Embed Size (px)
Citation preview

H26 JCM FS 最終報告書
1
詳細報告書 目次
1. 調査の背景 ..................................................................................................................................... 5
1.1 ホスト国の JCMに対する考え方 .............................................................................................. 5
1.1.1 ホスト国の気候変動政策 ................................................................................................... 5
1.1.2 ホスト国の JCMに対する期待 .......................................................................................... 5
1.1.3 インドネシア国における JCMの制度的課題と解決策 ........................................................ 6
1.2 企画立案の経緯・背景 ........................................................................................................... 10
1.2.1 JCM対象として有望な業界である製紙業界 ................................................................... 10
1.2.2 有望案件の抽出 ............................................................................................................. 11
2. 調査対象プロジェクト .................................................................................................................... 13
2.1 プロジェクトの概要 ................................................................................................................. 13
2.2 ホスト国における状況 ............................................................................................................. 14
2.2.1 RAN-GRKにおける製紙の取り扱い .............................................................................. 14
2.2.2 製紙業界のエネルギー削減に係る所管官庁 ................................................................... 14
2.2.3 インドネシアにおける製紙業界の動向 ............................................................................. 15
2.2.4 競合他社 ........................................................................................................................ 21
2.3 プロジェクトの普及 ................................................................................................................. 22
3. 調査の方法 ................................................................................................................................... 24
3.1 調査実施体制 ........................................................................................................................ 24
3.2 調査課題および内容 ............................................................................................................. 27
4. プロジェクト実現に向けた調査 ....................................................................................................... 28
4.1 プロジェクト計画 ..................................................................................................................... 28
4.1.1 実施体制および役割分担 ............................................................................................... 28
4.1.2 OCC ラインの導入機器 ................................................................................................... 30
4.1.3 想定される必要経費 ....................................................................................................... 33
4.1.4 スケジュール ................................................................................................................... 34
4.1.5 事業性評価 .................................................................................................................... 36
4.1.6 資金調達計画 ................................................................................................................. 37
4.1.7 リスク分析 ....................................................................................................................... 38
4.1.8 プロジェクト実施主体の経営体制・実績 ........................................................................... 42
4.2 プロジェクト許認可取得 .......................................................................................................... 49
4.2.1 資本投資認可 ................................................................................................................. 49
4.2.2 環境影響評価に係る認可 ............................................................................................... 49
4.3 日本技術の優位性................................................................................................................. 51
4.3.1 OCC ラインの全体フロー ................................................................................................ 51
4.3.2 システム全体の基本仕様による低炭素化 ........................................................................ 54
4.3.3 個別の機器の低炭素化 .................................................................................................. 54

H26 JCM FS 最終報告書
2
4.4 MRV体制 ............................................................................................................................. 63
4.4.1 MRVに係る組織、会議体、指示命令系統の再構築 ....................................................... 63
4.4.2 モニタリングに必要な計測機器、モニタリングの仕方 ........................................................ 64
4.4.3 モニタリング記録の保存方法に関して .............................................................................. 66
4.5 ホスト国の環境十全性の確保と持続可能な開発への寄与 ....................................................... 67
4.6 今後の予定及び課題 ............................................................................................................. 68
5. JCM方法論作成に関する調査 .................................................................................................... 69
5.1 適格性要件 ........................................................................................................................... 69
5.2 リファレンス排出量の設定と算定、およびプロジェクト排出量の算定 ......................................... 76
5.2.1 方法論算定式 ................................................................................................................. 76
5.2.2 原単位法の利用 ............................................................................................................. 77
5.2.3 方法論バウンダリーと補助対象バウンダリーの考え方 ...................................................... 77
5.2.4 BAUおよびリファレンスシナリオの考え方 ....................................................................... 78
5.2.5 リファレンス電力消費原単位の求め方 ............................................................................. 80
5.2.6 プロジェクト生産量および電力消費量の求め方 ............................................................... 80
5.2.7 CO2削減量予測 ............................................................................................................. 81
5.3 プロジェクト実施前の設定値 ................................................................................................... 82

H26 JCM FS 最終報告書
3
詳細報告書 図表目次
図 1 APKENINDOのHP ........................................................................................................... 7
図 2 RAN-GRKの概要 ................................................................................................................ 8
図 3 RAN-MAPIの概要 .............................................................................................................. 9
図 4 日本における CO2排出量の内訳 (2013年度、合計約 13億トン) .................................... 10
図 5 分野別 JCM関連調査数(2011、2012年度の累積) ......................................................... 11
図 6 JCM案件発掘の際の考え方 ............................................................................................... 12
図 7 板紙の生産量世界上位 13カ国(2012年) ......................................................................... 12
図 8 Fajar Paper プロジェクトサイト(予定) ................................................................................. 13
図 9 OCCプロセスを含む増設計画 ............................................................................................. 13
図 11 インドネシアにおける紙・パルプ価値チェーン .................................................................... 15
図 12 インドネシアにおけるパルプ種別生産量 ............................................................................ 17
図 13 インドネシアにおける紙種別生産量 ................................................................................... 18
図 14 紙・パルプ製品の輸出額 ................................................................................................... 19
図 15 紙・パルプ製品の輸入額 ................................................................................................... 20
図 16 IKPPの収益と純利益率.................................................................................................... 21
図 17 アジア主要国における段ボール中芯生産量推移予測(単位:千トン) .................................. 22
図 18 アジア主要国におけるライナーボード(Linerboard)生産量推移予測(単位:千トン) .......... 23
図 19 調査実施体制 ................................................................................................................... 25
図 20 調査実施スケジュール....................................................................................................... 25
図 21 プロジェクトの実施体制 ..................................................................................................... 28
図 22 OCC ラインのプロセスフロー .............................................................................................. 30
図 23 プロジェクト実施スケジュール(案) ..................................................................................... 35
図 24 本プロジェクトに関連した資金調達 .................................................................................... 37
図 25 リスク項目の抽出・評価・今後の方針提示までの流れ ......................................................... 38
図 26 売上高 .............................................................................................................................. 44
図 27 兼松株式会社の海外拠点(アジア・中東地域) ................................................................... 46
図 28 財務データ ....................................................................................................................... 47
図 30 同社従来型の OCC ライン ................................................................................................ 53
図 31 当該プロジェクトで導入される OCC ライン ......................................................................... 53
図 32 パルパーの模式図 ............................................................................................................ 54
図 33 ヘリックス・ローター第 1世代(Fajar社導入済み) ............................................................. 55
図 34 ヘリックス・ローター第 2世代(Fajar社導入済み) ............................................................. 55
図 36 ヘリックス・ローター第 3世代 ............................................................................................. 56
図 37 ヘリックス・ローター第 3世代に使われるストレーナー ........................................................ 57
図 38 ヘリックス・パルパーに使われる G タブと流体シミュレーション ............................................ 57
図 39 高・中濃度クリーナー......................................................................................................... 58
図 40 フラクショネーター ............................................................................................................. 59
図 41 粗選スクリーン ................................................................................................................... 59

H26 JCM FS 最終報告書
4
図 42 従来の GHC ローター(左)と新しいGHC2 ローター(右) .................................................. 59
図 44 低濃度クリーナー .............................................................................................................. 60
図 45 スクリュープレス ................................................................................................................. 61
図 47 エネルギー管理・レポーティングシステム ........................................................................... 64
図 48 導入予定の EXAQUANTUMシステムの全体像 ............................................................. 66
図 49 紙媒体によるデータ保存 ................................................................................................... 66
図 50 BAU排出量とリファレンス排出量の違い ............................................................................ 79
表 1 ホスト国における JCM関連スケジュール .............................................................................. 5
表 2 インドネシアで承認済みの方法論(2015年 1月時点) .......................................................... 6
表 3 補助金を原資に実施された ................................................................................................... 6
表 4 インドネシア市場における展開可能性 ................................................................................. 23
表 5 現地調査の概要 ................................................................................................................. 26
表 6 調査課題別の調査内容 ...................................................................................................... 27
表 7 プロジェクト実施体制における役割分担(案) ....................................................................... 29
表 8 OCC ラインを構成する設備機器(概要)その 1 ..................................................................... 31
表 9 OCC ラインを構成する設備機器(概要)その 2 ..................................................................... 32
表 10 納入予定機器リスト(案) .................................................................................................... 33
表 11 プロジェクト経費内訳 ......................................................................................................... 37
表 12 網羅的なリスク整理と本調査で検討すべきリスクの抽出 ...................................................... 39
表 13 抽出リスク項目の検討結果と今後の対応方針 .................................................................... 40
表 14 Fajar社の基本情報 .......................................................................................................... 42
表 15 利益指標の競合比較 ........................................................................................................ 43
表 16 安定指標の競合比較 ........................................................................................................ 43
表 17 成長率指標の競合比較 .................................................................................................... 44
表 18 生産性指標の競合比較 .................................................................................................... 44
表 19 直近 6年の業績推移(財務 3表) ..................................................................................... 45
表 20 直近 10年の業績推移(損益計算書) ................................................................................ 45
表 22 相川鉄工株式会社の基本情報 ......................................................................................... 48
表 24 要素機器の機能概要と他社との差別化要素 ...................................................................... 52
表 25 インドネシアにおける中芯製造設備の導入 ........................................................................ 62
表 26 インドネシアにおけるライナー製造設備の導入 ................................................................... 62
表 28 CDMにおける追加性証明要件と代替シナリオ .................................................................. 70
表 30 CDMにおける追加証明要件の JCM適格性要件への置き換え ........................................ 71
表 31 CDMにおける方法論の適用可能性条件 .......................................................................... 73
表 32 適格性要件(案) ............................................................................................................... 75
表 33 電量系統地域別 電力排出係数 ....................................................................................... 82

H26 JCM FS 最終報告書
5
1. 調査の背景
1.1 ホスト国の JCM に対する考え方
1.1.1 ホスト国の気候変動政策
インドネシアは、国家開発計画(2010-2014 年)において気候変動政策を重要な政策課題の一つとし
て位置づけ、2030年までの部門別の政策方針を示した Climate Change Sectoral Roadmap 、さらに
具体的な GHG 削減対策を示した国家行動計画(RAN-GRK)を策定し、気候変動対策に取り組んでいる。
さらにエネルギー政策面ではビジョン Vision25/25のもと、2025年までにエネルギー需要を 33.85%削減
するという目標を掲げている。
また、より長期的(~2050 年)で、適応策に関する取り決めまでも包含する国家行動計画、National
Action Plan Addressing Climate Change (RAN-MAPI)も別途策定している。
1.1.2 ホスト国の JCM に対する期待
インドネシアはもともと、途上国の中で気候変動対策に最も積極的な国の一つである。特に市場メカニズ
ムについては、自国への投資を呼び込めるツールであり、国を挙げて非常に前向きに取り組んでいる。
平成 25 年 8 月に我が国とインドネシアは JCM に関する署名を締結した。2013 年 10月 16 日に初めて
の合同委員会が開催されて以来、現在に至るまで様々な動きがあり、2014年 10月 30日には第一号プロ
ジェクトが承認(PDD承認)された。
表 1 ホスト国における JCM 関連スケジュール
出所)新メカニズム情報プラットフォーム
時期 インドネシアにおけるJCM関連動向2015年1月7日 提案JCMプロジェクト(第二号案件)のパブリック・コメント
2014年10月31日 第3回日・インドネシア合同委員会において、第一号プロジェクトの承認
2014年10月30日 日・インドネシア合同委員会により方法論2件が承認
2014年10月30日 第3回 日・インドネシア合同委員会の開催
2014年10月16日 提案方法論へのパブリック・コメント
2014年9月25日 提案JCMプロジェクトへのパブリック・コメント(第一号案件)
2014年9月17日 日・インドネシア合同委員会による電子決裁
2014年9月10日 提案方法論へのパブリック・コメント
2014年5月19日 第2回 日・インドネシア合同委員会の開催
2014年5月1日 提案方法論へのパブリック・コメント(第一号方法論)
2013年12月14日 日ASEAN特別首脳会議共同声明
2013年10月16日-17日 第1回 日・インドネシア合同委員会の開催
2013年10月8日 第21回 APEC首脳宣言
2013年8月26日 日・インドネシア二国間文書の署名

H26 JCM FS 最終報告書
6
JCM署名国の中で、PDDが承認された国は、2015年 1月時点では他にモンゴルだけであり、12か国
ある署名国の中でも最も JCMの取り組みが進んでいる国と言える。
方法論に限れば、既に 4件承認されており、やはり署名国の中で最も件数が多い。
表 2 インドネシアで承認済みの方法論(2015 年 1 月時点)
出所)新メカニズム情報プラットフォーム
これらは、インドネシア政府の JCM に対する期待と、そのための積極的な協力があることを表していると
言える。
また、日本側もそれに応えるように、JCM関連調査の件数はインドネシアが最も多い。進出している日系
企業が多いことも影響していると言えるであろう。
表 3 補助金を原資に実施された
2010~2013 年までの国別の JCM 関連調査 実施件数
出所)環境省、経済産業省、NEDO HPを元に NRI作成
1.1.3 インドネシア国における JCM の制度的課題と解決策
製紙業界の監督省庁であるインドネシア産業省の JCM 担当者の一人である Shinta Sirait 氏
(Deputy Director of Center for Policy Assessment on Green Aid Plan)にヒアリングを実施しインドネ
シアにおける JCM の制度的課題をヒアリングしたところ、日本企業だけでなくインドネシア企業にも裨益し、
日本技術が採用されるようなスキームが求められていることがわかった。環境省の設備補助事業のスキー
ムは、その契約形態から、日本企業がホスト国にて事業を実施することを想定して作られており、ホスト国側
企業のメリットを担保するには複雑なスキームを組む必要がある。日本国の税金(エネルギー対策特別会
Methodology No. TitleLatest
versionStatus
Date of
approval
ID_AM001Power Generation by Waste Heat Recovery in
Cement IndustryVer1.0 Active 19-May-14
ID_AM002Energy Saving by Introduction of High Efficiency
Centrifugal ChillerVer1.0 Active 17-Sep-14
ID_AM003Installation of Energy-efficient Refrigerators
Using Natural Refrigerant at Food Industry Cold
Storage and Frozen Food Processing Plant
Ver1.0 Active 30-Oct-14
ID_AM004Installation of Inverter-Type Air Conditioning
System for Cooling for Grocery StoreVer1.0 Active 30-Oct-14
既にJCMの為のMOUが締結された国
実施件数
インドネシア 76件
モンゴル 14件
ラオス 9件
カンボジア 8件
ベトナム 7件
バングラディシュ 7件
ケニア 4件
モルディブ 3件
エチオピア 3件
パラオ 1件
コスタリカ 0件

H26 JCM FS 最終報告書
7
計)を原資としている以上、外国企業への直接補助が叶わないのは当然ではあるが、この問題は、JCM ク
レジットをトレーダブルにして、ホスト国企業がそこから金銭的メリットを得られるようにすることで一部解決す
る可能性がある。
また、仮に設備補助事業にて 1/2 補助が出たとして、それでも日本企業の技術は高価であるとの指摘も
ある。その解決策として、産業省では、日本の経済産業省、省エネセンター(ECCJ)、三菱総合研究所
(MRI)と協働し、省エネ事業に適用できるような、ESCOとJCMを組み合わせたスキームを検討しており、
2011年にインドネシアESCO協会(APKENINDO)を産業省の外郭団体として設立した。せっかく省エネ
性能が良くても、安価な台湾製などを購入してしまう事業者がおり、品質と価格とのバランスをとって設備導
入をしてもらうことが目的である。この「ESCO-JCM」スキームは、繊維、紙パルプ、鉄鋼、セメント業界が対
象となっており、本プロジェクトもこのスキームの適用を検討することは有用である。来年度以降、環境省が
実施する設備補助事業との融合が可能か検討する予定である。
図 1 APKENINDOのHP
出所)APKENINDOの HP
H26 JCM FS 最終報告書
8
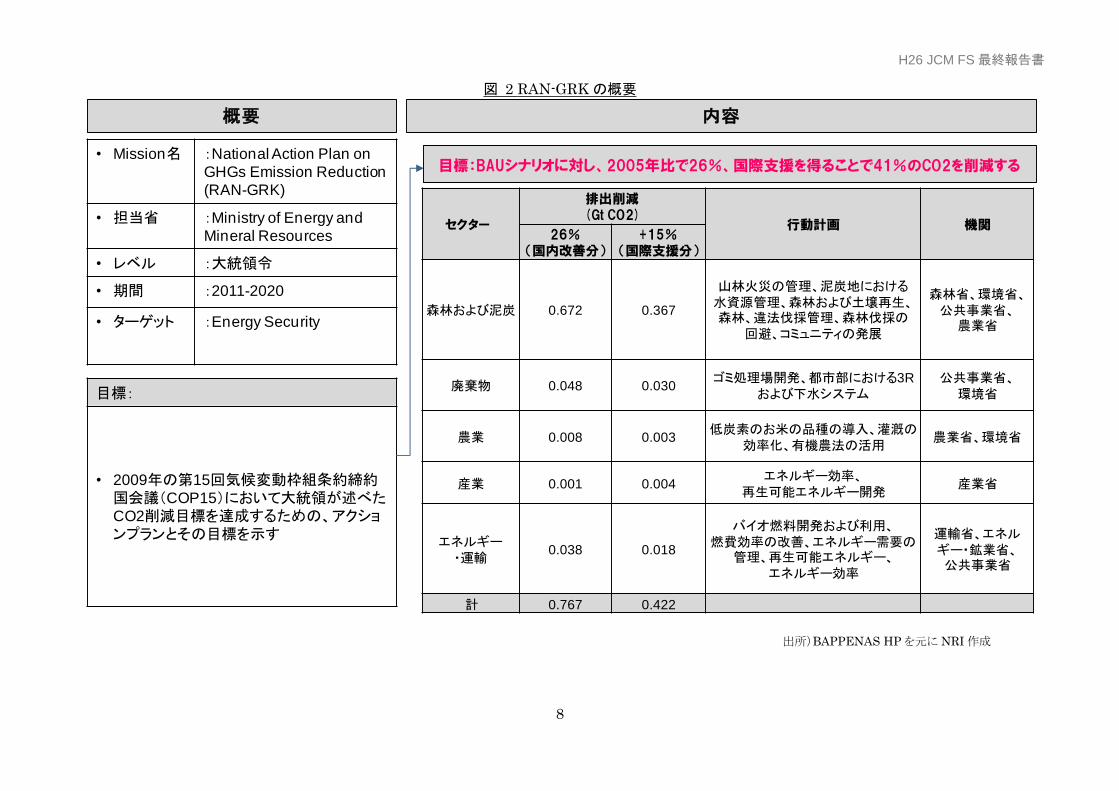
図 2 RAN-GRK の概要
出所)BAPPENAS HPを元に NRI作成
• Mission名 :National Action Plan on
GHGs Emission Reduction
(RAN-GRK)
• 担当省 :Ministry of Energy and
Mineral Resources
• レベル :大統領令
• 期間 :2011-2020
• ターゲット :Energy Security
目標:
• 2009年の第15回気候変動枠組条約締約国会議(COP15)において大統領が述べたCO2削減目標を達成するための、アクションプランとその目標を示す
概要 内容
目標:BAUシナリオに対し、2005年比で26%、国際支援を得ることで41%のCO2を削減する
セクター
排出削減(Gt CO2)
行動計画 機関26%
(国内改善分)+15%
(国際支援分)
森林および泥炭 0.672 0.367
山林火災の管理、泥炭地における水資源管理、森林および土壌再生、森林、違法伐採管理、森林伐採の
回避、コミュニティの発展
森林省、環境省、公共事業省、
農業省
廃棄物 0.048 0.030ゴミ処理場開発、都市部における3R
および下水システム公共事業省、
環境省
農業 0.008 0.003低炭素のお米の品種の導入、灌漑の
効率化、有機農法の活用農業省、環境省
産業 0.001 0.004エネルギー効率、
再生可能エネルギー開発産業省
エネルギー・運輸
0.038 0.018
バイオ燃料開発および利用、燃費効率の改善、エネルギー需要の
管理、再生可能エネルギー、エネルギー効率
運輸省、エネルギー・鉱業省、公共事業省
計 0.767 0.422
H26 JCM FS 最終報告書
9
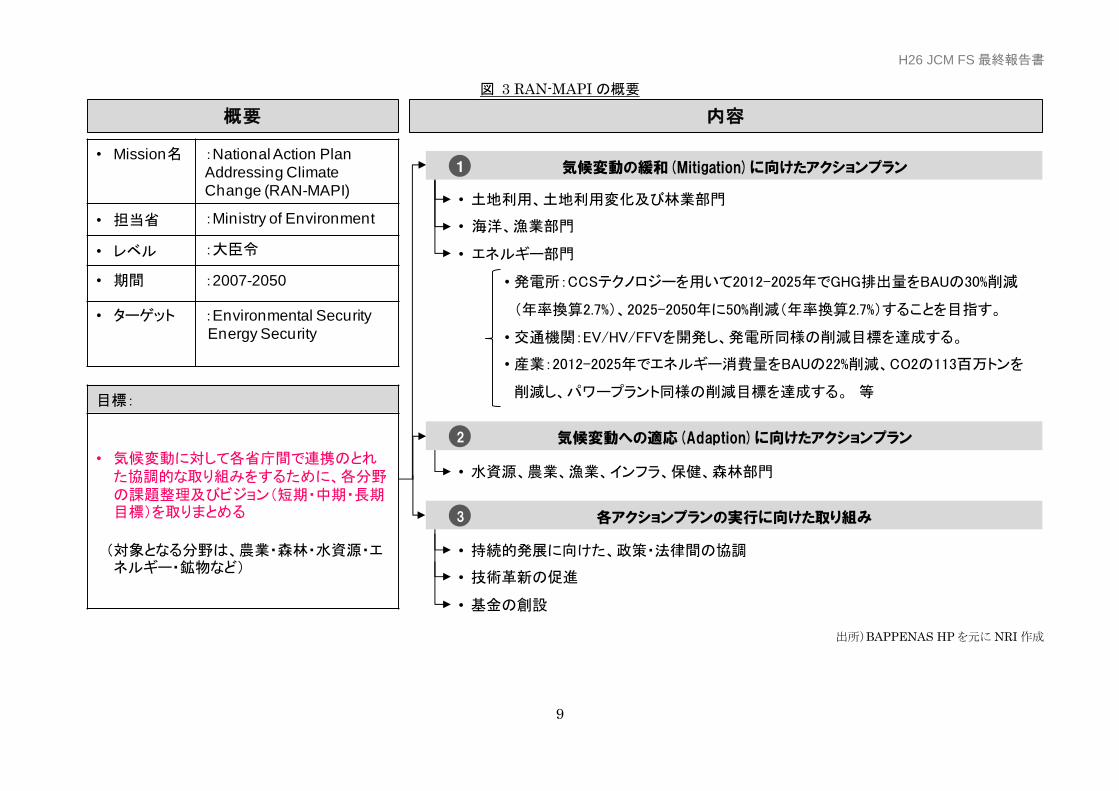
図 3 RAN-MAPI の概要
出所)BAPPENAS HPを元に NRI作成
• Mission名 :National Action Plan
Addressing Climate
Change (RAN-MAPI)
• 担当省 :Ministry of Environment
• レベル :大臣令
• 期間 :2007-2050
• ターゲット :Environmental Security
Energy Security
目標:
• 気候変動に対して各省庁間で連携のとれた協調的な取り組みをするために、各分野の課題整理及びビジョン(短期・中期・長期目標)を取りまとめる
(対象となる分野は、農業・森林・水資源・エネルギー・鉱物など)
概要 内容
気候変動の緩和(Mitigation)に向けたアクションプラン1
気候変動への適応(Adaption)に向けたアクションプラン2
• 土地利用、土地利用変化及び林業部門
• 海洋、漁業部門
• エネルギー部門
• 発電所:CCSテクノロジーを用いて2012-2025年でGHG排出量をBAUの30%削減
(年率換算2.7%)、2025-2050年に50%削減(年率換算2.7%)することを目指す。
• 交通機関:EV/HV/FFVを開発し、発電所同様の削減目標を達成する。
• 産業:2012-2025年でエネルギー消費量をBAUの22%削減、CO2の113百万トンを
削減し、パワープラント同様の削減目標を達成する。 等
• 水資源、農業、漁業、インフラ、保健、森林部門
各アクションプランの実行に向けた取り組み3
• 持続的発展に向けた、政策・法律間の協調
• 技術革新の促進
• 基金の創設

