Embed Size (px)
Citation preview
Slide 1
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser & Calibration Products Division
Laser diagonal testsLaser diagonal tests
Slide 2
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - summary
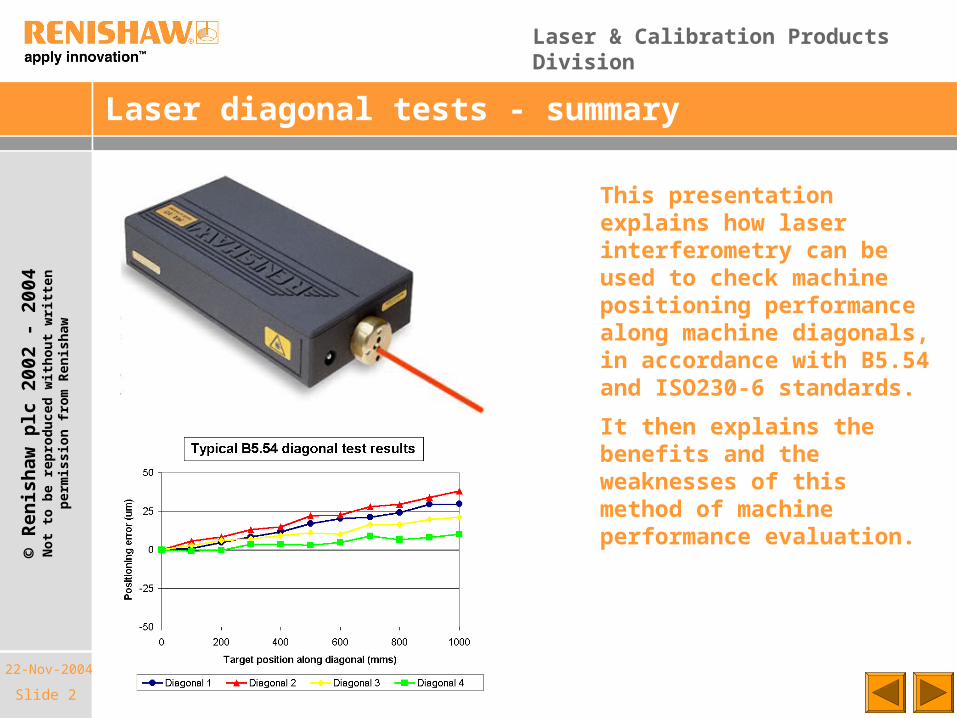
This presentation explains how laser interferometry can be used to check machine positioning performance along machine diagonals, in accordance with B5.54 and ISO230-6 standards.
It then explains the benefits and the weaknesses of this method of machine performance evaluation.
Slide 3
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - B5.54 and ISO230-6
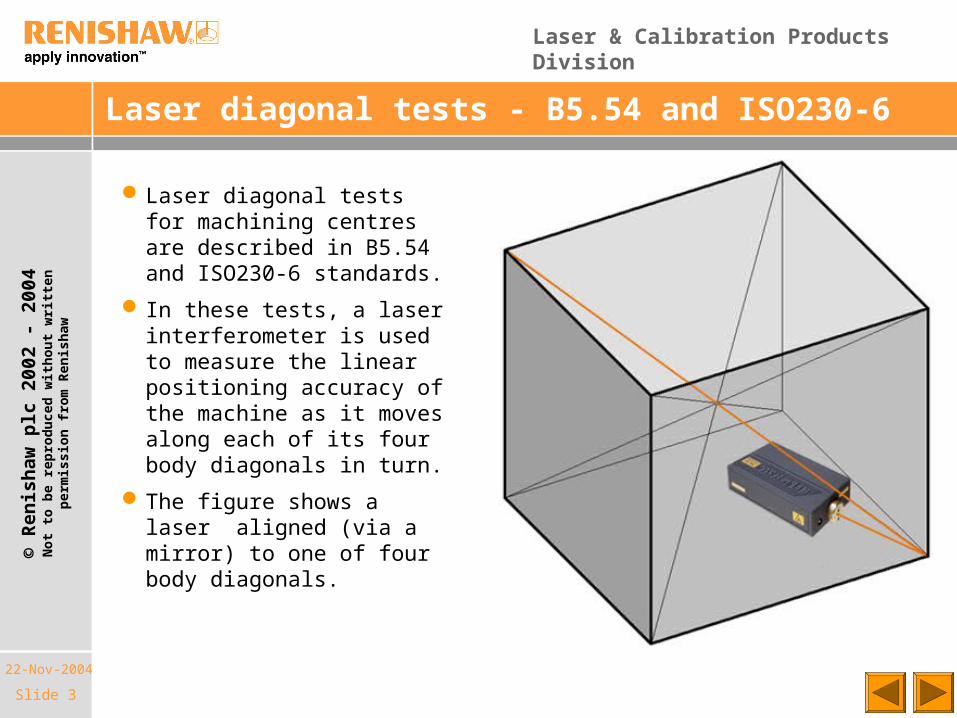
Laser diagonal tests for machining centres are described in B5.54 and ISO230-6 standards.
In these tests, a laser interferometer is used to measure the linear positioning accuracy of the machine as it moves along each of its four body diagonals in turn.
The figure shows a laser aligned (via a mirror) to one of four body diagonals.
