Embed Size (px)
Citation preview
103
1 Бахри Абдеррахим, аспирант, каф. автоматизации процессов химической промышленности, e-mail: [email protected] Аbderrahim Bahri, Post-graduate Student, Department of Chemical Engineering Control2 Жуков Игорь Викторович, канд. техн. наук, инженер-технолог отдела АСУ ТП ООО «Кинеф»; пл. Бровко, 1, г. Кириши, Ленинградская обл., 1187110,
Россия; e-mail: [email protected] Igor V. Zhukov, PhD (Eng.), Engineer department APCS, «KINEF Ltd., Brovko Pl., Kirishi, region of Leningrad, 187110, Russia3 Харазов Виктор Григорьевич, д-р техн. наук, профессор, каф. автоматизации процессов химической промышленности, e-mail: [email protected] Victor G. Harazov, Dr Sci. (Eng.), Professor, Department of Chemical Engineering Control
Дата поступления – 9 февраля 2016 года
Висбрекинг с выносной сокинг-камерой является эффективным процессом, который гарантирует качество продукта и минимизацию затрат энергии. Известно более 200 видов висбрекинга и различных типов установок для переработки нефтшламов.
Целью данной работы является разработка прогнозирующей математической модели фракционирующей колонны установки висбрекинга для усовершенствованной системы управления процессом (APC-системы) при поддержании заданного показателя качества продукта.
Описание технологического процесса:Процесс, применяемый на секции висбрекинга,
представляет собой процесс мягкого термического кре-кинга с реакционной (сокинг) камерой и используется для снижения вязкости остаточного топлива.
Крекинг начинается в печи при относительно низкой температуре 400-460 ºС и продолжается в сокинг-камере с длительным временем пребывания 15-30 мин.
Сырье секции – остатки вакуумной перегонки сырой нефти. Они являются смесью высокомолекулярных асфальтенов, растворенных в тяжелой нефти, насыщенной ароматическими соединениями.
Снижение вязкости перерабатываемого в про-цессе сырья достигается за счет того, что вязкое сырье подвергается условиям мягкого термокрекинга
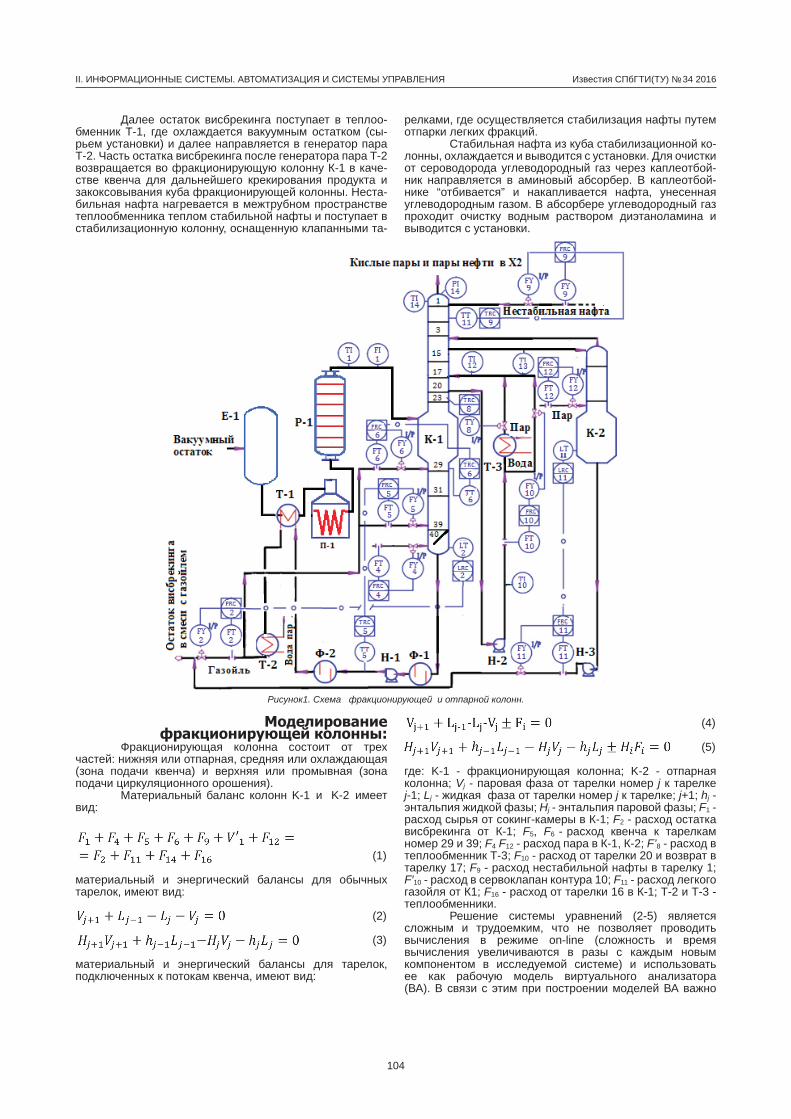
Сырье (вакуумный остаток) поступает в сырье-вую емкость и далее в печь и сокинг-камеру (рисунок 1). Из сокинг-камеры сырье поступает во фракционирую-щую колонну К-1. В колонне фракционирования происхо-дит разделение продуктов реакции на газ, нестабильную нафту, газойль и остаток висбрекинга. С верха колонны
фракционирования К-1 (промывной зоны или зоны подачи циркуляционного орошения) выводятся кислый газ, водя-ной пар и пары нафты [1].
