Embed Size (px)
Citation preview

Automação
1
Automação
2
ÍNDICE - AUTOMAÇÃO – versão 1.1 – 2007/2 ÍNDICE .........................................................................................................................................................2 1 A AUTOMAÇÃO EM NOSSAS VIDAS..........................................................................................6
1.1 INTRODUÇÃO....................................................................................................................................7 1.2 A AUTOMAÇÃO NO MEIO PRODUTIVO ...............................................................................................7 1.3 AUTOMAÇÃO E SUAS CARACTERÍSTICAS ..........................................................................................8
1.3.1 Um aquário e a temperatura de sua água..............................................................................8 1.3.2 Uma tanque de combustível e seu nível .................................................................................9
1.4 PRINCÍPIOS BÁSICOS DE AUTOMAÇÃO INDUSTRIAL .......................................................................11 1.4.1 Automação (Automatização)................................................................................................11 1.4.2 Mecanização X Automação..................................................................................................11 1.4.3 Máquina Automática............................................................................................................11 1.4.4 Processo ...............................................................................................................................12 1.4.5 Variável de Processo ...........................................................................................................12 1.4.6 Considerações Finais...........................................................................................................12
2 CONCEITOS BÁSICOS .................................................................................................................13 2.1 INTRODUÇÃO..................................................................................................................................14 2.2 POR QUE CONTROLE AUTOMÁTICO? ..............................................................................................14 2.3 CONCEITOS.....................................................................................................................................15
2.3.1 Controle realimentado (feedback) .......................................................................................15 2.3.2 Controle Feedforward..........................................................................................................16 2.3.3 Representação Matemática..................................................................................................16 2.3.4 Dinâmica dos processos.......................................................................................................17
2.4 TIPOS DE PROCESSOS......................................................................................................................17 2.5 ESTRUTURA DE SISTEMAS DE CONTROLE DE PROCESSO ..................................................................20
2.5.1 Sensores ...............................................................................................................................20 2.5.2 Interface Homem-Máquina ..................................................................................................21 2.5.3 Condicionamento de sinal....................................................................................................21 2.5.4 Atuadores .............................................................................................................................21 2.5.5 Controlador..........................................................................................................................21
2.6 CONTROLADORES...........................................................................................................................21 2.7 CIM – COMPUTER-INTEGRATED MANUFACTURING .......................................................................22 2.8 COMUNICAÇÃO DE DADOS..............................................................................................................24 2.9 CNC – COMPUTER NUMERICAL CONTROL.....................................................................................24 2.10 ROBÔS .......................................................................................................................................26
3 INTRODUÇÃO AOS CONTROLADORES LÓGICOS PROGRAMÁVEIS............................27 3.1 DEFINIÇÃO .....................................................................................................................................28 3.2 HISTÓRICO .....................................................................................................................................28
3.2.1 O primeiro controlador programável ..................................................................................29 3.2.2 O projeto conceitual do CLP ...............................................................................................29 3.2.3 Os controladores de hoje .....................................................................................................29
3.3 PRINCÍPIO DE OPERAÇÃO ...............................................................................................................30 3.4 CLPS VERSUS OUTROS TIPOS DE CONTROLES .................................................................................31
3.4.1 CLPs versus controle a relé .................................................................................................31 3.4.2 CLPs versus Computadores Pessoais ..................................................................................32
3.5 FAIXA DE APLICAÇÃO DOS CLPS....................................................................................................33 3.6 DIAGRAMA DE RELÉS .....................................................................................................................34 3.7 VANTAGENS DOS CLPS ..................................................................................................................34
4 CONCEITOS LÓGICOS E SISTEMAS NUMÉRICOS..............................................................36 4.1 CONCEITO BINÁRIO ........................................................................................................................37 4.2 FUNÇÕES LÓGICAS .........................................................................................................................37
4.2.1 Função AND ........................................................................................................................37 4.2.2 Função OR...........................................................................................................................38 4.2.3 Função NOT.........................................................................................................................38
4.3 ÁLGEBRA DE BOOLE ......................................................................................................................39 4.4 SISTEMAS NUMÉRICOS....................................................................................................................40
Automação
3
4.4.1 Sistema binário ....................................................................................................................40 4.4.2 Sistema hexadecimal ............................................................................................................40
4.5 CÓDIGOS ........................................................................................................................................41 4.5.1 ASCII....................................................................................................................................41 4.5.2 BCD .....................................................................................................................................41 4.5.3 GRAY....................................................................................................................................42
5 PROCESSADORES, FONTES E DISPOSITIVOS DE PROGRAMAÇÃO ..............................44 5.1 INTRODUÇÃO..................................................................................................................................45 5.2 COMPONENTES DE UM CLP............................................................................................................46 5.3 PROCESSADORES ............................................................................................................................47 5.4 VARREDURA DO PROCESSADOR......................................................................................................47 5.5 DIAGNÓSTICO E VERIFICAÇÃO DE ERRO ........................................................................................49
5.5.1 Verificação de erro ..............................................................................................................49 5.5.2 Diagnóstico da UCP ............................................................................................................50
5.6 SISTEMA DE ALIMENTAÇÃO ...........................................................................................................50 5.6.1 Tensão de Entrada ...............................................................................................................50
5.7 DISPOSITIVOS DE PROGRAMAÇÃO ..................................................................................................51 5.7.1 Miniprogramadores .............................................................................................................51 5.7.2 Computadores pessoais........................................................................................................51
5.8 O PROGRAMA APLICATIVO ............................................................................................................52 6 MEMÓRIA E INTERAÇÃO COM I/O.........................................................................................55
6.1 INTRODUÇÃO..................................................................................................................................56 6.2 TIPOS DE MEMÓRIAS ......................................................................................................................56
6.2.1 ROM.....................................................................................................................................56 6.2.2 RAM .....................................................................................................................................57 6.2.3 PROM ..................................................................................................................................57 6.2.4 EPROM................................................................................................................................57 6.2.5 EEPROM..............................................................................................................................57
6.3 ESTRUTURA DE MEMÓRIA E CAPACIDADE .....................................................................................57 6.4 ORGANIZAÇÃO DE MEMÓRIA E I/OS...............................................................................................57
6.4.1 Memória de Aplicação .........................................................................................................58 6.5 INTERAÇÃO ENTRE MEMÓRIA E I/OS ..............................................................................................60
7 LINGUAGENS DE PROGRAMAÇÃO.........................................................................................63 7.1 INTRODUÇÃO ÀS LINGUAGENS DE PROGRAMAÇÃO .........................................................................64 7.2 TIPOS DE LINGUAGENS ...................................................................................................................64
7.2.1 Linguagem Ladder ...............................................................................................................64 7.2.2 Linguagem Booleana ...........................................................................................................65 7.2.3 Linguagem Grafcet ..............................................................................................................66
7.3 INTRODUÇÃO AO IEC 1131 ............................................................................................................66 7.3.1 Linguagens e Instruções.......................................................................................................67 7.3.2 Declarando variáveis ...........................................................................................................68
7.4 IEC 1131-3 – LINGUAGENS DE PROGRAMAÇÃO .............................................................................68 7.4.1 Diagramas Ladder (LD) ......................................................................................................68 7.4.2 Diagrama de bloco de função (FBD)...................................................................................69 7.4.3 Lista de instruções (IL) ........................................................................................................69 7.4.4 Texto Estruturado (ST).........................................................................................................70
8 DISPOSITIVOS DE ATUAÇÃO, SENSORES E TRANSDUTORES........................................71 8.1 INTRODUÇÃO..................................................................................................................................72 8.2 CHAVES..........................................................................................................................................73
8.2.1 Relés.....................................................................................................................................73 8.2.2 Contatores............................................................................................................................74 8.2.3 Starters .................................................................................................................................74 8.2.4 Chaves Manuais...................................................................................................................75 8.2.5 Chaves Mecânicas................................................................................................................76 8.2.6 Chaves magnéticas...............................................................................................................78
8.3 TRANSDUTORES E SENSORES..........................................................................................................78
Automação
4
8.3.1 Sensores de proximidade......................................................................................................79 8.3.2 Sensor de Pressão ou Deformação ......................................................................................82 8.3.3 Sensor de Luminosidade ......................................................................................................85 8.3.4 Sensores de posição .............................................................................................................85 8.3.5 Sensores Ópticos ..................................................................................................................88 8.3.6 Sensores de Temperatura.....................................................................................................91 8.3.7 Sensores de Nível .................................................................................................................94 8.3.8 Sensores de Vazão................................................................................................................95
8.4 ATUADORES ...................................................................................................................................97 8.4.1 Atuadores Elétricos Lineares ...............................................................................................97 8.4.2 Motores ................................................................................................................................98 8.4.3 Sistemas Hidráulicos e Eletrohidráulicos..........................................................................103 8.4.4 Atuadores Pneumáticos......................................................................................................105
9 SISTEMAS DE I/OS DISCRETOS ..............................................................................................107 9.1 INTRODUÇÃO................................................................................................................................108 9.2 RACK DE I/OS...............................................................................................................................108 9.3 SISTEMAS REMOTOS.....................................................................................................................111 9.4 TIPOS DE ENTRADAS DISCRETAS ..................................................................................................112
9.4.1 Entradas CA/CC ................................................................................................................112 9.4.2 Entradas CC.......................................................................................................................113 9.4.3 Entradas AC/DC isoladas ..................................................................................................114 9.4.4 Entradas TTL .....................................................................................................................115
9.5 TIPOS DE SAÍDAS DISCRETAS .......................................................................................................115 9.5.1 Saídas DC/AC ....................................................................................................................115 9.5.2 Saídas DC e AC isoladas ...................................................................................................117 9.5.3 Saídas PNP e NPN.............................................................................................................117 9.5.4 Saídas TTL .........................................................................................................................117 9.5.5 Saída a Relé .......................................................................................................................118
10 SISTEMAS DE I/OS ANALÓGICOS ..........................................................................................119 10.1 INTRODUÇÃO À ENTRADAS ANALÓGICAS.................................................................................120 10.2 INSTRUÇÕES PARA ENTRADAS ANALÓGICAS ............................................................................120 10.3 REPRESENTAÇÃO DE DADOS DE ENTRADAS ANALÓGICAS ........................................................121 10.4 INTRODUÇÃO A SAÍDAS ANALÓGICAS ......................................................................................123 10.5 INSTRUÇÕES PARA SAÍDAS ANALÓGICAS .................................................................................123 10.6 REPRESENTAÇÃO DE DADOS DE SAÍDAS ANALÓGICAS .............................................................124
11 FUNÇÕES ESPECIAIS DE I/O E INTERFACES DE COMUNICAÇÃO SERIAL...............125 11.1 INTRODUÇÃO A MÓDULOS DE I/OS ESPECIAIS ..........................................................................126 11.2 MÓDULOS ANALÓGICOS ESPECIAIS, DE TEMPERATURA E INTERFACES PID .............................127
11.2.1 Módulos de entrada para células de carga........................................................................127 11.2.2 Módulos de entrada de termopares ...................................................................................128 11.2.3 Módulos de entrada de RTD..............................................................................................128 11.2.4 Módulos PID......................................................................................................................129
11.3 INTERFACES DE POSICIONAMENTO ..........................................................................................130 11.3.1 Módulos de Posicionamento ..............................................................................................130 11.3.2 Módulos Contadores e Encoders .......................................................................................131 11.3.3 Módulos de Motor de Passo ..............................................................................................132 11.3.4 Módulos para Servomotor .................................................................................................133
12 RESPOSTAS DE PROCESSOS E LAÇOS DE CONTROLES.................................................135 12.1 CONTROLE DE PROCESSO ........................................................................................................136 12.2 PARÂMETROS DO SISTEMA DE CONTROLE ................................................................................138
12.2.1 Erro....................................................................................................................................138 12.2.2 Interpretação do Erro ........................................................................................................138 12.2.3 Variável de controle...........................................................................................................138
12.3 DINÂMICA DO PROCESSO .........................................................................................................139 12.3.1 Função de Transferência ...................................................................................................139 12.3.2 Ganho do processo ............................................................................................................141
Automação
5
12.3.3 Atraso de transporte ..........................................................................................................141 12.3.4 Tempo de retardo...............................................................................................................142 12.3.5 Equação diferencial e Função de Transferência ...............................................................143
12.4 TEMPO DE RETARDO NO DOMÍNIO FREQÜÊNCIA .......................................................................145 12.4.1 Resposta de primeira ordem ..............................................................................................145 12.4.2 Resposta de segunda ordem...............................................................................................145
13 CONTROLADORES DE PROCESSOS......................................................................................147 13.1 INTRODUÇÃO ...........................................................................................................................148 13.2 AÇÃO DE CONTROLE ...............................................................................................................149 13.3 CONTROLADOR DISCRETO DE DUAS POSIÇÕES (ON/OFF) .......................................................150 13.4 CONTROLADOR DISCRETO DE TRÊS POSIÇÕES .........................................................................151 13.5 CONTROLADORES DE MODO CONTÍNUO...................................................................................151
13.5.1 Controlador Proporcional .................................................................................................152 13.5.2 Controlador Integral..........................................................................................................153 13.5.3 Controlador Proporcional-Integral (PI)............................................................................155 13.5.4 Controlador Derivativo .....................................................................................................156 13.5.5 Controlador Proporcional-Derivativo (PD)......................................................................157 13.5.6 Controlador Proporcional-Integral-Derivativo (PID) ......................................................158
13.6 CONTROLADORES AVANÇADOS...............................................................................................161 14 AJUSTE DE PID ............................................................................................................................163
14.1 INTRODUÇÃO ...........................................................................................................................164 14.2 MÉTODO DE ZIEGLER-NICHOLS DE MALHA-ABERTA ..............................................................165 14.3 MÉTODO DE ZIEGLER-NICHOLS DE MALHA-FECHADA............................................................169 14.4 AJUSTE DE PID AUTOMÁTICO VIA SOFTWARE .........................................................................170

Automação
6
1 A automação em nossas vidas
Automação
7
1.1 Introdução Em nosso dia-a-dia, estamos constantemente nos relacionando com sistemas
automáticos, os quais foram criados basicamente para facilitar nossas vidas. Convivemos com automação e quase nem notamos:
- Em casa : lavando a roupa numa lavadora automática; esquentando o leite das crianças em seu microondas; acionando o controle remoto para abrir o portão automático de sua garagem; lavando a louça do almoço de domingo na sua lavadora de louças automática, etc.
- Na rua: retirando dinheiro no caixa automático; sendo fotografado pelo sistema de controle de velocidade pelas ruas da cidade; usando os trens do metrô; fazendo compras com seu cartão de crédito, etc.
- No trabalho: registrando o seu ponto num coletor automático; programando um robô para fazer o trabalho pesado para você numa linha de produção; recebendo matéria-prima através de um sistema automático de transporte de carga; armazenando seu produto final num depósito automatizado; fazendo controle de qualidade através de sistemas de medição e aferição; controlando a temperatura de seu escritório ou de uma coluna de fracionamento de petróleo; acionando o sistema de combate a incêndios, etc.
- No lazer: pegando um refrigerante numa máquina automática; caminhando numa esteira automática na sua academia; assistindo a um filme em seu DVD; jogando videogame, etc.
Podemos dizer que nossa vida está cercada de automação por todos os lados. Nós mesmos somos um sistema automático e dos mais sofisticados! Nosso corpo é uma máquina composta de incríveis subsistemas autocontrolados: Visão; Digestão; Audição; Respiração; Equilíbrio; Movimentação; Entre outros. Se pensarmos nos componentes básicos de um sistema automático: sensoriamento; comparação e controle; atuação.
Vemos que realmente nosso corpo é um prodigioso sistema de controle. Veja o caso do simples movimento de pegar um objeto. Usamos nossa visão (sensores) que envia ao cérebro sinais que possibilitam uma tomada de decisão (controle), o qual coordena e controla a ação dos movimentos do braço e da mão (atuadores).Nesse mesmo processo, outros subsistemas estão envolvidos, sendo que outros "sensores" captam informações adicionais do tipo: textura, temperatura e peso, alimentando nosso "controlador" (cérebro) com dados que determinarão uma ação mais precisa de nossos "atuadores".
1.2 A automação no meio produtivo A automação, tão presente em nossas vidas, está presente também nos processos
industriais, com o mesmo objetivo básico, que é facilitar os processos produtivos. Quando falamos em facilitar os processos produtivos, estamos falando num sistema otimizado que é capaz de produzir bens com: menor custo; maior quantidade; menor tempo; maior qualidade.
Olhando por este aspecto, vemos que a automação está intimamente ligada aos sistemas de qualidade, pois é ela que garante a manutenção de uma produção sempre com as mesmas características e com alta produtividade, visando atender o cliente num menor prazo, com preço competitivo e com um produto de qualidade. Pensando no meio ambiente, vemos também que a automação pode garantir o cumprimento das novas normas ambientais, através de sistemas de
Automação
8
controle de efluentes (líquidos que sobram de um processo industrial), emissão de gases, possibilidade de uso de materiais limpos, reciclagem, etc.
Enfim, podemos afirmar que a automação tem papel de muita importância na sobrevivência das indústrias, pois garante a melhoria do processo produtivo e possibilita a competição nesse mercado globalizado, onde nosso concorrente mais próximo pode estar do outro lado do mundo!! É importante que você entenda também que a automação veio para livrar o homem de: tarefas repetitivas; ambientes perigosos; ambientes insalubres; grande esforço físico.
1.3 Automação e suas características Sistemas automatizados, algumas vezes, são extremamente complexos porém, se
observarmos suas partes, veremos que seus subsistemas possuem características comuns e de simples entendimento. Faça uma analogia com a construção de um grande edifício de 50 andares, com uma arquitetura moderna. Para levantar suas paredes o que é necessário? Tijolo, concreto (areia, cimento, cal e pedras) e ferragem. O prédio todo é composto de partes com componentes simples e com características bem conhecidas.
Considere então alguns exemplos:
1.3.1 Um aquário e a temperatura de sua água Num aquário deve-se manter a água em torno da temperatura ambiente (25°C). Não é
necessário ser muito rigoroso sendo que a temperatura pode variar de 23 a 28°C e até, em alguns casos, para eliminar doenças e forçar a reprodução, pode chegar a 35°C. Nota-se que a temperatura da água pode variar e deve ser ajustada de acordo com a necessidade.
Veja o esquema a seguir:
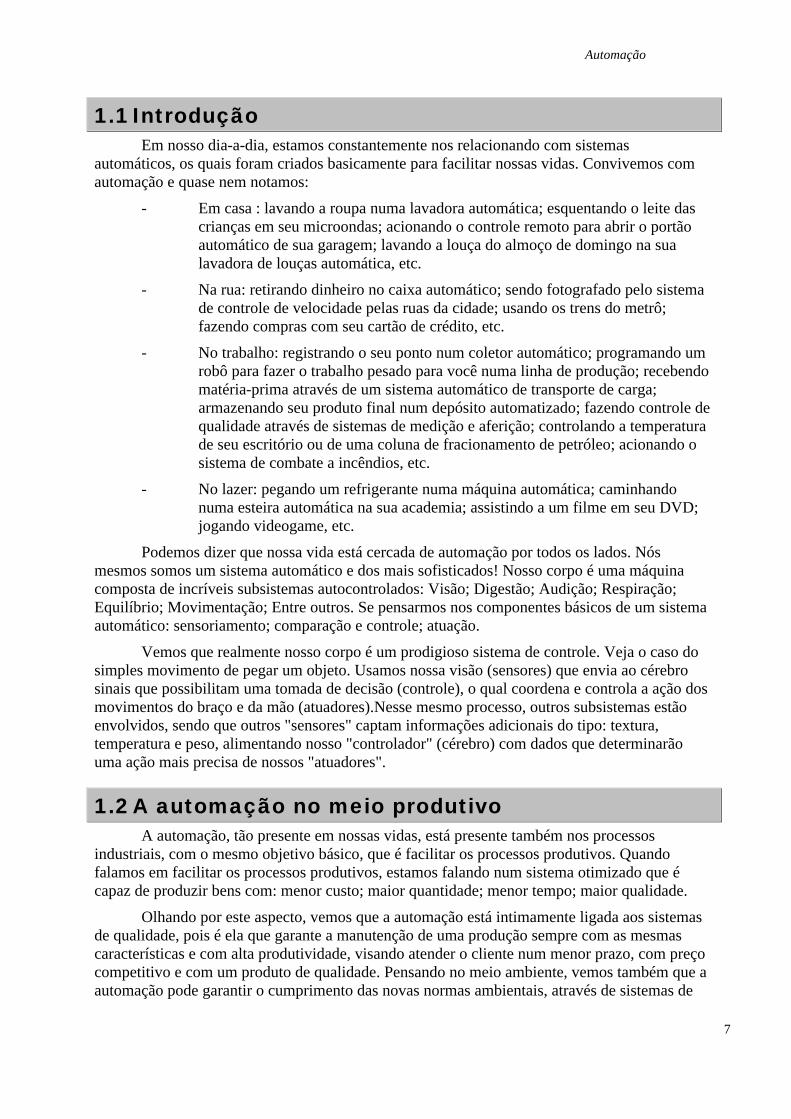
Figura 1.1– Controle de temperatura elementar.
Temos um sensor de temperatura, que nada mais é que um termômetro de mercúrio, no qual foi acoplado um sistema mecânico de ajuste.
Este sistema mecânico movimenta um contato metálico ao longo do corpo do termômetro.
Quando o deslocamento do mercúrio alcança o ponto de ajuste, um contato elétrico é fechado, sendo ele ligado a um relé elétrico que, usando a alimentação da rede, faz desligar a resistência responsável pelo aquecimento da água.
