Embed Size (px)
DESCRIPTION
Operations management
Citation preview

HTM209 – Hospitality
Operations Management
Semester Two - 2014

HTM 209 – Hospitality
Operations Management
Tutor : Julian Galt
Room : B2-24
E mail : [email protected]

HTM209 – Operations Design

Process design…:Operations
strategy
Design Improvement
Planning and
control
Supply network design
Layout
and flow
Process
technology
People, jobs
and
organization
Product/ service
design
Operations
management

Nature and purpose of the
design activity;
• Products, services and the processes which
produce them all have to be designed
• Decisions taken during the design of a
product or service will have an impact on the
decisions taken during the design of the
process which produces those products or
services, and vice versa

What is Process Design?
• With reference to Slack et al.; (pp 96-98)• Record a brief definition of what process design is;
• Note the factors usually used
• When establishing the high level design objectives
• For detail level design...
• Then record an explanation of the concept in
Figure 4.2, page 98...
• Explain the relationship between operations
performance objectives and process design
objectives – (illustrate with an example for each
performance objective)

Define Process Design 1-A• A brief definition of what process design is;
• Shaping / configuring the resources and activities that make
up a product or service; or the transformation process that
produces them
• Factors considered when establishing design objectives:• High level - volume and variety characteristics
• Detail level - an assessment of feasibility, detailed analysis
• The concept in Figure 4.2, page 98...• Design of products and services are interrelated with the
design of the process that produces them – each has an
impact on the other and need to be considered together
• Operations performance objectives translate into process
design objectives – (as per Table 4.1)

Define Process Design 1-B

Products and services should be designed in such a way that they
can be created effectively
Designing the product or service
Processes should be designed so they can
create all products and services which the
operation is likely to introduce
Designing the process
Product / service design has an impact on the
process design and vice versa
Design of products / services and design of
processes are interrelated and should be
treated together

Design of
the Service
Design of
the Process
Design of
the ProductDesign of
the Process
In most service
operations the overlap
between service and
process design is implicit
in the nature of service
In manufacturing
operations overlapping the
activities of product and
process design is beneficial
Design of products / services and design of
processes are interrelated...
The design of products/services and
processes are interrelated
and should be treated together
• Products and services should be designed in such a way that they can be created effectively.
• Product/service design has an impact on the process design and vice versa.
• Processes should be designed so they can create all products and services which the operation is likely to introduce.

Process Design: Fast-food...
Process Design: Fast-food...#1
• With reference to Slack et al., page 97, discuss, note and
prepare to report back on the following
• Explain why take-away restaurants have installed drive
through processes into many of their outlets
• Which of the five performance objectives appears to be
of highest priority for these businesses?
• Note some examples of methods used to increase the
throughput from the process
• With reference to pp 99-100; note a definition of:
•Work in progress
•Utilisation of process resources
•Throughput rate
•Cycle time

Process Design: Fast-food...#2• Throughput rate – flow rate; the rate that units or items
move through a process
• Cycle time – the average time between items emerging
from a process
• Work in progress – the number of items in the
process, on average, over a period of time
• Utilisation of process resources – the proportion of
available time that the resources in a process are
performing useful work
Based on the case information; note how “drive-through”
OM strategies will influence each of the factors above?
How does this impact on productivity? Examples?

Process Design: Fast-food...#3
With reference to Slack et al., pages 99 - 100, discuss and prepare
your response to the following scenario:
• Your country hotel is contracted by a tour company to
provide buffet lunches for their bus tours through the
region. The company has complained recently that the
lunch stops are taking too long, cutting into the afternoon
tour programme... You need to review your processes...
• Tour groups average 30 people; and at present it takes
1.5 minutes per person to queue and file past the buffet to
collect their lunch and a drink...
• Your “throughput” time is therefore_______ minutes?
• What strategies could you use to reduce your...Total throughput time?
Cycle time?

PROCESS TYPES
Volume / Variety Effect:

Designing processes...:
• There are different ‘process types’.
• Process types are defined by the volume
and variety of ‘items’ they process.
• Process types go by different names
depending on whether they produce
products or services

Hig
h
VolumeLow High
Variety
Project
Low
Manufacturing process typesProcess
tasks
Process
flow
Diverse/
complex
Repeated/
divided
Intermittent
Continuous
Jobbing
Batch
Mass
Contin-
uous

One-off, complex, large scale, high work content
‘products’
Specially made, every one customized
Defined start and finish: time, quality and cost objectives
Many different skills have to be coordinated.
Project processes

Very small quantities: ‘one-offs’, or only a few required
Specially made. High variety, low repetition. ‘Strangers’
every one customized
Skill requirements are usually very broad
Skilled jobber, or team, complete whole product.
Jobbing processes

Higher volumes and lower variety than for jobbing
Standard products, repeating demand. But can make
specials
Specialized, narrower skills
Set-ups (changeovers) at each stage of production.
Batch Processes

Higher volumes than batch
Standard, repeat products (‘runners’)
No set-ups, or almost instantaneous ones.
Low and/or narrow skills
Mass (line) processes

Extremely high volumes and low variety: often single
product
Standard, repeat products (‘runners’)
Highly capital-intensive and automated
Few changeovers required
Difficult and expensive to start and stop the process.
Continuous processes

VolumeLow High
Variety
Low
Hig
h
Service process types
Process
tasks
Process
flow
Diverse/
complex
Repeated/
divided
Intermittent
Continuous
Professional
service
Service shop
Mass service
Professional service
High levels of customer (client) contact.
Clients spend a considerable time in the service process.
High levels of customization with service processes being
highly adaptable.
Contact staff are given high levels of discretion in
servicing customers.
People-based rather than equipment-based.
Medium levels of volumes of customers
Medium, or mixed, levels of customer contact
Medium, or mixed, levels of customization
Medium, or mixed, levels of staff discretion.
Service shops

High levels of volumes of customers
Low to medium levels of customer contact
Low, or mixed, levels of customization
Low, or mixed, levels of staff discretion.
Mass service