H26 JCM FS 最終報告書
10
1.2 企画立案の経緯・背景
1.2.1 JCM 対象として有望な業界である製紙業界
2010年の COP16におけるカンクン合意を経て、COP17において新しい市場メカニズムの創設が妥結
されてから、日本政府は、日本独自の市場メカニズムアプローチとしての二国間クレジット制度の創設に尽
力してきた。特に 2011 年からは、その実績づくりを促進させる目的で、環境省、経済産業、NEDO を筆頭
に日本政府は、様々なセクターにおける JCMの実現可能性調査等を実施してきた。
どのセクターを JCM により低炭素化するのが最も望ましいかについては、JCM 化の容易性や、国の産
業戦略上の優先度等、複数の考え方があるが、最も CO2を排出している産業から優先的に実施するという
ことは妥当な考え方の一つである。
日本における CO2排出量の内訳をみると、発電部門(エネルギー転換部門)の排出量が最も多く、次に
産業部門、運輸部門と続き、3 部門だけで国全体の CO2排出量の約 8 割を占める。この内訳は、モノカル
チャー経済国や後発開発途上国等を除き、多くの国で同様の傾向が見られ、もし JCM を実施するのであ
れば、その対象として発電部門、産業部門、運輸部門に着目するのが妥当である。
図 4 日本における CO2 排出量の内訳 (2013 年度、合計約 13 億トン)
出所)日本国温室効果ガスインベントリ報告書を元にNRI作成
一方、2013年 3月までの JCM関連調査の分野内訳を分析したところ、発電部門は、他のセクターに先
んじて JCM関連調査が実施されているが、産業部門の調査実施率については、ポテンシャルの割にはそ
こまで高くないことが判明した。
特に紙パルプに関しては、産業分野の中でも 5 番目に排出量が多い産業であるが、関連調査は 1 件し
か実施されておらず、またその 1 件も他の産業でも汎用的に利用されるユーティリティの制御技術の調査
であり、紙パルプ生産プロセス独特のエネルギー改善ではなかった。
39%
27%
16%
12%
6%
発電部門 産業部門
運輸部門 民生部門
非エネルギー起源
154,714
66,278 49,032
31,36819,134
6,842
0
20,000
40,000
60,000
80,000
100,000
120,000
140,000
160,000
180,000
産業部門のCO2排出量上位6業種部門別のCO2排出量割合

H26 JCM FS 最終報告書
11
図 5 分野別 JCM 関連調査数(2011、2012 年度の累積)
出所)環境省、経済産業省、NEDO HPを元に NRI作成
製紙は主に 2つの工程に分かれ、原料を調整する機器(原料調整機器)と、紙を抄く機器(抄紙機)に分
かれるが、その両方において、他分野の製造機器と同様に、日本製の省エネ性能は高く評価されている。
一方、台湾、中国、ドイツメーカー(後に詳述)との激しい価格競争にさらされており、海外進出においては
苦戦している状況である。
環境省はJCM設備補助事業を実施しており、その補助率は導入機器総額の最大1/2である。この補助
を得ることができれば日本製機器の価格競争力を上げることができる。また、JCM は今の制度においては、
クレジットを取引することは不可能であるが、近い未来、CDM における CER と同様、取引可能な仕組みと
なることが想定されており、もし機器を導入した企業が JCMクレジットを得ることができ、かつ適正価格で販
売することができるようになれば、日本技術のさらなる輸出促進につなげることができる。
以上、既に多くの JCM 関連調査が行われている中で、CO2 削減に効果的であり、かつ日本技術の輸
出促進につながる業界として紙業界は非常に有望であることから、本調査は製紙業界の技術を調査対象
とした。
1.2.2 有望案件の抽出
案件抽出の段階において最も注力したのは、「既に、JCMに関係なく事業化検討がなされ、確度が高
い案件」を優先的に抽出するということである。
案件を補助事業に進ませ、最終的にクレジットの発行にこぎつける為には、JCMの補助を前提とした削
減事業の発掘よりもむしろ、JCM を想定せずに進められている事業案件のなかから JCM を適用できる案
件を見いだすアプローチが、より短期的に、より実現性のある JCMプロジェクトになる可能性が高いと考え
る。
JCMプロジェクトを実現するためには、MRVの可能性評価と事業性評価の両面が必要になる。JCMを
前提としたものは事業性評価がまだ不十分な場合が比較的多く、削減効果は期待できても事業性の面で
事業化を断念せざるを得なくなる懸念がある。一方、JCMを想定せずに事業化を進めている案件は、すで
に先行して事業性評価がある程度行われており、JCM として適用できるかどうかがハードルとなるため、事
業化できる確度が相対的に高いと考えられる。(図 6-1)
加えて、事業化に関わるリスクは、すでに当該国に進出しているか(実績があるか)どうかが重要である。
これまでに当該国で実績のある事業者、特に現地法人や支店等を設置している民間事業者等の方が、現
65
33
19
13
13
11
9
4
1
0 10 20 30 40 50 60 70
発電
民生
その他
運輸
不明
鉄鋼
化学
セメント
紙パ

H26 JCM FS 最終報告書
12
地での事業化経験、ネットワーク、政治・経済・文化等の知見を有していることから、事業化のハードルが相
対的に低い。(図 6-2)
図 6 JCM 案件発掘の際の考え方
今回、NRIは、案件発掘にあたり、日本製紙連合会を通して、製紙機械を製造している日本企業を、複
数社紹介頂いた。その中から、
・ 既に JCM署名国における事業実績があり、現地拠点がある。
・ JCM を想定せずに検討してきた案件があり、直近 2年以内に建設することが決定している。
等の理由で、相川鉄工株式会社と共同で本事業を提案するに至った。
排出削減見込みが高く、2年以内に建設予定の案件として、相川鉄工がインドネシアで実施する予定の
事業を抽出した。インドネシアは、冒頭で述べたように、JCM関連調査が最も実施されている国であり、政
府の JCMへの期待が非常に高い国である。
また紙・板紙生産量において世界第 10位(板紙だけなら 9位)の製紙大国であり、JCMの第一案件後
も、導入のポテンシャルが期待できる事が分かった。(導入ポテンシャルについては 2.(3)にて詳述)
図 7 板紙の生産量世界上位 13 カ国(2012 年)
出所)Annual Review of Global Pulp and Paper Statistics(RISI)
図1 JCMを想定しない事業案件の発掘の重要性 図2 案件発掘のターゲット
JCMを前提にこれから検討する
事業案件事業実施事業性評価
JCMを想定せずに検討してきた
事業案件事業実施
JCM可能性評価
事業化の検討が不十分な段階の案件が多く、事業評価の結果、事業化が断念される、あるいは実行時期が遅くなる確率が高くなりがち
これまで事業化の検討を行い、実施に向けて取り組んでいる案件であれば、事業化される確率が高く、実行される時期が早いと期待される
当該国事業実績
なし事業実績
あり
検討案件なし □ △
検討案件あり ○ ◎
現地法人・支店
日本本社
◎:最重要ターゲット○:重要ターゲット△:中期ターゲット□:長期ターゲット
2,431
2,758
3,431
3,572
4,386
4,544
4,866
5,379
5,456
10,118
10,341
43,463
54,900
0 10,000 20,000 30,000 40,000 50,000 60,000
カナダ
フィンランド
イタリア
フランス
インドネシア
スウェーデン
インド
ブラジル
韓国
ドイツ
日本
米国
中国
6-1 6-2

H26 JCM FS 最終報告書
13
2. 調査対象プロジェクト
2.1 プロジェクトの概要
本プロジェクトは、Fajar Paper社(インドネシア国内の製紙製造シェア 2位)が増設を計画しているボー
ル紙生産プロセス(日量 1,000 トン)のうち、原料調整を行う段ボール古紙処理工程(Old Cogurated
Cartons process :OCCプロセス)に日本技術を用いた高効率システムを導入し、電力使用量削減(10%
程度)を実現し、ひいては CO2削減に寄与するものである。
具体的には、OCC プロセスは大きく 8 工程に分かれ、全部で約 30 個の要素機器からなっており、製紙
工程全体の電力使用量の約 1/2 を使用する。各要素機器の機械効率を上げることによってモータ動力を
省力化し、電力使用量を削減できる。
図 8 Fajar Paper プロジェクトサイト(予定)
図 8 OCC プロセスを含む増設計画
※稼働中は 5 ラインあり、#8を既存工場敷地内に増設(新設)する。
#8ライン
原料調整工程(OCCプロセス)
抄造工程
水処理設備発電設備
原 料 製 品
電力 排水

H26 JCM FS 最終報告書
14
2.2 ホスト国における状況
2.2.1 RAN-GRK における製紙の取り扱い
RAN-GRK における製紙業界の取り扱いについて、製紙業界の監督省庁であるインドネシア産業省の
Center for Policy Assessment on Green Aid Plan にヒアリングを実施した。
インドネシアにおける製紙業界の削減目標はまだ最終決定しておらず、議論が続いている。産業全体で
は、RAN-GRK(National Action Plan for Reducing Greenhouse Gas Emissions)付録にある、排出
総量 0.38百万 t CO2を 2020年までに達成することを目指している。
この数字は高い目標に見えるが、2015 年からインドネシアでエネルギー価格への補助金が撤廃される
など、エネルギーコストを削減するインセンティブが生じるため、達成困難な数字ではないと考えられてい
る。
2.2.2 製紙業界のエネルギー削減に係る所管官庁
製紙業界におけるCO2排出削減の対象プロセスは、自家発電での省エネ、工程内の省エネ、廃棄物処
理での省エネの三つに分かれる。前者の 2つは産業省のCenter for Policy Assessment on Green Aid
Plan が、一方、廃棄物処理は日本と同様、環境省が所管している。産業省は廃棄物処理にも大きく関心
を持っており、環境省とも所管の在り方について議論を開始したところである。

H26 JCM FS 最終報告書
15
2.2.3 インドネシアにおける製紙業界の動向
インドネシアの紙業界の動向把握の為、同国の紙関連市場動向に詳しい Speeda 社の業界分析レポー
トを取得した。以下、その分析レポートを引用する。
インドネシア製紙・パルプ業界の売手寡占構造
製紙パルプ業界はインドネシア経済の重要な部門であり、2011年にはGDPの約 1.2%を占め、製造価
値を約6%増加させた。本業界では、製造のために約248,000人を直接雇用し、インドネシアの非ミネラル
輸出の 5%以上を占めた。2007 年には、インドネシア最大の製紙業者である Asia Pulp and Paper
(APP:IDN) と Asia Pacific Resources International (APRIL:SGP) だけでインドネシア全パルプ
会社の総生産能力の70%に相当する約4,500,000トンのパルプ生産総設備能力を保有し、さらに、インド
ネシアの全製紙会社の総設備生産能力の 26%に相当する約 2,900,000 トンの紙を製造する能力を有し
ていた。総合製紙パルプ会社のうち、この 2社だけで紙供給の約 76%を独占している.
紙パルプ業界は、マーケットシェアのほぼ 80%を保持する Sinar Mas Group と Raja Garuda Group
が寡占する市場構造となっている。紙パルプの総合工場として操業する 10社、製紙工場67社、パルプ工
場 3 社の計 80 の製紙パルプ会社があり、この 80 社のうち 64 社が PMDN* (国内投資) 会社であり、
内訳は年間 2,797,100 トン生産能力のパルプ工場と 4,913,380 トンを生産能力の製紙工場となってい
る。
少数の PMA** (海外投資) 会社 (13 ユニットのみ) が存在する。 しかしながら、これらの会社は、最
大の生産能力を保有し、年間生産量はパルプ 3,410,000 トン 、紙 4,800,300 トンとなっている。その
他 3社 は BUMN*** (国有) で、年間総生産量はパルプ 240,000 トン、紙 337,900 トンである。
(*): PMDN (Penanaman Modal Dalam Negeri) は、インドネシア企業によってインドネシア共和国
自治領内で行われる投資である。
(**): PMA (Penanaman Modal Asing) は、創業の為にインドネシアにおいて行われる海外資本によ
る直接投資を意味する。
(**): BUMN (Badan Usaha Milik Negara)は、国有企業である。
インドネシアは、紙とパッケージ製品といった第 2 次産業用に加工用パルプを輸入している。製紙工場用
原材料は、自社のパルプ工場(総合)からのパルプ、輸入されたパルプ、輸入のほかに現地調達の古紙と
なっている。最終製品は、国際市場に輸出されるほか、国内で消費される。原材料つまりパルプも輸出さ
れる。
図 9 インドネシアにおける紙・パルプ価値チェーン

H26 JCM FS 最終報告書
16
出所)UZABASE
政府が業界発展に貢献する
インドネシア初の製紙工場はオランダの民間投資家によって 1923年に設立されたが、この業界は1970
年代以降やっと公式に発展した。政府が製紙・パルプ産業の発展に大きな役割を果たしてきた。 1975 年
5 月の大統領令第 20 号の発行によって、支配政権は製紙・パルプ産業を含む林業の直接支配権を取得
した。この政権は、高い名目関税条項に刺激され、印刷と筆記用紙の輸入置換を非常に重視した。
1980年代には、この業界は、年率ほぼ 24%で急速に成長し、1980年代後半には、資本投資を 8倍増
加させた。この拡大は、非常に低い生産コスト、インドネシア国民の紙と段ボール需要の増加、また、中国
からの需要拡大によって牽引されたものである。インドネシアは、政府による法律的また政策的支援によっ
て 1987 年までに紙の実質輸出国となった。1992 年までに、インドネシア経済の全部門の中で、この業界
の国内投資が最大となった。インドネシアは、現在、世界第 9位の大パルプ生産国であり、第 11位の紙生
産国である。製紙・パルプ産業は、インドネシアの商品部門トップ 20に入っている。
政府が安価な原材料の入手を推進している
1980 年代後期における製紙・パルプ産業の設立期には、 材木は自然森林に非常に依存していた。
1970 年代に丸太の世界最大の輸出国であったインドネシアでは、自然森林から生産する丸太が不足して
きている。森林破壊という問題が発生しているため、製紙・パルプ産業への長期原材料供給を保証する目
的で、政府は産業木材財産(HTI – Hutan Tanaman Industri) プログラムを 1986年に開始した。政府
は、製紙・パルプのサブ部門における多数の見込み投資家ばかりでなくインドネシアの主要生産者それぞ
れに“転換森林”という大きな区画を割り当てた。 このコストもまた森林省によって大いに助成されている。
最大の製紙・パルプ会社2社は独自のHTI地域を持っており、このプランテーション会社は自己資金で総
投資額の 21%を効果的に投資している。パルプ工場を支援するため創られた HTI は 300,000 ヘクター
ルまで、一方、その他木材を使う産業に供給するプランテーションは、60,000ヘクタールまでとしている。
インドネシア製紙・パルプ産業に供給される木材の 40%ほどが不法供給者から調達されており、政府の
歳入が奪われていることになる。インドネシア内の不法伐採問題と戦うために、政府は 2016 年までに開発
予定の新規プランテーションは 9 百万ヘクタールという目標を設定した。これによって、製紙・パルプ産業
がさらに拡大する為に材木がさらに供給されることになると考えられる。
反ダンピング申し立てに脅かされる業界
インドネシアの製品は、熱帯気候と樹木の短いライフサイクルばかりではなく現地の慣行によって効率的
にまた低コストでの生産が可能であるため、多数の国における反ダンピング税は、繰り返し、インドネシアか
らの紙輸入をターゲットとしてきた。
2009年には、マレーシア、タイ、インド、トルコ、ブラジル、アルゼンチンを含む 20以上の国々が、インド
ネシアの生産者がダンピングしていると非難した。 これらの国々は、インドネシアが国内市場価格あるいは
実生産コストよりも低い価格で海外で紙・パルプ製品を販売していると申し立てている。
日本では、製紙会社 8 社が、インドネシアから輸入されるカット紙に対する反ダンピング税を課す要求を
2012 年に日本政府に堤出した。インドネシアのコピー用紙価格は 16%も安く、国内製造業者を圧迫して
いると申し立てている。しかしながら、日本政府は、インドネシア製造業者を不正とする証拠に欠けるとし
て、反ダンピング税は課さないという決定をした。
米国では、主に罫線紙であるが、インドネシアから輸入されるある種の学校支給品は、2006 年 9 月から
2012年 8月の間 97.85% から 118.63%の反ダンピング税と 40.55%の相殺関税を課した。
日本や米国のような主要輸出市場によって課せられた反ダンピング税は、インドネシアにおける製紙・パ
ルプ業者に厳しい影響を及ぼす。インドネシア紙に対する米国による課税によって、輸出が 2006 年から

H26 JCM FS 最終報告書
17
2009年の間完全にストップした。
森林破壊と生物多様性喪失という大きな問題
製紙・パルプ産業は、気候変動の原因となる温室効果ガス(GHG)排出の最大の原因となる熱帯雨林
の喪失とピート土壌流出のため、しばしば、グリーンピース、森林活動ネットワーク(RAN)、WWF、 グリー
ノミクスといった環境保護団体のターゲットとなってきた。世界の製紙・パルプ産業もまた水質汚染と埋め立
てゴミの主要原因である。
インドネシアの森林破壊率は、世界で最も高く(2005 年-2006 年だけで、森林の 11%が失われた。)、
伐採されたピートの腐敗と焼却および森林劣化によって、年間平均 0.22ギガトンのCO2を排出した。森林
破壊は、スマトラ虎や象の局地的な絶滅も加速させている。Riau では、製紙・パルプ産業活動によって過
去 25 年間で約 4 百万ヘクタールの自然森林が破壊された。環境争議に加え、森林コミュニティーは木材
プランテーションを開発するために移転をさせられることが多いため、本業界はコミュニティベースの争議に
も直面する。9つの村が、中央スマトラのカンプール半島に深いピート森林 459,000ヘクタールを転換する
許可を持っている APRIL、また、その他の会社とも争議中である。
2013 年には、APP は、全ての熱帯雨林破壊をやめ、持っているプランテーションからのみ木材を調達
するようにと国際・現地インドネシアの団体に説得された。 結果的に、この製造業者はインドネシア全土に
わたる百万ヘクタールの森林を保護し復元することを約束した。APP は 森林地域の保護と復元におい
て、自らの意思による事前同意 (FPIC)の原則を遵守するとも約束した。これによって、広がりゆくコミュニ
ティ争議を抑えることになるであろう。
市場動向
緩やかな生産能力拡大に特徴づけられる産業
1988 年から 2009 年の間に、インドネシアの年間パルプ生産能力は、606,000 メトリックトンから
7,900,000 メトリックトンに成長した。この中で、製紙産業加工能力は、年 1,200,000 トンから 12,000,000 ト
ンに拡大した。インドネシアのパルプ・紙生産は、2009 年以前の数年間は、一様に年率 7%で増加した。
が、これは 2009 年に妨げられた。2008 年の金融危機後の弱い世界需要によるものであり、また、インドネ
シアのパルプ生産最大手である Indah Kiat Pulp & Paper と Riau Andalan Pulp & Paper
(RAPP:SGP) が、樹木の不法使用に関してパルプ生産の操業を一時停止させる訴訟に直面したからで
もある。
近年では、インドネシアの紙生産はちょうど年率 3.4%で緩やかな成長をしてきている。紙生産における
2 大サブセグメントは、印刷・筆記用紙と包装紙分野である。2005 年から 2007 年の間、生産能力の年成
長率はわずか 2%であった。
2009年以降、紙生産は徐々に拡大した。2009年には、 最大手2社を巻き込む訴訟が解決し、通常の
生産が再開した為に、生産は 20,370,000 トンに上昇した。南スマトラの Palembang にある Sinar Mas
の製紙・パルプ工場の拡張により、インドネシアの総紙生産量は安定して増加すると予測されている。
図 10 インドネシアにおけるパルプ種別生産量

H26 JCM FS 最終報告書
18
出所)国連食糧農業機関 (FAO)
図 11 インドネシアにおける紙種別生産量
出所)国連食糧農業機関 (FAO)
業界需要を押し上げる国内消費と中国からの需要
国内パルプと紙消費の為の需要は、2011 年に 2%の需要であったのに対し、2012 年には 4.2%増加
すると予測されている。 インドネシアの年間国内紙消費は、国民一人当たり約 30kgであり、東南アジア諸
国の平均 55kg から 60kg よりかなり低い。特に、マレーシアは 114.8kg、タイは 62.6kg、シンガポールは
117.5kg となっている。 しかしながら、紙・パルプ製品の国内消費は、より高い教育と高まる個人衛生意識
や収入レベルの向上のほかに教育、ビジネス政府部門からの需要によって力強く成長している。
インドネシアの製紙・パルプ産業は、アジア、特に中国における紙消費増加によって 2015年には 5%拡
大すると予測されている。中国からのパルプ需要は、2025 年までに年率 6.4%成長して 14,300,000 トン
にのぼるとされている。この需要の上昇傾向は、コンピューターや携帯機器がますます紙製品にとってかわ
ってきている北米と欧州で下降するインドネシア紙の消費を相殺することになるであろう。中国の年間パル
プ消費は、2005年-2010年で 139%上昇した。中国内で新しいティッシュと包装ラインが展開されている
ことで、パルプ需要は次第に勢いを増していくと予想されている。特に、ティッシュ製造には大量のパルプ
が要求される。
インドネシアは中国に供給している世界の生産者の中で最低コスト生産者であるけれども、インドネシア
の製造業者は国内需要の 18%しか供給することができず、このほかは輸入に頼っている。よって、能力追
加をせずして輸出を増やすことは難しいということになるかもしれない。

