Embed Size (px)
Citation preview
85
3.17. Postupak kontrole produkata habanja i sagorevanja 3.17.1. Dijagnostika tehničkog stanja triboloških sklopova Dijagnostika tribomehaničkih sistema ima veoma značajnu ulogu u razvoju teorije i prakse trenja, habanja i podmazivanja. Posebna pažnja se posvećuje razvoju savremenih uređaja i metoda za praćenje promene stanja (dijagnostikovanje) tribomehaničkih sistema. Tehnički sistemi (mašine) u rudarskoj, naftnoj, gasnoj i ostalim industrijama imaju veliki broj sklopova i mehanizama koji su u procesu kretanja i medjusobnog kontakta.
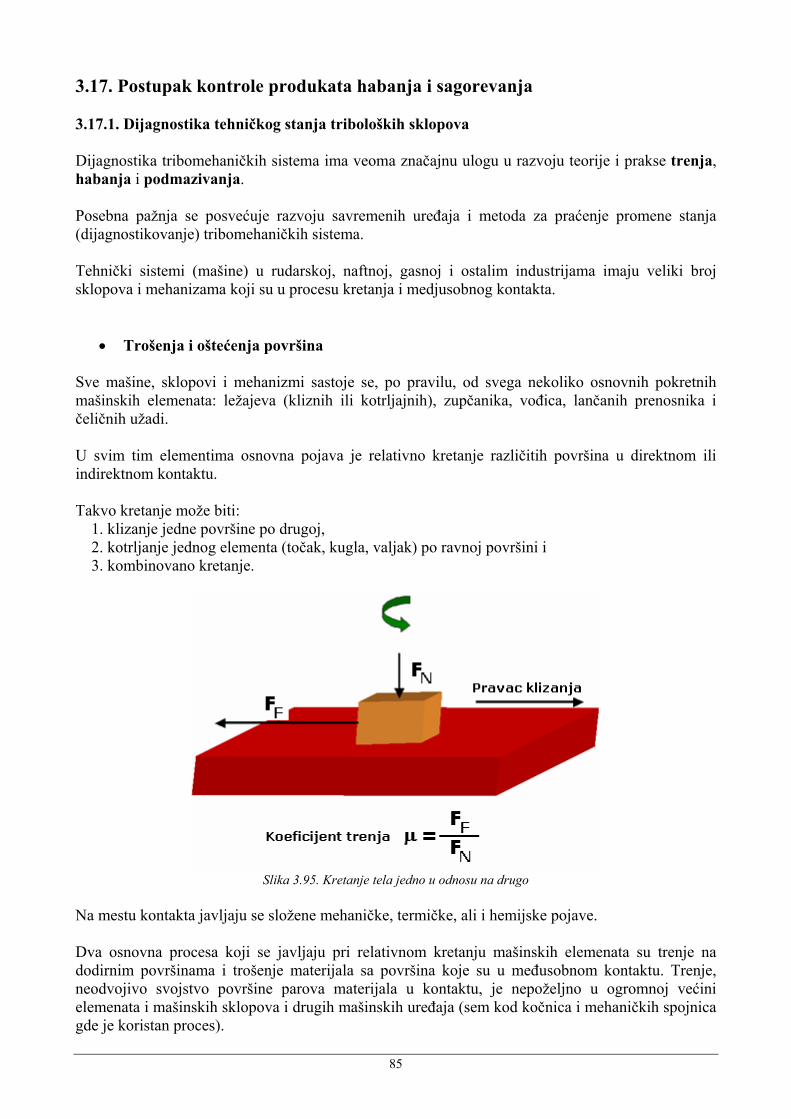
• Trošenja i oštećenja površina Sve mašine, sklopovi i mehanizmi sastoje se, po pravilu, od svega nekoliko osnovnih pokretnih mašinskih elemenata: ležajeva (kliznih ili kotrljajnih), zupčanika, vođica, lančanih prenosnika i čeličnih užadi. U svim tim elementima osnovna pojava je relativno kretanje različitih površina u direktnom ili indirektnom kontaktu. Takvo kretanje može biti: 1. klizanje jedne površine po drugoj, 2. kotrljanje jednog elementa (točak, kugla, valjak) po ravnoj površini i 3. kombinovano kretanje.
Slika 3.95. Kretanje tela jedno u odnosu na drugo
Na mestu kontakta javljaju se složene mehaničke, termičke, ali i hemijske pojave. Dva osnovna procesa koji se javljaju pri relativnom kretanju mašinskih elemenata su trenje na dodirnim površinama i trošenje materijala sa površina koje su u međusobnom kontaktu. Trenje, neodvojivo svojstvo površine parova materijala u kontaktu, je nepoželjno u ogromnoj većini elemenata i mašinskih sklopova i drugih mašinskih uređaja (sem kod kočnica i mehaničkih spojnica gde je koristan proces).
86
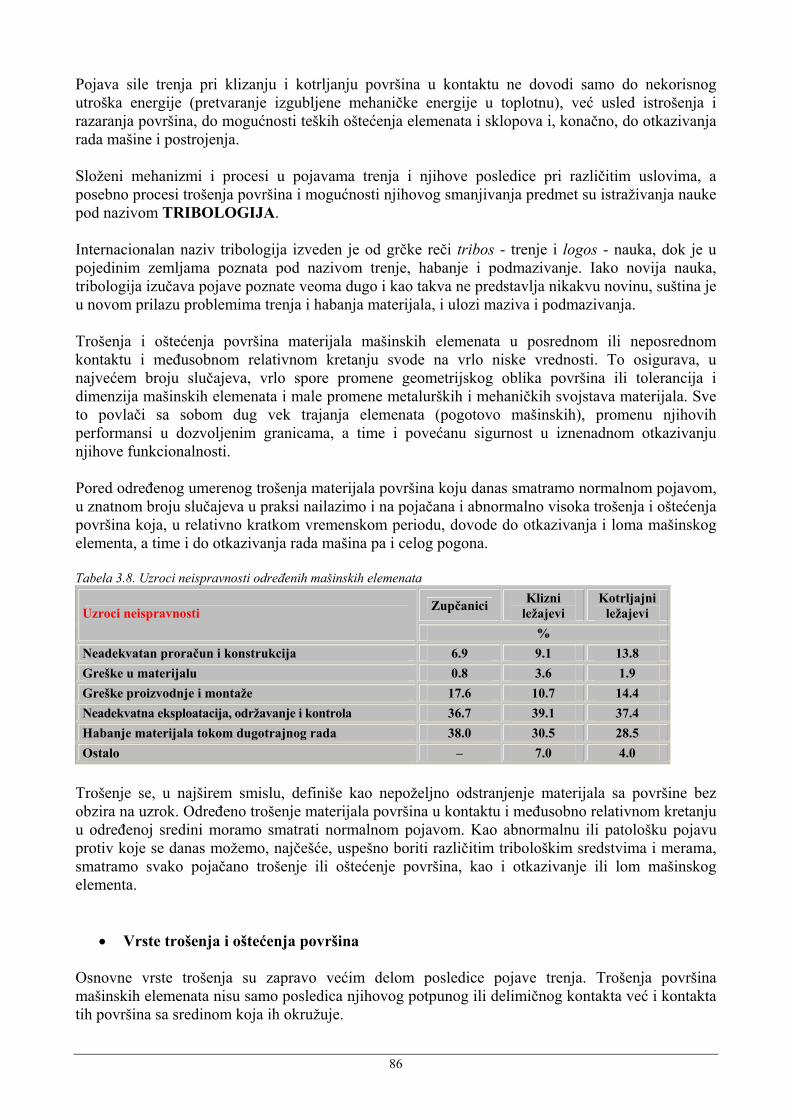
Pojava sile trenja pri klizanju i kotrljanju površina u kontaktu ne dovodi samo do nekorisnog utroška energije (pretvaranje izgubljene mehaničke energije u toplotnu), već usled istrošenja i razaranja površina, do mogućnosti teških oštećenja elemenata i sklopova i, konačno, do otkazivanja rada mašine i postrojenja. Složeni mehanizmi i procesi u pojavama trenja i njihove posledice pri različitim uslovima, a posebno procesi trošenja površina i mogućnosti njihovog smanjivanja predmet su istraživanja nauke pod nazivom TRIBOLOGIJA. Internacionalan naziv tribologija izveden je od grčke reči tribos - trenje i logos - nauka, dok je u pojedinim zemljama poznata pod nazivom trenje, habanje i podmazivanje. Iako novija nauka, tribologija izučava pojave poznate veoma dugo i kao takva ne predstavlja nikakvu novinu, suština je u novom prilazu problemima trenja i habanja materijala, i ulozi maziva i podmazivanja. Trošenja i oštećenja površina materijala mašinskih elemenata u posrednom ili neposrednom kontaktu i međusobnom relativnom kretanju svode na vrlo niske vrednosti. To osigurava, u najvećem broju slučajeva, vrlo spore promene geometrijskog oblika površina ili tolerancija i dimenzija mašinskih elemenata i male promene metalurških i mehaničkih svojstava materijala. Sve to povlači sa sobom dug vek trajanja elemenata (pogotovo mašinskih), promenu njihovih performansi u dozvoljenim granicama, a time i povećanu sigurnost u iznenadnom otkazivanju njihove funkcionalnosti. Pored određenog umerenog trošenja materijala površina koju danas smatramo normalnom pojavom, u znatnom broju slučajeva u praksi nailazimo i na pojačana i abnormalno visoka trošenja i oštećenja površina koja, u relativno kratkom vremenskom periodu, dovode do otkazivanja i loma mašinskog elementa, a time i do otkazivanja rada mašina pa i celog pogona. Tabela 3.8. Uzroci neispravnosti određenih mašinskih elemenata
Zupčanici Klizni ležajevi
Kotrljajni ležajevi Uzroci neispravnosti
% Neadekvatan proračun i konstrukcija 6.9 9.1 13.8 Greške u materijalu 0.8 3.6 1.9 Greške proizvodnje i montaže 17.6 10.7 14.4 Neadekvatna eksploatacija, održavanje i kontrola 36.7 39.1 37.4 Habanje materijala tokom dugotrajnog rada 38.0 30.5 28.5 Ostalo – 7.0 4.0
Trošenje se, u najširem smislu, definiše kao nepoželjno odstranjenje materijala sa površine bez obzira na uzrok. Određeno trošenje materijala površina u kontaktu i međusobno relativnom kretanju u određenoj sredini moramo smatrati normalnom pojavom. Kao abnormalnu ili patološku pojavu protiv koje se danas možemo, najčešće, uspešno boriti različitim tribološkim sredstvima i merama, smatramo svako pojačano trošenje ili oštećenje površina, kao i otkazivanje ili lom mašinskog elementa.
• Vrste trošenja i oštećenja površina Osnovne vrste trošenja su zapravo većim delom posledice pojave trenja. Trošenja površina mašinskih elemenata nisu samo posledica njihovog potpunog ili delimičnog kontakta već i kontakta tih površina sa sredinom koja ih okružuje.
87
Agresiju kiseonika i vlage iz vazduha, delovanje čvrstih kontaminata svih vrsta u znatnoj meri doprinose povećanju navedenih osnovnih trošenja površina mašinskih elemenata kao i novim specifičnim vrstama trošenja. Čak i samo mazivo pri strujanju duž površina elemenata, svojom energijom kretanja i specifičnim hidrauličkim i reološkim pojavama, može da doprinese određenim vrstama trošenja. Može se postaviti gruba podela trošenja:
1. mehaničko i 2. hemijsko trošenje.