Então em forma de diagrama, nesse sistema temos:
Automação
9
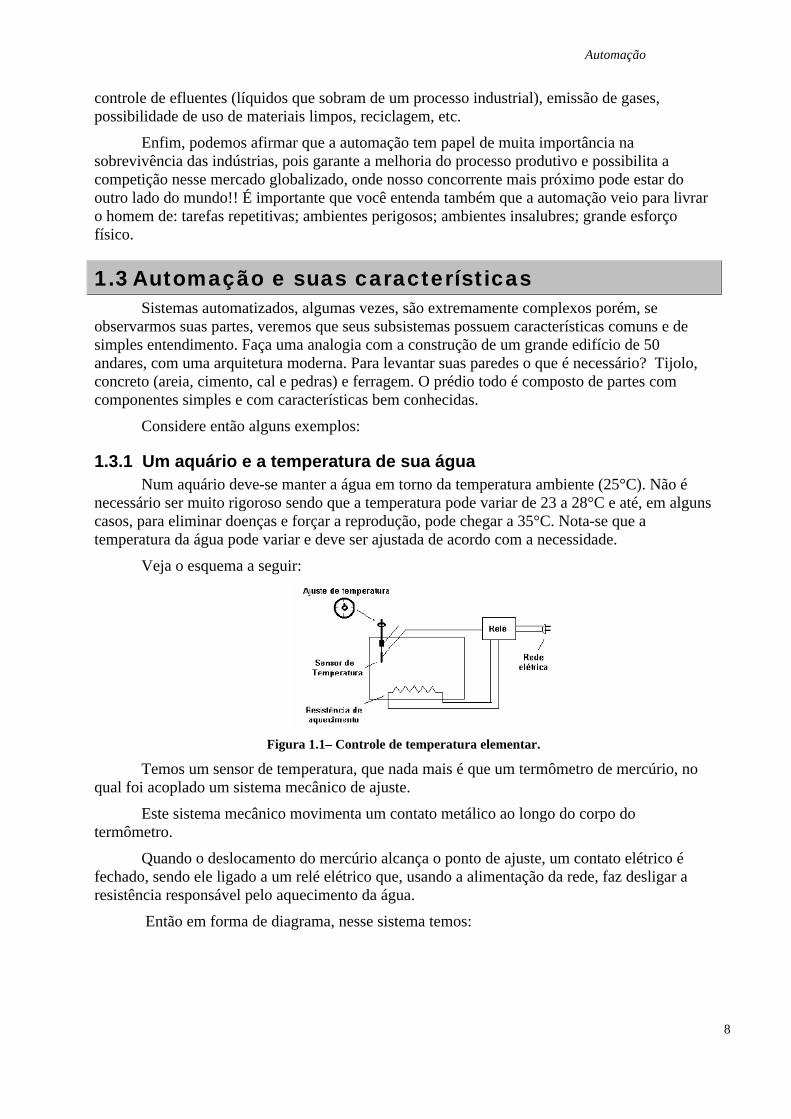
Figura 1.2- diagrama de blocos do sistema térmico.
Nesse processo (aquário), temos a necessidade de controlar a temperatura, que é medida através de um sensor (termômetro), que possibilita ao controlador, fazer uma comparação com um valor pré-ajustado (ponto de ajuste) e tomar a decisão de ligar ou desligar o atuador (resistência), mantendo a temperatura dentro de um limite considerado aceitável.
Note que existe uma influência da ação de aquecimento da água no valor medido pelo sensor de temperatura. A este ciclo fechado, chamaremos de agora em diante de malha fechada de controle, que também pode ser chamado de sistema de realimentação, no qual a saída do sistema influencia diretamente na situação de sua entrada. Em alguns processos, não existe a realimentação, isto é, a ação do atuador comandada pelo controlador não é observada por um sensor que realimenta o sistema. Imagine uma máquina de lavar roupa... por acaso temos um sensor de roupa limpa? Nesse caso temos um ciclo aberto de controle, que chamamos de malha aberta.
Outra consideração a fazer é a respeito de condições externas que podem influenciar na temperatura da água, chamadas de distúrbios. A temperatura do ambiente externo influencia diretamente no controle, determinando uma condição diferente de atuação no processo.
O controle apresentado no exemplo do aquário não possui precisão, isto é, nada garante que a temperatura permaneça exatamente no ponto ajustado, ou que fique oscilando em torno do valor ajustado. Esse tipo de controle chamamos de Liga/Desliga, o atuador (resistência) permanece em dois estados bem definidos (nenhuma corrente = desligado e máxima corrente = ligado). É considerado então um controle descontínuo.
Consideremos então outros exemplos de sistemas de controle automatizados:
1.3.2 Uma tanque de combustível e seu nível Considere agora um tanque de combustível de uma distribuidora de petróleo. Abordemos
duas situações de controle automatizados:
Medição descontínua - para segurança evitando o transbordamento ou esvaziamento abaixo de determinada posição mínima.
Automação
10
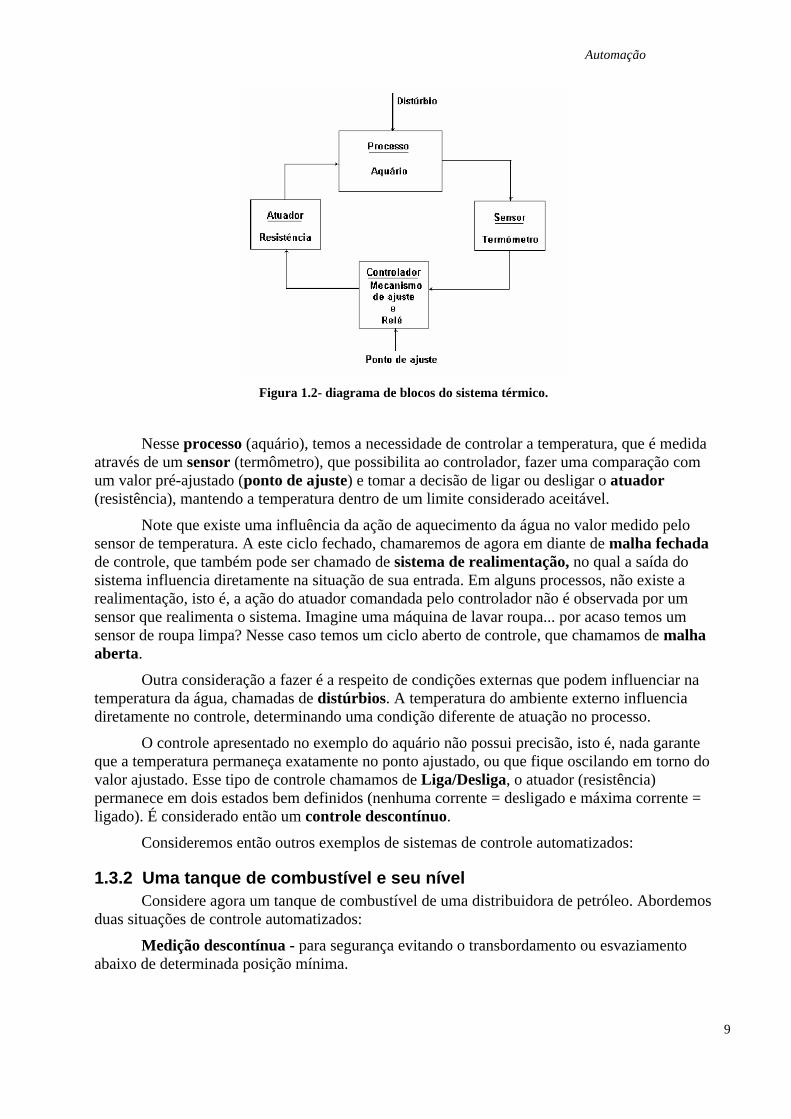
Figura 1.3 – Medição descontínua.
A medição descontínua normalmente é feita por sensores do tipo chave com dois estados, ativo ou não ativo. Considerando um contato elétrico, esse poderá estar aberto (possibilitando passagem de corrente) ou fechado (impedindo a passagem de corrente).
Medição contínua - para determinar a quantidade de combustível armazenado.
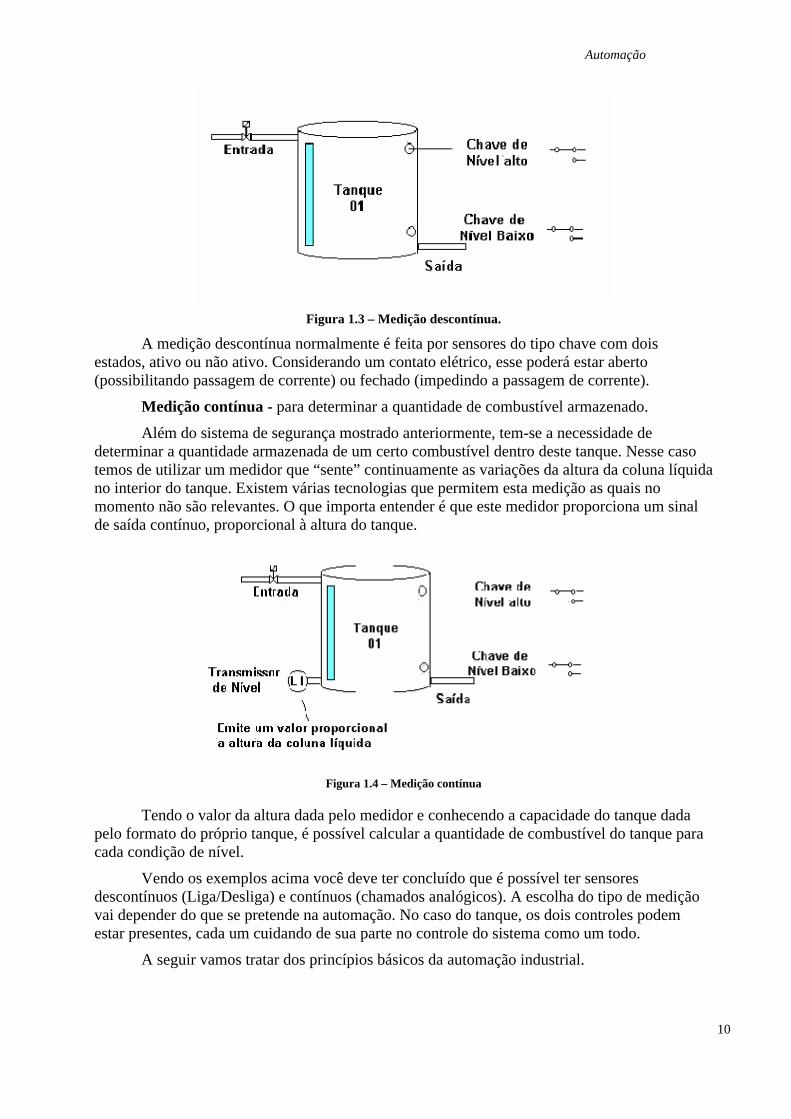
Além do sistema de segurança mostrado anteriormente, tem-se a necessidade de determinar a quantidade armazenada de um certo combustível dentro deste tanque. Nesse caso temos de utilizar um medidor que “sente” continuamente as variações da altura da coluna líquida no interior do tanque. Existem várias tecnologias que permitem esta medição as quais no momento não são relevantes. O que importa entender é que este medidor proporciona um sinal de saída contínuo, proporcional à altura do tanque.
Figura 1.4 – Medição contínua
Tendo o valor da altura dada pelo medidor e conhecendo a capacidade do tanque dada pelo formato do próprio tanque, é possível calcular a quantidade de combustível do tanque para cada condição de nível.
Vendo os exemplos acima você deve ter concluído que é possível ter sensores descontínuos (Liga/Desliga) e contínuos (chamados analógicos). A escolha do tipo de medição vai depender do que se pretende na automação. No caso do tanque, os dois controles podem estar presentes, cada um cuidando de sua parte no controle do sistema como um todo.
A seguir vamos tratar dos princípios básicos da automação industrial.
Automação
11
1.4 Princípios Básicos de Automação Industrial Para entender o que é automação e quais são seus princípios, nada mais ilustrativo do
que analisarmos exemplos de nossa vida diária, relacionando-os com o que queremos conhecer.
1.4.1 Automação (Automatização) Definição: Sistema automático pelo qual os mecanismos controlam seu próprio funcionamento, quase sem a interferência do homem.
Entenda melhor
Sua avó fazia café com coador de pano, alguns anos depois sua mãe já fazia o mesmo cafezinho, porém usando coador de papel. Note que os utensílios evoluíram, porém não tinham livrado ainda o trabalho de preparo: colocar a água para ferver; verificar visualmente se a água já chegou em seu ponto de ebulição; colocar a água fervendo no coador vagarosamente para não transbordar... Toda essa seqüência de preparo se resume em operações manuais e repetitivas.
Então, para alívio da humanidade, surgiu a cafeteira elétrica. Essa máquina nada mais faz do que o mesmo cafezinho, feito manualmente, porém executa suas operações de forma automática.
Dizemos então que houve a automação do procedimento de preparo do café.
Então, você pode concluir que um sistema automático é aquele em que a operação manual executada pelo ser humano foi substituída por uma máquina que executa quase todas as operações em um determinado procedimento produtivo.
1.4.2 Mecanização X Automação Na mecanização, as máquinas são colocadas para ajudar o homem, porém dependem de
sua ação de controle para serem operadas. A "inteligência" do sistema está centrada no homem.
Na automação, as máquinas, além de livrarem o homem de esforços físicos, possuem também a capacidade do controle de suas operações. A "inteligência" está centrada na própria máquina. O homem tem o papel de supervisionar a ação dos sistemas automatizados.
1.4.3 Máquina Automática Uma máquina automática, geralmente, representa um sistema no qual um processo
programado é executado, quase que de forma autônoma, desde que tenha sido iniciado. A intervenção do homem neste caso não é necessária, seja de forma permanente ou com um ritmo específico.
Vantagens da aplicação da Automação
A aplicação da Automação oferece várias vantagens:
- Técnica : Qualidade uniforme e permanente, velocidade de trabalho alta e constante.
- Econômica : Alta produtividade, substituição do dispendioso trabalho feito pelo homem por máquinas.
- Social : Livrar a humanidade da responsabilidade de atividades sujas, monótonas, difíceis ou perigosas.
Automação
12
1.4.4 Processo Definição: Conjunto de operações e/ou transformações realizadas sobre um ou mais materiais, com a finalidade de variar pelo menos uma de suas propriedades físicas ou químicas.
Entenda melhor
Quando queremos preparar um café, precisamos seguir uma receita, usando utensílios domésticos para transformar ingredientes básicos num produto : um cafezinho bem quente. Para esta transformação é necessária alguma forma de energia. A esse conjunto de fatores que contribuem para o objetivo final, que é a produção do cafezinho, chamamos de processo.
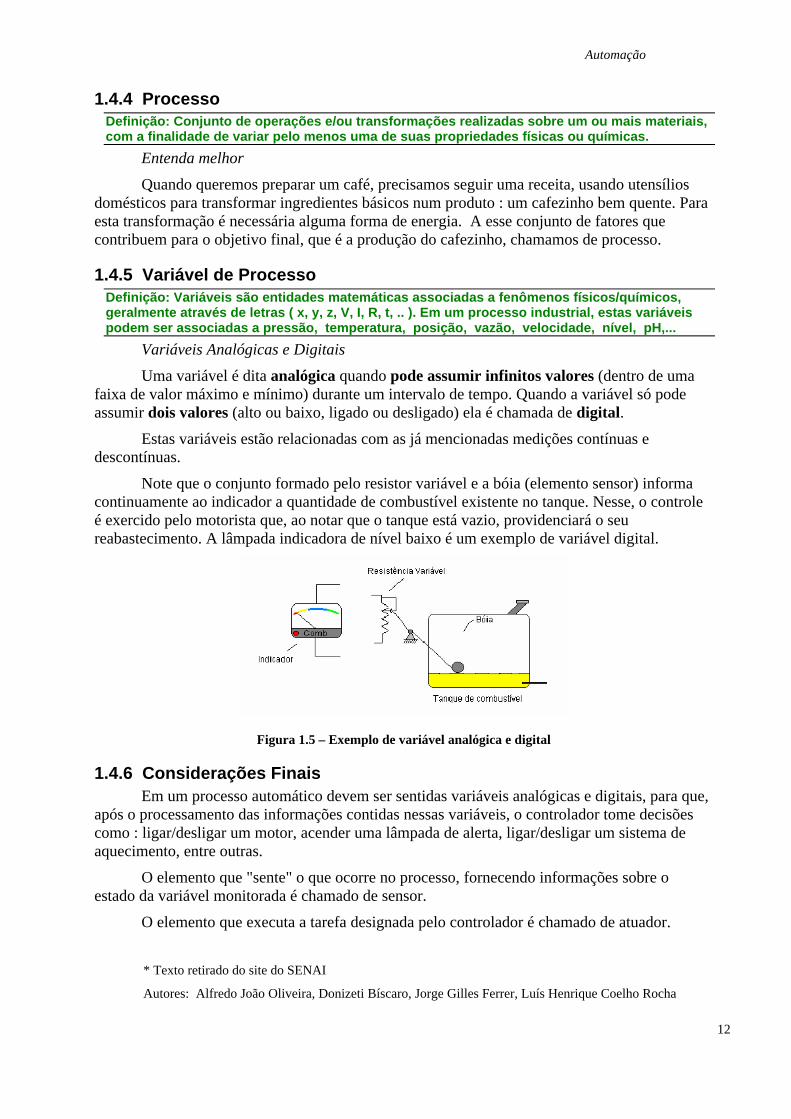
1.4.5 Variável de Processo Definição: Variáveis são entidades matemáticas associadas a fenômenos físicos/químicos, geralmente através de letras ( x, y, z, V, I, R, t, .. ). Em um processo industrial, estas variáveis podem ser associadas a pressão, temperatura, posição, vazão, velocidade, nível, pH,...
Variáveis Analógicas e Digitais
Uma variável é dita analógica quando pode assumir infinitos valores (dentro de uma faixa de valor máximo e mínimo) durante um intervalo de tempo. Quando a variável só pode assumir dois valores (alto ou baixo, ligado ou desligado) ela é chamada de digital.
Estas variáveis estão relacionadas com as já mencionadas medições contínuas e descontínuas.
Note que o conjunto formado pelo resistor variável e a bóia (elemento sensor) informa continuamente ao indicador a quantidade de combustível existente no tanque. Nesse, o controle é exercido pelo motorista que, ao notar que o tanque está vazio, providenciará o seu reabastecimento. A lâmpada indicadora de nível baixo é um exemplo de variável digital.
Figura 1.5 – Exemplo de variável analógica e digital
1.4.6 Considerações Finais Em um processo automático devem ser sentidas variáveis analógicas e digitais, para que,
após o processamento das informações contidas nessas variáveis, o controlador tome decisões como : ligar/desligar um motor, acender uma lâmpada de alerta, ligar/desligar um sistema de aquecimento, entre outras.
O elemento que "sente" o que ocorre no processo, fornecendo informações sobre o estado da variável monitorada é chamado de sensor.
O elemento que executa a tarefa designada pelo controlador é chamado de atuador.
* Texto retirado do site do SENAI
Autores: Alfredo João Oliveira, Donizeti Bíscaro, Jorge Gilles Ferrer, Luís Henrique Coelho Rocha

Automação
13
2 Conceitos Básicos
Automação
14
2.1 Introdução O desenvolvimento de sistemas de controle automáticos nos anos 50 teve uma
importância equivalente a revolução industrial do século dezenove. Enquanto que a primeira foi uma extensão dos músculos humanos, a segunda foi uma extensão do seu cérebro.
Hoje os princípios básicos do controle automático têm uma larga aplicação e interesse, incluindo controle de processos, sistemas robóticos, aeronáuticos, de tráfego, biomédicos e controle de satélites.
2.2 Por que Controle Automático? A necessidade de controle automático é talvez mais óbvia na indústria aeroespacial e
manufatura do que em processos industriais. Numa linha de montagem, a necessidade de automação é totalmente aparente. Numa máquina é mais adequado, tanto por motivos econômicos como por segurança, automatizar as tarefas repetitivas e tediosas envolvidas na produção. É também claro observar que o controle de uma aeronave supersônica é muito complicado para ser deixada na mão de um piloto. Contudo, a necessidade de um controle de processo é por vezes muito menos aparente.
Uma vez que a maioria dos processos opera com cargas constantes, é provável que se pense que a melhor solução para este problema de controle seria ajustar todas as variáveis envolvidas que afetam o processo nas suas devidas posições e esquecer do resto. A dificuldade desta situação é que raramente pode-se fixar todas as entradas do sistema. A maioria dos processos é sujeita a uma série de entradas, algumas das quais alterarão sem o desejo do operador. Mudanças em tais variáveis resultarão em distúrbios nos processos.
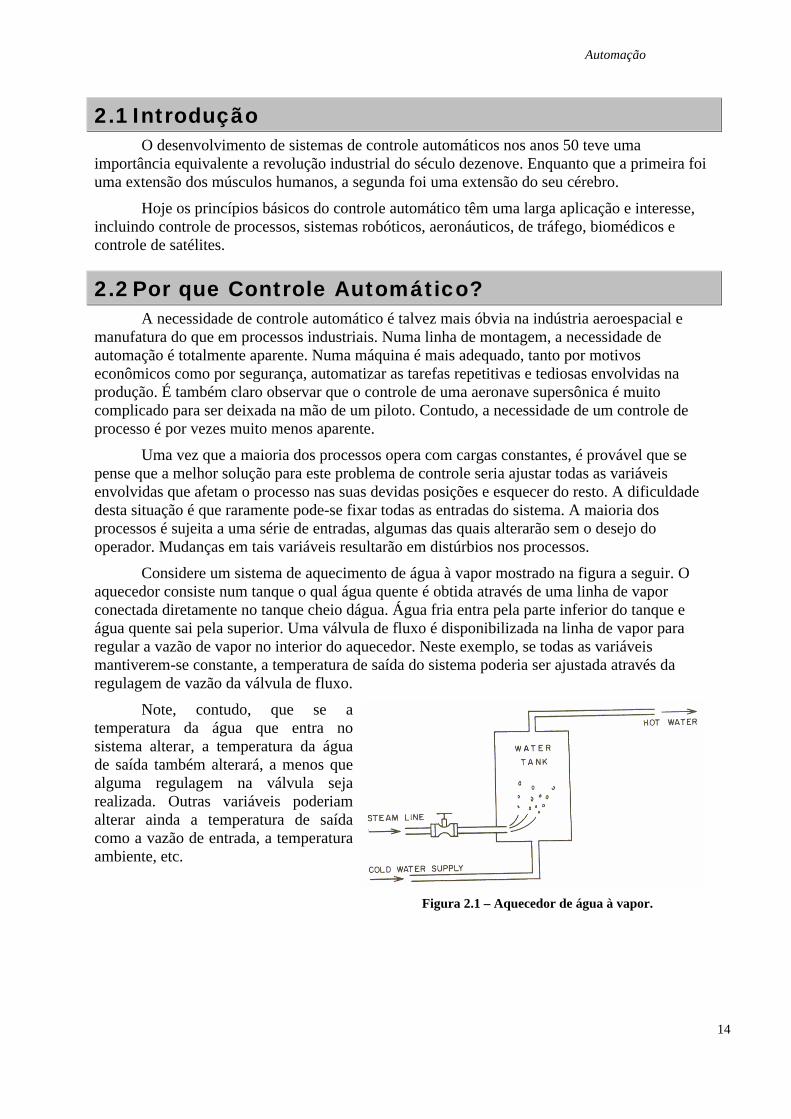
Considere um sistema de aquecimento de água à vapor mostrado na figura a seguir. O aquecedor consiste num tanque o qual água quente é obtida através de uma linha de vapor conectada diretamente no tanque cheio dágua. Água fria entra pela parte inferior do tanque e água quente sai pela superior. Uma válvula de fluxo é disponibilizada na linha de vapor para regular a vazão de vapor no interior do aquecedor. Neste exemplo, se todas as variáveis mantiverem-se constante, a temperatura de saída do sistema poderia ser ajustada através da regulagem de vazão da válvula de fluxo.