Design Characteristics:The Product-Process Matrix...#1
• With reference to Slack et al.; (pp 106-109)• Outline why a process that operates close to the
line of fit is likely to have lower operation costs
than one that deviates from the diagonal...
• Explain the effects on costs of:
• Standardisation, and over-standardisation
• Flexibility and inflexibility
• Explain the dynamic illustrated in Figure 4.5, page 108
Variety
Volume
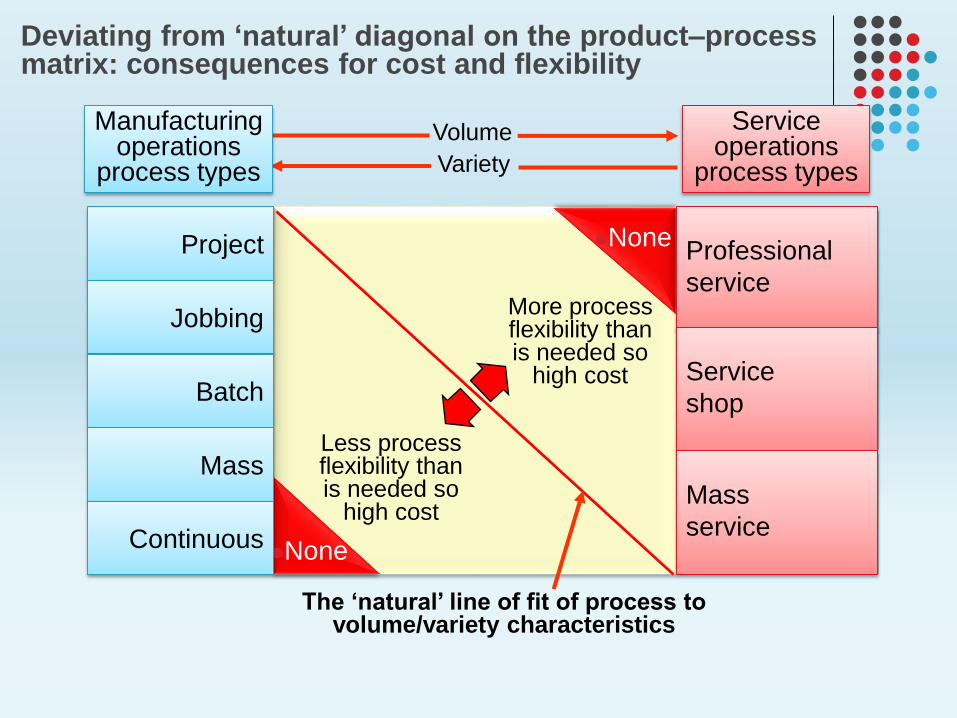
Deviating from ‘natural’ diagonal on the product–processmatrix: consequences for cost and flexibility
None
None
The ‘natural’ line of fit of process to volume/variety characteristics
Project
Jobbing
Batch
Mass
Continuous
Manufacturing operations
process types
Professional
service
Service
shop
Mass
service
Service operations
process types
More process flexibility than is needed so
high cost
Less process flexibility than is needed so
high cost

Deviating from the ‘natural’ diagonal on the product–processmatrix has consequences for cost and flexibility (Continued)
Variety
Volume
None
None
The ‘natural’ line of fit of process to volume/variety characteristics
Old
process
Old process
new product
New process
new product


Processes, Volume and Variety...;

Variety
Volume
Deviating from ‘natural’ diagonal on the product–processmatrix: consequences for cost and flexibility
None
None
The ‘natural’ line of fit of processto volume/variety characteristics
Project
Jobbing
Batch
Mass
Continuous
Manufacturing operations
process types
Professional
service
Service
shop
Mass
service
Service operations
process types
More process flexibility than is needed so
high cost
Less process flexibility than is needed so
high cost
Fle
xib
ilit
yH
igh
Lo
w

Deviating from the ‘natural’ diagonal on the product–processmatrix has consequences for cost and flexibility (Continued)
Variety
Volume
None
None
The ‘natural’ line of fit of process to volume/variety characteristics
Old
process
Old process
new product
New process
new product
Fle
xib
ilit
yH
igh
Lo
wOff the diagonal
high flexibility
excess capability
high costs

Deviating from the ‘natural’ diagonal on the product–processmatrix has consequences for cost and flexibility (Continued)
Variety
Volume
None
None
The ‘natural’ line of fit of process to volume/variety characteristics
Appropriate
process
characteristics
(e.g. Batch
Process)
Old process
new product
New process
new product
Fle
xib
ilit
yH
igh
Lo
wInappropriate process
characteristics…
Too much flexibility
excess capability
high costs
Batch not Mass process
Appropriate process
characteristics -
standardised
(e.g. Mass Process)

Design Characteristics:The Product-Process Matrix...#2
With reference to Slack et al.; (pp 106-108)
• Why do the authors suggest that when examining a
process design, relationship to the natural diagonal
should be considered?• The volume-variety characteristics may have
changed without a corresponding change in design
• Design changes may have been introduced without
considering how suitable they are in regard to
volume-variety positioning
• How has process design enabled Space4 to reduce
house construction time from 12-14 weeks, to 8-10
weeks? (Page 109)

DETAILED PROCESS DESIGN
Operations Management:


Task Flowchart – training:Start
Training manager
provides event details
Administrator completes
facilities request form
Request form signed
by training manager
Form sent to facilities
manager
Facilities manager
checks room availability
Room
available?
Yes No
Booking confirmed by
facilities manager
Administrator notifies
training manager
Facilities manager
notifies administrator
room unavailable
Notify finance dept of
charges
End
Administrator notifies
training manager
Arrange
new date?
Yes No

Process Mapping:Group Exercise...
• Construct a Process Map for an operation which
is familiar to one member of your group.
• Other group members act as consultants in: Deciding which processes you will map
Drawing the process map
Analysing which aspects of the process will
need careful operations management to
ensure success or avoid failure
Assist with the “report-back”!

Delay (a wait, e.g. for materials)
Operation (an activity
that directly adds
value)
Inspection (a check of
some sort)
Transport (a movement
of something)
Storage (deliberate
storage, as opposed to a
delay)
Process mapping symbols derived from ‘Scientific Management’
Decision (exercising discretion)
Process mapping symbols derived from Systems Analysis
Direction of flow
Input or Output from the
process
Activity
Beginning or end of
process
Process mapping symbols (Refer p110)

Standard sandwich process
Raw
materialsAssembly Stored
sandwiches
Move to
outlets
Stored
sandwiches
Customer
request
SellTake
payment
Customized sandwich – process

Bread and
base filling
Assembly of
‘sandwich
bases’
Assemble from
standard ‘base’
Take
payment
Assemble whole
sandwich
Customer request
Use standard
‘base’?No
Yes
Fillings
Stored ‘bases’
Customized sandwich - new process

Raw
materials
Take
payment
Customer
request
Assembly
Customized sandwich – process (Continued)

