel Trim Pipe Support
1 장 . 배관 설계도
Heater Exchanger : Bundle Full-out Space Fixed Point Location Maintenance Flange
Compressor : Pressure Pulsation Condensate 방지 Support Type and Stiffener
1 장 . 배관 설계도
1 장 . 배관 설계도
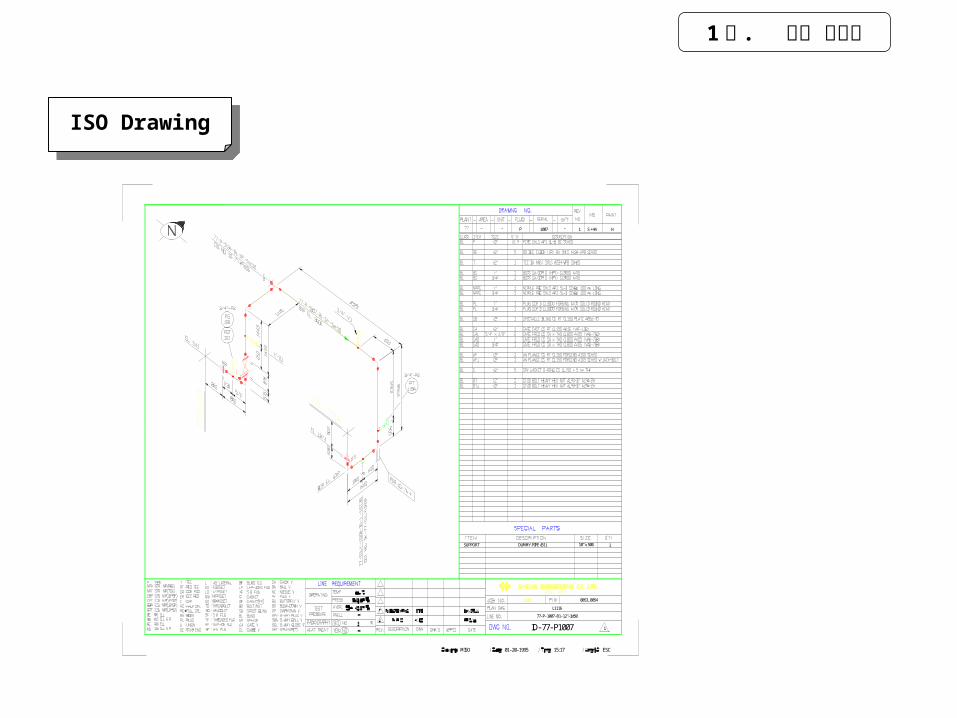
1. 5. Isometric Drawing
- 용도 : 각각의 Pipeline 시공을 위한 Spool 제작용 및 설치 Drawing
- 구성 : Configuration Section Bill of Material Section Piping Properties Section Title Block Section
1.6. Support Drawing
- 용도 : 각각의 Pipeline 시공을 위한 Spool 제작용 및 설치 Drawing
- 구성 : Configuration Section Bill of Material Seciton Piping Properties Section Title Block Section
1.7. Support Drawing - 배관도에 표기될 Support 의 기준인 Standard Support Drawing 및 Stan-
dard 로 Cover 되지 않는 Special Support Drawing
01- 20- 1995 15:17MISO ESC
11381
110" x 500DUMMY PIPE (B1)SUPPORT
ID- 77- P100777- P- 1007- B1- 12"- Ist50
0053, 0054L1116
1007 HS +44-P-
1
1
ISO Drawing
1 장 . 배관 설계도
1 장 . 배관 설계도
1. 8. Bill of Material ( B/M ) - 용도 : 배관 자재 구매용 Activity - 1 차 MTO (Material Take Out ): Piping Layout 이 완료 된 후 따로 MTO Sketch 하여 B/M 을 산출 하는 것으로 약
60% 정도의 B/M 이 뽑힌다 . ( 주로 Long Delivery Item 을 대상으로 한다 . ) - 2 차 MTO: Piping General Arrangement 도면이 어느 정도 완료 되고 ISO-DWG. 작성 시점
에 작업하며 약 25% 정도를 더 산출 한다 . 특히 이때는 Special Item 도 추가 한다 . - Final MTO: 모던 Piping Design 이 완료 되고 B/M 을 산출 하는 것으로 Steam Tracing / Construction Allowance / Support 등 이 포함된다 .
1.9. Line Index - 용도 : ( Pipe Line 의 Test Block Diagram 등에 유용함 ) P&ID 에 있는 모든 Line 의 No., From / To, Insulation 여부 , Operation /Design Condition, Test Requirement 등을 정해진 양식에 기록하여 각 line 의 성격을 규정함 .
1.10. Specification -Piping Material Specification: 온도 / 압력 / 유체별로 배관 재의 재질을 분류하여 Spec. 을 작성 . -Piping Design Specification: 각 기기별로 특성에 맞추어 관련 배관 설계의 표준을 명기함 . -Piping Construction Specification 배관 공사에 필요한 Welding, Test, Insulation 등의 상세 사항들을 규정함 .
1 장 . 배관 설계도
배관 자재2 장 .
목적 : 이 장은 배관에 연결되는 자재의 종류 및 제작 / 검사 방법을 기술하여 배관 자재에 대한
이해력을 돕고 현장 점검 시 설치된 배관 재재를 정확이 점검 할 수 있도록 배양 하는데
있다 .
목차 : 2.1. Pipe 2.2. Flange 2.3. Gasket 2.4. Bolts/ Nuts 2.5. 밸브
2 장 . 배관 자재
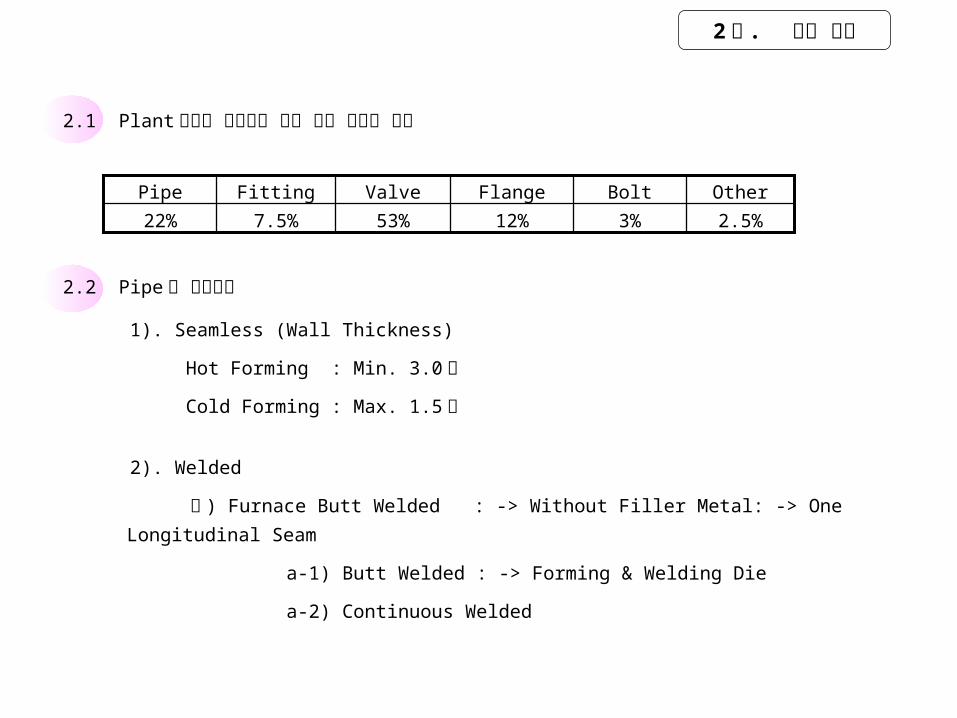
2.1 Plant 공장의 일반적인 배관 자재 종류별 비용
2.2 Pipe 의 제작방법
1). Seamless (Wall Thickness) Hot Forming : Min. 3.0 ㎜
Cold Forming : Max. 1.5 ㎜
2). Welded 가 ) Furnace Butt Welded : -> Without Filler Metal: -> One Longitudinal Seam a-1) Butt Welded : -> Forming & Welding Die a-2) Continuous Welded
7.5%Fitting
2.5%Other
3%Bolt
12%Flange
53%22%ValvePipe
2 장 . 배관 자재
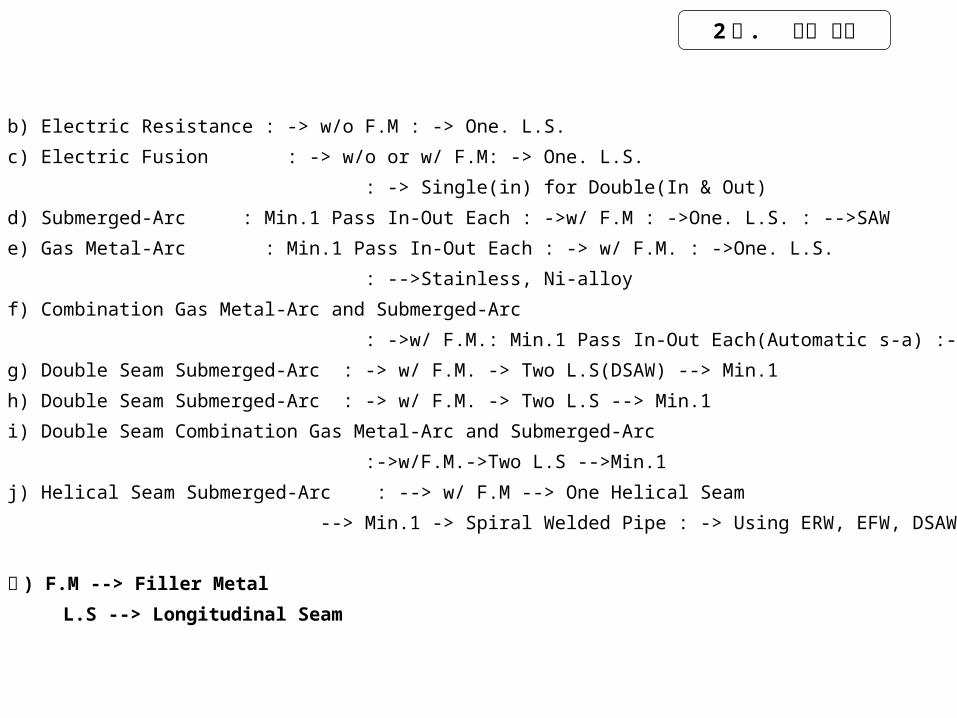
b) Electric Resistance : -> w/o F.M : -> One. L.S.c) Electric Fusion : -> w/o or w/ F.M: -> One. L.S. : -> Single(in) for Double(In & Out) d) Submerged-Arc : Min.1 Pass In-Out Each : ->w/ F.M : ->One. L.S. : -->SAWe) Gas Metal-Arc : Min.1 Pass In-Out Each : -> w/ F.M. : ->One. L.S. : -->Stainless, Ni-alloy f) Combination Gas Metal-Arc and Submerged-Arc : ->w/ F.M.: Min.1 Pass In-Out Each(Automatic s-a) :->One.L.Sg) Double Seam Submerged-Arc : -> w/ F.M. -> Two L.S(DSAW) --> Min.1h) Double Seam Submerged-Arc : -> w/ F.M. -> Two L.S --> Min.1i) Double Seam Combination Gas Metal-Arc and Submerged-Arc :->w/F.M.->Two L.S -->Min.1j) Helical Seam Submerged-Arc : --> w/ F.M --> One Helical Seam --> Min.1 -> Spiral Welded Pipe : -> Using ERW, EFW, DSAW
주 ) F.M --> Filler Metal L.S --> Longitudinal Seam
2 장 . 배관 자재
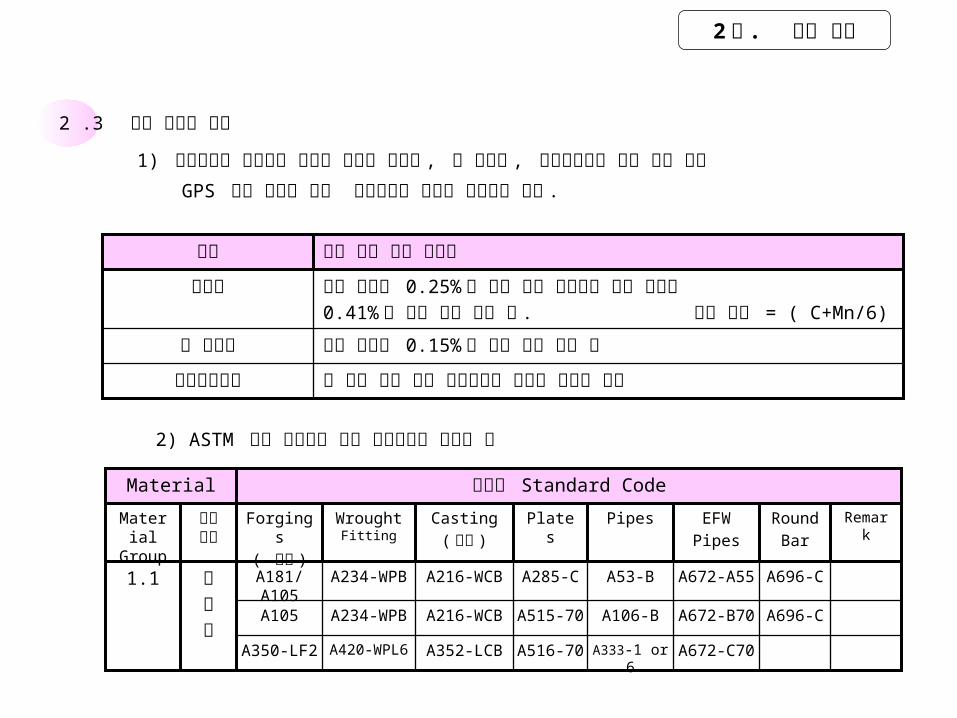
2 .3 배관 자재의 종류
1) 일반적으로 사용되는 배관의 재질은 탄소강 , 저 합금강 , 스테인레스강 으로 분류 되며
GPS 에는 아래와 같이 탄소함량의 한계를 규정하고 있다 .
저 탄소 함량 또는 화학적으로 안정된 등급을 사용스테인레스강
탄소 함량이 0.15% 를 초과 하지 않을 것저 합금강
탄소 함량이 0.25% 를 초가 하지 않으면서 탄소 당량이0.41% 를 초과 하지 않을 것 . 탄소 당량 = ( C+Mn/6)
탄소강
탄소 함량 최소 규정치재질
A696-CA672-A55A53-BA285-CA216-WCBA234-WPBA181/A105
탄소강
1.1A696-CA672-B70A106-BA515-70A216-WCBA234-WPBA105
A672-C70A333-1 or 6
A516-70 A352-LCBA420-WPL6A350-LF2
Re-mark
RoundBar
EFWPipes
PipesPlatesCasting( 주조 )
Wrought Fitting
Forg-ings
( 단조 )
일반 분류
Mate-rial
Group
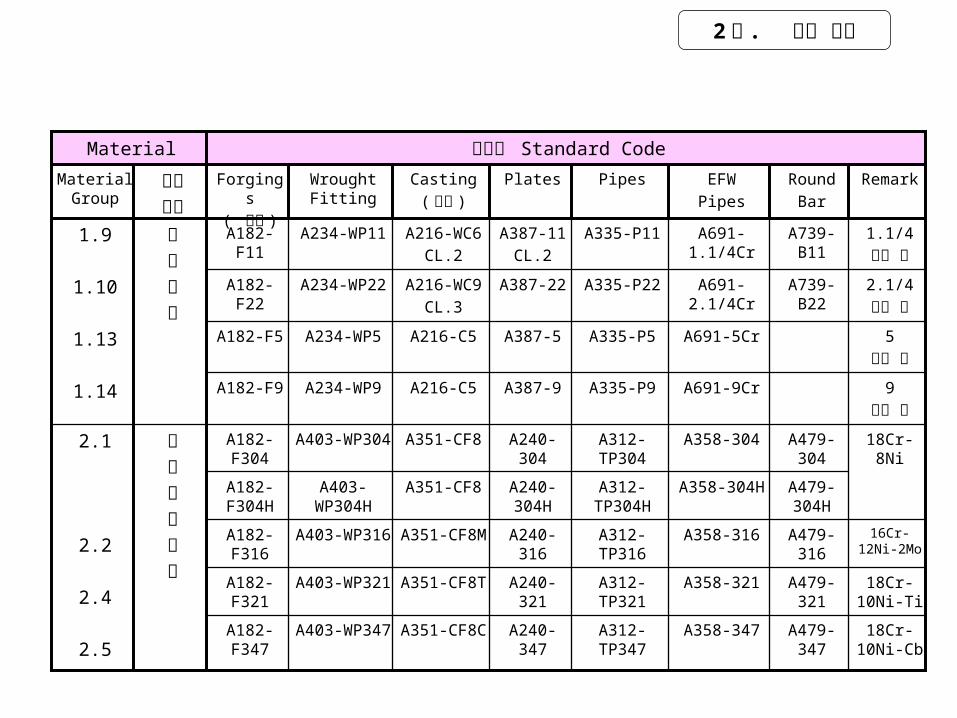
종류별 Standard CodeMaterial
2) ASTM 에서 규정하고 있는 배관자재의 종류별 표
2 장 . 배관 자재
18Cr-8NiA479-304
A358-304A312-TP304
A240-304
A351-CF8A403-WP304
A182-F304
스테인레스강
2.1
2.2
2.4
2.5
A479-304H
A358-304HA312-TP304H
A240-304H
A351-CF8A403-WP304H
A182-F304H
16Cr-12Ni-2Mo
A479-316
A358-316A312-TP316
A240-316
A351-CF8M
A403-WP316
A182-F316
18Cr-10Ni-Ti
A479-321
A358-321A312-TP321
A240-321
A351-CF8TA403-WP321
A182-F321
18Cr-10Ni-Cb
A479-347
A358-347A312-TP347
A240-347
A351-CF8CA403-WP347
A182-F347
9크롬 강
A691-9CrA335-P9A387-9A216-C5A234-WP9A182-F9
저합금강
1.9
1.10
1.13
1.14
5크롬 강
A691-5CrA335-P5A387-5A216-C5A234-WP5A182-F5
2.1/4크롬 강
A739-B22
A691-2.1/4Cr
A335-P22A387-22A216-WC9CL.3
A234-WP22A182-F22
1.1/4크롬 강
A739-B11
A691-1.1/4Cr
A335-P11A387-11CL.2
A216-WC6CL.2
A234-WP11A182-F11
RemarkRoundBar
EFWPipes
PipesPlatesCasting( 주조 )
Wrought Fit-ting
Forgings( 단조 )
일반분류
Material Group
종류별 Standard CodeMaterial
2 장 . 배관 자재
2.4 Flange 의 용도 및 종류
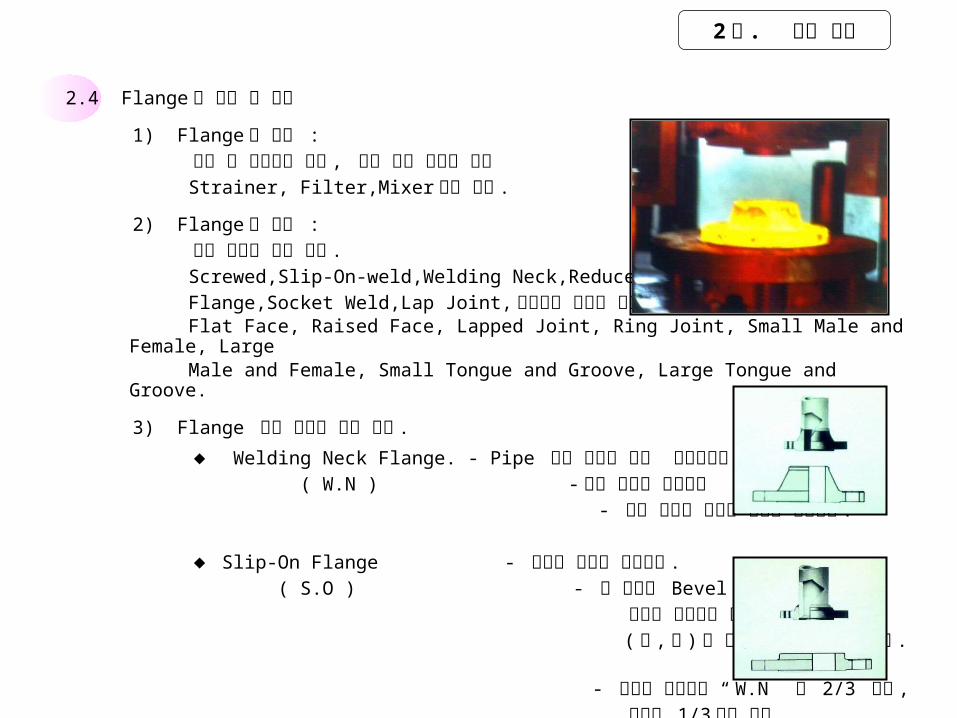
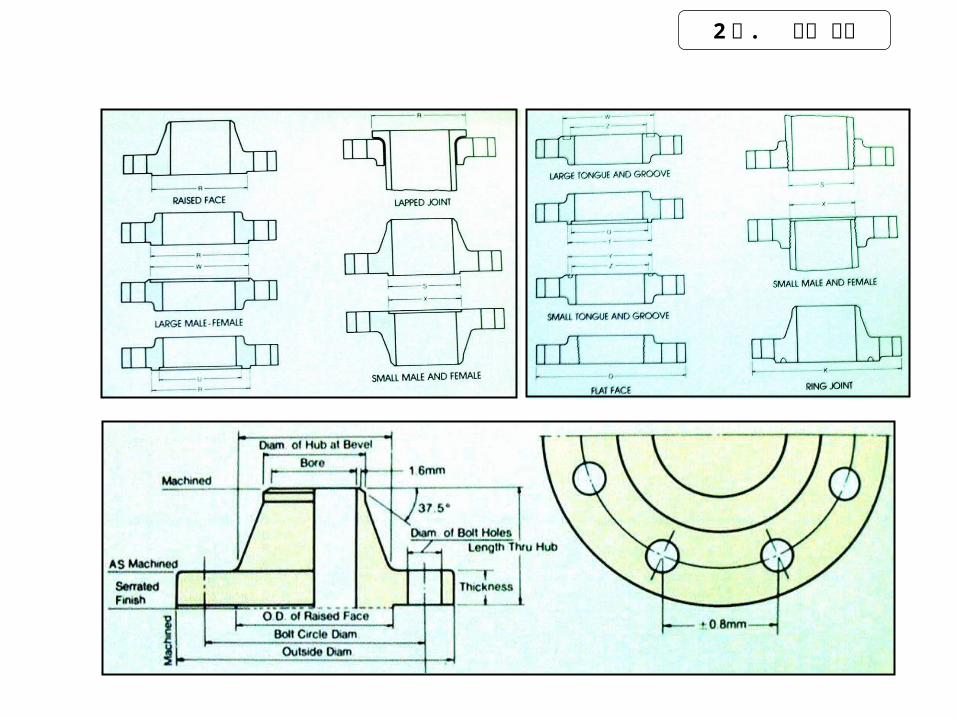
1) Flange 의 용도 : 장치 및 배관중의 접속 , 또는 분해 정비를 위한 Strainer, Filter,Mixer 등에 설치 . 2) Flange 의 종류 : 접속 방법에 의한 종류 . Screwed,Slip-On-weld,Welding Neck,Reduced Flange,Socket Weld,Lap Joint, 접속면의 형태에 의한 분류 . Flat Face, Raised Face, Lapped Joint, Ring Joint, Small Male and Female, Large Male and Female, Small Tongue and Groove, Large Tongue and Groove. 3) Flange 연결 방법에 의한 분류 . ◆ Welding Neck Flange. - Pipe 와의 연결은 가장 이상적이다 ( W.N ) - 공사 비용이 저렴하다 - 고온 고압의 가혹한 조건에 사용한다 .
◆ Slip-On Flange - 비교적 가격이 저렴하다 . ( S.O ) - 끝 단부를 Bevel 가공할 필요 없어 취부가 용이하나 용접 개소가 2 군데 ( 안 , 밖 ) 가 되어 공사 비용이 증가 한다 .
- 강도에 있어서는 “ W.N” 의 2/3 이며 , 수명은 1/3 까지 이다 .
2 장 . 배관 자재
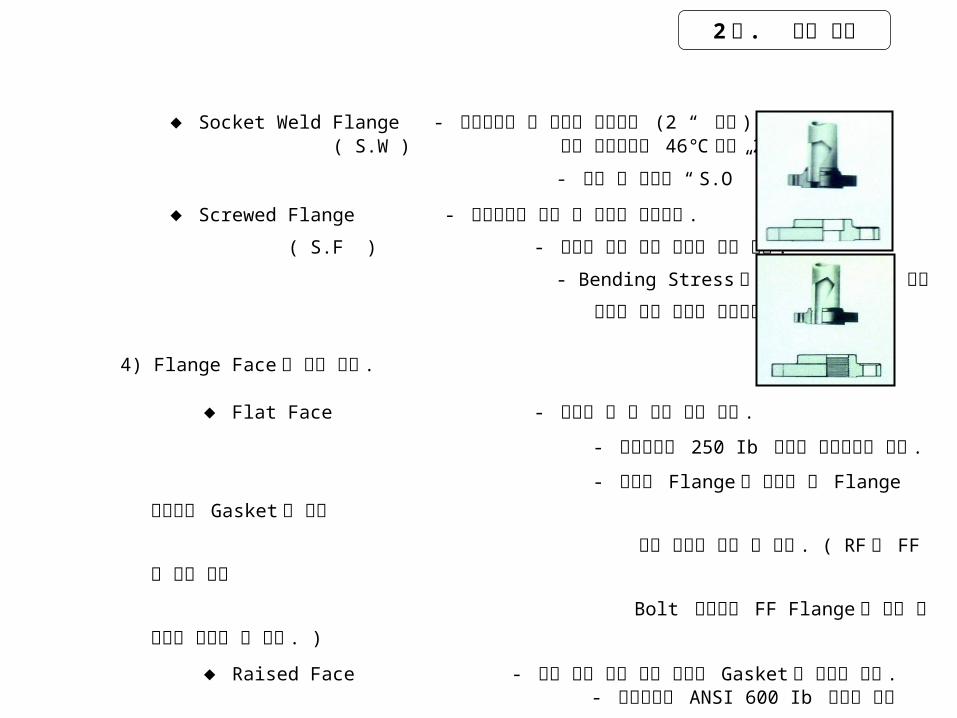
◆ Socket Weld Flange - 일반적으로 소 구경에 사용된다 (2 “ 이하 ) ( S.W ) 사용 온도범위는 46℃ 에서 260 ℃ 까지 이다 . - 강도 및 수명은 “ S.O” 와 비슷하다 . ◆ Screwed Flange - 일반적으로 저압 소 구경에 사용된다 . ( S.F ) - 용접이 되지 않는 계통에 사용 한다 . - Bending Stress 가 예상 되는 곳에는 나사 풀림
현상이 일어 나므로 사용하지 않는 것이 좋다 . 4) Flange Face 에 의한 분류 .
◆ Flat Face - 주철제 및 동 합금 제에 적합 . - 일반적으로 250 Ib 이하의 소방배관에 적용 . - 볼트로 Flange 를 접합할 때 Flange 전체면에 Gasket 을 적용
하여 강도를 높일 수 있음 . ( RF 와 FF 를 접합 하면
Bolt 압력으로 FF Flange 의 몸체 에 파손이 발생할 수 있음 . ) ◆ Raised Face - 가장 많이 사용 되고 연질의 Gasket 에 사용이 적합 . - 일반적으로 ANSI 600 Ib 이하에 사용
2 장 . 배관 자재
◆ Ring Type - 고온 고압 Line 에 사용
- ANSI 900 Ib 이상에 적용 . - Gasket 은 Octagonal Ring 혹은 Oval Ring 을 사용 . - Flange 연결 압력이 크므로 WN-Flange 를 사용 하여야 함 . ◆ Tongue and Groove - 위험성 이 있는 유체나 기밀성을 필요로 하는 경우에 사용 . - Ammonia 나 냉장 , 냉동 장치에 많이 사용 . - Flange 연결 압력이 적어도 기밀 보전이 가능 하다 . - 자재 보유 시 Tongue 와 Groove 한 쌍으로 해야 하는
불편이 있다 .◆ Male and Female - High Gasket Compression 때문에 Metal Gasket 을 사용 할 수 있다 . - 일반적으로 ANSI 600 Ib 이하에 사용
- 자재 보유 시 Tongue 와 Groove 한 쌍으로 해야
하는 불편이 있다 .◆ Lap Joint - 자주 분해 청소가 요구되는 곳에 많이 쓰임 . - 가격이 저렴하다 . - Bending Stress 의 감소 목적으로 많이 사용 된다
2 장 . 배관 자재
2 장 . 배관 자재
. 5) Flange 의 규격
ANSI B16.5 - Steel Pipe Flanges and Flanged Fittings ANSI B16.47 - Large-Diameter Steel Flanges ( 26” ~ 60” ) API STD 605 - Large-Diameter Carbon Steel Flanges (Class 150~300#) MSS SP-44 - Steel Pipe Line Flanges MSS SP-65 - High Pressure Chemical Industry and Thread Stubs For use with Lens Gaskets. ISO 2084/2441 - Pipe Line Flanges for General use ISO 2229 - Equipment for the Petroleum and Natural Gas Steel Pipe Flange Normal Sizes ½ to 24in ( Base on ANSI B16.5 ) 6) Pressure – Temperature Rating 일반 : Rating 이란 어떤 주어진 재질과 온도에서 계기압으로 최대 허용 비 충격 작업
압력이다 . 따라서 어떤 일정의 기준 온도에서 사용 될 때의 압력을 선택하여
결정한 것이기 때문에 최고 사용 압력은 호칭 압력 보다 상당히 높은 수치로
되어 있다 . 그러나 DIN. 이나 NF.Flange 는 호칭 압력이 최고 사용압력으로 되어
있으므로 호칭 압력과 최고 사용 압력과의 관계를 필히 확인 하여야만 한다
2 장 . 배관 자재
.
