Embed Size (px)
Citation preview
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 1
Topic and Contents Hours Marks
1.1 Introduction: 08 Marks
Forgeable materials and forgeability
Classification of forging processes
Advantages and limitations of forging processes
1.2 Forging sequences for Auto components- 08 Marks
Connecting rods, Crankshafts, Camshafts and Spanners
06 16
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 2
1. FORGING
1.1 INTRODUCTION:
Forging is an oldest shaping process used for the producing small articles for which
accuracy in size is not so important. The parts are shaped by heating them in an
open fire or hearth by the blacksmith and shaping them through applying
compressive forces using hammers.
It consists essentially of changing the shape and section of metal by hammering at a
temperature of about 980°C, at which the metal is entirely plastic and can be easily
deformed under pressure. The shop in which the various forging operations are
carried out is known as the smithy or smith’s shop.
What is forging? (Define forging)
A. Forging is a plastic flow of metal by the application of compressive forces in
which size and shape is changed permanently without failure.
B. Forging is a deformation process in which work is compressed between two
dies using either impact or gradual pressure to form the part.
� FORGEABLE MATERIALS:
Any material (Metal or Alloy) which can be brought to plastic stage through heating
can be forged.
1. Aluminium alloys
2. Magnesium alloys
3. Copper alloys.
4. Carbon and low alloy steels
5. Martensitic stainless steels
6. Austenitic stainless steels
7. Nickel alloys
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 3
8. Titanium alloys
9. Columbium alloys
10. Tantalum alloys
11. Molybdenum alloys
12. Tungsten alloys
13. Beryllium.
Q. What are the properties of the forgeable materials? (List the desirable
properties of forgeable materials)
1. Strength
2. Malleability
3. Resistance to fatigue
4. Durability
5. Shock or bending resistance
6. Machinability
� FORGEABILITY.
“The ease with which forging is done is called forgeability.” The forgeability of a
material can also be defined as the capacity of a material to undergo deformation
under compression without rupture. Forgeability increases with temperature up to a
point at which a second phase appears or if grain growth becomes excessive.
Certain mechanical properties are also influenced by forgeability. The pure metals
have good malleability and thus good forging properties. The metals having high
ductility at cold working temperature possesses good forgeability.
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 4
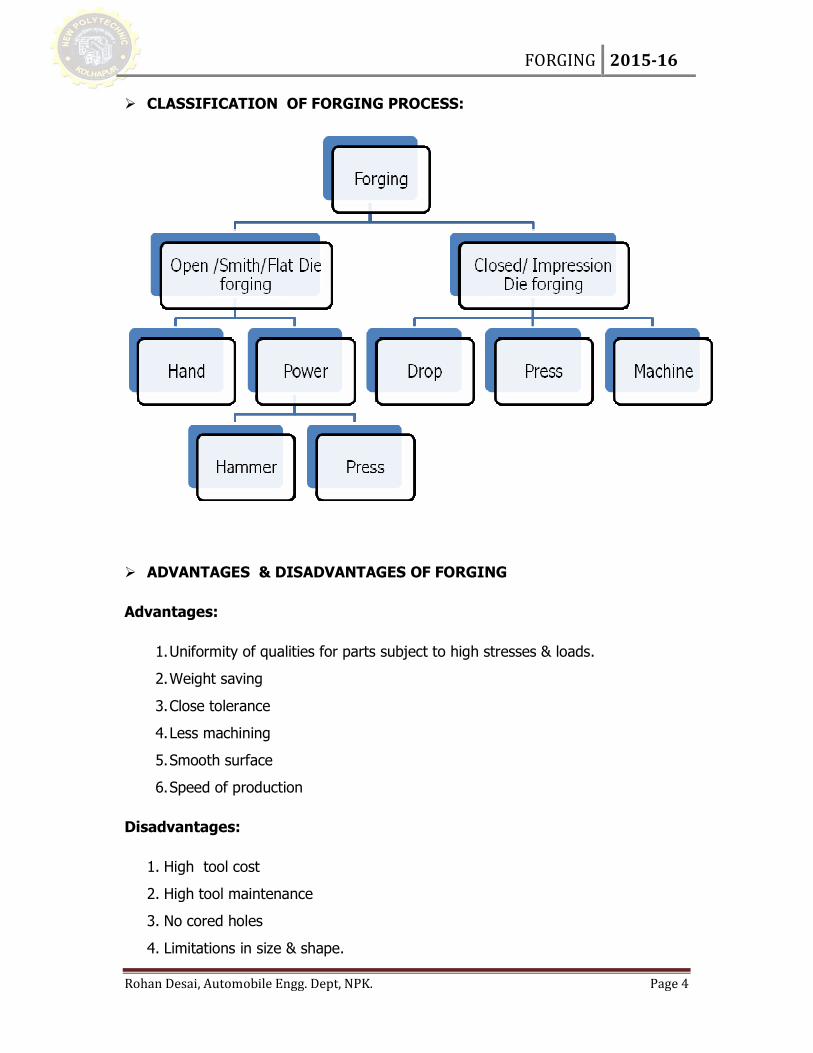
� CLASSIFICATION OF FORGING PROCESS:
� ADVANTAGES & DISADVANTAGES OF FORGING
Advantages:
1. Uniformity of qualities for parts subject to high stresses & loads.
2. Weight saving
3. Close tolerance
4. Less machining
5. Smooth surface
6. Speed of production
Disadvantages:
