-
7/23/2019 3 Drill String
1/43
CHAPTER THREE: DRILLSTRING
-
7/23/2019 3 Drill String
2/43
C O N T E N T S 1. Introduction
............................................................................................................
1
2. Drill Pipe
...............................................................................................................
2
2.1. Drillpipe Stress and
Failure.............................................................................
4
2.2. Drillpipe
Inspection.........................................................................................
5
2.3. Drillpipe Classification
...................................................................................
8
2. ToolJoints
..............................................................................................................
8
3. Heavy Wall Drillpipe (HWDP)
...........................................................................
10
5. Drill Collars
.........................................................................................................
11
5.1. Special Types of Collar
.................................................................................
12
6. Other Drillstring Components
.............................................................................
13
7. Drill-String Design
..............................................................................................
16
7.1. Design of a Stabilised String
.........................................................................
16
7.2. Bending Moments in String Design
..............................................................
19
7.3. Drillstring Selection
......................................................................................
19
7.3.1. Drillpipe Selection
.................................................................................
19
7.3.2. Drillcollar Weight and Length
...............................................................
21
7.4. Drillstring Design Criteria
............................................................................
23
7.4.1. Collapse Load
........................................................................................
24
7.4.2. Tension Load
.........................................................................................
25
7.4.3. Design Factor
.........................................................................................
27
7.4.4. Slip Crushing
.........................................................................................
27
7.4.5. Additional Design Variables
..................................................................
28
8. Appendix
..............................................................................................................
30
9. Calculations
.........................................................................................................
33
-
7/23/2019 3 Drill String
3/43
Soran University Drilling Engineering I
LEARNING OBJECTIVES:
Having worked through this chapter the student will be able
to:
General
Describe the basic components and the function of each component
in the
drillstring
Drill-pipe
Describe the components parts of a joint of drillpipe.
Describe the way in which drillpipe is classified in terms of
size, weight and
grade
Describe the stresses and wear mechanisms to which the
drillstring is exposed.
Describe the techniques used to inspect drillpipe and the worn
pipe
classification system
Tool-joints
Describe a tooljoint and identify the major characteristics of a
tooljoint.
HWDP
Describe the HWDP and the reasons for running HWDP
Drill-collars
Describe the reasons for using Drillcollars.
Describe the loads to which Drillcollars are subjected.
Describe the function of: conventional; Spiral; Square and Monel
Drillcollars.
BHA Components:
Describe the function of: Stabilisers, Roller Reamers; Shock
Subs; Subs andDrilling Jars
Describe the ways in which the above are configured in the
BHA
Drill-string Design:
Calculate the dry weight and buoyant weight of the
drillstring
Calculate the length of drillcollar required for a drilling
operation
Calculate maximum drillable depth for a given grade and weight
of drillpipe
Understand the effect of slip crushing on drillpipe design.
-
7/23/2019 3 Drill String
4/43
-
7/23/2019 3 Drill String
5/43
1
Soran University Drilling Engineering I
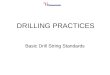
1. Introduction
The term drillstring is used to describe the tubular and
accessories on which the drillbit is
run to the bottom of the borehole. The drillstring consists of
drillpipe, drillcollars, the Kellyand various other pieces of
equipment such as stabilisers and reamers, which are included
in the drillstring just above the drillbit (Figure 1). All of
these components will be
described in detail below. The drillcollars and the other
equipment which is made up just
above the bit are collectively called the Bottom Hole Assembly
(BHA). The dimensions of
a typical 10,000 ft drillstring would be:
(Component)(Outside Diameter, in) (Length, ft)
Drillbit 12 1/4 Drillcollars 9 1/2 600
Drillpipe 5 9400
The functions of the drillstring are:
To suspend the bit
To transmit rotary torque from the kelly to the bit
To provide a conduit for circulating drilling fluid to the
bit
It must be remembered that in deep wells the drillstring may be
5-6 miles long.
Figure 1: Components of the drillstring
-
7/23/2019 3 Drill String
6/43
The Drillstring T H R E E
2
2. Drill Pipe
Drillpipe is the major component of the drillstring. It
generally constitutes 90-95% of the
entire length of the drillstring. Drillpipe is a seamless pipe
with threaded connections,
known as tooljoints (Figure 2). At one end of the pipe there is
the box, which has thefemale end of the connection. At the other
end of each length of drillpipe is the male end of
the connection known as the pin. The wall thickness and
therefore the outer diameter of the
tooljoint must be larger than the wall thickness of the main
body of the drillpipe in order to
accommodate the threads of the connection. Hence the tooljoints
are clearly visible in the
drillstring. Tooljoints will be discussed in greater depth
below.
Figure 2: TooljointsEach length of drillpipe is known as a joint
or a single . The standard dimensions for
drillpipe are specified by the American Petroleum Institute.
Singles are available in three
API length ranges (see Table 1) with range 2 being the most
common. The exact lengthof each single must be measured on the
rig-site since the process used to manufacture the
drillpipe means that singles are not of uniform length. Since
the only way in which the
driller knows the depth of the drillbit is by knowing the length
of the drillstring, the length
of each length of drillpipe (and all other drillstring
components) made up into the drillstring
must be measured and recorded on a drillpipe tally . The
drillpipe is also manufactured in a
variety of outside iameters, and weights (Table 2) which
assuming a specific gravity for
steel of 490 lb/cuft, is a reflection of the wall thickness of
the drillpipe. The specification
for a particular string of drillpipe could therefore appear
as:
5 19.5 lb/ft Grade S Range 2
-
7/23/2019 3 Drill String
7/43
3
Soran University Drilling Engineering I
API Range Length, ft
1 18-22
2 27-30
3 38-45
Table 1: Drillpipe Lengths
Size OD, in ID, in Weight (Ib/ft)
2 3/8 1.815 6.65
2 7/8 2.151 10.40
3 2.992 9.50
3 1/2 2.764 13.30
5 4.602 15.52
5 4.408 16.25
5 4.276 19.505 4.00 25.60
5 4.776 21.90
5 1/2 4.670 24.70
Table 2: Dimensions of Drillpipe
The drillpipe is also manufactured in a variety of material
grades (Table 3). The grade of
drill pipe describes the minimum yield strength of the pipe.