H26 JCM FS 最終報告書
19
価格変動に特徴づけられる産業
インドネシアの製紙・パルプ産業は、世界のパルプ価格循環による価格変動にさらされている。紙需要
が総体的な経済状況に大きく依存し、生産能力が需要の変動に伴いゆっくりと調整するので、これら価格
は循環する。一般的には、価格は、領域や世界の経済状況といった様々な要素によって需給が決定さ
れ、年毎にばかりでなく年間でも変動する。同様に、紙価格もパルプほど変動は大きくないにしても変動す
るし、パルプ価格に依存している。
最も重要な価格変動指数は中国への輸出である。成長している中国からのパルプ需要はパルプ価格の
上昇可能性の理由の一つと考えられている。欧州と北米といった成熟した市場での印刷用紙需要の不確
定性が、国際市場におけるパルプ価格に影響を及ぼすもう一つの要素である。さらに、先進国における紙
の使用量が下降しているため、パルプとともに製紙産業で原材料として使われる古紙のコストは上がりそう
である。古紙価格は徐々に上がるので、生産者は価格リスクを和らげるために原材料としてパルプを使うこ
とに転換していく可能性がある。これが、結果的に、パルプの追加需要を呼び、価格に影響することになる
であろう。
SVLKの履行がパルプ・紙の輸出を押し上げる
インドネシアのパルプ・紙輸出は、前年比 2.02%増加して、2013年第 1四半期には 561,000,000米ド
ルに上った。パルプ輸出は、2013 年の最初の 3 か月で前年より 2.51%高い 411,470,000 米ドルとなっ
た。
インドネシア木材合法性検証体制である Sistem Verifikasi Legalitas Kayu (SVLK)の履行は、輸
出押し上げに一役を買った。現地の木材を使用する製品が合法的で環境に優しい方法で調達されている
ことを国際・国内バイヤーに保証するために、インドネシア政府は SVLK を導入した。SVLK は、また、イ
ンドネシアのパルプ・紙輸出業者にとって必須である森林法施行、政府、貿易(FLEGT)輸出ライセンスを
発行するために使用される。その結果、本業界は、エコに配慮する市場でのシェアを上げる機会を享受す
る立場にある。
この新しい枠組みは、EU 木材規制、オーストラリア非合法伐採禁止法案、米国のレイシー法、日本の
合法木材体制等の主要市場でますます厳しくなっている反非合法木材立法措置に対応するために開発さ
れたものである。
インドネシアにおいては、パルプよりも紙が輸出されている。しかしながら、パルプの輸出は、2009 年-
2013 年で CAGR21%としっかりと増加している。一方、紙の輸出は、同期 CAGR3%の伸びであった。同
様に、インドネシアのパルプ輸入は 2009 年-2013 年で CAGR16%増加し、紙の輸入は、同期 CAGR
12%の伸びであった。世界需要不振の中、近年の紙の供給過剰の為に、紙・パルプの総輸出は停滞して
いる。
図 12 紙・パルプ製品の輸出額

H26 JCM FS 最終報告書
20
出所)United Nations Commodity Trade Statistics Database (UN comtrade)
図 13 紙・パルプ製品の輸入額
出所) United Nations Commodity Trade Statistics Database (UN comtrade)

H26 JCM FS 最終報告書
21
2.2.4 競合他社
Sinar Mas GroupのAsia Pulp and Paperと、Raja Garuda Mas GroupのAsia Pacific Resources
Internationalがインドネシアにおける2大製紙パルプメーカーである。両社とも、上流から下流まで、各バ
リューチェーンにおいて子会社を有して活動しており、Fajar社の主な競合となるのは、Indah Kiat Pulp
& Paper (IKPP:IDN)である。
【Indah Kiat Pulp & Paper の概要】
Indah Kiat Pulp & Paper(IKPP)は1976年にBerkat Indah Agung (IDN)と台湾のChung Hwa
Pulp Corporation、Yuen Foong Yu Paper Manufacturing Company の合弁事業として設立された。
1990年に Sinar Mas Groupが IKPPの 67% を獲得し、Chung Hwa と Yuen Foong Yuはそれぞれ
23%、10%獲得した。同社は世界最大級の垂直統合製紙・パルプ会社の一つであり、紙&パルプ製品と
包装製品という 2つの部門がある。紙&パルプ製品部門は紙や関連紙製品、親会社である APPグループ
内で主に使用されるパルプを製造している。
Fajar 社の主な競合部門となる包装製品部門は、ライナーボード、中芯紙、外装用段ボール箱、ボール
紙を生産する。同社は紙・パルプ生産の 65%を輸出しており、主な輸出先はアメリカ、ヨーロッパ、中東で
ある。残りの 35%が国内消費向けである。2010 年に、 IKPP はパルプの年間生産能力を前年の 200 ト
ンから 240万トン、紙の生産能力を前年の 70万トンから 80万トンに拡大した。IKPPは 1990年にジャカ
ルタ証券市場に上場し、 2010年 9月の資産価値は 594.7万ドルであった。
図 14 IKPP の収益と純利益率
出所)各社 IRデータを元に SPEEDA作成
総売上高 純利益
純利益:線グラフ(%)
総売上高:棒グラフ(百万米ドル)

H26 JCM FS 最終報告書
22
2.3 プロジェクトの普及
日本・中国・韓国・台湾を除くアジア各国では、人口成長、中間層の拡大、産業の集積と高度化、物流網
インフラの整備に伴って、段ボール市場が着実に成長する。さらに近年の日本の経験から類推すれば、人
口成長が落ち着いた後も堅調に推移すると予測される。アジア全体の段ボール中芯(Corrugating
Medium)の見かけ消費量は、2013年の 3,000万トンから、2029年には 5,000万トン余りへと約 1.7倍に
伸びる。そのうちインドネシアは、2013年の 117万トンから 275万トンに毎年平均 5.3%の成長率で伸び、
二倍以上に膨れ上がることが見込まれている。
森林面積もアジア随一のインドネシアでは、消費量の増大とともに、生産量も増加する。下図は、日本・
中国・韓国・台湾を除くアジア各国における段ボール中芯(Corrugating Medium)の生産量の予測であ
る。2013 年時点では、タイとインドネシアは約 130 万トンとほぼ互角の生産量だが、ほぼ 15 年後の 2029
年には、インドネシアが 300万 t弱と、インドに次ぐ一大生産国となることが予想されている。このため、イン
ドネシアにおける今後の設備投資に当該日本技術を横展開させることで、ホスト国の低炭素化に貢献する
潜在性は大きい。
図 15 アジア主要国における段ボール中芯生産量推移予測(単位:千トン)
出所)RISI, Asian Paper Packaging 15-Year Forecast 2014 より作成
さらに、インドネシアを含む ASEAN は現在、域内の貿易、投資をより自由化する ASEAN 経済共同
体(AEC)の創設に向けた取り組みを行っており、2015 年までに関税撤廃、投資と人の流れを自由化する
ことが予定されている。インドネシアでのこれまでの当該技術導入実績から、インドネシアを拠点にして当該
技術を ASEAN 他国に展開することが期待される。インドネシア、マレーシア、シンガポール、フィリピンの
計 4か国にその他(ベトナム等)を加えた市場で見ると、2013年の生産量ベース 400万 tから、2029年に
は 910万 tに大きく伸びる。ここでもやはり市場シェアの 4割を当該設備が押さえられると仮定すると、周辺
各国において生産量ベースで 204 万 t に相当する生産設備に当該低炭素技術を展開できることになり、
意義は大きい。
0
2,000
4,000
6,000
8,000
10,000
12,000
14,000
20
13
20
14
20
15
20
16
20
17
20
18
20
19
20
20
20
21
20
22
20
23
20
24
20
25
20
26
20
27
20
28
20
29
その他
パキスタン
フィリピン
シンガポール
マレーシア
香港
タイ
インドネシア
インド

H26 JCM FS 最終報告書
23
図 16 アジア主要国におけるライナーボード(Linerboard)生産量推移予測(単位:千トン)
出所)RISI, Asian Paper Packaging 15-Year Forecast 2014 より作成
以上より、インドネシアおよび東南アジアにおける段ボール原紙の市場は拡大していくことが予想される
なか、本プロジェクトの普及ポテンシャルが期待される。3章(3)日本技術の優位性で後述するように、近年
のインドネシアにおける相川鉄工の生産設備の市場シェアは生産能力ベースで約 4割である。この市場シ
ェアが今後 15年間維持できるとすると、インドネシアだけで生産量ベースで(300-130)×0.4=68万トン
分に相当する新規設備に当該低炭素技術を展開することができる。
表 4 インドネシア市場における展開可能性
2013 年生産量 2029 年生産量 想定市場シェア 展開対象生産量
130 万 t 300 万 t 4 割 68 万 t
0
2,000
4,000
6,000
8,000
10,000
12,000
14,000
20
13
20
14
20
15
20
16
20
17
20
18
20
19
20
20
20
21
20
22
20
23
20
24
20
25
20
26
20
27
20
28
20
29
その他
パキスタン
フィリピン
シンガポール
マレーシア
香港
タイ
インドネシア
インド

H26 JCM FS 最終報告書
24
3. 調査の方法
3.1 調査実施体制
本調査では、現地パートナー企業である Fajar Paper社と OCC ラインの製造メーカーである相川鉄工
株式会社、さらにインドネシア拠点をもつ商社のサンコスモ株式会社の協力・連携のもと、株式会社野村総
合研究所が中心となって事業の実施可能性に関する調査・検討を実施した。
また、方法論に関しては、クライメイト・エキスパーツの協力を得ながら、株式会社野村総合研究所が開
発を行った。加えて、インドネシア政府に対しては、本調査に関する紹介や進捗報告等を行い、事業実施
に向けて密な情報共有に努めてきた。実施体制図を次ページに示す。
主な役割分担は以下の通りである。
【株式会社野村総合研究所】
・調査全体の統括、進行管理
・現地訪問調査の企画・準備・ファシリテーション等
・JCM補助事業に関する情報収集および共有
・インドネシア政府への訪問・報告
・製紙業界・政策に関する動向調査
・MRV体制の構築に関わる調査・検討
・方法論の開発に関わる調査・検討
・報告書のとりまとめ
【相川鉄工株式会社】
・要求仕様に対する技術検討、詳細設計等
・事業実施のための費用算定
・事業実施スケジュールの検討
・方法論の開発に必要となる各種データの提供
・JCM事業体制構築のための関係者との各種調整
【Fajar Paper】
・製造ラインに関する技術紹介および工場視察への対応
・方法論の開発に関わる各種データ等の提供
・JCM補助事業に関する参画可能性の検討
【サンコスモ株式会社】
・現地調査の各種アレンジ
・現地調査への同行・通訳等
【クライメイト・エキスパーツ】
・方法論の開発に関わる各種助言・指導
・方法論の開発に必要となる情報・知見の提供

H26 JCM FS 最終報告書
25
図 17 調査実施体制
また、実施スケジュールおよび現地調査概要を以下に示す。
図 18 調査実施スケジュール
Fajar Paper
NRI
相川鉄工
サンコスモ
クライメート・エキスパーツ
インドネシア政府機関
協力
協力
外注
協力
各種相談・報告
データ提供・体制検討等
技術検討、業界調査支援等
調査統括・各種調査
現地アレンジ
方法論の作成支援
調査実施主体
社会システムコンサルティング部
営業企画部
海外技術営業統括部
2014年 2015年
7月 8月 9月 10月 11月 12月 1月 2月
現地調査
プロジェクト計画
方法論
MRV体制
次年度計画
業界調査
報告書
資料作成 内容確認(データ共有) 見直しに伴い随時更新
キックオフ政府訪問
第2回会合政府訪問 ホスト国協議会
確認事項の整理 素案作成 修正案作成▲
収集データの整理 素案作成 修正案作成▲
▲オプション案と課題検討 計画案作成
情報収集・分析
▲
仮報告書の作成 最終報告書の作成
第3回会合

H26 JCM FS 最終報告書
26
表 5 現地調査の概要
訪問先 主な内容
第 1 回
現地調査
Fajar
Paper
日時・場所 2014 年 8 月 2~8 日 現地工場
概要
【FS 調査】
・本調査の説明
・環境管理に関する質疑
・法律、ファイナンス等に関する質疑
・工場見学
【技術検討】
・Line8 のフローシート確認
・Line8 のユーティリティ確認
・PM5、7Line Pulper 運転確認
・見積範囲確認
インドネシア
政府
日時・場所 2014 年 8 月 6 日 JCM 事務局オフィス
概要 ・当プロジェクトの説明
・FS 実施に関わる質疑・アドバイス
第 2 回
現地調査
Fajar
Paper
日時・場所 2014 年 11 月 3 日 現地工場
概要
・エネルギーデータ等に関する質疑
・前回訪問時の質問に対する回答
・補助事業の実施体制・スケジュールに関する協議
インドネシア
政府
日時・場所 2014 年 11 月 4 日 JCM 事務局オフィス
概要 ・FS 調査および事業実施に向けた進捗報告
・方法論の登録に向けた質疑
第 3 回
現地調査
Fajar
Paper
日時・場所 2014 年 12 月 22~23 日 現地工場
概要 ・JCM 補助事業に関わる検討状況の報告・共有
・PM8 に関する技術仕様に関する協議

H26 JCM FS 最終報告書
27
3.2 調査課題および内容
企画書時に提案した調査課題に、調査を実施しながら浮かび上がった課題を加え、課題解決の為の調
査を実施した。
表 6 調査課題別の調査内容
調査課題 内容
(1)プロジェクト計画(補助事業)
実施体制および役割分担 補助事業および補助事業完了後の実施体制を検討する。
OCC ラインの導入機器 OCC ラインに関わる導入機器全体に関わる詳細設計を行う。
想定される必要経費 OCC ラインでの導入機器のうち、補助事業で対象とする機器を明確にし、必要となる経費を算定する。
スケジュール(工事および運用)
補助事業における工事計画およびクレジット獲得に向けた MRV 関連調査計画とともに、補助事業完了後における運用と MRV 実施に関わる実行計画を作成する。
事業収支評価 Fajar 社が作成したプロジェクト IRR の確認をする。
資金調達計画 補助金外の資金が確保されているか確認をする。
リスク分析 プロジェクト実施において想定されるリスクとその影響を検討する。
プロジェクト実施主体の経営体制・実績
補助事業を遂行する能力を保持しているかを推し量る目的で、経営体制、財務の堅牢性、および当該分野における実績等を確認する。
(2)プロジェクト許認可取得
現地における各種許認可 当プロジェクトのために必要となる現地における許認可(環境影響評価の承認を含む)の手続き状況について確認する。
(3)日本技術の優位性
エネルギー効率を含めた優位性
各種優位性の確認を実施する。
(4)MRV 体制
MRV 体制 外部認証を含めて MRV を実施していくため、従来のエネルギー管理の体制・システムにどのように組み込んでいくかを検討し、日常のエネルギー管理および MRV を円滑に実施していくために仕組みを検討する。
モニタリングに必要な計測機器の設置
導入予定のモニタリング装置の性能を確認する。
(5)ホスト国の環境十全性の確保と持続可能な開発への寄与
環境十全性の確保 相川鉄工の OCC ラインは、競合 3 社に比べて排水量、廃棄物量が最も少なく、環境への好影響が期待されるが、その他の環境側面も含めて本プロジェクトのメリット・デメリットについて、本プロジェクトの計画に基づき定性的あるいは定量的な評価を行う。
(6)方法論調査
適格性要件 日本技術の優れた点が評価され、JCM のもとで競合他社に差別化できるような要件を、現地調査を通じて検討する。
リファレンス排出量の設定と算定、およびプロジェクト排出量の算定
ジョイントコミッティを通過でき、かつ計算が容易なリファレンスロジックを検討する。
既存の 5 ラインのエネルギー消費に関する実績データや各社からの提案プロセスのスペックなどを評価し、レファレンスデータとして活用する。
プロジェクト実施前の規定値 グリッド排出係数のサーベイと、その適用可能性の検討を行う。

H26 JCM FS 最終報告書
28
4. プロジェクト実現に向けた調査
4.1 プロジェクト計画
4.1.1 実施体制および役割分担
本プロジェクトの実施体制として、2020年度までのMRV を含めた運用を想定し、設備導入の補助事業
の実施および補助事業完了後の運用までの期間を対象に計画を検討した。以下に示す体制および役割
分担で実行する予定である。
具体的には、商社である兼松株式会社を代表幹事とし、現地パートナーである Fajar Paper社と連携し
た国際コンソーシアムを形成し、本プロジェクトの実施にあたる。機器メーカーである相川鉄工株式会社は、
コンソーシアムの構成員とはならないが、省エネ型OCCラインに関わる機器の製造・運搬・納入・設置等に
関わる業務を担当するとともに、ライン稼働時にはメンテナンスや技術指導等で継続的に本プロジェクトに
関与する。また、本プロジェクトによる削減クレジットの獲得のため、方法論の開発・登録およびプロジェクト
の登録等に関しては、株式会社野村総合研究所が担当し、補助事業とは別の MRV 関連調査を受託して
本プロジェクトを支援する。
体制図および各主体の具体的な役割を以下に示す。
図 19 プロジェクトの実施体制
(現地パートナー)
Fajar Paper
役割:製造ラインの建設・運転管理
(工事施工)
現地施工会社
役割:製造ラインの工事施工
MRV作成支援等
(補助事業外)
国際コンソーシアム
(代表幹事)
兼松株式会社
役割:プロジェクト統括、窓口
(製造メーカー)
相川鉄工株式会社
役割:設備機器の設計・製造等
(MRV調査)
株式会社野村総合研究所
役割:方法論の開発・登録等
発注 納入
納入 発注
発注 施工

H26 JCM FS 最終報告書
29
表 7 プロジェクト実施体制における役割分担(案)
補助事業前
(採択後~開始前)
補助事業
(開始~2016 年度)
補助事業完了後
(2020 年度まで)
兼松 ・コンソーシアム契約の締結
・補助事業の実施計画の詳
細検討・各種調整
・受注に向けた最終調整(仕
様、価格等)
・補助事業の実施に関わる
統括・進行管理
・方法論および PDD の登録
に関わる統括・進行管理
・OCC ラインおよび製造ライ
ン全体の運転状況に関する
状況把握
・MRV 実施に関わる統括・
進行管理
Fajar Paper ・コンソーシアム契約の締結
・製造ライン全体の整備計
画の作成
・発注に向けた社内調整
・社内稟議・発注
・製造ライン全体の施工管
理
・OCC ラインの据付工事
・方法論開発および PDD 作
成に関わる各種情報提供・
協力
・OCC ラインを含む製造ライ
ンの運転
・OCC ラインのモニタリング
・MRV の実施
相川鉄工 ・OCC ラインの設計から検
収までの実施計画の作成
・コンソーシアム締結に関わ
る協力・支援
・OCC ラインの設計
・OCC ラインの製造
・OCC ラインの運搬・納入
・OCC ラインの据付工事に
関する監督・指導
・OCC ラインの試運転、運
転指導
・OCC ラインのメンテナンス
・OCC ラインの改善・指導
野村総合研究所 ・補助事業の実施に向けた
各種支援・アドバイス
・方法論の開発および PDD
の作成
・方法論および PDD の登録
に関する支援
・JCM プロジェクトの普及展
開に関する調査
・補助事業の実施に関わる
各種支援・アドバイス
・MRV実施に関わる各種支
援

H26 JCM FS 最終報告書
30
4.1.2 OCC ラインの導入機器
本プロジェクトは、2015 年に整備を開始する予定であり、設備機器や工事等の発注に向けて仕様の具
体化および詳細設計をすでに進めている。
ここでは、本プロジェクトで導入を計画している OCC ライン全体について、設備機器の構成と個々の仕
様概要などについて、現時点での最新情報を整理する。
OCC ラインでは、大きくはパルパー、クリーナー、フラクショネーター、スクリーン、叩解機から構成されて
おり、それぞれ以下の機能を有している。次ページには、個々の設備機器に関する機能および仕様概要
等を示す。
【フロー概要】
①パルパーおよび附帯機器
パルパーは、古紙等の原料を水と混ぜて離解させ、液状の原料とする機器であり、紐状の異物や大きな異
物を除去する。
②中濃度クリーナー
中濃度クリーナーは、比重差を使って水より重い異物(砂など)を原料から除去する。
③フラクショネーター(一次、二次)
フラクショネーターは、短繊維と長繊維を分離する装置であり、一次、二次の二段階で分離が行われる。異
物は長繊維とともに分離されるため、短繊維は異物を含まない、きれいな原料として抄紙機に送られる。
④スクリーン(粗選、精選)
スクリーンは、細かなスリット(網)を使って、小さな異物を除去する装置である。粗いスリットと細かなスリット
の 2段階で行う。
⑤低濃度クリーナー
中濃度クリーナーと同様に比重差を使って、原料中に残る異物をさらに除去する。
⑥叩解機
叩解機では、原料中で離解しきっていないパルプを機械的に叩解する。
⑦その他
・シックナー :抄紙機に原料を送るために原料濃度を高め(脱水)、また脱水した排水中の繊維を回収す
る。
・リジェクト処理:クリーナー等で除去された異物を脱水し、水を再利用する。
図 20 OCC ラインのプロセスフロー
パルパーΦ5.0-9.0㎜
中濃度クリーナー1st.&2nd. type
一次フラクショネーターΦ1.6mm
SF(短繊維)
LF(長繊維)
抄紙機20% 30%
50%
50%
80%二次フラクショネーター
Φ0.15mm
粗選スクリーンΦ1.6-2.0㎜
低濃度クリーナー軽量異物クリーナー
精選スクリーンΦ 0.15-0.20㎜
DDR(叩解機)

