Embed Size (px)
Citation preview

s
Operating manual
Siemens Electric Machines s.r.o. Drásov 126 CZ 664 24 Drásov http://www.siemens.cz/semd
Synchronous Generator
G 3~

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 2/42
Dear customers, Now you become the owners of a synchronous generator produced by the Siemens Electric Machine, s.r.o. It is a product of the company with many-years' tradition that was produced on the basis of operational experience by a team of experts and skilled workers and which incorporates the latest know-how and advanced technology. We produce the series of synchronous generators with power output from about 500 to 25 000 kVA, LV and HV options for all usual applications. We will fulfil your special demands on a generator for special use or arrangement.
Team of company employees

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 3/42
Rev. Revised items Date Name
A 4.2.6 Fill the bearings with oil, oil cleanliness 22.02.13 Vesely
B 3.2.5 Anticorrosion treatment of machined parts and bearings
3.2 Storage conditions 07.03.13 Pochop
C 4.2.9 Alignment (rolling bearings) 4.2.10 Alignment (slide bearings)
14.03.13 Pochop
D
4.2.12 Checking the insulation resistance of stator winding 4.2.13 Insulation test for stator winding
4.2.14 Drying 4.4.1 Installation
05.09.13 Vesely
E
3.3 Storage with shaft in horizontal position 3.4 Putting into operation after storage period
3.5 Sealed packings 3.6 Inspection intervals during storage
3.7 Control check during storage
07.10.13 Pochop

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 4/42
Contents page 1 Generally ............................................................................................................................................. 7
1.1 Significant (relevant) terms ........................................................................................................... 8 1.2 General safety information ........................................................................................................... 8 1.3 Type marking of generators ........................................................................................................ 10
2 Description ........................................................................................................................................ 11 2.1 Technical description, variants .................................................................................................... 11
2.1.1 Machine ends designation ....................................................................................................... 11 2.1.2 Cooling method, ventilation .................................................................................................... 12 2.1.3 Rotor ...................................................................................................................................... 13 2.1.4 Stator ..................................................................................................................................... 13 2.1.5 Bearings ................................................................................................................................. 13 2.1.6 Terminal box ........................................................................................................................... 13 2.1.7 Measuring and protective circuits ............................................................................................ 13
2.2 Electric characteristics ................................................................................................................. 13 2.2.1 Output and raise of the temperature ....................................................................................... 13 2.2.2 Short-term current overload .................................................................................................... 13 2.2.3 Voltage ................................................................................................................................... 13 2.2.4 Shape of a voltage curve ......................................................................................................... 13 2.2.5 Asymmetric load ..................................................................................................................... 14 2.2.6 Short-circuit current ................................................................................................................ 14 2.2.7 Radio interference elimination ................................................................................................. 14 2.2.8 Currents in star neutral points ................................................................................................. 14
2.3 Use ............................................................................................................................................. 14 2.4 Warranties .................................................................................................................................. 14 2.5 Standards ................................................................................................................................... 14
3 Transport and storage ....................................................................................................................... 15 3.1 Safety recommendation .............................................................................................................. 15 3.2 Storage conditions ...................................................................................................................... 16
3.2.1 If no dry storage condition is available ..................................................................................... 16 3.2.2 Rust protection ....................................................................................................................... 16 3.2.3 Rolling bearings ...................................................................................................................... 16 3.2.4 Sleeve bearings ....................................................................................................................... 17 3.2.5 Anticorrosion treatment of machined parts and bearings ......................................................... 17 3.2.6 Condensation ......................................................................................................................... 17
3.3 Storage with shaft in horizontal position ..................................................................................... 17 3.4 Putting into operation after storage period .................................................................................. 18 3.5 Sealed packings .......................................................................................................................... 18 3.6 Inspection intervals during storage .............................................................................................. 19 3.7 Control check during storage ...................................................................................................... 19
3.7.1 Sealed packing ........................................................................................................................ 19 3.7.2 Non-sealed packing ................................................................................................................. 19
4 Installation and operation ................................................................................................................ 20 4.1 Safety recommendation .............................................................................................................. 20 4.2 Preparation ................................................................................................................................. 20
4.2.1 General inspection of machine ................................................................................................ 20 4.2.2 Locating ................................................................................................................................. 20 4.2.3 Foundation inspection ............................................................................................................ 20 4.2.4 Cooling ................................................................................................................................... 21 4.2.5 Installation of machine ............................................................................................................ 21 4.2.6 Fill the bearings with oil, oil cleanliness ................................................................................... 21 4.2.7 Connecting the oil supply system ............................................................................................ 22 4.2.8 Connection of cooling piping (air-to-water cooler, cooling lubrication system) .......................... 22 4.2.9 Alignment (rolling bearings) .................................................................................................... 23 4.2.10 Alignment (slide bearings) ................................................................................................... 25 4.2.11 Securing of mechanical position .......................................................................................... 27 4.2.12 Checking the insulation resistance of stator winding ............................................................ 27 4.2.13 Insulation test for stator winding ......................................................................................... 27 4.2.14 Drying ................................................................................................................................. 28
4.3 Electric installation ...................................................................................................................... 29 4.3.1 Making the electrical connections............................................................................................ 29

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 5/42
4.3.2 Making the electrical connections............................................................................................ 30 4.3.3 Safeguarding .......................................................................................................................... 30
4.4 First start and operation .............................................................................................................. 30 4.4.1 Installation .............................................................................................................................. 30 4.4.2 Change of rotating direction.................................................................................................... 31 4.4.3 Operation ............................................................................................................................... 31 4.4.4 Check of operation .................................................................................................................. 31 4.4.5 Intervals of preventive inspections ........................................................................................... 31 4.4.6 Putting out of operation .......................................................................................................... 32 4.4.7 Operational log ....................................................................................................................... 32
4.5 Diagnostics of defects ................................................................................................................. 33 4.5.1 Mechanical causes .................................................................................................................. 33 4.5.2 Electric causes I ....................................................................................................................... 34 4.5.3 Electric cause II ....................................................................................................................... 35
5 Maintenance ..................................................................................................................................... 36 5.1 Safety recommendation .............................................................................................................. 36 5.2 Five safety rules .......................................................................................................................... 36 5.3 Inspection of insulation condition................................................................................................ 36 5.4 Cleaning ..................................................................................................................................... 36 5.5 Bearing maintenance .................................................................................................................. 37
5.5.1 Antifriction bearings ................................................................................................................ 37 5.5.2 Sliding bearings ...................................................................................................................... 37
6 Disassembly and regressive assembly .............................................................................................. 38 6.1 Dismantling and reassembling machines 1D ................................................................................ 38
7 Regulation ......................................................................................................................................... 39 7.1 General description, control principle .......................................................................................... 39 7.2 Range of voltage regulation ........................................................................................................ 40 7.3 Regulation accuracy .................................................................................................................... 40 7.4 Dynamic states of voltage ........................................................................................................... 40 7.5 Parallel operation ........................................................................................................................ 40
8 Neutral wire ...................................................................................................................................... 41 8.1 Generally .................................................................................................................................... 41
9 Generator disposal after lifetime expiration .................................................................................... 41 10 Contacts ......................................................................................................................................... 42
10.1 Customer Service – Manufacturer ............................................................................................... 42 10.2 Service Coordination Center and Industry Hotline – Worldwide .................................................... 42
10.2.1 I CS LS LD - USA territory ...................................................................................................... 42
List of figures Fig. 1 Machine ends ................................................................................................................................... 11 Fig. 2 Closed circuit .................................................................................................................................... 12 Fig. 3 Open circuit ...................................................................................................................................... 12 Fig. 4 Transport of machine ........................................................................................................................ 15 Fig. 5 Example for axial shaft blocking ....................................................................................................... 16 Fig. 6 Humidity indicator ............................................................................................................................ 18 Fig. 7 Transport bracing.............................................................................................................................. 21 Fig. 8 Example of flanges flexible connection .............................................................................................. 22 Fig. 9 Checking the alignment of shafts ...................................................................................................... 24 Fig. 10 Axial alignment of the rotor in D-end bearing .................................................................................. 25 Fig. 11 Example of axial measurement, view of measuring points at DE ...................................................... 25 Fig. 12 Measuring points for radial alignment ............................................................................................. 26 Fig. 13 Recommended stator terminal arrangement.................................................................................... 29 Fig. 14 Dismantling and reassembling......................................................................................................... 38 Fig. 15 Regulation ...................................................................................................................................... 39
List of tables Tab. 1 Check intervals ................................................................................................................................ 19 Tab. 2 Oil cleanliness requirements ............................................................................................................ 22 Tab. 3 Deviations ....................................................................................................................................... 24 Tab. 4 Permissible deviations ...................................................................................................................... 26

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 6/42
Tab. 5 Minimum value of insulation resistance ............................................................................................ 27 Tab. 6 Tightening torques for screwed electrical connections ...................................................................... 29 Tab. 7 Minimum air distance ...................................................................................................................... 30 Tab. 8 Visual inspection of the machine ...................................................................................................... 30 Tab. 9 Mechanical causes ........................................................................................................................... 33 Tab. 10 Electric causes I.............................................................................................................................. 34 Tab. 11 Electric causes II ............................................................................................................................. 35

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 7/42
1 Generally Herein submitted operational instructions refer only to standard type. Possible dissimilarities from standard model (special models) are described in enclosures or supplements of operational instructions. NOTICE: Contents of operational instructions and production documentation is not the part of previous or current agreements promises or juridical relations or is not to change above mentioned. All obligations of SIEMENS result from existing purchase contract that also contains complete and valid delimitation of warranties. These contractual warranty contracts are neither limited nor extended by elaboration of these instructions and documentation.
Therefore the workers responsible for safety operation of a device have to secure the following:
- only qualified operators have to be authorised to attend these machines
- these operators and the others must always have submitted operational instructions and the other production documentation at their disposal in the course of all corresponding operations and have to adhere to this documentation consistently.
- unqualified people are forbidden to operate the machines and keep in their surrounding.!!!
Danger Electric machines are operational devices to be used in industrial heavy-current machinery. In the course of operation these operational devices have dangerous voltage, conductive bare parts, moving or rotating parts. Therefore they can cause the worst injuries or damage to properties in case of inadmissible removing of covers, unprofessional handling, incorrect manipulating or insufficient maintenance.