APIdefines five grades: D, E,
X, G and S. However, in oilwell drilling, only grades E,G and S
areactually used. In most
drillstring designs, the pipe grade is increased if extra
strength isrequired.
API Grade Minimum YieldStress (psi)
Minimum TensileStress (psi)
D or D-55 55,000 95,000 0.58
E or E-75 75,000 100,000 0.75
X or X-95 95,000 105,000 0.7
G or G-105 105,000 115,000 0.91
S or S-135 135,000 145,000 0.93
Table 3: Drillpipe Material Grades
All of these specifications will influence the burst, collapse,
tensile and torsional strength of
the drillpipe and this allows the drilling engineer to select
the pipe which will meet the
specific requirements of the particular drilling operation.
Care must be taken when using the specifications given in Table
2 since although these are
the normally quoted specifications for drillpipe, the weights
and dimensions are nominal
values and do not reflect the true weight of the drillpipe or
the minimum internal diameter
of the pipe.
-
7/23/2019 3 Drill String
8/43
The Drillstring T H R E E
4
2.1. Drillpipe Stress and Failure
It is not uncommon for the drillpipe to undergo tensile failure
(twistoff) whilst drilling.
When this happens, drilling has to stop and the drillstring must
be pulled from the borehole.
The part of the string below the point of failure will of course
be left in the borehole whenthe upper part of the string is
retrieved. The retrieval of the lower part of the string is a
very
difficult and time consuming operation.
The failure of a drillstring can be due to excessively high
stresses and/or corrosion.
Drillpipe is exposed to the following stresses:
Tension the weight of the suspended drillstring exposes each
joint of drillpipe to
several thousand pounds of tensile load. Extra tension may be
exerted due tooverpull (drag caused by difficult hole conditions
e.g. dog legs) when pulling out of
hole.
Torque during drilling, rotation is transmitted down the string.
Again, poor hole
conditions can increase the amount of torque or twisting force
on each joint.
Cyclic Stress Fatigue in deviated holes, the wall of the pipe is
exposed to
compressive and tensile forces at points of bending in the hole.
As the string is
rotated each joint sustains a cycle of compressive and tensile
forces (Figure 3). Thiscan result in fatigue in the wall of the
pipe.
Stresses are also induced by vibration, abrasive friction and
bouncing the bit off bottom.
F igure 3: Cyclic loading
-
7/23/2019 3 Drill String
9/43
5
Soran University Drilling Engineering I
Corrosion of a drillstring in a water based mud is primarily due
to dissolved gases,
dissolved salts and acids in the wellbore, such as:
Oxygen present in all drilling fluids. It causes rusting and
pitting. This may lead
to washouts (small eroded hole in the pipe) and twist offs
(parting of the drillstring).
Oxygen can be removed from drilling fluids using a scavenger,
such as sodium
sulphate. Even small concentrations of oxygen (< 1 ppm) can
be very damaging.
Carbon dioxide can be introduced into the wellbore with the
drilling fluid
(makeup water, organic drilling fluid additives or bacterial
action on additives in the
drilling fluid) or from the formation. It forms carbonic acid
which corrodes steel.
Dissolved Salts increase the rates of corrosion due to the
increased conductivity
due to the presence of dissolved salts. Dissolved salts in
drilling fluids may come
from the makeup water, formation fluid inflow, drilled
formations, or drilling fluid
additives.
Hydrogen sulphide may be present in the formations being
drilled. It causes
hydrogen embrittlement or sulphide stress cracking. Hydrogen is
absorbed on
to the surface of steel in the presence of sulphide. If the
local concentration of
hydrogen is sufficient, cracks can be formed, leading rapidly to
a brittle failure.
Hydrogen embrittlement in itself does not cause a failure, but
will accelerate failure
of the pipe if it is already under stress or notched. Only small
amounts of H2S need
be present to induce fatigue (< 13 ppm). Special scavengers
can be circulated in the
mud to remove the H2S (e.g. filming amines).
Organic acids These produce corrosion by lowering the pH, remove
protective
films and provide hydrogen to increase hydrogen
embrittlement.
Although added chemicals can build up a layer of protection
against corrosion, the fatigue
stresses easily break this layer down, allowing corrosion to
re-occur. It is this interaction of
fatigue and corrosion which is difficult to combat.
2.2. Drillpipe Inspection
When new pipe manufactured, they will be subjected to a series
of mechanical tests by the
manufacturer such as; tensile and hydrostatic pressure tests in
accordance with API
Specification 5A and 5AX. This will ensure that the pipe can
withstand specified loads. A
joint of drillpipe will however be used in a number of wells.
When it has been used it will
undergo some degree of wear and will not be able to withstand
the same loads as when it isnew.
-
7/23/2019 3 Drill String
10/43
The Drillstring T H R E E
6
It is extremely difficult to predict the service life of a
drillstring since no two boreholes
experience. However, as a rough guide, the length of hole
drilled by a piece of drillpipe,
when part of a drillstring will be:
Soft drilling areas: 220000 - 250000 ft
Hard or deviated drilling areas: 180000 - 210000 ft
This means that a piece of drillpipe may be used on up to 25
wells which are 10,000ft deep.
During the working life of the drillpipe it will therefore be
necessary to determine the
degree of damage or wear that the pipe has already been
subjected to and therefore its
capacity to withstand the loads to which it will be exposed in
the future. Various non-
destructive tests are periodically applied to use drillpipe, to
assess the wear and therefore
strength of the pipe, and to inspect for any defects, e.g.
cracks. The strength of the pipe is
gauged on the basis of the remaining wall thickness, or if worn
eccentrically, the average
minimum wall thickness of the pipe. The methods used to inspect
drillpipe are summarized
in Table 4.