H26 JCM FS 最終報告書
31
表 8 OCC ラインを構成する設備機器(概要)その 1
区分 アイテム 機器名 機能概要
仕様 電動機 台
数 電動機型式
パルパー工
程
M-1 コンベヤー 段古紙をパルパーに投入する装置 Kw× P× 50 Hz× V 1
M-2 パルパー 段古紙と水を入れて攪拌し紙料濃度を 4%
位とする原料を作る。
120m3 HOLE:9.0mm 1100 Kw× 6 P× 50 Hz× V 1 H,CD,TE,MB
OIL UNIT 2.2 Kw× 6 P× 50 Hz× V 1 H,CD,TE
M-3 ラガー パルパー中から紐状の異物を除去する。 M-15 3.7 Kw× 4 P× 50 Hz× V 1 H,CD,GM
M-4 ロープカッター ラガーで紐状の異物を太いロープ状する
が、長いとハンドリングが大変なため切断す
る。
150 11 Kw× 4 P× 50 Hz× V 1 H,CD,TE
M-5 ドラムスクリーン パルソーターから排出される異物から水分
を分離する。
1500 x 5000 22 Kw× 4 P× 50 Hz× V 1 H,CD,GM
M-6 パルソーター パルパー中から小さくなったプラスチックな
どの異物を除去する。
PAL42-5000 HOLE:9.0mm 150 Kw× 6 P× 50 Hz× V 2 H,BD,TE,MB
中濃度クリー
ナー工程
M-7 高濃度クリーナー(※) パルパーで作った原料中から水より重い異
物を比重分離する。
FC-120 Continuasly
Operation
1
M-8 高濃度クリーナー(※) 同上 FC-120 Continuasly
Operation
1
フラクショネ
ーター工程
M-9 一次フラクショネーター 原料中の繊維で長い物と短い物に分離す
る。
MAX1-1000 HOLE:1.6mm 132 Kw× 8 P× 50 Hz× V 2 H,BD,TE
M-10 二次フラクショネーター 同上 MAX0-1000 SOLT:0.15mm 132 Kw× 8 P× 50 Hz× V 2 H,BD,TE
粗選スクリー
ン工程
M-11 一次粗選スクリーン フラクショネーターで分離された長繊維中か
らプラスチック等の異物を除去する。
MAX0-1000 HOLE:1.6mm 132 Kw× 8 P× 50 Hz× V 1 H,BD,TE
M-12 二次粗選スクリーン 同上 MAX0-700 HOLE:1.6mm 75 Kw× 8 P× 50 Hz× V 1 H,BD,TE
M-13 アルファスクリーン 粗選スクリーンで分離されたプラスチックか
ら繊維を分離してプラスチック等の異物のみ
系外へ排出。
AL-100S HOLE:4.0mm+4.0mm 110 Kw× 4 P× 50 Hz× V 2 H,BD,TE
(※)「高濃度クリーナー」は機器名称であり、中濃度にも対応可能。

H26 JCM FS 最終報告書
32
表 9 OCC ラインを構成する設備機器(概要)その 2
区分 アイテム 機器名 機能概要
仕様 電動機 台
数 電動機型式
低濃度クリー
ナー工程
M-14 一次低濃度クリーナー 粗選スクリーンで大型のプラスチックを除去
した原料中から砂等の重量異物を除去す
る。
60AT60
LRC
1
M-15 二次低濃度クリーナー 同上 19AT60 1
M-16 三次低濃度クリーナー 同上 6AT60 1
M-17 四次低濃度クリーナー 同上 3AT60 1
M-18 五次低濃度クリーナー 同上 2AT60 1
M-19 二次リバースクリーナ
ー
原料中から微細なプラスチック片を除去す
る。(水より軽い異物除去)
20AT30
LRC
1
M-20 三次リバースクリーナ
ー
同上 8AT30 LRC 1
精選スクリー
ン工程
M-21 一次精選スクリーン 原料を 0.15mm 言う非常に狭いスリットを通
過させて、通過できない異物を除去。
MAX0-1300 SLOT:0.15mm 150 Kw× 8 P× 50 Hz× V 2 H,BD,TE
M-22 二次精選スクリーン 同上 MAX0-1300 SLOT:0.15mm 150 Kw× 8 P× 50 Hz× V 1 H,BD,TE
M-23 三次精選スクリーン 同上 MXS-700 SLOT:0.15mm 75 Kw× 8 P× 50 Hz× V 1 H,BD,TE
脱水工程
(シックナー)
M-24 ディスクフィルター 上記の機械で原料を処理する際には濃度を
1.0%前後まで稀釈する必要があるが、抄紙
機に送る際には再度濃度を 4.0%位まで上
げる必要が有るので脱水する。(短繊維用)
Kw× P× 50 Hz× V 1
M-25 ディスクフィルター 同上(長繊維用) Kw× P× 50 Hz× V 1
ポリディスクフィルター 使用する水は必ずオーバーする。この水の
中に繊維が有るとロスとなるので、排水とな
る水から繊維を回収する。
Kw× P× 50 Hz× V 1
リジェクト処
理工程
M-R-1 サンドセパレーター 高濃度や低濃度クリーナーで除去された重
量異物から重量異物と水を分離する。
2.2 Kw× 4 P× 50 Hz× V 1 H,CD,TE,CGR
M-R-2 ロータリースクリーンシ
ックナー
スクリュープレスの脱水の補助脱水をする。 RSTW630 x 3000L 2.2 Kw× 4 P× 50 Hz× V 1 H,CD,TE,CGR
M-R-3 スクリュープレス 重量異物以外の原料から分離された異物を
焼却する為に 30%以上の濃度に脱水する。
HX1000 x 5000L 75 Kw× 4 P× 50 Hz× V 1 H,CD,INV
Total 2998.3 Kw

H26 JCM FS 最終報告書
33
4.1.3 想定される必要経費
OCC 処理ラインを構成する専用機器とシステム制御用計装機器とエンジニアリング費用を必要経費の
対象とし、現地工事及び工事材料の費用は対象外とする。
<必要経費>
・専用機器費用: 688,800,000円
・システム制御用計装機器 128,000,000円
・合 計 816,800,000円
表 10 納入予定機器リスト(案)
N0. M/C# Quantity Equipment
1 M-1 1set Conveyor
2 M-2 1set Helix Pulper 140 m3 with tub materials
3 M-3 1set Ragger M-15
4 M-4 1set Rope Cutter 150
5 M-5 2sets Drum Screen D1500 x 5000L
6 M-6 2sets Palsorter PAL-42-5000 with Control Panel
7 M-7 3sets H.C. Cleaner FC-140
8 M-8 1set Separator Tank SND-5
9 M-9 1set H.C. Cleaner FC-60
10 M-10 2sets 1st Fractionator MAX1-1000
11 M-11 2sets 2nd Fractionator MAX0-1000
12 M-12 1set 2nd Coarse Screen MAX0-700
13 M-13 1set 3rd Coarse Screen AVS-700
14 M-14 2sets 4th Coarse Screen AL-100S
15 M-15 :1 9 1set L.C. Cleaner AT60
16 M-20,21 1set Reverse Cleaner AT30 LRC
17 M-22 2sets 1st Fine Screen MAX0-1300
18 M-23 1set 2nd Fine Screen MAX0-1300
19 M-24 1set 3rd Fine Screen MXS-700
20 M-25 1set S/F Disc Filter
21 M-26 1set L/F Disc Filter
22 M-R-1 1set Sand Separator
23 M-R-2 1set Rotary Screen Thickener 630 x 3000L
24 M-R-3 1set Screw Press 1000 x 5000L
25 M-B-6 1set Drum Thickener
26 M-B-7 1set H.C. Cleaner FC-40
27 M-B-8 1set MAX Flow Screen MAX0-600
28 1 lot Instrumentation
29 1 lot Engineering
30 1 lot Supervising
出所)相川鉄工 ライン 8見積もり資料

H26 JCM FS 最終報告書
34
4.1.4 スケジュール
Fajar Paper 社は、本プロジェクトの対象である OCC ラインを含むライン増設(#8)などのために、
$240millionにのぼるシンジケートローンを 2013年 9月に締結しており、資金調達に係る問題はない。現
在、2017 年に操業開始を目指して、OCC ラインを含めた製造ライン全体の仕様や取引先選定等の各種
調整を進めている。ただし、相川鉄工株式会社の技術を採用することを決定した状況にはない。
ここでは、補助事業としての交付決定を想定し、補助事業における設備導入およびクレジット獲得に向
けた MRV 関連調査とともに、補助事業完了後における運用と MRV 実施等に関わるスケジュール案を示
す。
【主な実施内容と想定時期】
補助事業前(採択後~補助事業開始まで)
・提案:平成 26年度補助事業の二次公募に提案 (2015年 1月 16日)
・コンソーシアム契約:平成 26年度内に契約締結 (2015年 3月)
・各種調整:取引内容の詳細な調整、実施計画の作成などを行う (採択後~2015年 3月)
・委託調査契約:方法論・PDD等に関わる委託調査の事前調整 (採択後~2015年 3月)
補助事業期間(2015年開始~2017年 1月まで)
・統括・進行管理:発注、検収、支払および進行管理を行う (交付決定後~2017年 1月)
・OCC ラインの設計:設備機器の詳細設計、資材調達を行う (発注後~2015年 11月)
・OCC ラインの製造:設備機器の製造を行う (2015年 8月~2016年 1月)
・OCC ラインの納入:すべての設備機器を期日までに納入する (2016年 1月~2月)
・OCC ラインの据付工事・検収:据付、試運転を経て検収を行う (2016年 2月~12月)
・OCC ラインの支払:補助事業期間内に支払を完了させる (2017年 1月)
・方法論の開発・登録:FS調査で作成した方法論案をもとに開発を継続し、登録を行う
(2015年 4月~12月)
・PDDの作成、登録:PDD を作成してプロジェクトの登録手続きを行う (2016年 1月~6月)
・プロジェクト展開調査:類似のプロジェクトをインドネシア国内で展開する可能性について調査、検討を行
う (2016年 7月~2017年 3月)
補助事業実施後(2020年度まで)
・製造ライン調整:OCC ラインを含めた製造ライン全体の最終調整を行う (2017年 1月~3月)
・製造開始(稼働):最終調整後に製造を開始する (2017年 4月)
・モニタリング:エネルギー消費量等の計測・管理する (2017年 4月~2021年 3月)
・MRVの実施:モニタリングデータに基づきMRV を実施する (2017年 4月~2021年 3月)
・クレジットの納入:MRVにより獲得された排出削減クレジットの一部を日本政府に納入する
(2017年 4月~2021年 3月)

H26 JCM FS 最終報告書
35
図 21 プロジェクト実施スケジュール(案)
2015年
1月 3月 7月 10月
2016年
1月 4月 7月 10月
2017年
1月 4月~
2018年以降
2021年3月まで
補助事業の提案
(コンソーシアム)
統括・進行管理
(兼松)
OCCラインの整備
(相川鉄工)
稼働・モニタリング
(Fajar Paper)
方法論・PDD
その他
(NRI)
▲交付決定提案
各種調整
取引調整▲
発注
設計
資材調達
設備機器の製造
納入
据付・試運転
全体調整
▲稼働開始
▲
支払事業完了
モニタリングMRVの実施、クレジットの納入
方法論の開発・登録
PDDの作成・登録
MRV等の実行支援
補助事業の実行支援
プロジェクト展開可能性に関する調査
統括・進行管理
▲検収
MRVの統括・進行管理
▲
委託調査契約▲
委託調査契約▲
委託調査契約
その他の製造ラインの発注、据付工事、検収等

H26 JCM FS 最終報告書
36
4.1.5 事業性評価
【事業収支】
本プロジェクトは、Fajar社が増設を計画しているライン(#8)の前工程 OCC ラインのみを対象としており、
本プロジェクト単独での事業収支に関する評価は困難である。このため、後工程である抄造工程等を含め
た製造ライン全体による事業について、Fajar Paper社から提供された内部資料に基づき、補助金額に応
じた IRR を計算した。
その結果、JCM としての一応の区切りである 2020年までの IRRは-11.5%、2022年でプラスに転じ、
日本における製紙プラントの法定減価償却年数である 12年後の 2028年までの IRRは 14.8%となる。製
紙プラントとしては十分な収益性が見込まれると言えるだろう。

H26 JCM FS 最終報告書
37
4.1.6 資金調達計画
OCCプロセスに関わる初期投資は約 12億円($ 12million)、年間維持費用としては、モータや各種部
品の交換・メンテナンスのために約 5,000万円が必要となると算定している。
また上述したとおり、プロジェクト実施のための資金については、Fajar Paper社は、すでに本プロジェクト
を含むライン増設(#8)などのために、$240millionにのぼるシンジケートローンを 2013年 9月に締結して
いる。
表 11 プロジェクト経費内訳
図 22 本プロジェクトに関連した資金調達
プレスリリース文の引用
New Loan Agreement Signed
FajarPaper、増産に向け 2.4億ドルの長期融資獲得
ジャカルタ、2013年 9月 13日 - PT Fajar Surya Wisesa Tbk (FajarPaper) (FASW.JK)は本日、
最新の増産計画融資および現在の融資の再融資に向け、香港上海銀行、オーバーシー・チャイニーズ
銀行、OCBC NISP銀行、UOB インドネシア銀行、スタンダードチャータード銀行と 2.4億ドルの長期融
資契約を締結した。
この新規融資の満期期間は 5年だが、更に 2年延長も可能であり、最長 7年となる。この貸付金のうち、1
億ドル(需要に基づき貸付人のシンジケートが入手できる追加の 5,000 万ドルに対するグリーンシューオ
プション付き)は資本支出への融資に使われ、1.2 億万ドルは現在のシンジケートローン全額の再融資に
使われ、残る 2,000万ドルは多目的に使われる。
FajarPaperの Hadi Rebowo Ongkowidjojo財務部長は以下のようにコメントした。「この長期融資制度
の締結は、弊社が銀行コミュニティーで築いてきた確固たる評判の証である。弊社の取引銀行が弊社の
業績に自信をもっていることを浮き彫りにしている。」更に、「この増産で弊社の競争力は強化され、消費
者の増大する包装紙需要を満たすことができる」と付け加えた。
#8ライン(増設) $ 165 millionThe Hongkong and Shanghai Banking Corporation Limited
Oversea-Chinese Banking Corporation Limited
PT Bank OCBC NISP Tbk.
PT Bank UOB Indonesia
Standard Chartered Bank
国際銀行団
抄造工程
OCCプロセス
その他
$ 12million
$ 80million
$ 73million
Fajar Paper
$ 240 million
シンジケートローン
必要経費
初期投資 12 億円
装置費 9 億円
エンジニアリング費 3 億円
年間維持費 0.5 億円

H26 JCM FS 最終報告書
38
この新規の増産計画は、東ジャワ州スラバヤ近隣のグリーンフィールド・サイトに新しい抄紙機(PM#8)を
建築するものである。事業総額は 1.65 億ドルと推定され、2016 年初頭に完成予定。年間 35 万トンを増
産する予定で、段ボール紙生産が 30%増量し、同社の年間総生産能力は 155万トンとなる。
詳細は FajarPaperの IR部 [email protected] または +62 21 344 1316 までご連絡ください。
(出所)Fajar Paper社のホームページより(仮約)
4.1.7 リスク分析
プロジェクト実施において想定されるリスクとその影響及び対応策、実現可能性を検討した。検討は三段
階で実施した。
第 1段階 調査実施前に、一般的なインフラ投資において考慮すべきリスク項目を網羅的に整理
第 2段階 各リスクの度合いをデスクトップ評価し、本調査の中で特に検討すべきリスク項目の抽出
第 3段階 調査の中で上記抽出した各リスク項目について検討を行い、調査内で解決できるものに関し
ては解決し、調査後の検討が必要なものについては、今後の対応方針を提示
図 23 リスク項目の抽出・評価・今後の方針提示までの流れ
なお、リスクインベントリ-については、プロジェクトファイナンスのリスク評価で定評のある、格付け投資
情報センターの R&Iカントリーリスク調査における、カントリーリスク評価項目を利用した。
カントリーリスク評価項目を利用し、網羅的にリスクを整理
企画書作成時にデスクトップ評価を実施し、検討すべきリスク項目を抽出
本調査内で各リスクの評価を実施する
リスク評価結果と積み残し検討課題についての方針を提示
リスク評価結果と今後の検討方針
リスクの全体像
1.リスク項目の網羅的整理 2.検討すべきリスク項目の抽出
3.調査内での検討
対応方針

H26 JCM FS 最終報告書
39
1 本プロジェクトに関係ないリスク2 他のインドネシアJCM PSで既に検討されているリスク
3 Fajar社のビジネス全体において検討すべきリスク4 本プロジェクトで検討すべきリスク
凡例
検討第一段階の、「調査内で検討すべきリスクの抽出」においては、他のインドネシア JCMプロジェクト
で検討済みのものや、FajarPaperが本調査に関わらず自ら検討すべきものは除外した。また、天災や、
本プロジェクトの建てつけからして明らかに無関係であるリスク等も検討対象から除外した。
すなわち、リスク項目ごとに以下の 4つに分類し、4に当てはまるもののみを本調査における検討対象とし
た。
1. 本プロジェクトに明らかに関係のない(もしくは当てはまらない)リスク
2. 他のインドネシア JCM FS/PSにて既に検討済みのリスク
3. Fajar Paperのビジネス全体において検討すべきリスク(本調査が特別検討すべきでないもの)
4. 本プロジェクトにて検討すべきリスク
表 12 網羅的なリスク整理と本調査で検討すべきリスクの抽出
大分類 中分類 小分類国内通貨の交換対象となる外貨が不足するリスク
1 ドル建て取引であり、既にキャッシュを得ている為、検討不要
外貨交換が認められないリスク 1 上記に同じ外貨を国外に送金できないリスク 2 本検討内で特別検討すべきものではない。為替変動リスク 2 本検討内で特別検討すべきものではない。物価変動リスク 2 本検討内で特別検討すべきものではない。関連法制度変更リスク 3 Fajar社の他のラインも同様である為、本検討内で特別検討すべきものではない。許認可変更、取り消しリスク 3 新設計画は2年前からあり、申請関連はクリアしていると考えられる
4日本国から補助金を活用したプロジェクトにおける現地税制度、および排出権にかかる税制度は未確認。他のJCMプロジェクトでも検討しているであろうが、影響評価は本件において再度実施するべき。
2 本リスクは限りなく低い上に、他のJCM案件で検討済み2 本リスクは限りなく低い上に、他のJCM案件で検討済み
ストライキ・内乱・暴動・テロリスク 3Fajar Paperにおけるストライキの可能性は未確認だが、本検討内で特別検討すべきものではない。
侵略・戦争リスク 2 本検討内で特別検討すべきものではない。関連インフラストラクチャー・ユーティリティリスク
3 ボイラーや排水施設との接続に係る課題はFajar が検討中
環境・社会問題リスク 3 Fajar社全体の話である為、本検討内で特別検討すべきものではない。
設計・技術リスク 4相川鉄工の機器の詳細設計はまだ仮説段階であり、マテリアルバランス等詳細は未検討
コストオーバーランリスク 4 他社の仕様が入り込む事により顧客の要望が変わるリスクがある
労働力の確保・質リスク 4ライン4を入れたCBK社は完工に失敗している。設計に起因するのか、工事の質に起因するか未確認。
機材納入リスク 3 Fajar社の既存のライン導入の際と同様の納入プロセスを取るためリスクは低い
スポンサーリスク 4相川鉄工の受注は、補助金を前提としている為、GECから設備補助をもらえない場合は受注できない可能性がある
オペレーションリスク 4
・JCMを踏まえたオペレーション体制をとっていない為、新しく体制構築をする必要がある。・MRVが増えたことによるオペレーションコストの増加について検討する必要がある。
メンテナンスリスク 4業者ごとのメンテナンス提供サービスも含め受注が決定する。設備補助による割引等も踏まえ、全体として計算する必要がある。
労働力の確保・質リスク 4
原料調達リスク 3増設にかかる原料調達増が必要だが、本検討内で特別検討すべきものではない。
関連インフラストラクチャー・ユーティリティリスク
4MRVで必要なエネルギー管理システムの詳細仕様において不透明なところがあり、確認が必要
環境・社会問題リスク 4相川鉄工の技術導入により、環境リスクが増加することはないと予想されるが念のため定量的な把握を行う必要がある
生産物・サービスの販売・引き取りリスク(価格)
3 Fajar社全体の話である為、本検討内で特別検討すべきものではない。
生産物・サービスの販売・引き取りリスク(量)
3 Fajar社全体の話である為、本検討内で特別検討すべきものではない。
3 本プロジェクト特有ではないリスク3 本プロジェクト特有ではないリスク3 本プロジェクト特有ではないリスク3 本プロジェクト特有ではないリスク1 海から離れている工場の為、本プロジェクトに関係ないリスク3 本プロジェクト特有ではないリスク3 本プロジェクト特有ではないリスク
税務リスク
洪水リスク疫病リスク地震リスク台風リスク
ポリティカル・リスク
コマーシャル・リスク
フォース・マジュール・リスク
プロジェクト・リスク 暫定リスク評価
理由
津波リスク落雷リスクその他災害リスク
送金リスク
物価/為替変動リスク法制・許認可変更リスク
有事リスク
完工リスク
操業リスク
マーケット・経済性リスク
収用・接収・国有化リスク政府・政府機関による契約義務履行違反リスク