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 8/42
1.1 Significant (relevant) terms Warning terms such as DANGER, WARNING, CAUTION and RECOMMENDATION which are mentioned in this operational instructions are used to inform about danger or extraordinary information that require special marking. DANGER means that in case a person does not adhere to it, his life can be jeopardised or he may cause damage to property. WARNING means that in case a person does not adhere to it, he may induce difficult injury or cause damage to property. CAUTION means hat in case a person does not adhere to it, he may induce an injury or cause damage to property. RECOMMENDATION means that there are extraordinary and special technical connections that are not obvious even for experts. Regardless, it is also necessary to adhere to recommendations that are not specially emphasized, regarding transport, operation and maintenance as well as technical data (which are given in operational instructions, production documentation and on the machine itself) to prevent breakdown which can either directly or indirectly induce difficult injuries of people or cause damage to property. Qualified staff are operators who were in charge of safety of device, who are able to perform all necessary activities and at the same time recognize and prevent possible danger. These operators have to perform above mentioned as the result of their education, experience, previous training as well as acquiring knowledge of standards, provisions, regulations, safety of work and working relations. Above all qualification of staff providing service and maintenance has to correspond to the laws concerning work on heavy-current devices of a particular country which the device is operated in. Besides, knowledge of provisions of first aid and local rescue devices is necessary as well. Concerning work on heavy-current devices, restriction of employing unqualified people is determined in e.g. IEC 60364-4-41:2.
1.2 General safety information Herein mentioned machines are parts of heavy-current devices for industrial extent of use. They are produced in compliance with corresponding and acknowledged technical regulations. WARNING: It is supposed that basic planned operations with a device as well as all operations concerning transport, assembly, installation, launching, maintenance and repairs will be performed by qualified staff or checked by responsible experts. Concurrently it is necessary to take the following into consideration: Technical data and data of admissible use (assembly connection terms, environmental terms and operational terms), which are, among others, stated in a catalogue, in operational instructions, orders, name plates and in the other technical documentation. General establishing and safety provisions. Local provisions and requirements which are specific for the device. Qualified use of tools, lifting and transport devices. Use of personal protective devices. Duty of responsible people to take part in training on safety of employees in accordance with SAFETY PROVISIONS as well as keeping to the laws of a country in which the device is operated. Above all the laws, concerning protection of environment, handling with waste, safety use of substances that are dangerous for lives or environment e.g. cleaners, lubricants, adhesives, varnishes etc. Detailed information about these special products can be found in a “list of safety data” provided by producers or importer of a product. Operational instructions cannot contain all detailed information concerning different construction variants and cannot take into consideration every possible occurrence of installation, operation or maintenance owing

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 9/42
to the loss of lucidity. Therefore operational instructions designed for qualified operators (see above mentioned) contain such recommendations that are necessary if a machine is used in accordance with provisions in the extent of industrial operation. If there are special requirements concerning nonindustrial area (e.g. protection against dangerous touch of children fingers and so on), these conditions have to be secured on the device by means of supplementary protective provisions. If there are any discrepancies, especially missing information which specify a product, sales department of SIEMENS is in charge of providing necessary explanation. Concerning this matter we ask you to mention mainly type and production number of a machine, please. Concerning planning, assembly, launching and service we recommend using the promotion and services of appropriate service centre of SIEMENS. RECOMMENDATIONS: Other detailed information concerning general works e.g. checking of delivered coils (damages which can be caused during transport), long term storage and preserving of machines, checking of footing, connection stretching, erection (setting) and (seating), levelling of a machine and others could be found in our “Assembly materials” or (newly) in “Operational instructions”. These materials could be obtained in SIEMENS sales department.

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 10/42
1 D C 06 24- 4 A V 03 -Z
Diameter of stator core (coded)
Standard frame size just For 1DB, 1DC
400 mm frame size 03
450 mm frame size 04
500 mm frame size 05
560 mm frame size 06
630 mm frame size 08
710 mm frame size 10
800 mm frame size 12
Rotor type
cylindrical rotor B salient pole rotor C cylindrical rotor, steam and gas turbine U Salient pole rotor, water turbine H Salient pole rotor, piston machine K
Stator frequency and voltage Hz/kV B 50/ <6.3 C 50/ 6.3 D 50/ 6.3 - 11.0 E 50/ 11.0 F 50/ >11.0 H 60/ <4.16 J 60/ 4.16 K 60/ 4.16 - 6.6 L 60/ 6.6 M 60/ 6.6 - 13.8 N 60/ 13.8 P 60/ >13.8 V 50/≤0.5 W 50/≤1.0 X 60/≤0.5 Y 60/≤1.0
1.3 Type marking of generators
Degree of protection
IP 00 0 IP 11 1 IP 20 2 IP 21 3 IP 23 4 IP W24 5 IP 44/54/55/56 Tube 6 IP 44/54/55/56 CACA 7 IP 44/54/55/56 CACW 8
Synchronous machine D
Number of pole pairs
Mounting and Ex-protection A IM B... no Ex-protection
B IM B... E(Ex) p
C IM B... E(Ex) n, E(Ex) e
D IM 7… no Ex protection
E IM 7… Ex protection
F IM B… Eex n, e
Length of stator core (coded)

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 11/42
2 Description
2.1 Technical description, variants Machines series, 1D are three-phase brushless synchronous LV and HV generators with a salient-type or cylindrical rotor. They consist of an AC generator (main machine) and an exciter with rotating rectifier. Main machine and exciter rotors are fitted together with rotating rectifier and fan on the same shaft. Voltage regulating parts are located in a terminal box or belong to machine supply being installed in switchboard. All these parts form a compact component along with welded cover and bearings.
2.1.1 Machine ends designation For a clear description machine ends are designated as follows ( Fig. 1) DE side being at free shaft end where generator drive is connected. Machine sense of rotation is defined when viewed from this machine side. The other machine side is designated as NDE with no shaft outlet; also exciter with rotating rectifier are mounted here.
Fig. 1 Machine ends
DE NDE

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 12/42
2.1.2 Cooling method, ventilation Ventilation method is based on operating conditions and client’s demands. Machine cooling proceeds by two methods: in the first one open ventilation system (Fig. 3) sucks ambient air to cool the winding, warmed air is exhausted by fan to the atmosphere on AS side. The other cooling method makes use of internal cooler (Fig. 2). It is a closed circuit air-circulation system, in which air is cooled in a water or air cooler and returned back to the main machine. This system is applied if a higher degree of protection is required.
Fig. 2 Closed circuit
Fig. 3 Open circuit
1 Rotor 2 Stator 3 Fan 4 Cooler 5 Housing top
1 Rotor 2 Stator 3 Fan 4 Housing top

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 13/42
2.1.3 Rotor Main machine and exciter rotors are fitted together with rotating rectifier and fan on the same shaft. Generator rotor is a compact component with cylindrical or salient-type poles and a squirrel-cage damper in a magnetic field. The rotor itself is supported by two bearings and is extended at the drive end. It is press-fitted on the shaft and excited by an integrated exciter. Exciter rotor with plain poles is mounted on machine NDE side. Rectifier in rotor circuit is fitted outside the machine on NDE side and is accessible after dismantling rectifier cooler.
2.1.4 Stator Main machine stator consists of a welded chassis in which a stator bundle is press-fitted and locked against rotating. Stator bundle has a stator-sheet core, a main and auxiliary winding. Exciter stator is mounted in the end shield on machine NDE side and is of a pole type. It is provided with permanent magnets intended to excite the machine during starting.
2.1.5 Bearings Generators are standard equipped with antifriction bearings with relubrication and grease amount regulator. They are fitted in end shields. On request also plain bearings are mounted. In this case operating instructions are complemented by a detailed description incl. operation.
2.1.6 Terminal box Main winding spacious terminal box is fitted on the top of generator stator box. It contains all equipment necessary for generator connection and operation. Standard generator model is supplied with an unbored cable entry plate. PG screwed cable entry glands can be supplied on request. Regulation and measuring circuits are always led to an independent LV terminal box.
2.1.7 Measuring and protective circuits Generator is standard equipped with (if not otherwise requested): temperature sensors Pt 100 in stator winding, bearing thermometers Pt 100 or 2xPt 100 in bearing caps, probes for mounting heating bodies. On request sensors of internal air temperature and cooler water seepage can be fitted.
2.2 Electric characteristics
2.2.1 Output and raise of the temperature Determined output that is stated on the name plate is intended for long-term operation with symmetrical load, prescribed frequency and voltage, power factor cosϕ = 0,8 to 1,0, ambient air temperature according to requirement and altitude of machine location up to 1000 m. Simultaneously, the machine is used in compliance with temperature class (155) F according to IEC 60034-1.
2.2.2 Short-term current overload Machines can bear short-term overload according to IEC 60034-1.
2.2.3 Voltage Machines are standardly supplied with a star connection for voltage according to machine name plate. ATTENTION!! Machines can be operated at voltage according to machine name plate.
2.2.4 Shape of a voltage curve Time behaviour of terminal voltage during idle running and during symmetrical linear load is virtually sinusoid with upper frequency response according to IEC 60034-1.