Table 4: Summary of inspection techniques
Following inspection, the drillpipe is classified in terms of
the degree of wear or damage
which is measured on the pipe. The criteria used for classifying
the drillpipe on the basis of
the degree of wear or damage are shown in Table 5. The Grade 1
or Premium drillpipe
classification applies to new pipe, or used pipe with at least
80% of the original wall
-
7/23/2019 3 Drill String
11/43
7
Soran University Drilling Engineering I
thickness still remaining. A classification of Grade 2 and above
indicates that the pipe has
sustained significant wear or damage and that its strength has
been significantly reduced.
The strength of some typical drillpipe sizes when new and when
worn is shown in tables 11
and 12.
Drillpipe will generally be inspected and classified before a
new drilling contract is started.
The operating company would require that the drilling contractor
provide proof of
inspection and classification of the drillstring as part of the
drilling contract.
CLASSIFICATION OF USED DRILL PIPE AND USED TUBING WORK
STRINGS
(All Sizes, Weights and Grades. Nominal dimension is basis for
all calculations)
C o n d
i t i o n 1 2 3 4
Pipe condition Premium class Class 2 Class 3
E x
t e r
i o r
A) OD Wear Wall Remaining wall not lessthan 80%
Remaining wall notless than 65%
Remaining wallnot
less than 55%B) Dents & Marshes Not over 3% of OD Not over
4% of OD
C) Slip area dia.variations;
1- Crushing2- Necking Not over 3% of OD Not over 3% of OD
Not over 4% of OD Not over 4% of OD
D) Stress induced dia.variations;
1- Stretched
2- String Shot
Not over 3% of ODreduction
Not over 3% of ODincrease
Not over 4% of ODreduction
Not over 4% of OD
increase
E) Cuts, Gouges &Corrosion
1- Round Bottom
2- Sharp Bottom:Longitudinal
Transverse
Remaining wall not lessthan 80%
Remaining wall not lessthan 80%
Remaining wall not lessthan 80% and length not
over 10%
Remaining wall knotlessthan 65%
Remaining wall not lessthan 65%
Remaining wall not lessthan 65% and length
not over 10%F) Fatigue cracks None None None
I n t e r
i o r
A) Corrosive Piping Wall Remaining wall notless than 80%
Remaining wall notless than 80%
A) Erosion & Wear Wall Remaining wall notless than 80%
Remaining wall notless than 80%
B) Fatigue cracks None None None
Table 5: Classification of used drillpipe and used tubing work
strings
-
7/23/2019 3 Drill String
12/43
The Drillstring T H R E E
8
2.3. Drillpipe Classification
Drill pipe, unlike other oilfield tubulars such as casing and
tubing, is re-used and therefore
often worn when run. As a result the drill pipe is classified to
account for the degree of
wear.
The API has established guidelines for pipe classification in
API RP7G. A summary of the
classes follows:
New : No wear, has never been used.
Premium : Uniform wear and a minimum wall thickness of 80% of
new pipe.
Class 2 : Drill pipe with a minimum wall thickness of 65% with
all the wear on one
side so long as the cross sectional area is the same as the
premium class.
Class 3: Drill pipe with a minimum wall thickness of 55% with
all the wear on one
side
Drill pipe classification is an important factor in the design
and use of drill pipe since the
degree of wear will affect the pipe properties and strengths.
API RP7G provides a series of
tables which detail the strengths and properties of the various
grades and classes of pipe as
shown in table 5.
2. ToolJoints
Tooljoints are located at each end of a length of drillpipe and
provide the screw thread for
connecting the joints of pipe together (Figure 4). Notice that
the only seal in the connection
is the shoulder/shoulder connection between the box and pin.
Initially tool joints were
screwed on to the end of drillpipe, and then reinforced by
welding. A later development
was to have shrunk-on tooljoints. This process involved heating
the tool joint, then
screwing it on to the pipe. As the joint cooled it contracted
and formed a very tight, close
seal. One advantage of this method was that a worn joint could
be heated, removed and
replaced by a new joint. The modern method is to flash-weld the
tooljoints onto the pipe. A
hard material is often welded onto the surface of the tooljoint
to protect it from abrasive
wear as the drillstring is rotated in the borehole. This
material can then be replaced at some
stage if it becomes depleted due to excessive wear. When two
joints of pipe are being
connected the rig tongs must be engaged around the tooljoints
(and not around the main
body of the drillpipe), whose greater wall thickness can sustain
the torque required to
-
7/23/2019 3 Drill String
13/43
9
Soran University Drilling Engineering I
make-up the connection. The strength of a tool joint depends on
the cross sectional area of
the box and pin. With continual use the threads of the pin and
box become worn, and there
is a decrease in the tensile strength. The size of the tooljoint
depends on the size of the
drillpipe but various sizes of tool joint are available. The
tooljoints that are commonly used
for 4 1/2 drillpipe are listed in Table 6. It should be noted
that the I.D. of the tooljoint is
less than the I.D. of the main body of the pipe.
F igure 4: Tool joint
Table 6: API tool joints
-
7/23/2019 3 Drill String
14/43
The Drillstring T H R E E
10
Tooljoint boxes usually have an 18 degree tapered shoulder, and
pins have 35 degree
tapered shoulders. Tool joints are subjected to the same
stresses as drillpipe, but also have
to face additional problems:
When pipe is being tripped out the hole the elevator supports
the string weight
underneath the shoulder of the tool joint.
Frequent engagement of pins and boxes, if done harshly, can
damage threads.
The threaded pin end of the pipe is often left exposed and is
therefore exposed to
possible damage.
Tool joint life can be substantially extended if connections are
greased properly when the
connection is made-up and a steady torque applied.
3. Heavy Wall Drillpipe (HWDP)
Heavy wall drillpipe (or heavy weight drillpipe) has a greater
wall thickness than ordinary
drillpipe and is often used at the base of the drillpipe where
stress concentration is greatest.
