Embed Size (px)
Citation preview
-17-
(別紙1)
(地球温暖化防止新技術プログラム・
高度情報通信機器・デバイス基盤プログラム・
ナノテクノロジープログラム)
「ディスプレイ用高強度ナノガラスプロジェクト」
成果報告書
セントラル硝子株式会社
硝子研究所
-18-
第1章 概要
1-1 研究開発の目的
1-2 研究開発の目標
1-3 研究開発の内容
第2章 ディスプレイ用ガラス基板の高強度化
2-1 ディスプレイ用ガラス基板の現状と課題
2-1-1 ディスプレイ用ガラス基板
2-1-2 PDP 用ガラス基板
2-2 ディスプレイ用ガラス基板に対する強化法および評価法
2-2-1 ガラスの強度とは
2-2-2 ガラスの破壊強度評価方法
2-2-3 現状のガラス強化法
2-2-4 ディスプレイ用ガラス基板に対する新たな強化法
第3章 ディスプレイ用ガラス基板強化法の検討
3-1 異質相形成によるガラス基板の面内強度の向上
3-1-1 異質相の特徴
3-1-2 異質相形成技術の概要
3-1-3 フェムト秒レーザー照射による異質相形成条件の 適化
3-1-4 端面を起点とした割れに対する異質相の抑制効果
3-1-5 まとめ
3-2 CO2レーザーによる高強度端面加工技術
3-2-1 端面加工方法の選定
3-2-2 CO2レーザー照射による端面加工実験
3-2-3 レーザー照射条件の検討(60mm×55mm サイズガラスでの検討)
3-2-5 4 点曲げ強度
3-2-6 まとめ
-19-
第4章 ディスプレイ用ガラス基板に対応する大面積加工技術の開発
4-1 大面積ガラス基板に対する異質相形成技術の開発
4-1-1 加工速度の高速化システムの設計および試作機による検討
4-1-2 32 インチ基板に対応した異質相高速形成技術
4-1-3 まとめ
4-2 大面積ガラス基板に対する端面加工技術の開発
4-2-1 2 ビームの CO2レーザー照射方法
4-2-2 大面積ガラス基板用端面加工機の仕様
4-2-3 2 ビーム方式での実験
4-2-4 まとめ
第5章 まとめ
5-1 技術評価と今後の見通し
5-1-1 フェムト秒レーザー照射によるガラス基板の面内強化技術
5-1-2 CO2 レーザー照射によるガラス基板の端面強化技術
5-2 波及効果
5-2-1 実用基板に対する面内強度評価
5-2-2 実用基板に対する端面強度評価
5-2-3 まとめ
5-3 ナノガラスプロジェクト(NGP)との違い
-20-
第1章 概要
1-1 研究開発の目的
次世代ディスプレイ技術は、情報通信分野の重点事項の一つとして、将来的に大幅な市
場拡大が期待されるとともに、地球環境問題の観点から省エネルギー化が要求される重要
な先端技術分野である。しかしながら、近年のアジア並びに基礎研究に強い欧米との国際
競争の激化により、我が国において研究資源の戦略的な投入による更なる優位性の拡大が
必要とされている。
また、我が国の温室効果ガス削減目標を達成するため、地球温暖化対策推進大綱が平成
14 年 3 月に改定され、この中で、革新的な環境・エネルギー技術と国民各界・各層の更な
る努力で、1990 年比 2%の削減を達成することが定められている。
一方、近年、物質をナノレベルで制御することにより、物質の機能・特性を飛躍的に向
上させ、また、大幅な省エネルギー化、大幅な環境負荷低減を実現し得るなど、広範な産
業技術分野に革新的発展をもたらし得るキーテクノロジーである「ナノテクノロジー」を
確立し、得られた成果等の知識の体系化を図ることで、我が国の産業競争力の源泉として、
我が国経済の持続的発展に寄与する技術的基盤の構築を図ることが求められている。
本プロジェクトは、京都議定書に定められた削減目標量の達成及びエネルギー消費を抑
制しつつ持続的な経済成長を確保することを可能とする社会の構築を目標とする「地球温
暖化防止新技術プログラム」の一環として実施するほか、高精細・低消費電力等の高機能
なディスプレイを実現するために必要な基盤的技術及び新産業の芽となる技術の開発を目
標とする「高度情報通信機器・デバイス基盤プログラム」、産業化に向けてナノレベルの制
御により物質機能を向上・維持する成形・加工技術及び評価技術の開発等を目標とする「ナ
ノテクノロジープログラム」の一環として実施するものである。
ディスプレイは年々大型化しており、財団法人光産業技術振興協会が作成した、卓上/
壁掛型テクノロジーロードマップによると、例えば 2007 年には 80 インチ PDP ディスプレ
イの実用化が見込まれている。80 インチ PDP の場合、その重量はおよそ 60 キログラムで、
その内ガラス部分が 50 キログラムと全重量の大半を占めている。壁掛型としての使用のた
めには、軽量化がまず第一に必要であり、そのため強度を向上させ薄くすることが解決法
として考えられる。他方、従来のガラス強化技術は高温、長時間処理を必要とするため、
今後急増するディスプレイ生産において、二酸化炭素発生を抑制し、かつエネルギー消費
を抑制する新たなガラス基板強化法の開発が必要とされている。ガラス基板の破壊は、製
-21-
造工程での損傷を起点とし、熱応力などにより基板端部から生じる場合が多く、実用化の
観点から、大型ディスプレイ製造プロセスと破壊原因に対応した強化方法の開発が必要で
ある。
本プロジェクトでは、室温での超短パルスレーザー照射によりガラス基板中に光の波長
の 1/10 以下である 1~数十 nm レベルの異質相を析出分散させる構造制御技術により、異
質相をガラス中に適切に配列してその構造によりガラス基板を強化する技術の開発、並び
に大面積のガラス基板を短時間で強化処理する技術の開発を実施する。これにより、情報
通信分野に利用される大型ディスプレイ製造での省エネルギー化に資する。
当該研究開発事業は、経済産業省において研究開発の成果が迅速に事業化に結びつき、
産業競争力強化に直結する「経済活性化のための研究開発プロジェクト(フォーカス21)」
と位置付けられており、次の条件のもとで実施する。
・ 技術的革新性により競争力を強化できる
・ 研究開発成果を新たな製品・サービスに結びつける目途がある
・ 比較的短期間で新たな市場が想定され、大きな成長と経済波及効果が期待できる
・ 産業界も資金等の負担を行うことにより、市場化に向けた産業界の具体的な取組が
示されている
・ 種々のディスプレイ用基板ガラスの軽量化を図るための薄板化を可能とする超高強
度薄板ガラスの開発を実施し、早期実用化を図る
なお、適切な時期に、実用化・市場化状況等について検証する。 本プロジェクト基本
計画は、技術課題の策定にあたり次に示すワークショップ、審議委員会を開催し、関連技
術分野における有識者の議論を反映したものである。
・ディスプレイワークショップ(平成 14 年 12 月 13 日)
・R&Dネットワークフォーラム(平成 15 年 2 月 5 日~2 月 18 日)
1-2 研究開発の目標
平成 17 年度までに、レーザー照射等により、ガラス強度の向上に必要なガラス中のク
ラック進展制御に 適の異質相の形状と位置を制御する技術と、異質相形成用の超短パル
スレーザーを一括で照射し大型のガラス基板を室温にて高速に高強度化する技術を開発す
る。 なお、プロジェクト第 3 年度終了時点までの研究成果としては、企業にて実用化の研
究を並行的に進めることで、研究開発目標の特性を有する材料について、実用試験に供し
-22-
得る段階まで作製し、企業、大学等の外部機関に対して実用評価試料を提供し、さらにプ
ロジェクト終了後 2 年程度で事業化する事を目標とする。
1-3 研究開発の内容
目標を達成するために、以下の研究項目について、別紙の研究開発計画に基づき研究開
発を実施する。
① クラック進展阻止に有効な異質相の 適化
② 大面積に対応する異質相形成技術の開発
-23-
表 2-1-1 各種ディスプレイ基板に用いられるガラス
第2章 ディスプレイ用ガラス基板の高強度化
2-1 ディスプレイ用ガラス基板の現状と課題
2-1-1 ディスプレイ用ガラス基板
フラットパネルディスプレイ用ガラス基板には、一般的に高い品質が要求される。ガラ
ス基板に厚さの不均一や局部的な凹凸がある場合、ガラスを通して得られる像は歪むため、
高い板厚の均一性と平坦性が必要である。局部的な組成のゆらぎやガラスを製造する際の
冷却速度の不均一もまた、ガラスに屈折率の差を生じ像が歪む原因となる。さらに、ガラ
スの内部および表面に泡や傷などの欠陥を持たないことが重要である。
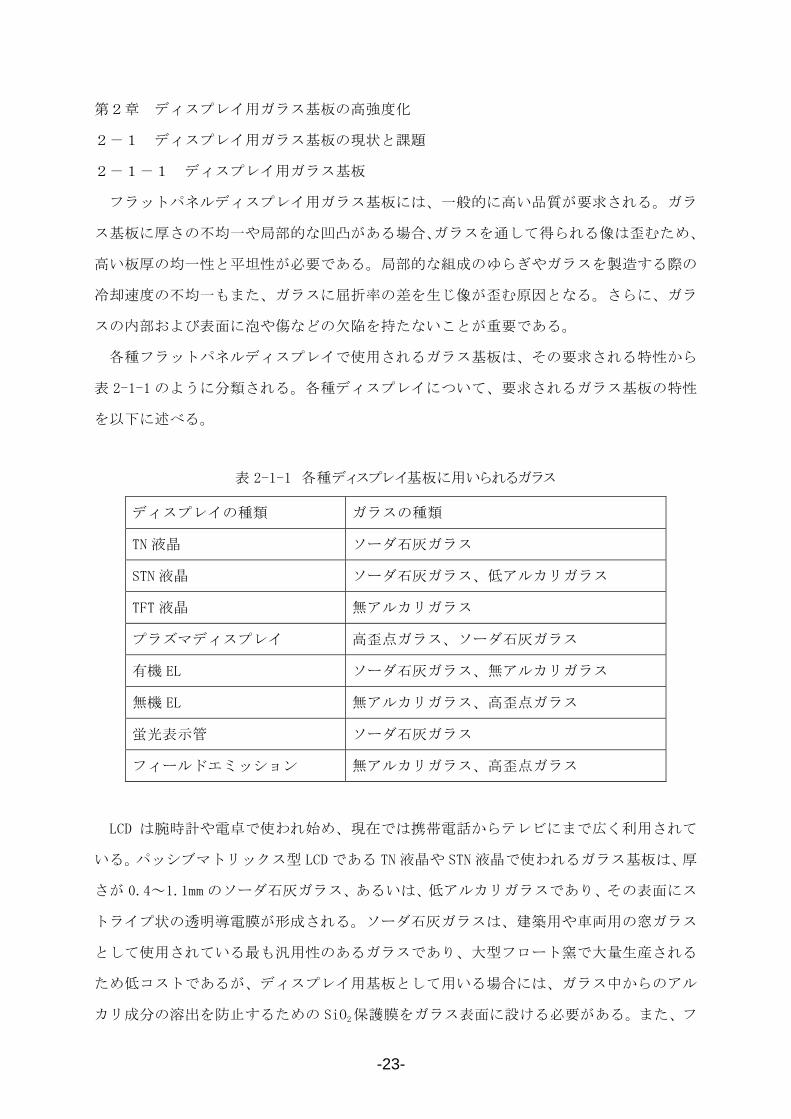
各種フラットパネルディスプレイで使用されるガラス基板は、その要求される特性から
表 2-1-1 のように分類される。各種ディスプレイについて、要求されるガラス基板の特性
を以下に述べる。
ディスプレイの種類 ガラスの種類
TN 液晶 ソーダ石灰ガラス
STN 液晶 ソーダ石灰ガラス、低アルカリガラス
TFT 液晶 無アルカリガラス
プラズマディスプレイ 高歪点ガラス、ソーダ石灰ガラス
有機 EL ソーダ石灰ガラス、無アルカリガラス
無機 EL 無アルカリガラス、高歪点ガラス
蛍光表示管 ソーダ石灰ガラス
フィールドエミッション 無アルカリガラス、高歪点ガラス
LCD は腕時計や電卓で使われ始め、現在では携帯電話からテレビにまで広く利用されて
いる。パッシブマトリックス型 LCD である TN 液晶や STN 液晶で使われるガラス基板は、厚
さが 0.4~1.1mm のソーダ石灰ガラス、あるいは、低アルカリガラスであり、その表面にス
トライプ状の透明導電膜が形成される。ソーダ石灰ガラスは、建築用や車両用の窓ガラス
として使用されている も汎用性のあるガラスであり、大型フロート窯で大量生産される
ため低コストであるが、ディスプレイ用基板として用いる場合には、ガラス中からのアル
カリ成分の溶出を防止するための SiO2保護膜をガラス表面に設ける必要がある。また、フ
-24-
ロート法で製造されたソーダ石灰ガラスの場合、LCD の駆動回路が形成される錫接触面側
の表面粗さ(Rmax)は、ガラスの厚みにも依存するが、一般的に 0.15~0.3μm/20mm 程度で
あり、STN 液晶では、表示品位に影響するセルギャップのバラツキを抑えるために、Rmax
が 0.05~0.15μm/20mm となるようにガラス表面をが研磨されている。
一方、アクティブマトリックス型 LCD である TFT 液晶では、ガラス基板上に薄膜トラン
ジスタを形成することから、ガラス中からアルカリ成分が溶出しないように無アルカリガ
ラスが用いられる。無アルカリガラスとは、アルカリ成分が全体の 1%以下に抑えられたガ
ラスである。無アルカリガラスとしては、ソーダ石灰ガラスよりも耐熱性が高いホウケイ
酸ガラス、バリウムホウケイ酸ガラスさらに耐熱性を高めたアルミノケイ酸ガラス等を無
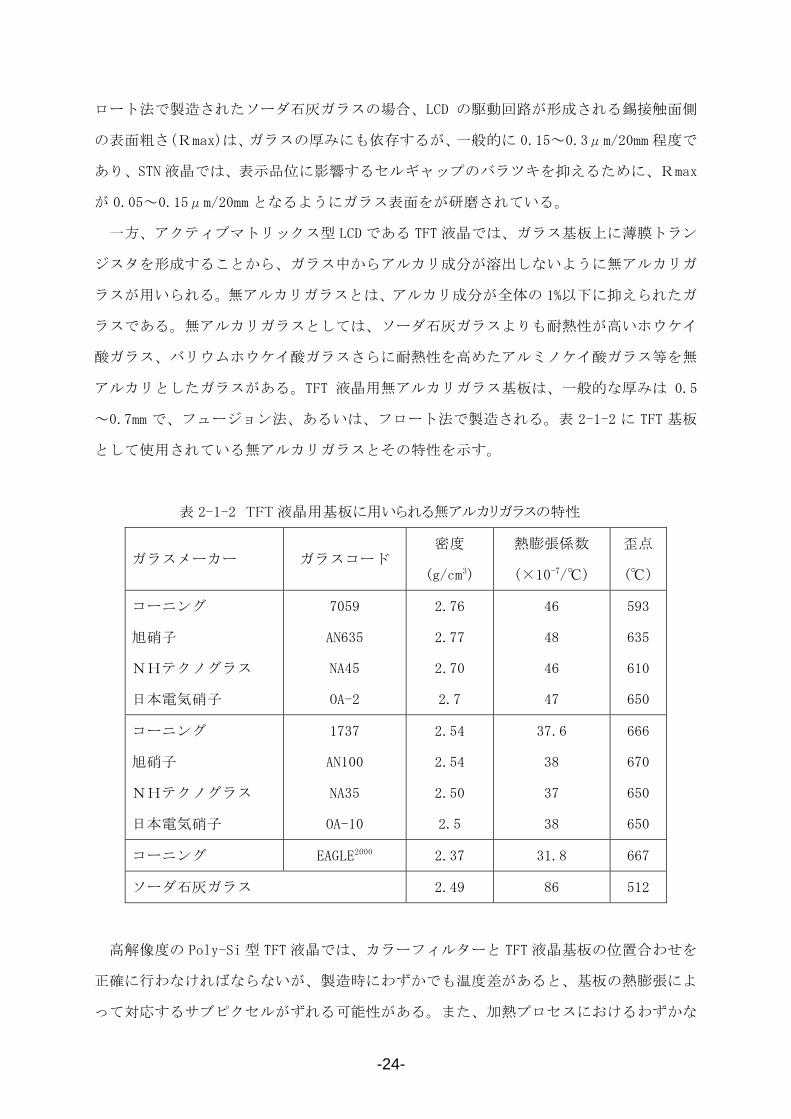
アルカリとしたガラスがある。TFT 液晶用無アルカリガラス基板は、一般的な厚みは 0.5
~0.7mm で、フュージョン法、あるいは、フロート法で製造される。表 2-1-2 に TFT 基板
として使用されている無アルカリガラスとその特性を示す。
ガラスメーカー ガラスコード 密度
(g/cm3)
熱膨張係数
(×10-7/℃)
歪点
(℃)
コーニング
旭硝子
NHテクノグラス
日本電気硝子
7059
AN635
NA45
OA-2
2.76
2.77
2.70
2.7
46
48
46
47
593
635
610
650
コーニング
旭硝子
NHテクノグラス
日本電気硝子
1737
AN100
NA35
OA-10
2.54
2.54
2.50
2.5
37.6
38
37
38
666
670
650
650
コーニング EAGLE2000 2.37 31.8 667
ソーダ石灰ガラス 2.49 86 512
高解像度の Poly-Si 型 TFT 液晶では、カラーフィルターと TFT 液晶基板の位置合わせを
正確に行わなければならないが、製造時にわずかでも温度差があると、基板の熱膨張によ
って対応するサブピクセルがずれる可能性がある。また、加熱プロセスにおけるわずかな
表 2-1-2 TFT 液晶用基板に用いられる無アルカリガラスの特性
-25-
熱変形、熱収縮によっても位置合わせ不良の生じる可能性がある。このような影響を受け
にくくするため、熱膨張係数が小さく、歪点の高い無アルカリガラスが開発され、採用さ
れてきた。TFT 液晶用無アルカリガラスの組成は、パネルの軽量化、高精細化、大型化に
対応するため、今までに何度か変更されてきている。
2-1-2 PDP 用ガラス基板
(1)高歪点ガラスの概要
PDP テレビは、数年前より大面積薄型テレビとして市販され、パネルメーカーで積極的
に生産能力が増強されている。PDP テレビは、透明電極を形成した前面板と隔壁が形成さ
れた背面板を貼り合わせて構成され、当初、そのガラス基板には、ソーダ石灰ガラスが使
用されてきた。しかし、PDP の製造工程においては 550~600℃といった高温の加熱プロセ
スがあることから、熱変形が少なく熱収縮量の安定したガラス基板が求められた。また、
隔壁材料を始めとした他の材料と整合させるため、ソーダ石灰ガラスと同じ熱膨張係数に
することが望まれた。これらの要望を受け、ソーダ石灰ガラスと同等の熱膨張係数を持ち、
歪点の高い、いわゆる高歪点ガラスと呼ばれるガラス組成が開発された。
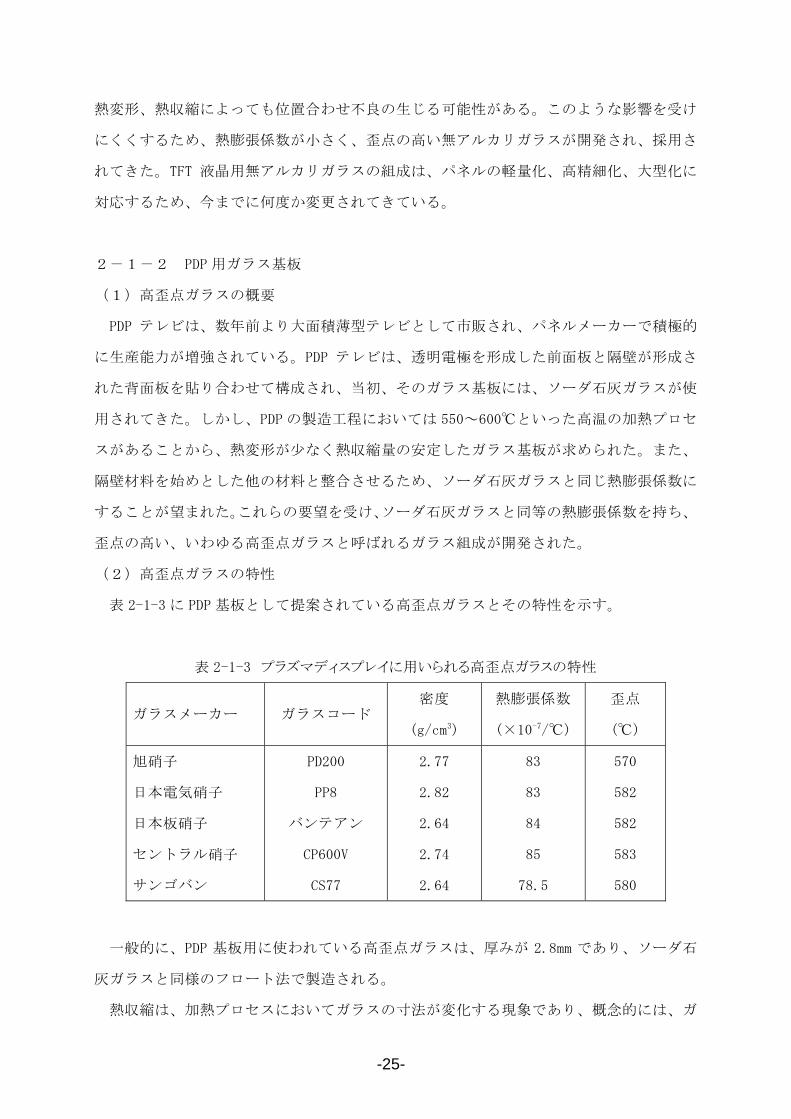
(2)高歪点ガラスの特性
表 2-1-3 に PDP 基板として提案されている高歪点ガラスとその特性を示す。
表 2-1-3 プラズマディスプレイに用いられる高歪点ガラスの特性
一般的に、PDP 基板用に使われている高歪点ガラスは、厚みが 2.8mm であり、ソーダ石
灰ガラスと同様のフロート法で製造される。
熱収縮は、加熱プロセスにおいてガラスの寸法が変化する現象であり、概念的には、ガ
ガラスメーカー ガラスコード 密度
(g/cm3)
熱膨張係数
(×10-7/℃)
歪点
(℃)
旭硝子
日本電気硝子
日本板硝子
セントラル硝子
サンゴバン
PD200
PP8
バンテアン
CP600V
CS77
2.77
2.82
2.64
2.74
2.64
83
83
84
85
78.5
570
582
582
583
580
-26-
ラスは非平衡状態であり、加熱されると構造が緩和して緻密になるため、ガラスの寸法が
縮むものとして理解される。PDP では、何度も加熱プロセスを繰り返してセルを形成した
背面板と、電極をパターニングした前面板を貼り合わされる。このとき、基板ごとに熱収
縮量がばらつくとパターンずれや貼り合わせ不良が起こることから、熱収縮量のばらつき
は 10~20ppm 以内に収める必要がある。
PDP 用ガラス基板特有の問題として、金属電極として塗布された銀によりガラスが黄色
く変色する現象がある。これは、ガラス基板中に浸透した銀がコロイドとなって析出して
短波長の光を散乱する現象であり、「黄変」と呼ばれている。黄変が強いと短波長の光強度
が低下し、パネルの表示品位が損なわれるため、黄変の発現を抑制するガラス組成の検討
や製造方法の検討がなされている。
2-2 ディスプレイ用ガラス基板に対する強化法および評価法
2-2-1 ガラスの強度とは
ガラスの破壊様式は、典型的な脆性破壊を示す。脆性材料の破壊は、引張応力によって
原子間の結合が切断されることにより起こることから、破壊強度は、原子間の結合を切断
するために必要な応力と考えることができる。したがって、脆性材料の理論強度(σth)は、
原子間作用力から想定することが可能であり、次式で与えられる。
σth=(E・γs/a)1/2 (1)
ここで、E:ヤング率、γs:表面エネルギー、a:平衡状態の原子間距離である。ガラ
スに対する典型的な値、E=70GPa、γs=0.3J/m2、a=0.2nm を代入すると、理論強度は
10GPa 程度となる。一方で、通常のガラス製品の実用強度は、100MPa 程度と、理論強度の
1/100 程度にすぎない。この理論強度と実用強度の大きな差異は、理論モデルでは何ら欠
陥を含まないガラスを想定しているのに対し、実用ガラスの表面には大小さまざまな欠陥
(グリフィスフロー)が存在することに起因しており、この様な欠陥が応力負荷時に応力集
中源となり理論強度に比べて遙かに小さな応力で破壊するためである。
実際に、他の物質と全く接触しないように取り扱われた処女ガラスや表面積の非常に小
さい(クラックの存在確率が非常に小さい)ガラス繊維の強度は非常に高い。
2-2-2 ガラスの破壊強度評価方法
ガラスの破壊強度として、熱衝撃強度やショットバッグ強度など試験方法や負荷条件の
-27-
名称に基づく実用強度が、世の中で広く用いられている。このような実用強度が用いられ
る主な理由は、その試験方法によってガラスの破壊強度は異なった値を示すためである。
すなわち、ガラスの破壊強度はその負荷状態によって大きく変動するため、実用に見合っ
た負荷を与えたときに発生する応力を実測し、破壊したときの応力値をその負荷状態に対
するガラスの破壊強度としているのが一般的である。
発生応力の も一般的な測定方法は、曲げモードの発生応力に対して歪ゲージを用いた
測定法である。
ガラスに負荷を与えると歪みが生じる。ガラスを弾性体と見なすと、発生応力(σ)と歪
み(ε)の間には(2)式に示すフックの法則が成り立つ。
σ=Eε (2)
ここで、E:ヤング率である。
ガラスの破壊状態を観察する他の方法として、破壊応力を測定する手法(フラクトグラ
フィー)もあるが、この方法は、測定のばらつきが大きいなどの問題があるため、歪測定が
できない場合や、破壊してしまったガラスの破壊応力推定などの限られた状況で用いられ
ている。
ガラスの破壊強度は、破壊起点に作用した引張応力の値で示されるのが一般的である。
したがって、引張試験を行い実際の引張強度を測定するのが理想であるが、ガラスのよう
な脆性材料では荷重の中心軸がずれて曲げ応力が発生し、純粋な引張強度を測定できない
場合が多く、また試料保持部に応力集中が発生してその箇所から破壊するなど、問題点が
多い。このため、通常、ガラスの強度測定は曲げ試験で評価される。
ガラスの曲げ強度試験としては、4 点曲げ試験法、3 点曲げ試験法(JIS R 1601 ファイ
ンセラミックスの曲げ強さ試験方法)および同心円負荷曲げ試験法(ISO/DIS 1288-2,5)が
ある。4 点曲げ試験および 3 点曲げ試験は 1 軸方向の曲げ試験であり、同心円負荷曲げ試
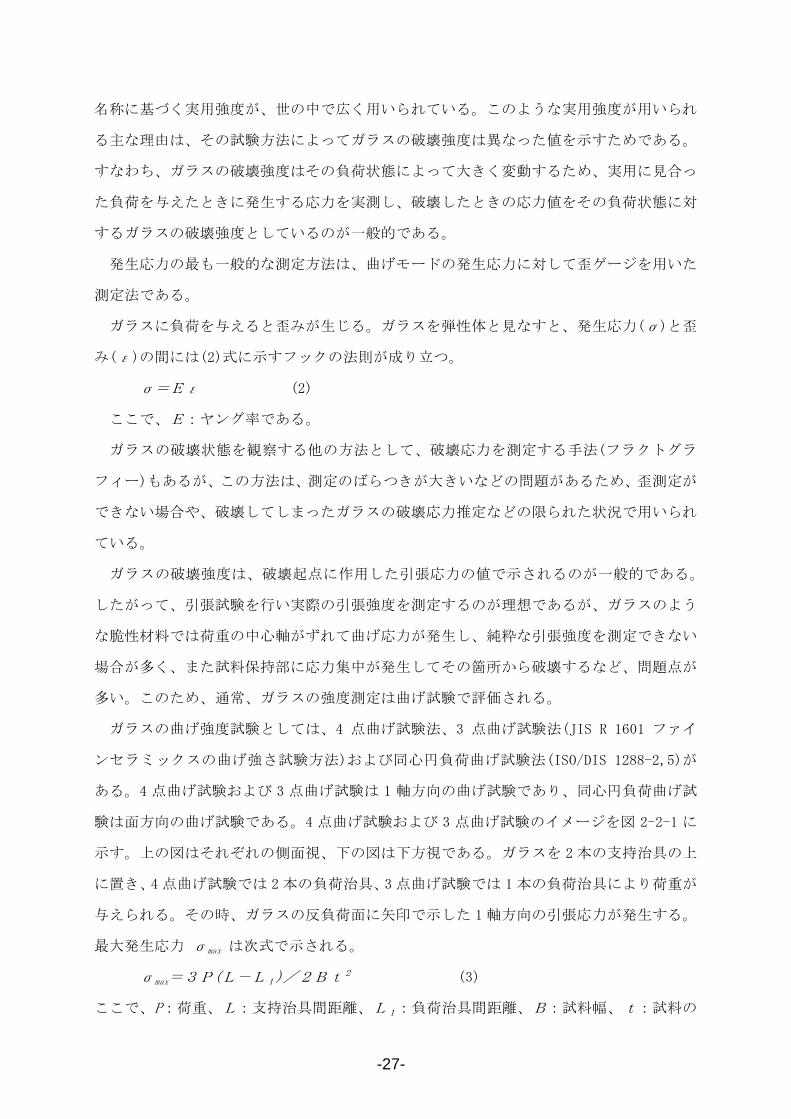
験は面方向の曲げ試験である。4 点曲げ試験および 3 点曲げ試験のイメージを図 2-2-1 に
示す。上の図はそれぞれの側面視、下の図は下方視である。ガラスを 2 本の支持治具の上
に置き、4 点曲げ試験では 2 本の負荷治具、3 点曲げ試験では 1 本の負荷治具により荷重が
与えられる。その時、ガラスの反負荷面に矢印で示した 1 軸方向の引張応力が発生する。
大発生応力 σmax は次式で示される。
σmax=3P(L-L1)/2Bt2 (3)
ここで、P:荷重、L:支持治具間距離、L1:負荷治具間距離、B:試料幅、t:試料の
-28-
図 2-2-1 4 点曲げ試験と 3 点曲げ試験
板厚であり、3 点曲げ試験の場合はL1=0である。3 点曲げ試験では荷重点の真下に 大
引張応力が発生し、4 点曲げ試験では 2 つの負荷治具に挟まれた部分が 大引張応力の発
生する領域になる(図中の斜線領域)。このように 4 点曲げ試験は、3 点曲げ試験よりも応
力集中領域が広いため、信頼できる測定値が得られると言われている。一般的に、ガラス
の強度は、生ずる応力の大きさと も弱い部分によって決まる。実用ガラスの場合、その
端面は、取り扱い時の安全面や当て傷の防止のために研磨加工が施されており、この端面
の強度を測定するために 4 点曲げ試験法が用いられている。研磨加工されたガラス端面に
は、微視的には大小さまざまなクラックが存在しており、ガラス端面の強度は、面内に比
べ低く、研磨状態にもよるが一般的には面内強度の約 6 割とされている。したがって、
4 点曲げ試験では前述のように、図 2-2-1 の斜線領域に 大引張応力が発生しているが、
研磨された端面の強度が も低いため、必ず端面から破壊することになる。すなわち、
4 点曲げ試験法によれば、純粋な端面の強度を測定することができる。
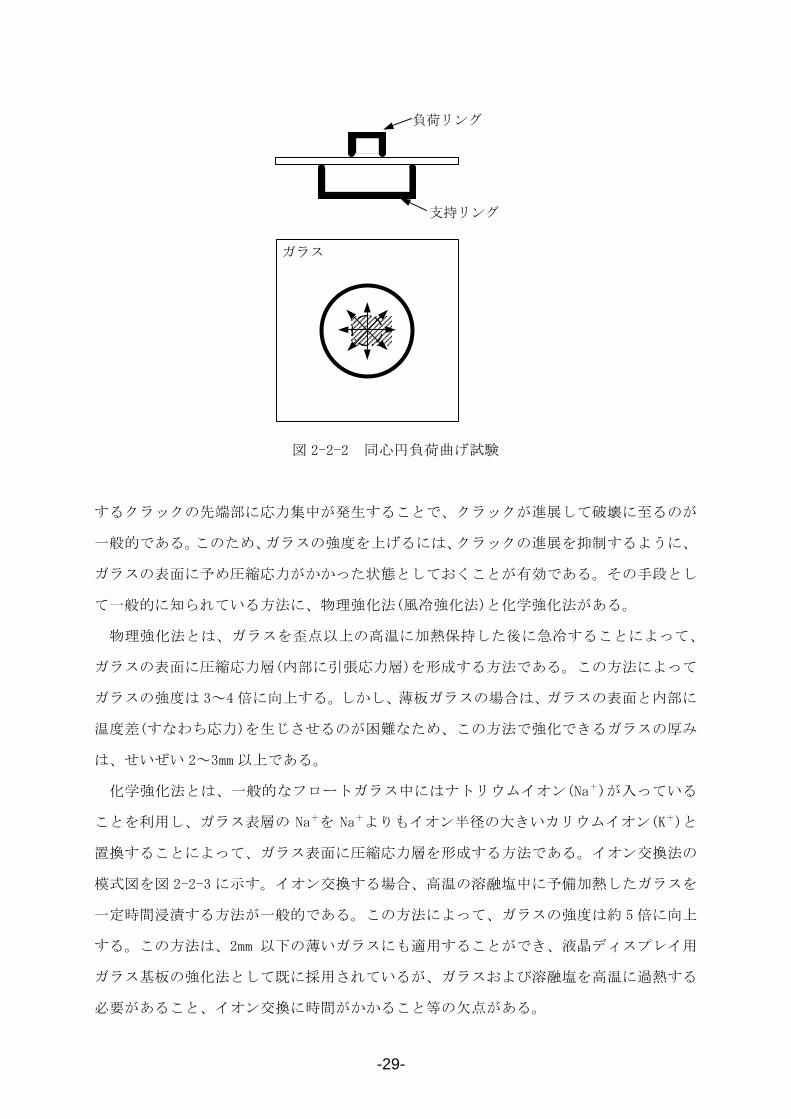
図 2-2-2 に、同心円負荷曲げ試験のイメージを示す。支持リング上にガラスが置かれ、
負荷リングでガラスに荷重が負荷される。このとき、ガラスの反負荷面に矢印で示したよ
うに 2 軸方向の引張応力が発生し、 大引張応力の発生する領域は負荷リングの下側(斜線
部)となり、通常、ガラスはこの部分で破壊する。すなわち、同心円負荷曲げ試験法は、ガ
ラスの端面の影響が無く、ガラスの面内強度を測定できる方法である。
2-2-3 現状のガラス強化法
前述のように、ガラスの表面には目に見えないクラック(グリフィスフロー)が無数に存
在する。ガラスの破壊は、ガラスの表面に引張応力がかかったときに、ガラス表面に存在
負荷治具
支持治具
L1 L
B
t
L
側面視
下方視
-29-
図 2-2-2 同心円負荷曲げ試験
するクラックの先端部に応力集中が発生することで、クラックが進展して破壊に至るのが
一般的である。このため、ガラスの強度を上げるには、クラックの進展を抑制するように、
ガラスの表面に予め圧縮応力がかかった状態としておくことが有効である。その手段とし
て一般的に知られている方法に、物理強化法(風冷強化法)と化学強化法がある。
物理強化法とは、ガラスを歪点以上の高温に加熱保持した後に急冷することによって、
ガラスの表面に圧縮応力層(内部に引張応力層)を形成する方法である。この方法によって
ガラスの強度は 3~4 倍に向上する。しかし、薄板ガラスの場合は、ガラスの表面と内部に
温度差(すなわち応力)を生じさせるのが困難なため、この方法で強化できるガラスの厚み
は、せいぜい 2~3mm 以上である。
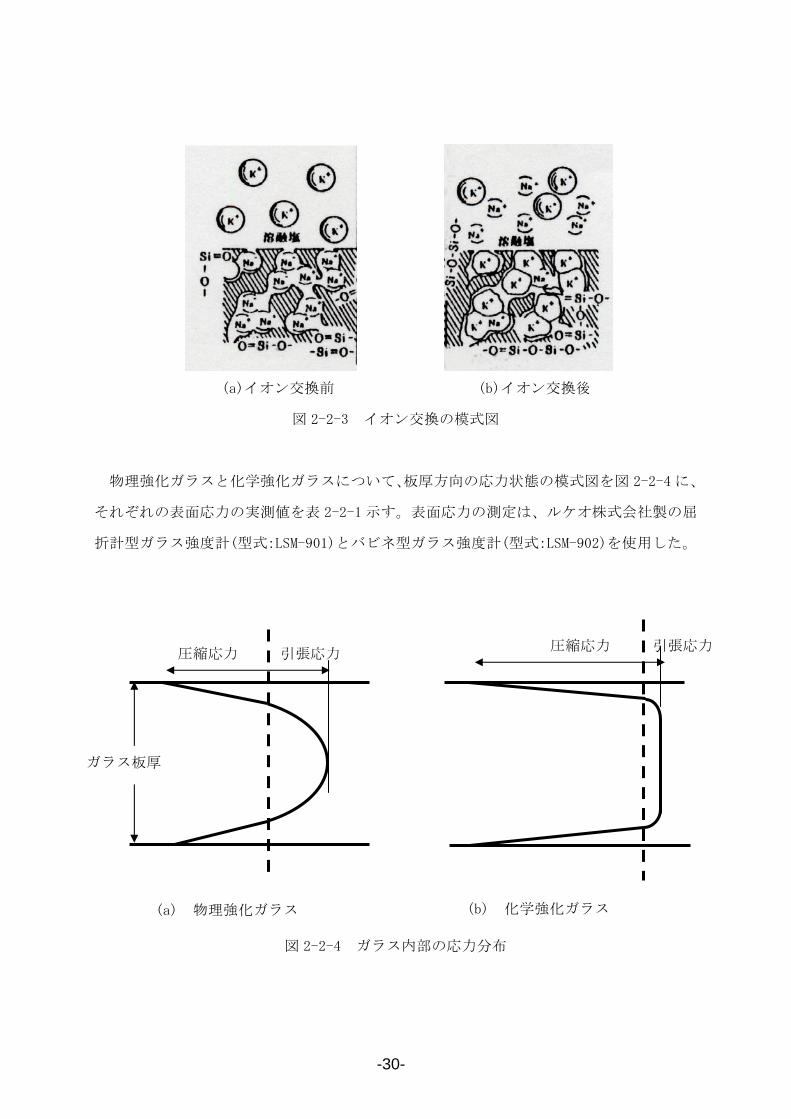
化学強化法とは、一般的なフロートガラス中にはナトリウムイオン(Na+)が入っている
ことを利用し、ガラス表層の Na+を Na+よりもイオン半径の大きいカリウムイオン(K+)と
置換することによって、ガラス表面に圧縮応力層を形成する方法である。イオン交換法の
模式図を図 2-2-3 に示す。イオン交換する場合、高温の溶融塩中に予備加熱したガラスを
一定時間浸漬する方法が一般的である。この方法によって、ガラスの強度は約 5 倍に向上
する。この方法は、2mm 以下の薄いガラスにも適用することができ、液晶ディスプレイ用
ガラス基板の強化法として既に採用されているが、ガラスおよび溶融塩を高温に過熱する
必要があること、イオン交換に時間がかかること等の欠点がある。
負荷リング
支持リング
ガラス
-30-
(a)イオン交換前 (b)イオン交換後
図 2-2-3 イオン交換の模式図
物理強化ガラスと化学強化ガラスについて、板厚方向の応力状態の模式図を図 2-2-4 に、
それぞれの表面応力の実測値を表 2-2-1 示す。表面応力の測定は、ルケオ株式会社製の屈
折計型ガラス強度計(型式:LSM-901)とバビネ型ガラス強度計(型式:LSM-902)を使用した。
図 2-2-4 ガラス内部の応力分布
圧縮応力 引張応力 圧縮応力 引張応力
ガラス板厚
(a) 物理強化ガラス (b) 化学強化ガラス
-31-
-7
-6
-5
-4
-3
-2
-1
0
1
2
10 100 1000強度σ (MPa)
lnln
(1-F
)-1
CP2.3 未照射
化学強化ガラス
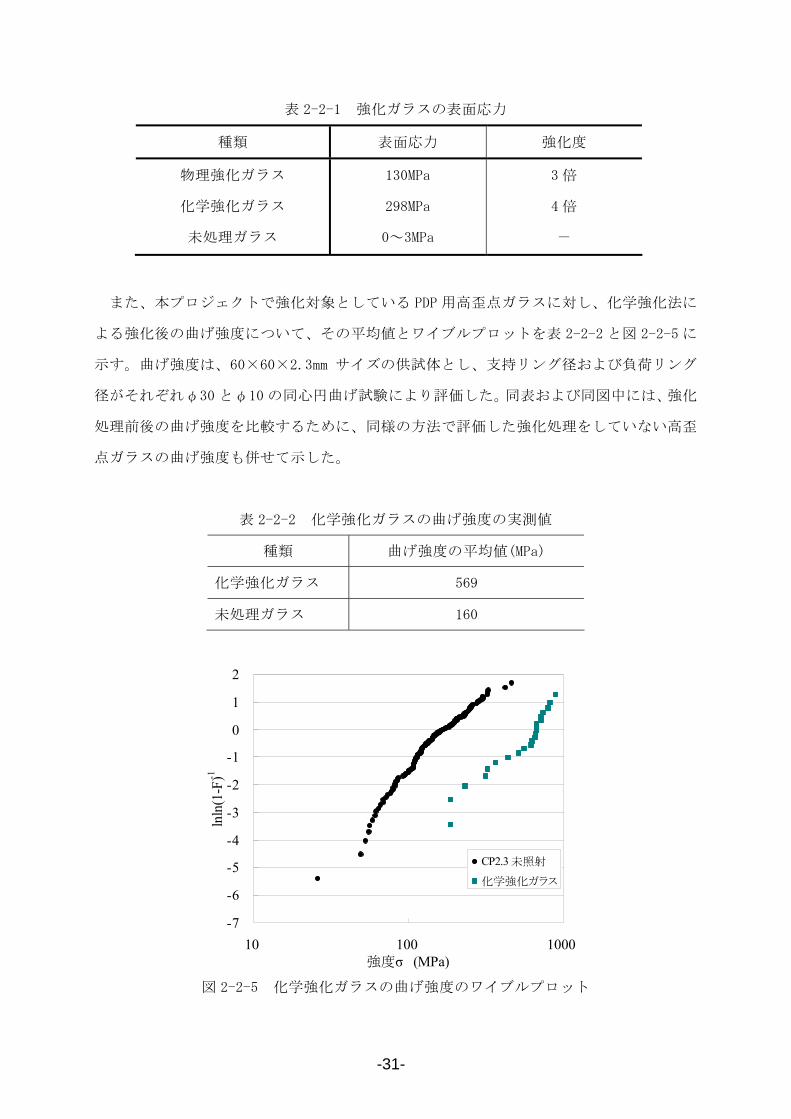
表 2-2-1 強化ガラスの表面応力
種類 表面応力 強化度
物理強化ガラス
化学強化ガラス
未処理ガラス
130MPa
298MPa
0~3MPa
3 倍
4 倍
-
また、本プロジェクトで強化対象としている PDP 用高歪点ガラスに対し、化学強化法に
よる強化後の曲げ強度について、その平均値とワイブルプロットを表 2-2-2 と図 2-2-5 に
示す。曲げ強度は、60×60×2.3mm サイズの供試体とし、支持リング径および負荷リング
径がそれぞれφ30 とφ10 の同心円曲げ試験により評価した。同表および同図中には、強化
処理前後の曲げ強度を比較するために、同様の方法で評価した強化処理をしていない高歪
点ガラスの曲げ強度も併せて示した。
表 2-2-2 化学強化ガラスの曲げ強度の実測値
種類 曲げ強度の平均値(MPa)
化学強化ガラス 569
未処理ガラス 160
図 2-2-5 化学強化ガラスの曲げ強度のワイブルプロット
-32-
2-2-4 ディスプレイ用ガラス基板に対する新たな強化法
前述の一般的な風冷強化法や化学強化法は、ガラスを予め高温に加熱する必要があり、
非常に多くのエネルギーを必要とする。そのため、省エネルギーの観点から、エネルギー
消費の少ないガラスの強化法が望まれている。
そのような中、ガラス内部にフェムト秒レーザーを集光照射し、屈折率や密度などの物
性がその周辺と異なる領域(異質相と呼ぶ)を形成してガラスの面内強度を向上させる技
術が、新たなガラス強化技術として「ナノガラス技術プロジェクト(NGP)」で開発され報告
された。フェムト秒レーザーによる加工法は、レーザー照射が約 100fs(fs は 1015分の
1 秒)程度と非常に短時間と熱が拡散する前に終了することから、熱による悪影響を抑えた
ガラスの加工が可能と言われている。また、フェムト秒レーザーは、出力の尖塔値が非常
に高く、集光照射した領域のみ非線形効果である多光子吸収を起こすことから、ガラス基
板の表面近傍に選択的に異質相を形成することができる。さらには、フェムト秒レーザー
照射による強化技術は、室温で高強度化処理が可能なことから、風冷強化や化学強化のよ
うな熱処理や長時間処理を必要とする従来の強化技術に比べて省エネルギーの点でも期待
されている。
また、ディスプレイ用基板を考えたときには、面内強度だけではなく端面強度も向上さ
せる必要がある。通常の端面処理は、研磨(研削)加工であり、破壊の起点となる欠陥を生
成していることに等しく、切断直後のクリーンカットの状態に比べ端面強度が低下するこ
とが避けられない。したがって、ガラス基板の端面強度を向上させるためには、端面に存
在する破壊の起点となる欠陥を解消することが有効であり、CO2レーザー照射による端面
の溶融加工技術が、これまでに知られている。しかし、これまでに知られている CO2レー
ザー照射による端面加工方法は、加工時の熱割れを避けるためにガラス基板全体を予め
500℃以上の高温に加熱する前処理を必要とした。そのため、省エネルギーの観点から、高
温の予備過熱なく、室温下で溶融加工が可能な新たな技術の確立が望まれている。
-33-
第3章 ディスプレイ用ガラス基板強化法の検討
3-1 異質相形成によるガラス基板の面内強度の向上
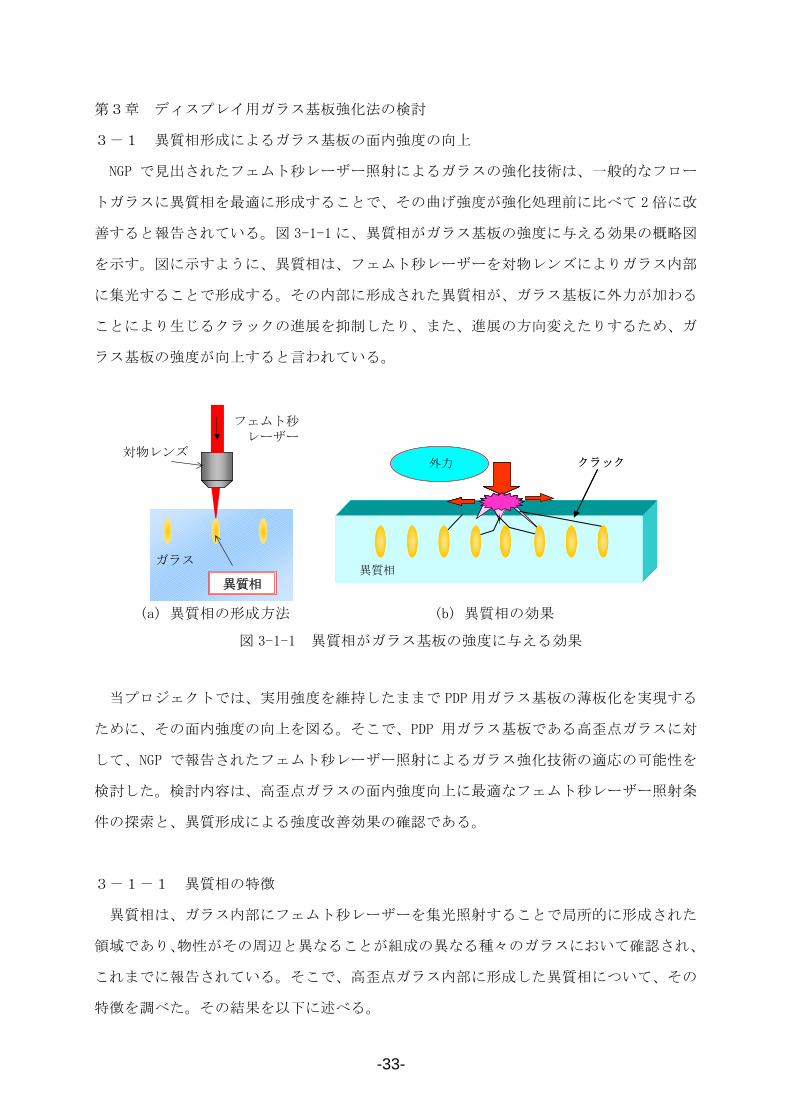
NGP で見出されたフェムト秒レーザー照射によるガラスの強化技術は、一般的なフロー
トガラスに異質相を 適に形成することで、その曲げ強度が強化処理前に比べて 2 倍に改
善すると報告されている。図 3-1-1 に、異質相がガラス基板の強度に与える効果の概略図
を示す。図に示すように、異質相は、フェムト秒レーザーを対物レンズによりガラス内部
に集光することで形成する。その内部に形成された異質相が、ガラス基板に外力が加わる
ことにより生じるクラックの進展を抑制したり、また、進展の方向変えたりするため、ガ
ラス基板の強度が向上すると言われている。
当プロジェクトでは、実用強度を維持したままで PDP 用ガラス基板の薄板化を実現する
ために、その面内強度の向上を図る。そこで、PDP 用ガラス基板である高歪点ガラスに対