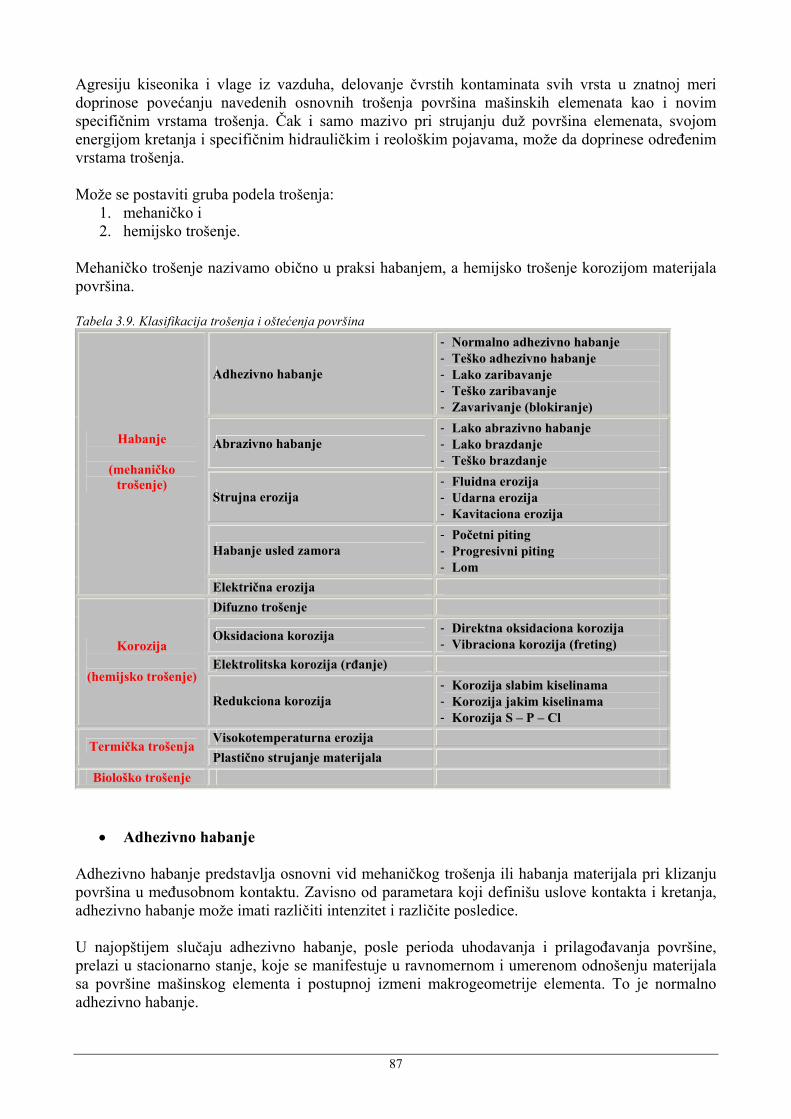
Mehaničko trošenje nazivamo obično u praksi habanjem, a hemijsko trošenje korozijom materijala površina. Tabela 3.9. Klasifikacija trošenja i oštećenja površina
Adhezivno habanje
- Normalno adhezivno habanje - Teško adhezivno habanje - Lako zaribavanje - Teško zaribavanje - Zavarivanje (blokiranje)
Abrazivno habanje - Lako abrazivno habanje - Lako brazdanje - Teško brazdanje
Strujna erozija - Fluidna erozija - Udarna erozija - Kavitaciona erozija
Habanje usled zamora - Početni piting - Progresivni piting - Lom
Habanje
(mehaničko trošenje)
Električna erozija Difuzno trošenje
Oksidaciona korozija - Direktna oksidaciona korozija - Vibraciona korozija (freting)
Elektrolitska korozija (rđanje) Korozija
(hemijsko trošenje)
Redukciona korozija - Korozija slabim kiselinama - Korozija jakim kiselinama - Korozija S – P – Cl
Visokotemperaturna erozija Termička trošenja
Plastično strujanje materijala Biološko trošenje
• Adhezivno habanje Adhezivno habanje predstavlja osnovni vid mehaničkog trošenja ili habanja materijala pri klizanju površina u međusobnom kontaktu. Zavisno od parametara koji definišu uslove kontakta i kretanja, adhezivno habanje može imati različiti intenzitet i različite posledice. U najopštijem slučaju adhezivno habanje, posle perioda uhodavanja i prilagođavanja površine, prelazi u stacionarno stanje, koje se manifestuje u ravnomernom i umerenom odnošenju materijala sa površine mašinskog elementa i postupnoj izmeni makrogeometrije elementa. To je normalno adhezivno habanje.
88
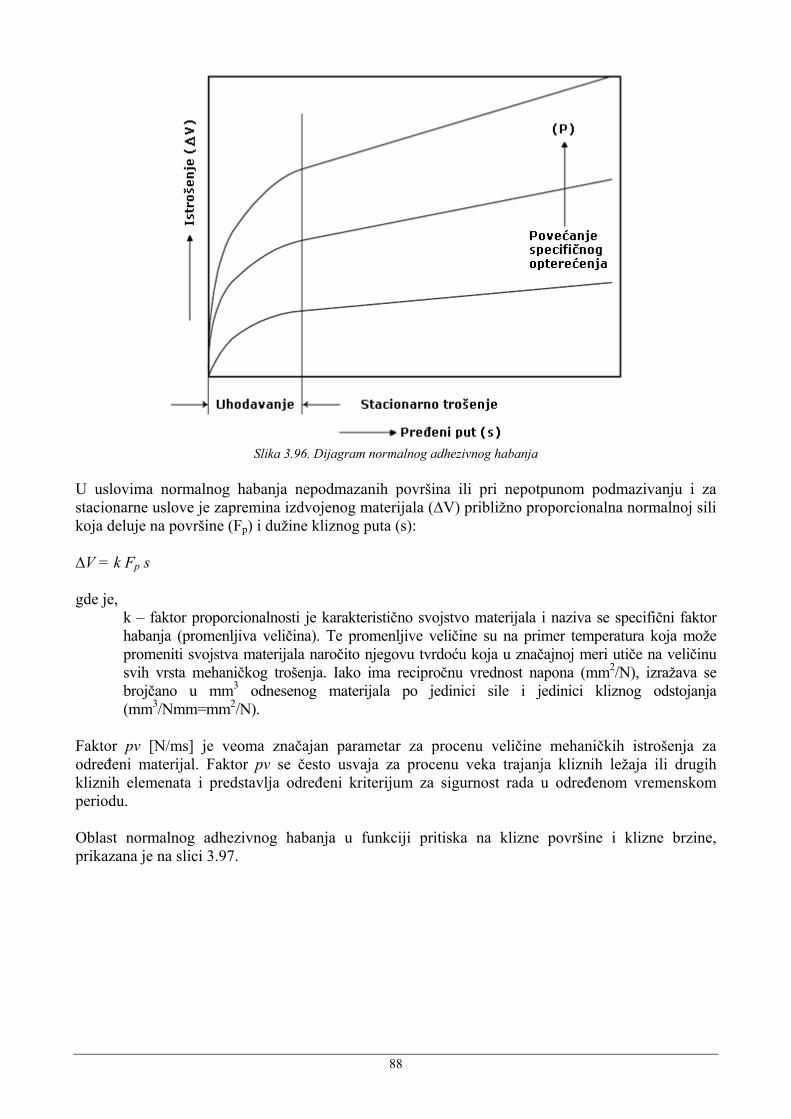
Slika 3.96. Dijagram normalnog adhezivnog habanja
U uslovima normalnog habanja nepodmazanih površina ili pri nepotpunom podmazivanju i za stacionarne uslove je zapremina izdvojenog materijala (∆V) približno proporcionalna normalnoj sili koja deluje na površine (Fp) i dužine kliznog puta (s): ∆V = k Fp s gde je,
k – faktor proporcionalnosti je karakteristično svojstvo materijala i naziva se specifični faktor habanja (promenljiva veličina). Te promenljive veličine su na primer temperatura koja može promeniti svojstva materijala naročito njegovu tvrdoću koja u značajnoj meri utiče na veličinu svih vrsta mehaničkog trošenja. Iako ima recipročnu vrednost napona (mm2/N), izražava se brojčano u mm3 odnesenog materijala po jedinici sile i jedinici kliznog odstojanja (mm3/Nmm=mm2/N).
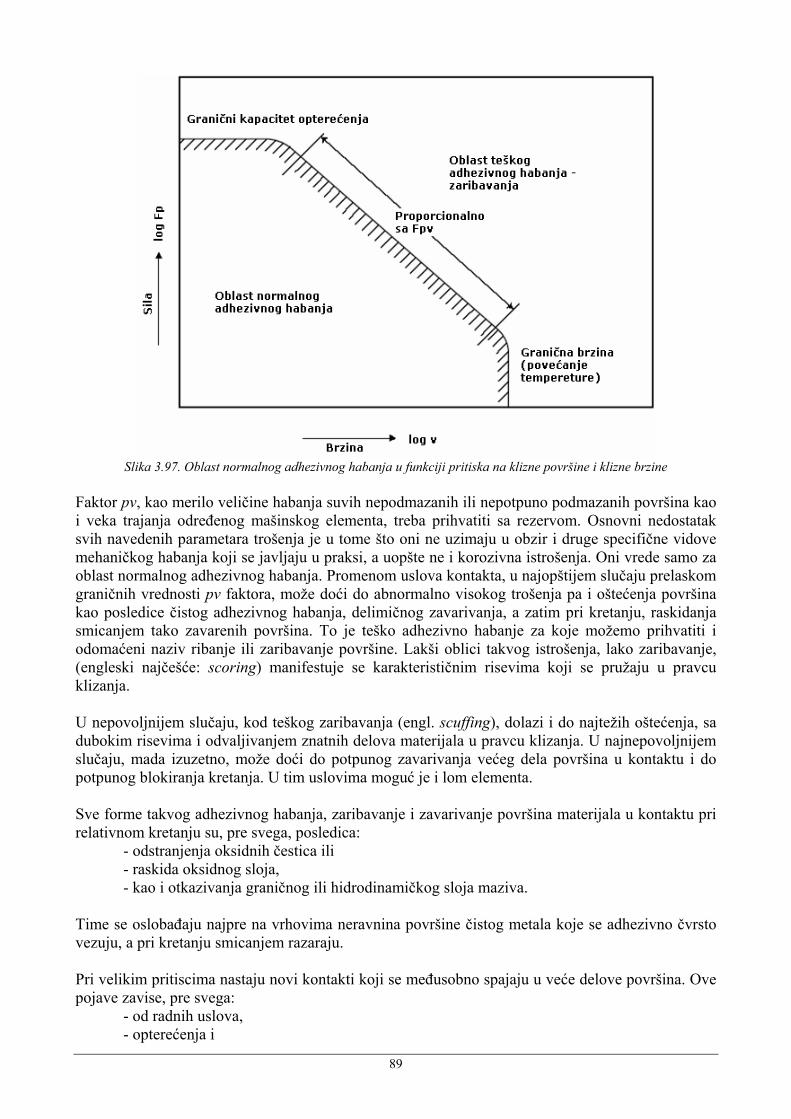
Faktor pv [N/ms] je veoma značajan parametar za procenu veličine mehaničkih istrošenja za određeni materijal. Faktor pv se često usvaja za procenu veka trajanja kliznih ležaja ili drugih kliznih elemenata i predstavlja određeni kriterijum za sigurnost rada u određenom vremenskom periodu. Oblast normalnog adhezivnog habanja u funkciji pritiska na klizne površine i klizne brzine, prikazana je na slici 3.97.