Note, contudo, que se a temperatura da água que entra no sistema alterar, a temperatura da água de saída também alterará, a menos que alguma regulagem na válvula seja realizada. Outras variáveis poderiam alterar ainda a temperatura de saída como a vazão de entrada, a temperatura ambiente, etc.
Figura 2.1 – Aquecedor de água à vapor.
Automação
15
2.3 Conceitos
2.3.1 Controle realimentado (feedback) Dois conceitos sustentam a base da maioria das estratégias de controle automático:
realimentado ou malha-fechada (realimentado) e controle feedforward (malha-aberta). O controle realimentado é a técnica mais comumente utilizada das duas e na qual os conceitos da teoria de controle são baseados. O controle realimentado é a estratégia desenvolvida para se obter e manter uma condição desejada do processo através da medição desta condição no processo, compará-la com a desejada e tomar ações corretivas baseadas na diferença entre a condição desejada e a atual.
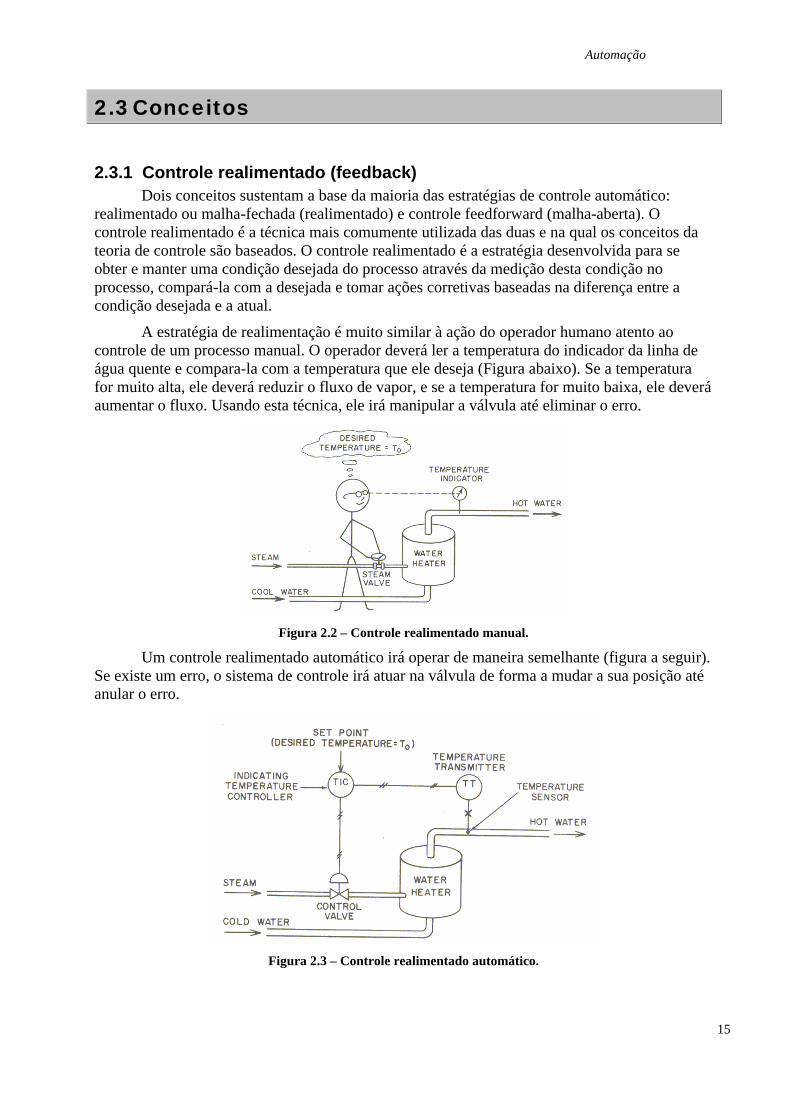
A estratégia de realimentação é muito similar à ação do operador humano atento ao controle de um processo manual. O operador deverá ler a temperatura do indicador da linha de água quente e compara-la com a temperatura que ele deseja (Figura abaixo). Se a temperatura for muito alta, ele deverá reduzir o fluxo de vapor, e se a temperatura for muito baixa, ele deverá aumentar o fluxo. Usando esta técnica, ele irá manipular a válvula até eliminar o erro.
Figura 2.2 – Controle realimentado manual.
Um controle realimentado automático irá operar de maneira semelhante (figura a seguir). Se existe um erro, o sistema de controle irá atuar na válvula de forma a mudar a sua posição até anular o erro.
Figura 2.3 – Controle realimentado automático.
Automação
16
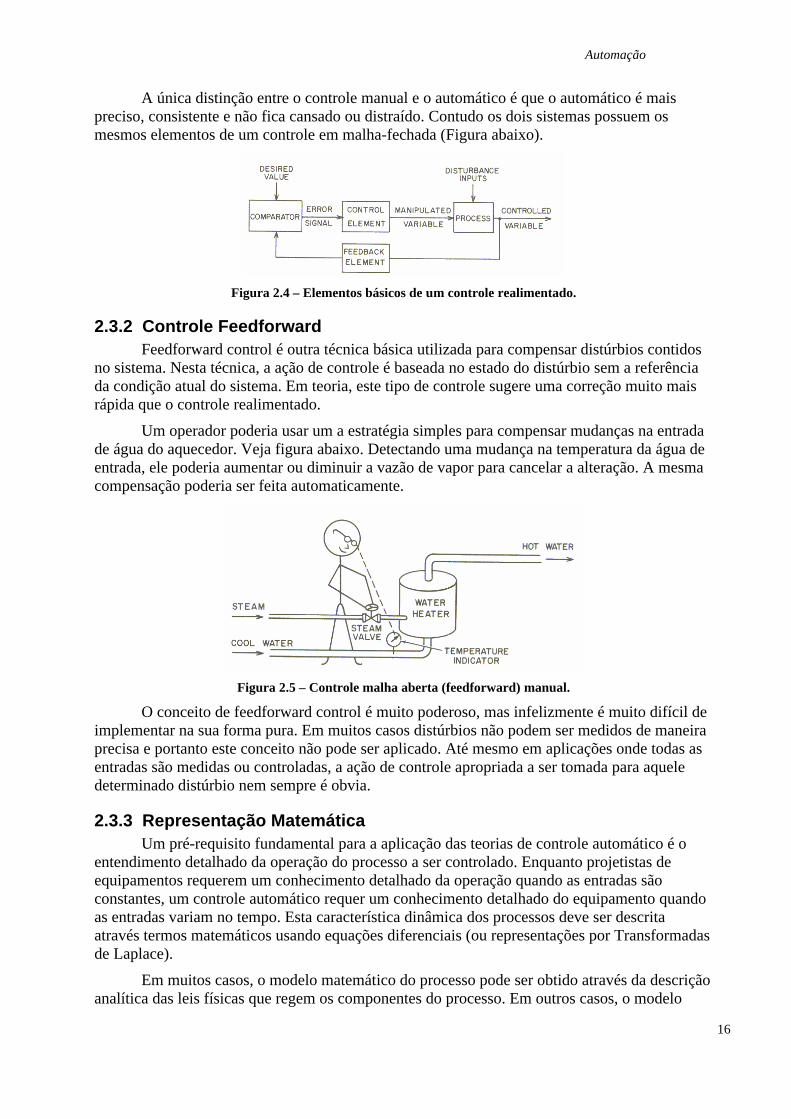
A única distinção entre o controle manual e o automático é que o automático é mais preciso, consistente e não fica cansado ou distraído. Contudo os dois sistemas possuem os mesmos elementos de um controle em malha-fechada (Figura abaixo).
Figura 2.4 – Elementos básicos de um controle realimentado.
2.3.2 Controle Feedforward Feedforward control é outra técnica básica utilizada para compensar distúrbios contidos
no sistema. Nesta técnica, a ação de controle é baseada no estado do distúrbio sem a referência da condição atual do sistema. Em teoria, este tipo de controle sugere uma correção muito mais rápida que o controle realimentado.
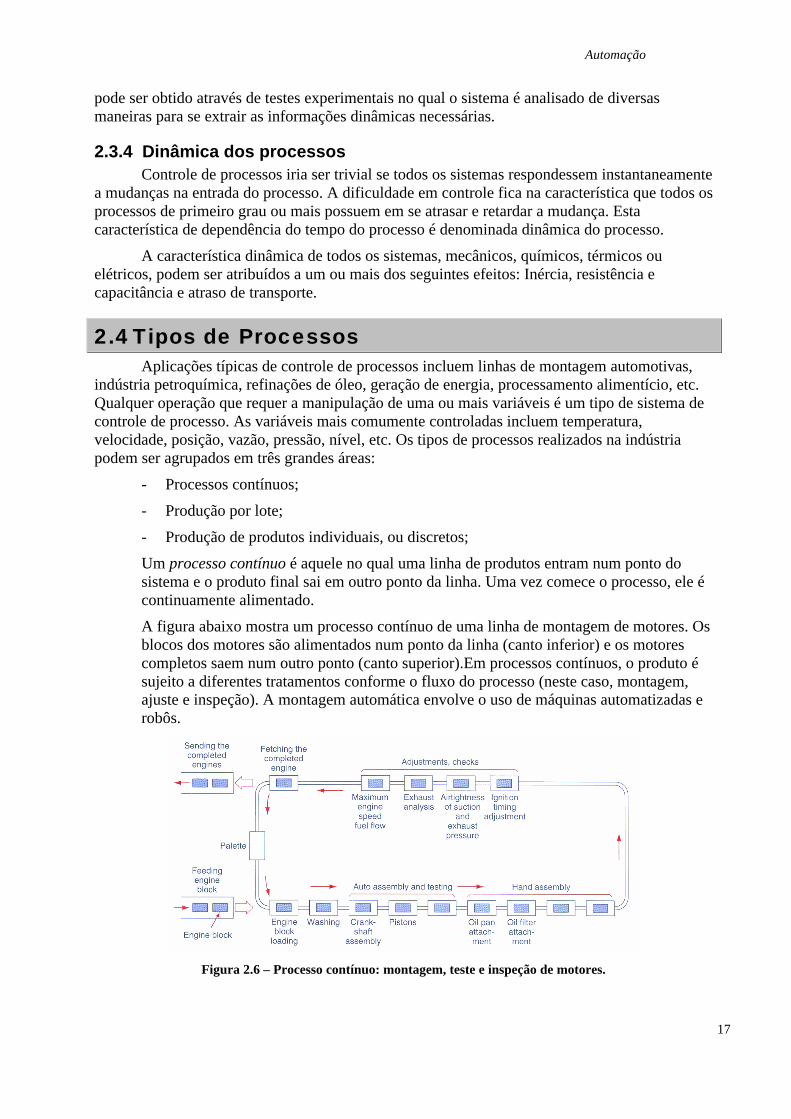
Um operador poderia usar um a estratégia simples para compensar mudanças na entrada de água do aquecedor. Veja figura abaixo. Detectando uma mudança na temperatura da água de entrada, ele poderia aumentar ou diminuir a vazão de vapor para cancelar a alteração. A mesma compensação poderia ser feita automaticamente.
Figura 2.5 – Controle malha aberta (feedforward) manual.
O conceito de feedforward control é muito poderoso, mas infelizmente é muito difícil de implementar na sua forma pura. Em muitos casos distúrbios não podem ser medidos de maneira precisa e portanto este conceito não pode ser aplicado. Até mesmo em aplicações onde todas as entradas são medidas ou controladas, a ação de controle apropriada a ser tomada para aquele determinado distúrbio nem sempre é obvia.
2.3.3 Representação Matemática Um pré-requisito fundamental para a aplicação das teorias de controle automático é o
entendimento detalhado da operação do processo a ser controlado. Enquanto projetistas de equipamentos requerem um conhecimento detalhado da operação quando as entradas são constantes, um controle automático requer um conhecimento detalhado do equipamento quando as entradas variam no tempo. Esta característica dinâmica dos processos deve ser descrita através termos matemáticos usando equações diferenciais (ou representações por Transformadas de Laplace).
Em muitos casos, o modelo matemático do processo pode ser obtido através da descrição analítica das leis físicas que regem os componentes do processo. Em outros casos, o modelo
Automação
17
pode ser obtido através de testes experimentais no qual o sistema é analisado de diversas maneiras para se extrair as informações dinâmicas necessárias.
2.3.4 Dinâmica dos processos Controle de processos iria ser trivial se todos os sistemas respondessem instantaneamente
a mudanças na entrada do processo. A dificuldade em controle fica na característica que todos os processos de primeiro grau ou mais possuem em se atrasar e retardar a mudança. Esta característica de dependência do tempo do processo é denominada dinâmica do processo.
A característica dinâmica de todos os sistemas, mecânicos, químicos, térmicos ou elétricos, podem ser atribuídos a um ou mais dos seguintes efeitos: Inércia, resistência e capacitância e atraso de transporte.
2.4 Tipos de Processos Aplicações típicas de controle de processos incluem linhas de montagem automotivas,
indústria petroquímica, refinações de óleo, geração de energia, processamento alimentício, etc. Qualquer operação que requer a manipulação de uma ou mais variáveis é um tipo de sistema de controle de processo. As variáveis mais comumente controladas incluem temperatura, velocidade, posição, vazão, pressão, nível, etc. Os tipos de processos realizados na indústria podem ser agrupados em três grandes áreas:
- Processos contínuos;
- Produção por lote;
- Produção de produtos individuais, ou discretos;
Um processo contínuo é aquele no qual uma linha de produtos entram num ponto do sistema e o produto final sai em outro ponto da linha. Uma vez comece o processo, ele é continuamente alimentado.
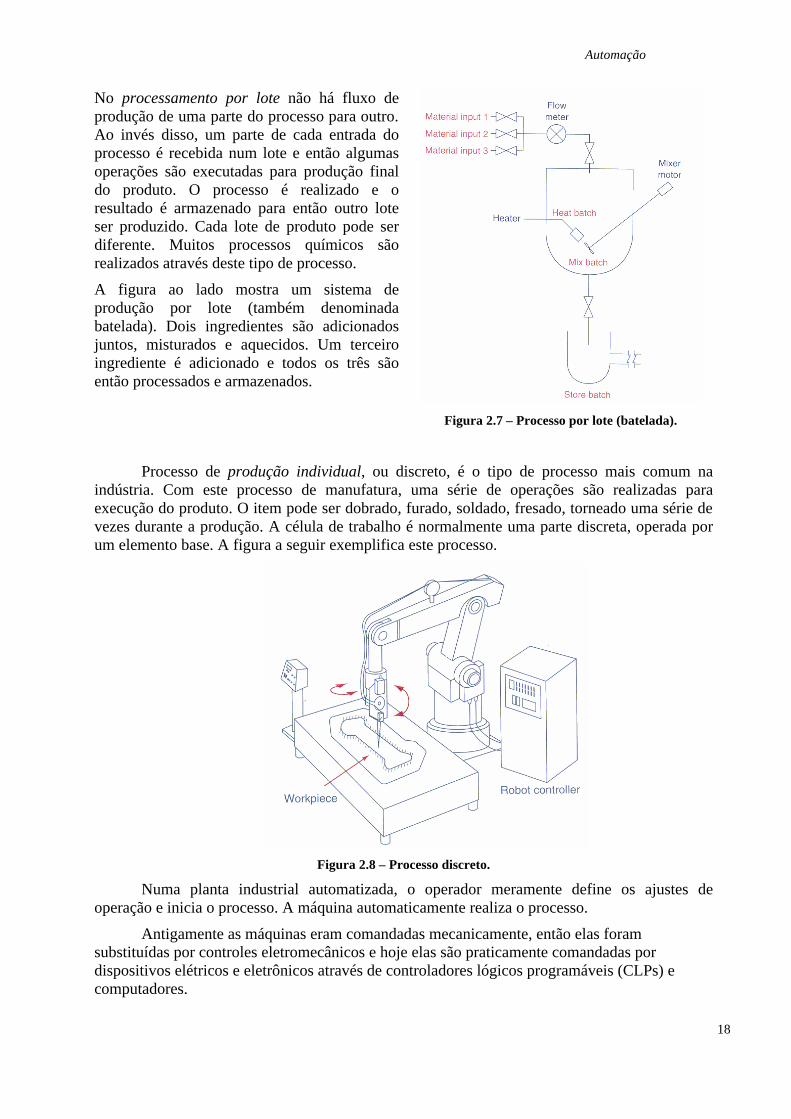
A figura abaixo mostra um processo contínuo de uma linha de montagem de motores. Os blocos dos motores são alimentados num ponto da linha (canto inferior) e os motores completos saem num outro ponto (canto superior).Em processos contínuos, o produto é sujeito a diferentes tratamentos conforme o fluxo do processo (neste caso, montagem, ajuste e inspeção). A montagem automática envolve o uso de máquinas automatizadas e robôs.
Figura 2.6 – Processo contínuo: montagem, teste e inspeção de motores.
Automação
18
No processamento por lote não há fluxo de produção de uma parte do processo para outro. Ao invés disso, um parte de cada entrada do processo é recebida num lote e então algumas operações são executadas para produção final do produto. O processo é realizado e o resultado é armazenado para então outro lote ser produzido. Cada lote de produto pode ser diferente. Muitos processos químicos são realizados através deste tipo de processo.
A figura ao lado mostra um sistema de produção por lote (também denominada batelada). Dois ingredientes são adicionados juntos, misturados e aquecidos. Um terceiro ingrediente é adicionado e todos os três são então processados e armazenados.
Figura 2.7 – Processo por lote (batelada).
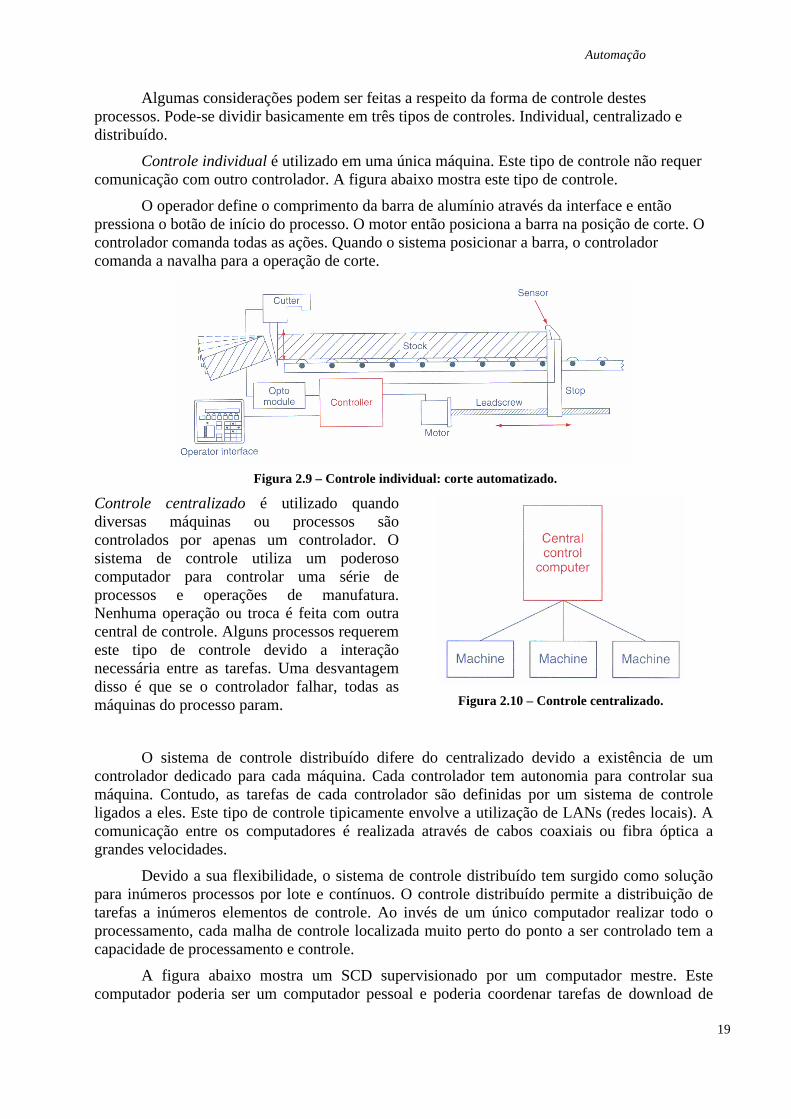
Processo de produção individual, ou discreto, é o tipo de processo mais comum na indústria. Com este processo de manufatura, uma série de operações são realizadas para execução do produto. O item pode ser dobrado, furado, soldado, fresado, torneado uma série de vezes durante a produção. A célula de trabalho é normalmente uma parte discreta, operada por um elemento base. A figura a seguir exemplifica este processo.
Figura 2.8 – Processo discreto.
Numa planta industrial automatizada, o operador meramente define os ajustes de operação e inicia o processo. A máquina automaticamente realiza o processo.
Antigamente as máquinas eram comandadas mecanicamente, então elas foram substituídas por controles eletromecânicos e hoje elas são praticamente comandadas por dispositivos elétricos e eletrônicos através de controladores lógicos programáveis (CLPs) e computadores.
Automação
19
Algumas considerações podem ser feitas a respeito da forma de controle destes processos. Pode-se dividir basicamente em três tipos de controles. Individual, centralizado e distribuído.
Controle individual é utilizado em uma única máquina. Este tipo de controle não requer comunicação com outro controlador. A figura abaixo mostra este tipo de controle.
O operador define o comprimento da barra de alumínio através da interface e então pressiona o botão de início do processo. O motor então posiciona a barra na posição de corte. O controlador comanda todas as ações. Quando o sistema posicionar a barra, o controlador comanda a navalha para a operação de corte.
Figura 2.9 – Controle individual: corte automatizado.
Controle centralizado é utilizado quando diversas máquinas ou processos são controlados por apenas um controlador. O sistema de controle utiliza um poderoso computador para controlar uma série de processos e operações de manufatura. Nenhuma operação ou troca é feita com outra central de controle. Alguns processos requerem este tipo de controle devido a interação necessária entre as tarefas. Uma desvantagem disso é que se o controlador falhar, todas as máquinas do processo param.
Figura 2.10 – Controle centralizado.
O sistema de controle distribuído difere do centralizado devido a existência de um controlador dedicado para cada máquina. Cada controlador tem autonomia para controlar sua máquina. Contudo, as tarefas de cada controlador são definidas por um sistema de controle ligados a eles. Este tipo de controle tipicamente envolve a utilização de LANs (redes locais). A comunicação entre os computadores é realizada através de cabos coaxiais ou fibra óptica a grandes velocidades.
Devido a sua flexibilidade, o sistema de controle distribuído tem surgido como solução para inúmeros processos por lote e contínuos. O controle distribuído permite a distribuição de tarefas a inúmeros elementos de controle. Ao invés de um único computador realizar todo o processamento, cada malha de controle localizada muito perto do ponto a ser controlado tem a capacidade de processamento e controle.