The operation of making and selling
customized sandwiches
The outline process of
making and selling
customized sandwiches
PrepareAssemble as
required
Take
payment
Bread and
base filling
Stored
‘bases’
Fillings
Assemble whole
sandwich
Customer request
Use standard
‘base’?
Assemble from
standard ‘base’
No
Yes
The detailed process of
assembling customized
sandwiches
Sandwich
materials and
customers
Customers
‘assembled’ to
sandwiches
Higher level process map

Process Mapping:
• With reference to Slack et al., pages 109-112, in
your groups, discuss, note, and prepare to
report as follows:• Although there are a variety of approaches to
process mapping – what are the key common
elements for all?
• Using the symbols illustrated in Figure 4.6; draw
a process map to describe a process that you are
familiar with in a hospitality operations context...
• Ensure your map includes at least 4 different
symbols from Fig 4.6, page 110

Throughput, cycle-time, & WIP...:

Throughput, cycle-time, and work
in progress:Review Little’s Law; text pp 112 - 115
This approach provides a simple basis for analysis;
Throughput time =
Throughput time =
=
In other words, Little’s law is saying that,
throughput equals work in process multiplied by
the cycle time
Work-in-progress (WIP) * Cycle-time
20 in queue * 0.8 minutes per coffee
16 minutes
Throughput (TH) = Work In Process (WIP) x Cycle Time (CT)
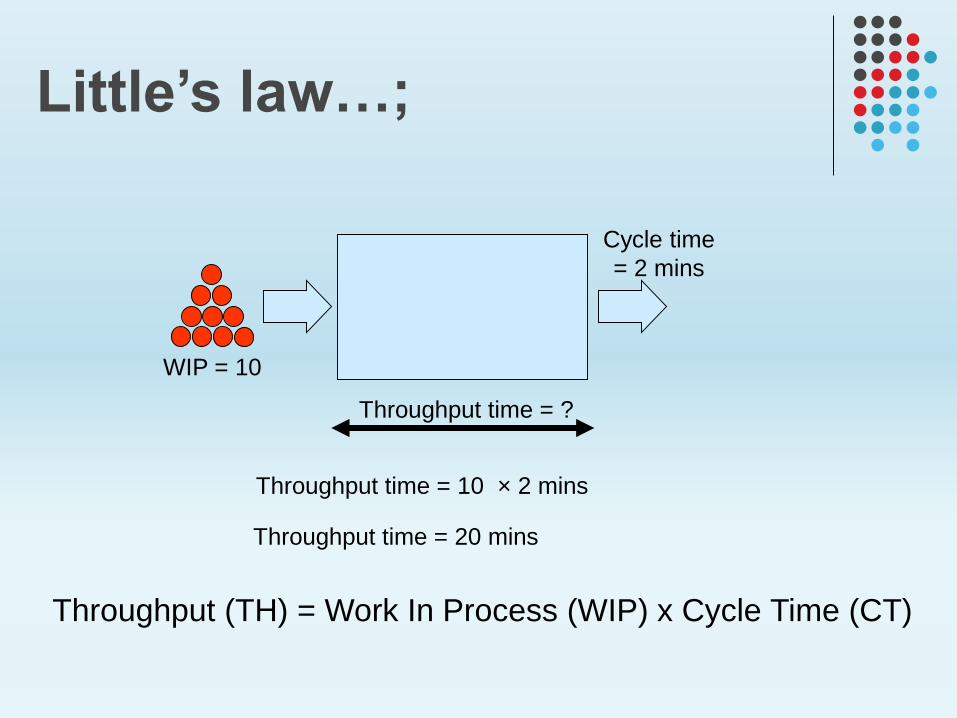
Little’s law…;
Cycle time
= 2 mins
Throughput time = ?
WIP = 10
Throughput time = 10 × 2 mins
Throughput time = 20 mins

Throughput (TH) = Work In Process (WIP) x Cycle Time (CT)
Throughput time = 5 days × 7 hours = 35 hours
Need to mark 500 exam scripts in 5 days (working 7 hours a day). Takes 1 hour
to mark a script. How many markers are needed?
35 hours = 500 scripts × Cycle times
Cycle time = 35 hours500 scripts
= 0.07 hours
Number of markers = Work content = 1 hour = 14.29
Cycle time 0.07
Little’s Law (Continued)

Throughput efficiency = Work content
Throughput time × 100
Throughput efficiency is the work content of whatever is
being processed as a percentage of its throughput time
Throughput efficiency

Throughput, cycle-time, and WIP:With reference to Slack et al.; (pp 114 - 115)
If you were managing a hairdressing and beauty salon,
calculate the number of staff you would need if the
following were applicable...;
(Use the worked example as a template)
WIP =
Time available =
Average service time =
Using the Little’s Law approach, calculate;
how many staff will be required to complete
the days work on time?
16 customers
8 hours; (one working day)
1.5 hours

Throughput, cycle-time, and WIP:Application to your design...#2; With reference to Slack et al.; (pp 114 - 115)
Calculate the number of staff you would need at your salon...;
WIP =
Time available =
Average service time =
Throughput rate =
N =
=
=
16 customers
8 hours; (one working day)
1.5 hours
1/1.5. = 0.67N (N = staff number)
(16)/(8*0.67)
16/5.36 (i.e one staff : 5.36 clients)
2.98; (say 3.0 staff)

