Embed Size (px)
Citation preview
Vol. 38 No. 5(2015) 159
水環境学会誌 Journal of Japan Society on Water Environment Vol.38, No.5, pp.159-166 (2015)〈技術論文―Technical Paper〉
Performance of Combined Micro- and Normal Bubbles in Separation of Fine Oil-in-water Emulsions from Palm Oil Mill Effluent
1 ) Graduate School of Science and Engineering, Yamaguchi University, 2-16-1 Tokiwadai, Ube, Yamaguchi 755-8611, Japan 2 ) Department of Environmental Science, Hue University of Sciences, 77 Nguyen Hue Street, Hue City, Vietnam
Daisuke AYUKAWA 1) , Tsuyoshi IMAI1) ,¶ , Tuan Van LE 2) ,Ariyo KANNO 1) , Takaya HIGUCHI 1) ,
Koichi YAMAMOTO 1) and Masahiko SEKINE 1)
1 ) 山口大学大学院理工学研究科 〒 755-8611 山口県宇部市常盤台 2丁目 16-1 2 ) Department of Environmental Science, Hue University of Sciences, 77 Nguyen Hue Street, Hue City, Vietnam¶ 連絡先:[email protected]
Abstract In the palm oil mill effluent (POME) discharged during the production process of palm oil, oil is contained in
the emulsion state. Currently, the open ponding system (facultative/anaerobic lagoons) is being applied as the main treatment method for POME owing to low operating costs. However, the main disadvantages of this system are the requirement of large land area, long retention time, and low treated-water quality. In this study, we developed a novel oil-water separation technique involving the use of a combination of micro- and normal bubbles for POME in order to reduce the environmental load as well as recover/reuse the separated oil. With the combination of micro- and normal bubbles, normal bubbles can accelerate the up-fl ow rate of microbubbles, improving the oil-water separation effi ciency. As a result, it was confi rmed that the combination of micro- and normal bubbles could improve the effi ciency of oil-water separation. It was also confi rmed that the effectiveness of this combination for actual treatment of POME was demonstrated in Thailand. The effi ciency of oil-water separation of actual POME treated by the combination of micro- and normal bubbles was increased about 40% compared with that when only microbubbles were applied.
Keywords: Palm oil; Microbubbles; Normal bubbles; Emulsion; Wastewater treatment
マイクロ及びノーマルバブルを用いたパームオイル廃水からの油水分離技術の開発
1. はじめに