H26 JCM FS 最終報告書
40
表 13 抽出リスク項目の検討結果と今後の対応方針
リスク項目 詳細検討項目 検討結果と今後の対応方針
税務リスク 外国の補助金が入ったプロジェクトに対しての課税のされ方
日本国からの補助金は、インドネシア税務当局から贈与等とみなされて、税務上のリスクを抱える事が懸念される。
検討を進めた結果、本補助金による割引を除した額での資産計上を実施すれば、補助金の受け渡しを合法的に課税外取引にできることが分かった。
実際に、10 年前に Fajar 社の焼却炉建設において、日本の NEDO から CDM 実証事業による資金支援があったが、支援額を除した形での資産計上がなされ、税務申告上も特に問題は出ていない。以上のことから、本リスクはないものと判断される。
完工リスク 設計・技術リスク
マテリアルバランス等の詳細設計
2014 年 7 月~2014 年 12 月の間に詳細設計を終えており、現時点で設計に係るリスクはないものと判断される。
コストオーバーランリスク
コストオーバーランリスク 他社(IHI-Voith 社)がシステム内の要素機器に中国製の廉価部品を利用することで、システム総額を下げて提案したため、価格面で厳しい戦いを迫られ、コストが利益を圧迫する可能性がある。
→今後は、受注額で赤字が出ないように、より正確なマテリアルバランスを組んで機器のサイズ等を正確に決定し、調達コストが予定コストを上まらないように、製造、部品調達におけるコスト削減が必要となる。具体的には以下を実施する方針である。
大体の処理量で見積っていたシックナーのサイズの見直し
フロー変更に伴う計装機器のサイズの見直し
労働力の確保・質リスク(完工)
ライン 3 の導入が失敗した原因 ライン 3 は操業されてはいるもの、Fajar 社の中では、品質や歩留まりが悪く、導入に失敗したラインとして認識されている。ライン 3 の失敗原因が機器の設計に起因するのか、施工業者の不作為に起因するのか当初は不明であり、後者の場合は同じ施工業者をライン 8 でも起用する予定であり、完工にかかるリスクが生じる可能性があった。本調査における Fajar 社へのヒアリングの中で、ライン 3 は導入業者 KADANT の設計ミスに起因することが分かり、同じ施工業者を利用したライン 5 の稼働は好調であることも分かった。よって、ライン 8 においても同じ施工会社を起用する予定であるが、施工に係るリスクはないものと判断される。
操業リスク オペレーションリスク
MRV 体制の構築可否
MRV を維持するための費用
Fajar 社は過去に CDM を実施したことがあることがわかった。今回も CDM の MRV 実施体制と同じ体制を構築した為、MRV にかかる体制構築におけるリスクはないものと判断される。また、MRV を維持するための費用に関しても、モニタリングは管理システムの利用により実質コストがかからず、その他の MRV コストは環境省の全面的な支援があることが判明したため、リスクはないといえる。
メンテナンスリスク
受注条件におけるアフターサービス範囲
Fajar 社のコンペにおいては、受注後のアフターサービス要件も込みで競争が行われる。相川鉄工はその綿密なアフターサービスを買われているが、際限ないアフターサービスは、受注後の利益減少の原因となってしまう可能性があった。
→アフターサービスをする事で、機械の状態が把握できるので消耗品の交換を促し、その受注をする事で利益の確保が可能となることがわかった。よって今後の対応方針としては既存ラインも含め今後も丁寧なアフターサービスを実施する事で客先からの情報も得やすくなり、Fajar 社は数年毎に新マシンの増設を行っている事から次の計画の情報もいち早く入手が出来る事で次の受注の可能性も高くなる。

H26 JCM FS 最終報告書
41
労働力の確保・質リスク(操業)
ライン 8 の操業に当たっての技術者の確保
安定操業には抄紙機の納入業者の技術支援も必要であるため、それが実施されないと、リスクとなる可能性があったが、検討の結果、既に安定稼働しているライン 5 と同様、検収後も適宜、納入業者からの技術的なキャパシティビルディングが行われることが分かったため、本リスクないと考えられる。
関連インフラ・ユーティリティリスク
モニタリングシステムによるMRV
の可否
ライン 5 で利用しているモニタリングシステムと同様のシステムをライン 8 でも導入予定であるが、ライン 5 の現システムでモニタリングレポート作成に十分なデータを得ることができた。よって本リスクはないものと考えられる。
環境・社会問題リスク
環境影響・社会影響評価 本リスクはないものと考えらえる。本リスクの検討の詳細は環境十全性の節を参照されたい。

H26 JCM FS 最終報告書
42
4.1.8 プロジェクト実施主体の経営体制・実績
ここでは、国際コンソーシアムのメンバーである Fajar Paper社を中心に、代表幹事会社である兼松(株)
とともに OCC ラインの製造メーカーである相川鉄工(株)に関する経営情報を整理した。
<Fajar Surya Wisesa Tbk, PT>
【会社概要】
Fajar Surya Wisesa は、1987年 6月 3日設立され、製紙業に携わっている。1989年に大量生産を
開始し、現在、消費財や工業商品を包装するために使用する段ボール箱(ライナーや段ボール材)やボー
ル紙のような工業用紙を生産する。年間1,200,000トンの生産能力を保有する。1994年12月14日以来、
同社の株式はジャカルタ株式取引所(現インドネシア株式取引所)に上場している。
同社は、インドネシアの主要な包装紙生産者であり、有価証券報告書によると、2013年には、国内販売
と輸出がそれぞれ 総収入の 86%、14%となっている。インドネシアの段ボール箱産業において、約 30%
のマーケットシェアを獲得している。
表 14 Fajar 社の基本情報
企業名
Fajar Surya Wisesa Tbk, PT
証券コード FASW
特色
The scope of its activities is to engage in paper
manufacturing.
業種 製紙・パルプ
代表者 Yustinus Yusuf Kusumah (President Director)
住所 Jln. Abdul Muis 30 Jakarta Indonesia
電話番号 +62 21 344 1316
URL http://www.fajarpaper.com
設立年月日 1987
上場年月日 1994/12/19
上場市場 インドネシア証券取引所
資本金 101 百万米ドル(2014/09 期)
取引銀行 -
従業員数 2,644 人(2014/09 期 連結)

H26 JCM FS 最終報告書
43
【財務状況】
A.利益率指標
インドネシアにおける競合他社(上場企業のみ)と比較した場合、Fajar社の営業利益率は最も高い。一方、
2013年度に 68million$の、金融取引における特別損失が生じた影響で、2013年度の純利益は-
24million$のマイナスとなり、純利益率もマイナスとなった。
表 15 利益指標の競合比較
企業名 EBITDA マージン 売上高営業利益率 売上高当期利益率 2012 年度
通期 %
2013 年度 通期 %
LTM %
2012 年度 通期 %
2013 年度 通期 %
LTM %
2012 年度 通期 %
2013 年度 通期 %
LTM %
Fajar Surya Wisesa Tbk, PT 8.8 0.8 7.6 7.8 10.4 6.2 0.1 -5.0 0.3 Indah Kiat Pulp & Paper Tbk, PT 5.4 13.6 10.6 2.8 6.6 7.4 2.0 8.3 6.3 Pabrik Kertas Tjiwi Kimia Tbk, PT 14.2 5.5 3.5 6.9 3.3 1.6 2.6 2.2 1.8 Toba Pulp Lestari Tbk, PT 12.5 8.8 7.6 -0.6 6.3 6.6 -2.9 3.6 3.1 Suparma Tbk, PT 8.0 1.8 3.1 10.2 9.9 7.9 3.1 -1.7 -1.0 平均値 13.7 -16.4 -45.1 9.9 -18.1 -64.9 6.3 -22.4 -72.8 中央値 10.6 3.6 5.6 7.4 6.5 6.4 2.3 0.2 1.1 最小値 5.4 -129.0 -302.8 -0.6 -145.3 -419.2 -2.9 -141.8 -447.3 最大値 33.5 13.6 10.6 32.3 10.4 7.9 33.1 8.3 6.3
B.安定指標
有利子負債/EBITDAは有利子負債がEBITDA(≒営業CF)の何倍か、すなわち、現状のキャッシュフロ
ーを前提に、何年で返済できるかを指し示す指標である。銀行は、通常は 7~10年での返済を好むので、
7~10が適正値と言われている。2013年度に対ドル為替相場が急変し、大幅なルピア安になった結果、
Fajar社のドル建て長期ローンの見込み返済残高が増えた。よって2013年度決算の中では、有利子負債
率が上昇し、2013年度の有利子負債/EBITDA率は非常に悪い。
表 16 安定指標の競合比較
企業名 D/E レシオ 有利子負債/EBITDA 株主資本比率 2012 年度
通期 倍
2013 年度 通期 倍
LTM 倍
2012 年度 通期 倍
2013 年度 通期 倍
LTM 倍
2012 年度 通期 %
2013 年度 通期 %
LTM %
Fajar Surya Wisesa Tbk, PT 1.41 1.70 1.25 7.22 67.59 4.88 32.39 27.37 29.13 Indah Kiat Pulp & Paper Tbk, PT 1.88 1.71 1.56 28.78 10.83 13.45 31.18 33.85 36.24 Pabrik Kertas Tjiwi Kimia Tbk, PT 2.12 1.96 1.94 8.75 23.08 36.73 28.87 30.64 31.69 Kertas Basuki Rachmat Indonesia
Tbk, PT N/A 0.10 N/A N/A N/A N/A 96.05 87.89 86.87
Toba Pulp Lestari Tbk, PT 0.87 0.64 0.64 7.91 8.81 8.87 39.08 39.37 38.62 Suparma Tbk, PT 1.03 1.22 1.28 7.83 37.58 21.63 46.83 42.76 41.05 平均値 1.46 1.22 1.33 12.10 29.58 17.11 45.73 43.65 43.93 中央値 1.41 1.46 1.28 7.91 23.08 13.45 35.74 36.61 37.43 最小値 0.87 0.10 0.64 7.22 8.81 4.88 28.87 27.37 29.13 最大値 2.12 1.96 1.94 28.78 67.59 36.73 96.05 87.89 86.87
C.成長率指標
2013年度単年でみると財務状態は非常に悪いように見えるが、売上高増加率は 25%で、業界中央値の
0.9%を大きく上回る。(営業利益増加率でも他のインドネシア内競合他社と比べて群を抜いて成績が良
い。)経年でみても、インドネシア内の競合他社にあまり成長余地がない一方で、Fajar社は急激に成長し
ている。

H26 JCM FS 最終報告書
44
表 17 成長率指標の競合比較 企業名 売上高増加率 営業利益増加率 当期利益増加率
2012 年度 通期 %
2013 年度 通期 %
LTM %
2012 年度 通期 %
2013 年度 通期 %
LTM %
2012 年度 通期 %
2013 年度 通期 %
LTM %
Fajar Surya Wisesa Tbk, PT -3.4 25.0 19.1 -29.9 65.0 -37.4 -96.0 -4,805.9 N/A Indah Kiat Pulp & Paper Tbk, PT -2.0 5.3 -0.2 -21.3 147.1 28.8 209.2 345.6 -5.0 Pabrik Kertas Tjiwi Kimia Tbk, PT -4.6 -7.1 -5.5 -22.9 -54.8 -72.2 -50.7 -22.4 0.7 Kertas Basuki Rachmat Indonesia
Tbk, PT 334.3 -84.5 -68.4 N/A -169.6 N/A N/A -166.2 N/A
Toba Pulp Lestari Tbk, PT 2.8 -3.4 59.2 -122.2 N/A -27.2 -8,554.1 N/A -43.0 Suparma Tbk, PT 7.2 9.5 11.0 37.6 5.7 -23.0 20.6 -159.8 -137.0 平均値 55.7 -9.2 2.5 -31.8 -1.3 -26.2 -1,694.2 -961.7 -46.1 中央値 0.4 0.9 5.4 -22.9 5.7 -27.2 -50.7 -159.8 -24.0 最小値 -4.6 -84.5 -68.4 -122.2 -169.6 -72.2 -8,554.1 -4,805.9 -137.0 最大値 334.3 25.0 59.2 37.6 147.1 28.8 209.2 345.6 0.7
図 24 売上高
D.生産性指標
Fajar社は一人当たりの生産性も非常に高い。2013年度は、業界内の一人当たり売上高が約 1,300百ド
ルなのに対し、Fajar社は約 1,800百ドルである。同じく一人当たり営業利益も業界中央値の二倍以上あ
る。2012年度でも一人当たり売上高は中央値の約 1.3倍、一人当たり営業利益は約 1.25倍であり、生産
性の高さが伺える。
表 18 生産性指標の競合比較 企業名 一人当たりの売上高 一人当たりの営業利益 一人当たりの当期利益
2012 年度 通期
米ドル
2013 年度 通期
米ドル
LTM 米ドル
2012 年度 通期
米ドル
2013 年度 通期
米ドル
LTM 米ドル
2012 年度 通期
米ドル
2013 年度 通期
米ドル
LTM 米ドル
Fajar Surya Wisesa
Tbk, PT 166,972 183,014 180,226 13,094 18,948 11,213 221 -9,139 615
Indah Kiat Pulp &
Paper Tbk, PT 147,184 156,102 152,290 4,155 10,338 11,233 2,898 13,004 9,651
Pabrik Kertas Tjiwi
Kimia Tbk, PT 110,572 102,698 100,993 7,594 3,435 1,644 2,901 2,251 1,840
Kertas Basuki
Rachmat Indonesia
Tbk, PT 64,296 19,826 7,575 20,737 -28,798 -31,754 21,292 -28,104 -33,883
Toba Pulp Lestari Tbk,
PT 109,822 106,168 124,794 -619 6,722 8,291 -3,176 3,841 3,887
Suparma Tbk, PT 218,646 207,545 198,328 22,373 20,509 15,691 6,840 -3,546 -1,931 平均値 136,249 129,225 127,368 11,223 5,192 2,720 5,163 -3,615 -3,303 中央値 128,878 131,135 138,542 10,344 8,530 9,752 2,900 -648 1,227 最小値 64,296 19,826 7,575 -619 -28,798 -31,754 -3,176 -28,104 -33,883 最大値 218,646 207,545 198,328 22,373 20,509 15,691 21,292 13,004 9,651

H26 JCM FS 最終報告書
45
E.まとめ(直近の業績推移)
為替の急激な変動の影響で、2013年度は有利子負債を増やした為、有利子負債/EBITDA等の既存指
標で計った場合は、Fajarの安定性は高くないが、成長性、生産性の高さゆえに、国際銀行団の信頼を得
ている。(240million$からなるシンジケートローンを契約できたことがその査証である。)
全て考慮して評価をするならば、Fajar社の見かけ上の財務状況は 2013年度のみ不安定であるが、まさ
にリスクを取ってさらなる成長をしようとしている矢先であり、その成長性を外部機関も認めていることから、
本事業のパートナーとして特段心配する必要はないと考える。
表 19 直近 6 年の業績推移(財務 3 表) (単位:百万米ドル) 2008/12 期
連結決算 実績
2009/12 期 連結決算
実績
2010/12 期 連結決算
実績
2011/12 期 連結決算
実績
2012/12 期 連結決算
実績
2013/12 期 連結決算
実績 PL 項目 売上高合計 320 264 372 469 425 480
EBITDA 42 69 75 61 38 4 EBITDA マージン 13.1% 26.0% 20.1% 13.1% 8.8% 0.8%
営業利益 48 41 57 51 33 50 売上高営業利益率 14.8% 15.6% 15.2% 10.8% 7.8% 10.4%
当期純利益 4 27 31 15 1 -24 売上高当期利益率 1.2% 10.1% 8.4% 3.2% 0.1% -5.0%
BS 項目 資産合計 331 388 493 537 577 466 株主資本等合計 116 168 199 196 187 128 株主資本比率 35.17% 43.16% 40.28% 36.50% 32.39% 27.37%
有利子負債残高 163 153 219 244 263 217 D/E レシオ 1.40 倍 0.92 倍 1.10 倍 1.24 倍 1.41 倍 1.70 倍
ROE 2.81% 19.13% 16.67% 7.33% 0.29% -14.80% ROA 0.98% 7.49% 6.93% 2.81% 0.10% -4.42%
CF 項目 営業活動による CF 115 84 128 217 45 20 投資活動による CF -4 -12 -89 -74 -32 -17 財務活動による CF -111 -72 -39 -158 -9 -3
表 20 直近 10 年の業績推移(損益計算書)
(単位:百万米ドル) 2004/12 期 連結決算
2005/12 期 連結決算
2006/12 期 連結決算
2007/12 期 連結決算
2008/12 期 連結決算
2009/12 期 連結決算
2010/12 期 連結決算
2011/12 期 連結決算
2012/12 期 連結決算
2013/12 期 連結決算
損益計算書 売上高合計 160 155 185 293 320 264 372 469 425 480 売上高 160 155 185 291 313 264 372 468 425 478 その他営業収益 0 2 7 0 0 1 0 3 売上原価 118 118 145 217 246 198 285 379 351 387 売上総利益 42 37 39 76 74 66 87 91 74 93 売上高総利益率 26.1% 24.0% 21.4% 25.9% 23.2% 24.9% 23.4% 19.3% 17.4% 19.5% 販売費及び一般管理費 11 12 12 13 12 11 14 19 18 22 減価償却費及びのれん等償却額 15 11 13 15 15 14 16 20 22 22 減価償却費 15 11 13 15 15 14 16 20 22 22 営業利益 15 14 15 47 48 41 57 51 33 50 売上高営業利益率 9.7% 9.1% 7.9% 16.1% 14.8% 15.6% 15.2% 10.8% 7.8% 10.4% 利息合計 -3 -7 -11 -20 -23 -17 -16 -20 -14 -14 受取利息 0 0 0 0 0 0 0 支払利息 3 7 11 20 23 17 17 20 14 14 その他金融損益 -11 -6 13 -8 -20 17 4 -7 -18 -68 その他特別損益項目 -0 -0 -0 -4 -2 -2 -0 税金等調整前当期純利益 1 1 16 20 4 37 42 21 1 -32 売上高税引前利益率 0.9% 0.8% 8.8% 6.7% 1.1% 14.2% 11.3% 4.4% 0.3% -6.6% 法人税等 1 1 5 6 -0 11 11 6 1 -8 少数株主損益調整前当期純利益 1 1 11 13 4 27 31 15 1 -24 売上高少数株主損益調整前当期利益
率 0.3% 0.4% 6.0% 4.6% 1.2% 10.1% 8.4% 3.2% 0.1% -5.0%
当期純利益 1 1 11 13 4 27 31 15 1 -24 売上高当期利益率 0.3% 0.4% 6.0% 4.6% 1.2% 10.1% 8.4% 3.2% 0.1% -5.0% (補足データ) EBIT 4 8 27 39 27 55 58 41 15 -18 EBITDA 19 20 40 55 42 69 75 61 38 4 EBITDA マージン 12.2% 12.6% 21.7% 18.7% 13.1% 26.0% 20.1% 13.1% 8.8% 0.8%

H26 JCM FS 最終報告書
46
<兼松株式会社>
【会社概要】
兼松株式会社は、1889年(明示 22年)に創業され、1918年(大正 7年)に設立された老舗の商社であ
る。資本金は 277億円、従業員は単独で 800名、連結で 5,747名を抱えている。
事業セグメントとしては、大きく 4つ「電子・デバイス」「食料」「鉄鋼・素材・プラント」「車両・航空」からなり、
本プロジェクトでは、「鉄鋼・素材・プラント」セグメントに属するプラント・船舶部産機・プラント課が担当す
る。
また世界各地でグローバルな事業展開を行っており、アジア地域でも各地に拠点を構え、本プロジェクトを
行うインドネシアでは、ジャカルタに拠点を有している。
基本情報
表 21 兼松株式会社の事業セグメント概要
図 25 兼松株式会社の海外拠点(アジア・中東地域)
(出所)兼松株式会社「アニュアルレポート 2014」より

H26 JCM FS 最終報告書
47
【財務状況】
兼松株式会社の業績については、2014年 3月期の連結売上高は前期比 9.4%増となる 1兆 1,145億
円となり、また売上高増に伴って、売上総利益および営業利益ともに 8%程度増加して、それぞれ 864億
円、197億円となっている。
財務状況については、リーマンショックの後、5年間ほど継続的に純資産および自己資本比率を改善し
てきている。2014年 3月期には、利益余剰金の積み上げや為替相場の影響によって純資産を増やしてき
ており、その結果、自己資本比率は前期比 3.0ポイント改善して 16.7%となっている。
以上のことから、本プロジェクトの代表幹事として兼松株式会社は適格であり、補助事業の実施における懸
念・リスクは低いと考えられる。
図 26 財務データ
出所)兼松株式会社「アニュアルレポート 2014」より

H26 JCM FS 最終報告書
48
<相川鉄工株式会社>
相川鉄工株式会社は、1924年(大正 13年)に創業され、1954(年昭和 29年)に日本で初めて連続式
製紙原料調整用機器(リファイナー)を開発して以来、製紙関連機器の専門メーカーとして製紙業界の発
展に大きく貢献してきた。
資本金は 1億 2,000万円の非上場会社であり、静岡県に本社を構え、国内では静岡県内に 2箇所の
工場、東京と愛媛に営業所を設置している。また海外でも、製紙産業の基盤であるフィンランド、北米に経
営および製造拠点を有しており、国際的な販売チャネルを有する Advanced Fiber Technology社(AFT
INC)と POMT社の二社を買収し、AIKAWA GROUP を強化拡大してきている。
事業内容は、製紙関連機器およびバイオマス処理機器、排水処理機器などを手がけており、特に製紙
原料調整用機器(リサイクル関連、具体的には古紙再生プラント)では国内トップメーカーであり、世界でも
有数の企業となっている。年商は約 55億円、国内の従業員数は約 230名である。
本プロジェクトは、これまでも納入実績のあるFajar Paper社との取引であり、アフターフォロー・メンテナ
ンスも含めて顧客からの信頼を得ている。今回導入予定の OCC ラインは以前に導入したラインに比べて
省エネルギー効果を高めており、受注できた際にはプロジェクトの実現性が高いものと期待される。
表 22 相川鉄工株式会社の基本情報
社 名 : 相川鉄工株式会社
所在地 : 静岡市葵区伝馬町 24-2
代表者 : 相川雅紀
創 業 : 大正 13 年 4 月
資本金 : 1 億 2,000 万円
株 式 : 非上場
従業員 : 230 名(国内)
業 種 : 製紙機械製造業

H26 JCM FS 最終報告書
49
4.2 プロジェクト許認可取得
プロジェクトの許認可は主に、投資と環境影響評価に分かれ、それぞれ所管省庁より許認可を得る必要
がある。以下それぞれの許認可状況を詳述する。
4.2.1 資本投資認可
投資の許認可に関しては、州政府へ提出する資本投資認可が該当する。本プロジェクトは既存の工場へ
の増設プロジェクトであるので、既存の資本投資認可の拡張という形で申請されている。(直近の過去の増
設計画であったライン 5の投資許認可を拡張する形での申請となった。)
2011年 4月 8日の投資許可原則番号 21/32 /IP/II/PMDN/2011は、2014年 3月 3日に拡張許可番
号 07/32/IP-PB/PMDN/2014へと拡張され、また若干の修正指摘を受けて、2014年 10月 3日に修正許
可原則国内投資番号 53/32/IP-PB /PMDN/2014へと修正され現在に至る。
2013年に、資本投資許認可のガイドラインが改訂されたが、最新版の許認可はそれを反映している。資
本投資認可の細則である、投資調整委員会議長規則第12へと修正された「投資の許可・不許可の為のガ
イドラインと手続きに関する 2013年の投資調整委員会議長規則第 5」を遵守している。
政府の資本投資委員会認可に関しては、必要となる全ての申請が既になされ、西ジャワ州政府の統合
許可サービス課によって許可書が発行された。(許可証の写しは別添を参照)
本課は、投資認可書のような認可書と不認可書を発行することと、財政と非財政設備を含むすべて形態の
サービスおよび投資情報に対する許認可権限を有している。
4.2.2 環境影響評価に係る認可
インドネシアにおける環境影響評価報告書(UKL-UPL)は、5章構成であり、Ⅰ序文、Ⅱ事業および/
あるいは活動計画、Ⅲ発生する環境への影響、Ⅳ環境管理活動、Ⅴ環境監視活動からなっており(次頁に
詳説)、特に報告書名でもある環境管理活動(UKL)と環境監視活動(UPL)の内容が重視される。
UKL-UPLは、既存の施設の生産活動が環境に与える影響を継続的に報告する書式と、新規設備投資
が環境に及ぼす影響の分析予測を提示する書式に分かれている。
前者は 6か月ごとに提出するもので、Fajar社の最新の報告書は 2014年 7月に提出された。
後者は新設が行われる場合のみ臨時的に提出するものであり、ライン 8新設にあたっての報告書は作成を
終えて、2015年 1月現在、外部コンサルタントの評価を受けているところである。半年以内に提出可能とな
る予定である。
この新設にあたってのUKL-UPLの提出、そして、その後の認可が下りない限り新設はできないことにな
るが、環境十全性の節で述べるとおり、本新設によって環境に与える影響が大きく変化するわけではなく、
認可を得られる見込みは高い。なお、UKL-UPL報告書は以下の関係部局へ提出する。
・ 環境監視委員会 – Bekasi 統治区
・ 環境監視地区委員会 – 西ジャワ州
・ 環境省、統合サービス部 – ジャカルタ