Система вывода верхнего продукта состоит из од-ноступенчатой конденсации с циркуляцией кислой воды из емкости орошения. Парожидкостная смесь охлаждает-ся в водяном холодильнике и далее поступает в емкость орошения. Нестабильная нафта из емкости орошения на-сосом подается на орошение фракционирующей колонны К-1 для поддержания температуры на 3-й тарелке.
Из средней части фракционирующей колонны К-1 (охлаждающей или зоны подачи квенча) боковым погоном выводится газойлевая фракция, которая подается в от-парную колонну К-2.
Пары, выводимые с верха отпарной колонны, возвращаются в колонну фракционирования К-1 выше та-релки вывода бокового погона. Газойль с куба отпарной колонны К-2 насосом Н-3 подается на смешение с остат-ком висбрекинга.
Избыточное тепло из колонны фракционирова-ния К-1 отводится циркуляционным орошением, которое забирается насосом Н-2 и подается в межтрубное про-странство теплообменника Т-3, где охлаждается и воз-вращается во фракционирующую колонну К-1.
Для уменьшения колебаний расхода циркуляци-онного орошения и обеспечения стабильной работы ко-лонны предусмотрено регулирование расхода циркуляци-онного орошения с помощью клапана, установленного на байпасе теплообменника Т-3.
Остаток висбрекинга выводится с нижней части фракционирующей колонны К-1 (отпарной зоны). Для очистки от частиц кокса остаток висбрекинга поступает в фильтр Ф-1 и затем насосом Н-1 подается в фильтр Ф-2.
А. Бахри1, И.В. Жуков2, В.Г. Харазов3
МОДЕЛИРОВАНИЕ ФРАКЦИОНИРУЮЩЕЙ КОЛОННЫ ПРОЦЕССА ВИСБРЕКИНГАСанкт-Петербургский государственный технологический институт (технический университет), Московский пр. 26, Санкт-Петербург, 190013, Россияe-mail: [email protected]
Представлены результаты моделирования фракционирую-щей колонны процесса висбрекинга с выносной сокинг-каме-рой. При построении модели с использованием метода наи-меньших квадратов (МНК) использованы экспериментальные данные, полученные с нефтеперерабатывающего завода. Среди параметров модели, обеспечивающих заданный пока-затель качества, использованы температура верха и низа колонны, уровень кубового остатка, расходы тяжелого га-зойля и квенча. Графики изменения параметров модели и данных РСУ показывают незначительные расхождения, что подтверждает адекватность модели реальному процессу.
Ключевые слова: висбрекинг, фракционующую колонна, теплообменник, МНК.