89
Slika 3.97. Oblast normalnog adhezivnog habanja u funkciji pritiska na klizne površine i klizne brzine
Faktor pv, kao merilo veličine habanja suvih nepodmazanih ili nepotpuno podmazanih površina kao i veka trajanja određenog mašinskog elementa, treba prihvatiti sa rezervom. Osnovni nedostatak svih navedenih parametara trošenja je u tome što oni ne uzimaju u obzir i druge specifične vidove mehaničkog habanja koji se javljaju u praksi, a uopšte ne i korozivna istrošenja. Oni vrede samo za oblast normalnog adhezivnog habanja. Promenom uslova kontakta, u najopštijem slučaju prelaskom graničnih vrednosti pv faktora, može doći do abnormalno visokog trošenja pa i oštećenja površina kao posledice čistog adhezivnog habanja, delimičnog zavarivanja, a zatim pri kretanju, raskidanja smicanjem tako zavarenih površina. To je teško adhezivno habanje za koje možemo prihvatiti i odomaćeni naziv ribanje ili zaribavanje površine. Lakši oblici takvog istrošenja, lako zaribavanje, (engleski najčešće: scoring) manifestuje se karakterističnim risevima koji se pružaju u pravcu klizanja. U nepovoljnijem slučaju, kod teškog zaribavanja (engl. scuffing), dolazi i do najtežih oštećenja, sa dubokim risevima i odvaljivanjem znatnih delova materijala u pravcu klizanja. U najnepovoljnijem slučaju, mada izuzetno, može doći do potpunog zavarivanja većeg dela površina u kontaktu i do potpunog blokiranja kretanja. U tim uslovima moguć je i lom elementa. Sve forme takvog adhezivnog habanja, zaribavanje i zavarivanje površina materijala u kontaktu pri relativnom kretanju su, pre svega, posledica: - odstranjenja oksidnih čestica ili - raskida oksidnog sloja, - kao i otkazivanja graničnog ili hidrodinamičkog sloja maziva. Time se oslobađaju najpre na vrhovima neravnina površine čistog metala koje se adhezivno čvrsto vezuju, a pri kretanju smicanjem razaraju. Pri velikim pritiscima nastaju novi kontakti koji se međusobno spajaju u veće delove površina. Ove pojave zavise, pre svega: - od radnih uslova, - opterećenja i
90
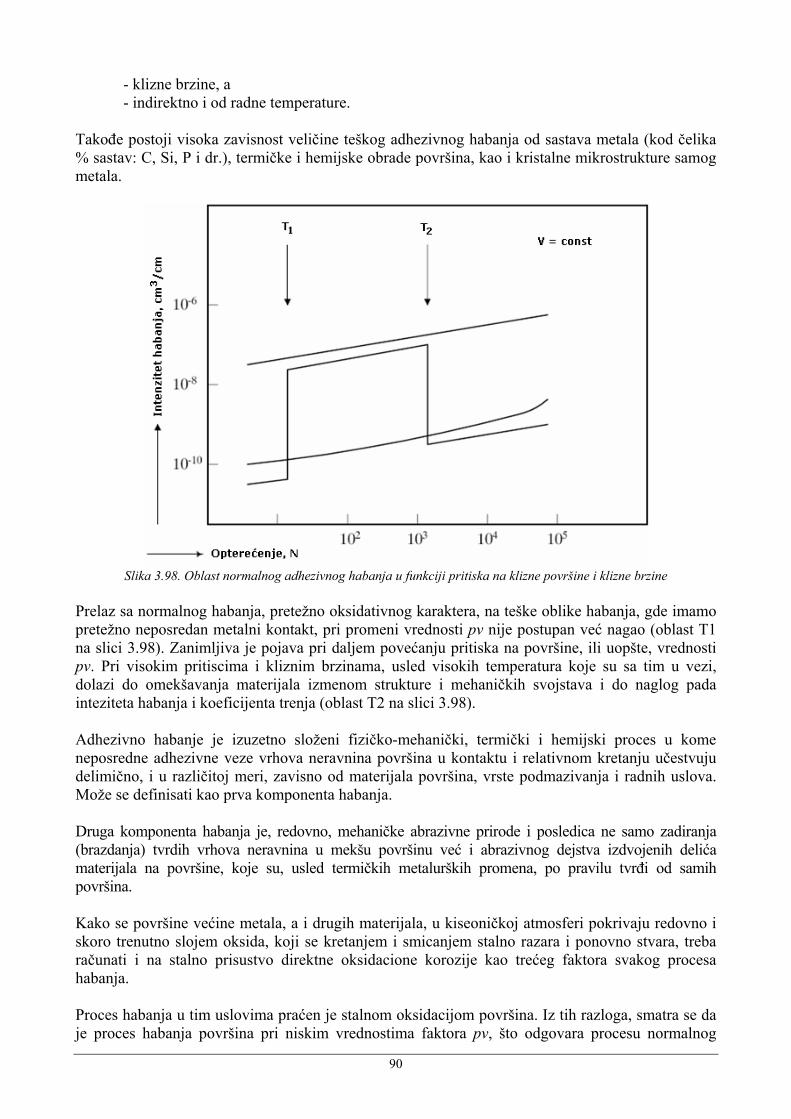
- klizne brzine, a - indirektno i od radne temperature. Takođe postoji visoka zavisnost veličine teškog adhezivnog habanja od sastava metala (kod čelika % sastav: C, Si, P i dr.), termičke i hemijske obrade površina, kao i kristalne mikrostrukture samog metala.
Slika 3.98. Oblast normalnog adhezivnog habanja u funkciji pritiska na klizne površine i klizne brzine
Prelaz sa normalnog habanja, pretežno oksidativnog karaktera, na teške oblike habanja, gde imamo pretežno neposredan metalni kontakt, pri promeni vrednosti pv nije postupan već nagao (oblast T1 na slici 3.98). Zanimljiva je pojava pri daljem povećanju pritiska na površine, ili uopšte, vrednosti pv. Pri visokim pritiscima i kliznim brzinama, usled visokih temperatura koje su sa tim u vezi, dolazi do omekšavanja materijala izmenom strukture i mehaničkih svojstava i do naglog pada inteziteta habanja i koeficijenta trenja (oblast T2 na slici 3.98). Adhezivno habanje je izuzetno složeni fizičko-mehanički, termički i hemijski proces u kome neposredne adhezivne veze vrhova neravnina površina u kontaktu i relativnom kretanju učestvuju delimično, i u različitoj meri, zavisno od materijala površina, vrste podmazivanja i radnih uslova. Može se definisati kao prva komponenta habanja. Druga komponenta habanja je, redovno, mehaničke abrazivne prirode i posledica ne samo zadiranja (brazdanja) tvrdih vrhova neravnina u mekšu površinu već i abrazivnog dejstva izdvojenih delića materijala na površine, koje su, usled termičkih metalurških promena, po pravilu tvrđi od samih površina. Kako se površine većine metala, a i drugih materijala, u kiseoničkoj atmosferi pokrivaju redovno i skoro trenutno slojem oksida, koji se kretanjem i smicanjem stalno razara i ponovno stvara, treba računati i na stalno prisustvo direktne oksidacione korozije kao trećeg faktora svakog procesa habanja. Proces habanja u tim uslovima praćen je stalnom oksidacijom površina. Iz tih razloga, smatra se da je proces habanja površina pri niskim vrednostima faktora pv, što odgovara procesu normalnog
91
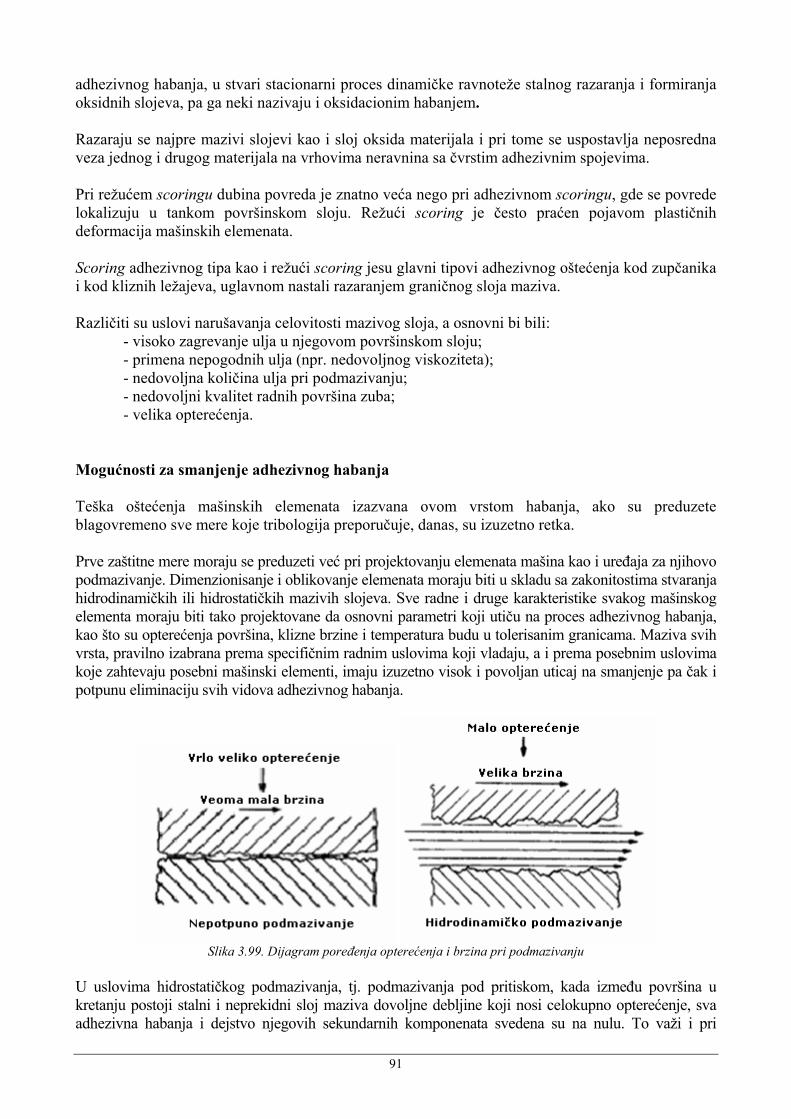
adhezivnog habanja, u stvari stacionarni proces dinamičke ravnoteže stalnog razaranja i formiranja oksidnih slojeva, pa ga neki nazivaju i oksidacionim habanjem. Razaraju se najpre mazivi slojevi kao i sloj oksida materijala i pri tome se uspostavlja neposredna veza jednog i drugog materijala na vrhovima neravnina sa čvrstim adhezivnim spojevima. Pri režućem scoringu dubina povreda je znatno veća nego pri adhezivnom scoringu, gde se povrede lokalizuju u tankom površinskom sloju. Režući scoring je često praćen pojavom plastičnih deformacija mašinskih elemenata. Scoring adhezivnog tipa kao i režući scoring jesu glavni tipovi adhezivnog oštećenja kod zupčanika i kod kliznih ležajeva, uglavnom nastali razaranjem graničnog sloja maziva. Različiti su uslovi narušavanja celovitosti mazivog sloja, a osnovni bi bili: - visoko zagrevanje ulja u njegovom površinskom sloju; - primena nepogodnih ulja (npr. nedovoljnog viskoziteta); - nedovoljna količina ulja pri podmazivanju; - nedovoljni kvalitet radnih površina zuba; - velika opterećenja. Mogućnosti za smanjenje adhezivnog habanja Teška oštećenja mašinskih elemenata izazvana ovom vrstom habanja, ako su preduzete blagovremeno sve mere koje tribologija preporučuje, danas, su izuzetno retka. Prve zaštitne mere moraju se preduzeti već pri projektovanju elemenata mašina kao i uređaja za njihovo podmazivanje. Dimenzionisanje i oblikovanje elemenata moraju biti u skladu sa zakonitostima stvaranja hidrodinamičkih ili hidrostatičkih mazivih slojeva. Sve radne i druge karakteristike svakog mašinskog elementa moraju biti tako projektovane da osnovni parametri koji utiču na proces adhezivnog habanja, kao što su opterećenja površina, klizne brzine i temperatura budu u tolerisanim granicama. Maziva svih vrsta, pravilno izabrana prema specifičnim radnim uslovima koji vladaju, a i prema posebnim uslovima koje zahtevaju posebni mašinski elementi, imaju izuzetno visok i povoljan uticaj na smanjenje pa čak i potpunu eliminaciju svih vidova adhezivnog habanja.
Slika 3.99. Dijagram poređenja opterećenja i brzina pri podmazivanju
U uslovima hidrostatičkog podmazivanja, tj. podmazivanja pod pritiskom, kada između površina u kretanju postoji stalni i neprekidni sloj maziva dovoljne debljine koji nosi celokupno opterećenje, sva adhezivna habanja i dejstvo njegovih sekundarnih komponenata svedena su na nulu. To važi i pri
92
hidrodinamičkom podmazivanju mašinskih elemenata, a posebno ležaja, u normalnim uslovima rada. U mnogim elementima mašina navedeni uslovi podmazivanja ne mogu se ostvariti iz konstrukcionih razloga ili specifičnih radnih uslova. Takvi elementi su zupčanici svih vrsta. U mnogim takvim slučajevima, elastohidrodinamičko podmazivanje, slično hidrodinamičkom obezbeđuje uljni sloj dovoljne debljine da u normalnim uslovima rada spreči kontakt površina u kretanju i eliminiše sva trošenja adhezivnog i kontaktnog tipa.
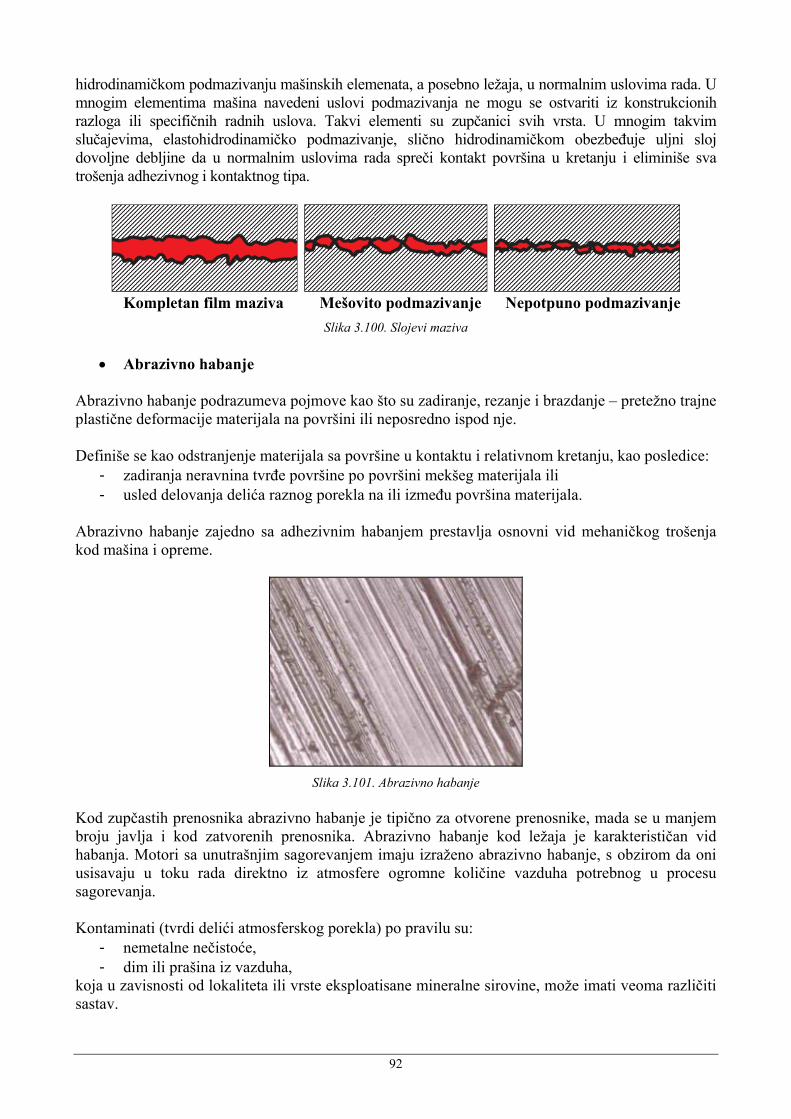
Kompletan film maziva Mešovito podmazivanje Nepotpuno podmazivanje
Slika 3.100. Slojevi maziva
• Abrazivno habanje Abrazivno habanje podrazumeva pojmove kao što su zadiranje, rezanje i brazdanje – pretežno trajne plastične deformacije materijala na površini ili neposredno ispod nje. Definiše se kao odstranjenje materijala sa površine u kontaktu i relativnom kretanju, kao posledice:
- zadiranja neravnina tvrđe površine po površini mekšeg materijala ili - usled delovanja delića raznog porekla na ili između površina materijala.
