Embed Size (px)
Citation preview


© Copyright by Bibek Das 2017
All Rights Reserved

WELL INTEGRITY MAPPING USING
HYBRID MODEL BASED ON
PHYSICS OF FAILURE AND
DATA-DRIVEN METHODS
A Thesis
Presented to
The Faculty of the Department of Petroleum Engineering
University of Houston
in Partial Fulfillment
of the Requirements for the Degree
Master of Science
in Petroleum Engineering
by
Bibek Das
May 2017

WELL INTEGRITY MAPPING USING HYBRID MODEL BASED ON PHYSICS OF
FAILURE AND DATA-DRIVEN METHODS
_______________________
Bibek Das
Approved:
_______________________________________
Chair of the Committee
Dr. Christine Ehlig-Economides, Professor,
Hugh Roy and Lillie Cranz Cullen Distinguished
University Chair,
Department of Petroleum Engineering
Committee Members:
_______________________________________
Dr. Cumaraswamy Vipulanandan, Professor,
Department of Civil and Environmental
Engineering
_______________________________________
Dr. Robello Samuel,
Adjunct Professor,
Department of Petroleum Engineering
_______________________________ _____________________________
Dr. Suresh K. Khator, Associate Dean, Dr. Mohamed Y. Soliman,
Cullen College of Engineering William C. Miller Chair Professor,
Department Chair,
Department of Petroleum Engineering

v
Acknowledgement
First and foremost, I would like to express my sincere gratitude to my thesis advisor Dr.
Robello Samuel of the Petroleum Engineering department at the University of Houston
for his continuous mentorship and guidance. He allowed this thesis to be my own work
but whenever needed, he steered my work in the right direction. I would also like to
thank Dr. Christine Ehlig-Economides and Dr. Cumaraswamy Vipulanandan for their
participation, input and valuable comments on this thesis. Finally, I must express my
profound gratitude to my parents and family for the support they provided through my
entire life and in particular, I must acknowledge my wife and best friend, Manesha, for
her love and continuous encouragement for this thesis and my Masters in Petroleum
Engineering.

vi
WELL INTEGRITY MAPPING USING
HYBRID MODEL BASED ON
PHYSICS OF FAILURE AND
DATA-DRIVEN METHODS
An Abstract
of a
Thesis
Presented to
The Faculty of the Department of Petroleum Engineering
University of Houston
in Partial Fulfillment
of the Requirements for the Degree
Master of Science
in Petroleum Engineering
by
Bibek Das
May 2017

vii
Abstract
Presence of H2S in high pressure and high temperature wells with pressures greater than
15,000 psi or temperatures of 350 °F can lead to strength reduction of casing strings
and advance the time to failure. Casing strings also get damaged during drilling. The
objective of this study is to develop a hybrid model based on Physics of failure and data
driven algorithms that can estimate remaining useful life of production casing in high
pressure, high temperature, and sour well conditions. A unique degradation modeling
and prognostics framework and analysis are presented in this study. A simulation tool is
built for the analysis. The production casing grades P-110, Q-125 and V-150 undergo
reduction in strength due to wear during drilling, stress and hydrogen induced cracking
over a period of ten years. The failure probability of reduced strength of casing changes
with time. The remaining useful life is calculated for the depths of interest and time
along with 95% confidence intervals. The model can be expanded later to include
actual tests or monitored well data.

viii
Table of Contents
Acknowledgement .............................................................................................................. v
Abstract ............................................................................................................................. vii
Table of Contents ............................................................................................................. viii
List of Figures .................................................................................................................... xi
List of Tables ................................................................................................................... xiii
Abbreviations ................................................................................................................... xiv
1 Introduction ................................................................................................................. 1
1.1 Thesis Outline ...................................................................................................... 1
1.2 Problem Background ............................................................................................ 1
1.3 What is Well Integrity? ........................................................................................ 2
1.4 Well Barriers ........................................................................................................ 3
1.5 The Challenges and Present Status of the Problem .............................................. 7
1.5.1 Real Time Monitoring................................................................................... 7
1.5.2 Predictive Analytics ...................................................................................... 8
1.5.3 Failure Diagnostics and Prognostics ............................................................. 8
1.5.4 Data Driven Approach .................................................................................. 9
1.5.5 The Physics of Failure Approach ................................................................ 10
1.5.6 The Fusion Approach .................................................................................. 11
1.6 Well Integrity Ecosystem ................................................................................... 11
1.7 Objectives and Scope ......................................................................................... 13
2 Literature Review ...................................................................................................... 15
2.1 Regulatory Background...................................................................................... 15
2.2 Standards and Industry Recommended Practices............................................... 19
2.3 High Pressure High Temperature ....................................................................... 20
2.4 Corrosion ............................................................................................................ 22
2.5 Damage Growth Models and Prognostics .......................................................... 27
3 Methodology .............................................................................................................. 32
4 Failure Mode Effect Analysis and Feature Engineering ........................................... 37
4.1 Failure Mode and Effects Analysis .................................................................... 38

ix
4.2 Feature Extraction .............................................................................................. 42
4.2.1 Casing Wear ................................................................................................ 42
4.2.2 Failures under Sour Conditions .................................................................. 42
4.2.3 High Pressure High Temperature................................................................ 43
4.3 Defining the Case study ..................................................................................... 43
5 Production Casing Design, Well Conditions, and Interim Results............................ 44
5.1 The Well ............................................................................................................. 44
5.2 Production Casing Design .................................................................................. 46
5.2.1 Burst and Collapse Strength Requirement .................................................. 47
5.2.2 Burst Strength ............................................................................................. 49
5.2.3 Collapse Strength ........................................................................................ 50
5.2.4 Tension ........................................................................................................ 52
5.2.5 Biaxial Effect .............................................................................................. 53
5.2.6 Triaxial Stress or von Mises Equivalent Stress ........................................... 53
5.2.7 Sample burst calculation with tri-axal comparison ..................................... 55
5.2.8 Sample collapse calculation ........................................................................ 56
5.2.9 Production Casing Grades........................................................................... 57
5.3 Simulating Well Conditions ............................................................................... 57
6 Damage Growth Prognostics and Casing Wear ........................................................ 60
6.1 Damage Growth based on Internal Pressure effect ............................................ 60
6.2 Damage Growth based on Tri-axial stress effect ............................................... 62
6.3 Damage Growth based on H2S partial pressure ................................................. 62
6.4 Chi-squared test of Independence ...................................................................... 65
6.5 Casing Wear ....................................................................................................... 66
6.6 Monitored Crack ................................................................................................ 68
7 Assessment of Results ............................................................................................... 70
7.1 Sensitivity Cases ................................................................................................ 70
7.2 Casing Wear ....................................................................................................... 71
7.3 Crack Growth and Remaining Useful Life ........................................................ 75
7.4 Probability of Failure ......................................................................................... 80
7.5 Uncertainty Analysis on Simulated Input Data .................................................. 83

x
7.6 Uncertainty Analysis on Simulated Output Data ............................................... 85
8 Conclusion ................................................................................................................. 87
8.1 Unique Features and Application ....................................................................... 87
8.2 Limitations and Future Work ............................................................................. 89
8.3 Concluding Remarks .......................................................................................... 90
References ......................................................................................................................... 91
Appendix I - Burst and Collapse Strength Requirement for Production Casing with TVD
........................................................................................................................................... 96
Appendix II – Crack Growth and RUL Estimation Charts ............................................. 102
Appendix III – Software GUI Screenshots ..................................................................... 114

xi
List of Figures
Figure 1. Phases is a Well’s Life ........................................................................................ 2
Figure 2. Well Barrier concept – Swiss cheese model ........................................................ 3
Figure 3. Primary and Secondary Barriers .......................................................................... 5
Figure 4 Well diagram showing potential leak paths.......................................................... 6
Figure 5. Hierarchy of Prognostics Approaches ................................................................. 9
Figure 6. Conceptual Illustration of Data Driven Approach to estimate Remaining Useful
Life .................................................................................................................................... 10
Figure 7. Probability of failure = probability (load > capacity) ........................................ 11
Figure 8 Well Integrity Ecosystem ................................................................................... 12
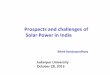
Figure 9. Subsea Drilling and Production Depths ............................................................ 15
Figure 10. Water depth and well depth by major play in GOM ....................................... 20
Figure 11 Effect of Hydrogen pressure on threshold stress intensity ............................... 24
Figure 12. Stages of cracking............................................................................................ 26
Figure 13. Prognostic Techniques ..................................................................................... 30
Figure 14 Overall Methodology........................................................................................ 33
Figure 15 Data Flow ......................................................................................................... 34
Figure 16 Casing Strength Updating Process ................................................................... 34
Figure 17 System Architecture ......................................................................................... 35
Figure 18 Software Architecture ....................................................................................... 36
Figure 19 FMEA-DS and Feature Engineering Method ................................................... 37
Figure 20 Well Path (Azimuthal variation not considered) .............................................. 44
Figure 21 Software Output - Pore pressure, Fracture pressure and Drilling mud weight
with TVD .......................................................................................................................... 46
Figure 22 Software Output - Production Casing Burst and Collapse Strength required
with TVD .......................................................................................................................... 48
Figure 23 Collapse regimes based on do/t ratio ................................................................ 51
Figure 24 Yielding and Fracture under Combined Stresses ............................................. 54
Figure 25 Software Output – Scatter plot of a sample of simulated H2S partial pressure
data .................................................................................................................................... 58
Figure 26 Software Output – Probability Density Plot of simulated H2S partial pressure
data .................................................................................................................................... 59
Figure 27 Effect of Hydrogen pressure on crack growth rate ........................................... 63
Figure 28 Training, Testing and Updating Data ............................................................... 64

xii
Figure 29 Casing Wear ..................................................................................................... 66
Figure 30 Software Output – Monitored crack ................................................................. 69
Figure 31 Software Output – Burst strength reduction post wear .................................... 71
Figure 32 Software Output – Collapse strength reduction post wear ............................... 72
Figure 33 Software Output – Table on Casing wear results ............................................. 73
Figure 34 Software Output – Table on Casing strength reduction post wear ................... 74
Figure 35 Software Output – Crack growth rate in mm/year ........................................... 75
Figure 36 Software Output – Crack growth in mm .......................................................... 76
Figure 37 Software Output - Summary results of Support Vector Regression ................. 77
Figure 38 Software Output - Summary results of Relevance Vector Regression ............. 78
Figure 39 Software Output – Probability Density Plot of crack level for simulated data vs
monitored data .................................................................................................................. 79
Figure 40 Software Output – Bayesian Updating ............................................................. 79
Figure 41 Weibull PDF, crack inside casing, no wear considered ................................... 81
Figure 42 Weibull PDF, crack inside casing, wear considered ........................................ 82
Figure 43 Weibull PDF, crack outside casing .................................................................. 82
Figure 44 Bivariate analysis with 95% quartile range – pH and H2S partial pressure ..... 83
Figure 45 Pairs plot ........................................................................................................... 84
Figure 46 Probability density plots for well conditions simulated at TVD = 14,000 ft ... 85
Figure 47 Application of effective inspection and monitoring plan based on prognostics
........................................................................................................................................... 87

xiii
List of Tables
Table 1. Primary and Secondary Barrier Examples for Different Well Phases .................. 5
Table 2 Modified Failure Mode and Effects Analysis – Deterrence and Stimulant
(FMEA-DS) ...................................................................................................................... 38
Table 3 Hydrogen Induced Cracking Factors ................................................................... 43
Table 4 Dog-leg Severity Sensitivity Cases...................................................................... 45
Table 5 Production Casing Stress Design Conditions ...................................................... 47
Table 6 Casing Grades ...................................................................................................... 57
Table 7 Parameters for internal pressure driven crack growth prognostics ...................... 61
Table 8 Reduced Material Yield Strength due to H2 accumulation .................................. 61
Table 9 Pearson’s Chi-squared test p-value ...................................................................... 66
Table 10 Sensitivity Cases ................................................................................................ 70
Table 11 d/t ratio for yield collapse .................................................................................. 75
Table 12 MTTF values...................................................................................................... 81
Table 13 Uncertainty parameters for well conditions at TVD = 14,000 ft ....................... 83
Table 14 F-test Results...................................................................................................... 86
Table 15 t-test Results ....................................................................................................... 86

xiv
Abbreviations
API American Petroleum Institute
ASP Active Server Pages
BHA Bottom Hole Assembly
BHP Bottom Hole Pressure
BHT Bottom Hole Temperature
BOEMRE Bureau of Ocean Energy Management, Regulation and Enforcement
(now BSEE)
BOP Blowout Preventer
BRA Build Rate Angle
BSEE Bureau of Safety and Environmental Enforcement
BSON Binary JSON (data interchange format as related to MongoDB)
BW Bergesen Worldwide
CDF Cumulative Density Function
CFR Code of Federal Regulations
DLS Dog-leg Severity
DOI Department of Interior
ECD Equivalent Circulating Density
EIA Energy Information Administration
FMEA Failure Modes and Effects Analysis
FMEA-DS Failure Modes and Effects Analysis – Deterrence and Stimulants
FPSO Floating Production Storage and Offloading
GOM Gulf of Mexico

xv
GUI Graphical User Interface
HIC Hydrogen Induced Cracking
HPHT High Pressure High Temperature
HTML HyperText Markup Language
ISO International Organization for Standardization
JSON JavaScript Object Notation
KOP Kick-off Point
ksi kilopound per square inch
MAASP Maximum Allowable Annulus Surface Pressure
MIT Maintenance, Inspections and Tests
MMS Mineral Management Service (now BSEE)
MTTF Mean Time To Failure
MVC Model View Controller
MW Mud Weight
NACE National Association of Corrosion Engineers
NASA National Aeronautics and Space Administration
NORSOK Norsk Sokkels Konkuranseposisjon (standards developed by the
Norwegian Technology Centre)
NoSQL not only Structured Query Language (nonrelational database)
NPT Non-Productive Time
OCS Outer Continental Shelf
OIG Office of Inspector General (as related to DOI)
PDF Probability Density Function

xvi
ppm parts per million
psia pounds per square inch absolute
ROP Rate of Penetration
RP Recommended Practice (as related to API)
rpm revolutions per minute
RTM Real Time Monitoring
RUL Remaining Useful Life
RVM Relevance Vector Machine
RVR Relevance Vector Regression
SCC Stress corrosion cracking
SF Safety Factor
SSC Sulphide Stress Corrosion
SSCC Sulphide Stress Corrosion Cracking
SVM Support Vector Machine
SVR Support Vector Regression
TN Technical Note (as related to NASA)
TR Technical Report (as related to API)
TS Technical Standard (as related to ISO)
TVD Total Vertical Depth
VME von Mises Equivalent stress
VMI von Mises Equivalent stress at inside radius of casing
VMO von Mises Equivalent stress at outside radius of casing