Аbderrahim Bahri, Igor V. Zhukov, Victor G. Harazov
MODELING OF FRACTIONATION COLUMN OF VISBREAKING PROCESSSt. Petersburg State Institute of Technology (Technical Uni-versity), Moskovsky Pr., 26, St Petersburg, 190013, Russiae-mail: [email protected]
Results of simulation of the fractionating column of the soaker visbreaking process are presented. In the construction of the model relying on the least squares method (LSM), the experimental data obtained from the oil refinery are used. The parameters of the model which ensure the specified parameter of quality include temperatures of the column top and bottom, the distillation residue level, and expenditures of heavy gas oil and quench. The graphs of changes in the model parameters and DCS (Distributed Control System) data show insignificant differences, which confirms the adequacy of the model to real process.
Keywords: visbreaking, fractionating column (fractionator), heat exchanger.
УДК 681.5: 519.6
104
Известия СПбГТИ(ТУ) № 34 2016II. ИНФОРМАЦИОННыЕ СИСТЕМы. АВТОМАТИЗАЦИЯ И СИСТЕМы УПРАВЛЕНИЯ
Далее остаток висбрекинга поступает в теплоо-бменник Т-1, где охлаждается вакуумным остатком (сы-рьем установки) и далее направляется в генератор пара Т-2. Часть остатка висбрекинга после генератора пара Т-2 возвращается во фракционирующую колонну К-1 в каче-стве квенча для дальнейшего крекирования продукта и закоксовывания куба фракционирующей колонны. Неста-бильная нафта нагревается в межтрубном пространстве теплообменника теплом стабильной нафты и поступает в стабилизационную колонну, оснащенную клапанными та-
релками, где осуществляется стабилизация нафты путем отпарки легких фракций.
Стабильная нафта из куба стабилизационной ко-лонны, охлаждается и выводится с установки. Для очистки от сероводорода углеводородный газ через каплеотбой-ник направляется в аминовый абсорбер. В каплеотбой-нике “отбивается” и накапливается нафта, унесенная углеводородным газом. В абсорбере углеводородный газ проходит очистку водным раствором диэтаноламина и выводится с установки.
Моделирование фракционирующей колонны:
Фракционирующая колонна состоит от трех частей: нижняя или отпарная, средняя или охлаждающая (зона подачи квенча) и верхняя или промывная (зона подачи циркуляционного орошения).
Материальный баланс колонн K-1 и K-2 имеет вид:
(1)
материальный и энергический балансы для обычных тарелок, имеют вид:
(2)
(3)
материальный и энергический балансы для тарелок, подключенных к потокам квенча, имеют вид:
(4)
(5)
где: K-1 - фракционирующая колонна; K-2 - отпарная колонна; Vj - паровая фаза от тарелки номер j к тарелке j-1; Lj - жидкая фаза от тарелки номер j к тарелке; j+1; hj - энтальпия жидкой фазы; Hj - энтальпия паровой фазы; F1 - расход сырья от сокинг-камеры в К-1; F2 - расход остатка висбрекинга от К-1; F5, F6 - расход квенча к тарелкам номер 29 и 39; F4 F12 - расход пара в К-1, К-2; F’8 - расход в теплообменник Т-3; F10 - расход от тарелки 20 и возврат в тарелку 17; F9 - расход нестабильной нафты в тарелку 1; F′10 - расход в сервоклапан контура 10; F11 - расход легкого газойля от К1; F16 - расход от тарелки 16 в К-1; Т-2 и Т-3 - теплообменники.
Решение системы уравнений (2-5) является сложным и трудоемким, что не позволяет проводить вычисления в режиме on-line (сложность и время вычисления увеличиваются в разы с каждым новым компонентом в исследуемой системе) и использовать ее как рабочую модель виртуального анализатора (ВА). В связи с этим при построении моделей ВА важно
Рисунок1. Схема фракционирующей и отпарной колонн.

105
Известия СПбГТИ(ТУ) № 34 2016II. ИНФОРМАЦИОННыЕ СИСТЕМы. АВТОМАТИЗАЦИЯ И СИСТЕМы УПРАВЛЕНИЯ
решить такие проблемы, как выбор регрессионного метода, обеспечивающего наилучшую точность, и выбор существенных (с точки зрения влияния на выходные показатели) входных переменных.