Abrazivno habanje zajedno sa adhezivnim habanjem prestavlja osnovni vid mehaničkog trošenja kod mašina i opreme.
Slika 3.101. Abrazivno habanje
Kod zupčastih prenosnika abrazivno habanje je tipično za otvorene prenosnike, mada se u manjem broju javlja i kod zatvorenih prenosnika. Abrazivno habanje kod ležaja je karakterističan vid habanja. Motori sa unutrašnjim sagorevanjem imaju izraženo abrazivno habanje, s obzirom da oni usisavaju u toku rada direktno iz atmosfere ogromne količine vazduha potrebnog u procesu sagorevanja. Kontaminati (tvrdi delići atmosferskog porekla) po pravilu su:
- nemetalne nečistoće, - dim ili prašina iz vazduha,
koja u zavisnosti od lokaliteta ili vrste eksploatisane mineralne sirovine, može imati veoma različiti sastav.
93
Ipak, glavni sastojak, po pravilu je: - silicijum-dioksid (SiO2), - a često se nalaze i oksidi kalijuma, magnezijuma čak i gvožđa i aluminijuma, ponekad
ugljenika i drugih različitih materijala. Veličina čestica atmosferske nečistoće variraju u širokim granicama od 0.1 do 1µm (čestice dima) i od 1 do 150µm (zrno peska), za atmosfersku prašinu. Granulometrijski sastav zrna nečistoće atmosferske prašine variraju slično sastavu atmosferske prašine. Abrazivno trošenje zavisi u velikoj meri od koncentracije i granulometrijskog sastava nečistoća. U slučaju da su veličine abraziva manje od debljine mazivog sloja, postoji mogućnost njihovog nesmetanog kretanja između elemenata, pa je njihov uticaj na razvoj abrazivnog habanja mali. U suprotnom efekti uticaja abraziva su znatno veći. Abrazivno habanje površina mekših materijala može biti izazvano neravninama površina tvrđih materijala. Iz ovoga je jasno da abrazivno habanje prestavlja jednim delom, sekundarnu komponentu adhezivnog habanja. Pri velikim razlikama u tvrdoći materijala u kontaktu, habanje površina je izuzetno visoko i pretežno je abrazivnog karaktera. Međutim treba reći da pri adhezivnom habanju vremenom trošenja opadnu i ustale se na niskoj vrednosti. Tehnološke nečistoće (zadržale su se na površinama elementa i u sistemu podmazivanja mašina):
- livački pesak, - tvrdi delići metalnih oksida, - ostaci pri livenju, - ostaci različitih postupaka mehaničke obrade.
Čak i kada u sistemu podmazivanja mašine postoje odgovarajući prečistači ulja (filteri), delovi takvih krupnih nečistoća ostaju utisnuti i uglavljeni u meke metale npr. za ležaje, dok znatni deo vrlo sitnih čestica i dalje slobodno cirkuliše kroz sistem. Abrazivne čestice mogu u mašinskim sklopovima poticati od trošenja unutrašnjih površina mašine:
- različitim vidovima mehaničkog trošenja ili - korozije.
Abrazivno habanje usled dejstva tvrđih materijala na površine u kretanju je redovno vrlo izrazito kao i čvrsti produkti potpunog ili nepotpunog sagorevanja goriva u komori za sagorevanje kod motora. Pri dovoljnoj debljini uljnog sloja u nekom elementu mašine, posebno u slučaju hidrodinamičkog ili hidrostatičkog podmazivanja slojem veće debljine, čestice stranih materija slobodno prolaze sa fluidom kroz zazore elemenata prouzrokujući samo malim delom oštećenja površina. U slučaju manjih debljina uljnog sloja, nepotpunog, mešovitog ili graničnog podmazivanja, i manji delići tvrdih stranih materija mogu izazvati vrlo znatna habanja materijala površina. Duže dejstvo tako malih dovoljno čvrstih čestica ogleda se u obliku sitnih ogrebotina (riseva), najčešće na površini mekog materijala tj. metala. Dejstvo je, u ovom slučaju, slično vrlo umerenom ali grubom brušenju – grebanju površina koje je poznato u engleskoj literaturi pod nazivom scratching. Veće tvrde čestice prolaze sa mazivim fluidom kroz zazore sa oštrim zadiranjem površina i urezivanje žlebova (growing) i brazdi (plowing, ridging) znatne dubine.
94
Meki metali, kao što su beli metal, olovo i dr., imaju sposobnost da prihvate u sebe (utapaju) strane tvrde deliće i da ih na taj način eliminišu iz cirkulacije i učine bezopasnim. Slično je i u slučaju relativno tvrde osnove materijala za ležište koja je prekrivena tankim slojem mekanog metala. Međutim, u određenim slučajevima, ovakvo svojstvo ovog materijala može biti uzročnik veoma ozbiljnim abrazivnim oštećenjima obe klizne površine u kontaktu. I meke čestice stranih materija, kao što su aglomerati čađi i koksa, mogu ako su u većim količinama, izmeniti strukturu površine i postati uzročnik oštećenja površina (površina postaje neravna, sa kružnim oštećenjima u obliku usečenih tamnih mrlja). U svim slučajevima intenzitet abrazivnog habanja zavisi od odnosa tvrdoće abrazivnog tela ili delića (abraziva) i tvrdoće materijala površine na koju abraziv deluje. Postupci za smanjenje abrazivnog habanja Mazivi fluidi ili masti bilo koje vrste i karakteristika mogu imati u normalnim uslovima rada samo veoma ograničeni uticaj na tok i obim abrazivnog trošenja. Njihov uticaj je, zapravo znatan samo u periodu uhodavanja i prilagođavanja površina u kontaktu i relativnom kretanju, kada, usporavajući složen proces abrazivnog i adhezivnog habanja, doprinosi povoljnoj i manje abrazivnoj konfiguraciji površina i smanjuju količinu izdvojenih abrazivnih čestica. Kasnije u normalnoj eksploataciji, na smanjenje abrazivnog dejstva sitnih delića stranog materijala mogu delovati neki mazivi fluidi, u ograničenom obimu, svojim disperzantnim svojstvima, sprečavajući spajanje sitnih čestica u veće anglomerate i zadržavajući znatan deo nečistoća u fino dispergovanom stanju. Efikasnije su one mere tehnološke i metalurške prirode koje vode povećanju otpornosti kliznih površina prema abrazivnom habanju. Najveći uticaj na smanjenje abrazivnog habanja imaju, posebne konstruktivne mere. Od opštih konstruktivnih mera koje deluju u pravcu smanjenja trošenja površina treba spomenuti povećanje zazora između kliznih površina. To međutim nije u saglasnosti sa savremenim tendencijama razvoja mašinskih konstrukcija koje teže upravo smanjenju zazora. Izrazito efikasne, opravdane i neophodne su one mere koje omogućuju znatno smanjenje količine tvrdih kontaminanata u sistemu podmazivanja. Raznim postupcima se mora, u maksimalnoj mogućoj meri, sprečiti prodiranje čvrstih stranih čestica materije u mašinu ili sistem podmazivanja, izdvojiti čvrste strane čestice iz svih fluida koji po svojoj funkciji ulaze u mašinu, i najzad, stalno u toku eksploatacije prečišćavati mazivi fluid u sistemu podmazivanja mašine od svih stranih materija koje su, prodrle u sistem ili u sistemu nastale. Sprečavanje prodiranja nečistoća u mašinu postižemo efikasnim zaptivanjem svih otvora i zazora koji su sa atmosferom u vezi. Zaptivke kliznih površina (semering) moraju posedovati i posebna tribološka svojstva.
95
Izbor metode za prečišćavanje (filtriranje, centrifugiranje i dr.) zavise od vrste postrojenja i uslova rada. Međutim, treba imati na umu da i najefikasnije metode prečišćavanja ne odstranjuju u potpunosti svu nečistoću.
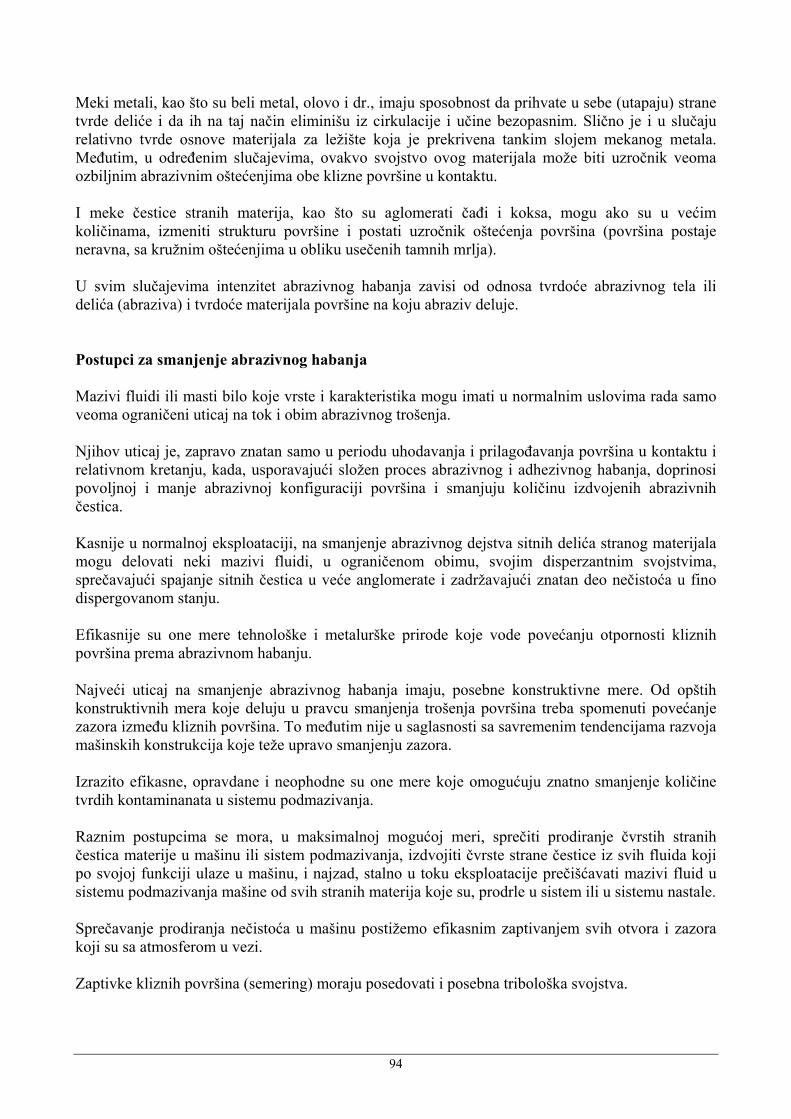
• Fluidna erozija Erozivno trošenje ili fluidna erozija - strujanje mazivog fluida velikom relativnom brzinom u odnosu na čvrstu površinu u kontaktu može izazvati svojim kinetičkim dejstvom određeno ostranjenje materijala površine.
Slika 3. 102. Fluidna erozija
Ono što normalno definišemo kao erozivna istrošenja pre su posledica dejstva vrlo malih čvrstih delića, mikro i submikro dimenzija, suspendovanih u mazivom fluidu. Te sitne čestice suspendovane u ulju, po pravilu dimenzije ispod 5µm teško se, a one ispod 1µm ne mogu se odstraniti uobičajenim tehničkim sredstvima za prečišćavanje mazivog fluida u sistemu podmazivanja. Otuda je veoma teško postaviti jasnu graničnu liniju između abrazivnih i erozivnih istrošenja.