온도에 대한 고려 : Flange Joint 는 고온 및 저온 에 따라 힘의 변위 또는 Movement 가
변이 되므로 누출의 위험을 고려 해야 한다 . a). Flange Attachment : Socket Welding 및 Threaded Flanges 는 260℃ 이상 이며
온도가 급상 하거나 온도의 변화가 빈번한 곳은 사용을 피해야 한다 . b). High Temperature Service : Flange 의 사용온도가 Creep Range 에 도달하면 Flange
의
Bolt 는 점진적인 이완 작용으로 느슨하게 변하며 , 주기적인 Bolt Tightening 작업이
필요 하게 된다 , 만일 Flange 가 150 lb 이며 사용온도 260℃ ~ 400 ℃ 에서 온도의
변화가 급격한 곳이거나 심한 내부 하중이 걸리는 곳에서 Leak 현상이 발생하면 400℃ 이상에서 사용하는 Bolt 로 교체 하는 것이 바람직 하다 . c). Low Temperature Service : 충격저항이 저온에서 견딜 수 있는지 재질 선정 시 충분한
검토가 필요 하며 만일 부적절한 재료가 선정 되었을 시 충격저항 , 급격한 온도변화 , 저항의 국부 집중으로 인하여 저온에서 안전운전을 기대 할 수 없게 된다 . Slip-On Flange : 운전 조건이 아래에 해당 하면 Flange 와 Pipe 의 용접을 안 밖으로 해야 한
다 . a). Severe Erosion, Crevice Corrosion, Cyclic Loading. b). Flammable, Toxic, or Damaging to Human Tissue. c). At Temperature Below -101 ℃.
2 장 . 배관 자재
2.5 Gasket 1). Gasket 의 정의
Gasket 이란 상대 하는 2 개의 정지된 물체사이에 끼워 그 장소에서 내용물이 새어
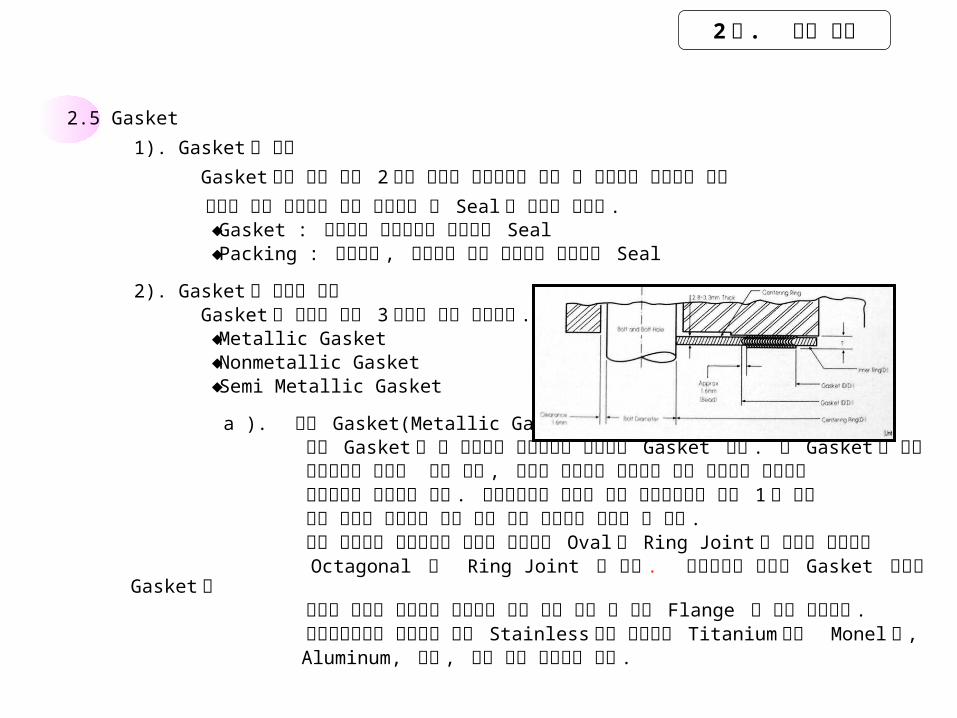
나오는 것을 방지하는 것을 목적으로 한 Seal 의 총칭을 말한다 . Gasket : 정지부의 밀봉개소에 사용하는 Seal Packing : 왕복운동 , 회전운동 등의 운동면에 사용하는 Seal 2). Gasket 의 종류와 구조 Gasket 의 종류는 아래 3 가지로 크게 구별된다 . Metallic Gasket Nonmetallic Gasket Semi Metallic Gasket a ). 금속 Gasket(Metallic Gasket) 금속 Gasket 는 그 이름대로 금속만으로 만들어진 Gasket 이다 . 이 Gasket 는 금속 열성이라는 장점을 살려 고온 , 고압의 조건에서 사용되고 또한 내식성이 요구되는 장소에서도 사용되고 있다 . 형상으로서는 판상인 것이 일반적이지만 그림 1 과 같이 선반 등으로 절삭하여 여러 가지 단면 형상으로 절삭할 수 있다 . 자주 사용되는 것으로서는 단면이 타원형의 Oval 형 Ring Joint 나 단면이 팔각형인 Octagonal 형 Ring Joint 가 있다 . 일반적으로 평평한 Gasket 이외의 Gasket 는 초고온 고압의 조건에서 사용되는 일이 많고 사용 시 전용 Flange 에 끼워 사용된다 . 금속재료로서는 내식성이 있는 Stainless 강을 중심으로 Titanium 이나 Monel 강 , Aluminum, 순철 , 연강 등이 사용되고 있다 .
2 장 . 배관 자재
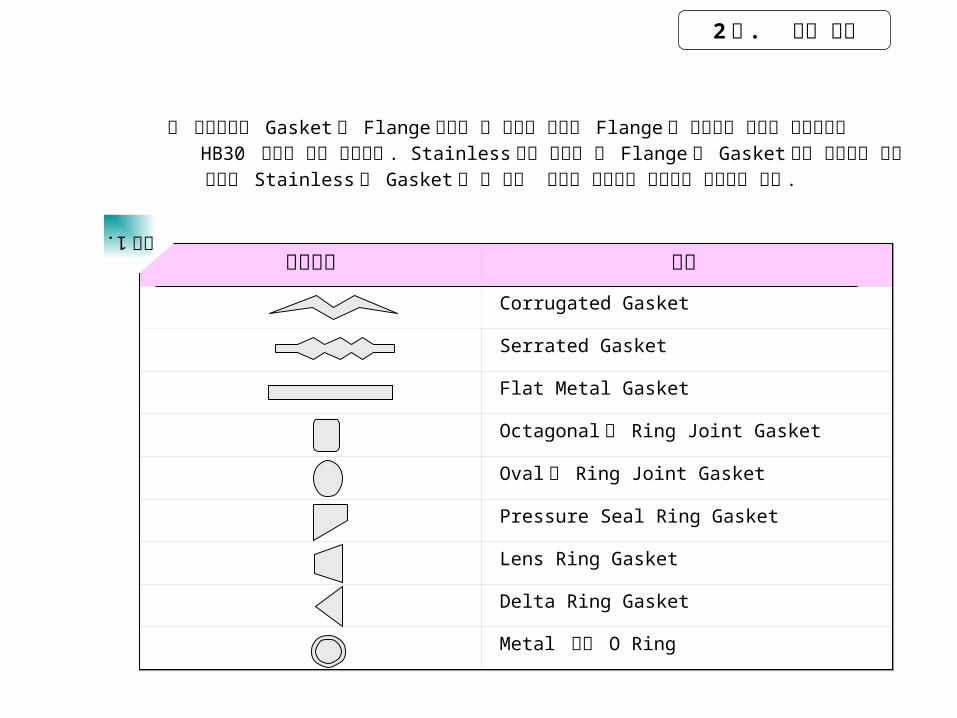
일반적으로 Gasket 와 Flange 에서는 그 경도에 있어서 Flange 가 손상되지 않도록 경도차에서
HB30 경도의 차를 유지한다 . Stainless 강을 사용할 시 Flange 와 Gasket 에는 통상차가 없기
때문에 Stainless 강 Gasket 에 저 경도 처리를 실시해서 경도차를 유지하고 있다 .
2 장 . 배관 자재
품명
Corrugated Gasket
Serrated Gasket
Flat Metal Gasket
Octagonal 형 Ring Joint Gasket
Oval 형 Ring Joint Gasket
Pressure Seal Ring Gasket
Lens Ring Gasket
Delta Ring Gasket
Metal 중공 O Ring
단면형상
그림1.
b). 비금속 Gasket(Non Metallic Gasket)
비금속 Gasket 는 금속이외의 재료만으로 만들어져 있는 Gasket 이다 . 비금속 Gasket 는 유연하기 때문에 조임력을 그다지 줄 수 없는 곳이나 저온 · 저압의 장소에서 사용
되는 것이 일반적이다 . 형상으로는 판상 뿐이지만 , 각 재료는 단체일 뿐만 아니라 타
재료와 조합해서 사용할 수 있다 . 많이 사용되는 Gasket 는 석면과 고무를 달구어 판상으로 한 Joint Sheet 와 고무 중
에서 그 강도를 증가 시키기 위해 각종의 포를 끼워 넣은 포입 고무 Sheet 등이 있다 . 최근에는 Teflon 의 내약품성 · 전기 절연성과 또 다른 Gasket 의 유연성이라는 장점을
합쳐 Teflon 구 Gasket 이 Glass Lining 된 장치 또는 전기 절연을 필요로 하는 장소
에서 사용 되고 있다 . 또 Non Asbestos 시대를 맞이 하여 Asbestos Free Joint Sheet Gasket 도 사용되기 시작하고 있다 . 재료의 종류는 비교적 한정되어 있어 고무 , 석면을
중심으로 Teflon, 흑연으로 거의 모든 비금속 Gasket 를 Cover 하고 있다 .
2 장 . 배관 자재
c). 금속 · 비금속 Gasket(Semi Metallic Gasket) 금속 · 비금속 Gasket 는 금속이 갖는 장점과 비금속의 유연성을 받아 들여 만들어진
Gasket 로 그 조합 의 구조에 따라 금속구 Gasket 와 Spiral Wound 형 Gasket 2 종류로 구분된다 . 금속구 Gasket 는 Stainless 나 연강 박판인 석면판이나 Joint Sheet 를 싸넣어 내부의 비금속을 외피의 금속으로 지키면서 그 유연성을 이용한
Gasket 로 치수나 형상면에서 여러 가지 것을 만들 수 있다는 장점이 있다 . 한편 Spiral Wound 형 Gasket 는 금속과 비금속 Tape 를 나선형으로 감아서 내륜
주측 과 외륜 주측에 금속 Tape 가 오도록 만든 Gasket 로 금속의 탄력성과 비금속의
연계성 이라는 장점을 섞은 Gasket 이다 . 비금속에는 석면 , Teflon, 흑연이 사용되고 있고 금속 Tape 에는 Stainless, Aluminum 이 사용되고 있다 . Gasket 의 강도를 증가 시키기 위해서나 Flange 등에 설치했을 시에
Gasket 의 위치를 결정 하기 쉽도록 Gasket 의 내측이나 외측에 금속성의 Ring 을 붙일
수도 있다
2 장 . 배관 자재
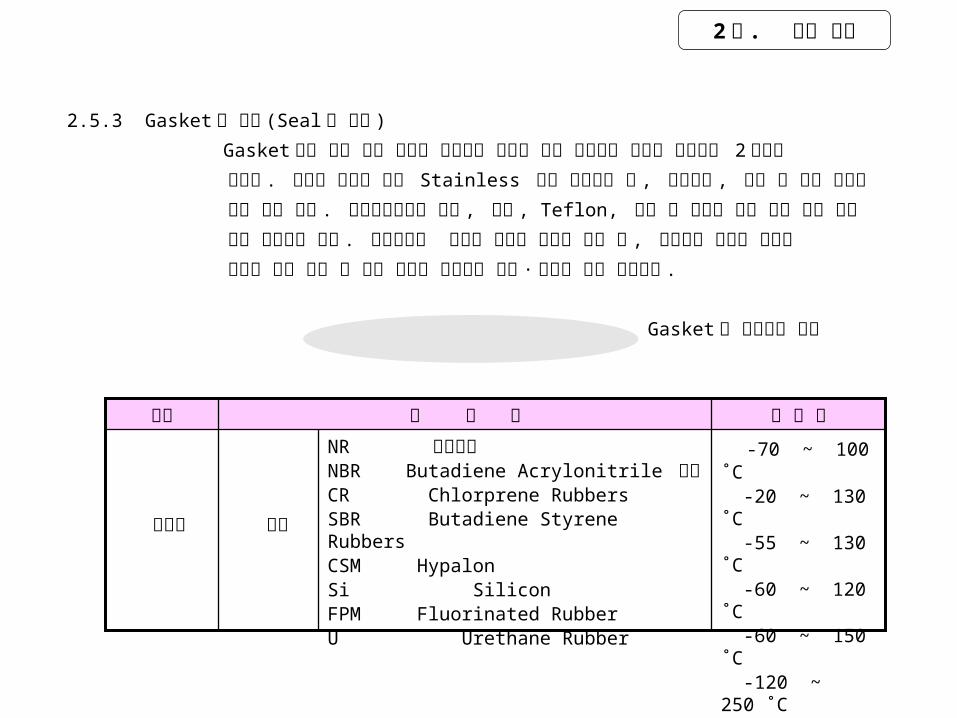
2.5.3 Gasket 의 재질 (Seal 의 재료 ) Gasket 에는 여러 가지 재료가 사용되고 있지만 크게 나누어서 금속과 비금속의 2 종류로
나눈다 . 금속은 부식에 강한 Stainless 강을 중심으로 동 , 알루미늄 , 순철 등 여러 가지가
사용 되고 있다 . 비금속으로서는 고무 , 석면 , Teflon, 흑연 등 한가지 혹은 금속 등과 조합
해서 사용되고 있다 . 일반적으로 금속은 온도나 압력이 높은 곳 , 비금속은 온도나 압력이
그다지 높지 않은 곳 또는 금속과 조합되어 고온 · 고압인 곳에 사용된다 . Gasket 에 사용되는 재료
NR 천연고무NBR Butadiene Acrylonitrile 고무CR Chlorprene RubbersSBR Butadiene Styrene RubbersCSM HypalonSi SiliconFPM Fluorinated RubberU Urethane Rubber
-70 ~ 100 ˚C -20 ~ 130 ˚C -55 ~ 130 ˚C -60 ~ 120 ˚C -60 ~ 150 ˚C -120 ~ 250 ˚C -50 ~ 200 ˚C -60 ~ 80 ˚C
고무 비금속
내 열 도재 료 명종류
2 장 . 배관 자재
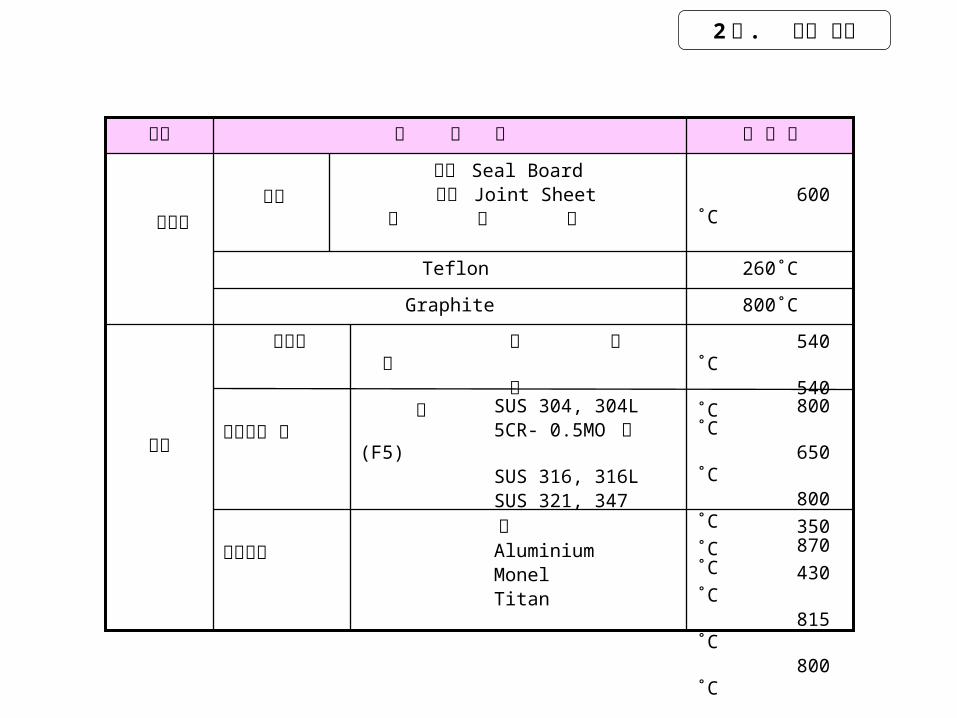
350 ˚C 430 ˚C 815 ˚C 800 ˚C
800 ˚C 650 ˚C 800 ˚C 870 ˚C
동 Aluminium Monel Titan
비철금속
SUS 304, 304L 5CR- 0.5MO 강 (F5) SUS 316, 316L SUS 321, 347
스텐레스 강
금속
800˚CGraphite 540 ˚C 540 ˚C
극 연 강 순 철
탄소강
260˚C Teflon
석면 Seal Board 석면 Joint Sheet
석 면 사 600 ˚C 석면 비금속
내 열 도재 료 명종류
2 장 . 배관 자재
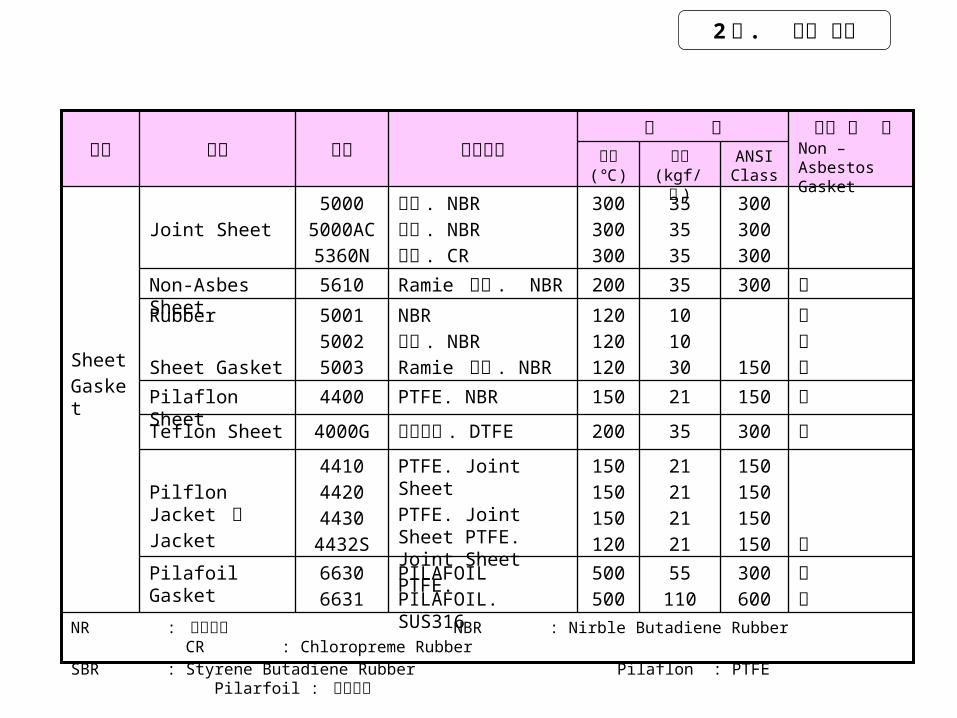
NR : 천연고무 NBR : Nirble Butadiene Rubber CR : Chloro-preme RubberSBR : Styrene Butadiene Rubber Pilaflon : PTFE Pilarfoil : 팽창흑연
30035200탄화섬유 . DTFE4000GTeflon Sheet
150150150150
21212121
150150150120
PTFE. Joint SheetPTFE. Joint Sheet PTFE. Joint SheetPTFE.
4410442044304432S
Pilflon Jacket 형Jacket
300600
55110
500500
PILAFOILPILAFOIL. SUS316
66306631
Pilafoil Gasket
150
101030
120120120
NBR면포 . NBRRamie 섬유 . NBR
500150025003
Rubber
Sheet Gasket15021150PTFE. NBR 4400Pilaflon Sheet
ANSIClass
압력(kgf/㎠ )
온도(℃)
30035200Ramie 섬유 . NBR5610Non-Asbes Sheet
300300300
353535
300300300
석면 . NBR석면 . NBR석면 . CR
50005000AC5360N
Joint Sheet
SheetGas-ket
비고 인Non – As-bestos Gas-ket
성 능표준재료품번명칭분류
2 장 . 배관 자재
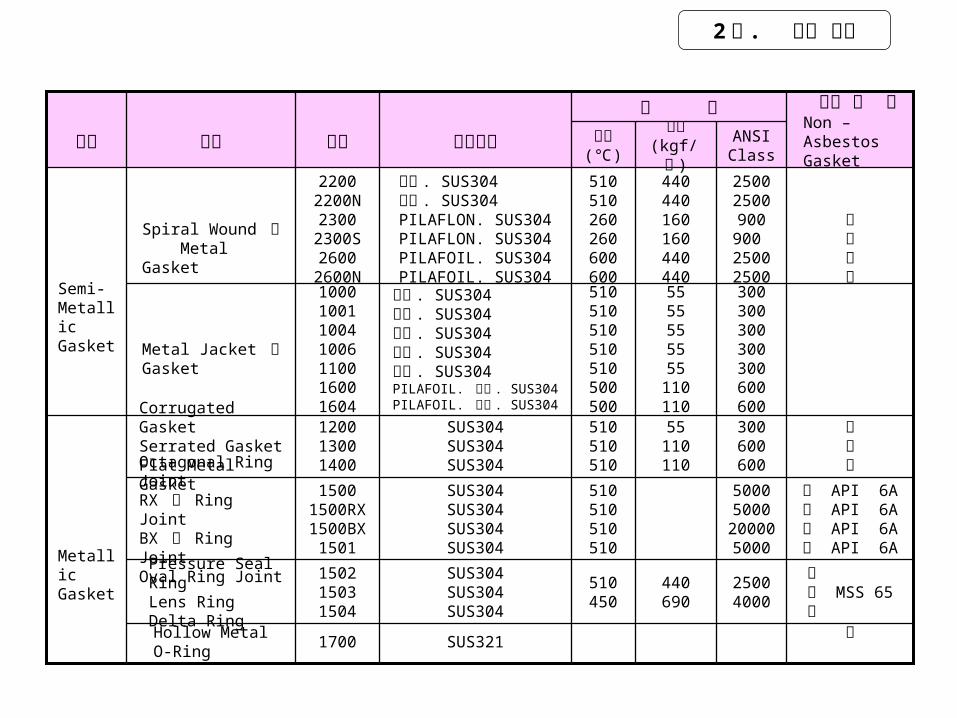
SUS3211700Hollow MetalO-Ring
MSS 65
25004000
440690
510450
SUS304SUS304SUS304
150215031504
Pressure Seal RingLens RingDelta Ring
API 6A API 6A API 6A API 6A
500050002000
05000
510510510510
SUS304SUS304SUS304SUS304
15001500RX1500BX
1501
Octagonal Ring JointRX 형 Ring JointBX 형 Ring JointOval Ring Joint
Metal-licGasket
300600600
55110110
510510510
SUS304SUS304SUS304
120013001400
Corrugated GasketSerrated GasketFlat Metal Gasket
300300300300300600600
5555555555
110110
510510510510510500500
석면 . SUS304석면 . SUS304석면 . SUS304석면 . SUS304석면 . SUS304PILAFOIL. 석면 . SUS304PILAFOIL. 석면 . SUS304
1000100110041006110016001604
Metal Jacket 형Gasket
ANSIClass
압력(kgf/㎠ )
온도(℃)
25002500900900 25002500
440440160160440440
510510260260600600
석면 . SUS304석면 . SUS304PILAFLON. SUS304 PILAFLON. SUS304 PILAFOIL. SUS304 PI-LAFOIL. SUS304
22002200N23002300S2600
2600N
Spiral Wound 형 Metal Gasket
Semi-Metal-licGasket
비고 인Non – As-bestos Gas-ket
성 능
표준재료품번명칭분류
2 장 . 배관 자재
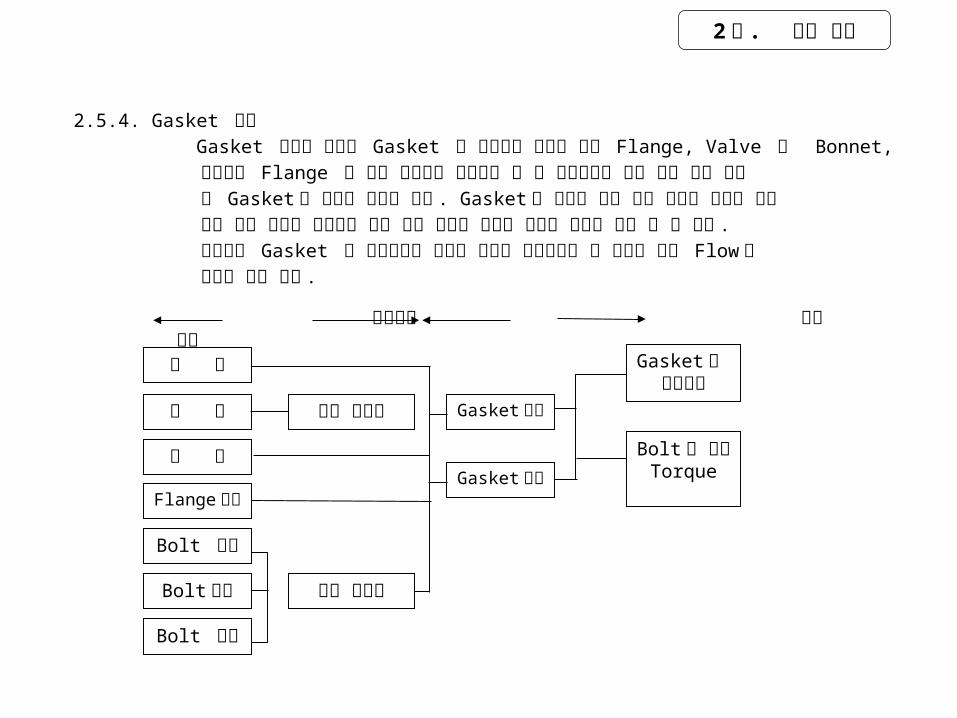
2.5.4. Gasket 선정 Gasket 선정에 있어서 Gasket 가 사용되는 기기는 배관 Flange, Valve 의 Bonnet, 압력용기 Flange 등 다종 다양하게 사용되고 또 그 사용조건도 여러 가지 이기 때문 에 Gasket 의 종류도 대단히 많다 . Gasket 의 선정은 본래 기기 각각의 요구에 따라 많은 종류 중에서 선택하는 것이 가장 바람직 하지만 오히려 혼선을 초래 할 수 있다 . 그러므로 Gasket 를 선정하는데 있어서 필요한 사용조건과 그 일반적 선정 Flow 를 다음과 같이 한다 .
사용조건 선정 취급
유 체
압 력
온 도
Flange형상Bolt 개수
Bolt 호경
Bolt 재질
허용 조임압
필요 조임압 Gasket품번
Gasket치수
Gasket 의 조임하중
Bolt 의 조임
Torque
2 장 . 배관 자재
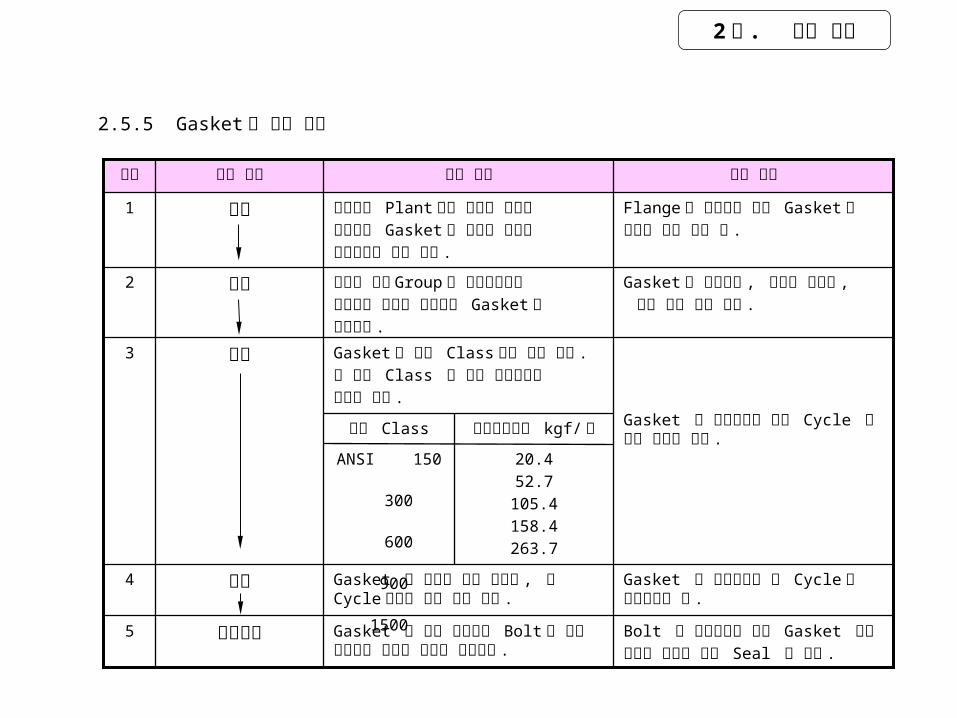
2.5.5 Gasket 의 선정 요항
고려 사항고려 항목선정 방법순위
20.452.7105.4158.4263.7
최대사용압력 kgf/㎠ANSI 150
300 600 900 1500
압력 Class
Bolt 의 허용조임압 쪽이 Gasket 필요조임압 보다도 크면 Seal 이 된다 .