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 14/42
2.2.5 Asymmetric load Asymmetric load according to IEC 60034-1-22
2.2.6 Short-circuit current During symmetrical three-phase short-circuit the value of short-time short-circuit current makes minimally triple of nominal current. Short-circuit current must be switched off within 3 s.
2.2.7 Radio interference elimination Generators correspond to interference elimination degree according to IEC 60034-1.
2.2.8 Currents in star neutral points If star neutral points of generators are connected mutually or with neutral points of transformers and appliances directly, then transient currents with triple determined frequency could appear in conductor among neutral points. To prevent thermal jeopardy of generators, transient currents should not exceed 50 % of nominal current of generator. Higher currents should be reduced outside of device by means of current limiting choke or similar devices.
2.3 Use Generators are used in land central offices and in naval shipboard networks for long-term or reserve operation. They can be driven by combustion engines, gas of water turbines or electromotors. They can run individually, parallelly with similar device or it is possible to connect them to public network.
2.4 Warranties Warranties refer to adhering of operational instructions and permissible operational terms. If these provisions are not adhered, it can result in refusing of warranty claims. During claim or with spare parts order it is necessary to provide factory (production) number and if need other data stated in output name plate. The user is obliged to keep the operational log, and he can dismantle the generator only if approved by the producer otherwise the producer shall be released from the obligations under its warranty. During the warranty and after the warranty period, the user must not make any external and internal intervention in the machine design.
2.5 Standards Generator design corresponds to standards IEC 60034-1. If required, generators can meet requirements of other standards and regulations.

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 15/42
3 Transport and storage
3.1 Safety recommendation ! WARNING. During any lifting or transport of an aggregate it is necessary to use only openings that are provided for lifting and transportation, gripping lugs or pins in foundation plate! Lifting should be performed for axially symmetrical places at least see (Fig. 4). Aggregates must not be lifted hanging on individual parts of a machine! Existing accessory lifting lugs e.g. on bearing shields, cooler superstructure etc. are provided only for lifting of these individual parts of the machine. Lifting capacity of applied lifting device should be taken into consideration! Lifting devices should be chosen with respect of the weight of machine. Appropriate guiding of ropes should be used with possible superstructures or extension.
Fig. 4 Transport of machine

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 16/42
3.2 Storage conditions Generator and its accessories must be professionally stored before installation if necessary. They must be protected from humidity, harmful environmental conditions and from other strange influences. Dew point level must not be reached because of corrosion. If the machine is placed in a transport box, it must be removed out of it before storage. Storage areas must be clean, dry, closed, properly ventilated and protected from tremors. Conditions shall be ensured by compliance with the following recommendations: • The relative humidity should be kept below 50% • Temperature ranges for storage should be between 5 - 20˚C Generator is prepared for 6 months storage after dispatch from the factory to the customer. In the case of long term storage, more than 6 months, some requirements such as protection of bearings, extended shaft end, foots or sealed packing with dehumidifiers, etc must be taken into consideration for proper functioning after storage. For some additional information about long term storage of entire machine or its parts (bearings, etc) please ask Siemens Electric Machines s.r.o (see chapter 10) for manual Storage of motors and generators.
3.2.1 If no dry storage condition is available - air-tight film packing - bags with hygroscopic material inside film - humidity indicator inside film - regular inspections
3.2.2 Rust protection - All accessible bright arts (e.g. shaft extension, flange, feet) have a protective coat for 6 months storage
under dry condition
- for longer storage time all accessible bright parts have to be provided with a long-term anti-corrosion coating (e.g. plastics lubricant LV 2-3 )
- regular inspections and repeated anti-corrosion coating if necessary
3.2.3 Rolling bearings - The rotor of generators with cylindrical roller bearings or single angular-contact ball bearings has to be
axially locked to prevent bearing damage
- don´t remove shaft blocking (Chyba! Nenalezen zdroj odkazů.) fitted by SIEMENS (rotor shipping brace) or remount it after no load tests
- if shaft block was removed to fit the transmission element (coupling, belt pulley), other measures for shaft blocking have to be ensured
Fig. 5 Example for axial shaft blocking

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 17/42
3.2.4 Sleeve bearings Sleeve bearings are generally delivered without oil !
- generators should be stored also without oil filling - shaft bearing journals are provided with an anti-corrosion oil film which dissolves in lubrication oil
during operation - delivered corrosion oil film protection is designed for a storage life of one year under dry condition - for longer storage bearings have to be disassembled and bearing journals and parts have to be provided
with a long-term protection coat (e.g. Tectyl 511) See operating instructions - Instructions for Maintenance and Inspection from manufacturer.
3.2.5 Anticorrosion treatment of machined parts and bearings
3.2.6 Condensation - Generator with protection class IP54 or higher can be provided with condensate drain holes closed by
plastic plugs.
- the environmental conditions (e.g. big temperature fluctuations) may require the removal of these plugs. The nominal degree of protection will then be only IP44.
- if installed in generator, the anti-condensation heater should be connected to mains (not necessary, if
you have a dry, well ventilated and air-conditioned storage room).
3.3 Storage with shaft in horizontal position Machine has to stand on the wooden frame in working position and fasten to the frame. Dimensions of wooden frame must be identical according to foundation dimensions of the machine and must protect exposed shaft end or protruding parts from direct contact with ground (see dimension drawing).
All metallic parts (exposed shaft areas, feet, flanges) have to be coated by Tectyl 502 without cleaning in case of using Tectyl 511 as a primary protection. Cleaning of all metallic parts must be done properly in case of using different anti corrosion agent from Tectyl.
It is necessary to rotate by rotor 1 time per half a year about 90° - 120°. Rotor fixation must be disassembled before rotor rotation and after that rotor must be fixed again.
CAUTION
Roller bearing lubricant At storage longer than 3 years, bearing lubricant must be completely replaced – type of lubricant is according to customer’s specification or contact Siemens service. See disassembly procedure of the roller bearings and lubricant renewal in customer documentation.
Anticorrosion treatment of slide bearings
Slide bearings must be always treated against corrosion before storage and transportation. In case of doubts or additional question contact Siemens Electric Machines a.s.. You can find contact in chapter 10.
WARNING

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 18/42
3.4 Putting into operation after storage period The steps bellow must be done before putting machine into operation after storage period. Complete procedure for motor installation with all steps included you can find in chapter 4
- Unpacked carefully sealed packed machine without damaging the machine itself - Check visually whole machine internals for corrosion and other deficiency in primer coating - Remove completely all anticorrosion treatment on the shaft and all metal parts - Measure insulation resistance – see chapter 4.2.13 - Check and tighten terminal screws - Check all screws for proper tightening
3.5 Sealed packings Sealed packings are used for delicate components. In contrast to standard packings, machine parts are completely enveloped in plastic foil wrappings whose seams are welded to make an air-tight seal. As much of the air as possible inside the foil wrapping is first removed by suction. The amount of desiccant to be enclosed is calculated for the specified duration of transport and storage, taking into account the climatic zones involved. All sharp corners and edges are padded to prevent the wrapping from ripping. All cases should be subjected to an immediate visual inspection on arrival to make sure the packing, the contents and the seals are undamaged. If humidity indicators have been provided, the sealed packings must be inspected visually 1 to 2 days after storage.
If humidity indicators are provided in the sealed wrapping, there is an inspection opening in the external packaging, the cover of which can be unscrewed. Humidity indicators change their colors from blue (dry) to pink (damp) to indicate the humidity level (relative humidity) within the sealed plastic wrapping.
Fig. 6 Humidity indicator
NOTE
See chapter 4 for complete information about machine installation (Alignment, foot check, etc.).
IMPORTANT
Humidity indicators recondition themselves automatically, i.e. they do not indicate whether the humidity inside the packing was too high at an earlier time.
IMPORTANT
If cases have been opened in the ports of arrival and the sealed wrappings have been damaged or if cases have been damaged during transport, the sealed wrappings must be repaired as quickly as possible (if possible) in order to ensure proper storage, especially in tropical areas. Opening or damage to the wrappings must berecorded in writing and immediately reported to the project manager/site supervisor.