H26 JCM FS 最終報告書
50
表 23 UKL-UPL の目次
I. 序文
II. 事業および/あるいは活動計画
2.1 事業活動説明
2.1.1 事業および/あるいは活動計画
2.1.2 事業および/あるいは活動計画の場所
2.1.3 既存活動、拡張および改修計画
III. 発生する環境への影響
3.1 環境設定
3.1.1 気候
3.1.2 空気の品質と騒音
3.1.3 水とスラッジの品質
3.1.4 生態
3.1.5 社会経済と文化面
3.2 環境への影響の特定
3.2.1 製紙工場の現在の主活動
3.3 計画された設備投資の建設
3.3.1 保全活動
3.3.2 建設段階
3.3.3 操業段階
3.4 活動内容の環境要素への影響
3.4.1 既存活動
3.5 計画された設備投資活動の建設
3.5.1 建設前段階 (既存)
3.5.2 建設段階
3.5.3 操業段階
IV. 環境管理活動
4.1 環境管理活動
4.1.1 既存活動
4.1.1.1 固形廃棄物
4.1.1.2 液体廃棄物
4.1.1.3 空気汚染
4.1.2 計画された設備投資活動
4.1.2.1 建設段階
4.1.2.2 操業段階(固形廃棄物)
4.1.2.3 操業段階 (液体廃棄物)
4.1.2.4 操業段階(空気汚染)
V. 環境監視活動
5.1 環境監視活動
5.1.1 既存活動
5.1.1.1 固形廃棄物
5.1.1.2 液体廃棄物
5.1.1.3 空気汚染
5.1.2 計画された設備投資活動
5.1.2.1 建設段階
5.1.2.2 操業段階(固形廃棄物)
5.1.2.3 操業段階 (液体廃棄物)
5.1.2.4 操業段階(空気汚染))

H26 JCM FS 最終報告書
51
4.3 日本技術の優位性
4.3.1 OCC ラインの全体フロー
当該プロジェクトでは、第 8 ラインに段ボール古紙システム(OCC)が導入されることは既に決定されてい
る。まず一般論として、OCCの全体構造を模式図として下記に示す。
図 27 OCC ラインの全体フロー
出所)相川鉄工ホームページ

H26 JCM FS 最終報告書
52
表 24 要素機器の機能概要と他社との差別化要素
区分 機器名 機能概要 他社との差別化要素(技術的優位性)
コンベヤー 段古紙をパルパーに投入する安定した量の段ボール古紙を投入し、ライン全体の運転の安定化に貢献する
ラガーパルパー中から紐状の異物を除去する。
パルパー中から効率良く異物を分離し、パルパーの運転が安定し、パルパーの効率性上昇に寄与する
ロープカッターラガーで紐状の異物を太いロープ状するが、長いとハンドリングが大変なため切断する。
ドラムスクリーンパルソーターから排出される異物から水分を分離する。
パルソーターパルパー中から小さくなったプラスチックなどの異物を除去する。
パルパー中から効率良く異物を分離し、パルパーの運転が安定し、パルパーの効率性上昇に寄与する
高濃度クリーナーパルパーで作った原料中から水より重い異物を比重分離する。
原料中から効率良く重量異物を除去できるので、製品の品質向上と、後工程の機器の摩耗が減少できる
高濃度クリーナー 同上
一次フラクショネーター原料中の繊維で長い物と短い物に分離する。
効率良く長繊維と短繊維を分離出来る事から、長繊維から多くの異物が除去できるので、最終製品の見栄えが良くなると共に、機械の省エネにも貢献する
二次フラクショネーター 同上
一次粗選スクリーンフラクショネーターで分離された長繊維中からプラスチック等の異物を除去する。
効率良く長繊維と短繊維を分離出来る事から、長繊維から多くの異物が除去できるので、最終製品の見栄えが良くなると共に、機械の省エネにも貢献する
二次粗選スクリーン 同上
アルファスクリーン粗選スクリーンで分離されたプラスチックから繊維を分離してプラスチック等の異物のみ系外へ排出。
系外へ排出される異物中の繊維を少なく出来る
一次低濃度クリーナー粗選スクリーンで大型のプラスチックを除去した原料中から砂等の重量異物を除去する。
原料中から効率良く重量異物を除去できるので、製品の品質向上と、後工程の機器の摩耗が減少できる
二次低濃度クリーナー 同上
三次低濃度クリーナー 同上
四次低濃度クリーナー 同上五次低濃度クリーナー 同上
二次リバースクリーナー原料中から微細なプラスチック片を除去(水より軽い異物除去)する
原料中から効率良く水より軽い異物(プラスチック)が除去できることから、製品品質の向上と抄紙機の安定運転に寄与する
三次リバースクリーナー 同上
一次精選スクリーン原料を0.15㎜と言う非常に狭いスリットを通過させて、通過できない異物を除去する
原料中から非常に小さなサイズの異物から大きなサイズまで除去でき、製品品質の向上が可能である
二次精選スクリーン 同上
三次精選スクリーン 同上
ディスクフィルター
上記の機械で原料を処理する際には濃度を1.0%前後まで稀釈する必要があるが、抄紙機に送る際には再度濃度を4.0%位まで上げる必要があり、そのために脱水する(短繊維用)
効率が良いことから、小さな機種で省エネに貢献。
ディスクフィルター 同上(長繊維用)
ポリディスクフィルター使用する水は必ずオーバーする。この水の中に繊維が有るとロスとなるので、排水となる水から繊維を回収する
繊維の回収は大事な事である。収益に大きく寄与する。
サンドセパレーター高濃度や低濃度クリーナーで除去された重量異物から、重量異物と水を分離する
効率の良い分離は収益に寄与する。
ロータリースクリーンシックナースクリュープレスによる脱水の補助脱水をする
スクリュープレス重量異物以外の原料から分離された異物を焼却する為に、30%以上の濃度に脱水する
効率の良い分離は収益に寄与する。
パルパー段古紙と水を入れて攪拌し紙料濃度を4%位とする原料を作る
プロセス中最大の動力を使用する設備であり、効率が良いことから大きな省エネにつながる
仕上とリジェクト処理工程
パルパー工程
フラクショネーター工程
粗選スクリーン工程
低濃度クリーナー工程
精選スクリーン工程
H26 JCM FS 最終報告書
53
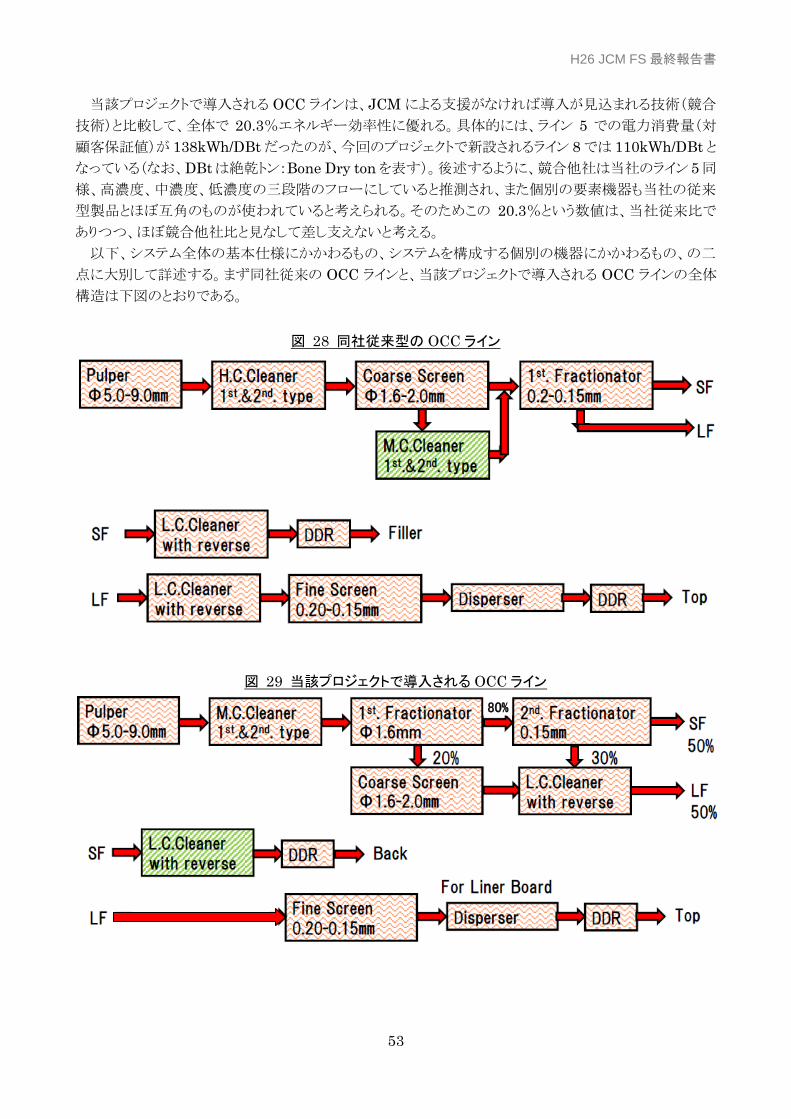
当該プロジェクトで導入される OCC ラインは、JCMによる支援がなければ導入が見込まれる技術(競合
技術)と比較して、全体で 20.3%エネルギー効率性に優れる。具体的には、ライン 5 での電力消費量(対
顧客保証値)が 138kWh/DBtだったのが、今回のプロジェクトで新設されるライン 8では 110kWh/DBtと
なっている(なお、DBtは絶乾トン:Bone Dry tonを表す)。後述するように、競合他社は当社のライン 5同
様、高濃度、中濃度、低濃度の三段階のフローにしていると推測され、また個別の要素機器も当社の従来
型製品とほぼ互角のものが使われていると考えられる。そのためこの 20.3%という数値は、当社従来比で
ありつつ、ほぼ競合他社比と見なして差し支えないと考える。
以下、システム全体の基本仕様にかかわるもの、システムを構成する個別の機器にかかわるもの、の二
点に大別して詳述する。まず同社従来の OCC ラインと、当該プロジェクトで導入される OCC ラインの全体
構造は下図のとおりである。
図 28 同社従来型の OCC ライン
図 29 当該プロジェクトで導入される OCC ライン
80%

H26 JCM FS 最終報告書
54
4.3.2 システム全体の基本仕様による低炭素化
まずシステム全体の基本仕様として、上図二つを比較すると、パルパー(Pulper)でほぐされた原料がク
リーナー(Cleaner)に移されるという前半の流れは従来のOCCラインと変わらない。従来のOCCラインで
は、クリーナーで異物が除去された原料が、粗選スクリーン(Coarse Screen)に移され、その後すべての粗
さの原料がフラクショネーターに送られていたため、全量を扱う大きな粗選スクリーンとフラクショネーターが
必要だった。これに対して今回の OCC ラインでは、まず原料を径 1.6mm の一次フラクショネーターで
1.6mm 以上の長い繊維(LF)とそれ以下の短い繊維(SF)に分けることで、二つ目に設けられたフラクショ
ネーターに送られる原料を全体の 80%に削減できる。これにより、二次フラクショネーターの処理量は従来
型に比べ 2 割少なくなる。よりクリーンな原料だけから短い繊維を取り出すことができる。これにより、二次フ
ラクショネーターの設備とポンプに使われるエネルギーが従来型より 2割削減される。
もう一点、上図からも明らかなように、システム全体の基本仕様として、従来型では高濃度(H.C.)、中濃
度(M.C.)、低濃度(L.C.)の 3段階のクリーナーが配置されていたのが、新しいラインでは中濃度、低濃度
の 2 段階で済む設計になっている。競合他社も高濃度、中濃度、低濃度の三段階のフローにしていると考
えられる。当該ラインでは、中濃度クリーナー工程を強化することで、従来型が高濃度・中濃度の 2 段階で
除去する工程を一気呵成に行うものである。具体的な強化方法については、個別の機器の低炭素技術と
して後述する。
4.3.3 個別の機器の低炭素化
次に、R&D の成果として最新の部品がシステムを構成する個別の機器に組み込まれ、これが低炭素技
術として効果を発揮する。以下、個別の機器について記述する。
1)パルパー
まず、段ボール古紙を水と混ぜ、紙にならない金属やプラスチック等の異物を除去しながら繊維をほぐ
す。このパルパー(Pulper; Pulping system)と呼ばれる設備は、下記の模式図のようになっている。
図 30 パルパーの模式図

H26 JCM FS 最終報告書
55
パルパーの動力のうち大きな割合を占めるのが、図の中心部にあるヘリックス・パルパー(Helix Pulper)
と呼ばれる装置である。ヘリックス・パルパーの内部の底は、投入された段ボール古紙原料の未離解片を
効率的に回流し離解するように設計された G 型タブと、強力な回流を発生させるヘリックス・ローターとから
なる。
このうちヘリックス・ローターは、今回導入予定のものは第 3世代である。以下、第 1世代から順に技術の
変遷を説明する。Fajar 社の旧ラインには、5 年ほど前に第 1 世代が導入されている。回転する羽根が強
い回流を生じさせることで、原料との接触時間を増やし、練り(デフレーキング)の効率性を強くする仕組み
がされている。羽根にはストレーナーと呼ばれる網がついている。回転する羽根の下にはローターがあり、
ストレーナーとローターの間で原料がすりつぶされる仕組みになっている。ローターは小さいが、エネルギ
ー効率は高い。
図 31 ヘリックス・ローター第 1 世代(Fajar 社導入済み)
図 32 ヘリックス・ローター第 2 世代(Fajar 社導入済み)

H26 JCM FS 最終報告書
56
図 33 ヘリックス・ローター第 2 世代での流体分析
次に上図のヘリックス・ローター第 2世代は、2013年度にFajar社に導入されたばかりであり、その省エ
ネ性能をモニターしてもらっている段階にあり、今のところ評価は上々である。アタック羽根、ポンプ羽根、
取り換え可能なデフレーキング羽根の三つが組み合わされているのが最大の特徴である。アタック羽根で
最初の一撃を原料に与え、ポンプ羽根で強い回流を生じさせて下側のローターに原料をすぐに当て、さら
にデフレーキング羽根でローターとストレーナー表面との間のすりつぶし効果を高めている。
そして今般導入が予定されているヘリックス・ローター第3世代は、既に日本の国内工場では導入されてい
るものであり、特許も取得済みである。下図の通り、アタッキング羽根そのものの刃先が曲折していることに
より、回流を生じる力をさらに強くしてある。その他バッフルプレートやデフレーキング羽根の部分にも細か
い改良が加えられている。
さらに、第 3 世代のストレーナーでは穴が増え、ごみを通さないようにするだけでなく、ストレーナーとロータ
ーとの間のすりつぶし効果を高めている。他社製のストレーナーは径 15mm と想定されるが、導入予定の
ストレーナーは 9mm と細かくなっている。ストレーナー径を小さくし、ストレーナーで異物をできるだけ除去
することで、後工程での粗選スクリーニングに使われる動力が少なくて済む。なお日本国内では、そもそも
投入される段ボール古紙に混入している異物が少ないため、径 4.5mmのものが使われている。
図 34 ヘリックス・ローター第 3 世代

H26 JCM FS 最終報告書
57
図 35 ヘリックス・ローター第 3 世代に使われるストレーナー
次に G タブであるが、これは水平方向には G の字をした回流を、垂直方向には同心円状の回流を生じ
させることからそう呼ばれている。ヘリックス・ローター第 3 世代は、動力が少なくて済む。通常は動力が少
ないと処理量も少なくなるのだが、同じ動力でも処理量がほぼ一定に保たれる程度にまで G タブの効率性
が優れている。
図 36 ヘリックス・パルパーに使われる G タブと流体シミュレーション
以上より、ヘリックス・パルパーは、ヘリックス・ローター第 3 世代と G タブとがあいまって、ヘリックス・ロータ
ー第 1 世代のパルパーに比べて 2 割ほど動力原単位が優れており、したがって 2 割ほどの省エネにつな
がっているといえる。
2)フラクショネーター工程
フラクショネーター工程は、機器としてはクリーナーとフラクショネーターとからなる。パルパーで処理され
た原料はクリーナー工程に送られる。ここでは、パルパーで作った減量中から、水よりも重い異物、具体的
には石や砂状のものを比重分離により除去する。できるだけ異物を除去することで、後工程の消耗品の寿
命が伸び、ポンプ動力の削減により全体としての省エネを実現することができる。前述したとおり、システム
全体の基本仕様として、従来型では高濃度(H.C.)、中濃度(M.C.)、低濃度(L.C.)の 3段階のクリーナー
が配置されていたのが、新しいラインでは高・中濃度、低濃度の 2 段階で済む設計になっている。濃度が
低いほど、繊維も細かいため、より細かい異物が除去できるクリーナーである。
クリーナーは、下記写真のように 5m ほどの高さの筒状のものである。模式図の真ん中にある漏斗のよう
な形状をしたサンドトラップによって、砂状の異物を粗選する。今回導入予定のラインでは、このサンドトラッ
プでできるだけ砂を除去するようになっている。

H26 JCM FS 最終報告書
58
図 37 高・中濃度クリーナー
フラクショネーターは、原料中の繊維を長いもの(LF)と短いもの(SF)とに分離する。異物除去の効率性
を改善することで、省エネにつながる。

H26 JCM FS 最終報告書
59
図 38 フラクショネーター
3)粗選スクリーン工程
フラクショネーターで分離された長い繊維中から、プラスチック等の異物を除去する。下図右下のバスケッ
トと呼ばれるドラム状のものの中で、異物を除去する。図からも明らかなように、構造はフラクショネーターと
類似している。
図 39 粗選スクリーン
粗選スクリーン工程では、スクリーンのためのローターが進化していることで性能が高まっている。具体的
には、従来使われていた下図左のGHCローターは、既に他社製品よりも3割省エネの構造をしていたが、
新たな GHC2 ローターPowerWave という商標の波状の突起が表面に施してあり、これによりさらに少ない
動力で GHC ローターと同等の性能を発揮できる。Fajar 社の旧ラインにおいて、ローターのみ GHC2 に
交換し、性能を確認してもらっているところである。
図 40 従来の GHC ローター(左)と新しい GHC2 ローター(右)

H26 JCM FS 最終報告書
60
さらに、粗選スクリーンで分離されたプラスチックから、繊維を分離してプラスチック等の異物のみ、外部
に排出するのが下図のアルファスクリーンである。
図 41 アルファスクリーン
4)低濃度クリーナー工程
中濃度クリーナーでは医師や砂程度のより大きな異物を取り除いたのに対し、低濃度クリーナーでは、
粗選スクリーンで大型のプラスチックを除去した原料中から、ほこりのような重量異物を除去する。下図のよ
うに 1.5m ほどの高さの装置が並列配置されているものである。これも、他社製品に比べて原料中の重量
異物を効率良く除去できることから、製品の品質向上だけでなく、後工程の機器摩耗も削減できる。
図 42 低濃度クリーナー
5)精選スクリーン工程
さらに、原料を 0.15mm という非常に狭いスリットを通過させて、異物を除去するのが精選スクリーンであ
る。
6)仕上げ・リジェクト処理工程
まずディスクフィルターでは、これまでの工程で原料を処理する際には濃度を1.0%前後まで稀釈する必
要があったが、抄紙機に送る際には再度濃度を 4.0%位まで上げる必要があるために必要な脱水のプロセ
スに使われる設備である。短繊維用と、長繊維用とがある。
次にポリディスクフィルターは、使用する水は必ずオーバーするが、その水の中に繊維があると資源が失
われることを意味するため、排水から繊維を回収するのに必要な設備である。スウェーデン GL&V 社製品

H26 JCM FS 最終報告書
61
を導入予定である。競合他社の Voith 社製品は、フィルターバックが不要で消耗品が無いという特長があ
るが、実際はステンレスも摩耗するのでセグメントは消耗品となり、しかも高価であるため、GL&V 社製品の
コストパフォーマンスがより良い。さらに、Voith 社製品と異なり、フィルター内部が清掃できるために、中長
期的にはより低炭素につながるといえる。
サンドセパレーターは、文字通り、網を通すことによって、高濃度や低濃度クリーナーで除去された重量異
物から、異物と水を分離するものである。
スクリュープレスは、重量異物以外の原料から分離された異物を焼却するために、30%以上の濃度に脱
水するものである。スクリュープレスは、相川鉄工も製造しているが、当該ラインでは、世界トップクラスの脱
水率を誇る富国工業株式会社製品を使う(下図参照)。円筒状のスクリーンの中にスクリューが設置され、
スクリュー軸が出口に向かって次第に太くなっていることにより 1 ピッチの容積が徐々に小さくなり、原料が
圧縮されるようになっている仕組みである。この圧縮により分離液はスクリーンの穴より搾り出され、下部ろ
液受け皿にて集合されて機外へ排出される。原料排出部にはスプリング(空圧又は油圧)によって押付けら
れた出口コーンがあり、脱水ケーキが所定の濃度になると、スクリューによる押し出し力がスプリングによる
押し付け力より勝つ事により、出口コーンが後退して脱水ケーキが排出される(同社 HP より)。
競合他社製品は 30%程度の濃度に脱水するものだが、富国工業製品は 32%程度と、数%の脱水率向上
が見込める。脱水した後の水はプロセスに戻すため、省資源(水)につながる。省エネそのものにはつなが
らないものの、キャッシュフローに直結する効率性改善である。さらに、低速運転なので動力が小さく省エ
ネにもつながり、騒音や振動の問題が無く据付け架台も簡単な構造である。
図 43 スクリュープレス
ロータリースクリーンシックナーは、スクリュープレスの脱水の補助脱水をする設備である。シックナーもス
クリーンも、それぞれ選別するものであるが、穴を通ったものを原料として使うスクリーンに対して、シックナ
ーでは、非常に小さな穴を通らなかったものを原料として使うという違いがある。
以上、日本技術の低炭素技術としての優位性として、システム全体の基本仕様による低炭素化、個別の
機器の低炭素化とに分けて記述した。システム全体としては、クリーナーのプロセスを 1段階減らし、粗選ス
クリーンよりも先にフラクショネーターに送ることで低炭素技術となっている。個別の機器は、日本的なカイ
ゼンのプロセスによって相川鉄工が地道に取り組んできた R&D の成果として最新の部品が組み込まれて
いることで、動力原単位の改善を通じて低炭素技術となっているが優れていることによる。
また、工程外での低炭素化に間接的につながる点も指摘される。上述の通り、スクリーンシステムが高効
率のため、同じ強度の完成原料を軽量化することができる。ホスト企業が販売する最終段ボール製品は従
量価格であるため、ホスト企業の利益への影響はないが、製品が流通するインドネシア全体では、同じ強
度の段ボールがより少ない紙の使用量で生産されることになり、省資源化のみならず物流セクターにおけ
る低炭素化に寄与する。
さらに、低炭素技術という側面以外の日本技術の優位性として、先述の通り、仕上げとりジェクト処理工
程における水の省資源化が特長である。また、フラクショネーター等が競合技術よりもコンパクトな設計とな
っているため、工場内スペースの有効活用に貢献すること、ライン全体のFA化により人件費が最低限に抑