1. High tool cost
2. High tool maintenance
3. No cored holes
4. Limitations in size & shape.
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 5
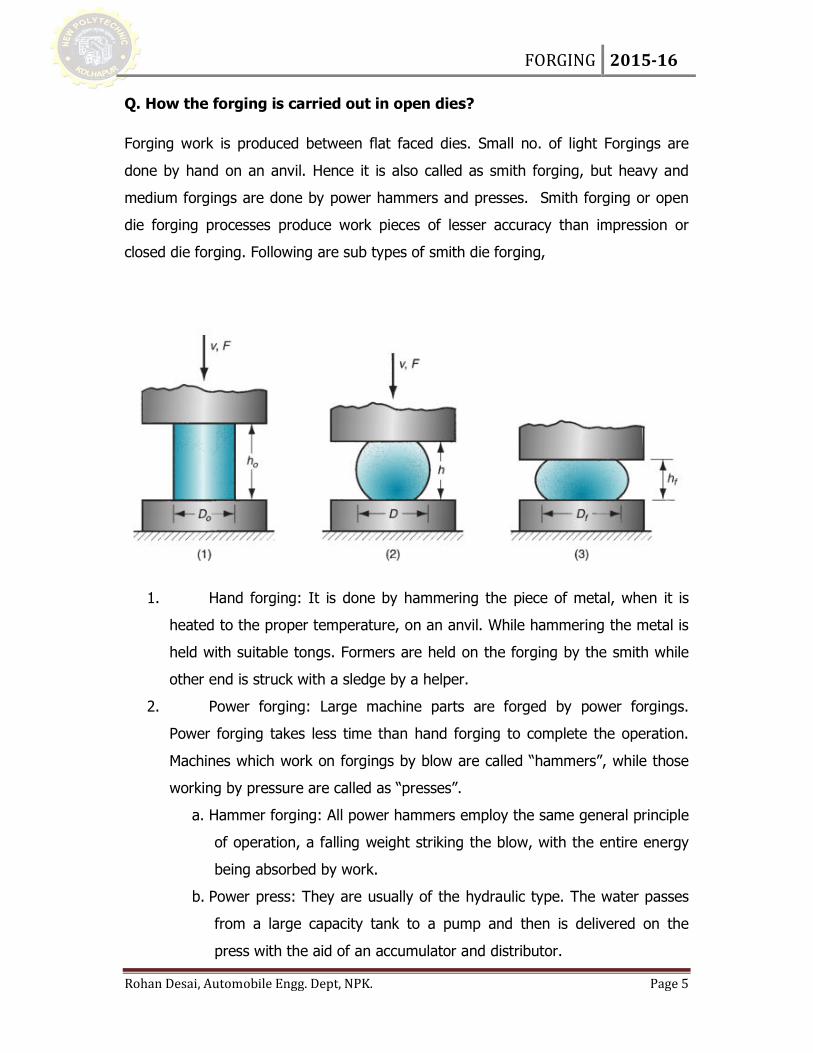
Q. How the forging is carried out in open dies?
Forging work is produced between flat faced dies. Small no. of light Forgings are
done by hand on an anvil. Hence it is also called as smith forging, but heavy and
medium forgings are done by power hammers and presses. Smith forging or open
die forging processes produce work pieces of lesser accuracy than impression or
closed die forging. Following are sub types of smith die forging,
1. Hand forging: It is done by hammering the piece of metal, when it is
heated to the proper temperature, on an anvil. While hammering the metal is
held with suitable tongs. Formers are held on the forging by the smith while
other end is struck with a sledge by a helper.
2. Power forging: Large machine parts are forged by power forgings.
Power forging takes less time than hand forging to complete the operation.
Machines which work on forgings by blow are called “hammers”, while those
working by pressure are called as “presses”.
a. Hammer forging: All power hammers employ the same general principle
of operation, a falling weight striking the blow, with the entire energy
being absorbed by work.
b. Power press: They are usually of the hydraulic type. The water passes
from a large capacity tank to a pump and then is delivered on the
press with the aid of an accumulator and distributor.
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 6
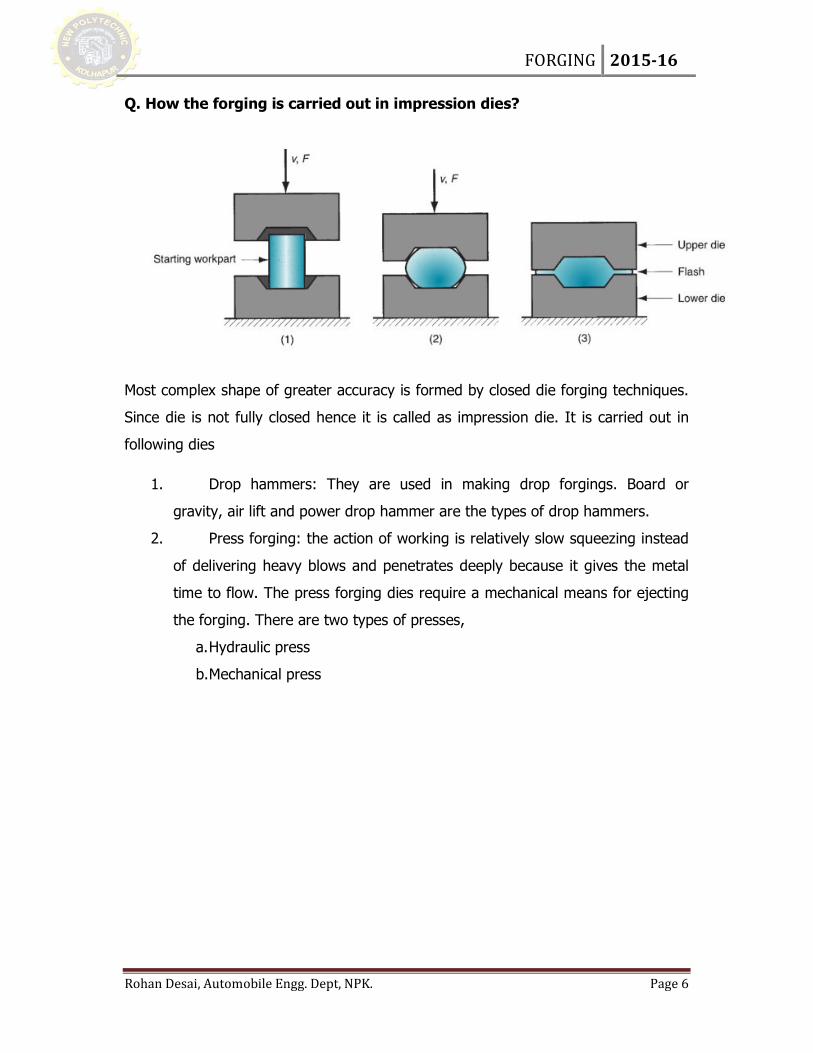
Q. How the forging is carried out in impression dies?
Most complex shape of greater accuracy is formed by closed die forging techniques.
Since die is not fully closed hence it is called as impression die. It is carried out in
following dies
1. Drop hammers: They are used in making drop forgings. Board or
gravity, air lift and power drop hammer are the types of drop hammers.