Slide 4
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - laser set-up
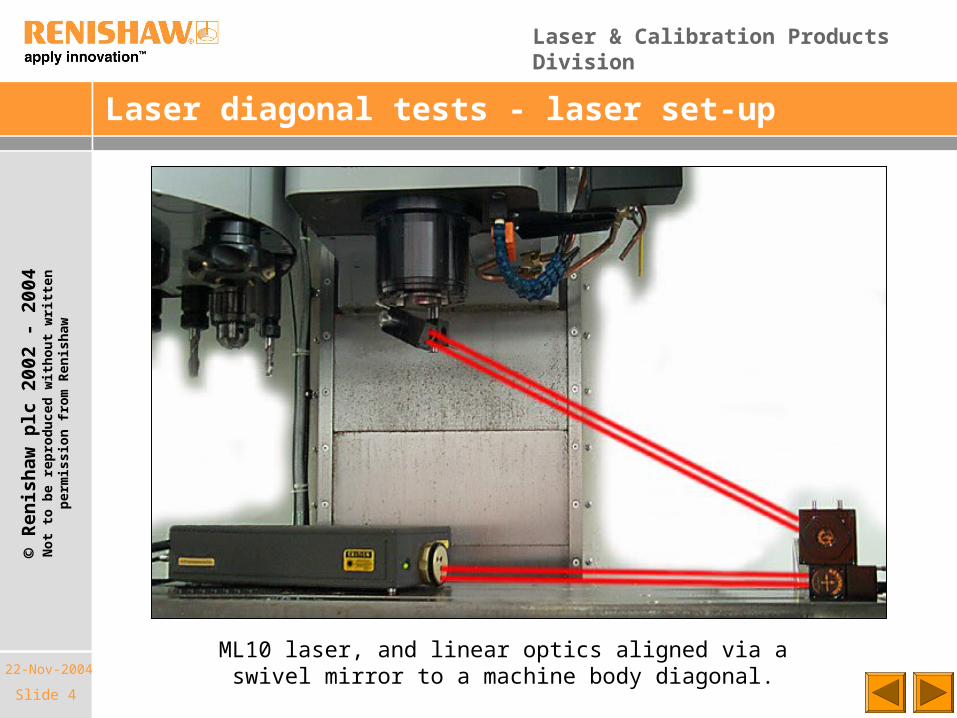
ML10 laser, and linear optics aligned via a swivel mirror to a machine body diagonal.
Slide 5
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - B5.54 and ISO230-6
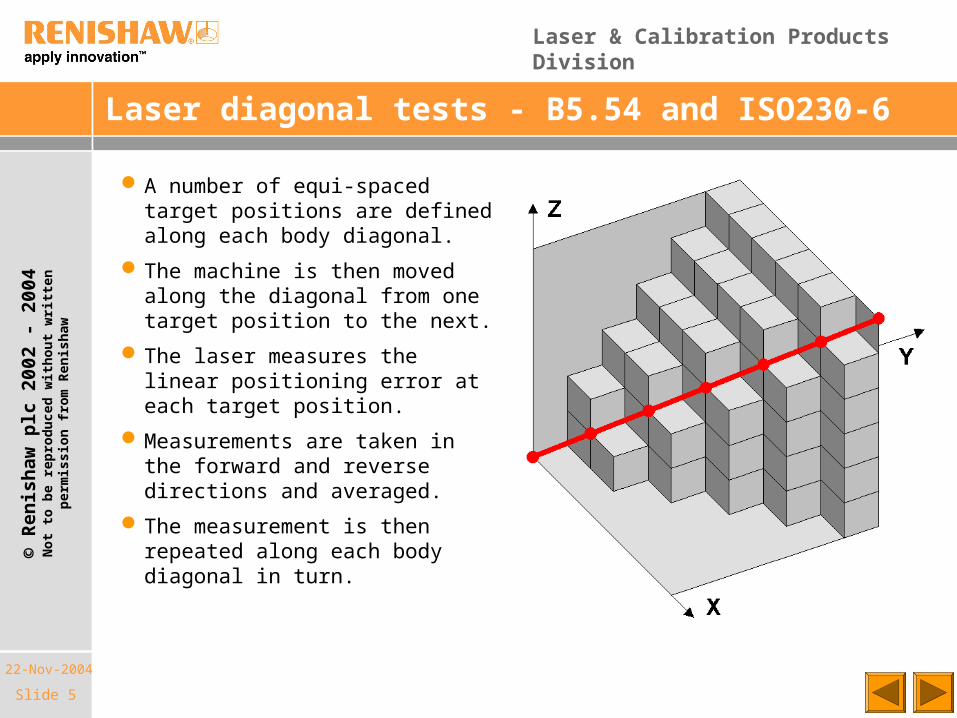
A number of equi-spaced target positions are defined along each body diagonal.
The machine is then moved along the diagonal from one target position to the next.
The laser measures the linear positioning error at each target position.
Measurements are taken in the forward and reverse directions and averaged.
The measurement is then repeated along each body diagonal in turn.