1
1 Introduction
1.1 Thesis Outline
This thesis report is organized as follows. In Chapter 1 a basic background of the
problem is discussed. Basics on well integrity, well barriers and the challenges to find a
solution are also presented along with the thesis objectives and scope. Chapter 2
discusses the available literature on the multiple subjects dealt within the thesis work.
Chapter 3 discusses the overall methodology developed, the system architecture and the
software architecture built. Chapter 4 discusses the causes of casing degradation and
presents the feature extraction approach. Chapter 5 presents the production casing design
and considerations for simulation of well conditions. Chapter 6 discusses the
development of degradation modeling framework. The empirical Bayes approach for
updating the degradation distribution of a partially degraded component is also discussed.
Chapter 7 presents the results. The results are further discussed in Chapter 8 along with
conclusion to this report.
1.2 Problem Background
Maintaining well integrity and preventing loss of containment throughout a well’s
life should be achieved through effective and efficient operation of both physical and
operational barriers. However, effective diagnostics of physical well barriers based on
multi-sensory data is a critical problem. To have accurate prognostics relying only on
past data, either actual field data or physics of failure based models is also a challenging
task. Although historical data and real-time data both provide valuable information, their
benefits have not yet been fully utilized for real-time well integrity mapping. Such issues

2
will constitute the problems to be addressed in this thesis and have led to proposing the
development of a novel approach beyond conventional methods of data-driven
prognostics.
1.3 What is Well Integrity?
NORSOK D-010 Standard on Well integrity in drilling and well operations define
well integrity as the application of technical, operational and organizational solutions to
reduce the risk of uncontrolled release of formation fluids throughout the entire life cycle
of the well. Figure 1 shows the phases during a well’s life. The focus on well integrity is
by defining the minimum functional and performance oriented requirements for well
design, planning and execution of well operations. ISO TS 16530-2 defines well integrity
as the containment and the prevention of the escape of fluids to subterranean formations
or surface. Another Standard focusing on Well Integrity concepts is the API RP 65-2 on
Isolating Potential Flow Zones, that focusses on the prevention of flow through or past
barriers that are installed during well construction, thus maintaining well integrity.
Figure 1. Phases is a Well’s Life
It is very important to understand the difference between Well Integrity and Well
Control. Well control is the technique used during drilling, completions and workover to

3
maintain the fluid column hydrostatic pressure and formation pressure to prevent influx
of formation fluids into the wellbore, as well as measures applied to prevent uncontrolled
release of wellbore effluents to the external environment. The focus of well integrity is in
establishing and maintaining the integrity of well barriers throughout the life of the well.
1.4 Well Barriers
The primary purpose of a well barrier is to prevent the loss of containment to the
exterior of the wellbore in an uncontrolled manner. This is achieved by establishing and
maintaining one or more well barriers. The Swiss-cheese model of well barrier concept is
shown in Figure 2.
Figure 2. Well Barrier concept – Swiss cheese model

4
ISO TS 16530-2 (ISO, 2013) gives the following examples of a well barrier philosophy:
(i) If a well is capable of sustained flow to the surface or to an external
environment due to reservoir pressure (natural or maintained), at least two
independently tested well barrier envelopes should be maintained.
(ii) If a well is not capable of natural flow to the surface, one mechanical well
barrier envelope may be maintained. This is based on the principle that the
hydrostatic column of the wellbore fluids provides the primary barrier
envelope itself. In these cases, a risk analysis should be performed to confirm
that one mechanical barrier envelope is adequate to maintain containment,
including subsurface flow.
Well reliability is affected by effective and efficient operation of both mechanical and
operational barriers. The mechanical barriers can be primary barriers, such as hydrostatic
head and secondary well barriers such as seals, casing, and Blowout Preventer (BOP).
The operational barriers are practices that result in activation of a physical barrier.
Though physical barriers can dominate, the total system reliability of a design is
dependent on the existence of both types of barriers. Primary Barrier: the first barrier that
prevents flow from a source (Figure 3). Secondary Barrier: the second level of protection
that prevents flow from a source, if the primary barrier fails (Figure 3).
Well barrier envelope: a combination of one or more Well Barrier Elements that
together constitute a method of containment of fluids within a well that prevents
uncontrolled flow of fluids into another formation, or, to escape at surface. Well barrier
element: a component part of a well designed to prevent fluids from flowing
unintentionally from a formation, into another formation or to escape at surface.

5
Figure 3. Primary and Secondary Barriers
Table 1. Primary and Secondary Barrier Examples for Different Well Phases
Well Phase Primary Barrier Secondary Barrier
Drilling Fluid column Casing cement
Casing
Wellhead
Blowout preventer
Production Production packer
Completion string
Surface controlled subsurface
safety valve
Casing cement
Casing
Wellhead
Tubing hanger
Production tree
Abandonment Cement plug across and above
perforations
Liner cement
Casing cement
Cement plug inside and
outside tubing

6
Figure 4 from ISO TS 16530-2 (ISO, 2013) and shows potential leak paths for well
fluids.
Figure 4 Well diagram showing potential leak paths

7
1.5 The Challenges and Present Status of the Problem
According to Decomworld (Davies, Well Integrity Industry Analysis, 2014), it is
estimated that 760,000 wells around the world have integrity issues (permanently or
temporarily shut-in) with 30% of wells that have experienced some level of leakage at
some point and roughly $ 1.09 billion is lost every day as a result of well integrity issues.
1.5.1 Real Time Monitoring
Real Time Monitoring (RTM) plays an important role in identifying leading and
lagging indicators of barrier failure. In recent years, in the post Macondo era, the Bureau
of Safety and Environmental Enforcement (BSEE) has come out with proposals and
regulations that requires monitoring of Deep Water (DW) and High Pressure/High
Temperature (HPHT) wells in real-time. As new wells are being drilled in deep water and
HPHT environment, much of this drilling is supported from the Onshore Drilling Centers
located onshore miles away from the offshore field. High bandwidth fiber optic cables are
now allowing high levels of communication and real time data.
RTM of certain data for well operations that use either a subsea BOP or a BOP on
a floating facility, or are conducted in an HPHT environment will anticipate and identify
issues in a timely manner and utilize resources to assist in addressing critical issues.
These data can be from the BOP control system, Well’s fluid handling systems on the rig
and Well’s downhole conditions with the Bottom Hole Assembly (BHA) tools.

8
1.5.2 Predictive Analytics
Predictive Analytics is a natural step to follow RTM. However, the challenge that
stills lies ahead is whether to apply Data-driven prognosis, Model-based prognosis or a
fusion approach; and which Machine Learning Algorithm is best suited to address a
specific well barrier reliability issue.
Well integrity assurance demands not only the application of new technologies
but also stricter safety procedures and dependable equipment and systems from bottom-
hole to the drilling rig. Industry Standards like NORSOK D-10 and API 65, and
recommended practices like API RP 96 have defined well integrity and given a high level
overview on its significance. However, the questions that still lie in front of us are how to
implement well barrier engineering in the performance metrics to make real time
decisions, and how to integrate various aspects of the formation, well condition, and
different operations to ensure well integrity.
1.5.3 Failure Diagnostics and Prognostics
Diagnosis is the process of identifying the nature and cause of well integrity
problems as early and accurately as possible. Prognosis is the process of predicting the
nature and cause of failure to estimate the remaining useful life of a well barrier. With the
sensor data unavailability, limited knowledge of degradation and analytics, failure
diagnostics and prognostics are still a subject of research to estimate the remaining useful
life of components impacting well integrity.
There are four main prognosis approaches to estimate a Well Barrier’s Remaining
Useful Life (RUL), which can be used as a measure for system reliability at any given

9
time in the future life of well. These are (1) experience-based prognosis, (2) data-driven
prognosis, (3) model-based prognosis and (4) fusion approach.
The experience-based approach considers historical time to failure data which are
used to model the failure distribution. They estimate the life of a component under
nominal usage conditions by applying methods like Weibull analysis. The data-driven
approach uses data provided by the sensors to predict future faults and degradation. The
model-based approach depends on the availability of a mathematical model of system
failure which is used to estimate the future evolution of degradation.
Figure 5. Hierarchy of Prognostics Approaches
1.5.4 Data Driven Approach
Data driven approaches can be used to trend failure rates against time; and can
also help to determine inspection frequencies for certain classes of equipment and can
influence future replacement equipment selection. The drawback of using standalone data
driven stochastic models is the absence of engineering element of barrier, for example

10
casing, the formation, and well conditions itself. Also confidence on data, availability of
sufficient data and application limitation of the data driven method employed are some
issues that increase the uncertainty. Thus, the industry is skeptical on its usefulness in
general.
Figure 6. Conceptual Illustration of Data Driven Approach to estimate Remaining
Useful Life
1.5.5 The Physics of Failure Approach
The Physics of failure approach to reliability analysis uses knowledge of
degradation processes and the load profile applied to equipment, material properties and
environmental conditions at which the equipment is being operated, to identify potential
failure mechanisms that individually or in combination may lead to the barrier failure and
loss of well integrity (Figure 7). Thus the models estimate life expended and expected for
the barrier.

11
Figure 7. Probability of failure = probability (load > capacity)
1.5.6 The Fusion Approach
The Fusion approach uses knowledge about the physical process to make the
prediction as well as information from observed data to make adjustment to the
prediction. The industry has yet to utilize the advantage of a fusion approach. The
limitation to successful application includes the need for both robust data and model.
1.6 Well Integrity Ecosystem
Well Integrity Management is a multi-disciplinary and multi-system approach as
shown in Figure 8 (Samuel R., 2014).
Cement Sheath
Damage to the cement sheath which serves as the primary barrier during
production operations and secondary barrier during drilling operations, can result in flow
of hydrocarbons resulting in surface casing vent flow. It is difficult to confirm the exact
location and the extent of the damage. Remediation measures can be very expensive.

12
Figure 8 Well Integrity Ecosystem
Casing Integrity
Casing strings get damaged during drilling operations as well as get deteriorated
with time. Adverse well conditions like presence of H2S can be highly corrosive to casing
strings and advance its time to failure. Damage to casing can be very expensive and lead
to high Non-Productive Time (NPT).
Wellbore Integrity
The stability of wellbore itself can get damaged due to various factors. One of the
primary concerns of well integrity team is to identify the optimum mud weight window
and casing points to carry out drilling operations. This is a challenging task as more wells
undergo managed pressure drilling.

13
Structural Integrity
The structural integrity of the drilling and well systems over the life of the
operations plays a significant role in ensuring well integrity and reduction in NPT. The
structure should be designed against accidental loads and fatigue loads.
Annular Integrity
The differential pressure across the casings (which bound the annulus) due to the
weight of the mud on either side can give rise to well integrity issues. The Maximum
Allowable Annulus Surface Pressure (MAASP) should be monitored and controlled.
Data Integrity
As discussed in RTM section of this chapter, data on well operations is critical to
not only the monitoring program but also in anticipating and identifying issues in a timely
manner. The accessibility and accuracy of data also plays an important role in reducing
the uncertainties of predictive analysis.
1.7 Objectives and Scope
To carefully address the identified research problems, the study objectives can be
summarized as:
1. To identify the causes of physical degradation process, the stimulants to the
degradation and the variables that can be monitored;
2. To utilize failure information, both Physics of Failure and sensor data information to
develop a degradation model; and

14
3. To combine both Physics of Failure and sensor data to predict crack growth and
predict health of well barriers.
The thesis deals with building the mathematical modules on data driven and Physics
of failure approaches, as well as developing a web-based tool. The scope of this research
study is limited to a production casing as described in Chapter 5.

15
2 Literature Review
2.1 Regulatory Background
The offshore oil and gas industry has been drilling production wells in deeper
water. With such deep water production wells and subsea production systems come the
challenges of High Pressure and High Temperature (HPHT) environment (Pressures
greater than 15,000 psia [15 ksi, 103.43 MPa] and/or temperature greater than 350 °F
(177 °C). Figure 1 (Wood Group Mustang, 2015) shows the subsea drilling and
production depths the industry has reached as of March 2015. The deepest well was
drilled to 10,385ft (3,165m) off India. The deepest subsea tree is in Tobago field, US
GOM, at 9,627ft (2,934m). The world’s deepest floating facility is the BW Pioneer FPSO
in 8,200 ft (2,500m) at Cascade/Chinook, US GOM.
Figure 9. Subsea Drilling and Production Depths
In Gulf Mexico (GOM) the regulatory regime and the industry as a whole has
been adapting to this paradigm shift. This is both as a result of the Macondo accident in

16
2010 and the challenges of designing and operating subsea production systems in
deepwater and HPHT well environment. Some of the significant regulatory changes and
introduction of new technical specifications that the industry witnessed in the last couple
of years are discussed below.
The Bureau of Safety and Environmental Enforcement (BSEE) amended and
updated the regulations regarding oil and natural gas production safety on the Outer
Continental Shelf (OCS) by addressing issues such as safety and pollution prevention
equipment design and maintenance, production safety systems, subsurface safety devices,
and safety device testing. It calls for regulatory oversight of critical equipment involving
production safety systems. New regulations to enhance safety and environmental
protection have been consolidated. These regulations pertain to offshore oil and gas
drilling, completions, workovers and decommissioning on blowout preventer (BOP) and
well-control requirements, including incorporation of industry standards and revision of
existing regulations, and adopting reforms in the areas of well design, well control,
casing, cementing, real-time well monitoring, and subsea containment. Subpart G of 30
CFR Part 250 on Well Operations and Equipment was updated in 2016. Significant
changes to either specification requirement or performance based assessment were
included for safe drilling margin requirement, accumulator systems, BOP inspection and
test approach, and real-time monitoring. Subpart H of 30 CFR Part 250 on Production
Safety Systems underwent an overhaul in 2016. Significant changes to requirements on
analysis of critical equipment throughout its life, design verification and test requirements
were included.