2. Press forging: the action of working is relatively slow squeezing instead
of delivering heavy blows and penetrates deeply because it gives the metal
time to flow. The press forging dies require a mechanical means for ejecting
the forging. There are two types of presses,
a. Hydraulic press
b. Mechanical press
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 7
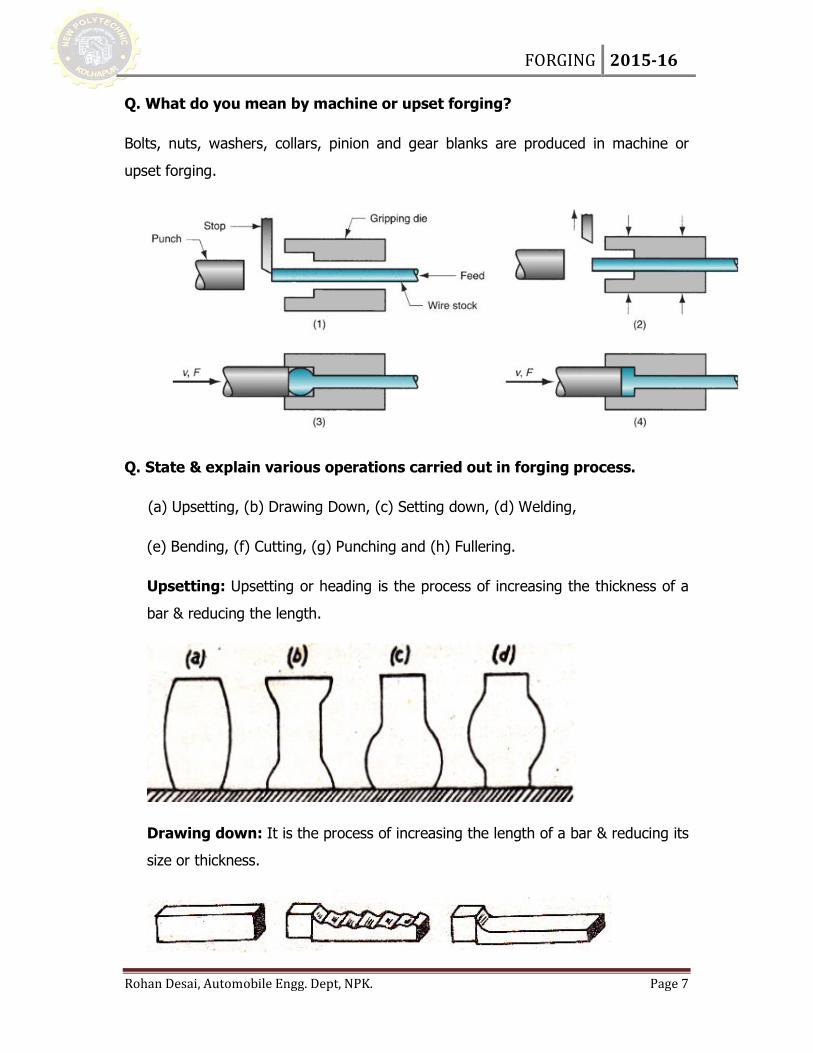
Q. What do you mean by machine or upset forging?
Bolts, nuts, washers, collars, pinion and gear blanks are produced in machine or
upset forging.
Q. State & explain various operations carried out in forging process.
(a) Upsetting, (b) Drawing Down, (c) Setting down, (d) Welding,
(e) Bending, (f) Cutting, (g) Punching and (h) Fullering.
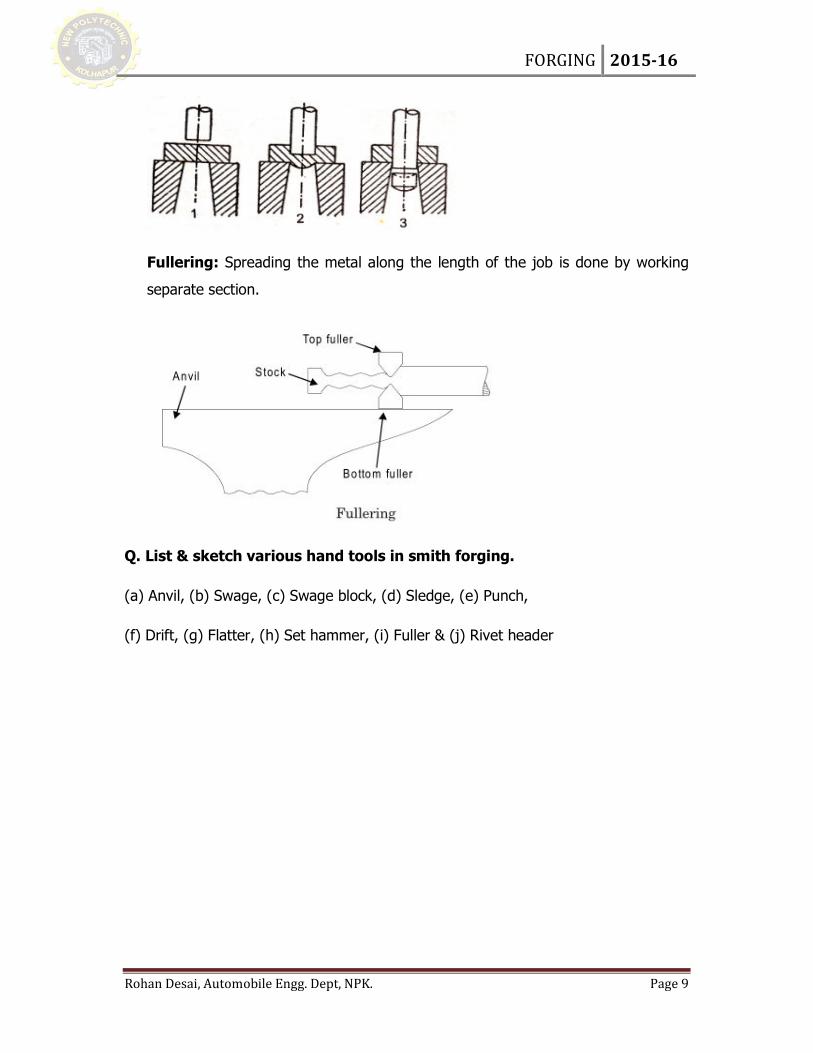
Upsetting: Upsetting or heading is the process of increasing the thickness of a
bar & reducing the length.
Drawing down: It is the process of increasing the length of a bar & reducing its
size or thickness.