Throughput, cycle-time, and work
in progress: SIT Cafe
• Experiment with the parameters in the SIT Cafe.
Discreetly observe these elements from a vantage
point opposite the service area... Record;• Duration from time of entry of a person to the queue, till
their exit from the process.
• Count and average numbers in progress; WIP
• Calculate cycle-time: = Throughput time / WIP
• Then observe a few participants to establish actual time
engaged in the process (serving time)
• Calculate the throughput efficiency (TE)
• TE = (Work-content/throughput-time) *100
(Refer text page 115)
0 20% 40% 60% 80% 100%
Capacity utilization
Low
X
X
X
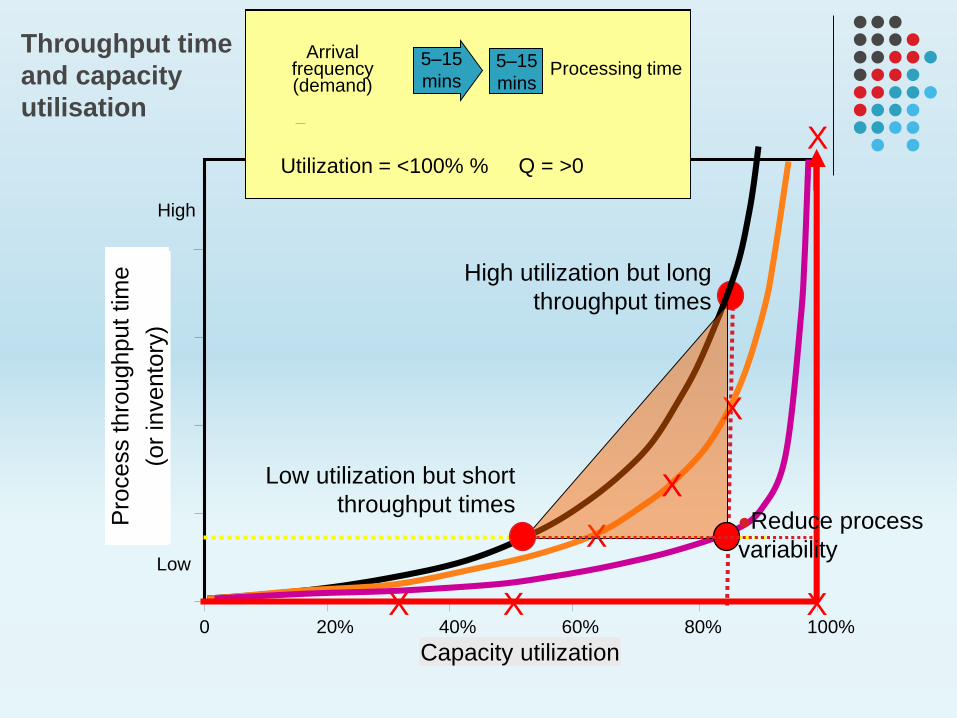
High utilization but long
throughput times
Low utilization but short
throughput timesReduce process
variability
High
10
mins
30
mins
Arrival frequency (demand)
Processing time
Utilization = 33.33 % Q = 0
A
vera
ge length
of queue
X
Utilization = 50 % Q = 0
20
mins
X
10
mins
Utilization = 100 % Q = 0X
Utilization = 100 % Q = infinity
9
mins
X
5–15
mins
5–15
mins
Arrival frequency (demand)
Processing time
Utilization = <100% % Q = >0
Pro
cess t
hro
ughput
tim
e
(or
invento
ry)
Throughput time
and capacity
utilisation

10 20 30 40 50 60 70 80 90 1000Utilization
Avera
ge n
um
ber
of
units
waitin
g to b
e p
rocessed
Decreasing
variability
10 20 30 40 50 60 70 80 90 1000
UtilizationA
vera
ge n
um
ber
of
units
waitin
g to b
e p
rocessed
X
YZ
High utilization but long waiting
time
Reduction in process
variabilityShort waiting time but low
utilization
(a) Decreasing variability allows higher
utilization without long waiting times.(b) Managing process capacity
and/or variability.
Process utilization, waiting time and variability

Throughput, cycle-time, and work
in progress
• With reference to pages 118 – 119 of
Slack et al.:• Explain the dynamics that are illustrated in:
• Figure 4.10
• Figure 4.11
• Note the three options available to process
designers as a result of this inter-relationship

Innovation and Design
Innovation – creates a novel idea
Design – makes it work in practice


Good Design...;
• Starts and ends with the customer...
• Design therefore aims to provide...; • products
• services
• processes
....that satisfy customer expectations
• Products and services contain;• A concept – nature, use, and value
• A package of elements – core, actual, augmented
• A process – for creation and delivery

What is designed in a
product or service?
A concept or understanding of the
nature, use and value (benefits) of
the service or product
The group of ‘component’ products
and services that provide those
benefits defined in the concept
The way in which the component
products and services will be
created and delivered

Operations Design Model...;
Product / service design
process:
Performance measured by
Quality
Speed
Dependability
Flexibility
Cost
Inputs Outputs

The stages of product /
service design
Concept
generation
Concept
screening
Preliminary
design
Evaluation
and
improvement
Prototyping
and final
design

Choice and evaluation ‘screens’
Uncertainty regarding thefinal design
Certainty regarding the
final design
TIM
E
Design involves progressively reducing the number of possibilities until the final design is reached
CONCEPT
FINAL DESIGN
SPECIFICATON
Large number of
design options
One design


Innovation: Radical or Incremental
• May be frequent and or significant• Breakthrough change
• Technological advancements
• New knowledge, new materials
• Existing products become obsolete
• Or slow, and incremental...• Based on existing pool of knowledge
• Minor changes in technology
• Build on existing capabilities
• Services / products do not change significantly

Henderson Clark Model: There is more
than one way to innovate... (Refer Slack et al., p128)
Architectural
Innovation
(Impact on linkages,
but knowledge need
is unchanged)
Incremental
Innovation
(Built on existing
knowledge &
component links)
Radical Innovation
(Built on new
knowledge and
component linkages)
Modular
Innovation
(Requires new
knowledge, links
are the same)
Low impact of component links:
(Architectural Knowledge)
High impact of component links:
(Architectural Knowledge)
Component KnowledgeHigh
Impact
Low
Impact

Henderson Clark Model: ...application to SIT’s BHM degree...
Architectural
Innovation
Provide tutorial
support for self-
paced student work
Incremental
Innovation
Add a paper
elective option
Radical Innovation
Deliver all degree
papers by distance
learning
Modular Innovation
Add new software
to assist student
research projects
Low impact of component links:
(Architectural Knowledge)
High impact of component links:
(Architectural Knowledge)
Component KnowledgeHigh
Impact
Low
Impact

Henderson Clark Model: Ref Slack et al., pages 127 - 129
Innovation
Type
Characteristics Example from Hospitality
Sector
Incremental
Architectural
Modular
Radical

Henderson Clark Model: Ref Slack et al., pages 127 - 129
Innovation
Type
Characteristics Example from Hospitality
Sector
Incremental Elements of the service and the
relationship between these are
known and are unchanged
Restaurant business adds new
items to menu
Architectural Same service, and so knowledge of
components is unchanged. Changes
occur to linkage of components
Restaurant introduces a take-
away meals option to services
provided
Modular An element of the service is changed
but with the same architecture.
However new component knowledge
is needed
Restaurant installs new
automated equipment into
kitchen to increase efficiency
Radical Changes occur to the service
components, and to the overall
architecture of the service
Restaurant introduces a “theatre
restaurant” dining and
entertainment experience on
selected evenings


Good Design...;
• Starts and ends with the customer...
• Design therefore aims to provide...; • products
• services
• processes
....that satisfy customer expectations
• Products and services contain;• A concept – nature, use, and value
• A package of elements – core, actual, augmented
• A process – for creation and delivery