17
Real time monitoring (RTM) plays an important role in identifying leading and
lagging indicators of barrier failure. In recent years, in the post Macondo era, the Bureau
of Safety and Environmental Enforcement (BSEE) has come out with proposals and
regulations that requires monitoring of deep water and High Pressure/High Temperature
(HPHT) wells in real-time. As new wells are being drilled in deep water and HPHT
environment, much of this drilling is supported from the Onshore Drilling Centers
located onshore miles away from the offshore field. High bandwidth fiber optic cables are
now allowing high levels of communication and real time data.
API 17TR8 provides design guidelines for oil and gas subsea equipment utilized
in HPHT environments (Pressures greater than 15,000 psia [15 ksi, 103.43 MPa] and/or
temperature greater than 350 °F (177 °C). It provides design guidelines for pressure-
containing components, seals and fastener components that come in contact with or are
immediately adjacent to wellbore fluids operating at HPHT conditions.
The Deepwater Horizon disaster in April 2010 resulted in many investigations and audits
of MMS’s Offshore Safety Program with recommendations for potential areas of
improvement. One such report was the DOI OIG report (No. CR-EV-MMS-0015-2010,
that recommended “Analyze the benefits of obtaining electronic access to real-time data
transmitted from offshore platforms/drilling rigs, such as operators’ surveillance cameras
and BOP monitoring systems, and/or other automated control and monitoring systems to
provide BOEMRE with additional oversight tools.”
BSEE’s RTM initiative led to the workshop report on Application of Real-Time
Monitoring of Offshore Oil and Gas Operations in 2015. One of the findings of the report
was that “During drilling operations, remote monitoring centers can focus on abnormal

18
trends or well events, providing an additional “set of eyes” for the rig, offering advice,
support, and improved access to onshore technical experts; this allows rig personnel to
concentrate on drilling operations. If rig personnel encounter operational issues that
require assistance, RTM makes it possible to collaborate with specialists onshore, without
the need to fly them out to the rig. Remote centers can also check the incoming
information stream for valid and reliable data, which allows the development of a
knowledge base and additional post-processing data analysis.” (Transportation Research
Board 2015 Executive Committee, 2015).
The 30 CFR Part 250 will require gathering and monitoring real-time well data
using an independent, automatic, and continuous monitoring system capable of recording,
storing, and transmitting data regarding the following:
(i) The BOP control system;
(ii) The well's fluid handling system on the rig; and
(iii) The well's downhole conditions with the bottom hole assembly tools (if any tools are
installed).
The operator will be required to develop and implement a real-time monitoring
plan, which along with all real-time monitoring data, must be made available to BSEE
upon request. This plan must also include actions to be taken if any real-time monitoring
capabilities or communications between rig and onshore personnel are lost, and a
protocol for response to any significant and/or prolonged interruption of monitoring or
onshore-offshore communications, including the operator’s protocol for notifying BSEE
of any significant and/or prolonged interruptions.

19
2.2 Standards and Industry Recommended Practices
Establishment of well integrity begins from the well design and planning phase.
The integrity should be maintained throughout the well’s life. Industry Standards,
Technical Specifications and Recommended Practices chalk out the requirements to
establish the integrity. This is achieved by designing the well barriers to withstand loads
and anticipated degradation of barrier elements to which they are exposed to during the
well’s entire life. The Standards and Recommended Practices also prescribe methods and
performance monitoring requirements to maintain the integrity throughout the well’s life.
The Technical Specification ISO TS 16530-2 (ISO, 2013) provides requirements
and methods to manage well integrity during the well operational phase. The operational
phase is considered to extend from handover of the well after construction, to handover
prior to abandonment. It is important to note that the technical specification does not
cover impact on the barriers and well integrity due to well intervention and workover
activities.
The NORSOK D-10 Standard (NORSOK, 2004) developed by the Norwegian
petroleum industry focuses on well integrity in drilling, completions, operations,
intervention and abandonment phases. American Petroleum Institute (API), International
Organization of Standardization (ISO) have published many related specifications and
recommended practices.
Although not directly related to well integrity, API RP 579 is a recommended
practice for fitness for service assessment techniques. As predicting the Remaining
Useful Life (RUL) is an important topic of this thesis, it is worth noting that currently

20
RUL analysis is widely carried out using the API RP 579 technique in the oil and gas
industry in general.
2.3 High Pressure High Temperature
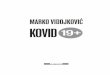
The last couple of decades witnessed major HPHT plays in GOM. As shown in
Figure 2 (US EIA, 2016) the Lower Tertiary and the Jurassic fields have experienced the
most technical challenges due to the combination of water depth, well depth, high
temperature, high pressure, and geological features of the subsalt. These projects are
located in the deepest water depth, which results in the highest well costs of the GOM at
about $230MM (US EIA, 2016).
Figure 10. Water depth and well depth by major play in GOM
Producing oil and gas from deepwater reservoirs with pressures greater than
15,000 psi and temperatures of 350°F at the mudline subjects the equipment to major

21
loads. The major loads in HPHT conditions can be attributed to: (i) heat transfer between
hot fluid and equipment leading to lateral expansion/contraction loads in response to the
temperature changes of the fluid; (ii) high collapse pressure due to high formation
pressure; (iii) higher corrosion damage rates under sour conditions, and (iv) tensile loads
due to the buoyed weight.
Different corrosion mechanics in HPHT conditions may include Hydrogen
sulphide Corrosion, Hydrogen Induced Cracking (HIC), Stress corrosion cracking (SCC),
Sulphide Stress Corrosion Cracking etc. Presence of H2S in the fluid downhole will result
in Hydrogen Induced Stress Corrosion Cracking/Sulphide Stress Corrosion Cracking. In
high-tensile steel casings, for example, the rate of crack propagation is high. The crack
propagation rate is also influenced by partial pressure of hydrogen, high temperatures and
lower pH values. In low pH environment, the atomic hydrogen is reduced to H2 molecule
faster.
HPHT operating conditions present us with unique challenges on selection of
material for the equipment. High pressure, temperature, sour environment presents us
with a unique combination of fatigue stress, corrosion, and other failure mechanisms that
calls for material verification and validation. The hazards analysis and Failure Modes and
Effects Analysis (FMEA) should identify these failure mechanisms. The goal is to
increase the capacity as compared to the load presented by HPHT conditions (Figure 3) to
reduce the probability of failure.

22
2.4 Corrosion
Corrosion occurs when there is a reaction between the metal and the formation fluid.
It has significant effect on the casing integrity by reduction in casing strength. The
different types of corrosion can be broadly categorized as below.
a) Galvanic Corrosion
Galvanic corrosion is an electrochemical action of two dissimilar metals in contact
with each other in the presence of an electrolyte.
b) Differential-aeration Corrosion
The principle is like galvanic corrosion, but occurs in different areas of same metal
exposed to the electrolyte with different oxygen concentrations.
c) Pitting/localized Corrosion
A localized corrosion occurs if there are microscopic defects on the metal surface.
These are known as pits.
d) Microbial Corrosion
Presence of sulphate reducing bacteria generates hydrogen sulphide, thus giving rise
to hydrogen sulphide corrosion.
e) Hydrogen sulphide Corrosion
Cathodic discharge of hydrogen and subsequent formation of hydrogen gas that
penetrates the metal causes Hydrogen sulphide corrosion.
f) Hydrogen Induced Cracking
This is the next step of hydrogen sulphide corrosion. Hydrogen induced cracking
(HIC) is caused by collection of hydrogen at inclusions or impurities in the metal.
This diffusion process of hydrogen into the metal causes the metal to become brittle

23
and subsequently fracture. However, HIC can be due to either Internal Hydrogen
Assisted Cracking or Hydrogen Environment Assisted Cracking, the latter being the
subject of this thesis.
A study undertaken by University of Science and Technology, Beijing on
hydrogen accumulation (Yu, et al., 1997) calculated the concentration of hydrogen in
steel using permeation current density. The study compared relative resistance of steel
with different applied stresses, crack lengths, temperature and hydrogen
concentration. The hydrogen accumulation that develops in a lattice caused by tensile
stress induced diffusion is given by the equation
𝐶𝜎 = 𝐶𝑜𝑒(𝜎ℎ𝑉𝐻𝑅𝑇
), Equation 1
where,
Co = concentration of hydrogen in absence of stress
VH = partial molar volume of hydrogen,
σh = stress,
T = temperature,
R = gas constant.
Partial Pressure of H2S [psi] = ppm H2S in Gas x (BHP [psi]/1,000,000), Equation 2
where,
BHP = Bottom-hole pressure.
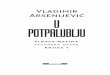
The threshold stress intensity for HIC for C90 grade steel casing was suggested by Yu,
et al. (Yu, et al., 1997) as 590 MPa (85,572 psi) which is approximately 95% of the C-90

24
casing yield strength. The reduction of yield strength for steel was also presented by Pao,
et al. (Pao, Bayles, & Yoder, 1991) and discussed by Gangloff (Gangloff, 2003) as being
in the range between 90% to 95% of rated yield strength. Gangloff (Gangloff, 2003)
presented the effect of Hydrogen pressure on crack growth rate of high tensile steel, as
shown in Figure 11.
Figure 11 Effect of Hydrogen pressure on threshold stress intensity
g) Fretting Corrosion/Casing Wear
Fretting corrosion occurs because of repeated wearing or vibration. An example is
that of casing wear caused by rotating drillistring.
h) Combined effects
i. Flow assisted corrosion, also known as erosion-corrosion, is a combination of
high fluid velocity and corrosive well condition.
ii. High-temperature effects
Casing corrosion accelerates due to high temperature oxidization, sulfidation
and carbonization.

25
iii. Stress Corrosion Cracking
Stress corrosion cracking (SCC) is caused by the simultaneous effects of
tensile stress and corrosive well condition. Stresses may be due to applied
loads, residual stresses from the manufacturing process, or a combination of
both.
iv. Sulphide Stress Corrosion Cracking
Sulphide stress corrosion cracking (SSCC) occurs in the presence of H2S, and
is a combination of SCC and Hydrogen sulphide corrosion, as hydrogen
uptake in stress concentration areas embrittles the metal surface.
It is to be noted that oxygen which is important for corrosion, is not present in normal
circumstances in the formation fluid. Oxygen gets introduced during drilling, injection
and workover operations.
Dissociation of dissolved H2S is given by the equation
𝐻2𝑆𝐾𝐻2𝑆→ 𝐻+ +𝐻𝑆− , Equation 3
where,
𝐾𝐻2𝑆 =[𝐻+][𝐻𝑆−]
[𝐻2𝑆] .
Dissociation of HS- ion is given by the equation
𝐻𝑆−𝐾𝐻𝑆−→ 𝐻+ +𝑆2− , Equation 4
where,
𝐾𝐻𝑆− =[𝐻+][𝑆2−]
[𝐻𝑆−] .

26
In sour well environment H2S increases the corrosion rate by providing an
extra cathodic reaction given by the equation
𝐻2𝑆 + 𝑒− →𝐻 +𝐻𝑆− . Equation 5
Hydrogen induced failure of casing (brittle failure) can occur when a high-grade
casing material (high hardness number) is exposed to hydrogen sulphide and subjected to
high tensile stress. Review of experimental and theoretical study like NASA TN D-6691
(Nelson, 1972) suggests that the phenomena occur in three stages: (i) crack initiation, (ii)
stable slow crack growth, and (iii) unstable rapid crack growth; as shown in Figure 12.
Figure 12. Stages of cracking

27
2.5 Damage Growth Models and Prognostics
Degradation models are used to estimate Remaining Useful Life (RUL) of the
component/equipment under study. In 1961 Paris suggested the equation by observing
crack growth rates in various alloys charting straight lines on log-log scale
CKmdN
dalog)log(log
, Equation 6
where,
a = crack length,
N = number of load cycles,
da/dN = crack growth rate,
C and m = material constants,
ΔK = range of stress intensity factor.
Paris' law can be used to quantify the RUL in terms of load cycles for a
component for a particular crack size.
The stress intensity factor K is defined as
aYK , Equation 7
where,
σ = uniform tensile stress perpendicular to the crack plane,

28
Y is a dimensionless parameter that depends on geometry.
Substituting ΔK from Equation 3 in Equation 5 and removing logs, we get
maYCdN
da . Equation 8
For relatively short cracks, Y is assumed independent of crack length a.
If Nf is the remaining number of cycles for the fracture, then
c
i
f a
a
m
N
aYC
dadN
0
. Equation 9
Integrating and solving we get
m
m
i
m
c
f
aYCm
aa
N
2
2 2
2
2
2
. Equation 10
The drawback of Paris law is that it gives a very conservative estimate of RUL.
Later developments in estimating RUL was done using data-driven models as well as by
employing stochastic process by deriving from physics of failure concepts. However, a
basic assumption remains in later works, i.e., the degradation takes a log-linear form.
Miner proposed that a damage contribution from each cycle of load is
independent of future cycles of load, and the cumulative damage, also known as Miner’s
rule (El-Tawil & Jaoude, 2013) is given as
𝐷 = ∑ 𝑑𝑡𝑚𝑡=1 = ∑
𝑛𝑡
𝑁𝑡
𝑚𝑡=1 , Equation 11

29
where, N = cycles to failure.
El-Tawil and Jaoude (El-Tawil & Jaoude, 2013) proposed a stochastic and non-
linear based parametric prognostic model. The stochastic non-linear prognostic model
was given as
�̅�(𝑁) = 1 − [(1 − �̅�0)𝛼+1 −
𝑁−𝑁0
𝑁𝑐(1 −
𝜎0
Δ�̅�𝑗 2⁄)𝑚
(𝛼 + 1)]
1
(𝛼+1)
. Equation 12
The growth in terms of crack width was given by
�̅�0 =�̅�0
𝑎𝑐−�̅�0 . Equation 13
The assumption for Equation 11 and Equation 12 is that the critical position of cracks is
longitudinal which is perpendicular to the direction of maximal stresses σ. The crack has
a depth ‘a’ measured in the thickness direction.
The main capability of prognostics is to help well integrity engineer/analyst with
insight of future health states of a monitored well. This is achieved in two main steps; the
first being the offline module comprised of data de-noising techniques, degradation
models and mapping monitored variable to potential threats to well integrity. The second
is the pattern recognition based on sensor data and features mapping, and estimation of
RUL. The damage initiation process can be understood using general load-capacity
concept (Figure 7 discussed in Section 1.5.5) of mechanical component design. The
probability of failure is based on the probability of load exceeding capacity. Equation 6
and Equation 7 (Das & Samuel, 2015) show the expected probability of failure, F.