現在,植物油の中で最も生産量が多いパームオイルは,2012年度に世界で約 5,600万 tが生産された 1) 。しかし,その生産工程では大量の廃水(Palm Oil Mill Effl uent:以下 POME)が排出されている。POMEは,浮遊物質濃度が非常に高く,かつ油分をエマルジョン 2) (液中に混じりあわない他の液体が微細粒子となって分散,浮遊している混合物)の状態で含む高濃度有機性廃水である。また,排出時の温度は約 70~ 80℃と高温であり,廃水は酸性を示す。 Table 1 に POMEの組成を示す 3) 。現在,そのほとんどが開放型ラグーンによって嫌気的に処理されている。この処理方法は維持管理が容易であり,運転コストが安価であることから発展途上国で多く採用されている。
しかし,その大量の廃水を処理するために広大な土地が必要であることや,POME中に含まれる油分により嫌気性処理機能が低下することで開放型ラグーンにおける滞留時間(HRT)が長くなること,腐敗による悪臭,ス
鮎 川 大 亮1) 今 井 剛 1) ,¶ Tuan Van LE 2)
神 野 有 生 1) 樋 口 隆 哉 1) 山 本 浩 一 1) 関 根 雅 彦 1)
Table 1 Composition of POME.

水環境学会誌 Journal of Japan Society on Water Environment160
技術論文-Technical Paper
カム(懸濁物質,繊維質,油分により水表面に形成される厚い膜状の浮きカス)の発生,土壌汚染等 4,5) の様々な問題がある。また,油分は重量当たりのメタン生成量が他の有機物より二倍以上大きいため 6) ,POME中のパームオイルを,ラグーンに排出される前に効率的に分離 ・回収することが極めて重要であり,その新たな方法の確立が必要とされている。
現在開発されているエマルジョン化した油含有廃水の処理技術として凝集法や膜分離法等があるが,凝集法に関しては,処理工程における pH調整や除去した油分には凝集剤が混合されており,その処理等が問題である。膜分離法では浮遊物質濃度が高い場合,頻繁にファウリングなどが生じてしまう問題があるため,POMEへの適用例はない。
そこで著者らは,POMEからのパームオイルの分離方法として,薬剤を使用せず,維持管理が容易であり,POME中に含まれる油分を再利用するといった観点から,マイクロバブル (Micro Bubble:以下 MB,直径:10-40 µm)に着目し,油水分離技術の開発を行ってきた。MBによって POMEを処理することで,上述の廃水の処理過程において生じる問題を軽減できる。また,浮上分離して得られた高濃度のパームオイルを含む廃液のみを,再度遠心分離を行うパームオイル生産工程に循環してパームオイルの滞留時間を長くすることでパームオイルの生産における歩留まりを向上させることが可能である。従来の研究から,エマルジョンとして含まれている油滴をMBにより分離可能であることが明らかとなっている 7, 8) 。これは,疎水性のパームオイルに対してMBが疎水場として作用する,いわゆる疎水性相互作用の原理によってMB表面にパームオイルの油滴が吸着する。しかし,MBは浮上速度が緩やかであるため油滴を吸着したMBの浮上に長い時間を要してしまう。そのため,連続的な処理に適さず十分な水質改善及びパームオイルの回収につながっておらず,その実用化には至っていない。
そこで本研究では,MB及びノーマルバブル(mmサイズ以上の気泡:Normal Bubble:以下 NoB)による油水分離に与える操作因子の影響評価及び実 POMEに対する本油水分離プロセスの有用性について検討することを目的とする。MBと NoBを組み合わせることによって,油滴を吸着させたMBを NoBによって液面まで速やかに上昇させ,油水分離効率の向上を図る。これにより,効率的にパームオイルを分離 ・回収することで連続的な処理も可能となる。なお,本研究では日本での実廃水の入手が困難であり,また実廃水の水質が一定でないため,廃水中のそれぞれの操作因子による本プロセスへの影響評価を行うことが困難である。そこで,各操作因子による影響評価を実廃水に類似した模擬廃水を作成し実験を行った後,タイのバンコクにて本プロセスの実廃水に対する有用性確認実験を行った。また,本研究における実廃水からの油分回収率として 60%を目標値とする。仮に実廃水中の油分を 60%回収できたとすれば,開放型ラグーンにおける HRTを 1/4短縮して河川に放出できるようになり,実廃水中に 1%の油分が含まれていた場合,理論的には開放型ラグーンにより放出されるメタンガスの約 1/4を削減できる。
2. 実験装置
2.1 油水分離に対する操作因子の影響評価 実験装置の概略を Fig. 1 に示す。実験装置は内径 109
mm,高さ 1,250 mmの円筒形で透明なアクリル製である。装置底部から 200 mmの位置にMB発生器(有限会社バブルタンク社製 BT-50 W)を設置し,MBは吐出流量 10 L・min-1 ,気液比 2%で供給される,MBの平均径は 30 µm程度である。なお,MBの平均径は粒度分布計(HORIBA製レーザー回折 ・散乱式粒度分布測定装置LA920 )を用いて測定した 10) 。その結果の例を Fig. 2 に示す。装置底部には NoBを発生させるための孔径 22 mm
の 2つの塩ビパイプが設置されている。気体溶解装置は新光産業株式会社製の超微細気泡発生装置を用いた。
2.2 本プロセスの実廃水に対する有用性確認実験 実験装置の内径及び高さ,NoB発生部とMB発生ノズ