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 19/42
The accuracy of the humidity indicators depends heavily on the temperature. When the ambient temperature is 20° C, they are sufficiently accurate but, at other temperatures, the humidity levels they indicate are too high. If the relative humidity rises above 60 %, a check must be made to make sure that the contents and the packing are undamaged. To do this, open the case carefully and check the contents for corrosion. The date of initial conservation as well as the expiry date is marked on the cases. Date of initial conservation: Month Year Expiry date: Month Year Check the effectiveness of sealed wrappings every 8 weeks if no other intervals have been specified. The results of such inspections must be recorded. Cases in which the relative humidity has risen rapidly or stayed at a high level must be checked.
3.6 Inspection intervals during storage Customer shall carry out the regular inspection of the stored machine in consideration of way of storage. Each inspection check must be recorded properly in the storage report. Inspection intervals must be done according to the Tab. 1 Check intervals
Way of storage Inspection interval Short term storage <2 years Every two months Long term storage >2 years Once an half a year
Tab. 1 Check intervals
3.7 Control check during storage
3.7.1 Sealed packing
• Visual check of the humidity indicators. If the humidity indicator indicates a level of 50% or higher the desiccant bags and humidity indicator card must be renewed and sealed packing and storage conditions must be checked.
• Check the effectiveness of sealed wrappings (damage). The results of such inspections must be recorded.
3.7.2 Non-sealed packing • It is necessary to rotate by rotor 1 time per half a year about 90° - 120°. For this particular order is
allowed to rotate with rotor in horizontal position.
• Visual check of the thickness of preservation coat, in case the protective layer is damaged, it is necessary to treat the damaged place again.
• Visual check of the machine. A service man shall carry out a check of machine preservation treatment and shall write down storage conditions (temperature, humidity, dew point).
• Measuring of insulation resistance of stator winding. In case the value of insulation resistance is lower than values given in chapter 4.2.13, it is necessary to dry the machine without delay by checking the storage conditions and switching the heaters on.
WARNING
The anti-condensation heater must not be switched on when sealed packing is used.

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 20/42
4 Installation and operation
4.1 Safety recommendation ! WARNING Strictly adhere to ”General safety information”, please. In paragraph 1.2 of this Instructions, recommendations concerning admissible use of machine and recommendations concerning required professional knowledge that is necessary while operating heavy-current machinery. Coverings must not be opened during operation (see also paragraph 5). Covers prevent from touching of active or rotating parts or they are necessary for right routing of air and effective cooling. For safety reasons, the machine can be started until the coupling is inserted at the free shaft end or after dismantling the key at the free shaft end. No higher speeds cannot be adjusted because this is ensured by right designed controlling and checking of speeds. The only admissible speeds are these that are given according to output name plate.
4.2 Preparation
4.2.1 General inspection of machine Generator must be properly inspected prior to erection (installation) with the aim to find out if there are any damages caused during transport or storage. Any imperfections that are found out must be reported to a supplier or transport company and must be professionally repaired. Remove preservative coating from metal surfaces (feet, flange, free end, etc.) prior to machine seating and installation. Insulation resistance must be inspected. Record the data measured to the operational log.
4.2.2 Locating Generator must be located in the way that terminal box, bearings and accessories could be easily approachable.
4.2.3 Foundation inspection Before installing the machine, carefully check all foundation dimensions with the aid of the machine dimension drawing and the foundation drawing, particularly - where applicable the positional accuracy of the holes for mounting the machine on soleplates, the ducts for piping and cable. Soft Foot Check The test conforms to API 541-4.3.1.15 The test is made to see if there is any bending of the base frame while fixing the mounting bolts. Prior to any mechanical running test, a check for "soft feet" will be made. After the machine has been aligned, shimmed, and firmly secured to the test base, a dial indicator micrometer oriented in the vertical direction shall be attached at the mounting foot to be checked. The micrometer is then zeroed, the mounting bolt or bolts loosened at the foot and the change in micrometer reading noted. If the micrometer reading exceeds 0.025 mm, the mounting requires cleaning or re-shimming. This soft foot check shall be performed at each mounting foot, with the other feet secured, until all micrometer change readings are less than 0.025 mm. If there are intermediate bases, this check shall be performed at each interface between the machine and the test floor. During the shop running test of the assembled machine, vibration measurements will be made with the machine properly shimmed and securely fastened to a massive foundation or test floor stand. Elastic mounts are only used if they are available.

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 21/42
4.2.4 Cooling Space, in which generator is situated, must be sufficiently large and aired. Generator cannot suck warm air from other machine. For continuous operation, it is necessary to provide a steady cooling air ventilation with a volume rate according to Text of dimension drawing. ATTENTION Temperature on surface parts of electric machines (stator housing, shields) can reach over 100oC, therefore possibility of touching these surfaces must be prevented. At the same time it is forbidden to put or attach any parts that are temperature sensitive such as normal leads or parts of electronic equipment.
4.2.5 Installation of machine Remove the transport bracing 1 (Fig. 7).
Fig. 7 Transport bracing Remove preservative from the machined surfaces. No metallic objects, such as scraper, trowel or metal strip, are to be used for this purpose. Simply wash the preservative off with kerosene or a similar solvent (e.g. Aral 4005 oder Shell A151). The bearings do not have to be opened, since the preservative inside the bearings is oil-soluble. Generator must be placed on a solid foundation without any vibrations. Machine feet must stand on flat metal base. If need, contact surface must be carefully laid under to prevent deformation of stator body. When installed, it is recommended that the increase of the axial height of the loaded generator must be taken into account. The increase of the axial height is affected by the heat machine use (its classification), the method of ventilation, the generator size, etc. The most suitable way is to operate the drive until the steady operational temperature regime is achieved, then to switch off the machine and to make the axial height correction. The informative calculation of the above-mentioned increase can be done from the following formula: Height increase [µm] = 0.312 x vertical foot distance from the shaft axis. Keep a record in the operational log.
4.2.6 Fill the bearings with oil, oil cleanliness For further information, see bearing manufacturers "Instructions for Maintenance and Inspection" in the machine handbook. Use only the oil specified in the text to the dimension drawing, or on the type plate on the bearing. General procedure for oil filling – always follow manufacturer manual of bearings - Remove the screw plugs from the oil filling hole. - Use a lubricant with the viscosity indicated on the bearing type plate. Fill the lubricant through the oil filling hole up to the middle point of the oil sight glass. The oil level limits are as follows:
Minimum oil level: bottom of the oil sight glass Maximum oil level: top of the oil sight glass
If nothing different is specified in the dimension drawing text, use oil with oil purity code (ISO 4406 or NAS grade standards) according to Tab. 2. If there is specified different purity code of oil in the dimension drawing text, the purity code in the dimension drawing text must be used as preferred. ! Note: This rule applies only to slide bearings
1 Transport bracing 2 Hexagonal bolt 3 Bearing

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 22/42
Specification ISO code NAS code
ISO number/NAS grade ISO 17/15/12 NAS6 Tab. 2 Oil cleanliness requirements
4.2.7 Connecting the oil supply system All the information required on the connection of the oil supply system to the bearings can be found in the machine dimension drawing / dimension drawing text and in the instructions provided by the manufacturers of the bearings and the oil supply system. Further, you should also observe the following information. 1. Make sure that the thermometers of the insulated bearing do not jumper the bearing insulation. 2. Close all unused drill holes with screw plugs. Exception: The atmosphere connection remains open. 3. Route the pipes so that no loads or vibration can occur at the bearing housing connections. 4. Flush the oil-circulating system prior to installation of the oil pipes until only clean oil comes out. To do this,
use the quality of oil as specified for use later in operation. 5. Make sure that the oil supply system operates for a sufficiently long time before the motor starts and
continues to operate for some time after the motor stops. This is how you avoid the bearing running dry when the motor accelerates and decelerates.
6. Connect the oil supply system to the bearings.
4.2.8 Connection of cooling piping (air-to-water cooler, cooling lubrication system)
Connection between flanges on the water coolers or lubrication oil devices must be done by using flexible element (see Fig. 8) due to mutual interactions between two independent piping. Flexible element avoid relieve movement stress, reduce noise, isolate vibration, compensate for misalignment during machine operation. Requirements for coolant piping:
- Ensure that the coolant lines are routed and supported so that the connection flanges are not exposed to stress, strain or vibration loads.
- The required data for the connection flanges are given in the machine dimension drawing/dimension drawing text.
Fig. 8 Example of flanges flexible connection

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 23/42
4.2.9 Alignment (rolling bearings)
Flexible connections must be used to connect generator and driving machine mechanically. The coupling must transmit only torsion moment from driving machine that must get rid of impact peaks that are produced especially by combustion engines. Further, it must attenuate all axial and radial vibrations of driving machine. Coupling must be dynamically balanced, it itself must not be a source of any undesirable forces and vibrations. The thermal expansion of the shaft in axial and radial direction for the machine specified in the manual “Dimension drawing text” That extension should be considered in motor clutch system design. For additional information see Annex, or contact us. Prior to assembly of connection on the generator shaft, preservative coat must be removed and the shaft should be slightly varnished with oil. Concerning actual assembly of a installation on the shaft, it is recommended to use assembly jig that will fit in a thread in generator shaft. Coupling must not be pulled on shaft by force. When pulling down the connection from the shaft, it is necessary to use pulling jig.
When connection the generator with another machine is to be ensured that the shaft of both machines are aligned. Frontal plane of both coupling mounted on the machine shaft must be exactly perpendicular to the axis.
4.2.9.1 Shaft alignment Alignment of the shafts for the establishment of machinery based on setting and check according to (Fig. 9), so that the measured indicator or other suitable device dimensions A and B at 0°, 90°, 180°, and 270° (0°, 120°, 240° hampers the base), while rotation of the coupling halves (Fig. 9). Coupling of a set must be adjusted by means of two indicators or another appropriate device according to (Fig. 9) . Tolerance that is determined by a producer of connection should be reduced as much as possible because every slightest defect will cause disproportionate increase of burden on bearings and coupling. Check the coupling during the steady operating temperature, and record the parameters to the logbook.
It must be ensured that in mounting and dismounting the coupling was not damaged drive shaft end.
WARNING
Clutch cover – alignment of generator (motor) with drive machine Alignment of electric machine with drive machine and covering the clutch must be done this way, that clutch together with cover never create negative pressure on the front side of the bearing. In the case you do not keep this condition it can happen oil taking from the bearing, oil leakage and dripping through bearing seals.
CAUTION