して、NGP で報告されたフェムト秒レーザー照射によるガラス強化技術の適応の可能性を
検討した。検討内容は、高歪点ガラスの面内強度向上に 適なフェムト秒レーザー照射条
件の探索と、異質形成による強度改善効果の確認である。
3-1-1 異質相の特徴
異質相は、ガラス内部にフェムト秒レーザーを集光照射することで局所的に形成された
領域であり、物性がその周辺と異なることが組成の異なる種々のガラスにおいて確認され、
これまでに報告されている。そこで、高歪点ガラス内部に形成した異質相について、その
特徴を調べた。その結果を以下に述べる。
対物レンズ
異質相
フェムト秒 レーザー
ガラス
外力 クラック
異質相
外力 クラック
異質相
(a) 異質相の形成方法
図 3-1-1 異質相がガラス基板の強度に与える効果
(b) 異質相の効果
-34-
(1)屈折率変化
フェムト秒レーザーをガラス内部に集光照射し形成された異質相は、光学顕微鏡により
その存在を観察することができること、また、連続的に形成した異質相は導波路として利
用可能と報告されていることから、本プロジェクトで対象としている高歪み点ガラスに形
成された異質相においても、屈折率が変化していることは容易に考えられる。そこで、高
歪点ガラスに形成した異質相の屈折率を実際に測定した。
サンプルは、高歪点ガラス(セントラル硝子製 CP600V)に対し、フェムト秒レーザーの
集光照射により内部に異質相を形成、切断、そして、断面を光学研磨して作成した。異質
相は、研磨量に関係なく常に光学研磨された表面に存在するように、散在する点状ではな
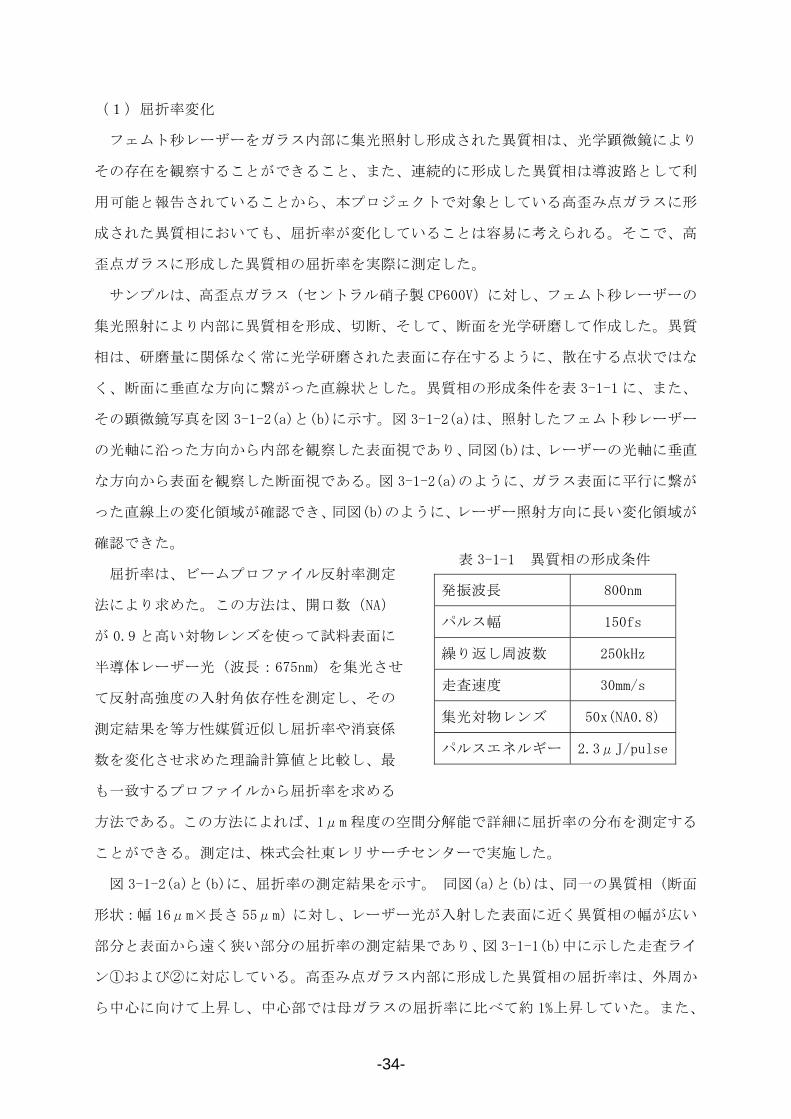
く、断面に垂直な方向に繋がった直線状とした。異質相の形成条件を表 3-1-1 に、また、
その顕微鏡写真を図 3-1-2(a)と(b)に示す。図 3-1-2(a)は、照射したフェムト秒レーザー
の光軸に沿った方向から内部を観察した表面視であり、同図(b)は、レーザーの光軸に垂直
な方向から表面を観察した断面視である。図 3-1-2(a)のように、ガラス表面に平行に繋が
った直線上の変化領域が確認でき、同図(b)のように、レーザー照射方向に長い変化領域が
確認できた。
屈折率は、ビームプロファイル反射率測定
法により求めた。この方法は、開口数(NA)
が 0.9 と高い対物レンズを使って試料表面に
半導体レーザー光(波長:675nm)を集光させ
て反射高強度の入射角依存性を測定し、その
測定結果を等方性媒質近似し屈折率や消衰係
数を変化させ求めた理論計算値と比較し、
も一致するプロファイルから屈折率を求める
方法である。この方法によれば、1μm 程度の空間分解能で詳細に屈折率の分布を測定する
ことができる。測定は、株式会社東レリサーチセンターで実施した。
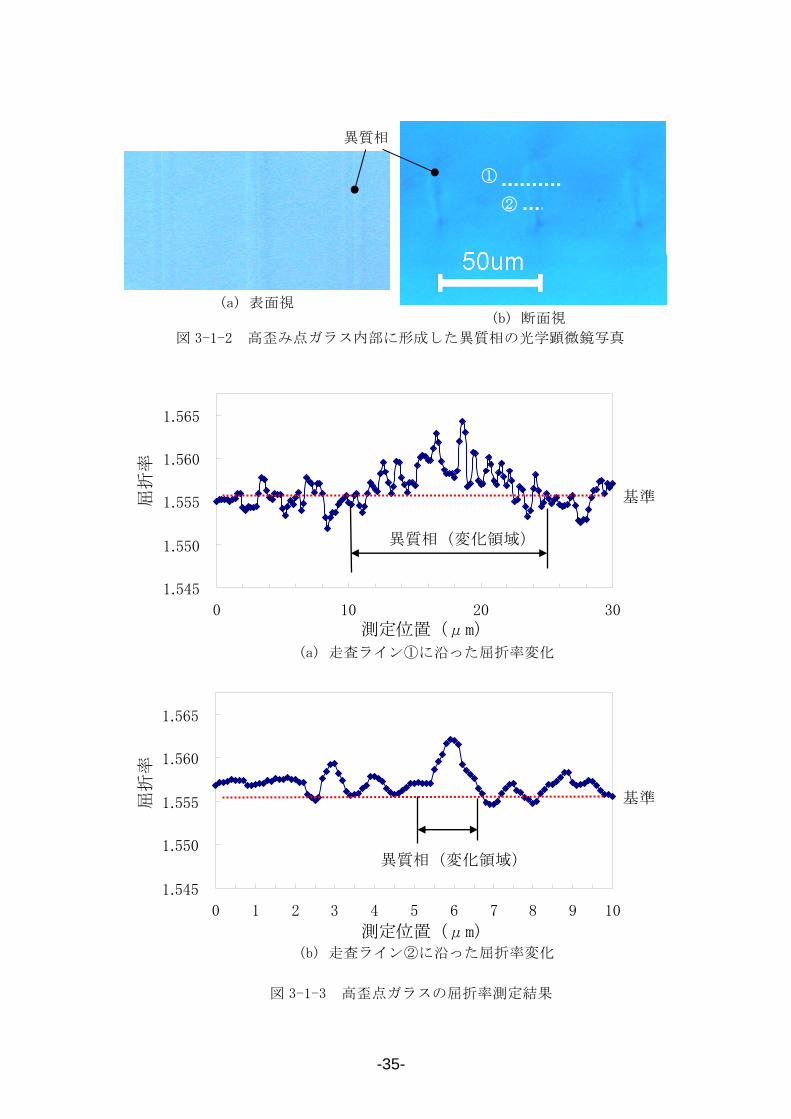
図 3-1-2(a)と(b)に、屈折率の測定結果を示す。 同図(a)と(b)は、同一の異質相(断面
形状:幅 16μm×長さ 55μm)に対し、レーザー光が入射した表面に近く異質相の幅が広い
部分と表面から遠く狭い部分の屈折率の測定結果であり、図 3-1-1(b)中に示した走査ライ
ン①および②に対応している。高歪み点ガラス内部に形成した異質相の屈折率は、外周か
ら中心に向けて上昇し、中心部では母ガラスの屈折率に比べて約 1%上昇していた。また、
発振波長 800nm
パルス幅 150fs
繰り返し周波数 250kHz
走査速度 30mm/s
集光対物レンズ 50x(NA0.8)
パルスエネルギー 2.3μJ/pulse
表 3-1-1 異質相の形成条件
-35-
①
②
図 3-1-3 高歪点ガラスの屈折率測定結果
1.545
1.550
1.555
1.560
1.565
0 10 20 30
(a) 走査ライン①に沿った屈折率変化
異質相(変化領域)
基準 屈折
率
測定位置(μm)
(b) 走査ライン②に沿った屈折率変化
1.545
1.550
1.555
1.560
1.565
0 1 2 3 4 5 6 7 8 9 10
屈折
率
測定位置(μm)
異質相(変化領域)
基準
異質相
(a) 表面視 (b) 断面視
図 3-1-2 高歪み点ガラス内部に形成した異質相の光学顕微鏡写真
①
②
-36-
その周辺部の屈折率は、母ガラスの屈折率に比べ若干ではあるが低下していた。この結果
から、一般的に密度が高くなると屈折率も高くなることから、この異質相の密度は中心に
向かって高くなっており、その周辺部は逆に低くなっていると考えられる。
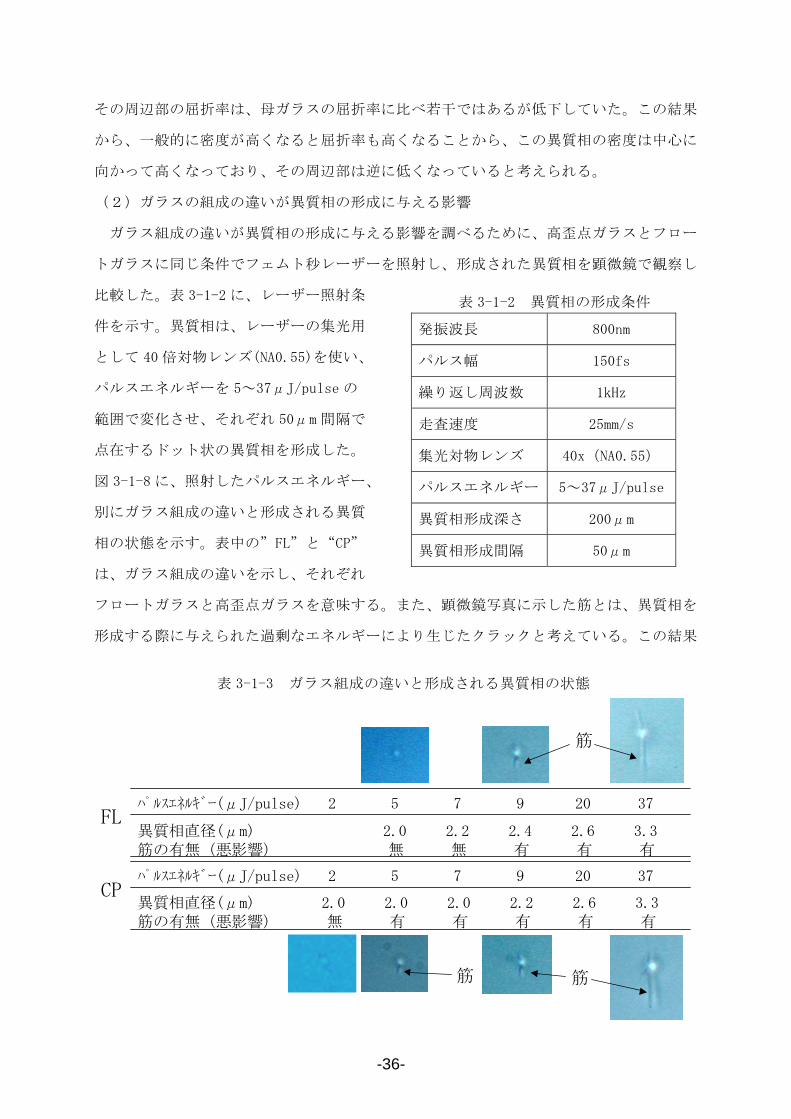
(2)ガラスの組成の違いが異質相の形成に与える影響
ガラス組成の違いが異質相の形成に与える影響を調べるために、高歪点ガラスとフロー
トガラスに同じ条件でフェムト秒レーザーを照射し、形成された異質相を顕微鏡で観察し
比較した。表 3-1-2 に、レーザー照射条
件を示す。異質相は、レーザーの集光用
として 40 倍対物レンズ(NA0.55)を使い、
パルスエネルギーを 5~37μJ/pulse の
範囲で変化させ、それぞれ 50μm 間隔で
点在するドット状の異質相を形成した。
図 3-1-8 に、照射したパルスエネルギー、
別にガラス組成の違いと形成される異質
相の状態を示す。表中の”FL”と“CP”
は、ガラス組成の違いを示し、それぞれ
フロートガラスと高歪点ガラスを意味する。また、顕微鏡写真に示した筋とは、異質相を
形成する際に与えられた過剰なエネルギーにより生じたクラックと考えている。この結果
発振波長 800nm
パルス幅 150fs
繰り返し周波数 1kHz
走査速度 25mm/s
集光対物レンズ 40x(NA0.55)
パルスエネルギー 5~37μJ/pulse
異質相形成深さ 200μm
異質相形成間隔 50μm
表 3-1-2 異質相の形成条件
表 3-1-3 ガラス組成の違いと形成される異質相の状態
FL
CP
筋
筋
パルスエネルギー(μJ/pulse)
異質相直径(μm)筋の有無(悪影響)
2 5 7 9 20 37
2.0 2.2 2.4 2.6 3.3 無 無 有 有 有
パルスエネルギー(μJ/pulse)
異質相直径(μm)筋の有無(悪影響)
2 5 7 9 20 37
2.0 2.0 2.0 2.2 2.6 3.3無 有 有 有 有 有
筋
-37-
は、ガラス組成の違いで、筋の発生するパルスエネルギーの閾値に違いのあることを示し
ている。
この結果から、レーザー照射条件が同じ場合でも、ガラス組成が異なれば形成される異
質相の物性やその周辺に及ぼす影響も異なり、また、それに伴う強度改善効果に及ぼす影
響も異なると考えられる。高歪点ガラスとフロートガラスの場合を比較すると、高歪点ガ
ラスは、筋(悪影響)なく異質相を形成できるエネルギーの閾値が低く、フロートガラス
に比べると硬くて割れやすい性状が反映された結果と考えられる。
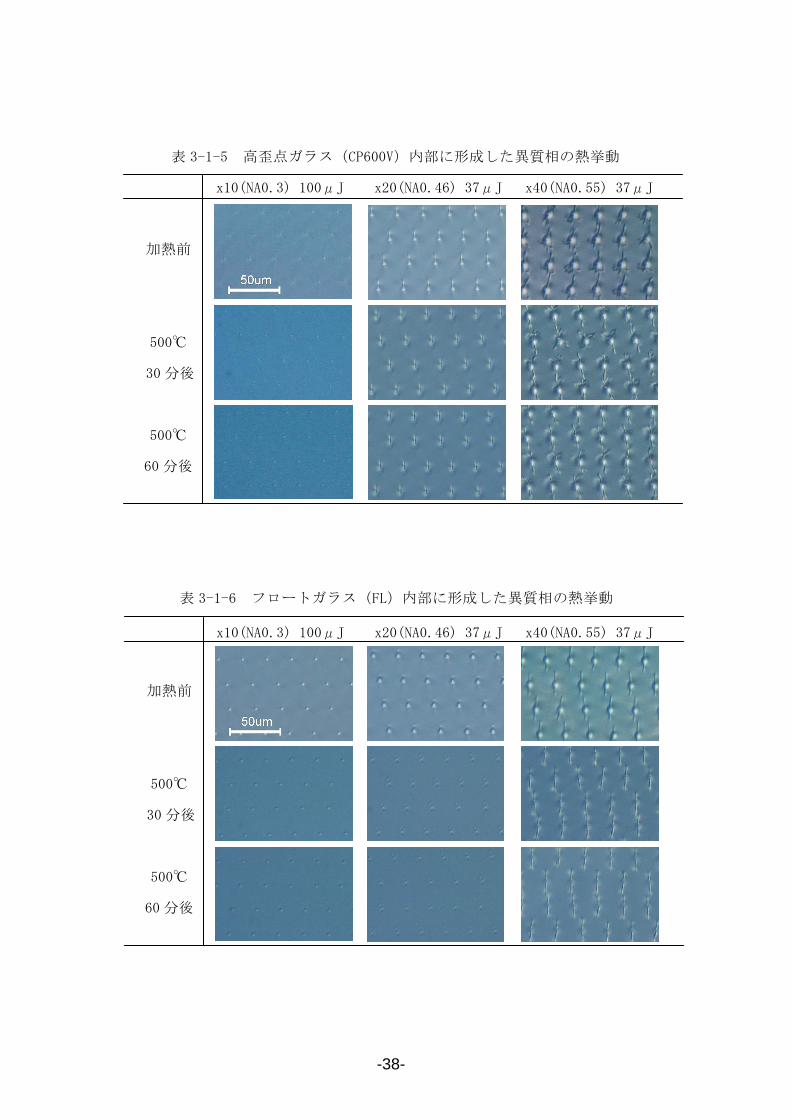
(3)異質相の熱挙動
異質相形成ガラスの熱挙動を調べるために、熱処理温度は高歪点ガラスの歪点より少し
低い 500℃で、熱処理時間を 30 分間および 60 分間の 2 条件として熱処理を行った。熱処
理前後の異質相の変化は、微分干渉顕微鏡で観察し、その観察される異質相のコントラス
トの違いで評価した。異質相を形成するガラス基板には、セントラルガラス製高歪み点ガ
ラス(CP600V)と、比較として通常のフロートガラス(FL)を使用した。レーザー照射条
件を表 3-1-3 として異質相を形成した。表 3-1-5 と表 3-1-6 に、その結果を示す。30 分間
および 60 分間の熱処理後の CP600V と FL において、観察される異質相のコントラストは、
CP600V の方が FL に比べて低下が少な
いものの、低下する傾向は、どちらの
ガラスにおいても現れた。これらの結
果は、FL に比べて歪点の高い CP600V
の方が熱に対する異質相の安定性は多
少高いが、高歪点ガラスであっても、
歪点近傍の温度で長時間の熱処理を実
施した場合には、形成された異質相は
元の母ガラスの状態へ徐々に緩和して
いくことを示している。
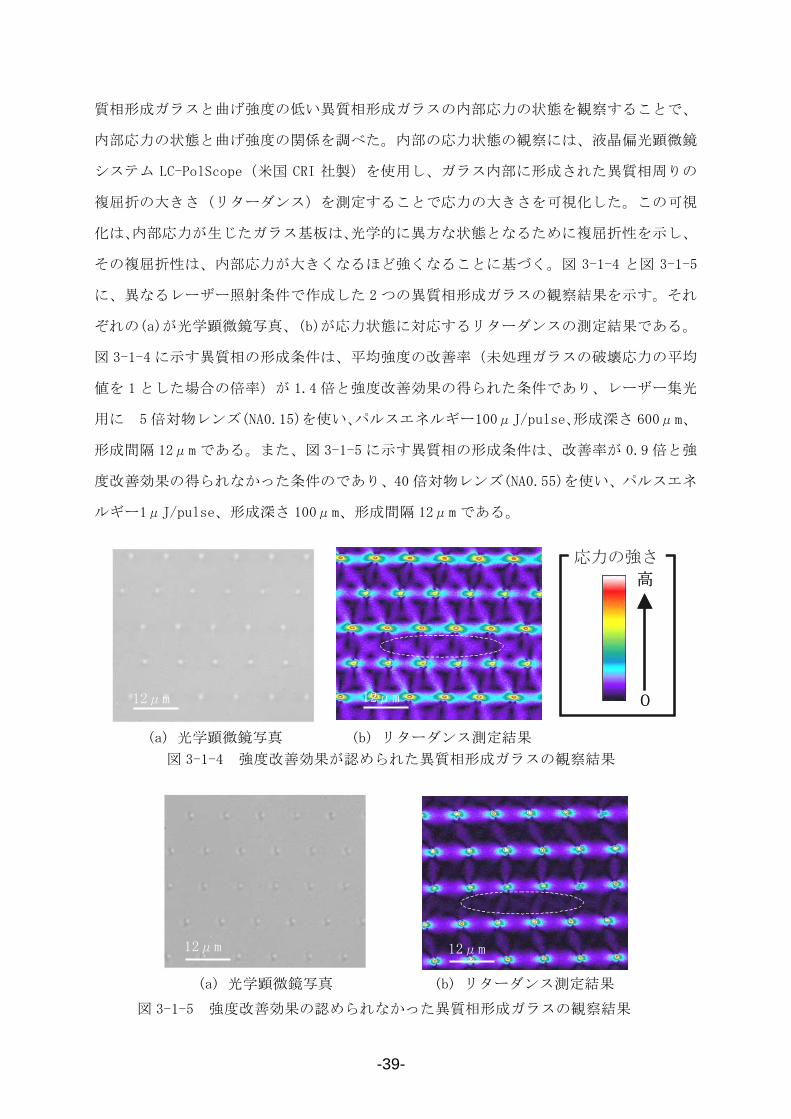
(4)異質相周辺部のリターダンス
フェムト秒レーザー照射によりガラス内部に異質相を形成すると、密度変化に伴い内部
に応力が発生する。発生する内部応力は、レーザーの照射条件、すなわち形成される異質
相の改質度合いにより異なる。この内部応力は、クラックの進展を助長したり、あるいは、
抑制したりするなど、曲げ強度に影響を及ぼすと考えられる。そこで、曲げ強度の高い異
発振波長 800nm
パルス幅 150fs
繰り返し周波数 1kHz
走査速度 25mm/s
集光対物レンズ 10x、20x、40x
(NA0.3、0.46、0.55)
パルスエネルギー 37、100μJ/pulse
異質相形成深さ 300μm
異質相形成間隔 25μm
表 3-1-4 異質相の形成条件
-38-
表 3-1-5 高歪点ガラス(CP600V)内部に形成した異質相の熱挙動
x10(NA0.3) 100μJ x20(NA0.46) 37μJ x40(NA0.55) 37μJ
加熱前
500℃
30 分後
500℃
60 分後
表 3-1-6 フロートガラス(FL)内部に形成した異質相の熱挙動
加熱前
500℃
30 分後
500℃
60 分後
x10(NA0.3) 100μJ x20(NA0.46) 37μJ x40(NA0.55) 37μJ
-39-
質相形成ガラスと曲げ強度の低い異質相形成ガラスの内部応力の状態を観察することで、
内部応力の状態と曲げ強度の関係を調べた。内部の応力状態の観察には、液晶偏光顕微鏡
システム LC-PolScope(米国 CRI 社製)を使用し、ガラス内部に形成された異質相周りの
複屈折の大きさ(リターダンス)を測定することで応力の大きさを可視化した。この可視
化は、内部応力が生じたガラス基板は、光学的に異方な状態となるために複屈折性を示し、
その複屈折性は、内部応力が大きくなるほど強くなることに基づく。図 3-1-4 と図 3-1-5
に、異なるレーザー照射条件で作成した 2 つの異質相形成ガラスの観察結果を示す。それ
ぞれの(a)が光学顕微鏡写真、(b)が応力状態に対応するリターダンスの測定結果である。
図 3-1-4 に示す異質相の形成条件は、平均強度の改善率(未処理ガラスの破壊応力の平均
値を 1 とした場合の倍率)が 1.4 倍と強度改善効果の得られた条件であり、レーザー集光
用に 5 倍対物レンズ(NA0.15)を使い、パルスエネルギー100μJ/pulse、形成深さ 600μm、
形成間隔 12μm である。また、図 3-1-5 に示す異質相の形成条件は、改善率が 0.9 倍と強
度改善効果の得られなかった条件のであり、40 倍対物レンズ(NA0.55)を使い、パルスエネ
ルギー1μJ/pulse、形成深さ 100μm、形成間隔 12μm である。
12μm 12μm
高
0
応力の強さ
高
0
応力の強さ
(a) 光学顕微鏡写真 (b) リターダンス測定結果
図 3-1-4 強度改善効果が認められた異質相形成ガラスの観察結果
12μm 12μm
図 3-1-5 強度改善効果の認められなかった異質相形成ガラスの観察結果
(a) 光学顕微鏡写真 (b) リターダンス測定結果
-40-
この観察結果は、光学顕微鏡においては異質相の大きさやその周辺の状態などはほとん
ど差がなく観察されるにもかかわらず、リターダンスの分布状態つまり内部応力の分布状
態は大きく異なっていることを示している。リターダンス測定結果の色の違いは、リター
ダンスの大きさ、すなわち内部応力の大きさに対応しており、どちらのサンプルも形成さ
れた異質相の部分に高い応力が、また、その周辺で隣接する異質相を結ぶように応力が発
生している。注目すべき両者の違いは、異質相と異質相の間に発生した応力分布の違いで
あり、図中の点線で囲まれた部分のように、改善率 1.4 倍と強度改善効果のあったサンプ
ルの方が、改善効果の得られなかったサンプルに比べ大きな応力が発生していた。異質相
の中心部に比べると弱い応力ではあるが、このようにネットワーク状に発生した内部応力
が、クラックの進展を抑制したり、進展方向を変えたりする効果を発現することで、曲げ
強度が改善されたと考えられる。
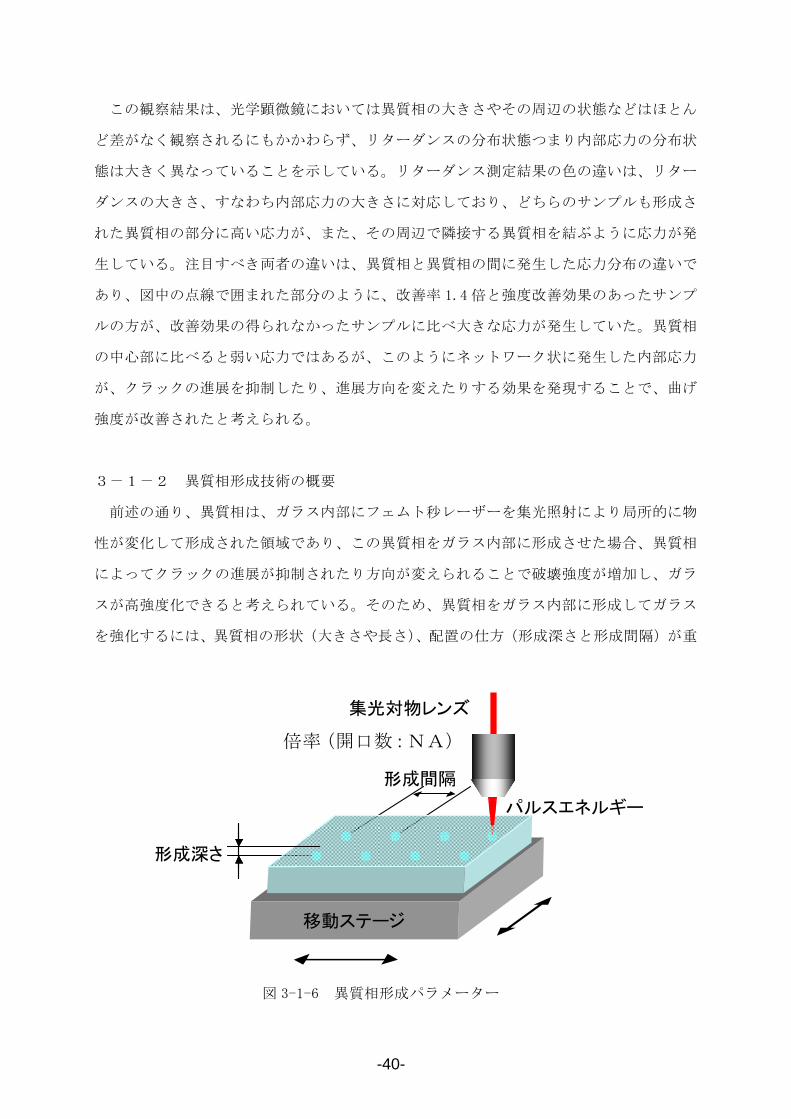
3-1-2 異質相形成技術の概要
前述の通り、異質相は、ガラス内部にフェムト秒レーザーを集光照射により局所的に物
性が変化して形成された領域であり、この異質相をガラス内部に形成させた場合、異質相
によってクラックの進展が抑制されたり方向が変えられることで破壊強度が増加し、ガラ
スが高強度化できると考えられている。そのため、異質相をガラス内部に形成してガラス
を強化するには、異質相の形状(大きさや長さ)、配置の仕方(形成深さと形成間隔)が重
パルスエネルギー
集光対物レンズ
(倍率)
形成深さ
形成間隔
移動ステージ
図 3-1-6 異質相形成パラメーター
倍率(開口数:NA)
-41-
要なパラメーターとなる。したがって、図 3-1-6 に概略を示すように、強度改善効果に影
響する主な異質相形成パラメーターとして、レーザーを集光する対物レンズの倍率(開口
数:NA)、パルスエネルギー、形成深さおよび形成間隔の 4 つが考えられる。ガラス内部に
形成される異質相の大きさの違いは、ガラスの改質される度合いや領域の違い、つまり、
フェムト秒レーザーを集光照射するために使用する対物レンズの倍率(NA)とパルスエネ
ルギーの違いにより変化する。形成深さは、照射するフェムト秒レーザーが集光する位置
で変わる。形成間隔については、ガラスの走査方向の間隔(ショット間隔)はフェムト秒
レーザーの繰り返し周波数とステージの移動速度の組み合わせで変わり、走査ラインと走
査ラインの間隔(ライン間隔)は移動ステージの送り量で変わる。フェムト秒レーザーの
繰り返し周波数が非常に速く、1 パルスあたりのステージの移動量が 1 パルスで形成され
る異質相の大きさよりも少ない場合には、形成される異質相は、個々に独立して存在せず
ライン状に繋がった状態(ライン状異質相)となる。異質相を形成するに当たり、現実的
な移動ステージの走査速度を考慮し、実験目的にあうフェムト秒レーザー発振器を選定す
ることも重要である。
(1)フェムト秒レーザー発振器
ガラス内部に異質相を形成するための加工装置は、フェムト秒レーザー発振器、照射光
学系およびレーザーと同期する移動ステージから構成される。異質相の形成においては、
特にフェムト秒レーザー発振器の特性が重要である。
フェムト秒レーザー発振器は、フェムト秒(1015分の 1 秒)単位の超短パルス光を発振
するレーザー発振器であり、その出力は、下に示すようにパルスエネルギーと繰り返し周
波数の積によって決まる。しかし、市販のレーザー発振器で得られる 高出力は概ね決ま
っており、そのため、レーザー発振器は、パルスエネルギーを重視した機種か、あるいは、
繰り返し周波数を重視した機種かにより、①高繰り返しタイプと②高エネルギータイプに
大別することができる。それを、使用目的に合わせて選択する。
高繰り返しタイプは、パルスエネルギーは低いが繰り返し周波数が高いため高速加工が
可能である。一方、高エネルギータイプは、パルスの繰り返し周波数は低いがエネルギー
出力 = パルスエネルギー × 繰返し周波数
(1パルスのエネルギー) (1秒あたりのパルス数)W J/pulse Hz
-42-
が高いため、レーザービームの多分岐や干渉露光による大面積の一括加工をする場合に有
利である。実用化のためには、どちらのタイプのフェムト秒レーザー発振器を選択するの
が有利かについて、予備検討を行うことが必要である。高繰り返しタイプと高エネルギー
タイプのフェムト秒レーザーについて調査した結果を示し、そして、本プロジェクトの実
験に 適と判断したフェムト秒レーザー発振器の機種選定結果を次に示す。
1)高繰り返しタイプのフェムト秒レーザー発振器の調査
ガラス内部に異質相を形成することが可能なパルスエネルギーの閾値は、使用する対物
レンズによっても異なるが、40 倍対物レンズ(NA0.55)を使ってビームを集光した場合は、
約 1μJ/pulse と比較的低い値がナノガラスプロジェクト(NGP)から報告されている。そ
こで、先ずは実用化研究との観点から高速処理を前提に考え、得られるパルスエネルギー
は低いが単位時間あたりの処理回数の多い高繰り返しタイプの発振器を検討した。繰り返
し周波数 250kHz、パルスエネルギー 大 3μJ/pulse のレーザー発振器を使い、照射条件
を変えて高歪点ガラスの内部にライン状異質相を形成した。その曲げ強度を測定し、強度
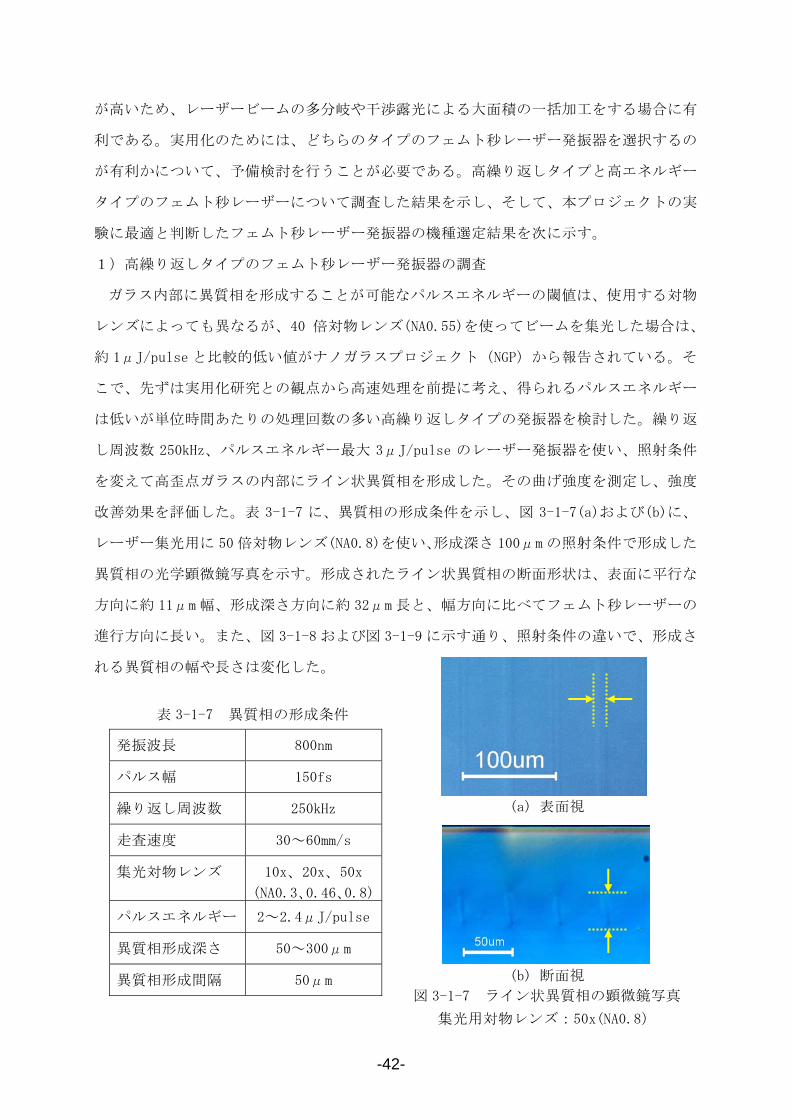
改善効果を評価した。表 3-1-7 に、異質相の形成条件を示し、図 3-1-7(a)および(b)に、
レーザー集光用に 50 倍対物レンズ(NA0.8)を使い、形成深さ 100μm の照射条件で形成した
異質相の光学顕微鏡写真を示す。形成されたライン状異質相の断面形状は、表面に平行な
方向に約 11μm 幅、形成深さ方向に約 32μm 長と、幅方向に比べてフェムト秒レーザーの
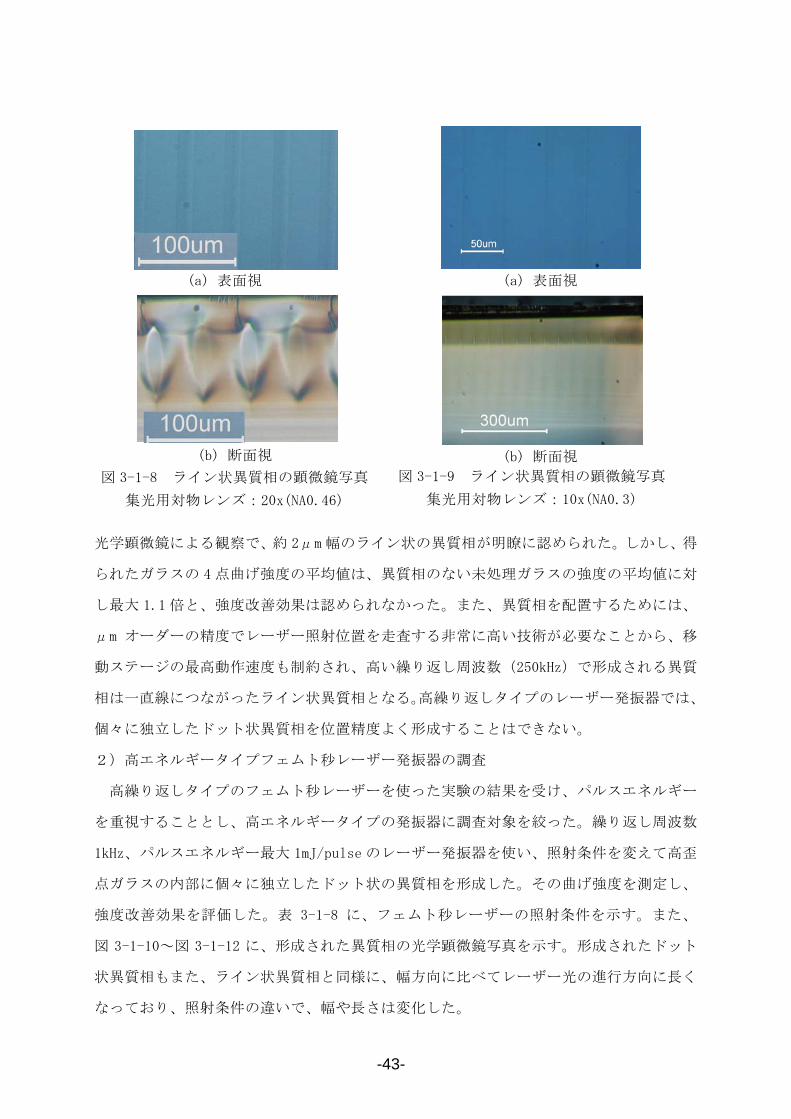
進行方向に長い。また、図 3-1-8 および図 3-1-9 に示す通り、照射条件の違いで、形成さ
れる異質相の幅や長さは変化した。
発振波長 800nm
パルス幅 150fs
繰り返し周波数 250kHz
走査速度 30~60mm/s
集光対物レンズ 10x、20x、50x
(NA0.3、0.46、0.8)
パルスエネルギー 2~2.4μJ/pulse
異質相形成深さ 50~300μm
異質相形成間隔 50μm
表 3-1-7 異質相の形成条件
(a) 表面視
(b) 断面視
図 3-1-7 ライン状異質相の顕微鏡写真
集光用対物レンズ:50x(NA0.8)
-43-
光学顕微鏡による観察で、約 2μm 幅のライン状の異質相が明瞭に認められた。しかし、得
られたガラスの 4 点曲げ強度の平均値は、異質相のない未処理ガラスの強度の平均値に対
し 大 1.1 倍と、強度改善効果は認められなかった。また、異質相を配置するためには、
μm オーダーの精度でレーザー照射位置を走査する非常に高い技術が必要なことから、移
動ステージの 高動作速度も制約され、高い繰り返し周波数(250kHz)で形成される異質
相は一直線につながったライン状異質相となる。高繰り返しタイプのレーザー発振器では、
個々に独立したドット状異質相を位置精度よく形成することはできない。
2)高エネルギータイプフェムト秒レーザー発振器の調査
高繰り返しタイプのフェムト秒レーザーを使った実験の結果を受け、パルスエネルギー
を重視することとし、高エネルギータイプの発振器に調査対象を絞った。繰り返し周波数
1kHz、パルスエネルギー 大 1mJ/pulse のレーザー発振器を使い、照射条件を変えて高歪
点ガラスの内部に個々に独立したドット状の異質相を形成した。その曲げ強度を測定し、
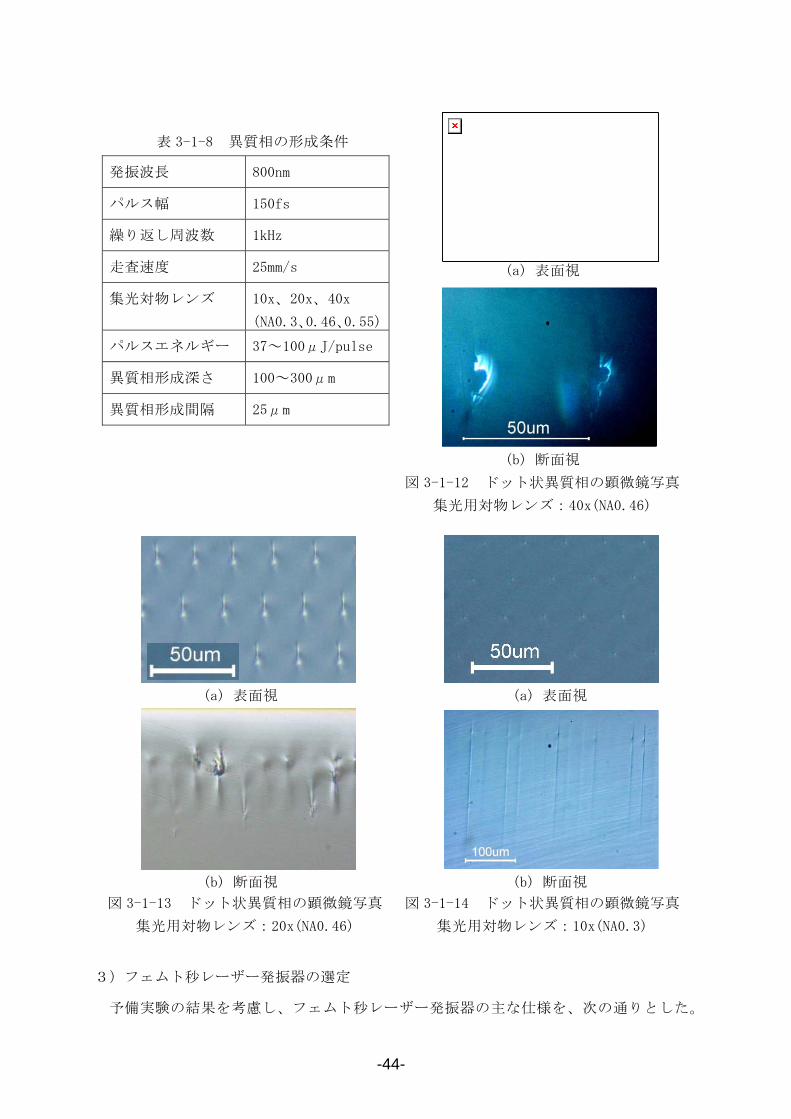
強度改善効果を評価した。表 3-1-8 に、フェムト秒レーザーの照射条件を示す。また、
図 3-1-10~図 3-1-12 に、形成された異質相の光学顕微鏡写真を示す。形成されたドット
状異質相もまた、ライン状異質相と同様に、幅方向に比べてレーザー光の進行方向に長く
なっており、照射条件の違いで、幅や長さは変化した。
図 3-1-8 ライン状異質相の顕微鏡写真
集光用対物レンズ:20x(NA0.46)
(a) 表面視
(b) 断面視
図 3-1-9 ライン状異質相の顕微鏡写真
集光用対物レンズ:10x(NA0.3)
(a) 表面視
(b) 断面視
-44-
3)フェムト秒レーザー発振器の選定
予備実験の結果を考慮し、フェムト秒レーザー発振器の主な仕様を、次の通りとした。
発振波長 800nm
パルス幅 150fs
繰り返し周波数 1kHz
走査速度 25mm/s
集光対物レンズ 10x、20x、40x
(NA0.3、0.46、0.55)
パルスエネルギー 37~100μJ/pulse
異質相形成深さ 100~300μm
異質相形成間隔 25μm
表 3-1-8 異質相の形成条件
図 3-1-12 ドット状異質相の顕微鏡写真
集光用対物レンズ:40x(NA0.46)
(a) 表面視
(b) 断面視
図 3-1-14 ドット状異質相の顕微鏡写真
集光用対物レンズ:10x(NA0.3)
(a) 表面視
(b) 断面視
図 3-1-13 ドット状異質相の顕微鏡写真
集光用対物レンズ:20x(NA0.46)
(a) 表面視
(b) 断面視
-45-
①ビーム多分岐化による多点同時加工や干渉による広範囲加工への拡張性も考慮し
パルスエネルギーは 500μJ/pulse 以上
②加工速度の観点から繰り返し周波数はできる限り高いほうがよく、1kHz 以上
③均質な異質相を形成するために、エネルギー安定性が高いこと
要求を満足するものとして、表 3-1-9 に示す 4 機種(3 社)に絞り、 終的に、高エネ
ルギータイプのレーザー発振器であるコヒレント社製 Legend-D(パルスエネルギー:
0.5mJ/pulse、繰り返し周波数:5kHz)を選定した。
メーカー・機種 パルスエネルギー
(mJ/pulse) 繰り返し周波数
(kHz) スペクトラフィジックス製
Hurricane X 1.0 1
コヒレント製 Legend-D
0.5 5
サイバーレーザー製 FS3.5
0.5 7
サイバーレーザー製 FS5
0.5 10
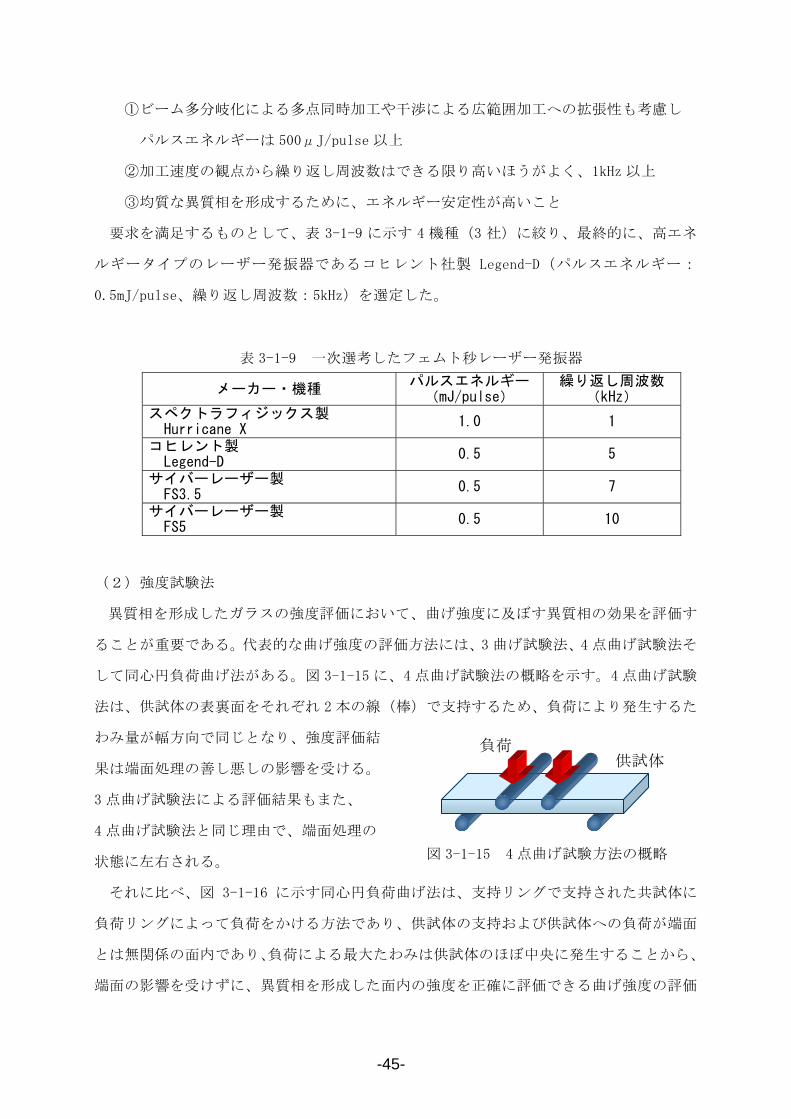
(2)強度試験法
異質相を形成したガラスの強度評価において、曲げ強度に及ぼす異質相の効果を評価す
ることが重要である。代表的な曲げ強度の評価方法には、3 曲げ試験法、4 点曲げ試験法そ
して同心円負荷曲げ法がある。図 3-1-15 に、4 点曲げ試験法の概略を示す。4 点曲げ試験
法は、供試体の表裏面をそれぞれ 2 本の線(棒)で支持するため、負荷により発生するた
わみ量が幅方向で同じとなり、強度評価結
果は端面処理の善し悪しの影響を受ける。
3 点曲げ試験法による評価結果もまた、
4 点曲げ試験法と同じ理由で、端面処理の
状態に左右される。
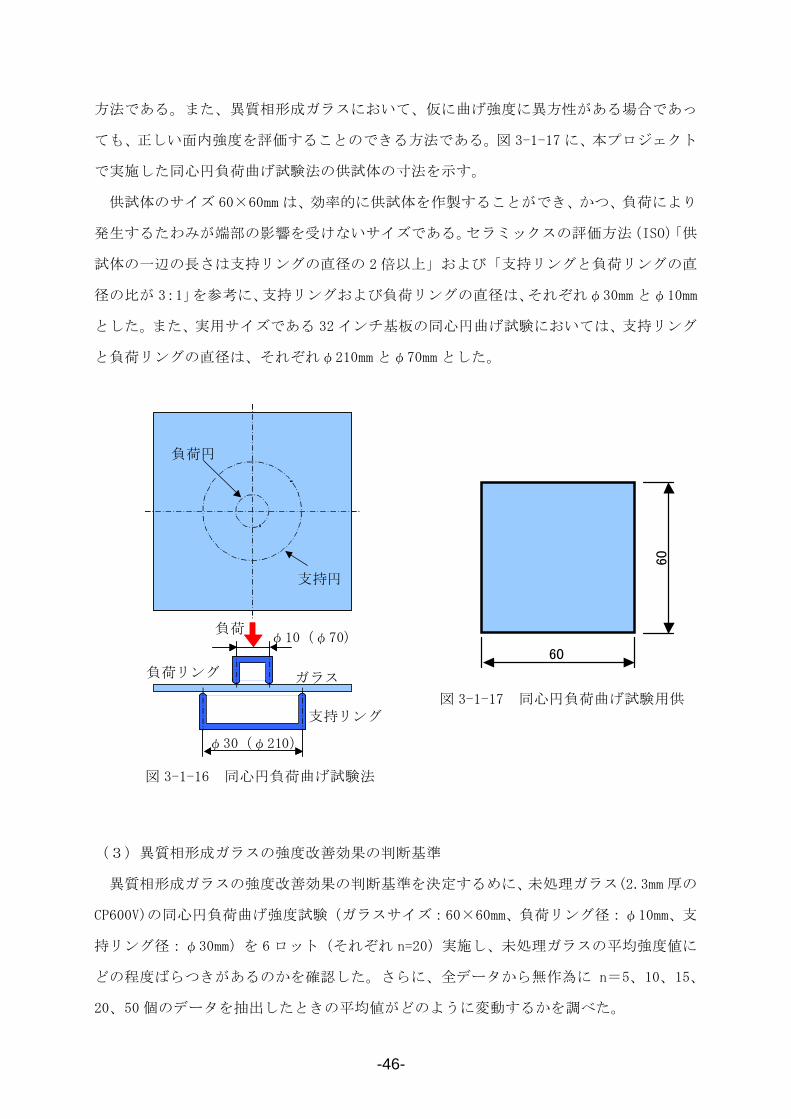
それに比べ、図 3-1-16 に示す同心円負荷曲げ法は、支持リングで支持された共試体に
負荷リングによって負荷をかける方法であり、供試体の支持および供試体への負荷が端面
とは無関係の面内であり、負荷による 大たわみは供試体のほぼ中央に発生することから、
端面の影響を受けずに、異質相を形成した面内の強度を正確に評価できる曲げ強度の評価
表 3-1-9 一次選考したフェムト秒レーザー発振器
図 3-1-15 4 点曲げ試験方法の概略
負荷 供試体
-46-
方法である。また、異質相形成ガラスにおいて、仮に曲げ強度に異方性がある場合であっ
ても、正しい面内強度を評価することのできる方法である。図 3-1-17 に、本プロジェクト
で実施した同心円負荷曲げ試験法の供試体の寸法を示す。
供試体のサイズ 60×60mm は、効率的に供試体を作製することができ、かつ、負荷により
発生するたわみが端部の影響を受けないサイズである。セラミックスの評価方法(ISO)「供
試体の一辺の長さは支持リングの直径の 2 倍以上」および「支持リングと負荷リングの直
径の比が 3:1」を参考に、支持リングおよび負荷リングの直径は、それぞれφ30mm とφ10mm
とした。また、実用サイズである 32 インチ基板の同心円曲げ試験においては、支持リング
と負荷リングの直径は、それぞれφ210mm とφ70mm とした。
(3)異質相形成ガラスの強度改善効果の判断基準
異質相形成ガラスの強度改善効果の判断基準を決定するめに、未処理ガラス(2.3mm 厚の
CP600V)の同心円負荷曲げ強度試験(ガラスサイズ:60×60mm、負荷リング径:φ10mm、支
持リング径:φ30mm)を 6 ロット(それぞれ n=20)実施し、未処理ガラスの平均強度値に
どの程度ばらつきがあるのかを確認した。さらに、全データから無作為に n=5、10、15、
20、50 個のデータを抽出したときの平均値がどのように変動するかを調べた。
負荷円
支持円
ガラス
負荷φ10(φ70)
φ30(φ210)
負荷リング
支持リング
図 3-1-16 同心円負荷曲げ試験法
図 3-1-17 同心円負荷曲げ試験用供
60 60
-47-
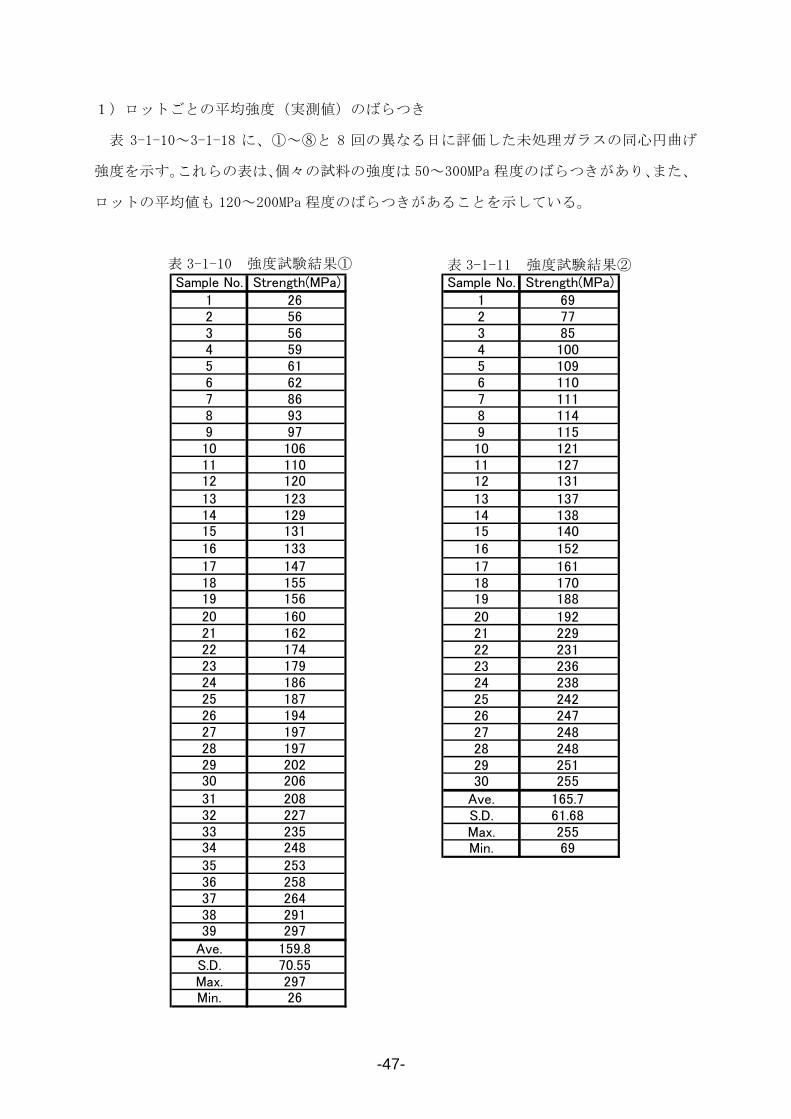
1)ロットごとの平均強度(実測値)のばらつき
表 3-1-10~3-1-18 に、①~⑧と 8 回の異なる日に評価した未処理ガラスの同心円曲げ
強度を示す。これらの表は、個々の試料の強度は 50~300MPa 程度のばらつきがあり、また、
ロットの平均値も 120~200MPa 程度のばらつきがあることを示している。
Sample No. Strength(MPa)1 262 563 564 595 616 627 868 939 9710 10611 11012 12013 12314 12915 13116 13317 14718 15519 15620 16021 16222 17423 17924 18625 18726 19427 19728 19729 20230 20631 20832 22733 23534 24835 25336 25837 26438 29139 297
Ave. 159.8S.D. 70.55Max. 297Min. 26
表 3-1-10 強度試験結果①
Sample No. Strength(MPa)1 692 773 854 1005 1096 1107 1118 1149 11510 12111 12712 13113 13714 13815 14016 15217 16118 17019 18820 19221 22922 23123 23624 23825 24226 24727 24828 24829 25130 255
Ave. 165.7S.D. 61.68Max. 255Min. 69
表 3-1-11 強度試験結果②
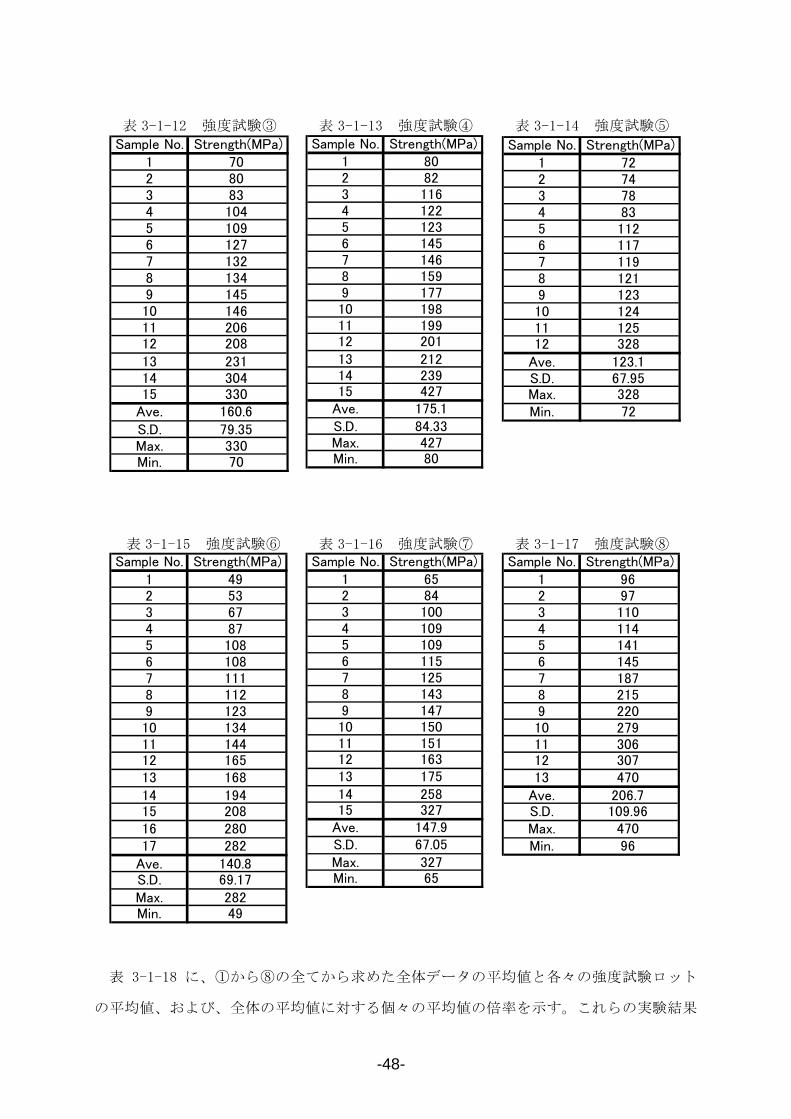
-48-
表 3-1-18 に、①から⑧の全てから求めた全体データの平均値と各々の強度試験ロット
の平均値、および、全体の平均値に対する個々の平均値の倍率を示す。これらの実験結果
Sample No. Strength(MPa)1 702 803 834 1045 1096 1277 1328 1349 14510 14611 20612 20813 23114 30415 330
Ave. 160.6S.D. 79.35Max. 330Min. 70
表 3-1-12 強度試験③ Sample No. Strength(MPa)
1 802 823 1164 1225 1236 1457 1468 1599 17710 19811 19912 20113 21214 23915 427
Ave. 175.1S.D. 84.33Max. 427Min. 80
表 3-1-13 強度試験④
Sample No. Strength(MPa)1 722 743 784 835 1126 1177 1198 1219 12310 12411 12512 328
Ave. 123.1S.D. 67.95Max. 328Min. 72
表 3-1-14 強度試験⑤
Sample No. Strength(MPa)1 492 533 674 875 1086 1087 1118 1129 12310 13411 14412 16513 16814 19415 20816 28017 282
Ave. 140.8S.D. 69.17Max. 282Min. 49