A figura abaixo mostra um SCD supervisionado por um computador mestre. Este computador poderia ser um computador pessoal e poderia coordenar tarefas de download de
Automação
20
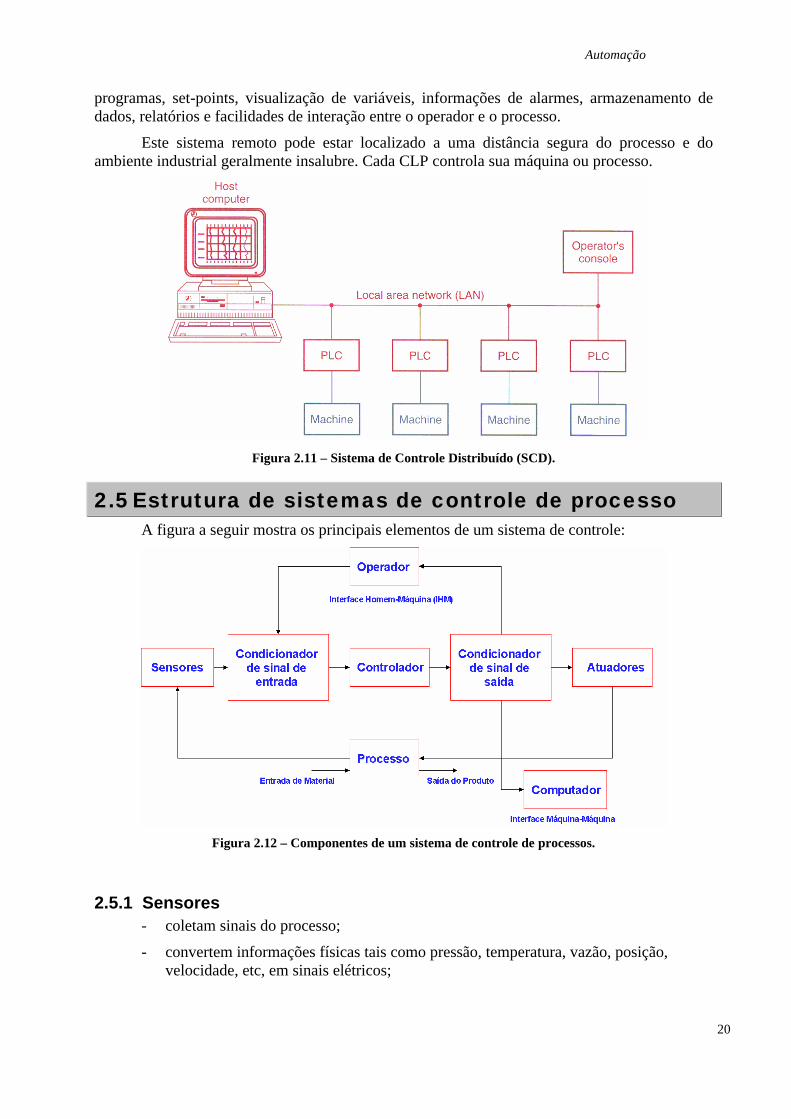
programas, set-points, visualização de variáveis, informações de alarmes, armazenamento de dados, relatórios e facilidades de interação entre o operador e o processo.
Este sistema remoto pode estar localizado a uma distância segura do processo e do ambiente industrial geralmente insalubre. Cada CLP controla sua máquina ou processo.
Figura 2.11 – Sistema de Controle Distribuído (SCD).
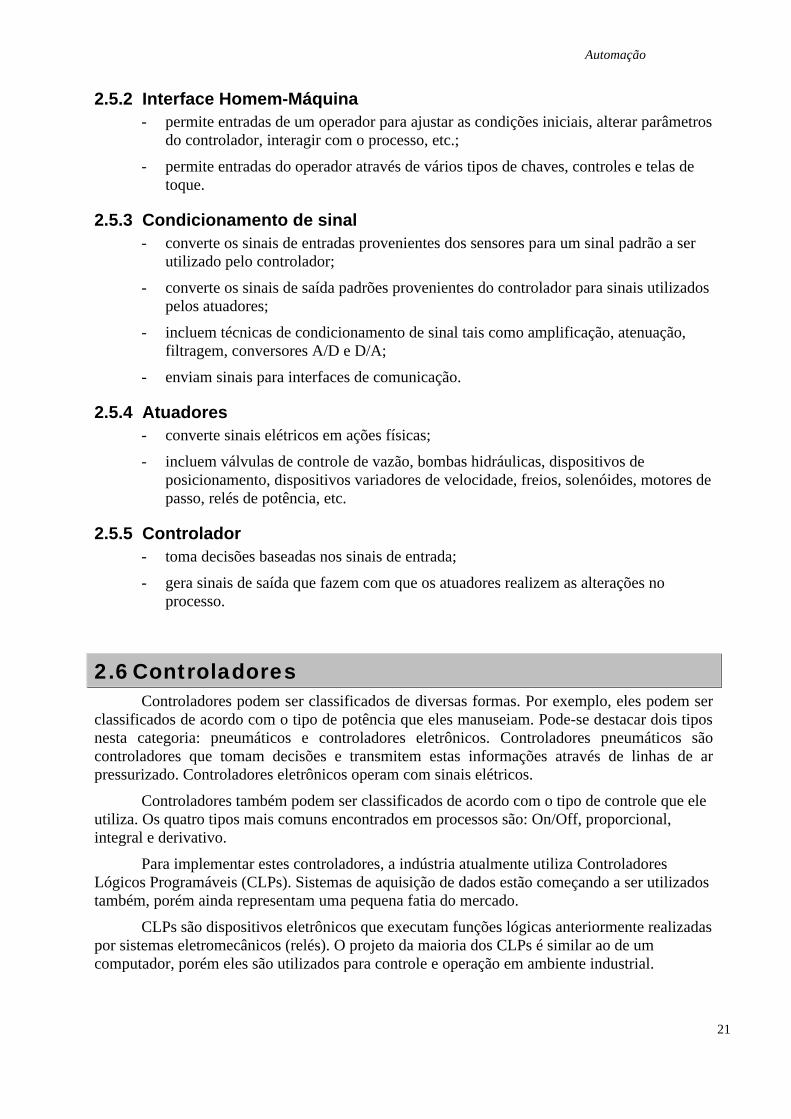
2.5 Estrutura de sistemas de controle de processo A figura a seguir mostra os principais elementos de um sistema de controle:
Figura 2.12 – Componentes de um sistema de controle de processos.
2.5.1 Sensores - coletam sinais do processo;
- convertem informações físicas tais como pressão, temperatura, vazão, posição, velocidade, etc, em sinais elétricos;
Automação
21
2.5.2 Interface Homem-Máquina - permite entradas de um operador para ajustar as condições iniciais, alterar parâmetros
do controlador, interagir com o processo, etc.;
- permite entradas do operador através de vários tipos de chaves, controles e telas de toque.
2.5.3 Condicionamento de sinal - converte os sinais de entradas provenientes dos sensores para um sinal padrão a ser
utilizado pelo controlador;
- converte os sinais de saída padrões provenientes do controlador para sinais utilizados pelos atuadores;
- incluem técnicas de condicionamento de sinal tais como amplificação, atenuação, filtragem, conversores A/D e D/A;
- enviam sinais para interfaces de comunicação.
2.5.4 Atuadores - converte sinais elétricos em ações físicas;
- incluem válvulas de controle de vazão, bombas hidráulicas, dispositivos de posicionamento, dispositivos variadores de velocidade, freios, solenóides, motores de passo, relés de potência, etc.
2.5.5 Controlador - toma decisões baseadas nos sinais de entrada;
- gera sinais de saída que fazem com que os atuadores realizem as alterações no processo.
2.6 Controladores Controladores podem ser classificados de diversas formas. Por exemplo, eles podem ser
classificados de acordo com o tipo de potência que eles manuseiam. Pode-se destacar dois tipos nesta categoria: pneumáticos e controladores eletrônicos. Controladores pneumáticos são controladores que tomam decisões e transmitem estas informações através de linhas de ar pressurizado. Controladores eletrônicos operam com sinais elétricos.
Controladores também podem ser classificados de acordo com o tipo de controle que ele utiliza. Os quatro tipos mais comuns encontrados em processos são: On/Off, proporcional, integral e derivativo.
Para implementar estes controladores, a indústria atualmente utiliza Controladores Lógicos Programáveis (CLPs). Sistemas de aquisição de dados estão começando a ser utilizados também, porém ainda representam uma pequena fatia do mercado.
CLPs são dispositivos eletrônicos que executam funções lógicas anteriormente realizadas por sistemas eletromecânicos (relés). O projeto da maioria dos CLPs é similar ao de um computador, porém eles são utilizados para controle e operação em ambiente industrial.
Automação
22
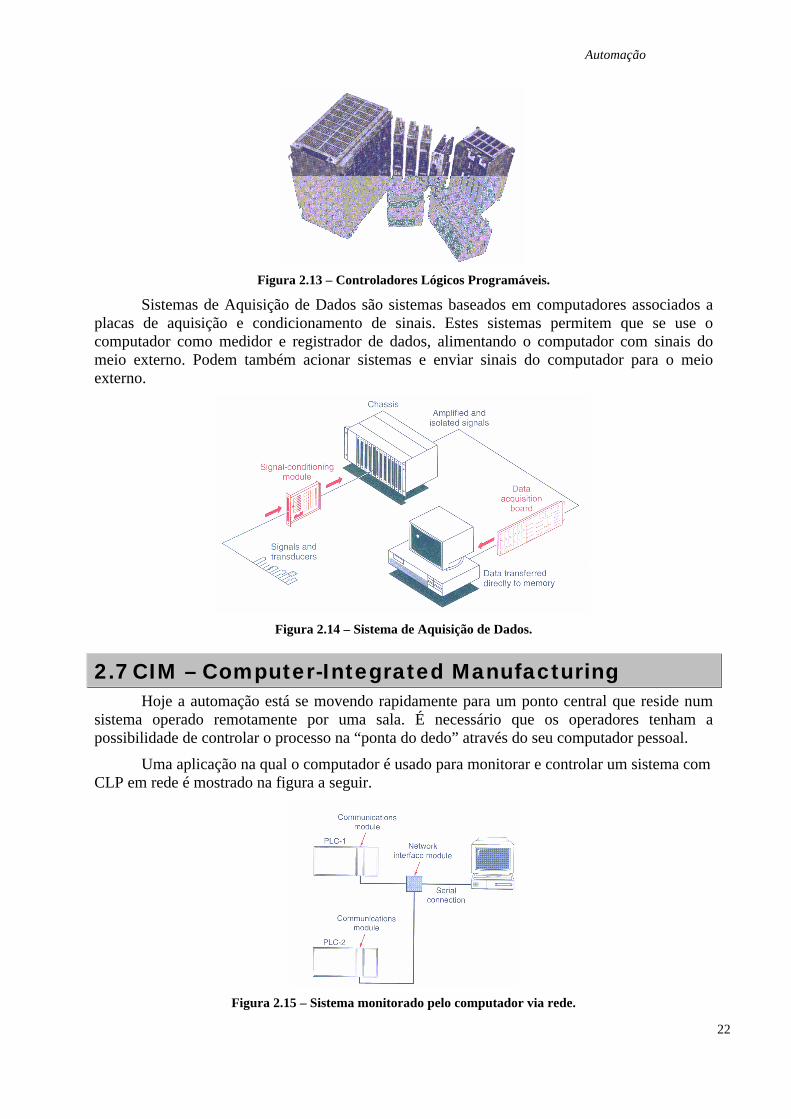
Figura 2.13 – Controladores Lógicos Programáveis.
Sistemas de Aquisição de Dados são sistemas baseados em computadores associados a placas de aquisição e condicionamento de sinais. Estes sistemas permitem que se use o computador como medidor e registrador de dados, alimentando o computador com sinais do meio externo. Podem também acionar sistemas e enviar sinais do computador para o meio externo.
Figura 2.14 – Sistema de Aquisição de Dados.
2.7 CIM – Computer-Integrated Manufacturing Hoje a automação está se movendo rapidamente para um ponto central que reside num
sistema operado remotamente por uma sala. É necessário que os operadores tenham a possibilidade de controlar o processo na “ponta do dedo” através do seu computador pessoal.
Uma aplicação na qual o computador é usado para monitorar e controlar um sistema com CLP em rede é mostrado na figura a seguir.
Figura 2.15 – Sistema monitorado pelo computador via rede.
Automação
23
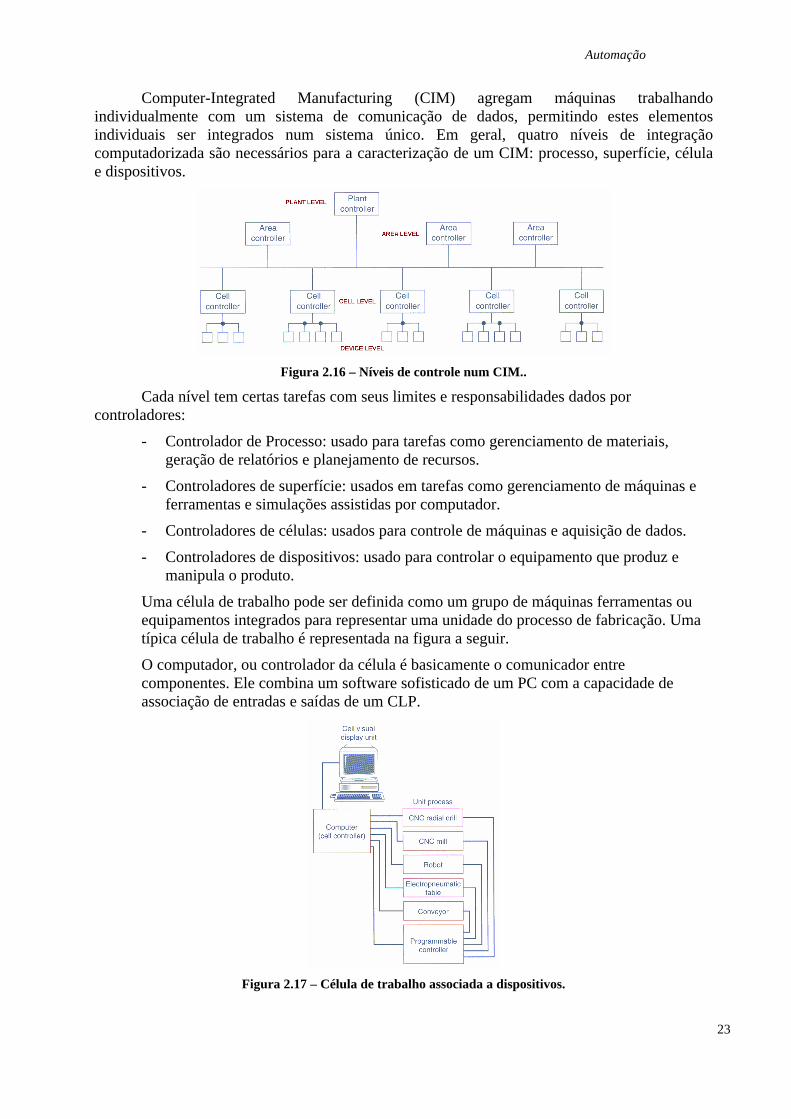
Computer-Integrated Manufacturing (CIM) agregam máquinas trabalhando individualmente com um sistema de comunicação de dados, permitindo estes elementos individuais ser integrados num sistema único. Em geral, quatro níveis de integração computadorizada são necessários para a caracterização de um CIM: processo, superfície, célula e dispositivos.
Figura 2.16 – Níveis de controle num CIM..
Cada nível tem certas tarefas com seus limites e responsabilidades dados por controladores:
- Controlador de Processo: usado para tarefas como gerenciamento de materiais, geração de relatórios e planejamento de recursos.
- Controladores de superfície: usados em tarefas como gerenciamento de máquinas e ferramentas e simulações assistidas por computador.
- Controladores de células: usados para controle de máquinas e aquisição de dados.
- Controladores de dispositivos: usado para controlar o equipamento que produz e manipula o produto.
Uma célula de trabalho pode ser definida como um grupo de máquinas ferramentas ou equipamentos integrados para representar uma unidade do processo de fabricação. Uma típica célula de trabalho é representada na figura a seguir.
O computador, ou controlador da célula é basicamente o comunicador entre componentes. Ele combina um software sofisticado de um PC com a capacidade de associação de entradas e saídas de um CLP.
Figura 2.17 – Célula de trabalho associada a dispositivos.
Automação
24
2.8 Comunicação de dados A comunicação entre CLPs ou entre CLPs e computadores tem se tornado uma aplicação
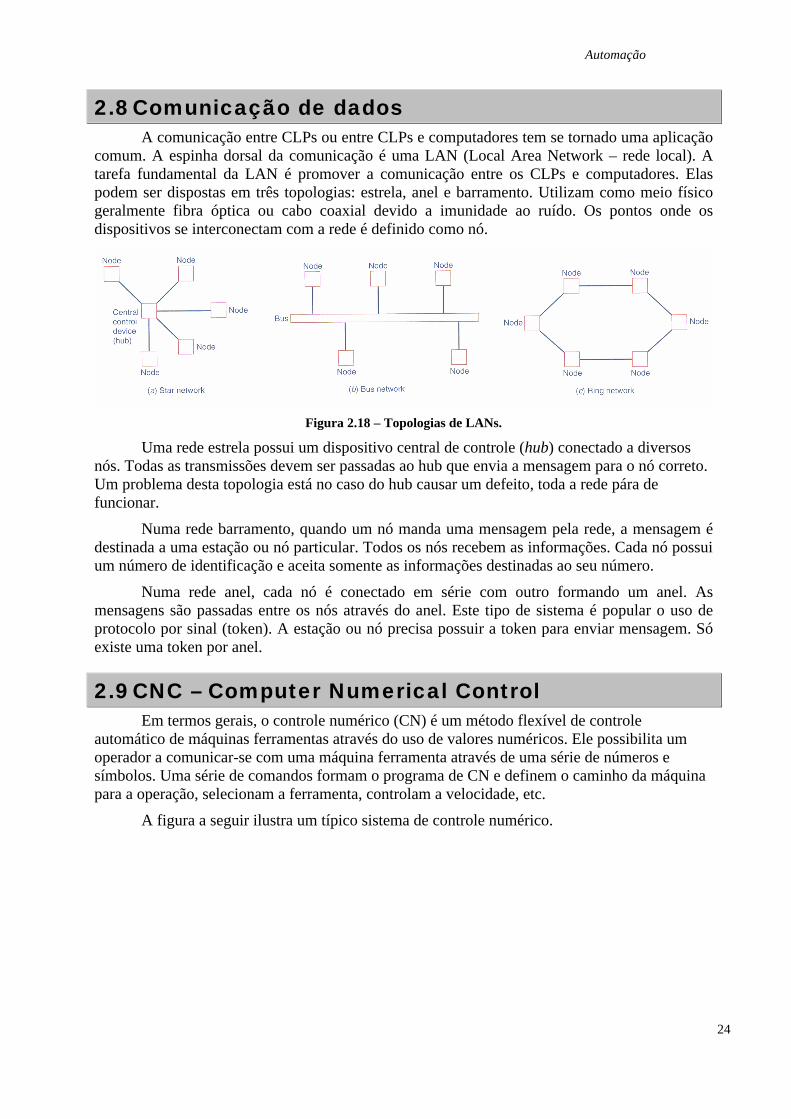
comum. A espinha dorsal da comunicação é uma LAN (Local Area Network – rede local). A tarefa fundamental da LAN é promover a comunicação entre os CLPs e computadores. Elas podem ser dispostas em três topologias: estrela, anel e barramento. Utilizam como meio físico geralmente fibra óptica ou cabo coaxial devido a imunidade ao ruído. Os pontos onde os dispositivos se interconectam com a rede é definido como nó.
Figura 2.18 – Topologias de LANs.
Uma rede estrela possui um dispositivo central de controle (hub) conectado a diversos nós. Todas as transmissões devem ser passadas ao hub que envia a mensagem para o nó correto. Um problema desta topologia está no caso do hub causar um defeito, toda a rede pára de funcionar.
Numa rede barramento, quando um nó manda uma mensagem pela rede, a mensagem é destinada a uma estação ou nó particular. Todos os nós recebem as informações. Cada nó possui um número de identificação e aceita somente as informações destinadas ao seu número.
Numa rede anel, cada nó é conectado em série com outro formando um anel. As mensagens são passadas entre os nós através do anel. Este tipo de sistema é popular o uso de protocolo por sinal (token). A estação ou nó precisa possuir a token para enviar mensagem. Só existe uma token por anel.
2.9 CNC – Computer Numerical Control Em termos gerais, o controle numérico (CN) é um método flexível de controle
automático de máquinas ferramentas através do uso de valores numéricos. Ele possibilita um operador a comunicar-se com uma máquina ferramenta através de uma série de números e símbolos. Uma série de comandos formam o programa de CN e definem o caminho da máquina para a operação, selecionam a ferramenta, controlam a velocidade, etc.
A figura a seguir ilustra um típico sistema de controle numérico.
Automação
25
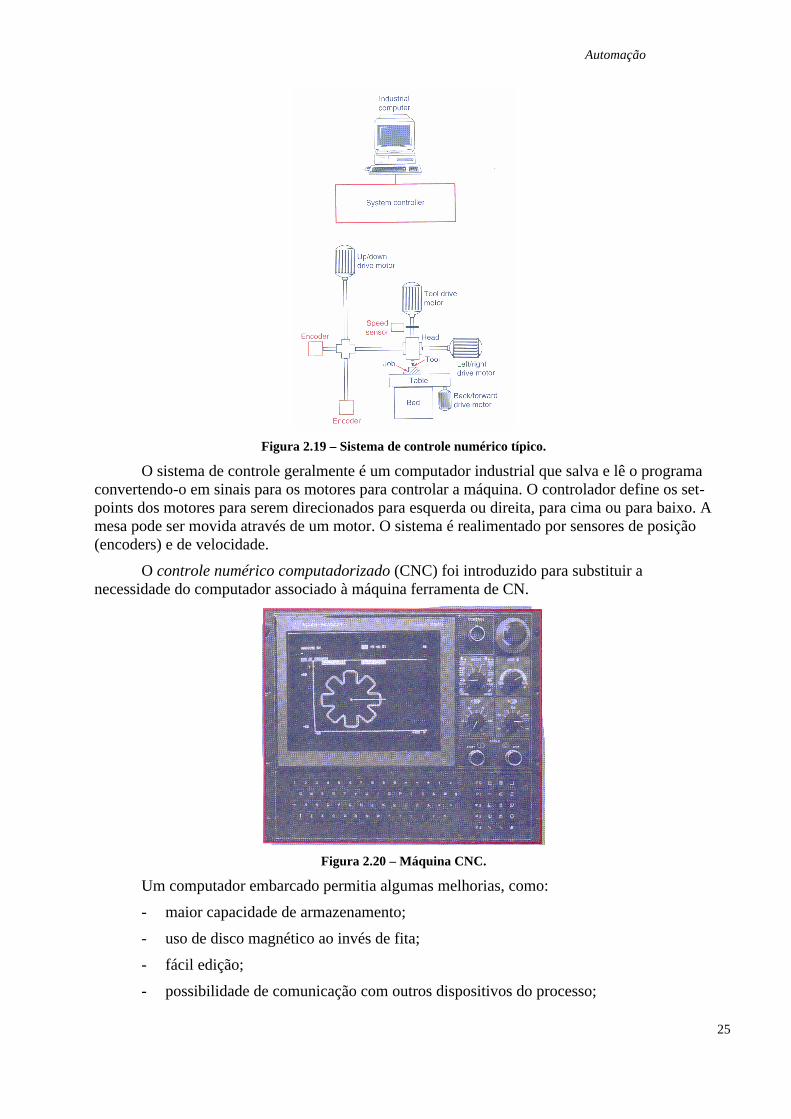
Figura 2.19 – Sistema de controle numérico típico.