Good Design: application of concepts...#1;
In groups of 2 – 3 members, discuss, prepare,
and hand in a report on the following process
design scenario (next slide)...;• You will have 30 minutes in class on Friday 12th to
start the project, and up to 45 minutes of class
time on Tuesday 16th...
• The completed work must be submitted at start of
class on Friday September 19th
• This is a “double-points” assignment...
• All group members will share the grade achieved
(– unless the group submits a negative peer
assessment rating... (See Course Outline))

Good Design: application of concepts...#2;
• You are members of a development project group that has
been tasked by your employer with re-design of a
product/service process that has become inefficient. 1. Identify the business context, and the specific process...
2. Outline the process design objectives
3. Explain the current and proposed process type, including
volume & variety characteristics (product-process matrix)
4. Categorise and explain the innovation type: (incremental,
modular, architectural, radical...)
5. Create outline or detailed process maps showing current and
proposed processes applicable for the development
6. Present a brief summation of how you will quantify changes
in throughput and efficiency as a result of your innovation
7. Assess how process capacity will be managed

Design Stages...#1;
1 • Concept generation...;
2 • Concept screening...;
3 • Preliminary design...;
4 • Evaluation – improvement...;
5 • Prototyping and final design...;

Design Stages...#2;
With reference to Slack et al. pp131-140; note
objectives, focus, and issues for each stage...• Concept generation:
• Main sources for product/service ideas?
• Concept screening:
• Feasibility; Acceptability; Vulnerability?
• Preliminary design:
• Components; Reduction of complexity;
• Evaluation and improvement:
• Quality; meeting customer needs; Managing cost;
• Prototyping and final design
• Reason for prototyping; Methods, for products, services?

Design Stages...#3;
• Explain the concept illustrated in Figure 5.9,
on page 142 of the text…
• Note the differences between; (Slack et al.142-144)
• Sequential development;
• Plus inherent disadvantages
• Simultaneous development;
• Plus potential advantages

Sequential and simultaneous arrangement of
the stages in the design activity
Third stage in the
design activity
Second stage in the
design activity
First stage in the
design activity
etc.
First stage in the
design activity
Second stage in the
design activity
Third stage in the
design activity
etc.
Communication between stages
(a) Sequential
arrangement of stages
(b) Simultaneous
arrangement of stages
Figure 5.10 (a) Sequential arrangement of the stages in the design activity; (b) simultaneous arrangement
of the stages in the design activity

Functional to Project Organisation:Review Fig 5.12, and pages 145 - 147...;
• Design and development may occur within
organisation structures that are;• Functional
• Matrix
• Project based
Note...;
• Differences between these structures; and
advantages and disadvantages of each
• Provide an explanation of Figure 5.12, p146

Increasing project
orientation
P.M.
F.M. = Functional manager
= Project manager
Organization structures for the
design activity:P.M.
P.M.
P.M.
F.M. F.M. F.M. F.M.
Pure functional
organization
F.M. F.M. F.M. F.M.
P.M.
P.M.
P.M.
F.M. F.M. F.M. F.M.
F.M. F.M. F.M. F.M.
P.M.
P.M.
P.M.
Pure project
organization
P.M.
P.M.
P.M.
F.M. F.M. F.M. F.M.
P.M.
P.M.
P.M.
Figure 5.12 Organization structures for the design activity

Project Organisation Challenges:Review pages 145 - 147...;
• What may be learnt about the difficulties of
managing major design and development
projects from the A380 experience (pages 144-
145)?• Note the key design and development challenges
that occurred during the project
• Outline the main factors that contributed to delays
• What were the main consequences of the
difficulties encountered?
Functional to Project Organisation:Pages 145 - 147...;
• Design and development structures that are;• Functional – project input controlled/communicated by functional
managers; no project group established
• Matrix – combinations that may emphasise project or functional
control
• Project based – task force led by project manager, who has
operational and budgetary control. Dedicated resources. Usually
more effective than other approaches.
• Difficulties - the A380 experience (pages 144-145).
• Timeline delays and cost over-runs, plus delayed revenue
• Project complexity and size: greater risk levels
• Rivalry and infighting, and frequent management changes
• Lack of integration: design to manufacturing

LAYOUT AND FLOW
The first thing we notice in an operation..;

Supply network design
Layout
and Flow
Process
technology
People, jobs
and
organization
Product/service
design
Design
Planning and
control
Operations
strategy
Improvement
Layout and flow
Layout
and flow

The relative positioning
of transforming
resources
Layout involves relative positioning of transformedresources within operations and allocation of tasks, which together dictate flow of transformed resources
The allocation of tasks
to transforming
resources
The flow of
transformed
resources

Layout and flow in practice…:
In your groups, discuss, note, and prepare
to report as follows:
• If you were making a sandwich for a friend how
would you do it?
• If you were making sandwiches for a whole group
of friends who were due to arrive in an hour’s time,
how would your process change?
• If you were making 5,000 sandwiches a day for a
supermarket, how would you organize production?

Layout and flow in practice…:• ‘If you were making a sandwich for a friend how would
you do it?’ • Discussion may centre around the kind of sandwich wanted,
limited only by the availability of ingredients in the kitchen, when
they wanted it, (it could be made to order); and how much it could
be customized (more salt and pepper). Then:
• If you were making sandwiches for a whole group of
friends who were due to arrive in an hour’s time, how
would your process change? • You would butter all the bread together, standardize the products
to some extent and so on. Then:
• If you were making 5,000 sandwiches a day for a
supermarket, how would you wish to organize the
production system?
• Assembly line process..., etc.

Most practical layouts are derived from only four basic
layout types. These are:
• Fixed-position layout
• Functional layout
• Cell layout
• Product layout.
These layout types are loosely related to the process
types described in Chapter 4 of Slack et al.
Layout types

Service functional
types
Mass services
Service shops
Manufacturing
functional types
Continuous processes
Mass processes
Batch processes
Basic layout
types
Fixed-position layout
Functional layout
Cell layout
Product layout
The relationship between functional and
layout types;
Jobbing processes
Professional services
Project processes

Consider Store Flow at Tesco...;
• With reference to Slack et al., page 192, discuss, note
and prepare to report on how operations managers at
Tesco have configured the following elements to ensure
efficient flows are achieved...• Positioning of transforming resources
• Allocation of tasks to transforming resources
• Flow of transformed resources
• What layout type is used in a conventional supermarket
and how does it differ from a manufacturing operation
using the same layout type?
• What are the benefits of supermarkets using customer
tracking technology?