Slide 6
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - presentation of results
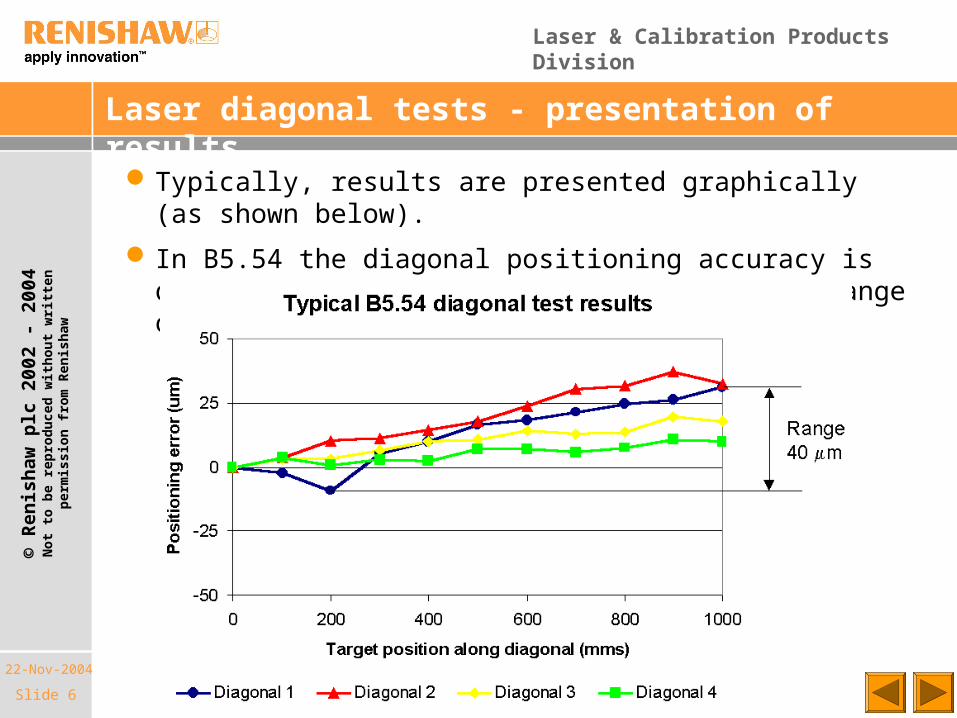
Typically, results are presented graphically (as shown below).
In B5.54 the diagonal positioning accuracy is quoted from the diagonal with the largest range of error values.
Slide 7
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - B5.54 and ISO230-6
The American Standard B5.54:1992 states
The volumetric accuracy of a machine may be rapidly estimated by measuring the displacement accuracy of the machine along body diagonals.
The International Standard ISO230-6:2002 states
Diagonal displacement tests allow the estimation of the volumetric performance of a machine tool.
and
Diagonal displacement tests may be used for acceptance purposes and as reassurance of machine performance where parameters of the test are used as a comparison index.
Slide 8
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - limitations
However…
Recent work at Renishaw has shown that
Estimates of volumetric or machine performance which are based on diagonal tests alone are unreliable.
The results of a diagonal test in isolation cannot be used as a reliable machine comparison index.
The reasons for this are shown by the following slides.
A technical paper covering this work has been submitted to the Journal of Precision Engineering, where it was independently reviewed and subsequently published1.
1) M.A.V Chapman, "Limitations of laser diagonal measurements”, Precision Engineering 27 (2003) 401-406
Slide 9
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - 2D example
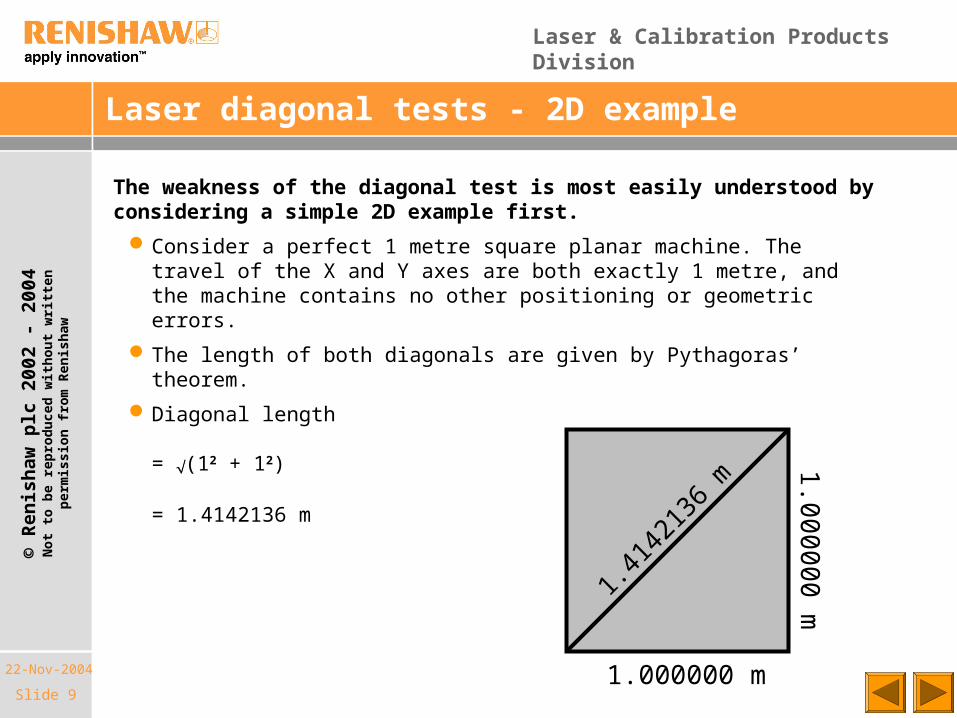
The weakness of the diagonal test is most easily understood by considering a simple 2D example first.