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 8
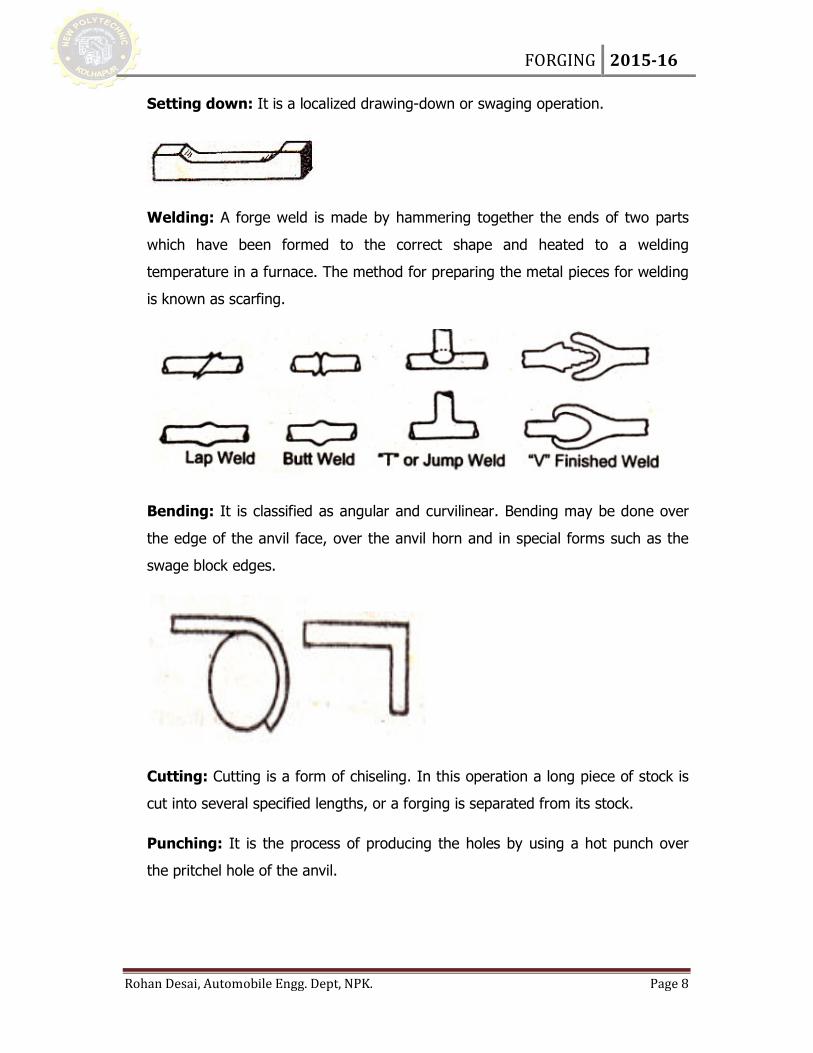
Setting down: It is a localized drawing-down or swaging operation.
Welding: A forge weld is made by hammering together the ends of two parts
which have been formed to the correct shape and heated to a welding
temperature in a furnace. The method for preparing the metal pieces for welding
is known as scarfing.
Bending: It is classified as angular and curvilinear. Bending may be done over
the edge of the anvil face, over the anvil horn and in special forms such as the
swage block edges.
Cutting: Cutting is a form of chiseling. In this operation a long piece of stock is
cut into several specified lengths, or a forging is separated from its stock.
Punching: It is the process of producing the holes by using a hot punch over
the pritchel hole of the anvil.
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 9
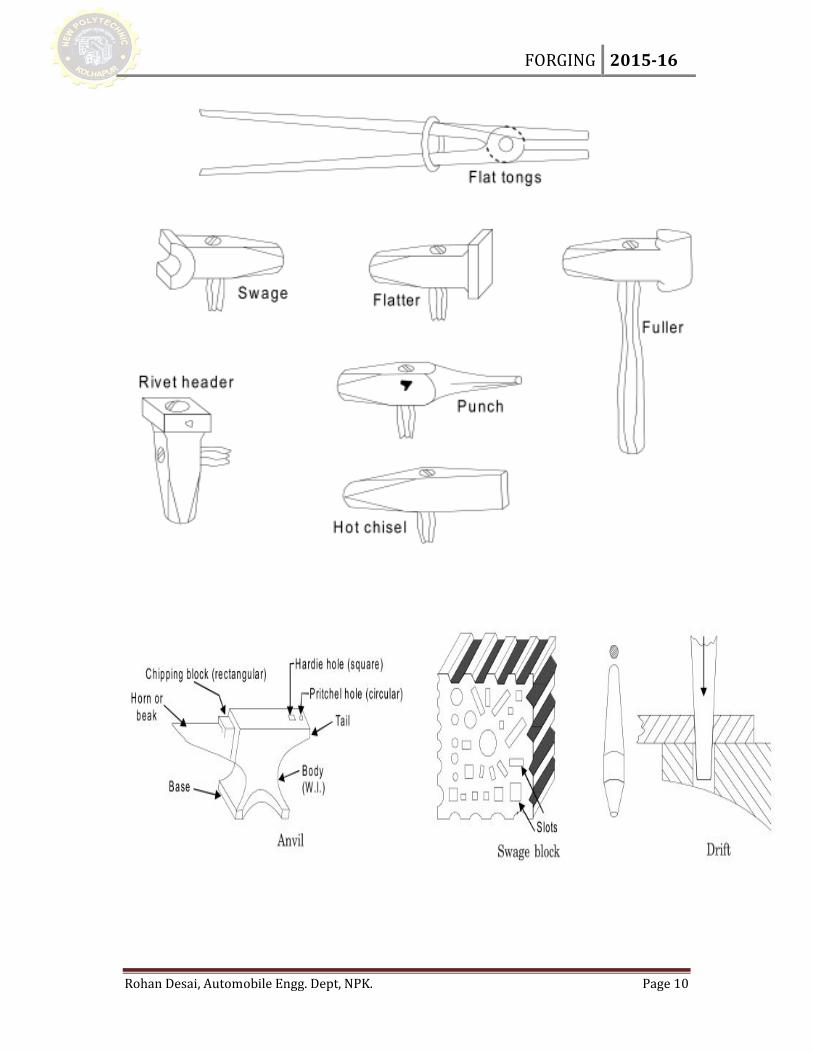
Fullering: Spreading the metal along the length of the job is done by working
separate section.