Consider Store Flow at Tesco #2-1;
• What layout type is a conventional supermarket
and how does it differ from a manufacturing
operation using same layout type?• Essentially, a supermarket uses a functional
layout. Each area of the supermarket can be seen
as being equivalent to a workstation or machine
in a manufacturing operation.
• The transformed resource (customers) flows
between various areas depending on their
individual needs.
• So each customer will take a (sometimes
marginally) different route through the operation.

Consider Store Flow at Tesco #2-2;
• The biggest difference between the supermarket
and an equivalent manufacturing operation
concerns the objectives of the layout. • In conventional manufacturing operations, the objective is
usually to minimize the distance travelled in (or time
taken to get through) the operation.
• By contrast, a supermarket’s layout is intended to
maximize sales. This is not always the same as
maximizing the distance travelled (or time taken to get
through) the operation, but it will certainly involve a greater
time spent looking at, and hopefully buying products.
Consider Store Flow at Tesco...#3;
• What are the benefits of supermarkets using
customer tracking technology? • The information generated can be used to:
Predict and publish wait times to reduce queue
abandonments.
Receive real-time alerts when pre-set targets and volumes
are reached.
Plan marketing strategies that are firmly based on shopping
habits.
Improve decision-making in the near- and long-term.
Identify gaps in staffing and in scheduling.
Identify training opportunities.
Evaluate the effect of layout changes.

An innovative layout in a surgery
improves its efficiency

Consider Layout and Surgery...;
• With reference to Slack et al., page 195, discuss,
and then note the following:
• Outline the traditional flow of work in a hospital surgery
• Explain the approach to managing surgery taken by
John Petri, and how this has improved productivity
• What type of layouts do the traditional, and innovative
approach represent?
• What do you think are the advantages and
disadvantages of the new arrangement when
compared with the conventional layout of one surgeon
remaining in one operating theatre?

Consider Layout and Surgery...#2;Advantages and disadvantages of this arrangement when
compared with the conventional layout of one surgeon
remaining in one operating theatre?
• Essentially, the layout has not changed as such. Both a
conventional operating theatre and the arrangement described in
the short case are ‘fixed position’ layouts.
• What has changed is that two patients are moved in and out of
their operating theatres (the fixed positions) in order for
preparation work that does not involve the surgeon to be carried
out while the surgeon is operating on the other patient.
• This has the advantage of utilizing what presumably is the scarce
resource (the surgeon) even though two operating theatres are
now needed. To some extent it is moving towards the
principles of flow processes because, although the patient
does not move as such, they do move relative to the surgeon.

A restaurant complex with all four basic layout types
Fixed-position layout service restaurant
Cell layout buffet
Line layout
cafeteria
Cool room
Freezer Vegetable prepGrill
Preparation
Ove
n
Functional layout kitchen
Main course buffet
Sta
rte
r b
uff
et
Desse
rt
bu
ffet
Service line

Regular flow more
important
Re
gu
lar
flo
w m
ore
fea
sib
le
Volume & variety characteristics of layout types
Low Volume High
High Variety Low
Fixed-position
layout
Functional
layout
Cell layout
Product
layout
Flow becomes
continuous
Flow is
intermittent

Consider Layout Types...;
• With reference to Slack et al., page 194 - 202,
discuss, and record as follows:
Layout Type Purpose and Key
Processes
Volume – Variety
Characteristics
Examples
Fixed Position
Functional
Layout
Cell Layout
Product line
Layout
Mixed Layout
Advantages and disadvantages of fixed
position layout
Fixed-position layout
Disadvantages
Advantages
Very high product and mix
flexibility
Product/customer not moved
High variety of tasks for staff
Very high unit costs
Scheduling space and activities
can be difficult
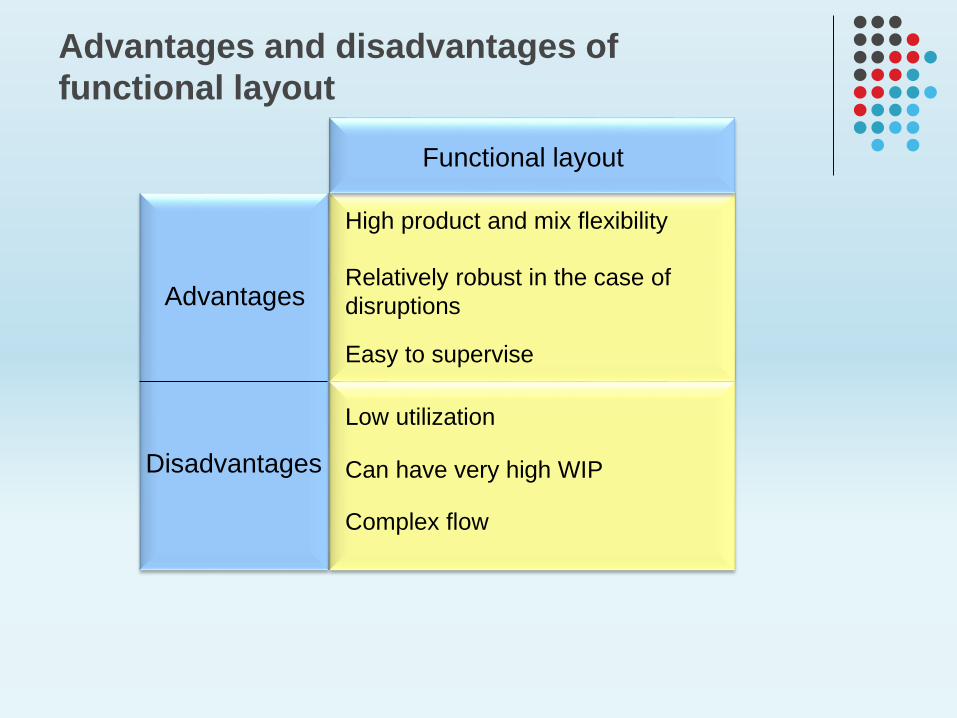
Functional layout
Disadvantages
Advantages
High product and mix flexibility
Relatively robust in the case of
disruptions
Easy to supervise
Low utilization
Can have very high WIP
Complex flow
Advantages and disadvantages of
functional layout

Computer
learning lab
Terminal
room
Re
se
rve
co
llectio
n
Catalogue
stationDisplay
area
Circulation
desk
Main
entrance
Re
fere
nce
To study
areaB
ooks
Books
Books Work
room
Books
Bo
oks
BooksCopy
room A/V
room
Director’s
office
Work
room
Periodicals
Library: example of a functional layout:
Figure 7.4 An example of a functional layout in a library

Cell layout
Disadvantages
Advantages
Can give good compromise
Fast throughput
Group work can result in good
motivation
Can be costly to rearrange
existing layout
Can need more plant
Advantages and disadvantages of
cell layout