O sistema de controle geralmente é um computador industrial que salva e lê o programa convertendo-o em sinais para os motores para controlar a máquina. O controlador define os set-points dos motores para serem direcionados para esquerda ou direita, para cima ou para baixo. A mesa pode ser movida através de um motor. O sistema é realimentado por sensores de posição (encoders) e de velocidade.
O controle numérico computadorizado (CNC) foi introduzido para substituir a necessidade do computador associado à máquina ferramenta de CN.
Figura 2.20 – Máquina CNC.
Um computador embarcado permitia algumas melhorias, como:
- maior capacidade de armazenamento;
- uso de disco magnético ao invés de fita;
- fácil edição;
- possibilidade de comunicação com outros dispositivos do processo;
Automação
26
2.10 Robôs Robôs são dispositivos controlados por CLPs ou computadores que realizam tarefas
usualmente feitos por humanos. O robô básico industrial utilizado atualmente é um braço ou manipulador que se move para realizar operações industriais:
Manuseio, processamento, montagem, desmontagem, soldagem, transporte, pintura e tarefas perigosas são alguns exemplos.
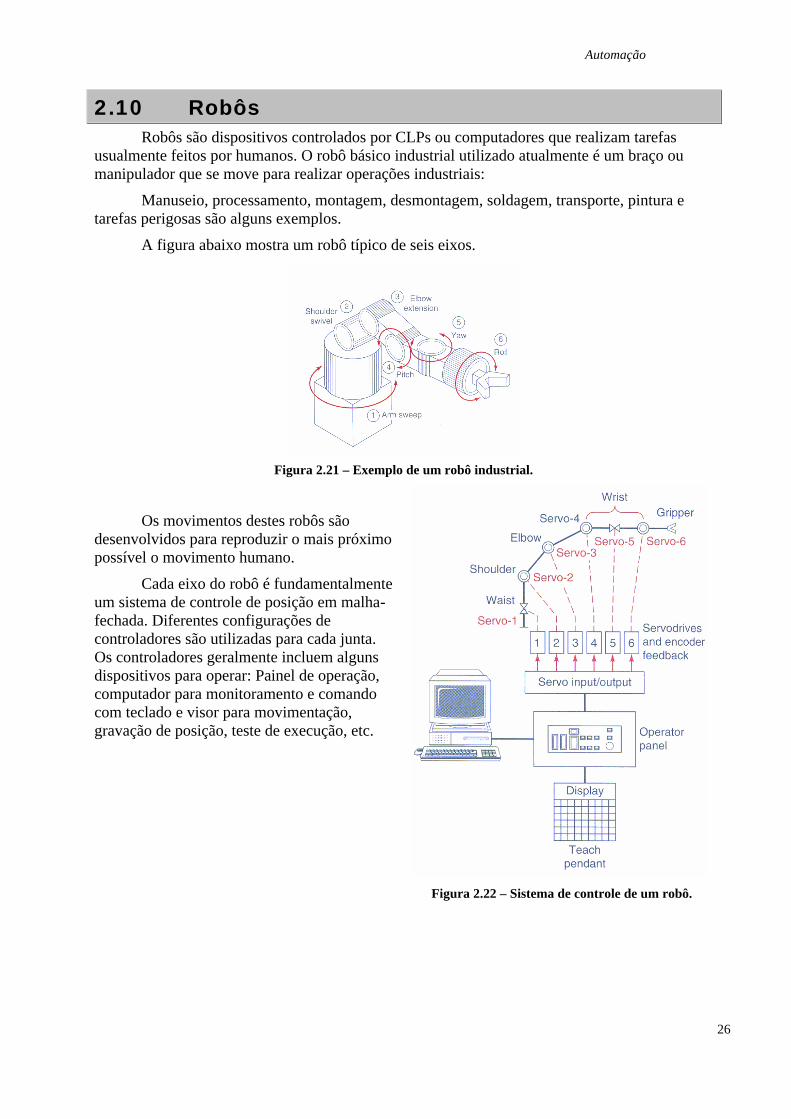
A figura abaixo mostra um robô típico de seis eixos.
Figura 2.21 – Exemplo de um robô industrial.
Os movimentos destes robôs são desenvolvidos para reproduzir o mais próximo possível o movimento humano.
Cada eixo do robô é fundamentalmente um sistema de controle de posição em malha-fechada. Diferentes configurações de controladores são utilizadas para cada junta. Os controladores geralmente incluem alguns dispositivos para operar: Painel de operação, computador para monitoramento e comando com teclado e visor para movimentação, gravação de posição, teste de execução, etc.
Figura 2.22 – Sistema de controle de um robô.
Automação
27
3 Introdução aos Controladores Lógicos Programáveis
Automação
28
Toda indústria tem usado controladores programáveis para aumentar e melhorar a produção. Neste capítulo, são apresentados alguns conceitos e definições básicas de maneira que ao final, você entenderá os fundamentos dos controladores programáveis e estar pronto para explorar os sistemas associados a ele.
3.1 Definição Controladores Lógicos Programáveis (CLPs), também chamados controladores
programáveis são sistemas microprocessados que integram elementos eletromecânicos de acionamento para implementar funções de controle.
Eles são capazes de armazenar instruções tais como sequenciamento, temporização, contagem, operações lógicas, aritméticas, manipulação de dados e comunicação para controlar máquinas e processos industriais.
A figura abaixo ilustra o diagrama conceitual de uma aplicação com CLPs.
Figura 3.1:Diagrama conceitual de uma aplicação com CLPs
3.2 Histórico A divisão de Hidráulica da General Motors Corporation especificou o projeto do
primeiro controlador programável em 1968.
Seu primeiro objetivo foi eliminar os altos custos associados com a inflexibilidade de sistemas controlados a relés. A especificação exigia um sistema com flexibilidade capaz de:
a) agüentar a agressividade do ambiente industrial;
b) ser facilmente programado;
c) ter baixa manutenção;
d) ser reutilizável;
Automação
29
3.2.1 O primeiro controlador programável Em 1969, o controlador especificado um ano antes estava pronto e apresentava as
especificações originais e abria as portas para o desenvolvimento de novas tecnologias.
O primeiro CLP ofereceu a funcionalidade de relés, e desta forma substituiu os painéis de relés usados para controlar o chaveamento de circuitos elétricos.
Ele satisfazia os requisitos de modularidade, expansibilidade, programabilidade e fácil utilização num ambiente industrial. Este controlador era fácil de instalar, ocupava pouco espaço e era reutilizável.
O software para programação, embora um pouco tedioso, tinha uma forma de programação padronizada: o diagrama ladder.
3.2.2 O projeto conceitual do CLP O primeiro controlador programável foi mais do que simples substituidor de relés. Sua
função primária foi executar operações que eram previamente implementadas com relés. Estas operações incluíam controle ON/OFF de máquinas e processos que requeriam operações repetitivas. Contudo, estes controladores eram fáceis de serem instalados, ocupavam pouco espaço e consumiam menos energia. Tinham indicadores de diagnóstico que sinalizavam erros, problemas e ao contrário de relés, eram reutilizáveis.
3.2.3 Os controladores de hoje Os avanços tecnológicos continuam não só no projeto de controladores mas também na
filosofia de controle de sistemas.
Hardware:
- O uso de microprocessadores mais poderosos diminuiu o tempo de execução das lógicas de programação.
- A alta densidade de entrada e saídas propicia um uso mais eficiente de espaço a um custo menor.
- Microprocessadores com mais funções internas permitem o uso de PID, redes de comunicação CANbus, fieldbus, comunicação com computadores, interfaces homem-máquina (IHMs), etc.
Software:
- Linguagens de alto nível já podem ser utilizadas em CLPs de alguns fabricantes.
- Blocos de funções aprimoram a programação ladder e promovem grande capacidade de programação usando simples comandos.
- Operações com ponto flutuante já são possíveis para executar cálculos complexos.
Os controladores de hoje oferecem muito mais capacidades do que simples relés programáveis. Eles são capazes de se comunicar com outros sistemas de controle, produzir relatórios, programar a produção, etc.
Estes avanços têm uma importante contribuição para o aumento da qualidade e produtividade.
Automação
30
Apesar do fato que os controladores terem se tornado muito mais sofisticados, eles continuam retendo a simplicidade e a facilidade de operação que foi proposto na seu projeto original.
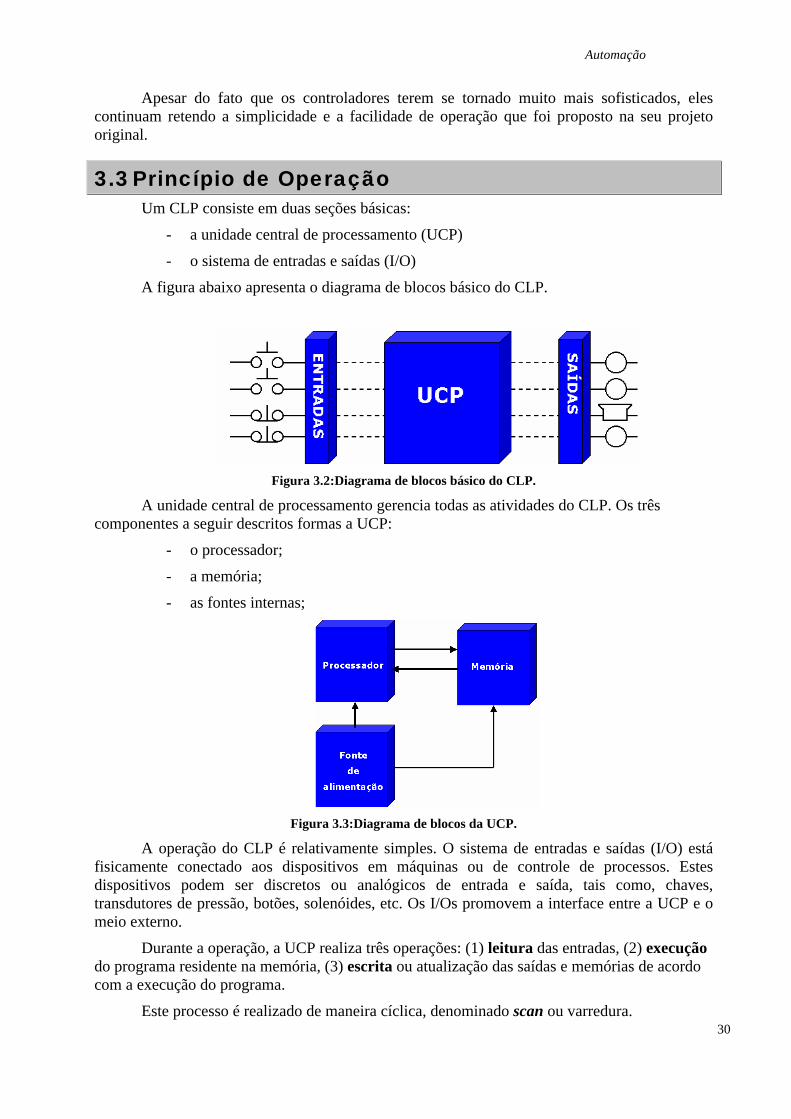
3.3 Princípio de Operação Um CLP consiste em duas seções básicas:
- a unidade central de processamento (UCP)
- o sistema de entradas e saídas (I/O)
A figura abaixo apresenta o diagrama de blocos básico do CLP.
Figura 3.2:Diagrama de blocos básico do CLP.
A unidade central de processamento gerencia todas as atividades do CLP. Os três componentes a seguir descritos formas a UCP:
- o processador;
- a memória;
- as fontes internas;
Figura 3.3:Diagrama de blocos da UCP.
A operação do CLP é relativamente simples. O sistema de entradas e saídas (I/O) está fisicamente conectado aos dispositivos em máquinas ou de controle de processos. Estes dispositivos podem ser discretos ou analógicos de entrada e saída, tais como, chaves, transdutores de pressão, botões, solenóides, etc. Os I/Os promovem a interface entre a UCP e o meio externo.
Durante a operação, a UCP realiza três operações: (1) leitura das entradas, (2) execução do programa residente na memória, (3) escrita ou atualização das saídas e memórias de acordo com a execução do programa.
Este processo é realizado de maneira cíclica, denominado scan ou varredura.
Automação
31
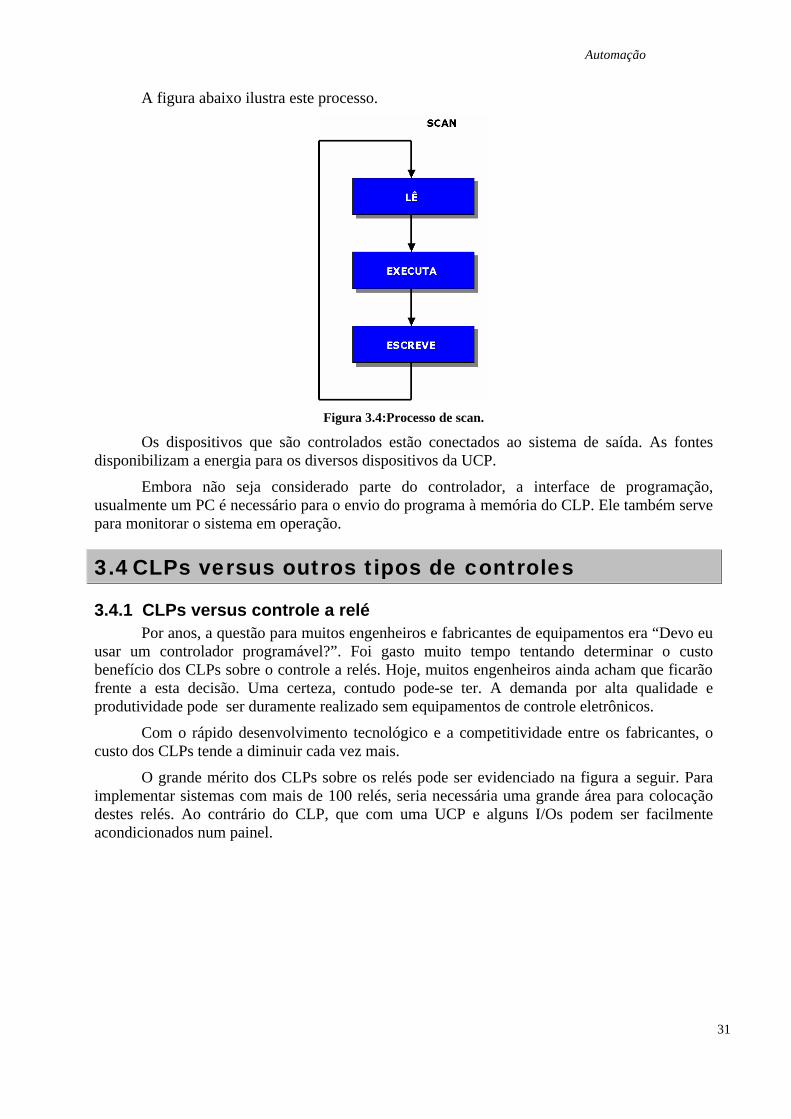
A figura abaixo ilustra este processo.
Figura 3.4:Processo de scan.
Os dispositivos que são controlados estão conectados ao sistema de saída. As fontes disponibilizam a energia para os diversos dispositivos da UCP.
Embora não seja considerado parte do controlador, a interface de programação, usualmente um PC é necessário para o envio do programa à memória do CLP. Ele também serve para monitorar o sistema em operação.
3.4 CLPs versus outros tipos de controles
3.4.1 CLPs versus controle a relé Por anos, a questão para muitos engenheiros e fabricantes de equipamentos era “Devo eu
usar um controlador programável?”. Foi gasto muito tempo tentando determinar o custo benefício dos CLPs sobre o controle a relés. Hoje, muitos engenheiros ainda acham que ficarão frente a esta decisão. Uma certeza, contudo pode-se ter. A demanda por alta qualidade e produtividade pode ser duramente realizado sem equipamentos de controle eletrônicos.
Com o rápido desenvolvimento tecnológico e a competitividade entre os fabricantes, o custo dos CLPs tende a diminuir cada vez mais.
O grande mérito dos CLPs sobre os relés pode ser evidenciado na figura a seguir. Para implementar sistemas com mais de 100 relés, seria necessária uma grande área para colocação destes relés. Ao contrário do CLP, que com uma UCP e alguns I/Os podem ser facilmente acondicionados num painel.
Automação
32
Figura 3.5:Painel com CLP.
3.4.2 CLPs versus Computadores Pessoais Com a proliferação dos PCs, muitos engenheiros tem descoberto que os PCs não são um
competidor direto dos CLPs nas aplicações de controle de processos. Eles são aliados na implementação de controles. Aparentemente, eles parecem ser similares, porém diferem-se na forma como conectam-se com os dispositivos de processos.
CLPs possuem uma arquitetura mais robusta ao ambiente industrial, com fonte de alimentação isolada para as entradas e saídas, enquanto que os PCs não. Além disso, o custo de PCs para controle de processos pode ser muito maior do que o de CLPs.
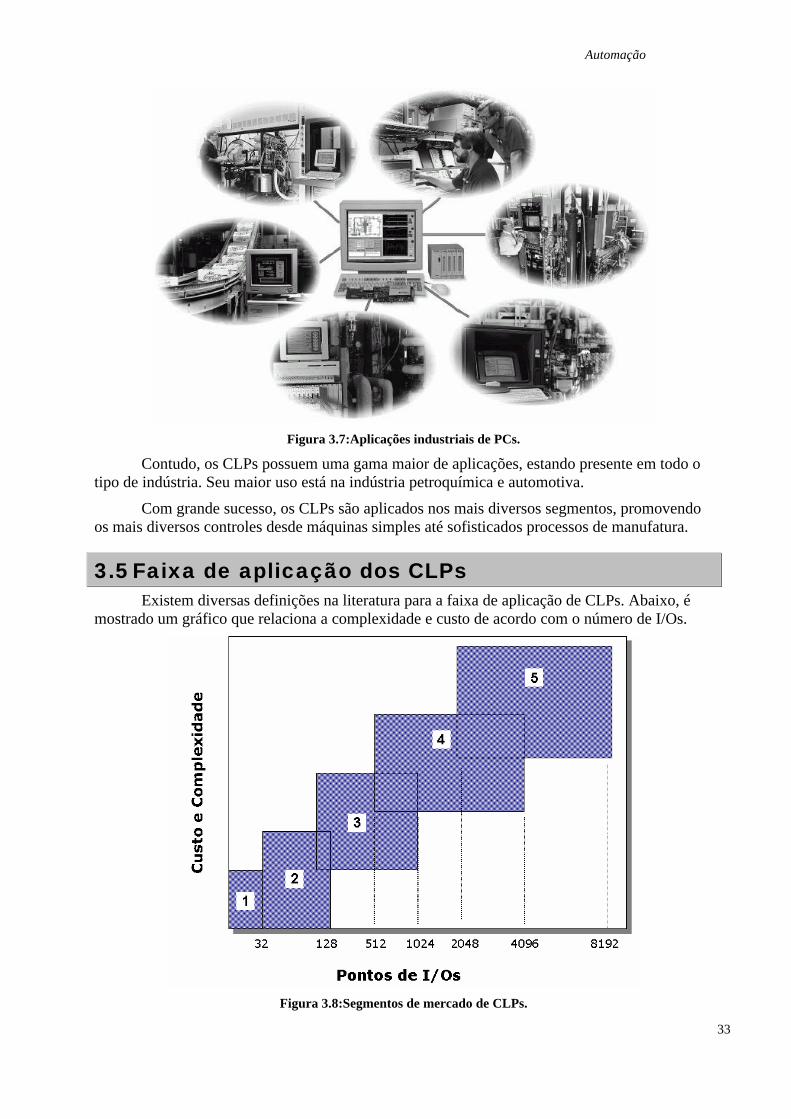
Os PCs tem como vantagem o familiaridade de programação e a capacidade de processamento maior. Já é comum o uso de PCs no controle de processos, porém seu uso é mais justificado em sistemas em rede, onde os CLPs fazem o trabalho de mais baixo nível de controle, enquanto que os PCs agem como meio de campo entre os CLPs e os servidores de dados e supervisórios do processo.
Figura 3.6: PC utilizado como ponte entre CLPs e servidores.
Os computadores vem sendo utilizados em laboratórios de testes e em sistemas de controle de qualidade. A utilização de placas de aquisição para coleta de dados já é algo usual no meio industrial.
Automação
33
Figura 3.7:Aplicações industriais de PCs.
Contudo, os CLPs possuem uma gama maior de aplicações, estando presente em todo o tipo de indústria. Seu maior uso está na indústria petroquímica e automotiva.
Com grande sucesso, os CLPs são aplicados nos mais diversos segmentos, promovendo os mais diversos controles desde máquinas simples até sofisticados processos de manufatura.