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 24/42
Fig. 9 Checking the alignment of shafts
Deviations of dimensions A and B measured at different positions may be greater than (see Tab. 3)
Diameter of flange coupling (mm) Deviation (mm)
to 250 0,02 over 250 to 400 0,03
over 400 0,05
Tab. 3 Deviations
4.2.9.2 Alignment of the coupling Any differences in the height adjustment clutch is aligned under the machine feet inserts appropriate shapes made from sheet steel. After alignment of the coupling halves and tighten the machine screws fixing the base must be the coupler checked. Manufacturer’s tolerances connections should be reduced as much as possible, because the slightest glitch can cause a disproportionate increase in load bearing and coupler.
Imprecise mechanical connection of the both machines, sets vibrates and roared, damaging the coupler and bearings.
CAUTION
After starting the machine, and after reaching operating temperature machines (sets), it is necessary to again check run out of the coupling halves according to paragraph 4.2.9.1 Failing to values listed in Tab. 2 it is necessary to make a correction according to 4.2.9.2. Measured parameters recorded in a logbook.
CAUTION

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 25/42
4.2.10 Alignment (slide bearings)
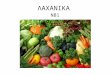
Careful alignment with the machine to be driven is essential for smooth running and trouble-free operation of the machine set. The generator is aligned with the already trued-up and securely mounted motor. Written confirmation of the proper alignment of the motor and correct positioning of the coupling flange (height) must be obtained. When making the axial alignment, bear in mind that the rotor is guided axially in the D-end bearing (see also dimension drawing/text). A symmetrical position of the shaft in the bearing shell must be ensured during alignment. For this purpose, determine the dimension of rotor deflection (Fig. 10) by moving the rotor axially towards the D end and then the N end until the right and left shaft shoulder respectively make contact with the bearing shell. The mean deflection is then determined on both sides of the bearing shell.
Fig. 10 Axial alignment of the rotor in D-end bearing
Measure the axial offset between the coupling halves at four points 1, 2, 3 and 4 spaced evenly round the circumference (for example see Fig. 11). Make a note of this first measurement.
1st evaluation 2st evaluation Deviation in vertical plane 0,0375 mm Deviation in horizontal plane 0,0425 mm
Fig. 11 Example of axial measurement, view of measuring points at DE
Repeat and note the measurements after rotating both shafts (together as far as possible) through 90° to the positions 90°, 180° and 270°.
Measuring point
1 2 3 4 1. Measurement: 95 92 85 100 2. Measurement: 95 92 90 100 3. Measurement: 93 87 85 102 4. Measurement: 100 95 98 98
Mean: 97 91,5 89,5 100
Clutch cover – alignment of generator (motor) with drive machine Alignment of electric machine with drive machine and covering the clutch must be done this way, that clutch together with cover never create negative pressure on the front side of the bearing. In the case you do not keep this condition it can happen oil taking from the bearing, oil leakage and dripping through bearing seals.
CAUTION

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 26/42
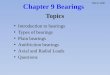
Calculate the mean values for the four measuring points. Measure the radial off-set between the coupling halves at four points 1, 2, 3 and 4 distributed evenly round the circumference (Fig. 12) and make a note of the values measured.
Fig. 12 Measuring points for radial alignment
Determine the deviation for axial and radial off-set () from the values measured at opposite measuring points (points 2 and 4 for the horizontal plane, and points 1 and 3 for the vertical plane). Depending on the deviations, the machine is to be shifted as follows vertically by removing or inserting shims under the feet of the machine horizontally by sliding the machine sideways. These operations are to be repeated until the axial and radial off-sets are within the permitted deviations.
Permissible deviations Radial off-set mm Axial off-set mm
Rigid coupling 0,03 0,02 Flexible coupling 0,05 0,05
Tab. 4 Permissible deviations Coupling acceptance
Coupling acceptance is to be carried out in the presence of representatives of the customer and of the manufacturer of the driven machine.
A written record should be kept of the results of the coupling inspection.
Test the direction of rotation before coupling the machines.
The coupling halves should be coupled in accordance with the coupling manufacturer's instructions.
Measuring point 1 is always at the top; i.e. the notional measuring cross is not rotated.
IMPORTANT

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 27/42
4.2.11 Securing of mechanical position The right position of installed and fixed generator to the foundation must be secured in such a way that set axial alignment will not be changed in the course of operation. Feet must be plugged in into the foundation.
4.2.12 Checking the insulation resistance of stator winding • Measure the insulation resistance of the stator winding with respect to the stator core and enclosure prior to
commissioning or after prolonged non-operational periods (due to storage or standstill, for example).
• Perform the test in accordance with IEEE Std 43 "Recommended practice for testing insulation", see chapter 4.2.13.
• Use a suitable insulation tester.
• Where possible, measure the insulation resistance of the winding with respect to the machine enclosure when the winding temperature is between 20 and 30 °C.
• When making a measurement, wait until the measuring instrument display no longer changes. This will take approximately one minute.
4.2.13 Insulation test for stator winding Before the first commissioning, or after prolonged storage or standstill periods, it is necessary to measure the resistance of the stator winding to the stator laminations and frame. It is generally sufficient to conduct this measurement with an insulation test device, such as a megger. Recommended measuring voltage: 1000 V
Measuring connection: All phases tested together against iron, connection cable and instrument transformer disconnected.
Minimum value of insulation resistance:
R 40°C>=10*(UN +1) MΩ (1-min-value) 1)
Un = numerical value of rated voltage in kV 1) Following IEEE 43
Temperature correction: Halving/doubling of the resistance value is to be expected with temperature increases /decreases of 10 K.
The values below must be achieved during the measurement.
R50°C ≥ 14 MΩ
R40°C ≥ 28 MΩ
R30°C ≥ 55 MΩ
R20°C ≥ 110 MΩ R10°C ≥ 220 MΩ
Tab. 5 Minimum value of insulation resistance
Conducting the test: • Set up measuring connection, with the winding still earthed • Measure the winding temperature with the built in temperature sensors • Remove earth connection • Switch on insulation test device and take a reading after one minute • Switch device off • Earth winding
Before you begin measuring the insulation resistance, please read the manual for the insulation resistance meter you are going to use.
CAUTION

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 28/42
Insulation test for excitation and low-voltage windings
To avoid damaging the semi conductors, these have to be short-circuited. All connections of the semi conductors have to be connected to their heat sinks, i. e. the clamping covers. Low-voltage windings of MICALASTIC design are to be tested essentially the same as high-voltage windings. Since insulation resistance can reach kΩ values in the presence of high temperatures, it is advisable to take measurements with voltages <500 V, for example 100 V. The insulation resistance of rotor windings is measured against the earthed shaft. When in operation and at normal operating temperature, excitation windings should have an insulation resistance of not less than 0.1 MΩ . If not, the windings should be cleaned or dried. Particular care should be given to the exciter connection on the shaft and the pole connections in the stator of the brushless exciter. At room temperature, new exciters should have an insulation resistance per pole of Ris >200 MΩ . For the complete winding, this means a minimum resistance of
[ ]Ω> MNoPole
Ris .200
min,
After prolonged storage or lengthy operation, the insulation resistance should first be measured with a low voltage (<500 V) to rule out any damage to the winding.
4.2.14 Drying If the above-mentioned minimum insulation resistance values are not attained, the cause may be moisture, contamination or damage to the insulation,
It is necessary to dry the stator winding, if • external moisture, contamination or damage can be ruled out as the cause of the minimum insulation
resistance value being too low.
• external moisture is observed on the winding surface, irrespective of whether or not the minimum insulation values are achieved.
• after deposits or dirt have been removed, the minimum insulation resistance values are still not reached.
• incompletely hardened resins or varnishes are assumed to be responsible for low insulation resistance values in the case of repaired machines
The simplest method of desiccation is a dry area with 80oC clean warm air and with exhaust. Generator does not have to be disassembled. Concerning generators with high protection e.g. IP 54, the parts that secure protection must be disassembled. Time of desiccation depends on the degree of humidity. The other desiccation methods: - short-circuit operation at IN with foreign exciter - warming up by means of direct current Insulation resistance must be measured during desiccation. At the start it will drop down quickly and then it will raise again. Desiccation is finished when insulation resistance reaches corresponding value. If insulation resistance of generator is not improved after longer period of desiccation, then the low value is not caused by humidity in stator. There must be another defect. Record to the operational log that the drying has been done. Only qualified professionals can carry out cable lead to generator and its connection to switching and protective apparatus. And they have to adhere to valid regulations and standards. Cables must be thoroughly connected, and can stress connection terminals neither in tension nor in bending. Connection cables are connected in compliance with connection diagrams that can be found on inner side of terminal box cover. Terminal bolt must be properly tightened so as not to warm up and loose due to resistance during operation. Terminal box must be closed after the connection is finished.
The short circuit wires have to be removed from the semi conductors after the test!
ATTENTION