30
F = P[Load ≥ Capacity] = ∫ fCapacity(x) .∞
0RLoad(x) dx . Equation 14
The expected probability of success or the expected reliability, R, is calculated as
R = P[Load ≤ Capacity] = ∫ fLoad(x) .∞
0RCapacity(x) dx . Equation 15
Degradation models can be simple regression analysis of available data to complex
machine learning algorithms to estimate the RUL as shown in Figure 13.
Figure 13. Prognostic Techniques
Vladimir N. Vapnik, who is co-inventor of Support Vector Learning Algorithms,
first introduced the concept of Support Vectors in the 60s with his co-author Alexey Ya.
Chervonenkis. However, it wasn’t until 1992 when Vapnik proposed non-linear

31
classifiers by employing kernel trick to maximum-margin hyperplanes. The binary
classification method is known as Support Vector Machine (SVM). SVM can also be
used as a regression method using the same principles with a few minor differences
which was proposed by Vapnik in 1996. However, the Support Vector Regression (SVR)
method produces non-probabilistic point estimates and requires a large set of basis
functions. To overcome this disadvantage, Michael E. Tipping, in 2001 (Tipping, 2001)
introduced Relevance Vector Machine (RVM) method which uses the same algorithm
framework as SVM with a Bayesian kernel function. This allows Relevance Vector
Regression (RVR) to produce probabilistic predictions with arbitrary basis functions.
If the input vectors are {𝑥𝑛}𝑛=1𝑁 and the corresponding known targets are {𝑡𝑛}𝑛=1
𝑁 ,
the dataset with known values of input and output vectors are trained to develop a model
for predicting the output vectors for new set of input vectors. If y(x) is a function defined
over the input space upon which the predictions are based, the SVR theory states
𝑦(𝑥;𝑤) = ∑ 𝑤𝑖𝜙𝑖(𝑥) = 𝑤𝑇𝜙(𝑥)𝑀
𝑖=1 , Equation 16
where,
w = adjustable parameters or weights
ϕ(x) = kernel functions ((𝜙1(𝑥),… . 𝜙𝑀(𝑥))𝑇.
As discussed earlier, SVM is best suited for binary classification problems and same
concept applied in regression where only one set of variables serve as input to predict a
set of output variables. For multi-variate problems in SVM, literatures suggest that pair-
wise coupling can be applied to estimate the probabilities, and then compare the
probabilities. Some literatures also suggest a weighted average theory but the method
relies on analyzer’s preference for the set of variables.

32
3 Methodology
The Hybrid Model proposed and discussed herein is employed to simulate the well
conditions and perform the prognostic analysis. Prognosis is carried out by updating
model predictions (based on Physics of Failure models) with measured data. The
measured data for a certain time frame from wells can be obtained and uploaded into the
Simulator. Based on previous time frame data, current measured data and Maintenance,
Inspections and Tests (MIT) log data, the future health state of the well can be predicted.
A web-based tool is developed to dynamically update the data for a well and visualize the
well conditions and health state of the well.
A basic simulator is built within the Hybrid Model, which is capable to model the
different sub-processes of drilling and production, and predict the health state of well
barrier throughout a well’s life. The simulator creates a “mirror” of these sub-processes.
Key drilling parameters like ROP, rpm, mud ECD, temperature, friction conditions along
the drillstring and wellbore, pore pressure ahead of drill bit, can be visualized in the
“baseline conditions” tab. The system also makes automatic prognosis of upcoming
production casing integrity problems.
The overall methodology is shown in Figure 14. There are three main steps
involved in the study.
Step 1: The Well and Simulated Environment;
Step 2: Offline Module: Degradation Modeling (Physics of failure and Stochastic
Damage Growth models);

33
Step 3: Real-Time Analysis: Failure Prognostics (Real-time Well Integrity Mapping /
Remaining Useful Life Prediction).
The operations tuning and MIT planning shown in dotted line are at present out of scope
of this thesis work.
Figure 14 Overall Methodology
The Failure Modes Effects Analysis (FMEA) and feature extraction are presented
in Chapter 4, production casing design is presented in Chapter 5, damage growth models
used are presented in Chapter 6, and the results of prognosis are presented in Chapter 7.
Data flow is shown in Figure 15 and all input data, interim results and output data
is saved in the database. Figure 16 shows the casing strength updating process post wear
and loads on a temporal scale.

34
Figure 15 Data Flow
Figure 16 Casing Strength Updating Process

35
The overall system architecture is shown in Figure 17. The input data for RUL
calculation includes the formation properties, well data that includes pressure,
temperature pH and H2S ppm and data from drilling operations.
Figure 17 System Architecture
The software architecture is shown in Figure 18. A non-relational database or
NoSQL database is used (MongoDB), for storing data. The NoSQL database enables fast
collection of data and provides scalability to avoid any limitation of redesigning database
for adding multiple wells and multiple sensors to a well, or adding multiple hardware to
acquire data. The application is built in ASP.NET MVC framework using C# as the main
programming language, as well as employing json, bson and jquery to interact with

36
MongoDB and R. Data analytics modules are created using both R (R Tools for Visual
Studio) and C#. The GUI is built using a combination HTML and C# codes. The entire
platform can be deployed on a web server. The screenshots of the tool are presented as
Appendix III – Software GUI Screenshots.
Figure 18 Software Architecture

37
4 Failure Mode Effect Analysis and Feature Engineering
Degradation is a gradual and irreversible accumulation of damage that occurs during
a system’s life cycle. In the case of well barriers, it may be difficult to observe and
accurately assess the physical degradation. This is due to the unavailability of real time
monitoring data and due to simultaneous presence of multiple degradation mechanisms.
However, with improvements in sensor technology, implementation of a sound condition
monitoring program and application of predictive analytics, the evolution of degradation
can be monitored and estimated. In this section a qualitative failure identification tool
Failure Mode and Effect Analysis (FMEA) is applied to understand the causes of casing
degradation and failure. In traditional FMEA study the failure modes, causes, effects and
safeguards are identified. This approach was modified to suit the objective of this thesis
and the FMEA study undertaken included the features that act as deterrence and stimulant
to the casing degradation. The method is shown in Figure 19. The modified FMEA-
Deterrence and Stimulant analysis (FMEA-DS) is presented in Table 2 followed by
assessment of the analysis in subsequent sub-sections.
Figure 19 FMEA-DS and Feature Engineering Method

38
4.1 Failure Mode and Effects Analysis
Table 2 Modified Failure Mode and Effects Analysis – Deterrence and Stimulant (FMEA-DS)
Table 2 continued
Failure Mode Failure Causes Consequences Deterrence Stimulant
Local level Global level
Casing Wear Drilling and back-
reaming.
Wear groove in
casing wall.
Casing strength
reduction and
integrity failure.
Well design and
casing design.
Large bit footage, high
rotating hours,
increased contact force
between drillstring and
casing. (Samuel & Gao,
Horizontal Drilling
Engineering - Theory,
Methods and
Applications, 2007)
Cracking from
precipitation of
internal
hydrogen.
Hydride
formation.
Hydrogen absorption
and migration
(diffusion) in metal.
Welding process.
H2 concentration
and stress leads to
crack growth.
Ductile failure of
casing. Well
Integrity problem.
Presence of oxide,
low hydrogen partial
pressure. Inert gas
shielding during
welding. (Louthan,
Jr., 2008)
High acidity, high
pressure, high
temperature.
Cracking from
hydrogen in well
environment
Hydrogen absorption
and migration
(diffusion) in metal.
H2 concentration
and stress leads to
crack growth.
Ductile failure of
casing. Well
Integrity problem.
Same as above. Same as above.

39
Table 2 continued
Failure Mode Failure Causes Consequences Deterrence Stimulant
Local level Global level
Sulfide Stress
Cracking (SSC)
A combination of
stress, an
environment
containing H2S and a
susceptible material
are required for
SSC.
Atomic hydrogen
diffuses to
initiation sites,
where it can
cause localized
increases in stress
or a reduction in
the strength of the
material lattice.
(Spoerker,
Havlik, &
Jellison, 2008)
Ductile failure of
casing. Well
Integrity problem.
Low acidity and H2S
concentration. Low
exposure time.
High concentrations of
H2S, low pH levels,
high exposure time,
high pressure, high
chloride content, lower
temperatures and high
material hardness
(higher-strength steels
generally have higher
hardness properties).
Hydrogen
embrittlement
Hydrogen attack on
high strength steel.
Hydrogen collects at
interface between
inclusions and
metallic matrix;
nascent atoms
recombine forming
pressure at the
inclusion-matrix
interface.
Blisters, decrease
in fatigue
resistance.
Brittle failure of
casing. Well
Integrity problem.
Low temperature
environment.
High temperature.

40
Table 2 continued
Failure Mode Failure Causes Consequences Deterrence Stimulant
Local level Global level
Erosion
corrosion
Acceleration in the
rate of corrosion
attack in metal due
to the relative
motion of a
corrosive fluid and a
metal surface. can
lead to extremely
high pitting rates.
The increased
turbulence caused
by pitting on the
internal surfaces
of a tube can
result in rapidly
increasing erosion
rates and
eventually a leak.
Casing Integrity
failure.
Reduce the fluid
velocity and
promote laminar
flow; increased pipe
diameters.
Aggravated by faulty
workmanship.
turbulence and high
flow velocities, sand-
bearing liquids.
Cavitation Formation and
collapse of vapor
bubbles in a liquid
near a metal surface.
Removal of
protective surface
scales by the
implosion of gas
bubbles in a fluid.
implosions
produce shock
waves. collection
of closely spaced,
sharp-edged pits
or craters on the
surface.
Casing Integrity
failure.
Reduce the fluid
velocity and
promote laminar
flow; increased pipe
diameters.
Sand-bearing liquids.

41
Table 2 continued
Failure Mode Failure Causes Consequences Deterrence Stimulant
Local level Global level
Tribo-corrosion Combined effect of
wear and corrosion.
Degradation of
casing resulting
from a sequential
process of (i)
mechanical wear
(due to sliding,
friction, or
impact) followed
by (ii) a corrosive
action of the
surrounding
environment.
(Quinn,
Oxidational Wear
Modeling: I,
1991) (Quinn,
Oxidational Wear
Modelling: Part II
- The General
Theory of
Oxidational
Wear, 1994)
Casing Integrity
failure.
Low flow rates. Low
load of tribo-
elements.
High speed and load of
tribo-elements and high
temperatures. (Quinn,
Oxidational Wear
Modelling: Part III -
The Effects of Speed
and Elevated
Temperatures, 1997)

42
4.2 Feature Extraction
The objectives of the FMEA-DS process were to identify the causes and stimulants
of degradation over time that can be monitored.
4.2.1 Casing Wear
During the drilling operation, the rotating drillstring will cause casing wear. As
this will cause reduction in thickness, the residual strength (tensile, collapse and burst) of
the casing string will decrease with time as drilling progresses. During the well life the
cyclic loads will develop fatigue in the casing. Casing wear will cause the fatigue failure
much faster.
4.2.2 Failures under Sour Conditions
Presence of H2S in the fluid downhole will result in Hydrogen Induced Stress
Corrosion Cracking/Sulphide Stress Corrosion Cracking. Hydrogen penetrates the casing
in its atomic form (H+) and recombines to form H2 molecule within the steel matrix.
High tensile strength steels with apparent elasticity limits exceeding 650 N/mm2 are at
greater risk. HIC is a result of combined effect of stress concentration and hydrogen
dissociation. Hence the atomic hydrogen diffuses preferably on notched locations in the
casing. In high-tensile steel casings, the rate of crack propagation is high. The crack
propagation rate is also influenced by partial pressure of hydrogen, high temperatures and
lower pH values.
In low pH environment, the atomic hydrogen is reduced to H2 molecule faster.
Section 2.4 presents more details on the mechanism of Hydrogen Induced Cracking.

43
4.2.3 High Pressure High Temperature
The major loads in HPHT conditions can be attributed to: (i) heat transfer between
hot fluid and casing leading to lateral expansion/contraction loads in response to the
temperature changes of the fluid; (ii) high collapse pressure due to high formation
pressure; and (iii) tensile loads due to the buoyed weight.
4.3 Defining the Case study
The case study discussed hereafter deals with casing wear during drilling and HIC
in a HPHT environment. Casing degradation model accounts for three (3) factors that
influence corrosion over the life of the well as given in Table 3.
Table 3 Hydrogen Induced Cracking Factors
Influencing factor Description
Acidic fluid In low pH environment, the atomic hydrogen is
reduced to H2 molecule faster.
Partial Pressure High concentration of H2S results in hydrogen uptake
(high hydrogen partial pressure) in stress concentration
areas that embrittles the metal surface.1
Mechanical stress Tri-axial stress.
Temperature Because the solubility of hydrogen increases at higher
temperatures, raising the temperature can increase the
diffusion of hydrogen.
1 National Association of Corrosion Engineers (NACE) document MR 0175-91 defines a
sour gas environment as one where the total pressure exceeds 65 psia (448 kPa) and the
H2S partial pressure exceeds 0.05 psia (0.34 kPa).