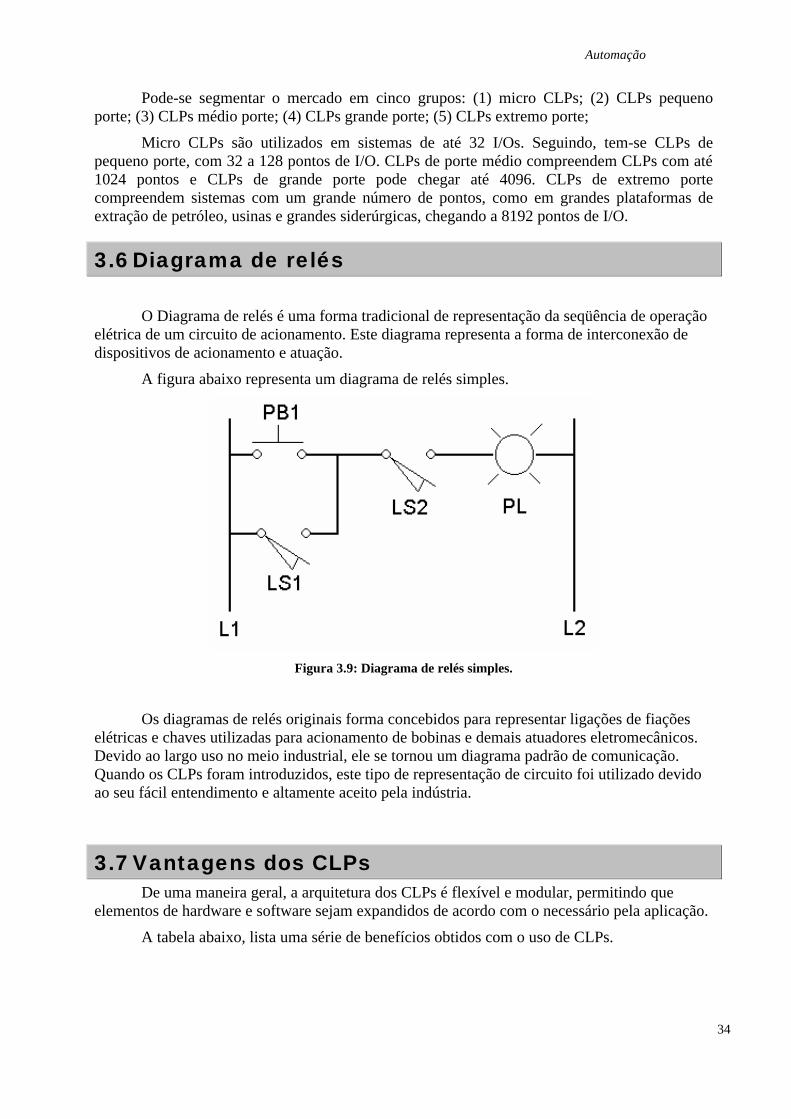
3.5 Faixa de aplicação dos CLPs Existem diversas definições na literatura para a faixa de aplicação de CLPs. Abaixo, é
mostrado um gráfico que relaciona a complexidade e custo de acordo com o número de I/Os.
Figura 3.8:Segmentos de mercado de CLPs.
Automação
34
Pode-se segmentar o mercado em cinco grupos: (1) micro CLPs; (2) CLPs pequeno porte; (3) CLPs médio porte; (4) CLPs grande porte; (5) CLPs extremo porte;
Micro CLPs são utilizados em sistemas de até 32 I/Os. Seguindo, tem-se CLPs de pequeno porte, com 32 a 128 pontos de I/O. CLPs de porte médio compreendem CLPs com até 1024 pontos e CLPs de grande porte pode chegar até 4096. CLPs de extremo porte compreendem sistemas com um grande número de pontos, como em grandes plataformas de extração de petróleo, usinas e grandes siderúrgicas, chegando a 8192 pontos de I/O.
3.6 Diagrama de relés
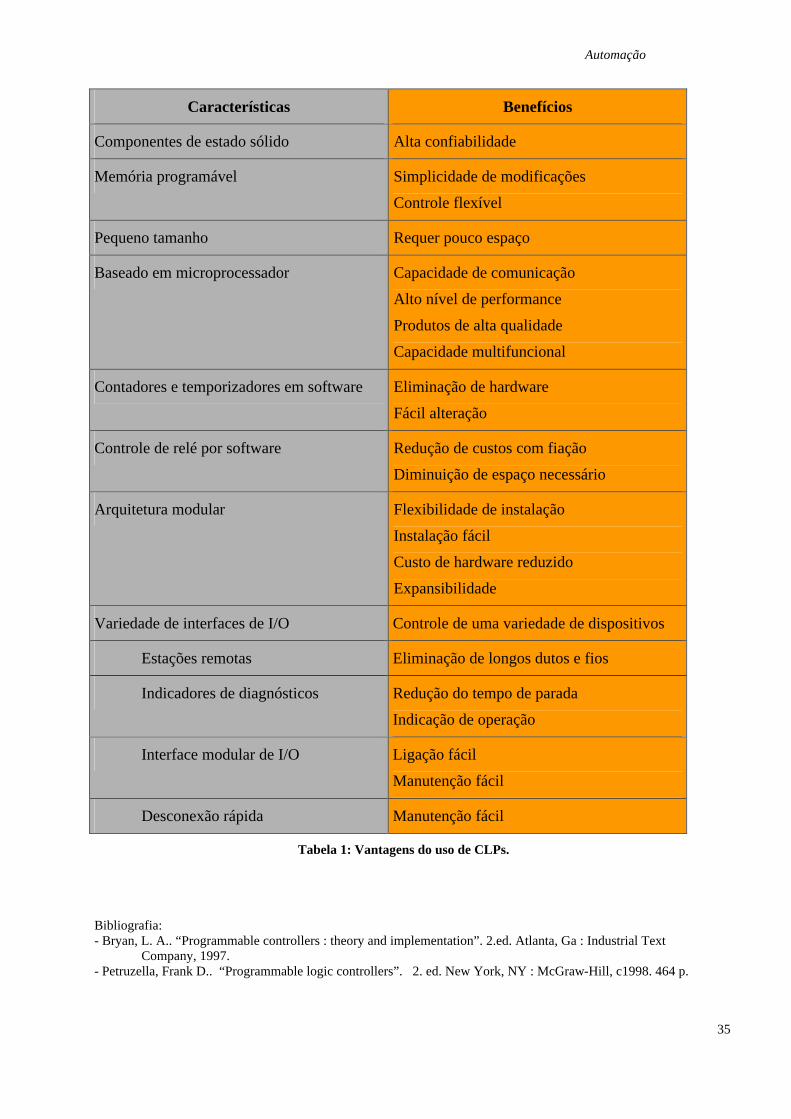
O Diagrama de relés é uma forma tradicional de representação da seqüência de operação elétrica de um circuito de acionamento. Este diagrama representa a forma de interconexão de dispositivos de acionamento e atuação.
A figura abaixo representa um diagrama de relés simples.
Figura 3.9: Diagrama de relés simples.
Os diagramas de relés originais forma concebidos para representar ligações de fiações elétricas e chaves utilizadas para acionamento de bobinas e demais atuadores eletromecânicos. Devido ao largo uso no meio industrial, ele se tornou um diagrama padrão de comunicação. Quando os CLPs foram introduzidos, este tipo de representação de circuito foi utilizado devido ao seu fácil entendimento e altamente aceito pela indústria.
3.7 Vantagens dos CLPs De uma maneira geral, a arquitetura dos CLPs é flexível e modular, permitindo que
elementos de hardware e software sejam expandidos de acordo com o necessário pela aplicação.
A tabela abaixo, lista uma série de benefícios obtidos com o uso de CLPs.
Automação
35
Características Benefícios
Componentes de estado sólido Alta confiabilidade
Memória programável Simplicidade de modificações
Controle flexível
Pequeno tamanho Requer pouco espaço
Baseado em microprocessador Capacidade de comunicação
Alto nível de performance
Produtos de alta qualidade
Capacidade multifuncional
Contadores e temporizadores em software Eliminação de hardware
Fácil alteração
Controle de relé por software Redução de custos com fiação
Diminuição de espaço necessário
Arquitetura modular Flexibilidade de instalação
Instalação fácil
Custo de hardware reduzido
Expansibilidade
Variedade de interfaces de I/O Controle de uma variedade de dispositivos
Estações remotas Eliminação de longos dutos e fios
Indicadores de diagnósticos Redução do tempo de parada
Indicação de operação
Interface modular de I/O Ligação fácil
Manutenção fácil
Desconexão rápida Manutenção fácil
Tabela 1: Vantagens do uso de CLPs.
Bibliografia: - Bryan, L. A.. “Programmable controllers : theory and implementation”. 2.ed. Atlanta, Ga : Industrial Text
Company, 1997. - Petruzella, Frank D.. “Programmable logic controllers”. 2. ed. New York, NY : McGraw-Hill, c1998. 464 p.
Automação
36
4 Conceitos Lógicos e Sistemas numéricos
Automação
37
Para entender as aplicações com CLPs, devemos rever os conceitos lógicos por trás deles. Serão discutidas três operações lógicas – AND, OR e NOT, e mostrar como com estas três funções pode-se controlar desde simples até complexas aplicações.
4.1 Conceito Binário O conceito binário não é novidade. De fato, é muito antiga. Ela simplesmente
refere-se a idéia que muitas coisas existem somente em dois estados predeterminados. No caso, uma lâmpada pode ser ligada ou desligada, uma chave pode estar aberta ou fechada, ou um motor pode estar funcionando ou parado. Estes dois estados são a base para a tomada de decisões em sistemas computacionais e controladores programáveis.
Nas aplicações com controladores e em lógicas de relés, o valor binário 1 significará presença de sinal. O valor binário 0 significará ausência de sinal.
4.2 Funções Lógicas Operações lógicas em sistemas digitais, como CLPs, são baseadas em três funções
lógicas fundamentais: AND, OR e NOT.
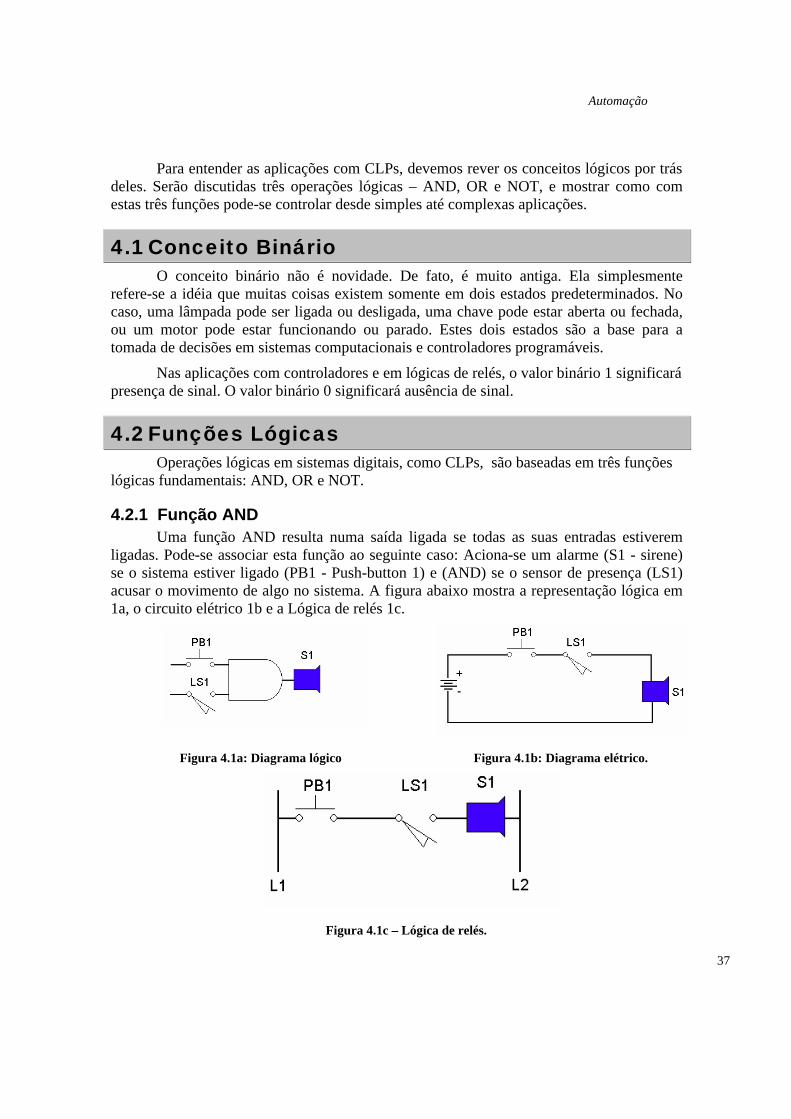
4.2.1 Função AND Uma função AND resulta numa saída ligada se todas as suas entradas estiverem
ligadas. Pode-se associar esta função ao seguinte caso: Aciona-se um alarme (S1 - sirene) se o sistema estiver ligado (PB1 - Push-button 1) e (AND) se o sensor de presença (LS1) acusar o movimento de algo no sistema. A figura abaixo mostra a representação lógica em 1a, o circuito elétrico 1b e a Lógica de relés 1c.
Figura 4.1a: Diagrama lógico Figura 4.1b: Diagrama elétrico.
Figura 4.1c – Lógica de relés.
Automação
38
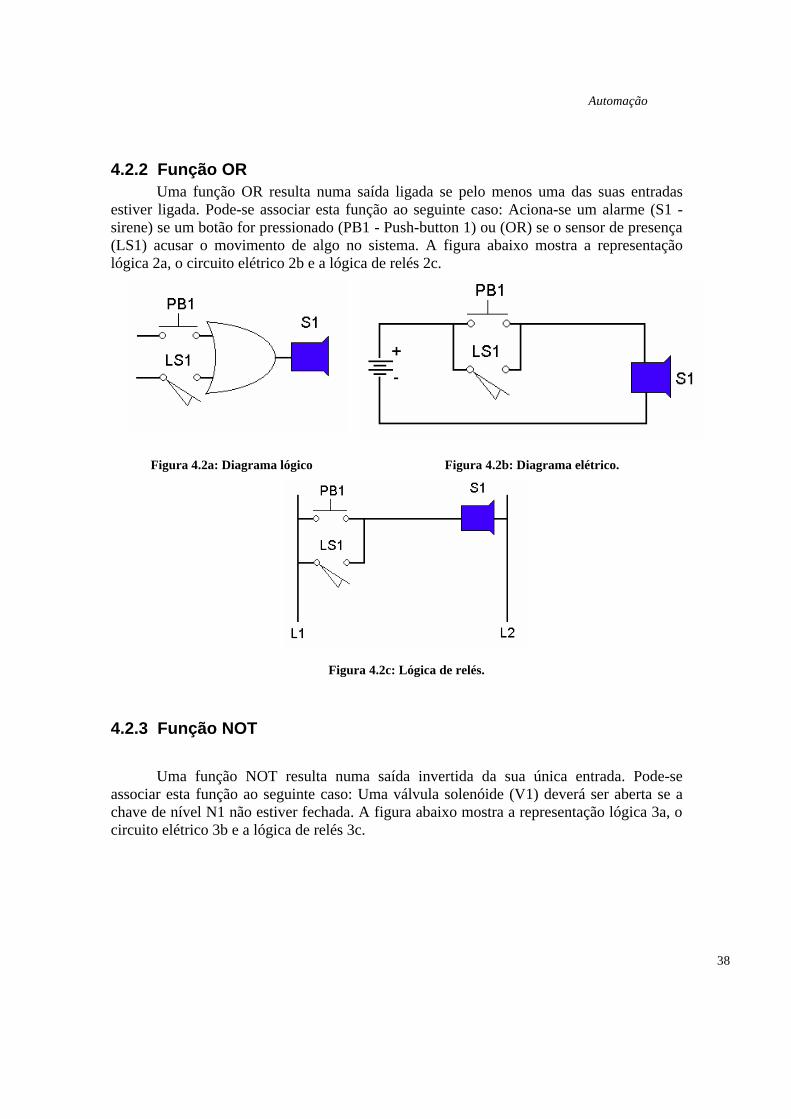
4.2.2 Função OR Uma função OR resulta numa saída ligada se pelo menos uma das suas entradas
estiver ligada. Pode-se associar esta função ao seguinte caso: Aciona-se um alarme (S1 - sirene) se um botão for pressionado (PB1 - Push-button 1) ou (OR) se o sensor de presença (LS1) acusar o movimento de algo no sistema. A figura abaixo mostra a representação lógica 2a, o circuito elétrico 2b e a lógica de relés 2c.
Figura 4.2a: Diagrama lógico Figura 4.2b: Diagrama elétrico.
Figura 4.2c: Lógica de relés.
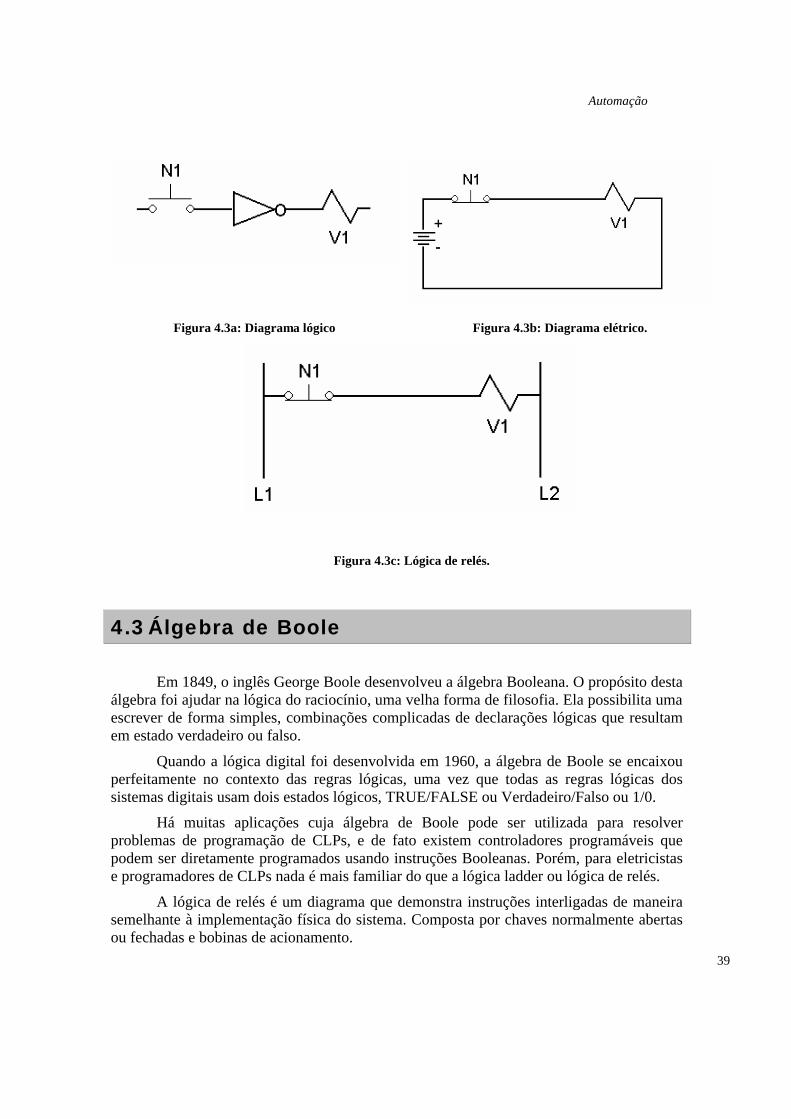
4.2.3 Função NOT
Uma função NOT resulta numa saída invertida da sua única entrada. Pode-se associar esta função ao seguinte caso: Uma válvula solenóide (V1) deverá ser aberta se a chave de nível N1 não estiver fechada. A figura abaixo mostra a representação lógica 3a, o circuito elétrico 3b e a lógica de relés 3c.
Automação
39
Figura 4.3a: Diagrama lógico Figura 4.3b: Diagrama elétrico.
Figura 4.3c: Lógica de relés.
4.3 Álgebra de Boole
Em 1849, o inglês George Boole desenvolveu a álgebra Booleana. O propósito desta álgebra foi ajudar na lógica do raciocínio, uma velha forma de filosofia. Ela possibilita uma escrever de forma simples, combinações complicadas de declarações lógicas que resultam em estado verdadeiro ou falso.
Quando a lógica digital foi desenvolvida em 1960, a álgebra de Boole se encaixou perfeitamente no contexto das regras lógicas, uma vez que todas as regras lógicas dos sistemas digitais usam dois estados lógicos, TRUE/FALSE ou Verdadeiro/Falso ou 1/0.
Há muitas aplicações cuja álgebra de Boole pode ser utilizada para resolver problemas de programação de CLPs, e de fato existem controladores programáveis que podem ser diretamente programados usando instruções Booleanas. Porém, para eletricistas e programadores de CLPs nada é mais familiar do que a lógica ladder ou lógica de relés.
A lógica de relés é um diagrama que demonstra instruções interligadas de maneira semelhante à implementação física do sistema. Composta por chaves normalmente abertas ou fechadas e bobinas de acionamento.
Automação
40
4.4 Sistemas numéricos Os sistemas numéricos são formas de se representar grandezas numéricas, dentro de
um sistema composto de um alfabeto próprio (por alfabeto se entende um conjunto de símbolos que neste caso representam grandezas numéricas). Existem vários sistemas numéricos, que se caracterizam pela base que representam. Os CLPs, são compostos de microcomputadores que trabalham no sistema numérico denominado binário. Por outro lado, nós estamos habituados a trabalhar com o sistema numérico decimal. A seguir são apresentadas as formas como são definidos os sistemas mais comuns de numeração e como podemos convertê-los para o sistema decimal.
4.4.1 Sistema binário É o sistema numérico mais simples, composto por dois símbolos - 0 e 1. A base
deste sistema de numeração é a base 2. Os dígitos deste sistema numérico são conhecidos por BIT - Binary Digit. Um bit só pode assumir um de dois valores possíveis, 0 ou 1. Para converter um número binário para o sistema decimal, basta avaliar o valor de cada dígito multiplicando este por 2n, onde n é a posição do dígito dentro do número.
Exemplo: O número 110011b, tem sua representação decimal como
1x2 1x2 0x2 0x2 1x2 1x2 515 4 3 2 1 0+ + + + + =
O agrupamento de 4 bits consecutivos é denominado de nibble. O agrupamento de 8 bits consecutivos é denominado byte. Um byte contém dois nibbles. O agrupamento de 16 bits é denominado de word - cuja tradução literal é palavra. Uma word contém dois bytes ou quatro nibbles. O agrupamento de 32 bits é denominado long word - cuja tradução é palavra longa.