Gasket 의 필요 조임압과 Bolt 의 허용 조임압을 계산에 의하여 검사한다 .
취부압력5
Gasket 의 내열성이나 열 Cycle 을 고려하여야 함 .
Gasket 의 온도에 대한 내열성 , 열 Cycle 을고려 하여 선택 한다 .
온도4
Gasket 의 내압성이나 압력 Cycle 을 고려 하여야 한다 .
Gasket 의 압력 Class 항을 참고 한다 .각 압력 Class 의 최고 사용압력은아래와 같다 .
압력3
Gasket 의 내약품성 , 유체의 침투성 , 독성 등을 검토 한다 .
유체가 어느 Group 에 분류되는가를확인하여 그것에 대응하는 Gasket 을 선택한다 .
유체2
Flange 의 규격등에 따라 Gasket의종류를 고려 해야 함 .
사용되는 Plant 혹은 장치의 종류를확인하여 Gasket 에 특별한 배려가필요한지를 검사 한다 .
용도1
2 장 . 배관 자재
2 장 . 배관 자재
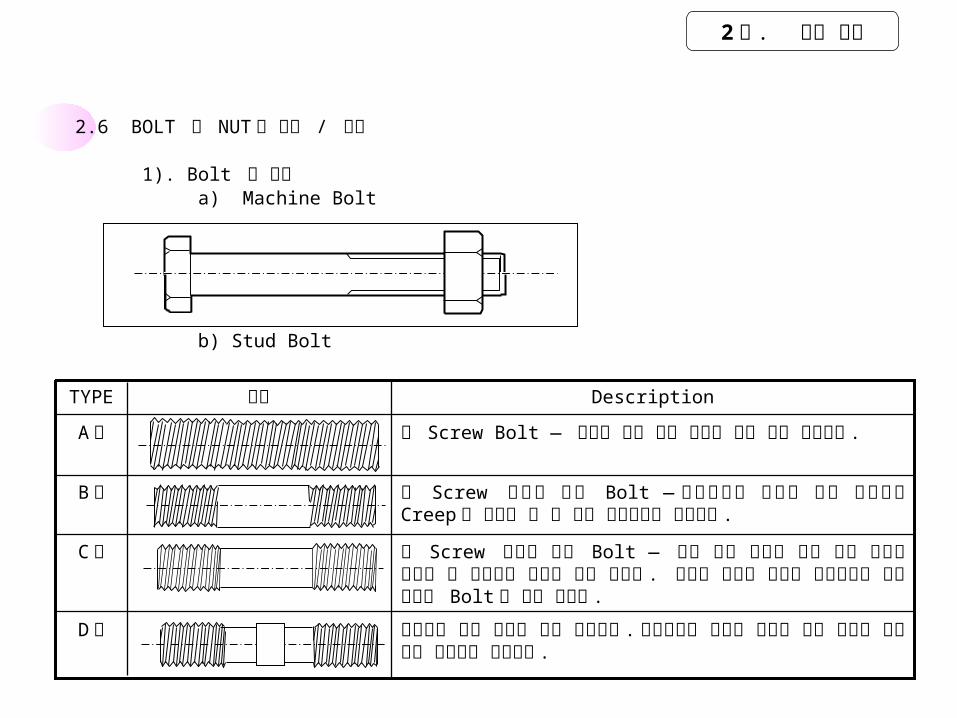
2.6 BOLT 및 NUT 의 형상 / 종류 1). Bolt 의 종류 a) Machine Bolt
b) Stud Bolt
형상
양 Screw 중간이 가는 Bolt ― 반복 충격 하중에 의해 피로 파괴가 일어날 때 사용되며 가격은 약간 비싸다 . 중간이 가늘기 때문에 인장강도는 다른 형상의 Bolt 에 비해 약하다 .
C 형
전달력을 받는 부분에 주로 사용된다 . 중간부분의 기둥을 정확히 하지 않으면 맞지 않아 역효과를 일으킨다 .
D 형
양 Screw 중간이 굵은 Bolt ― 사용온도가 비교적 높은 곳으로서 Creep 이 중요시 될 때 또는 고압하에서 사용된다 .
B 형
전 Screw Bolt ― 가공상 값이 싸기 때문에 가장 널리 사용한다 .
A 형
DescriptionTYPE
2). Bolt & Nut 의 재질
a) 일반용 Bolt & Nut ( 공업 배관용 Stud Bolt / Nut) 400℃ 이하에 주로 사용되는 Bolt / Nut 이다 . 해당규격 : ASTM A193. B7 / A194. 2H b) 고압용 Bolt & Nut ① 400℃ (752℉) 을 초과하는 것으로 다음과 같은 성질을 갖추어야 한다 . 고 온도에 대한 저항력이 클 것 , 고 온도에 대한 Creep 강도가 높을 것 , 내염화성
내식성을 갖을 것 , 열팽창계수가 적고 열전도율이 클 것 . 일반적으로 650℃ 이하의
것은 Fe 을 주성분으로 Cr, Mo,V 등을 첨가하여 내구성을 갖는 특수 강이 사용된다 . 내구성을 필요로 하는 경우는 Cr, Ni, Co 등을 주성분으로 Mo, V, 티탄 , 텅스텐 등을
포함한 합금을 사용한다 . ② 사용온도에 대한 주요재질
593℃~400℃ 로서는 일반적으로 Cr-Mo-Ti 강이 있고 ASTM A193Gr B16 의 상당
하는 재질 이다 , JIS 에는 해당규격이 없고 ASTM 규격에 있다 . NUT 는 ASTM A194 Gr4 가 적당하다 .
2 장 . 배관 자재
③ 650℃ 까지의 고온에는 Austenite Stainless 강 SUS 304 가 있고 이 재료의 유사품 으로 ASTM A320 B8 이 있다 . ASTM 에는 입자간에 석출되는 Cr 탄화강의 석출을 방지 하기 위하여 Cb, Ti 을 가한 B8C, B8T 가 있다 , 이것은 Cr 탄화물이 입자간에 석출하면 입계 부근의 결정내는 Cr 이 부족하여 입간 부식을 진행하기 때문에 Cr 으로부터 탄화 물을 만들기 쉬운 Cb, Ti 을 탄소량에 가해 안정화를 계획한다 . 이것으로는 Ferrite 계의 13Cr(SUS410) 을 사용한다 . 이것은 ASTM A193 B6S, B6Se 에 유사한 재료가 있지만 단 Ferrite 계이기 때문에 600℃ 이하에 사용하는 것이 좋다 . 또 NUT 는 BOLT 와 같은 재질을 사용해도 좋다 .
c) 초고온용 BOLT & NUT 650℃ 을 초과하는 것이 해당된다 .
① 650 ~ 750℃ 에는 25 – 20 Cr, Ni 강 SUH 33B(JIS G4311) 이 있고 AISI 310 에 상당
하며 대단히 우수한 내식 , 내염화성을 나타내는 Austenite Stainless 강으로 기계적
강도도 높다 . NUT 재질을 SUS 27B 가 적당하다 . ② 750℃ 이상의 고 온도에는 고 Cr-Ni 강은 불충분하고 Fe-Cr-Ni-Co 계 합금이 요구
된다 . 750 ~ 850℃ 에는 Nickel 기합금 , 코발트 기합금 재료로 하여 Inconel Waspaloy (미국 ), Ni, Mo, C 계 ( 영국 ) 등이 있다 . ③ 900~ 1000℃ 가 되면 Cr 계 합금이 연구되어 외국에는 실용화 되어 있다 .
2 장 . 배관 자재
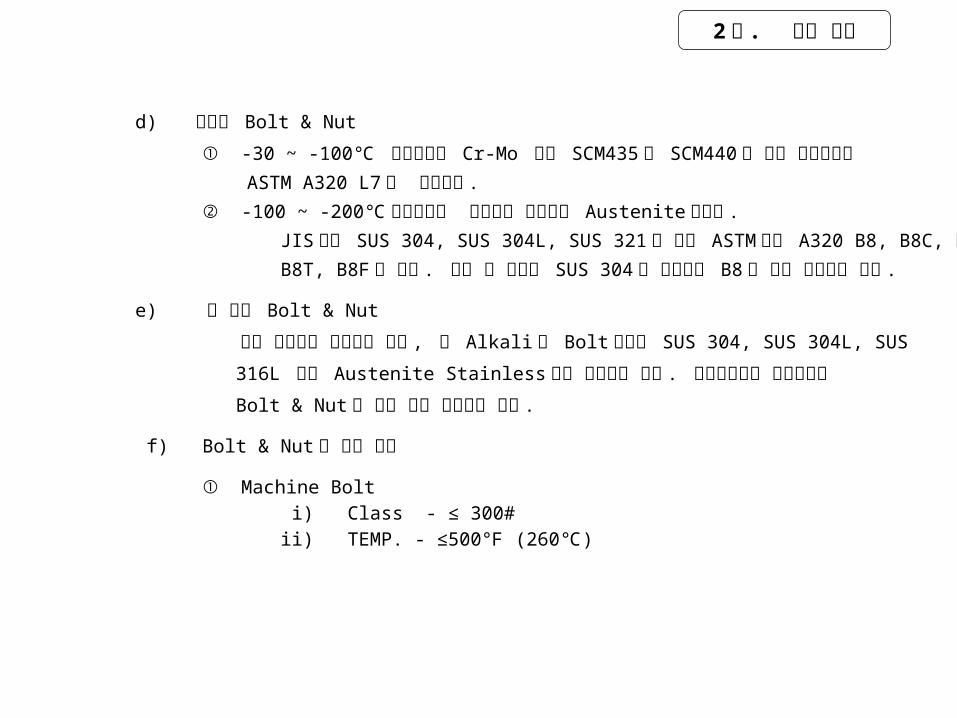
d) 저온용 Bolt & Nut ① -30 ~ -100℃ 정도까지는 Cr-Mo 강의 SCM435 와 SCM440 이 있고 유사품으로 ASTM A320 L7 이 사용된다 . ② -100 ~ -200℃ 결정구조가 면심입방 격자로서 Austenite 강이다 . JIS 에는 SUS 304, SUS 304L, SUS 321 이 있고 ASTM 에는 A320 B8, B8C, B8D, B8T, B8F 가 있다 . 특히 그 중에도 SUS 304 의 상당품인 B8 이 많이 사용되고 있다 .
e) 내 식용 Bolt & Nut 화학 공업용에 사용되는 내산 , 내 Alkali 용 Bolt 재로는 SUS 304, SUS 304L, SUS 316L 등의 Austenite Stainless 강이 사용되고 있다 . 내식용으로는 일반적으로
Bolt & Nut 에 도금 등을 사용하고 있다 .
f) Bolt & Nut 의 선정 방법
① Machine Bolt i) Class - ≤ 300# ii) TEMP. - ≤500℉ (260℃)
2 장 . 배관 자재
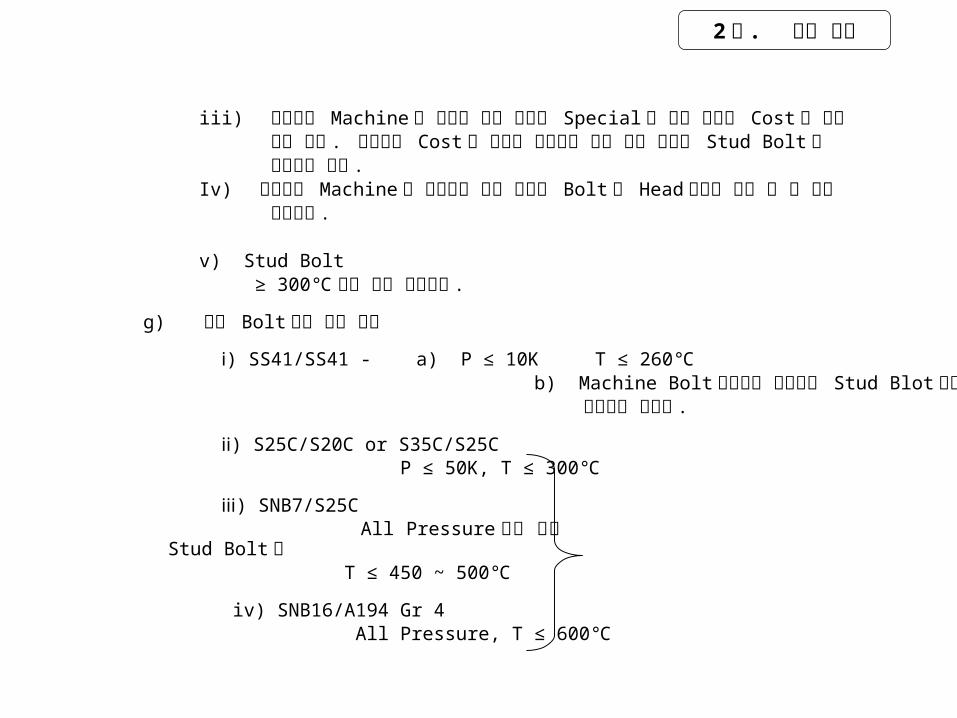
iii) 고압에서 Machine 를 사용할 수도 있으나 Special 로 해야 하므로 Cost 가 높아 지게 된다 . 그러므로 Cost 를 낮추고 시장성을 좋게 하기 위하여 Stud Bolt 를 사용하고 있다 . Iv) 고압에서 Machine 를 사용하지 않는 이유는 Bolt 의 Head 부분이 파단 될 수 있게 때문이다 . v) Stud Bolt ≥ 300℃ 에서 주로 사용한다 . g) 주요 Bolt 재의 허용 기준
ⅰ) SS41/SS41 - a) P ≤ 10K T ≤ 260℃ b) Machine Bolt 용으로만 사용되고 Stud Blot 로는 사용하지 않는다 . ⅱ) S25C/S20C or S35C/S25C P ≤ 50K, T ≤ 300℃ ⅲ) SNB7/S25C All Pressure 에서 사용 Stud Bolt 용 T ≤ 450 ~ 500℃ iv) SNB16/A194 Gr 4 All Pressure, T ≤ 600℃
2 장 . 배관 자재
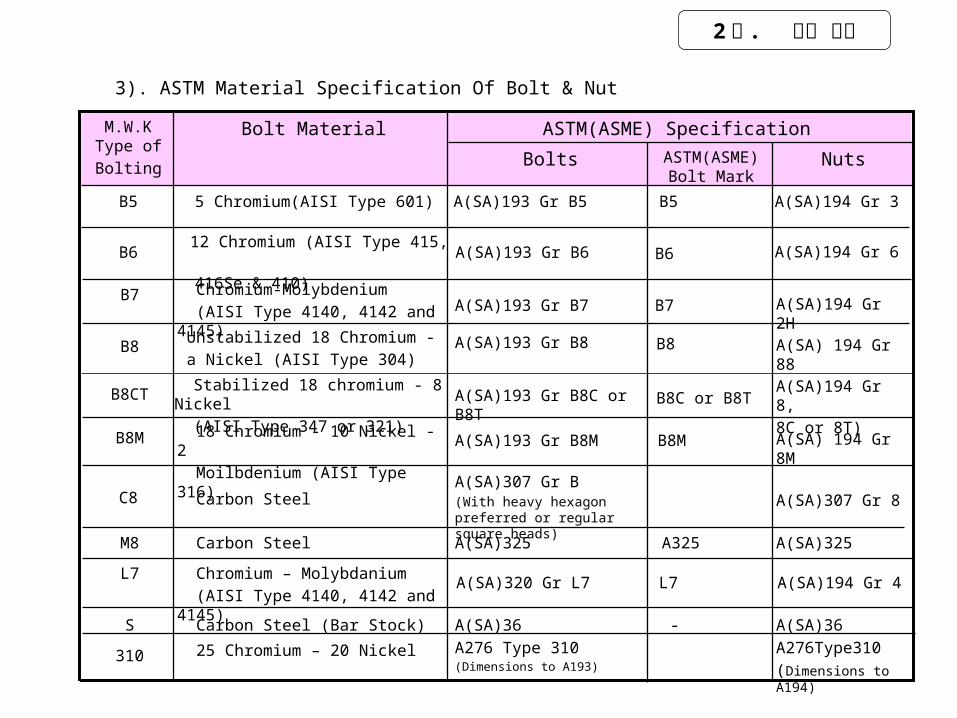
3). ASTM Material Specification Of Bolt & Nut
A276Type310(Dimensions to A194)
A276 Type 310(Dimensions to A193)
25 Chromium – 20 Nickel310
A(SA)307 Gr 8A(SA)307 Gr B (With heavy hexagon pre-ferred or regular square heads)
Carbon SteelC8
A(SA)325 A325A(SA)325 Carbon SteelM8
A(SA)194 Gr 4L7A(SA)320 Gr L7 Chromium – Molybdanium (AISI Type 4140, 4142 and 4145)
L7
A(SA) 194 Gr 88
B8A(SA)193 Gr B8 Unstabilized 18 Chromium - a Nickel (AISI Type 304)B8
A(SA)194 Gr 8,8C or 8T)B8C or B8TA(SA)193 Gr B8C or B8T Stabilized 18 chromium - 8
Nickel (AISI Type 347 or 321)
B8CT
A(SA)36 -A(SA)36 Carbon Steel (Bar Stock)S
A(SA) 194 Gr 8M
B8MA(SA)193 Gr B8M 18 Chromium - 10 Nickel - 2 Moilbdenium (AISI Type 316)
B8M
A(SA)194 Gr 2HB7A(SA)193 Gr B7 Chromium-Molybdenium (AISI Type 4140, 4142 and 4145)
B7
B6 12 Chromium (AISI Type 415, 416Se & 410)B6
A(SA)194 Gr 3 B5A(SA)193 Gr B5 5 Chromium(AISI Type 601)B5
NutsASTM(ASME) Bolt Mark
BoltsASTM(ASME) Specification Bolt MaterialM.W.K Type
ofBolting
2 장 . 배관 자재
A(SA)193 Gr B6 A(SA)194 Gr 6
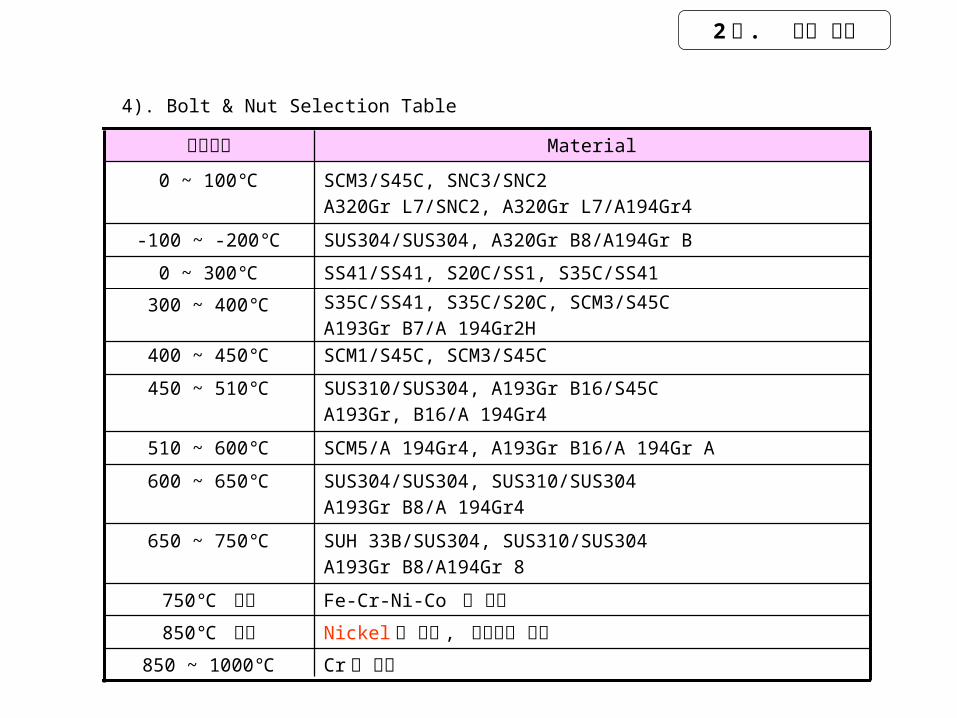
4). Bolt & Nut Selection Table
Material사용온도
Fe-Cr-Ni-Co 계 합금750℃ 이상
Nickel 계 합금 , 코발트계 합금850℃ 이상
Cr 계 합금850 ~ 1000℃
SUH 33B/SUS304, SUS310/SUS304A193Gr B8/A194Gr 8
650 ~ 750℃
SUS304/SUS304, SUS310/SUS304A193Gr B8/A 194Gr4
600 ~ 650℃SCM5/A 194Gr4, A193Gr B16/A 194Gr A510 ~ 600℃
SUS310/SUS304, A193Gr B16/S45CA193Gr, B16/A 194Gr4
450 ~ 510℃SCM1/S45C, SCM3/S45C400 ~ 450℃
SS41/SS41, S20C/SS1, S35C/SS410 ~ 300℃SUS304/SUS304, A320Gr B8/A194Gr B-100 ~ -200℃
SCM3/S45C, SNC3/SNC2A320Gr L7/SNC2, A320Gr L7/A194Gr4
0 ~ 100℃
2 장 . 배관 자재
S35C/SS41, S35C/S20C, SCM3/S45CA193Gr B7/A 194Gr2H
300 ~ 400℃
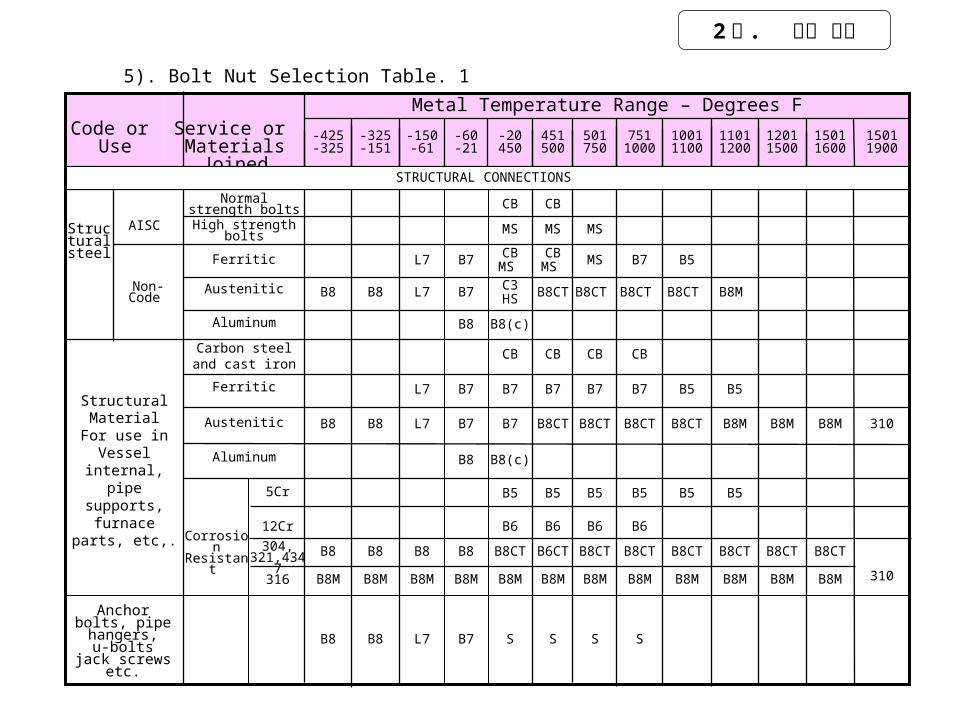
5). Bolt Nut Selection Table. 1
2 장 . 배관 자재
316
304, 321,4347
12Cr
5Cr
B6B6B6B6
B5B5B5B5B5B5
CorrosionResistant
B8(c)B8Aluminum
CBCBCBCBCarbon steel and cast iron
StructuralMaterial
For use inVessel internal, pipe supports, furnace parts,
etc,.
B5B5B7B7B7B7B7L7Ferritic
310B8MB8MB8MB8CTB8CTB8CTB8CTB7B7L7B8B8Austenitic
310B8CTB8CTB8CTB8CTB8CTB8CTB6CTB8CTB8B8B8B8
Non-Code
AISC MSMSMSHigh strength boltsB5B7MSCB
MS CBMS B7L7Ferritic
B8M B8CT B8CT B8CT B8CTC3HSB7L7B8B8Austenitic
CBCB Normal strength boltsStructural steel
B8(c)B8Aluminum
B8MB8MB8MB8MB8MB8MB8MB8MB8MB8MB8MB8M
15011900
15011600
12011500
11011200
10011100
7511000
501750
451500
-20450
-60-21
-150-61
-325-151
-425-325
Metal Temperature Range – Degrees FService or Materials
JoinedCode or
Use
Anchorbolts, pipehangers,u-boltsjack screwsetc.
SSSSB7L7B8B8
STRUCTURAL CONNECTIONS
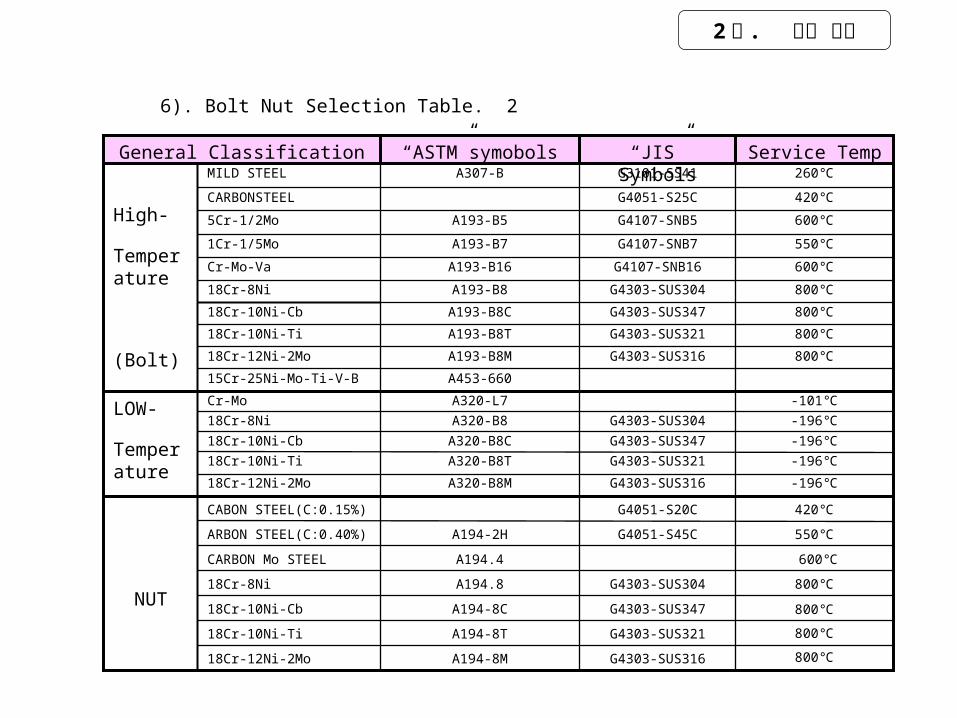
6). Bolt Nut Selection Table. 2
18Cr-12Ni-2Mo18Cr-10Ni-Ti18Cr-10Ni-Cb18Cr-8NiCARBON Mo STEELARBON STEEL(C:0.40%)CABON STEEL(C:0.15%)18Cr-12Ni-2Mo18Cr-10Ni-Ti18Cr-10Ni-Cb18Cr-8NiCr-Mo15Cr-25Ni-Mo-Ti-V-B18Cr-12Ni-2Mo18Cr-10Ni-Ti18Cr-10Ni-Cb18Cr-8NiCr-Mo-Va1Cr-1/5Mo5Cr-1/2MoCARBONSTEELMILD STEEL
600℃ A194.4550℃G4051-S45CA194-2H420℃G4051-S20C
NUT
-196℃G4303-SUS321A320-B8T-196℃G4303-SUS347A320-B8C
-101℃ A320-L7LOW-
Tem-pera-ture -196℃G4303-SUS316A320-B8M
-196℃G4303-SUS304A320-B8
G4303-SUS347A194-8C800℃G4303-SUS304A194.8
800℃G4303-SUS304A193-B8800℃G4303-SUS347A193-B8C800℃G4303-SUS321A193-B8T800℃G4303-SUS316A193-B8M
A453-660
G4303-SUS316A194-8MG4303-SUS321A194-8T
600℃G4107-SNB16A193-B16550℃G4107-SNB7A193-B7600℃G4107-SNB5A193-B5420℃G4051-S25C
260℃G3101-SS41A307-B
High-
Tem-pera-ture
(Bolt)
Service Temp“JIS” Symbols“ASTM”symobolsGeneral Classification
2 장 . 배관 자재
800℃800℃800℃
Note a). Inconel 600 및 Incoloy 300 은 1038℃ 이상에서 사용할 수 있으며 , Inconel 600 은 부식의 저항성을 검토 하여야 한다 . b). Type B7 Bolt 재질은 Vessel Manholes, Handholes, End Closures, 그리고 여러 Blind Connection 에 사용 할 수 있다 . c). Aluminum 합금 재질은 204 ℃ 이상에서 사용 할 수 없다 . d). Type B5 Bolt 재질은 열 교환기의 Floating Head 의 Bolt Diameter 를 줄이고자 할 때 사용할 수 있다 . ( 426 ℃ ~ 538 ℃ 에서는 고장력 볼트를 사용하여야 함 .) e). Type B5 재질은 ANSI Flange 에 적용할 수 있으며 이때 Bolt 의 Size 는 계산 되어 져야 한다 .