H26 JCM FS 最終報告書
62
制できること、アフターサービスの充実によってホスト国へのノウハウ移転とダウンタイムの最小化に貢献で
きることなども挙げられる。
最後に、ホスト国における現在の市場の状況(競合製品・技術の市場占有率等)について述べる。公開
情報によるデータが非常に限られており、設備ストックの市場シェアは残念ながら不明である。
しかしインタビューや各種公開情報を通じて、インドネシアにおける中芯とライナーの製造設備としてここ
数年で導入されたものについて主なものを把握することができた。下記のとおり、中芯製造設備は、生産能
力ベースで、日本の株式会社 IHI(旧称 石川島播磨重工業株式会社)・ドイツの Voith Paper(フォイトペ
ーパー社)・台湾の Fufa Machinery Co. Ltd 連合、および相川鉄工がほぼ互角で全体の 8割を占め、
残り 2割のシェアを持つカナダの Andritzが続く格好になっている。
表 25 インドネシアにおける中芯製造設備の導入
メーカー 製紙会社とライン 生産能力(t/日) 導入年
Andritz IKPP Serang
PM-4 500 2010
Aikawa Fajar Paper PM5 1,000 2010
IHI-Voith –Fufa Asia Paper 200 2005
IHI-Voith –Fufa Mt. Dreams 300 2010
IHI-Voith –Fufa Integra Lestari 200 2012
IHI-Voith Wira Paper 350 2005
Total 2,550
インドネシアにおける主なライナー製造設備の近年の導入実績シェアは、やはり生産能力ベースで、カ
ナダの Andritz と相川鉄工がそれぞれ 4割強、IHI-Voith-Fufa連合が 1割強となっている。
表 26 インドネシアにおけるライナー製造設備の導入
メーカー 製紙会社とライン 生産能力(t/日) 導入年
Andritz IKPP Serang
PM-5 500 2012
Andritz Pelita
Cengkareng 800 2013
Aikawa Fajar Paper PM7 800 2007
Aikawa Fajar Paper PM7 400 2012
IHI-Voith Fufa Mt. Dreams 300 2012
Total 2,800

H26 JCM FS 最終報告書
63
4.4 MRV 体制
4.4.1 MRV に係る組織、会議体、指示命令系統の再構築
当該プロジェクトのMRV体制は以下の体制で実施する。
日々のモニタリングとモニタリングレポート作成は主に Fajar 社が担当する。プロジェクトマネジャーの
Hardy氏は同社が実施した CDMプロジェクト(Project Number:6691)の責任者であり、検証の為のモ
ニタリングレポートの作成を複数回手掛けていることから作成においてのキャパシティビルディング等は不
要と思われる。
また相川鉄工は既存ラインのアフターサービスの為、約3カ月毎にFajar社を訪れて機器の点検を行っ
ており、常時フォローアップできる体制にある。よってデータの整合性(スペック値との乖離等)のチェックな
どは、適宜支援を行う予定である。
図 44 MRV 体制
出所)Fajar社内部情報より NRI作成
Project DirectorRoy Teguh
Project ManagerMarco Hardy
全体監督各種意思決定
プロジェクト窓口モニタリングレポート作成
日々のモニタリングモニタリングデータの提出
モニタリングデータのチェックモニタリングレポート記載用に成形
Aikawa Iron WorksKazuo Aoshima
モニタリングレポート作成支援

H26 JCM FS 最終報告書
64
4.4.2 モニタリングに必要な計測機器、モニタリングの仕方
本プロジェクトでは OCC ライン全体のエネルギー削減を CO2 換算して計算する原単位法を用いるが、
本工場では、ラインごとに、下図のようなエネルギーモニタリングルームが存在し、OCC ラインの要素機器
ごとに電力消費量を毎時でモニターしている為、リファレンス及びプロジェクトエネルギー使用量の把握は
容易である。
なお、新設されるライン 8においても同様のエネルギーモニタリングルームが設置される予定である。
図 45 エネルギー管理・レポーティングシステム
「SCADA system and EXAQUANTUM report system」
OCC ラインのエネルギ
ー表示モニタ
PM ラインのエネルギー
表示モニタ
ライン5全体(OCC&PM)の
エネルギー表示モニタ

H26 JCM FS 最終報告書
65
表 27 システム概要
Easy business-wide information distribution
Plant data is enhanced and used throughout the business
Data can be accessed from multiple Process Control Systems
Provision of long term plant history
Event-triggered processing of data into business information
Time-resolved event history
An integrated platform - Exaquantum runs on the MS Windows
platform, using industry standard technologiesEnhanced, seamless information flow within and between plant
systems and business applications
Automated instantaneous reporting
Integrated information from plant data and business systems
Aids Measurement of Key Performance Indicators (KPIs)
Automatic database configuration and updating
Rapid and simple implementation
Industry standard Microsoft Windows operating system
Key Features
Operational Benefits

H26 JCM FS 最終報告書
66
図 46 導入予定の EXAQUANTUM システムの全体像
出所)横河電気 HP
4.4.3 モニタリング記録の保存方法に関して
過去 1年の 365日、24時間のエネルギー使用量データは電子、紙の両媒体で保存されており、現在の
保存方法をライン 8でも踏襲する予定である。
図 47 紙媒体によるデータ保存

H26 JCM FS 最終報告書
67
4.5 ホスト国の環境十全性の確保と持続可能な開発への寄与
当該プロジェクトの実施による環境面での好影響として、職業安全・作業環境の改善が挙げられる。前章
(3)で記述したように、新たな OCC ラインでは、パルパー、フラクショネーター、粗選スクリーン、精選スクリ
ーンのいずれにおいても、除去できる異物がより細かくなっている。そのため、プロセスから発生し空気中
に飛散する細かな繊維が少なくなるため、作業員のマスク着用が必須ではなくなり、工場内作業環境や従
業員の健康安全に貢献する。従業員の健康安全確保は、従業員のモチベーションと労働生産性の向上を
もたらすだけでなく、ホスト国における医療費の削減、人口の長寿命化に貢献する。
既存設備に比較した環境面での悪影響は、今のところ把握されておらず、今後も特に予想されない。製
紙工場から出される廃水には重金属等が含まれるが、既存ラインにおいてすべて当局の水準を大幅に下
回っており、それより改善することはあっても悪化することは考えられない。ただし、ホスト企業の生産量その
ものが増えれば、各種原単位が改善されていても各種の排出量が増えることは考えられる。
ホスト国の持続可能な開発への寄与として、下記の 5点が挙げられる。
第一に、当該プロジェクトの本旨である二酸化炭素排出量の削減により、ホスト国における炭素の社会的
費用の総額を下げることができる。
第二に、上記の従業員の健康安全の改善は、ホスト国の長寿命化を通じて人的資本の改善につながる。
第三に、既存ラインでは、購入した段ボール古紙 100に対して、87が最終製品、3が繊維廃棄物、10がそ
の他廃棄物となっていた。このうち繊維廃棄物が3から1.7~8に減るため、廃棄物が減少するだけでなく、
歩留まりが向上し、同じ生産量に対する購入段ボール古紙が減少し、ホスト国内外における木材伐採量の
減少にもつながる。木材伐採量の減少は、森林資源ストックの純増分を増やす。これは、ホスト国における
森林の保水機能、レクリエーション機能の劣化を防ぐだけでなく、世界レベルでの二酸化炭素吸収源を温
存することになる。また、ホスト企業では、廃棄物を燃料として敷地内の焼却炉で焼却しているため、燃料
に占める繊維廃棄物の割合が減少することで、燃焼効率が向上し、炭素の排出係数を下げることになる。
第四に、これまで通り、ホスト企業の従業員向けの設備の説明会を定期的に実施することで、ホスト国の人
材に対して、省エネに関するノウハウや技術移転が進められる。ノウハウを蓄積した人材が社内外の他の
類似設備を扱い、他の人材にノウハウを伝播させることで、さらに長期的な持続可能な開発に寄与する。
第五に、化石燃料の消費量の削減を通して大気汚染の軽減、資源安全保障への貢献、電力不足の回避
等につながる。本プロジェクトの成功により、初期投資に対する長期的なエネルギー削減効果を知らしめる
ことにより、他事業所及び同業他社にも当該技術を広がれば、インドネシアの持続可能な開発への寄与は
さらに高まる。
なお上記の一点目から三点目までは、近年注目されている包括的富(新国富)指数の改善により、ホスト
国の持続可能な開発に明示的に寄与する。

H26 JCM FS 最終報告書
68
4.6 今後の予定及び課題
本調査において、現地パートナー企業である Fajar Paper社と OCC ラインの製造メーカーである相川
鉄工株式会社とともに、JCMプロジェクトの実施可能性を評価してきた。現時点では、OCC ラインの発注
先が決定していないものの、Fajar Paper社からは、JCM補助事業の実施に前向きな回答をもらっている。
一方で、Fajar Paper社が進めるライン(#8)全体の整備スケジュールの関係から、JCM補助事業の実施
判断を早期に行う必要が生じている。
このため、本調査の実施と並行して、平成 26年度補助事業の第二次公募に提案する。JCMプロジェク
トの実施計画は前述したとおりである。平成 26年度内には以下の事項を行う。
【平成 26年度内(当面)のスケジュール】
・1月 16日 :平成 26年度補助事業二次公募の提案書を提出
↓
「審査・採択」
↓
(採択された場合)
・採択後~2月
国際コンソーシアム契約に関する検討・調整
補助事業の実施計画に関する検討・調整
MRVに関わる委託調査(補助事業外)に関する仕様検討・調整
その他、取引・体制等に関わる検討・調整
・3月中
国際コンソーシアム契約の締結、交付決定
MRVに関わる委託調査(補助事業外)の契約締結
Fajar Paper社のライン増設は決定事項であり、JCM補助事業を活用して相川鉄工のOCCラインを導入
することを想定した調整を行っているが、補助事業の実現という観点では以下の課題および解決策を想定
している。
①国際コンソーシアム契約
平成 26年度補助事業であるため、今年度中に国際コンソーシアム契約を締結しなければならないが、現
時点では契約締結には至っていない。
今年度中に締結するため、2014年 12月下旬に国際コンソーシアム契約のサンプルを Fajar Paper社に
提供しており、代表幹事会社である兼松(株)とともに内容の検討・調整を行っている。
短期間での契約締結を行うため、第二次公募への提案以降、採択されるかどうかに関わらず、並行して契
約内容の調整を進めることで、今年度内の契約締結を目指す。
②補助事業の実施計画
OCC ラインには Fajar Paper社のライン増設計画の一部であり、様々な要因から計画・スケジュールの変
更・修正が想定される。一方で、補助事業では、事業実施期間などに関わる制約(要件)がある。
このため、ライン増設計画全体との整合をとりつつ、補助事業を順調に完了できるように、補助事業の実施
計画を詳細に検討する。

H26 JCM FS 最終報告書
69
5. JCM 方法論作成に関する調査
5.1 適格性要件
適格性要件を考える際に重要な論点は、
① 通常導入される技術より高い環境性能をもっていること、
② MRV を実施できるサイト、技術であること、また方法論で必要とされるデータが得られること
③ 日本技術が優先的に選ばれるものであること(スペックイン)
の 3つだと考えられる。
① 通常導入される技術より高い環境性能を持っていること
適格性要件として「1.JCMプロジェクトとして登録されるためのプロジェクトの要件<提案プロジェクトの
妥当性確認および登録の評価の基礎≫」がある。※
※日本政府「二国間クレジット制度(Joint Crediting Mechanism (JCM))の最新動向」(p25)
このためJCMにおいても、CDMにおけるプロジェクトの追加性の担保と同等の要件を求められているも
のと解釈することができる。
日本は、COPの補助機関会合である、SBSTAにおいて、JCMについての要件定義を提出しており、
その中で、JCMの適格性要件に、追加的な排出削減に寄与する技術であることを証明する要件を入れる
ことをうたっている為、CDM と同様に、概念としての追加性を加味してプロジェクト設計をしなければならな
い。
出所)SBSTA 38 Session、Item 12(a) of the provisional agenda
CDMにおける追加性証明の為には、代替シナリオを特定する必要がある。つまり、「何もしなければ、導
入予定技術よりも安易に選択されうる、炭素高負荷なシナリオの特定」を行うことが求められる。
JCMではそれらのシナリオを定量的、あるいは定性的に要件として描写して、チェックリスト化したものが、
適格性要件であると考えられる。
CDMにおける追加証明の際には、以下 4つのポイントが存在した。

H26 JCM FS 最終報告書
70
表 28 CDM における追加性証明要件と代替シナリオ
(1)投資障壁 実施プロジェクトと比較して、財政的に現実性が高い代替シナリオにより、そ
の排出量の増大を招くであろうこと
(2)技術障壁 先進性の低い技術による代替シナリオにより、実施プロジェクトで採用する
新技術のリスク(適用結果の不確実性や市場普及率の低さに起因する)を
低減するものの、その排出量の増大を招くであろうこと。
(3)一般的慣行障壁 一般的な慣行、又は、既存の規制的・政策的要件により、排出量が大きい
技術の実施を招くであろうこと
(4)その他の障壁 プロジェクト参加者が特定するその他の障壁(制度的な障壁、情報不足、管
理資源不足、組織の能力不足、資金不足、または新技術習得能力の欠如な
ど)によって、プロジェクトがなかった場合には排出量が増大するであろうこ
と 出所)地球環境センターHP(http://gec.jp/main.nsf/jp/Activities-CDM_and_JI-CDMglossary)
これらの CDMにおける追加性証明の要件と代替シナリオの表現方法は、そのままでは利用できず、一
度 JCM における適格性要件の一般概念に置き換える必要がある。とくに投資障壁を用いた証明方法は、
JCMでは適さない。次ページでその解釈を詳述する。
また追加性証明の表現方式として、ベンチマーク方式と、主にスモールCDM等で活用されるポジティブ
リスト方式が存在する。
表 29 追加性証明の方式
ベンチマーク方式 設計効率が xx (例えば、生産量/kWh) 以上の xx (製品/技術)の導入
等、平均的な同じアウトプットをもたらす他の(通常よく用いられる)技術と比
べて優れていることを証明する方式
ポジティブリスト方式 インバータ付きエアコンや電気自動車、蓄電池付き太陽光発電システム等
の追加的であることが自明な、特定の高効率製品/技術の導入を条件とす
る方式(プロジェクト実施者による追加性証明が不要な方式)
出所)二国間クレジット制度(Joint Crediting Mechanism (JCM))の最新動向 P25を元に NRI作成
ポジティブリスト方式は、その技術・機器が当該国には存在していない、もしくは、明らかに先進的である
ことが自明なもの以外は設定が困難である。本件の対象である OCC ラインは、各要素機器の機能や概念
そのものは途上国においても一般的であり、少しずつ技術的工夫を積み上げていくことによるライン全体と
しての省エネであるので、追加的であることはよく検証しないとわからず、ポジティブリスト方式を導入するこ
とは困難であると思われる。
よってベンチマーク方式に絞って、4 つのポイントごとに、本件でありうる適格性要件の候補を次ページ
にて記載する。

H26 JCM FS 最終報告書
71
表 30 CDM における追加証明要件の JCM 適格性要件への置き換え
※なお技術障壁における JCM適格性要件の概念への置き換えは意図的に飛躍を入れている。技術障壁における追加性とは、本来、導入が技術的に困難であ
ることを示すだけの項目であり、高度な技術を採用しているかどうかは直接的には関係ない。(高度な技術を採用していても、導入が容易で追加性がない場合も
ありえるので、原理的には高度な技術の採用を要件とすることはできない。しかし、二国間クレジット制度(Joint Crediting Mechanism (JCM))の最新動向の
P25では、意図的にその飛躍が行われているか、その分解能がないものと思われ、ここでは日本政府の見解に従い、上記のように記載している。)
CDMにおける追加性証明の要件
CDMにおける代替シナリオ JCMにおける適格性要件の一般概念への置き換え 要件としての具体例
(1)投資障壁
実施プロジェクトと比較して、財政的に現実性が高い代替シナリオにより、その排出量の増大を招くであろうこと
・導入予定の技術は、市場での他の代替機器・技術の平均価格より高価であり、一般的な競争プロセスの中では導入することが困難であること
・○○$/生産t以上の技術であること・プロジェクトIRRが○○%以下であること
(2)技術障壁
先進性の低い技術による代替シナリオにより、実施プロジェクトで採用する新技術のリスク(適用結果の不確実性や市場普及率の低さに起因する)を低減するものの、その排出量の増大を招くであろうこと。
・導入予定の技術は、市場での一般的な他の代替機器・技術よりも導入するのが技術的に困難である、高度な技術を採用していること
・市場占有率が5%以下の技術であること・設置に○○日以上かかること・導入技術が○○kwh/生産t以下の電力使用量であること
(3)一般的慣行障壁
一般的な慣行、又は、既存の規制的・政策的要件により、排出量が大きい技術の実施を招くであろうこと
・規制的、政策的要件によって、導入予定の技術の競争優位性がなくなっていること(エネルギー価格が安い、環境汚染物質規制が緩い)・省エネ・省資源よりも優先度の高い(=生産拡大など)があり、導入予定の技術の競争優位性がなくなっていること
・使用燃料が○○$/t以下であること・排水を○○トン/生産t以下に抑えること
(4)その他の障壁
プロジェクト参加者が特定するその他の障壁(制度的な障壁、情報不足、管理資源不足、組織の能力不足、資金不足、または新技術習得能力の欠如など)によって、プロジェクトがなかった場合には排出量が増大するであろうこと
・情報不足により、外部からの働き掛けがなければ導入予定の技術が入りえなかったこと・導入予定技術を使いこなす為の人員体制が整っていないこと(フォローアップ体制がない等)
・当該国で、導入前例がないこと・一年に○回以上、導入技術の専門家が立ち入りが導入ラインのチェック、改善を実施できること

H26 JCM FS 最終報告書
72
本件でありうる適格性要件の候補の中から、今回は前頁赤色の要件、3つを取り上げることとした。
その理由は、以下の 2点の考え方に基づく。
1. 投資障壁の追加性要件を設定すると、企業活動によるコスト削減がなされない場合があるので、その
可能性は排除すべき
2. 他の外国企業を排除し、日本企業の技術が選択されるようにすべき
1.については、導入価格が高止まりすることはホスト国側にとって望ましいことではないので設定すべきで
ある。
一方、2 について、すなわち、冒頭で述べた③日本技術が優先的に選ばれるものである要件かどうかは、
重要であると考える。手間のかかる方法論を、コストをかけて開発する事業者は、そのコストに見合った対
価を得るべきであり、適格性要件の中で日本技術(もしくは自社技術)が必然的に選択されうる要件設定を
すべきである。
以上2点の理由から、本件OCCラインにおいて、設定すべき適格性要件をピックアップしたところ以下の 3
つの要件となった。
導入技術のエネルギー効率が○○kWh/生産 t以下
OCC ラインを製造している有力企業は、相川鉄工を含め主に 4 社である。ドイツの Voith 社、オーストリア
の Andritz社、アメリカの Kadant社が存在する。
他にも台湾メーカーや、中国メーカー等も存在するが、エネルギー効率が良いのは、先進国に所在するこ
の 4社である。
明確に、日本企業だけが残るように適格性要件を設定すると、OECD のアンタイド条項に抵触する可能性
があるため、廉価で、明らかに低効率なメーカーが入りうる余地を消すという足きりの意味で本要件を設定
すると 140kWh 程度以下と設定するのが妥当である。(現地 Fajar 社含む、現地製紙メーカーへのヒアリ
ングに基づく)
なお留意すべきは、この要件はあくまで、バリデーション審査を可能にするための、スペック値に対する要
件であるということである。(実際は稼働率や歩留まりが影響し、どれだけ最新の機器であってもエネルギー
効率は 140kWh/tを大きく上回ってしまう。)
排水を○○トン/生産 t以下に抑えること
相川鉄工のOCCラインの排水量は 9 トン/生産 tであり、他社に比べると少ないといえる。他社の平均値は
およそ 11 トン程度であり、10 トン程度を上限値にすれば、中国、台湾等の廉価メーカーを排除することが
可能である。(トン数は現地 Fajar社含む、現地製紙メーカーへのヒアリングに基づく)
一年に○回以上、導入技術の専門家が立ち入り、導入ラインのチェック、改善指示ができること
相川鉄工は、インドネシアにおいて現地の商社(サンコスモ社)と契約しており、そのサンコスモ社が代理店
機能を担っている。サンコスモ社は月に一度 Fajar社を訪れて、機器の状況についてヒアリングを実施して
おり、また、相川鉄工の技術者も 3カ月に一度は現地工場を訪れ、機器のチェックを行っている。
このような現地に密着した丁寧な、アフターフォローを実施できる競合他社は非常に少なく、この要件を設
定することで、他のメーカーを排除することが可能である。