Для этого приходится учитывать, что рассматриваемая фракционирующая колонна работает в режиме, близком к предельному (захлебывание), а это существенно усложняет процесс построения моделей ВА из-за нелинейности физико-химической модели данного режима [2, 3].
Построение моделиДля построения модели будем использовать
экспериментальные данные, полученные от различных датчиков системы. Среди многих методов для построения моделей, таких как метод наименьших квадратов (МНК), метод ближайших соседей и др. [4], будем использовать МНК, целью которого является создание регрессионной модели связи входных и выходных переменных
.
При расчете параметров ai напишем модель в форме , для k данные модели ai будут оптимальными, если сумма ошибок минимальная.
(6)
Искомая модель имеет вид:
(7)
где матричная уравнения регрессии и сумма ошибок, форма имеет вид:
(8)
Из уравнения (8) мы получим:
(9)
При моделировании были использованы переменные, обеспечивающие заданный показатель качества. К их числу относятся температура верха колонны К-1, расход и уровень.
Считаем, что колонны работают в режиме без обратных связей, а расходы между К-1 и К-2 нам неизвестны.
Температура продукта верхней части колонны К-1
(10)
Ошибка расчета составляет: ∆Т14 = 0,4856 % Температура продукта в нижной части колонны:
(11)
Ошибка расчета составляет: ∆Т2 = 0,1 %Уровень кубового остатка в нижней части
колонны
(12)
Ошибка расчета составляет: ∆L = 2,78 %.
Моделирование температуры продукта на выходе тепообменника Т-3
Рисунок 2. Схема циркуляционноего орошения
У нас два трубопровода, расход в которых зависит от положения регулирующих клапанов в контурах 8 и 10 (рисунок 2). При этом расход газойля от 20-й тарелки охлаждается в теплообменнике Т3 и регулируется с помощью клапана от сигнала, поступающего от TRC8. По второму трубопроводу расход от 20-й тарелки регулирует-ся с помощью клапана контура 10.
F10 = F′8 + F′10 (13)
где F′8 - расход продукта в теплообменнике Т-3; F′10 - расход продукта в трубопроводе.
F′8 = yF10 + F′10 и F′10 = xF10 (14)
где y, x - фракция расходов через клапаны контуров 8 и 10, зависящие от управления клапанами:
Q10 = Q′8 + Q′10
(15)
T10 F10 = yT10 F10 + xT10F10 (16)
Из уравнения 16 найдем, что х =1 – у На входе расхода в 17-ю тарелку (в зоне ТТ12) имеем:
Q10 = Q′8 + Q′10 (17)
Из уравнения
T12F10 = yT10F10 + (1 – y)T11F10
найдем что :
Т12 = yТ10 + (1 – y) Т11
y = (Т12 – Т10) ⁄ (Т11 – Т10).
Используя значения x и y, рассчитаем F′8 и F′10 , после чего уравнения баланса имеют вид:
(18)
Средняя ошибка ∆T11 = 0,2 %
(19)
Средняя ошибка ∆T12 = 0,08 %
(20)
(21)
106
Известия СПбГТИ(ТУ) № 34 2016II. ИНФОРМАЦИОННыЕ СИСТЕМы. АВТОМАТИЗАЦИЯ И СИСТЕМы УПРАВЛЕНИЯ
Расход тяжелого газойляКлапан на линии расхода тяжелого газойля
регулируется с помощью контора (LRC2). Составим уравнение регрессии F2 в зависимости от уровня вакуумного остатка L2 в К-1 и расхода кубового остатка F′2, где F′2 = F2 + F5 + F6
F2 = 0,2095L2 + 0,2860F′2 + 100,6151 (22)
Средняя ошибка составляет ∆F2 = 3 %
Моделирование расхода квенча (F5)Расход тяжелого газойля F5 в К-1 регулируется с
помощью контура (TRC5). Составим уравнение регрессии F5 в зависимости от уровня вакуумного остатка L2 в К-1, температуры T2 и расхода кубового остатка F′2.