7). Screw 규격
a). Metric System : 국제적으로 널리 사용되고 있다 . b). Inch System : 미국에서 주로 사용하고 있다 .
c). 배관이나 압력 용기용의 Bolt Screw 의 산수는 Size 가 M30 이상이 될 경우는 세목 8 산 /Inch (Pitch 3 mm) 을 사용하고 있다 . 그 이유는 , . 너무 과격한 취부로 인한 Bolt 의 파단 방지 . 단면적을 크게 하므로써 높은 압력에도 견딜 수 있도록 하기 위함이다 .
2 장 . 배관 자재
2.7 Valve 1). Valve 의 정의 관 또는 압력 용기에 장치되어 그 회로안에 흐르는 유체 , 회로 속의 유체를 차단하거나 유량을 제어하는 기계적 장치이다 . 2). Valve 의 규격일반
Valve 의 규격의 일본 및 외국을 통틀어 상당히 많지만 현재 국제적으로 석유계의 화학 Plant 에서 가장 널리 사용되는 것은 ANSI(미국규격협회 ) 와 API(미국석유협회 ) 가 있다 . 일본의 대표적인 규격으로서는 JIS B 부문 ( 기계관계 ) 과 JPI( 일본석유학회 ) 가 있다 . 3). Valve 의 사용목적 a) 유량조절 b) 압력조절 c) 속도조절 d) 유체의 방향전환 e) 유체의 단속 및 유송 4). 종류 a) 기능별
Valve 의 기능에 개폐 (On/Off), 조절 , 유동방향의 고정이나 변이는 한 System으로부터 유체를 방출하는데 있으며 , 이 목적을 달성키 위한 Valve 기능은 폐쇄(Obturating), 회전 (Rotating), 미끄럼 (Sliding), Squeezing 를 통해 이루어진다 .
2 장 . 배관 자재
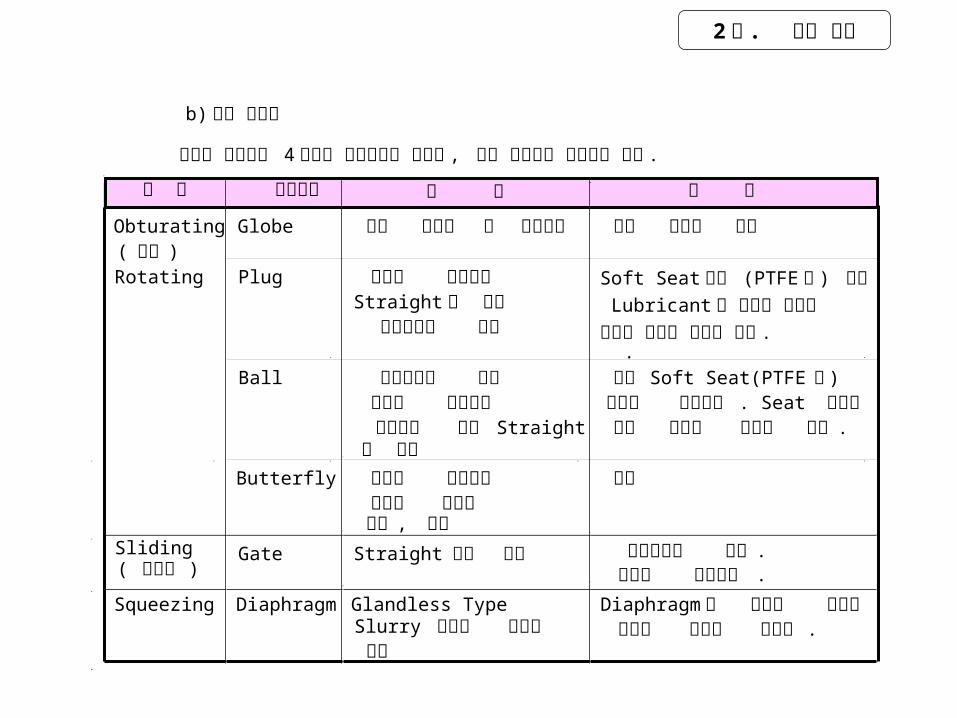
b) 기본 구조별
밸브는 기능별로 4 가지의 기본구조를 가지며 , 이의 장단점은 아래표와 같다 .
2 장 . 배관 자재
개 념 기본구조 장 점 단 점
Obturating(폐쇄)
Globe 높은 기밀성 및 유량제어 유체 저항이 크다
Plug 신속히 개폐동작Straight류 제어유체저항이 적다
.
Ball 유체저항이 적다신속히 개폐동작조작성이 좋고 Straight류 제어
주로 Soft Seat(PTFE등) 재질이 사용된다. Seat 재질에온도 유체의 제한이 있다.
Rotating
Butterfly 신속히 개폐동작양호한 제어성소형, 경량
상동
Sliding(미끄럼)
Gate Straight류의 제어 개폐시간이 길다.비교적 대형이다.
Squeezing Diaphragm Glandless TypeSlurry상태의 유체에적합
Diaphragm의 재질이 온도나압력의 제한을 받는다.
Soft Seat 재질 (PTFE 등 ) 또는 Lubricant 의 종류에 따라서 온도나 유체의 제한이 있다 .
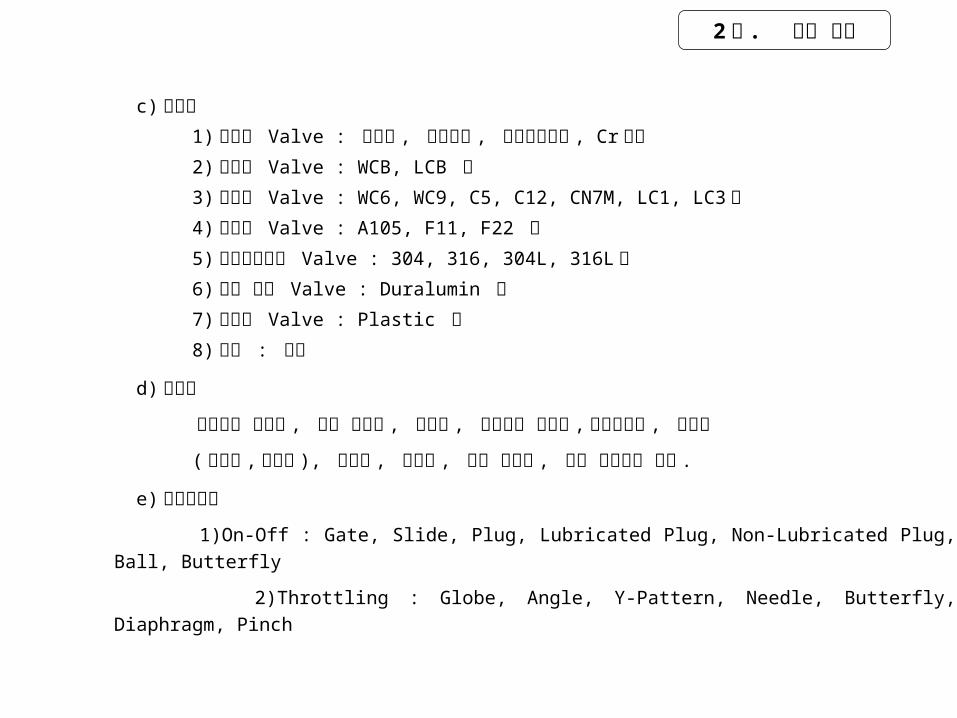
c) 재료별
1) 주철제 Valve : 회주철 , 가단주철 , 구상흑연주철 , Cr 주철
2) 주강제 Valve : WCB, LCB 등
3) 합금강 Valve : WC6, WC9, C5, C12, CN7M, LC1, LC3 등
4) 단강제 Valve : A105, F11, F22 등
5) 스텐레이스강 Valve : 304, 316, 304L, 316L 등
6) 특수 합금 Valve : Duralumin 등
7) 비금속 Valve : Plastic 등
8) 기타 : 납등
d) 용도별
일반기계 건설용 , 상하 수도용 , 건축용 , 일반화학 장치용 , 석유화학용 , 발전용
(원자력 , 수화력 ), 조선용 , 항공용 , 고온 고압용 , 저온 초저온용 기타 . e) 사용목적별
1)On-Off : Gate, Slide, Plug, Lubricated Plug, Non-Lubricated Plug, Ball, Butterfly 2)Throttling : Globe, Angle, Y-Pattern, Needle, Butterfly, Diaphragm, Pinch
2 장 . 배관 자재
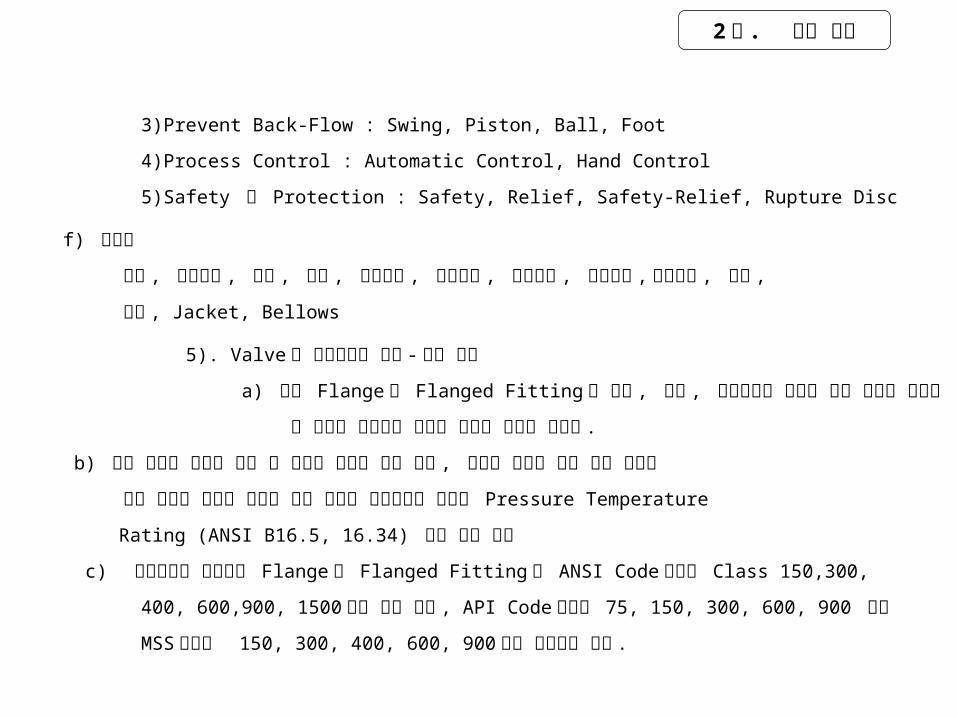
3)Prevent Back-Flow : Swing, Piston, Ball, Foot 4)Process Control : Automatic Control, Hand Control 5)Safety 및 Protection : Safety, Relief, Safety-Relief, Rupture Disc
f) 특수용
전동 , 전자자동 , 유압 , 공압 , 원격조작 , 긴급차단 , 온도조절 , 압력조절 , 수위조절 , 감압 , 안전 , Jacket, Bellows
5). Valve 의 호칭압력과 압력 - 온도 기준
a) 모든 Flange 나 Flanged Fitting 의 제조 , 구매 , 설치검사를 하는데 어떤 등급을 만들어
그 재질에 상응하는 등급별 규격을 따르는 것이다 . b) 모든 재질은 온도에 따라 그 기계적 성질이 변화 하고 , 압력의 고저에 따라 필요 두께가
계산 되므로 압력과 온도를 함께 감안한 등급으로써 이른바 Pressure Temperature Rating (ANSI B16.5, 16.34) 라는 것을 사용
c) 탄소강으로 제조되는 Flange 나 Flanged Fitting 은 ANSI Code 에서는 Class 150,300, 400, 600,900, 1500 으로 되어 있고 , API Code 에서는 75, 150, 300, 600, 900 이며
MSS 에서는 150, 300, 400, 600, 900 으로 분류되어 있다 .
2 장 . 배관 자재
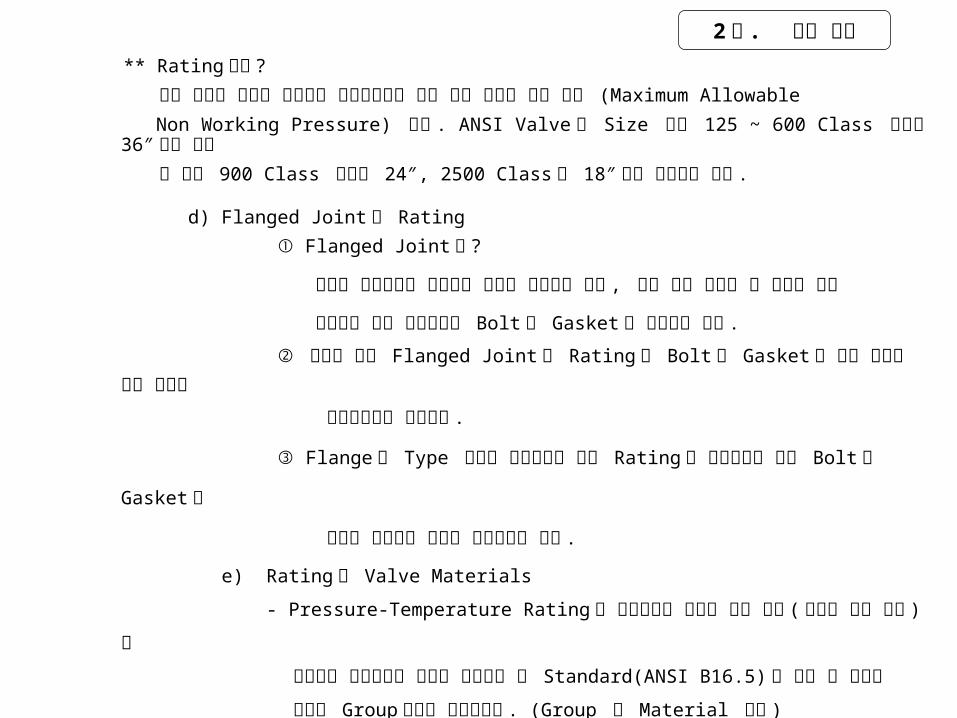
** Rating 이란 ? 어떤 주어진 재질과 온도에서 계기압력으로 최대 허용 비충격 작업 압력 (Maximum Allow-able Non Working Pressure) 이다 . ANSI Valve 의 Size 범위 125 ~ 600 Class 에서는 36″까지 정해
져 있고 900 Class 이상은 24″, 2500 Class 는 18″ 까지 규정하고 있다 .
d) Flanged Joint 의 Rating ① Flanged Joint 란 ? 두개의 기계요소를 용접이나 나사를 이용하지 않고 , 연결 또는 분해할 수 있도록 만든
것으로서 이는 필수적으로 Bolt 와 Gasket 을 수반하게 된다 . ② 따라서 모든 Flanged Joint 의 Rating 은 Bolt 와 Gasket 의 어떤 조건을 미리 규정해
놓음으로서만 가능하다 .
③ Flange 의 Type 선정과 재질선정에 있어 Rating 에 입각하여야 하고 Bolt 와
Gasket 를
동시에 선정하는 것으로 고려되어야 한다 . e) Rating 와 Valve Materials - Pressure-Temperature Rating 을 규정함에는 무수히 많은 재질 ( 탄소강 또는 주철 )을
망라하여 분류하기는 어려운 일이므로 각 Standard(ANSI B16.5) 를 미리 몇 가지의
재질을 Group 화하여 분류하였다 . (Group 별 Material 참조 )
2 장 . 배관 자재
① Group 1 Materials : 이는 탄소강과 저 합금강으로 구성되어 있다 . ⓐ Si-Killed 강으로써 ASTM A105 ⓑ Al-Killed 강으로써 ASTM A350-LF1( 저온용 ) ⓒ 3-½Ni 합금강으로써 ASTM A350-LF3( 저온용 ) ⓓ ½Mo 합금강으로써 ASTM A182-F1( 고온용 ) ⓔ 1Cr-½Mo 합금강으로써 ASTM A182-F12( 고온용 ) ⓕ 1-¼Cr-½ 합금강으로써 ASTM A182-F11( 고온용 ) ⓖ 2-½Cr-1Mo 합금강으로써 ASTM A182-F22( 고온용 ) ⓗ 5Cr-½Mo 합금강으로써 ASTM A182-F5A( 고온 내식 ) ⓘ 9Cr-1Mo 합금강으로써 ASTM A182-F9( 고온 내식 ) ② Group 2 Materials : 이는 고온 또는 초 저온에 강하고 내식성이 있는 Austenite Stainless 강이다 . ⓐ 18-8 Stainless 강으로써 ASTM A182-F304 ⓑ 16-12 Stainless 강으로써 ASTM A182-F316 ⓒ 18-10-Ti Stainless 강으로써 ASTM A182-F321 ⓓ 18-10-Cb Stainless 강으로써 ASTM A182-F347 ⓔ 25-20 Stainless 강으로써 ASTM A182-F310
2 장 . 배관 자재
③ Group 3 Material : 철을 소량 포함한 비철금속으로 내식성과 특 고압에 특히 강한 자재
Alloy20Cb,Alloy 20,Alloy 400,Alloy 600,Alloy 800, Alloy B,Alloy N,Alloy X 등이 있다
f) ANSI 의 경우 Butt Weld 형은 Flange 형보다 높은 온도 압력 기준으로 되어 있다 . 그러나 JIS 는 호칭압력이 같더라도 압력 온도 기준이 다르기 때문에 주의를 요한다 .
①JIS 에 의한 Valve 의 일반규정 ⓐ JIS B2001(1966) : Normal Size and Bore of Valves ⓑ JIS B2002(1968) : Face-to-Face and End-to Dimensions of Valves ⓒ JIS B2003(1977) : General Rules for Inspection of Valve
ⓓ JIS B2006(1982) : Face-to-Face Dimensions for Flanged Control Valves
② JIS 의 유체와 최고사용압력 규정 Item ⓐ JIS B2011 : Bronze Gate, Glove, Angle and Check Valves ⓑ JIS B2031(1986) : Gray Cast Iron Valve ⓒ JIS B2051(1986) : Melleable Iron 10K Screwed Valves ⓓ JIS B2071(1976) : 10 Kg/Cm2 Cast Steel Flanged Globe Valves ⓔ JIS B2081(1976) : 20 Kg/Cm2 Cast Steel Flanged Globe Valves ( JIS 에 의한
Flange 의 압력단계는 JIS B2201(Ferrous Material) 및 JIS B240 “Copper Alloy” 규정 )
2 장 . 배관 자재
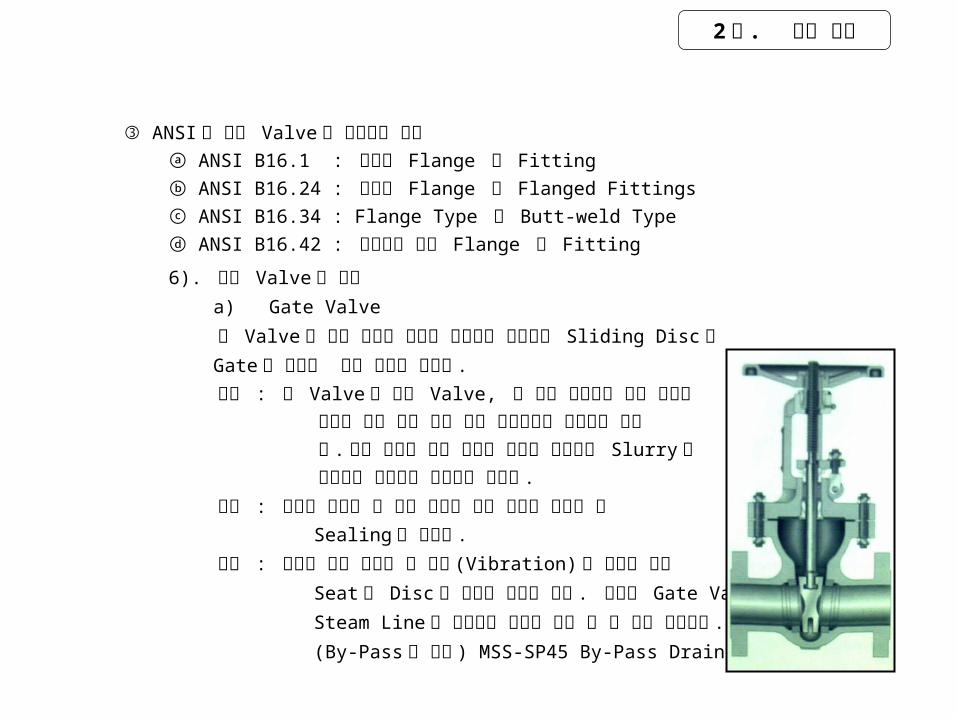
③ ANSI 에 의한 Valve 의 압력온도 기준 ⓐ ANSI B16.1 : 주철제 Flange 및 Fitting ⓑ ANSI B16.24 : 청동제 Flange 및 Flanged Fittings ⓒ ANSI B16.34 : Flange Type 및 Butt-weld Type ⓓ ANSI B16.42 : 구상흑연 주철 Flange 및 Fitting 6). 각종 Valve 의 구조 a) Gate Valve 이 Valve 는 유체 흐름의 방향에 수직으로 움직이는 Sliding Disc 나 Gate 로 관로를 열고 막게한 것이다 . 용도 : 이 Valve 는 차단 Valve, 즉 완전 열림이나 완전 닫힘의 상태로 사용 되며 유량 조절 목적으로는 사용되지 않는 다 . 고온 고압의 여러 종류의 유체에 사용되나 Slurry 나 고점도의 유체에는 사용되지 않는다 . 장점 : 완전히 열렸을 때 압력 강하가 작고 완전히 닫혔을 때 Sealing 이 잘된다 . 단점 : 완전히 열지 않았을 때 진동 (Vibration) 이 생기기 쉽고
Seat 와 Disc 의 마모가 생기기 쉽다 . 대형의 Gate Valve 는 Steam Line 에 추천되지 않으며 작동 시 큰 힘이 소요된다 . (By-Pass 를 활용 ) MSS-SP45 By-Pass Drain
2 장 . 배관 자재
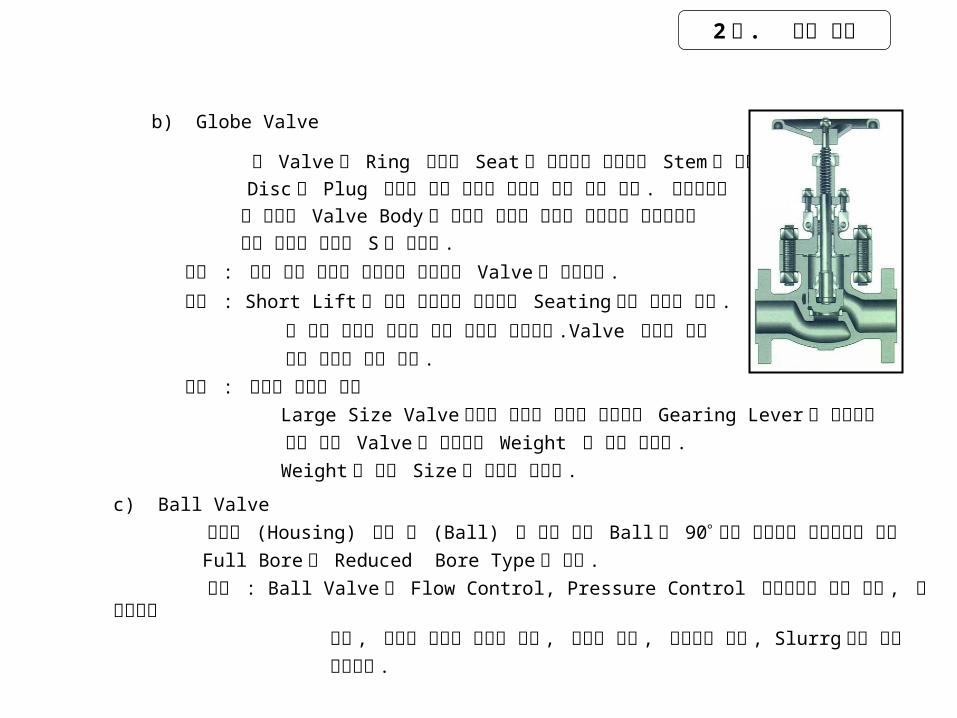
b) Globe Valve
이 Valve 는 Ring 형태의 Seat 에 수직으로 작동하는 Stem 에 의하여 Disc 나 Plug 형태의 폐쇄 장치로 관로를 열고 닫게 된다 . 일반적으로 공 모양의 Valve Body 를 가지며 입구와 출구의 중심선이 일직선상에 있고 유체의 흐름이 S 자 모양임 . 용도 : 주로 조절 목적에 사용되며 유량조절 Valve 로 간주된다 . 장점 : Short Lift 로 개폐 시키는데 신속하며 Seating 면의 마모가 적다 . 큰 압력 강하로 인하여 압력 조절이 가능하다 .Valve 제작에 관한 소재 선정의 폭이 넓다 . 단점 : 압력에 강하가 크다 Large Size Valve 에서는 작동시 큰힘이 소요되어 Gearing Lever 가 필요하다 같은 압력 Valve 에 비교하여 Weight 가 많이 나간다 . Weight 로 인한 Size 에 제한을 받는다 .c) Ball Valve 하우징 (Housing) 속에 구 (Ball) 를 내장 시켜 Ball 을 90회전 시킴으로 개폐작용을 한다 Full Bore 및 Reduced Bore Type 이 있다 . 용도 : Ball Valve 는 Flow Control, Pressure Control 개폐작용을 할수 있고 , 또 일반적인 액체 , 가스뿐 아니라 부식성 유체 , 고점도 액체 , 저온성의 액체 , Slurrg 등에 사용 가능하다 .
2 장 . 배관 자재
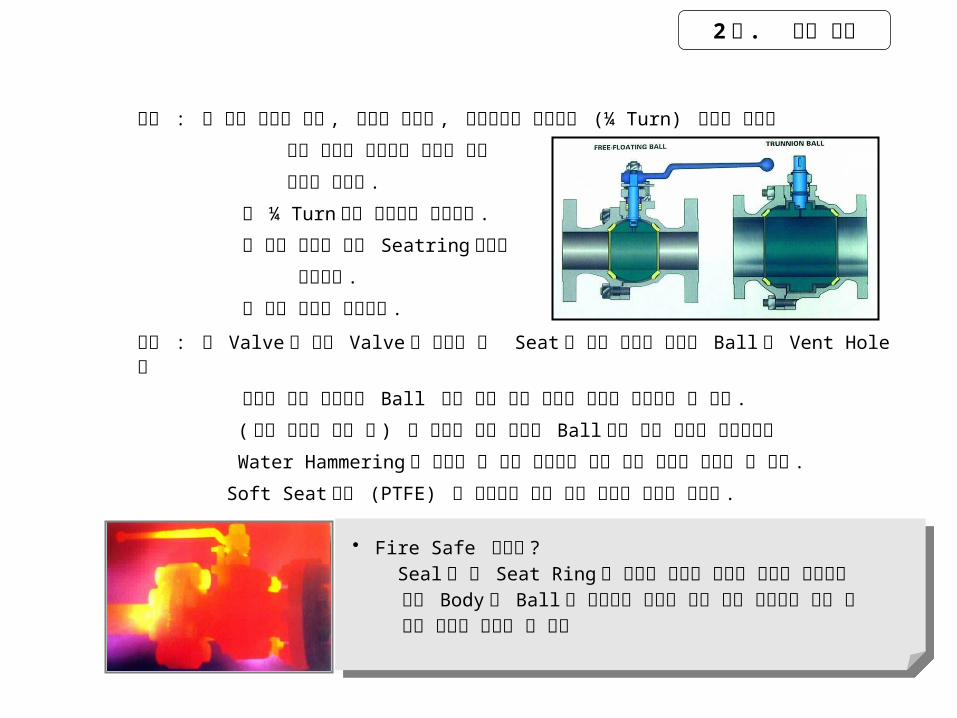
장점 : ㆍ 압력 강하가 적고 , 누설이 적으며 , 개폐작용이 신속하다 (¼ Turn) 비슷한 압력의
다른 밸브와 비교하여 크기가 작고
무게가 가볍다 . ㆍ ¼ Turn 으로 자동화가 용이하다 . ㆍ 유체 특성에 따른 Seatring 재질이
다양하다 . ㆍ 방향 전환이 용이하다 .단점 : 이 Valve 를 조절 Valve 로 사용할 때 Seat 가 튀어 나오기 쉬우며 Ball 에 Vent Hole 이
없다면 닫힌 상태에서 Ball 속에 차여 있는 액체는 문제를 야기시킬 수 있다 . ( 용착 내지는 응고 등 ) 즉 재빠른 열림 때문에 Ball 속에 있던 액체는 배관상에서
Water Hammering 를 일으킬 수 있고 요구되지 않는 압력 동요를 일으킬 수 있다 . Soft Seat 재질 (PTFE) 이 사용됨에 따라 유체 온도의 제한을 받는다 .