Consider a perfect 1 metre square planar machine. The travel of the X and Y axes are both exactly 1 metre, and the machine contains no other positioning or geometric errors.
The length of both diagonals are given by Pythagoras’ theorem.
Diagonal length = (12 + 12)
= 1.4142136 m
1.000000 m
1.0
00
000
m1.41
4213
6 m
Slide 10
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - 2D example
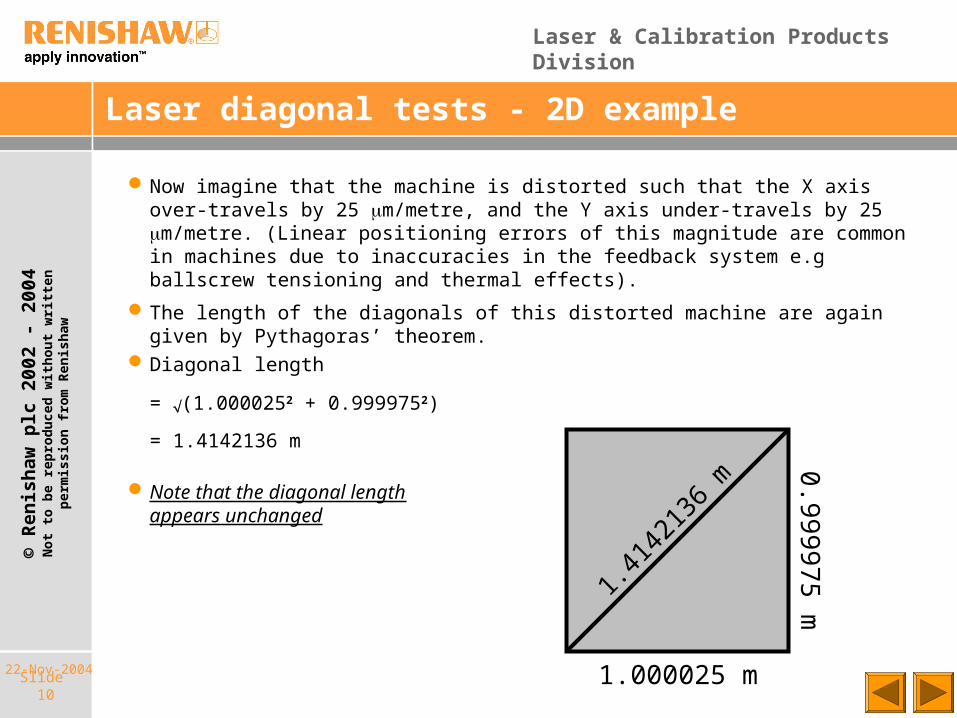
Now imagine that the machine is distorted such that the X axis over-travels by 25 m/metre, and the Y axis under-travels by 25 m/metre. (Linear positioning errors of this magnitude are common in machines due to inaccuracies in the feedback system e.g ballscrew tensioning and thermal effects).
The length of the diagonals of this distorted machine are again given by Pythagoras’ theorem.
Diagonal length = (1.0000252 + 0.9999752)
= 1.4142136 m
Note that the diagonal lengthappears unchanged
1.000025 m
0.9
99
975
m1.41
4213
6 m
Slide 11
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - 2D example
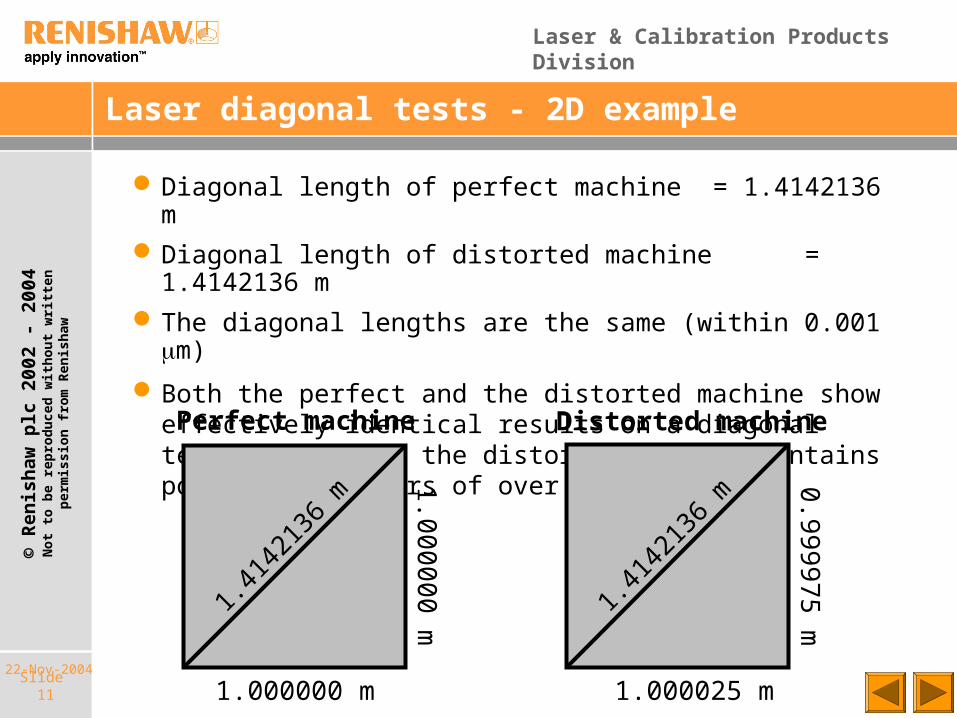
Diagonal length of perfect machine = 1.4142136 m
Diagonal length of distorted machine = 1.4142136 m
The diagonal lengths are the same (within 0.001 m)
Both the perfect and the distorted machine show effectively identical results on a diagonal test even though the distorted machine contains positioning errors of over 25 microns.