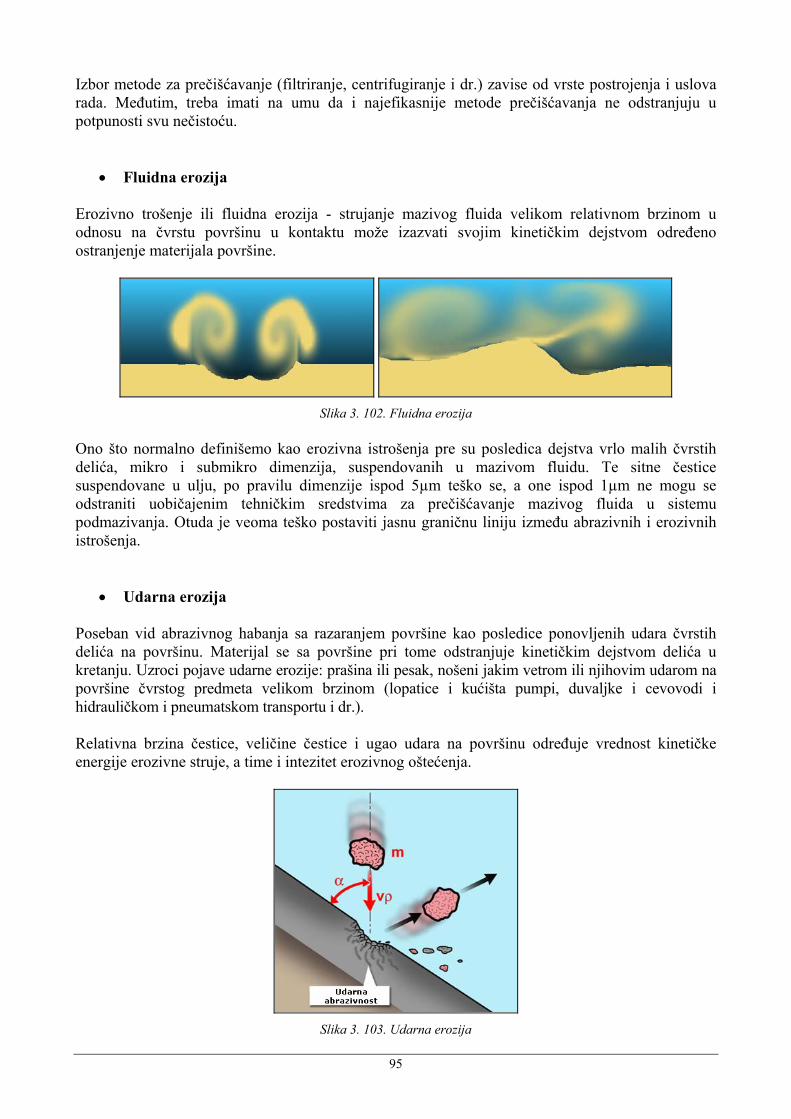
• Udarna erozija Poseban vid abrazivnog habanja sa razaranjem površine kao posledice ponovljenih udara čvrstih delića na površinu. Materijal se sa površine pri tome odstranjuje kinetičkim dejstvom delića u kretanju. Uzroci pojave udarne erozije: prašina ili pesak, nošeni jakim vetrom ili njihovim udarom na površine čvrstog predmeta velikom brzinom (lopatice i kućišta pumpi, duvaljke i cevovodi i hidrauličkom i pneumatskom transportu i dr.). Relativna brzina čestice, veličine čestice i ugao udara na površinu određuje vrednost kinetičke energije erozivne struje, a time i intezitet erozivnog oštećenja.
Slika 3. 103. Udarna erozija
96
Za prirodne materijale erozivnost raste sa porastom sadržajem kvarca i veličinom udarnih čestica. Ona zavisi i od oblika čestica, oštre ivice čestica izazivaju jače habanje od okruglih. Ugao udara je definisan nagibom između površine predmeta i trajektorije udarne čestice. Uticaj ugla udara zavisi i od tipa materijala. Elastični i meki materijali trpe najveća oštećenja pri uglovima od 20° do 30°, dok krti materijali pri pravom uglu. Na površinama krtih materijala udar čestica izaziva naprsline u obliku školjke sa svetlim tragovima na mestu udara. Kod elastičnih materijala, kada su oštećenja površina maksimalna pri malim uglovima udara, oštećenja nastaju izdvajanjem materijala sa površine slično procesu rezanja. Izbor materijala napadnute površine je najznačajniji faktor kojim možemo da utičemo na smanjenje oštećenja površina usled udarne erozije. Krti materijali su u opštem slučaju otporniji, ali oštećenja zavise u najvećoj meri od ugla udara čestice.
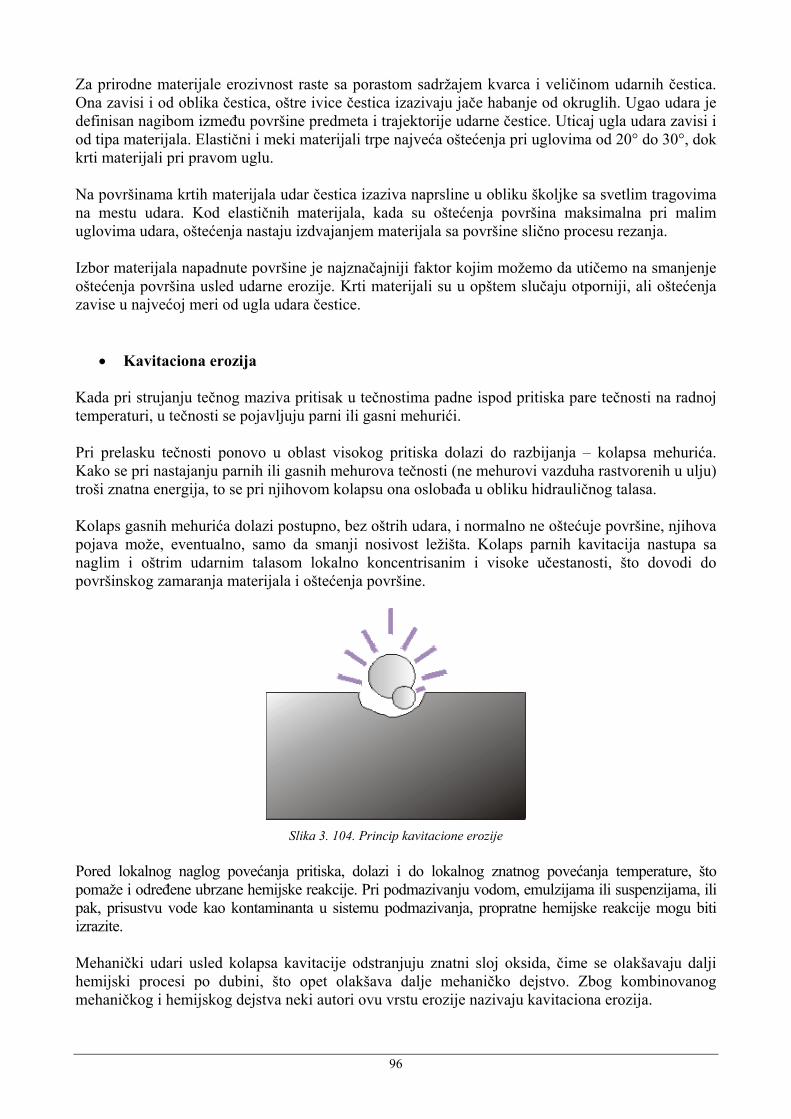
• Kavitaciona erozija Kada pri strujanju tečnog maziva pritisak u tečnostima padne ispod pritiska pare tečnosti na radnoj temperaturi, u tečnosti se pojavljuju parni ili gasni mehurići. Pri prelasku tečnosti ponovo u oblast visokog pritiska dolazi do razbijanja – kolapsa mehurića. Kako se pri nastajanju parnih ili gasnih mehurova tečnosti (ne mehurovi vazduha rastvorenih u ulju) troši znatna energija, to se pri njihovom kolapsu ona oslobađa u obliku hidrauličnog talasa. Kolaps gasnih mehurića dolazi postupno, bez oštrih udara, i normalno ne oštećuje površine, njihova pojava može, eventualno, samo da smanji nosivost ležišta. Kolaps parnih kavitacija nastupa sa naglim i oštrim udarnim talasom lokalno koncentrisanim i visoke učestanosti, što dovodi do površinskog zamaranja materijala i oštećenja površine.
Slika 3. 104. Princip kavitacione erozije
Pored lokalnog naglog povećanja pritiska, dolazi i do lokalnog znatnog povećanja temperature, što pomaže i određene ubrzane hemijske reakcije. Pri podmazivanju vodom, emulzijama ili suspenzijama, ili pak, prisustvu vode kao kontaminanta u sistemu podmazivanja, propratne hemijske reakcije mogu biti izrazite. Mehanički udari usled kolapsa kavitacije odstranjuju znatni sloj oksida, čime se olakšavaju dalji hemijski procesi po dubini, što opet olakšava dalje mehaničko dejstvo. Zbog kombinovanog mehaničkog i hemijskog dejstva neki autori ovu vrstu erozije nazivaju kavitaciona erozija.
97
Do naglih promena pritiska dolazi pri strujanju u hidrodinamičkom sloju mazivog fluida na mestima prelaza sa opterećenog na neopterećeni deo u ležištu, gde pritisci u sloju mogu da poprime i negativne vrednosti. Kavitacija se najčešće javlja kod dizel-motora sa niskim i srednjim brojevima obrtaja. Kavitaciona istrošenja površina materijala za ležišta zavise od tvrdoće materijala. Kavitaciona istrošenja se retko prostiru u dubinu materijala. Pojava kavitacije zavisi od pritiska pare mazive tečnosti, naravno u uslovima visokih temperatura i znatnog vakuma na mestima gde se ona javlja, po pravilu lokalno u sloju maziva ležaja. Kavitaciona istrošenja se mogu, ponekad, eliminisati upotrebom viskoznijeg maziva. Po pravilu, pojavu kavitacionog istrošenja moramo smatrati konstruktivnim problemom. Određene konstruktivne mere se sastoje u:
- smanjenju zazora između rukavca i ležaja i - u povećanju pritiska ulja u cirkulaciji.
Smanjenje zazora smanjuje, do izvesne granice, radijalno kretanje rukavca u ležaju, a povećani pritisak ulja smanjuje mogućnost pojave kavitacionih mehurića. Svakako je jedna od mogućnosti za smanjenje kavitacionog istrošenja i primena tvrđih materijala za ležajeve.
• Trošenja i oštećenja površina u kontaktu usled zamora materijala Pored adhezivnog i abrazivnog trošenja materijala površina u kontaktu i rela-tivnom kretanju, zamor materijala i njegove posledice su danas, verovatno, glavni uzrok ograničenog veka trajanja mnogih mašinskih elemenata. Pri kontaktu opterećenih površina zavisno od uslova kontakta, a posebno uslova podmazivanja, nastaju odgovarajuća naprezanja materijala na:
- pritisak ili - zatezanje.
Kao posledica dejstva klizanja ili kotrljanja površina, nastaju i odgovarajuća naprezanja materijala na:
- smicanje. Druga dejstva su takođe moguća, npr. termička, pa je materijal izložen znat-nim naprezanjima čiji raspored, intezitet i pravac nije uvek moguće odrediti. Sva naprezanja su u granicama otpornosti materijala sa znatnim koeficijentom sigurnosti. Pri cikličnim jako promenljivim opterećenjima, posle određenog broja ciklusa, treba računati sa manjim ili većim oštećenjima, pa i sa potpunim otkazivanjem materijala. Pojava je poznata pod imenom zamor materijala. Pojave trošenja i oštećenja materijala površina elemenata mašina kao posledice zamaranja materijala izuzetno su složene. Oštećenja duboko zadiru u samu molekularnu strukturu materijala, i kao takve, predstavljaju nedovoljno istraženo svojstvo materijala. Bliže poznate su samo spoljnje manifestacije ovih pojava i njihovi spoljni uzročnici. Ciklične promene naprezanja u materijalu preduslov su za pojavu zamora materijala.