• Fire Safe 기구란 ? Seal 재 및 Seat Ring 이 완전히 소손할 정도의 화재를 당하였을 경우 Body 와 Ball 이 접촉하여 유체가 새는 것을 방지하여 화재 후 에도 개폐가 되도록 한 장치
2 장 . 배관 자재
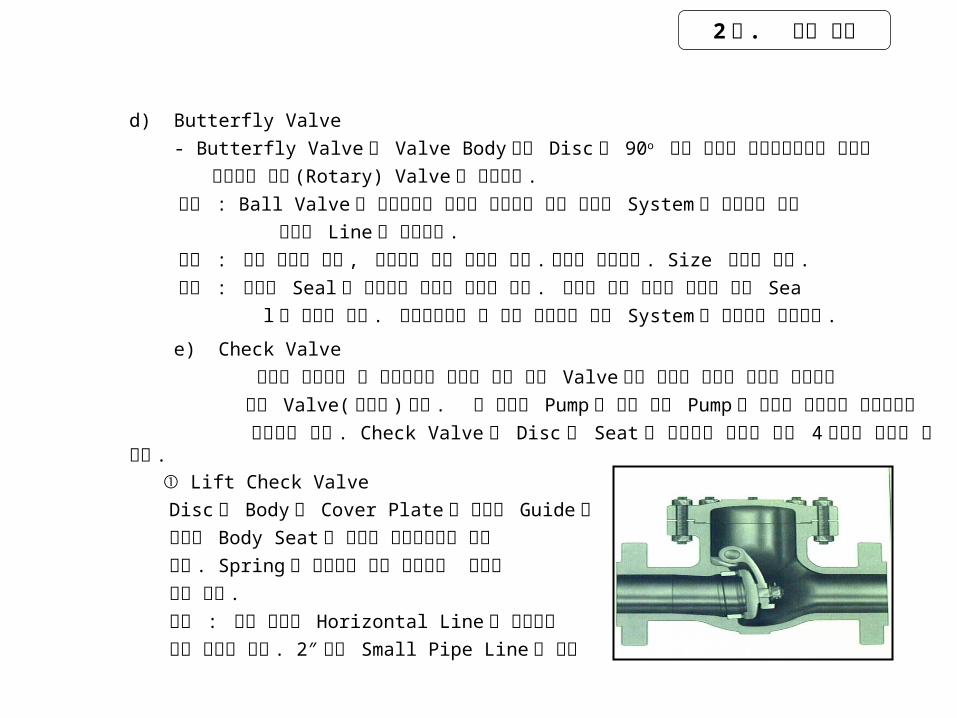
d) Butterfly Valve - Butterfly Valve 는 Valve Body 안의 Disc 를 90o 이내 범위로 회전시킴으로써 흐름을 개폐하는 회전 (Rotary) Valve 의 일종이다 . 용도 : Ball Valve 는 상대적으로 누설이 중요하지 않은 저압력 System 에 사용되며 보통 대구경 Line 에 사용된다 . 장점 : 압력 강하가 적고 , 가벼우며 면간 거리가 짧다 . 가격이 저렴하다 . Size 범위가 크다 . 단점 : 특수한 Seal 이 사용되지 않으면 누설이 많다 . 유속이 빠른 흐름에 의하여 종종 Sea l 이 상하게 된다 . 작동시키는데 큰 힘이 필요하며 저압 System 에 제한하여 사용된다 . e) Check Valve 역류를 방지하여 한 방향으로만 흐르게 하는 자동 Valve 이며 흐름이 역으로 흐르면 닫혀지게 되는 Valve( 역지변 ) 이다 . 이 모드는 Pump 가 멈춘 후에 Pump 로 역류를 방지하여 초기상태를 유지하게 한다 . Check Valve 는 Disc 가 Seat 로 이동하는 방향에 따라 4 가지로 분류될 수 있다 . ① Lift Check Valve
Disc 는 Body 나 Cover Plate 에 설치된 Guide 를 통하여 Body Seat 에 대하여 수직방향으로 운동한다 . Spring 을 장착하여 일정 방향으로 조작될수도 있다 . 용도 : 역류 방지용 Horizontal Line 에 사용되며 압력 강하가 크다 . 2″ 이하 Small Pipe Line 에 사용
2 장 . 배관 자재
② Swing Check ValvePin( 또는 Hinge) 에 의해 지지 되어 Swing 운동을 할 수 있는 Valve 로써 역류 흐름에 의하여 수직으로 닫혀 지며 대부분 직선 배관에 사용된다 . Disc 의 운동거리는 LiftCheck Valve 보다 크며 , 이 물질이나 점도가 큰 유체가 Disc 의 이동을 방해하기도 한다 .
Disc 의 이동거리는 Valve Size 가 커질수록 길어져 결과적으로 Valve 의 무게가 커지고 Disc 의 운동을 부자연스럽게 하므로 24˚ 이상의 Swing Check Valve 는 Multi-Disc Valve 를 사용한다 . 용도 : 역류 방지용에 사용 장점 : 압력 강하가 적다 . Horizontal or Vertical 에 사용 , 무게가 가볍고 값이 싸다 . 단점 : 누설이 많으며 이 물질 침적이 생기기 쉽고 , 빠른 유속에서 Sealing 표면이 침식되기 쉽다 .③ Tilting-Disc Check Valve 자주 유동이 바뀌는 곳에 적당하며 , Swing Check Valve 보다 빨리 Close 되며 , Seat 에 충격이 적게된다 . 유동 속도가 클 때는 압력 강하가 크며 , 속도가 작을 때는 비교적 Swing Check Valve 보다 압력 강하가 적다 . 유동이 윗 방향으로 흐르도록 수직으로 또는 수평으로도 설치 할 수 있다 . 이 Valve 는 값이 비싼 단점이 있고 Swing Check Valve 보다 수리가 곤란하다 . 따라서 Swing Check Valve 를 쓸 수 없는 곳에서만 사용하고 있다 .
④ Diaphragm Check ValveSeat 를 향하여 작용하는 Diaphragm 을 가진 Check Valve 로써 잘 알려지지 않은 Valve이다 . 두개의 Flange 사이에 또는 Pipe Union 안에 설치된다 . 이들 Valve 는 흐름 폭이 클 때 좋으며압력차가 1 Mpa 이거나 사용온도가 70℃ 이상일 때는 사용에 제한을 받는다 .
2 장 . 배관 자재
⑤ Dual Plate(Wafer Type) Check ValveSemi-Circular Plate 가 한 쌍으로 붙어 있는 구조로써 한 개 또는 두개의 Spring에 한 개의 Hinge Pin 으로 Valve Body 에 접착되어 있다 . f) Plug Valve
Cock Valve 의 한 Type 으로 윤활구조를 갖거나 Sealing 면 사이에 마찰력을 기계적으
로 감소시키는 구조를 가지고 있는 Valve 이다 . 대체로 Plug 내에는 틈을 가지고 회전
할 수 있도록 한 실린더나 테이퍼의 구조를 가지고 있다 . 용도 : 고온 , 저압력에 유용하며 Ball, Gate, Glove Valve 와 유사한 기능을 발휘한다 . 장점 : 일반적으로 Plug Valve 는 크기에서 작으며 타 Valve 에 비하여 머리부분이 작고 , 넓은 범위의 유체에 유용하다 . 단 점 : Plug Valve 는 꽉 체결 되거나 벗어나는 경향이 있으며 윤활유가 칠해진 Plug Valve 는 주기적인 윤활이 필요하게 된다 .
g) Diaphragm Valve 이 Valve 의 Body 는 Diaphragm 의 작용이 원활하도록 유연성이 있는 모습으로 되어
있다 . Close 의 역할은 Diaphragm 에 연결된 일종의 압축기구에 의하여 이루어진다 . Seat Type 에 따라서 Weir Type 과 Straight-Through Type 으로 구분된다 . 대체로
Pinch Valve 와 비슷한 이점을 갖는 곳에 쓰이는데 즉 , Diaphragm 이외의 구동부분에
2 장 . 배관 자재
의해 흐름이 방해 받지를 않아 기밀성이 좋다 . 용도로는 식품 , 의약품 제조 , Sludge, Ore, Cement, Pulp 등에 쓰인다 . Diaphragm 의 재질 선정에는 주의 가 필요하며 주로 고무나
플라스틱 화합물이 사용되고 있다
h) Pinch Valve 한 개나 또는 여러 개의 휠 수 있는 부분 즉 , Diaphragm 이나 고무 튜브 등이 움직여
흐름을 차단한다 . 용도 : 찌꺼기를 생성하는 경향이 적어 특히 Slurry 나 Gels 용 System 에 사용
장점 : 상대적으로 염가 . 오물에 둔감 , 압력 강하가 적다 . 꽉 조일 수 있다 . 단점 : 휠 수 있는 부문이 마모되기 쉽다 , 주기적으로 교환 , 저온 , 저압의 Sys-tem 에 제
한적 사용 , 부식성 물질의 사용은 될 수 있는 부분의 성질에 제한을 받는다 . 닫는데 큰 힘을 필요로 한다 . 7). 미국과 일본 Valve 의 특징 a) 미국의 Valve 1) API – 여러 Type 의 Valve 가 규정되어 있으므로 구입자가 선택해야 한다 . Inspection 은 API STD 598 에 규정되어 있다 . 2) MSS – 일반적으로 Valve 는 전부 MSS 를 따라 제작된다 . 3) 미국 Valve 를 선택할 때 주의할 것은 구입하고자 하는 Valve 가 API 인가 MSS 인가를
명확히 지시하여야 한다 . 별다른 Comment 가 없으면 MSS Valve 를 말한다 .
2 장 . 배관 자재
4) MSS 와 API 의 Valve 가 다른점은 API 는 많은 Valve 에 Back Seat 가 있으나 MSS 는 없다 . 5) MSS Valve 가 API Valve 보다 가격이 싸다 . b) 일본 Valve
1) 석유공업용 Valve 는 일본 Market 에서는 JPI 를 기준하여 생산하고 있다 . 2) JPI 의 Valve 검사기준은 JPI-7S-39 에 규정되어 있다 . 3) Back Seat : 구조적으로 운전 중에도 Gland Packing 을 교환할 수 있는 모양으로 , Stem 에 단을 설계여 ,Bonnet 에도 Stem 의 단에 맞추어 홈을 가공함으로써
Valve Disc 를 완전개방 하여도 Sealing 을 할 수 있다 , 그러나 운전 중
완전 개방은 Seat 나 Stem 의 부식이나 손상 등으로 인하여 노출 될 가능성이 매우 많기 때문에 가능한 한 하지 않는것이 좋다 .Back Seat 도
Body 및 Disc 와 같은 모양으로 Stellite 용접을 해서 사용하기도 한다 .
8). 경제성의 검토 Valve 의 기능을 이해한 뒤에 사용 유체에 최적인 Valve 를 선택하고 최종적으로 가격을
검토한다 . Valve 의 가격에는 수량 , 형상의 특수성 , 재질의 특수성 , 경기의 변동 ,Maker 의 규모 등의 조건에 의해서 상당한 차이가 있다 . 예를 들면 , 동일 재질의 Gate Valve 와
Glove Valve 를 비교 하면 소 구경에서는 Gate Valve 보다 Globe Valve 가 싸다 . 접속부
형식으로는 Socket Weld Type 이 제일 싸고 Screw Type 및 Flange Type 순으로 비싸다 .
2 장 . 배관 자재
9). Trim Trim 은 Valve 의 가장 중요한 부품이다 . 따라서 Trim 의 선정에 있어서는 소재의 특성과
가공방법 뿐 아니라 경도 등 사용조건에 대해 적절한지를 충분히 확인할 필요가 있다 . Trim 의 정의 : Valve 의 형식에 따라서도 다르지만 참고로 API 600(Steel Gate Valves), BS 1873 (Steel Glove And Glove Stop and Check Valves) 및 BS 1868(Steel Check Valves) 와 JPI-7S-67 ( 석유 공업용 Valve 의 기반 규격 ) 및 JPI-7S-46( 주강제 Flange 형 및 Butt Weld Type Valve) 에 의한 정의를 다음 Table2.7.10 에 나타냄 .
2 장 . 배관 자재
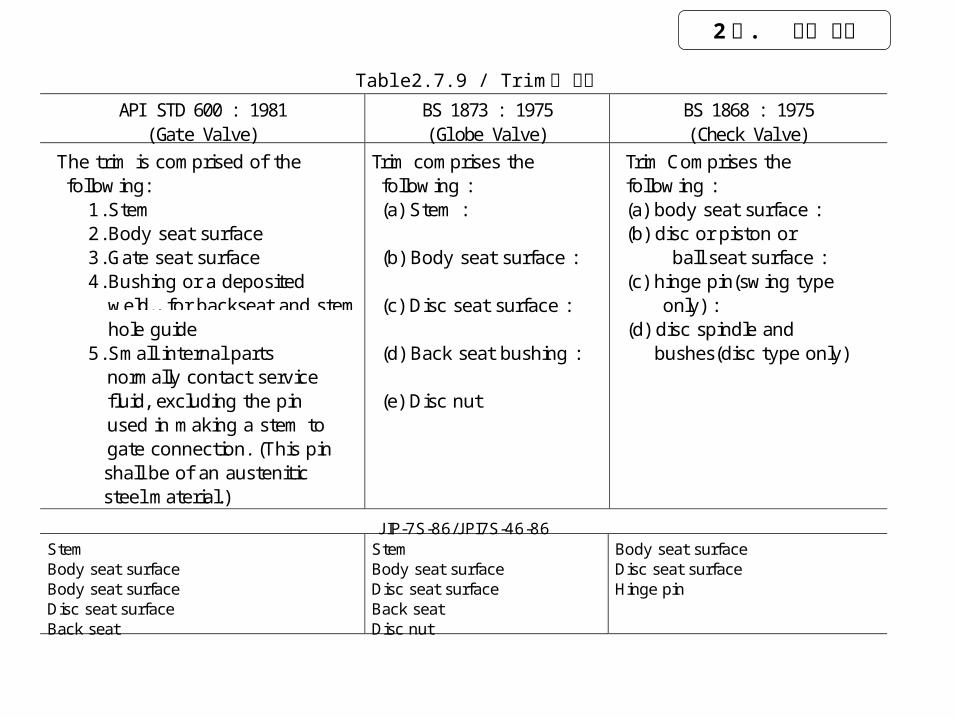
API STD 600 : 1981(Gate Valve)
BS 1873 : 1975(Globe Valve)
BS 1868 : 1975(Check Valve)
The trim is comprised of the following:
1. Stem2. Body seat surface3. Gate seat surface4. Bushing or a deposited
weld., for backseat and stemhole guide
5. Small internal partsnormally contact servicefluid, excluding the pinused in making a stem togate connection. (This pin
shall be of an austenitic steel material.)
Trim comprises the following : (a) Stem : (b) Body seat surface :
(c) Disc seat surface :
(d) Back seat bushing :
(e) Disc nut
Trim Comprises the following : (a) body seat surface : (b) disc or piston or ball seat surface : (c) hinge pin(swing type only) :(d) disc spindle and bushes(disc type only)
J IP-7S-86/J PI7S-46-86StemBody seat surfaceBody seat surfaceDisc seat surfaceBack seat
StemBody seat surfaceDisc seat surfaceBack seatDisc nut
Body seat surfaceDisc seat surfaceHinge pin
Table2.7.9 / Trim 의 정의
2 장 . 배관 자재
10). Seat 면의 경도 Seat 면은 Valve 가 닫힐 때 큰 체결력이 작용하여 Scratch, Jamming 등의 우려가 있으므로 그것을 방지할 목적으로 Disc 와 Body 의 Seat 에 경도차를 두기도 하고 Stellite 등 내마모성 금속을 Hard Facing 하기도 한다 . 그러나 Seat( 모재 ) 가 저합금강인 경우 Stellite Hard Fac-ing, 면에 경화 균열이 생기는 경우가 있으므로 Hard Facing 재질선정 열처리 등 고려하여 Hard Facing 에 대해서도 충분한 검토를 할 필요가 있다 . Stellite 는 해외의 경우 API 600 에도 규정되어 있는 것처럼 No.6 가 많으나 국내의 경우 No.21 도 사용되고 있다 . 11). Stem 의 경도
Stem 의 경도는 API STD 600, JPI-7S-36( 단강 및 주강 소형 Valve) 및 JPI-7S-67 에 따라
HB 200 이상으로 규정되어 있으나 Trim 의 대표적 재료인 JIS G 4303 의 SUS403, ASTM A 182-F6a 는 재료 규격에서 규정하는 최소경도가 HB200 보다 낮아서 구입시에 경도지정을
행하는 동시에 검사 시에 HB200 이상인지를 확인해야 한다 . 12). Trim 에 대한 규정
a) Trim 을 경화처리 할 경우의 경도는 HF(Stellite) 인 경우 HB 400 이상 SH ( 질화 등의 처리 ) 인 경우 HB 500 이상으로 한다 . b) 경화처리하지 않는 Body 및 Seat Face 인 경도는 HB 250 이상으로 한다 . c) Disc Face 와 접촉되는 Body Seat 와의 경도차는 HB 50 이상으로 한다 . d) Valve Stem 의 부식방지 대책
2 장 . 배관 자재
2 장 . 배관 자재
① 모든 Valve 에 사용되는 Gland Packing 은 VOC 용인 Graphite Molded Ring Packing 을 사용 하여야 한다 . ② Gland Packing 과 접촉하는 Stem 의 Face 는 3S 정도 이하로 평활 하게 하여야 한다 . ③ Valve 내에 수압 시험 또는 Flushing 후 수분이 남지 않도록 완전히 제거한다 . ④ 제품으로써 장기보관 (1 개월 이상 ) 한 것을 사용할 경우는 부식의 유무를
사전에 확인해야 한다 .
13). Trim 재료
Trim 은 유체에 접촉되는 Valve 내부의 주요부품 즉 , Body 및 Disc Seat 와 Stem,Back Seat 등을 말한다 . 여기에 사용되는 재료는 기본적으로는 Body 재질과 동등 이상으로
한다 . 예를 들면 비부식성 유체용으로써 Body 가 탄소강이라도 Trim 은 내식성 재료 13Cr 재질 등으로 하는 것이 통례이다 . 미국의 API 및 JPI 에서 추천하고 있는 Trim 재는 Table 2.7.14, Table2.7.14-1 와 같다 . ※ Stellite 의 특성 Stellite 는 미국 Union Carbide 사 (미국 ) 가 개발한 55Co-28Cr-4W-3Fe 합금강으로
내마모성 , 내식성이 좋은 합금으로 특히 고온에서도 경도가 그다지 떨어지지 않는다 ..
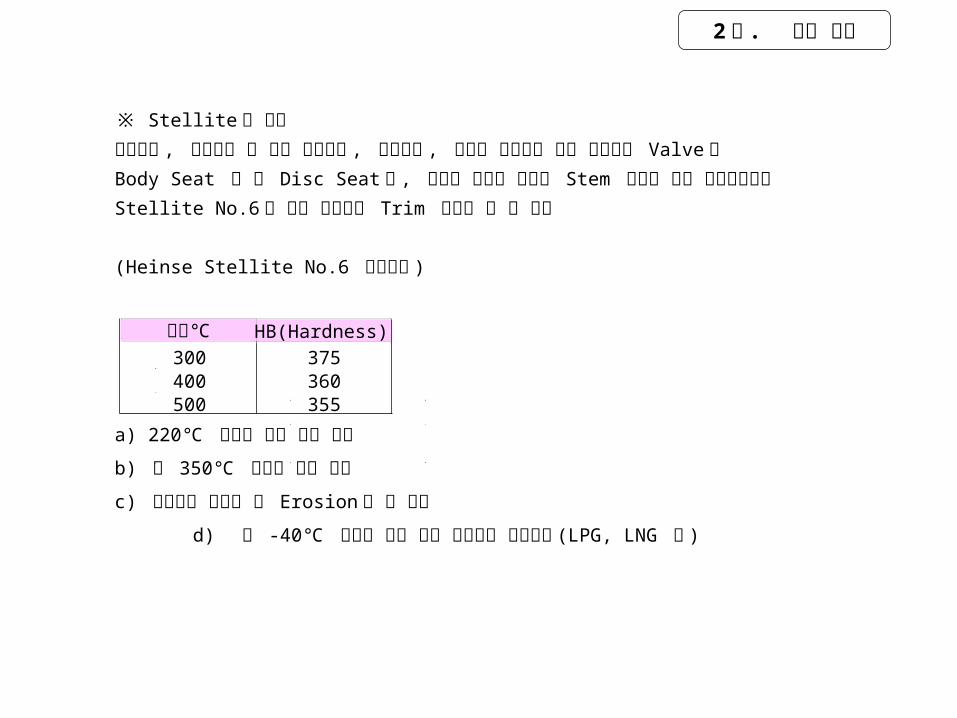
※ Stellite 의 용도
화력발전 , 화학장치 등 고온 고압증기 , 고온가스 , 초저온 액화가스 등에 사용하는 Valve 의
Body Seat 면 및 Disc Seat 면 , 가혹한 조건인 경우는 Stem 표면의 표면 경화재료로써
Stellite No.6 은 필수 불가결한 Trim 재료라 할 수 있다
(Heinse Stellite No.6 자료에서 )
a) 220℃ 이상의 증기 또는 가스
b) 약 350℃ 이상의 고온 유체
c) 고속유체 슬러지 등 Erosion 이 큰 유체
d) 약 -40℃ 이하의 저온 또는 초저온의 액화가스 (LPG, LNG 등 )
2 장 . 배관 자재
온도℃ HB(Hardness)300400500
375360355

2 장 . 배관 자재
SEAT STEM BONNET재료
TrimNo. 경 도
(HB, 최소) 재료의 종류 단조 주조 용접재료
경도(HB, 최소) 재료
경도(HB, 최소)
1 주 ⓐ 13Cr강SCS1 또는
SCS2 주 ⓐ D-410 SUS403 200 주 ⓐ 250
2 주 ⓑ 18Cr-8Ni강 SCS13 SUS-F304 D-308 주 ⓒ 주 ⓒ 주 ⓒ 주 ⓒ
3 주 ⓒ 25Cr-20Ni강주ⓘSUS18 SUS-F310 D-310 주 ⓒ 주 ⓒ 주 ⓒ 주 ⓒ
4 750 주ⓓ 경질 13Cr강 주 ⓒ SUS403 200 주 ⓐ 250
5 350 주ⓓ 주ⓗCo, Cr-W합금
- AWS Rco, Cr-AAWS Eco, Cr-A SUS403 200 주 ⓐ 250
200 주ⓕ 13Cr강SCS1
또는 SCS2 주 ⓐ D-4106175 주ⓕ Cu-Ni합금 주 ⓖ
SUS403 200 주 ⓐ 250
300 주ⓕ 13Cr강SCS1
또는 SCS2 주 ⓐ D-4107750 주ⓕ 경질 13Cr강 주 ⓖ
SUS403 200 주 ⓐ 250
8 300 주ⓕ 13Cr강SCS1
또는 SCS2 주 ⓐ D-410
350 주ⓕ 주ⓗCo, Cr-W합금
AWS Rco, Cr-AAWS Eco, Cr-A SUS403 200 주 ⓐ 250
9 주 ⓒ 주ⓘCo, Cr-W합금
주 ⓒ 주 ⓒ 주 ⓒ 주 ⓒ 주 ⓒ
10 주 ⓒ 18Cr-8Ni-Mo강 SCS 14 SUS-F 316 D-316 주 ⓒ 주 ⓒ 주 ⓒ 주 ⓒ
Table 2.7.13 / Trim No. 에 따른 밸브 Trim 재질

주
ⓐ JIS G4303 의 SUS403, SUS410, SUS420JI 또는 SUS402J2 로 한다 .
ⓑ 최소 HB250 으로 하고 Body 와 Disc 의 Seat 면간에는 HB50 이상의 경도차를 둔다
ⓒ 제작자 표준으로 한다 .
ⓓ Body 와 Disc 의 Seat 면간에는 경도차이를 둘 필요는 없다 .
ⓔ 질화 ( 최소 Thickness 0.13mm) 경우
ⓕ Body 와 Disc 의 Seat 면간 경도차는 제작자 표준으로 한다 .
ⓖ Ni 함유량 30% 이상의 Cu-Ni 합금으로써 제작자 표준으로 한다 . ⓗ Stillite No.6 의 상품
ⓘ 탄소 함유량은 0.15% 이상의 것으로 한다 . ⓙ Ni 함유량 65% 이상의 Ni-Cu 합금강으로써 제작자 표준으로 한다 .
2 장 . 배관 자재
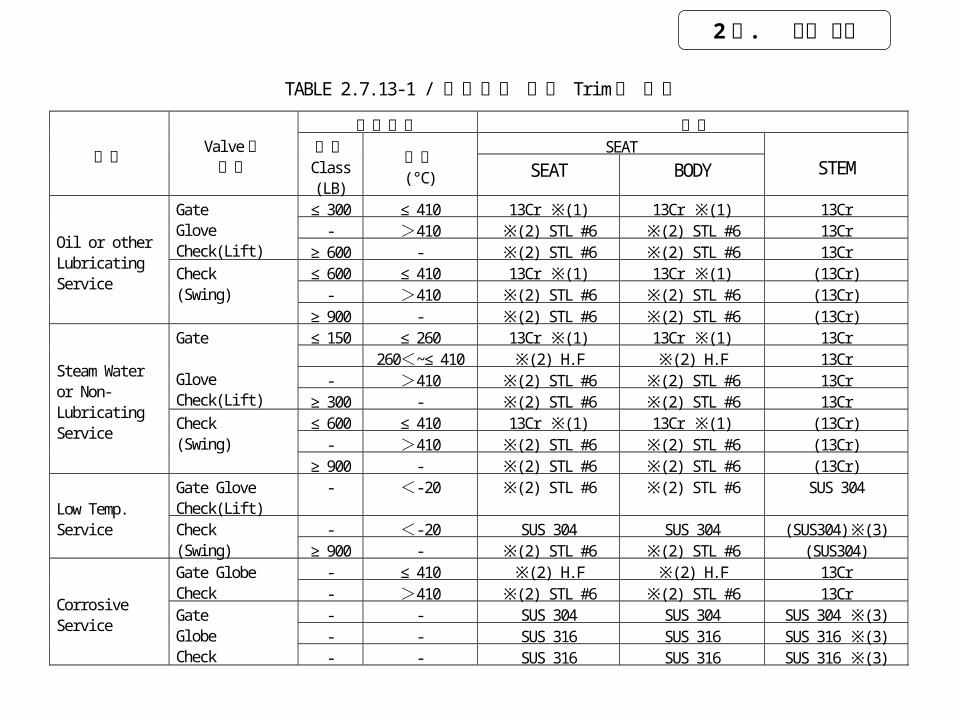
TABLE 2.7.13-1 / 유체별에 따른 Trim재 선정
사용조건 재질SEAT유체
Valve의종류
압력Class(LB)
온도(℃) SEAT BODY STEM
≤300 ≤410 13Cr ※(1) 13Cr ※(1) 13Cr- >410 ※(2) STL #6 ※(2) STL #6 13Cr
GateGloveCheck(Lift) ≥600 - ※(2) STL #6 ※(2) STL #6 13Cr
≤600 ≤410 13Cr ※(1) 13Cr ※(1) (13Cr)- >410 ※(2) STL #6 ※(2) STL #6 (13Cr)
Oil or otherLubricatingService Check
(Swing)≥900 - ※(2) STL #6 ※(2) STL #6 (13Cr)≤150 ≤260 13Cr ※(1) 13Cr ※(1) 13Cr
260<~≤410 ※(2) H.F ※(2) H.F 13Cr- >410 ※(2) STL #6 ※(2) STL #6 13Cr
Gate
GloveCheck(Lift) ≥300 - ※(2) STL #6 ※(2) STL #6 13Cr
≤600 ≤410 13Cr ※(1) 13Cr ※(1) (13Cr)- >410 ※(2) STL #6 ※(2) STL #6 (13Cr)
Steam Wateror Non-LubricatingService Check
(Swing)≥900 - ※(2) STL #6 ※(2) STL #6 (13Cr)
Gate GloveCheck(Lift)
- <-20 ※(2) STL #6 ※(2) STL #6 SUS 304
- <-20 SUS 304 SUS 304 (SUS304)※(3)Low Temp.Service Check
(Swing) ≥900 - ※(2) STL #6 ※(2) STL #6 (SUS304)- ≤410 ※(2) H.F ※(2) H.F 13CrGate Globe
Check - >410 ※(2) STL #6 ※(2) STL #6 13Cr- - SUS 304 SUS 304 SUS 304 ※(3)- - SUS 316 SUS 316 SUS 316 ※(3)
CorrosiveService Gate
GlobeCheck - - SUS 316 SUS 316 SUS 316 ※(3)
2 장 . 배관 자재
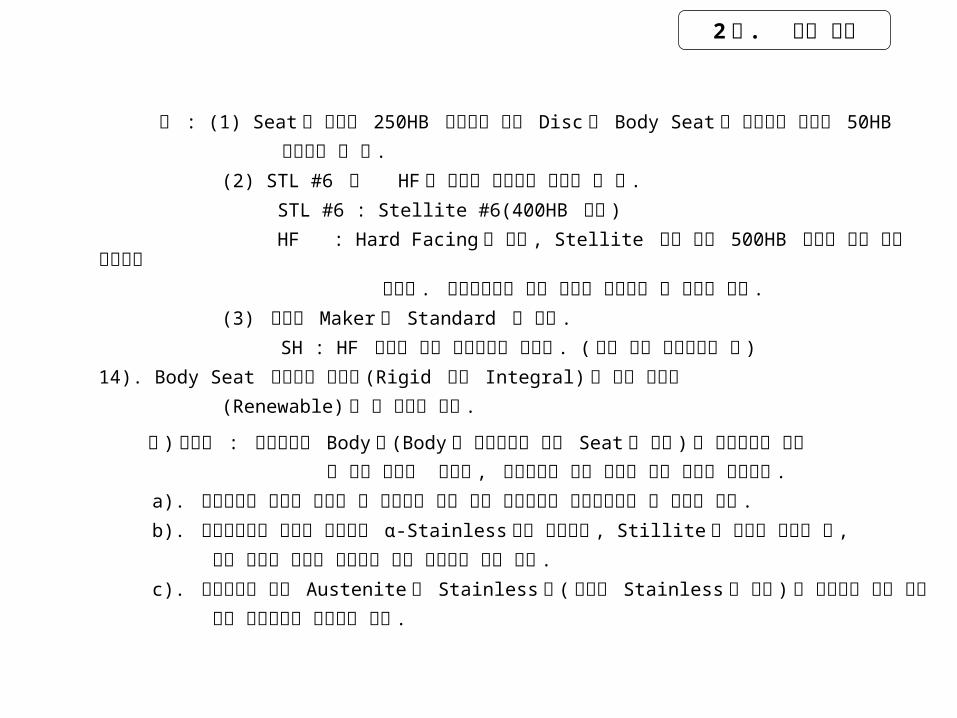
주 : (1) Seat 의 경도는 250HB 이상으로 하고 Disc 와 Body Seat 의 경도차는 적어도 50HB 이상으로 할 것 . (2) STL #6 및 HF 는 다음의 표면경화 처리를 할 것 . STL #6 : Stellite #6(400HB 이상 ) HF : Hard Facing 을 표시 , Stellite 또는 경도 500HB 이상이 되는 다른 경화법을
말한다 . 표면경화처리 되는 것에는 경도차를 둘 필요는 없다 . (3) 경도는 Maker 의 Standard 로 한다 . SH : HF 이외의 다른 경화처리를 말한다 . ( 예를 들면 질화경화법 등 )14). Body Seat 형식에는 일체형 (Rigid 또는 Integral) 과 교환 가능형
(Renewable) 의 두 종류가 있다 . 가 ) 일체형 : 일체형에는 Body 식 (Body 의 해당부분에 직접 Seat 를 만듬 ) 과 육성용접을 하는 두 가지 방법이 있으며 , 육성용접을 따른 경우는 다음 사항에 유의한다 .
a). 육성용접의 목적이 내식성 및 내마모성 향상 또는 탄화방지의 어느쪽인가를 잘 조사해 둔다 . b). 육성용접에는 목적에 부응해서 α-Stainless 강을 선정할지 , Stillite 를 선정할 것인지 등 , 어떤 재질을 선정할 것인가에 대해 심사숙고 해야 한다 . c). 육성용접에 따른 Austenite 계 Stainless 강 ( 안정화 Stainless 강 포함 ) 에 있어서는 육성 용접
시에 후열처리는 필요하지 않다 .