The stress concentration is due to:
The difference in cross section and therefore stiffness between
the drillpipe anddrillcollars.
The rotation and cutting action of the bit can frequently result
in a vertical bouncing
effect.
HWDP is used to absorb the stresses being transferred from the
stiff drill collars to the
relatively flexible drillpipe. The major benefits of HWDP
are:
1. Increased wall thickness
2. Longer tool joints
3. Uses more hard facing
4. May have a long central upset section (Figure 5)
HWDP should always be operated in compression. More lengths of
HWDP are required to
maintain compression in highly deviated holes.
-
7/23/2019 3 Drill String
15/43
11
Soran University Drilling Engineering I
F igure 5 : Heavyweight drillpipe
5. Drill Collars
Drillcollars are tubulars which have a much larger outer
diameter and generally smaller
inner diameter than drillpipe. A typical drillstring would
consist of 9 O.D. x 2
13/16I.D.drillcollars and 5 O.D. x 4.276 I.D. drillpipe. The
drillcol lars therefore have a
significantly thicker wall than drillpipe. The function of drill
collars are:
To provide enough weight on bit for efficient drilling.
To keep the drillstring in tension, thereby reducing bending
stresses and failures due
to fatigue.
To provide stiffness in the BHA for directional control.
Since the drillcollars have such a large wall thickness
tooljoints are not necessary and the
connection threads can be machined directly onto the body of the
collar. The weakest point
in the drillcollars is the connection and therefore the correct
make up torque must be
-
7/23/2019 3 Drill String
16/43
The Drillstring T H R E E
12
applied to prevent failure. The external surface of a regular
collar is round (slick), although
other profiles are available.
Drillcollars are normally supplied in Range 2 lengths (30 - 32
ft). The collars are
manufactured from chrome-molybdenum alloy, which is fully heat
treated over the entire
length. The bore of the collar is accurately machined to ensure
a smooth, balanced rotation.
Drill collars are produced in a large range of sizes with
various types of joint connection.
It is very important that proper care is taken when handling
drillcollars. The shoulders and
threads must be lubricated with the correct lubricant
(containing 40-60% powdered
metallic-zinc or lead).
Like drillpipe, collars are subjected to stresses due to:
Buckling and bending forces
Tension
Vibrations
Alternate compression and tension.
5.1. Special Types of Collar
Square collars
These collars are usually 1/16 less than bit size, and are run
to provide maximum
stabilization of the bottom hole assembly.Monel collars
These collars are made of a special non-magnetic steel alloy.
Their purpose is to isolate
directional survey instruments from magnetic distortion due to
the steel drillstring.
Anti-wall stickWhen drilling through certain formations the
large diameter drillcollars can become stuck
against the borehole (differential sticking). This is likely to
happen when the formation is
highly porous, a large overbalance of mud pressure is being used
and the well is highly
deviated. One method of preventing this problem is to reduce the
contact area of the collar
against the wellbore. Spiral grooves can be cut into the surface
of the collar to reduce its
surface area (Figure 6).
-
7/23/2019 3 Drill String
17/43
13
Soran University Drilling Engineering I
Fi gure 6: Spiral drillcollar
6. Other Drillstring Components
6.1. Roller Reamer
A roller reamer consists of stabiliser blades with rollers
embedded into surface of the blade.
The rollers may be made from high grade carburised steel or have
tungsten carbide inserts
(Figure 7). The roller reamer acts as a stabiliser and is
especially useful in maintaining
gauge hole. It will also ream out any potential hole problems
(e.g. dog legs, key seats,
ledges).
F igur e 7: Roller reamers
-
7/23/2019 3 Drill String
18/43
The Drillstring T H R E E
14
6.2. Stabilisers
Stabilisers consist of a length of pipe with blades on the
external surface. These blades may
be either straight or spiral and there are numerous designs of
stabilisers (Figure 8). The
blades can either be fixed on to the body of the pipe, or
mounted on a rubber sleeve (sleevestabilizer), which allows the
drillstring to rotate within it.
The function of the stabilizer depends on the type of hole being
drilled. In this section we
are concerned only with drilling vertical holes. Drilling
deviated holes will be dealt with
later. In vertical holes the functions of stabilisers may be
summarized as follows:
- Reduce buckling and bending stresses on drill collars
- Allow higher WOB since the string remains concentric even in
compression.
- Increase bit life by reducing wobble (i.e. all three cones
loaded equally)
- Help to prevent wall sticking.
- Act as a key seat wiper when placed at top of collars.
F igur e 8: Stabilisers
Generally, for a straight hole, the stabilisers are positioned
as shown in Figure 9.Normally
the stabilisers used will have 3 blades, each having a contact
angle of 140 degrees (open
design). When stabilisers begin to wear they become under gauge
and are less efficient.
Stabilisers are usually replaced if they become 1/2 under gauge
( 3/16 under gauge may
be enough in some instances).
-
7/23/2019 3 Drill String
19/43
15
Soran University Drilling Engineering I
F igur e 9: Stabiliser positions for straight hole drilling
6.3. Subs (substitutes)
Subs are short joints of pipe which act as crossovers (i.e.
connect components which cannot
otherwise be screwed together because of differences in thread
type or size).
6.4. Drilling Jars
The purpose of these tools is to deliver a sharp blow to free
the pipe if it becomes stuck in
the hole. Hydraulic jars are activated by a straight pull and
give an upward blow.
Mechanical jars are preset at surface to operate when a given
compression load is appliedand give a downward blow. Jars are
usually positioned at the top of the drill collars.
6.5. Shock Sub (vibration dampener)
A shock sub is normally located above the bit to reduce the
stress due to bouncing when the
bit is drilling through hard rock. The shock sub absorbs the
vertical vibration either by
using a strong steel spring, or a resilient rubber element
(Figure 10).