ルは 2.1 の装置と同条件であり,本体は塩化ビニール製である。なお,気体溶解装置は自作の気体溶解装置 11,12)
を用いた。この気体溶解装置はポンプで処理対象水を吸引し,ノズルを通過後,装置内に設置してある内筒へ衝突させて液膜を形成する。液膜の内外は気体(空気,窒素:酸素=8:2 )で満たされているため,液膜が多く形成されるほど気液接触面積が増加し,気体溶解効率が上昇する。さらに,装置内は加圧されているため圧力の上昇に比例して気体溶解量が増加する,いわゆる,ヘンリーの法則にしたがい気体溶解効率は上昇する。形成された液膜は装置底部にて再び液体となり,高濃度気体溶解水
Fig. 2 Distribution of micro bubbles droplets size.
Fig. 1 Schematic diagram of experimental apparatus.
Vol. 38 No. 5(2015) 161
マイクロ及びノーマルバブルを用いたパームオイル廃水からの油水分離技術の開発
が生成される。なお,MBの平均径と吐出量及び気液比は 2.1 と同条件である。
3. 実験方法
3.1 模擬廃水の作成 油水分離に対する操作因子の影響評価を行うため,加
熱して約 50℃程度まで温めた水道水とパームオイル(有限会社いまじん精油製,パーム油 Z67 )とをミキサーに投入して撹拌し,作成した模擬廃水中のパームオイルがエマルジョンの条件を満たしていることの確認を目的に,光学顕微鏡及び粒度分布計を用いて測定を行った。
パームオイルをそれぞれ約 100,500,1000 mgとなるように電子天秤で量り取り,温水とパームオイル(合計1 L)をミキサー(Tescom製 TM835 )に入れ,撹拌開始 0,0.33,0.67,1,2,4,6,8,10 min後にサンプルを採取した。それぞれのサンプルの吸光度を測定(HITACHI
製ダブルビーム分光光度計 U2001 )し,光学顕微鏡(OLYMPUS製オリンパスシステム顕微鏡 BHS321 )によるパームオイル粒子径の観察を行った。また,4 min
後の粒子径の測定を粒度分布計(HORIBA製レーザー回折 ・散乱式粒度分布測定装置 LA920 )を用いて行い,エマルジョンの条件(粒子径 20 µm以下 13) )を満たしているかどうかの確認を行った。
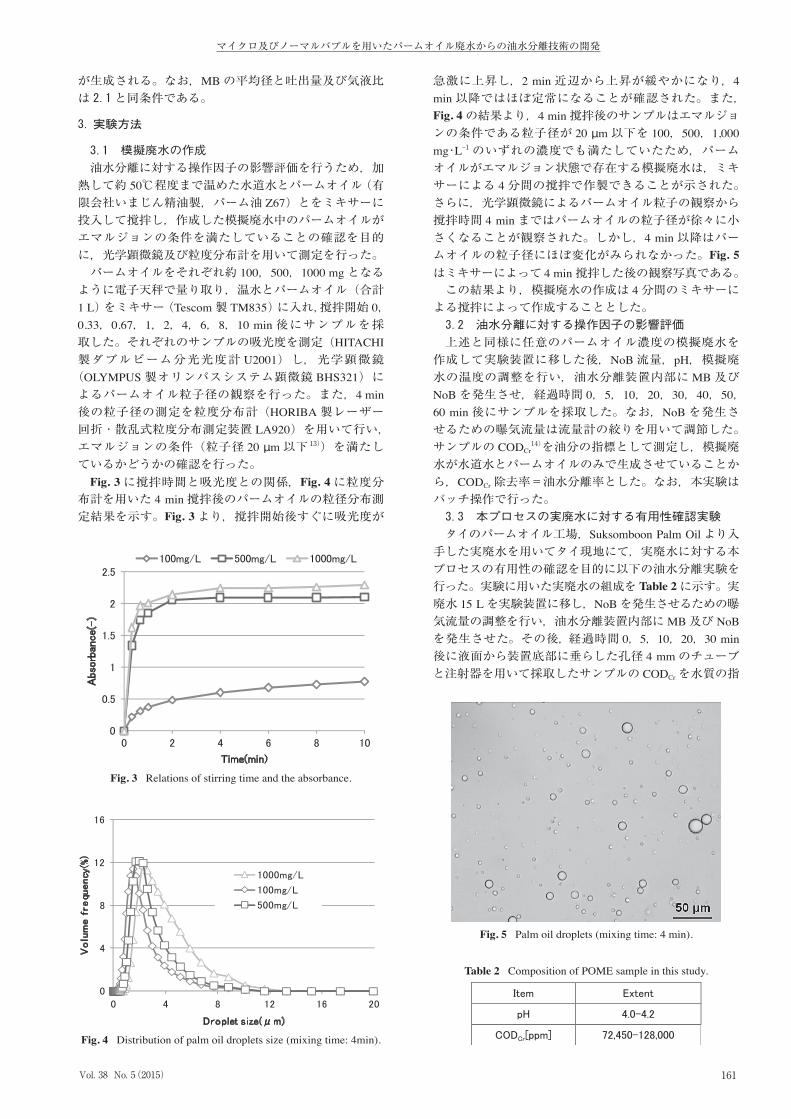
Fig. 3 に撹拌時間と吸光度との関係, Fig. 4 に粒度分布計を用いた 4 min撹拌後のパームオイルの粒径分布測定結果を示す。 Fig. 3 より,撹拌開始後すぐに吸光度が
急激に上昇し,2 min近辺から上昇が緩やかになり,4
min以降ではほぼ定常になることが確認された。また, Fig. 4 の結果より,4 min撹拌後のサンプルはエマルジョンの条件である粒子径が 20 µm以下を 100,500,1,000
mg・L-1 のいずれの濃度でも満たしていたため,パームオイルがエマルジョン状態で存在する模擬廃水は,ミキサーによる 4分間の撹拌で作製できることが示された。さらに,光学顕微鏡によるパームオイル粒子の観察から撹拌時間 4 minまではパームオイルの粒子径が徐々に小さくなることが観察された。しかし,4 min以降はパームオイルの粒子径にほぼ変化がみられなかった。 Fig. 5
はミキサーによって 4 min撹拌した後の観察写真である。 この結果より,模擬廃水の作成は 4分間のミキサーによる撹拌によって作成することとした。 3.2 油水分離に対する操作因子の影響評価 上述と同様に任意のパームオイル濃度の模擬廃水を作成して実験装置に移した後,NoB流量,pH,模擬廃水の温度の調整を行い,油水分離装置内部にMB及びNoBを発生させ,経過時間 0,5,10,20,30,40,50,60 min後にサンプルを採取した。なお,NoBを発生させるための曝気流量は流量計の絞りを用いて調節した。サンプルの COD Cr
14) を油分の指標として測定し,模擬廃水が水道水とパームオイルのみで生成させていることから,COD Cr 除去率=油水分離率とした。なお,本実験はバッチ操作で行った。 3.3 本プロセスの実廃水に対する有用性確認実験 タイのパームオイル工場,Suksomboon Palm Oilより入
手した実廃水を用いてタイ現地にて,実廃水に対する本プロセスの有用性の確認を目的に以下の油水分離実験を行った。実験に用いた実廃水の組成を Table 2 に示す。実廃水 15 Lを実験装置に移し,NoBを発生させるための曝気流量の調整を行い,油水分離装置内部にMB及び NoB
を発生させた。その後, 経過時間 0,5,10,20,30 min
後に液面から装置底部に垂らした孔径 4 mmのチューブと注射器を用いて採取したサンプルの COD Cr を水質の指
Fig. 3 Relations of stirring time and the absorbance.
Fig. 5 Palm oil droplets (mixing time: 4 min).
Fig. 4 Distribution of palm oil droplets size (mixing time: 4min).
Table 2 Composition of POME sample in this study.