F5 = 0.0353 T2 – 0.0392 F′2 + 0.6695 L2 + 33.3148 (23)
Средняя ошибка ∆F2 = 3,9227 %Минимизация ошибки моделирования величин Средняя ошибка F2, F5, L2
Ошибки расходов и вакуумного остатка L2, являются большими, когда их значения далеки от их средних значений. Для устранения ошибок нелинейности модели разделим ее на составляющие для различных диапазонов измерения. В результате получим:
80 ≤ F10 < 100 и 60 ≤ F5 < 100:
F5 = –1.2705 T2 + 0.1115 F′2 + 0.1780 L2 + 458.6150 (24)
Средняя ошибка ∆F5 = 2,3 % F2 = –0.1657 L2 + 0.4961 F′2 + 44.04 (25)
Средняя ошибка ∆F2 = 0,62 %
Выберем два диапазона параметров расхода для устранения нелинейности:
F10 ≥ 100 и 60 ≤ F5 < 100
F5 = –0.539 2 –0.2814 F′2 + 0.101 L2 + 151.94 (26)
Средняя ошибка ∆F5 = 2 %
F2 = 0.3132 L2 + 0.0921 F′2 + 168.0022 (27)
Средняя ошибка ∆F2 = 1,9 %
F10 ≥ 100 и F5 ≥ 100
F5 = 1.26 2 – 0.23 F′2 + 0.036 L2 + 210.5 (28)
Средняя ошибка ∆F2 = 2,66 %
F5 = –0.012 L2 + 0.46 F′2 + 39.29 (29)
Средняя ошибка ∆F2 = 1,96 %
Выбранные диапазоны параметра уровень (L2):
L2 > 58 %
L2 = 0.0557 F1 + 0.1264 F5 – 0.0407 F6 + 0.0939 F2 – – 0.8774 T2 + 321.1717 (30)
Средняя ошибка ∆L2 = 1,98 %
58 < L2 < 63L2 = 0.074 F1 + 0.056 F5 + 0.005 F6 – 0.08 F2 – 0.30 T2 – 48.55 (31)
Средняя ошибка ∆L2 = 2,3 %