-
7/23/2019 3 Drill String
20/43
The Drillstring T H R E E
16
F igur e 10: Shock sub
7. Drill-String Design
There are four basic requirements which must be met when
designing a drillstring:
1. The burst, collapse and tensile strength of the drillstring
components must not be
exceeded
2. The bending stresses within the drill string must be
minimized.3. The drillcollars must be able to provide all of the
weight required for drilling.
4. The BHA must be stabilised to control the direction of the
well.
7.1. Design of a Stabilised String
A drilling bit does not normally drill a vertical hole. This is
partly due to the forces acting
on the string by sloping laminar formations. When the slope (or
dip) of the beds is less than
45 degrees the bit tends to drill up-dip (perpendicular to the
layers).If the dip is greater than
45 degrees it tends to drill parallel to the layers (see
Figure11). In hard rock, where greater
-
7/23/2019 3 Drill String
21/43
17
Soran University Drilling Engineering I
WOB is applied, the resulting compression and bending of the
drillstring may cause further
deviation. There are two techniques for controlling
deviation.
F igur e 11: Drilling through dipping strata
Packed hole assembly (Figure 12) This is basically a stiff
assembly, consisting of
reamers, drill collars and stabilisers. The purpose of this
design is to align the bit
with the hole already drilled and minimize the rate of change in
deviation.Pendulum assembly The first stabiliser of a pendulum
assembly is placed some
distance behind the bit. The unsupported section of drill collar
(Figure 12) swing to
the low side of the hole. A pendulum assembly will therefore
tend to decrease the
angle of deviation of the hole and tend to produce a vertical
hole. This will tend to
reduce deviation. The distance L from the bit up to the point of
wal l contact is
important, since this determines the pendulum force. To increase
this distance, a
stabiliser can be positioned some distance above the bit. If
placed too high thecollars will sag against the hole and reduce the
pendulum force.
-
7/23/2019 3 Drill String
22/43
The Drillstring T H R E E
18
F igur e 12: Pendulum effect The optimum position for the
stabiliser is usually based on experience, although theoretical
calculations can be done. When changing the hole angle it must
be done smoothly to avoid
dog legs (abrupt changes in hole angle). Some typical Bottom
hole assemblies (BHA), for
different drilling conditions, are given in figure 13.
F igur e 13: Typical BHAs
-
7/23/2019 3 Drill String
23/43
19
Soran University Drilling Engineering I
7.2. Bending Moments in String Design
A useful parameter when considering bending of the drillstring
is the:
Field results have shown that if the ratio of section modulus
between various string
components is kept below 5.5 the failure rate is reduced. The
section modulus ratio for a
variety of drillpipe sizes is given in Table 8. In larger holes,
or more severe drilling
conditions, the ratio should be kept below 3.5 (Table 13).
Essentially these guidelines will
eliminate abrupt changes in cross sectional area throughout the
drillstring.
Table 8: I/C Data for drillstring components
7.3. Drillstring Selection
7.3.1. Drillpipe Selection
The drillpipe is to provide a fluid conduit for pumping drilling
mud, imparting rotary
motion to the bit and for drill stem testing and squeeze
cementing. Basic factors for
consideration in drill string design includes: collapse,
tension, dogleg severity and slip
crushing. Collapse together with tension primarily applies to
weight selection, grades and
couplings. High-strength pipe is required in the lower sections
of the drillstring for collapse
resistance. Tension is considered to dictate the higher strength
at the top of the well.
Classes are given to drill pipe to account for its weight, grade
and class.
-
7/23/2019 3 Drill String
24/43
The Drillstring T H R E E
20
The weight per foot of the pipe is a function of the connection
type and grade of the
drillpipe.
The weight per foot that should be used when calculating the
true weight of a string of pipe
is given in table 9.The weight of the pipe calculated in the
manner described above will
reflect the weight of the drillpipe when suspended in air (
Weight in air ). When the pipe
is suspended in the borehole it will be immersed in drilling
fluid of a particular density and
will therefore be subjected to a buoyant force. This buoyant
force will be directly
proportional to the density of the drilling fluid. The weight of
drillpipe when suspended in a
fluid ( Wet Weight ) can be calculated from the following:
Buoyant Weight (Wet Weight) of Drillpipe = Weight of pipe in Air
x Buoyancy Factor
Table 9: Specifications of Various Sizes of Drillpipe
Example 1// Dimensions and Weight of Drillpipe
a) What is the weight in air of a joint (30 ft) of 5 19.5 lb/ft
Grade G drillpipe with 41/2?
b) What is the wet weight of this joint of drillpipe when
immersed in a drilling fluidwith a density of 12 ppg?
-
7/23/2019 3 Drill String
25/43
21
Soran University Drilling Engineering I
7.3.2. Drillcollar Weight and Length
The sizes and weight per foot of a range of drillcollar sizes
are shown in table 10. The
weights that are quoted in table 10 are the weight in air of the
drillcollars.
Table 10: Drillcollar Weights
Example 2// Drillcollar Dimensions and Weights
A) What is the weight in air of 200 ft of 9 1/2 x 2 13/16
drillcollar?
B) What is the weight of this drillcollar when immersed in 13
ppg mud?
-
7/23/2019 3 Drill String
26/43
The Drillstring T H R E E
22
The length of drillcollars, L that are required for a particular
drilling situation depends on
the Weight on Bit, WOB that is required to optimize the rate of
penetration of the bit and
the buoyant weight per foot, w of the drillcollars to be used,
and can be calculated from the
following:
....1
For directional well:
.2 Where = well inclination
If the drillpipe is to remain in tension throughout the drilling
process, drillcollars will have
to be added to the bottom of the drillstring. The buoyant weight
of these additional
drillcollars must exceed the buoyant force on the drillpipe.
This will be sufficient to ensure that when the entire weight of
the drillcollars is allowed to
rest on the bit, then the optimum weight on bit will be applied.
The WOB will however
vary as the formation below the bit is drilled away, and
therefore the length of the
drillcollars is generally increased by an additional 15%. Hence
the length of drillcollars will
be 1.15 L.