2 장 . 배관 자재
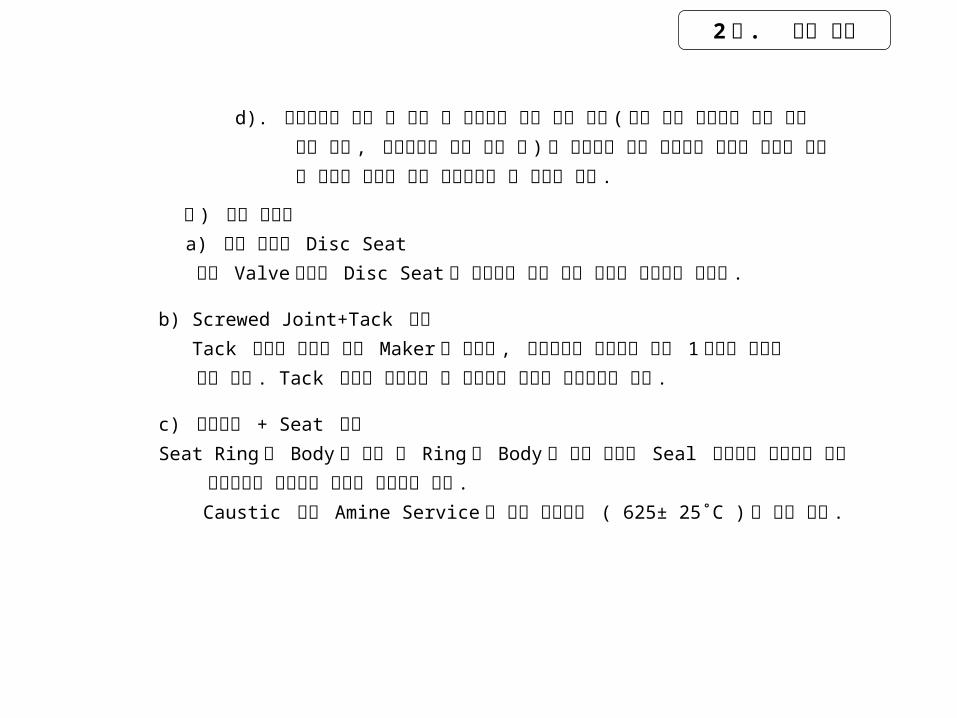
d). 육성용접에 따른 모 재의 열 영향부에 응력 부식 균열 ( 예를 들면 유화물에 의한 응력
부식 균열 , 가성소다에 의한 취화 등 ) 의 가능성이 있는 경우에는 모재의 종류에 상응
한 온도와 시간을 정해 후열처리를 할 필요가 있다 . 나 ) 교환 가능형
a) 교환 가능형 Disc Seat 주강 Valve 에서의 Disc Seat 의 교환가능 형은 최근 그다지 사용되지 않는다 .
b) Screwed Joint+Tack 용접
Tack 용접을 실시할 경우 Maker 는 호칭경 , 호칭압력에 관계없이 통상 1 개소에 행하는
일이 많다 . Tack 용접에 대해서는 그 필요성을 충분히 검토하여야 한다 .
c) 나사이음 + Seat 용접
Seat Ring 을 Body 와 끼운 후 Ring 과 Body 의 닫는 부분을 Seal 용접하는 것으로써 주로
온도변화가 수반되는 유체에 사용되고 있다 . Caustic 이나 Amine Service 인 경우 후열처리 ( 625± 25˚C ) 를 실시 한다 .
2 장 . 배관 자재
2 장 . 배관 자재
15) 법률 규제
가 ) NACE 에 관해서
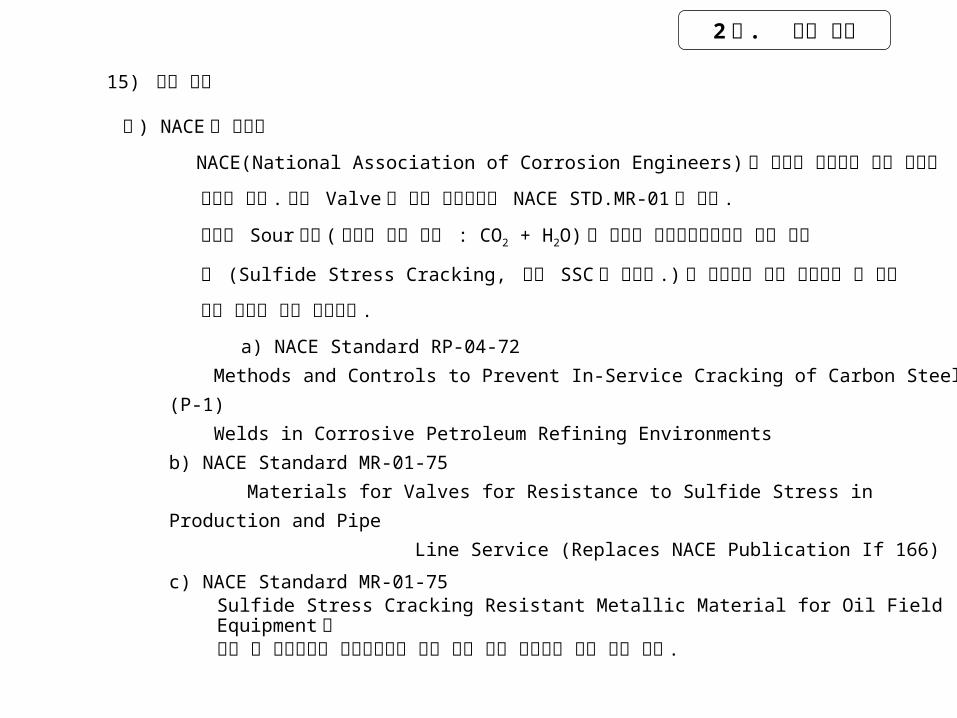
NACE(National Association of Corrosion Engineers) 는 아래에 표시하는 여러 가지의
규격이 있다 . 특히 Valve 에 관한 규격으로써 NACE STD.MR-01 이 있다 . 이것은 Sour 환경 ( 유황이 많은 환경 : CO2 + H2O) 에 있어서 황화물응력부식에 의한 깨어
짐 (Sulfide Stress Cracking, 이상 SSC 로 약칭함 .) 을 방지하기 위한 재료선정 및 재료
가공 기준을 정한 규격이다 . a) NACE Standard RP-04-72
Methods and Controls to Prevent In-Service Cracking of Carbon Steel (P-1) Welds in Corrosive Petroleum Refining Environmentsb) NACE Standard MR-01-75 Materials for Valves for Resistance to Sulfide Stress in Production and Pipe Line Service (Replaces NACE Publication If 166)c) NACE Standard MR-01-75
Sulfide Stress Cracking Resistant Metallic Material for Oil Field Equipment 이 범위 내 어떤규칙을 적용하는가에 관한 것은 미리 결정하여 놓는 것이 좋다 .
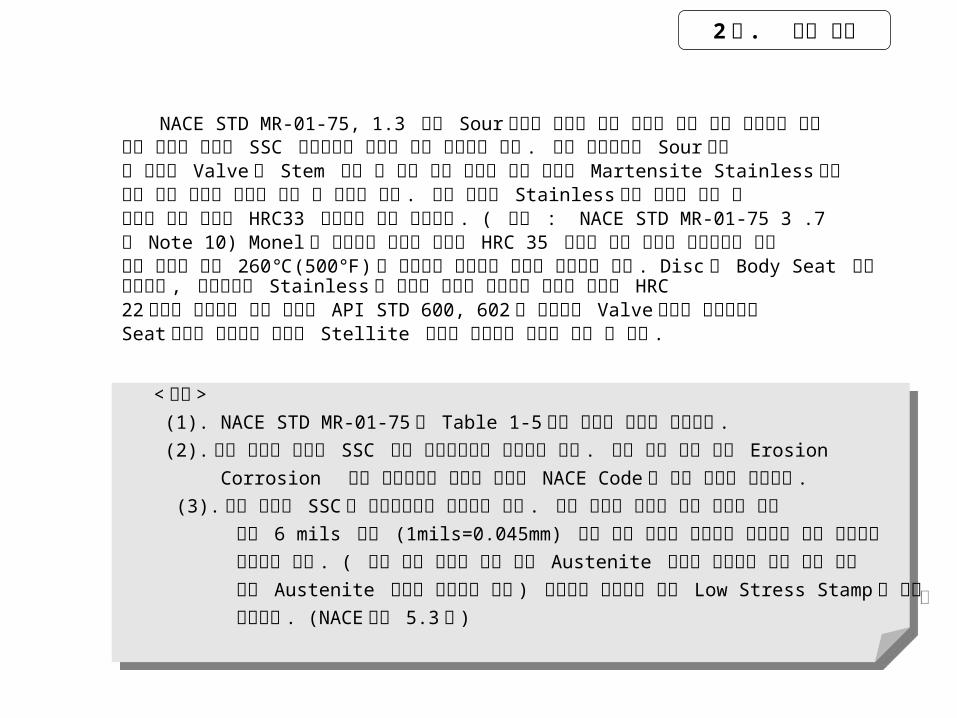
NACE STD MR-01-75, 1.3 항에 Sour 환경의 규정이 있고 여기에 해당 하는 환경에서 사용하는 경우는 정해진 SSC 방지기준에 따르는 것을 원칙으로 한다 . 또한 일반적으로 Sour환경에 있어서 Valve 의 Stem 혹은 그 외의 높은 응력을 받는 부품은 Martensite Stainless강을사용 하지 않도록 주의를 해야 할 필요가 있다 . 석출 경화용 Stainless 강은 규정에 따라 열처리를 하여 경도가 HRC33 이하이면 사용 가능하다 . ( 참고 : NACE STD MR-01-75 3 .7항 Note 10) Monel 을 사용하는 경우는 경도를 HRC 35 이하로 제한 하도록 해당규격에 규정되어 있으며 또한 260℃(500℉) 를 초월해서 사용하지 않도록 주의해야 된다 . Disc 및 Body Seat 면에 비철금속 , 석출경화계 Stainless 강 이외의 금속을 사용하는 경우는 경도를 HRC 22 이하로 제한해야 되기 때문에 API STD 600, 602 이 적용되는 Valve 에서는 규정되어진 Seat 경도를 확보하기 위하여 Stellite 합금을 용접하는 경우가 있을 수 있다 .
2 장 . 배관 자재
<참조 > (1). NACE STD MR-01-75 의 Table 1-5 에서 적당한 재료를 선정한다 . (2). 도금 처리는 모재의 SSC 방지 대책으로서는 적당하지 않다 . 기타 목적 예를 들면 Erosion Corrosion 방지 대책으로서 실시할 경우는 NACE Code 의 적용 외로서 처리한다 . (3). 질화 처리도 SSC 의 대책으로서는 적당하지 않다 . 단지 실시의 필요가 있는 경우는 침투 두께 6 mils 이하 (1mils=0.045mm) 혹은 가스 질화는 대상재의 하부임계 온도 이하에서 처리하게 한다 . ( 하부 인계 온도는 가열 중에 Austenite 형성이 시작되는 온도 또는 냉각 중에 Austenite 변태가 완료되는 온도 ) 처리재에 각인하는 경우 Low Stress Stamp 의 것을 사용한다 . (NACE 기준 5.3 항 )
나 ). Bolt 및 Nut 의 Class 구분
Class Ⅰ NACE 의 표 1-3 및 3-4 장의 재료 Nut 재 : ASTM A 194 Gr 2H( 경도 HRC 22 이하 ) 또는 NACE 내의 표 1-3 및 제 3-4 장의 재료
Class Ⅱ Bolt 재 : ASTM A 193 Gr B 7M( 항복점 80,000 psi 이상 경도 HRC 22 이하 ) Nut 재 : ASTM A 194 Gr 2HM( 경도 HRC 22 이하 )
Class Ⅲ Bolt 재 : ASTM A 193 Gr B7 Nut 재 : NACE 에 기재되어 있지 않음 .(NACE 1975년판은 A194 Gr1. Gr2.
Gr2M)
- 설계자 및 사용자는 강도가 낮은 Bolt, Nut 를 사용하는 경우는 압력 Rating 을 낮추어서 생각한다 . 또한 Class Ⅱ 의 Bolt, Nut 를 사용하는 API 6A Flange 에 관해서는 API
Code 6A 규격에 의함 .
2 장 . 배관 자재
(4). SUS 304 계도 필요에 따라서 표면 강화 때문에 공업용 크롬 도금 (MICr4) 을 실시한다 (5). Austenite 계 석출 경화형 Stainless 강 (SUS 631) 의 경우 (6). 경도 차는 사용자의 지시가 있는 경우에 한한다 . (7). Austenite 계 Stainless 강의 경우 염화물에 의한 SCC 이 할 수 있기 때문에 환경 조건에 주의한다 (8). Stem 및 Disc 를 비교하여 응력이 걸리지 않는 부품으로 하고 사용자와의 협의에 의하여 NACE Code 를 적용치 않는 것이 좋다 .
2 장 . 배관 자재
다 ). 탄소강 및 저합금강 a) Ni 량은 1% 이하로 하고 대상재료의 적용한 아래의 열처리를 행한 경도를 HRC
22(HB 237) 이하로 한다 . A. Annealing B. Normalizing C. Normalizing Tempering D. Normalizing 하여 Astatine 화 , Quenching Tempering 그리고 탄소강에서 열간 압연한 것은 경도가 HRC 22 이하에 있다면 적용 시킬 수 있다 . b) 압연 , 냉간 , 단조 등의 냉간 기공에 의하여 5% 이상의 영구 변형시킨 경우는 ASME Code Spec. VIII, DIV.1 에 대해서 595℃ 이상의 열처리를 하고 응력 제거를 실시한다 . 열처리 후 경도는 HRC 22 이하로 한다 . c) A53 Gr B, A106 Gr B, API 5L-X42 Cr-Mo 계 저합금강 (AISI 41 XXX 및 그의 개량형 ) 의 경우는 NACE 3.2 및 3.3.3 항을 참고로 한다 . 라 ). Austenite 계 Stainless 강 NACE 표 2 의 철 , 단조 재료로써 기계적 성질을 높일 목적으로 냉간 가공을 하는 것도 좋지만 Anneling 후의 경도가 22 이하에서 적용해야 한다 . 더욱 이 재료는 어떤 특정 환경에 있는 염화물에 의한 응력부식 균열이 발생할 수 있으므로 주의를 요한다 .
마 ), Ferrite 계 Stainless 강 NACE 표 2 에 기재된 재료는 Annealing 하여 경도가 HRC 22 이하이면 적용 가능하다 .
2 장 . 배관 자재
바 ). Martensite 계 Stainless 강
NACE 표 2 의 재료 단조 혹은 주조품 있고 , Normalizing 혹은 Austenite 화 Tempering 을 하여 경도가 HRC 22 이하임과 동시에 NACE 5 장 ( 합금 , 용접 , 절삭 , 냉간 가동 등의 기준 ) 에 일치하면 적용 가능함 . 더욱이 제 2 차 Tempering 온도는 제 1 차 온도보다 낮게 하는 것이 좋다 . 다음에 냉간 가공 후 경도를 HRC 22 이하로 하는 경우 노내 온도 620℃ 이하에서 응력제거를 실시한다 .
a) 의약품 , 식품 Plant 에 사용되는 각종 Valve 및 산소용 Valve 의약품 , 식품 Plant 에 사용되는 각종 Valve 및 산소용 Valve 는 Oil Free( 금유 , 금수 ) 로써 , 다음의 이유 때문에 Valve Maker, 구입자 및 사용자는 한층 더 주의가 필요하다 .
① 의약품 , 식품 Plant 의 경우 제품공정에서 사용하는 Valve 는 인체에 영향을 고려한다 . Valve 에 사용하는 Gasket 는 수도협회 및 식품위생협회의 인정을 받는 제품을 사용해야 한다 . 단 , 의약품 , 식품 Plant 에서는 그 배관의 청정도 Level 이 정해 지고 그 Level 에 의하여 인정품을 사용하지 않아 도 좋은 경우가 있다 .
② 산소용 Valve 의 경우 수분의 존재에 의한 녹의 발생 , 구르는 마찰에 의한 발화 , 잔존유지 , 용제 , 유기물의 연소 등은 대형사고로 연결될 수 있기 때문에 Valve 의 제작 사양서 작성에 유의하며 , 세심한 주의를 해야 할 필요가 있다 . 또한 의약품 및 식품 , 산소 배관용도 제작후의 Test 방법 (Test 요령서 ), 세정방법 (세정 요령서 ) 에 주의하여야 한다 .
2 장 . 배관 자재
사 ). Pressure-Temp. Rating
① Flange 와 Valve 의 P-T Rating( 압력 , 온도기준 )소형 Valve 에 Flange 를 용접하기 때문에 Valve 의 호칭 압력과 Flange 의 호칭압력을
바꾸는 경우가 있다 . 예를 들면 Class 600 의 Socket 용접형 Valve 에 Class 300 의 Flange 를
용접하는 경우 등 , 또는 Wafer 형의 Butterfly Valve 의 P -T Rating 과 Valve 를 고정하는
Flange 의 P-T Rating 등은 일치하지 않는 경우가 많다 . 어느것의 경우에도 사용해야 할 경우 안전성 측면에서 사용여부를 충분히 검토할 필요가 있다 .
② API STD 602 Compact Design Valve 이 Valve 는 Class 800 의 압력 , 온도기준으로써 ANSI B16.5( 단조 Flange) 와
B16.34( 단조 Valve) 의 Class 와 P-T Rating 에 따르는 것은 아니다 . Compact Design 이라 하는
명칭이 표시하는 바와 같이 전체적으로 모양이 작고 규격은 일반적으로 Reduced Port 로 만들어 지고 있다 . 또 한 Body 두께의 최소값은 Pipe 의 두께로 Sch.80 과 Sch0.160 사이의
값에 있고 , Pipe 에 접속하는 소켓트 부분의 Hub 두께는 Sch.80 이하의 Pipe 를 대상으로
설계되 어야 한다 . 이 Valve 의 사용은 다음 사항들을 고려 하여 사용 하여야 한다 .
2 장 . 배관 자재
* Pipe 의 두께가 SCH80 을 초과하는 배관에는 사용하지 않는다 . * Stem 은 OS & Y Type 을 사용한다 . * 고온 배관의 경우에는 과대한 외력 ( 특히 굴곡부의 Moment) 이가하지 않도록 배관을 Arrange 하든가 , 외력을 경감하도록 Support 하여 보호한다 . 이상과 같은 사항에 추가하여 ,그 위에 압력 , 온도조건 등을 고려해서 Valve 사양을 작성하는 것이 좋다 .
아 ) Valve 청구서 접수 시 구매측면에서 검토할 사항
a) Casting or Forging Valve 는 Size 및 Mat’l 에 따라서 Casting 및 Forging 으로 구분된다 . Casting : 2″ 이상 (Carbon Steel 인 경우 ), ½″ 이상 (SUS 인 경우 ) Forging : ¼~ 2″(Carbon/SUS 공용 ) 2″ 는 특별히 지정된 Spec. 이 없을 경우에는 단조품 보다는 보통 Casting 으로 구매를
하는 것이 가격면에서 유리하다 . b) Code 및 재질 (Body) ANSI, KS, JIS, ASTM, API 등에 따라서 Test 기준 /Body Wall Thickness/Flange Face /Dimension 및 가격에 차이가 있다 .
c) Trim Material유체와 접촉하는 Part 중 주요 작동 부위 (Disc/ Seat Ring/ Setm) 를 Trim Part 라고
하는데 Trim Material 의 종류에는 일반적으로 주강 Valve 의 경우 11 종류가 있다 .특히 Spec. 에 Half Stellited 표기가 있을 경우는 Standard + Steliite Seat Ring 을
의미하고 Half Stellite 인 경우는 STD 가격에 대해서 15% Cost up 되며 Full Stellite 인
경우는 STD 가격 + 30% Cost up 이 적용된다 . Seat Ring 및 Disc 는 두개의 Part 가 면접
촉을 하며 유체의 Open/ Close 를 하게 됨으로써 정밀 가공을 요하 Shop 에서는 상처가
나지 않도록 관리에 신경을 많이 쓰는 부품이다
d). Class Rating ANSI B16.34 에 따라서 Class 150, 300, 600, 900, 1500, 2500 으로 구분되며 등급에
따라서 Service Temp 에 따른 Max. Allowable Non-Shock Pressure Rating 이 변화한다 . 같은 Size/Mat’l 이라도 위의 등급에 따라서 Valve 의 Body 두께라든지 , 모든 Dimension 이
변화하므로 가격기준도 Class Rating 에 따라서 변화한다 .e). Connection PartValve 와 Pipe 의 연결부위의 종류는 Flange Type/Socket(butt) Welding/Threaded Type 등이 있다 .
2 장 . 배관 자재
2 장 . 배관 자재
Flange Type : Valve 의 종류에 구애 받지 않고 전 Size 에 적용시킬 수 있으며 , Valve 의
Class Rating 에 따라 상대 Flange 의 Rating 이 결정된다 . Forging Valve 의 경우는 Body 만 Forging처리하고 Flange 는 별도로 용접을 하였으나 , 용접 부위의 R.T 판독 어려움과
안전성을 고려하여 최근에는 국내에도 Flange + Body 를 One Piece 로 Forging 하는
Integral Type 이 개발되어 있다 . Welding Type : 주로원자력 발전소의 고압 Valve 의 경우에 많이 사용하는데 Forging
Valve 의 경우는 Socket Welding 이 많이 이용되며 Casting Valve 의 경우는 Power Plant 에 Butt Welding Type 이 많이 사용된다 .Thread Type : 2″미만의 고압 단조 Valve 에 사용된다 .
f). 가스안전공사각인 확인 (Korea High Pressure Gas Law & Marked)Ball/Globe/Check Valve 가운데 Gas Line 에 설치되는 일부 Valve 는 가스안전공사
각인을 득해야만 한다 . 국내 업체들 중 고압가스 관리규정에 의거 제조업체로 승인
이 된 곳은 범한 금속 / 동영공업 / 신신 Valve/ 금강 Valve / 삼신 / 서흥 금속 등이다 , 주강 Valve 의 경우는 주탕 작업 시 성분 검사에 승인된 것만 다음 공정으로 넘어 갈수
있으며 자체 검사에 합격을 한 후에 가스안전공사에 검사에 각인 받는다 . 구매측면에
서는 일반 Valve 에 대해서 25~30% 의 Cost-up 이 된다 .
2 장 . 배관 자재
g).Two Piece or Three Piece(Ball Valve 의 경우 ) 제조 업체의 제조상의 특성에 따라 Two or Three 가 결정되는 수가 있지만 Three Piece 인 경우는 일반적으로 Small Size 가 많으며 Pipe 와 직접 용접하는 경우 Teflon Seat 가
녹는 것을 방지하기 위해서 용접 후 Internal Part 를 Assembly 한다 . 그러나 일반적으로는
Two Piece Type 이 많이 쓰이며 , Three Piece 의 단점으로는 Leakage 의 확률이 높다 .
h). Fire-Safety Type(Ball Valve 의 경우 ) 화재발생시를 대비하여 Ball Valve 의 구조를 Teflon Seat 가 녹으면서 Metal to Metal 이
되어 유체의 흐름을 막아주는 구조이다 . 여기에 적용되는 Code 는 API 607 (Fire Test of Soft Seated Quarter -Turn Valve) 이 적용되며 , 이 Code 에 따라 Test 후 국제 공인
기관에서 Certificate 를 발급받은 Vendor 의 Valve 를 구매해야 한다 . 또한 Vendor Selection 시에는 Certificate 를 확인하여 유효기간 및 승인 Valve Size 를 확인토록 한다 .
i). Bonnet Type(Welded or Bolted) Casting Valve 의 경우는 Class Rating 이 900 이상인 경우는 일반적인 Pressure Seal Bonnet Type 으로 변화하고 있는 추세이며 , Forged Valve 인 경우는 Bolted Type 과
Welded Type 이 공용으로 사용 되어진다 . Service Line 의 특성 및 Maintenance 가격
면에서 차이점이 많으므로 특별한 언급이 없을 경우 Designer 에게 꼭 Confirm 해야 한다 .
j). NACE Code : Sour 환경 ( 유황이 많은 경우 ) 에 있어서 유화물 응력 부식에 의한 균열 (Sulfide Stress Cracking) 을 방지하기 위하여 적용하는 Code 로 Trim Part 의 Hardness 및 Bolt/Nut 의 재질이 바뀐다 .
k). Valve 의 시험검사
화학 Plant 의 배관에 사용 되는 Valve 는 온도 , 압력 , 유량 , 유체 등 사용 조건이 다양하고 Valve 를 구성하는 각부품의 재질 및 구조와 제작 방법 등이 다양하다 . 따라서 검사는 합 리적이 고도 사용 조건에 대해 적절한 검사 방법 및 판정 기준을 정할 필요가 있다 . 또 검 사 담당자는 검사 규격 등 으로 규정되어 있는 검사 방법 및 판정 기준 , Valve 의 구조와 기능 등을 숙지하고 있어야 한다 . 따라서 본 장에서는 구매자의 입장에서 검사 시에 확인 또는 주의할 사항에 대해 주안점을 두고 Gate Valve, Globe Valve, Check Valve, Butter-fly Valve, Ball Valve 및 Plug Valve 등의 범용 Valve 및 그러한 것에 붙는 구동부에 관한 시험 검사에 대해 설명하고자 한다 .
l). 적용법규 및 규격 Valve 의 검사는 기본적으로 적용되는 법규 , 구입자가 지정하는 규격 또는 추가 규정에 따라서 행하는 것이 일반적이다 . 또 , 규격에는 구입자가 지정해야 할 검사 항목 및 구입 자와 Maker 가 협의 해야 할 사항이 있으므로 주의를 요한다 . 따라서 검사 담당자는 실제 에 적용되는 검사 항목과 그 내용을 충분히 파악하여 검사를 행할 필요가 있다 .