1.000000 m
1.0
00
000
m1.41
4213
6 m
Perfect machine
1.000025 m
0.9
99
975
m1.41
4213
6 m
Distorted machine
Slide 12
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - 2D example
It might be thought that this is a special case, which only occurs on a 2-D machine if the error in the X axis motion is exactly equal and opposite to the error in the Y axis motion.
This is not the case!
If any axis (or axes) shows an over-travel error whilst any another axis (or axes) shows an under-travel error, their combined effect on the body diagonal length will, to some extent, cancel.
These types of errors are common on machine tools.
The problem also occurs on 3-D machines as shown by the table on the next slide.
Slide 13
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - 3D examples
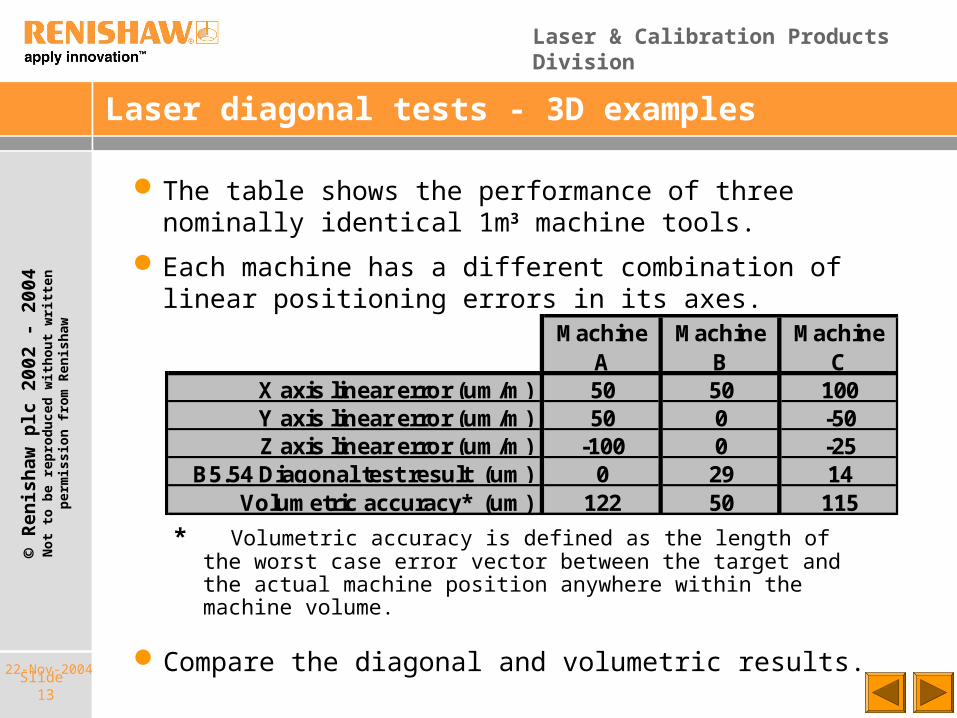
* Volumetric accuracy is defined as the length of the worst case error vector between the target and the actual machine position anywhere within the machine volume.
The table shows the performance of three nominally identical 1m3 machine tools.
Each machine has a different combination of linear positioning errors in its axes.
Compare the diagonal and volumetric results.
Machine A
Machine B
Machine C
X axis linear error (um/m) 50 50 100Y axis linear error (um/m) 50 0 -50Z axis linear error (um/m) -100 0 -25
B5.54 Diagonal test result (um) 0 29 14Volumetric accuracy* (um) 122 50 115
Slide 14
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - 3D examples
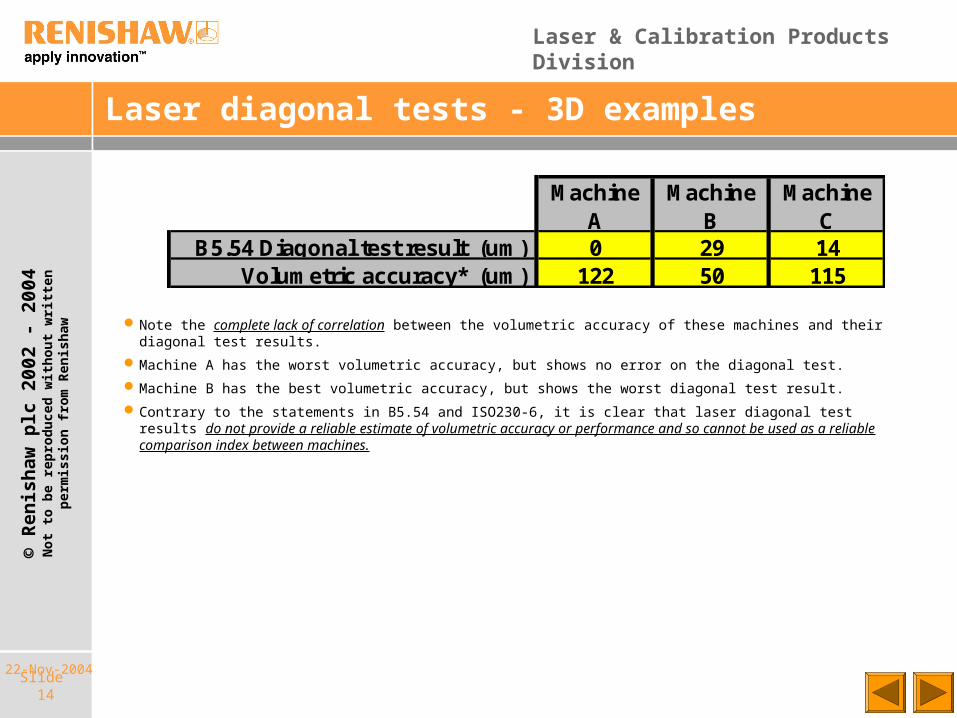
Note the complete lack of correlation between the volumetric accuracy of these machines and their diagonal test results.