Example 3//Length of Drillcollars for a Given WOBYou have been
advised that the highest rate of penetration for a particular 12
1/4 bit will
be achieved when 25,000lbs weight on bit (WOB) is applied to the
bit. Assuming that you
are drilling a vertical well and that the bit will be run in 12
ppg mud, calculate the length of
drillcollars required providing 25,000 lbs WOB.
Calculate the weight (in air) of 10000 ft of 5 19.5 lb/ft Grade
G drillpipe with4
1/2 IF connections.
Calculate the weight of this string in 12 ppg mud.
Calculate the length of 9 1/2 x 2 13/16 drillcollars that would
be required to
provide 25,000lbs WOB and keep the drillpipe in tension in 12
ppg mud.
-
7/23/2019 3 Drill String
27/43
23
Soran University Drilling Engineering I
7.4. Drillstring Design Criteria
When drilling highly deviated, extended reach or horizontal
wells, computer modeling of
torque and drag should be used for establishing grades, size and
weight of drill and
coupling to be used. On such wells, calculation of the effects
of deviation on predictedtorque and drag are too complicated to
calculate manually.
The criteria used in a drill string design are:
1. Collapse Load
2. Tension Load
Burst pressure is not considered in drillstring design due to
the fact that burst loads and
backup loads are provided by the same fluid in the well.
Therefore under normal
circumstances there are no effective burst loads, except during
squeeze operations where
surface pressure is applied. If squeeze pressures are high, a
back-up annulus pressure would
normally be applied to reduce the effective burst pressure.
Collapse and tension considerations are used to select the pipe
weights, grades and
couplings. Slip crushing affects the tension design and pipe
selection. Dogleg analysis is
performed to study the fatigue damage resulting from rotation in
doglegs. Doglegs analysis
may not affect the selection of the pipe, however it will assist
in determining the maximum
permissible dogleg during any section of the well.
API R7G gives the following design criteria:
1. Anticipated total depth with this drillstring
2. Hole size
3. Expected mud weight
4. Desired safety factor in tension and/or margin of
overpull
5. Desired safety factor in collapse
6. Length of drillcollars, OD, ID and weight per foot
7. Desired drillpipe sizes and inspection class
-
7/23/2019 3 Drill String
28/43
The Drillstring T H R E E
24
F igur e 14 : Axial load on the drillstring
7.4.1. Collapse Load
The criteria to be used as a worst case for the collapse design
of drill pipe are typically a
DST. The maximum collapse pressure should be determined for an
evacuated string, with
mud hydrostatic pressure acting on the outside of the DP. Use of
this criterion also accounts
for incidence of a plugged bit or failure to fill the string
when a float is used during trips
into the hole.
A design factor is used in constructing the collapse design
line. The design factor to be used
for this full evacuation scenario is 1.0.
Collapse calculation
1. Drill Stem Testing (DST)
The collapse pressure can be calculated when the string is
partially empty, with different
uid density inside than outside, using the following
equation:
3 Where:
Pc = collapse pressure (psi)
Y = depth to fluid inside drillpipe
L = total depth of well (ft)
1= fluid density outside the drillpipe (ppg)
2= fluid density inside the drillpipe (ppg)
-
7/23/2019 3 Drill String
29/43
25
Soran University Drilling Engineering I
The drillpipe is completely empty, Y = 0, 2= 0, then it
becomes:
........4
When the fluid density inside drillpipe is the same as that
outside drillpipe, i.e. 1 = 2 = ,
then it becomes:
5
2. Design factor
.6 The valve of 1.125 is normally used for DF in collapse.
7.4.2. Tension Load
The tensile resistance of drill pipe is usually de-rated by a
design factor. The tension
loading can be calculated from the known weights of the drill
collars and drill pipe below
the point of interest. The effect of buoyancy on the drill
string weight, and therefore the
tension, must also be considered. Buoyancy forces are exerted on
exposed horizontal
surfaces and may act upwards or downwards. These exposed
surfaces occur where there is
a change in cross-sectional area between different sections.
The tension design is established by consideration of the
following:
Tensile Forces: These include:- weight carried
- shock loading
- bending forces
Design factor
Slip Crushing Design
Tensile Forcesa) Weight Carried
The greatest tension (P) on the drillstring occurs at the top
joint at the maximum drilled
depth, see Figure 15. This is given by:
. 7
-
7/23/2019 3 Drill String
30/43
The Drillstring T H R E E
26
Where:
= length of drillpipe per foot
= weight of drillpipe per unit length
= weight of drillcollars
= weight of drillcollars per unit length
BF = buoyancy factor
Figure 15: TensionNote: P is the total weight of the submerged
drillstring. It is highly dependent on mud
weight. The higher the mud weight the less weight seen at
surface on the Martin Decker
weight indicator. The influence of mud weight is shown through
the term BF: buoyancy
factor.
The drillstring should not be designed to its maximum yield
strength to prevent the
drillpipe from yielding and deforming. At yield, the drillpipe
will have:
- deformation made up of elastic and plastic (permanent)
deformation
- permanent elongation
- permanent bend and it may be difficult to keep it straight
To prevent this, API recommends that the use of maximum
allowable design load (Pa),
given by:
.8 Where:
= Max. Allowable design load in tension, lb
= theoretical yield strength from API tables 3, lb0.9 = a
constant relating proportional limit to yield strength
From the above equation number 7 & 8 can obtain:
.9 10
Where:
MOP = Margin of overpull, lb
DF = Design factor, dimensionless
-
7/23/2019 3 Drill String
31/43
27
Soran University Drilling Engineering I
The Margin of Overpull is the minimum tension force above
expected working load to
account for any drag or stuck pipe. The MOP used is usually of
the order of 100,000 lbs.