44
5 Production Casing Design, Well Conditions, and Interim
Results
5.1 The Well
The well path design is shown in Figure 20, the Total Vertical Depth (TVD) is at
22,000 ft. The horizontal well has a Kickoff Point (KOP) at ~15,000 ft. A 7" production
hole is drilled to through the build section. A double build design is shown in the figure.
It consists of a vertical section, a build section (KOP at 15,000 ft, build rate angle of 2°
/100 ft), a tangent section with angle α, a second build section and a final horizontal
section. For sensitivity cases the second build rate angles chosen are 2°/100 ft and
3.5°/100 ft that results in angle α as approximately 45° and 30°, respectively.
Figure 20 Well Path (Azimuthal variation not considered)

45
The radius of curvature is given by
𝑅 = 180𝐶𝜅/(𝜋𝜅) , Equation 17
where,
Cκ = 100 for the curvature given in (°)/100 ft,
κ = build rate angle.
From the constraints of TVD and target horizontal, we get following two equations:
(i) 2,866 sin α + Δ𝐿3 cos 𝛼 +𝑀𝐷4(1 − sin 𝛼) = 7,000 , and Equation 18
(ii) 2,866(1 − cos α) + Δ𝐿3 sin 𝛼 +𝑀𝐷4 cos 𝛼 + Δ𝐿5 = 3,000 . Equation 19
From the above two equations and Δ𝐿3 = 7000 ft we can calculate α.
Table 4 Dog-leg Severity Sensitivity Cases
BRA (°)/100 ft R (ft) α (°) approx
2 2,866 45
3.5 1,638 30
The pore pressure, fracture pressure and drilling mud weight were simulated using
Monte-Carlo simulation and is shown in Figure 21.

46
Figure 21 Software Output - Pore pressure, Fracture pressure and Drilling mud
weight with TVD
5.2 Production Casing Design
The production casing design considered the conditions and significance as given
in Table 5.

47
Table 5 Production Casing Stress Design Conditions
Production
Casing Design
Design Condition Significance Accidental
Load Event U
nia
xia
l E
ffec
t Collapse
(SF=1.125)
- Casing empty
- Mud weight in
casing annulus =
Mud weight while
running casing
- No consideration
for cement as
barrier
Well in last
phase of
production,
reservoir
depleted to very
low
abandonment
pressure.
- Tubing leak
leads to loss
of annulus
fluid (late
production
phase)
- High
temperature,
high
annulus
pressure at
uncemented
zone
Burst
(SF=1.1)
- Mud weight
between tubing
and casing = Mud
weight while
running casing
- Mud weight in
casing annulus =
specific weight of
salt water
BHP = Pore
pressure
- Tubing
leaks gas
Tension
(SF=1.8)
- Combined non-
buoyant weight,
shock load and
pressure test
Tension load
carried by the top
joint
- Shock load
while
running
casing
Bia
xia
l
Eff
ect
Collapse - Axial tension Reduction in
collapse strength
Tri
axia
l
Eff
ect
Burst and
Collapse
- Axial tension, and
Internal and
External pressure
Reduction in
burst and
collapse strength
von Mises
Equivalent stress
- Failure due
to stress,
fatigue
5.2.1 Burst and Collapse Strength Requirement
The required burst strength at TVD is given by
Burstrequired = MW. 0.052 ∗ TVD − 0.1 ∗ TVD , Equation 20

48
where, MW= mud weight and gas gradient equal to 0.1 psi/ft.
A safety factor of 1.1 is assumed for burst design calculation, and given by
BurstSF = 1.1Burstrequired . Equation 21
The required collapse strength at TVD is given by
Collapserequired = MW. 0.052 ∗ TVD . Equation 22
A safety factor of 1.125 is assumed for collapse design calculation, and given by
CollapseSF = 1.125Collapserequired . Equation 23
Figure 22 Software Output - Production Casing Burst and Collapse Strength
required with TVD

49
A corresponding table is provided in Appendix I - Burst and Collapse Strength
Requirement for Production Casing with TVD.
5.2.2 Burst Strength
Based on the assumptions in Table 5, the burst strength design was carried out.
Burst pressure is based on maximum formation pressure expected during drilling of next
hole section. It is also assumed that in the event of a kick, the influx fluid(s) will displace
the entire drilling mud, subjecting the entire casing string to the bursting effects of
formation pressure. At the top of the hole the external pressure due to the hydrostatic
head of mud is zero and the internal pressure must be supported entirely by the casing
body. Therefore, burst pressure is highest at the top and least at the casing shoe. Hence if
some part of production casing at top is not cemented, burst pressure can be a significant
failure contributor.
The API TR 5C3 (API, 2008) adopted Barlow’s formula to represent well casing
burst strength as
tdp
o
y
br
2875.0 , Equation 24
where,
σy = Yield strength,
do = outer diameter of casing, and
t = thickness of casing.
To estimate the burst load line the following expressions are used (Rahman &
Chilingarian, 1995):

50
Burst pressure = internal pressure – external pressure; Equation 25
External pressure = 0.433 x depth; Equation 26
Internal pressure = hydrostatic pressure of fluid column + surface pressure due to
gas leak; Equation 27
Surface pressure = Shut in BHP – hydrostatic head of gas column. Equation 28
5.2.3 Collapse Strength
Collapse pressure originates from the mud column used to drill the hole and acts
on the outside of casing (due to drilling fluid or cement slurry). Since hydrostatic
pressure of mud column increases with depth, collapse pressure is highest at bottom and
zero at top. Collapse pressure could be modeled over four regions as per equations in API
TR 5C3 (API, 2008), viz; internal yield failure, plastic yield failure, elastic yield failure,
and the transitional zone. The API TR 5C3 formula to represent well casing collapse
strength (elastic collapse) for do/t >25 is given by
2
6
1
1.1095.46
t
d
t
dp
oo
ce . Equation 29
For plastic collapse (15 < do/t >20) API TR 5C3 expression is
CB
t
d
Ap
oycp
, Equation 30
where, σy = yield strength,
A, B and C are empirical constants calculated from equations in API TR 5C3.

51
For transition collapse (20 < do/t >25) API TR 5C3 expression is
G
t
d
Fp
oyct , Equation 31
where, σy = yield strength
F & G are empirical constants calculated from equations in API TR 5C3.
For yield strength collapse (do/t <15) API TR 5C3 uses Lamé equation
2
12
td
tdp
o
oycy
. Equation 32
The wear module in the simulation checks for the do/t ratio to apply the collapse equation.
Figure 23 Collapse regimes based on do/t ratio

52
To estimate the collapse load line the following expressions are used (Rahman &
Chilingarian, 1995):
Collapse pressure = external pressure – internal pressure, Equation 33
External pressure = 0.052 x Mud weight while running casing x depth, and
Equation 34
Internal pressure assumed = hydrostatic pressure at mud line. Equation 35
5.2.4 Tension
Tensile forces in casing are due to combined buoyant weight, shock load and
pressure test. In casing design, the top most joint is considered weakest in tension (as it
must carry the total weight of casing string). In the thesis, the casing liner hanger is the
weakest point and is assessed for the tensile forces. The casing hanger provides support
for the casing string when it is lowered into the wellbore. It serves to ensure that the
casing is properly located. When the casing string has been run into the wellbore it is
hung off, or suspended, by a casing hanger, which rests on a landing shoulder inside the
casing spool. Casing hangers provide a seal between the casing hanger and the spool and
are usually part of the secondary well barrier. It is usually welded or screwed to the top of
the surface casing string.
Axial Tension, Fa results from weight of the casing string given by
s
maira FF
1. . Equation 36

53
5.2.5 Biaxial Effect
Axial tension reduces the collapse resistance. Hence there is a reduction in
collapse strength in upper part of string due to weight hanging below. Biaxial stress
reduces collapse resistance of the casing in plastic failure mode. The effective yield stress
σeff and the collapse failure mode ranges are calculated based on the equation
y
z
y
zyeff
5.075.01
2
, Equation 37
where, σz = axial stress = Fa/As.
5.2.6 Triaxial Stress or von Mises Equivalent Stress
The yielding criterion for von Mises equivalent stress or triaxial stress is given by
the equation
𝜎𝑉𝑀𝐸 =1
√2√[(𝜎𝑧 − 𝜎𝜃)2 + (𝜎𝜃 − 𝜎𝑟)2 + (𝜎𝑟 − 𝜎𝑧)2] ≥ 𝑌𝑝 . Equation 38
The axial stress σz is given by the equation
𝜎𝑧 = 𝜌.𝑇𝑉𝐷𝑐𝑎𝑠𝑖𝑛𝑔
∆𝐴− 0.052𝑀𝑊. 𝑇𝑉𝐷𝑐𝑎𝑠𝑖𝑛𝑔 , Equation 39
where,
ΔA = cross-sectional area of casing, and
ρ = casing weight in ppf.
The radial stress σr is given by the equation
𝜎𝑟 =(1−𝑟𝑜
2 𝑟2⁄ )
(𝑟𝑜2−𝑟𝑖
2)𝑟𝑖2𝑝𝑖 −
(1−𝑟𝑖2 𝑟2⁄ )
(𝑟𝑜2−𝑟𝑖
2)𝑟𝑜2𝑝𝑒 , Equation 40

54
where,
ro = outside radius of casing
ri = inside radius of casing
pi = internal pressure
pe = external pressure
The tangential or hoop stress σθ is given by the equation
𝜎𝜃 =(1+𝑟𝑜
2 𝑟2⁄ )
(𝑟𝑜2−𝑟𝑖
2)𝑟𝑖2𝑝𝑖 −
(1+𝑟𝑖2 𝑟2⁄ )
(𝑟𝑜2−𝑟𝑖
2)𝑟𝑜2𝑝𝑒 . Equation 41
Equations 45 and 46 are also known as Lamé equations.
Figure 24 Yielding and Fracture under Combined Stresses

55
5.2.7 Sample burst calculation with tri-axal comparison
The burst differential pressure for V-150 casing is
ΔP = 0.875(2)(150,000 psi)(0.5 in)/(5 in) = 26,250 psi.
The load case we will test against is the burst displacement-to-gas case, with formation
pressure of 23,727 psi, formation depth at 22,000 ft, and gas gradient equal to 0.1 psi/ft.
Surface internal pressure = 23,727 psi – 0.1 psi/ft(22,000 ft) = 21,527 psi.
Surface external pressure = 0.433*6000 = 2,598 psi.
Net pressure differential = 18,929 psi.
Per this calculation, the casing is strong enough to resist this burst pressure.
The surface axial stress is the casing weight divided by the cross-sectional area (7.065
in.2) less pressure loads when cemented (assume 21 lbm/gal cement).
σz = (24.1 lbm/ft)(20,000 ft)/(7.065 in2) – (21 lbm/gal)(0.052 psi/lbm/gal)(20,000 ft)
σz = 46,667 psi
The radial stresses for the internal and external radii are the internal and external
pressures, or alternatively using Lamé equation.
σri = - 21,527 psi.
σro = 2,598 psi.
The hoop stresses are calculated by the Lamé equation.
σθi = 83,634 psi.
σθo = 64,705 psi.

56
The von Mises equivalent stress or triaxial stress at the inside radius and at the outside
radius,
σVMI = 54,110 psi.
σVMO = 62,107 psi.
The maximum von Mises stress is at the outside of the V-150 casing with a value
that is 41% of the yield stress. In the burst calculation, the applied pressure was 72% of
the calculated burst pressure. Thus, the burst calculation is conservative compared to the
von Mises calculation for this case.
5.2.8 Sample collapse calculation
Comparing the V-150 properties against the various collapse regimes, it was
found that yield strength collapse equation should be applied.
The collapse pressure is then given by
pc = [(2)(150,000 psi){(5/0.5)-1}]/(5/0.5)2 = 27,000 psi.
To evaluate the collapse of this casing, we need internal and external pressures. Internal
pressure is determined with the full evacuation above casing.
pi = 0.1 psi/ft (22,000 ft) = 2,200 psi.
The external pressure is based on a fully cemented section behind the casing. The
external pressure profile is given by the mud/cement mix-water external pressure profile
where the casing is assumed to be cemented in 21-lbm/gal mud with an internal mix-
water pressure gradient of 0.433.

57
po = (21 lbm/gal)(0.052 psi/ft/lbm/gal)(18,700 ft) + 0.433 psi/ft (22,000 – 18,700 ft) =
21,849 psi
An equivalent pressure is calculated from pi and po for comparison with the collapse
pressure, pc.
pe = 1,430 psi – (1-2/(5/0.5)(2,200) = 20,089 psi.
Because pe is less than pc, the casing calculation is conservative.
5.2.9 Production Casing Grades
Based iterative calculations and the table provided in Appendix I - Burst and
Collapse Strength Requirement for Production Casing with TVD, three grades of casing
were chosen. Table 6 below summarizes the corresponding TVD for the chosen casing
grades.
Table 6 Casing Grades
Casing
Grade
Weight
(ppf)
Burst
rating
(psi)
Collapse
rating
(psi)
OD
(in)
ID
(in)
Corresponding
TVD
P-110 24.1 19,250 19,800 5 4 14,000’-
15,035’
Q-125 24.1 21,880 22,500 5 4 15,035’-
17,060’
V-150 24.1 26,250 27,000 5 4 17,060’-
20,030’
5.3 Simulating Well Conditions
One of the first tasks of the thesis work was to simulate the well conditions over the
production life of the well. The load variables like temperature, H2S partial pressure,

58
acidity, internal pressure and axial load were simulated in both spatial and temporal
scales using Monte-Carlo simulation and a normal probability distribution on temporal
scale. The loads varied with well depth and the following equations were used:
For Temperature, 𝑇 = 40 + 𝑑/100 , Equation 42
For H2S partial pressure, 𝑝𝐻2𝑆 = 1.00𝐸 − 05𝑒0.0183𝑥, and Equation 43
For acidity, 𝑝 = 4.6285𝑒−0.001𝑥 . Equation 44
The partial pressure of H2S can also be given by the equation
pH2S =ppmH2S.well pressure
1,000,000 . Equation 45
Figure 25 Software Output – Scatter plot of a sample of simulated H2S partial
pressure data

59
Figure 26 Software Output – Probability Density Plot of simulated H2S partial
pressure data

60
6 Damage Growth Prognostics and Casing Wear
6.1 Damage Growth based on Internal Pressure effect
Damage growth over time is modeled by the influence of the stochastic parameters
such as the loading factors, primarily internal pressure using Jaoude and El-Tawil model
described in Section 2.5. Damage growth model is most widely used for fatigue crack
growth and it gives the relationship between the damage growth over time and the load
cycles (N) acting on the component (Equation 11 and Equation 12). Jaoude and El-Tawil
(El-Tawil & Jaoude, 2013) also proposed equation for damage growth based on the
equation below that related crack growth with time in years, and given by
dat =at−1
ac−a0+
C
ac−a0 ×(πat−1)
m/2×[0.6×1+2(at−1/e)
(1−at−1/e)m/2]m
×(PiR/e)m, and Equation 46
at = at−1 + dat , Equation 47
where,
dat = the increase in damage level at time interval t,
at = the current damage level at time interval t,
at-1 = the damage level at t-1 time period,
aC = the critical damage level,
a0 = the initial damage level,
C is the environmental parameter,
Pi is the pressure (loading),
R is the radius of casing,
e is thickness of casing, and
m is the material parameter.