表 3-1-15 強度試験⑥ Sample No. Strength(MPa)
1 652 843 1004 1095 1096 1157 1258 1439 14710 15011 15112 16313 17514 25815 327
Ave. 147.9S.D. 67.05Max. 327Min. 65
表 3-1-16 強度試験⑦ Sample No. Strength(MPa)
1 962 973 1104 1145 1416 1457 1878 2159 22010 27911 30612 30713 470
Ave. 206.7S.D. 109.96Max. 470Min. 96
表 3-1-17 強度試験⑧
-49-
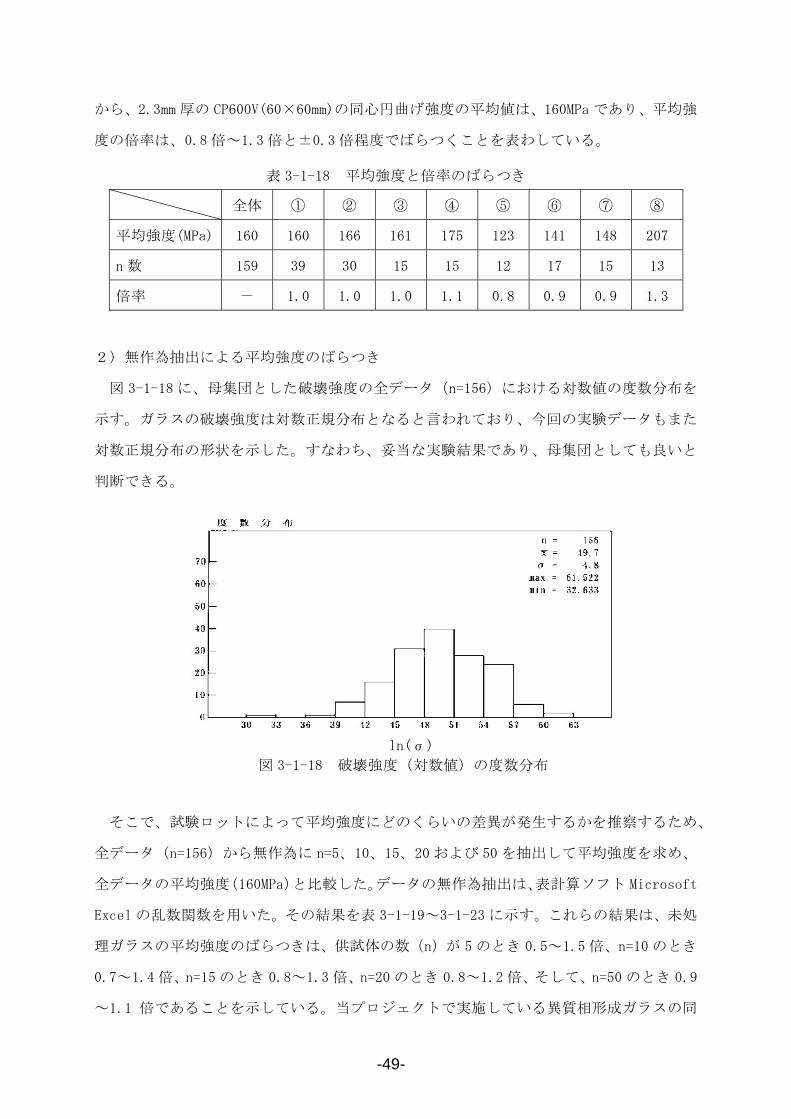
から、2.3mm 厚の CP600V(60×60mm)の同心円曲げ強度の平均値は、160MPa であり、平均強
度の倍率は、0.8 倍~1.3 倍と±0.3 倍程度でばらつくことを表わしている。
2)無作為抽出による平均強度のばらつき
図 3-1-18 に、母集団とした破壊強度の全データ(n=156)における対数値の度数分布を
示す。ガラスの破壊強度は対数正規分布となると言われており、今回の実験データもまた
対数正規分布の形状を示した。すなわち、妥当な実験結果であり、母集団としても良いと
判断できる。
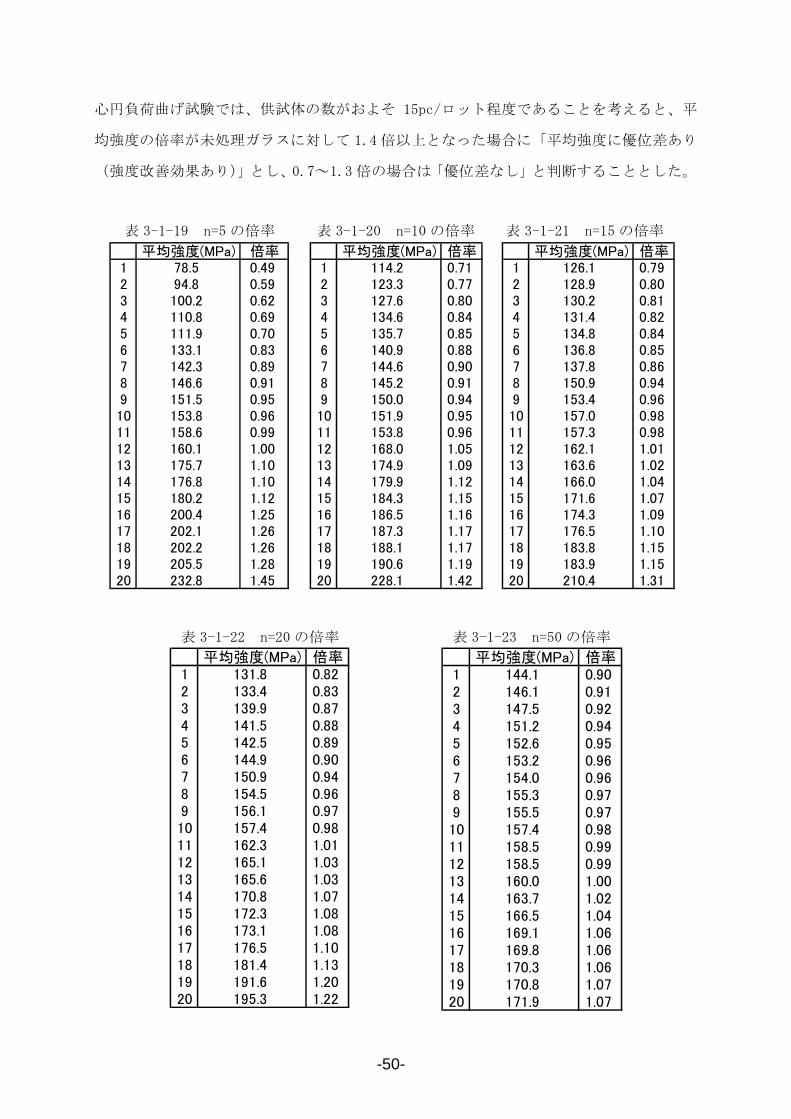
そこで、試験ロットによって平均強度にどのくらいの差異が発生するかを推察するため、
全データ(n=156)から無作為に n=5、10、15、20 および 50 を抽出して平均強度を求め、
全データの平均強度(160MPa)と比較した。データの無作為抽出は、表計算ソフト Microsoft
Excel の乱数関数を用いた。その結果を表 3-1-19~3-1-23 に示す。これらの結果は、未処
理ガラスの平均強度のばらつきは、供試体の数(n)が 5 のとき 0.5~1.5 倍、n=10 のとき
0.7~1.4 倍、n=15 のとき 0.8~1.3 倍、n=20 のとき 0.8~1.2 倍、そして、n=50 のとき 0.9
~1.1 倍であることを示している。当プロジェクトで実施している異質相形成ガラスの同
全体 ① ② ③ ④ ⑤ ⑥ ⑦ ⑧
平均強度(MPa) 160 160 166 161 175 123 141 148 207
n 数 159 39 30 15 15 12 17 15 13
倍率 - 1.0 1.0 1.0 1.1 0.8 0.9 0.9 1.3
表 3-1-18 平均強度と倍率のばらつき
ln(σ)
図 3-1-18 破壊強度(対数値)の度数分布
-50-
心円負荷曲げ試験では、供試体の数がおよそ 15pc/ロット程度であることを考えると、平
均強度の倍率が未処理ガラスに対して 1.4 倍以上となった場合に「平均強度に優位差あり
(強度改善効果あり)」とし、0.7~1.3 倍の場合は「優位差なし」と判断することとした。
平均強度(MPa) 倍率1 131.8 0.822 133.4 0.833 139.9 0.874 141.5 0.885 142.5 0.896 144.9 0.907 150.9 0.948 154.5 0.969 156.1 0.9710 157.4 0.9811 162.3 1.0112 165.1 1.0313 165.6 1.0314 170.8 1.0715 172.3 1.0816 173.1 1.0817 176.5 1.1018 181.4 1.1319 191.6 1.2020 195.3 1.22
表 3-1-22 n=20 の倍率
平均強度(MPa) 倍率1 144.1 0.902 146.1 0.913 147.5 0.924 151.2 0.945 152.6 0.956 153.2 0.967 154.0 0.968 155.3 0.979 155.5 0.9710 157.4 0.9811 158.5 0.9912 158.5 0.9913 160.0 1.0014 163.7 1.0215 166.5 1.0416 169.1 1.0617 169.8 1.0618 170.3 1.0619 170.8 1.0720 171.9 1.07
表 3-1-23 n=50 の倍率
平均強度(MPa) 倍率1 78.5 0.492 94.8 0.593 100.2 0.624 110.8 0.695 111.9 0.706 133.1 0.837 142.3 0.898 146.6 0.919 151.5 0.9510 153.8 0.9611 158.6 0.9912 160.1 1.0013 175.7 1.1014 176.8 1.1015 180.2 1.1216 200.4 1.2517 202.1 1.2618 202.2 1.2619 205.5 1.2820 232.8 1.45
表 3-1-19 n=5 の倍率
平均強度(MPa) 倍率1 114.2 0.712 123.3 0.773 127.6 0.804 134.6 0.845 135.7 0.856 140.9 0.887 144.6 0.908 145.2 0.919 150.0 0.9410 151.9 0.9511 153.8 0.9612 168.0 1.0513 174.9 1.0914 179.9 1.1215 184.3 1.1516 186.5 1.1617 187.3 1.1718 188.1 1.1719 190.6 1.1920 228.1 1.42
表 3-1-20 n=10 の倍率
平均強度(MPa) 倍率1 126.1 0.792 128.9 0.803 130.2 0.814 131.4 0.825 134.8 0.846 136.8 0.857 137.8 0.868 150.9 0.949 153.4 0.9610 157.0 0.9811 157.3 0.9812 162.1 1.0113 163.6 1.0214 166.0 1.0415 171.6 1.0716 174.3 1.0917 176.5 1.1018 183.8 1.1519 183.9 1.1520 210.4 1.31
表 3-1-21 n=15 の倍率
-51-
3-1-3 フェムト秒レーザー照射による異質相形成条件の 適化
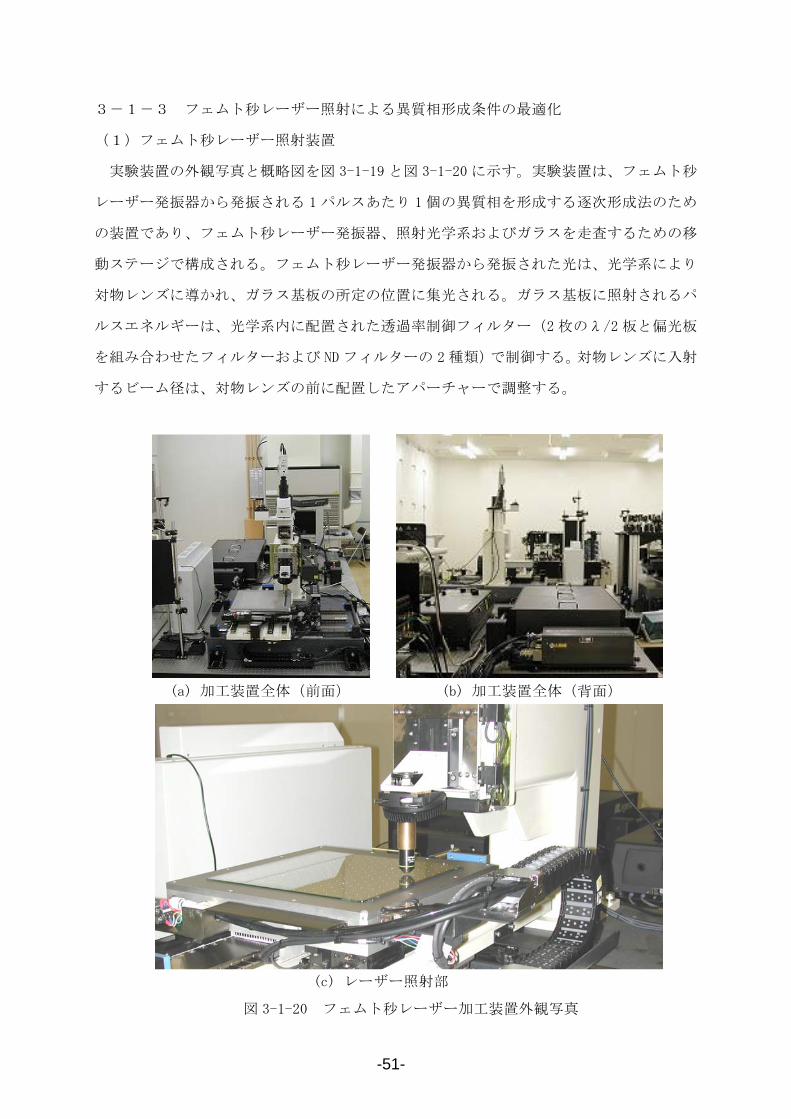
(1)フェムト秒レーザー照射装置
実験装置の外観写真と概略図を図 3-1-19 と図 3-1-20 に示す。実験装置は、フェムト秒
レーザー発振器から発振される 1 パルスあたり 1 個の異質相を形成する逐次形成法のため
の装置であり、フェムト秒レーザー発振器、照射光学系およびガラスを走査するための移
動ステージで構成される。フェムト秒レーザー発振器から発振された光は、光学系により
対物レンズに導かれ、ガラス基板の所定の位置に集光される。ガラス基板に照射されるパ
ルスエネルギーは、光学系内に配置された透過率制御フィルター(2 枚のλ/2 板と偏光板
を組み合わせたフィルターおよび ND フィルターの 2 種類)で制御する。対物レンズに入射
するビーム径は、対物レンズの前に配置したアパーチャーで調整する。
(a) 加工装置全体(前面) (b) 加工装置全体(背面)
(c) レーザー照射部
図 3-1-20 フェムト秒レーザー加工装置外観写真
-52-
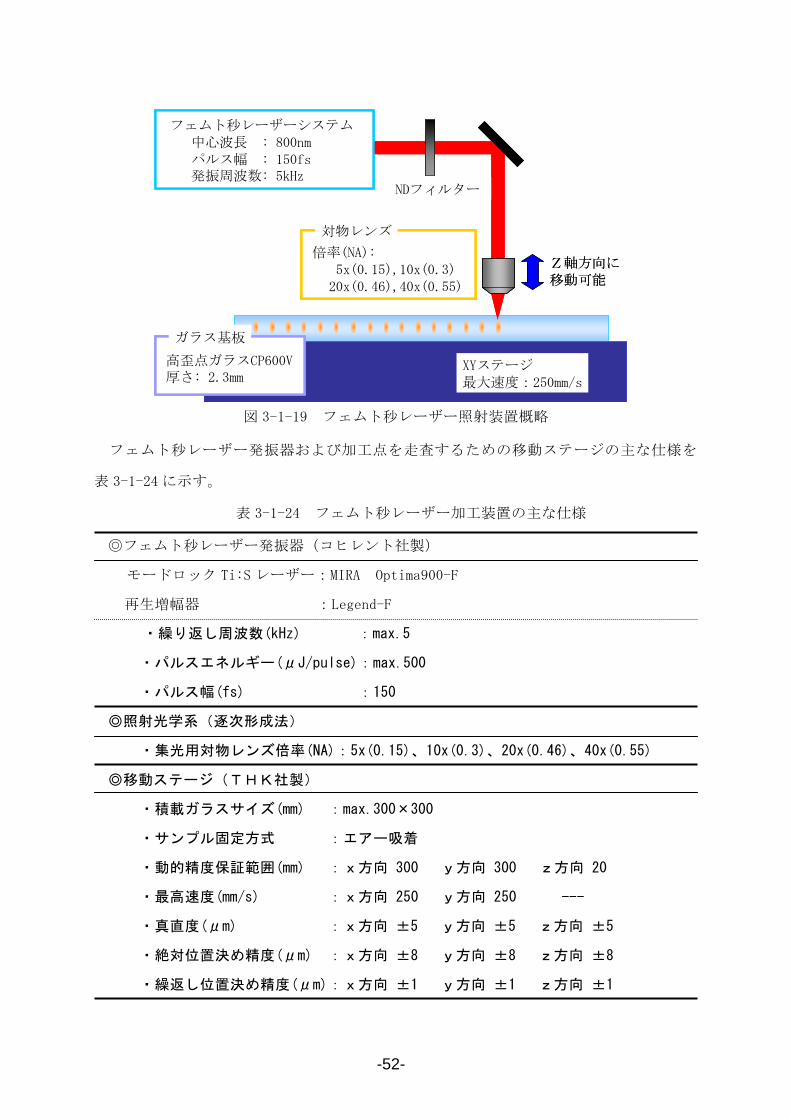
フェムト秒レーザー発振器および加工点を走査するための移動ステージの主な仕様を
表 3-1-24 に示す。
◎フェムト秒レーザー発振器(コヒレント社製)
モードロック Ti:S レーザー:MIRA Optima900-F
再生増幅器 :Legend-F
・繰り返し周波数(kHz) :max.5
・パルスエネルギー(μJ/pulse):max.500
・パルス幅(fs) :150
◎照射光学系(逐次形成法)
・集光用対物レンズ倍率(NA):5x(0.15)、10x(0.3)、20x(0.46)、40x(0.55)
◎移動ステージ(THK社製)
・積載ガラスサイズ(mm) :max.300×300
・サンプル固定方式 :エアー吸着
・動的精度保証範囲(mm) :x方向 300 y方向 300 z方向 20
・最高速度(mm/s) :x方向 250 y方向 250 ---
・真直度(μm) :x方向 ±5 y方向 ±5 z方向 ±5
・絶対位置決め精度(μm) :x方向 ±8 y方向 ±8 z方向 ±8
・繰返し位置決め精度(μm):x方向 ±1 y方向 ±1 z方向 ±1
表 3-1-24 フェムト秒レーザー加工装置の主な仕様
図 3-1-19 フェムト秒レーザー照射装置概略
NDフィルター
フェムト秒レーザーシステム 中心波長 : 800nm
パルス幅 : 150fs 発振周波数: 5kHz
高歪点ガラスCP600V厚さ: 2.3mm
ガラス基板
倍率(NA):5x(0.15),10x(0.3)20x(0.46),40x(0.55)
対物レンズ
XYステージ大速度:250mm/s
Z軸方向に移動可能
NDフィルター
フェムト秒レーザーシステム 中心波長 : 800nm
パルス幅 : 150fs 発振周波数: 5kHz
高歪点ガラスCP600V厚さ: 2.3mm
ガラス基板
高歪点ガラスCP600V厚さ: 2.3mm
ガラス基板
倍率(NA):5x(0.15),10x(0.3)20x(0.46),40x(0.55)
対物レンズ
倍率(NA):5x(0.15),10x(0.3)20x(0.46),40x(0.55)
対物レンズ
XYステージ大速度:250mm/s
Z軸方向に移動可能
-53-
この加工装置を使い、逐次形成法により、300mm 角サイズのガラス基板全面に所定の形
成条件で異質相を形成し、そのガラス基板を切断して同心円負荷曲げ用サンプルを作製す
る。ガラス基板には、セントラル硝子社製高歪み点ガラス(CP600V)を用いた。
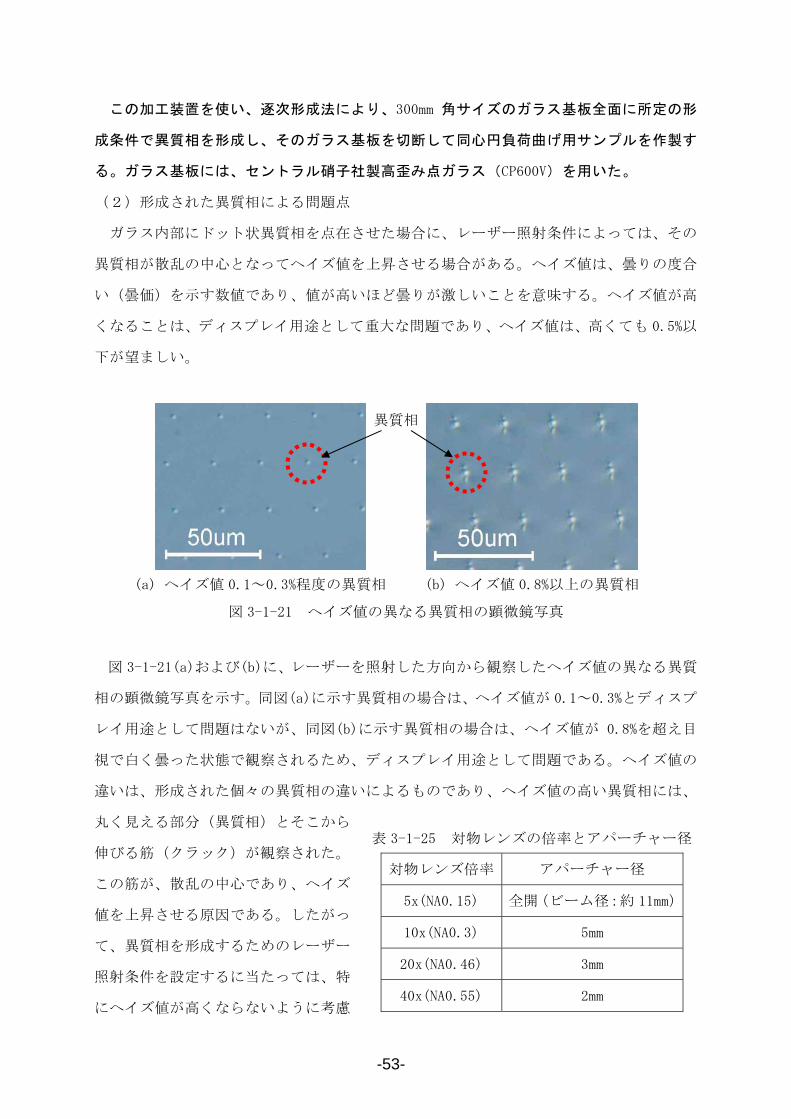
(2)形成された異質相による問題点
ガラス内部にドット状異質相を点在させた場合に、レーザー照射条件によっては、その
異質相が散乱の中心となってヘイズ値を上昇させる場合がある。ヘイズ値は、曇りの度合
い(曇価)を示す数値であり、値が高いほど曇りが激しいことを意味する。ヘイズ値が高
くなることは、ディスプレイ用途として重大な問題であり、ヘイズ値は、高くても 0.5%以
下が望ましい。
図 3-1-21(a)および(b)に、レーザーを照射した方向から観察したヘイズ値の異なる異質
相の顕微鏡写真を示す。同図(a)に示す異質相の場合は、ヘイズ値が 0.1~0.3%とディスプ
レイ用途として問題はないが、同図(b)に示す異質相の場合は、ヘイズ値が 0.8%を超え目
視で白く曇った状態で観察されるため、ディスプレイ用途として問題である。ヘイズ値の
違いは、形成された個々の異質相の違いによるものであり、ヘイズ値の高い異質相には、
丸く見える部分(異質相)とそこから
伸びる筋(クラック)が観察された。
この筋が、散乱の中心であり、ヘイズ
値を上昇させる原因である。したがっ
て、異質相を形成するためのレーザー
照射条件を設定するに当たっては、特
にヘイズ値が高くならないように考慮
対物レンズ倍率 アパーチャー径
5x(NA0.15) 全開(ビーム径:約 11mm)
10x(NA0.3) 5mm
20x(NA0.46) 3mm
40x(NA0.55) 2mm
表 3-1-25 対物レンズの倍率とアパーチャー径
(b) ヘイズ値 0.8%以上の異質相 (a) ヘイズ値 0.1~0.3%程度の異質相
図 3-1-21 ヘイズ値の異なる異質相の顕微鏡写真
異質相
-54-
し、パルスエネルギーの大きさを決めなければならない。この筋の発生を抑制するために
は、異質相を形成する際のパルスエネルギーを低く抑えること、また、対物レンズに入射
するビーム径をアパーチャーにより細く絞ることが有効であることを確認した。使用する
対物レンズの倍率ごとに決めたアパーチャーの径は、表 3-1-25 に示す通りである。
(3) 異質相形成条件の 適化
1)実験計画法を使った異質相形成条件と曲げ強度の関係調査
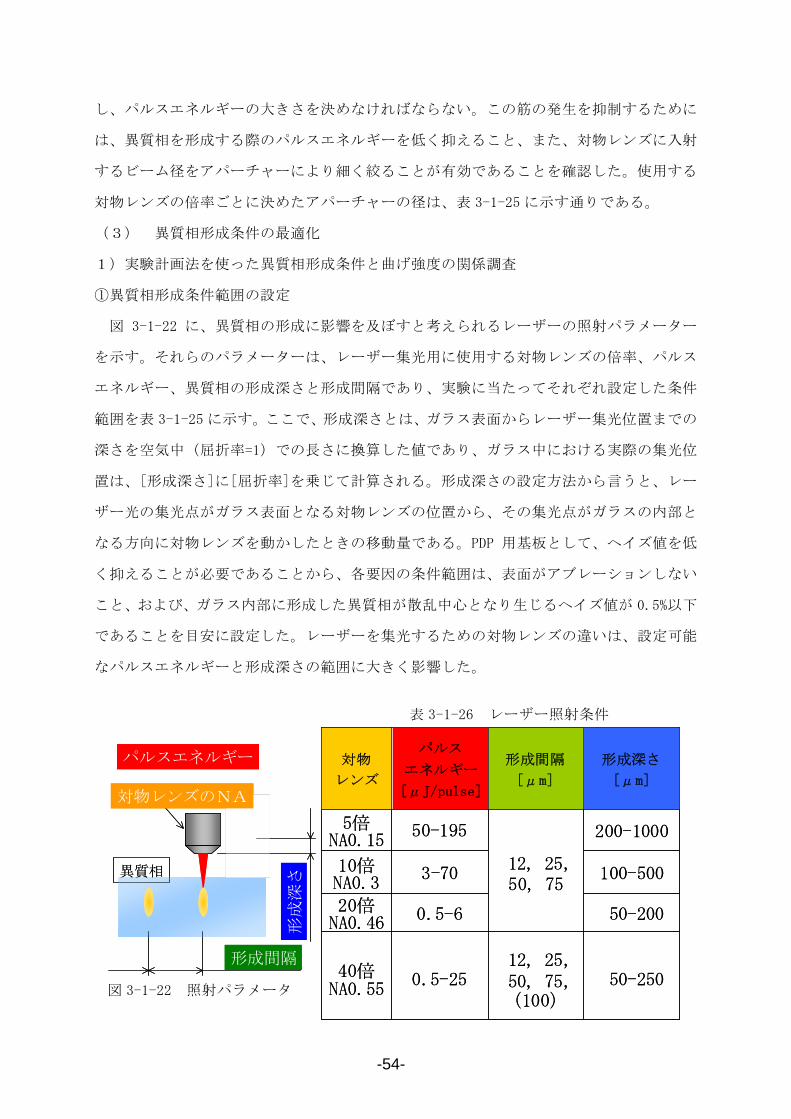
①異質相形成条件範囲の設定
図 3-1-22 に、異質相の形成に影響を及ぼすと考えられるレーザーの照射パラメーター
を示す。それらのパラメーターは、レーザー集光用に使用する対物レンズの倍率、パルス
エネルギー、異質相の形成深さと形成間隔であり、実験に当たってそれぞれ設定した条件
範囲を表 3-1-25 に示す。ここで、形成深さとは、ガラス表面からレーザー集光位置までの
深さを空気中(屈折率=1)での長さに換算した値であり、ガラス中における実際の集光位
置は、[形成深さ]に[屈折率]を乗じて計算される。形成深さの設定方法から言うと、レー
ザー光の集光点がガラス表面となる対物レンズの位置から、その集光点がガラスの内部と
なる方向に対物レンズを動かしたときの移動量である。PDP 用基板として、ヘイズ値を低
く抑えることが必要であることから、各要因の条件範囲は、表面がアブレーションしない
こと、および、ガラス内部に形成した異質相が散乱中心となり生じるヘイズ値が 0.5%以下
であることを目安に設定した。レーザーを集光するための対物レンズの違いは、設定可能
なパルスエネルギーと形成深さの範囲に大きく影響した。
図 3-1-22 照射パラメータ
形成間隔
対物レンズのNA
パルスエネルギー
形成
深さ異質相
形成間隔
対物レンズのNA
パルスエネルギー
形成
深さ異質相
表 3-1-26 レーザー照射条件
12, 25,50, 75,(100)
50-2500.5-2540倍NA0.55
50-2000.5-620倍NA0.46
100-5003-7010倍NA0.3
200-1000
12, 25,50, 75
50-1955倍NA0.15
形成深さ
[μm]
形成間隔
[μm]
パルス
エネルギー
[μJ/pulse]
対物
レンズ
12, 25,50, 75,(100)
50-2500.5-2540倍NA0.55
50-2000.5-620倍NA0.46
100-5003-7010倍NA0.3
200-1000
12, 25,50, 75
50-1955倍NA0.15
形成深さ
[μm]
形成間隔
[μm]
パルス
エネルギー
[μJ/pulse]
対物
レンズ
-55-
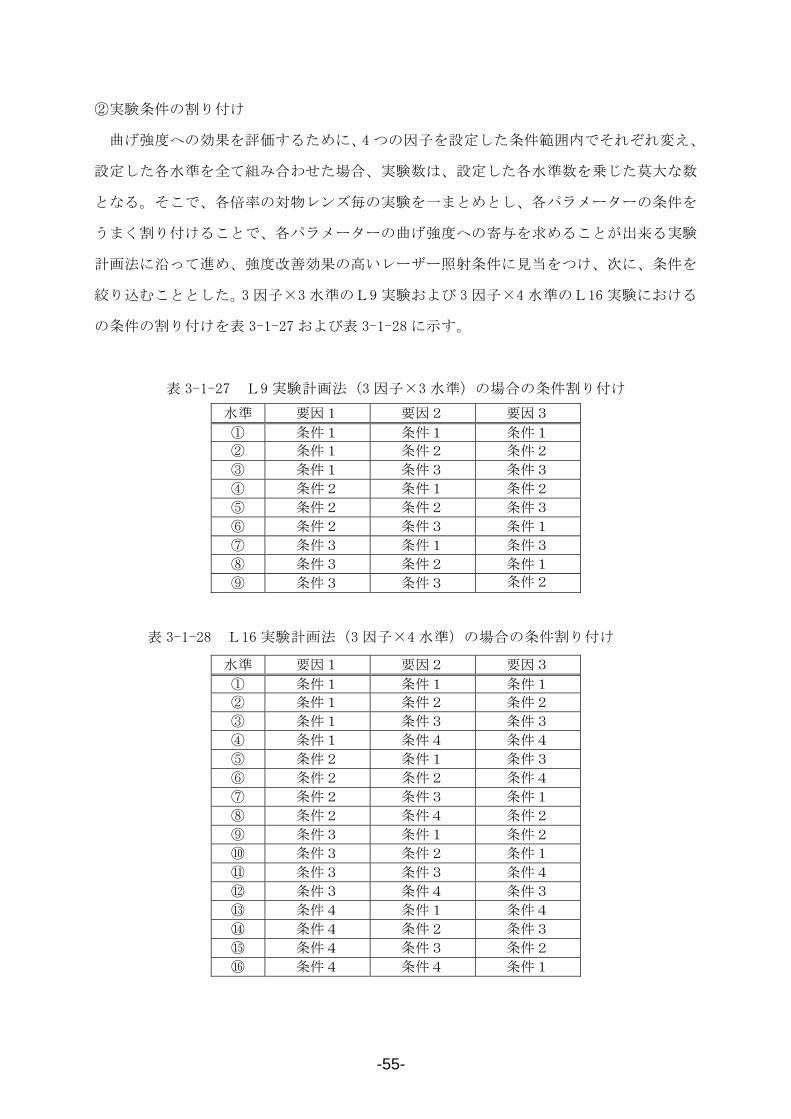
②実験条件の割り付け
曲げ強度への効果を評価するために、4 つの因子を設定した条件範囲内でそれぞれ変え、
設定した各水準を全て組み合わせた場合、実験数は、設定した各水準数を乗じた莫大な数
となる。そこで、各倍率の対物レンズ毎の実験を一まとめとし、各パラメーターの条件を
うまく割り付けることで、各パラメーターの曲げ強度への寄与を求めることが出来る実験
計画法に沿って進め、強度改善効果の高いレーザー照射条件に見当をつけ、次に、条件を
絞り込むこととした。3 因子×3 水準のL9 実験および 3 因子×4 水準のL16 実験における
の条件の割り付けを表 3-1-27 および表 3-1-28 に示す。
水準 要因1 要因2 要因3
① 条件1 条件1 条件1
② 条件1 条件2 条件2
③ 条件1 条件3 条件3
④ 条件2 条件1 条件2
⑤ 条件2 条件2 条件3
⑥ 条件2 条件3 条件1
⑦ 条件3 条件1 条件3
⑧ 条件3 条件2 条件1
⑨ 条件3 条件3 条件2
水準 要因1 要因2 要因3
① 条件1 条件1 条件1
② 条件1 条件2 条件2
③ 条件1 条件3 条件3
④ 条件1 条件4 条件4
⑤ 条件2 条件1 条件3
⑥ 条件2 条件2 条件4
⑦ 条件2 条件3 条件1
⑧ 条件2 条件4 条件2
⑨ 条件3 条件1 条件2
⑩ 条件3 条件2 条件1
⑪ 条件3 条件3 条件4
⑫ 条件3 条件4 条件3
⑬ 条件4 条件1 条件4
⑭ 条件4 条件2 条件3
⑮ 条件4 条件3 条件2
⑯ 条件4 条件4 条件1
表 3-1-28 L16 実験計画法(3 因子×4 水準)の場合の条件割り付け
表 3-1-27 L9 実験計画法(3 因子×3 水準)の場合の条件割り付け
-56-
③異質相形成条件が破壊強度に及ぼす影響調査
ガラス基板内部に異質相を形成するためのフェムト秒レーザー照射条件について、その
ガラス基板の曲げ強度に及ぼす影響を調べた。フェムト秒レーザー照射パラメーターは、
レーザー光を集光する対物レンズの倍率(NA)、パルスエネルギー、形成する異質相の深さ
および間隔である。ガラス基板の曲げ強度は、表面に存在する無数のクラックの分布や大
きさに依存してばらつくため、第 3 章で求めた判断基準、すなわち、異質相形成ガラスの
破壊応力の平均値が未処理ガラスの平均強度に比べて、1.3 倍を超えた場合、あるいは、
0.8 倍を下回った場合に、フェムト秒レーザー照射による異質相形成が、破壊応力に影響
を及ぼしたとみなす。
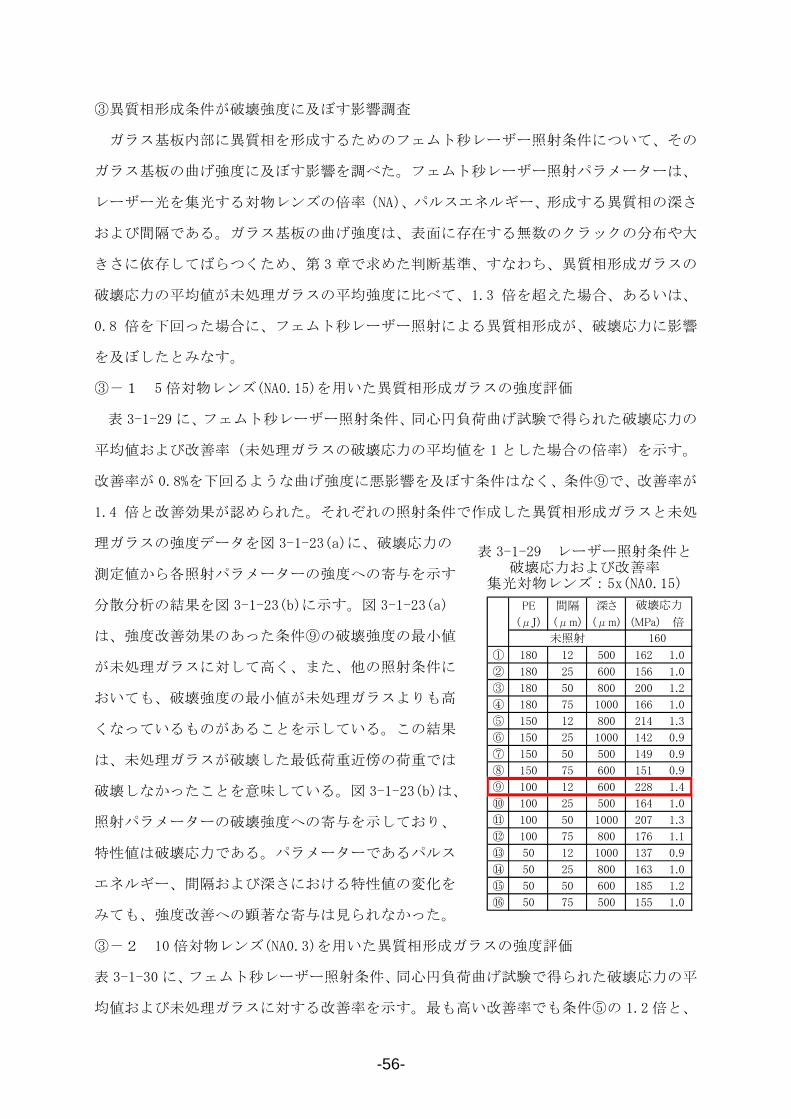
③-1 5 倍対物レンズ(NA0.15)を用いた異質相形成ガラスの強度評価
表 3-1-29 に、フェムト秒レーザー照射条件、同心円負荷曲げ試験で得られた破壊応力の
平均値および改善率(未処理ガラスの破壊応力の平均値を 1 とした場合の倍率)を示す。
改善率が 0.8%を下回るような曲げ強度に悪影響を及ぼす条件はなく、条件⑨で、改善率が
1.4 倍と改善効果が認められた。それぞれの照射条件で作成した異質相形成ガラスと未処
理ガラスの強度データを図 3-1-23(a)に、破壊応力の
測定値から各照射パラメーターの強度への寄与を示す
分散分析の結果を図 3-1-23(b)に示す。図 3-1-23(a)
は、強度改善効果のあった条件⑨の破壊強度の 小値
が未処理ガラスに対して高く、また、他の照射条件に
おいても、破壊強度の 小値が未処理ガラスよりも高
くなっているものがあることを示している。この結果
は、未処理ガラスが破壊した 低荷重近傍の荷重では
破壊しなかったことを意味している。図 3-1-23(b)は、
照射パラメーターの破壊強度への寄与を示しており、
特性値は破壊応力である。パラメーターであるパルス
エネルギー、間隔および深さにおける特性値の変化を
みても、強度改善への顕著な寄与は見られなかった。
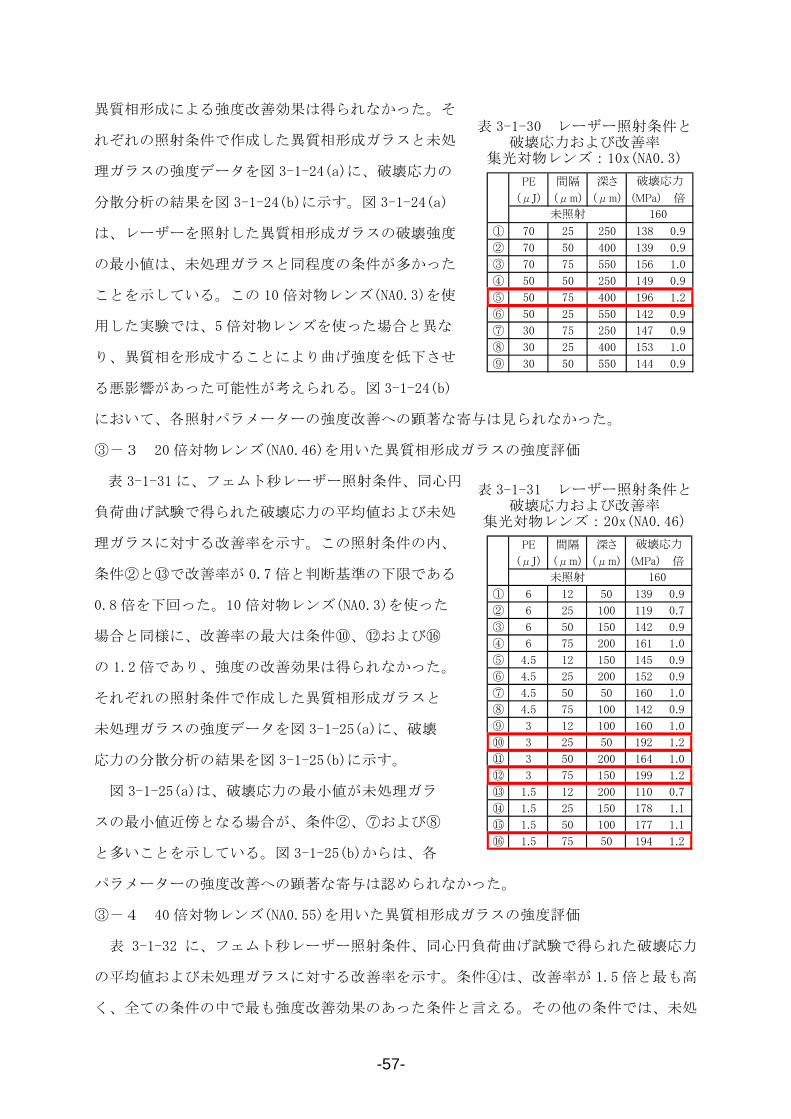
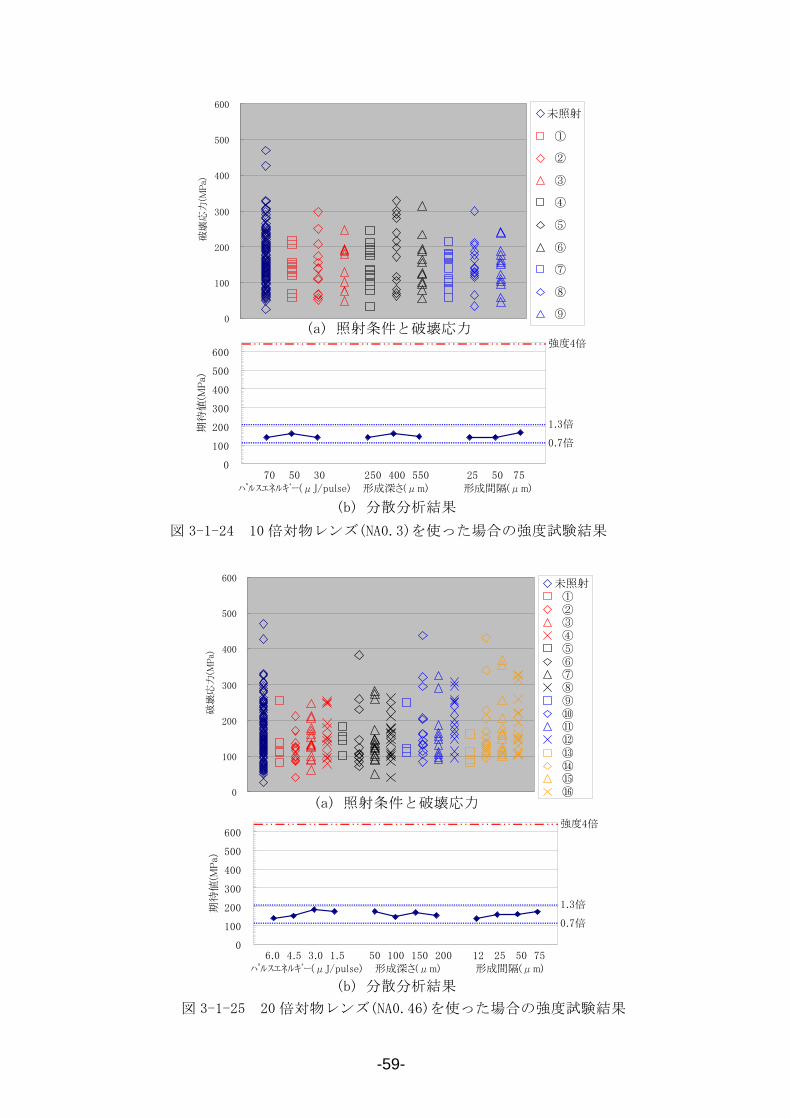
③-2 10 倍対物レンズ(NA0.3)を用いた異質相形成ガラスの強度評価
表 3-1-30 に、フェムト秒レーザー照射条件、同心円負荷曲げ試験で得られた破壊応力の平
均値および未処理ガラスに対する改善率を示す。 も高い改善率でも条件⑤の 1.2 倍と、
PE 間隔 深さ
(μJ) (μm) (μm) (MPa) 倍
① 180 12 500 162 1.0
② 180 25 600 156 1.0
③ 180 50 800 200 1.2
④ 180 75 1000 166 1.0
⑤ 150 12 800 214 1.3
⑥ 150 25 1000 142 0.9
⑦ 150 50 500 149 0.9
⑧ 150 75 600 151 0.9
⑨ 100 12 600 228 1.4
⑩ 100 25 500 164 1.0
⑪ 100 50 1000 207 1.3
⑫ 100 75 800 176 1.1
⑬ 50 12 1000 137 0.9
⑭ 50 25 800 163 1.0
⑮ 50 50 600 185 1.2
⑯ 50 75 500 155 1.0
未照射 160
破壊応力
表 3-1-29 レーザー照射条件と 破壊応力および改善率
集光対物レンズ:5x(NA0.15)
-57-
異質相形成による強度改善効果は得られなかった。そ
れぞれの照射条件で作成した異質相形成ガラスと未処
理ガラスの強度データを図 3-1-24(a)に、破壊応力の
分散分析の結果を図 3-1-24(b)に示す。図 3-1-24(a)
は、レーザーを照射した異質相形成ガラスの破壊強度
の 小値は、未処理ガラスと同程度の条件が多かった
ことを示している。この 10 倍対物レンズ(NA0.3)を使
用した実験では、5 倍対物レンズを使った場合と異な
り、異質相を形成することにより曲げ強度を低下させ
る悪影響があった可能性が考えられる。図 3-1-24(b)
において、各照射パラメーターの強度改善への顕著な寄与は見られなかった。
③-3 20 倍対物レンズ(NA0.46)を用いた異質相形成ガラスの強度評価
表 3-1-31 に、フェムト秒レーザー照射条件、同心円
負荷曲げ試験で得られた破壊応力の平均値および未処
理ガラスに対する改善率を示す。この照射条件の内、
条件②と⑬で改善率が 0.7 倍と判断基準の下限である
0.8 倍を下回った。10 倍対物レンズ(NA0.3)を使った
場合と同様に、改善率の 大は条件⑩、⑫および⑯
の 1.2 倍であり、強度の改善効果は得られなかった。
それぞれの照射条件で作成した異質相形成ガラスと
未処理ガラスの強度データを図 3-1-25(a)に、破壊
応力の分散分析の結果を図 3-1-25(b)に示す。
図 3-1-25(a)は、破壊応力の 小値が未処理ガラ
スの 小値近傍となる場合が、条件②、⑦および⑧
と多いことを示している。図 3-1-25(b)からは、各
パラメーターの強度改善への顕著な寄与は認められなかった。
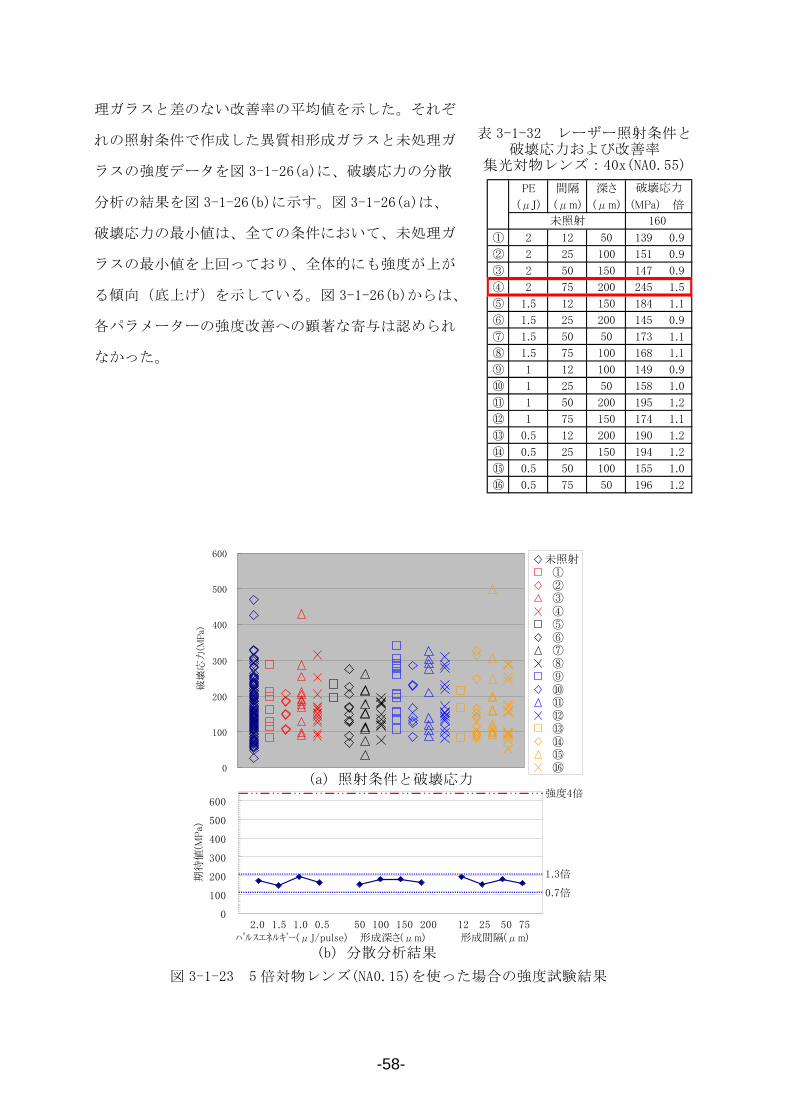
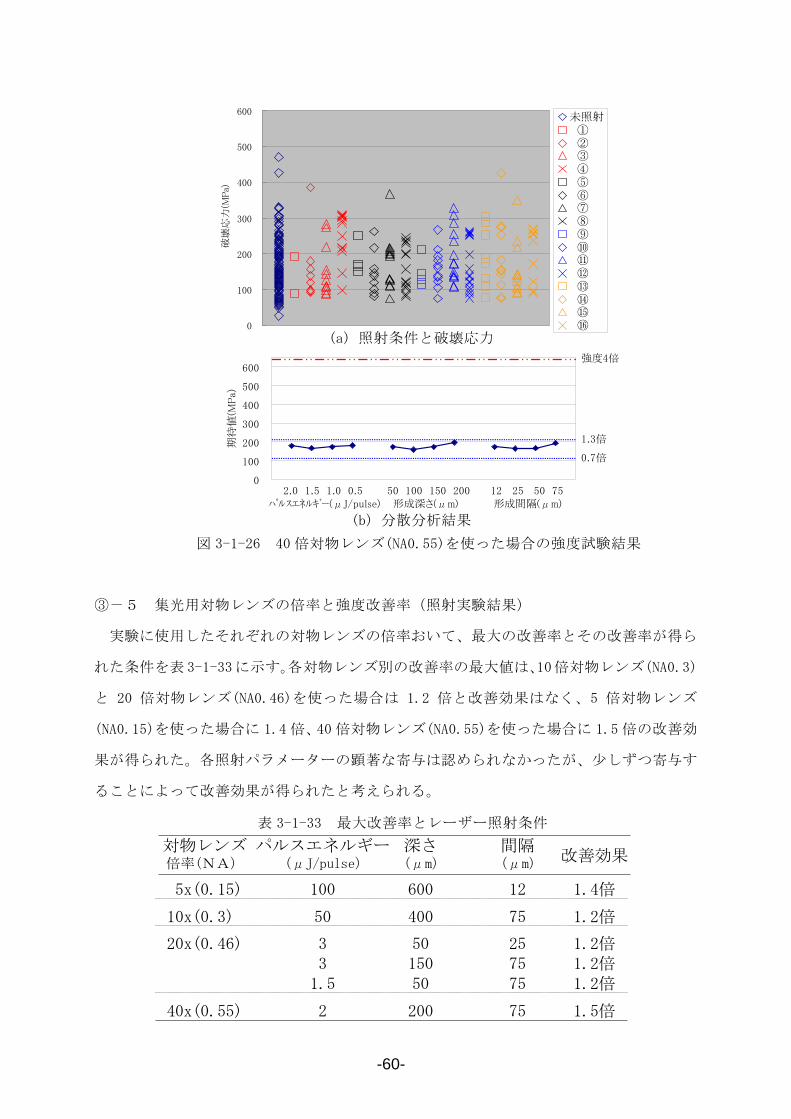
③-4 40 倍対物レンズ(NA0.55)を用いた異質相形成ガラスの強度評価
表 3-1-32 に、フェムト秒レーザー照射条件、同心円負荷曲げ試験で得られた破壊応力
の平均値および未処理ガラスに対する改善率を示す。条件④は、改善率が 1.5 倍と も高
く、全ての条件の中で も強度改善効果のあった条件と言える。その他の条件では、未処
PE 間隔 深さ
(μJ) (μm) (μm) (MPa) 倍
① 70 25 250 138 0.9
② 70 50 400 139 0.9
③ 70 75 550 156 1.0
④ 50 50 250 149 0.9
⑤ 50 75 400 196 1.2
⑥ 50 25 550 142 0.9
⑦ 30 75 250 147 0.9
⑧ 30 25 400 153 1.0
⑨ 30 50 550 144 0.9
未照射 160
破壊応力
表 3-1-30 レーザー照射条件と 破壊応力および改善率
集光対物レンズ:10x(NA0.3)
PE 間隔 深さ
(μJ) (μm) (μm) (MPa) 倍
① 6 12 50 139 0.9
② 6 25 100 119 0.7
③ 6 50 150 142 0.9
④ 6 75 200 161 1.0
⑤ 4.5 12 150 145 0.9
⑥ 4.5 25 200 152 0.9
⑦ 4.5 50 50 160 1.0
⑧ 4.5 75 100 142 0.9
⑨ 3 12 100 160 1.0
⑩ 3 25 50 192 1.2
⑪ 3 50 200 164 1.0
⑫ 3 75 150 199 1.2
⑬ 1.5 12 200 110 0.7
⑭ 1.5 25 150 178 1.1
⑮ 1.5 50 100 177 1.1
⑯ 1.5 75 50 194 1.2
未照射 160
破壊応力
表 3-1-31 レーザー照射条件と 破壊応力および改善率
集光対物レンズ:20x(NA0.46)
-58-
理ガラスと差のない改善率の平均値を示した。それぞ
れの照射条件で作成した異質相形成ガラスと未処理ガ
ラスの強度データを図 3-1-26(a)に、破壊応力の分散
分析の結果を図 3-1-26(b)に示す。図 3-1-26(a)は、
破壊応力の 小値は、全ての条件において、未処理ガ
ラスの 小値を上回っており、全体的にも強度が上が
る傾向(底上げ)を示している。図 3-1-26(b)からは、
各パラメーターの強度改善への顕著な寄与は認められ
なかった。
PE 間隔 深さ
(μJ) (μm) (μm) (MPa) 倍
① 2 12 50 139 0.9
② 2 25 100 151 0.9
③ 2 50 150 147 0.9
④ 2 75 200 245 1.5
⑤ 1.5 12 150 184 1.1
⑥ 1.5 25 200 145 0.9
⑦ 1.5 50 50 173 1.1
⑧ 1.5 75 100 168 1.1
⑨ 1 12 100 149 0.9
⑩ 1 25 50 158 1.0
⑪ 1 50 200 195 1.2
⑫ 1 75 150 174 1.1
⑬ 0.5 12 200 190 1.2
⑭ 0.5 25 150 194 1.2
⑮ 0.5 50 100 155 1.0
⑯ 0.5 75 50 196 1.2
未照射 160
破壊応力
表 3-1-32 レーザー照射条件と 破壊応力および改善率
集光対物レンズ:40x(NA0.55)
0
100
200
300
400
500
600
破壊
応力
(MPa)
未照射 ① ② ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ ⑪ ⑫ ⑬ ⑭ ⑮ ⑯
(a) 照射条件と破壊応力
図 3-1-23 5 倍対物レンズ(NA0.15)を使った場合の強度試験結果
(b) 分散分析結果
2.0 1.5 1.0 0.5 パルスエネルギー(μJ/pulse)
12 25 50 75 形成間隔(μm)
50 100 150 200 形成深さ(μm)
0
100
200
300
400
500
600
期待
値(M
Pa)
強度4倍
1.3倍
0.7倍
-59-
(b) 分散分析結果
0
100
200
300
400
500
600
破壊
応力
(MPa)
未照射
①
②
③
④
⑤
⑥
⑦
⑧
⑨
(a) 照射条件と破壊応力
図 3-1-24 10 倍対物レンズ(NA0.3)を使った場合の強度試験結果
0
100
200
300
400
500
600
破壊
応力
(MPa)
未照射 ① ② ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ ⑪ ⑫ ⑬ ⑭ ⑮ ⑯
(a) 照射条件と破壊応力
図 3-1-25 20 倍対物レンズ(NA0.46)を使った場合の強度試験結果
(b) 分散分析結果
6.0 4.5 3.0 1.5 パルスエネルギー(μJ/pulse)
12 25 50 75 形成間隔(μm)
50 100 150 200 形成深さ(μm)
0
100
200
300
400
500
600
期待
値(M
Pa)
強度4倍
1.3倍
0.7倍
70 50 30 パルスエネルギー(μJ/pulse)
25 50 75 形成間隔(μm)
250 400 550 形成深さ(μm)
0
100
200
300
400
500
600
期待
値(M
Pa)
強度4倍
1.3倍
0.7倍
-60-
③-5 集光用対物レンズの倍率と強度改善率(照射実験結果)
実験に使用したそれぞれの対物レンズの倍率おいて、 大の改善率とその改善率が得ら
れた条件を表3-1-33に示す。各対物レンズ別の改善率の 大値は、10倍対物レンズ(NA0.3)
と 20 倍対物レンズ(NA0.46)を使った場合は 1.2 倍と改善効果はなく、5 倍対物レンズ
(NA0.15)を使った場合に 1.4 倍、40 倍対物レンズ(NA0.55)を使った場合に 1.5 倍の改善効
果が得られた。各照射パラメーターの顕著な寄与は認められなかったが、少しずつ寄与す
ることによって改善効果が得られたと考えられる。
0
100
200
300
400
500
600
破壊
応力
(MPa)