When deciding on the magnitude of the MOP or DF, the following
should be considered:
Overall drilling conditions Hole drag
Likelihood of getting stuck
Re-arranging equations 7, 8 & 9 gives the maximum length of
pipe (Maximum Hole
Depth) which can be used from a given grade/weight of
drillpipe:
11 b) Shock Loading
The additional tensile force generated by shock loading is given
by:
..12 Where = weight of drillpipe per unit length, lb/ft
c) Bending
The additional tensile force generated by bending is given
by:
..13 Where
= dog-leg severity in /100 ftD = outside diameter of pipe in
inches
7.4.3. Design Factor
A design factor of 1.6 should be applied to the tension loads
calculated above if shock
loading is not accounted for. If the shock loading is quantified
and included in the load
calculation, a design factor of 1.3 can be used.
7.4.4. Slip CrushingThe maximum allowable tension load must also
be designed to prevent slip crushing of the
pipe. Reinhold and Spini 6 proposed an equation to calculate the
relationship between the
hoop stress caused by the action of the slips and the tensile
stress in the pipe resulting from
the load of the pipe hanging in the slips. The equations used
are as follows:
.. .14
Where:
TS =Tension load due to slip crushing
TL =Static load tension
-
7/23/2019 3 Drill String
32/43
The Drillstring T H R E E
28
SH/ST = Hoop stress to tension stress ratio as derived from the
equation
below:
...15
Where:
SH =Hoop stress (psi)
ST =Tensile stress (psi)
D =OD of the pipe (in)
K =Later load factor on slips (1/tan (y + z))
y =Slip taper (typically 9.4625 degrees)
z =Arctan
=Coefficient of friction, typically 0.08 - 0.25
Ls =Length of slips, usually 12 - 16 in
When all tension loads are calculated, the pipe grade selected
in the collapse calculation
can be assessed and modified for the tension requirements. It is
usually preferable to
increase the grade rather than the weight, as increasing weight
usually has negative effects
in terms of smaller clearance and high pressure drop.
Couplings are then selected based on the tension design. For
highly deviated well or
horizontal wells torque and drag modeling is performed to
evaluate tension strength
requirements of the pipe and couplings and the computed torque
is used for determining
coupling requirements.
7.4.5. Additional Design Variables
Torsion
The drillpipe torsional strength, when subjected to pure torsion
is given by:
..16 Where:
Q = minimum torsional yield strength (lb-ft)
Ym= minimum unit yield strength (psi)
J = polar moment of yield inertia = = 0.098175 * D = outside
diameter (in)
d = inside diameter (in)
-
7/23/2019 3 Drill String
33/43
29
Soran University Drilling Engineering I
When drillpipe is subjected to both torsion and tension, as is
the case during drilling
operations, equation 16 becomes:
17
Where:
QT = minimum torsional yield strength under tension (lb-ft)
A = cross-sectional area (in2)
P = weight carried, (lb)
Pipe Stretch of Submerged Drillstring
e1 = stretch due to weight carried (i.e. weight of
drillcollars)
..18 e2 = stretch due to suspended weight of drillpipe
.19 Where:
P = load carried in lbf
L = length of drillpipe
= mud density in ppg
-
7/23/2019 3 Drill String
34/43
The Drillstring T H R E E
30
8. Appendix
Table 11 : Ratings for New and Premium Class Drillpipe
-
7/23/2019 3 Drill String
35/43
31
Soran University Drilling Engineering I
F igur e 12: Ratings for Class 2 Used Drillpipe
-
7/23/2019 3 Drill String
36/43
The Drillstring T H R E E
32
F igur e 13 : Drillpipe/Drillcollar Combinations
-
7/23/2019 3 Drill String
37/43
33
Soran University Drilling Engineering I
9. Calculations
Example 1// Dimensions and weight of drillpipe
a) The weight (in air) of 30 ft, of 5 19.5lb/ft Grade G
drillpipe with 4 1/2
connections:
19.5 lb/ft (Approx. wt.) x 30 ft
= 585 lbs
b) The weight of this string in 12 ppg mud:
585 lbs x 0.817 (buoyancy factor)
= 578 lbs
Example 2// Drillcollar dimensions and weights
a) The weight (in air) of 200 ft of 9 1/2 x 2 13/16
drillcollaris:
220.4 lb/ft (Approx. wt.) x 200ft
= 44080 lbs
b) The weight of this string in 13 ppg mud:
44080 lbs x 0.801(buoyancy factor)
= 35308 lbs
Example 3// Length of Drillcollars for a given WOB
a) The weight (in air) of 10,000 ft of 5 19.5 lb/ft Grade G
drillpipe with 4 1/2 IFconnections:
21.5 lb/ft (Approx. wt.) x 10,000 ft
= 215,000 lbs
b) The weight of this string in 12 ppg mud:
215,000 lbs x 0.817 (buoyancy factor)
= 175,655 lbs
c) The length of 9 1/2 x 2 13/16 drillcollars that would be
required to provide 25,000lbs WOB in 12 ppg mud:
An additional length of drillcollars is required to ensure that
the drillpipe is in tension when
drilling. This additional length of collars will be required to
overcome the buoyant force on
the drillpipe and from the above will be equal to:
-
7/23/2019 3 Drill String
38/43
The Drillstring T H R E E
34
With an additional 15% length of drillcollar the total length of
collar will be:
(139 x 1.15) + 219 = 379 ft
Example 4// Tension design with a single drillpipe
A drill string consists of 600 ft of 8 in x 2 13/16 in
drillcollars and the rest is a 5 in
drillpipe, 19.5 lbm/ft Grade X 95 drillpipe. If the required MOP
is 100,000 lb and mud
weight is 10 ppg, calculate the maximum depth of hole that can
be drilled when (a) using
new drillpipe (Pt = 501,090 lb) (b) using Class 2 drillpipe
having a yield strength (Pt) of
394,000 lb.