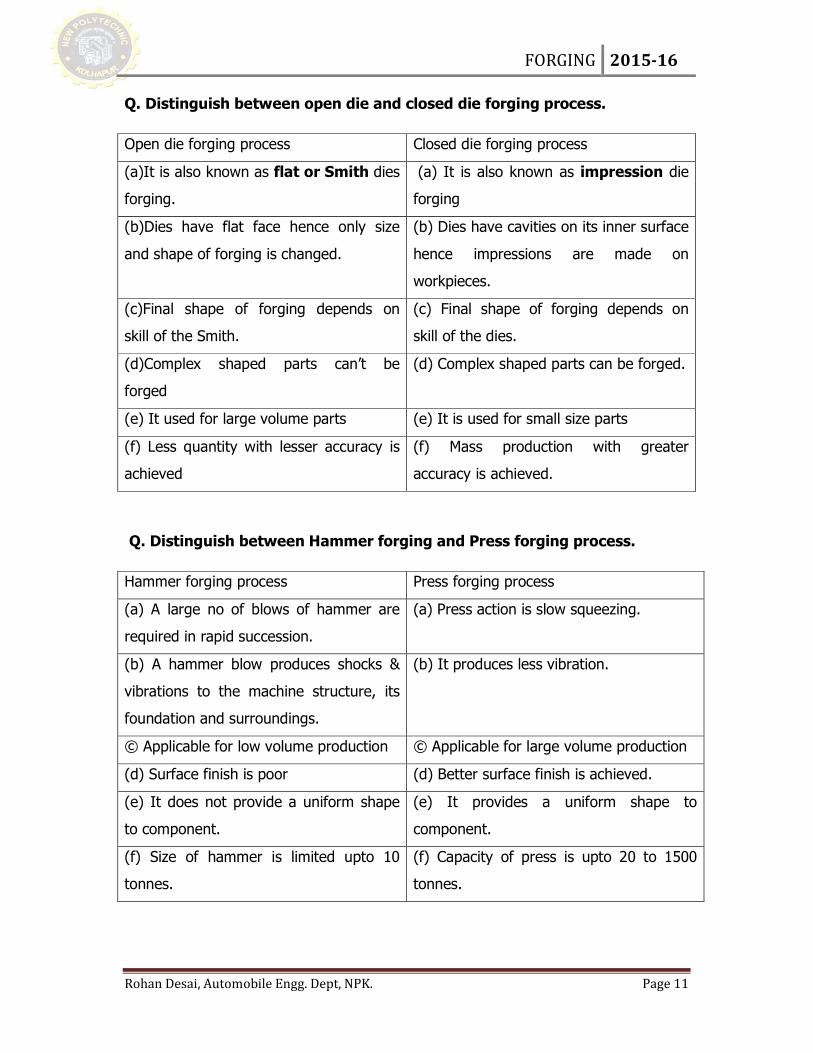
Q. List & sketch various hand tools in smith forging.
(a) Anvil, (b) Swage, (c) Swage block, (d) Sledge, (e) Punch,
(f) Drift, (g) Flatter, (h) Set hammer, (i) Fuller & (j) Rivet header
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 10
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 11
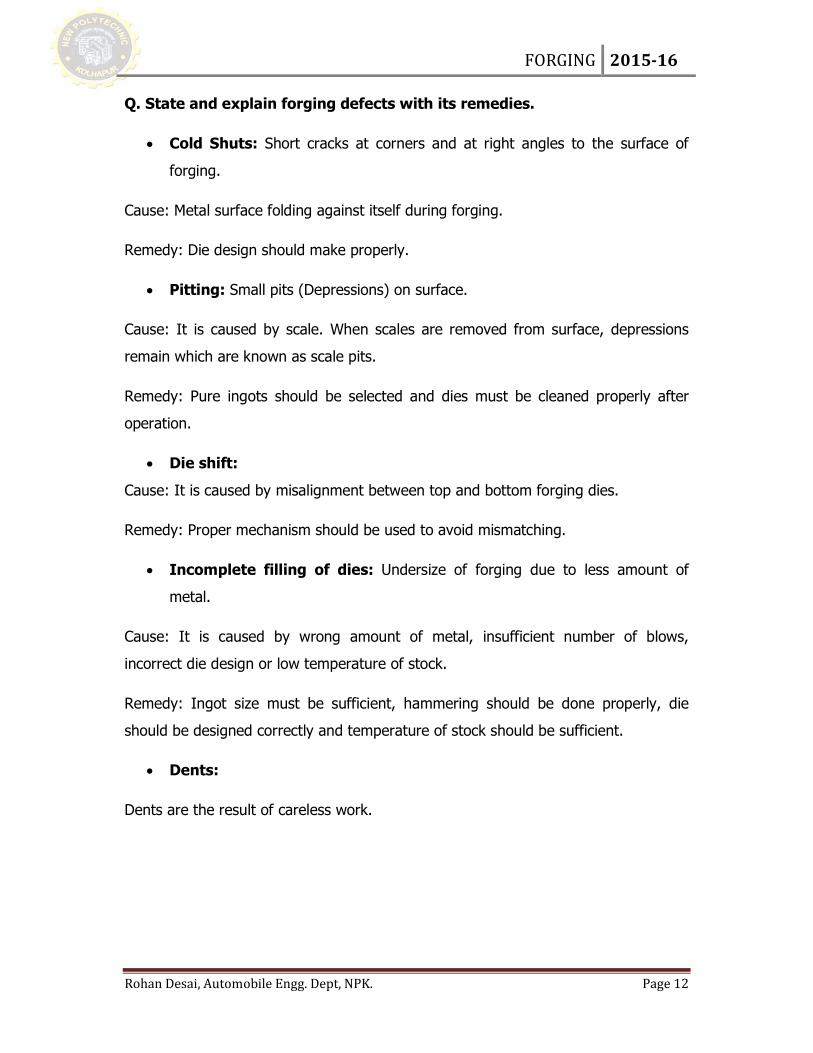
Q. Distinguish between open die and closed die forging process.
Open die forging process Closed die forging process
(a)It is also known as flat or Smith dies
forging.
(a) It is also known as impression die
forging
(b)Dies have flat face hence only size
and shape of forging is changed.
(b) Dies have cavities on its inner surface
hence impressions are made on
workpieces.
(c)Final shape of forging depends on
skill of the Smith.
(c) Final shape of forging depends on
skill of the dies.
(d)Complex shaped parts can’t be
forged
(d) Complex shaped parts can be forged.
(e) It used for large volume parts (e) It is used for small size parts
(f) Less quantity with lesser accuracy is
achieved
(f) Mass production with greater
accuracy is achieved.
Q. Distinguish between Hammer forging and Press forging process.
Hammer forging process Press forging process
(a) A large no of blows of hammer are
required in rapid succession.
(a) Press action is slow squeezing.
(b) A hammer blow produces shocks &
vibrations to the machine structure, its
foundation and surroundings.
(b) It produces less vibration.
© Applicable for low volume production © Applicable for large volume production
(d) Surface finish is poor (d) Better surface finish is achieved.
(e) It does not provide a uniform shape
to component.
(e) It provides a uniform shape to
component.
(f) Size of hammer is limited upto 10
tonnes.
(f) Capacity of press is upto 20 to 1500
tonnes.
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 12
Q. State and explain forging defects with its remedies.
• Cold Shuts: Short cracks at corners and at right angles to the surface of
forging.
Cause: Metal surface folding against itself during forging.
Remedy: Die design should make properly.
• Pitting: Small pits (Depressions) on surface.
Cause: It is caused by scale. When scales are removed from surface, depressions
remain which are known as scale pits.
Remedy: Pure ingots should be selected and dies must be cleaned properly after
operation.
• Die shift:
Cause: It is caused by misalignment between top and bottom forging dies.
Remedy: Proper mechanism should be used to avoid mismatching.
• Incomplete filling of dies: Undersize of forging due to less amount of
metal.
Cause: It is caused by wrong amount of metal, insufficient number of blows,
incorrect die design or low temperature of stock.