4.4.2 Sistema hexadecimal Este sistema numérico é composto por um alfabeto contendo dezesseis símbolos - 0,
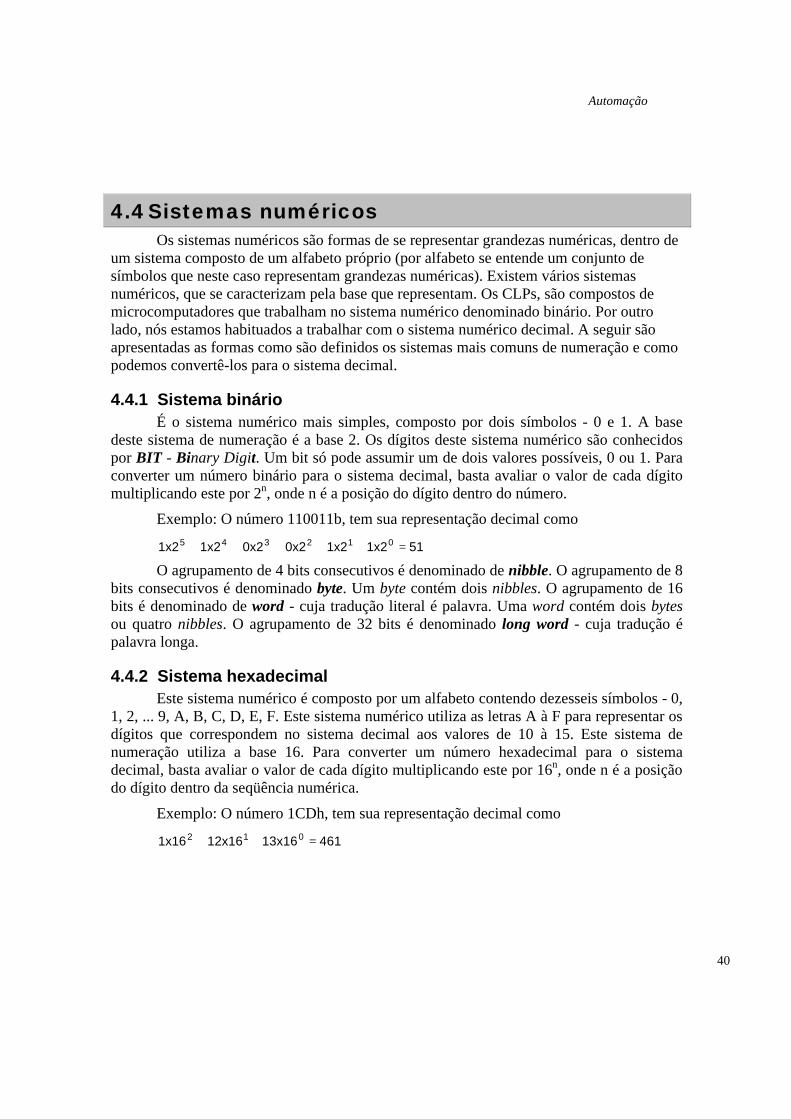
1, 2, ... 9, A, B, C, D, E, F. Este sistema numérico utiliza as letras A à F para representar os dígitos que correspondem no sistema decimal aos valores de 10 à 15. Este sistema de numeração utiliza a base 16. Para converter um número hexadecimal para o sistema decimal, basta avaliar o valor de cada dígito multiplicando este por 16n, onde n é a posição do dígito dentro da seqüência numérica.
Exemplo: O número 1CDh, tem sua representação decimal como
1x16 12x16 13x16 4612 1 0+ + =
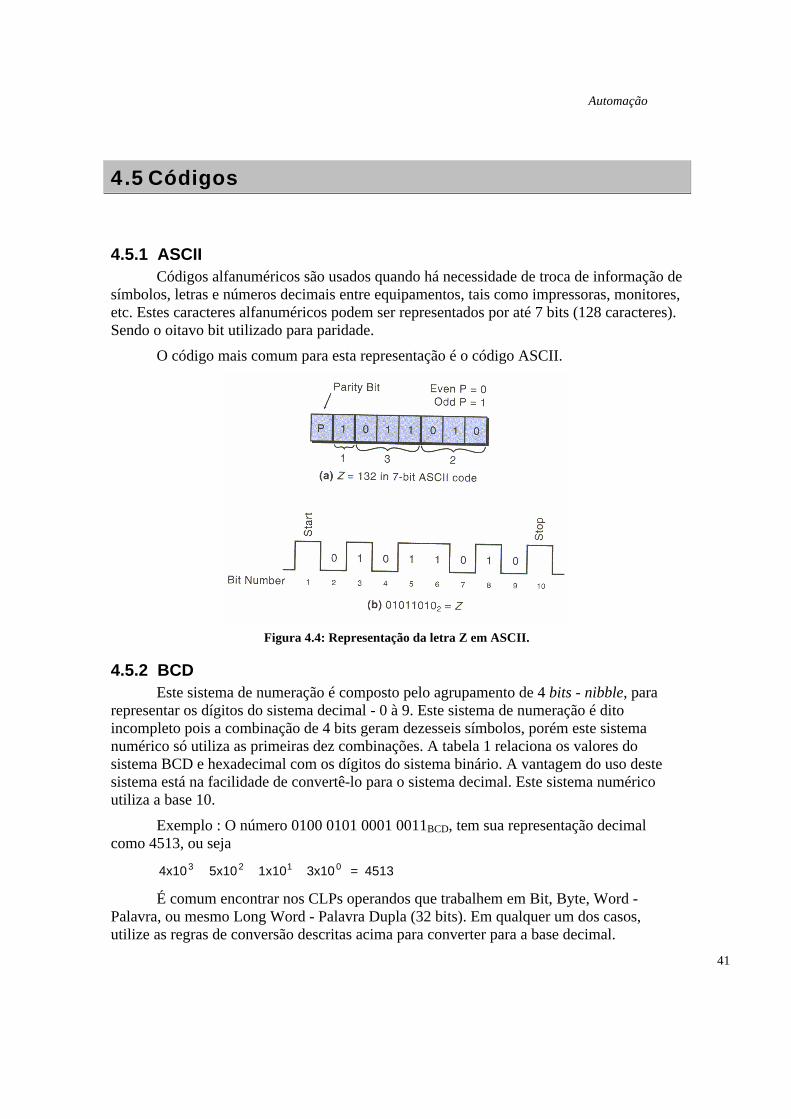
Automação
41
4.5 Códigos
4.5.1 ASCII Códigos alfanuméricos são usados quando há necessidade de troca de informação de
símbolos, letras e números decimais entre equipamentos, tais como impressoras, monitores, etc. Estes caracteres alfanuméricos podem ser representados por até 7 bits (128 caracteres). Sendo o oitavo bit utilizado para paridade.
O código mais comum para esta representação é o código ASCII.
Figura 4.4: Representação da letra Z em ASCII.
4.5.2 BCD Este sistema de numeração é composto pelo agrupamento de 4 bits - nibble, para
representar os dígitos do sistema decimal - 0 à 9. Este sistema de numeração é dito incompleto pois a combinação de 4 bits geram dezesseis símbolos, porém este sistema numérico só utiliza as primeiras dez combinações. A tabela 1 relaciona os valores do sistema BCD e hexadecimal com os dígitos do sistema binário. A vantagem do uso deste sistema está na facilidade de convertê-lo para o sistema decimal. Este sistema numérico utiliza a base 10.
Exemplo : O número 0100 0101 0001 0011BCD, tem sua representação decimal como 4513, ou seja
4x10 5x10 1x10 3x10 = 45133 2 1 0+ + +
É comum encontrar nos CLPs operandos que trabalhem em Bit, Byte, Word - Palavra, ou mesmo Long Word - Palavra Dupla (32 bits). Em qualquer um dos casos, utilize as regras de conversão descritas acima para converter para a base decimal.
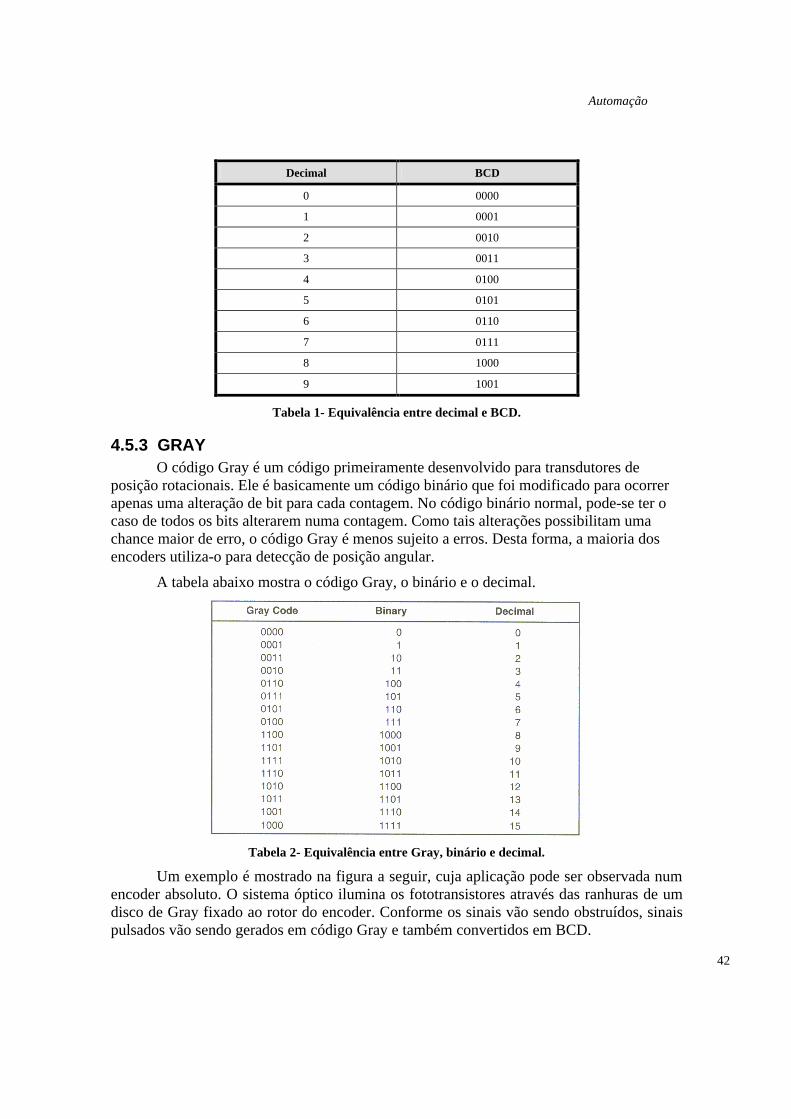
Automação
42
Decimal BCD
0 0000
1 0001
2 0010
3 0011
4 0100
5 0101
6 0110
7 0111
8 1000
9 1001
Tabela 1- Equivalência entre decimal e BCD.
4.5.3 GRAY O código Gray é um código primeiramente desenvolvido para transdutores de
posição rotacionais. Ele é basicamente um código binário que foi modificado para ocorrer apenas uma alteração de bit para cada contagem. No código binário normal, pode-se ter o caso de todos os bits alterarem numa contagem. Como tais alterações possibilitam uma chance maior de erro, o código Gray é menos sujeito a erros. Desta forma, a maioria dos encoders utiliza-o para detecção de posição angular.
A tabela abaixo mostra o código Gray, o binário e o decimal.
Tabela 2- Equivalência entre Gray, binário e decimal.
Um exemplo é mostrado na figura a seguir, cuja aplicação pode ser observada num encoder absoluto. O sistema óptico ilumina os fototransistores através das ranhuras de um disco de Gray fixado ao rotor do encoder. Conforme os sinais vão sendo obstruídos, sinais pulsados vão sendo gerados em código Gray e também convertidos em BCD.
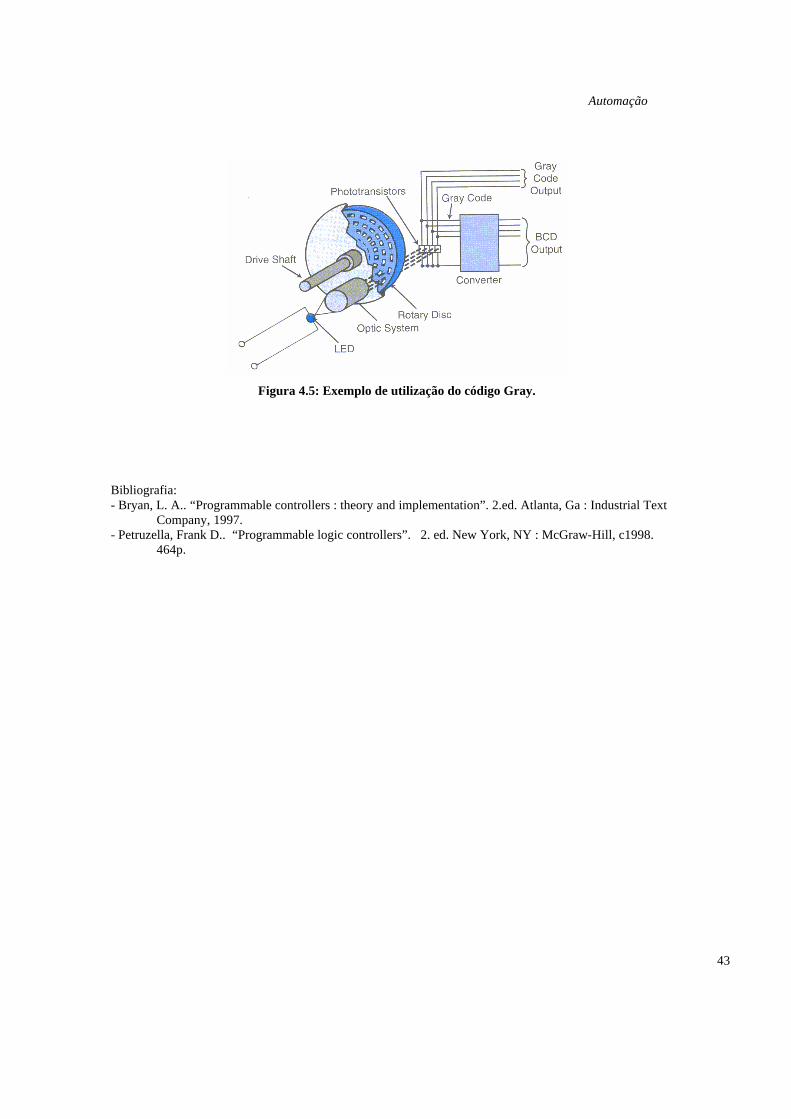
Automação
43
Figura 4.5: Exemplo de utilização do código Gray.
Bibliografia: - Bryan, L. A.. “Programmable controllers : theory and implementation”. 2.ed. Atlanta, Ga : Industrial Text
Company, 1997. - Petruzella, Frank D.. “Programmable logic controllers”. 2. ed. New York, NY : McGraw-Hill, c1998.
464p.

Automação
44
5 Processadores, Fontes e Dispositivos de Programação
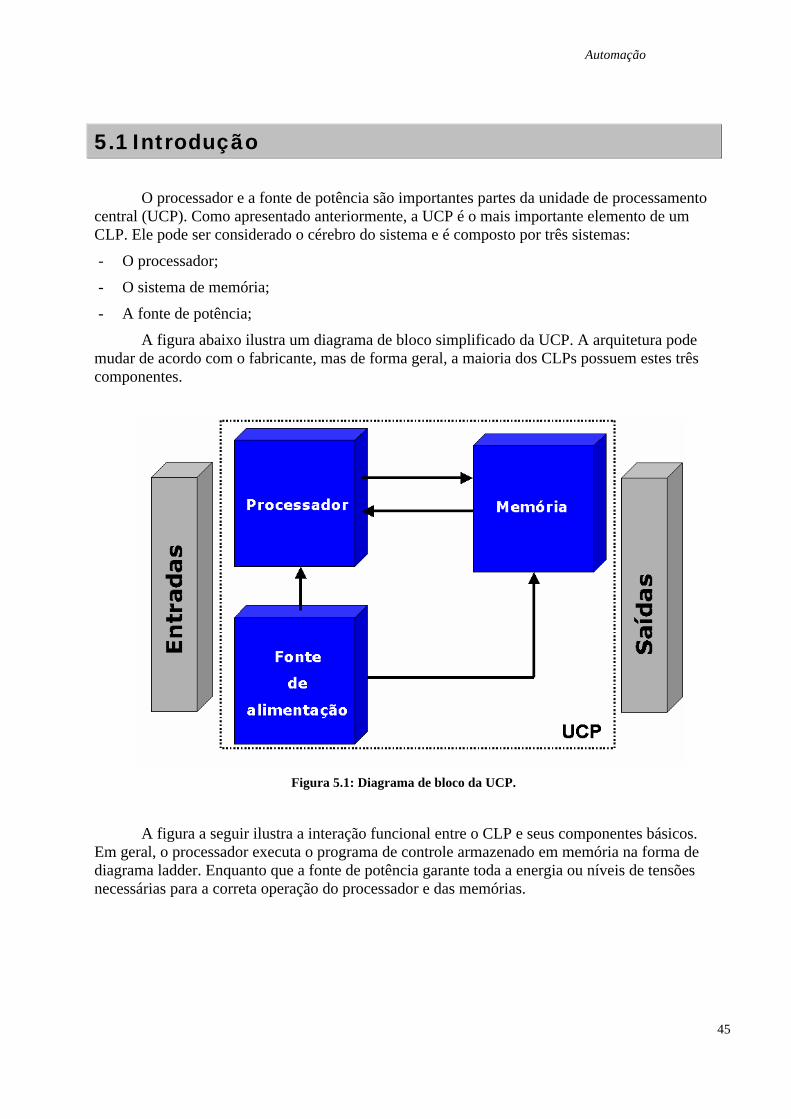
Automação
45
5.1 Introdução
O processador e a fonte de potência são importantes partes da unidade de processamento central (UCP). Como apresentado anteriormente, a UCP é o mais importante elemento de um CLP. Ele pode ser considerado o cérebro do sistema e é composto por três sistemas:
- O processador;
- O sistema de memória;
- A fonte de potência;
A figura abaixo ilustra um diagrama de bloco simplificado da UCP. A arquitetura pode mudar de acordo com o fabricante, mas de forma geral, a maioria dos CLPs possuem estes três componentes.
Figura 5.1: Diagrama de bloco da UCP.
A figura a seguir ilustra a interação funcional entre o CLP e seus componentes básicos. Em geral, o processador executa o programa de controle armazenado em memória na forma de diagrama ladder. Enquanto que a fonte de potência garante toda a energia ou níveis de tensões necessárias para a correta operação do processador e das memórias.
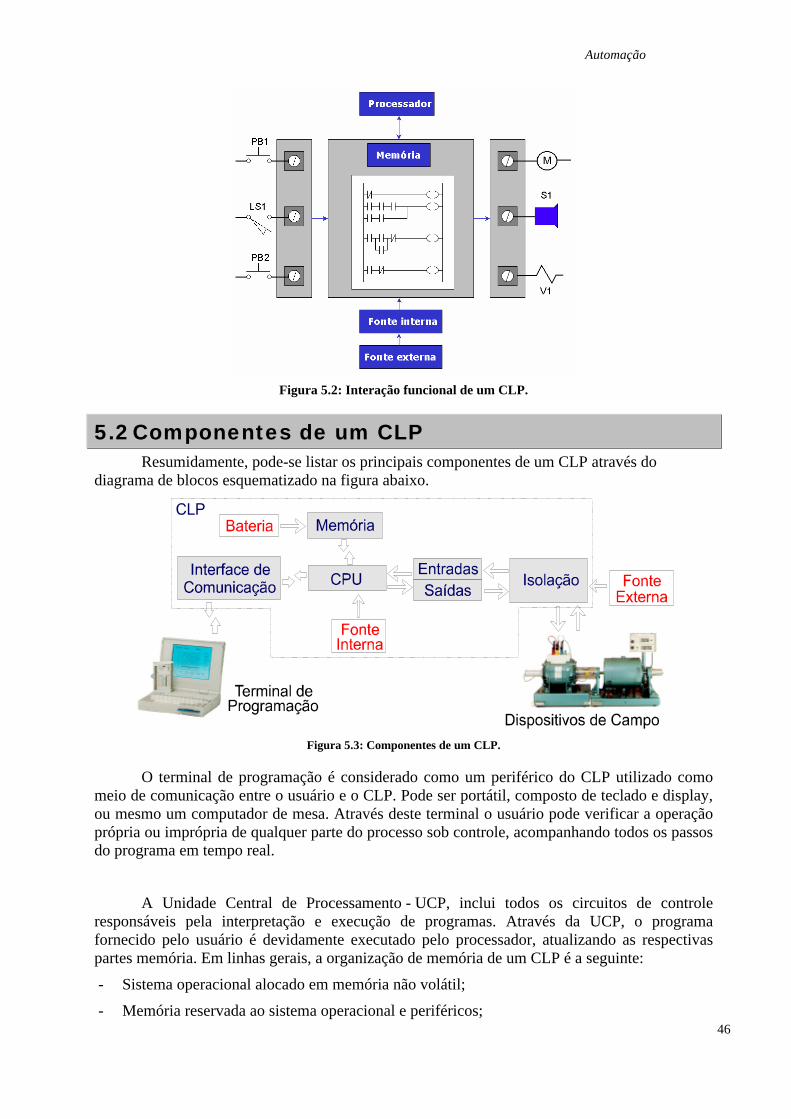
Automação
46
Figura 5.2: Interação funcional de um CLP.
5.2 Componentes de um CLP Resumidamente, pode-se listar os principais componentes de um CLP através do
diagrama de blocos esquematizado na figura abaixo.
Figura 5.3: Componentes de um CLP.
O terminal de programação é considerado como um periférico do CLP utilizado como meio de comunicação entre o usuário e o CLP. Pode ser portátil, composto de teclado e display, ou mesmo um computador de mesa. Através deste terminal o usuário pode verificar a operação própria ou imprópria de qualquer parte do processo sob controle, acompanhando todos os passos do programa em tempo real.