水環境学会誌 Journal of Japan Society on Water Environment162
技術論文-Technical Paper
標として測定した。なお,本実験も油水分離に対する操作因子の影響評価実験と同様,バッチ操作で行った。
その後,測定した COD Cr 値から各サンプルにおける油分 (Oil&Grease:以下 O&G)及び全固形分(Total
Solid:以下 TS)の除去率を算出するため,MBによって処理を行い,ランダムな経過時間に採取した 3つの実廃水サンプルの O&G量を n-ヘキサン抽出法 15) により測定し,実廃水の O&G量と COD Cr の関係から及び模擬廃水の油分濃度と COD Cr の関係からそれぞれの近似線を作成した。作成した近似線を Fig. 6 に示す。 Fig. 6 の実廃水の近似線より,実廃水の COD total は A O&G =O&G
量( mg・L-1 )とすると次の式で得られる。
CODtotal=4.22 AO&G+70500 …………………………⑴
よって,
AO&G=(CODtotal - 70500 )/4.22 …………………⑵
と表される。 次に Fig. 6 の模擬廃水の近似線より,模擬廃水の
COD’ total は次の式で得られる。
COD’total=3.03 A’O&G ………………………………⑶
⑶式より,A’ O&G =1( mg・L-1 )の時,模擬廃水のCOD total =3.03(ppm)である。模擬廃水は温水とパームオイルのみで作成されているため,パームオイル 1 mg
あたりの COD’ toral は 3.03(mg)と考えられる。 よって⑶式はパームオイルによる COD Cr への影響を
COD O&G とした場合,次のように示すことができる。
COD’total=CODO&G=3.03 A’O&G ……………………⑷
実廃水における O&Gはパームオイルとみなせるので,⑷式の A’ O&G に⑵式の A O&G を代入すると実廃水における COD O&G は次の式から求められる。
CODO&G=3.03 ×(CODtotal - 70500 )/4.22 ……⑸
また,実廃水の TSによる COD Cr への影響を COD TS
とした場合,次のように示すことができる。
CODTS=CODtotal - CODO&G ………………………⑹
以上の式より各サンプルの簡易的な O&G及び TS除去率を算出した。
4. 実験結果及び考察
4.1 油水分離に対する操作因子の影響評価について ⑴ NoB を発生させるための最適曝気流量の検討
実験条件を Table 3 ,実験結果を Fig. 7 に示す。 Fig. 7
より,NoBを併用したケースでは,NoBを発生させるための曝気流量に関わらずMBのみの場合よりも高い油水分離率が得られ,MBのみの場合と比較すると経過時間 60 minにおいて最大で約 13%高い油水分離率を示した。特に経過時間 20 minまでの短い処理時間で高い油水分離率が得られ,NoB投入による効果が顕著に現れた。これは,油滴を吸着したMBが NoBにより,速く水面に浮上させられたためと考えられる。経過時間30 min以降の油水分離率は後述する,経過時間にともなう模擬廃水中の油滴の減少によりMBとの接触機会が減少したことで油水分離率の増加が緩やかになり,それぞれの油水分離率の差は小さくなったと考えられる。
また,NoBを発生させるための曝気流量 2.5 L・min-1
の場合において最も高い油水分離率を示した。これは,NoBを発生させるための曝気流量が 2.5 L・min-1 より小さかった場合,MBの浮上促進が十分に行われず,反対に,NoBを発生させるための曝気流量が 2.5 L・min-1 より高い場合ではMBの模擬廃水中での滞留時間が短くなり過ぎてしまい,油滴との接触機会が減少したと考えられる。
本実験結果より,POMEをMBを用いて処理する場合,NoBを併用して処理することで油水分離効率が向上することが示唆された。
CODtotal= 4.22AO&G+ 70,500
COD'total = 3.03A'O&G
CODCr(ppm)
O&G(mg/L)
Fig. 6 Trendline of POME and Simulated wastewater.Fig. 7 Effect of aeration rates for NoB production on palm oil
removal effi ciency.
Table 3 Experimental condition (Effect of aeration rate for NoB production).