2 장 . 배관 자재
2 장 . 배관 자재
① 화학 Plant 에서 사용하는 주요 검사규격
ⓐ JP-7S-39(Valve 의 검사기준 ) ⓑ API ST’D 598(Valve Inspection and Test) ⓒ API ST’D 607(Fire Test for Soft-Seated Ball Valves) ⓓ ANSI B16.34(Valves-Flanged and Buttwelding End) ⓔ BS5146(Inspection and Test of Steel Valves for The Petroleum, Petrochemical and Allied Industries) ⓕ KHK E009(Valve 취급 지침 )
② 기타 참고로 사용하는 검사규격
ⓐ JIS B2 003(Valve 검사 등칙 ) ⓑ MSS SP-61(Pressure Testing of Steel Valves)
③ 상기 ① , ② 항 이외에 주요국의 Valve 관련 규격ⓐ 미국 (Valve 관련 규격 포함 )
ㆍ American Petroleum Institute(API)API 593-81, “Ductile Iron Plug Valves”API 594-82, “Wafer-Type Check Valves”API 595-79, “Cast-Iron Gate Valves”API 597-81, “Steel Ventun Gate Valves”
2 장 . 배관 자재
API 598-82, “Valves Inspection and Test” API 599-78, “Steel Plug Valves” API 600-81, “Steel Gate Valves, Flanged or Buttwelding Ends” API 602-85, “Ductile Iron Plug Valves” API 604-81, “Large Diameter Carbon Steel Flanges(Nominal Pipe Size 26 Through 60 : Classes 75, 150, 300, 400, 600, and 900” API 606-82, “Compact Carbon Steel Gate Valve, Extended Body” API 607-85, “Fire Test for Soft-Seated Ball Valves” API 609-83, “Butterfly Valve to 150 PSIG and 150F” API RP 6F , “Recommended Practice for Fire Test for Valves”
ⓑ American Society of Mechanical Engineers(ASME)/American National Standards Institute (ANSI) ASME Boiler and Pressure Vessel Code, 1986 Edition, Including all mandatory addenda in effect on the date of the order
Section Ⅰ, “Power Boilers” Section Ⅱ, “Material Specifications”
Part A-Ferrous Materials Part B-Nonferrous Materials Part C-Welding Rods. Electrodes and Filler Metals
2 장 . 배관 자재
Section Ⅴ, “Nondestructive Examination” Section Ⅵ, “Pressure Vessels”. Division 1 Section Ⅸ, “Qualification Standard for Welding and Brazing Procedures, Welders, Braxers, and Welding and Brazing Operators” ASME/ANSI B1.20.1-83, “Pipe Threads, General Purpose(Inch)” ASME/ANSI B16.1-75, “Cast Iron Pipe Flanges and Flanged Fittings” ASME/ANSI B16.5-81, “Pipe Flanges and Flanged Fittings” ASME/ANSI B16.10-86, “Face-to-Face and End-to-End Dimensions of Ferrous Valves” ASME/ANSI B16.24-79, “Bronze Flanges and Flanged Fittings” ASME/ANSI B16.25-86, “Buttwelding Ends” ASME/ANSI B16.34-81, “Valves-Flanged and Buttwelding Ends” ASME/ANSI B31.3-87, “Chemical Plant and Petroleum Refinery Piping” Including Addenda thru B31.3a-88 ASME/ANSI B36.10-85, “Welded and Seamless Wrought Steel Pipe” ASME/ANSI B36.19-85, “Stainless Steel Pipe” ASME/ANSI B46.1-85, “Surface Texture”
ⓒ American Welding Society(AWS) AWS A5.13-80, “Solid Surfacing Welding Rods and Electriodes”
ⓓ American Water Works Association(AWWA) AWWA C504-80, “Rubber-Seated Butterfly Valves”
2 장 . 배관 자재
ⓔ Manufacturers Standardization Society of the Valve and Fittings Industries(MSS) MSS SP-25-78, “Standard Marking System for Valves, Fittings,Flanges and Unitons” MSS SP-44-85, “Steel Pipe Line Flanges” MSS SP-45-82, “Bypass and Drain Connection Standard” MSS SP-53
[Quality Standard for Steel Castings and Forgins for Valves, Flanges, and Fittings and Other Piping Components Magnetic Particle Examination Method]
MSS SP-54 [Quality Standard for Steel Castings for Valves, Flanges, and Fittings and Other Piping Component-Radiographic Examination Method]
MSS SP-55 [Quality Standard Steel Castings for Valves, Flanges, and Fittings and Other Piping Component-Radiographic Examination Method]
MSS SP-61-85, “Pressure Testing of Steel Valves” MSS SP-67-83, “Butterfly Valves” MSS SP-71-84, “Cast Iron Swing Check Valves, Flanged and Threaded Ends” MSS SP-72-87, “Ball Valves with Flanged or Buttwelding Ends for General Service” MSS SP-78-87, “Cast Iron Plug Valves Flanged and Threaded Ends” MSS SP-80-87, “Bronze Gate, Globe, Angle, and Check Valves” MSS SP-85-85, “Cast Iron Globe and Angle Valve, Flanged and Threaded Ends”
2 장 . 배관 자재
ⓕ 일본
ㆍ JIS-B2001(1966) – Valve 의 호칭경과 구경 B2002(1967) – Valve 의 면간촌법 B2003(1977) – Valve 의 검사통칙 B2011(1984) – 청동 Valve 의 제품규격 B2031(1986) – 주철 Valve 의 제품규격 B2071(1976) – 주강 Valve 의 제품규격
ㆍ JIS-7S-24(1974) – Valve 의 표시방법 7S-36(1975) – 단강 및 주강소형 Valve 7S-37(1965) – 주철 Flange 형 Out-Side Screw 형 Gate Valve 7S-39(1980) – Valve 의 검사기준 7S-46(1978) – 주강제 Flange 형 Valve(Class 150, 300) 7S-47(1974) – 주강제 Flange 형 및 Buttweld 용접형 Valve(Class 600 - 2500) 7S-48(1974) – Flange 형 Ball Valve 7S-57(1979) – 경량형 탄소강제 Gate Valve (Class 800, Screw 형 , Socket 용접형 )
2 장 . 배관 자재
ⓖ 영국 BS1212 Ball Valves(Excluding Float 3) Part 1 : Pistion Type Part 2 : Diaphragm Type(Brass Body) – Metric Units BS1218 Sluice Valves for Waterworks Purpose BS1414 Flanged and Butt-Welding end Steel Outside-screw-and-yoke Wedge Gate Valves for the Petroleum Industry BS1415 Mixing Valves(Manually Operated) for Ablutionary and Domestic Purposes BS1570 Flanged and Butt-Welding end Steel Plug Valves for the Petroleum Industry(Exciuding Well-Head and Flow-line Valves) BS1735 Flanged Cast Iron outside-screw-and –yoke Wedge Gate Valves Class 125, Sizes 1-1/2 inch to 24 inch, for the Petroleum Industry BS1868 Flanged Steel Check Valves for the Petroleum Industry BS1873 Flanged Steel Globe for the Petroleum Industry BS1952 Copper Alloy Gate Valves for General Purposes BS1953 Copper Alloy Check Valve for General Purpose BS2060 Copper Alloy Screw-down Stop Valves for General Purposes BS2080 Summary of Face-to Face Dimensions of Flanged Ferrous Valves for the Petroleum Industry BS2080 Underground Plug Cocks for Cold Water Services(Scottish Type)
2 장 . 배관 자재
BS2985 Cast and Forged Steel Wedge Gate, Globe Check and Plug Valves, Screwed and Socket-Welding, Sizes 2 inch and smaller, for the Petroleum IndustryBS3464 Cast Iron Wedge and Double Disk Gate Valves for General Pur-posesBS3808 Cast and Forged Steel Flanged Screwed and Socket Welding Wedge Gate Valves(Compact Design). Sizes 2 inch and Smaller, for the Petroleum IndustryBS3948 Cast-Iron Paralled Slide Valves for General PurposesBS3952 Cast-Iron Butterfly Valves for General PurposesBS3961 Cast-Iron Screwed-down Stop Valves and Stop and Check Valves for General PurposesBS4090 Cast Iron Check Valves for General PurposesBS4133 Flanged Steel Parallel Slide Valves for General PurposesBS4312 Flanged Steel Screw-down Stop Valves Stop and Check Valves for General PurposesBS4460 Steel Ball Valves for the Petroleum Industry metricBS1968 Floats for Ball Valves(Copper) BS2456 Floats for Ball Valves(Plastics) for Cold Water
2 장 . 배관 자재
Ⓗ 독일
DIN 3202 Sheet 1 Face-to Face Dimensions of Flanged Sheet 2 Do Weld-in Valves Sheet 3
DIN 3352 Sheet 1 Gate Valves, General Information Sheet 2-4 Cast Iron Gate Valves Sheet 6,7 Non Alloy Steel Gate Valves
DIN 3352 Sheet 9 Alloy Steel Gate Valves Sheet 10 Stainless Steel Gate Valves Sheet 11, 12 Copper Alloy Gate Valves, Calculation
16). 시험검사의 정의
“ 시험”과 “검사”의 용어는 JIS Z 8101 에 검사 (Inspection) 에 대한 정의가 있기는 하나 , 양자의 구분이 명확하지 않고 완곡하게 사용 되어 있는 상황이다 . ANSI 에서는 “ Inspection” 에 관한 용어로써 “ Examination” 과 “ Testing” 이 있어 정의가 명확하게 정해져 있으므로 참고로 하면 다음과 같다 .
2 장 . 배관 자재
가 ) ANSI B45.2.10
Examination : 대상물이 지정된 요구사항에 적합하게 되어 있는지의 여부를 조사 (investigation) 하는 검사 (Inspection) 의 한 요소이다 . 통상 비파괴 의 상태로 행하고 , 간단한 조작 , 검량 및 측정을 포함한다 .
Inspection : 시험 (Examination), 관찰 (Observation) 또는 측정 (Meaurement) 의 수단을 이용하여 , 대상물이 미리 설정된 품질 요구 사항에 일치 되었 는지의 여부를 판정하는 품질관리 (Quality Control) 의 한 과정이다 .
Testing : 대상물을 어떤 물리적 , 화학적 환경 또는 운전 조건하 에 둠으로서 그 대상물의 성능이 지정의 유고사항에 합치되어 있는지의 여부를 판정 또는 검정하는 것 .
나 ) ANSI/ASME B31.3 에서의 정의 Examination: 부품의 제조자 , 제작자 또는 조립자가 행할 품질관리의 행위에 적용한다 .(341.1 항 )
Inspection : 소유자의 검사원 또는 검사원의 대리자가 소유자를 위해 행할 행위에 적용한다 .(340.1 항 )

2 장 . 배관 자재
17). 검사의 종류
Valve 의 검사는 Maker 가 품질 관리 및 품질 보증을 위해 자체적으로 실시하는 “자체검사”
와 구입자가 품질 확인을 위해 행하는 “수입 검사”로 나눌 수 있다 . 자체 검사는 통상 제조
업체가 사내의 규준 , 규격 , 고객 요구서 등에 따라 행하는 것이 일반적이다 . 수입 검사는
구입자의 입장에서 대상물의 계약서 , 주문서 , 구입 요구서 및 사양서 , 승인도면 등의 규정
을 만족하고 있는지를 확인하고 , 동시에 관리 책임의 구분을 명확하게 하기 위하여 , 원칙적
으로 구입자의 검사원 ( 또는 대리자 ) 의 입회하에 Valve Maker 의 공장에서 실시한다 . 수입
검사는 통상 구입자가 구입시에 미리 Valve 의 사용조건 , 재질 , 구조등을 고려하여 검사 항목
으로 지정한 것에 대하여 행하는 일반적이나 , 특수한 재료를 사용하는 경우 등 조립 후에는
확인할 수 없는 경우에 대해서는 필요에 따라 제작 중 또는 조립 전에 확인을 위해 입회를 행
하는 중간 검사를 실시 하기도 한다 .
2 장 . 배관 자재
가 ). 검사항목
일반적으로 실시되어지는 Valve 의 검사항목에는 다음의 것이 있다 .
1) 재료검사
2) 외관검사
3) 표시검사
4) 치수검사
5) 조립 , 구조검사
6) 용접 , 열처리 , 경도검사
7) 비파괴 검사
8) 압력검사
9) 기밀검사
10) 고온검사
11) 저온검사
12) Fire Safe 검사
13) 기능 , 작동검사
2 장 . 배관 자재
나 ). 시험검사의 내용 1) 재료검사
재료 검사 (Material Inspection) 은 통상 다음의 각 부품에 대해서 지정된 JIS 또는 ASTM 등의 재료규정과 재료검사 증명서 (Material Certificate) 를 대조하여 확인한다 .
① Body 및 Bonnet② Trim(Stem 등의 경도도 포함한다 .)③ Bonnet, Bolt 및 Nut 저온용 Valve 로써 JIS G5121 의 Stainless 강 주강품 (SCS 12 등 ) 또는 JIS G4107 의
고온용 합금강 Bolt 재 (SNB 7 등 ) 을 – 30℃ 를 넘는 저온에서 사용할 경우는 저온 충격
시험이 필요한 경우가 있다 . 특수한 재료 (Trim 재가 Monel, SUS304L, SUS316L 등의
경우 ) 또는 Maker 표준이외의 Gasket 및 Packing 재를 지정한 경우에는 , 지정된 재료
및 형번에 있는 것을 입회 검사 시에 확인해야 한다 .
④ Stainless Steel 316 Grade 에 대한 Material 은 “ Mo.” 검출시험이 실시되어야 한다 .
2 장 . 배관 자재
2) 외관검사
외관검사는 주강표면 ( 내외면 ), 기계가공 , Seat 면 , 각지거나 구부러진 부분 , 용접부
( 보수부분을 포함 ) 등의 외관을 확인한다 .
- 주강표면
외관검사의 판정기준은 Valve 의 제품 또는 재료의 규격으로 규정하고 있으나 , 결함
과 같은 것의 구체 적인 치수가 나타나 있지 않으므로 , 그 정도의 주강 Valve 의 주강
표면에 관한 Visual Inspection 의 Guide 로서 , MSS-SP55 에 Acceptance Criteria 의
사진집이 나와 있다 . 따라서 Make 가 소유하고 있는 판정기준이 되는 표준 적인 사진
을 확인하고 , 또 사전에 결함의 구체적인 치수기준을 명확히 한 후에 검사를 실시하
는 것이 좋다 .
- Seat 및 Back Seat 면
Body 의 Seat, Disk 의 Seat 및 Back Seat 의 Seal 면은 균열 , 핀홀 (Pin Hole) 흠집
등이 없는 무결함 이어야 하는 것을 필히 유념하여 확인해야 한다 .
- Flange 의 Serration
API ST’D 600(Steel Gate Valves, Flanged or Buttwelding Ends) 또는 ANSI B16.34에 따른 Valve 의 Flange 는 ASNI B16.5(Pipe Flanges and Flanged Fittings) 에 따른 평면좌 (Raised Face) 및 Large Male and Female Flange 의 Gasket 접촉면에 Serra-tion 가공을 할 필요가 있다 . 그렇게 때문에 규격에 맞춰서 시공되고 있는가를 확인해야 한다 . 또 양쪽 Flange 의 Gasket 접촉면에 손상을 줄 경우가 많으므로 Flange 면의 손상 유무를 확인해야 한다 .
- 도장
Body 및 Bonnet 등에 도장이 지정되어 있는 경우에는 주강표면에 대한 도료의 접촉이 나빠 도막이 떨어져 나가는 경우도 있으므로 , 표면처리 상태 및 지정된 도료가 적절한 두께로 칠해져 있는지를 확인해야 한다 . 특히 도막의 두께가 측정기에 의해 실측하는 경우도 있으므로 규정치 이상의 도막 두께로 되어 있는 것을 확인한다 . 도장은 필히 Body 및 Bonnet 의 주강표면 또는 가공면의 외관검사 , 압력검사가 종료된 후에 실시한다 .
2 장 . 배관 자재
3) 표시검사
Valve 의 Marking Inspection 은 JPI-7S-24(Valve 의 표시방법 ) 또는 MSS-SP-25 (stan-dard Marking System for Valves, Fittings, Flanges and Unions) 에 규정되어 있는 대로 , Valve의 Body 또는 명판 (Name Plate) 에 주요재질 (Body 및 Trim), 호칭압력 , 호칭경 , 유체 방향 등이 규정대로 표시되어 있는지를 반드시 확인해야 하며 API ST’D 600 또는 ANSI B16.34 의 적용을 받는 Valve 는 용해번호 (Melt Number) 또는 용해 식별기호 (Melt Identification and Symbol) 의 표시가 필요하다 . 또 저온용 Valve 같은 특별한 사용상의 제한이 있는 경우에는 그러한 내용이 명확하게 Name Plate 등에 표시되어 있는지를 확인해야 한다 . 저온용 Valve 의 Body 재료에는 각인에 의한 표시를 금지하는 경우가 있다 . 또 각인하는 경우라도 , 예를 들면 ASTM A352에서 규정되어 있는 것과 같은 Low-Stree Stamp 에 의해 행하는 것이 일반적이다 .
2 장 . 배관 자재
4) 치수검사
치수검사 (Dimensional Inspection) 은 Valve 가 승인도면에 규정된 치수 및 공차 내에 제작되어
있는가를 확인해야 한다 . 특히 배관과의 접속부 및 조립 또는 조작성 등을 고려하고 다음의 항목에 대해 검사를 실시한다 . ① 면간 치수 ② 구경 ③ Body 및 Bonnet 의 최소살 두께 ④ Stem 의 최소경 ⑤ 양쪽 Flange 의 평행도 , 수직도 , Bolt Hole 의 PCD (Pitch Circle Dia) 및 회전편차 , 또 Ring Joint 의 경우에는 Ring홈의 치수등 Flange 면의 경사가 큰 경우 , 조립에 지장을 초래하여 조립 시 과도한 하중이 Body 에 작용하므로 가능한 한 경사를 작게하는 것 이 바람직하며 , 지정된 허용치 내에 있는지를 확인해야 한다 .
⑥용접 개선부 ( 치수 , 개선각도 ) ⑦Valve Full Open 상태에서의 중심위치로부터 Handle 또는 Stem 선단까지의 높이 ⑧Actuator 또는 Gear Operator 조립시의 치수 및 Orientation ⑨기타 특별히 지정된 것 .
2 장 . 배관 자재
5) 조립 , 구조검사
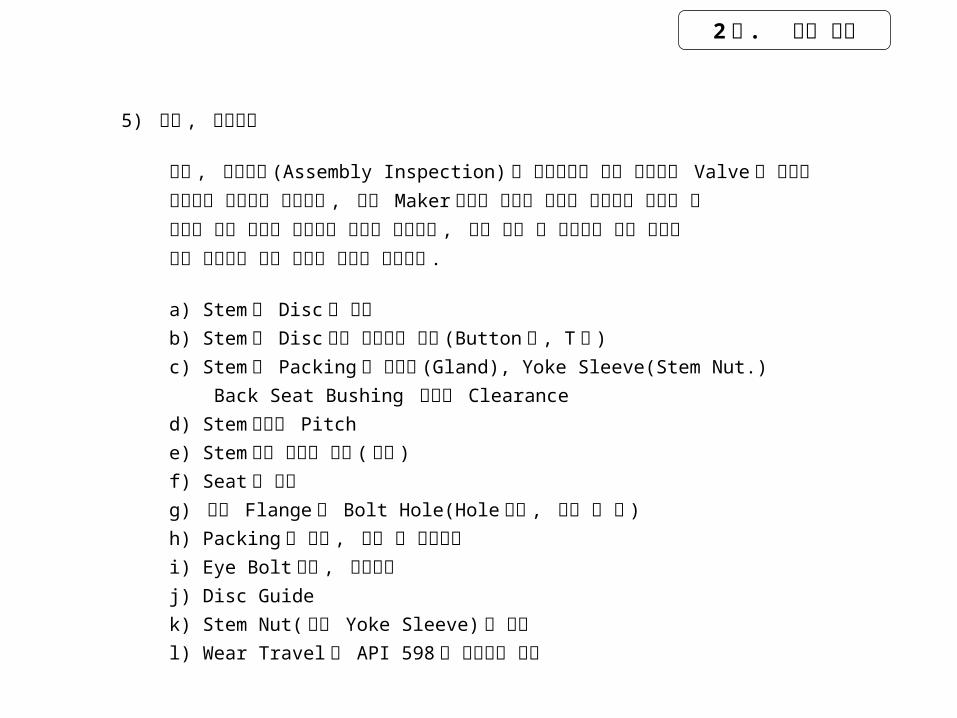
조립 , 구조검사 (Assembly Inspection) 는 기본적으로 승인 도면대로 Valve 가 제작되었는가를 확인하는 것이지만 , 통상 Maker 로부터 제출된 도면은 제작도가 아니고 각 부분의 상세 치수가 표시되어 있지도 않으므로 , 입회 검사 시 확인하는 것이 좋으리라고 생각되는 주요 개소를 다음에 표시한다 .
a) Stem 과 Disc 의 연결b) Stem 의 Disc 와의 접속부의 형상 (Button 형 , T 형 )c) Stem 과 Packing 의 밀착부 (Gland), Yoke Sleeve(Stem Nut.) Back Seat Bushing 등과의 Clearanced) Stem 나사의 Pitche) Stem 면의 마무리 상태 ( 정도 )f) Seat 의 조립g) 양쪽 Flange 의 Bolt Hole(Hole 위치 , 간격 및 수 )h) Packing 의 재질 , 단수 및 삽입방법i) Eye Bolt 보수 , 유지방법j) Disc Guidek) Stem Nut( 또는 Yoke Sleeve) 의 연결l) Wear Travel 은 API 598 을 따랐는지 여부
2 장 . 배관 자재
6) 용접 , 열처리 , 경도검사
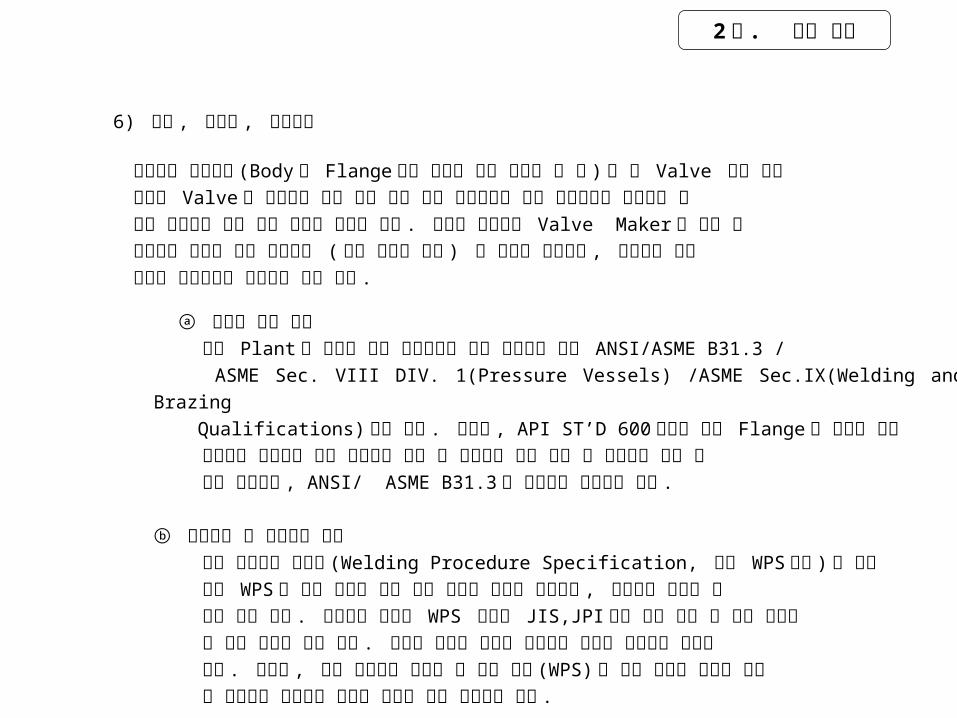
내압부를 용접구조 (Body 에 Flange 등을 용접에 의해 조립한 것 등 ) 로 한 Valve 또는 용접 구조제 Valve 의 용접부는 용접 또는 배관 또는 압력용기의 용접 요구사항을 만족하는 품질이 얻어지고 있는 가를 검사할 필요가 있다 . 따라서 구입자는 Valve Maker 가 용접 및 용접부의 검사에 관한 요구사항 ( 적용 규격을 포함 ) 을 충분히 이해하여 , 용접시공 또는 검사가 행해지도록 배려하는 것이 좋다 .
ⓐ 용접에 관련 규격 화학 Plant 의 용접에 관한 규격으로서 많이 사용되는 것은 ANSI/ASME B31.3 / ASME Sec. VIII DIV. 1(Pressure Vessels) /ASME Sec.IX(Welding and Brazing Qualifications) 등이 있다 . 참고로 , API ST’D 600 에서는 양쪽 Flange 를 용접에 의해 조립하는 경우에는 돌출 형상으로 하여 그 용접부는 용접 방법 및 용접사의 확인 시 험을 포함해서 , ANSI/ ASME B31.3 에 따르도록 규정하고 있다 .
ⓑ 용접방법 및 용접사의 검사 미리 용접시공 요령서 (Welding Procedure Specification, 이상 WPS 라함 ) 을 작성 하여 WPS 에 의해 용접된 용접 시에 대해서 시험을 실시하고 , 시공법의 확인을 행 하여 기록 한다 . 용접부는 확인된 WPS 따라서 JIS,JPI 등에 의해 인정 된 자격 소지자 가 용접 시공을 해야 한다 . 필요에 의해서 용접사 기량확인 시험을 실시하는 경우도 있다 . 따라서 , 규정 된대로의 용접사 및 용접 방법 (WPS) 에 의해 충분히 건조된 규정 의 용접봉을 사용하여 용접을 행하는 지를 확인해야 한다 .
2 장 . 배관 자재
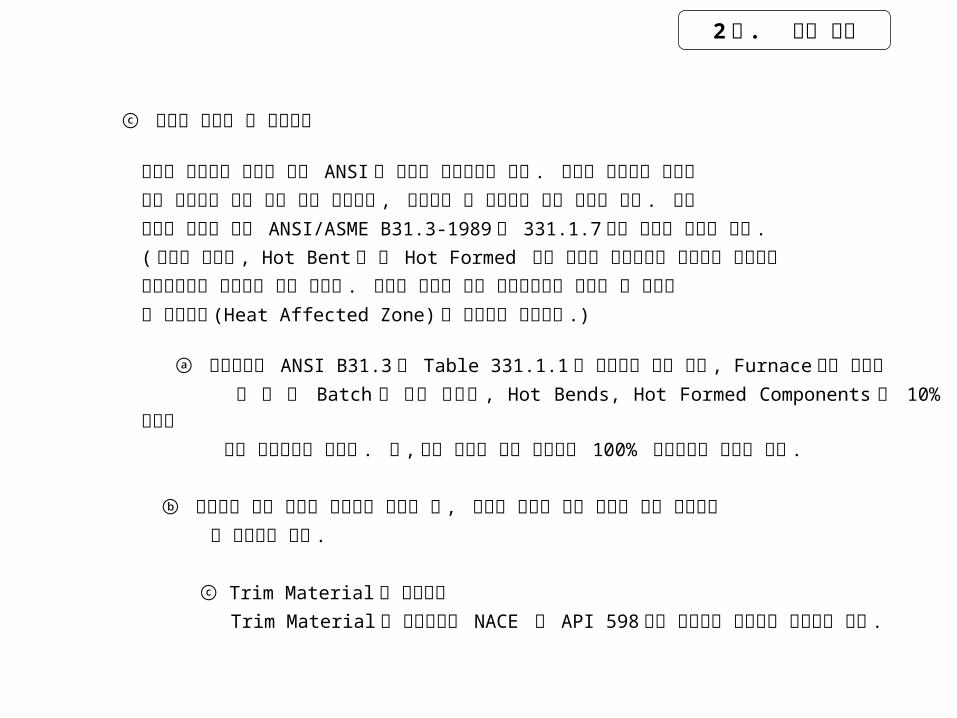
ⓒ 용접후 열처리 및 경도시험
용접후 열처리와 경도에 관한 ANSI 의 규정을 참고하여야 한다 . 용접후 열처리의 검사는 온도 곡선에서 그의 상승 또는 냉각속도 , 유지시간 및 유지온도 등을 확인을 한다 . 경도시험의 실시에 대한 ANSI/ASME B31.3-1989 의 331.1.7 항의 규정은 다음과 같다 .( 제품의 용접부 , Hot Bent 부 및 Hot Formed 부의 배관의 경도시험은 열처리가 만족하게 행해졌는가를 확인하기 위한 것이다 . 경도의 제한은 용접 가장자리에서 가능한 한 가까운열 영향부위 (Heat Affected Zone) 와 용접부에 적용한다 .) ⓐ 경도제한이 ANSI B31.3 의 Table 331.1.1 에 지정되어 있는 경우 , Furnace 에서 열처리 를 한 각 Batch 에 대해 용접부 , Hot Bends, Hot Formed Components 의 10% 이상에 대해 경도시험을 행한다 . 단 ,국부 가열한 것에 대해서는 100% 경도시험을 행해야 한다 .
ⓑ 유사하지 않은 금속을 용접으로 결합할 때 , 지정된 모재와 금속 재료에 대한 경도제한 을 만족해야 한다 .
ⓒ Trim Material 의 경도시험 Trim Material 의 경도시험은 NACE 및 API 598 에서 요구하는 경도치에 만족해야 한다 .