未照射 ① ② ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ ⑪ ⑫ ⑬ ⑭ ⑮ ⑯
(a) 照射条件と破壊応力
図 3-1-26 40 倍対物レンズ(NA0.55)を使った場合の強度試験結果
(b) 分散分析結果
表 3-1-33 大改善率とレーザー照射条件
対物レンズ倍率(NA)
5x(0.15)
10x(0.3)
20x(0.46)
40x(0.55)
間隔(μm)
12
75
257575
75
パルスエネルギー(μJ/pulse)
100
50
33
1.5
2
深さ(μm)
600
400
5015050
200
改善効果
1.4倍
1.2倍
1.2倍1.2倍1.2倍
1.5倍
2.0 1.5 1.0 0.5 パルスエネルギー(μJ/pulse)
12 25 50 75 形成間隔(μm)
50 100 150 200 形成深さ(μm)
0
100
200
300
400
500
600
期待
値(M
Pa)
強度4倍
1.3倍
0.7倍
-61-
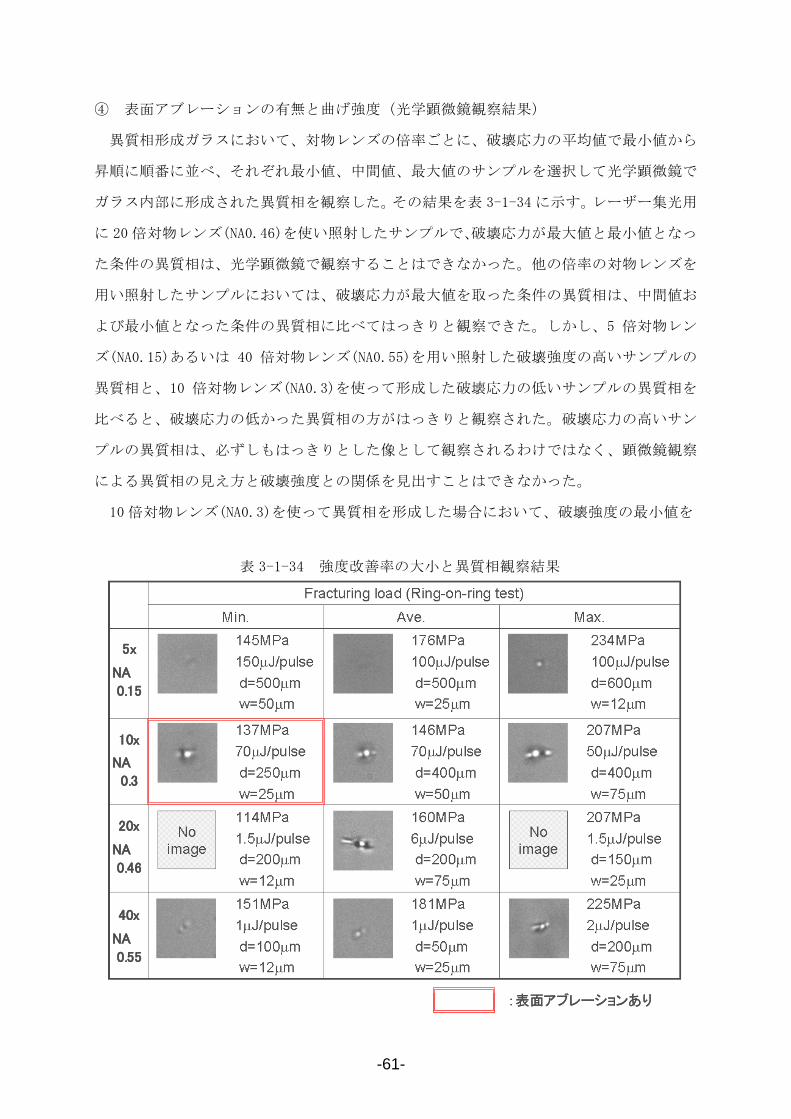
④ 表面アブレーションの有無と曲げ強度(光学顕微鏡観察結果)
異質相形成ガラスにおいて、対物レンズの倍率ごとに、破壊応力の平均値で 小値から
昇順に順番に並べ、それぞれ 小値、中間値、 大値のサンプルを選択して光学顕微鏡で
ガラス内部に形成された異質相を観察した。その結果を表 3-1-34 に示す。レーザー集光用
に 20 倍対物レンズ(NA0.46)を使い照射したサンプルで、破壊応力が 大値と 小値となっ
た条件の異質相は、光学顕微鏡で観察することはできなかった。他の倍率の対物レンズを
用い照射したサンプルにおいては、破壊応力が 大値を取った条件の異質相は、中間値お
よび 小値となった条件の異質相に比べてはっきりと観察できた。しかし、5 倍対物レン
ズ(NA0.15)あるいは 40 倍対物レンズ(NA0.55)を用い照射した破壊強度の高いサンプルの
異質相と、10 倍対物レンズ(NA0.3)を使って形成した破壊応力の低いサンプルの異質相を
比べると、破壊応力の低かった異質相の方がはっきりと観察された。破壊応力の高いサン
プルの異質相は、必ずしもはっきりとした像として観察されるわけではなく、顕微鏡観察
による異質相の見え方と破壊強度との関係を見出すことはできなかった。
10 倍対物レンズ(NA0.3)を使って異質相を形成した場合において、破壊強度の 小値を
:表面アブレーションあり
5x
NA
0.15
40x
NA
0.55
10x
NA
0.3
20x
NA
0.46
:表面アブレーションあり
5x
NA
0.15
5x
NA
0.15
40x
NA
0.55
40x
NA
0.55
10x
NA
0.3
10x
NA
0.3
20x
NA
0.46
20x
NA
0.46
表 3-1-34 強度改善率の大小と異質相観察結果
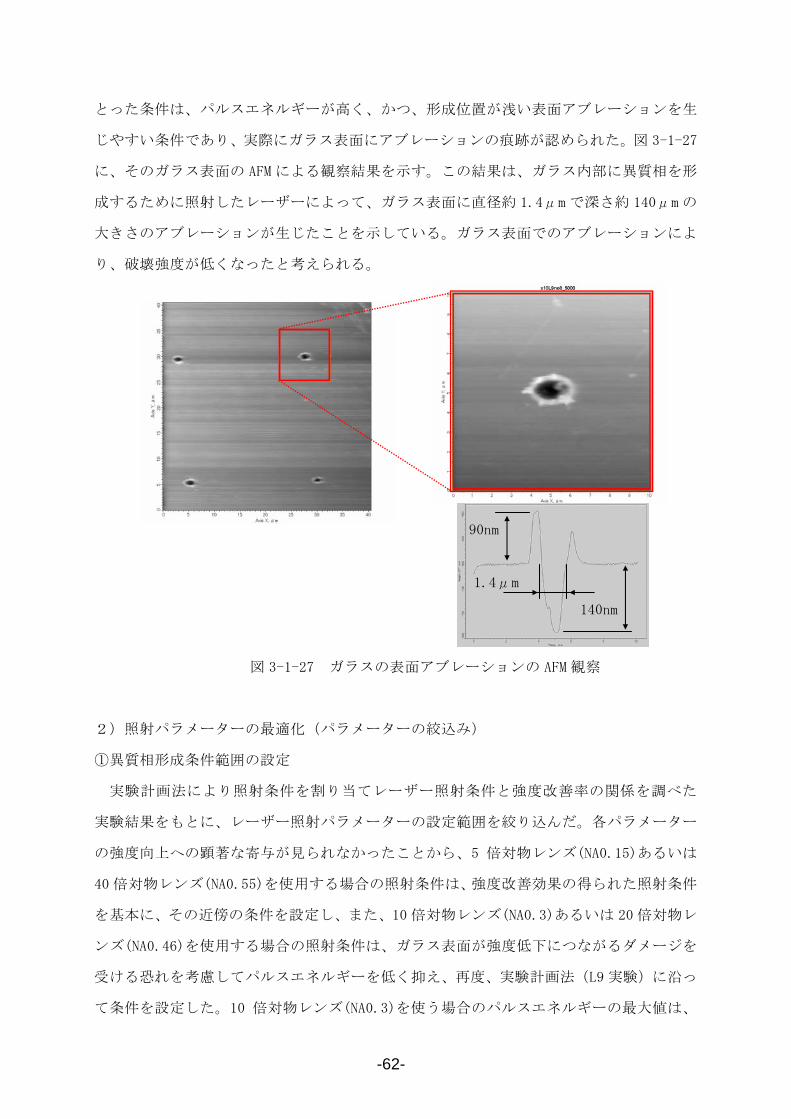
-62-
とった条件は、パルスエネルギーが高く、かつ、形成位置が浅い表面アブレーションを生
じやすい条件であり、実際にガラス表面にアブレーションの痕跡が認められた。図 3-1-27
に、そのガラス表面の AFM による観察結果を示す。この結果は、ガラス内部に異質相を形
成するために照射したレーザーによって、ガラス表面に直径約 1.4μm で深さ約 140μm の
大きさのアブレーションが生じたことを示している。ガラス表面でのアブレーションによ
り、破壊強度が低くなったと考えられる。
2)照射パラメーターの 適化(パラメーターの絞込み)
①異質相形成条件範囲の設定
実験計画法により照射条件を割り当てレーザー照射条件と強度改善率の関係を調べた
実験結果をもとに、レーザー照射パラメーターの設定範囲を絞り込んだ。各パラメーター
の強度向上への顕著な寄与が見られなかったことから、5 倍対物レンズ(NA0.15)あるいは
40 倍対物レンズ(NA0.55)を使用する場合の照射条件は、強度改善効果の得られた照射条件
を基本に、その近傍の条件を設定し、また、10 倍対物レンズ(NA0.3)あるいは 20 倍対物レ
ンズ(NA0.46)を使用する場合の照射条件は、ガラス表面が強度低下につながるダメージを
受ける恐れを考慮してパルスエネルギーを低く抑え、再度、実験計画法(L9 実験)に沿っ
て条件を設定した。10 倍対物レンズ(NA0.3)を使う場合のパルスエネルギーの 大値は、
図 3-1-27 ガラスの表面アブレーションの AFM 観察
1.4μm
90nm
140nm
-63-
9μJ/pulse と前回の約 1/8 と低くし、また、20 倍対物レンズ(NA0.46)を使う場合のパルス
エネルギーの 大値は、先の実験で設定した 小のパルスエネルギー1.5μJ/pulse とした。
②異質相形成条件が破壊強度に及ぼす影響調査
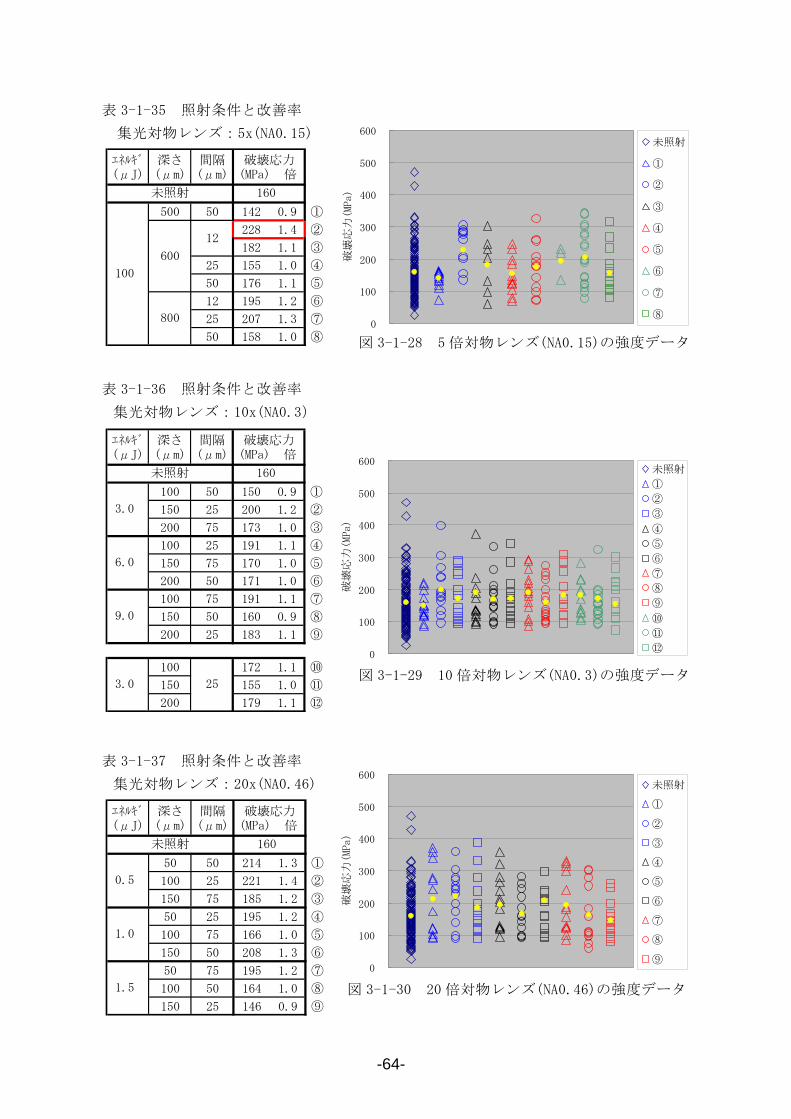
②-1 5 倍対物レンズ(NA0.15)を用いた異質相形成ガラスの強度評価
表 3-1-35 に、フェムト秒レーザー照射条件、同心円負荷曲げ試験で得られた破壊応力
の平均値とその改善率を示す。条件②の数値は、前回(L16 実験)の結果を併せて示した
ものである。この結果は、強度改善効果は認められなかったことを示している。図 3-1-28
に、それぞれの照射条件で作成した異質相形成ガラスと未処理ガラスの強度データを示す。
この結果は、全ての条件で、破壊強度の 小値が未処理ガラスの 小値よりも高く、また、
その近傍の応力(低い応力)で破壊しなかったことを示している。
②-2 10 倍対物レンズ(NA0.3)を用いた異質相形成ガラスの強度評価
表 3-1-36 に、フェムト秒レーザー照射条件、同心円負荷曲げ試験で得られた破壊応力
の平均値とその改善率を示す。条件⑩~⑫は、条件②の近傍で設定した追加実験である。
この結果は、強度改善効果は、認められなかったことを示している。図 3-1-29 に、それぞ
れの照射条件で作成した異質相形成ガラスと未処理ガラスの強度データを示す。この結果
は、5 倍対物レンズの場合と同様に、全ての条件で、破壊強度の 小値は未処理ガラスの
小値よりも高く、また、その近傍の応力で破壊しなかったことを示している。
②-3 20 倍対物レンズ(NA0.46)を用いた異質相形成ガラスの強度評価
表 3-1-37 に、フェムト秒レーザー照射条件と同心円負荷曲げ試験で得られた破壊応力
の平均値とその改善率を示す。条件②で、改善率が 1.4 倍と強度改善効果が認められた。
図 3-1-30 に、それぞれの照射条件で作成した異質相形成ガラスと未処理ガラスの強度デー
タを示す。この結果は、全ての条件でその破壊強度の 小値は未処理ガラスの 小値より
も高く、また、その近傍の応力で破壊しなかったことを示している。
②-4 40 倍対物レンズ(NA0.55)を用いた異質相形成ガラスの強度評価
表 3-1-38 に、フェムト秒レーザー照射条件と同心円負荷曲げ試験で得られた破壊応力
の平均値とその改善率を示す。条件⑥の数値は、前回(L16 実験)の結果を併せて示した
ものである。この結果は、強度改善効果は認められなかったことを示している。図 3-1-31
に、それぞれの照射条件で作成した異質相形成ガラスと未処理ガラスの強度データを示す。
この結果は、全ての条件で、破壊強度の 小値は未処理ガラスの 小値よりも高く、また、
その近傍の応力で破壊しなかったことを示している。
-64-
エネルギ 深さ 間隔(μJ) (μm) (μm) (MPa) 倍
500 50 142 0.9 ①
228 1.4 ②
182 1.1 ③
25 155 1.0 ④
50 176 1.1 ⑤
12 195 1.2 ⑥
25 207 1.3 ⑦
50 158 1.0 ⑧
100
800
破壊応力
未照射 160
600
12
表 3-1-35 照射条件と改善率
集光対物レンズ:5x(NA0.15)
0
100
200
300
400
500
600
破壊
応力
(MPa)
未照射
①
②
③
④
⑤
⑥
⑦
⑧
図 3-1-28 5 倍対物レンズ(NA0.15)の強度データ
エネルギ 深さ 間隔(μJ) (μm) (μm) (MPa) 倍
100 50 150 0.9 ①
150 25 200 1.2 ②
200 75 173 1.0 ③
100 25 191 1.1 ④
150 75 170 1.0 ⑤
200 50 171 1.0 ⑥
100 75 191 1.1 ⑦
150 50 160 0.9 ⑧
200 25 183 1.1 ⑨
100 172 1.1 ⑩
150 155 1.0 ⑪
200 179 1.1 ⑫
6.0
破壊応力
未照射 160
3.0
9.0
3.0 25
表 3-1-36 照射条件と改善率
集光対物レンズ:10x(NA0.3)
0
100
200
300
400
500
600
破壊
応力(MPa)
未照射
①
②
③
④
⑤
⑥
⑦
⑧
⑨
⑩
⑪
⑫
図 3-1-29 10 倍対物レンズ(NA0.3)の強度データ
エネルギ 深さ 間隔(μJ) (μm) (μm) (MPa) 倍
50 50 214 1.3 ①
100 25 221 1.4 ②
150 75 185 1.2 ③
50 25 195 1.2 ④
100 75 166 1.0 ⑤
150 50 208 1.3 ⑥
50 75 195 1.2 ⑦
100 50 164 1.0 ⑧
150 25 146 0.9 ⑨
160
0.5
1.0
破壊応力
1.5
未照射
表 3-1-37 照射条件と改善率
集光対物レンズ:20x(NA0.46)
0
100
200
300
400
500
600
破壊
応力(MPa)
未照射
①
②
③
④
⑤
⑥
⑦
⑧
⑨
図 3-1-30 20 倍対物レンズ(NA0.46)の強度データ
-65-
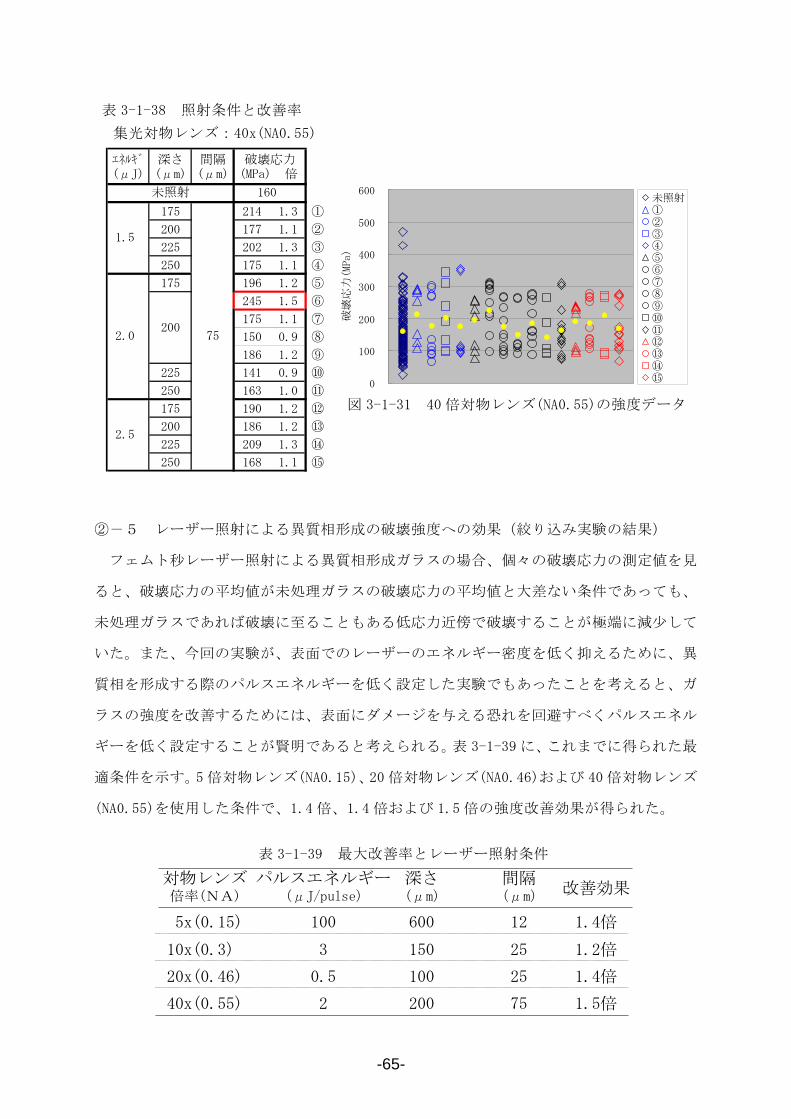
②-5 レーザー照射による異質相形成の破壊強度への効果(絞り込み実験の結果)
フェムト秒レーザー照射による異質相形成ガラスの場合、個々の破壊応力の測定値を見
ると、破壊応力の平均値が未処理ガラスの破壊応力の平均値と大差ない条件であっても、
未処理ガラスであれば破壊に至ることもある低応力近傍で破壊することが極端に減少して
いた。また、今回の実験が、表面でのレーザーのエネルギー密度を低く抑えるために、異
質相を形成する際のパルスエネルギーを低く設定した実験でもあったことを考えると、ガ
ラスの強度を改善するためには、表面にダメージを与える恐れを回避すべくパルスエネル
ギーを低く設定することが賢明であると考えられる。表 3-1-39 に、これまでに得られた
適条件を示す。5 倍対物レンズ(NA0.15)、20 倍対物レンズ(NA0.46)および 40 倍対物レンズ
(NA0.55)を使用した条件で、1.4 倍、1.4 倍および 1.5 倍の強度改善効果が得られた。
図 3-1-31 40 倍対物レンズ(NA0.55)の強度データ
0
100
200
300
400
500
600
破壊
応力(MPa)
未照射①②③④⑤⑥⑦⑧⑨⑩⑪⑫⑬⑭⑮
エネルギ 深さ 間隔(μJ) (μm) (μm) (MPa) 倍
175 214 1.3 ①
200 177 1.1 ②
225 202 1.3 ③
250 175 1.1 ④
175 196 1.2 ⑤
245 1.5 ⑥
175 1.1 ⑦
150 0.9 ⑧
186 1.2 ⑨
225 141 0.9 ⑩
250 163 1.0 ⑪
175 190 1.2 ⑫
200 186 1.2 ⑬
225 209 1.3 ⑭
250 168 1.1 ⑮
破壊応力
未照射 160
1.5
2.0
2.5
75200
表 3-1-38 照射条件と改善率
集光対物レンズ:40x(NA0.55)
対物レンズ倍率(NA)
5x(0.15)
10x(0.3)
20x(0.46)
40x(0.55)
間隔(μm)
12
25
25
75
パルスエネルギー(μJ/pulse)
100
3
0.5
2
深さ(μm)
600
150
100
200
改善効果
1.4倍
1.2倍
1.4倍
1.5倍
表 3-1-39 大改善率とレーザー照射条件
-66-
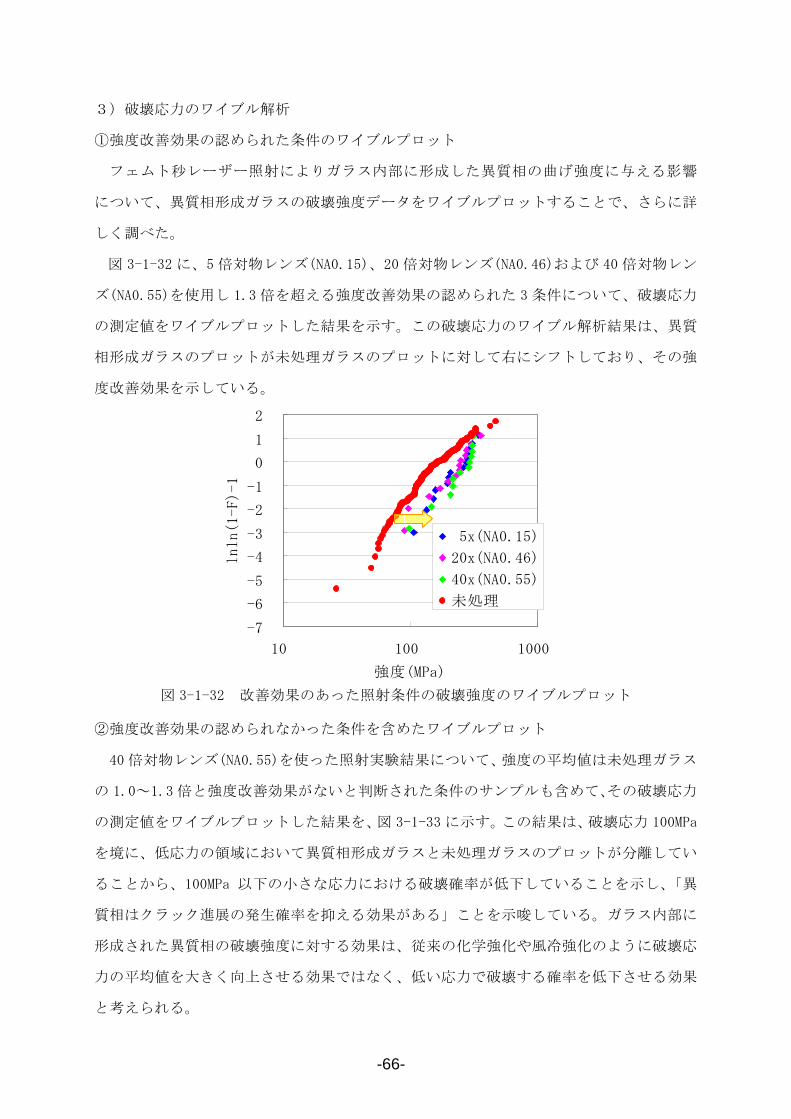
3)破壊応力のワイブル解析
①強度改善効果の認められた条件のワイブルプロット
フェムト秒レーザー照射によりガラス内部に形成した異質相の曲げ強度に与える影響
について、異質相形成ガラスの破壊強度データをワイブルプロットすることで、さらに詳
しく調べた。
図 3-1-32 に、5 倍対物レンズ(NA0.15)、20 倍対物レンズ(NA0.46)および 40 倍対物レン
ズ(NA0.55)を使用し 1.3 倍を超える強度改善効果の認められた 3 条件について、破壊応力
の測定値をワイブルプロットした結果を示す。この破壊応力のワイブル解析結果は、異質
相形成ガラスのプロットが未処理ガラスのプロットに対して右にシフトしており、その強
度改善効果を示している。
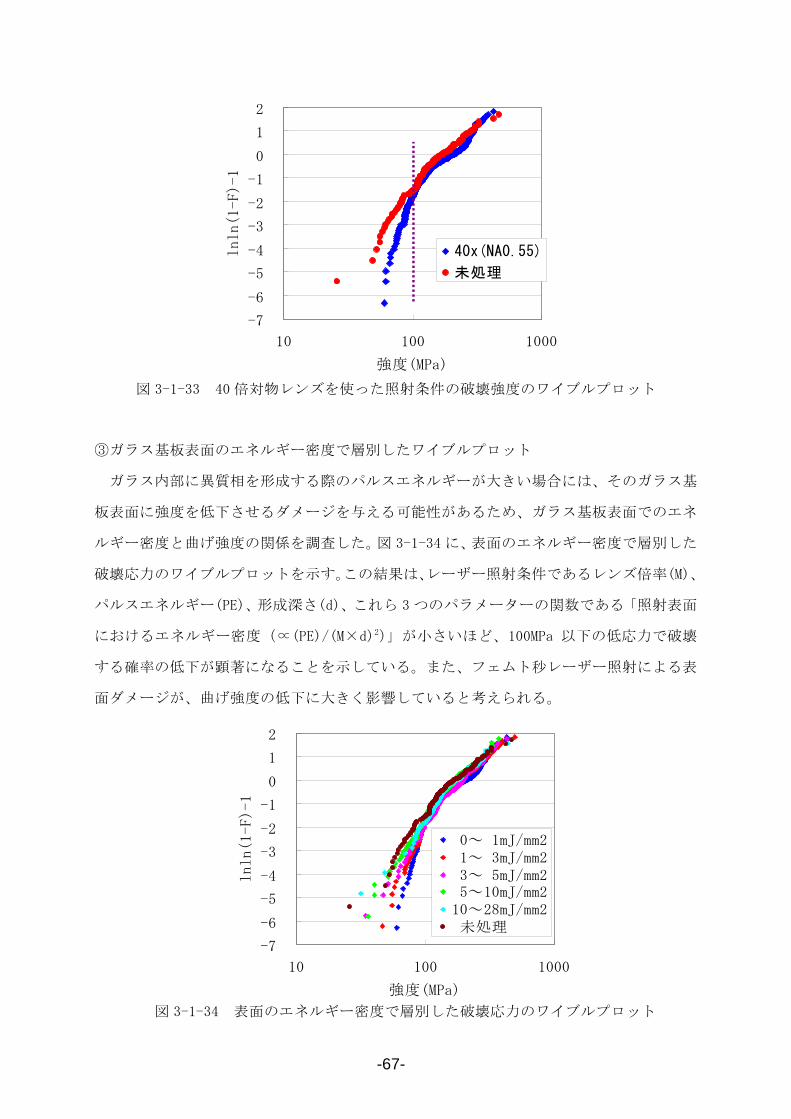
②強度改善効果の認められなかった条件を含めたワイブルプロット
40 倍対物レンズ(NA0.55)を使った照射実験結果について、強度の平均値は未処理ガラス
の 1.0~1.3 倍と強度改善効果がないと判断された条件のサンプルも含めて、その破壊応力
の測定値をワイブルプロットした結果を、図 3-1-33 に示す。この結果は、破壊応力 100MPa
を境に、低応力の領域において異質相形成ガラスと未処理ガラスのプロットが分離してい
ることから、100MPa 以下の小さな応力における破壊確率が低下していることを示し、「異
質相はクラック進展の発生確率を抑える効果がある」ことを示唆している。ガラス内部に
形成された異質相の破壊強度に対する効果は、従来の化学強化や風冷強化のように破壊応
力の平均値を大きく向上させる効果ではなく、低い応力で破壊する確率を低下させる効果
と考えられる。
図 3-1-32 改善効果のあった照射条件の破壊強度のワイブルプロット
-7
-6
-5
-4
-3
-2
-1
0
1
2
10 100 1000
強度(MPa)
lnln(1-F)-1
5x(NA0.15)
20x(NA0.46)
40x(NA0.55)
未処理
-67-
③ガラス基板表面のエネルギー密度で層別したワイブルプロット
ガラス内部に異質相を形成する際のパルスエネルギーが大きい場合には、そのガラス基
板表面に強度を低下させるダメージを与える可能性があるため、ガラス基板表面でのエネ
ルギー密度と曲げ強度の関係を調査した。図 3-1-34 に、表面のエネルギー密度で層別した
破壊応力のワイブルプロットを示す。この結果は、レーザー照射条件であるレンズ倍率(M)、
パルスエネルギー(PE)、形成深さ(d)、これら 3 つのパラメーターの関数である「照射表面
におけるエネルギー密度(∝(PE)/(M×d)2)」が小さいほど、100MPa 以下の低応力で破壊
する確率の低下が顕著になることを示している。また、フェムト秒レーザー照射による表
面ダメージが、曲げ強度の低下に大きく影響していると考えられる。
-7
-6
-5
-4
-3
-2
-1
0
1
2
10 100 1000
強度(MPa)
lnln(1-F)-1
40x(NA0.55)
未処理
図 3-1-33 40 倍対物レンズを使った照射条件の破壊強度のワイブルプロット
図 3-1-34 表面のエネルギー密度で層別した破壊応力のワイブルプロット
-7
-6
-5
-4
-3
-2
-1
0
1
2
10 100 1000
強度(MPa)
lnln(1-F)-1
0~ 1mJ/mm2 1~ 3mJ/mm2 3~ 5mJ/mm2 5~10mJ/mm210~28mJ/mm2 未処理
-68-
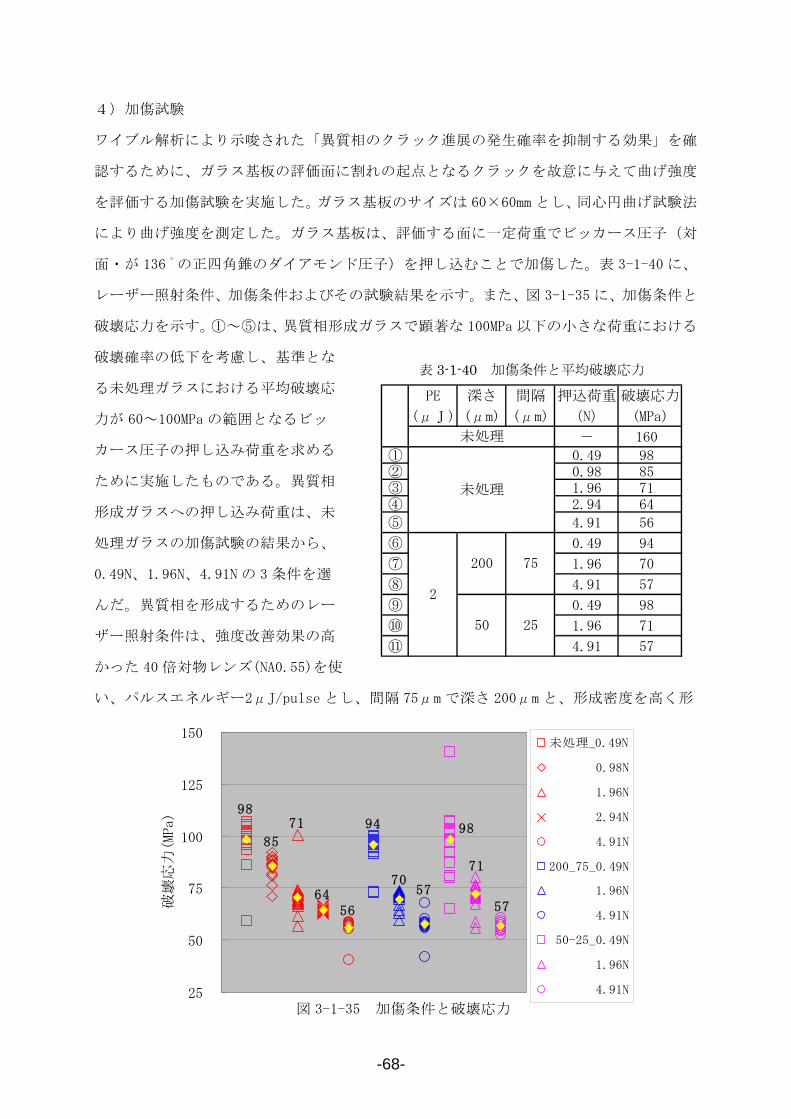
4)加傷試験
ワイブル解析により示唆された「異質相のクラック進展の発生確率を抑制する効果」を確
認するために、ガラス基板の評価面に割れの起点となるクラックを故意に与えて曲げ強度
を評価する加傷試験を実施した。ガラス基板のサイズは 60×60mm とし、同心円曲げ試験法
により曲げ強度を測定した。ガラス基板は、評価する面に一定荷重でビッカース圧子(対
面・が 136 ゚の正四角錐のダイアモンド圧子)を押し込むことで加傷した。表 3-1-40 に、
レーザー照射条件、加傷条件およびその試験結果を示す。また、図 3-1-35 に、加傷条件と
破壊応力を示す。①~⑤は、異質相形成ガラスで顕著な 100MPa 以下の小さな荷重における
破壊確率の低下を考慮し、基準とな
る未処理ガラスにおける平均破壊応
力が 60~100MPa の範囲となるビッ
カース圧子の押し込み荷重を求める
ために実施したものである。異質相
形成ガラスへの押し込み荷重は、未
処理ガラスの加傷試験の結果から、
0.49N、1.96N、4.91N の 3 条件を選
んだ。異質相を形成するためのレー
ザー照射条件は、強度改善効果の高
かった 40 倍対物レンズ(NA0.55)を使
い、パルスエネルギー2μJ/pulse とし、間隔 75μm で深さ 200μm と、形成密度を高く形
図 3-1-35 加傷条件と破壊応力 25
50
75
100
125
150
破壊応力(MPa)
未処理_0.49N
0.98N
1.96N
2.94N
4.91N
200_75_0.49N
1.96N
4.91N
50-25_0.49N
1.96N
4.91N
71
64
71
56
85
98
98
70
94
5757
PE 深さ 間隔 押込荷重 破壊応力
(μJ) (μm) (μm) (N) (MPa)
- 160
① 0.49 98② 0.98 85③ 1.96 71④ 2.94 64
⑤ 4.91 56
⑥ 0.49 94
⑦ 1.96 70
⑧ 4.91 57
⑨ 0.49 98
⑩ 1.96 71
⑪ 4.91 57
未処理
未処理
2
200 75
50 25
表 3-1-40 加傷条件と平均破壊応力
-69-
形成位置を浅く表面近傍とした間隔 25μm で深さ 50μm の 2 条件とした。これら 2 条件で
作成した異質相形成ガラスにおいて、全ての押し込み荷重条件でその破壊応力の平均値は、
同条件で加傷した未処理ガラスの値とほぼ一致した。また、図は省略するが、ワイブルプ
ロットにおいても、異質相形成ガラスと未処理ガラスはほぼ一致していることを確認して
いる。これは、加傷して形成されたマイクロクラックではその進展が極めて急激かつ、破
壊を支配するものであり、異質相ではそのような加傷によるクラックの進展を抑制する効
果は得られなかったと考えられる。
3-1-4 端面を起点とした破壊に対する異質相の抑制効果
実際の PDP 用ガラス基板の端面は、円弧状に研削加工(研磨)が施されており、そのた
めに、比較的低い曲げ応力や熱応力により端面を起点に割れることが多い。そこで、端面
を研磨したガラス基板の端面近傍に異質相を形成し、4 点曲げ試験と熱割れ試験を実施す
ることで、面内におけるクラックの進展抑制効果と同様に、端面近傍に形成された異質相
が端面からの破壊に対し抑制効果を発現するかどうかを調べた。
(1)4 点曲げ試験
研磨された端面からの割れを対象としていることから、長辺の片側を研磨加工端面、も
う片側をクリーンカット端面としたサイズ 50×10mm の試験片を使い、その曲げ強度を、支
持間距離 30mm、負荷間距離 10mm の 4 点曲げ試験法で測定した。異質相の形成条件は、加
傷試験を実施した条件と同じとし、40 倍対物レンズ(NA0.55)を使い、パルスエネルギー
2μJ/pulse、間隔 75μm で深さ 200μm と、間隔 25μm で深さ 50μm の 2 条件とした。
図 3-1-36 に、断面方向から見た異質相の形成範囲の概略図を示す。異質相は、レーザーが
集光することでアブレーションの発生する恐れがある研磨部分を除き、全面に形成した。
照射条件 破壊応力
[MPa] 改善率 n 数
間隔:25μm
深さ:50μm 146 1.1 18
間隔:75μm
深さ:200μm144 1.0 11
未処理 138 1.0 15
図 3-1-36 異質相の形成範囲
研磨部分
異質相
表 3-1-41 レーザー照射条件と改善率
-70-
表 3-1-41 に、破壊応力の測定結果を示す。改善率は、異質相を形成していない未処理
ガラスの曲げ応力の平均値に対する異質相形成ガラスの曲げ応力の比である。2 つの条件
で作成した異質相形成ガラスの破壊応力は、どちらの条件においても未処理ガラスの破壊
応力と大きな差はなく、端面近傍に形成した異質相に、端面を起点とした破壊を抑制する
効果は認められなかった。
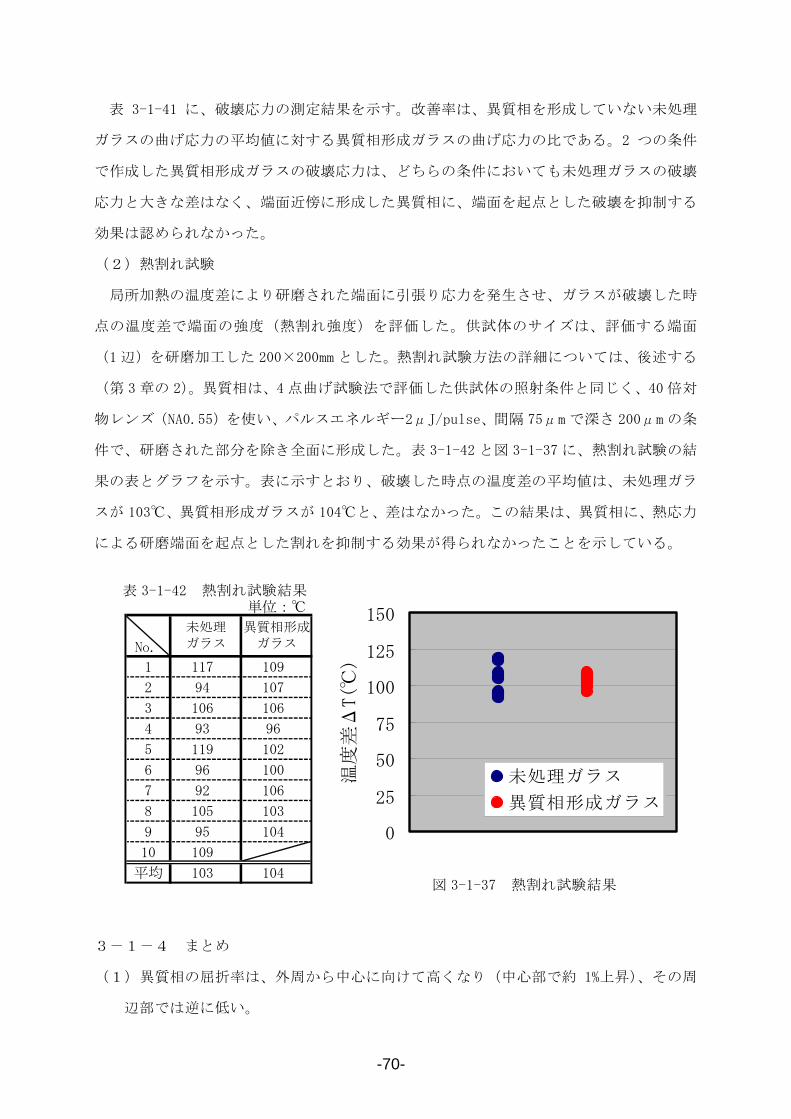
(2)熱割れ試験
局所加熱の温度差により研磨された端面に引張り応力を発生させ、ガラスが破壊した時
点の温度差で端面の強度(熱割れ強度)を評価した。供試体のサイズは、評価する端面
(1 辺)を研磨加工した 200×200mm とした。熱割れ試験方法の詳細については、後述する
(第 3 章の 2)。異質相は、4 点曲げ試験法で評価した供試体の照射条件と同じく、40 倍対
物レンズ(NA0.55)を使い、パルスエネルギー2μJ/pulse、間隔 75μm で深さ 200μm の条
件で、研磨された部分を除き全面に形成した。表 3-1-42 と図 3-1-37 に、熱割れ試験の結
果の表とグラフを示す。表に示すとおり、破壊した時点の温度差の平均値は、未処理ガラ
スが 103℃、異質相形成ガラスが 104℃と、差はなかった。この結果は、異質相に、熱応力
による研磨端面を起点とした割れを抑制する効果が得られなかったことを示している。
3-1-4 まとめ
(1)異質相の屈折率は、外周から中心に向けて高くなり(中心部で約 1%上昇)、その周
辺部では逆に低い。
図 3-1-37 熱割れ試験結果
単位:℃
未処理 異質相形成ガラス ガラス
1 117 109
2 94 107
3 106 106
4 93 96
5 119 102
6 96 100
7 92 106
8 105 103
9 95 104
10 109
平均 103 104
No.
表 3-1-42 熱割れ試験結果
0
25
50
75
100
125
150
温度差ΔT(℃)
未処理ガラス
異質相形成ガラス
-71-
(2)形成される異質相の状態やその周辺に及ぼす影響は、ガラス組成の違いで異なる。
そのため、異質相の形成条件が同じであっても、強度改善効果は、ガラス組成の違い
で異なると考えられる。
(3)高い強度改善率が得られた異質相形成ガラスでは、隣接した異質相を結ぶように発
生した内部応力が、強度改善効果のない異質相形成ガラスに比べて大きかった。この
応力場が、クラックの進展を抑制したり、進展方向を変えたりする効果を発現すると
考えられる。
(4)異質相形成ガラスに対して、歪点近傍の温度で長時間の熱処理を実施すると、形成
された異質相(構造変化)は元の母ガラスの状態へ徐々に緩和していく。
(5)異質相形成ガラスの面内強度の平均値は、未処理ガラスの面内強度の平均値に対し
て 大 1.5 倍の改善が見られた。1.5 倍の強度改善の場合、ガラス基板の厚さは 82%
に薄板化(現行品:2.8mm 厚→2.3mm 厚)することができる。しかし、本法の実用化の
目安となる従来法である風冷強化や化学強化のレベルには達していない。
(6)異質相形成ガラスは、未処理ガラスの平均強度に対する改善率が 1.0 倍と高くない
場合においても、100MPa 以下の低い応力における破壊確率が低下することを見出した。
「異質相はクラックが進展する確率を抑える効果がある」ことを示唆している。
(7)異質相を形成するレーザー光に対して、ガラス表面で見積もったエネルギー密度が
小さいほど、100MPa 以下の低い応力における破壊確率の低下が顕著になり、レーザー
照射による表面ダメージが予想以上に大きいことが示された。
(8)異質相に、表面にビッカース圧子を押し込んで形成(加傷)したクラックの進展を
抑制する効果は認められなかった。
(9)R 研磨された端面近傍に形成された異質相に、曲げ応力による端面を起点とした割
れを抑制する効果、また、熱応力による端面を起点とした割れを抑制する効果のどち
らも見られなかった。
3-2 CO2レーザーによる高強度端面加工技術
3-2-1 端面加工方法の選定
ガラス製品の割れは、その負荷状態の違いで様々な形態をとるが、端面から割れること
が多い。従って、ガラス製品の実用強度を向上させるには、面内強度のみではなく端面強
度を向上させることが非常に重要である。
-72-
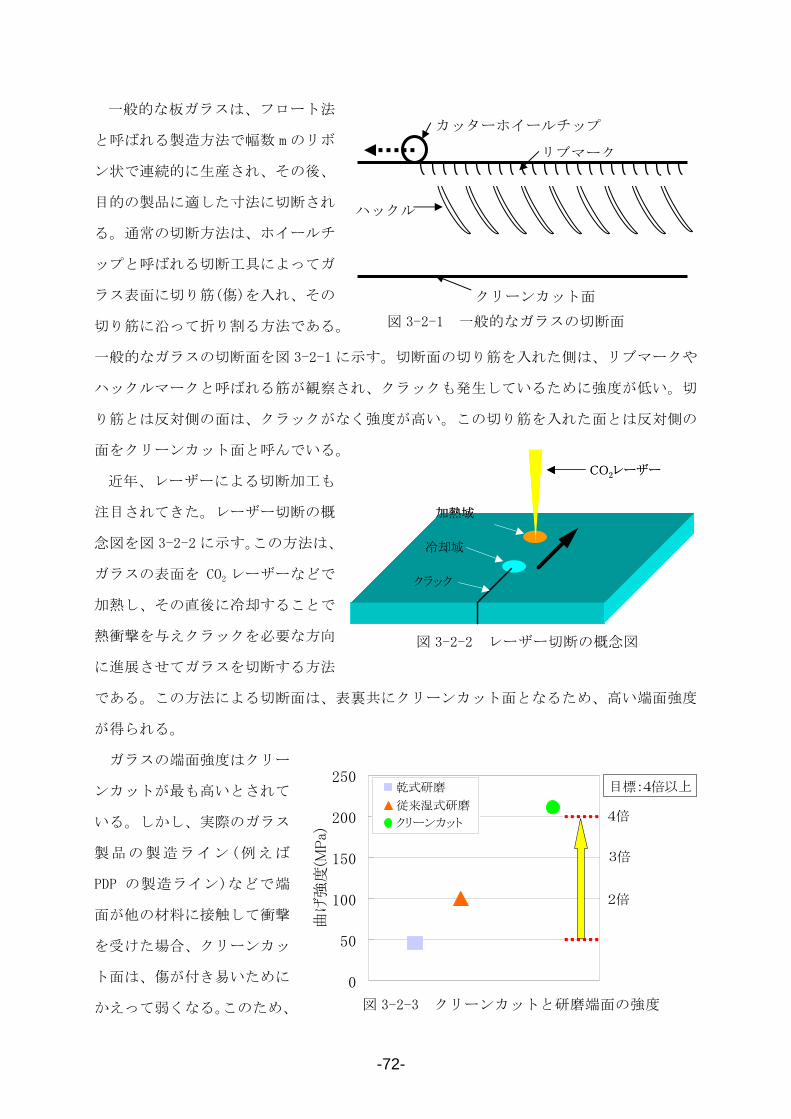
一般的な板ガラスは、フロート法
と呼ばれる製造方法で幅数 m のリボ
ン状で連続的に生産され、その後、
目的の製品に適した寸法に切断され
る。通常の切断方法は、ホイールチ
ップと呼ばれる切断工具によってガ
ラス表面に切り筋(傷)を入れ、その
切り筋に沿って折り割る方法である。
一般的なガラスの切断面を図 3-2-1 に示す。切断面の切り筋を入れた側は、リブマークや
ハックルマークと呼ばれる筋が観察され、クラックも発生しているために強度が低い。切
り筋とは反対側の面は、クラックがなく強度が高い。この切り筋を入れた面とは反対側の
面をクリーンカット面と呼んでいる。
近年、レーザーによる切断加工も
注目されてきた。レーザー切断の概
念図を図 3-2-2 に示す。この方法は、
ガラスの表面を CO2 レーザーなどで
加熱し、その直後に冷却することで
熱衝撃を与えクラックを必要な方向
に進展させてガラスを切断する方法
である。この方法による切断面は、表裏共にクリーンカット面となるため、高い端面強度
が得られる。
ガラスの端面強度はクリー
ンカットが も高いとされて
いる。しかし、実際のガラス
製品の製造ライン(例えば
PDP の製造ライン)などで端
面が他の材料に接触して衝撃
を受けた場合、クリーンカッ
ト面は、傷が付き易いために
かえって弱くなる。このため、
カッターホイールチップ
リブマーク
ハックル
クリーンカット面
図 3-2-1 一般的なガラスの切断面
図 3-2-2 レーザー切断の概念図
CO2レーザー
加熱域
冷却域
クラック
CO2レーザー
加熱域
冷却域
クラック
図 3-2-3 クリーンカットと研磨端面の強度
0
50
100
150
200
250
曲げ
強度
(MPa)
乾式研磨
従来湿式研磨
クリーンカット
目標:4倍以上
2倍
4倍
3倍
-73-
通常は、端面(稜線部)を研磨加工することで、
耐衝撃強度を向上させている。しかし研磨され
た端面は、微視的には研磨加工により大小様々
なクラックが発生しており、曲げ強度は決して
高くない。クリーンカットと研磨端面の強度を
図 3-2-3 に示す。本プロジェクトでは従来の研
磨加工に対して4倍の端面強度向上、すなわち
クリーンカット並の強度にまで向上させる技術
の開発を目標としている。研磨加工で発生する
クラックを小さく、あるいは減少させることに
より端面強度を改善することが可能であり、現
在でも多くの研削技術の開発がなされている。
しかし、研磨加工では必ずクラックが発生する
ため、クリーンカット並の強度にまで向上させることは不可能であり、強度の向上代は僅
かである。そこで、クラックを全く発生させない端面加工方法として、CO2レーザーをガラ
スの端面に照射し、溶融・再固化することで、火造り面の円弧状端面に加工する方法を検
討し、加工条件を探索した。CO2 レーザー照射によるガラス端面の溶融加工方法の概念を
図 3-2-4 に示す。また、表 3-2-1 に端面加工方法の種類とそれぞれの特徴をまとめた。
端 面 長 所 短 所
ホイールチップによる切断端面
低コスト 切り筋を入れた面は強度が非常に低い
レーザー切断端面 曲げ強度は高い 耐衝撃性は低い
研磨加工端面 耐衝撃性がクリーンカットに比べて高い
曲げ強度はクリーンカットに比べて低い(1/4 程度)
レーザー溶融加工端面 高強度??? 加工性???