Machine A has the worst volumetric accuracy, but shows no error on the diagonal test.
Machine B has the best volumetric accuracy, but shows the worst diagonal test result.
Contrary to the statements in B5.54 and ISO230-6, it is clear that laser diagonal test results do not provide a reliable estimate of volumetric accuracy or performance and so cannot be used as a reliable comparison index between machines.
Machine A
Machine B
Machine C
B5.54 Diagonal test result (um) 0 29 14Volumetric accuracy* (um) 122 50 115
Slide 15
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - squareness measurement
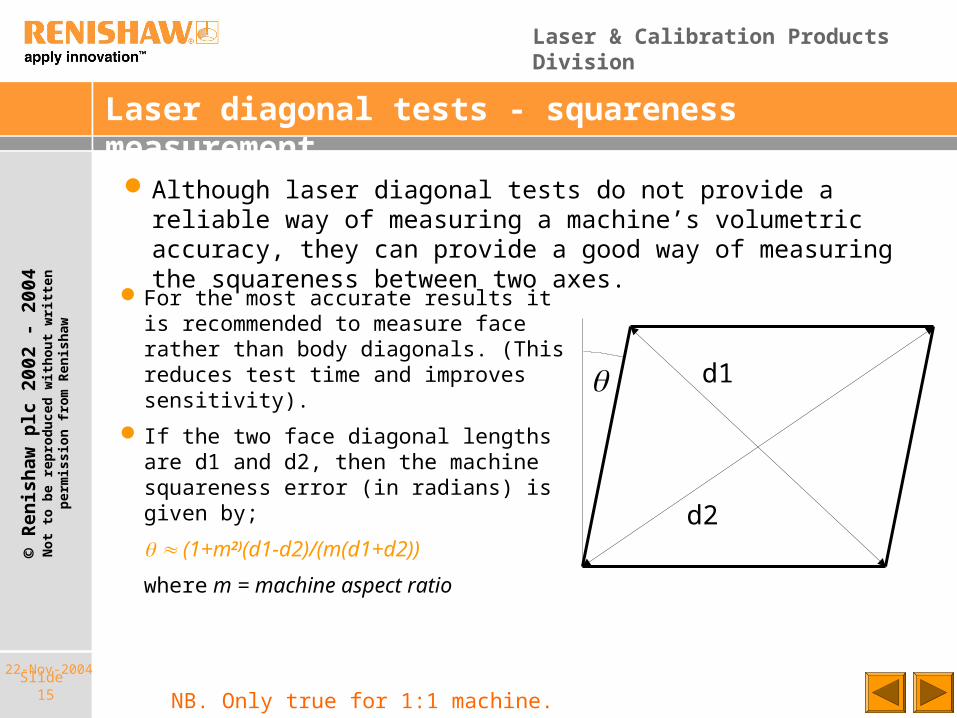
Although laser diagonal tests do not provide a reliable way of measuring a machine’s volumetric accuracy, they can provide a good way of measuring the squareness between two axes.
d1
d2
For the most accurate results itis recommended to measure facerather than body diagonals. (Thisreduces test time and improvessensitivity).
If the two face diagonal lengthsare d1 and d2, then the machinesquareness error (in radians) isgiven by;
(1+m2)(d1-d2)/(m(d1+d2))
where m = machine aspect ratio
NB. Only true for 1:1 machine.