Sports shop
Men's clothes
Luggage and gifts
Magazines and
stationery
Books and DVDs
Perfume
& jewelleryEscalators
Footwear
Women’s clothes
Entrance
‘Shop-within-a-shop’ (cell) in a department store
Figure 7.5 The ground floor plan of a department store showing the sports goods shop-within-a-shop retail
‘cell’

Product layout
Disadvantages
Advantages
Low unit costs for high volume
Opportunities for specialization
of equipment
Can have low mix flexibility
Not very robust in the case of
disruptions
Work can be very repetitive
Advantages and disadvantages of
product layout
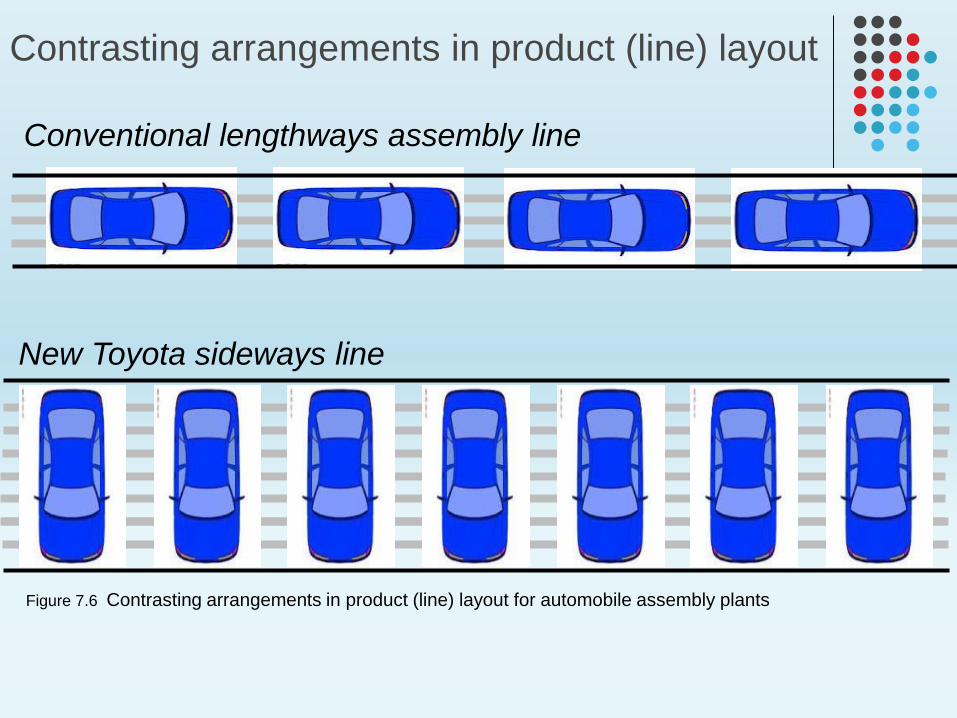
Conventional lengthways assembly line
New Toyota sideways line
Contrasting arrangements in product (line) layout
Figure 7.6 Contrasting arrangements in product (line) layout for automobile assembly plants

PEOPLE, JOBS, & ORGANISATION
HR management has a major impact on operations..;

Design
Planning and
control
Operations
strategy
Improvement
People, jobs, and
organisation
Supply network design
Layout
and flow
Process
technology
People, jobs
and
organization
Product/service
design

Operations in practice – W. L. Gore
• How does W.L. Gore’s approach to managing its human resources
seem to differ from more conventional companies?
• What do you think are the advantages and disadvantages of W.L.
Gore’s approach?
Refer Slack et al.,
pages 252-253
• Culture – The four basic guiding principles are: • fairness to each other,
• freedom to encourage,
• help and allow other associates to grow,
• the ability to make one’s own commitments, and consultation with other
associates before undertaking actions that could impact the company.
• Structure; • Gore believes that the best way of organizing themselves is the absence of
external rules, they rely on highly motivated people, not afraid of challenging
leaders to justify decisions. Leaders know they can’t rely on power or status
to justify their actions.
• Few people have formal titles or job descriptions - the company is not the
place for people driven by status or career path.They need associates who
buy in to this philosophy and into a flat structure based on respect and
valuing individual skills...
• Innovation – Every associate is allowed to innovate, providing the effects of a
potential failure do not harm the long-term success or reputation of the company.
Operations in practice – W. L. Gore
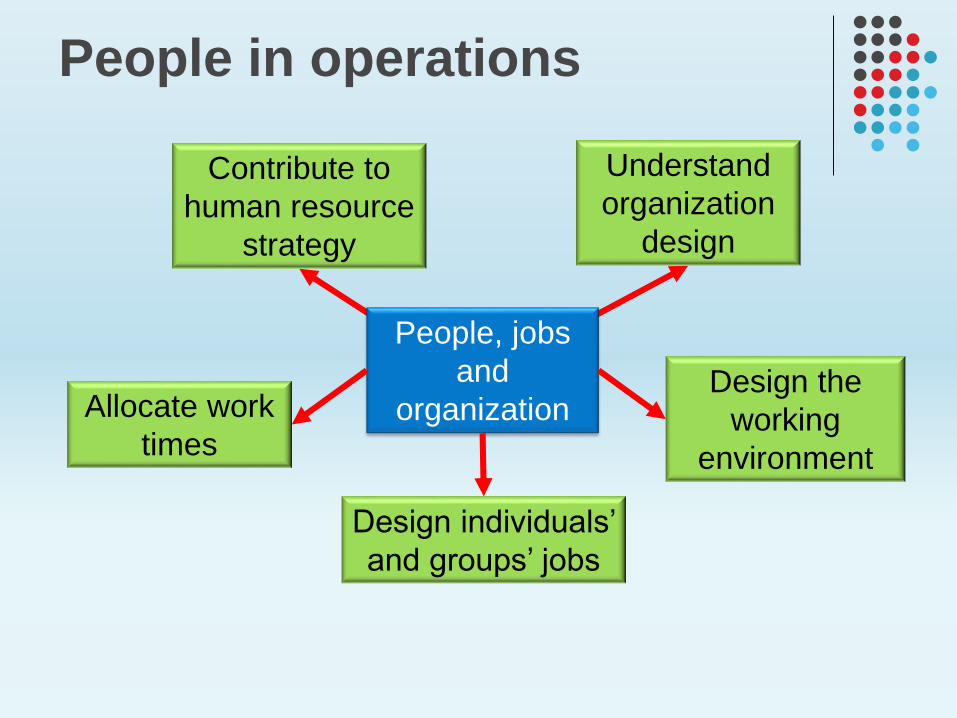
Understand
organization
design
People in operations
Contribute to
human resource
strategy
People, jobs
and
organization
Design individuals’
and groups’ jobs
Design the
working
environment
Allocate work
times