3-2-2 CO2レーザー照射による端面加工実験
(1)実験方法
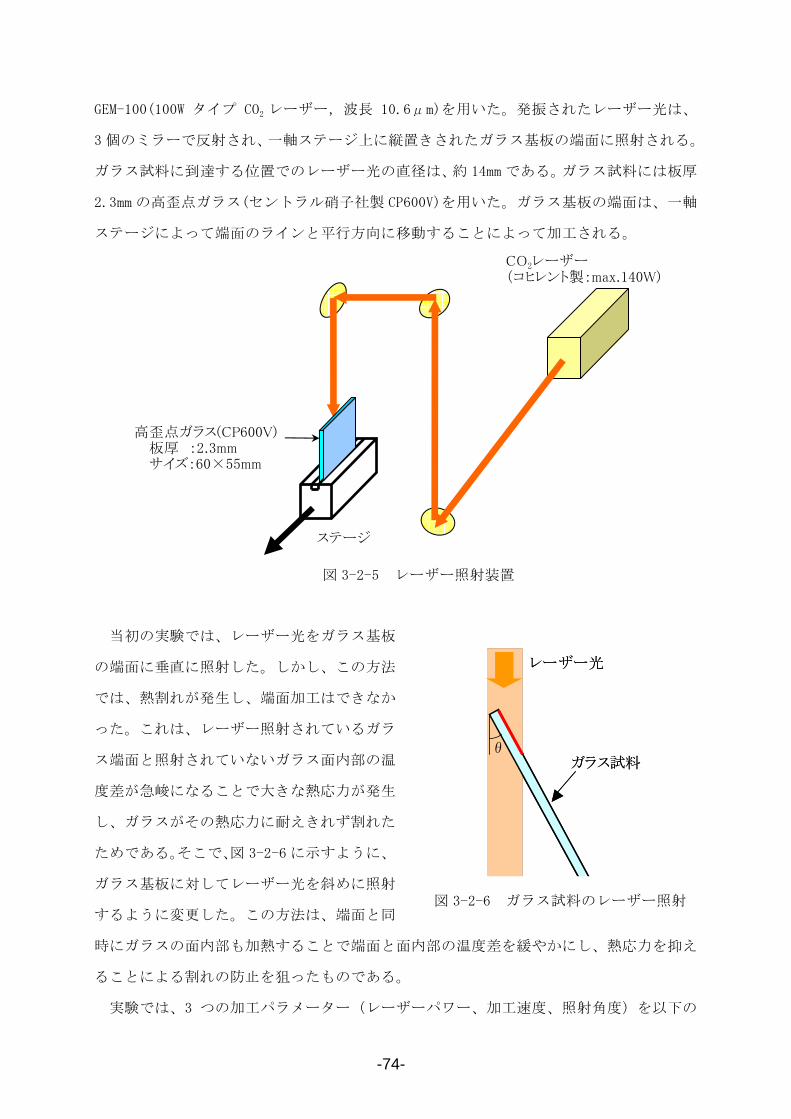
レーザー照射装置の全体図を図 3-2-5 に示す。レーザー発振機には、コヒレント社製
図 3-2-4 CO2レーザー照射による
溶融加工方法
ガラス端面
CO2レーザー光
ガラス端面
CO2レーザー光
表 3-2-1 端面加工の種類
-74-
GEM-100(100W タイプ CO2 レーザー,波長 10.6μm)を用いた。発振されたレーザー光は、
3 個のミラーで反射され、一軸ステージ上に縦置きされたガラス基板の端面に照射される。
ガラス試料に到達する位置でのレーザー光の直径は、約 14mm である。ガラス試料には板厚
2.3mm の高歪点ガラス(セントラル硝子社製 CP600V)を用いた。ガラス基板の端面は、一軸
ステージによって端面のラインと平行方向に移動することによって加工される。
当初の実験では、レーザー光をガラス基板
の端面に垂直に照射した。しかし、この方法
では、熱割れが発生し、端面加工はできなか
った。これは、レーザー照射されているガラ
ス端面と照射されていないガラス面内部の温
度差が急峻になることで大きな熱応力が発生
し、ガラスがその熱応力に耐えきれず割れた
ためである。そこで、図 3-2-6 に示すように、
ガラス基板に対してレーザー光を斜めに照射
するように変更した。この方法は、端面と同
時にガラスの面内部も加熱することで端面と面内部の温度差を緩やかにし、熱応力を抑え
ることによる割れの防止を狙ったものである。
実験では、3 つの加工パラメーター(レーザーパワー、加工速度、照射角度)を以下の
CO2レーザー (コヒレント製:max.140W)
ステージ
高歪点ガラス(CP600V) 板厚 :2.3mm サイズ:60×55mm
図 3-2-5 レーザー照射装置
θ
レーザー光
ガラス試料θ
レーザー光
ガラス試料
図 3-2-6 ガラス試料のレーザー照射
-75-
30mm
ガラス
50mm
10mm
10mm
範囲内で変化させた。
レーザー強度:60~140 (W)
速度 :0.25~1.0 (mm/s)
照射角度 :12~30 (゚)
ここで、照射角度は、図 3-2-6 に示した角度(θ)で、レーザー光をガラス基板に対して
斜めに照射した場合のレーザー照射方向とガラス面との間の角度を示す。
(2)ガラス温度の測定
ガラス端面を CO2 レーザーで溶融加工する際のガラス温度を測定した。測定は、赤外線
放射温度計(VarioTHERM/日本レーザー社製,サンプリング間隔:10s)を用い、ガラスの端
面や面内の温度分布を測定した。
(3)偏光板観察
レーザー照射時のガラスの温度分布と残留応力には密接な関係があることから、溶融加
工後のガラス基板に残留する応力状態を評価した。応力状態は、ガラス基板を 2 枚の偏光
板で挟み観察することで、溶融加工によりでガラス基板に生じた複屈折性に伴う色の変化
で評価した。
(4)4 点曲げ強度試験
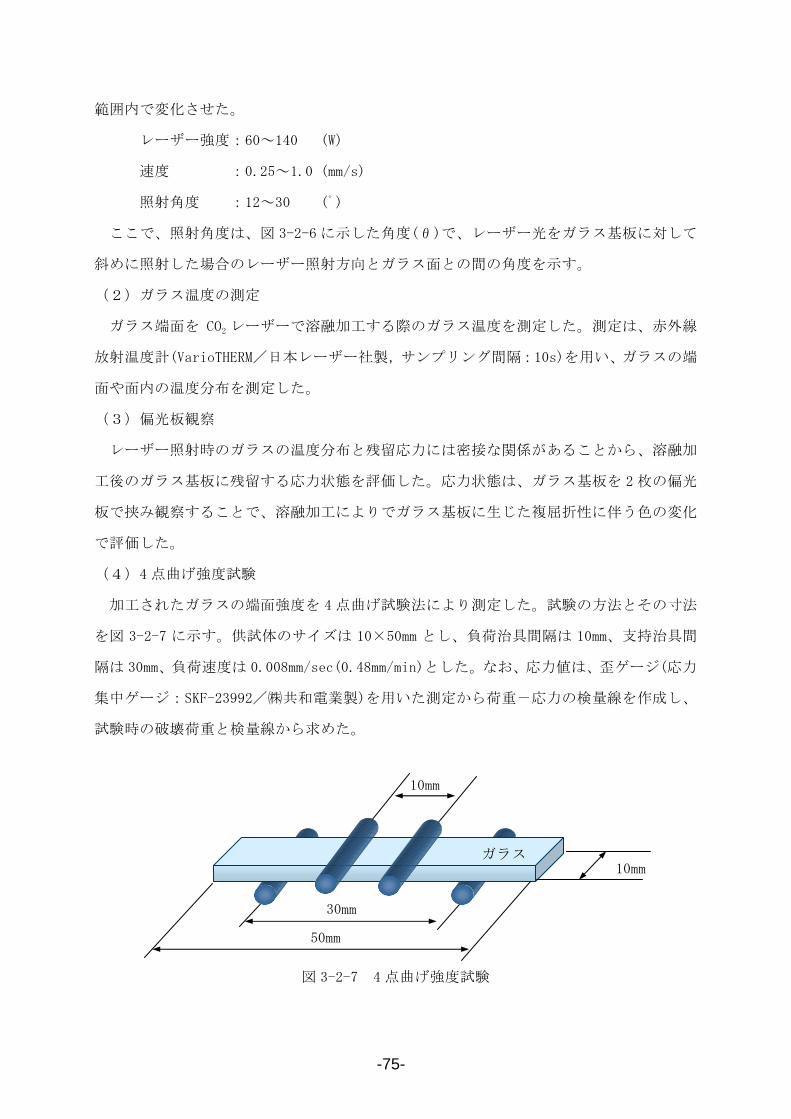
加工されたガラスの端面強度を 4 点曲げ試験法により測定した。試験の方法とその寸法
を図 3-2-7 に示す。供試体のサイズは 10×50mm とし、負荷治具間隔は 10mm、支持治具間
隔は 30mm、負荷速度は 0.008mm/sec(0.48mm/min)とした。なお、応力値は、歪ゲージ(応力
集中ゲージ:SKF-23992/㈱共和電業製)を用いた測定から荷重-応力の検量線を作成し、
試験時の破壊荷重と検量線から求めた。
図 3-2-7 4 点曲げ強度試験
-76-
3-2-3 レーザー照射条件の検討(60×55mm サイズガラスでの検討)
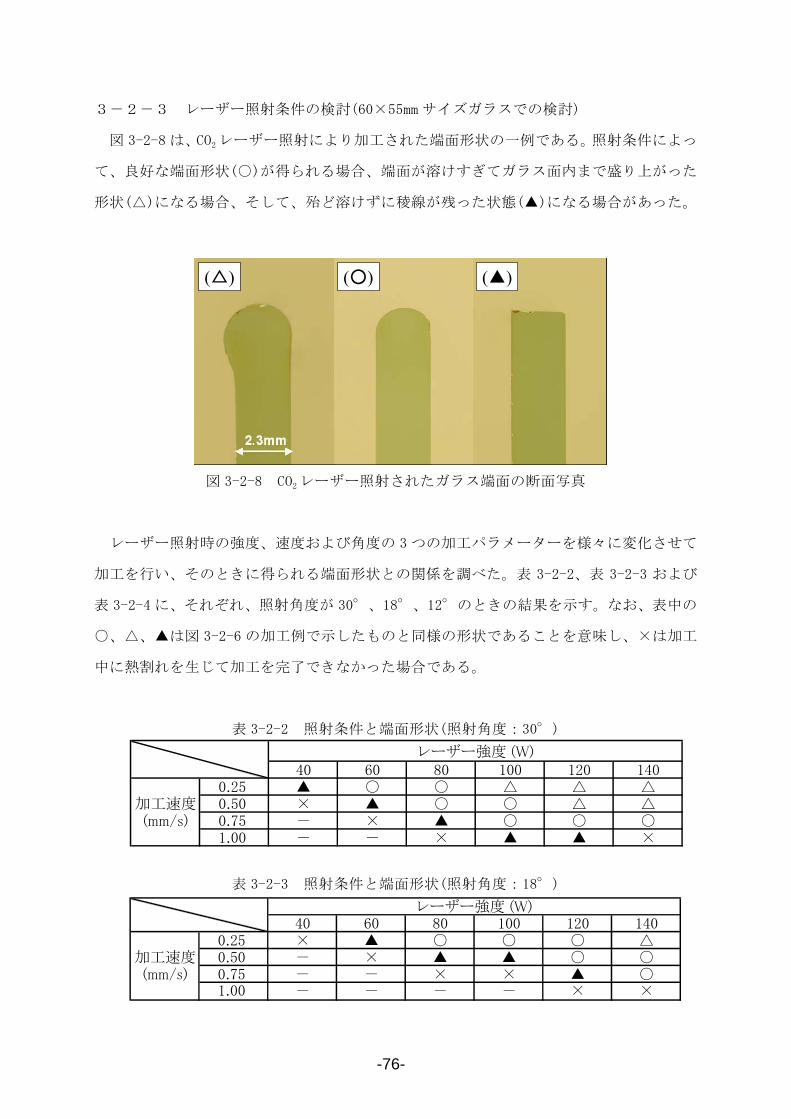
図 3-2-8 は、CO2レーザー照射により加工された端面形状の一例である。照射条件によっ
て、良好な端面形状(○)が得られる場合、端面が溶けすぎてガラス面内まで盛り上がった
形状(△)になる場合、そして、殆ど溶けずに稜線が残った状態(▲)になる場合があった。
図 3-2-8 CO2レーザー照射されたガラス端面の断面写真
レーザー照射時の強度、速度および角度の 3 つの加工パラメーターを様々に変化させて
加工を行い、そのときに得られる端面形状との関係を調べた。表 3-2-2、表 3-2-3 および
表 3-2-4 に、それぞれ、照射角度が 30°、18°、12°のときの結果を示す。なお、表中の
○、△、▲は図 3-2-6 の加工例で示したものと同様の形状であることを意味し、×は加工
中に熱割れを生じて加工を完了できなかった場合である。
表 3-2-2 照射条件と端面形状(照射角度:30°)
表 3-2-3 照射条件と端面形状(照射角度:18°)
(△) (▲)(○)
40 60 80 100 120 1400.25 ▲ ○ ○ △ △ △
加工速度 0.50 × ▲ ○ ○ △ △(mm/s) 0.75 - × ▲ ○ ○ ○
1.00 - - × ▲ ▲ ×
レーザー強度 (W)
40 60 80 100 120 1400.25 × ▲ ○ ○ ○ △
加工速度 0.50 - × ▲ ▲ ○ ○(mm/s) 0.75 - - × × ▲ ○
1.00 - - - - × ×
レーザー強度 (W)
-77-
表 3-2-4 照射条件と端面形状(照射角度:12°)
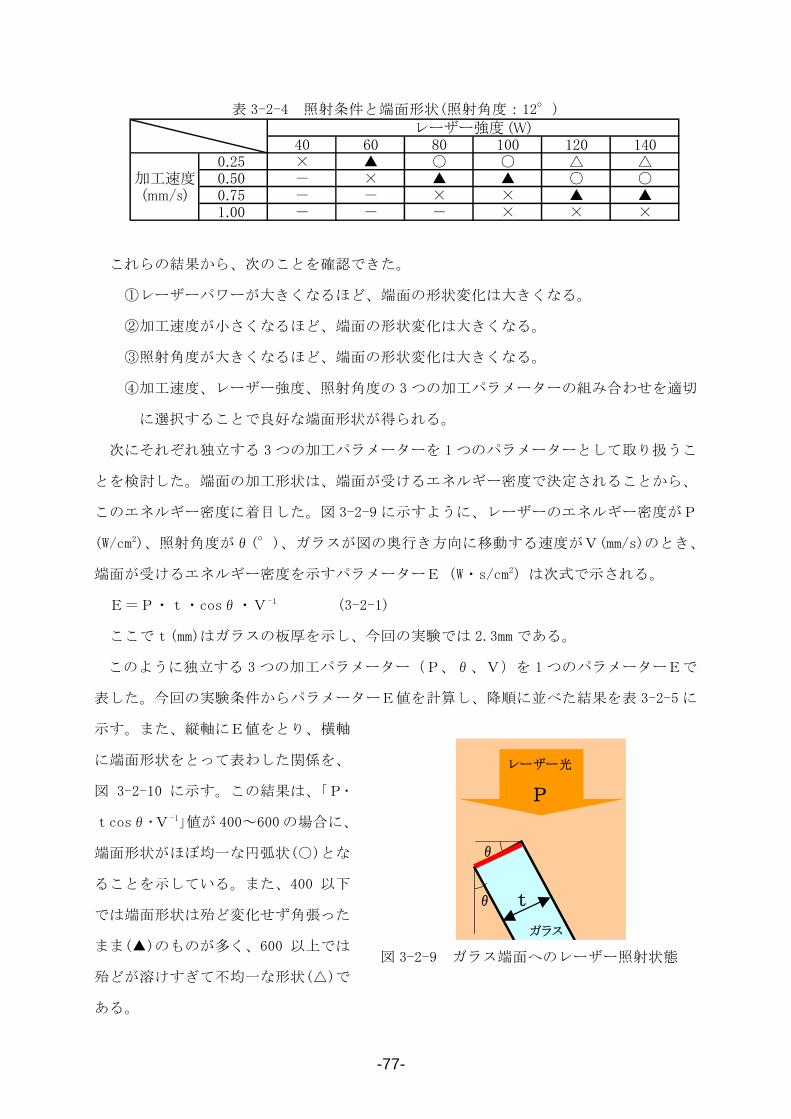
これらの結果から、次のことを確認できた。
①レーザーパワーが大きくなるほど、端面の形状変化は大きくなる。
②加工速度が小さくなるほど、端面の形状変化は大きくなる。
③照射角度が大きくなるほど、端面の形状変化は大きくなる。
④加工速度、レーザー強度、照射角度の 3 つの加工パラメーターの組み合わせを適切
に選択することで良好な端面形状が得られる。
次にそれぞれ独立する 3 つの加工パラメーターを 1 つのパラメーターとして取り扱うこ
とを検討した。端面の加工形状は、端面が受けるエネルギー密度で決定されることから、
このエネルギー密度に着目した。図 3-2-9 に示すように、レーザーのエネルギー密度がP
(W/cm2)、照射角度がθ(°)、ガラスが図の奥行き方向に移動する速度がV(mm/s)のとき、
端面が受けるエネルギー密度を示すパラメーターE(W・s/cm2)は次式で示される。
E=P・t・cosθ・V-1 (3-2-1)
ここでt(mm)はガラスの板厚を示し、今回の実験では 2.3mm である。
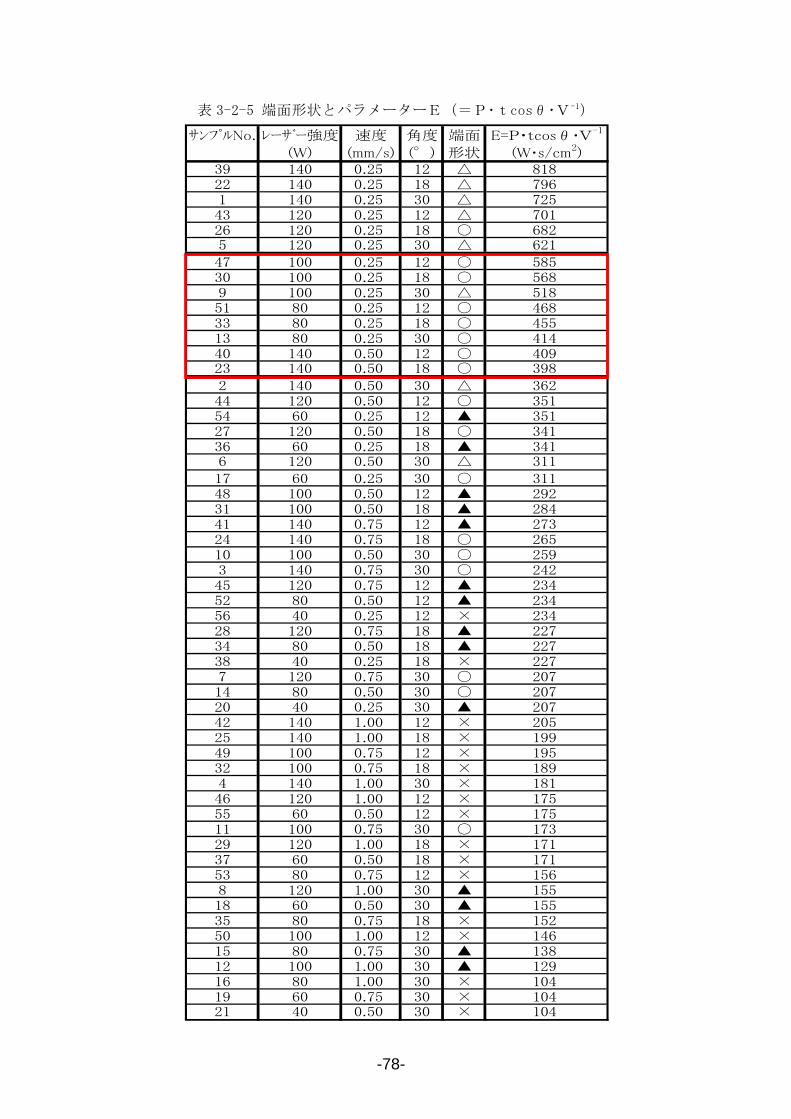
このように独立する 3 つの加工パラメーター(P、θ、V)を 1 つのパラメーターEで
表した。今回の実験条件からパラメーターE値を計算し、降順に並べた結果を表 3-2-5 に
示す。また、縦軸にE値をとり、横軸
に端面形状をとって表わした関係を、
図 3-2-10 に示す。この結果は、「P・
tcosθ・V-1」値が 400~600の場合に、
端面形状がほぼ均一な円弧状(○)とな
ることを示している。また、400 以下
では端面形状は殆ど変化せず角張った
まま(▲)のものが多く、600 以上では
殆どが溶けすぎて不均一な形状(△)で
ある。
40 60 80 100 120 1400.25 × ▲ ○ ○ △ △
加工速度 0.50 - × ▲ ▲ ○ ○(mm/s) 0.75 - - × × ▲ ▲
1.00 - - - × × ×
レーザー強度 (W)
θ
θ
レーザー光
ガラス
t
P
θ
θ
レーザー光
ガラス
t
P
図 3-2-9 ガラス端面へのレーザー照射状態
-78-
サンプルNo. レーザー強度 速度 角度 端面 E=P・tcosθ・V-1
(W) (mm/s) (°) 形状 (W・s/cm2)
39 140 0.25 12 △ 81822 140 0.25 18 △ 7961 140 0.25 30 △ 72543 120 0.25 12 △ 70126 120 0.25 18 ○ 6825 120 0.25 30 △ 621
47 100 0.25 12 ○ 58530 100 0.25 18 ○ 5689 100 0.25 30 △ 51851 80 0.25 12 ○ 46833 80 0.25 18 ○ 45513 80 0.25 30 ○ 41440 140 0.50 12 ○ 40923 140 0.50 18 ○ 398
2 140 0.50 30 △ 36244 120 0.50 12 ○ 35154 60 0.25 12 ▲ 35127 120 0.50 18 ○ 34136 60 0.25 18 ▲ 3416 120 0.50 30 △ 311
17 60 0.25 30 ○ 31148 100 0.50 12 ▲ 29231 100 0.50 18 ▲ 28441 140 0.75 12 ▲ 27324 140 0.75 18 ○ 26510 100 0.50 30 ○ 2593 140 0.75 30 ○ 24245 120 0.75 12 ▲ 23452 80 0.50 12 ▲ 23456 40 0.25 12 × 23428 120 0.75 18 ▲ 22734 80 0.50 18 ▲ 22738 40 0.25 18 × 2277 120 0.75 30 ○ 20714 80 0.50 30 ○ 20720 40 0.25 30 ▲ 20742 140 1.00 12 × 20525 140 1.00 18 × 19949 100 0.75 12 × 19532 100 0.75 18 × 1894 140 1.00 30 × 18146 120 1.00 12 × 17555 60 0.50 12 × 17511 100 0.75 30 ○ 17329 120 1.00 18 × 17137 60 0.50 18 × 17153 80 0.75 12 × 1568 120 1.00 30 ▲ 15518 60 0.50 30 ▲ 15535 80 0.75 18 × 15250 100 1.00 12 × 14615 80 0.75 30 ▲ 13812 100 1.00 30 ▲ 12916 80 1.00 30 × 10419 60 0.75 30 × 10421 40 0.50 30 × 104
表 3-2-5 端面形状とパラメーターE(=P・tcosθ・V-1)
-79-
したがって、独立した 3 つの加工パラメーターを1つのパラメーターEで表し、この値
を制御することによって良好な加工形状が得られることが確認された。
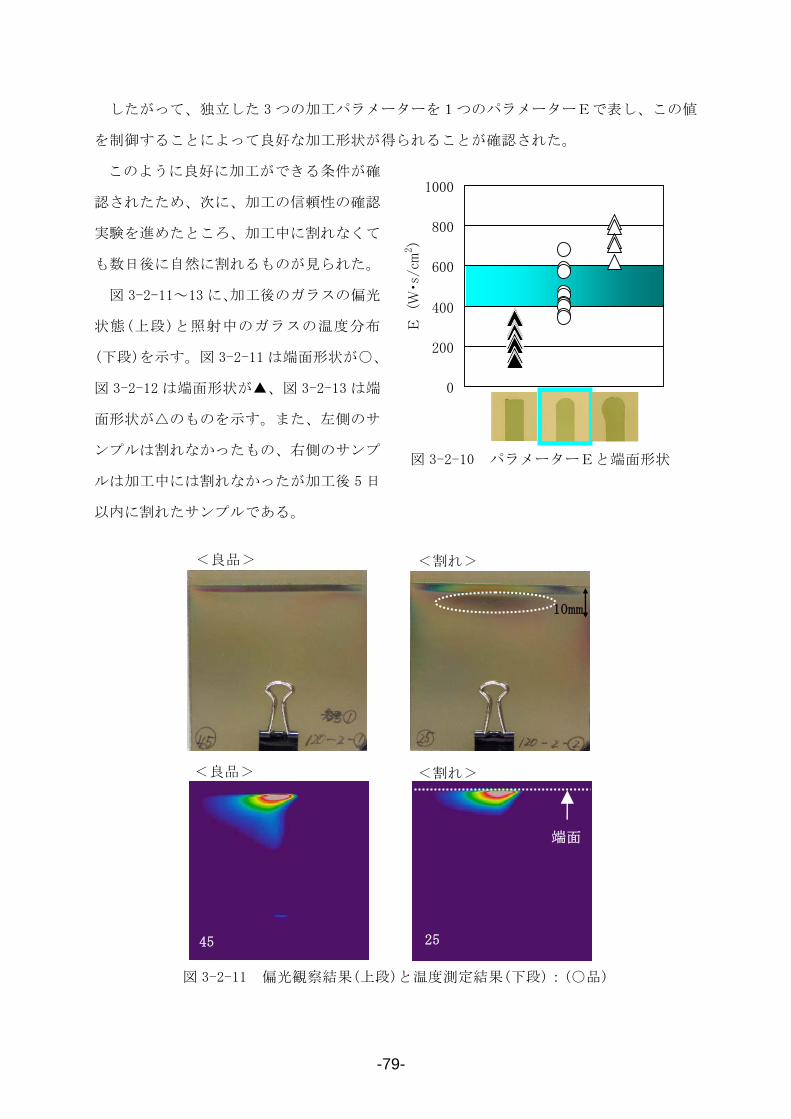
このように良好に加工ができる条件が確
認されたため、次に、加工の信頼性の確認
実験を進めたところ、加工中に割れなくて
も数日後に自然に割れるものが見られた。
図 3-2-11~13 に、加工後のガラスの偏光
状態(上段)と照射中のガラスの温度分布
(下段)を示す。図 3-2-11 は端面形状が○、
図 3-2-12 は端面形状が▲、図 3-2-13 は端
面形状が△のものを示す。また、左側のサ
ンプルは割れなかったもの、右側のサンプ
ルは加工中には割れなかったが加工後 5 日
以内に割れたサンプルである。
図 3-2-11 偏光観察結果(上段)と温度測定結果(下段):(○品)
0
200
400
600
800
1000
E
(W・s/
cm2)
図 3-2-10 パラメーターEと端面形状
45 25
<良品> <割れ>
<良品> <割れ>
10mm
端面
-80-
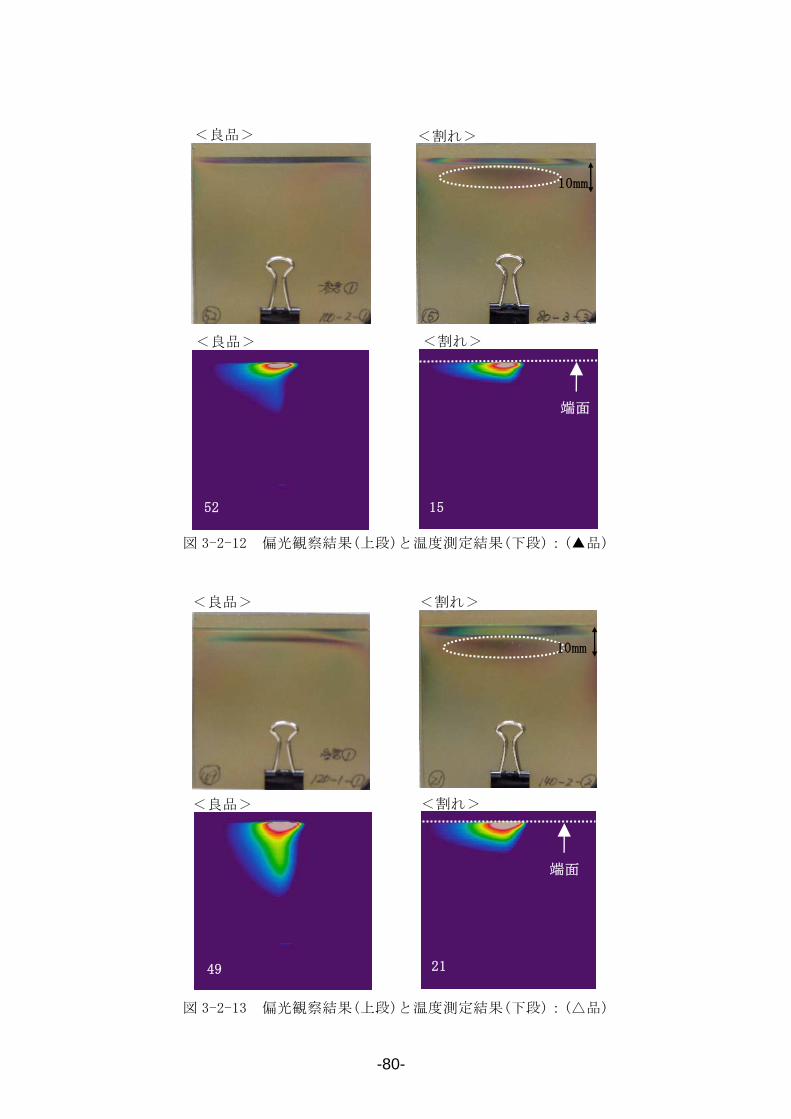
図 3-2-12 偏光観察結果(上段)と温度測定結果(下段):(▲品)
図 3-2-13 偏光観察結果(上段)と温度測定結果(下段):(△品)
52 15
<良品> <割れ>
<良品> <割れ>
10mm
端面
49 21
<良品> <割れ>
<良品> <割れ>
10mm
端面
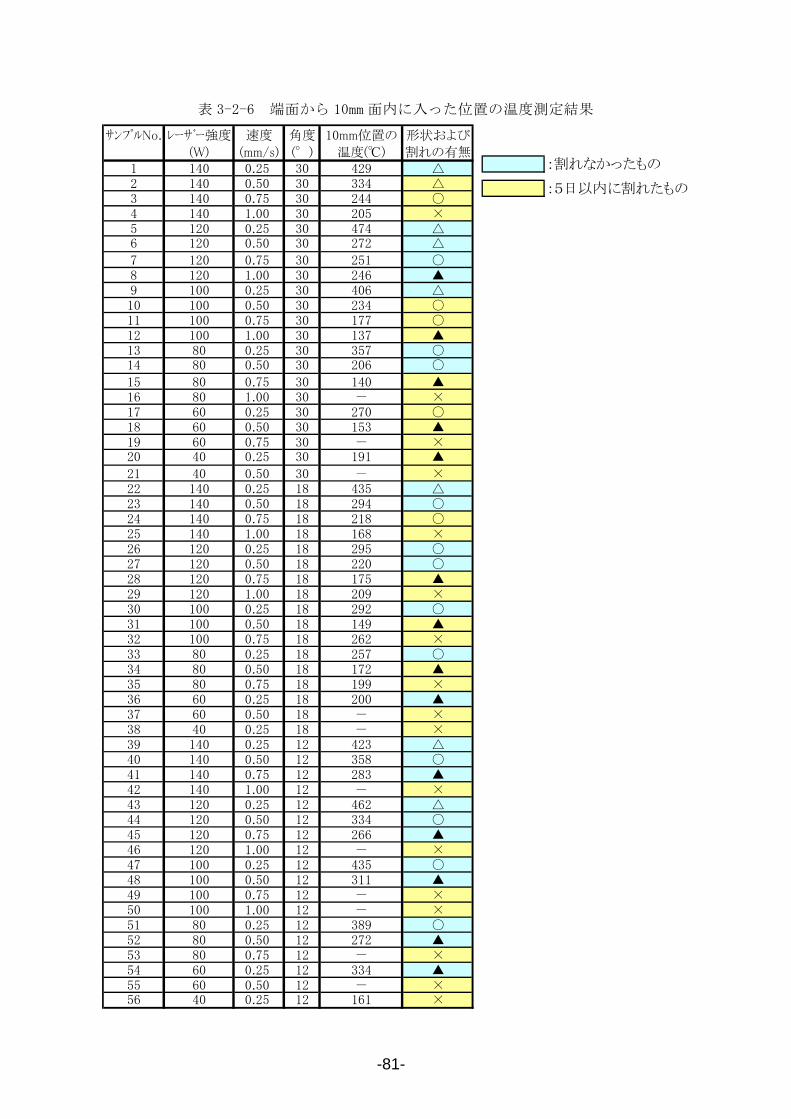
-81-
サンプルNo. レーザー強度 速度 角度 10mm位置の 形状および
(W) (mm/s) (°) 温度(℃) 割れの有無1 140 0.25 30 429 △2 140 0.50 30 334 △3 140 0.75 30 244 ○4 140 1.00 30 205 ×5 120 0.25 30 474 △6 120 0.50 30 272 △
7 120 0.75 30 251 ○8 120 1.00 30 246 ▲9 100 0.25 30 406 △10 100 0.50 30 234 ○11 100 0.75 30 177 ○12 100 1.00 30 137 ▲13 80 0.25 30 357 ○14 80 0.50 30 206 ○
15 80 0.75 30 140 ▲16 80 1.00 30 - ×17 60 0.25 30 270 ○18 60 0.50 30 153 ▲19 60 0.75 30 - ×20 40 0.25 30 191 ▲
21 40 0.50 30 - ×22 140 0.25 18 435 △23 140 0.50 18 294 ○24 140 0.75 18 218 ○25 140 1.00 18 168 ×26 120 0.25 18 295 ○27 120 0.50 18 220 ○28 120 0.75 18 175 ▲29 120 1.00 18 209 ×30 100 0.25 18 292 ○31 100 0.50 18 149 ▲32 100 0.75 18 262 ×33 80 0.25 18 257 ○34 80 0.50 18 172 ▲35 80 0.75 18 199 ×36 60 0.25 18 200 ▲37 60 0.50 18 - ×38 40 0.25 18 - ×39 140 0.25 12 423 △40 140 0.50 12 358 ○41 140 0.75 12 283 ▲42 140 1.00 12 - ×43 120 0.25 12 462 △44 120 0.50 12 334 ○45 120 0.75 12 266 ▲46 120 1.00 12 - ×47 100 0.25 12 435 ○48 100 0.50 12 311 ▲49 100 0.75 12 - ×50 100 1.00 12 - ×51 80 0.25 12 389 ○52 80 0.50 12 272 ▲53 80 0.75 12 - ×54 60 0.25 12 334 ▲55 60 0.50 12 - ×56 40 0.25 12 161 ×
:割れなかったもの
:5日以内に割れたもの
表 3-2-6 端面から 10mm 面内に入った位置の温度測定結果
-82-
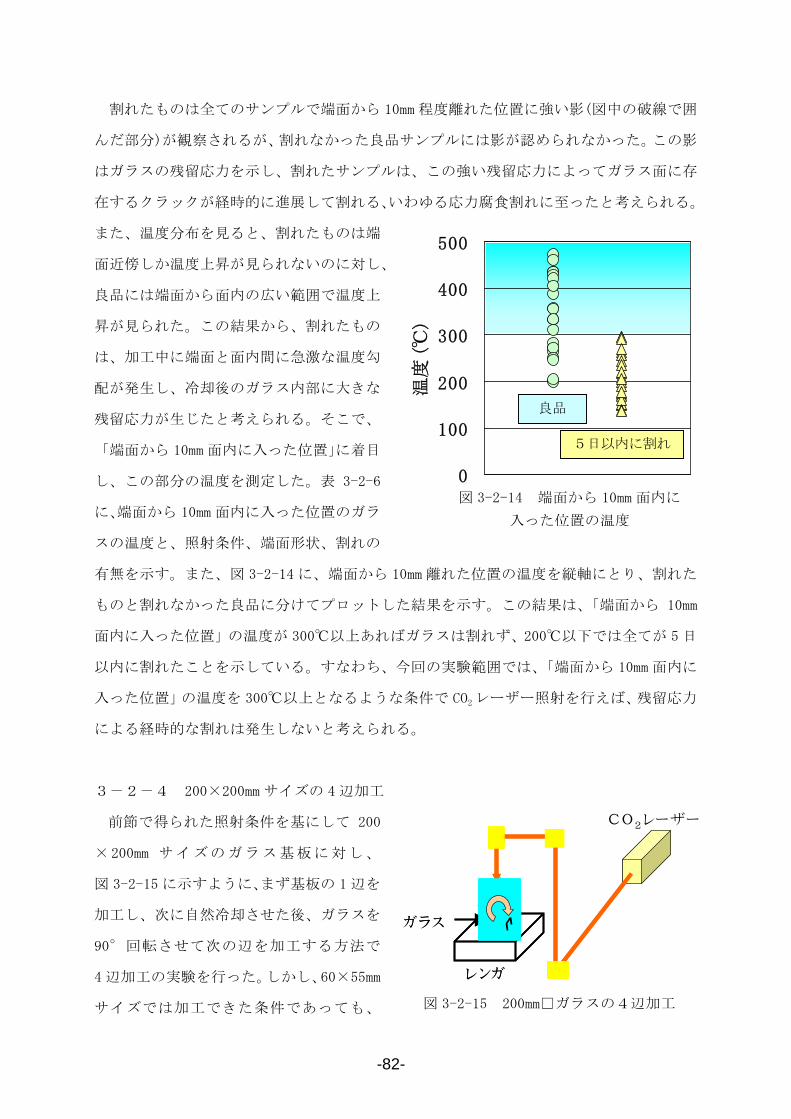
割れたものは全てのサンプルで端面から 10mm 程度離れた位置に強い影(図中の破線で囲
んだ部分)が観察されるが、割れなかった良品サンプルには影が認められなかった。この影
はガラスの残留応力を示し、割れたサンプルは、この強い残留応力によってガラス面に存
在するクラックが経時的に進展して割れる、いわゆる応力腐食割れに至ったと考えられる。
また、温度分布を見ると、割れたものは端
面近傍しか温度上昇が見られないのに対し、
良品には端面から面内の広い範囲で温度上
昇が見られた。この結果から、割れたもの
は、加工中に端面と面内間に急激な温度勾
配が発生し、冷却後のガラス内部に大きな
残留応力が生じたと考えられる。そこで、
「端面から 10mm 面内に入った位置」に着目
し、この部分の温度を測定した。表 3-2-6
に、端面から 10mm 面内に入った位置のガラ
スの温度と、照射条件、端面形状、割れの
有無を示す。また、図 3-2-14 に、端面から 10mm 離れた位置の温度を縦軸にとり、割れた
ものと割れなかった良品に分けてプロットした結果を示す。この結果は、「端面から 10mm
面内に入った位置」の温度が 300℃以上あればガラスは割れず、200℃以下では全てが 5 日
以内に割れたことを示している。すなわち、今回の実験範囲では、「端面から 10mm 面内に
入った位置」の温度を 300℃以上となるような条件で CO2レーザー照射を行えば、残留応力
による経時的な割れは発生しないと考えられる。
3-2-4 200×200mm サイズの 4 辺加工
前節で得られた照射条件を基にして 200
×200mm サイズのガラス基板に対し、
図 3-2-15 に示すように、まず基板の 1 辺を
加工し、次に自然冷却させた後、ガラスを
90°回転させて次の辺を加工する方法で
4 辺加工の実験を行った。しかし、60×55mm
サイズでは加工できた条件であっても、
図 3-2-14 端面から 10mm 面内に
入った位置の温度
0
100
200
300
400
500
温度
(℃
)良品
5日以内に割れ
CO2レーザー
レンガ
ガラス
レンガ
ガラス
図 3-2-15 200mm□ガラスの4辺加工
-83-
0.0
0.2
0.4
0.6
0.8
1.0
1.2
0 50 100 150レーザー強度 (W)
加工
速度
(m
m/s) ○
△ 60mm×55mm
▲ での結果
×
● 200mm×200mm
× での結果
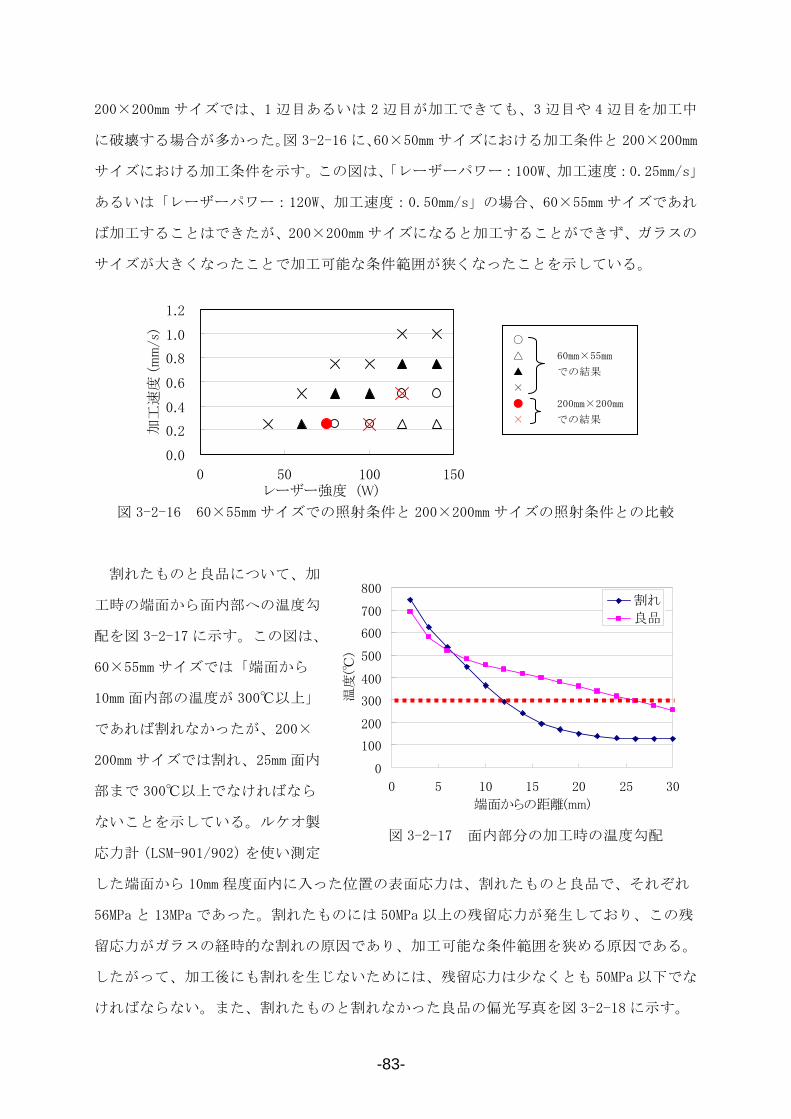
200×200mm サイズでは、1 辺目あるいは 2 辺目が加工できても、3 辺目や 4 辺目を加工中
に破壊する場合が多かった。図 3-2-16 に、60×50mm サイズにおける加工条件と 200×200mm
サイズにおける加工条件を示す。この図は、「レーザーパワー:100W、加工速度:0.25mm/s」
あるいは「レーザーパワー:120W、加工速度:0.50mm/s」の場合、60×55mm サイズであれ
ば加工することはできたが、200×200mm サイズになると加工することができず、ガラスの
サイズが大きくなったことで加工可能な条件範囲が狭くなったことを示している。
図 3-2-16 60×55mm サイズでの照射条件と 200×200mm サイズの照射条件との比較
割れたものと良品について、加
工時の端面から面内部への温度勾
配を図 3-2-17 に示す。この図は、
60×55mm サイズでは「端面から
10mm 面内部の温度が 300℃以上」
であれば割れなかったが、200×
200mm サイズでは割れ、25mm 面内
部まで 300℃以上でなければなら
ないことを示している。ルケオ製
応力計(LSM-901/902)を使い測定
した端面から 10mm 程度面内に入った位置の表面応力は、割れたものと良品で、それぞれ
56MPa と 13MPa であった。割れたものには 50MPa 以上の残留応力が発生しており、この残
留応力がガラスの経時的な割れの原因であり、加工可能な条件範囲を狭める原因である。
したがって、加工後にも割れを生じないためには、残留応力は少なくとも 50MPa 以下でな
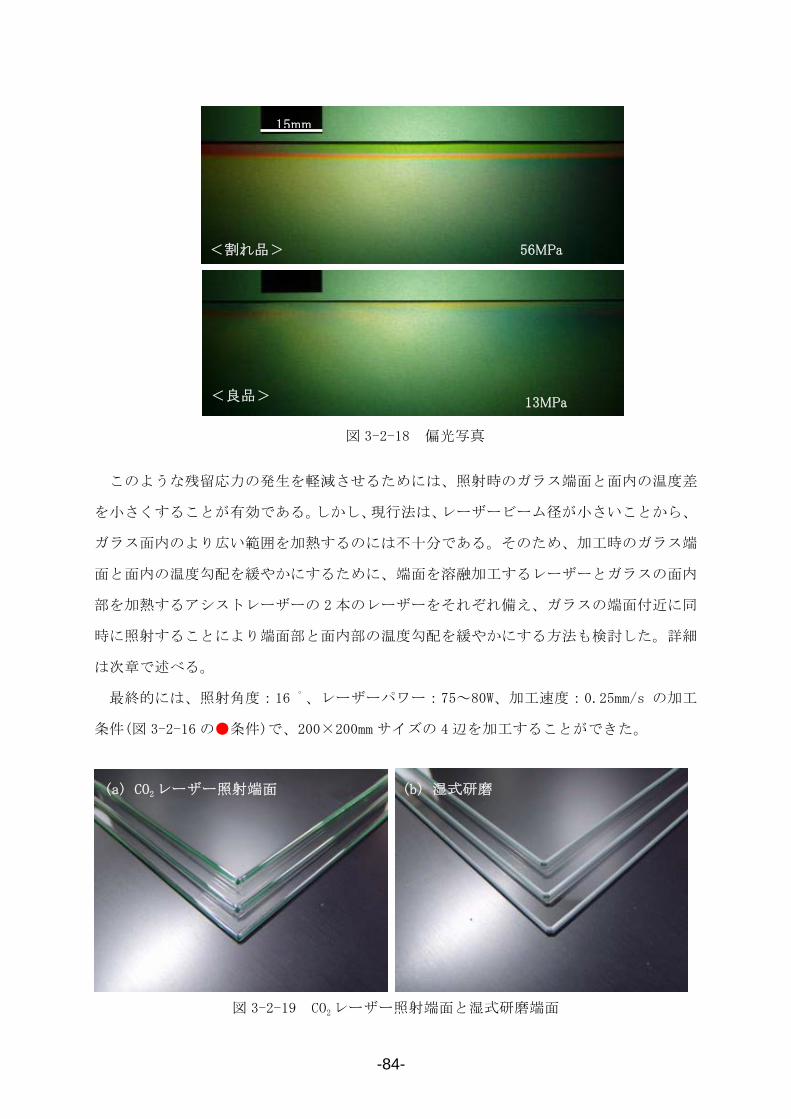
ければならない。また、割れたものと割れなかった良品の偏光写真を図 3-2-18 に示す。
図 3-2-17 面内部分の加工時の温度勾配
0
100
200
300
400
500
600
700
800
0 5 10 15 20 25 30
端面からの距離(mm)
温度
(℃)
割れ
良品
-84-
13MPa
56MPa
15mm
<割れ品>
<良品>
図 3-2-18 偏光写真
(a) CO2レーザー照射端面 (b) 湿式研磨
このような残留応力の発生を軽減させるためには、照射時のガラス端面と面内の温度差
を小さくすることが有効である。しかし、現行法は、レーザービーム径が小さいことから、
ガラス面内のより広い範囲を加熱するのには不十分である。そのため、加工時のガラス端
面と面内の温度勾配を緩やかにするために、端面を溶融加工するレーザーとガラスの面内
部を加熱するアシストレーザーの 2 本のレーザーをそれぞれ備え、ガラスの端面付近に同
時に照射することにより端面部と面内部の温度勾配を緩やかにする方法も検討した。詳細
は次章で述べる。
終的には、照射角度:16 ゚、レーザーパワー:75~80W、加工速度:0.25mm/s の加工
条件(図 3-2-16 の●条件)で、200×200mm サイズの 4 辺を加工することができた。
図 3-2-19 CO2レーザー照射端面と湿式研磨端面
-85-
図 3-2-19(a)と(b)に、今回の実験で得られた溶融加工端面と従来の湿式研磨加工端面の
外観写真を示す。このように、200×200mm サイズガラスの全周を、非常に綺麗な円弧状の
火造り面に加工することができた。
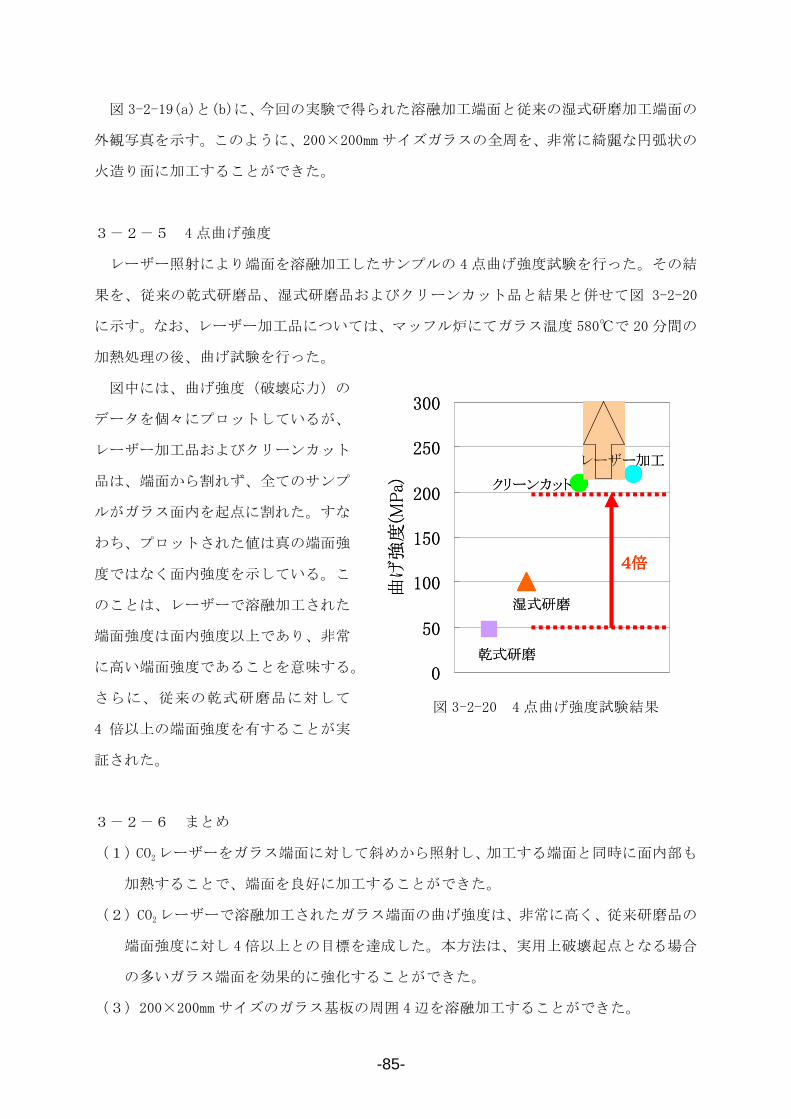
3-2-5 4 点曲げ強度
レーザー照射により端面を溶融加工したサンプルの 4 点曲げ強度試験を行った。その結
果を、従来の乾式研磨品、湿式研磨品およびクリーンカット品と結果と併せて図 3-2-20
に示す。なお、レーザー加工品については、マッフル炉にてガラス温度 580℃で 20 分間の
加熱処理の後、曲げ試験を行った。
図中には、曲げ強度(破壊応力)の
データを個々にプロットしているが、
レーザー加工品およびクリーンカット
品は、端面から割れず、全てのサンプ
ルがガラス面内を起点に割れた。すな
わち、プロットされた値は真の端面強
度ではなく面内強度を示している。こ
のことは、レーザーで溶融加工された
端面強度は面内強度以上であり、非常
に高い端面強度であることを意味する。
さらに、従来の乾式研磨品に対して
4 倍以上の端面強度を有することが実
証された。
3-2-6 まとめ
(1)CO2レーザーをガラス端面に対して斜めから照射し、加工する端面と同時に面内部も
加熱することで、端面を良好に加工することができた。
(2)CO2レーザーで溶融加工されたガラス端面の曲げ強度は、非常に高く、従来研磨品の
端面強度に対し 4 倍以上との目標を達成した。本方法は、実用上破壊起点となる場合
の多いガラス端面を効果的に強化することができた。
(3)200×200mm サイズのガラス基板の周囲 4 辺を溶融加工することができた。
図 3-2-20 4 点曲げ強度試験結果
0
50
100
150
200
250
300曲
げ強
度(M
Pa)
乾式研磨
湿式研磨
クリーンカット
4倍
レーザー加工
0
50
100
150
200
250
300曲
げ強
度(M
Pa)
乾式研磨
湿式研磨
クリーンカット
4倍
レーザー加工
-86-
第4章 ディスプレイ用ガラス基板に対応する大面積加工技術の開発
4-1 大面積ガラス基板に対する異質相形成技術の開発
フェムト秒レーザーを個々に集光照射する逐次形成法で実施した異質相の 適化実験
では、従来の化学強化や風冷強化のような 3~4 倍を超えるような著しい平均強度の向上は
得られなかった。しかし、未処理ガラスの曲げ強度に比べ 1.5 倍の強度改善効果を得、ま
た、低い応力で破壊する確率が低下することを見出した。ただし、フェムト秒レーザー1
パルス当り 1 つの異質相を形成する逐次形成法では、その加工時間は、300×300mm サイズ
のガラス基板に間隔 25μm で異質相を形成する場合に約 11 時間を要し、間隔 75μm で異質
相を形成しても約 3 時間を要する。この処理速度で、32 インチ基板(716×399mm)の全面
に亘り間隔 75μm の異質相を形成すると、その所要時間は、基板 1 枚当たり約 7 時間と試
算される。そのため、実用化を視野に入れると、逐次形成法は非常に生産性が悪い。その
上、年々フラットパネルディスプレイは大面積化が進み、ますます大面積基板を高速に処
理し加工時間を短縮することが強く求められるのは明らかである。そこで、本章では、実
用化の観点から、対角 32 インチの大サイズ基板の生産を可能とする技術について検討し、
実際に対角 32 インチの大サイズ基板を加工した。
4-1-1 加工速度の高速化システムの設計および試作機による検討
1パルス当り1つの異質相を形成する逐次形成法において加工時間を短縮するためには、
フェムト秒レーザーパルスの繰り返し周波数の増加、あるいは、ステージの移動速度の高
速化を行えばよい。しかし、この方法は、装置の性能に依存することになり、現時点では
その技術に限界があって、高速加工は望めない。そのため、ここでは、レーザー1 パルス
当りの加工数や加工面積を大きくすることによりレーザーやステージの性能によらず加工
時間を短縮する方法について検討した。
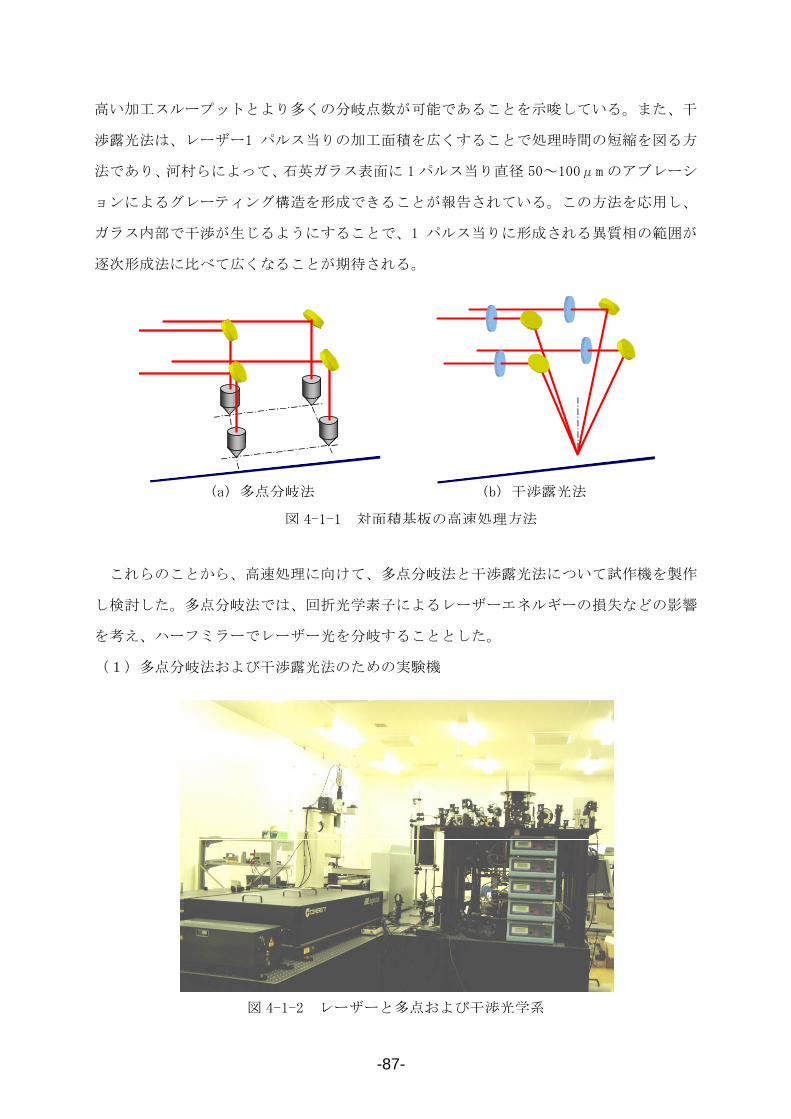
図 4-1-1 に、大面積基板の高速処理方法として有効な多点分岐法と干渉露光法の概略図
を示す。多点分岐法は、レーザー1 パルス当りの加工点数を増やすことで処理時間の短縮
を図る方法であり、レーザー光を分岐する方法として、レーザー光をハーフミラーによっ
て分岐する方法と回折光学素子を透過させて分岐する方法などがある。早崎らは、フェム
ト秒レーザー加工による情報記録を目的に、可変ホログラフィックフェムト秒レーザー加
工を開発している。これによって、スライドガラス表面に 1 パルス当り 大 9 点からなる
パターニングが可能な加工を実現し、将来、より高性能な空間光変調素子の開発によって、
-87-
高い加工スループットとより多くの分岐点数が可能であることを示唆している。また、干
渉露光法は、レーザー1 パルス当りの加工面積を広くすることで処理時間の短縮を図る方
法であり、河村らによって、石英ガラス表面に 1 パルス当り直径 50~100μm のアブレーシ
ョンによるグレーティング構造を形成できることが報告されている。この方法を応用し、
ガラス内部で干渉が生じるようにすることで、1 パルス当りに形成される異質相の範囲が
逐次形成法に比べて広くなることが期待される。
これらのことから、高速処理に向けて、多点分岐法と干渉露光法について試作機を製作
し検討した。多点分岐法では、回折光学素子によるレーザーエネルギーの損失などの影響
を考え、ハーフミラーでレーザー光を分岐することとした。
(1)多点分岐法および干渉露光法のための実験機
図 4-1-2 レーザーと多点および干渉光学系
(a) 多点分岐法 (b) 干渉露光法
図 4-1-1 対面積基板の高速処理方法
-88-
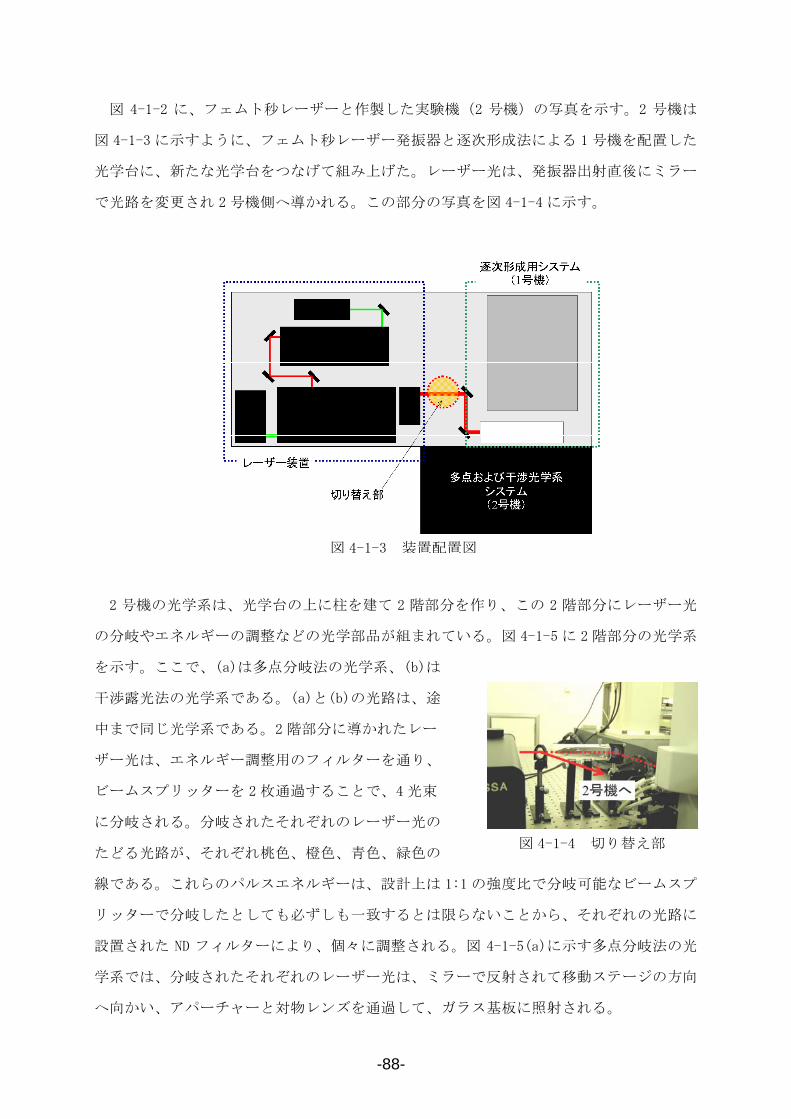
図 4-1-2 に、フェムト秒レーザーと作製した実験機(2 号機)の写真を示す。2 号機は
図 4-1-3 に示すように、フェムト秒レーザー発振器と逐次形成法による 1 号機を配置した
光学台に、新たな光学台をつなげて組み上げた。レーザー光は、発振器出射直後にミラー
で光路を変更され 2 号機側へ導かれる。この部分の写真を図 4-1-4 に示す。
2 号機の光学系は、光学台の上に柱を建て 2 階部分を作り、この 2 階部分にレーザー光
の分岐やエネルギーの調整などの光学部品が組まれている。図 4-1-5 に 2 階部分の光学系
を示す。ここで、(a)は多点分岐法の光学系、(b)は
干渉露光法の光学系である。(a)と(b)の光路は、途
中まで同じ光学系である。2 階部分に導かれたレー
ザー光は、エネルギー調整用のフィルターを通り、
ビームスプリッターを 2 枚通過することで、4 光束
に分岐される。分岐されたそれぞれのレーザー光の
たどる光路が、それぞれ桃色、橙色、青色、緑色の
線である。これらのパルスエネルギーは、設計上は 1:1 の強度比で分岐可能なビームスプ
リッターで分岐したとしても必ずしも一致するとは限らないことから、それぞれの光路に
設置された ND フィルターにより、個々に調整される。図 4-1-5(a)に示す多点分岐法の光
学系では、分岐されたそれぞれのレーザー光は、ミラーで反射されて移動ステージの方向
へ向かい、アパーチャーと対物レンズを通過して、ガラス基板に照射される。
図 4-1-3 装置配置図
図 4-1-4 切り替え部
-89-
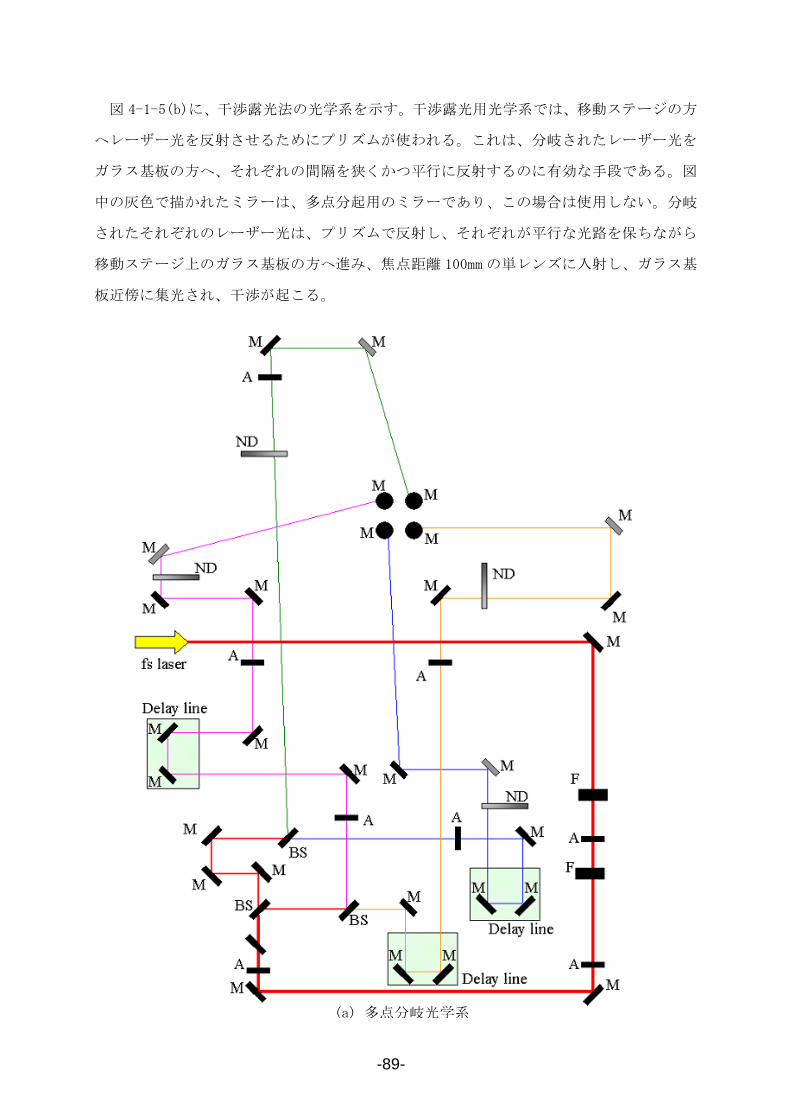
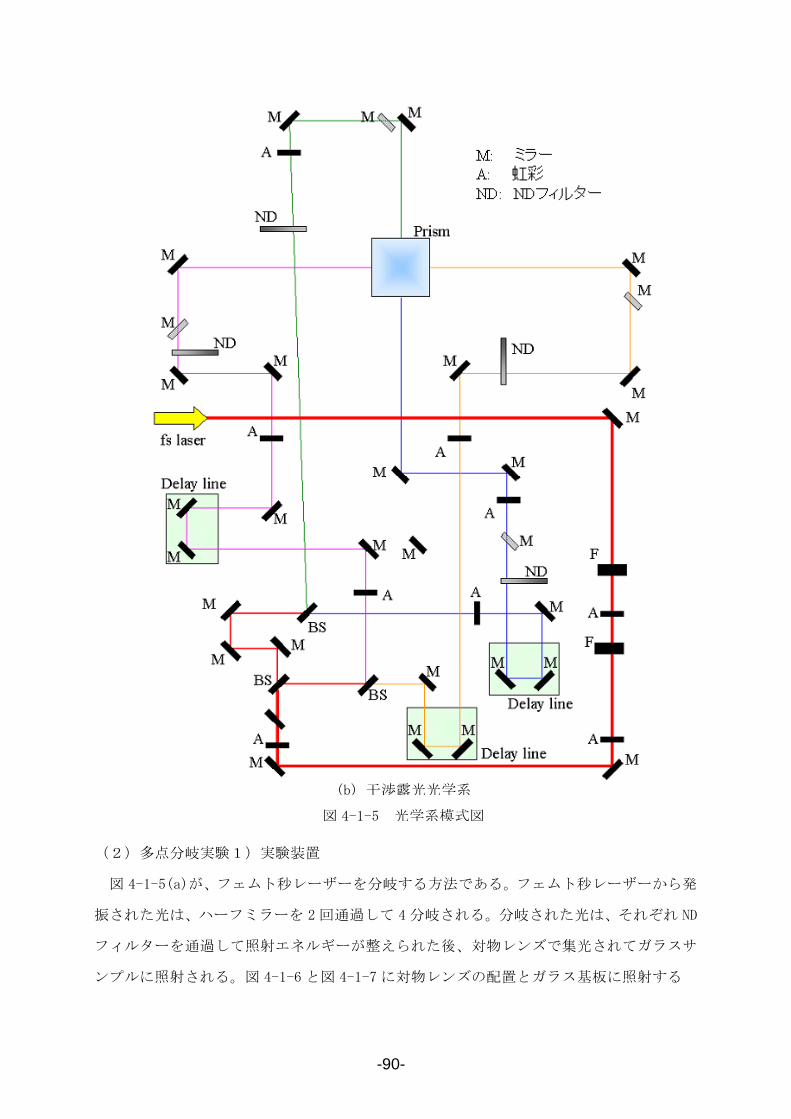
図 4-1-5(b)に、干渉露光法の光学系を示す。干渉露光用光学系では、移動ステージの方
へレーザー光を反射させるためにプリズムが使われる。これは、分岐されたレーザー光を
ガラス基板の方へ、それぞれの間隔を狭くかつ平行に反射するのに有効な手段である。図
中の灰色で描かれたミラーは、多点分起用のミラーであり、この場合は使用しない。分岐
されたそれぞれのレーザー光は、プリズムで反射し、それぞれが平行な光路を保ちながら
移動ステージ上のガラス基板の方へ進み、焦点距離 100mm の単レンズに入射し、ガラス基
板近傍に集光され、干渉が起こる。
(a) 多点分岐光学系
-90-
(2)多点分岐実験1)実験装置
図 4-1-5(a)が、フェムト秒レーザーを分岐する方法である。フェムト秒レーザーから発
振された光は、ハーフミラーを 2 回通過して 4 分岐される。分岐された光は、それぞれ ND
フィルターを通過して照射エネルギーが整えられた後、対物レンズで集光されてガラスサ
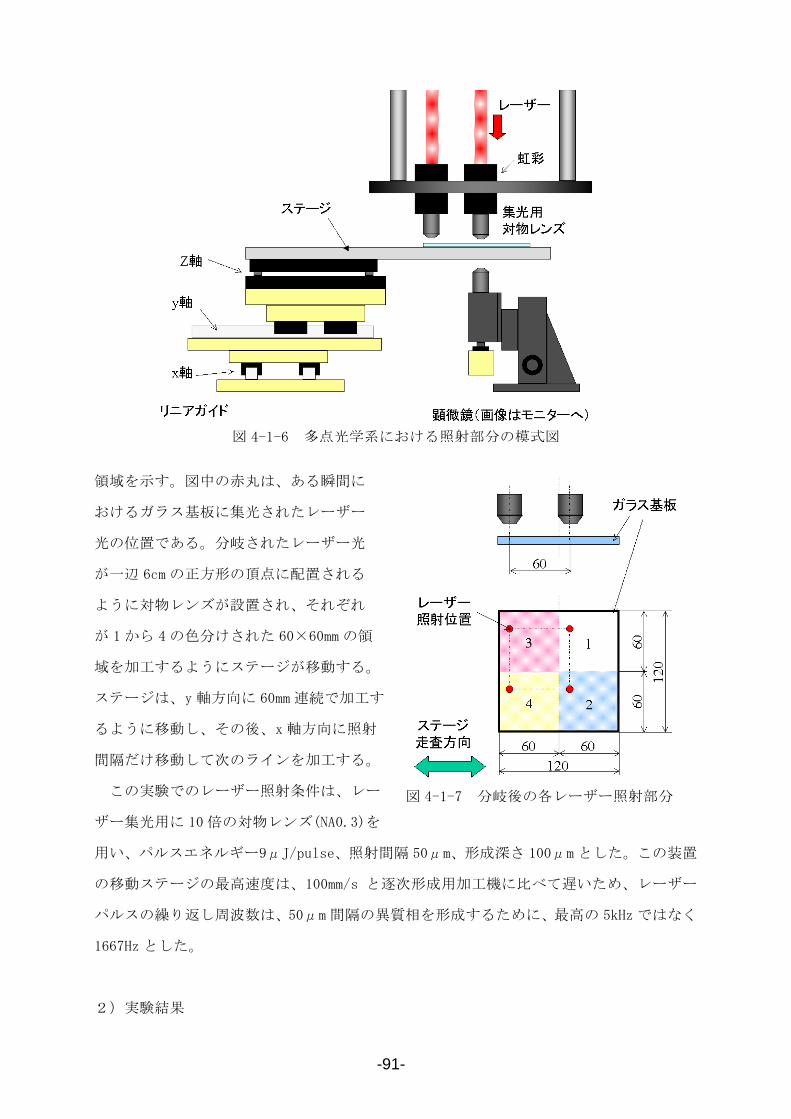
ンプルに照射される。図 4-1-6 と図 4-1-7 に対物レンズの配置とガラス基板に照射する
(b) 干渉露光光学系
図 4-1-5 光学系模式図
-91-
領域を示す。図中の赤丸は、ある瞬間に
おけるガラス基板に集光されたレーザー
光の位置である。分岐されたレーザー光
が一辺 6cm の正方形の頂点に配置される
ように対物レンズが設置され、それぞれ
が 1 から 4 の色分けされた 60×60mm の領
域を加工するようにステージが移動する。
ステージは、y 軸方向に 60mm 連続で加工す
るように移動し、その後、x 軸方向に照射
間隔だけ移動して次のラインを加工する。
この実験でのレーザー照射条件は、レー
ザー集光用に 10 倍の対物レンズ(NA0.3)を
用い、パルスエネルギー9μJ/pulse、照射間隔 50μm、形成深さ 100μm とした。この装置
の移動ステージの 高速度は、100mm/s と逐次形成用加工機に比べて遅いため、レーザー
パルスの繰り返し周波数は、50μm 間隔の異質相を形成するために、 高の 5kHz ではなく
1667Hz とした。
2)実験結果
図 4-1-6 多点光学系における照射部分の模式図
図 4-1-7 分岐後の各レーザー照射部分
-92-
図 4-1-8 加工サンプルの光学顕微鏡写真
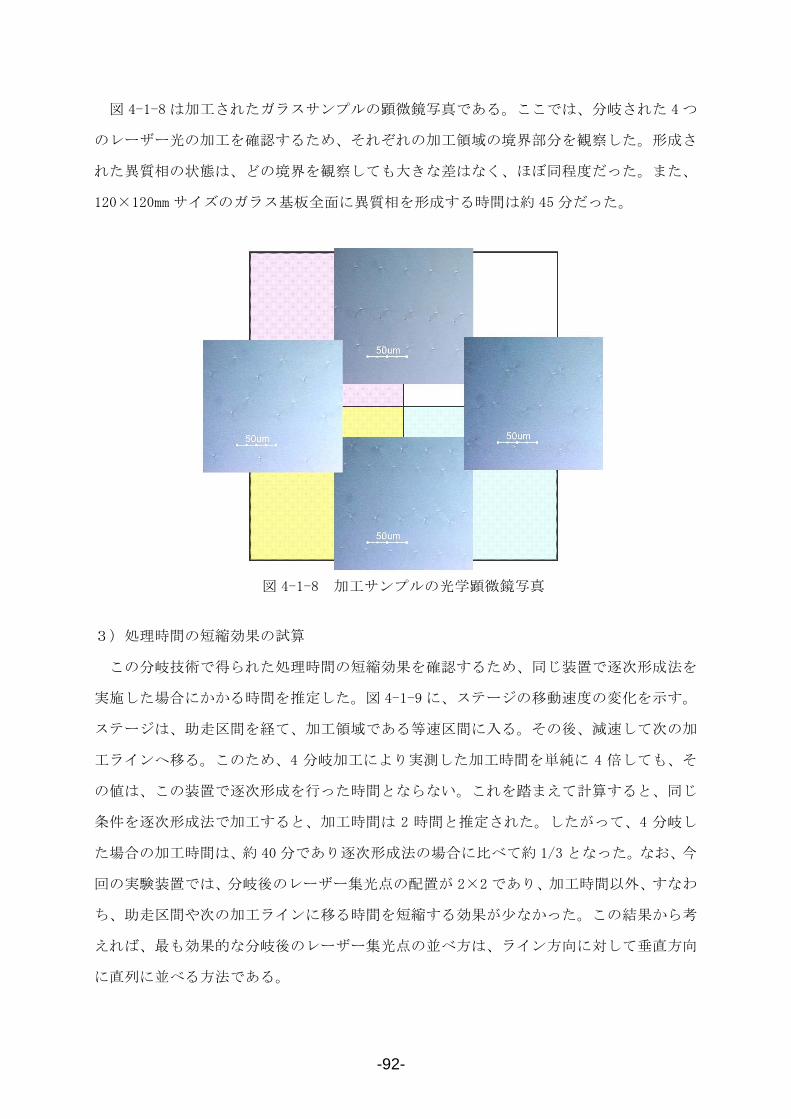
図 4-1-8 は加工されたガラスサンプルの顕微鏡写真である。ここでは、分岐された 4 つ
のレーザー光の加工を確認するため、それぞれの加工領域の境界部分を観察した。形成さ
れた異質相の状態は、どの境界を観察しても大きな差はなく、ほぼ同程度だった。また、
120×120mm サイズのガラス基板全面に異質相を形成する時間は約 45 分だった。
3)処理時間の短縮効果の試算
この分岐技術で得られた処理時間の短縮効果を確認するため、同じ装置で逐次形成法を
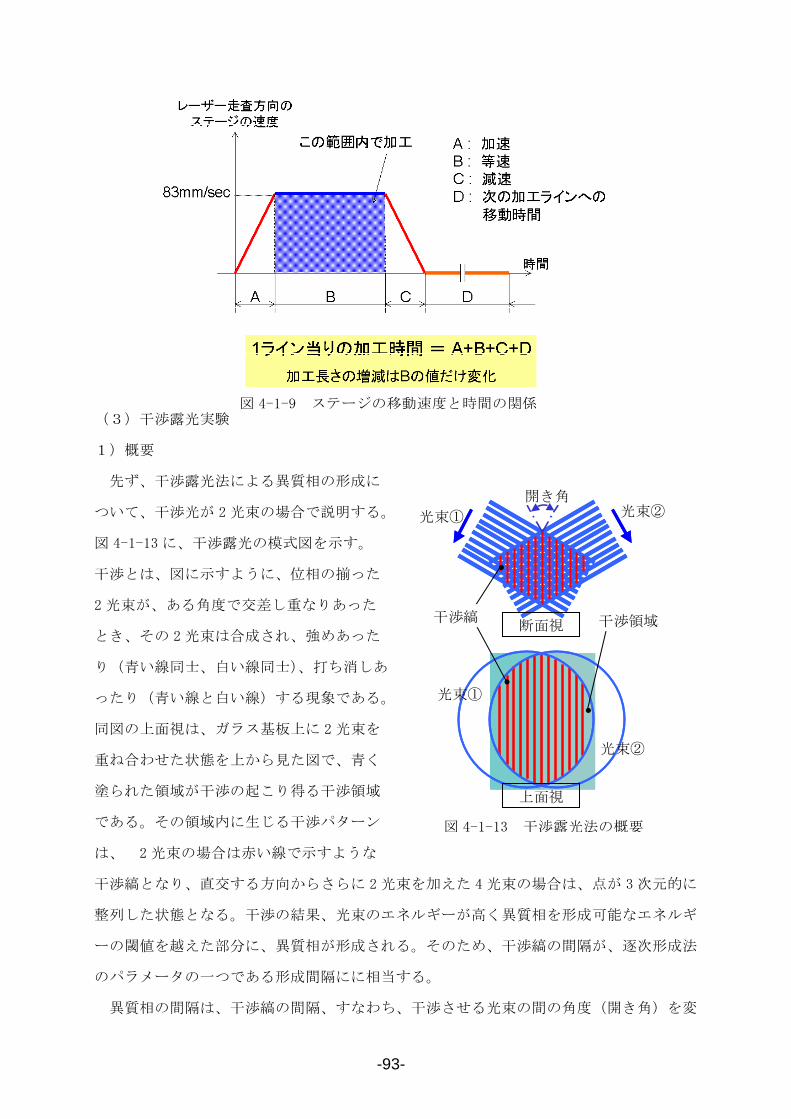
実施した場合にかかる時間を推定した。図 4-1-9 に、ステージの移動速度の変化を示す。
ステージは、助走区間を経て、加工領域である等速区間に入る。その後、減速して次の加
工ラインへ移る。このため、4 分岐加工により実測した加工時間を単純に 4 倍しても、そ
の値は、この装置で逐次形成を行った時間とならない。これを踏まえて計算すると、同じ
条件を逐次形成法で加工すると、加工時間は 2 時間と推定された。したがって、4 分岐し
た場合の加工時間は、約 40 分であり逐次形成法の場合に比べて約 1/3 となった。なお、今
回の実験装置では、分岐後のレーザー集光点の配置が 2×2 であり、加工時間以外、すなわ
ち、助走区間や次の加工ラインに移る時間を短縮する効果が少なかった。この結果から考
えれば、 も効果的な分岐後のレーザー集光点の並べ方は、ライン方向に対して垂直方向
に直列に並べる方法である。
-93-
(3)干渉露光実験
1)概要
先ず、干渉露光法による異質相の形成に
ついて、干渉光が 2 光束の場合で説明する。
図 4-1-13 に、干渉露光の模式図を示す。
干渉とは、図に示すように、位相の揃った
2 光束が、ある角度で交差し重なりあった
とき、その 2 光束は合成され、強めあった
り(青い線同士、白い線同士)、打ち消しあ
ったり(青い線と白い線)する現象である。
同図の上面視は、ガラス基板上に 2 光束を
重ね合わせた状態を上から見た図で、青く
塗られた領域が干渉の起こり得る干渉領域
である。その領域内に生じる干渉パターン
は、 2 光束の場合は赤い線で示すような
干渉縞となり、直交する方向からさらに 2 光束を加えた 4 光束の場合は、点が 3 次元的に
整列した状態となる。干渉の結果、光束のエネルギーが高く異質相を形成可能なエネルギ
ーの閾値を越えた部分に、異質相が形成される。そのため、干渉縞の間隔が、逐次形成法
のパラメータの一つである形成間隔にに相当する。
異質相の間隔は、干渉縞の間隔、すなわち、干渉させる光束の間の角度(開き角)を変
図 4-1-9 ステージの移動速度と時間の関係
図 4-1-13 干渉露光法の概要
光束① 光束②
上面視
干渉縞
光束①
光束②
断面視 干渉領域
開き角
-94-
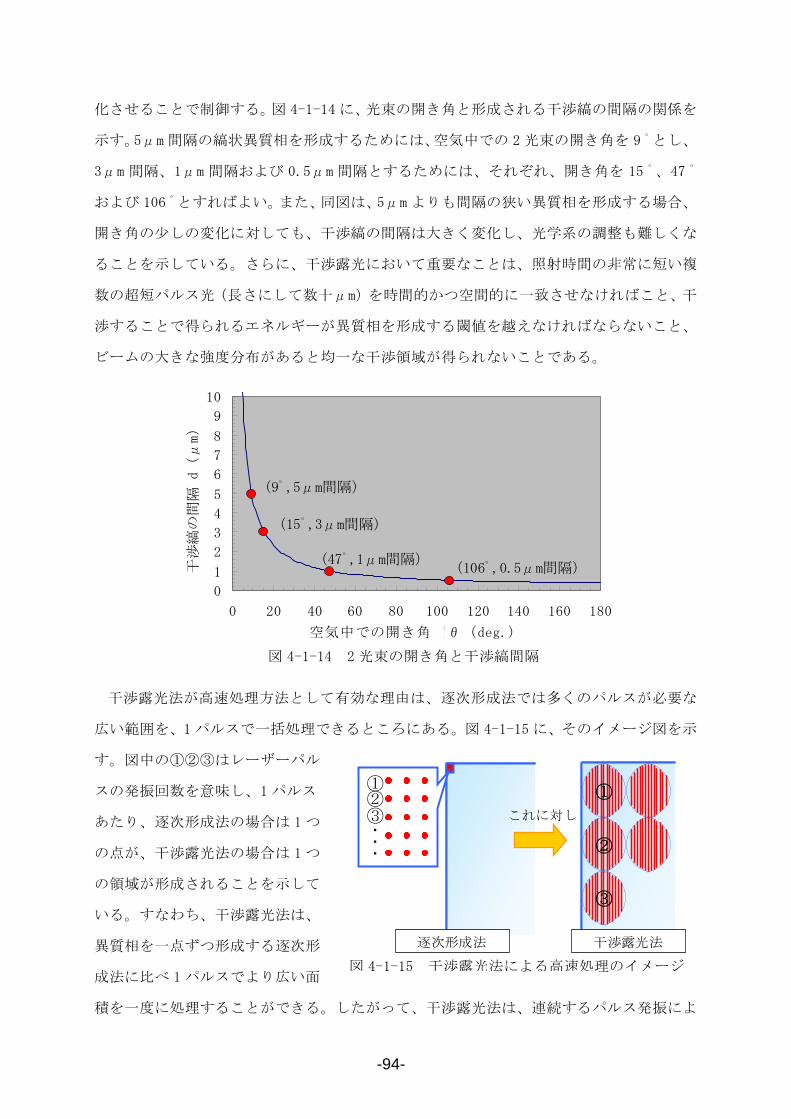
化させることで制御する。図 4-1-14 に、光束の開き角と形成される干渉縞の間隔の関係を
示す。5μm 間隔の縞状異質相を形成するためには、空気中での 2 光束の開き角を 9 ゚とし、
3μm 間隔、1μm 間隔および 0.5μm 間隔とするためには、それぞれ、開き角を 15 ゚、47 ゚
および 106 ゚とすればよい。また、同図は、5μm よりも間隔の狭い異質相を形成する場合、
開き角の少しの変化に対しても、干渉縞の間隔は大きく変化し、光学系の調整も難しくな
ることを示している。さらに、干渉露光において重要なことは、照射時間の非常に短い複
数の超短パルス光(長さにして数十μm)を時間的かつ空間的に一致させなければこと、干
渉することで得られるエネルギーが異質相を形成する閾値を越えなければならないこと、
ビームの大きな強度分布があると均一な干渉領域が得られないことである。
干渉露光法が高速処理方法として有効な理由は、逐次形成法では多くのパルスが必要な
広い範囲を、1 パルスで一括処理できるところにある。図 4-1-15 に、そのイメージ図を示
す。図中の①②③はレーザーパル
スの発振回数を意味し、1 パルス
あたり、逐次形成法の場合は 1 つ
の点が、干渉露光法の場合は 1 つ
の領域が形成されることを示して
いる。すなわち、干渉露光法は、
異質相を一点ずつ形成する逐次形
成法に比べ 1 パルスでより広い面
積を一度に処理することができる。したがって、干渉露光法は、連続するパルス発振によ
0
1
2
3
4
5
6
7
8
9
10
0 20 40 60 80 100 120 140 160 180
空気中での開き角度θ(deg.)