Slide 16
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - squareness measurement
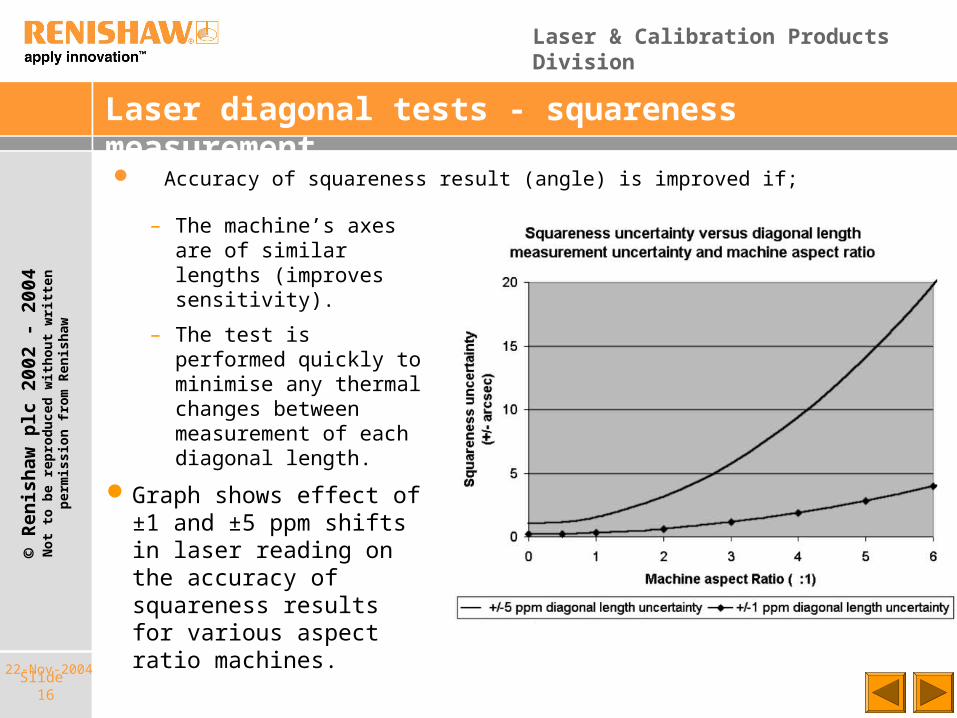
Accuracy of squareness result (angle) is improved if;
– The machine’s axes are of similar lengths (improves sensitivity).
– The test is performed quickly to minimise any thermal changes between measurement of each diagonal length.
Graph shows effect of ±1 and ±5 ppm shifts in laser reading on the accuracy of squareness results for various aspect ratio machines.
Slide 17
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - squareness measurement
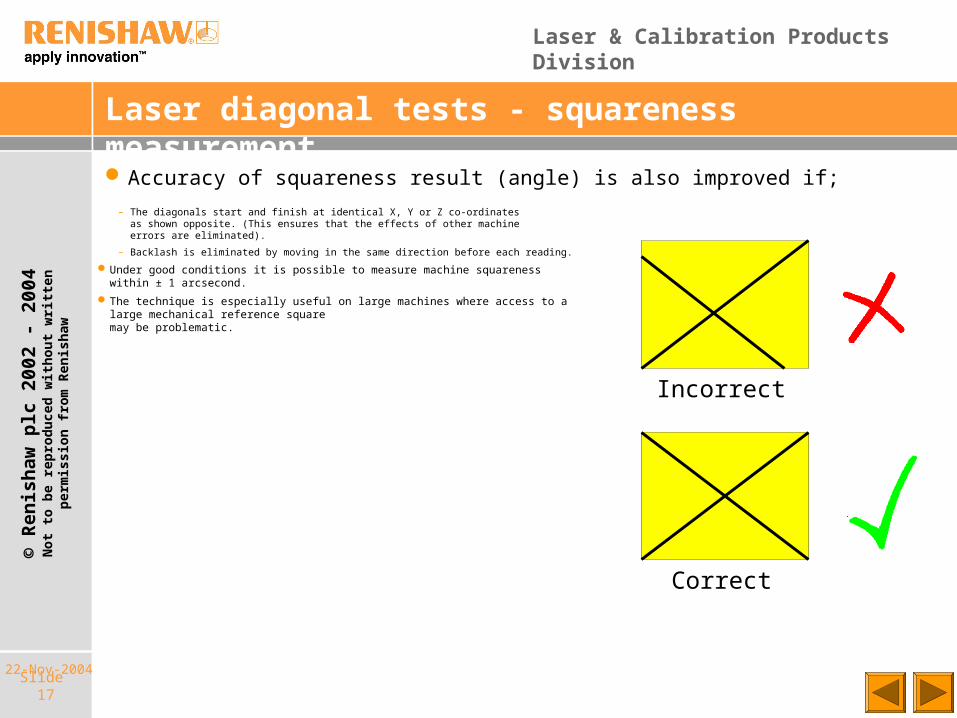
– The diagonals start and finish at identical X, Y or Z co-ordinatesas shown opposite. (This ensures that the effects of other machineerrors are eliminated).
– Backlash is eliminated by moving in the same direction before each reading.
Under good conditions it is possible to measure machine squareness within ± 1 arcsecond.
The technique is especially useful on large machines where access to a large mechanical reference squaremay be problematic.