Vol. 38 No. 5(2015) 163
マイクロ及びノーマルバブルを用いたパームオイル廃水からの油水分離技術の開発
また,高さ 109 cm以上,NoBを発生させるための曝気方法を孔径 22 mmのパイプ 2つとした場合の油水分離装置における最適な NoBを発生させるための曝気流量は 2.5 L・min-1 であると判断された。なお,この値は本研究で用いたMB発生器と温度範囲におけるものである。このときの単位面積当たりの NoBを発生させるための最適曝気流量は,
曝気線速度=NoBを発生させるための曝気流量 2.5( L・min-1 )/ 本実験装置断面積 …⑺
より,263( m・min-1 )と計算された。 以下の実験では,この単位面積当たりの曝気流量を用
いた。 ⑵ パームオイル濃度の油水分離への影響
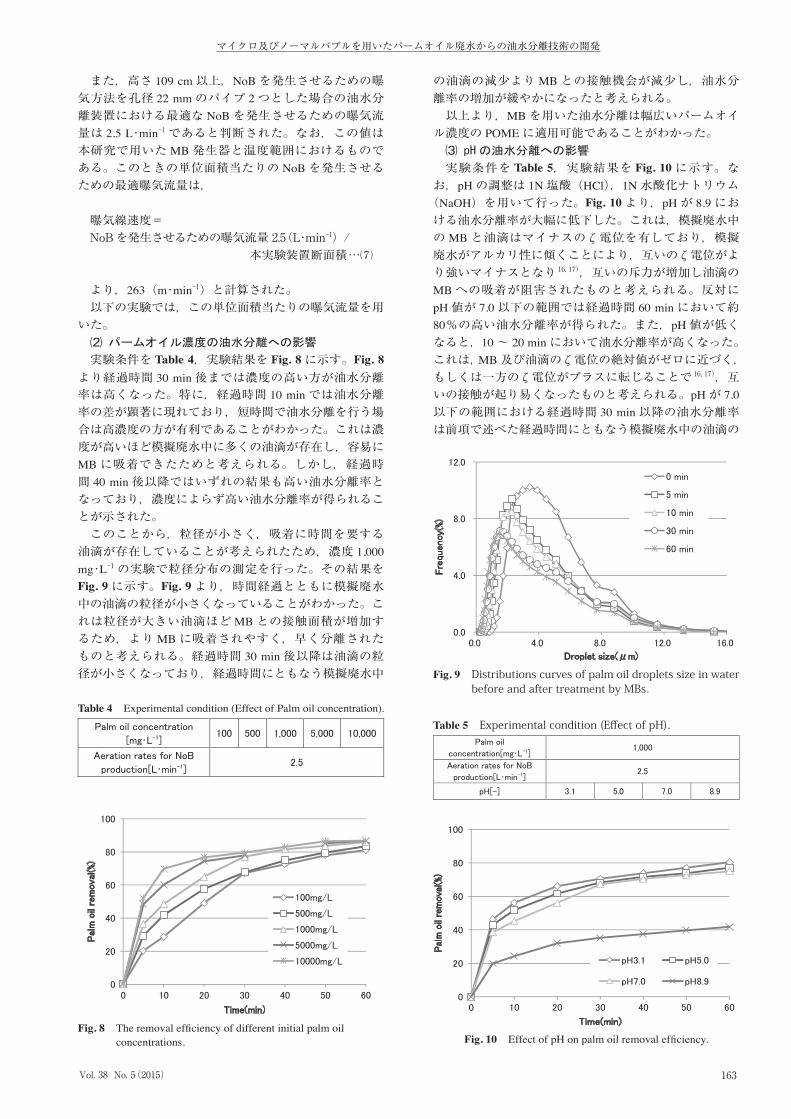
実験条件を Table 4 ,実験結果を Fig. 8 に示す。 Fig. 8
より経過時間 30 min後までは濃度の高い方が油水分離率は高くなった。特に,経過時間 10 minでは油水分離率の差が顕著に現れており,短時間で油水分離を行う場合は高濃度の方が有利であることがわかった。これは濃度が高いほど模擬廃水中に多くの油滴が存在し,容易にMBに吸着できたためと考えられる。しかし,経過時間 40 min後以降ではいずれの結果も高い油水分離率となっており,濃度によらず高い油水分離率が得られることが示された。
このことから,粒径が小さく,吸着に時間を要する油滴が存在していることが考えられたため,濃度 1,000
mg・L-1 の実験で粒径分布の測定を行った。その結果を Fig. 9 に示す。 Fig. 9 より,時間経過とともに模擬廃水中の油滴の粒径が小さくなっていることがわかった。これは粒径が大きい油滴ほどMBとの接触面積が増加するため,よりMBに吸着されやすく,早く分離されたものと考えられる。経過時間 30 min後以降は油滴の粒径が小さくなっており,経過時間にともなう模擬廃水中
の油滴の減少よりMBとの接触機会が減少し,油水分離率の増加が緩やかになったと考えられる。
以上より,MBを用いた油水分離は幅広いパームオイル濃度の POMEに適用可能であることがわかった。 ⑶ pH の油水分離への影響
実験条件を Table 5 ,実験結果を Fig. 10 に示す。なお,pHの調整は 1N塩酸(HCl),1N水酸化ナトリウム(NaOH)を用いて行った。 Fig. 10 より,pHが 8.9における油水分離率が大幅に低下した。これは,模擬廃水中のMBと油滴はマイナスのζ電位を有しており,模擬廃水がアルカリ性に傾くことにより,互いのζ電位がより強いマイナスとなり 16, 17) ,互いの斥力が増加し油滴のMBへの吸着が阻害されたものと考えられる。反対にpH値が 7.0以下の範囲では経過時間 60 minにおいて約80%の高い油水分離率が得られた。また,pH値が低くなると,10~ 20 minにおいて油水分離率が高くなった。これは,MB及び油滴のζ電位の絶対値がゼロに近づく,もしくは一方のζ電位がプラスに転じることで 16, 17) ,互いの接触が起り易くなったものと考えられる。pHが 7.0
以下の範囲における経過時間 30 min以降の油水分離率は前項で述べた経過時間にともなう模擬廃水中の油滴の
Fig. 8 The removal effi ciency of different initial palm oil concentrations.
Fig. 10 Effect of pH on palm oil removal effi ciency.
Fig. 9 Distributions curves of palm oil droplets size in water before and after treatment by MBs.
Table 4 Experimental condition (Effect of Palm oil concentration).
Table 5 Experimental condition (Eff ect of pH).