61
Table 7 Parameters for internal pressure driven crack growth prognostics
Parameter Value
a0 0.1 microns2
aC Calculated from change of yield stress collapse to plastic collapse
region
R Estimated by the simulation model, wear and thickness reduction
e Estimated by the simulation model, wear and thickness reduction
m 3 (Metal)
Pj Estimated by the simulation model
C 1.30 E-14
Jaoude and El-Tawil equations estimate crack growth due to internal pressure.
However, failure occurs due to axial stress. VME stress is used in strength degradation
calculation. As described in Section 2.4, the threshold stress for HIC is reduced for the
selected casing grades to 90% rated level. The reduced yield stress for the casing grades
used for comparison with the von Mises Equivalent stress is given in Table 8.
Table 8 Reduced Material Yield Strength due to H2 accumulation
Casing Grade Rated Yield Stress (psi) Reduced Yield Stress (psi) due to
H2 accumulation
P-110 110,000 99,000
Q-125 125,000 112,500
V-150 150,000 135,000
2 The American Society of Testing and Materials (Hall, Jr. & Symons, 1997) published a set of experimental test results on initiation of stress corrosion cracking. Although not directly related to the chosen casing grade materials in this thesis, in the absence of any relevant published data, the initial crack length was chosen to be 1 micron as found in the test results of the reference work. It is to be noted that the crack initiation varied between 0.1 microns to 1 grain diameter (~100 microns) in those tests. To compensate for this uncertainty, the crack initiation is assumed from t=0 for the prognostic models employed in this thesis.

62
6.2 Damage Growth based on Tri-axial stress effect
To overcome the limitation of Jaoude and El-Tawil equations that estimate crack
growth only due to internal pressure, the Tri-axial stress acting on both internal and
external radii were estimated using the simulation model at the depths of interest. This
also allows the assessment of crack growth that may be formed on the outside radius of
the casing. The von Mises Equivalent stress acting at the internal and external radii, as
given by the following equations:
σVMI =1
√2√[(σz − σθi)2 + (σθi − σri)2 + (σri − σz)2] , and Equation 48
σVMO =1
√2√[(σz − σθo)2 + (σθo − σro)2 + (σro − σz)2] . Equation 49
6.3 Damage Growth based on H2S partial pressure
In the absence of published data on the effect of Hydrogen pressure on crack
growth rate for the chosen grades of casing, the crack growth rate published by
Gangloff (Gangloff, 2003) on ultra-high strength steel as presented in Figure 27 was
referred to for the prognostic model. The da/dt versus K data for the accelerated tests
are available in the referenced literature, which results in a crack growth at the
constant growth rate stage with H2S partial pressure of around 0.8psi as 1E-03 μm/s.

63
Figure 27 Effect of Hydrogen pressure on crack growth rate
The SVR and RVR models are trained and tested as shown in Figure 28. The
models are then applied on the monitored (simulated) crack length data to estimate the
RUL. Bayesian updating of the training dataset is carried out when the monitored dataset
is available. Hence the model continuously updates by training on new available data as
shown in Figure 28.

64
Figure 28 Training, Testing and Updating Data
The Bayesian probabilistic framework can be explained with the equation
P(Aj|B) =P(B|Aj)P(Aj)
∑ Pmi−1 (B|Ai)P(Ai)
, Equation 50
where, A is hypothesis event, B is evidence event.
Applying Equation 9 to the inputs {𝑥𝑛}𝑛=1𝑁 and the corresponding targets {𝑡𝑛}𝑛=1
𝑁 , the
probability of getting the targets cane be given by the equation
P(tn|x) = 𝒩(tn|y(xn), σ2) , Equation 51
where, 𝒩 is the Gaussian distribution over tn with mean y(xn) and variance 𝜎2.
The likelihood of the complete dataset is given by

65
P(t|w, σ2) = (2πσ2)−N 2⁄ exp {−1
2σ2‖t − Φw‖2} . Equation 52
The Gaussian prior distribution over w is given by
𝑝(𝑤|𝛼) = ∏ 𝒩(𝑤𝑖|0, 𝛼𝑖−1)𝑁
𝑖=0 , Equation 53
where, α is a vector of N+1 hyperparameters.
The Gaussian posterior distribution is given by
𝑝(𝑤, 𝛼, 𝜎2|𝑡) =𝑝(𝑡|𝑤,𝛼,𝜎2)𝑝(𝑤,𝛼,𝜎2)
𝑝(𝑡) . Equation 54
For a new test point 𝑥∗, predictions are made for the corresponding target 𝑡∗, which is
given by the predictive distribution
p(t∗|t) = ∫ p(t∗|w, α, σ2)p(w, α, σ2|t)dw dα dσ2 . Equation 55
6.4 Chi-squared test of Independence
Two random variables x and y are called independent if the probability distribution
of one variable is not affected by the presence of another. To check the independence or
dependence of the environmental condition variables on one-another a Chi-squared test is
performed. If p-value of the Chi-squared test is less than 0.05, the independence
assumption holds valid. Chi-squared test equation is given by
χ2 = ∑(fij−eij)
2
eiji,j . Equation 56

66
Table 9 Pearson’s Chi-squared test p-value
Chi-squared test
Temperature Acidity H2S partial pressure
Stress
Time 2.2e-16 2.2e-16 2.2e-16 2.2e-16
Temperature 1 1 1
Acidity 1 1
H2S partial pressure
1
Stress
6.5 Casing Wear
The casing wear depth is the most important factor in determining the residual
strength. The non-linear wear-efficiency model (Samuel & Gao, 2007) is explained in
this section. The equation gives the casing wear area caused by all tool joints through a
point on casing. Figure 29 (Das & Samuel, 2015) shows a schematic diagram of a
uniform worn casing. As the casing strength calculations are based on d/t, it is important
to note the wall thickness reduction from t to t-Δt.
Figure 29 Casing Wear

67
In inclined section, the casing wear area is
A = 60πfwμLs sin α∑qiDtjini
ROPi
mi=1 , Equation 57
where,
Ls = sliding distance for mth span,
m = number of spans,
Dtj = tool-joint diameter,
μ = friction coefficient,
α = tangent section angle,
qi = effective weight per unit length of ith pipe through end of the build curve,
n = RPM, and
fw = casing wear condition coefficient.
Contact time between tool-joint and casing is given by
𝑡 =5.𝐿𝐷.𝐿𝑡𝑗
𝑅𝑂𝑃.𝐷𝑃𝑗 , Equation 58
where, LD = drilling length (ft),
Ltj = tool-joint contact length (in),
ROP = rate of penetration (fph),
DPj = drill-pipe joint length,
Sliding distance (ft) is given by
𝐷𝑠 = 𝜋𝑁𝐷𝑡𝑗𝑡/12 , Equation 59

68
where, N = rpm, and
Dtj=tool-joint diameter (in).
Tool-joint side force per foot is given by
𝐹𝑠 = 12.𝐹𝑛𝐷𝑃𝑗
𝐿𝑡𝑗 , Equation 60
where,
FN = normal force on drill pipe (ppf).
Volume of material worn away (in3/ft) in crescent wear groove is given by
𝑉 = 𝑊𝐹. 𝐹𝑠𝐷𝑠 , Equation 61
where,
WF = Wear factor (WFP110 =9e-10/psi, WFQ125 =7e-10/psi, WFV150 =6e-10/psi).
The depth of penetration into the casing wall is given by
ℎ = (𝐷𝑡𝑗
2) − 𝑅𝑖𝑛 + 0.5 [√(4𝑅𝑖𝑛
2 −𝑊2) − √(4 (𝐷𝑡𝑗
2)2
−𝑊2)] . Equation 62
6.6 Monitored Crack
It was assumed that a crack growth was monitored for a period of approximately 1
year and monitoring began at the second year of production, as shown in Figure 30.

69
Figure 30 Software Output – Monitored crack

70
7 Assessment of Results
7.1 Sensitivity Cases
Table 10 presents the designation for the sensitivity cases. For each case the crack
growth was assumed to be on the inside and outside of the casing. As described in
Section 5.2.6 the triaxial stress was calculated at both inside and outside radii of the
casing. However, not much difference was observed for the crack growth on the inside
and outside due to change in triaxial stress using the degradation equations. Six (6) well
depths were chosen, one each representing top and bottom sections of the three casing
grades.
Table 10 Sensitivity Cases
Case TVD (ft) DLS (°/100 ft) Inclination angle Casing Grade
1 14000 2 45 P-110
2 14000 3.5 30 P-110
3 15000 2 45 P-110
4 15000 3.5 30 P-110
5 15100 2 45 Q-125
6 15100 3.5 30 Q-125
7 17000 2 45 Q-125
8 17000 3.5 30 Q-125
9 17100 2 45 V-150
10 17100 3.5 30 V-150
11 20000 2 45 V-150
12 20000 3.5 30 V-150

71
7.2 Casing Wear
The casing wear simulation was performed as described in Section 6.5. The
reduction in burst and collapse strengths for different cases are presented in Figure 31 and
Figure 32 respectively. It is observed that both reduced burst and collapse strengths are
above the failure threshold for all the casing grades and depths.
Figure 31 Software Output – Burst strength reduction post wear
The wear was found to be in the range of 1.47 % to 3.14 % for the different cases
as shown in Figure 33. The wear is relatively higher for lower casing grades at the top
and thus the reduction in burst and collapse strengths are higher for the lower casing
grades at the top section of production casing. It is also observed that the wear increases
with increase in DLS thus causing higher reduction in casing strengths. This is due to the

72
greater number of toll-joints passing upper sections of casing and side force exerted on
the casing wall.
Figure 32 Software Output – Collapse strength reduction post wear

73
Figure 33 Software Output – Table on Casing wear results
In Figure 33 above, well depth is in TVD feet, alpha in the well inclination from vertical in radians (0.785 rad = 45, 0.519 rad = 30),
time is in minutes, sliding distance is in inches, volume is in cub.ft., ‘hdepth’ or wear depth is in inches, casing thickness is in inches.

74
Figure 34 Software Output – Table on Casing strength reduction post wear
In Figure 33 above, well depth is in TVD feet and all strengths values are in psi.

75
7.3 Crack Growth and Remaining Useful Life
The d/t ratio at which the collapse regime changes from yield strength collapse to
plastic collapse region was assumed as the failure criterion. Table 11 shows the Yield
collapse region criteria for the three casing grades as given in API TR 5C3 (API, 2008)
and shows the corresponding reduced thickness of the chosen casing grades and diameter.
Table 11 d/t ratio for yield collapse
Casing Grade d/t Criterion (less than) Corresponding
thickness (inches)
P-110 < 12.44 0.4019
Q-125 < 12.11 0.4129
V-150 < 11.67 0.4285
Figure 35 Software Output – Crack growth rate in mm/year

76
The crack growth rate (mm/year) and the cumulative crack growth (mm) for Case
1 are presented in Figure 35 and Figure 36 respectively. A complete list of charts is
presented in this report as Appendix II – Crack Growth and RUL Estimation Charts. As
observed in Figure 36, the crack threshold levels are marked when the inside of casing
undergoes wear during drilling (RUL = 12404 hours) as well as had there been no wear
effects considered (RUL = 60707 hours). The difference between RUL estimation is
almost 5.5 years with the 2.2% wear estimated for Case 1.
Figure 36 Software Output – Crack growth in mm

77
The summary results of Support Vector Regression (SVR) and Relevance Vector
Regression (RVR) for Case 1 are shown in Figure 37 and Figure 38 respectively. It is
observed that RVR performs better than SVR in terms of both training error and number
of support vectors. It can be concluded that with sparse monitored data RVR should be a
better choice to predict the crack growth. As stated in earlier Chapters, SVR gives point
estimates, whereas RVR gives a probabilistic output. A 95% confidence interval bound
on the prediction data is shown in the RVR result (Figure 38).
## Support Vector Machine object of class "ksvm"
##
## SV type: eps-svr (regression)
## parameter : epsilon = 0.1 cost C = 1
##
## Gaussian Radial Basis kernel function.
## Hyperparameter : sigma = 7.53109003900277
##
## Number of Support Vectors : 30
##
## Training error : 0.009176
## Laplace distr. width : 1.836582
Figure 37 Software Output - Summary results of Support Vector Regression

78
## Relevance Vector Machine object of class "rvm"
## Problem type: regression
##
## Gaussian Radial Basis kernel function.
## Hyperparameter : sigma = 0.745813516137301
##
## Number of Relevance Vectors : 17
## Variance : 9.2e-08
## Training error: 7.7e-08
Figure 38 Software Output - Summary results of Relevance Vector Regression
A Bayesian updating of data was applied. Figure 39 shows the probability density
plots for a 20% sample of monitored crack data and the probability density plot for the
simulated crack using Physics of failure method. Figure 40 shows the Bayesian updating
process carried out using 1000 simulations. In Figure 39 and Figure 40, ‘n’ is the number
of occurrences and ‘μ’ is the mean of the sample data.