98
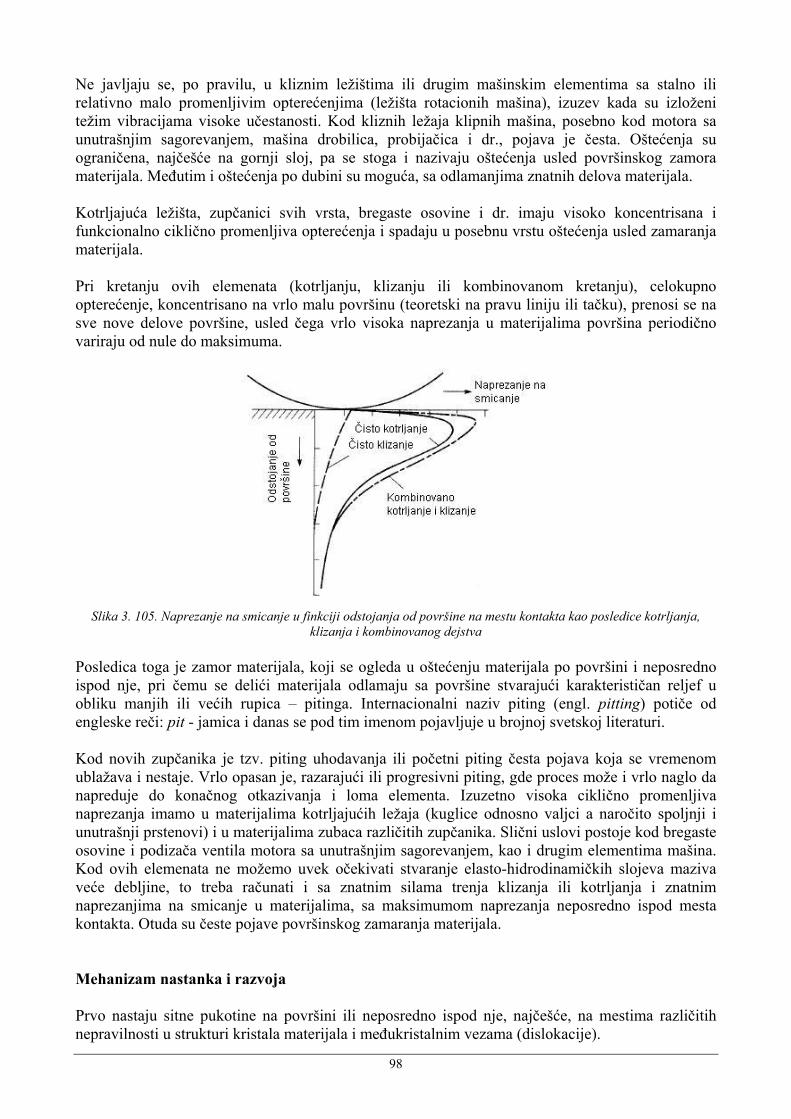
Ne javljaju se, po pravilu, u kliznim ležištima ili drugim mašinskim elementima sa stalno ili relativno malo promenljivim opterećenjima (ležišta rotacionih mašina), izuzev kada su izloženi težim vibracijama visoke učestanosti. Kod kliznih ležaja klipnih mašina, posebno kod motora sa unutrašnjim sagorevanjem, mašina drobilica, probijačica i dr., pojava je česta. Oštećenja su ograničena, najčešće na gornji sloj, pa se stoga i nazivaju oštećenja usled površinskog zamora materijala. Međutim i oštećenja po dubini su moguća, sa odlamanjima znatnih delova materijala. Kotrljajuća ležišta, zupčanici svih vrsta, bregaste osovine i dr. imaju visoko koncentrisana i funkcionalno ciklično promenljiva opterećenja i spadaju u posebnu vrstu oštećenja usled zamaranja materijala. Pri kretanju ovih elemenata (kotrljanju, klizanju ili kombinovanom kretanju), celokupno opterećenje, koncentrisano na vrlo malu površinu (teoretski na pravu liniju ili tačku), prenosi se na sve nove delove površine, usled čega vrlo visoka naprezanja u materijalima površina periodično variraju od nule do maksimuma.
Slika 3. 105. Naprezanje na smicanje u finkciji odstojanja od površine na mestu kontakta kao posledice kotrljanja,
klizanja i kombinovanog dejstva Posledica toga je zamor materijala, koji se ogleda u oštećenju materijala po površini i neposredno ispod nje, pri čemu se delići materijala odlamaju sa površine stvarajući karakterističan reljef u obliku manjih ili većih rupica – pitinga. Internacionalni naziv piting (engl. pitting) potiče od engleske reči: pit - jamica i danas se pod tim imenom pojavljuje u brojnoj svetskoj literaturi. Kod novih zupčanika je tzv. piting uhodavanja ili početni piting česta pojava koja se vremenom ublažava i nestaje. Vrlo opasan je, razarajući ili progresivni piting, gde proces može i vrlo naglo da napreduje do konačnog otkazivanja i loma elementa. Izuzetno visoka ciklično promenljiva naprezanja imamo u materijalima kotrljajućih ležaja (kuglice odnosno valjci a naročito spoljnji i unutrašnji prstenovi) i u materijalima zubaca različitih zupčanika. Slični uslovi postoje kod bregaste osovine i podizača ventila motora sa unutrašnjim sagorevanjem, kao i drugim elementima mašina. Kod ovih elemenata ne možemo uvek očekivati stvaranje elasto-hidrodinamičkih slojeva maziva veće debljine, to treba računati i sa znatnim silama trenja klizanja ili kotrljanja i znatnim naprezanjima na smicanje u materijalima, sa maksimumom naprezanja neposredno ispod mesta kontakta. Otuda su česte pojave površinskog zamaranja materijala. Mehanizam nastanka i razvoja Prvo nastaju sitne pukotine na površini ili neposredno ispod nje, najčešće, na mestima različitih nepravilnosti u strukturi kristala materijala i međukristalnim vezama (dislokacije).
99
Takođe mikro i makro neravnine, nastale kao posledice mehaničke ili termičke obrade površina, pogoduju nastanku primarnih pukotina, zbog lokalnih koncentracija koje opterećuju mikroregione, a koje predstavljaju plodno tlo za nastavak ove vrste oštećenja. Primarne pukotine se prostiru koso, pod izvesnim uglom u odnosu na površinu, u pravcu deformacije materijala izazvane smičućim naprezanjima. Kod zupca zupčanika to je koso od srednje linije ka korenu i vrhu pogonskog zupčanika i koso u pravcu srednje linije gonjenog zupčanika. Pukotine i dislokacije u kristalnoj rešetki, nastaju mesta novih koncentracija alternativnih naprezanja u materijalu, što vodi plastičnim deformacijama po površini pukotine kao i njihovom račvastom napredovanju i širenju. U širenju pukotina, a naročito u odlamanju izdvojenih delića materijala, doprinosi i pritisak u sloju maziva. Pojava pitinga kao početnog procesa oštećenja površina, naročito dolazi do izražaja pri klizanju u pravcu suprotnom od kotrljanja površina. Česta pojava pri uhodavanju zupčanika, naročito od nekaljenog čelika. Ako se nastavlja sa stvaranjem novih kratera, dolazi do prilagođavanja površina u kontaktu, čime se izravnavaju mikroneravnine. Sve to dovodi do potpune eliminacije lokalnih preopterećenja, a time i dalje pojave pitinga. Nastala oštećenja površina se ubrzo izravnavaju normalnim habanjem površina ili pak plastičnim strujanjem materijala površina. Ako se proces pitinga nastavlja stvaranjem novih kratera i proširivanjem postojećih, dovodi do progresivnog ili razarajućeg pitinga, koji redovno vodi teškim oštećenjima površine. Dolazi do slabljenja materijala između susednih rupica i do njihovog odvaljivanja sa površina u obliku iverica (engl. spalling). Proces može imati različite oblike i intenzitete, a redovno se kombinuje sa više ili manje abrazivnim trošenjem površina. U slučajevima teških udarnih opterećenja, pukotine se šire po dubini, zahvatajući široka područja materijala, što ima za posledicu najteža oštećenja – lom samog elementa. Pojava pitinga, zavise u najvećoj meri od:
- vrste materijala, - njegove strukture, - mehaničkih svojstava (tvrdoće), - od načina obrade (mehaničke, termičke ili hemijske) površina.
Progresivni piting se češće pojavljuje u zupčanicima sa:
- većim opterećenjima, - zbog povišenih naprezanja u materijalu, - sa većim brojem obrtaja, - zbog veće učestanosti ciklusa promene naprezanja, - sa povećanim kliznim brzinama, - zbog viših termičkih naprezanja u materijalu.
100
Piting je češći na pogonskim zupčanicima. Prvenstveno, i u težim oblicima, javlja se na površinama korena zubaca. Nastanak inicijalnog pitinga nije moguće uvek sprečiti, ali se zato može znatno smanjiti korekcijom sprezanja i tačnom izradom zupčanika. Kod progresivnog pitinga broj jamica neprekidno raste pri istovremenom povećavanju nekih od njih, usled čega se neprekidno smanjuje stvarna površina dodira. Pri tome rastu kontaktni naponi koji po dostizanju kritične vrednosti izazivaju plastične deformacije i intenzivno habanje. Piting nastaje najčešće kod cilindričnih zupčanika sa pravim i kosim zupcima, ređe kod koničnih. Ovo se objašnjava različitim uslovima klizanja na površini zuba. Piting se ne javlja kod otvorenih prenosnika, prenosnika koji rade bez podmazivanja ili se podmazuju kozistentnim mastima. U kotrljajnim ležajima pojave zamaranja materijala, pri pravilnoj montaži i pravilnom održavanju, eliminišu se ili se smanjuju na minimum drugi vidovi oštećenja kao što su habanje ili korozija površina, zato je zamor - osnovni vid trošenja i oštećenja materijala. Pri tome se pojave zamaranja u obliku pitinga, odlamanje materijala površina ili loma mogu pojaviti na bilo kom elementu ležaja, na vodećim prstenovima, kuglicama ili valjcima. Razvoj inicijalnih pukotina, pojave i širenja jamica kao i potpuno razaranje kontaktnih površina, identičan je razvoju pitinga kod zupčastih prenosnika. Vrlo nepovoljno deluje i najmanje prisustvo vode u mazivu. Voda deluje ne samo na pojavu korozije kao inicijatora površinskih oštećenja već i na proširi-vanje primarnih pukotina hidrauličkim efektom, što sve dovodi do znatnih i teških oštećenja površina. Da li su prvi znaci pitinga dovoljan znak za povlačenje ležaja iz upotrebe? Eksperimenti pokazuju da pri umerenom opterećenju, ležaji stabilno rade još i više od 10% radnog veka. Zamorno habanje veoma često je potpomognuto mehaničkim greškama koje su nastale u konstruisanju, izradi i montaži. U motorima sa unutrašnjim sagorevanjem, element koji je posebno osetljiv na trošenja i oštećenja kao posledicu zamaranja materijala jeste tribološki par koji čine površine ekscentra bregaste osovine i podizača ventila. U prvim fazama početnog pitinga mogu se javiti izdvojeni delići materijala u izrazitom obliku kuglica, u samoj pukotini, pri čemu deo od njih dospeva do mazivog fluida. Nalaženje takvih mikrokuglica u mazivom fluidu, blagovre-meno upozorava na početna oštećenja vitalnih elemenata mašina. Mogućnost smanjenja oštećenja površina usled zamora materijala Maziva svih vrsta imaju povoljno dejstvo na smanjenje oštećenja površina od zamora materijala i na vek trajanja kotrljajućih mehanizama. Ona deluju tako što svojim slojem amortizuju udarna promenljiva opterećenja i što smanjujući druge vrste trošenja površina, kako mehaničkog tako i korozivnog tipa, smanjuju mogućnost pojave inicijalnih pukotina na površinama. Viskozniji fluidi, pogotovu oni niskog indeksa viskoznosti, na visokim pritiscima postaju gušći, pa ne prodiru u primarne pukotine, čime izostaje hidraulični efekat razaranja površine. Dejstvo aditiva u mazivom fluidu je različito, dok neki tzv. blagi aditivi nemaju uticaja na oštećenja od zamora, drugi (aktivnije vrste) deluju čak u pravcu smanjenja otpornosti površina materijala na zamor. Mazive masti su povoljnije od mazivih fluida (dok i najmanje prisustvo vode u mazivu veoma nepovoljno deluje). Svojstvo materijala, vrsta, sastav i struktura, doprinose rešavanju ovog problema.
101
Konstruktivni elementi imaju, verovatno, najveći uticaj. Svaki faktor koji smanjuje naprezanje materijala na površinama u kontaktu i neposredno ispod njih, smanjuju mnogostruko verovatnoću rane pojave istrošenja ove vrste. Za takvo smanjenje postoje mnogobrojne mogućnosti: odgovarajuće dimenzio-nisanje, eliminisanje ili smanjenje vibracije, primena najpogodnije i odgovara-juće obrade površina i dr.