Solution
a) For new drillpipe (Pt = 501,090 lb), from using equation
11:
Wight of the 8 in x 2.13/16 in drillcollars can be found from
Table 10, which is equal to
161.3 Ibm/ft.
Buoyancy factor, BF could be calculated as follow;
16,287 ftThe maximum hole depth that can be drilled with a new
drillpipe of Grade X 95 under the
given loading condition is
= length of drillpipe + length of drillcollars
= 16,287 + 600 = 16,887 ft
b) For class 2 drillpipe (Pt = 394,000 Ib), from using equation
11:
10,452 ft
Maximum hole depth = 10,452 + 600 = 11,052 ft
-
7/23/2019 3 Drill String
39/43
35
Soran University Drilling Engineering I
Example 5// Drill Pipe Design Using Pressure-Area Method
Well Data:
Hole size =12 "
Bit Depth =11,000 ft
Collar length =500 ft
Drill Pipe (premium) =5" OD 4.276" ID (Available Grade X-95)
Drill Collars =8" OD 3.0" ID
Overpull =100,000 lbs
Mud Weight =11.5 ppg
DST packer depth =10,700 ft
Length of Slips =16"
Maximum anticipated surface pressure = 5000 psi
Design Factors:
Tension = 1.3 - 1.6
Collapse = 1.0
Burst = 1.1
Solution
A graphical method will be used to select drillpipe
grade/weight:
1. Construct the collapse load line by calculating the maximum
collapse pressure at the
bottom of the drill pipe, using equation 5.
Collapse load at 10,700 ft = 0.052 x 10,700 ft x 11.5 ppg = 6399
psi
The design factor for collapse is 1.0. The design load is the
calculated load
multiplied by the design factor. In this case the design load is
also 6399 psi .
2. Plot the load and design lines graphically (see Figure 16)
and select an appropriate pipe grade using API tables of pipe
collapse resistance data.
3. Check the burst rating of the pipe grade chosen against the
maximum anticipated
applied surface pressure. Plot burst load and burst design (see
Figure 16)
In this instance the maximum applied surface pressure will be
5000 psi. Use of a design
factor of 1.1 gives a design load of 5500 psi.
-
7/23/2019 3 Drill String
40/43
The Drillstring T H R E E
36
F igur e 16: collapse and burst design loads
4. Calculate the tension load line using the following steps and
plot graphically (figure
17).
i. Calculate the buoyancy force (BF1) acting on the bottom of
the drill collars
using:
BF1 = - (P x A)
= - (0.052 x 11,000 x 11.5) x (( /4) x (82 - 3
2))
= - (6,578 psi) x (43.197 in2)
= - 284,149 lb
ii. Calculate the buoyancy force (BF2) acting at the top of the
drillcollars.
BF2 = (P x A)
= (0.052 x 10,500 x 11.5) x [/4 (8 2 - 5 2) + /4 (4.276 2
-32)]
= (6,279) x (30.631 + 7.292)
= + 238,119 lb iii. Calculate the drill collar weight
DC Weight = 150 x 500 ft = + 75,000 lbs
iv. Calculate the drill pipe weight
DP Weight =19.5 x 10,500 = + 204,750 lb
v. Calculate the shock load
Shock load = 1500 x pipe weight per foot
= 1500 x19.5 lb/ft
= 29,250 lb
-
7/23/2019 3 Drill String
41/43
37
Soran University Drilling Engineering I
vi. Now calculate the total dynamic load at surface
Total dynamic load = - 284,149 (BF1) + 238,119 (BF2) +
75,000
(drillcollar weight) + 204,750 (drill pipe weight) + 29,250
(shock
load)
Total dynamic surface load = + 262,970 lbs
Note: static load at surface = 233,720 lbi.e. Without shock
load
Static load at top of drillcollars = -284,149 + 75,000 (DC
weight in air)
= -209,149 lb
Static load at bottom of drillpipe = 238,119 (BF2) + (-209,149)
= 28,970 lb
Dynamic load at bottom of drillpipe = 28,970 + 29,250 = + 58,220
lb
Plot the static and dynamic load as shown in figure 16.
5. Calculate the design line for the tension load by multiplying
the load on the drill
pipe at surface and at the top of the collars by the 1.3 design
factor (since shock
loads have been included) and plot as in figure 17 .
F igur e 17: static and dynamic loads
6. Calculate the design line for the MOP by adding the 100,000
lb overpull factor to
the static tension load values calculated earlier and plot as in
figure 18.
7. Calculate the design line for slip crushing using equation
(14):
-
7/23/2019 3 Drill String
42/43
The Drillstring T H R E E
38
K = (1/tan (y + z))
y = 9.4625 degrees
z = Arctan
Arctan 0.08 = 0.0798
Ls = Length of slips, usually = 16 in
TL = static tension at surface = 233,720 lb
Therefore at the top of the well where the static tension load
(i.e. excluding drag) is
233,720 lb. The slip crushing load:
TS =T L (SH/ST)
=233,720 X 1.42=331,882 lb
The slip crushing value is then recalculated at the bottom of
drillpipe (28,970 x 1.42) and
the slip crushing design line plotted through the two points as
shown in figure 18.
F igur e 18: complete tension design
-
7/23/2019 3 Drill String
43/43
Soran University Drilling Engineering I
8. The tensile rating of the pipe in lb is computed from the
cross sectional area of the
pipe and the yield strength as follows:
Drillpipe area = ( /4) (5 2 - 4.276 2) =5.281 sq. in
Tensile strength = area x yield strength =5.281 x 95000
psi=501,695 lb
9. Calculate the tension design factors (TDF) at surface:
Example 6// Pipe Stretch
A 3.5 drillpipe, 13.3 lbm/ft. Grade S135 premium class, is used
to run a 4.5 OD liner to21,000 ft. If the length of drillpipe is
17,500 ft, the mud weight is 16 ppg and the totalweight of the
liner is 50,000 lb, calculate the total stretch in the
drillpipe.
Solution:
e1 = stretch due to weight carried:
e2 = stretch due to suspended weight of drillpipe
Total Stretch = e1+ e2 = 89.5 +134.9 = 224.4 in