水環境学会誌 Journal of Japan Society on Water Environment164
技術論文-Technical Paper
減少によりMBとの接触機会が減少したため,油水分離率の増加が緩やかになったと考えられる。
以上のことから,油水分離に適する pHは 7以下であり,実 POMEの pHは 3.4~ 5.2程度である( Table 1 参照)ため,MBを用いた油水分離に適していることが示された。
⑷ 水温の油水分離への影響
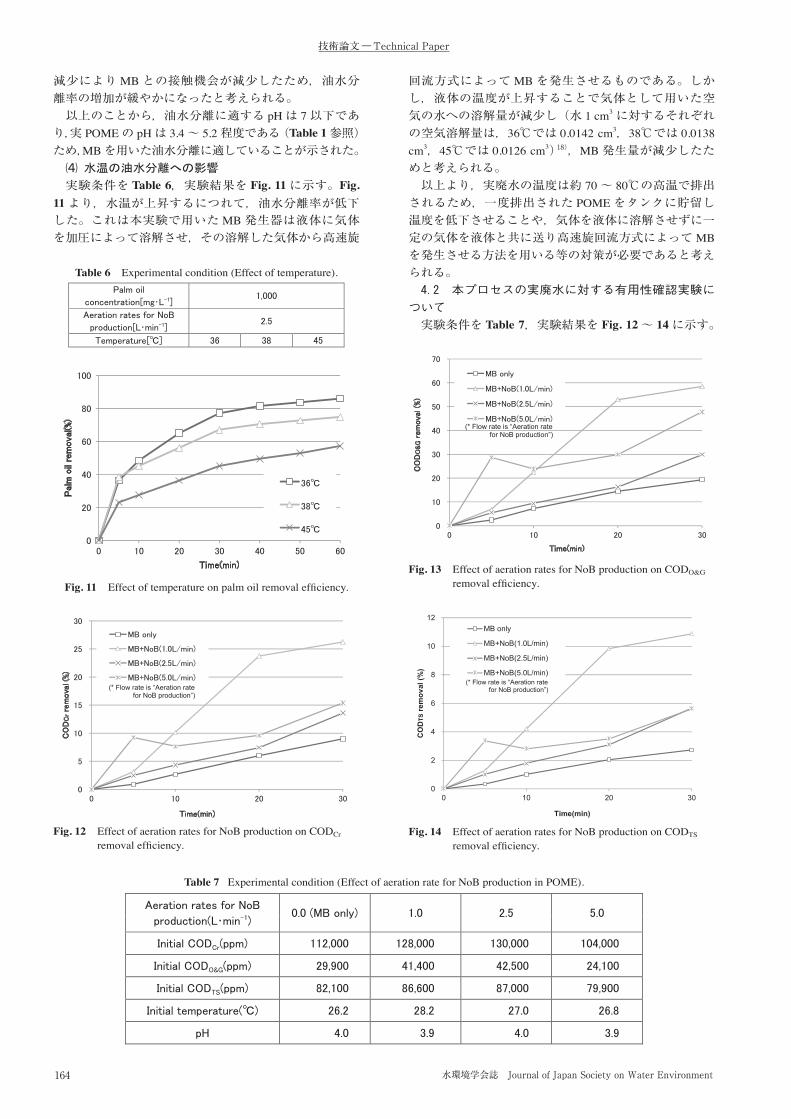
実験条件を Table 6 ,実験結果を Fig. 11 に示す。 Fig.
11 より,水温が上昇するにつれて,油水分離率が低下した。これは本実験で用いたMB発生器は液体に気体を加圧によって溶解させ,その溶解した気体から高速旋
回流方式によってMBを発生させるものである。しかし,液体の温度が上昇することで気体として用いた空気の水への溶解量が減少し(水 1 cm 3 に対するそれぞれの空気溶解量は,36℃では 0.0142 cm 3 ,38℃では 0.0138
cm 3 ,45℃では 0.0126 cm 3 ) 18) ,MB発生量が減少したためと考えられる。
以上より,実廃水の温度は約 70~ 80℃の高温で排出されるため,一度排出された POMEをタンクに貯留し温度を低下させることや,気体を液体に溶解させずに一定の気体を液体と共に送り高速旋回流方式によってMB
を発生させる方法を用いる等の対策が必要であると考えられる。 4.2 本プロセスの実廃水に対する有用性確認実験について
実験条件を Table 7 ,実験結果を Fig. 12 ~ 14 に示す。
Fig. 11 Effect of temperature on palm oil removal effi ciency.
0
2
4
6
8
10
12
0302010
CO
DTS
rem
oval
(%)
Time(min)
MB only
MB+NoB(1.0L/min)
MB+NoB(2.5L/min)
MB+NoB(5.0L/min)(* Flow rate is “Aeration rate
for NoB production”)
Fig. 14 Effect of aeration rates for NoB production on CODTS removal effi ciency.
(* Flow rate is “Aeration ratefor NoB production”)
Fig. 12 Effect of aeration rates for NoB production on CODCr removal effi ciency.
(* Flow rate is “Aeration ratefor NoB production”)
Fig. 13 Effect of aeration rates for NoB production on CODO&G removal effi ciency.
Table 6 Experimental condition (Effect of temperature).
Table 7 Experimental condition (Effect of aeration rate for NoB production in POME).