H26 JCM FS 最終報告書
73
② MRV を実施できるサイト、技術であること
もうひとつの適格性要件として「2. JCM方法論を適用することができるプロジェクトの要件 <CDMにお
ける“方法論の適用可能性条件”と同様>」がある。※
※日本政府「二国間クレジット制度(Joint Crediting Mechanism (JCM))の最新動向」(p25)
GEC及び環境省は、CDMにおける“applicability conditions”についてのガイドラインを2004年に出
版しており、理論的な根拠としてはこれを参照できる。
表 31 CDM における方法論の適用可能性条件
出所)GEC HP :http://gec.jp/gec/EN/publications/CDM_Meth_Guidebook_E1.pdf
様々な要件があるが、最も重要なのは、
1. 「導入技術の定義、特定の為の要件」(General outline)
2. 「モニタリング可能性の担保」(Surrounding conditions, technical aspect)
であると考えられる。
1.について、本件は板紙の原料調整工程(OCC ライン)を対象としている。板紙以外の原料調整工程と
はまったくエネルギー原単位が異なり、板紙に関しての方法論であることを明確に示さなければ、BAU お
よびリファレンス排出量計算の前提が崩れてしまう。
また、2.については、特に重要である。ジョイントコミッティに方法論を提出した際に、リファレンス排出量
の計算根拠の妥当性は必ず問われる項目の一つである。妥当性とは、主にモニタリング方法の妥当性と、
取得データの妥当性に分けることができる。
モニタリング方法の妥当性
モニタリング方法の妥当性には、いくつかの考え方があるが、第一に必要なデータを取得できる方法で
あること、さらにコストのかからない現実的な手法であることが肝要である。
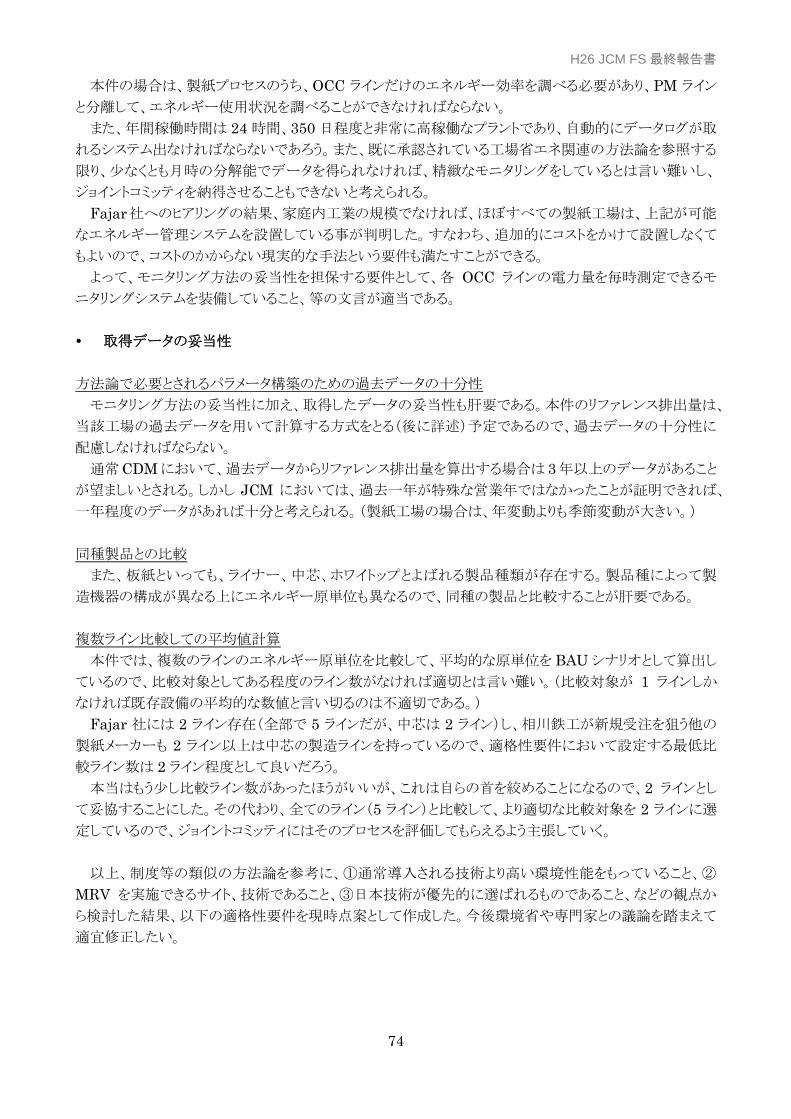
H26 JCM FS 最終報告書
74
本件の場合は、製紙プロセスのうち、OCC ラインだけのエネルギー効率を調べる必要があり、PM ライン
と分離して、エネルギー使用状況を調べることができなければならない。
また、年間稼働時間は 24 時間、350 日程度と非常に高稼働なプラントであり、自動的にデータログが取
れるシステム出なければならないであろう。また、既に承認されている工場省エネ関連の方法論を参照する
限り、少なくとも月時の分解能でデータを得られなければ、精緻なモニタリングをしているとは言い難いし、
ジョイントコミッティを納得させることもできないと考えられる。
Fajar社へのヒアリングの結果、家庭内工業の規模でなければ、ほぼすべての製紙工場は、上記が可能
なエネルギー管理システムを設置している事が判明した。すなわち、追加的にコストをかけて設置しなくて
もよいので、コストのかからない現実的な手法という要件も満たすことができる。
よって、モニタリング方法の妥当性を担保する要件として、各 OCC ラインの電力量を毎時測定できるモ
ニタリングシステムを装備していること、等の文言が適当である。
取得データの妥当性
方法論で必要とされるパラメータ構築のための過去データの十分性
モニタリング方法の妥当性に加え、取得したデータの妥当性も肝要である。本件のリファレンス排出量は、
当該工場の過去データを用いて計算する方式をとる(後に詳述)予定であるので、過去データの十分性に
配慮しなければならない。
通常CDMにおいて、過去データからリファレンス排出量を算出する場合は 3年以上のデータがあること
が望ましいとされる。しかし JCM においては、過去一年が特殊な営業年ではなかったことが証明できれば、
一年程度のデータがあれば十分と考えられる。(製紙工場の場合は、年変動よりも季節変動が大きい。)
同種製品との比較
また、板紙といっても、ライナー、中芯、ホワイトップとよばれる製品種類が存在する。製品種によって製
造機器の構成が異なる上にエネルギー原単位も異なるので、同種の製品と比較することが肝要である。
複数ライン比較しての平均値計算
本件では、複数のラインのエネルギー原単位を比較して、平均的な原単位を BAUシナリオとして算出し
ているので、比較対象としてある程度のライン数がなければ適切とは言い難い。(比較対象が 1 ラインしか
なければ既存設備の平均的な数値と言い切るのは不適切である。)
Fajar 社には 2 ライン存在(全部で 5 ラインだが、中芯は 2 ライン)し、相川鉄工が新規受注を狙う他の
製紙メーカーも 2 ライン以上は中芯の製造ラインを持っているので、適格性要件において設定する最低比
較ライン数は 2 ライン程度として良いだろう。
本当はもう少し比較ライン数があったほうがいいが、これは自らの首を絞めることになるので、2 ラインとし
て妥協することにした。その代わり、全てのライン(5 ライン)と比較して、より適切な比較対象を 2 ラインに選
定しているので、ジョイントコミッティにはそのプロセスを評価してもらえるよう主張していく。
以上、制度等の類似の方法論を参考に、①通常導入される技術より高い環境性能をもっていること、②
MRV を実施できるサイト、技術であること、③日本技術が優先的に選ばれるものであること、などの観点か
ら検討した結果、以下の適格性要件を現時点案として作成した。今後環境省や専門家との議論を踏まえて
適宜修正したい。

H26 JCM FS 最終報告書
75
表 32 適格性要件(案)
要件(案) 要件を設定する理由
各 OCC ラインの電力量を月時測定できる
モニタリングシステムを装備していること
モニタリングの確実性を担保するため。
OCC ラインにおけるエネルギー効率が
140kWh/製品 1t 以下であること。
業界平均値は、140kWh/製品 1t であり、それ以上で
あることを要件とすることで差別化要素となりうる。
技術者が定期的に(少なくとも 3 カ月に一
回)、機械の調整・交換および改善指示が
できること
原料の段ボール古紙は、品質が一定ではないので、
機械の消耗が激しく、適切なメンテナンスが必要であ
る。
相川鉄工は現地拠点を持ち、また本社技術者が三か
月に一回は機器調整の為に訪れており、他メーカー
への差別化要素となりうる。
繊維収率が 87%以上の OCC ラインである
こと
繊維収率 87%とは業界平均である。87%を最低ライ
ンに設定することで、低品質であるが廉価な台湾、中
国メーカー製品を除外することができる。
OCC ラインにおける水使用量が、10 トン/
製品 1 トン以下であること
水使用量が、10 トン/製品 1 トンとは業界平均である。
製品あたりの水使用量を業界平均以下とすることで、
低品質であるが廉価な台湾、中国メーカー製品を除
外することができる。
対象とする企業は、一年以上の運用実績の
ある OCC ラインが 2 本以上存在すること、
またそのラインと新設ラインの製品種が同じ
であること
リファレンス排出量を過去データから算出する場合
は、データの分散を考慮して、数値設定することが妥
当である。そのためにはある程度のデータ量が存在し
ている必要があり、本要件を設ける。

H26 JCM FS 最終報告書
76
5.2 リファレンス排出量の設定と算定、およびプロジェクト排出量の算定
5.2.1 方法論算定式
方法論(案)としては、原単位法(ボール紙 1 トンあたり)を用いて省エネ効果を推計する。本プロジェクト
の対象ライン(OCC ライン)の電力消費量をモニタリングし、削減量を算定する。
リファレンス電力消費原単位の計算式:
“ECi,m” 既存ライン iにおける月mの電力消費量;
“PPi,m” 既存ライン iにおける月mの紙生産量;
“minimum” over latest 3 years は、直近 3年間の年間の値に対するもの;
“minimum” over i は、各既存ライン iに対し、過去 3年間を対象に、年間生産量でウェイト付けされた
もの。
リファレンス排出量:
“j” は、プロジェクトで新たに導入されたラインを表すサフィックス。
“CEFmEL” は、年 y月mにおいて用いられた電力の CO2排出係数。グリッド電力が用いられた場合に
は、インドネシア JCM Websiteの直近の値が用いられる。その他のソースの場合には、CEFがその電
力源からの直近 1 年間のデータを元に計算される。複数のソースがある場合には、紙生産量でウェイト
をとってその月の CEF を計算する。
プロジェクト排出量:
排出削減量:

H26 JCM FS 最終報告書
77
5.2.2 原単位法の利用
中間報告において、システム全体の製造量当りの排出量を見る原単位法については、具体的な削減が
何に起因するものであるかの特定が難しくなるため、なるべく避けるべきという指摘があった。
これは、OCC から出される中間生成物(原紙原料)あたりの排出量をみる原単位法にすべきとのことであ
ると理解するが、
・ 本方法論が広く使用されるようになるためには方法論をなるべく簡易にすべきという点
・ 中間生成物のデータ収集が非常に難しい点
・ システム全体の製造量と中間生成物の製造量はほぼ完全に比例する点
(仮に少しずれていても ライン 5 と新設のライン 8 の PM ラインでの歩留まり率が分かるため、ライン 8
の PMラインをリファレンス対象のライン 5の PMラインに置き換えて計算することができ、実質OCCの
みの改善効果を計算することが可能である点)
から、システム全体の製造量当りの排出量を見る原単位法を採用することとした。
5.2.3 方法論バウンダリーと補助対象バウンダリーの考え方
方法論は OCC ライン全体のエネルギー削減を対象として設計している。
一方で補助事業では、OCC ラインの中でも CO2 削減に寄与する機器のみ(原料処理設備用機器および
計装機器)を補助対象としており、OCC ラインを完成させるために必要な建屋やクレーン、その他の汎用
部品等は除外している。

H26 JCM FS 最終報告書
78
5.2.4 BAU およびリファレンスシナリオの考え方
何を BAU とおき、何をレファレンスとおくかは慎重な議論が必要とされる。
本プロジェクトのような既存工場へのライン新設の場合、レファレンスもしくは BAU の電力エネルギー原単
位の設定方法として、企画書作成時は以下の 3つの選択肢を想定していた。
1. 同国全体の同種規模ラインで、近年(たとえば最近 5 年間に)操業を開始した段ボール原紙
の製造工場における原単位を調査し、その中で原単位のよい(たとえば、上位 20%に位置
するケースの平均など)工場ラインの原単位を採用
2. 導入にあたって複数業者から提案がある場合には、その中で収支が最も優れているケース
のエネルギー消費原単位を採用
3. 過去の同社の(複数の)ラインの実績から、何らかの方法で算出(例えば、最も効率のよいラ
インの原単位を採用等)
1.については、製紙工場におけるエネルギー原単位は、ある種の秘密情報であり、他社の工場のデータ
を取得するのは実質不可能に近い為、困難であることが判明した。
2.についても、基本的には秘匿情報であり、今回の Fajar社の件では、仮に運よく競合他社のデータを
得られたとして、方法論として、同方法で算定することを必須とした場合、第 2、第 3のプロジェクトでデータ
が取得できず、行き詰まる可能性があると考える。
よって、本方法論では過去の Fajar社のライン実績から BAUおよびリファレンスを算出することにした。
なお、過去のデータを利用する妥当性については、企業は、同じ運用技術と実績のあるパフォーマンスを
持つシステムを選択することが自然であるという仮定に基づいている。
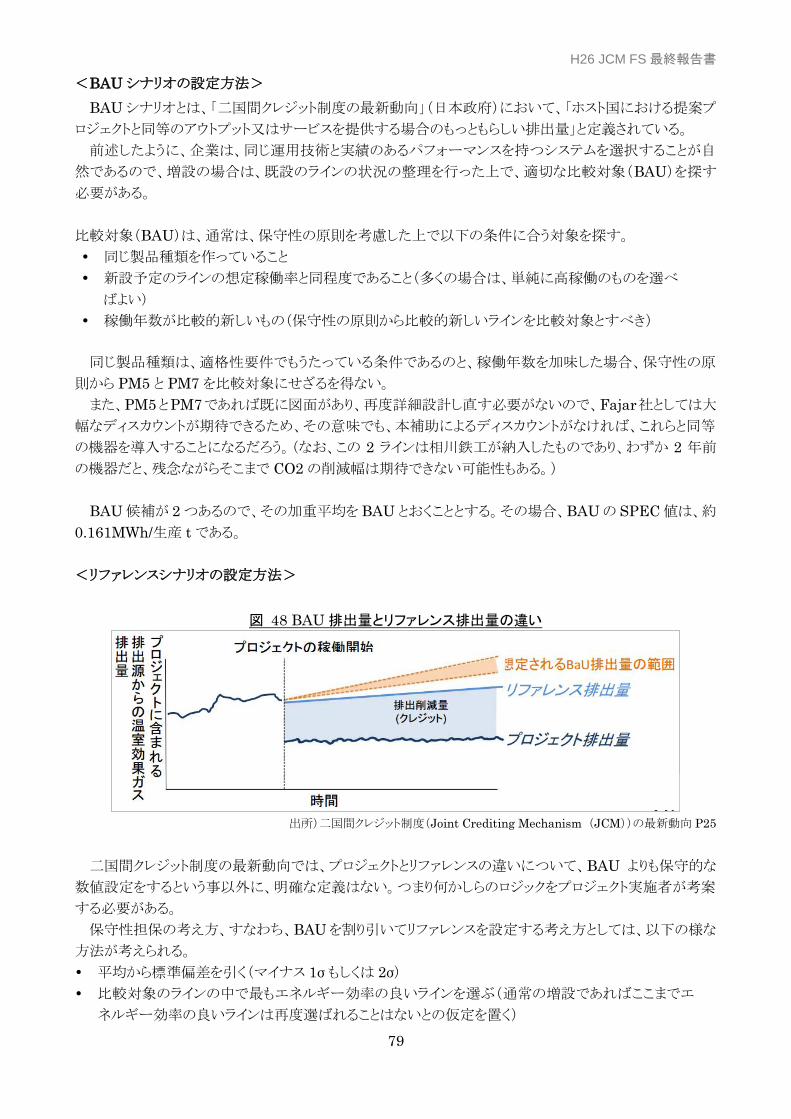
H26 JCM FS 最終報告書
79
<BAUシナリオの設定方法>
BAUシナリオとは、「二国間クレジット制度の最新動向」(日本政府)において、「ホスト国における提案プ
ロジェクトと同等のアウトプット又はサービスを提供する場合のもっともらしい排出量」と定義されている。
前述したように、企業は、同じ運用技術と実績のあるパフォーマンスを持つシステムを選択することが自
然であるので、増設の場合は、既設のラインの状況の整理を行った上で、適切な比較対象(BAU)を探す
必要がある。
比較対象(BAU)は、通常は、保守性の原則を考慮した上で以下の条件に合う対象を探す。
同じ製品種類を作っていること
新設予定のラインの想定稼働率と同程度であること(多くの場合は、単純に高稼働のものを選べ
ばよい)
稼働年数が比較的新しいもの(保守性の原則から比較的新しいラインを比較対象とすべき)
同じ製品種類は、適格性要件でもうたっている条件であるのと、稼働年数を加味した場合、保守性の原
則から PM5 と PM7 を比較対象にせざるを得ない。
また、PM5とPM7であれば既に図面があり、再度詳細設計し直す必要がないので、Fajar社としては大
幅なディスカウントが期待できるため、その意味でも、本補助によるディスカウントがなければ、これらと同等
の機器を導入することになるだろう。(なお、この 2 ラインは相川鉄工が納入したものであり、わずか 2 年前
の機器だと、残念ながらそこまで CO2の削減幅は期待できない可能性もある。)
BAU候補が 2つあるので、その加重平均を BAU とおくこととする。その場合、BAUの SPEC値は、約
0.161MWh/生産 tである。
<リファレンスシナリオの設定方法>
図 48 BAU 排出量とリファレンス排出量の違い
出所)二国間クレジット制度(Joint Crediting Mechanism (JCM))の最新動向 P25
二国間クレジット制度の最新動向では、プロジェクトとリファレンスの違いについて、BAU よりも保守的な
数値設定をするという事以外に、明確な定義はない。つまり何かしらのロジックをプロジェクト実施者が考案
する必要がある。
保守性担保の考え方、すなわち、BAUを割り引いてリファレンスを設定する考え方としては、以下の様な
方法が考えられる。
平均から標準偏差を引く(マイナス 1σ もしくは 2σ)
比較対象のラインの中で最もエネルギー効率の良いラインを選ぶ(通常の増設であればここまでエ
ネルギー効率の良いラインは再度選ばれることはないとの仮定を置く)

H26 JCM FS 最終報告書
80
ここでは、後者の考え方を採用する事にする。
上述したように、BAU の SPEC 値は、約 0.161MWh/生産 t であった。ライン 5 は約 0.144MWh/生産 t
であり、約 12%程度もエネルギー効率が良い。これは十分保守的なシナリオを選定したという事ができるだ
ろう。
5.2.5 リファレンス電力消費原単位の求め方
スペック値において、BAU、リファレンスの考え方の整理を行ったと、実際の操業実績データを元に、ラ
イン別に下記の計算を行った。
Fajarは適格性要件 6に当てはまるので、ライン 5の過去 3年データを保持している。ここでは、方法論
としてリファレンス「原単位」を、既存ライン中で、過去 3 年間で最も年次パフォーマンスのよかったデータを
用いることとする。記録が 3年分ない場合には、1年もしくは 2年のデータを用いる。
電力消費原単位の計算式:
“ECi,m” 既存ライン iにおける月mの電力消費量;
“PPi,m” 既存ライン iにおける月mの紙生産量;
“minimum” over latest 3 years は、直近 3年間の年間の値に対するもの;
“minimum” over i は、各既存ライン iに対し、過去 3年間を対象に、年間生産量でウェイト付けされたも
の。
なお、原単位のスペック値と実際の操業データは異なりは、歩留まりの発生に起因している。製紙工程が
停止する原因のほぼすべては抄造工程の紙詰まり、紙切れに起因しているが、抄造工程が止まって、製品
が製造されない間もOCCラインは動き続ける。よって、歩留まりにより製品生産量が想定よりも少なくなって
も、OCCラインのエネルギー使用量は変わらず、結果としてOCCラインの製品当たりのエネルギー原単位
はスペック値よりも悪化することになる。
5.2.6 プロジェクト生産量および電力消費量の求め方
本方法論では、プロジェクト生産量および電力消費量は実測によって求める。よって FS の段階では、ま
だ CO2削減量を計算することはできない。
しかし、今回のプロジェクトの CO2削減“予測量”についてはライン 8 の OCC ラインの原単位スペック値
を元に、以下の式で計算することが可能である。
ER = RE - PE
={レファレンス電力消費原単位(MWh/ton)-プロジェクト電力消費原単位(MWh/ton) }× プロ
ジェクト生産予測量(ton/年)× 電力 CO2排出係数(tCO2/MWh)
プロジェクト電力消費原単位の算出においては、ライン 8 のスペック値に歩留まりを加味する必要がある。

H26 JCM FS 最終報告書
81
歩留まり率については、ライン 8では大幅に向上することになるが、ひとまずライン 5の歩留まり率を採用す
る。
プロジェクト電力消費原単位(MWh/ton)=ライン 8の OCC スペック値(MWh/ton)×歩留まり率
歩留まり率(0.8121)=ライン 5 の年間実績生産量(296,428t)/ライン 5 の理論上の年間生産量
(365,000t)
5.2.7 CO2 削減量予測
ライン8は年間490,000tの生産を想定しており、上記式に従い計算すると単年度のCO2削減予測量は、
14,885t CO2となる。

H26 JCM FS 最終報告書
82
ジャワ-マドゥラ-バリ
(ジャマリ)2010 0.73
2007 0.539
2008 0.577
2009 0.717
2010 0.749
2009 0.738
2010 0.733
2009 1.345
2010 0.96
2009 1.2
2010 0.861
2009 0.378
2010 0.332
2009 0.397
2010 0.605
2008 0.625
2009 0.625
2010 0.549
排出係数 (ton CO 2 eq. / MWh)
電力系統地域 公表年
スマトラ
西カリマンタン
南および中カリマンタン
東カリマンタン
コタモバグ、 ミナハサ
南、西スラウェシ
バタン
5.3 プロジェクト実施前の設定値
Fajar 社はガスタービンによる自家発電設備を持っているが、既存ライン電力使用量を賄い切れておら
ず、グリッドからの買電を行っている。よってライン 8 新設時は、そのすべての使用電力をグリッドから買うも
のと考え、排出係数は Fajar社が位置する地域のグリッド排出係数を採用する。
なお、各地域のグリッド排出係数は、インドネシア DNA である国家 CDM 委員会が作成済みであり、そ
れを採用する。
表 33 電量系統地域別 電力排出係数
出所)National Committee on Clean Development Mechanism













![成果報告書 [4.69MB]](https://img.pdfslide.net/doc/110x75/589834551a28ab1a498b4cc5/-469mb.jpg)