干渉縞
の間
隔 d(
μm)
(9゚,5μm間隔)
(15゚,3μm間隔)
(47゚,1μm間隔)(106゚,0.5μm間隔)
図 4-1-14 2 光束の開き角と干渉縞間隔
図 4-1-15 干渉露光法による高速処理のイメージ
①②③
①
②
③
①
②
③
これに対し
逐次形成法 干渉露光法
・・・
-95-
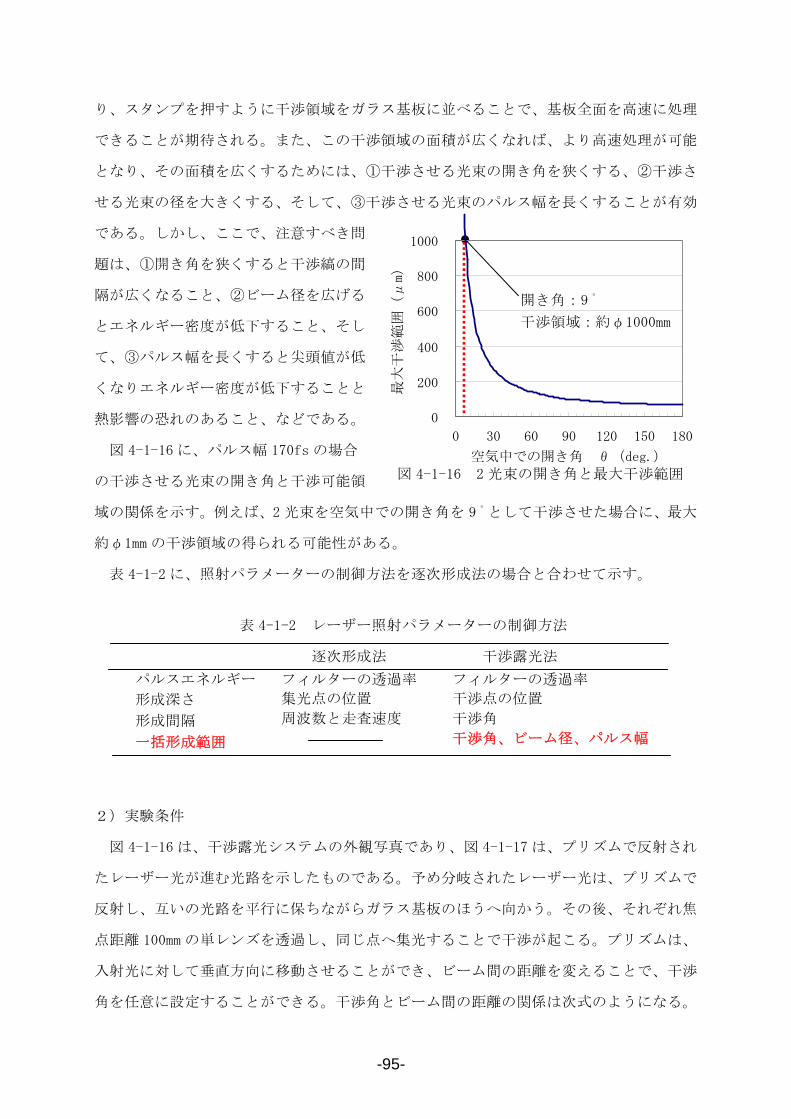
表 4-1-2 レーザー照射パラメーターの制御方法
逐次形成法
フィルターの透過率
集光点の位置
周波数と走査速度
干渉露光法
フィルターの透過率
干渉点の位置
干渉角
干渉角、ビーム径、パルス幅
パルスエネルギー
形成深さ
形成間隔
一括形成範囲
り、スタンプを押すように干渉領域をガラス基板に並べることで、基板全面を高速に処理
できることが期待される。また、この干渉領域の面積が広くなれば、より高速処理が可能
となり、その面積を広くするためには、①干渉させる光束の開き角を狭くする、②干渉さ
せる光束の径を大きくする、そして、③干渉させる光束のパルス幅を長くすることが有効
である。しかし、ここで、注意すべき問
題は、①開き角を狭くすると干渉縞の間
隔が広くなること、②ビーム径を広げる
とエネルギー密度が低下すること、そし
て、③パルス幅を長くすると尖頭値が低
くなりエネルギー密度が低下することと
熱影響の恐れのあること、などである。
図 4-1-16 に、パルス幅 170fs の場合
の干渉させる光束の開き角と干渉可能領
域の関係を示す。例えば、2 光束を空気中での開き角を 9 ゚として干渉させた場合に、 大
約φ1mm の干渉領域の得られる可能性がある。
表 4-1-2 に、照射パラメーターの制御方法を逐次形成法の場合と合わせて示す。
2)実験条件
図 4-1-16 は、干渉露光システムの外観写真であり、図 4-1-17 は、プリズムで反射され
たレーザー光が進む光路を示したものである。予め分岐されたレーザー光は、プリズムで
反射し、互いの光路を平行に保ちながらガラス基板のほうへ向かう。その後、それぞれ焦
点距離 100mm の単レンズを透過し、同じ点へ集光することで干渉が起こる。プリズムは、
入射光に対して垂直方向に移動させることができ、ビーム間の距離を変えることで、干渉
角を任意に設定することができる。干渉角とビーム間の距離の関係は次式のようになる。
図 4-1-16 2 光束の開き角と 大干渉範囲
0
200
400
600
800
1000
0 30 60 90 120 150 180
空気中での開き角度θ(deg.)
大干渉範囲(μm)
開き角:9 ゚
干渉領域:約φ1000mm
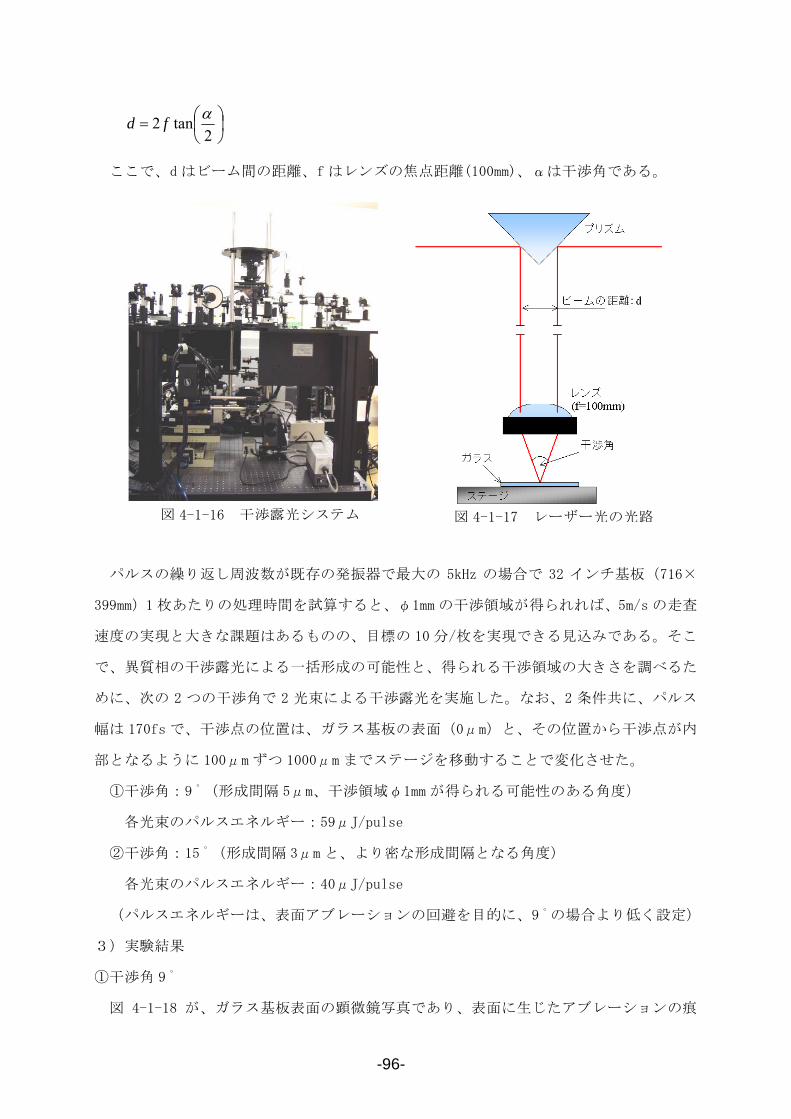
-96-
⎟⎠⎞
⎜⎝⎛=
2tan2 αfd
ここで、d はビーム間の距離、f はレンズの焦点距離(100mm)、αは干渉角である。
パルスの繰り返し周波数が既存の発振器で 大の 5kHz の場合で 32 インチ基板(716×
399mm)1 枚あたりの処理時間を試算すると、φ1mm の干渉領域が得られれば、5m/s の走査
速度の実現と大きな課題はあるものの、目標の 10 分/枚を実現できる見込みである。そこ
で、異質相の干渉露光による一括形成の可能性と、得られる干渉領域の大きさを調べるた
めに、次の 2 つの干渉角で 2 光束による干渉露光を実施した。なお、2 条件共に、パルス
幅は 170fs で、干渉点の位置は、ガラス基板の表面(0μm)と、その位置から干渉点が内
部となるように 100μm ずつ 1000μm までステージを移動することで変化させた。
①干渉角:9 ゚(形成間隔 5μm、干渉領域φ1mm が得られる可能性のある角度)
各光束のパルスエネルギー:59μJ/pulse
②干渉角:15 ゚(形成間隔 3μm と、より密な形成間隔となる角度)
各光束のパルスエネルギー:40μJ/pulse
(パルスエネルギーは、表面アブレーションの回避を目的に、9 ゚の場合より低く設定)
3)実験結果
①干渉角 9 ゚
図 4-1-18 が、ガラス基板表面の顕微鏡写真であり、表面に生じたアブレーションの痕
図 4-1-17 レーザー光の光路図 4-1-16 干渉露光システム
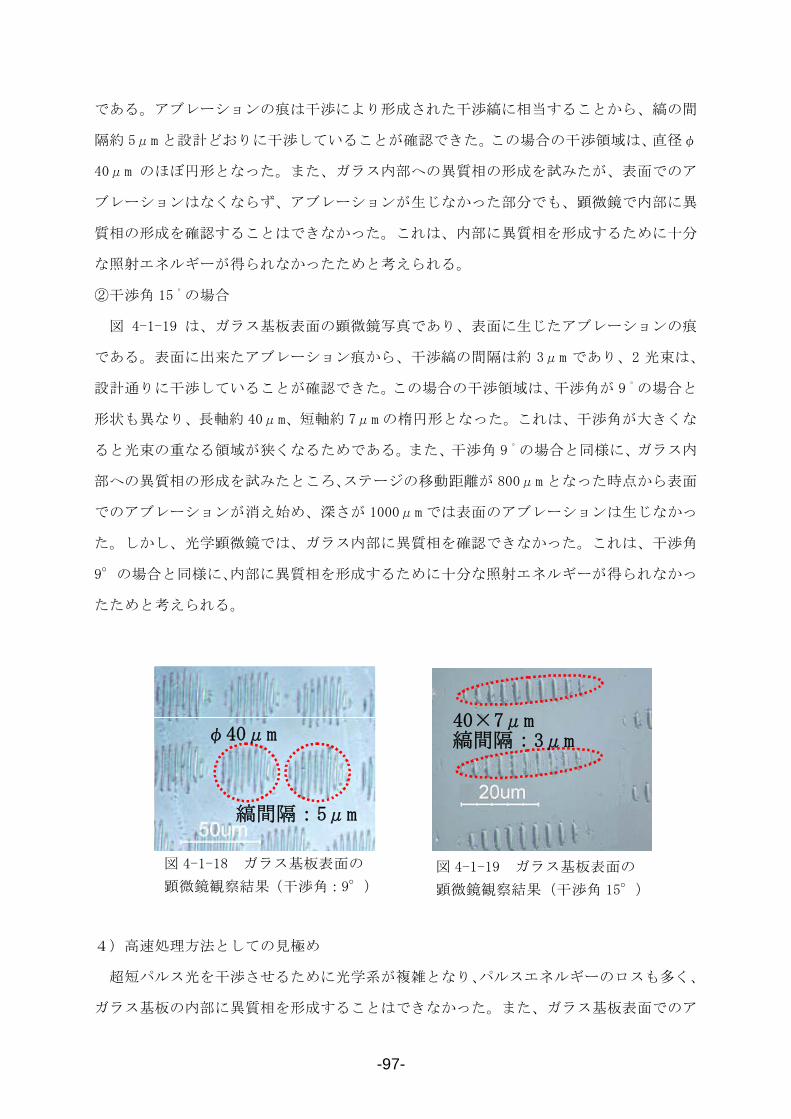
-97-
である。アブレーションの痕は干渉により形成された干渉縞に相当することから、縞の間
隔約 5μm と設計どおりに干渉していることが確認できた。この場合の干渉領域は、直径φ
40μm のほぼ円形となった。また、ガラス内部への異質相の形成を試みたが、表面でのア
ブレーションはなくならず、アブレーションが生じなかった部分でも、顕微鏡で内部に異
質相の形成を確認することはできなかった。これは、内部に異質相を形成するために十分
な照射エネルギーが得られなかったためと考えられる。
②干渉角 15 ゚の場合
図 4-1-19 は、ガラス基板表面の顕微鏡写真であり、表面に生じたアブレーションの痕
である。表面に出来たアブレーション痕から、干渉縞の間隔は約 3μm であり、2 光束は、
設計通りに干渉していることが確認できた。この場合の干渉領域は、干渉角が 9 ゚の場合と
形状も異なり、長軸約 40μm、短軸約 7μm の楕円形となった。これは、干渉角が大きくな
ると光束の重なる領域が狭くなるためである。また、干渉角 9 ゚の場合と同様に、ガラス内
部への異質相の形成を試みたところ、ステージの移動距離が 800μm となった時点から表面
でのアブレーションが消え始め、深さが 1000μm では表面のアブレーションは生じなかっ
た。しかし、光学顕微鏡では、ガラス内部に異質相を確認できなかった。これは、干渉角
9°の場合と同様に、内部に異質相を形成するために十分な照射エネルギーが得られなかっ
たためと考えられる。
4)高速処理方法としての見極め
超短パルス光を干渉させるために光学系が複雑となり、パルスエネルギーのロスも多く、
ガラス基板の内部に異質相を形成することはできなかった。また、ガラス基板表面でのア
φ40μm
縞間隔:5μm
図 4-1-18 ガラス基板表面の
顕微鏡観察結果(干渉角:9°)
図 4-1-19 ガラス基板表面の
顕微鏡観察結果(干渉角 15°)
40×7μm縞間隔:3μm
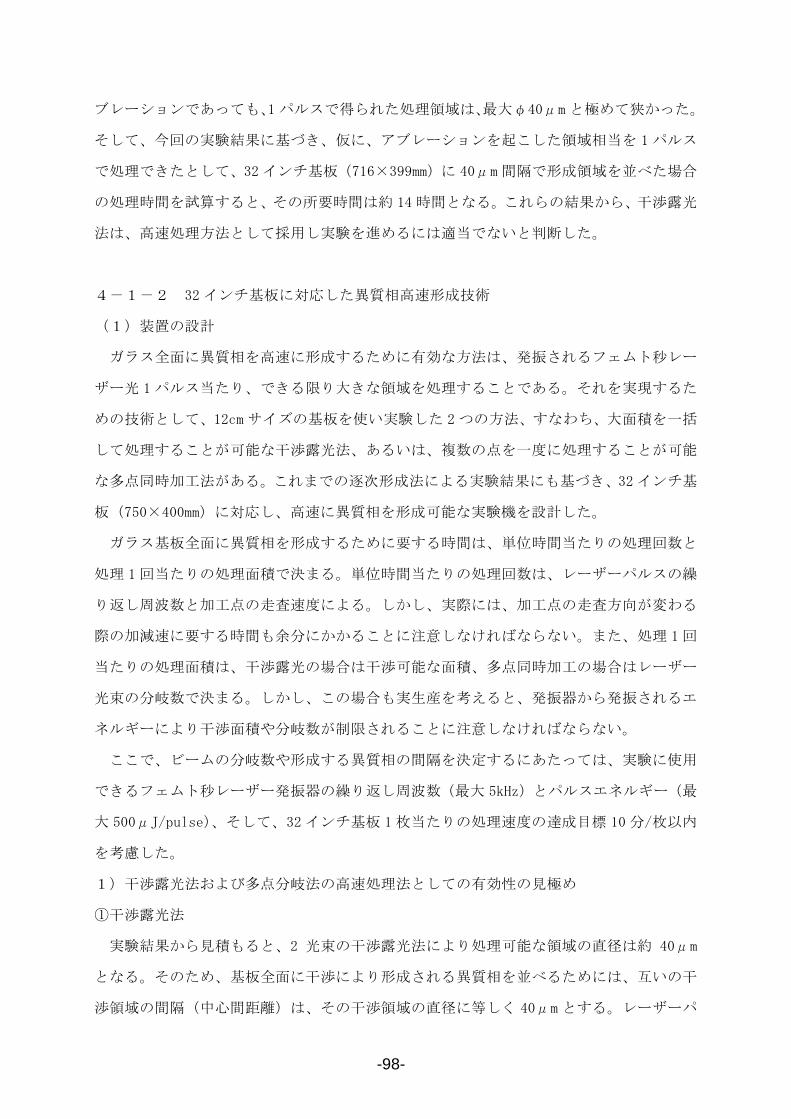
-98-
ブレーションであっても、1 パルスで得られた処理領域は、 大φ40μm と極めて狭かった。
そして、今回の実験結果に基づき、仮に、アブレーションを起こした領域相当を 1 パルス
で処理できたとして、32 インチ基板(716×399mm)に 40μm 間隔で形成領域を並べた場合
の処理時間を試算すると、その所要時間は約 14 時間となる。これらの結果から、干渉露光
法は、高速処理方法として採用し実験を進めるには適当でないと判断した。
4-1-2 32 インチ基板に対応した異質相高速形成技術
(1)装置の設計
ガラス全面に異質相を高速に形成するために有効な方法は、発振されるフェムト秒レー
ザー光 1 パルス当たり、できる限り大きな領域を処理することである。それを実現するた
めの技術として、12cm サイズの基板を使い実験した 2 つの方法、すなわち、大面積を一括
して処理することが可能な干渉露光法、あるいは、複数の点を一度に処理することが可能
な多点同時加工法がある。これまでの逐次形成法による実験結果にも基づき、32 インチ基
板(750×400mm)に対応し、高速に異質相を形成可能な実験機を設計した。
ガラス基板全面に異質相を形成するために要する時間は、単位時間当たりの処理回数と
処理 1 回当たりの処理面積で決まる。単位時間当たりの処理回数は、レーザーパルスの繰
り返し周波数と加工点の走査速度による。しかし、実際には、加工点の走査方向が変わる
際の加減速に要する時間も余分にかかることに注意しなければならない。また、処理 1 回
当たりの処理面積は、干渉露光の場合は干渉可能な面積、多点同時加工の場合はレーザー
光束の分岐数で決まる。しかし、この場合も実生産を考えると、発振器から発振されるエ
ネルギーにより干渉面積や分岐数が制限されることに注意しなければならない。
ここで、ビームの分岐数や形成する異質相の間隔を決定するにあたっては、実験に使用
できるフェムト秒レーザー発振器の繰り返し周波数( 大 5kHz)とパルスエネルギー(
大 500μJ/pulse)、そして、32 インチ基板 1 枚当たりの処理速度の達成目標 10 分/枚以内
を考慮した。
1)干渉露光法および多点分岐法の高速処理法としての有効性の見極め
①干渉露光法
実験結果から見積もると、2 光束の干渉露光法により処理可能な領域の直径は約 40μm
となる。そのため、基板全面に干渉により形成される異質相を並べるためには、互いの干
渉領域の間隔(中心間距離)は、その干渉領域の直径に等しく 40μm とする。レーザーパ
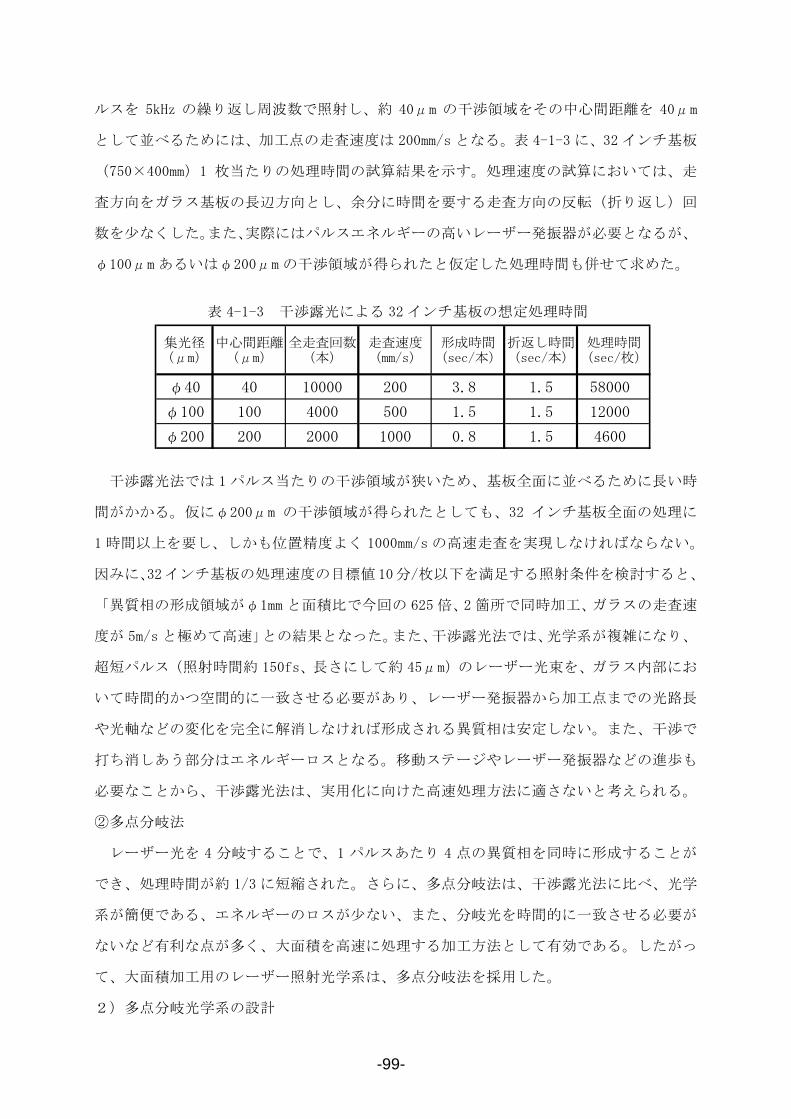
-99-
ルスを 5kHz の繰り返し周波数で照射し、約 40μm の干渉領域をその中心間距離を 40μm
として並べるためには、加工点の走査速度は 200mm/s となる。表 4-1-3 に、32 インチ基板
(750×400mm)1 枚当たりの処理時間の試算結果を示す。処理速度の試算においては、走
査方向をガラス基板の長辺方向とし、余分に時間を要する走査方向の反転(折り返し)回
数を少なくした。また、実際にはパルスエネルギーの高いレーザー発振器が必要となるが、
φ100μm あるいはφ200μm の干渉領域が得られたと仮定した処理時間も併せて求めた。
干渉露光法では 1 パルス当たりの干渉領域が狭いため、基板全面に並べるために長い時
間がかかる。仮にφ200μm の干渉領域が得られたとしても、32 インチ基板全面の処理に
1 時間以上を要し、しかも位置精度よく 1000mm/s の高速走査を実現しなければならない。
因みに、32インチ基板の処理速度の目標値10分/枚以下を満足する照射条件を検討すると、
「異質相の形成領域がφ1mm と面積比で今回の 625 倍、2 箇所で同時加工、ガラスの走査速
度が 5m/s と極めて高速」との結果となった。また、干渉露光法では、光学系が複雑になり、
超短パルス(照射時間約 150fs、長さにして約 45μm)のレーザー光束を、ガラス内部にお
いて時間的かつ空間的に一致させる必要があり、レーザー発振器から加工点までの光路長
や光軸などの変化を完全に解消しなければ形成される異質相は安定しない。また、干渉で
打ち消しあう部分はエネルギーロスとなる。移動ステージやレーザー発振器などの進歩も
必要なことから、干渉露光法は、実用化に向けた高速処理方法に適さないと考えられる。
②多点分岐法
レーザー光を 4 分岐することで、1 パルスあたり 4 点の異質相を同時に形成することが
でき、処理時間が約 1/3 に短縮された。さらに、多点分岐法は、干渉露光法に比べ、光学
系が簡便である、エネルギーのロスが少ない、また、分岐光を時間的に一致させる必要が
ないなど有利な点が多く、大面積を高速に処理する加工方法として有効である。したがっ
て、大面積加工用のレーザー照射光学系は、多点分岐法を採用した。
2)多点分岐光学系の設計
表 4-1-3 干渉露光による 32 インチ基板の想定処理時間
集光径 中心間距離 全走査回数 走査速度 形成時間 折返し時間 処理時間(μm) (μm) (本) (mm/s) (sec/本) (sec/本) (sec/枚)
φ40 40 10000 200 3.8 1.5 58000
φ100 100 4000 500 1.5 1.5 12000
φ200 200 2000 1000 0.8 1.5 4600
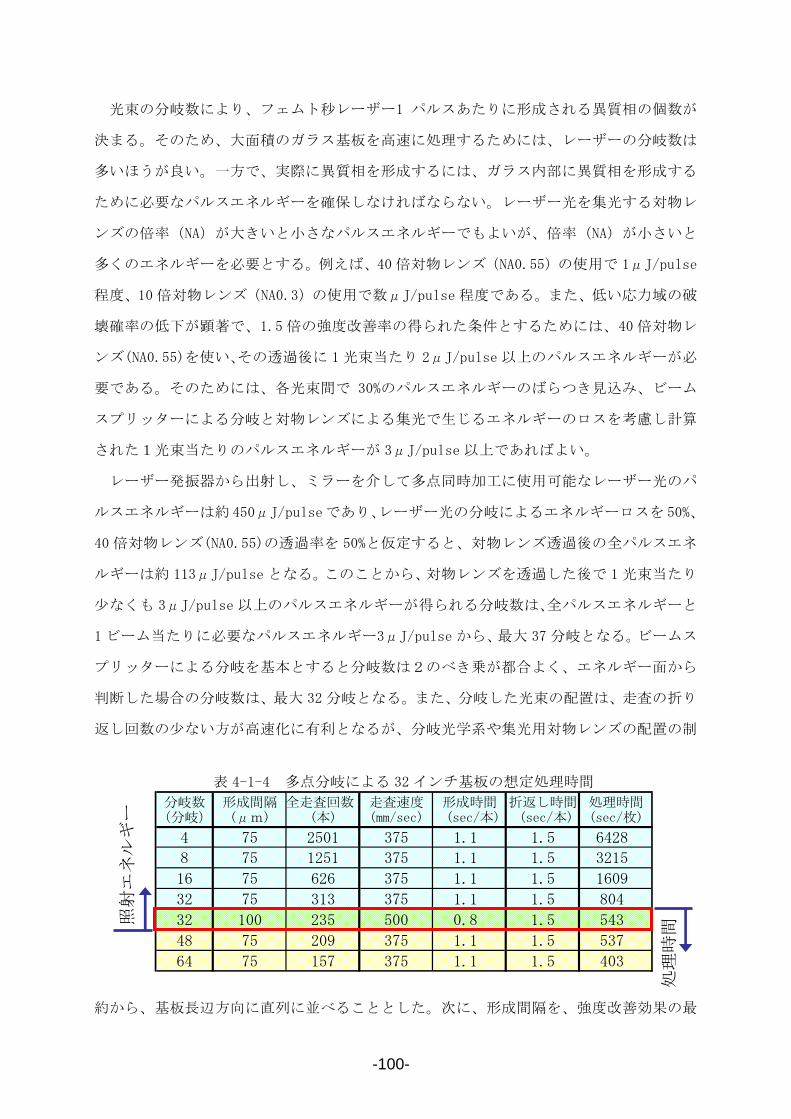
-100-
光束の分岐数により、フェムト秒レーザー1 パルスあたりに形成される異質相の個数が
決まる。そのため、大面積のガラス基板を高速に処理するためには、レーザーの分岐数は
多いほうが良い。一方で、実際に異質相を形成するには、ガラス内部に異質相を形成する
ために必要なパルスエネルギーを確保しなければならない。レーザー光を集光する対物レ
ンズの倍率(NA)が大きいと小さなパルスエネルギーでもよいが、倍率(NA)が小さいと
多くのエネルギーを必要とする。例えば、40 倍対物レンズ(NA0.55)の使用で 1μJ/pulse
程度、10 倍対物レンズ(NA0.3)の使用で数μJ/pulse 程度である。また、低い応力域の破
壊確率の低下が顕著で、1.5 倍の強度改善率の得られた条件とするためには、40 倍対物レ
ンズ(NA0.55)を使い、その透過後に 1 光束当たり 2μJ/pulse 以上のパルスエネルギーが必
要である。そのためには、各光束間で 30%のパルスエネルギーのばらつき見込み、ビーム
スプリッターによる分岐と対物レンズによる集光で生じるエネルギーのロスを考慮し計算
された1光束当たりのパルスエネルギーが 3μJ/pulse 以上であればよい。
レーザー発振器から出射し、ミラーを介して多点同時加工に使用可能なレーザー光のパ
ルスエネルギーは約450μJ/pulseであり、レーザー光の分岐によるエネルギーロスを50%、
40 倍対物レンズ(NA0.55)の透過率を 50%と仮定すると、対物レンズ透過後の全パルスエネ
ルギーは約 113μJ/pulse となる。このことから、対物レンズを透過した後で 1 光束当たり
少なくも 3μJ/pulse 以上のパルスエネルギーが得られる分岐数は、全パルスエネルギーと
1 ビーム当たりに必要なパルスエネルギー3μJ/pulse から、 大 37 分岐となる。ビームス
プリッターによる分岐を基本とすると分岐数は2のべき乗が都合よく、エネルギー面から
判断した場合の分岐数は、 大 32 分岐となる。また、分岐した光束の配置は、走査の折り
返し回数の少ない方が高速化に有利となるが、分岐光学系や集光用対物レンズの配置の制
約から、基板長辺方向に直列に並べることとした。次に、形成間隔を、強度改善効果の
表 4-1-4 多点分岐による 32 インチ基板の想定処理時間
分岐数 形成間隔 全走査回数 走査速度 形成時間 折返し時間 処理時間(分岐) (μm) (本) (mm/sec) (sec/本) (sec/本) (sec/枚)
4 75 2501 375 1.1 1.5 6428
8 75 1251 375 1.1 1.5 3215
16 75 626 375 1.1 1.5 1609
32 75 313 375 1.1 1.5 804
32 100 235 500 0.8 1.5 543
48 75 209 375 1.1 1.5 537
64 75 157 375 1.1 1.5 403
照射
エネル
ギー
処理
時間
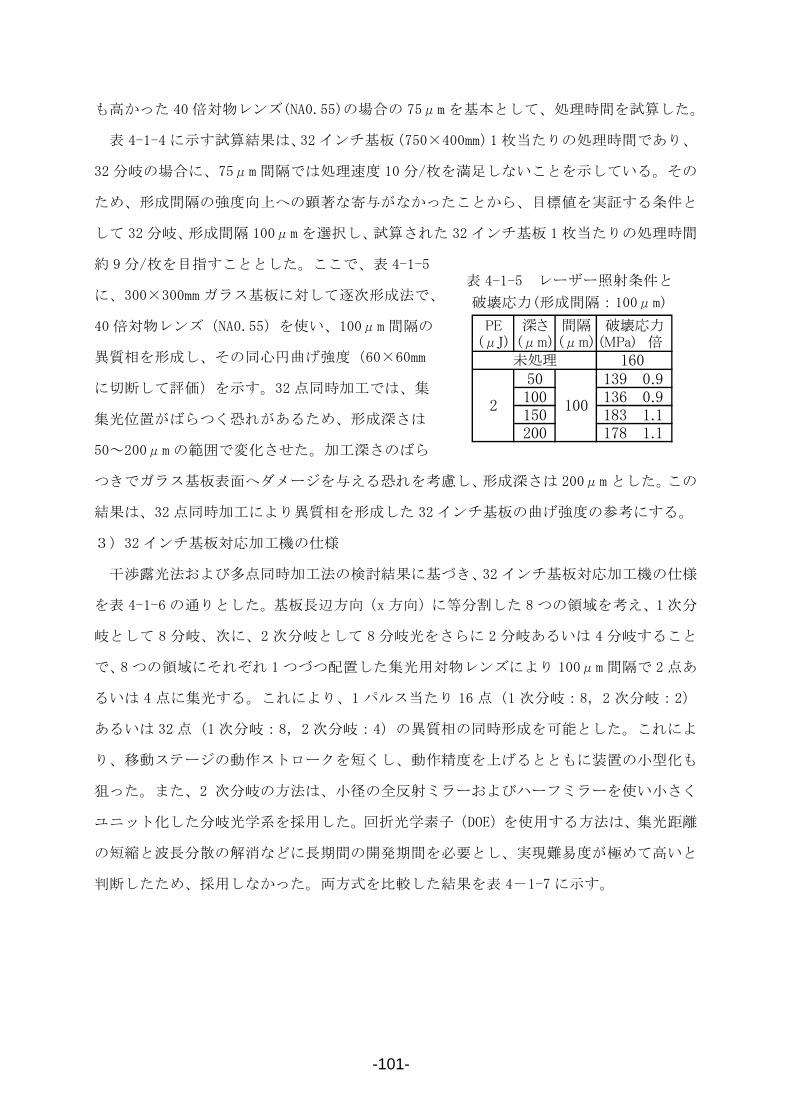
-101-
も高かった 40 倍対物レンズ(NA0.55)の場合の 75μm を基本として、処理時間を試算した。
表 4-1-4 に示す試算結果は、32 インチ基板(750×400mm)1 枚当たりの処理時間であり、
32 分岐の場合に、75μm 間隔では処理速度 10 分/枚を満足しないことを示している。その
ため、形成間隔の強度向上への顕著な寄与がなかったことから、目標値を実証する条件と
して 32 分岐、形成間隔 100μm を選択し、試算された 32 インチ基板 1 枚当たりの処理時間
約 9 分/枚を目指すこととした。ここで、表 4-1-5
に、300×300mm ガラス基板に対して逐次形成法で、
40 倍対物レンズ(NA0.55)を使い、100μm 間隔の
異質相を形成し、その同心円曲げ強度(60×60mm
に切断して評価)を示す。32 点同時加工では、集
集光位置がばらつく恐れがあるため、形成深さは
50~200μm の範囲で変化させた。加工深さのばら
つきでガラス基板表面へダメージを与える恐れを考慮し、形成深さは 200μm とした。この
結果は、32 点同時加工により異質相を形成した 32 インチ基板の曲げ強度の参考にする。
3)32 インチ基板対応加工機の仕様
干渉露光法および多点同時加工法の検討結果に基づき、32 インチ基板対応加工機の仕様
を表 4-1-6 の通りとした。基板長辺方向(x 方向)に等分割した 8 つの領域を考え、1 次分
岐として 8 分岐、次に、2 次分岐として 8 分岐光をさらに 2 分岐あるいは 4 分岐すること
で、8 つの領域にそれぞれ 1 つづつ配置した集光用対物レンズにより 100μm 間隔で 2 点あ
るいは 4 点に集光する。これにより、1 パルス当たり 16 点(1 次分岐:8,2 次分岐:2)
あるいは 32 点(1 次分岐:8,2 次分岐:4)の異質相の同時形成を可能とした。これによ
り、移動ステージの動作ストロークを短くし、動作精度を上げるとともに装置の小型化も
狙った。また、2 次分岐の方法は、小径の全反射ミラーおよびハーフミラーを使い小さく
ユニット化した分岐光学系を採用した。回折光学素子(DOE)を使用する方法は、集光距離
の短縮と波長分散の解消などに長期間の開発期間を必要とし、実現難易度が極めて高いと
判断したため、採用しなかった。両方式を比較した結果を表 4-1-7 に示す。
PE 深さ 間隔(μJ) (μm) (μm) (MPa) 倍
50 139 0.9100 136 0.9150 183 1.1200 178 1.1
未処理 160
2 100
破壊応力
表 4-1-5 レーザー照射条件と
破壊応力(形成間隔:100μm)
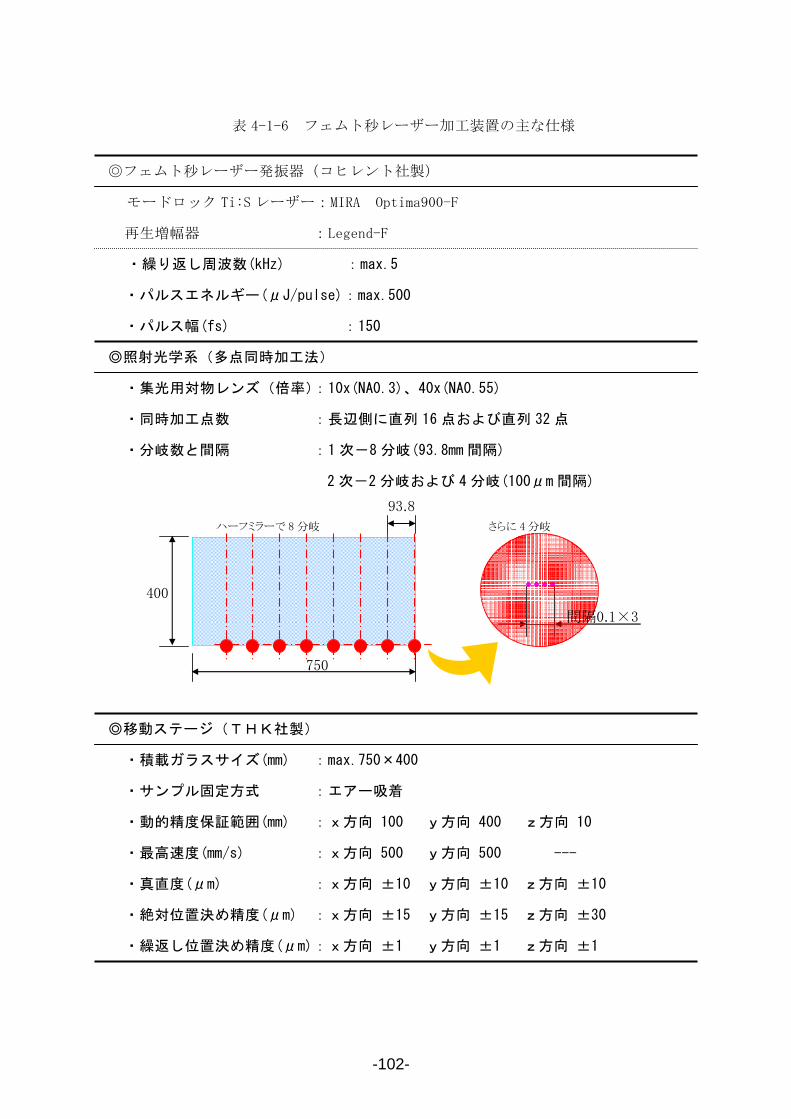
-102-
◎フェムト秒レーザー発振器(コヒレント社製)
モードロック Ti:S レーザー:MIRA Optima900-F
再生増幅器 :Legend-F
・繰り返し周波数(kHz) :max.5
・パルスエネルギー(μJ/pulse):max.500
・パルス幅(fs) :150
◎照射光学系(多点同時加工法)
・集光用対物レンズ(倍率):10x(NA0.3)、40x(NA0.55)
・同時加工点数 :長辺側に直列 16 点および直列 32 点
・分岐数と間隔 :1 次-8 分岐(93.8mm 間隔)
2 次-2 分岐および 4 分岐(100μm 間隔)
◎移動ステージ(THK社製)
・積載ガラスサイズ(mm) :max.750×400
・サンプル固定方式 :エアー吸着
・動的精度保証範囲(mm) :x方向 100 y方向 400 z方向 10
・最高速度(mm/s) :x方向 500 y方向 500 ---
・真直度(μm) :x方向 ±10 y方向 ±10 z方向 ±10
・絶対位置決め精度(μm) :x方向 ±15 y方向 ±15 z方向 ±30
・繰返し位置決め精度(μm):x方向 ±1 y方向 ±1 z方向 ±1
ハーフミラーで 8 分岐
間隔0.1×3
750
400
93.8
さらに 4 分岐
表 4-1-6 フェムト秒レーザー加工装置の主な仕様
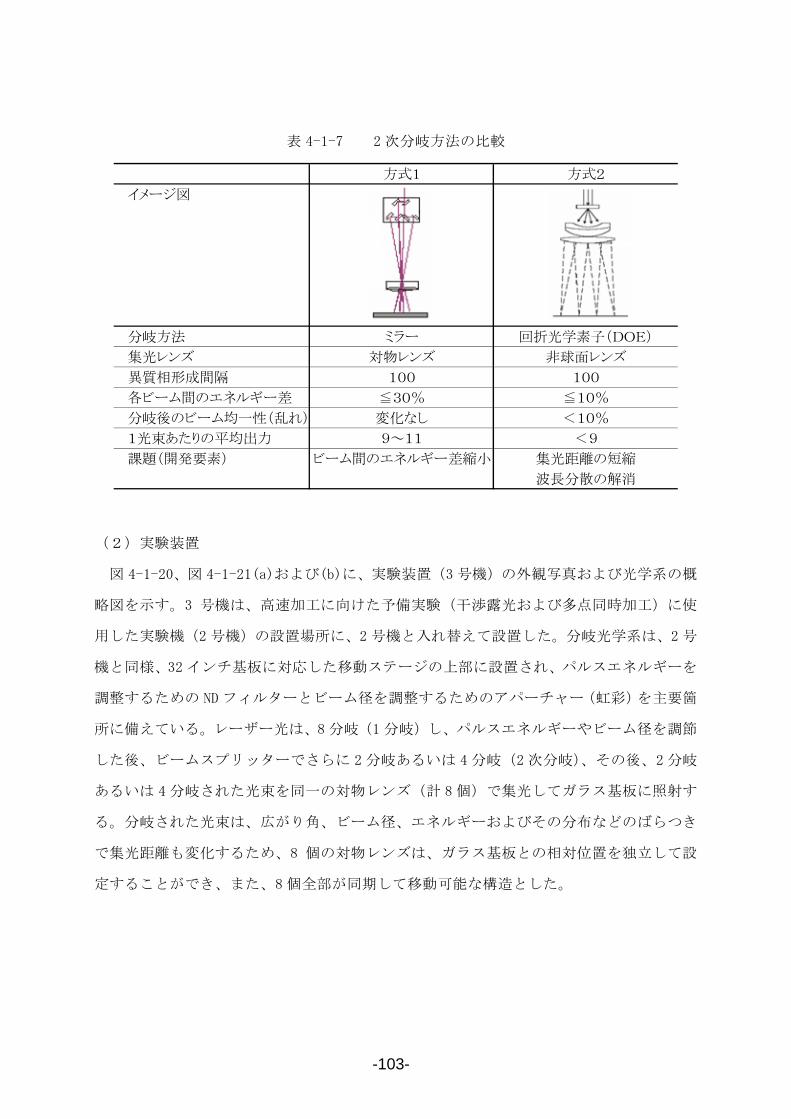
-103-
(2)実験装置
図 4-1-20、図 4-1-21(a)および(b)に、実験装置(3 号機)の外観写真および光学系の概
略図を示す。3 号機は、高速加工に向けた予備実験(干渉露光および多点同時加工)に使
用した実験機(2 号機)の設置場所に、2 号機と入れ替えて設置した。分岐光学系は、2 号
機と同様、32 インチ基板に対応した移動ステージの上部に設置され、パルスエネルギーを
調整するための ND フィルターとビーム径を調整するためのアパーチャー(虹彩)を主要箇
所に備えている。レーザー光は、8 分岐(1 分岐)し、パルスエネルギーやビーム径を調節
した後、ビームスプリッターでさらに 2 分岐あるいは 4 分岐(2 次分岐)、その後、2 分岐
あるいは 4 分岐された光束を同一の対物レンズ(計 8 個)で集光してガラス基板に照射す
る。分岐された光束は、広がり角、ビーム径、エネルギーおよびその分布などのばらつき
で集光距離も変化するため、8 個の対物レンズは、ガラス基板との相対位置を独立して設
定することができ、また、8 個全部が同期して移動可能な構造とした。
方式1 方式2
イメージ図
分岐方法 ミラー 回折光学素子(DOE)
集光レンズ 対物レンズ 非球面レンズ
異質相形成間隔 100 100
各ビーム間のエネルギー差 ≦30% ≦10%
分岐後のビーム均一性(乱れ) 変化なし <10%
1光束あたりの平均出力 9~11 <9
課題(開発要素) ビーム間のエネルギー差縮小 集光距離の短縮
波長分散の解消
表 4-1-7 2 次分岐方法の比較
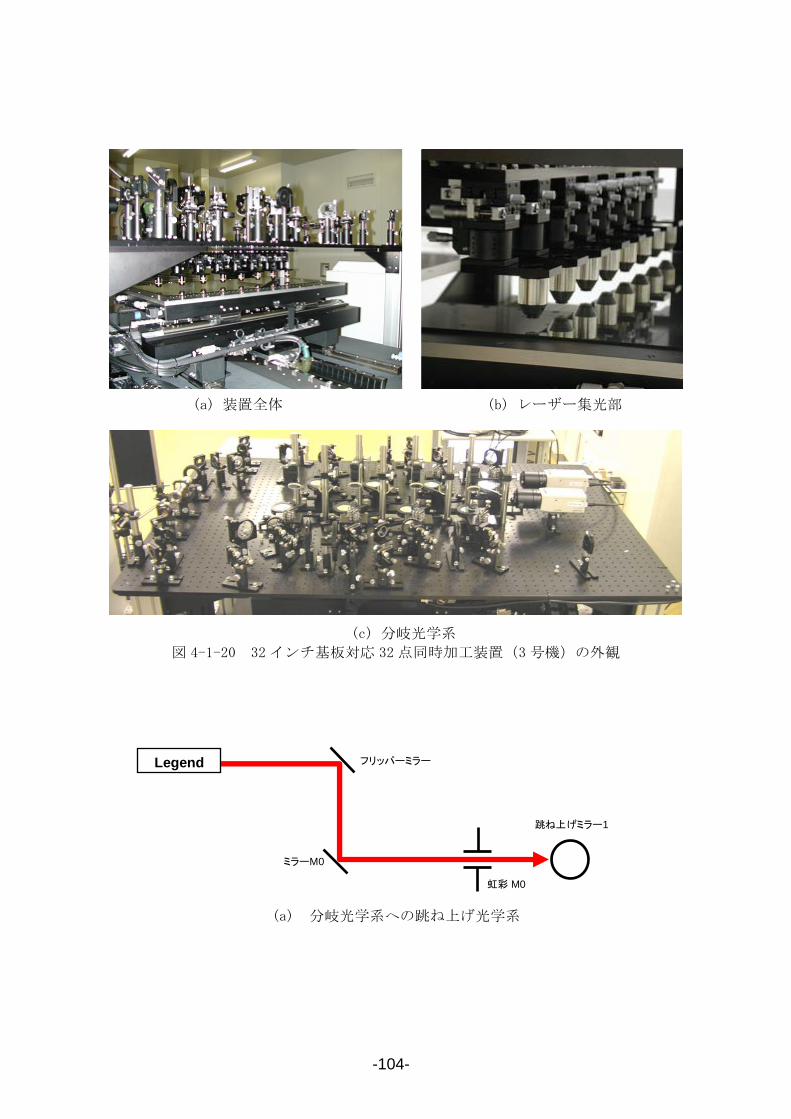
-104-
図 4-1-20 32 インチ基板対応 32 点同時加工装置(3 号機)の外観
(a) 装置全体 (b) レーザー集光部
(c) 分岐光学系
ミラーM0
フリッパーミラー
虹彩 M0
跳ね上げミラー1
Legend
(a) 分岐光学系への跳ね上げ光学系
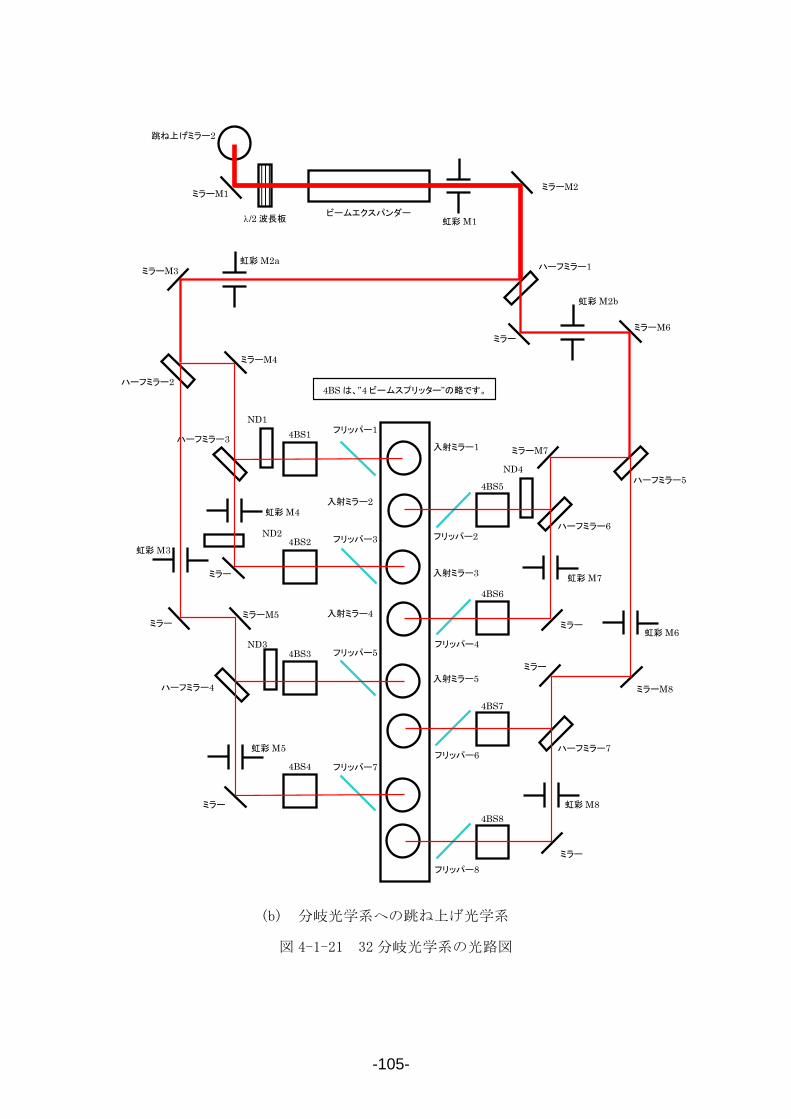
-105-
ND2
ハーフミラー4
ミラーM5
虹彩 M3
4BS3
4BS4
フリッパー5
フリッパー7
虹彩 M5
ND3
ミラー
ミラー
4BS7
4BS8
ハーフミラー7 フリッパー6
フリッパー8
虹彩 M6
虹彩 M8
ミラーM8
ミラー
ミラー
ハーフミラー5 4BS5
4BS6
ハーフミラー6 フリッパー2
フリッパー4
ND4
ミラーM7
虹彩 M7
ミラー
ハーフミラー2
ハーフミラー1 ミラーM3 虹彩 M2a
虹彩 M2b
ミラーM6 ミラー
ミラーM1 ミラーM2
虹彩 M1 ビームエクスパンダー
λ/2 波長板
跳ね上げミラー2
フリッパー1ハーフミラー3
ミラーM4
虹彩 M4
4BS1
4BS2 フリッパー3
ND1
ミラー
4BS は、”4 ビームスプリッター”の略です。
入射ミラー1
入射ミラー2
入射ミラー3
入射ミラー4
入射ミラー5
(b) 分岐光学系への跳ね上げ光学系
図 4-1-21 32 分岐光学系の光路図
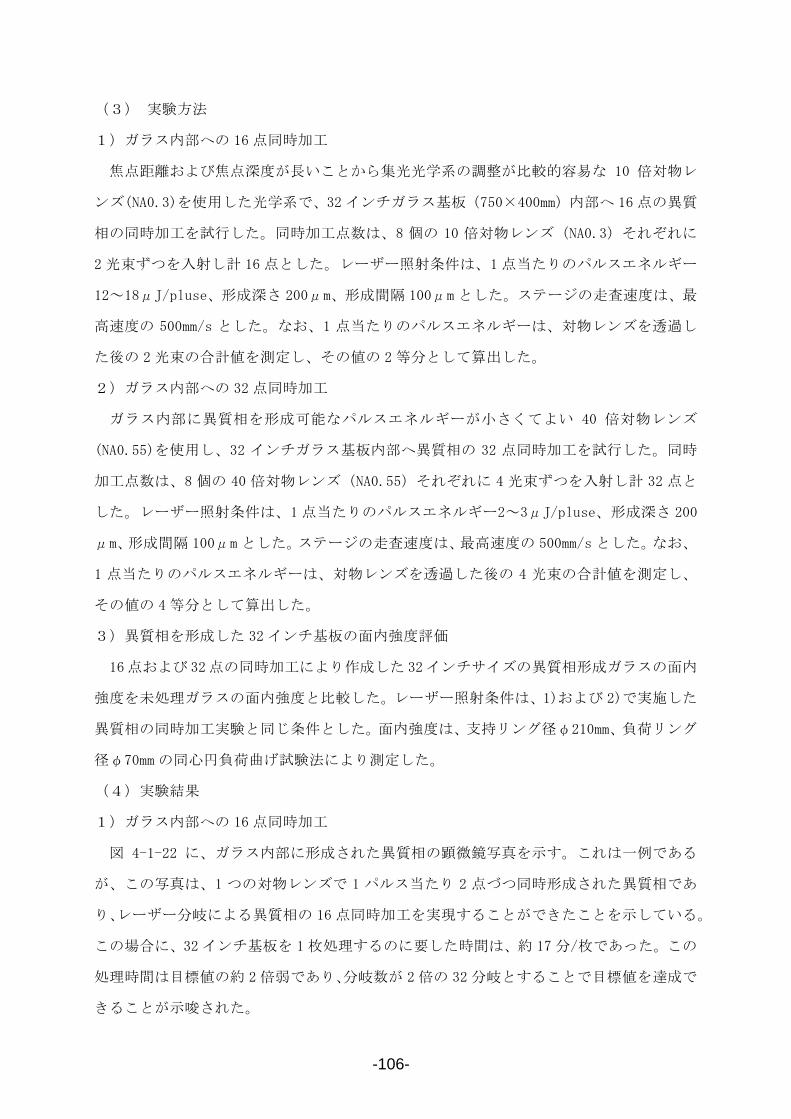
-106-
(3) 実験方法
1)ガラス内部への 16 点同時加工
焦点距離および焦点深度が長いことから集光光学系の調整が比較的容易な 10 倍対物レ
ンズ(NA0.3)を使用した光学系で、32 インチガラス基板(750×400mm)内部へ 16 点の異質
相の同時加工を試行した。同時加工点数は、8 個の 10 倍対物レンズ(NA0.3)それぞれに
2 光束ずつを入射し計 16 点とした。レーザー照射条件は、1 点当たりのパルスエネルギー
12~18μJ/pluse、形成深さ 200μm、形成間隔 100μm とした。ステージの走査速度は、
高速度の 500mm/s とした。なお、1 点当たりのパルスエネルギーは、対物レンズを透過し
た後の 2 光束の合計値を測定し、その値の 2 等分として算出した。
2)ガラス内部への 32 点同時加工
ガラス内部に異質相を形成可能なパルスエネルギーが小さくてよい 40 倍対物レンズ
(NA0.55)を使用し、32 インチガラス基板内部へ異質相の 32 点同時加工を試行した。同時
加工点数は、8 個の 40 倍対物レンズ(NA0.55)それぞれに 4 光束ずつを入射し計 32 点と
した。レーザー照射条件は、1 点当たりのパルスエネルギー2~3μJ/pluse、形成深さ 200
μm、形成間隔 100μm とした。ステージの走査速度は、 高速度の 500mm/s とした。なお、
1 点当たりのパルスエネルギーは、対物レンズを透過した後の 4 光束の合計値を測定し、
その値の 4 等分として算出した。
3)異質相を形成した 32 インチ基板の面内強度評価
16点および 32点の同時加工により作成した 32インチサイズの異質相形成ガラスの面内
強度を未処理ガラスの面内強度と比較した。レーザー照射条件は、1)および 2)で実施した
異質相の同時加工実験と同じ条件とした。面内強度は、支持リング径φ210mm、負荷リング
径φ70mm の同心円負荷曲げ試験法により測定した。
(4)実験結果
1)ガラス内部への 16 点同時加工
図 4-1-22 に、ガラス内部に形成された異質相の顕微鏡写真を示す。これは一例である
が、この写真は、1 つの対物レンズで 1 パルス当たり 2 点づつ同時形成された異質相であ
り、レーザー分岐による異質相の 16 点同時加工を実現することができたことを示している。
この場合に、32 インチ基板を 1 枚処理するのに要した時間は、約 17 分/枚であった。この
処理時間は目標値の約 2 倍弱であり、分岐数が 2 倍の 32 分岐とすることで目標値を達成で
きることが示唆された。
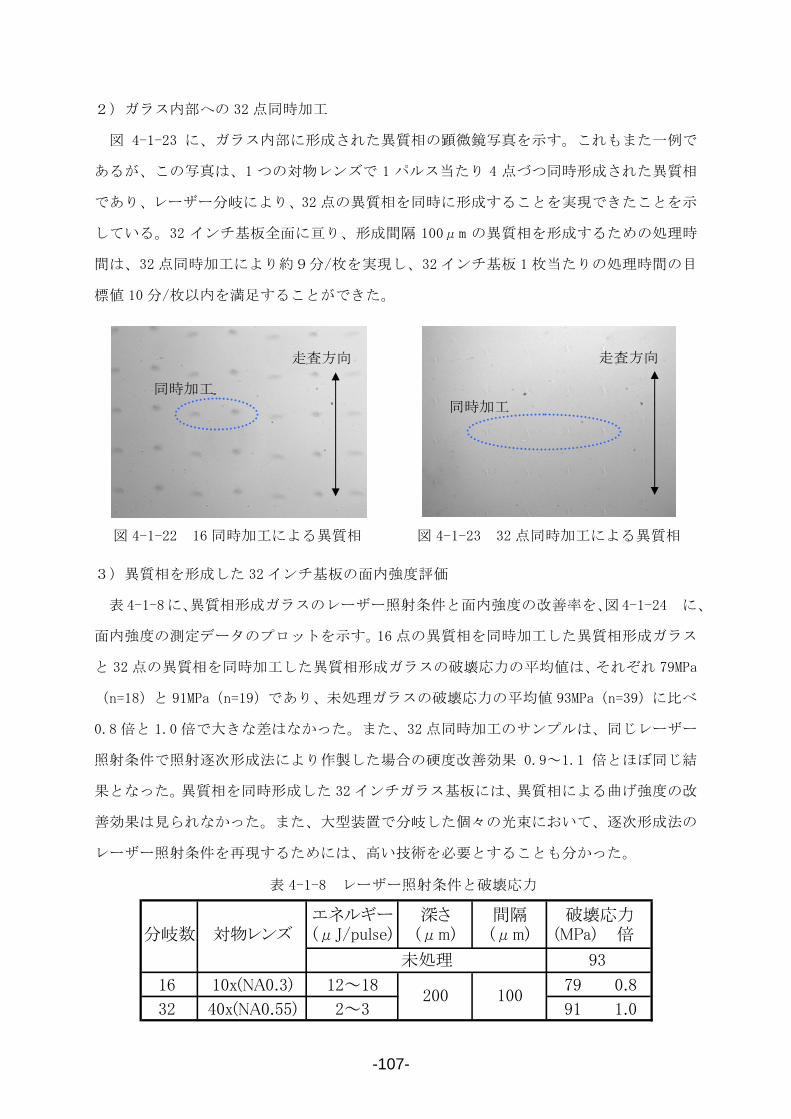
-107-
2)ガラス内部への 32 点同時加工
図 4-1-23 に、ガラス内部に形成された異質相の顕微鏡写真を示す。これもまた一例で
あるが、この写真は、1 つの対物レンズで 1 パルス当たり 4 点づつ同時形成された異質相
であり、レーザー分岐により、32 点の異質相を同時に形成することを実現できたことを示
している。32 インチ基板全面に亘り、形成間隔 100μm の異質相を形成するための処理時
間は、32 点同時加工により約9分/枚を実現し、32 インチ基板 1 枚当たりの処理時間の目
標値 10 分/枚以内を満足することができた。
3)異質相を形成した 32 インチ基板の面内強度評価
表 4-1-8に、異質相形成ガラスのレーザー照射条件と面内強度の改善率を、図4-1-24 に、
面内強度の測定データのプロットを示す。16 点の異質相を同時加工した異質相形成ガラス