Vol. 38 No. 5(2015) 165
マイクロ及びノーマルバブルを用いたパームオイル廃水からの油水分離技術の開発
本実験は 4.1 ⑷の実験結果から,排出された POMEを一度タンクに貯留し,常温の状態まで POMEの温度を下げて処理を行う場合を想定して実験を行った。 Fig. 12 ~ 14 より,実廃水を用いた実験においても,NoBを併用したケースでは,NoBを発生させるための曝気流量に関わらずMBのみの場合よりも高い COD Cr ,O&G(COD O&G )及び TS(COD TS )除去率が得られた。このことから,実廃水においても NoBによるMBの浮上効果が確認された。また, Fig. 14 より,MBのみで処理した場合でもTS除去率が経過時間ごとに高くなったことから,SSに対しても油滴とMBとの場合と同様に疎水性相互作用が起こる 19) ことがわかった。なお,この SSは比重が大きく 20) ,MBに付着することでMBの浮上速度を低下させ,油水分離効率を低下させることが懸念される。
一方,NoBを発生させるための各曝気流量におけるそれぞれの除去率について検討すると,NoBを発生させるための曝気流量が 1.0 L・min-1 の時に最も高いCOD Cr ,O&G及び TS除去率を示し,MBのみの処理と比べ,最大約 39%高い O&G除去率が得られた。これは,実廃水の粘度による影響と考えらえる。実廃水中に含まれるパームオイルの融点は 27℃~ 50℃であり,これに対してこの実験開始時の実廃水温度は 26~ 30℃と低い条件下で実験を行ったため,実廃水の粘度が高かったことによると考えられる。これにより,実廃水中のMB
の拡散が妨げられ,MBがパームオイルを吸着するための滞留時間が長く必要となり,それにともない比重の大きい SSが多量にMBに付着し,MBが水面まで浮上できなかったため,NoBを発生させるための曝気流量 1.0
L・min-1 が最も高い COD Cr ,O&G及び TS除去率を示したと考えられる。しかしながら Fig. 12 , 13 より,NoB
を発生させるための曝気流量が 2.5 L・min-1 の場合よりNoBを発生させるための曝気流量 5.0 L・min-1 の方がいずれの経過時間においても高い COD Cr 及び O&G除去率を示した。これは, Table 7 からわかるように,NoBを発生させるための曝気流量 5.0 L・min-1 の場合の実廃水の初期 TS値(104,000 mg・L-1 )が NoBを発生させるための曝気流量 2.5 L・min-1 の場合より低かった(130,000
mg・L-1 )ことから,SSによるMBの付着が少なく,MB
によるパームオイルの吸着が他の実験条件と比べて容易に起こったことによると考えられる。
以上より,NoBを発生させるための曝気流量 1.0
L・min-1 において 30 minの処理で 60%の O&G除去率が得られたことから,本プロセスは実廃水に対しても有用であることが明らかとなった。また ,高さ 109 cm以上,NoB発生方法を孔径 22 mmのパイプ 2つとした場合の油水分離装置における NoBを発生させるための最適な曝気流量は 1.0 L・min-1 であると判断された。なお,この値は本研究で用いたMB発生器と温度範囲におけるものである。このときの単位面積当たりの NoBを発生させるための最適曝気流量は,
曝気線速度=NoBを発生させるための曝気流量1.0( L・min-1 )/ 本実験装置断面積 …⑻
より,105 m・min-1 と計算された。しかし,SSのMB
への吸着による油水分離効率の低下,粘度によるMBの拡散状況の違いなど様々な因子が油水分離に関与するため,実廃水の組成によって運転条件を調整 ・決定するための検討が今後必要である。
5. まとめ
本研究では,実廃水を模した人工的に作成した模擬廃水を用いて本プロセスの実廃水への適用性について検討を行った。その後,実廃水を対象に同様な装置を用いて実験を行い,実廃水における本プロセスの有用性の検討を行った。得られた成果をまとめると ,以下の通りである。
1 ) MB及び NoBを組み合わせることによってMBの浮上速度が上昇し,MBのみの処理に比べ油水分離率が最大約 13%向上した。
2 ) エマルジョン中のパームオイルの粒径が大きいほど, 油水分離が容易である。
3 ) パームオイルに対するMBを用いた油水分離に適する pHは 7以下である。
4 ) 加圧溶解によって溶解した気体からMBを発生させる方法では,水温の上昇にともない気体の溶解量が減少してMBの流量が減少し油水分離率が低下するため,対策が必要である。
5 ) MBにより,実廃水中にエマルジョン状態で存在するパームオイルの浮上分離が可能である。
6 ) 実廃水においても NoBによる油水分離効率の向上が確認され,最大で約 39%向上した。
7 ) SSによってMBによる油水分離効率が低下する。 今後,実廃水の組成に合わせた NoBを発生させるための最適な曝気流量等の詳細な検討が必要であるものの,POMEの処理にMB及び NoBを組み合わせた本プロセスを用いれば,MBのみの処理に比べ大幅に油水分離効率を向上させることができると考えられる。
謝 辞 土井良介氏(元山口大学大学院理工学研究科環境共生
系専攻博士前期課程)には実験,データ解析等で大変尽力いただきました。ここに記して深甚なる謝辞を表します。
記号表
CODtotal:実廃水の TSを含む総 CODCr(ppm)COD’total=CODCr:模擬廃水の総 CODCr値(ppm)AO&G:実廃水中の O&G濃度(ppm)A’O&G:模擬廃水中の O&G(ppm)CODO&G:実廃水中の O&Gのみの CODCr値(ppm)CODTS:実廃水中の TSのみの CODCr値(ppm)
(原稿受付 2014年 12 月 10 日) (原稿受理 2015年 5 月 20 日)
参 考 文 献1 ) 日本植物油協会 , 2.世界の植物油と貿易 , http://www.oil.or.jp/
kiso/seisan/seisan02_01.html (2015年4月時点).