Remedy: Ingot size must be sufficient, hammering should be done properly, die
should be designed correctly and temperature of stock should be sufficient.
• Dents:
Dents are the result of careless work.
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 13
COMMON APPLICATIONS OF FORGED COMPONENTS:
1. Automotive and truck parts- wheel spindles, kingpins, axle beams and shafts,
torsion bars, ball studs, idler arms, pitman arms and steering arms.
Connecting rods, transmission shafts and gears, differential gears, drive
shafts, clutch hubs and universal joints.
2. Agriculture machinery and equipments- Gears, shafts, levers and spindles to
tie-rod ends, spike harrow teeth and cultivator shafts.
3. Valves and fittings- Flanges, valve bodies and stems, tees, elbow reducers,
saddles and other fittings.
4. Hand tools and hardwares- Pliers, hammers, sledges, wrenches and garden
tools, as well as wire-rope clips, sockets, hooks, turnbuckles and eye bolts,
Surgical and dental instruments
5. Aerospace- Hinges, engine mounts, brackets, beams, shafts, cylinders, wheels,
brake carriers and discs and arresting hooks.
1.2 FORGING SEQUENCES FOR FOLLOWING AUTO COMPONENTS.
A. Spanner
B. Connecting rod
C. Crankshaft
D. Camshaft
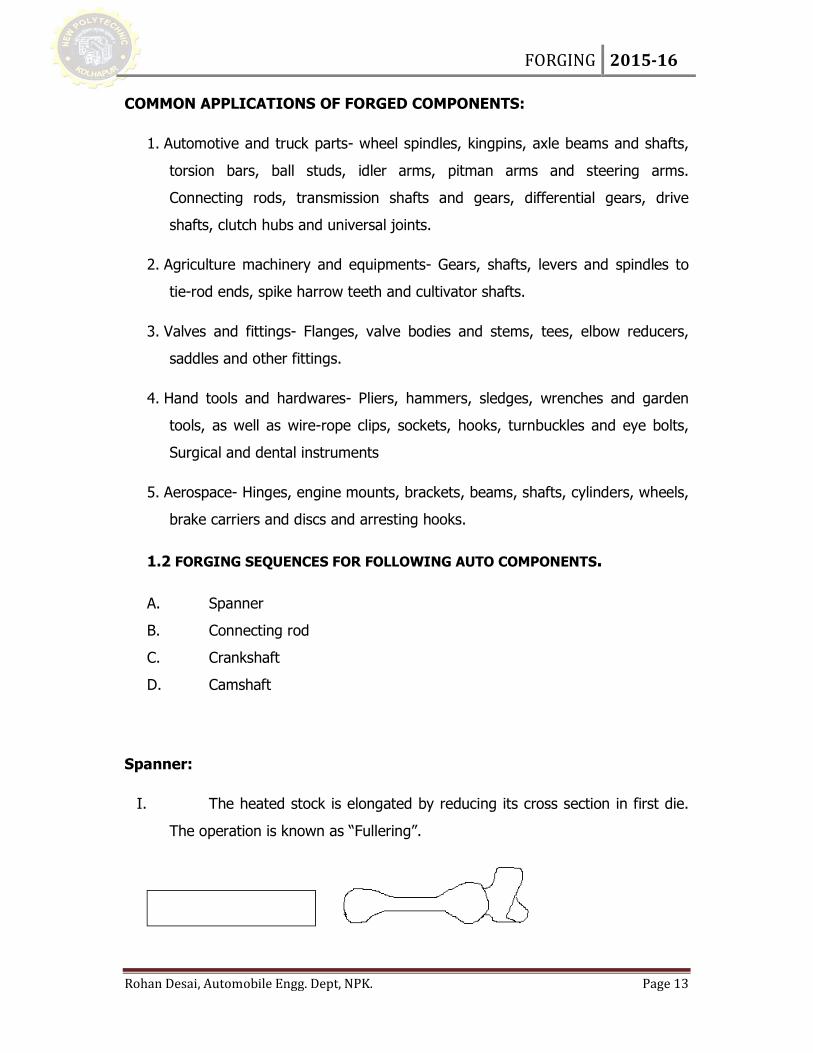
Spanner:
I. The heated stock is elongated by reducing its cross section in first die.
The operation is known as “Fullering”.
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 14
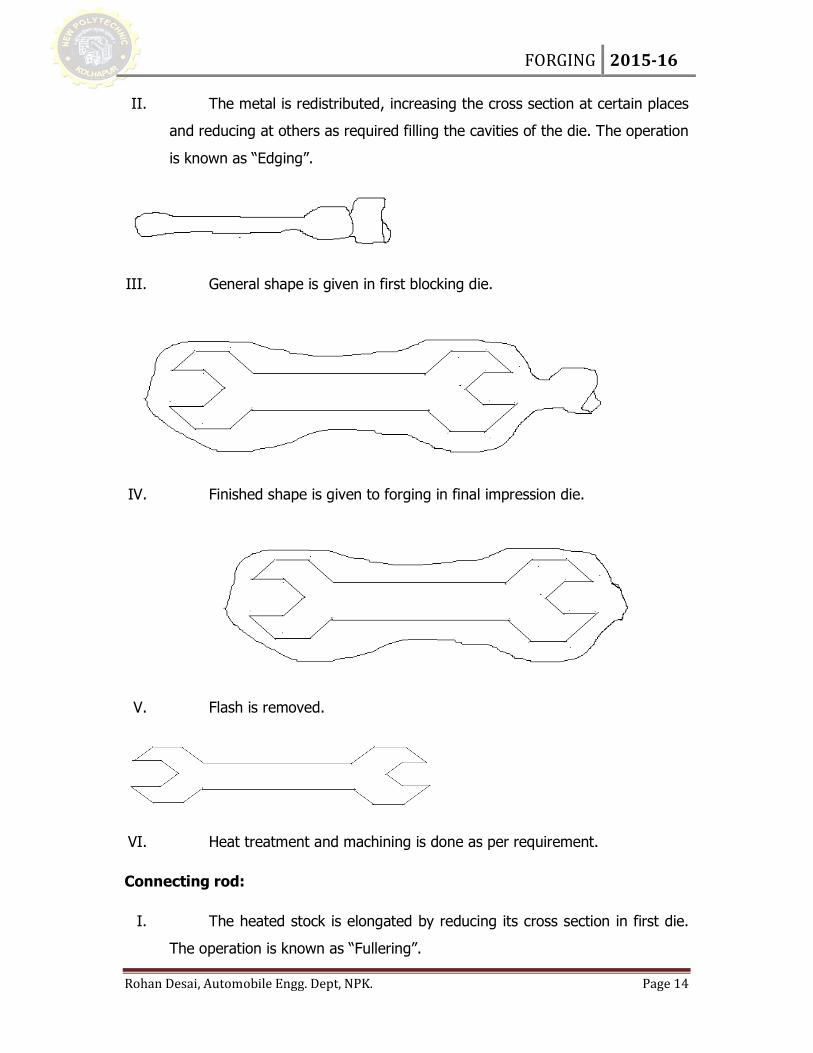
II. The metal is redistributed, increasing the cross section at certain places
and reducing at others as required filling the cavities of the die. The operation
is known as “Edging”.