L2 > 63
L2 = 0,0251F1 + 0,032F5 + 0,002F6 + 0,029F2 – 0,132T2 + 96,21 (32)
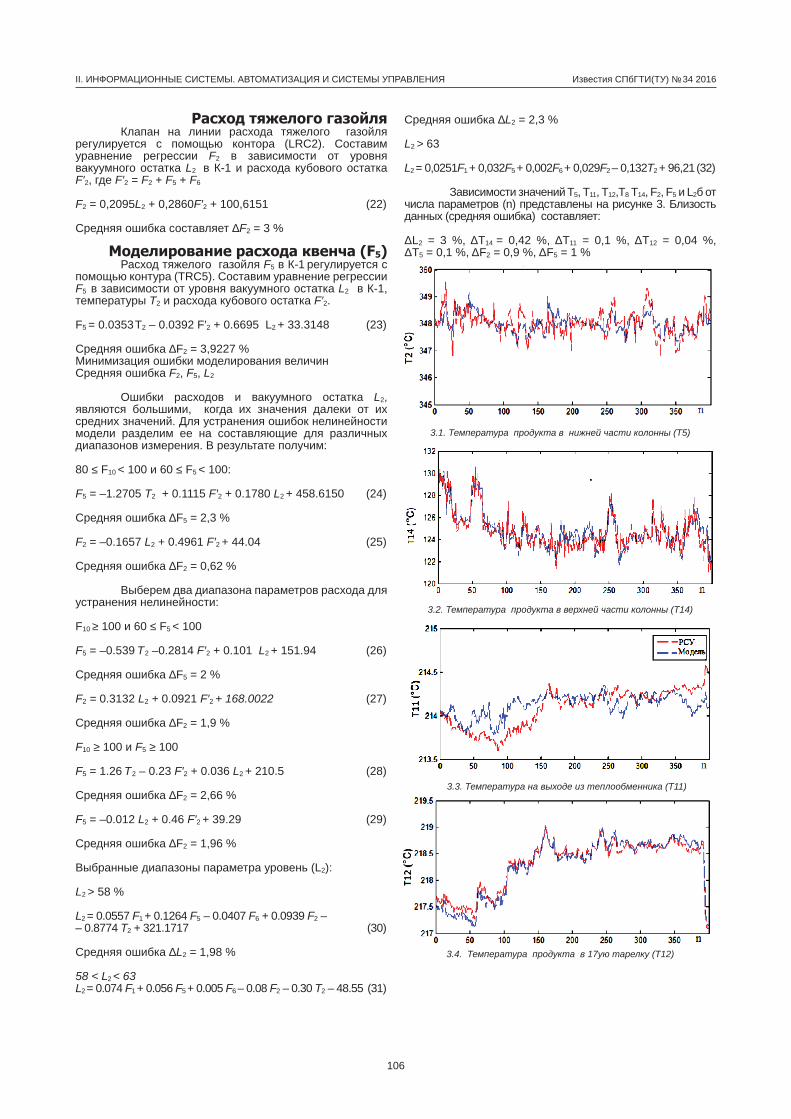
Зависимости значений T5, Т11, Т12,Т8 Т14, F2, F5 и L2б от числа параметров (n) представлены на рисунке 3. Близость данных (средняя ошибка) составляет:
ΔL2 = 3 %, ΔT14 = 0,42 %, ΔT11 = 0,1 %, ΔT12 = 0,04 %, ΔT5 = 0,1 %, ΔF2 = 0,9 %, ΔF5 = 1 %
3.1. Температура продукта в нижней части колонны (T5)
3.2. Температура продукта в верхней части колонны (T14)
3.3. Температура на выходе из теплообменника (T11)
3.4. Температура продукта в 17ую тарелку (Т12)
107
Известия СПбГТИ(ТУ) № 34 2016II. ИНФОРМАЦИОННыЕ СИСТЕМы. АВТОМАТИЗАЦИЯ И СИСТЕМы УПРАВЛЕНИЯ
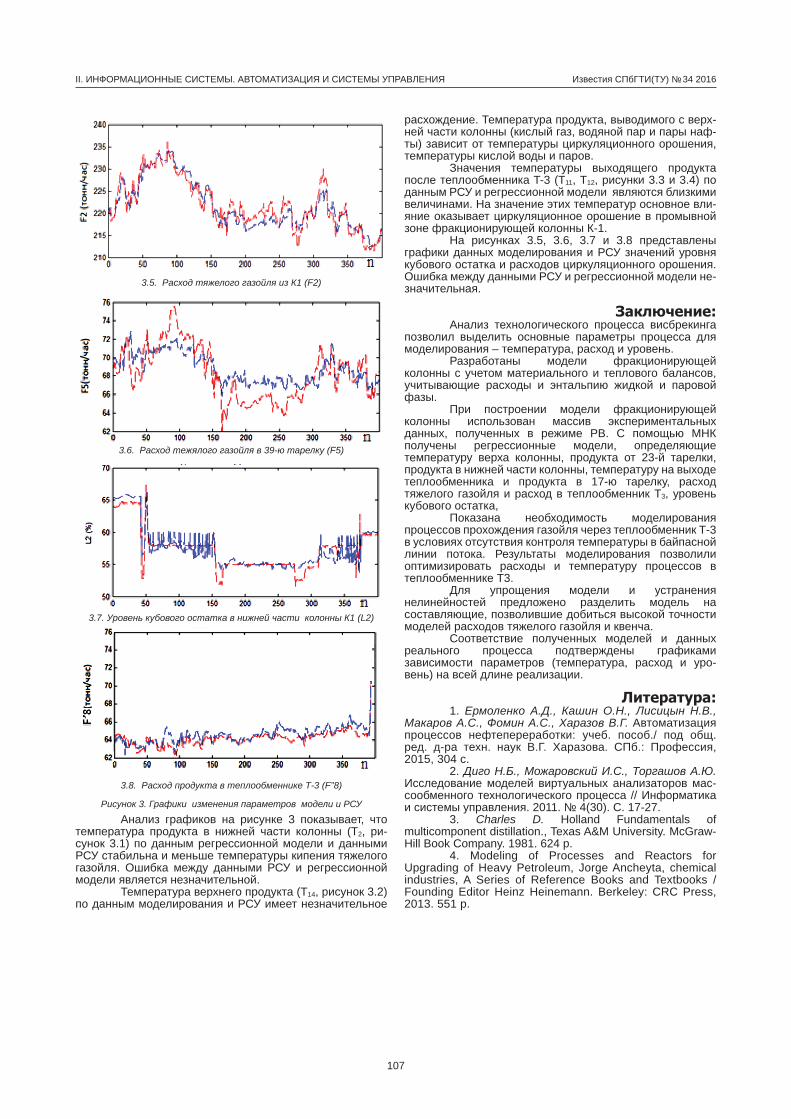
3.5. Расход тяжелого газойля из К1 (F2)
3.6. Расход тежялого газойля в 39-ю тарелку (F5)
3.7. Уровень кубового остатка в нижней части колонны К1 (L2)
3.8. Расход продукта в теплообменнике Т-3 (F”8)
Рисунок 3. Графики изменения параметров модели и РСУ
Анализ графиков на рисунке 3 показывает, что температура продукта в нижней части колонны (T2, ри-сунок 3.1) по данным регрессионной модели и данными РСУ стабильна и меньше температуры кипения тяжелого газойля. Ошибка между данными РСУ и регрессионной модели является незначительной.