2 ) 由良政昭(1975)入門・エマルジョンの応用 , p.8, 高分子刊行会出版 , 東京 .
3 ) Yusof, B. and Ariffin, D. (1996) The Oil Palm Industry - From
Pollution to Zero Waste, Planter, 72 (840), p.145.
4 ) Yusof, B. and Ariffin, D. (1996) The Oil Palm Industry - From
Pollution to Zero Waste, Planter, 72 (840), 141-148.
水環境学会誌 Journal of Japan Society on Water Environment166
技術論文-Technical Paper
pressurized carbon dioxide microbubbles to inactivate Escherichia
coli, bacteriophage MS2 and T4, Journal of Water and Environment
Technology, 11 (6), 497-505.
13) Moosai, R. and Dawe, R. A. (2003) Gas attachment of oil droplets
for gas flotation for oily wastewater cleanup, Separation and
Purifi cation Technology, 33 (3), 303-314.
14) APHA-AWWA-WEF (2005) Standard methods for the examination
of water and wastewater; 21st ed., pp.(5-16)-(5-17), American
Public Health Association/American Water Works Association/Water
Environment Federation, Washington DC, USA.
15) 水環境研究所 , ヘキサン抽出物質試験 , http://www.kc-center.
co.jp/suishitsu/column/n-hexane.html (2015年4月時点).
16) 石井淑夫 (2005) 泡のエンジニアリング Concepts in Basic
Bubble and Foam Engineering, p.467, テクノシステム , 東京 .
17) 合谷祥一 , 山野善正 (1990) Soyasaponin I エマルジョンの安定性とゼータ電位 , 日本農芸化学会誌 , 64 (2), 139-144.
18) 国立天文台編(2014)理科年表 平成27年版 , p.517, 丸善 , 東京 .
19) 寺坂宏一 , 新保康行 (2007) マイクロバブルを用いた水相中懸濁微粒子の浮上分離 , 混相流 , 21 (1), 77-83.
20) 白石義人 , モハメッド・アリ・ハッサン (2009) マレーシアにおけるパームオイル産業のゼロエミッション化にむけての取り組み , 環境バイオテクノロジー学会誌 , 9 (1), 3-10.
5 ) 地球環境センター (1996) マレシアパームオイル廃液嫌気処理池により放出されるメタン排出の削減技術の調査報告書 , p.23.
6 ) 小林俊哉 , 花木啓祐 , 松尾友矩 (1990) 嫌気性処理における不飽和高級脂肪酸の阻害及び分解過程 , 衛生工学研究論文集 , 26 ,
1-8.
7 ) 高橋正好 , 幕田寿典 , 竹村文男(2006)微細気泡の最新技術-マイクロバブル・ナノバブルの生成・特性から食品・農業・環境浄化・医療への応用まで , pp.136-145,エヌ・ティ・エス出版 , 東京 .
8 ) 田中溥 , 伊津美満 , 芹澤昭示 , 後藤世至男 , 江口俊彦(2005)選鉱技術を応用した液・液分離技術の研究 , クリモト技報 , 53 , 36-
43.
9 ) 片岡直明 , Lingyun HAO, 宮晶子 , 石田健一 , 山田紀夫 , 鈴木隆幸 (2006-7) 油含有食品加工排水のメタン発酵促進技術の研究 ,
エバラ時報 , 212 , 3-9.
10) 柘植秀樹 (2007) マイクロバブル・ナノバブルの最新技術 ,
pp.31-37, シーエムシー出版 , 東京 .
11) Cheng . X., Imai, T., Yamaguchi, J., Limpiyakorn , T. and Reungsang,
A. (2010) Evaluation of the innovated disinfection process with high
dissolved CO 2 , Journal of Water and Environment Technology, 8 (3),
177-184.
12) Vo, H. T., Imai, T., Yamamoto, H., Le, T. V., Higuchi, T., Kanno,
A., Yamamoto, K. and Sekine, M. (2013) Disinfection using
[論 文 要 旨 ] パームオイルを生産する際に排出される廃水(POME)には油分がエマルジョンの状態で含まれている。現在,この廃水処理の多くはそのコストの安さから開放型ラグーンによって嫌気的に処理されているが,広大な敷地を要する,処理水質が悪いなど様々な問題が生じている。本研究では , 環境への負荷を軽減し,加えて分離 ・回収した油分を再利用するという観点からマイクロ及びノーマルバブルを組み合わせた新規油水分離技術を開発した。マイクロバブルにノーマルバブルを組み合わせることでマイクロバブルの浮上速度を高め , 油水分離効率の向上を図った。実験結果から,マイクロバブルにノーマルバブルを組み合わせることで,油水分離効率の向上が確認された。さらに タイにて実際の POMEを用いて同様な装置で油水分離実験を行った場合にもその効果が確認され,マイクロバブルのみの処理と比べ油水分離率が約 40%向上することが示された。
キーワード :パームオイル ; マイクロバブル ; ノーマルバブル ; エマルジョン ; 廃水処理





