2 장 . 배관 자재
2 장 . 배관 자재
7) 비파괴 시험
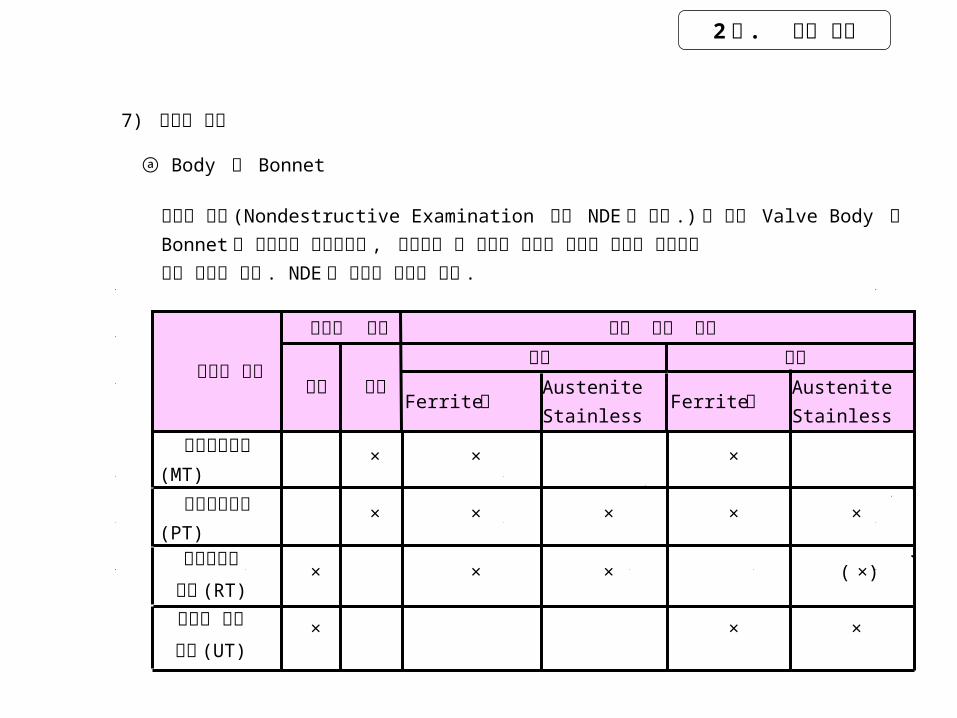
ⓐ Body 및 Bonnet
비파괴 시험 (Nondestructive Examination 이하 NDE 라 한다 .) 은 통상 Valve Body 및Bonnet 의 내압부에 적용하지만 , 제조방법 및 재료의 종류의 따라서 적절한 방법으로행할 필요가 있다 . NDE 의 적용은 아래와 같다 .
결함의 판정 제조 또는 재료
주강 단강내부 표면
Ferrite강AusteniteStainless
Ferrite강AusteniteStainless
자분탐상시험(MT)
× × ×
침투탐상시험(PT)
× × × × ×
방사선투과
시험 (RT)× × × (×)
초음파 타상
시험 (UT)× × ×
시험의 종류
2 장 . 배관 자재
(1) × 표는 적용 가능한 것을 나타낸다 . (2) MT 또는 PT 중 어느 한쪽을 적용한다 . (3) 단조 Valve 의 경우 UT 를 적용하고 , Austenite 계 Stainless 강 등에서 초음파 결함 Echo 가 결정립에 의해 해석할 수 없는 경우에만 RT 를 적용한다 . NDE 의 실제적인 적용범위는 사용상의 중요도 또는 위험도 , 적용 Class, 재료의 종류 , 호칭경 등에 따라서 구입자가 미리 지정한 것에 대해 시험을 행한다 .
①탄소강의 고압 Valve(Class 600 이상 ) ②대구경 Valve ③합금강제 Valve ④저온용 Valve ⑤Block Valve( 저조 , Reservoir 등의 Main Valve) 또한 , 시험개소 , 시험방법 및 판정 기준은 각 시험규격에 규정되어 있다 .
주
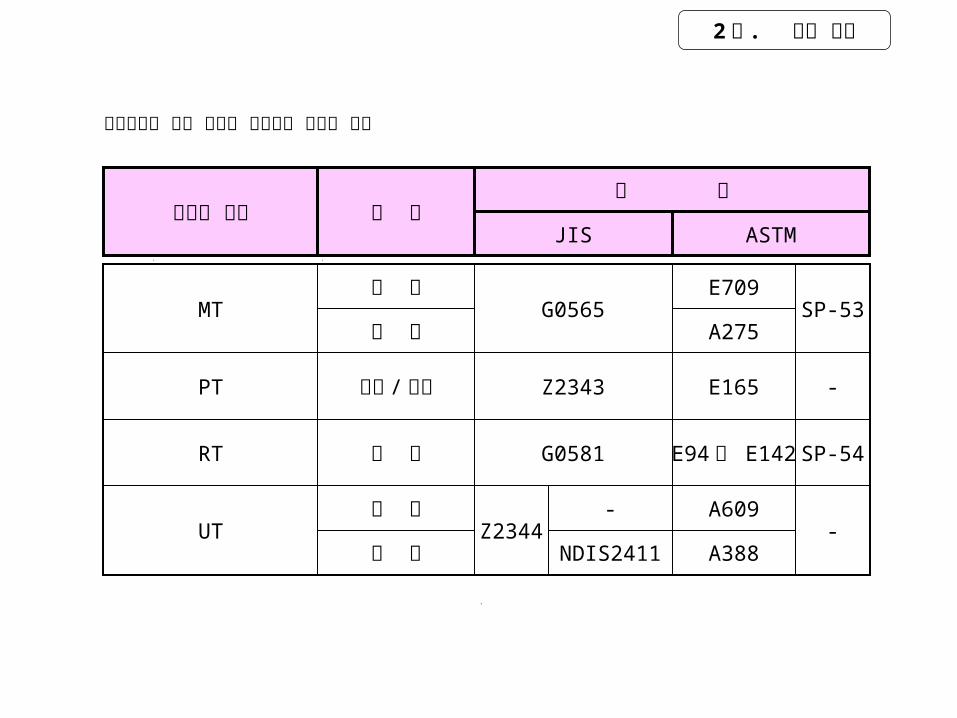
시험방법에 관한 규격을 종합하면 다음과 같다
2 장 . 배관 자재
MT주 강
단 조G0565
E709A275
SP-53
PT 단조 / 주강 Z2343 E165 -
RT 주 강 G0581 E94 및 E142SP-54
UT주 강
단 조Z2344
-NDIS2411
A609A388
-
시험의 종류 제 조규 격
JIS ASTM
2 장 . 배관 자재
ⓑ 용접부
① 용접부 ( 개선부를 포함 ) 의 NDE 는 다음에 의한다 . JIS G0506, Z2343, Z3050, Z3060, Z3104, Z3106, ASME SEC. V (Atricle 2, Article 5, Article 6, Article 7)
② NDE 의 실시는 원칙적으로 열처리 종료 후에 한다 . ANSI/ASME B31.3 에서는 모재의 P-NO. 3,4 또는 5 에 대해서 열처리 종료 후라고 규정되어 있다 .
③ Valve 의 Buttweld 용접 개선부의 판정 기준은 그 용접부에 적용하는 NDE 의 판정 기준을 고려하여 통상 그것보다 1 Grade 높은 것을 합격하도록 하는 것이 좋다 .
ⓒ 기타 상기 ①과 ② 이외에 통상 NDE 를 적용하는 개소로써 다음과 같은 것이 있다 . ① Seat 및 Packing Gland 의 Seal 면 ( 성금 가공면을 포함 ) ② Pressure Seal 형의 Seal 면 ③ Ring Joint Flange 의 Ring Hole 부분
이러한 개소는 기밀을 유지하기 위하여 특별히 결함이 없도록 할 필요가 있고 , 입회 검사를 하는 경우가 많다 . 특히 방사선 투과 시험을 실시하는 경우에는 Film 과 대상물 및 촬영 개소 ( 부위 ) 가 명확하게 구분 되도록 하고 , 식별인 및 보수 Mark(R) 등을 고려할 필요가 있다 .
8) 압력검사
ⓐ 압력검사 항목
Valve 검사시 압력검사(Pressure Test)를 행하는 항목으로는 다음과 같은 것이 있다.
① Body 내압시험(Shell Pressure Test)② Packing Seat 누수시험(Back Seat Leakage Test)③ Seat누수시험(Seat Leakage Test 또는 Closure Test)
적용하는 시험내용은 API STD 598의 Table 8.4.2에 표시된 대로 Valve의 형식에
따라 다르므로 구입자는 구입시에 명확하게 규정할 필요가 있다. 그 경우에 실제
의 사용조건에서도 Valve의 품질을 보증할 수 있는 시험내용으로 하는 것이 바
람직하다.예를 들면 Gate Valve의 폐쇄상태의 사용조건에서 운전상 다른 차압(차압이 큰경우)이 예측되는 경우 양쪽의 사용조건에 각각에 대해 Seat 누수시험을 지정하
는 것이 좋다. 또, ANSI B16.34에도 규정하고 있는 것 처럼 Shut-off되는
Isolation Service용의 Valve는 설계압력에 의한 체결 시험을 지정하는 것이 좋다. API ST’D 600 또는 ANSI B16.34에서는 Seat 누수시험 및 체결시험(Closure
Test)를 규정하고 있다.
2 장 . 배관 자재
ⓑ 시험용 유체
① 시험용 유체는 국내에서는 통상 물을 사용하여 시험을 행하나 API ST’D 598 에서는 공기 , 불활성 Gas,Kerosene, 물 또는 물보다 점도가 높은 비부식성 유체 중에서 어느 것을 채택 할 것인가를 규정 하고 있다 , 기본적으로는 안전성을 고려하여 물을 사용 하지만 Valve 가 사용되는 용도에 따라 시험유체를 결정 하여야 한다 . 실제의 사용 유체 가 기체의 경우에는 물로 시험을 병행함과 동시에 공기 또는 불활성 Gas 에 의한 시험 을 행하는 것이 좋다 .
② 저온용의 Valve 는 조립하기 전에 물을 사용해서 시험을 실시하지만 , 조립 후에 시험을 실시하는 경우는 Kerosene 또는 기체 등의 유체를 이용하면 만약에 실제 사용시의 동결방지를 고려한 조치를 해야 한다 .
③ Austenite 계 Stainless 강제 Valve 는 염소이온 (Cl-) 의 양을 제한한 청수를 사용하고 , 시험종료 후 즉시 물을 빼내고 Air Blower 등으로 건조 시키는 등의 조치를 해야 한다 .
ⓒ 시험압력 및 승압
① 물을 사용하여 시험을 행할 경우의 시험압력은 원칙적으로 그 Valve 의 상온 (38℃) 에 있어서의 압력기준의 1.5 배의 압력으로 한다 .
② 기체를 사용하여 시험을 행할 경우 시험압력은 그 Valve 의 상온에 있어서의 압력기준 의 1.1 배의 압력으로 하고 , 안전을 위하여 저압에서 필히 중간검사를 행하여 누수가 없 음을 확인 후 규정 압력까지 단계적으로 승압시킨다 .
2 장 . 배관 자재
2 장 . 배관 자재
ⓓ Seat 누수량
Valve 의 압력 시험에서 가장 문제가 되는 것은 Seat 누출량이다 . 국내에서는 원칙적으로
허용되지 않는 경우가 많다 . API 의 누출량에 대한 규정 API STD 598 의 Table8.4.3 에 나타나
있으며 , Valve 및 Seat 의 형식 또는 호칭경에 따라서 누출를 인정하고 있다 . 실제로 국내의
Valve Make 에서는 Gate Valve 등 Disc 가 누수가 없도록 제작이 가능하다 . Slide 형은 구조상
누수가 없도록 제작하는 것은 불가능하다 . 기본적으로 누수의 유 ,무 또는 다 , 소는 Valve 의
품질에 따라서 변하므로 사용 조건에 따라 . Valve 의 형식을 선정 할 경우에는 사전에 이러한
사항을 고려 해야만 할 것이므로 , 다소의 누수가 허용되는 경우에 사용되는 Valve 는 구입시에
누출량을 명확하게 규정해야만 한다 . 9) 기밀 검사
압력검사 외에 국내에서는 고압가스 취급법의 적용을 받는 Valve 는 기밀 시험이 필요하다 . 그 경우의 상세에 대해서는 관련법규를 따라야 하며 , 일본의 경우 KHK E009 의 규정에 따른
다 . 통상 시험압력은 상용압력의 1.1 배로써 Body, Bonnet 및 Gland 부에서의 누수의 유무를
확인하고 동시에 그 압력에서 Valve 를 닫는 경우의 Seat 누수 시험이 필요하며 누수가 허용
되지 않는 경우가 많다 .
2 장 . 배관 자재
10) 고온검사
고온검사는 고온에서 사용하는 Valve 에 대해서 사용실적이 없는 Valve 형식 또는 Trim 재질의 것을 사용하는 경우에 최고사용온도의 증기 또는 기체를 사용하여 작동 , 고온적용 정도 , Scratch 등의 상황을 확인하기 위해 실시한다 . 이 검사를 사용하는 경우에는 Close 상태의 Seat 누수량의 측정을 행할 필요가 있다 . 고온검사는 시험설비에 비용이 들고 또 Body 전체를 균일온도로 가열하는데 긴 시간을 요하는 단점이 있다 .
11) 저온검사
저온검사는 액화천연가스 (LNG) 장치 등에서 사용하는 Long Bonnet 의 저온용 Valve 에대해서 , Seat누수 , 조작 Torque 등을 확인하기 위해 실제 사용온도에서 시험을 행한다 .그 방법은 개략 아래와 같다 .
1. Valve 내부에 수분 및 유지분이 없음을 확인한다 .2. Valve 내부를 He Gas 로 Purge 하고 공기를 배제한 후 , He 가스를 규정의 압력까지 가압한다 .3. 저 온도 속에 액체 질소를 서서히 넣어 , Bonnet Flange 의 상부까지 채운다 .4. Body 가 일하게 시험온도까지 냉각된 것을 확인한다 .5. 누수량을 메스 실린더 등으로 측정한다 .
Seat 의 허용 누수량은 지침등에서 지정하고 있는 것도 있으나 실제의 검사에 있어서 누수가 없도록 제작되는 것이 보통이다 .
2 장 . 배관 자재
12) Fire Safe 검사
PTFE(4 불화 에틸렌 수지 ), CTFE(3 불화 염화에틸렌 수지 : Kel-F) 등의 비금속 탄성 Seat 또는 Seal 을 가진 Valve(Ball Valve,Plug Valve,Butterfly Valve 등 ) 를 화학 Plant 의 Process배관에 사용하는 경우에는 Plant 의 화염 발생의 경우를 예상하여 Valve 에 Weak Point 가 없도록 Fire Safe 기구를 설치한 것 ( 강제의 2 차 Seal 이 있도록 한 것 ) 이 일반적으로 사용된다 . 따라서 그 성능을 확인하기 위하여 Fire Safe 시험 (Fire Safe Test) 을 행한다 . 이때 다음 사항에 대해 확인을 할 필요가 있다 .
1. 누수량 (Seat 누수 및 Valve 로부터 외부로의 누수 )2. Body 의 Seat Ring 주위의 공동부에서 생기는 압력에 견디는 능력 또는 통화 되는 능력 (Ball Valve 등의 경우 )3. 작동성4. 시험종료후의 Seat Ring 및 Seal 재의 상황
시험방법 및 판정기준을 규정하고 있는 것으로는 다음과 같은 것이 있다 . API STD 607 API RP 6f BS 5146 OCMA(Oil Companies Amterials Association) - FSV. 1 JPI-7S-48(Flange 형 Ball Valve)
2 장 . 배관 자재
13) 기능 , 작동검사
기능 , 작동검사 (Operation Test) 는 완성 시에 Valve 가 원활하게 , 또는 확실하게 작동하는지 , 규정의 Hand Wheel 또는 개폐장치 (Actuator 를 포함 ) 에 의해 2~3회 정도 작동시켜서그 상태를 확인하도록 한다 . 검사 시에 확인해야 할 것으로는 다음과 같은 것이 있다 .
ⓐ 완전히 Valve 가 Full Open 또 Full Close 하는가
1. Gate Valve 의 경우 Full Close 시에 Disc 와 Body 의 Seat 가 정확한 위치에 있는가 , 또 Full Open 시에 Disc 가 Seat 구경 내에 남아 있지는 않은가 ? 2. Thread Type Gate Valve 의 경우 Stem 의 끝부분이 Valve Close 시에 Yoke Sleeve 의 상에서 Seat 의 마모량 이상으로 돌출되어 있는가 ? 3. Check Valve 의 경우 Disc 의 개폐동작이 원활하고 , 규정의 Lift 가 있는가 ? 4. Ball Valve, Butterfly Valve 등의 경우 Valve 가 Full Close 시에 규정의 개구도로 되어 있는가 ?ⓑ 규정의 Torque 치 또는 시간 내에 작동하는가 ?
ⓒ 작동 중 Seat 가 흔들림 없이 원활하게 작동하는가 ?
ⓓ 작동 종료 후 Seat, Guide 부동의 접촉부에 손상이나 Scratch 들이 없는가 ?
14) 시험 또는 검사기록
시험 또는 검사기록은 구입시에 제출서류로써 지정된 내용에 맞춰 검사 성적 서로써 입회 유무에 상관없이 모든 Valve에 대해서 시험종료 후 Maker는 구입자에게 가능한 빨리 제출하여 구입자의 승인을 받아야만 한다. 입회 검사를 받는 것은 Maker가 입회 검사전에 검사에 필요한 서류를 준비해 놓는다.
1. 각 검사 성적서에는 다음의 내용이 필히 명기되어야 만 한다.
시험 또는 검사일시대상물의 Item No.시험 또는 검사실시 범위(특히 NDE의 경우는 명기한다.)검사원의 승인(입회의 경우는 입회검사원의 승인을 포함한다.)
2. 검사기록으로써 구입자에게 제출해야 할 사항은 다음과 같다.
재료검사 증명서(Stem 등에 대한 경도규정을 포함한다.)외관검사 성적서(도장의 경우 피막두께를 포함한다.)치수 측정검사 성적서조립, 구조검사 성적서용접부 검사 성적서(경화성 금부 및 경도측정이 필요한 용접부의 경도를 포함한다.)열처리검사 성적서(열처리 온도곡선을 포함한다.)용접검사 성적서(WPS, PQR, 용접사 기능 증명서를 포함한다.)
2 장 . 배관 자재
비파괴시험 성적서 (Film 의 제출이 지정되어 있는 경우는 Film 을 포함한다 .) 압력검사 성적서 ( 압력 , 유지시간 , 물의 경우는 수온을 명기할 것 .) 작동검사 성적서 보수 기록서 ( 특히 , 주조품에 보수를 행한 경우는 필히 보수 기록서를 제출할 필요가 있다 .)
Packing 1). Packing 의 종류와 특성
Stuffing Box 에 삽입 , 그랜드 (Gland) 조임에 의해 압축되어 누설을 제한하는 밀봉 장치를 Gland Packing 이라 한다 .Gland Packing 의 종류는 여러 가지로 (Ex. 형상 , 제법 , 재료 , 용도 등 ) 분류되어지나제조방법에 의한 분류는 아래와 같다 .
2). Packing 의 재료
섬유재료 : 각종 무기 혹은 유기섬유 시트재료 : 금속박 , 흑연시트 등
재료 윤활제 ( 감마제 ) 점결제 방식제
2 장 . 배관 자재
주재료
부 재료
가) 석면
석면은 아래와 같은 특징이 있어 Packing재료로 가장 널리 사용되고 있으나
발암 문제로 인해 현재 점차 감소 추세이다.
a)섬유의 경이 매우 가늘다.(0.018~0.03㎲ m)
b)내열성이 좋다.(안전 사용온도 : 600℃)
c)내약품성이 좋다.(특히 내알칼리성이 우수)
d)가격이 싸다.
나) 탄화섬유(Carbonized Filber)
탐화섬유는 탄소섬유와는 달리 유기섬유(아크릴사 등)를 저온으로
탄화시킨 섬유로 마찰계수가 적어 고속 회전기기용 Packing재료로 널리 쓰인다.
2 장 . 배관 자재
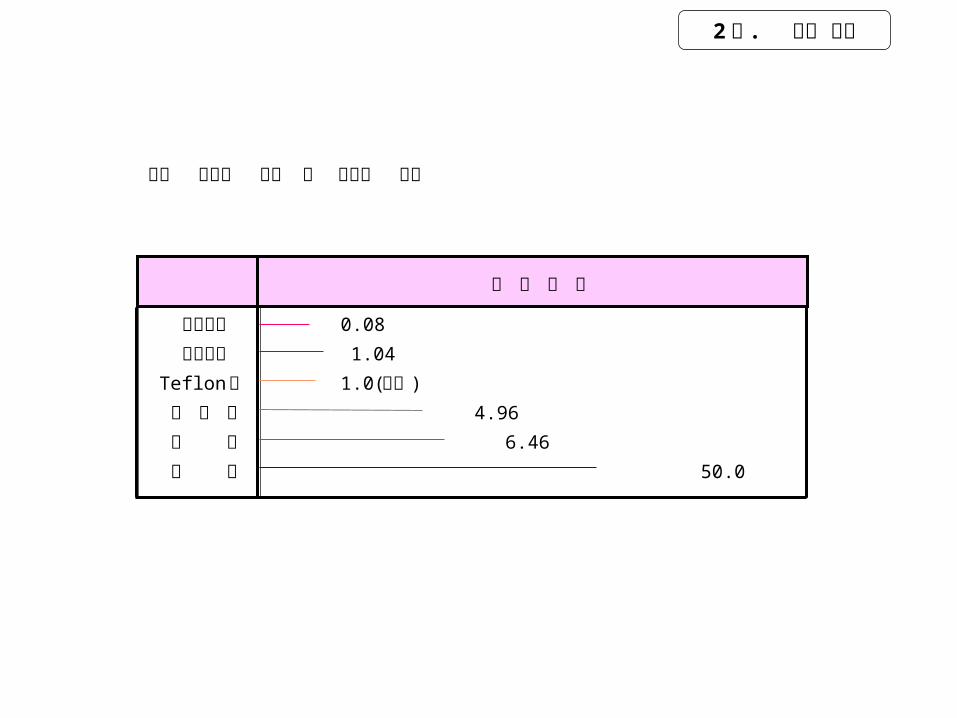
각종 섬유에 의한 축 마모량 비교
축 마 모 량
탄화섬유
탄소섬유
Teflon사
라 미 사
목 면석 면
0.08 1.04 1.0(기준)
4.96 6.46
50.0
2 장 . 배관 자재
다)탄소섬유(Carbon Fiber)
석면은 Packing의 재료로 가장 널리 사용되어 왔으나 근간 보건상의 이유로 비석면화(Non-Asbestos)가 세계적인 추세이다. 이런 차원에서 차기 Packing 재료로 개발된 것이 탄소섬유인데 탄소섬유는 화학섬유를 고온으로 처리해(2,500 ~ 3000℃)생성해낸 섬유로써 아래와 같은 특징이 있다.
a) 유기용제, 산, 알칼리에 대한 내식성이 크다.(PH:0-14)b) 내열성이 좋다.(환원성 분위기 : 3000℃까지 사용가능)c) 열팽창이 적고 열충격에 강하다.d) 축 마모가 발생되지 않으며 자기 윤활성이 있다.
라) Teflon섬유
불소수지(P.T.F.E)를 섬유형태로 만든 재료로써 어떤 종류의 강산, 강알칼리에 대하
여 우수한 내식성이 있으나 내열성은 250℃로 낮은 편이다.
마) 금속재료
납, 알미늄, 동 등 연질금속에서부터 모넬, 스텐레스 등 내식성 재료등이 있으며 주로고온,고 하중에 사용되어 진다.
2 장 . 배관 자재
바) 흑연시트
흑연을 바인다로 혼합, 판상(Sheet)으로 롤링해낸 제품으로 주로 성형 Packing제작용으로 널리 사용되며 아래와 같은 특징이 있다.
a) 내열성이 좋다.(환원성 분위기 : 3,650℃ 까지 사용가능 산화성 분위기 650℃)b) 내식성이 좋다.c) 내방 사선성이 좋다.(중성자 감마선 등 방사선에 대해 안정)d) 자기 윤활성이 있다.e) 유연성이 좋다.
사) 라미섬유
마섬유의 일종으로 해수에 대한 성능이 우수해 주로 선박용 Packing의 재료로널리 사용된다.
19).Packing의 선정요령
Packing의 선정은 사용기기(Valve나 Pump 등)의 종류, 사용조건(유체의 종류, 온도,압력) 및 안전성 등을 고려하여 신중히 선택하여야 한다. Packing의 선정요령 순서는
아래와 같으나 특별한 조건을 요구할 시는 Packing Maker와 상담하는 것이 좋다.
2 장 . 배관 자재
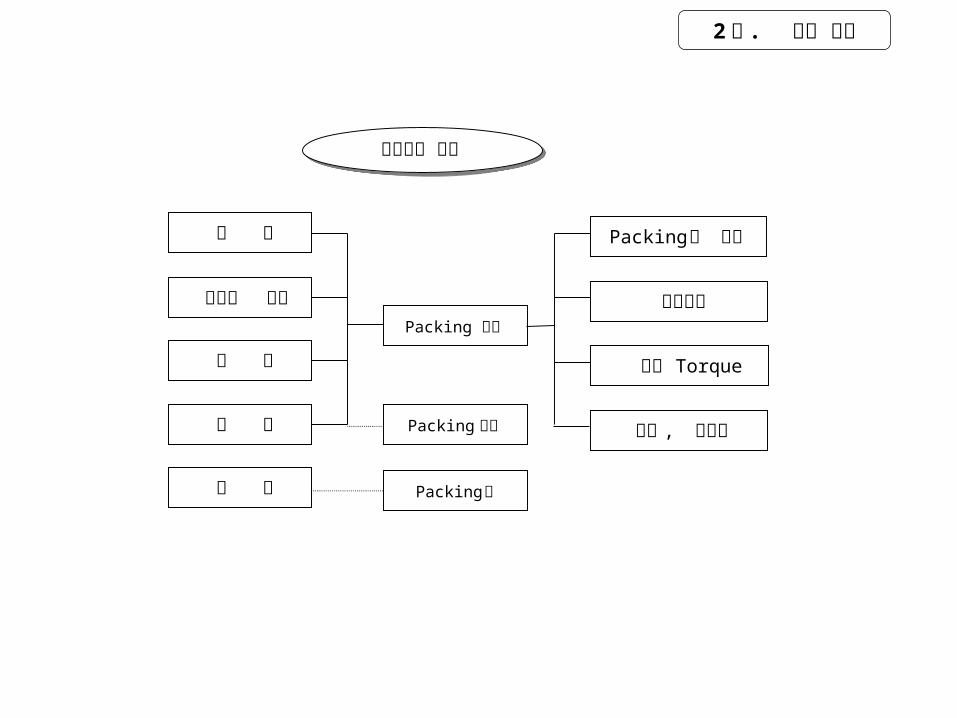
용 도
유체의 종류
온 도
압 력
축 경
Packing본수
Packing폭
Packing 품번
Packing의 배열
조임연압
작동 Torque
정비 , 보수성
선정요령 순서
2 장 . 배관 자재
* Packing의 제조방법
섬유사 → 함침 → 건조 →목관갇기 → 편조 → 함침 → 건조 → 방식처리 → 절단→ 포장
* 석면사에는 5가지가 있음.4A
3A 고온, 고압용
2A
1A
B저온, 저압용
2 장 . 배관 자재
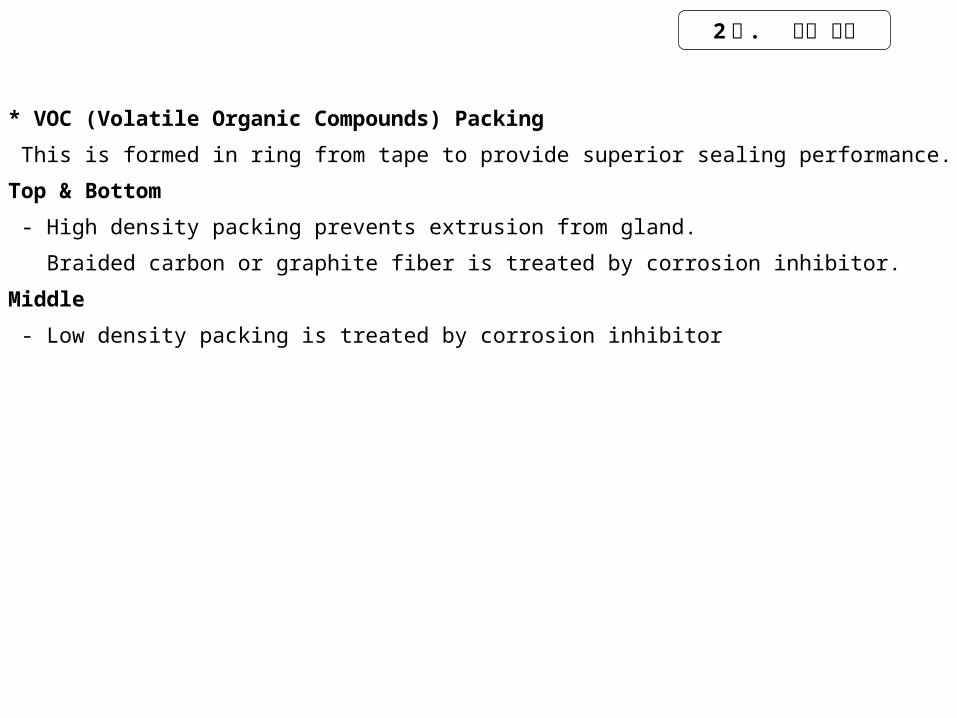
2 장 . 배관 자재
* VOC (Volatile Organic Compounds) Packing This is formed in ring from tape to provide superior sealing performance.Top & Bottom - High density packing prevents extrusion from gland. Braided carbon or graphite fiber is treated by corrosion inhibitor.Middle - Low density packing is treated by corrosion inhibitor





