Accuracy of squareness result (angle) is also improved if;
Correct
Incorrect
Slide 18
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser & Calibration Products Division
ConclusionConclusion
Slide 19
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - conclusion
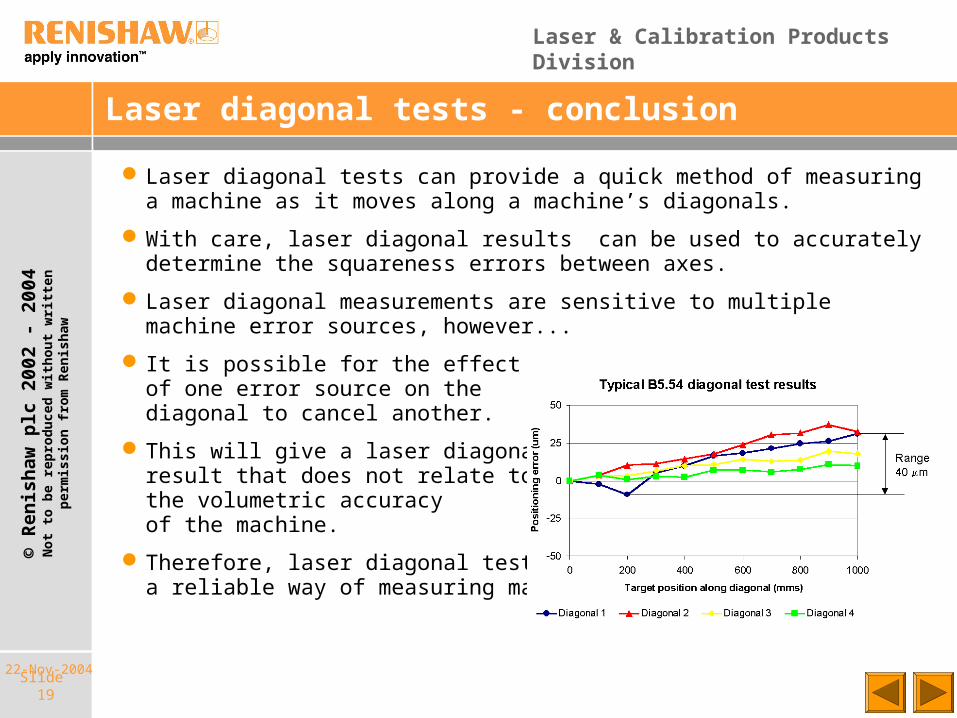
Laser diagonal tests can provide a quick method of measuring a machine as it moves along a machine’s diagonals.
With care, laser diagonal results can be used to accurately determine the squareness errors between axes.
Laser diagonal measurements are sensitive to multiple machine error sources, however...
It is possible for the effectof one error source on thediagonal to cancel another.
This will give a laser diagonalresult that does not relate tothe volumetric accuracyof the machine.
Therefore, laser diagonal tests in isolation, do not provide a reliable way of measuring machine volumetric accuracy.
Slide 20
Laser & Calibration Products Division
22-Nov-2004
© R
en
ish
aw p
lc 2
002
- 20
04N
ot
to b
e re
pro
du
ced
wit
ho
ut
wri
tten
p
erm
issi
on
fro
m R
enis
haw
Laser diagonal tests - conclusion
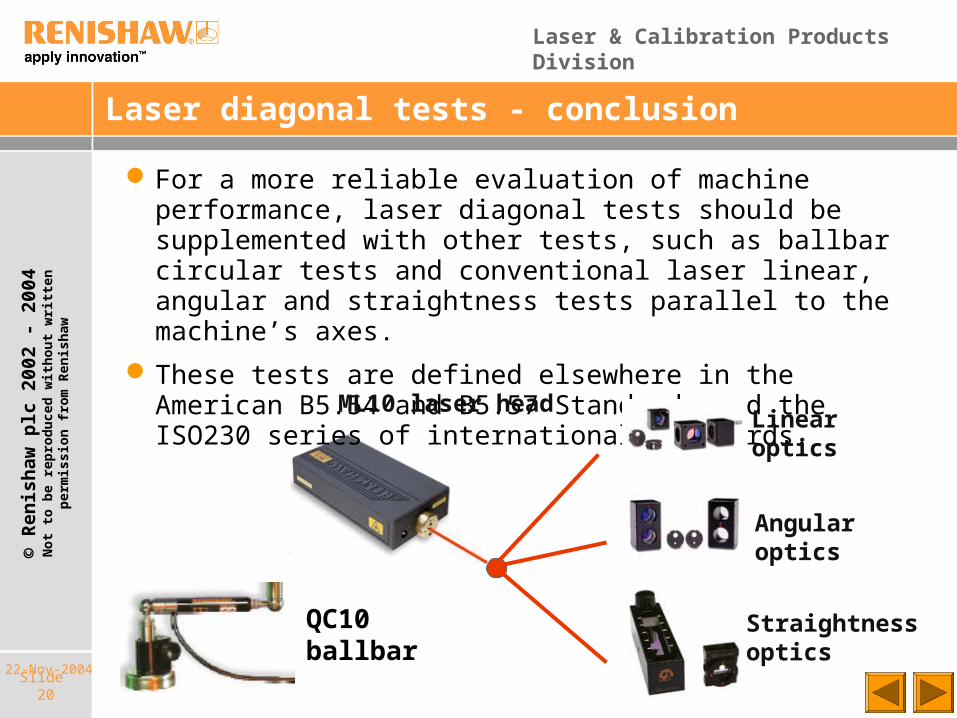
For a more reliable evaluation of machine performance, laser diagonal tests should be supplemented with other tests, such as ballbar circular tests and conventional laser linear, angular and straightness tests parallel to the machine’s axes.
These tests are defined elsewhere in the American B5.54 and B5.57 Standards and the ISO230 series of international standards.
Straightnessoptics
Linear optics
Angularoptics
ML10 laser head
QC10ballbar





