• Električna erozija Električna struja u prolazu kroz mesta kontakta dveju površina, koje u strujnom toku prestavljaju i mesta povećanog otpora, može izazvati znatna oštećenja kontaktnih delova, što se ogleda, u njihovom trošenju i izdvajanju delića sa površine. Mehanički kontakt dveju površina različitih temperatura može, kao termoelement, biti izvor električnog toka, koji može da ošteti površine predmeta. Klasičnu električnu eroziju imamo kod ugljenično grafitnih četkica i bakra kolektora rotacionih električnih mašina (elektrogeneratora i električnih motora). Pri kontaktu ovih elemenata u kretanju dolazi do trošenja i bez električnog toka, usled složenih procesa adhezivnog i abrazivnog habanja, zamora materijala i termičkih procesa sa delimičnim obostranim transferom materijala sa površine na površinu. Za veće klizne brzine, a zavisno od opterećenja, razlikujemo kao i kod metala dva procesa: lako i teško habanje sa naglim skokom intenziteta trošenja, do koga dolazi pri prekidu oksidnog sloja na bakru. Pri kontaktu ovih elemenata pri kretanju dolazi do pojave iskrenja, koja u znatnoj meri pojačava trošenje ovih elemenata. Iskrenje je, zapravo, pojava električnog luka, koji dovodi do znatnog lokalnog povećanja temperature i do jonskog bombardovanja obe površine. To uzrokuje u ovom slučaju znatnu električnu eroziju. Električna erozija je veoma karakterističan oblik habanja kliznih ležaja koji se sreću kod rotacionih električnih pribora i uređaja. Javlja se kao rezultat proticanja električne struje između posteljica i rukavca. Struja, jačine iznad 1A i napona preko 1V u svom toku izaziva varničenje kontaktnih površina, a kao posledice su pojave mikroskopskih jamica. Zbog pojave jamica koje umnogome podsećaju na oštećenja materijala površina usled zamora materijala, često se ovaj vid trošenja naziva električni piting. Jamice se češće javljaju na posteljici, ali se javljaju i na rukavcu gde u manjem stepenu zavise od tvrdoće. Varničenje prouzrokuje oštećenja maziva, kao i kontaminaciju maziva i mazivog sistema. Premazima specijalnim mastima i pastama, najčešće na bazi grafita, mogu se sva navedena oštećenja smanjiti u velikoj meri. Pojava trošenja u obliku praha (engl. dusting) može se sprečiti ili znatno ublažiti slojevima olova, kadmijuma, barijuma, fosfora i dr. Vrlo povoljan uticaj ima i molibden-disulfid kao mazivo. Sasvim poseban slučaj električne erozije, nazvana i termoelektrična erozija, konstatovana je kod alata u procesu obrade metala rezanjem.
• Difuzno trošenje Adhezivne veze i plastične deformacije metala na mestima stvarnog mikro-kontakta površina, očigledno omogućuje difundiranje pojedinačnih atoma iz strukture materijala jedne površine u kristaličnu strukturu druge površine.
102
To je pogotovo slučaj u uslovima klizanja površina u međusobnom kontaktu, kada dolazi do znatnog plastičnog strujanja i prenosa mase materijala sa znatnim i stalnim procesom rušenja i formiranja sekundarnih struktura sa lokalno vrlo visokim temperaturama. U takvim uslovima mogućnost difuzije je izuzetno velika. U procesu trošenja zamaranjem materijala kotrljajnih elemenata (piting) i prisustva vode na površinama imamo i difuziju vodonika u unutrašnje površinske slojeve. Vodonik se stvara, verovatno, u atomskoj formi disocijacijom i elektrolizom vode, te povećava krtost materijala i dovodi do teških oštećenja u materijalu. U ovom slučaju difuzija je, svakako, olakšana primarnim pukotinama koje su stvorene zamorom materijala ali, verovatno, postoji uticaj i u suprotnom pravcu. Zaštita – interpozicija novog međusloja od nikla, gvožđa i mesinga. Sprečava pojavu difuzije površinskog sloja i stvaranje nepoželjnih intermetalnih jedinjenja.
• Trošenje usled direktne oksidacije materijala površina Direktna oksidacija u statičkim uslovima Kiseonik, aktivna komponenta vazduha, reaguje neobično brzo sa svim metalima, osim plemenitih, a i sa mnogim organskim i neorganskim materija-ma. Praktično su sve površine takvog materijala pokrivene slojem oksida. Do oksidacionih procesa dolazi i kada površine nisu na izgled u kontaktu sa vazduhom npr. površine pokrivene adsorbovanim ili hidrodinamičkim slojem maziva, jer se kiseonik nalazi adsorbovan na svim površinama i rastvoren u svim fluidima koji se sa vazduhom nalaze ili su se nalazili u kontaktu. Glavni predstavnici oksidacione korozije jesu direktna oksidacija i fretting. Proces direktne oksidacije se, po pravilu, brzo zaustavlja jer sam sloj oksida sprečava dalji kontakt kiseonika sa metalom po dubini. Debljina oksidnog sloja zavisi od vrste metala i od poroznosti stvorenog oksida, tj. od mogućnosti difuzije kiseonika kroz sloj oksida - oksidni sloj bogat kiseonikom na površini dok je sloj oksida u kontaktu sa metalom siromašan kiseonikom. Metali kao što su aluminijum, hrom, kalaj i neki drugi metali daju tanke slojeve oksida. Kod legura, afinitet pojedinih metala koji je izgrađuju, prema kiseoniku ne odgovara afinitetu tih metala kada ne formiraju leguru. Legirani čelici sa relativnom malom količinom hroma daju oksidni sloj hromnog oksida (Cr2O3) koji zaštićuje površine čelika od korozije na visokim temperaturama. Direktna oksidacija metala na normalnim ili umerenim povišenim temperatutama i u statičkim uslovima ne predstavlja nikakvu opasnost za metale. Debljina sloja oksida raste na visokim temperaturama, tako da sad vrlo tvrdi i poprilično debeli slojevi oksida nisu u stanju da prate deformaciju u masi metala, izazvane termičkim naprezanjem. Oksidni sloj puca tako da stvara put za dalju oksidaciju metala po dubini. Freting ili vibraciona korozija Vrsta hemijskog trošenja površina pri veoma prisnom kontaktu površina izloženih oscilatornom kretanju malih amplituda ili vibracija poznata je pod imenom freting (engl. fretting) ili vibraciona korozija.
103
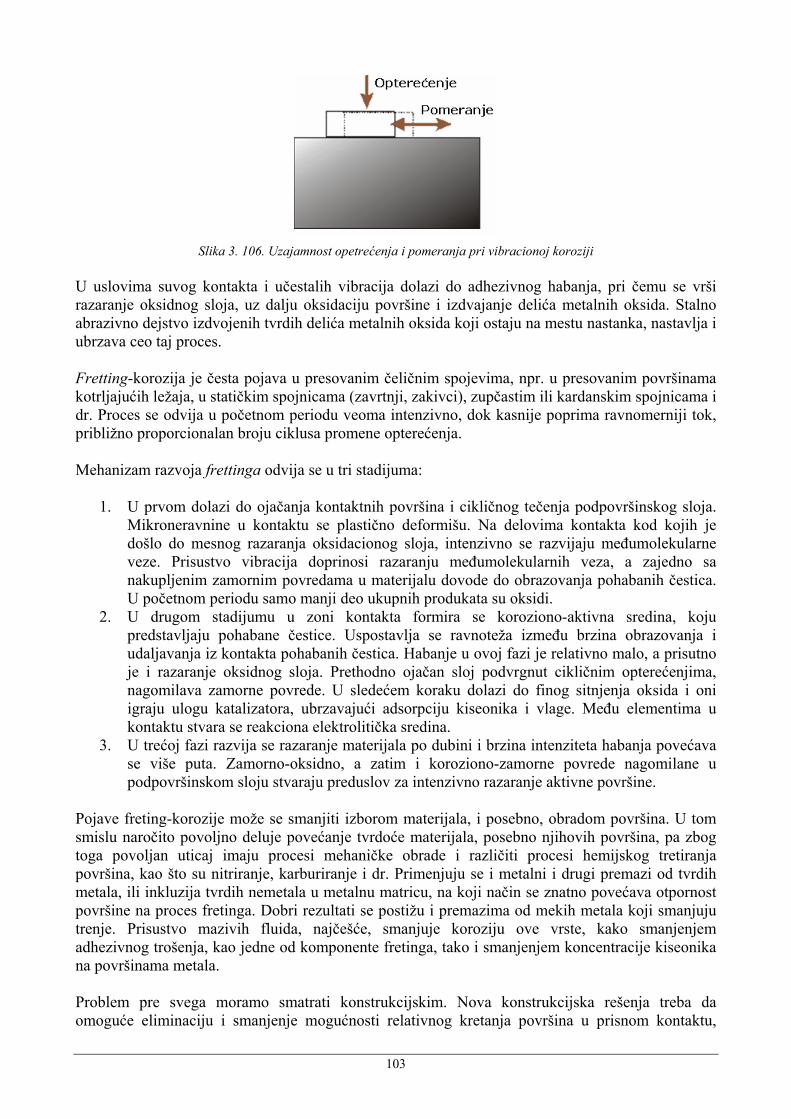
Slika 3. 106. Uzajamnost opetrećenja i pomeranja pri vibracionoj koroziji
U uslovima suvog kontakta i učestalih vibracija dolazi do adhezivnog habanja, pri čemu se vrši razaranje oksidnog sloja, uz dalju oksidaciju površine i izdvajanje delića metalnih oksida. Stalno abrazivno dejstvo izdvojenih tvrdih delića metalnih oksida koji ostaju na mestu nastanka, nastavlja i ubrzava ceo taj proces. Fretting-korozija je česta pojava u presovanim čeličnim spojevima, npr. u presovanim površinama kotrljajućih ležaja, u statičkim spojnicama (zavrtnji, zakivci), zupčastim ili kardanskim spojnicama i dr. Proces se odvija u početnom periodu veoma intenzivno, dok kasnije poprima ravnomerniji tok, približno proporcionalan broju ciklusa promene opterećenja. Mehanizam razvoja frettinga odvija se u tri stadijuma:
1. U prvom dolazi do ojačanja kontaktnih površina i cikličnog tečenja podpovršinskog sloja. Mikroneravnine u kontaktu se plastično deformišu. Na delovima kontakta kod kojih je došlo do mesnog razaranja oksidacionog sloja, intenzivno se razvijaju međumolekularne veze. Prisustvo vibracija doprinosi razaranju međumolekularnih veza, a zajedno sa nakupljenim zamornim povredama u materijalu dovode do obrazovanja pohabanih čestica. U početnom periodu samo manji deo ukupnih produkata su oksidi.
2. U drugom stadijumu u zoni kontakta formira se koroziono-aktivna sredina, koju predstavljaju pohabane čestice. Uspostavlja se ravnoteža između brzina obrazovanja i udaljavanja iz kontakta pohabanih čestica. Habanje u ovoj fazi je relativno malo, a prisutno je i razaranje oksidnog sloja. Prethodno ojačan sloj podvrgnut cikličnim opterećenjima, nagomilava zamorne povrede. U sledećem koraku dolazi do finog sitnjenja oksida i oni igraju ulogu katalizatora, ubrzavajući adsorpciju kiseonika i vlage. Među elementima u kontaktu stvara se reakciona elektrolitička sredina.
3. U trećoj fazi razvija se razaranje materijala po dubini i brzina intenziteta habanja povećava se više puta. Zamorno-oksidno, a zatim i koroziono-zamorne povrede nagomilane u podpovršinskom sloju stvaraju preduslov za intenzivno razaranje aktivne površine.
Pojave freting-korozije može se smanjiti izborom materijala, i posebno, obradom površina. U tom smislu naročito povoljno deluje povećanje tvrdoće materijala, posebno njihovih površina, pa zbog toga povoljan uticaj imaju procesi mehaničke obrade i različiti procesi hemijskog tretiranja površina, kao što su nitriranje, karburiranje i dr. Primenjuju se i metalni i drugi premazi od tvrdih metala, ili inkluzija tvrdih nemetala u metalnu matricu, na koji način se znatno povećava otpornost površine na proces fretinga. Dobri rezultati se postižu i premazima od mekih metala koji smanjuju trenje. Prisustvo mazivih fluida, najčešće, smanjuje koroziju ove vrste, kako smanjenjem adhezivnog trošenja, kao jedne od komponente fretinga, tako i smanjenjem koncentracije kiseonika na površinama metala. Problem pre svega moramo smatrati konstrukcijskim. Nova konstrukcijska rešenja treba da omoguće eliminaciju i smanjenje mogućnosti relativnog kretanja površina u prisnom kontaktu,
104
smanjenjem ili eliminisanjem vibracija, ili pak smanjenjem pristupa kiseonika iz vazduha adekvatnim zaptivanjem.