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 29/42
4.3 Electric installation
4.3.1 Making the electrical connections (cable terminal compartment for stator connection) The electrical connections inside the machine are made at the factory, taken to the cable terminal compartment for the stator connection (see text to dimension drawing) and subjected to an HV winding test. To make the stator connections, open the cable terminal compartment and the marked earthing terminals in the cable terminal compartment and the conductor clamp. The terminals are designed to receive cable lugs see (Fig. 13). Connect the supply lead in accordance with the main terminal diagram, pay attention to the right direction of rotation (see text to dimension drawing). The conductors should make good electrical contact, which entails the contact surfaces should be free from irregularities the contact surfaces should be metallic-bright (i.e. treat the surfaces with a clean, mediumfine steel-wire brush, dirt and oxidation should be removed) the contact surfaces should be greased with acid-free vaseline the connecting elements should be carefully assembled and tightened with the specified torque (Tab. 6). The factory recommends making the connections as shown in (Fig. 13)
Fig. 13 Recommended stator terminal arrangement The bolts are to be tightened with a torque wrench. The tightening torques for electrically conducting con-nection bolts are shown in (Tab. 6). Connections are provided in the terminal box for earthing the cable sheaths (see dimension drawing). The connections and sealing ends should comply with the local regulations.
Size of connection elements M10 M12 M16 M20
Material St St St St
Strength class 8.8 8.8 8.8 8.8
Tightening torques in Nm 40 70 155 340
Tab. 6 Tightening torques for screwed electrical connections
The cable entry of the cable terminal compartment is closed off by a plate of insulating material (see dimension drawing). The holes required for entering the cables must be drilled during installation in accordance with the cable clamps used. The cable entry point must be suitably sealed on completion of cable installation. Before closing the cable terminal compartment, check that the screwed electrical connections have been made properly the inside of the cable terminal compartment is clean and free from trimmed-off ends of wiring material the minimum air clearances are adhered to in accordance with the local regulations, taking account of protruding ends of bolts and conductors unused cable entries are closed and their connecting elements are securely screwed in. As an example, (Tab. 7) lists the minimum air clearances laid down in DIN EN 60079-7 (VDE 0170-6).
01 Incoming cable to stator terminal 02 Cable lug to DIN 46235
03 Terminal in terminal box (ready drilled to receive 16 mm or 20 mm dia bolt)
04 Fixing elements Hexagonal bolt, DIN EN 24017 (ISO4017), 8.8-A-A3C Hexagonal nut 6, DIN EN 24032 (ISO4032), 8-A-A3C Spring washer , DIN 128, spring steel Washer, DIN 125, St-A3C
05 Conical spring washer, DIN 6796, spring steel Washer, SN 62501, St-A3C
02 03 01 04 05 03 01 02

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 30/42
1) Not contained in DIN Tab. 7 Minimum air distance
4.3.2 Making the electrical connections (terminal box for auxiliary circuits) At the factory, the conductors from supply and monitoring devices are routed inside the machine to a separate terminal box with line-up terminals (see dimension drawing and associated text). The terminal assignment is shown on the auxiliary terminal diagram. Consult the dimension drawing text for details of the maximum conductor cross-sections that can be connected. The appropriate types of screwed gland for incoming cables are listed in the dimension drawing. Before closing the terminal box: Consult the terminal diagram before connecting the incoming conductors Check that the inside of the terminal box is clean and free from odds and ends of wiring material Ensure that unused cable entries are closed and that the plugs are screwed down tight.
4.3.3 Safeguarding Generator must be well protected by means of regressive protection to prevent dangerous operational situations and overcurrent defects. Generators must be safeguarded in compliance with nominal current that is determined in output name plate.
4.4 First start and operation
4.4.1 Installation Prior to launching a driving machine, the following must be checked:
- Visual inspection of the machine (external, internal state) – according by Tab. 8 - Generator load must be disconnected - Insulation resistance must be kept at least to minimal value - Safety regulations concerning operation of aggregate must be adhered - Protective wire must be connected - Before first start of the machine, open the reduction valves to their maximum position. - When the machine reaches the nominal speed only adjust oil flow according to the dimension
drawing text. After adjusting the oil flow, lock the reduction valves.
Item Points to check Inspection and maintenance work
Visual inspection of the machine (external, internal state)
Mechanical damage, wear, paint damage, corrosion, leaks, dirt, foreign bodies,
porous seals.
If you identify any damage or signs of
damage, then initiate measures to remove the damage or to limit the
damage. When required, inform Siemens service, see page (). In case of
detection of any moisture, it is necessary to measure according to
chapter 4.2.12 Checking the insulation resistance of stator
winding and 4.2.14 Drying
Tab. 8 Visual inspection of the machine
Working voltage V Minimum air distance mm
550 < U <= 750 10
750 < U <= 1100 14
5500 < U <= 6600 60
8300 <U <= 11000 100
13 800 140 1)

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 31/42
When the check is over the whole aggregate can be launched according to operational instructions designed for the whole set. In case that the machine is not put out of operation for more than 3 months, only a visual inspection (according by Tab. 8) is sufficient before the connection starts.
4.4.2 Change of rotating direction Change of rotating direction is possible only in generators equipped with a fan that can rotate in both directions. Change of direction is performed by switching over the terminals k and l of current transformer (Fig. 15). Change of rotating direction is accompanied with the change of phase sequence on the main terminals. Rotating direction cannot be changed in generators that have got only one-way fan. The fan must be exchanged.
4.4.3 Operation ! WARNING If any changes occur that are different from normal operation (higher input, temperature or vibrations, unusual noise or smells, reaction of control devices etc.), it means that function is damaged. Maintenance staff must be called immediately to prevent breakdowns that can directly or indirectly jeopardize people or that can cause damage to property.
IN CASE OF ANY DOUBTS, IMMEDIATELY DISCONNECT APPROPRIATE DRIVING MECHANISM Generator is able to be excited itself. But the following must be taken into consideration: - Required terminal voltage in the extent of UN ± 5% or according to technical specification can be set by external potentiometer after nominal revolutions are reached. - Generator can be fully loaded after nominal speeds are reached The following operational data must be checked again: - Current, generator cannot be overloaded - Symmetry of load of individual phases - Frequency - Increase of temperature in bearings, cooling of machine and mechanical operation
To prevent resonance, take heed of the following: own electromechanical frequencies of generator must not be in accordance with mechanical exciting frequencies of driving machine.
4.4.4 Check of operation The function of generator must be continuously observed during operation so as to avoid a breakdown. Its course must be recorded in generator operational logbook, especially the changes that are unusual in the course of normal operation. Any found imperfections must be repaired immediately. Above all, generator must be clean, must be secured in accordance with the data on output name plate, running must be centred without vibrations, perfect condition of bearings and good tightening of connection terminals. During generator operation ventilation openings must not be covered in any way. If a generator was out of operation for longer period, insulation resistance of winding, condition of lubrication in bearings, tightening of terminal bolts and mechanical connection with driving machine must be inspected prior to putting the machine into operation.
4.4.5 Intervals of preventive inspections 4.4.5.1 Preventive inspection I. Is carried out regularly in the course of common operation of the machine after 500 and 5000 operational hours from the beginning. The inspection consists of:
a) Inspection of cleanliness of cooling surfaces of machine. b) Measurement of stator winding insulation resistance. c) Inspection of bearings operation. d) Inspection of function of additional equipment. e) Measurement of rotor winding circuit insulation resistance.(rectifier have to be short-circuited –
all connectors of rectifier have to be connected, measuring voltage is 500V) Any found imperfections must be repaired prior to putting the machine into operation.

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 32/42
4.4.5.2 Preventive inspection II. Is carried out regularly after 5000 operational hours from the beginning. The inspection consists of:
a) Inspection of cleanliness of cooling surfaces of machine. b) Measurement of stator winding insulation resistance. c) Measurement of voltage, current, temperature, bearings and oscillations. d) Inspection of bearings operation. e) Inspection of connection to the net and tightening of terminal bolts. f) Inspection of tightness of terminal box cover. g) Inspection of function of additional equipment.
Any found imperfections must be repaired prior to putting the machine into operation.
4.4.5.3 Preventive inspection III. Is carried out regularly after 15000 operational hours from the beginning. The inspection consists of:
a) Thorough cleaning. b) Thorough inspection. c) Reparation of any imperfections. d) Bearings re-lubrication. e) Measurement of stator winding insulation resistance. f) Measurement of rotor winding circuit insulation resistance.( rectifier have to be short-circuited – all
connectors of rectifier have to be connected, measuring voltage is 500V) g) Tests.
Any found imperfections must be repaired prior to putting the machine into operation. All inspections must be recorded in the generator operational logbook.
4.4.6 Putting out of operation Loading must be disconnected before generator is put out of operation. Next steps should follow operational instructions prescribed for the whole set.
4.4.7 Operational log The operational log serves for recording all events that relate to operation, maintenance and revisions of the generator. Keep the records starting from the storage period before putting the generator into operation. Record the current number of the operational hours to the "Operational hours" box starting from the first commissioning. Record also all events that are related to winding insulating resistance, drying, and record parameter values (e.g. voltage, current, bearing temperature, vibration, etc.) during both the commissioning and normal operation. The operational log is also used to record the results of all inspections and revisions. All machine modifications, part replacement, faults of generator, accessories, switching and breaking elements including their replacement are recorded to the operational log. Moreover, emergency events are also recorded (e.g. overload, short circuit, etc.) even if no generator failure occurred. The record in the operational log may refer to another document in which the activity is evidently recorded.