III. General shape is given in first blocking die.
IV. Finished shape is given to forging in final impression die.
V. Flash is removed.
VI. Heat treatment and machining is done as per requirement.
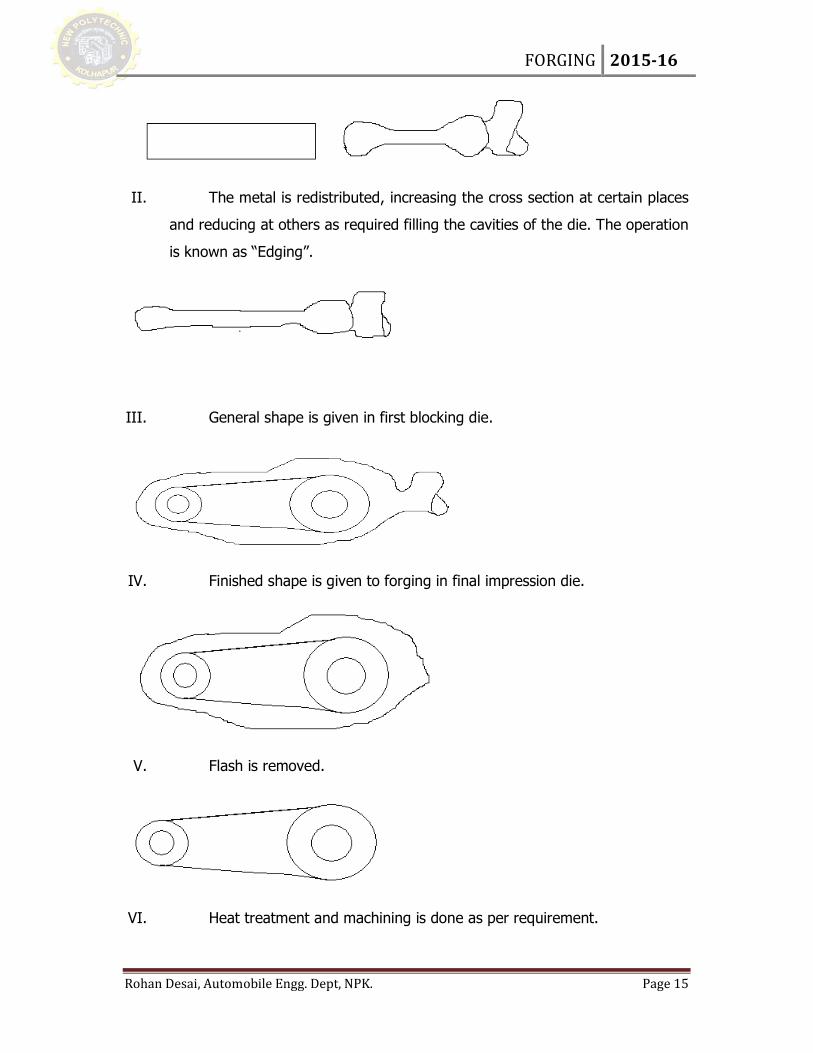
Connecting rod:
I. The heated stock is elongated by reducing its cross section in first die.
The operation is known as “Fullering”.
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 15
II. The metal is redistributed, increasing the cross section at certain places
and reducing at others as required filling the cavities of the die. The operation
is known as “Edging”.
III. General shape is given in first blocking die.
IV. Finished shape is given to forging in final impression die.
V. Flash is removed.
VI. Heat treatment and machining is done as per requirement.
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 16
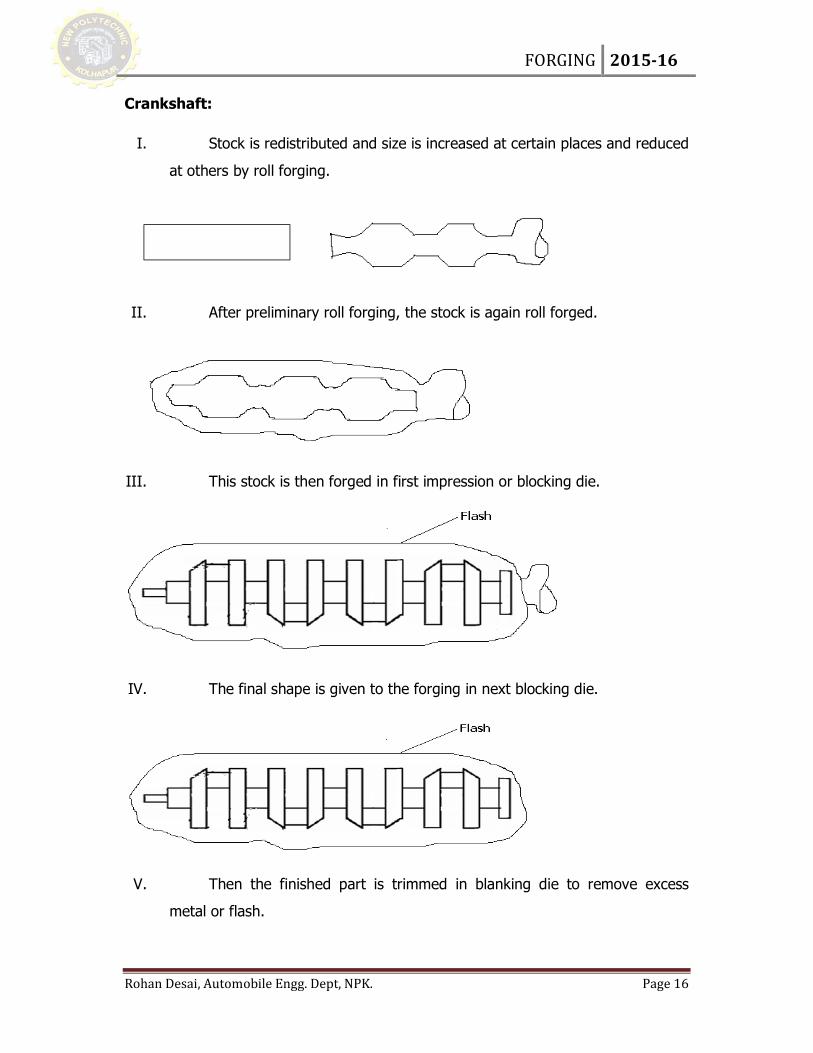
Crankshaft:
I. Stock is redistributed and size is increased at certain places and reduced
at others by roll forging.