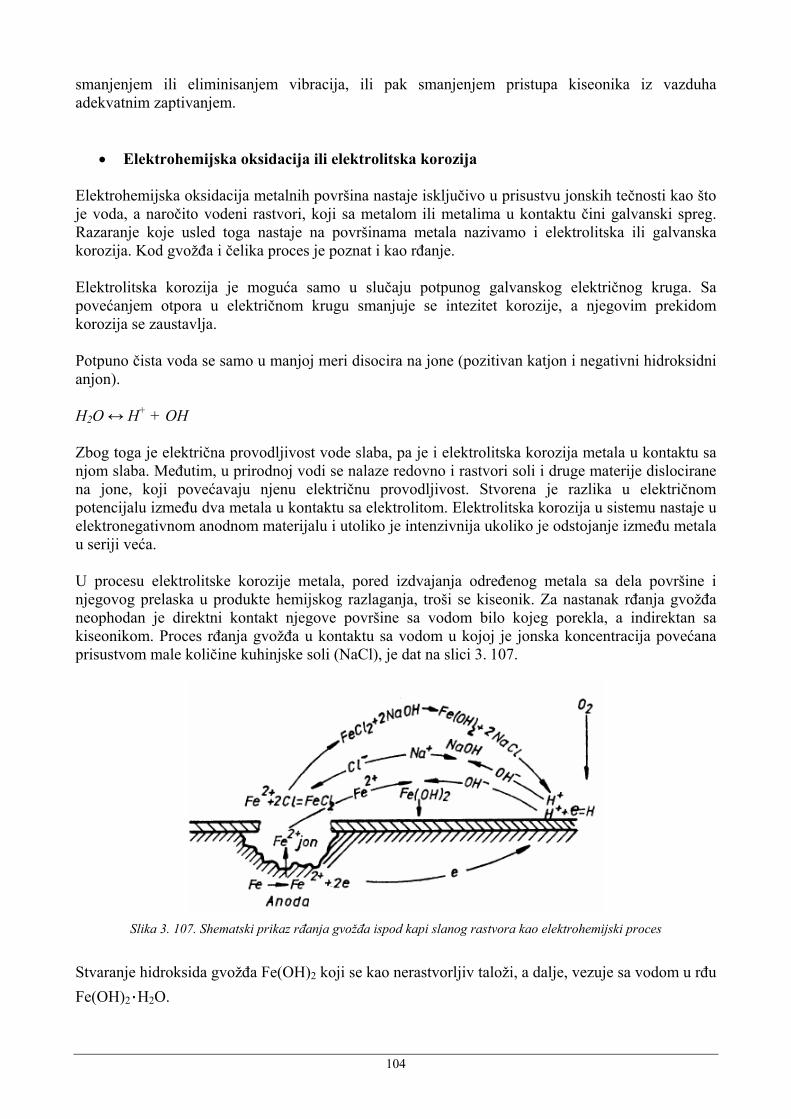
• Elektrohemijska oksidacija ili elektrolitska korozija Elektrohemijska oksidacija metalnih površina nastaje isključivo u prisustvu jonskih tečnosti kao što je voda, a naročito vodeni rastvori, koji sa metalom ili metalima u kontaktu čini galvanski spreg. Razaranje koje usled toga nastaje na površinama metala nazivamo i elektrolitska ili galvanska korozija. Kod gvožđa i čelika proces je poznat i kao rđanje. Elektrolitska korozija je moguća samo u slučaju potpunog galvanskog električnog kruga. Sa povećanjem otpora u električnom krugu smanjuje se intezitet korozije, a njegovim prekidom korozija se zaustavlja. Potpuno čista voda se samo u manjoj meri disocira na jone (pozitivan katjon i negativni hidroksidni anjon). H2O ↔ H+ + OH Zbog toga je električna provodljivost vode slaba, pa je i elektrolitska korozija metala u kontaktu sa njom slaba. Međutim, u prirodnoj vodi se nalaze redovno i rastvori soli i druge materije dislocirane na jone, koji povećavaju njenu električnu provodljivost. Stvorena je razlika u električnom potencijalu između dva metala u kontaktu sa elektrolitom. Elektrolitska korozija u sistemu nastaje u elektronegativnom anodnom materijalu i utoliko je intenzivnija ukoliko je odstojanje između metala u seriji veća. U procesu elektrolitske korozije metala, pored izdvajanja određenog metala sa dela površine i njegovog prelaska u produkte hemijskog razlaganja, troši se kiseonik. Za nastanak rđanja gvožđa neophodan je direktni kontakt njegove površine sa vodom bilo kojeg porekla, a indirektan sa kiseonikom. Proces rđanja gvožđa u kontaktu sa vodom u kojoj je jonska koncentracija povećana prisustvom male količine kuhinjske soli (NaCl), je dat na slici 3. 107.
Slika 3. 107. Shematski prikaz rđanja gvožđa ispod kapi slanog rastvora kao elektrohemijski proces
Stvaranje hidroksida gvožđa Fe(OH)2 koji se kao nerastvorljiv taloži, a dalje, vezuje sa vodom u rđu Fe(OH)2·H2O.
105
Problem hemijskog razaranja, rđanja, spoljnih površina mašinskih elemenata i konstrukcija, izloženih atmosferilijama, predmet je izučavanja posebnih disciplina koje se bave antikorozivnom zaštitom materijala. Pre puštanja u rad, sve slobodne površine od metala moraju se efikasno zaštititi antikorozivnim premazima ili na drugi pogodan način. Takvi anti-korozivni premazi moraju se odstraniti pre puštanja mašine u rad. U takvim slučajevima maziva prvog fabričkog punjenja mora, pored opštih svojstava koja ona poseduju u cilju ispunjenja svih funkcija kao maziva, da poseduju i posebna svojstva kao zaštitnog sredstva od korozije (rđanja). Ova maziva imaju kraći vek trajanja, pa se posle propisanog vremenskog perioda početne eksploatacije zamenjuju. U cirkulacionim sistemima podmazivanja može nastati rđanje pojedinih delova izrađenih od gvozdenog liva ili različitih čelika u prisustvu vode. Voda u sistem može doći i iz atmosfere, tzv. disanjem uljnog rezervoara i kondezacijom vlage na njegovim hladnijim zidovima. Rđanje nastaje naročito na horizontalnim površinama sistema gde se voda iz cirkulacionog sistema umiri i taloži. Pri tome voda postepeno istiskuje mazivo ulje sa takvih metalnih površina i uspostavlja sa metalom neposredni kontakt. Mnogobrojne su metode zaštite koje savremena tehnika pruža u borbi protiv rđanja gvožđa i njegovih legura u različitim konstrukcijama. Tu spadaju postupci:
- katodne zaštite, kada se u galvanski krug uključe metalne ploče koje u odnosu na gvožđe su izrazito anodne, pa se korozija u sistemu prenosi na njih,
- postupci povećavanja otpornosti metala na rđanje legiranjem, - prevlaka materijala visoke otpornosti prema elektrolitskoj i drugim vidovima korozije, - stalnim premazima ili privremenim premazima (boje, lakovi, ulja za konzerviranje).
U slučaju zaštite unutrašnjih delova, po pravilu, ulogu zaštite mora preuzeti normalno mazivo osposobljeno za taj dopunski rad posebnim aditivima. Efikasnost aditiva zavisi u velikoj meri od njihove koncentracije u mazivu, a u većim slučajevima i od temperature. Neki od ovih aditiva mogu negativno da utiču na druga neophodna svojstva maziva. Konstruktivnim merama treba smanjiti mogućnost prodora vode u sistem podmazivanja i predvideti mogućnost za njeno efikasno uklanjanje iz sistema.
• Procesi redukcione korozije Korozija slabim kiselinama Površine u kretanju, klizanju ili kotrljanju mnogih i različitih elemenata u mašini, kao i svi elementi sistema podmazivanja, u kontaktu sa mazivim fluidom kao glavnim prenosnikom različitih hemijskih agresivnih materija, mogu biti izloženi manje ili više intenzivnom hemijskom trošenju - koroziji usled dejstva različitih kiselih ili drugih jedinjenja iz maziva koje prolaze kroz mnoštvo postupnih i povratnih reakcija i čiji konačni produkti nisu uvek poznati. U početnoj fazi proces je spor, pa možemo govoriti o indukcionom periodu, da bi se posle nastupanja lančanih reakcija naglo ubrzao. Temperatura je, verovatno, najznačajniji faktor koji deluje na ove procese. Možemo smatrati da su procesi oksidacije mazivih mineralnih ulja vrlo spori do temperature od oko 100°C, zatim se ubrzavaju naglo da bi oksidacija bila izuzetno intenzivna na temperaturi od oko 200°C i preko toga. Većina sintetskih maziva pokazuju znatno višu oksidacionu otpornost.
106
Organske kiseline ne deluju korozivno na većinu metala. Kao izrazito polarne materije poseduju vrlo dobro adsorptivno svojstvo prema metalnim površinama, tako da deluju na smanjenje adhezivnog istrošenja i na smanjenje elektrolitske korozije. Vrlo efikasna zaštita materijala za ležišta osetljivih na korozivno dejstvo slabih organskih kiselina, postiže se danas, mazivim uljem koje sadrži posebne aditive. Ti aditivi nazivaju se, obično, antioksidanti ili inhibitori oksidacije. Mada njihovo dejstvo može biti i različito i kompleksno, oni najčešće deluju prekidanjem lančane reakcije oksidacionog procesa u mazivom ulju. Korozija jakim kiselinama Jake kiseline i kisela jedinjenja, koja mogu biti veoma agresivna prema metalima, a i drugim konstruktivnim materijalima u različitim konstruktivnim elementima mogu poticati iz spoljne sredine ili iz samog tehnološkog procesa. Posebna vrsta korozije ove vrste javlja se u motorima sa unutrašnjim sagorevanjem, u kojima agresivne materije potiču iz goriva i procesa sagorevanja. Kod dizel-goriva korozivni agens je sumpor (za brzohodne dizel-motore može ići i do 1%, a teškog bunker goriva i do 5%). U procesu sagorevanja sumpor sagori u SO2, a malim delom u SO3, koji iz komore za sagorevanje dospeva u oblast klipnih prstenova, a manjim delom u obliku rastvora u ulje i sistem podmazivanja. Ovi oksidi sumpora sa kondezovanom vodom iz produkata sagorevanja daju sumporastu kiselinu i jako agresivnu sumpornu kiselinu. Koroziji usled kiselina, najviše su izloženi košuljice cilindra, klipni prstenovi i sedišta ventila. Međutim i drugi delovi motora, posebno ležaji, mogu biti napadnuti. Kod velikih sporohodnih motora na teška dizel-goriva, gde su opasnosti najveće od ove vrste korozije, dodaju se posebni visoko alkalni i u ulju rastvoreni dodaci. Kod brzohodih dizel-motora i oto motora tu ulogu preuzimaju detergentni aditivi sa viškom alkalnosti. Kod delova postrojenja smanjenje ovog tipa trošenja je pre svega metalurški i konstruktivni problem. Otpornost čelika prema koroziji jakim kiselinama zavisi od sastava; vrlo povoljno deluje dodatak fosfora. Koriste se i prevlake metala otpornih na korozije, posebno hromiranje.
• Termičko trošenje U ovu grupu spadaju procesi trošenja i razaranja površina pri izuzetno visokim temperaturama (reaktori, peći svih vrsta). Po pravilu to su složeni procesi oksidacije i konverzije strukture, što ima za posledicu eroziju površina i plastičnih strujanja.
• Biološko trošenje Mnogi materijali podložni su razgradnji pod dejstvom mikroorganizama (mikrobi, gljive) i nekih viših formi organizama (insekti, glodari). Pod biološkom razgradnjom podrazumevamo svaku nepoželjnu promenu svojstva ili količine materijala, aktivnošću bakterija i živih organizama ili indirektno svojom mrtvom masom ili produktima metabolizma. Mehaničkom oštećenju ove vrste je u velikoj meri podložno drvo, celuloza ali i izolacioni materijal (kablovi), a samo izuzetno i konstruktivni materijali u mašinstvu (neke zaptivke, polimerne mase). U oblastima hlađenja i podmazi-vanja, vodene emulzije, ulja ili vodene suspenzije čvrstih maziva izrazito su podložne dejstvu mnogih bakterija i gljivica. Dejstvo se ne ogleda samo u degradaciji

107
takvih maziva i opasnost za zdravlje radnika, već i u mogućnosti-ma znatne korozije metala u kontaktu sa zagađenim i degradiranim fluidom. Određene bakterije (Thiobacillus) deluju oksidativno na neka jedinjenja sumpora, što dovodi do prisustva jako korozivnih kiselina, što je slučaj sa uređajima u rudnicima uglja i pirita. U najvećem broju slučajeva, protiv ovakvih korozija u mašinskim uređajima i njihovim sistemima podmazivanja i hlađenja može se uspešno boriti dodavanjem u sistem, danas, vrlo efikasnih baktericida i fungicida.





