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 33/42
4.5 Diagnostics of defects
4.5.1 Mechanical causes
Breakdown
Possible cause Remedy precaution
Scra
tch
y n
ois
e
Bear
ing
s ar
e ov
erh
eate
d
Exce
ssiv
e te
mpe
ratu
re o
f g
ener
ator
Rad
ial v
ibra
tion
Axi
al v
ibra
tio
n
Exce
ssiv
e n
ois
e
• Contact of rotor or shaft with solid parts of machine appears
Find and eliminate cause
• Limited access of air, excessive
amount of dust in winding, dust in cooler ducts
Perform check of access of air, pollution of winding, check cooler
• Polluted or blocked air filter (if it is equipped)
Filter exchange, if need to clean
• Cooler function gets worse (goes for design with water
cooler)
Clean cooler with regards to operational instructions, check
amount of cooling medium, vent cooler
• Unbalance on rotor Contact producer and require
balancing
• Unbalance in coupling Rebalancing
• Transfer of vibration from linked machine
Check of linked machine
• • Badly fixed generator in
foundation or changes in foundation
Level machine, check foundation, and tightening of generator
• • Resonance with foundation Strengthen foundation
• Lack of lubricant in bearing Check amount of lubricant in bearing
• Bearing is overloaded Check tightening, levelling and
clamping of machine
• Damaged or badly worn out bearing
Perform exchange
Tab. 9 Mechanical causes

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 34/42
4.5.2 Electric causes I
Breakdown
Possible cause Remedy precaution
Gen
erat
or
volt
age
< U
N
UN c
ann
ot
be s
et b
y m
ean
s o
f po
ten
cio
met
er V
OLT
Gen
erat
or v
olta
ge
app
.0,1
U
N (
rem
anen
t vo
ltag
e)
Gen
erat
or v
olta
ge >1
,1 U
N
can
no
t be
set
by
mea
ns
of
con
tro
l dev
ice
Ou
tsid
e co
ntr
ol d
evic
e w
ith
no
fu
nct
ion
Cu
rren
t an
d vo
ltag
e dr
ifti
ng
• Too high number of speeds Check speeds of drive
• Too low number of speeds Check speeds of drive
• Oscillation of number of speeds Check speeds of drive
• • Defect on rotating rectifier Check diodes, exchange diode
module
• Defective varistor or diodes Exchange varistor or diodes
• Break in circuit Check wires
• Break in regulator feeding Check wires from auxiliary
winding to regulator
• Defect on fuse F1 Exchange fuse
• Break in exciting circuit Check wires from regulator to
exciter
• • • Defective voltage regulator Exchange regulator
• Stability potentiometer reset
New adjustment of potentiometer, stability according
to operational instructions of regulator
• Frequency potentiometer reset
New adjustment of potentiometer, frequency according to operational instructions of regulator
• Breakdown in circuit of planned values, short-circuit in leads
Eliminate short-circuit
• • Breakdown in circuit of planned values, interruption in leads
Eliminate interruption
• During operation of
potentiometer of planned values bridge is missing
Input bridge or attach external potentiometer with planned
value
Tab. 10 Electric causes I

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 35/42
4.5.3 Electric cause II
Breakdown
Possible cause Remedy precaution
Gen
erat
or
volt
age
< U
N
Un
even
load
dis
trib
uti
on
du
rin
g p
aral
lel o
pera
tio
n
Dif
fere
nce
of
volt
age
amo
ng
indi
vidu
al p
has
es
Ove
rhea
tin
g
Part
of
win
din
g is
ov
erh
eate
d
Flu
ctu
atio
n o
f o
utp
ut
• Overload Reduce load
• Break of outer wires Check outer wires
• Short-circuit of stator winding
Measure winding and insulation resistance, consult producer and
repair
• Overload Reduce load
• Uneven load Adjust load
• Short-circuit of stator winding
Measure winding and insulation resistance, consult producer and
repair
• Fluctuation of turning moment
Check driving machine
• Potentiometer of statics is reset
In generator equipped with statics module-set potentiometer of
statics according to operational instructions
• Break or short-circuit of lead
from statics current transformer T to statics
Eliminate short-circuit, in case of a break check current transformer
Tab. 11 Electric causes II

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 36/42
5 Maintenance
5.1 Safety recommendation ! WARNING Pay heed to strict adhering to “General safety information” in paragraph 1.2 of these instructions. Unconditionally pay heed to necessary professional knowledge that must be acquired while operating in heavy-current machinery. Before any work on machines is started, make sure that machine or unit is disconnected in accordance to regulations. This applies especially for opening of protective covers. Pay heed not only to main current circuits but also to possible supplementary auxiliary current circuits. This especially applies to heater in the course of stoppage of machine.
5.2 Five safety rules
The usual "five safety rules", according to DIN VDE 0105-100, for example, are:
- disconnection
- securing that prevents new connection
- make sure that machine is disconnected
- earthing and short-circuit connection (for voltage above 1000 V)
- block or cover (close) neighbouring active parts.
NOTICE : Cross-section drawings and or detailed drawings that are a part of instructions, usually contain useful information on technical construction of normal machines and constructional groups. This information can be appreciated by experts and should be taken into consideration in a certain way. ATTENTION : Special designs and constructional variants can differ from normal projections as far as technical details are concerned. We are here to solve any potential uncertainty, please, contact us and provide us with type and production number of a machine. Other possibility is to contact directly SIEMENS service centre and have maintenance works performed by the centre. WARNING : Any works that are performed on generator must be carried out on disconnected machine, apart from relubrication of bearings. In that particular case it is necessary to adhere to safety instructions. If the works are performed on the parts of machine or accessories under current , make sure that generator is always separated from the network. At the same time check if these parts are not under voltage. Protective wire must always be connected.
5.3 Inspection of insulation condition Condition of generator insulation must be inspected during every maintenance and prior to putting into operation in case of longer period of a shut down.
5.4 Cleaning Generator and its accessories must be kept in clean condition. Cleaning must be carried out in dependence on operational requirements. The best way of cleaning is to use clean and dry pressed air (most 200 kpa). Collecting dust decreases cooling capacity and increases raise of temperature of machine. If generator is fitted with a filter in the inlet spot of cooling air, then it must be cleaned regularly. Cleaning intervals depend on conditions of ambient surrounding in which generator operates. Degree of contamination can be assessed in dependence on increase of temperature of stator winding which is normally equipped with resistance thermometer (concerning designs with a filter). Filter is disassembled and blown with pressed air. Keep a record of cleaning in the operational log.

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 37/42
5.5 Bearing maintenance
5.5.1 Antifriction bearings Generator antifriction bearings are filled with lubricating grease and ready for operation. Generators are provided with bearings including relubrication equipment and grease amount regulator. Bearing type together with lubricant used are given complementary rating plate at each lubrication point. Relubrication intervals, if any, are given in Annex. Grease amount must be regularly checked in antifriction bearings and exchange, if necessary. New grease is to be filled during the preventive inspection III., no later than after 3 years. During maintenance the bearing part must be cleaned and new grease filled. In case the bearings are equipped with waste for used grease, after each regreasing of antifriction bearings (according to lubrication plan) take off the cover of the waste and used grease také out. As the used grease is took out return the cover. Keep a record of additional lubrication in the operational log.
5.5.2 Sliding bearings Maintenance of sliding bearings is specified in manufacturer’s Manual which is enclosed. Take care of the following: - a regular oil exchange at specified intervals, - checks of screwed joints, - checks of temperature sensors.
Pay heed to suitable exhaust and personal protective aids (protective goggles, filter, respirator etc.) in the course of pressure cleaning! When chemical cleaners are used, please, adhere to warning and safety recommendations that are stated in appropriate list of safety data (see General safety information 1.2). Chemical cleaners must be applicable for machine parts, especially parts made of plastics.
WARNING

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 38/42
6 Disassembly and regressive assembly
6.1 Dismantling and reassembling machines 1D This work must always take place in a clean, dust free and dry environment. Power cables must be disconnected. CAUTION! – this work may be carried out by a qualified worker only. Auxiliary circuits of regulation, checking and protective circuits are connected in an LV terminal box and are disconnected in case of a total generator dismantling only. If rectifier is to be replaced, only its cooler (01) is removed. Bearings are replaced after removing bearing caps bolts (03) and bolts tightening bearing cap (02). After the shaft is picked up the bearing cap can be taken out on rear side (04) and after removing rectifier carrier (05) also bearing cap on machine front side (06) can be removed. For checking rotor and stator windings it is necessary to dismantle the machine, i.e. to disconnect all cables in LV terminal box and power cables, to remove bolts (07) and cooler extension (08), to loosen bolts (09) and remove shields. Checks of power cables connection can be carried out after removing the extension guard opposite cable outlets (10). For oil checking and exchange in sliding bearings (11) – see Operator’s Instructions. Generator reassembly is carried out in reverse sequence of operations. In order not to apply any force, appropriate tools must be used for reassembly. If the generator differs from the basic model, e.g. by an arrangement of feet with two bearings, dismantling and reassembling may be different in some way. In case of variants equipped with air filter, air water cooler, other guard, special shape or mechanical design always complementary instructions are enclosed. Keep a record of dismantling in the operational log.
Fig. 14 Dismantling and reassembling