と 32 点の異質相を同時加工した異質相形成ガラスの破壊応力の平均値は、それぞれ 79MPa
(n=18)と 91MPa(n=19)であり、未処理ガラスの破壊応力の平均値 93MPa(n=39)に比べ
0.8 倍と 1.0 倍で大きな差はなかった。また、32 点同時加工のサンプルは、同じレーザー
照射条件で照射逐次形成法により作製した場合の硬度改善効果 0.9~1.1 倍とほぼ同じ結
果となった。異質相を同時形成した 32 インチガラス基板には、異質相による曲げ強度の改
善効果は見られなかった。また、大型装置で分岐した個々の光束において、逐次形成法の
レーザー照射条件を再現するためには、高い技術を必要とすることも分かった。
同時加工
走査方向
図 4-1-23 32 点同時加工による異質相
同時加工
走査方向
図 4-1-22 16 同時加工による異質相
表 4-1-8 レーザー照射条件と破壊応力
エネルギー 深さ 間隔分岐数 対物レンズ (μJ/pulse) (μm) (μm) (MPa) 倍
16 10x(NA0.3) 12~18 79 0.8
32 40x(NA0.55) 2~3 91 1.0
未処理
100200
破壊応力
93
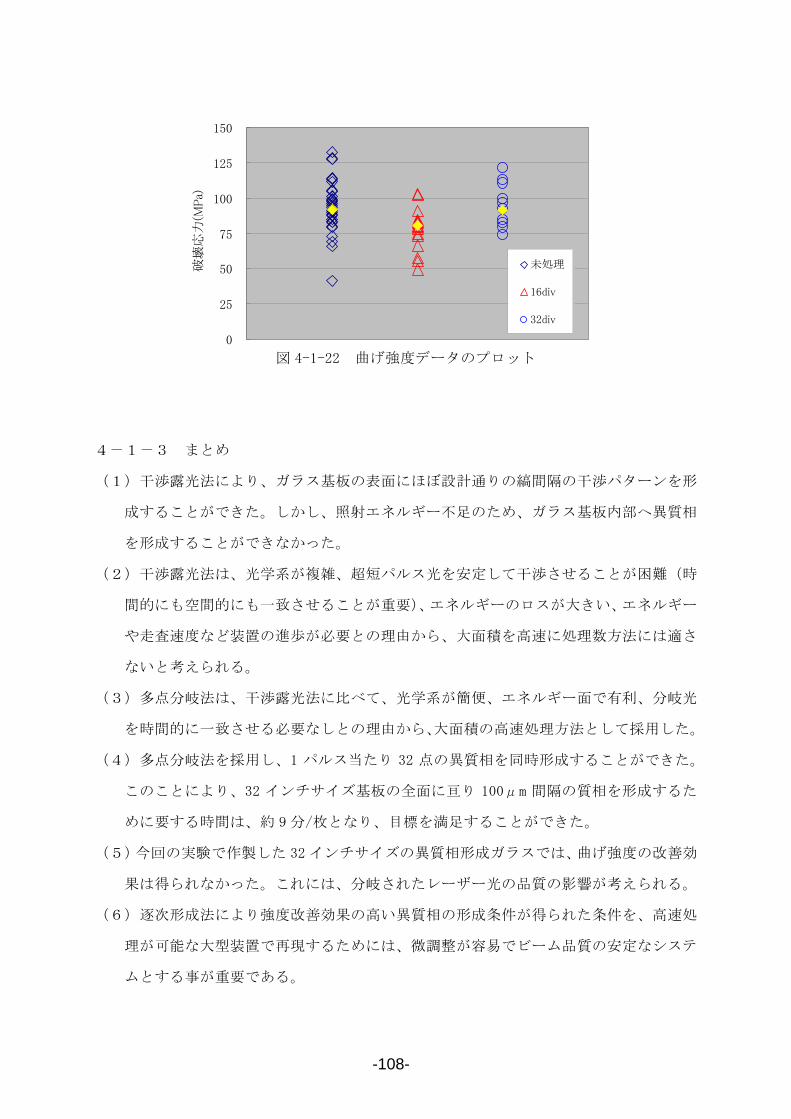
-108-
4-1-3 まとめ
(1)干渉露光法により、ガラス基板の表面にほぼ設計通りの縞間隔の干渉パターンを形
成することができた。しかし、照射エネルギー不足のため、ガラス基板内部へ異質相
を形成することができなかった。
(2)干渉露光法は、光学系が複雑、超短パルス光を安定して干渉させることが困難(時
間的にも空間的にも一致させることが重要)、エネルギーのロスが大きい、エネルギー
や走査速度など装置の進歩が必要との理由から、大面積を高速に処理数方法には適さ
ないと考えられる。
(3)多点分岐法は、干渉露光法に比べて、光学系が簡便、エネルギー面で有利、分岐光
を時間的に一致させる必要なしとの理由から、大面積の高速処理方法として採用した。
(4)多点分岐法を採用し、1 パルス当たり 32 点の異質相を同時形成することができた。
このことにより、32 インチサイズ基板の全面に亘り 100μm 間隔の質相を形成するた
めに要する時間は、約 9 分/枚となり、目標を満足することができた。
(5)今回の実験で作製した 32 インチサイズの異質相形成ガラスでは、曲げ強度の改善効
果は得られなかった。これには、分岐されたレーザー光の品質の影響が考えられる。
(6)逐次形成法により強度改善効果の高い異質相の形成条件が得られた条件を、高速処
理が可能な大型装置で再現するためには、微調整が容易でビーム品質の安定なシステ
ムとする事が重要である。
0
25
50
75
100
125
150
破壊
応力
(MPa)
未処理
16div
32div
図 4-1-22 曲げ強度データのプロット
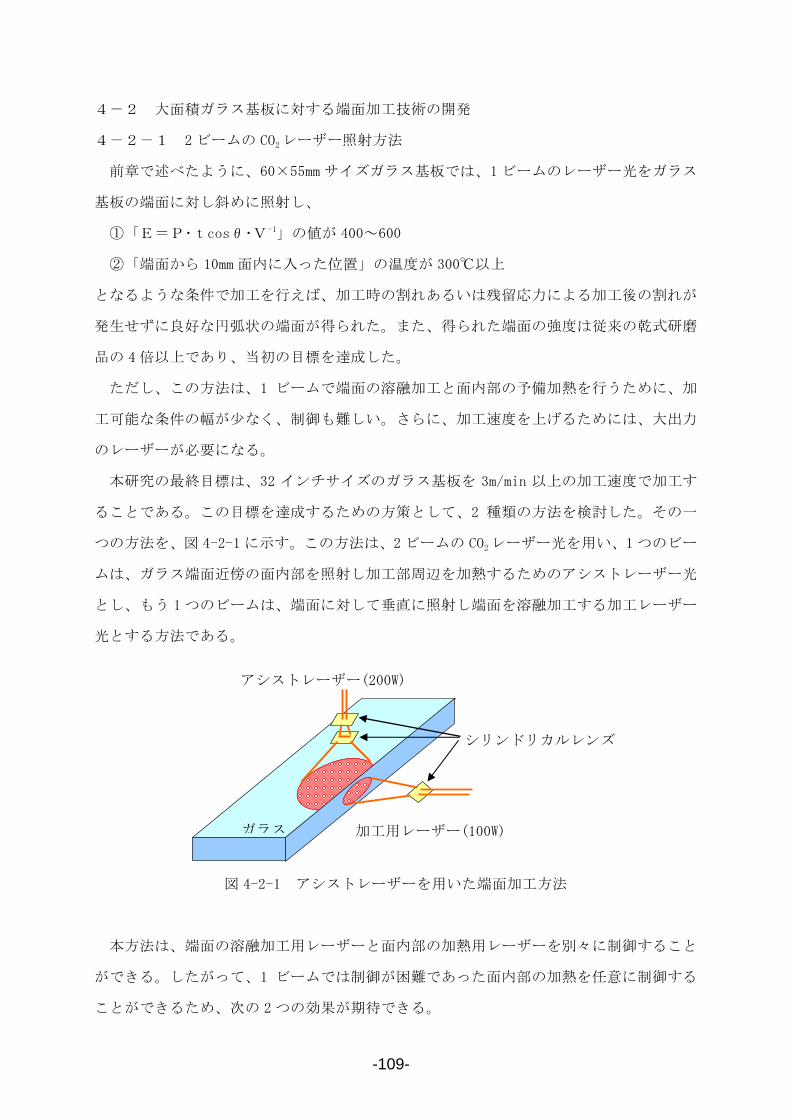
-109-
4-2 大面積ガラス基板に対する端面加工技術の開発
4-2-1 2 ビームの CO2レーザー照射方法
前章で述べたように、60×55mm サイズガラス基板では、1 ビームのレーザー光をガラス
基板の端面に対し斜めに照射し、
①「E=P・tcosθ・V-1」の値が 400~600
②「端面から 10mm 面内に入った位置」の温度が 300℃以上
となるような条件で加工を行えば、加工時の割れあるいは残留応力による加工後の割れが
発生せずに良好な円弧状の端面が得られた。また、得られた端面の強度は従来の乾式研磨
品の 4 倍以上であり、当初の目標を達成した。
ただし、この方法は、1 ビームで端面の溶融加工と面内部の予備加熱を行うために、加
工可能な条件の幅が少なく、制御も難しい。さらに、加工速度を上げるためには、大出力
のレーザーが必要になる。
本研究の 終目標は、32 インチサイズのガラス基板を 3m/min 以上の加工速度で加工す
ることである。この目標を達成するための方策として、2 種類の方法を検討した。その一
つの方法を、図 4-2-1 に示す。この方法は、2 ビームの CO2レーザー光を用い、1 つのビー
ムは、ガラス端面近傍の面内部を照射し加工部周辺を加熱するためのアシストレーザー光
とし、もう 1 つのビームは、端面に対して垂直に照射し端面を溶融加工する加工レーザー
光とする方法である。
図 4-2-1 アシストレーザーを用いた端面加工方法
本方法は、端面の溶融加工用レーザーと面内部の加熱用レーザーを別々に制御すること
ができる。したがって、1 ビームでは制御が困難であった面内部の加熱を任意に制御する
ことができるため、次の 2 つの効果が期待できる。
加工用レーザー(100W) ガラス
アシストレーザー(200W)
シリンドリカルレンズ
-110-
①端面部と面内部の温度勾配を少なくし、端面付近に発生する残留応力の軽減
②加工速度の向上
もう一つの方法は、ガラス基板全体を予備加熱する方法である。この方法は、従来から
知られている方法であり、端面部と面内部の温度勾配を小さくし、上記①および②と同じ
効果を求める方法である。
4-2-2 大面積ガラス基板用端面加工機の仕様
32インチサイズのディスプレイ用ガラス基板(750×400mm)の 4辺加工が可能な端面加工
機を製作した。
本加工機の特徴は、
①アシストレーザーを用いた 2 ビーム加工法を採用
②更に補助的にガラス基板全体を加熱できる赤外線ヒーターを配置
である。以下に本加工機の主な仕様について述べる。
(1)設備構成
①加工用レーザー
・ガラスの端面に垂直に照射し端面を火造り面に溶融加工する CO2 レーザーと、それを
端面に導く光学システム
②アシストレーザー
・端面近傍のガラス面内部を加熱する CO2レーザーと、それを端面に導く光学システム
③面内加熱装置
・ガラスの面内(ガラス全面)を加熱する装置
④ガラス基板載置移動ステージ
・ガラスを平面内で移動させることで全周にわたり端面加工が可能なステージ
⑤その他
・1辺のみの単独加工と 2 辺同時加工とを切り替え可能
(2)仕様
①加工用レーザー
・1 台当たりの出力は 100W であり、2 辺同時加工のために 2 台を設置した。
②アシストレーザー
・400W レーザー1 台を設置し、2 辺同時加工の際には光束を 2 系統に分岐して使う。

-111-
③面内加熱装置
・ガラス全体を歪点近傍の高温まで予備加熱することで、高速加工を可能とする。アシ
ストレーザーのみの加熱では不十分なときに使用する。ガラス端部近傍しか加熱でき
ないアシストレーザーに比べ、基板全面の加熱が可能なことから、エネルギー面で不
利ではあるが、高速加工には極めて有効である。ガラス基板を、 高 550℃まで加熱
することができる。
④加工可能ガラスサイズ
・32 インチ基板に対応するサイズとして、750×400mm サイズを加工することができる。
⑤ステージ走査速度
・ 終目標である加工速度の実証のため、ステージの 大走査速度は 3m/min である。
加工機の外観を図 4-2-2~図 4-2-5 に示す。
図 4-2-2 端面加工機全体図
図 4-2-3 加工用レーザー(100W)
-112-
図 4-2-4 アシストレーザー
図 4-2-5 加熱用ヒーター
4-2-3 2 ビーム方式での実験
(1)250×250mm サイズガラスの加工実験
本実験機を用いて、先ず、250×250mm サイズのガラス基板に対して加工実験を行った。
ガラス基板の加熱は、面内加熱用のヒーターを使用せず、アシストレーザーによる面内加
熱のみとした。実験条件を次に示す。
1)実験条件
① ガラスの種類:高歪点ガラス CP600V
② ガラス厚さ :2.3mm
③ ガラスサイズ:250×250mm
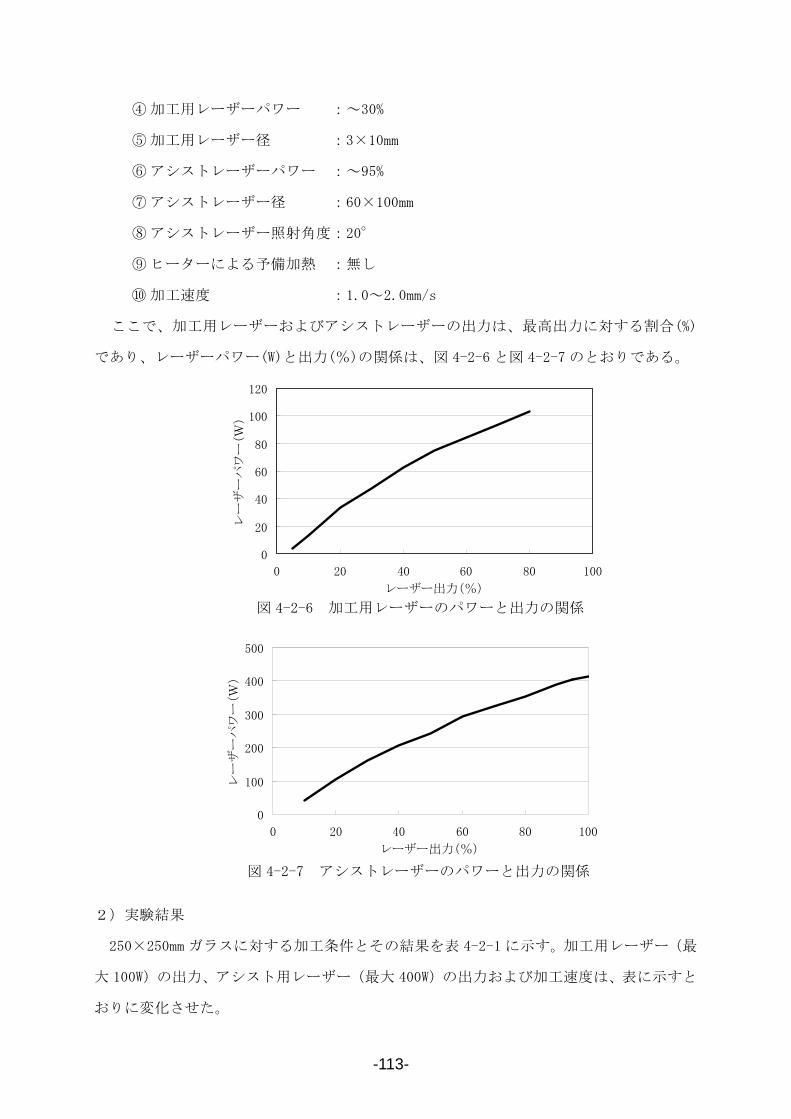
-113-
④ 加工用レーザーパワー :~30%
⑤ 加工用レーザー径 :3×10mm
⑥ アシストレーザーパワー :~95%
⑦ アシストレーザー径 :60×100mm
⑧ アシストレーザー照射角度:20°
⑨ ヒーターによる予備加熱 :無し
⑩ 加工速度 :1.0~2.0mm/s
ここで、加工用レーザーおよびアシストレーザーの出力は、 高出力に対する割合(%)
であり、レーザーパワー(W)と出力(%)の関係は、図 4-2-6 と図 4-2-7 のとおりである。
2)実験結果
250×250mm ガラスに対する加工条件とその結果を表 4-2-1 に示す。加工用レーザー(
大 100W)の出力、アシスト用レーザー( 大 400W)の出力および加工速度は、表に示すと
おりに変化させた。
0
20
40
60
80
100
120
0 20 40 60 80 100
レーザー出力(%)
レー
ザー
パワ
ー(W
)
図 4-2-6 加工用レーザーのパワーと出力の関係
0
100
200
300
400
500
0 20 40 60 80 100
レーザー出力(%)
レー
ザー
パワ
ー(W
)
図 4-2-7 アシストレーザーのパワーと出力の関係
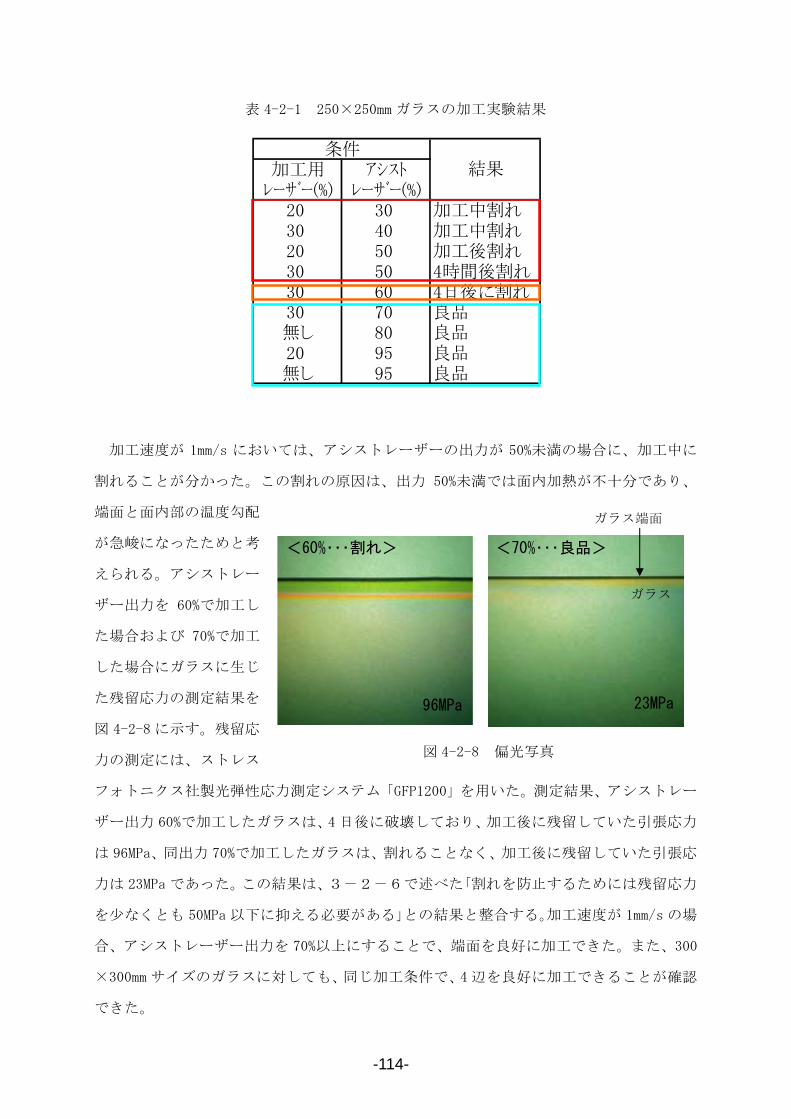
-114-
加工用 アシストレーザー(%) レーザー(%)
20 30 加工中割れ30 40 加工中割れ20 50 加工後割れ30 50 4時間後割れ30 60 4日後に割れ30 70 良品無し 80 良品20 95 良品無し 95 良品
条件結果
表 4-2-1 250×250mm ガラスの加工実験結果
加工速度が 1mm/s においては、アシストレーザーの出力が 50%未満の場合に、加工中に
割れることが分かった。この割れの原因は、出力 50%未満では面内加熱が不十分であり、
端面と面内部の温度勾配
が急峻になったためと考
えられる。アシストレー
ザー出力を 60%で加工し
た場合および 70%で加工
した場合にガラスに生じ
た残留応力の測定結果を
図 4-2-8 に示す。残留応
力の測定には、ストレス
フォトニクス社製光弾性応力測定システム「GFP1200」を用いた。測定結果、アシストレー
ザー出力 60%で加工したガラスは、4 日後に破壊しており、加工後に残留していた引張応力
は 96MPa、同出力 70%で加工したガラスは、割れることなく、加工後に残留していた引張応
力は 23MPa であった。この結果は、3-2-6で述べた「割れを防止するためには残留応力
を少なくとも 50MPa 以下に抑える必要がある」との結果と整合する。加工速度が 1mm/s の場
合、アシストレーザー出力を 70%以上にすることで、端面を良好に加工できた。また、300
×300mm サイズのガラスに対しても、同じ加工条件で、4 辺を良好に加工できることが確認
できた。
23MPa96MPa
<60%・・・割れ> <70%・・・良品>
23MPa96MPa
<60%・・・割れ> <70%・・・良品>
図 4-2-8 偏光写真
ガラス
ガラス端面
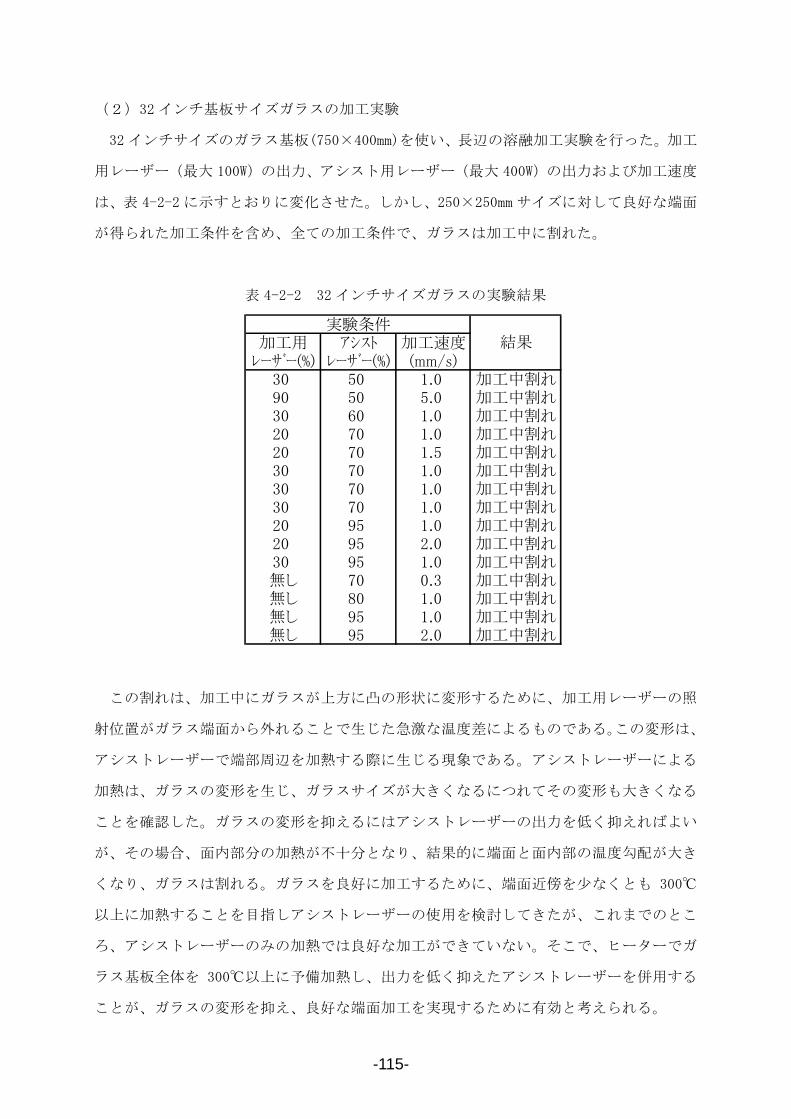
-115-
加工用 アシスト 加工速度レーザー(%) レーザー(%) (mm/s)
30 50 1.0 加工中割れ90 50 5.0 加工中割れ30 60 1.0 加工中割れ20 70 1.0 加工中割れ20 70 1.5 加工中割れ30 70 1.0 加工中割れ30 70 1.0 加工中割れ30 70 1.0 加工中割れ20 95 1.0 加工中割れ20 95 2.0 加工中割れ30 95 1.0 加工中割れ無し 70 0.3 加工中割れ無し 80 1.0 加工中割れ無し 95 1.0 加工中割れ無し 95 2.0 加工中割れ
実験条件結果
(2)32 インチ基板サイズガラスの加工実験
32 インチサイズのガラス基板(750×400mm)を使い、長辺の溶融加工実験を行った。加工
用レーザー( 大 100W)の出力、アシスト用レーザー( 大 400W)の出力および加工速度
は、表 4-2-2 に示すとおりに変化させた。しかし、250×250mm サイズに対して良好な端面
が得られた加工条件を含め、全ての加工条件で、ガラスは加工中に割れた。
表 4-2-2 32 インチサイズガラスの実験結果
この割れは、加工中にガラスが上方に凸の形状に変形するために、加工用レーザーの照
射位置がガラス端面から外れることで生じた急激な温度差によるものである。この変形は、
アシストレーザーで端部周辺を加熱する際に生じる現象である。アシストレーザーによる
加熱は、ガラスの変形を生じ、ガラスサイズが大きくなるにつれてその変形も大きくなる
ことを確認した。ガラスの変形を抑えるにはアシストレーザーの出力を低く抑えればよい
が、その場合、面内部分の加熱が不十分となり、結果的に端面と面内部の温度勾配が大き
くなり、ガラスは割れる。ガラスを良好に加工するために、端面近傍を少なくとも 300℃
以上に加熱することを目指しアシストレーザーの使用を検討してきたが、これまでのとこ
ろ、アシストレーザーのみの加熱では良好な加工ができていない。そこで、ヒーターでガ
ラス基板全体を 300℃以上に予備加熱し、出力を低く抑えたアシストレーザーを併用する
ことが、ガラスの変形を抑え、良好な端面加工を実現するために有効と考えられる。
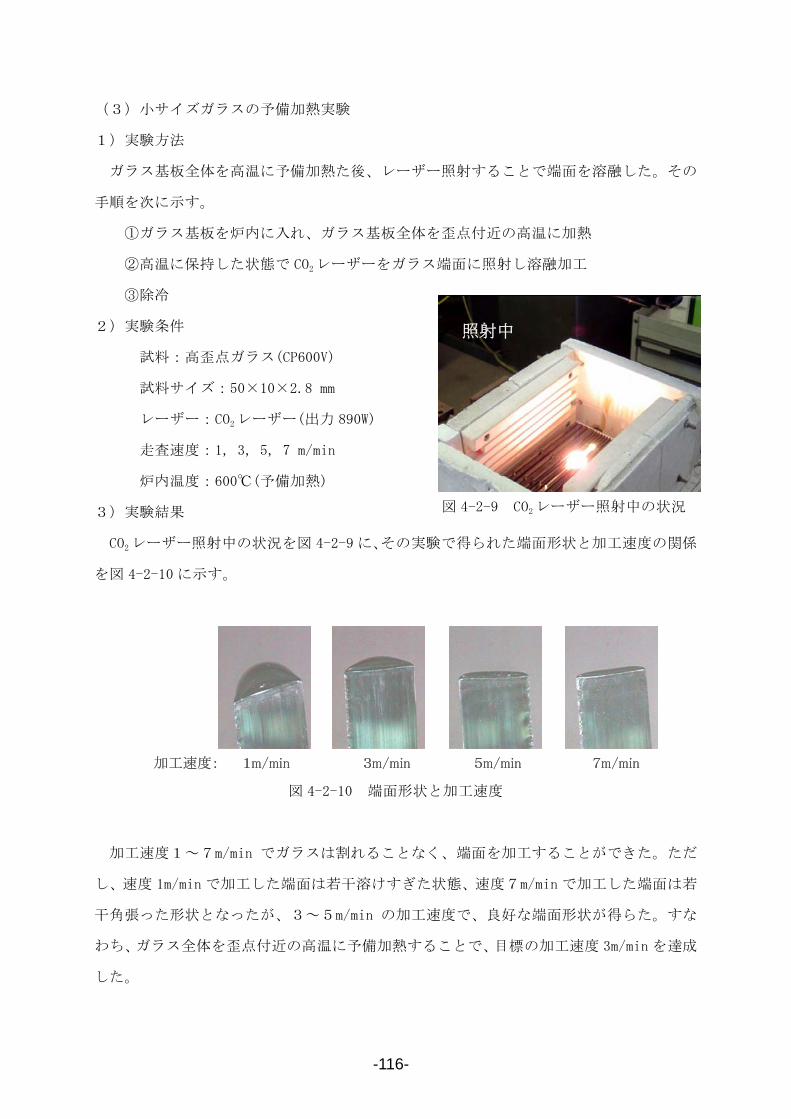
-116-
(3)小サイズガラスの予備加熱実験
1)実験方法
ガラス基板全体を高温に予備加熱た後、レーザー照射することで端面を溶融した。その
手順を次に示す。
①ガラス基板を炉内に入れ、ガラス基板全体を歪点付近の高温に加熱
②高温に保持した状態で CO2レーザーをガラス端面に照射し溶融加工
③除冷
2)実験条件
試料:高歪点ガラス(CP600V)
試料サイズ:50×10×2.8 mm
レーザー:CO2レーザー(出力 890W)
走査速度:1, 3, 5, 7 m/min
炉内温度:600℃(予備加熱)
3)実験結果
CO2レーザー照射中の状況を図 4-2-9 に、その実験で得られた端面形状と加工速度の関係
を図 4-2-10 に示す。
図 4-2-10 端面形状と加工速度
加工速度1~7m/min でガラスは割れることなく、端面を加工することができた。ただ
し、速度 1m/min で加工した端面は若干溶けすぎた状態、速度7m/min で加工した端面は若
干角張った形状となったが、3~5m/min の加工速度で、良好な端面形状が得らた。すな
わち、ガラス全体を歪点付近の高温に予備加熱することで、目標の加工速度 3m/min を達成
した。
照射中照射中
図 4-2-9 CO2レーザー照射中の状況
加工速度: 1m/min 3m/min 5m/min 7m/min加工速度: 1m/min 3m/min 5m/min 7m/min
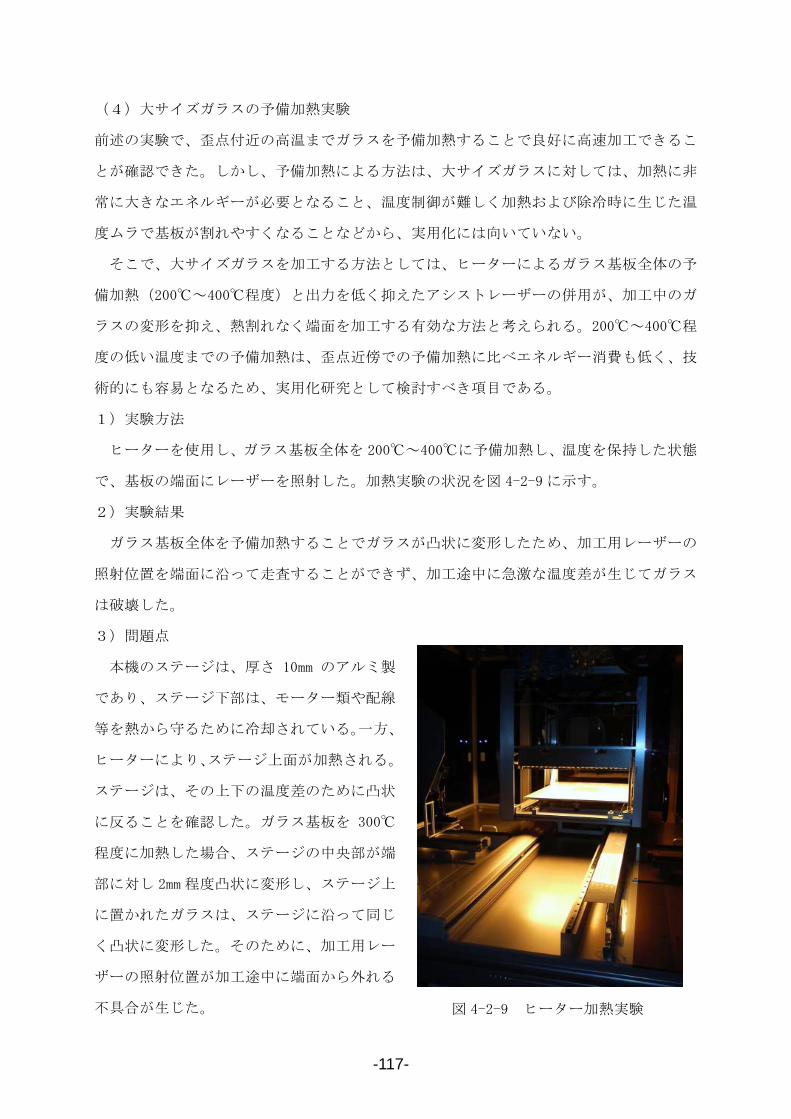
-117-
(4)大サイズガラスの予備加熱実験
前述の実験で、歪点付近の高温までガラスを予備加熱することで良好に高速加工できるこ
とが確認できた。しかし、予備加熱による方法は、大サイズガラスに対しては、加熱に非
常に大きなエネルギーが必要となること、温度制御が難しく加熱および除冷時に生じた温
度ムラで基板が割れやすくなることなどから、実用化には向いていない。
そこで、大サイズガラスを加工する方法としては、ヒーターによるガラス基板全体の予
備加熱(200℃~400℃程度)と出力を低く抑えたアシストレーザーの併用が、加工中のガ
ラスの変形を抑え、熱割れなく端面を加工する有効な方法と考えられる。200℃~400℃程
度の低い温度までの予備加熱は、歪点近傍での予備加熱に比べエネルギー消費も低く、技
術的にも容易となるため、実用化研究として検討すべき項目である。
1)実験方法
ヒーターを使用し、ガラス基板全体を 200℃~400℃に予備加熱し、温度を保持した状態
で、基板の端面にレーザーを照射した。加熱実験の状況を図 4-2-9 に示す。
2)実験結果
ガラス基板全体を予備加熱することでガラスが凸状に変形したため、加工用レーザーの
照射位置を端面に沿って走査することができず、加工途中に急激な温度差が生じてガラス
は破壊した。
3)問題点
本機のステージは、厚さ 10mm のアルミ製
であり、ステージ下部は、モーター類や配線
等を熱から守るために冷却されている。一方、
ヒーターにより、ステージ上面が加熱される。
ステージは、その上下の温度差のために凸状
に反ることを確認した。ガラス基板を 300℃
程度に加熱した場合、ステージの中央部が端
部に対し 2mm 程度凸状に変形し、ステージ上
に置かれたガラスは、ステージに沿って同じ
く凸状に変形した。そのために、加工用レー
ザーの照射位置が加工途中に端面から外れる
不具合が生じた。 図 4-2-9 ヒーター加熱実験
-118-
現在、400℃程度の加熱でも変形しないように、ステージや冷却機構を改良している。
装置の改良後、ガラス全体を 200~400℃に予備加熱し、アシストレーザーの出力を低く抑
えた条件で端面加工実験を行い、加工条件の 適化を行う。
4-2-4 まとめ
(1)大面積ガラスに対応した端面溶融加工機を設計、製作し、それを用いて大面積ガラ
スの端面加工を行い、以下のことを確認した。
1)ガラス基板全体を歪点近傍の高温に予備加熱することで、速度 3~5m/min で良好に
端面を加工することができ、処理速度の目標を達成することができた。
2)300×300mm サイズまでのガラス基板に対し、2 ビーム加工でもシングルビームによ
る加工と同様に、ガラス全体を予備加熱することなく常温で端面を加工できることを
確認できた。
3)300×300mm より大きなサイズのガラス基板の場合、アシストレーザーの予備加熱で
生じるガラス基板の変形が顕著になる。このため、ガラス全体を 200℃~400℃程度に
予備加熱し、アシストレーザーの出力を低くすることが、加工中のガラスの変形を抑
え、熱割れを防止するのに有効と考えられる。
4)大面積ガラスの端面強度は熱割れ試験で評価できる。
(2)今後の実験の進め方は次の通りである。
1)ヒーターによる加熱で変形しないように、ステージを改良する。
2)32 インチサイズのガラス基板(750mm×400mm)に対し、ヒーターによる 200℃~400℃
程度の予備加熱、また、出力を低く抑えたアシストレーザーの併用など、割れずに端
面加工ができる条件を探索する。
3)得られた端面の熱割れ強度を測定する。
-119-
第5章 まとめ
5-1 技術評価と今後の見通し
5-1-1 フェムト秒レーザー照射によるガラス基板の面内強化技術
(1)面内強度改善効果
1)平均強度
フェムト秒レーザー照射によりガラス内部に異質相を形成する強化処理により、強化
処理前に比べて面内の曲げ強度の平均値は、 大で 1.5 倍向上した。この面内強度の改
善によると、ガラス基板厚さは、実用強度を保ちながら 18%の薄板化が見込まれる。現
行の 2.8mm 厚の PDP 用ガラス基板の場合は、2.3mm となる。しかし、平均強度の改善率
は、従来技術としてよく知られた風冷強化や化学強化で得られるレベル(3~4 倍以上、
表 2-21-1 参照)に達していない。
2)低応力領域での破壊確率
平均強度はレーザーを照射していない未処理ガラスの平均値とほぼ等しい場合でも、
100MPa 以下の低い応力で破壊する確率が低下することを見出した。この結果は、ガラス
基板の破壊に対する信頼性が向上したことを意味する。パネルの実際の製造工程で発生
している割れを抑制することが可能となれば、生産歩留まりの向上につながる実用上有
効な強化技術となることが期待できる。
(2)面内強度改善効果の信頼性(再現性)
フェムト秒レーザー照射による強化技術の実用化を図るためには、強度改善効果が再現
よく得られることが極めて重要である。そこで、集光用対物レンズの倍率、パルスエネル
ギー、異質相の形成深さおよび形成間隔の条件が同じで、異なる日に作製した異質相形成
ガラスの曲げ強度を比較し、強度改善効果の再現性を確認した。異質相形成ガラスのサイ
ズは 60×60mm、曲げ強度の測定法は、支持リングと負荷リングの直径がそれぞれφ30mm
とφ10m の同心円負荷曲げ試験法である。
表 5-1-1 に、レーザー照射条件と未処理ガラスに対する強度改善率を示す。レーザー照
射条件は、1.4 倍の強度改善率の得られた 5 倍対物レンズ(NA0.15)を使った条件と 1.5 倍
の強度改善率の得られた 40 倍対物レンズ(NA0.55)を使った条件の 2 条件であり、確認実験
は、それぞれ 2 ロットと 3 ロットである。この結果は、強度改善率は変化し、1.4 倍以上
の高い改善率は再現されなかったことを示している。
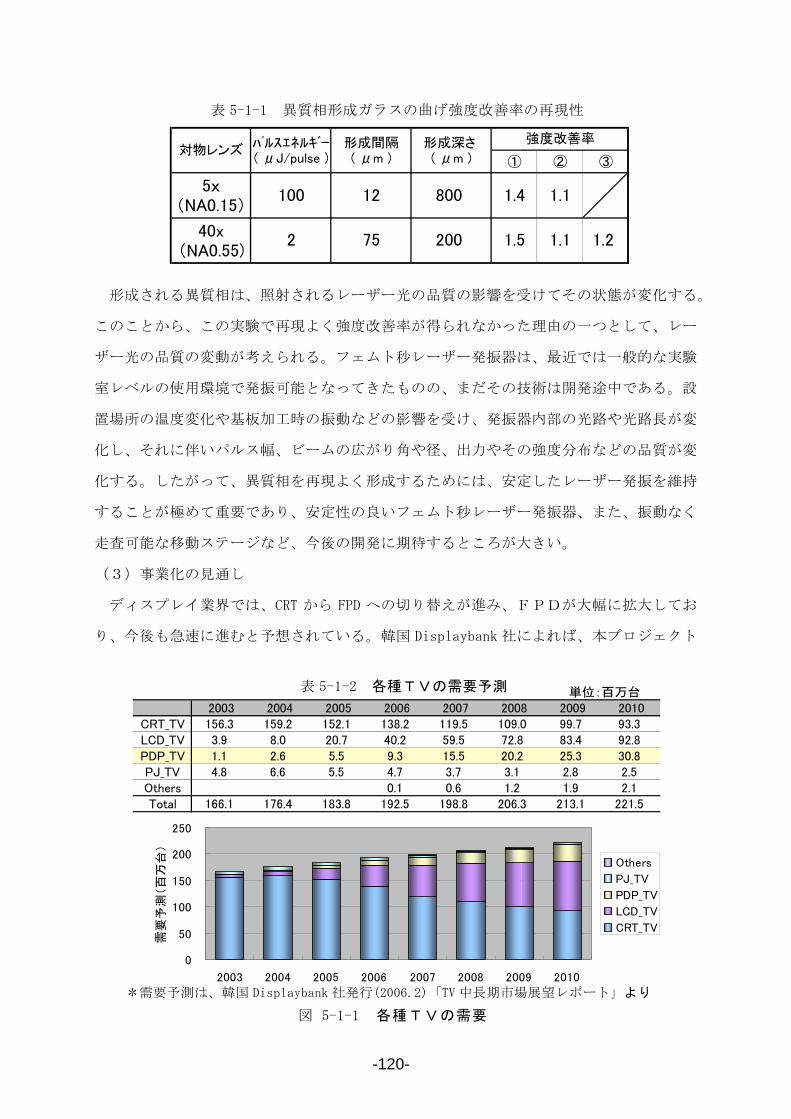
-120-
形成される異質相は、照射されるレーザー光の品質の影響を受けてその状態が変化する。
このことから、この実験で再現よく強度改善率が得られなかった理由の一つとして、レー
ザー光の品質の変動が考えられる。フェムト秒レーザー発振器は、 近では一般的な実験
室レベルの使用環境で発振可能となってきたものの、まだその技術は開発途中である。設
置場所の温度変化や基板加工時の振動などの影響を受け、発振器内部の光路や光路長が変
化し、それに伴いパルス幅、ビームの広がり角や径、出力やその強度分布などの品質が変
化する。したがって、異質相を再現よく形成するためには、安定したレーザー発振を維持
することが極めて重要であり、安定性の良いフェムト秒レーザー発振器、また、振動なく
走査可能な移動ステージなど、今後の開発に期待するところが大きい。
(3)事業化の見通し
ディスプレイ業界では、CRT から FPD への切り替えが進み、FPDが大幅に拡大してお
り、今後も急速に進むと予想されている。韓国 Displaybank 社によれば、本プロジェクト
図 5-1-1 各種TVの需要
0
50
100
150
200
250
2003 2004 2005 2006 2007 2008 2009 2010
需要
予測
(百
万台
)
Others
PJ_TV
PDP_TV
LCD_TV
CRT_TV
*需要予測は、韓国 Displaybank 社発行(2006.2)「TV 中長期市場展望レポート」より
単位:百万台 2003 2004 2005 2006 2007 2008 2009 2010
CRT_TV 156.3 159.2 152.1 138.2 119.5 109.0 99.7 93.3LCD_TV 3.9 8.0 20.7 40.2 59.5 72.8 83.4 92.8PDP_TV 1.1 2.6 5.5 9.3 15.5 20.2 25.3 30.8PJ_TV 4.8 6.6 5.5 4.7 3.7 3.1 2.8 2.5Others 0.1 0.6 1.2 1.9 2.1Total 166.1 176.4 183.8 192.5 198.8 206.3 213.1 221.5
表 5-1-2 各種TVの需要予測
表 5-1-1 異質相形成ガラスの曲げ強度改善率の再現性
パルスエネルギー 形成間隔 形成深さ ( μJ/pulse ) ( μm ) ( μm ) ① ② ③
5x(NA0.15)
40x(NA0.55)
1.1 1.22 75 200
100 12 800
1.5
1.4 1.1
強度改善率対物レンズ
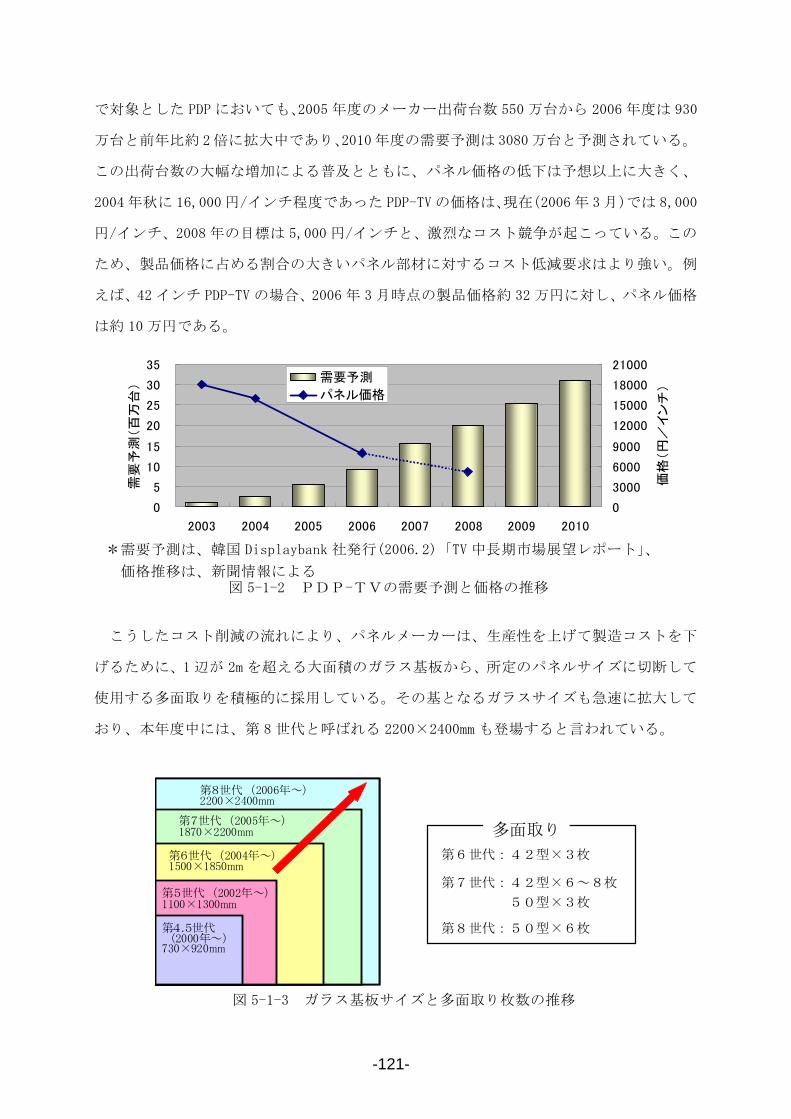
-121-
で対象とした PDP においても、2005 年度のメーカー出荷台数 550 万台から 2006 年度は 930
万台と前年比約 2倍に拡大中であり、2010年度の需要予測は 3080万台と予測されている。
この出荷台数の大幅な増加による普及とともに、パネル価格の低下は予想以上に大きく、
2004 年秋に 16,000 円/インチ程度であった PDP-TV の価格は、現在(2006 年 3 月)では 8,000
円/インチ、2008 年の目標は 5,000 円/インチと、激烈なコスト競争が起こっている。この
ため、製品価格に占める割合の大きいパネル部材に対するコスト低減要求はより強い。例
えば、42 インチ PDP-TV の場合、2006 年 3 月時点の製品価格約 32 万円に対し、パネル価格
は約 10 万円である。
こうしたコスト削減の流れにより、パネルメーカーは、生産性を上げて製造コストを下
げるために、1 辺が 2m を超える大面積のガラス基板から、所定のパネルサイズに切断して
使用する多面取りを積極的に採用している。その基となるガラスサイズも急速に拡大して
おり、本年度中には、第 8 世代と呼ばれる 2200×2400mm も登場すると言われている。
0
5
10
15
20
25
30
35
2003 2004 2005 2006 2007 2008 2009 2010
需要
予測
(百
万台
)
0
3000
6000
9000
12000
15000
18000
21000
価格
(円
/イ
ンチ
)
需要予測
パネル価格
図 5-1-2 PDP-TVの需要予測と価格の推移
*需要予測は、韓国 Displaybank 社発行(2006.2)「TV 中長期市場展望レポート」、
価格推移は、新聞情報による
第6世代 (2004年~)1500×1850mm
第8世代 (2006年~)2200×2400mm
第7世代 (2005年~)1870×2200mm
第5世代 (2002年~)1100×1300mm
第4.5世代 (2000年~)730×920mm
第6世代:42型×3枚
第7世代:42型×6~8枚
50型×3枚
第8世代:50型×6枚
多面取り
図 5-1-3 ガラス基板サイズと多面取り枚数の推移
-122-
また、パネルメーカーではパネルの材料費を抑えるために、ガラス基板においては、一
部の機種で、現行の厚み 2.8mm を 1.8mm と薄くすると発表している。
市販されているフェムト秒レーザー発振器の中でも、特に高性能なレーザー発振器とし