79
Figure 39 Software Output – Probability Density Plot of crack level for simulated
data vs monitored data
Figure 40 Software Output – Bayesian Updating

80
7.4 Probability of Failure
The Weibull probability density function plots are shown in Figure 41 for crack on
inside casing wall with no wear considered, Figure 42 for crack on inside casing wall
considering wear, and Figure 43 for crack on outside casing wall.
The Weibull failure probability equations used are:
(1)
t
et
tf
1
)( , and Equation 63
(2)
11MTTF , Equation 64
where;
α = The Scale Parameter. This refers to the characteristic life.
β = The Shape Parameter, also known as the slope of Weibull curve. This parameter
refers to the behavior of failure rate with time. To account for infant mortality of casing
in service for up to one year of production, β=0.5 when failure rate decreases with time.
To account for ageing during last year of production, β=2 when failure rate increases with
time. For most of the production life, β=1, which represents a constant failure rate. For
analysis in the thesis, β=1.5.
γ = The Location Parameter. It is also known as the defect initiation time parameter. If
the failure starts at time zero, then γ=0.

81
Table 12 MTTF values
Case TVD
(ft)
DLS
(°/100
ft)
Inclination
angle
Casing
Grade
MTTF,
Inside,
wear
(hours)
MTTF,
Inside,
no wear
(hours)
MTTF,
Outside
(hours)
1 14000 2 45 P-110 12404 60707 60742
2 14000 3.5 30 P-110 12168 61276 61294
3 15000 2 45 P-110 11835 60313 60356
4 15000 3.5 30 P-110 11616 60707 60742
5 15100 2 45 Q-125 10127 56721 56756
6 15100 3.5 30 Q-125 10013 56765 56782
7 17000 2 45 Q-125 10100 56590 56712
8 17000 3.5 30 Q-125 9916 56940 56975
9 17100 2 45 V-150 9145 50107 50133
10 17100 3.5 30 V-150 8953 50633 50642
11 20000 2 45 V-150 8786 50326 50352
12 20000 3.5 30 V-150 8567 50677 50712
Figure 41 Weibull PDF, crack inside casing, no wear considered

82
Figure 42 Weibull PDF, crack inside casing, wear considered
Figure 43 Weibull PDF, crack outside casing

83
7.5 Uncertainty Analysis on Simulated Input Data
Uncertainty in the input data can be of two types, systemic and random. This
section presents the random uncertainty parameters for the input data (Case 1 as an
example) that was simulated for well environment conditions.
Table 13 Uncertainty parameters for well conditions at TVD = 14,000 ft
Temperature
H2S partial pressure Acidity VMI
Variance 2.005 0.085 0.0028 5757.619
Standard
Deviation
1.416 0.291 0.0536 75.879
Mean 261.139 0.683 3.5581 98320.840
Figure 44 shows bivariate analysis with 95% quartile range (ellipse) for the random data
generated for acidity level and H2S partial pressure.
Figure 44 Bivariate analysis with 95% quartile range – pH and H2S partial pressure

84
Correlation based on parameter distribution as generated by Monte Carlo simulation for
well environment conditions is shown in a pairs plot in Figure 45.
Figure 45 Pairs plot

85
Figure 46 shows the temporal variability plotting the probability density for simulated
well conditions at TVD = 14,000 ft.
Figure 46 Probability density plots for well conditions simulated at TVD = 14,000 ft
7.6 Uncertainty Analysis on Simulated Output Data
A F-test and a t-test were performed on the output of predicted crack growth by
SVR and RVR models. The result shows that the two variances are not homogeneous (p-
value<0.05). Since the value of F computed is less than the tabulated value of F, the null
hypothesis of homogeneity of variances is confirmed.

86
Table 14 F-test Results
F-test Results SVR RVR
95% confidence interval 0.7871086 0.9158335
Ratio of variances (F) computed 0.8474155
F from equation (CI, DF-numerator, DF-
denominator)
1.067328
p-value 2.947e-05
A p-value>0.05 means was observed in the t-test, hence the averages of two
groups are significantly similar. Since t computed is less than the tabulated value of t, the
null hypothesis on equality of means is confirmed.
Table 15 t-test Results
t-test Results SVR RVR
95% confidence interval -0.08482545 0.04973562
t computed -0.51123
t from equation (CI, DF) 1.645152
p-value 0.6092
As presented in Figure 37 and Figure 38 in Section 7.3, the training error for SVR
model is 0.009176, and for RVR model is 7.7e-08. Figure 38 also presents the uncertainty
bounds of the prediction using RVR model.

87
8 Conclusion
8.1 Unique Features and Application
The main outcome of this research work is to provide a model that in real time can
predict the remaining useful life of well barrier (production casing as an example in this
thesis) at any given depth and time in the life of the well. The model can be expanded
further to provide sensitivities to different remedial measures which the operator can use
to either tune the operating parameters or well intervention frequencies to maximize the
barrier’s life, in turn ensuring well integrity. Figure 47 illustrates how an effective
Inspection plan can be developed based on prognostic results.
Figure 47 Application of effective inspection and monitoring plan based on
prognostics

88
The Remaining Useful Life (RUL) can be extended towards the casing’s design
life in case of stress corrosion cracking and hydrogen induced cracking by reducing the
stress below a threshold stress level. This is not usually feasible for working stresses but
it may be possible where the stress causing cracking is a residual stress introduced during
manufacturing process. Another possible way, although difficult one, may be to control
the well environment. One example of this can be by reducing the flow during
production. Another example may be by reducing the kick circulation time and number of
kicks during drilling. The most obvious method may be to use metallic coating. However,
casing wear during drilling or back reaming can degrade the coating significantly.
Corrosive inhibition program can be developed based on the prognostics carried out.
The uniqueness of the proposed methodology is that it utilized physics of failure
models, data driven methods and real time sensor data. One of the unique intermediate
outcomes of the methodology embedded in the model was to modify the damage growth
based on monitored data available at a certain point in the life of well. The methodology
can include models to suit other barrier failure mechanisms and well conditions, as well
as application of different data driven models to suit the availability of data.
The performance of the prognostic model was compared using both a Support
Vector Regression (SVR) model and a Relevance Vector Regression (RVR) model.
Empirical relationships should be used for Physics of Failure models and this requires
performance tests of the specific casing grade or material in specific environmental
conditions. RVR ensures sparse observation of the sampling time domain is possible with
reduced estimation error.

89
8.2 Limitations and Future Work
There are limitations to the model used within the proposed methodology. The
proposed hybrid model should be validated with actual test data and then by field data. In
doing so the uncertainties of the measurements and monitored data should be considered.
It should be noted that the material’s microstructure performance relationships are
foundation for predictive physics-based models. Relevant tests of Hydrogen accelerated
fatigue crack growth should be undertaken. Such tests to develop empirical relationship
should be planned by defining the mechanisms of Hydrogen accelerated fatigue crack
growth phenomenon and the environmental conditions of use of the casing.
For a model to predict accurately, the data that it is making predictions on must
have a similar distribution as the data on which the model was trained. Because data
distributions can be expected to drift over time, deploying a model is not a one-time
exercise but rather a continuous process. It is a good practice to continuously monitor the
incoming data and retrain the model on newer data if it is found that the data distribution
has deviated significantly from the original training data distribution.
It was assumed that the crack initiated at time = 0. This assumption may not be
true in many cases. Future improvement to the proposed model should consider a
stochastic crack initiation model as an addition to predict the location parameter in
Weibull analysis.
In absence of actual test data for high tensile steel casing grades that were studied,
and use of simulated data, there was no noise in the data. Proper noise elimination and
reduction process should be applied to the data before utilizing it for predictive analytics.
One advantage of using RVR model is that it has an option to eliminate noise on the data.

90
8.3 Concluding Remarks
In Gulf of Mexico (GOM) the offshore oil and gas industry has been adapting to the
paradigm shift of drilling production wells in HPHT environment. The regulations are
also adapting to promote safety with 30 CFR Part 250 that requires gathering and
monitoring of real-time well data for HPHT wells. Real time monitoring (RTM) plays an
important role in identifying leading and lagging indicators of barrier failure. The thesis
emphasizes the role that combining monitored data, Physics of failure models and
engineering concepts can play, to better predict integrity issues in advance.
If we monitor the right data, extract the right features, predictive analytics can
identify the integrity issues in advance. The concept of applied prognostics in Condition
Based Monitoring and Maintenance can be fully realized and procedures can be
implemented in advance, to maintain the barrier integrity, reliability and thus enhance
safety of HPHT drilling, completions and operations. It should be noted that data on
HPHT well operations is critical to not only the monitoring program but also in
anticipating and identifying issues in a timely manner. The accessibility and accuracy of
data also plays an important role in reducing the uncertainties of predictive analytics.

91
References
API. (1997). API RP 2A-LRFD for Planning, Designing, and Constructing Fixed
Offshore Platforms - Load and Resistance Factor Design. American Petroleum
Institute.
API. (2006). API RP 90 Annular Casing Pressure Management for Offshore Wells .
American Petroleum Institute.
API. (2008). API Technical Report 5C3 on Equations and Calculations for Casing,
Tubing, and Line Pipe Used as Casing or Tubing; and Performance Properties
Tables for Casing and Tubing. American Petroleum Institute.
API. (2010). API Std 65-Part 2 Isolating Potential Flow Zones During Well
Construction. American Petroleum Institute.
API. (2015). API Technical Report 17TR8: High-pressure High-temperature Design
Guidelines. American Petroleum Institute.
Azar, J. J., & Samuel, G. R. (2007). Drilling Engineering. PennWell Corporation.
Bureau of Safety and Environmental Enforcement. (2016). Federal Register: 30 CFR
Part 250: Oil and Gas and Sulfur Operations in the Outer Continental Shelf—
Blowout Preventer Systems and Well Control (Vol. 81). Department of the
Interior.
Das, B. (2017). Preventing Leaks through RUL Prediction Modeling: Casing Integrity in
HP/HT Environment. SPE HSSE&SR Conference - North America. New Orleans,
Louisiana: SPE.

92
Das, B., & Samuel, R. (2014). Reliability Informed Drilling: Dynamic Reliability for
Dual Gradient Drilling. SPE Annual Technical Conference & Exhibition.
Amsterdam: SPE.
Das, B., & Samuel, R. (2015). A Model for Well Reliability Analysis throughout the
Well Life Incorporating Barrier Engineering and Performance. SPE/IADC
Drdilling Conference. London: SPE.
Das, B., & Samuel, R. (2015). Well Integrity: Incorporating Engineering Considerations
in Barrier Reliability Model. OMAE. St. John's: ASME.
Das, B., & Samuel, R. (2017). HPHT Well Integrity: Load-Resistance Monitoring and
Predictive Analysis. Offshore Technology Conference. Houston, Texas: OTC.
Davies, J. (2014). Well Integrity Industry Analysis. Decomworld.
Davies, J. (2014). Well Integrity Lifecycle Management. Decomworld.
El-Tawil, K., & Jaoude, A. A. (2013). Stochastic and Nonlinear-Based Prognostic Model.
Systems Science & Control Engineering, 1(1), 66-81.
Gangloff, R. P. (2003). Hydrogen Assisted Cracking of High Strength Alloys. In I. Milne,
R. O. Ritchie, & B. Karihaloo, Comprehensive Structural Integrity (pp. 31-101).
Elsevier Science.
Hall, Jr., M. M., & Symons, D. M. (1997). Strain Energy Density - Distance Criterion for
the Initiation of Stress Corrosion Cracking of Alloy X-750. In W. A. Van Der
Sluys, R. S. Piascik, & R. Zawierucha, Effects of the Environment on the
Initiation of Crack Growth, ASTM STP1298 (pp. 167-181). American Society for
Testing and Materials.

93
Halliburton. (2009). Red Book - Engineering Tables. Halliburton.
ISO. (2013). ISO/TS 16530-2: Well Integrity for the Operational Phase. ISO.
ISO. (2017). ISO 16530-1 Petroleum and Natural Gas Industries -- Well Integrity -- Part
1: Life Cycle Governance. International Organization for Standardization.
Louthan, Jr., M. R. (2008). Hydrogen Embrittlement of Metals: A Primer for the Failure
Analyst. Journal of Failure Analysis and Prevention, 8(3), 289-307.
Nelson, H. G. (1972). NASA Technical Note D-6691: The Kinetic and Mechanical
aspects of Hydrogen-Induced Failure in Metals. NASA.
NORSOK. (2004). NORSOK Standard D-010 Well Integrity in Drilling and Well
Operations. Standards Norway.
Pao, P. S., Bayles, R. A., & Yoder, G. R. (1991). Effect of Ripple Load on Stress
Corrosion Cracking in Structural Steels. Journal of Engineering Materials, 125-
129.
Ponthiaux, P., Wenger, F., & Celis, J.-P. (2012). Tribocorrosion: Material Behavior
Under Combined Conditions of Corrosion and Mechanical Loading. In H. Shih
(Ed.), Corrosion Resistance. Intech.
Quinn, T. F. (1991). Oxidational Wear Modeling: I. Wear, 153, 179-200.
Quinn, T. F. (1994). Oxidational Wear Modelling: Part II - The General Theory of
Oxidational Wear. Wear, 175, 199-208.
Quinn, T. F. (1997). Oxidational Wear Modelling: Part III - The Effects of Speed and
Elevated Temperatures. Wear, 216, 262-275.

94
Rahman, S. S., & Chilingarian, G. V. (1995). Casing Design Theory and Practice.
Elsevier.
Ritchie, R. O. (1977, July). Near-Threshold Fatigue Crack Propagation in Ultra-High
Strength Steel: Influence of Load Ration and Cyclic Strength. Journal of
Engineering and Material Technology, 195-204. Retrieved 2017
Samuel, G. R. (2007). Downhole Drilling Tools. Gulf Publishing Company.
Samuel, R. (2014). Inspection Needs Supporting Increased Well Integrity. Retrieved from
NASA In-Space Inspection Technology Workshop :
https://www.nasa.gov/sites/default/files/files/R_Samuel-
Inspection_Needs_Supporting_Increased_Well_Integrity.pdf
Samuel, R., & Das, B. (2015). Well Integrity as Performance Metrics in Deep Water
Drilling. Offshore Technology Conference. Houston: OTC.
Samuel, R., & Gao, D. (2007). Horizontal Drilling Engineering - Theory, Methods and
Applications. Sigmaquadrant Engineering Publication.
Skeels, B. (2014). API 17TR8 - HPHT Design Guideline for Subsea Equipment. OTC.
Houston: Offshore Technology Conference.
Somerday, B. (n.d.). Hydrogen Embrittlement of Structural Steels. Retrieved March
2017, from www.hydrogen.energy.gov:
https://www.hydrogen.energy.gov/pdfs/review12/pd025_somerday_2012_o.pdf
Spoerker, H. F., Havlik, W., & Jellison, M. J. (2008). What Really Happens to High
Strength Drillpipe When Taking a Sour-Gas Kick? IADC/SPE. Orlando:
International Association of Drilling Contractors.