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 39/42
7 Regulation
7.1 General description, control principle The purpose of the control system is to maintain a constant terminal voltage on the main machine irrespective of the load and the power factor. Voltage regulator measures generator voltage and compares it with the adjusted value. Exciter winding obtains the required direct current via voltage regulator actuator which is fed by an auxiliary winding inside the main machine stator. The three-phase winding of the exciter feeds the main machine rotor via rotating rectifiers. A varistor restricts voltage peaks to permissible values. A specific model of the voltage regulator used . its connection and description are given in the Annex to Operating Instructions. On request the generator can be additionally equipped with power factor cos ϕ , whose details are also given in the Annex. Compact voltage regulators are moisture- and vibration-resistant. Generator self-excitation is provided by a sufficiently high remanence in exciter stator.
Fig. 15 Regulation
L2 L1 L3 LH ROTATION (SWITCH OVER TERMINALS TO A1 OF CURRENT TRANSFORMER)
L1 L2 L3 RH rotation
A1
A1 regulator
F1 fuse
G1 main machine
G2 exciter
H auxiliary winding
R1 external potentiometer
T1 current transformer
U varistor
V2 rectifier

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 40/42
7.2 Range of voltage regulation Terminal voltage can be adjusted in the range of ±5,0% of nominal voltage by means of potentiometer that is situated on regulator. There is an option of supplying external potentiometer designed for remote control. Optionally it can be supplied with motor control.
7.3 Regulation accuracy Static accuracy of regulation is ±1% in the range from running without load up to full load as well as during constant output and change of revolutions of up to ±5,0%. Other information about regulation accuracy on demand.
7.4 Dynamic states of voltage Temporary drop of voltage that occurs during connection of full load with power factor cos ϕ makes normally up to 20%. This value depends on generator size. Time of reregulation makes about 1,5 - 2 s and depends on the size of regulator.
7.5 Parallel operation Synchronous generators 1D are suitable for parallel operation with another generator and network. In the course of parallel operation, distribution of active load is determined by driving machines. To secure uniform distribution of active load, regulators of revolutions of parallely working driving machines must be adjusted at the same characteristics. They can even be equipped with electronic load regulator. Concerning parallel operation, generators are equipped with static regulator to secure good distribution of reactive load. Inclination (gradient) of reactive current characteristics can be changed by means of adjusting of resistance in static regulator. Statics is set by producer to a value of about 6% - possible range of adjustment is 10%. This adjustment enables voltage swing up to ±2,5% in parallel operation of network without exceeding maximum reactive generator current. If higher line voltage swing appears, it is necessary either to increase statics or and to regulate terminal voltage by means of power factor regulator.

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 41/42
8 Neutral wire
8.1 Generally In the course of parallel operation of generators amongst themselves or with the line, differential currents can appear as the result of distribution harmonic oscillation of 3rd order. Differential currents are added to phase currents and can result in inadmissible raise of temperature of generators. Neutral current must not exceed 50% of nominal current. If currents are higher, it is necessary to adopt suitable remedies concerning limitation e.g. current limiting choke.
9 Generator disposal after lifetime expiration After expiration of the generator lifetime it is user’s responsibility to dispose it ecologically. It is recommended to use the service of an authorized company. It is necessary to disassemble the generator and separate individual materials. The machine disposal may produce environment-demanding waste, such as grease or insulation material remaining. For machine ecological disposal including unexpended parts of the machine (e.g. packing materials - plastic, wood, metal) obey the legal regulations in force in particular country.

s
Product documentation 1D 3.8.en Rev. E, 10/13 page 42/42
10 Contacts Contacts for further information Details regarding the design of this electrical machine and the permissible operating conditions are described in this operating instruction. If you wish to order spare parts, please contact Customer Service or other contacts below. If you have any technical queries or you require additional information, please contact the Siemens Electric Machines or Customer Service - Manufacturer. Please have the machine data and especially machine serial number ready. You can find machine data on the rating plate of the machine. Address Drásov 126 664 24 Drásov Czech Republic Tel: 420 549 426 103 Fax.: 420 541 231 028 Web: http://www.siemens.cz/semd
10.1 Customer Service – Manufacturer Tel: 420 549 426 440 Fax: 420 549 426 450 E-Mail: [email protected] Internet: http://www.siemens.cz/semd https://www.cee.siemens.com/web/cz/en/corporte/portal/Siemens/industry/semd/Pages/Service.aspx
10.2 Service Coordination Center and Industry Hotline – Worldwide Intranet: http://portal.automation.siemens.com/ld_servicemeldung E-Mail: [email protected] Fax: 49 911 433 61 6666 Global Industry Hotline Germany: 49 (0)911 895 7222 America: 1 423 262 2522 Asia: 86 1064 757575
10.2.1 I CS LS LD - USA territory Technical support 1-800-333-7421 (inside USA) 1-423-262-5710 (Outside USA) Spare Parts and Repair 1-800-241-4453 (inside USA) 1-423-262-5710 (Outside USA) http://support.automation.siemens.com/us

s
D
B BC CU DH EK F
HJKL
03 M04 N05 P06 V08 W10 X12 Y
AB
0 C1 D2 E3 F45678
Synchronous machine
Typical notation for Synchronous generators
IM B… Eex n, eIP 21IP 23
IP 00
710 mm frame size
450 mm frame size
salient pole rotor
Diameter of stator core (coded)
IP 11
1 D B 06 24 - 4 A V 03 - Z
50/≤0.5
IP 44/54/55/56 TubeIP 44/54/55/56 CACAIP 44/54/55/56 CACW
IM B... E(Ex) p IM B... E(Ex) n, E(Ex) eIM 7… no Ex protectionIM 7… Ex protection
IP W24
IP 20
50/ >11.0
IM B... no Ex-protection
60/ 13.8
630 mm frame size
60/ >13.8
60/≤0.560/≤1.0
Length of stator core (coded)
Degree of protection
Mounting and Ex-protection
60/ 6.6
500 mm frame size
60/ 6.6 - 13.8
60/ <4.1660/ 4.16
400 mm frame size
60/ 4.16 - 6.6
50/ <6.3
cylindrical rotor, steem and gas turbine50/ 11.0
50/ 6.350/ 6.3 - 11.0
800 mm frame size
50/≤1.0560 mm frame size
Number of pole pairs
Standard frame size just For 1DB, 1DC
Salient pole rotor, water turbineSalient pole rotor, piston machine
Rotor type Stator voltage and frequencycylindrical rotor
Revision A 27.05.10 Siemens Electric Machines s.r.o.

s
T
C BV C
DEFHJKLM
0 N1 P2345 A6 B7 C8 D
EF IM B… Eex n, e
Typical notation for Asynchronous motors
IM 7… no Ex protectionIM 7… Ex protection
Mounting and Ex-protection IM B... no Ex-protection IM B... E(Ex) p IM B... E(Ex) n, E(Ex) e
50/ <6.050/ 6.0
50/ 10.050/ 6.0<U<10.0
60/ 4.060/ 4.0<U<6.6
IP 44/54/55/56 TubeIP 44/54/55/56 CACA
60/ >13.2
60/ 6.6<U<13.260/ 13.2
60/ 6.6
IP 44/54/55/56 CACW
IP 23IP W24
IP 20IP 21
IP 00IP 11
Degree of protection
Diameter of stator core (coded)50/ >10.060/ <4.0
Length of stator core (coded)
1 T V 12 44 - 8 A E 02 - Z
Number of pole pairs
squirrel cage rotorsquirrel cage rotor, A-modyn
Asynchronous machine
Rotor type Stator voltage and frequency
Revision A 27.05.10 Siemens Electric Machines s.r.o.

s
D
V BCDEFHJKLM
0 N1 P2345 A6 B7 C8 D
EF
Length of stator core (coded)
1 D V 12 44 - 8 A E 03 - ZTypical notation for Synchronous motors
IM B... E(Ex) n, E(Ex) eIP 44/54/55/56 TubeIP 44/54/55/56 CACA
Diameter of stator core (coded)
IP 00IP 11
Synchronous machine
salient pole rotor, A-modyn Rotor type
IP 44/54/55/56 CACW
Degree of protection
IP 20
IP 23IP 21
IP W24
Number of pole pairs
Mounting and Ex-protection
IM 7… no Ex protectionIM 7… Ex protection
50/ <6.050/ 6.050/ 6.0<U<10.050/ 10.050/ >10.060/ <4.0
60/ 13.260/ >13.2
IM B… Eex n, e
Stator voltage and frequency
60/ 4.060/ 4.0<U<6.660/ 6.660/ 6.6<U<13.2
IM B... no Ex-protection IM B... E(Ex) p
Revision A 27.05.10 Siemens Electric Machines s.r.o.