て、サイバーレーザー社の①イフリートと②エフエステンの 2 機種がある。しかし、イフ
リートは、無調整で 10,000 時間の連続発振が可能と安定性が極めて高いが、繰り返し周波
数が 1kHz で平均出力が 1W と大面積の一括加工にはパルスエネルギーが不足する。また、
エフエステンは、繰り返し周波数が 10kHz で平均出力も 10W と極めて高く高速加工には有
利だが、イフリートほどの安定性は望めない。このように、大面積を高速に処理するため
には、フェムト秒レーザー発振器の性能が、未だ不十分である。
したがって、フェムト秒レーザー照射による面内強度の高強度化技術については、①現
状の強度改善レベルでは従来法である風冷強化や化学強化のレベルに達していない、②大
面積化と低コスト化を両立することが困難である、③レーザーの価格、パワーや発振の安
定性などさらなるレーザー技術の進歩が望ましい、などの解決しなければならない課題が
ある。これらのことから事業化の見通しを判断すると、特に厳しいコスト削減が進められ
る現時点での事業化は時期尚早であり、レーザー技術と市場の動向に合わせて実用化の可
能性を探っていくことが賢明と考えられる。
さらなる強度向上に向けては、ガラスの表層近傍に均質な圧縮応力層を形成することが
有効であり、その方策としては、①異質相は、間隔を数μm 以下と互いが重なる程度まで
狭く高密度に形成した方が良い、また、②低パルスエネルギーのレーザー光を高 NA の対物
レンズで集光した方が良いと考えられる。しかし、事業化に向けてこの方策を実施するた
めには、出力が高くかつ繰り返し周波数の高いフェムト秒レーザー発振器、具体的には、
少なくとも現行の出力で繰り返し周波数が現行の 100 倍以上の発振器が必要となる。
これらの課題が解決された段階で改めて事業化の検討を行う。
5-1-2 CO2レーザー照射によるガラス基板の端面強化技術
(1)端面強度改善効果
CO2レーザー照射により端面を円弧状の火造り面に溶融加工することで、理想状態に近い
クリーンカットと同程度の曲げ強度と高い熱割れ強度が得られた。
(2)実用化への見通し
CO2レーザー照射による端面強度の高強度化技術については、①加工速度を上げるため
-123-
には高温の予備過熱が必要、②大面積加工が困難、③ガラス基板にコストを掛けられない、
などのことから、直ちに事業化を進める段階にはない。
しかし、本技術によるガラス端面の強度改善は、ガラス強度を理想レベルまでに改善で
きることから、今後さらに薄板化が進むディプレイ分野を始め、それ以外の分野である自
動車用ガラスや建築用ガラスなどへの応用が十分に期待できる。このためには、ガラス基
板の大型化、加工の高速化、多様なガラス組成への対応、種々のガラス基厚さへの対応な
ど、実用化するための応用技術の開発が必要であり、従来技術に比べた加工性(歩留まり)
を十分に考慮しながら、より実用的な面からの継続的な研究開発を進める。これまでは、
基板の薄板化を見込んで、現行の PDP 用ガラス基板として使われている厚さ 2.8mm よりも
薄い 2.3mm 厚の基板を対象に検討してきたが、今後はさらに薄板化が進むことを考慮し、
当社で進めてきた薄板製板技術から得られている PDP 用の 1.8mm 厚ガラス基板や LCD 用の
0.7mm 厚ガラス基板への適用可能性を見出す。また、現状 300×300mm サイズ基板での実証
実験を 32 インチ基板にスケールアップするとともに、加工の高速度化技術を開発する。次
には、得られた評価用サンプルをディスプレイメーカーなどへのサンプルワークを行い、
実用上のニーズを把握するとともに、解決すべき課題を洗い出し、それらの改善を図る。
なお、サンプルワーク先には、パネル用基板、前面カバーフィルター用基板、タブレット
PC 用基板など納入実績がある顧客を足がかりとする。このようにして、実用製品で重要な
端面強度を大きく改善させるとともに、加えて、端面部分の意匠性の向上効果も積極的に
提案して、ディスプレイ分野だけでなく、自動車や建築向けの幅広い分野における新たな
用途を探索する。
市場ニーズを見守り、研究を継続しながら、今後の事業展開を摸索する。
5-2 波及効果
5-2-1 実用基板に対する面内強度評価
大サイズガラスの面内強度測定方法としては、建築用ガラスに対する規格で ISO/DIS
1288-5 同心円負荷曲げ試験があり、これを参考にディスプレイ用ガラス基板の面内強度測
定法を検討した。図 5-2-1 に同心円負荷曲げ試験の概念図を示す。支持治具上にガラスが
置かれ、負荷治具でガラスに荷重が負荷される。このとき、ガラスの反負荷面には矢印で
示したように 2 軸方向の引張応力が発生する。負荷治具内の領域では一様な 大引張応力
が発生し、通常、ガラスはこの部分で破壊する。すなわち、この方法は、ガラスの端面の
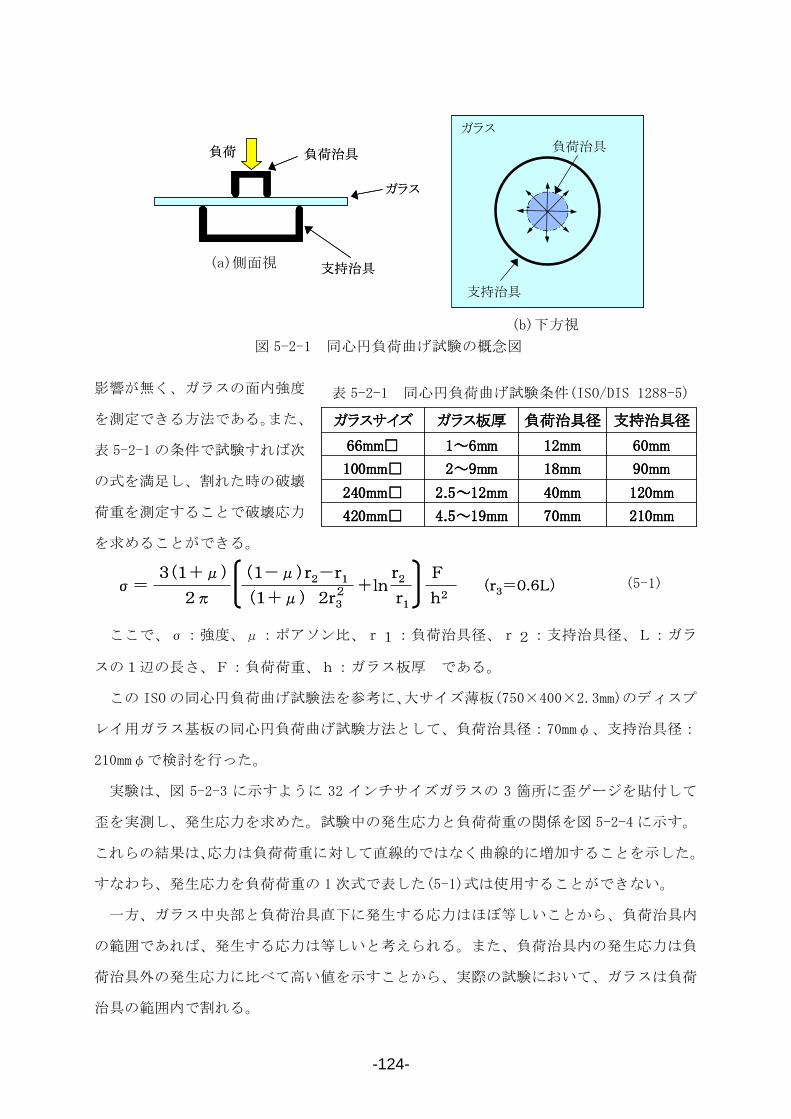
-124-
影響が無く、ガラスの面内強度
を測定できる方法である。また、
表 5-2-1 の条件で試験すれば次
の式を満足し、割れた時の破壊
荷重を測定することで破壊応力
を求めることができる。
ここで、σ:強度、μ:ポアソン比、r1:負荷治具径、r2:支持治具径、L:ガラ
スの1辺の長さ、F:負荷荷重、h:ガラス板厚 である。
この ISO の同心円負荷曲げ試験法を参考に、大サイズ薄板(750×400×2.3mm)のディスプ
レイ用ガラス基板の同心円負荷曲げ試験方法として、負荷治具径:70mmφ、支持治具径:
210mmφで検討を行った。
実験は、図 5-2-3 に示すように 32 インチサイズガラスの 3 箇所に歪ゲージを貼付して
歪を実測し、発生応力を求めた。試験中の発生応力と負荷荷重の関係を図 5-2-4 に示す。
これらの結果は、応力は負荷荷重に対して直線的ではなく曲線的に増加することを示した。
すなわち、発生応力を負荷荷重の 1 次式で表した(5-1)式は使用することができない。
一方、ガラス中央部と負荷治具直下に発生する応力はほぼ等しいことから、負荷治具内
の範囲であれば、発生する応力は等しいと考えられる。また、負荷治具内の発生応力は負
荷治具外の発生応力に比べて高い値を示すことから、実際の試験において、ガラスは負荷
治具の範囲内で割れる。
σ=3(1+μ) (1-μ)r2-r1 r2 F
2π (1+μ) 2r3 r1 h2+ln2 (r3=0.6L)σ=
3(1+μ) (1-μ)r2-r1 r2 F
2π (1+μ) 2r3 r1 h2+ln2 (r3=0.6L) (5-1)
210mm70mm4.5~19mm420mm□
120mm40mm2.5~12mm240mm□
90mm18mm2~9mm100mm□
60mm12mm1~6mm66mm□
支持治具径負荷治具径ガラス板厚ガラスサイズ
210mm70mm4.5~19mm420mm□
120mm40mm2.5~12mm240mm□
90mm18mm2~9mm100mm□
60mm12mm1~6mm66mm□
支持治具径負荷治具径ガラス板厚ガラスサイズ
表 5-2-1 同心円負荷曲げ試験条件(ISO/DIS 1288-5)
支持治具
ガラス
負荷治具負荷治具負荷
支持治具
ガラス
支持治具
ガラス
負荷治具負荷治具負荷
支持治具
ガラス
図 5-2-1 同心円負荷曲げ試験の概念図
(a)側面視
(b)下方視
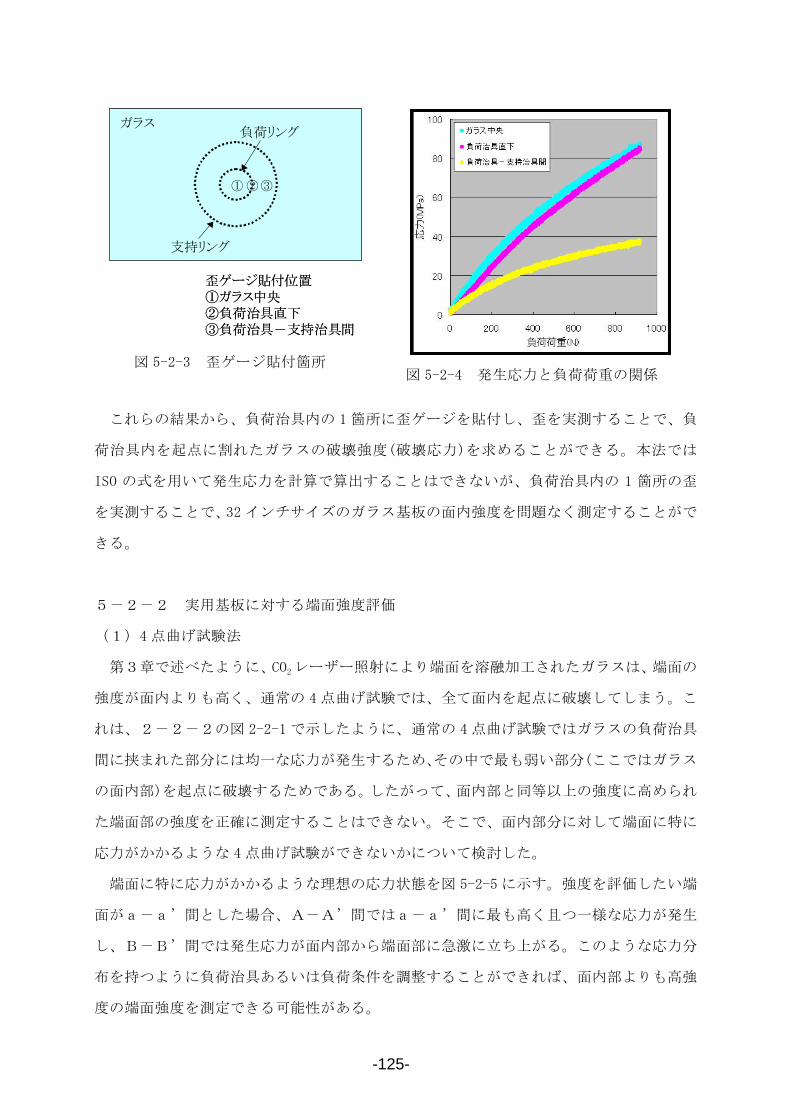
-125-
これらの結果から、負荷治具内の 1 箇所に歪ゲージを貼付し、歪を実測することで、負
荷治具内を起点に割れたガラスの破壊強度(破壊応力)を求めることができる。本法では
ISO の式を用いて発生応力を計算で算出することはできないが、負荷治具内の 1 箇所の歪
を実測することで、32 インチサイズのガラス基板の面内強度を問題なく測定することがで
きる。
5-2-2 実用基板に対する端面強度評価
(1)4 点曲げ試験法
第3章で述べたように、CO2レーザー照射により端面を溶融加工されたガラスは、端面の
強度が面内よりも高く、通常の 4 点曲げ試験では、全て面内を起点に破壊してしまう。こ
れは、2-2-2の図 2-2-1 で示したように、通常の 4 点曲げ試験ではガラスの負荷治具
間に挟まれた部分には均一な応力が発生するため、その中で も弱い部分(ここではガラス
の面内部)を起点に破壊するためである。したがって、面内部と同等以上の強度に高められ
た端面部の強度を正確に測定することはできない。そこで、面内部分に対して端面に特に
応力がかかるような 4 点曲げ試験ができないかについて検討した。
端面に特に応力がかかるような理想の応力状態を図 5-2-5 に示す。強度を評価したい端
面がa-a’間とした場合、A-A’間ではa-a’間に も高く且つ一様な応力が発生
し、B-B’間では発生応力が面内部から端面部に急激に立ち上がる。このような応力分
布を持つように負荷治具あるいは負荷条件を調整することができれば、面内部よりも高強
度の端面強度を測定できる可能性がある。
図 5-2-4 発生応力と負荷荷重の関係 図 5-2-3 歪ゲージ貼付箇所
支持リング
ガラス負荷リング
① ② ③
支持リング
ガラス負荷リング
① ② ③
歪ゲージ貼付位置①ガラス中央②負荷治具直下③負荷治具-支持治具間
歪ゲージ貼付位置①ガラス中央②負荷治具直下③負荷治具-支持治具間
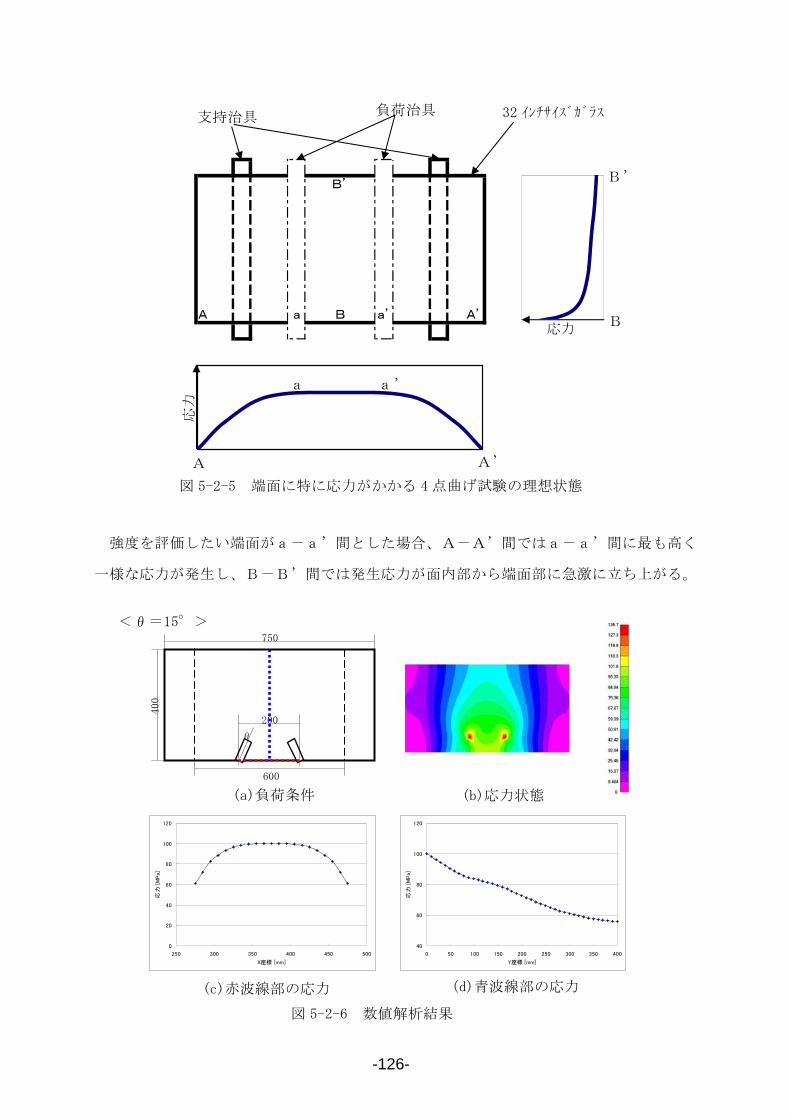
-126-
強度を評価したい端面がa-a’間とした場合、A-A’間ではa-a’間に も高く
一様な応力が発生し、B-B’間では発生応力が面内部から端面部に急激に立ち上がる。
B’
A a B a’ A’
応力
応力
A A’
a a’
B
B’
支持治具 負荷治具 32 インチサイズガラス
図 5-2-5 端面に特に応力がかかる 4 点曲げ試験の理想状態
<θ=15°>
(b)応力状態
(c)赤波線部の応力
0
20
40
60
80
100
120
250 300 350 400 450 500
X座標 [mm]
応力
[M
Pa]
(d)青波線部の応力
40
60
80
100
120
0 50 100 150 200 250 300 350 400
Y座標 [mm]
応力
[M
Pa]
(a)負荷条件
600
400
750
θ
200
図 5-2-6 数値解析結果
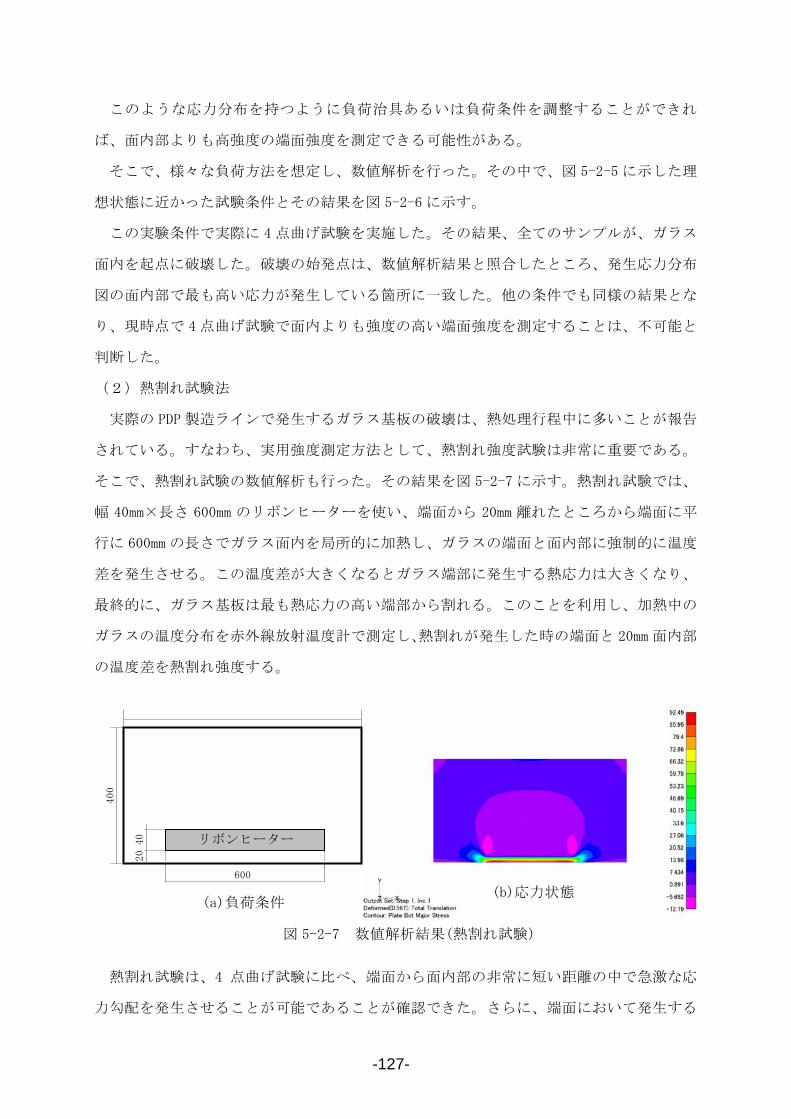
-127-
このような応力分布を持つように負荷治具あるいは負荷条件を調整することができれ
ば、面内部よりも高強度の端面強度を測定できる可能性がある。
そこで、様々な負荷方法を想定し、数値解析を行った。その中で、図 5-2-5 に示した理
想状態に近かった試験条件とその結果を図 5-2-6 に示す。
この実験条件で実際に 4 点曲げ試験を実施した。その結果、全てのサンプルが、ガラス
面内を起点に破壊した。破壊の始発点は、数値解析結果と照合したところ、発生応力分布
図の面内部で も高い応力が発生している箇所に一致した。他の条件でも同様の結果とな
り、現時点で 4 点曲げ試験で面内よりも強度の高い端面強度を測定することは、不可能と
判断した。
(2)熱割れ試験法
実際の PDP 製造ラインで発生するガラス基板の破壊は、熱処理行程中に多いことが報告
されている。すなわち、実用強度測定方法として、熱割れ強度試験は非常に重要である。
そこで、熱割れ試験の数値解析も行った。その結果を図 5-2-7 に示す。熱割れ試験では、
幅 40mm×長さ 600mm のリボンヒーターを使い、端面から 20mm 離れたところから端面に平
行に 600mm の長さでガラス面内を局所的に加熱し、ガラスの端面と面内部に強制的に温度
差を発生させる。この温度差が大きくなるとガラス端部に発生する熱応力は大きくなり、
終的に、ガラス基板は も熱応力の高い端部から割れる。このことを利用し、加熱中の
ガラスの温度分布を赤外線放射温度計で測定し、熱割れが発生した時の端面と 20mm 面内部
の温度差を熱割れ強度する。
熱割れ試験は、4 点曲げ試験に比べ、端面から面内部の非常に短い距離の中で急激な応
力勾配を発生させることが可能であることが確認できた。さらに、端面において発生する
600
400
40
20
リボンヒーター
(a)負荷条件 (b)応力状態
図 5-2-7 数値解析結果(熱割れ試験)
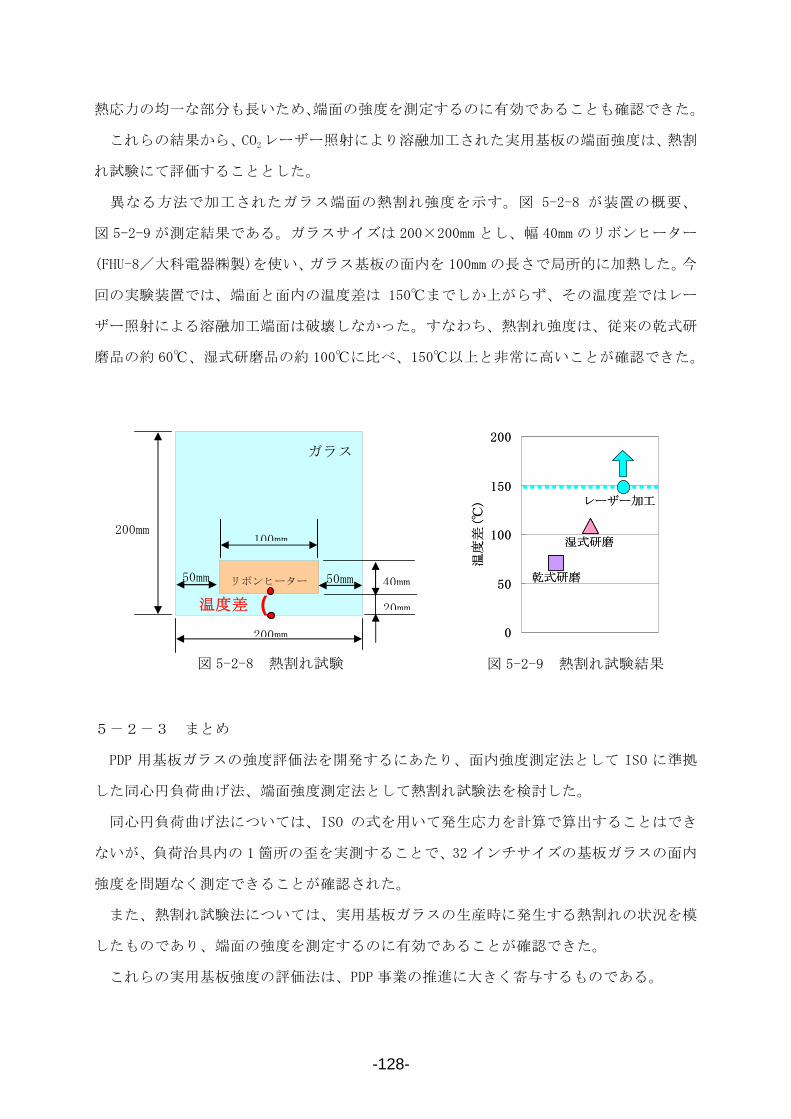
-128-
ガラス
リボンヒーター
200mm
40mm50mm
20mm
50mm
200mm
100mm
図 5-2-8 熱割れ試験
温度差 (
図 5-2-9 熱割れ試験結果
0
50
100
150
200
温度
差 (℃
)
乾式研磨
湿式研磨
レーザー加工
0
50
100
150
200
温度
差 (℃
)
乾式研磨
湿式研磨
レーザー加工
熱応力の均一な部分も長いため、端面の強度を測定するのに有効であることも確認できた。
これらの結果から、CO2レーザー照射により溶融加工された実用基板の端面強度は、熱割
れ試験にて評価することとした。
異なる方法で加工されたガラス端面の熱割れ強度を示す。図 5-2-8 が装置の概要、
図 5-2-9 が測定結果である。ガラスサイズは 200×200mm とし、幅 40mm のリボンヒーター
(FHU-8/大科電器㈱製)を使い、ガラス基板の面内を 100mm の長さで局所的に加熱した。今
回の実験装置では、端面と面内の温度差は 150℃までしか上がらず、その温度差ではレー
ザー照射による溶融加工端面は破壊しなかった。すなわち、熱割れ強度は、従来の乾式研
磨品の約 60℃、湿式研磨品の約 100℃に比べ、150℃以上と非常に高いことが確認できた。
5-2-3 まとめ
PDP 用基板ガラスの強度評価法を開発するにあたり、面内強度測定法として ISO に準拠
した同心円負荷曲げ法、端面強度測定法として熱割れ試験法を検討した。
同心円負荷曲げ法については、ISO の式を用いて発生応力を計算で算出することはでき
ないが、負荷治具内の 1 箇所の歪を実測することで、32 インチサイズの基板ガラスの面内
強度を問題なく測定できることが確認された。
また、熱割れ試験法については、実用基板ガラスの生産時に発生する熱割れの状況を模
したものであり、端面の強度を測定するのに有効であることが確認できた。
これらの実用基板強度の評価法は、PDP 事業の推進に大きく寄与するものである。
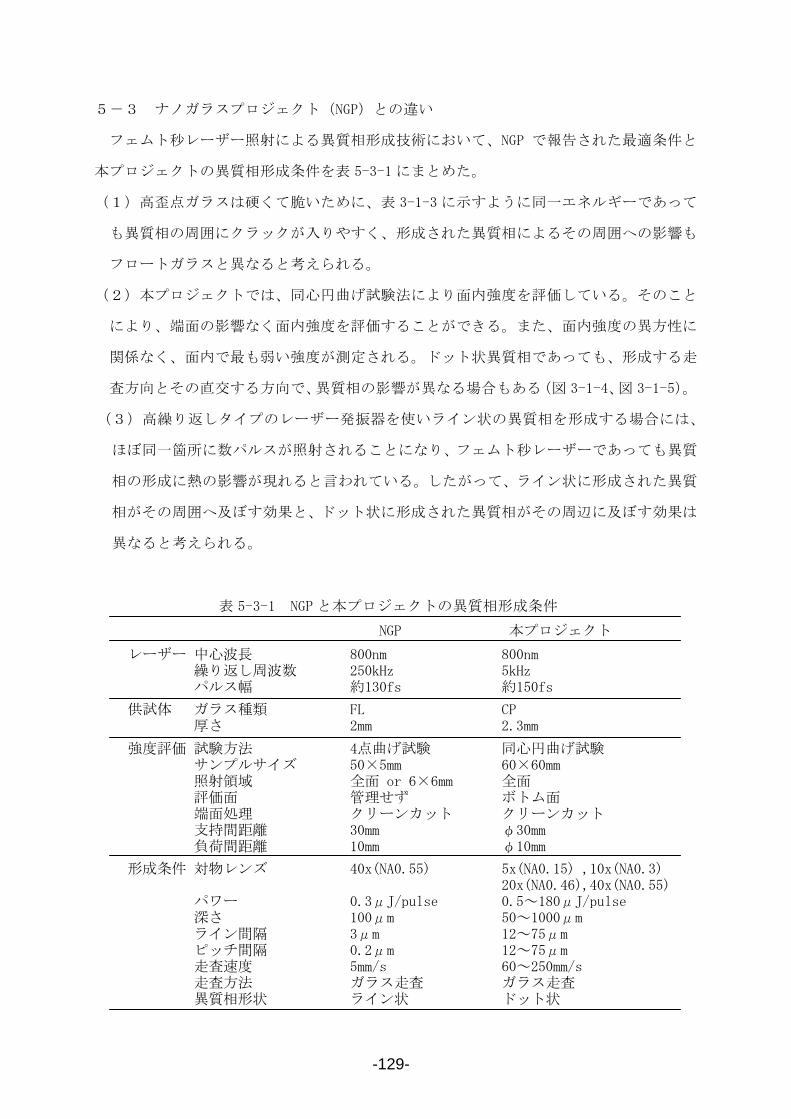
-129-
5-3 ナノガラスプロジェクト(NGP)との違い
フェムト秒レーザー照射による異質相形成技術において、NGP で報告された 適条件と
本プロジェクトの異質相形成条件を表 5-3-1 にまとめた。
(1)高歪点ガラスは硬くて脆いために、表 3-1-3 に示すように同一エネルギーであって
も異質相の周囲にクラックが入りやすく、形成された異質相によるその周囲への影響も
フロートガラスと異なると考えられる。
(2)本プロジェクトでは、同心円曲げ試験法により面内強度を評価している。そのこと
により、端面の影響なく面内強度を評価することができる。また、面内強度の異方性に
関係なく、面内で も弱い強度が測定される。ドット状異質相であっても、形成する走
査方向とその直交する方向で、異質相の影響が異なる場合もある(図 3-1-4、図 3-1-5)。
(3)高繰り返しタイプのレーザー発振器を使いライン状の異質相を形成する場合には、
ほぼ同一箇所に数パルスが照射されることになり、フェムト秒レーザーであっても異質
相の形成に熱の影響が現れると言われている。したがって、ライン状に形成された異質
相がその周囲へ及ぼす効果と、ドット状に形成された異質相がその周辺に及ぼす効果は
異なると考えられる。
表 5-3-1 NGP と本プロジェクトの異質相形成条件
形成条件 対物レンズ 40x(NA0.55) 5x(NA0.15) ,10x(NA0.3)20x(NA0.46),40x(NA0.55)
パワー 0.3μJ/pulse 0.5~180μJ/pulse深さ 100μm 50~1000μmライン間隔 3μm 12~75μmピッチ間隔 0.2μm 12~75μm走査速度 5mm/s 60~250mm/s走査方法 ガラス走査 ガラス走査異質相形状 ライン状 ドット状
NGP 本プロジェクト
レーザー 中心波長 800nm 800nm繰り返し周波数 250kHz 5kHzパルス幅 約130fs 約150fs
供試体 ガラス種類 FL CP厚さ 2mm 2.3mm
強度評価 試験方法 4点曲げ試験 同心円曲げ試験サンプルサイズ 50×5mm 60×60mm照射領域 全面 or 6×6mm 全面評価面 管理せず ボトム面端面処理 クリーンカット クリーンカット支持間距離 30mm φ30mm負荷間距離 10mm φ10mm
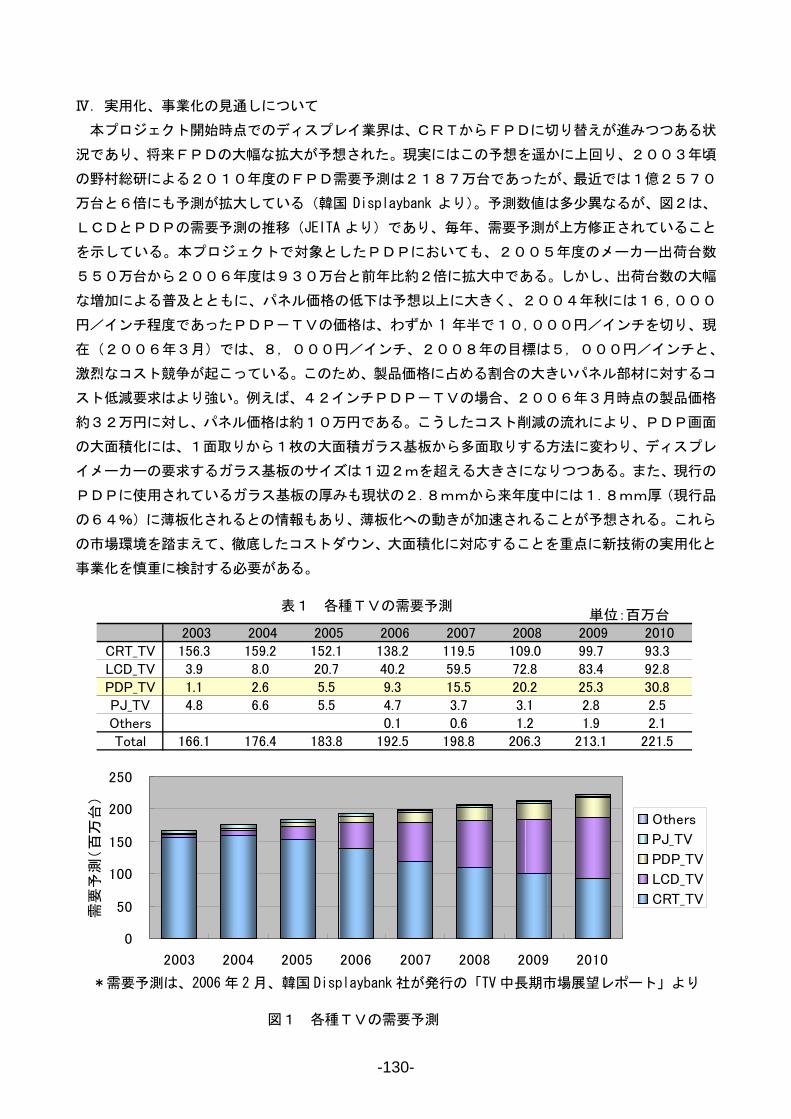
-130-
Ⅳ.実用化、事業化の見通しについて 本プロジェクト開始時点でのディスプレイ業界は、CRTからFPDに切り替えが進みつつある状
況であり、将来FPDの大幅な拡大が予想された。現実にはこの予想を遥かに上回り、2003年頃
の野村総研による2010年度のFPD需要予測は2187万台であったが、 近では1億2570
万台と6倍にも予測が拡大している(韓国 Displaybank より)。予測数値は多少異なるが、図2は、
LCDとPDPの需要予測の推移(JEITA より)であり、毎年、需要予測が上方修正されていること
を示している。本プロジェクトで対象としたPDPにおいても、2005年度のメーカー出荷台数
550万台から2006年度は930万台と前年比約2倍に拡大中である。しかし、出荷台数の大幅
な増加による普及とともに、パネル価格の低下は予想以上に大きく、2004年秋には16,000
円/インチ程度であったPDP-TVの価格は、わずか 1 年半で10,000円/インチを切り、現
在(2006年3月)では、8,000円/インチ、2008年の目標は5,000円/インチと、
激烈なコスト競争が起こっている。このため、製品価格に占める割合の大きいパネル部材に対するコ
スト低減要求はより強い。例えば、42インチPDP-TVの場合、2006年3月時点の製品価格
約32万円に対し、パネル価格は約10万円である。こうしたコスト削減の流れにより、PDP画面
の大面積化には、1面取りから1枚の大面積ガラス基板から多面取りする方法に変わり、ディスプレ
イメーカーの要求するガラス基板のサイズは1辺2mを超える大きさになりつつある。また、現行の
PDPに使用されているガラス基板の厚みも現状の2.8mmから来年度中には1.8mm厚(現行品
の64%)に薄板化されるとの情報もあり、薄板化への動きが加速されることが予想される。これら
の市場環境を踏まえて、徹底したコストダウン、大面積化に対応することを重点に新技術の実用化と
事業化を慎重に検討する必要がある。
0
50
100
150
200
250
2003 2004 2005 2006 2007 2008 2009 2010
需要予
測(百万
台)
Others
PJ_TV
PDP_TV
LCD_TV
CRT_TV
単位:百万台 2003 2004 2005 2006 2007 2008 2009 2010
CRT_TV 156.3 159.2 152.1 138.2 119.5 109.0 99.7 93.3LCD_TV 3.9 8.0 20.7 40.2 59.5 72.8 83.4 92.8PDP_TV 1.1 2.6 5.5 9.3 15.5 20.2 25.3 30.8PJ_TV 4.8 6.6 5.5 4.7 3.7 3.1 2.8 2.5Others 0.1 0.6 1.2 1.9 2.1Total 166.1 176.4 183.8 192.5 198.8 206.3 213.1 221.5
*需要予測は、2006 年 2月、韓国 Displaybank 社が発行の「TV中長期市場展望レポート」より
図1 各種TVの需要予測
表1 各種TVの需要予測
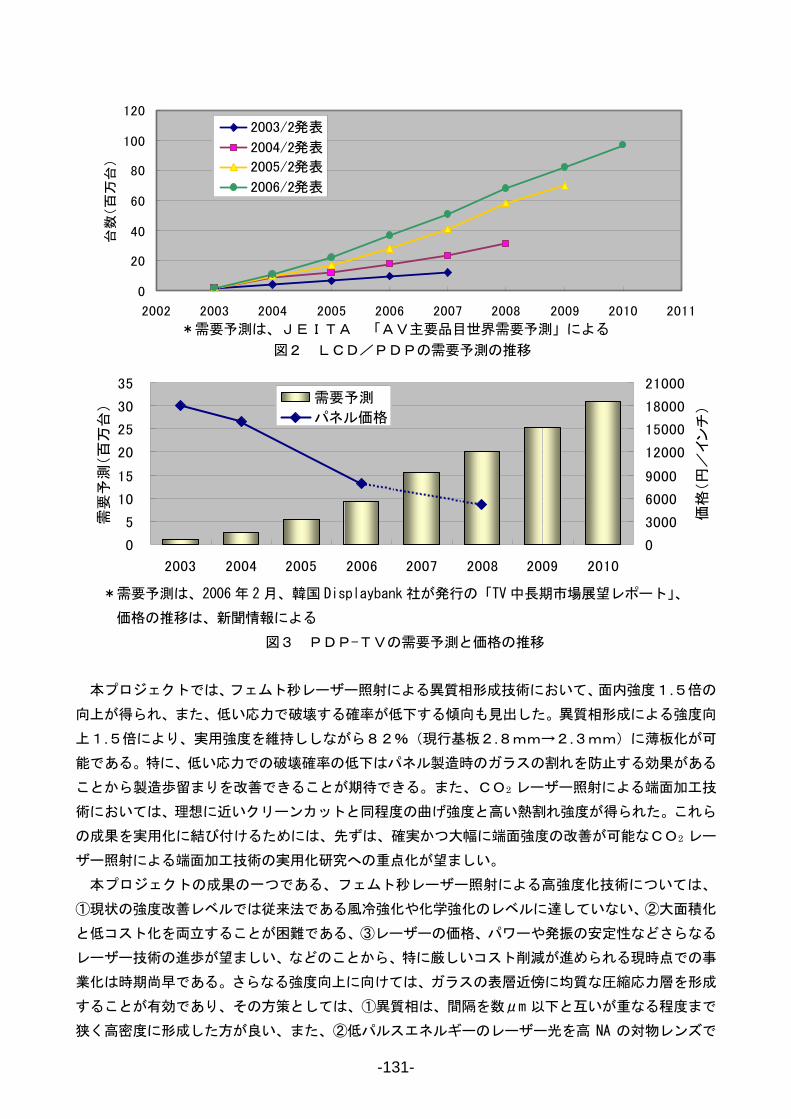
-131-
本プロジェクトでは、フェムト秒レーザー照射による異質相形成技術において、面内強度1.5倍の
向上が得られ、また、低い応力で破壊する確率が低下する傾向も見出した。異質相形成による強度向
上1.5倍により、実用強度を維持ししながら82%(現行基板2.8mm→2.3mm)に薄板化が可
能である。特に、低い応力での破壊確率の低下はパネル製造時のガラスの割れを防止する効果がある
ことから製造歩留まりを改善できることが期待できる。また、CO2 レーザー照射による端面加工技
術においては、理想に近いクリーンカットと同程度の曲げ強度と高い熱割れ強度が得られた。これら
の成果を実用化に結び付けるためには、先ずは、確実かつ大幅に端面強度の改善が可能なCO2 レー
ザー照射による端面加工技術の実用化研究への重点化が望ましい。 本プロジェクトの成果の一つである、フェムト秒レーザー照射による高強度化技術については、
①現状の強度改善レベルでは従来法である風冷強化や化学強化のレベルに達していない、②大面積化
と低コスト化を両立することが困難である、③レーザーの価格、パワーや発振の安定性などさらなる
レーザー技術の進歩が望ましい、などのことから、特に厳しいコスト削減が進められる現時点での事
業化は時期尚早である。さらなる強度向上に向けては、ガラスの表層近傍に均質な圧縮応力層を形成
することが有効であり、その方策としては、①異質相は、間隔を数μm 以下と互いが重なる程度まで
狭く高密度に形成した方が良い、また、②低パルスエネルギーのレーザー光を高 NA の対物レンズで
0
5
10
15
20
25
30
35
2003 2004 2005 2006 2007 2008 2009 2010
需要予
測(百
万台
)
0
3000
6000
9000
12000
15000
18000
21000
価格(円
/インチ)
需要予測
パネル価格
図3 PDP-TVの需要予測と価格の推移
*需要予測は、2006 年 2月、韓国 Displaybank 社が発行の「TV中長期市場展望レポート」、
価格の推移は、新聞情報による
0
20
40
60
80
100
120
2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
台数(百万
台)
2003/2発表
2004/2発表
2005/2発表
2006/2発表
図2 LCD/PDPの需要予測の推移
*需要予測は、JEITA 「AV主要品目世界需要予測」による
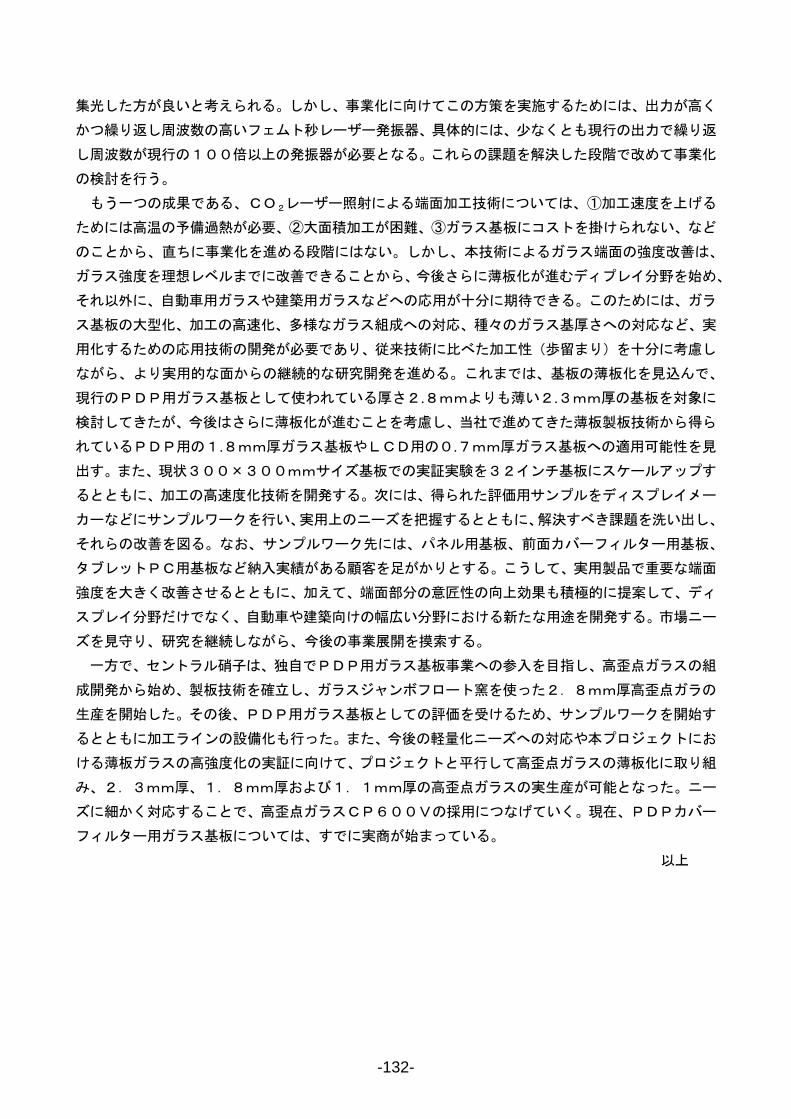
-132-
集光した方が良いと考えられる。しかし、事業化に向けてこの方策を実施するためには、出力が高く
かつ繰り返し周波数の高いフェムト秒レーザー発振器、具体的には、少なくとも現行の出力で繰り返
し周波数が現行の100倍以上の発振器が必要となる。これらの課題を解決した段階で改めて事業化
の検討を行う。
もう一つの成果である、CO2レーザー照射による端面加工技術については、①加工速度を上げる
ためには高温の予備過熱が必要、②大面積加工が困難、③ガラス基板にコストを掛けられない、など
のことから、直ちに事業化を進める段階にはない。しかし、本技術によるガラス端面の強度改善は、
ガラス強度を理想レベルまでに改善できることから、今後さらに薄板化が進むディプレイ分野を始め、
それ以外に、自動車用ガラスや建築用ガラスなどへの応用が十分に期待できる。このためには、ガラ
ス基板の大型化、加工の高速化、多様なガラス組成への対応、種々のガラス基厚さへの対応など、実
用化するための応用技術の開発が必要であり、従来技術に比べた加工性(歩留まり)を十分に考慮し
ながら、より実用的な面からの継続的な研究開発を進める。これまでは、基板の薄板化を見込んで、
現行のPDP用ガラス基板として使われている厚さ2.8mmよりも薄い2.3mm厚の基板を対象に
検討してきたが、今後はさらに薄板化が進むことを考慮し、当社で進めてきた薄板製板技術から得ら
れているPDP用の1.8mm厚ガラス基板やLCD用の0.7mm厚ガラス基板への適用可能性を見
出す。また、現状300×300mmサイズ基板での実証実験を32インチ基板にスケールアップす
るとともに、加工の高速度化技術を開発する。次には、得られた評価用サンプルをディスプレイメー
カーなどにサンプルワークを行い、実用上のニーズを把握するとともに、解決すべき課題を洗い出し、
それらの改善を図る。なお、サンプルワーク先には、パネル用基板、前面カバーフィルター用基板、
タブレットPC用基板など納入実績がある顧客を足がかりとする。こうして、実用製品で重要な端面
強度を大きく改善させるとともに、加えて、端面部分の意匠性の向上効果も積極的に提案して、ディ
スプレイ分野だけでなく、自動車や建築向けの幅広い分野における新たな用途を開発する。市場ニー
ズを見守り、研究を継続しながら、今後の事業展開を摸索する。
一方で、セントラル硝子は、独自でPDP用ガラス基板事業への参入を目指し、高歪点ガラスの組
成開発から始め、製板技術を確立し、ガラスジャンボフロート窯を使った2.8mm厚高歪点ガラの
生産を開始した。その後、PDP用ガラス基板としての評価を受けるため、サンプルワークを開始す
るとともに加工ラインの設備化も行った。また、今後の軽量化ニーズへの対応や本プロジェクトにお
ける薄板ガラスの高強度化の実証に向けて、プロジェクトと平行して高歪点ガラスの薄板化に取り組
み、2.3mm厚、1.8mm厚および1.1mm厚の高歪点ガラスの実生産が可能となった。ニー
ズに細かく対応することで、高歪点ガラスCP600Vの採用につなげていく。現在、PDPカバー
フィルター用ガラス基板については、すでに実商が始まっている。
以上





