Температура верхнего продукта (T14, рисунок 3.2) по данным моделирования и РСУ имеет незначительное
расхождение. Температура продукта, выводимого с верх-ней части колонны (кислый газ, водяной пар и пары наф-ты) зависит от температуры циркуляционного орошения, температуры кислой воды и паров.
Значения температуры выходящего продукта после теплообменника T-3 (Т11, Т12, рисунки 3.3 и 3.4) по данным РСУ и регрессионной модели являются близкими величинами. На значение этих температур основное вли-яние оказывает циркуляционное орошение в промывной зоне фракционирующей колонны К-1.
На рисунках 3.5, 3.6, 3.7 и 3.8 представлены графики данных моделирования и РСУ значений уровня кубового остатка и расходов циркуляционного орошения. Ошибка между данными РСУ и регрессионной модели не-значительная.
Заключение:Анализ технологического процесса висбрекинга
позволил выделить основные параметры процесса для моделирования – температура, расход и уровень.
Разработаны модели фракционирующей колонны с учетом материального и теплового балансов, учитывающие расходы и энтальпию жидкой и паровой фазы.
При построении модели фракционирующей колонны использован массив экспериментальных данных, полученных в режиме РВ. С помощью МНК получены регрессионные модели, определяющие температуру верха колонны, продукта от 23-й тарелки, продукта в нижней части колонны, температуру на выходе теплообменника и продукта в 17-ю тарелку, расход тяжелого газойля и расход в теплообменник Т3, уровень кубового остатка,
Показана необходимость моделирования процессов прохождения газойля через теплообменник Т-3 в условиях отсутствия контроля температуры в байпасной линии потока. Результаты моделирования позволили оптимизировать расходы и температуру процессов в теплообменнике Т3.
Для упрощения модели и устранения нелинейностей предложено разделить модель на составляющие, позволившие добиться высокой точности моделей расходов тяжелого газойля и квенча.
Соответствие полученных моделей и данных реального процесса подтверждены графиками зависимости параметров (температура, расход и уро-вень) на всей длине реализации.
Литература:1. Ермоленко А.Д., Кашин О.Н., Лисицын Н.В.,
Макаров А.С., Фомин А.С., Харазов В.Г. Автоматизация процессов нефтепереработки: учеб. пособ./ под общ. ред. д-ра техн. наук В.Г. Харазова. СПб.: Профессия, 2015, 304 с.
2. Диго Н.Б., Можаровский И.С., Торгашов А.Ю. Исследование моделей виртуальных анализаторов мас-сообменного технологического процесса // Информатика и системы управления. 2011. № 4(30). С. 17-27.
3. Charles D. Holland Fundamentals of multicomponent distillation., Texas A&M University. McGraw-Hill Book Company. 1981. 624 p.
4. Modeling of Processes and Reactors for Upgrading of Heavy Petroleum, Jorge Ancheyta, chemical industries, A Series of Reference Books and Textbooks / Founding Editor Heinz Heinemann. Berkeley: CRC Press, 2013. 551 p.





