II. After preliminary roll forging, the stock is again roll forged.
III. This stock is then forged in first impression or blocking die.
IV. The final shape is given to the forging in next blocking die.
V. Then the finished part is trimmed in blanking die to remove excess
metal or flash.
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 17
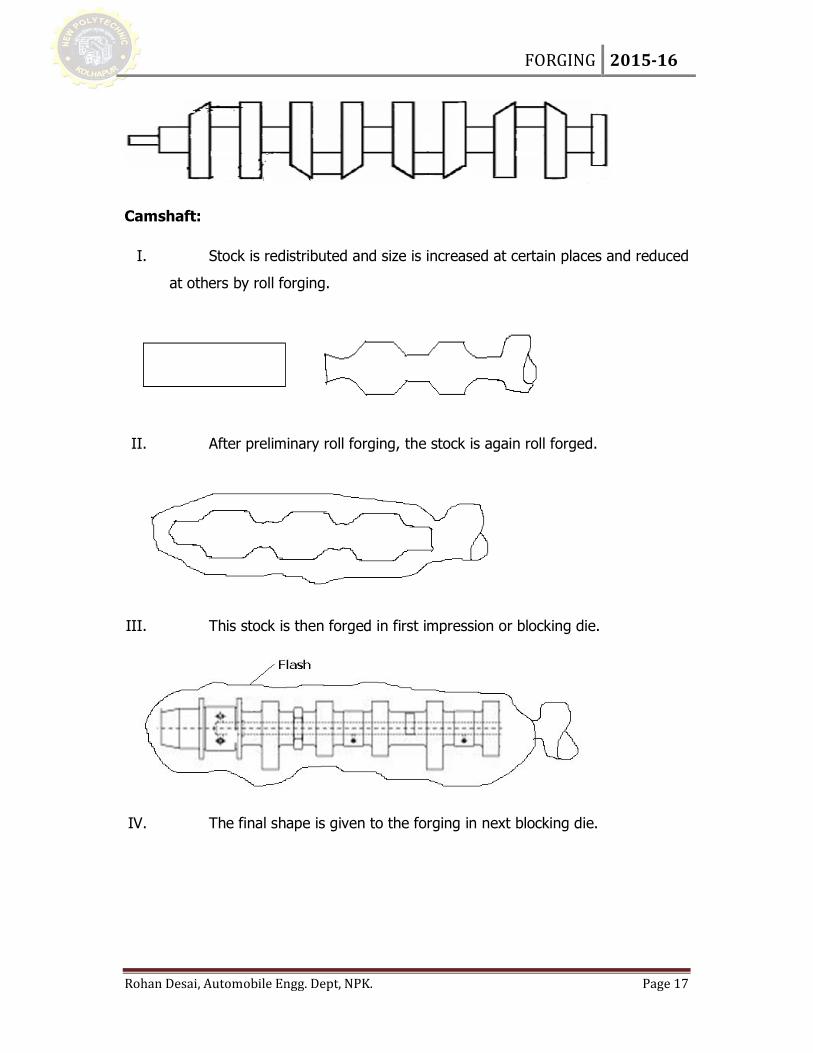
Camshaft:
I. Stock is redistributed and size is increased at certain places and reduced
at others by roll forging.
II. After preliminary roll forging, the stock is again roll forged.
III. This stock is then forged in first impression or blocking die.
IV. The final shape is given to the forging in next blocking die.
FORGING 2015-16
Rohan Desai, Automobile Engg. Dept, NPK. Page 18
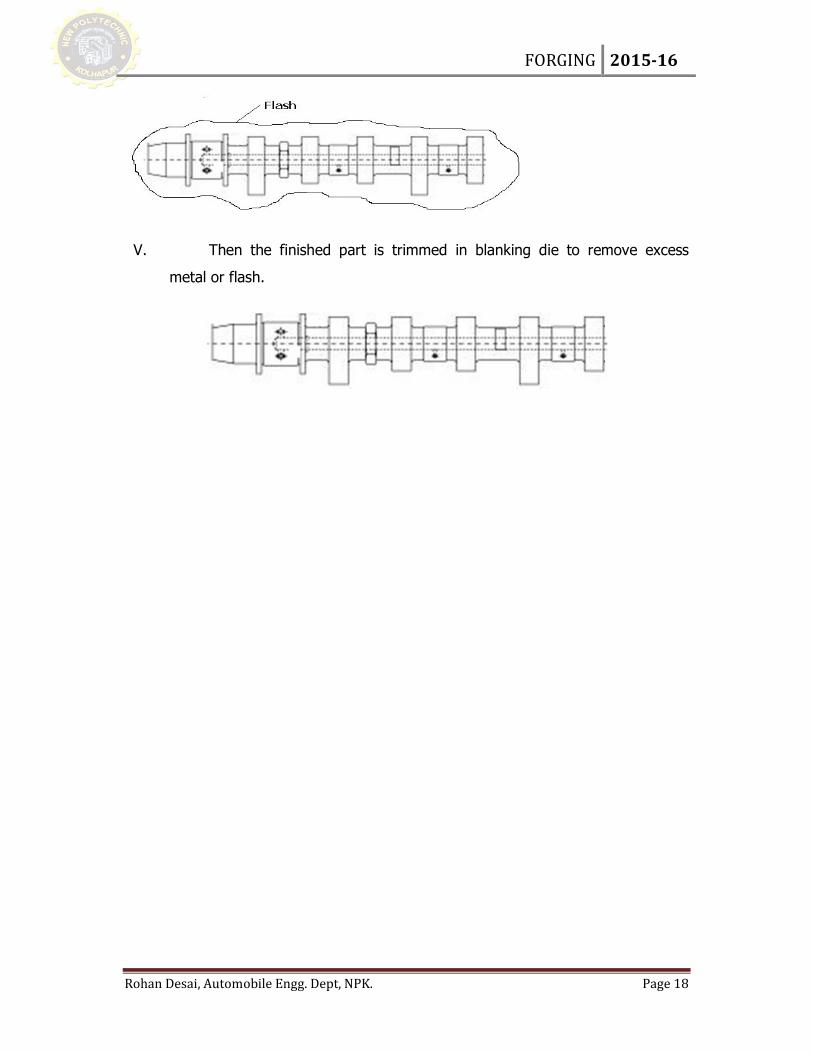
V. Then the finished part is trimmed in blanking die to remove excess
metal or flash.





