95
Tipping, M. E. (2001). Sparse Bayesian Learning and the Relevance Vector Machine.
Journal of Machine Learning Research, 211-244.
Transportation Research Board 2015 Executive Committee. (2015). Application of Real-
Time Monitoring of Offshore Oil and Gas Operations - Workshop Report.
Houston: The National Academies of Science, Engineering and Medicine.
US EIA. (2016). Trends in U.S. Oil and Natural Gas Upstream Costs. Washington DC:
US Energy Information Administration.
Vergani, L., Colombo, C., & Sciuccati, A. (n.d.). Influence Of Hydrogen Environment On
Crack Growth Rate. Retrieved March 2017, from http://www.gruppofrattura.it/:
http://www.gruppofrattura.it/pdf/cp/CP2012/059.pdf
Wood Group Mustang. (2015). 2015 Deepwater Solutions & Records for Concept
Selection. Houston: Offshore Magazine.
Yu, G.-H., Cheng, Y.-H., Chen, L., Qiao, L.-J., Wang, Y.-B., & Chu, W.-Y. (1997,
October). Hydrogen Accumulation and Hydrogen-Induced Cracking of API C90
Tubular Steel. Corrosion, 53(10).
Zhou, R. R., Serban, N., & Gebraeel, N. (2011). Degradation Modeling applied to
Residual Lifetime Prediction using Functional data analysis. The Annals of
Applied Statistics, 5(2B), 1586-1610.

96
Appendix I - Burst and Collapse Strength Requirement for
Production Casing with TVD
Depth
(ft)
Burst Design
Load(psi)
Collapse Design
Load(psi) Burst SF (psi) Collapse SF (psi)
12045 11322.3 12526.8 12454.53 14092.65
12090 11364.6 12573.6 12501.06 14145.3
12135 11406.9 12620.4 12547.59 14197.95
12180 11449.2 12667.2 12594.12 14250.6
12225 11491.5 12714 12640.65 14303.25
12270 11533.8 12760.8 12687.18 14355.9
12315 11576.1 12807.6 12733.71 14408.55
12360 11618.4 12854.4 12780.24 14461.2
12405 11660.7 12901.2 12826.77 14513.85
12450 11703 12948 12873.3 14566.5
12495 11745.3 12994.8 12919.83 14619.15
12540 11787.6 13041.6 12966.36 14671.8
12585 11829.9 13088.4 13012.89 14724.45
12630 11872.2 13135.2 13059.42 14777.1
12675 11914.5 13182 13105.95 14829.75
12720 11956.8 13228.8 13152.48 14882.4
12765 11999.1 13275.6 13199.01 14935.05
12810 12041.4 13322.4 13245.54 14987.7
12855 12083.7 13369.2 13292.07 15040.35
12900 12126 13416 13338.6 15093
12945 12168.3 13462.8 13385.13 15145.65
12990 12210.6 13509.6 13431.66 15198.3
13035 12252.9 13556.4 13478.19 15250.95
13080 12295.2 13603.2 13524.72 15303.6
13125 12337.5 13650 13571.25 15356.25
13170 12379.8 13696.8 13617.78 15408.9
13215 12422.1 13743.6 13664.31 15461.55
13260 12464.4 13790.4 13710.84 15514.2
13305 12506.7 13837.2 13757.37 15566.85
13350 12549 13884 13803.9 15619.5
13395 12591.3 13930.8 13850.43 15672.15
13440 12633.6 13977.6 13896.96 15724.8

97
Depth
(ft)
Burst Design
Load(psi)
Collapse Design
Load(psi) Burst SF (psi) Collapse SF (psi)
13485 12675.9 14024.4 13943.49 15777.45
13530 12718.2 14071.2 13990.02 15830.1
13575 12760.5 14118 14036.55 15882.75
13620 12802.8 14164.8 14083.08 15935.4
13665 12845.1 14211.6 14129.61 15988.05
13710 12887.4 14258.4 14176.14 16040.7
13755 12929.7 14305.2 14222.67 16093.35
13800 12972 14352 14269.2 16146
13845 13014.3 14398.8 14315.73 16198.65
13890 13056.6 14445.6 14362.26 16251.3
13935 13098.9 14492.4 14408.79 16303.95
13980 13141.2 14539.2 14455.32 16356.6
14025 13183.5 14586 14501.85 16409.25
14070 13225.8 14632.8 14548.38 16461.9
14115 13268.1 14679.6 14594.91 16514.55
14160 13310.4 14726.4 14641.44 16567.2
14205 13352.7 14773.2 14687.97 16619.85
14250 13395 14820 14734.5 16672.5
14295 13437.3 14866.8 14781.03 16725.15
14340 13479.6 14913.6 14827.56 16777.8
14385 13521.9 14960.4 14874.09 16830.45
14430 13564.2 15007.2 14920.62 16883.1
14475 13606.5 15054 14967.15 16935.75
14520 13648.8 15100.8 15013.68 16988.4
14565 13691.1 15147.6 15060.21 17041.05
14610 13733.4 15194.4 15106.74 17093.7
14655 13775.7 15241.2 15153.27 17146.35
14700 13818 15288 15199.8 17199
14745 13860.3 15334.8 15246.33 17251.65
14790 13902.6 15381.6 15292.86 17304.3
14835 13944.9 15428.4 15339.39 17356.95
14880 13987.2 15475.2 15385.92 17409.6
14925 14029.5 15522 15432.45 17462.25
14970 14071.8 15568.8 15478.98 17514.9

98
Depth
(ft)
Burst Design
Load(psi)
Collapse Design
Load(psi) Burst SF (psi) Collapse SF (psi)
15015 14114.1 15615.6 15525.51 17567.55
15060 14156.4 15662.4 15572.04 17620.2
15105 14198.7 15709.2 15618.57 17672.85
15150 14241 15756 15665.1 17725.5
15195 14283.3 15802.8 15711.63 17778.15
15240 14325.6 15849.6 15758.16 17830.8
15285 14367.9 15896.4 15804.69 17883.45
15330 14410.2 15943.2 15851.22 17936.1
15375 14452.5 15990 15897.75 17988.75
15420 14494.8 16036.8 15944.28 18041.4
15465 14537.1 16083.6 15990.81 18094.05
15510 14579.4 16130.4 16037.34 18146.7
15555 14621.7 16177.2 16083.87 18199.35
15600 14664 16224 16130.4 18252
15645 14706.3 16270.8 16176.93 18304.65
15690 14748.6 16317.6 16223.46 18357.3
15735 14790.9 16364.4 16269.99 18409.95
15780 14833.2 16411.2 16316.52 18462.6
15825 14875.5 16458 16363.05 18515.25
15870 14917.8 16504.8 16409.58 18567.9
15915 14960.1 16551.6 16456.11 18620.55
15960 15002.4 16598.4 16502.64 18673.2
16005 15044.7 16645.2 16549.17 18725.85
16050 15087 16692 16595.7 18778.5
16095 15129.3 16738.8 16642.23 18831.15
16140 15171.6 16785.6 16688.76 18883.8
16185 15213.9 16832.4 16735.29 18936.45
16230 15256.2 16879.2 16781.82 18989.1
16275 15298.5 16926 16828.35 19041.75
16320 15340.8 16972.8 16874.88 19094.4
16365 15383.1 17019.6 16921.41 19147.05
16410 15425.4 17066.4 16967.94 19199.7
16455 15467.7 17113.2 17014.47 19252.35
16500 15510 17160 17061 19305

99
Depth
(ft)
Burst Design
Load(psi)
Collapse Design
Load(psi) Burst SF (psi) Collapse SF (psi)
16545 15552.3 17206.8 17107.53 19357.65
16590 15594.6 17253.6 17154.06 19410.3
16635 15636.9 17300.4 17200.59 19462.95
16680 15679.2 17347.2 17247.12 19515.6
16725 15721.5 17394 17293.65 19568.25
16770 15763.8 17440.8 17340.18 19620.9
16815 15806.1 17487.6 17386.71 19673.55
16860 15848.4 17534.4 17433.24 19726.2
16905 15890.7 17581.2 17479.77 19778.85
16950 15933 17628 17526.3 19831.5
16995 15975.3 17674.8 17572.83 19884.15
17040 16017.6 17721.6 17619.36 19936.8
17085 16059.9 17768.4 17665.89 19989.45
17130 16102.2 17815.2 17712.42 20042.1
17175 16144.5 17862 17758.95 20094.75
17220 16186.8 17908.8 17805.48 20147.4
17265 16229.1 17955.6 17852.01 20200.05
17310 16271.4 18002.4 17898.54 20252.7
17355 16313.7 18049.2 17945.07 20305.35
17400 16356 18096 17991.6 20358
17445 16398.3 18142.8 18038.13 20410.65
17490 16440.6 18189.6 18084.66 20463.3
17535 16482.9 18236.4 18131.19 20515.95
17580 16525.2 18283.2 18177.72 20568.6
17625 16567.5 18330 18224.25 20621.25
17670 16609.8 18376.8 18270.78 20673.9
17715 16652.1 18423.6 18317.31 20726.55
17760 16694.4 18470.4 18363.84 20779.2
17805 16736.7 18517.2 18410.37 20831.85
17850 16779 18564 18456.9 20884.5
17895 16821.3 18610.8 18503.43 20937.15
17940 16863.6 18657.6 18549.96 20989.8
17985 16905.9 18704.4 18596.49 21042.45
18030 16948.2 18751.2 18643.02 21095.1

100
Depth
(ft)
Burst Design
Load(psi)
Collapse Design
Load(psi) Burst SF (psi) Collapse SF (psi)
18075 16990.5 18798 18689.55 21147.75
18120 17032.8 18844.8 18736.08 21200.4
18165 17075.1 18891.6 18782.61 21253.05
18210 17117.4 18938.4 18829.14 21305.7
18255 17159.7 18985.2 18875.67 21358.35
18300 17202 19032 18922.2 21411
18345 17244.3 19078.8 18968.73 21463.65
18390 17286.6 19125.6 19015.26 21516.3
18435 17328.9 19172.4 19061.79 21568.95
18480 17371.2 19219.2 19108.32 21621.6
18525 17413.5 19266 19154.85 21674.25
18570 17455.8 19312.8 19201.38 21726.9
18615 17498.1 19359.6 19247.91 21779.55
18660 17540.4 19406.4 19294.44 21832.2
18705 17582.7 19453.2 19340.97 21884.85
18750 17625 19500 19387.5 21937.5
18795 17667.3 19546.8 19434.03 21990.15
18840 17709.6 19593.6 19480.56 22042.8
18885 17751.9 19640.4 19527.09 22095.45
18930 17794.2 19687.2 19573.62 22148.1
18975 17836.5 19734 19620.15 22200.75
19020 17878.8 19780.8 19666.68 22253.4
19065 17921.1 19827.6 19713.21 22306.05
19110 17963.4 19874.4 19759.74 22358.7
19155 18005.7 19921.2 19806.27 22411.35
19200 18048 19968 19852.8 22464
19245 18090.3 20014.8 19899.33 22516.65
19290 18132.6 20061.6 19945.86 22569.3
19335 18174.9 20108.4 19992.39 22621.95
19380 18217.2 20155.2 20038.92 22674.6
19425 18259.5 20202 20085.45 22727.25
19470 18301.8 20248.8 20131.98 22779.9
19515 18344.1 20295.6 20178.51 22832.55
19560 18386.4 20342.4 20225.04 22885.2

101
Depth
(ft)
Burst Design
Load(psi)
Collapse Design
Load(psi) Burst SF (psi) Collapse SF (psi)
19605 18428.7 20389.2 20271.57 22937.85
19650 18471 20436 20318.1 22990.5
19695 18513.3 20482.8 20364.63 23043.15
19740 18555.6 20529.6 20411.16 23095.8
19785 18597.9 20576.4 20457.69 23148.45
19830 18640.2 20623.2 20504.22 23201.1
19875 18682.5 20670 20550.75 23253.75
19920 18724.8 20716.8 20597.28 23306.4
19965 18767.1 20763.6 20643.81 23359.05
20010 18809.4 20810.4 20690.34 23411.7
20055 18851.7 20857.2 20736.87 23464.35

102
Appendix II – Crack Growth and RUL Estimation Charts
Case Crack Growth rate (mm/year) Cumulative Crack Growth (mm)
1

103
Case Crack Growth rate (mm/year) Cumulative Crack Growth (mm)
2

104
Case Crack Growth rate (mm/year) Cumulative Crack Growth (mm)
3

105
Case Crack Growth rate (mm/year) Cumulative Crack Growth (mm)
4

106
Case Crack Growth rate (mm/year) Cumulative Crack Growth (mm)
5

107
Case Crack Growth rate (mm/year) Cumulative Crack Growth (mm)
6

108
Case Crack Growth rate (mm/year) Cumulative Crack Growth (mm)
7

109
Case Crack Growth rate (mm/year) Cumulative Crack Growth (mm)
8

110
Case Crack Growth rate (mm/year) Cumulative Crack Growth (mm)
9

111
Case Crack Growth rate (mm/year) Cumulative Crack Growth (mm)
10

112
Case Crack Growth rate (mm/year) Cumulative Crack Growth (mm)
11

113
Case Crack Growth rate (mm/year) Cumulative Crack Growth (mm)
12

114
Appendix III – Software GUI Screenshots

115

116

117