People in operations...#1
In groups of six members, discuss, note, and prepare to report
as follows:
• Two members of your team are managers, the remaining four are
process workers...
• Your team is to perform a repetitive job, and assemble a
“product”... Details will be provided by the managers:• Key operations objectives are speed and quality
• Time how long each ‘product’ takes to complete.
• The product production requirements are as follows:• The managers will have 2 minutes to plan the process. brief staff
• Production of the first unit may then begin – one manager provides
guidance the other is the time keeper
• The cycle is not complete till the finished item has been quality
inspected by the 2 managers and approved.
• Production of second unit then begins – process repeated, & timed…

People in operations...#2In groups of six members, assemble a product:
• Two members of your team are managers, the remaining four
are process workers...
• The product is as follows:• Four paper cups standing on a paper plate
• Each cup has a name label attached on one side
• Each name label bears the name of one group member
• Inside each cup is a teaspoon
• Each cup has a paper napkin attached to it by a rubber band
• Time the assembly from start to finish.
• You must start and finish at your table; assembly must include • The “print” area at the front of the room (pens and labels), and
• The “attachments” area at the rear (the rubber bands and
serviettes).

People in operations...#3In groups of six members, discuss, note, and prepare to
report as follows:
• Your team is to perform a repetitive job, and assemble a
“product”...
• Key operations objectives are speed and quality
• Time how long each ‘product’ takes to complete.
• Then devise the following; • Work standards for the production process
• A suitable payment system for staff involved
• Suggest improvements to process efficiency, and;
• Improvements to design of the required production
tasks.

The operation
Alignment with business strategy (Strategic partner)
Assisting in
resolving operating
issues (Employee
champion)
Managing
transformation and
change (Change
agent)
HR processes and procedures (Administrative expert)
Recruit Develop Deploy
Human resource strategy…;
Using text information on pages 254-255, explain the
components and concepts illustrated in the model above…

Human
resources
(HR) role
What it involves Relevance to operations management (OM)
Strategic
partner
Aligning HR and business strategy:
‘organizational diagnosis’, manpower
planning, environmental monitoring,
etc.
OM integrates Operations and HR strategy. OM
specifies skills requirements and relies on HR
to develop them informed by labour market
forecasts, succession planning, etc.
Admin.
expert
Running the organization’s HR
processes and ‘shared services’:
payroll, appraisal, selection and
recruitment, communication, etc.
OM is largely an ‘internal customer’ for HR’s
processes. OM must be clear in its
requirements with agreed service levels
mutually negotiated.
Employee
champion
Listening and responding to
employees: ‘providing resources to
employees’, conciliation, career
advice, grievance procedures, etc.
OM and HR must develop a good working
relationship and clear procedures to deal with
any ‘emergency’ issues that arise. Also OM
must be sensitive to feedback from HR on how
it manages day-to-day operations.
Change
agent
Managing transformation and
change: ‘ensuring capacity for
change’, management development,
performance appraisal, organization
development, etc.
OM and HR are jointly responsible for
operations improvement activities. HR has a
vital role in all the cultural, developmental, and
evaluation activities associated with
improvement.
Human resource strategy (Continued)

The objectives of job
design
Jobdesign
impacts on
quality of working life
quality
speed
dependability
flexibility
cost
health and safety

Design
individuals’ and
groups’ jobs
Design the
working
environment
Allocate
work times
Ergonomics‘Scientific’
management
‘Behavioural’
approaches
Flexible
working
Division of
labour
Team working
The main influences on job design, work time
allocation and the design of the working environment

Consider Job Design Influences ...;With reference to Slack et al., page 260 - 270, discuss,
and record as follows:
Influences on Job
Design
Purpose/ Influence and
Issues
Example identified from
Hospitality Sector
Division of Labour
Scientific
Management
Ergonomics
Behavioural
Approaches:
• Empowerment
• Flexible Working
• Team-working
Dividing the total task down into smaller parts, each of
which is accomplished by a single person or team.
Promotes faster learning.
Makes automation easier.
Ensures non-productive work reduced.
Advantages
Leads to monotony.
Can result in physical injury.
Is not particularly robust.
Can reduce flexibility.
Disadvantages
Division of Labour

Ergonomics
How the person
interfaces with the
physical aspects of
his or her
workplace
How the person
interfaces with the
environmental conditions
prevalent in his or her
immediate working area
Ergonomics is concerned primarily with the physiological
aspects of job design – that is, with the human body and how
it fits into its surroundings.
Ergonomics

Forearms
approximately
horizontal
Seat back
adjustability
Good
lumbar
support
Seat height
adjustability
No excess pressure on underside of thighs and backs of knees
Foot
support
if needed
Space for
postural change,
no obstacles
under desk
Leg room and
clearance to allow
postural changes
Ergonomics in the office environment
Figure 9.9 Ergonomics in the office environment
Ergonomics (Continued)

Ergonomics in the office environment
Keyboard usable,
adjustable,
detachable,
legible
Adequate
lighting
Distracting noise
minimized
Software appropriate to task, adapted to user, no undisclosed monitoring
Screen: stable image,
adjustable, readable
glare/reflection free
Window
covering
Adequate contrast,
no glare or distracting
reflections
Work surfaces: allow flexible
arrangements, spacious, glare free
Ergonomics (Continued)
Figure 9.9 Ergonomics in the office environment (Continued)

More tasks
which give
increased
responsibility
autonomy or
decision making Original
job tasksJob
enlargement
Job
enrichment
More tasks of the
same typeFigure 9.8 Job enlargement and job enrichment
Behavioural Approaches...;Job enlargement and enrichment

Division of labour
Ergonomics
Behavioural approaches
Empowerment
Team working
Flexible workingStaff
treated as a resource
Staff treated as
a cost
Emphasis on
managerial control
Emphasis on
commitment and
engagement of staff
Scientific management
Self-managed
method study
Control versus commitment





























![[XLS] · Web view28 209 70227595 29 209 70775496 30 209 70554395 31 209 70775195 32 209 70559596 33 209 70774296 34 209 70778999 35 209 70773995 36 209 70226095 37 209 70776596 38](https://img.pdfslide.net/doc/110x75/5b0cded17f8b9ab7658b981b/xls-view28-209-70227595-29-209-70775496-30-209-70554395-31-209-70775195-32-209.jpg)