A Unidade Central de Processamento - UCP, inclui todos os circuitos de controle responsáveis pela interpretação e execução de programas. Através da UCP, o programa fornecido pelo usuário é devidamente executado pelo processador, atualizando as respectivas partes memória. Em linhas gerais, a organização de memória de um CLP é a seguinte:
- Sistema operacional alocado em memória não volátil;
- Memória reservada ao sistema operacional e periféricos;
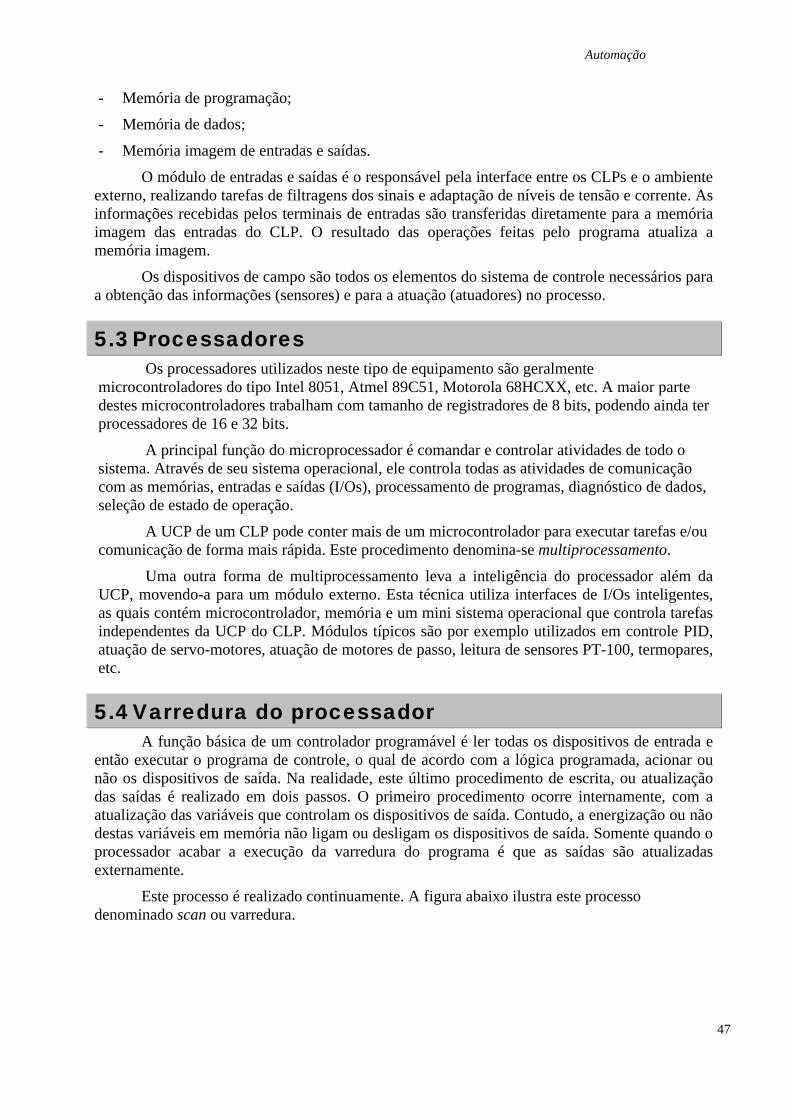
Automação
47
- Memória de programação;
- Memória de dados;
- Memória imagem de entradas e saídas.
O módulo de entradas e saídas é o responsável pela interface entre os CLPs e o ambiente externo, realizando tarefas de filtragens dos sinais e adaptação de níveis de tensão e corrente. As informações recebidas pelos terminais de entradas são transferidas diretamente para a memória imagem das entradas do CLP. O resultado das operações feitas pelo programa atualiza a memória imagem.
Os dispositivos de campo são todos os elementos do sistema de controle necessários para a obtenção das informações (sensores) e para a atuação (atuadores) no processo.
5.3 Processadores Os processadores utilizados neste tipo de equipamento são geralmente
microcontroladores do tipo Intel 8051, Atmel 89C51, Motorola 68HCXX, etc. A maior parte destes microcontroladores trabalham com tamanho de registradores de 8 bits, podendo ainda ter processadores de 16 e 32 bits.
A principal função do microprocessador é comandar e controlar atividades de todo o sistema. Através de seu sistema operacional, ele controla todas as atividades de comunicação com as memórias, entradas e saídas (I/Os), processamento de programas, diagnóstico de dados, seleção de estado de operação.
A UCP de um CLP pode conter mais de um microcontrolador para executar tarefas e/ou comunicação de forma mais rápida. Este procedimento denomina-se multiprocessamento.
Uma outra forma de multiprocessamento leva a inteligência do processador além da UCP, movendo-a para um módulo externo. Esta técnica utiliza interfaces de I/Os inteligentes, as quais contém microcontrolador, memória e um mini sistema operacional que controla tarefas independentes da UCP do CLP. Módulos típicos são por exemplo utilizados em controle PID, atuação de servo-motores, atuação de motores de passo, leitura de sensores PT-100, termopares, etc.
5.4 Varredura do processador A função básica de um controlador programável é ler todas os dispositivos de entrada e
então executar o programa de controle, o qual de acordo com a lógica programada, acionar ou não os dispositivos de saída. Na realidade, este último procedimento de escrita, ou atualização das saídas é realizado em dois passos. O primeiro procedimento ocorre internamente, com a atualização das variáveis que controlam os dispositivos de saída. Contudo, a energização ou não destas variáveis em memória não ligam ou desligam os dispositivos de saída. Somente quando o processador acabar a execução da varredura do programa é que as saídas são atualizadas externamente.
Este processo é realizado continuamente. A figura abaixo ilustra este processo denominado scan ou varredura.
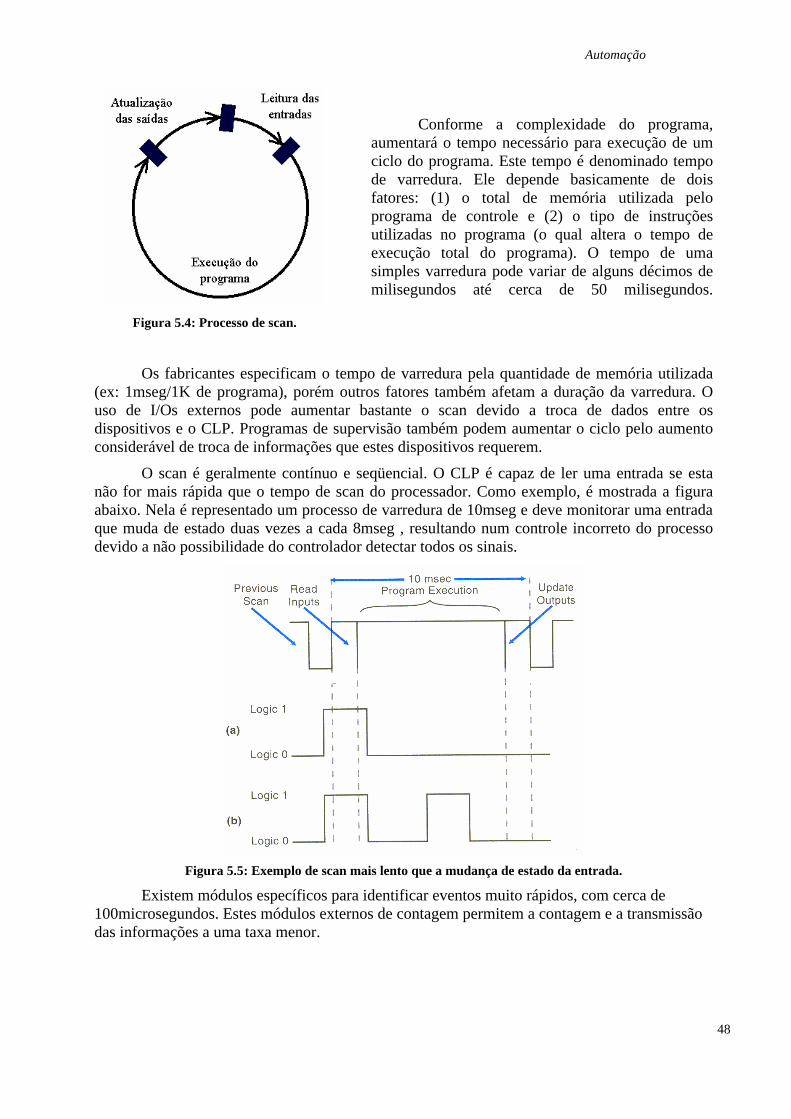
Automação
48
Figura 5.4: Processo de scan.
Conforme a complexidade do programa, aumentará o tempo necessário para execução de um ciclo do programa. Este tempo é denominado tempo de varredura. Ele depende basicamente de dois fatores: (1) o total de memória utilizada pelo programa de controle e (2) o tipo de instruções utilizadas no programa (o qual altera o tempo de execução total do programa). O tempo de uma simples varredura pode variar de alguns décimos de milisegundos até cerca de 50 milisegundos.
Os fabricantes especificam o tempo de varredura pela quantidade de memória utilizada (ex: 1mseg/1K de programa), porém outros fatores também afetam a duração da varredura. O uso de I/Os externos pode aumentar bastante o scan devido a troca de dados entre os dispositivos e o CLP. Programas de supervisão também podem aumentar o ciclo pelo aumento considerável de troca de informações que estes dispositivos requerem.
O scan é geralmente contínuo e seqüencial. O CLP é capaz de ler uma entrada se esta não for mais rápida que o tempo de scan do processador. Como exemplo, é mostrada a figura abaixo. Nela é representado um processo de varredura de 10mseg e deve monitorar uma entrada que muda de estado duas vezes a cada 8mseg , resultando num controle incorreto do processo devido a não possibilidade do controlador detectar todos os sinais.
Figura 5.5: Exemplo de scan mais lento que a mudança de estado da entrada.
Existem módulos específicos para identificar eventos muito rápidos, com cerca de 100microsegundos. Estes módulos externos de contagem permitem a contagem e a transmissão das informações a uma taxa menor.
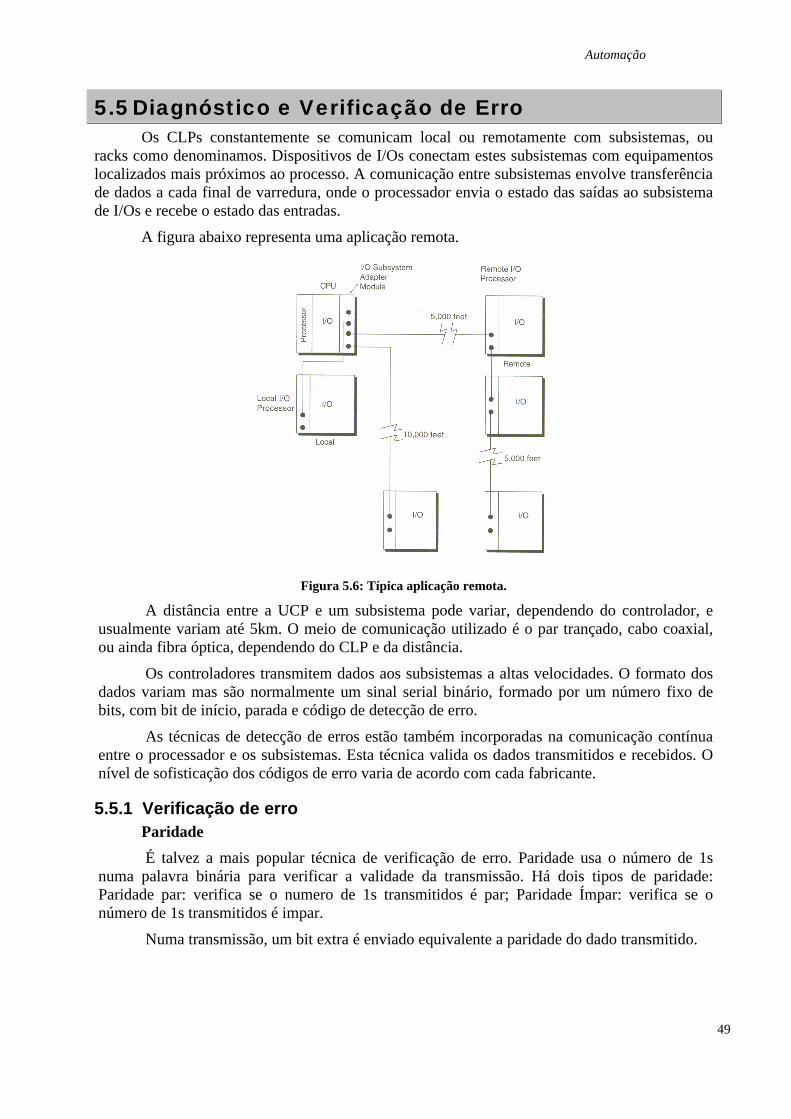
Automação
49
5.5 Diagnóstico e Verificação de Erro Os CLPs constantemente se comunicam local ou remotamente com subsistemas, ou
racks como denominamos. Dispositivos de I/Os conectam estes subsistemas com equipamentos localizados mais próximos ao processo. A comunicação entre subsistemas envolve transferência de dados a cada final de varredura, onde o processador envia o estado das saídas ao subsistema de I/Os e recebe o estado das entradas.
A figura abaixo representa uma aplicação remota.
Figura 5.6: Típica aplicação remota.
A distância entre a UCP e um subsistema pode variar, dependendo do controlador, e usualmente variam até 5km. O meio de comunicação utilizado é o par trançado, cabo coaxial, ou ainda fibra óptica, dependendo do CLP e da distância.
Os controladores transmitem dados aos subsistemas a altas velocidades. O formato dos dados variam mas são normalmente um sinal serial binário, formado por um número fixo de bits, com bit de início, parada e código de detecção de erro.
As técnicas de detecção de erros estão também incorporadas na comunicação contínua entre o processador e os subsistemas. Esta técnica valida os dados transmitidos e recebidos. O nível de sofisticação dos códigos de erro varia de acordo com cada fabricante.
5.5.1 Verificação de erro Paridade
É talvez a mais popular técnica de verificação de erro. Paridade usa o número de 1s numa palavra binária para verificar a validade da transmissão. Há dois tipos de paridade: Paridade par: verifica se o numero de 1s transmitidos é par; Paridade Ímpar: verifica se o número de 1s transmitidos é impar.
Numa transmissão, um bit extra é enviado equivalente a paridade do dado transmitido.
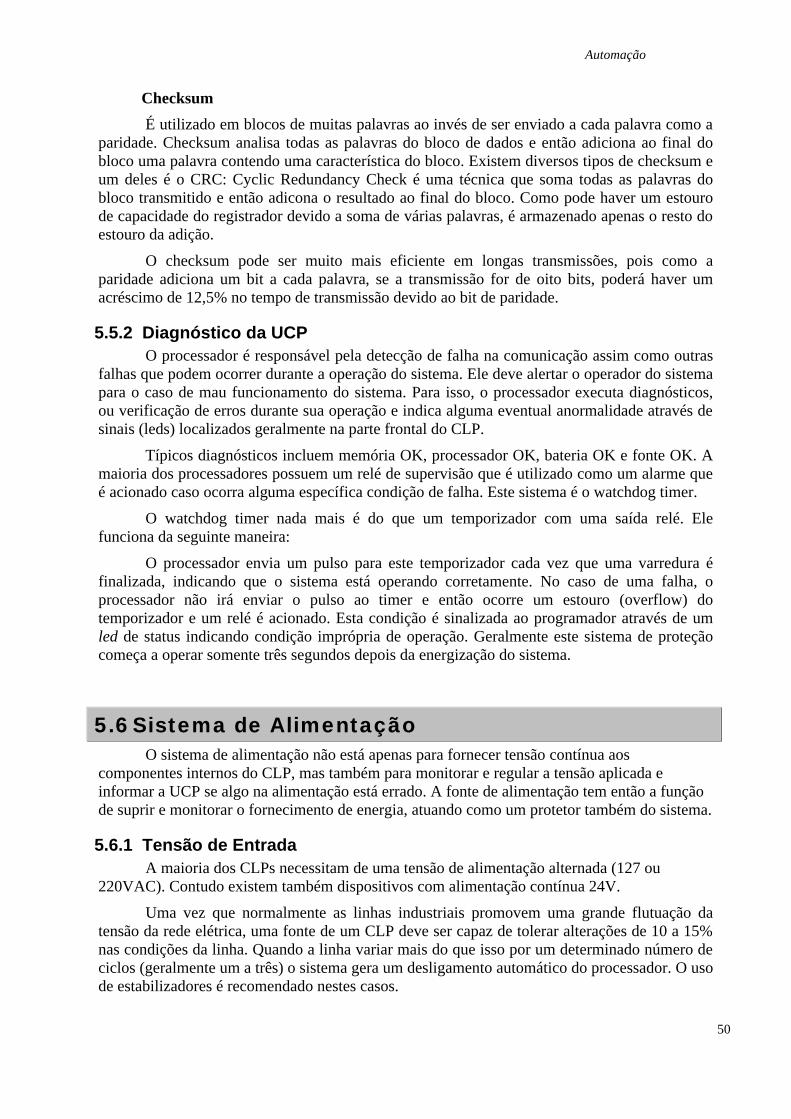
Automação
50
Checksum
É utilizado em blocos de muitas palavras ao invés de ser enviado a cada palavra como a paridade. Checksum analisa todas as palavras do bloco de dados e então adiciona ao final do bloco uma palavra contendo uma característica do bloco. Existem diversos tipos de checksum e um deles é o CRC: Cyclic Redundancy Check é uma técnica que soma todas as palavras do bloco transmitido e então adicona o resultado ao final do bloco. Como pode haver um estouro de capacidade do registrador devido a soma de várias palavras, é armazenado apenas o resto do estouro da adição.
O checksum pode ser muito mais eficiente em longas transmissões, pois como a paridade adiciona um bit a cada palavra, se a transmissão for de oito bits, poderá haver um acréscimo de 12,5% no tempo de transmissão devido ao bit de paridade.
5.5.2 Diagnóstico da UCP O processador é responsável pela detecção de falha na comunicação assim como outras
falhas que podem ocorrer durante a operação do sistema. Ele deve alertar o operador do sistema para o caso de mau funcionamento do sistema. Para isso, o processador executa diagnósticos, ou verificação de erros durante sua operação e indica alguma eventual anormalidade através de sinais (leds) localizados geralmente na parte frontal do CLP.
Típicos diagnósticos incluem memória OK, processador OK, bateria OK e fonte OK. A maioria dos processadores possuem um relé de supervisão que é utilizado como um alarme que é acionado caso ocorra alguma específica condição de falha. Este sistema é o watchdog timer.
O watchdog timer nada mais é do que um temporizador com uma saída relé. Ele funciona da seguinte maneira:
O processador envia um pulso para este temporizador cada vez que uma varredura é finalizada, indicando que o sistema está operando corretamente. No caso de uma falha, o processador não irá enviar o pulso ao timer e então ocorre um estouro (overflow) do temporizador e um relé é acionado. Esta condição é sinalizada ao programador através de um led de status indicando condição imprópria de operação. Geralmente este sistema de proteção começa a operar somente três segundos depois da energização do sistema.
5.6 Sistema de Alimentação O sistema de alimentação não está apenas para fornecer tensão contínua aos
componentes internos do CLP, mas também para monitorar e regular a tensão aplicada e informar a UCP se algo na alimentação está errado. A fonte de alimentação tem então a função de suprir e monitorar o fornecimento de energia, atuando como um protetor também do sistema.
5.6.1 Tensão de Entrada A maioria dos CLPs necessitam de uma tensão de alimentação alternada (127 ou
220VAC). Contudo existem também dispositivos com alimentação contínua 24V.
Uma vez que normalmente as linhas industriais promovem uma grande flutuação da tensão da rede elétrica, uma fonte de um CLP deve ser capaz de tolerar alterações de 10 a 15% nas condições da linha. Quando a linha variar mais do que isso por um determinado número de ciclos (geralmente um a três) o sistema gera um desligamento automático do processador. O uso de estabilizadores é recomendado nestes casos.
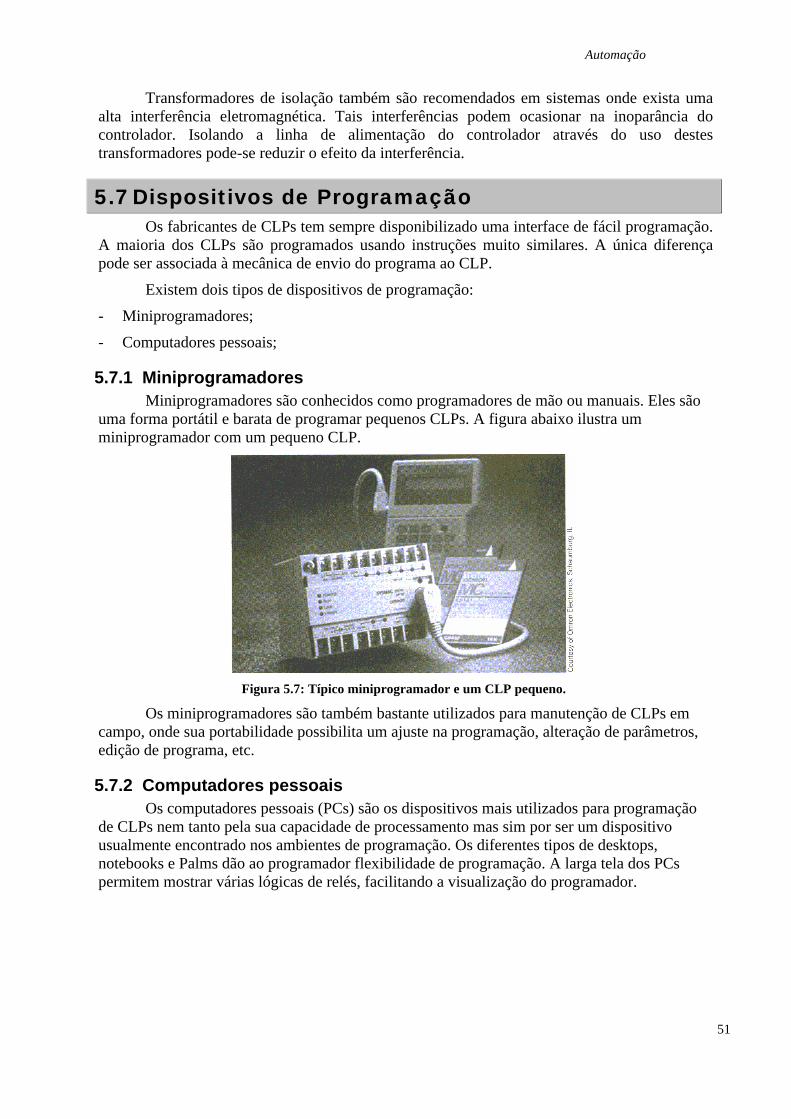
Automação
51
Transformadores de isolação também são recomendados em sistemas onde exista uma alta interferência eletromagnética. Tais interferências podem ocasionar na inoparância do controlador. Isolando a linha de alimentação do controlador através do uso destes transformadores pode-se reduzir o efeito da interferência.
5.7 Dispositivos de Programação Os fabricantes de CLPs tem sempre disponibilizado uma interface de fácil programação.
A maioria dos CLPs são programados usando instruções muito similares. A única diferença pode ser associada à mecânica de envio do programa ao CLP.
Existem dois tipos de dispositivos de programação:
- Miniprogramadores;
- Computadores pessoais;
5.7.1 Miniprogramadores Miniprogramadores são conhecidos como programadores de mão ou manuais. Eles são
uma forma portátil e barata de programar pequenos CLPs. A figura abaixo ilustra um miniprogramador com um pequeno CLP.
Figura 5.7: Típico miniprogramador e um CLP pequeno.
Os miniprogramadores são também bastante utilizados para manutenção de CLPs em campo, onde sua portabilidade possibilita um ajuste na programação, alteração de parâmetros, edição de programa, etc.
5.7.2 Computadores pessoais Os computadores pessoais (PCs) são os dispositivos mais utilizados para programação
de CLPs nem tanto pela sua capacidade de processamento mas sim por ser um dispositivo usualmente encontrado nos ambientes de programação. Os diferentes tipos de desktops, notebooks e Palms dão ao programador flexibilidade de programação. A larga tela dos PCs permitem mostrar várias lógicas de relés, facilitando a visualização do programador.
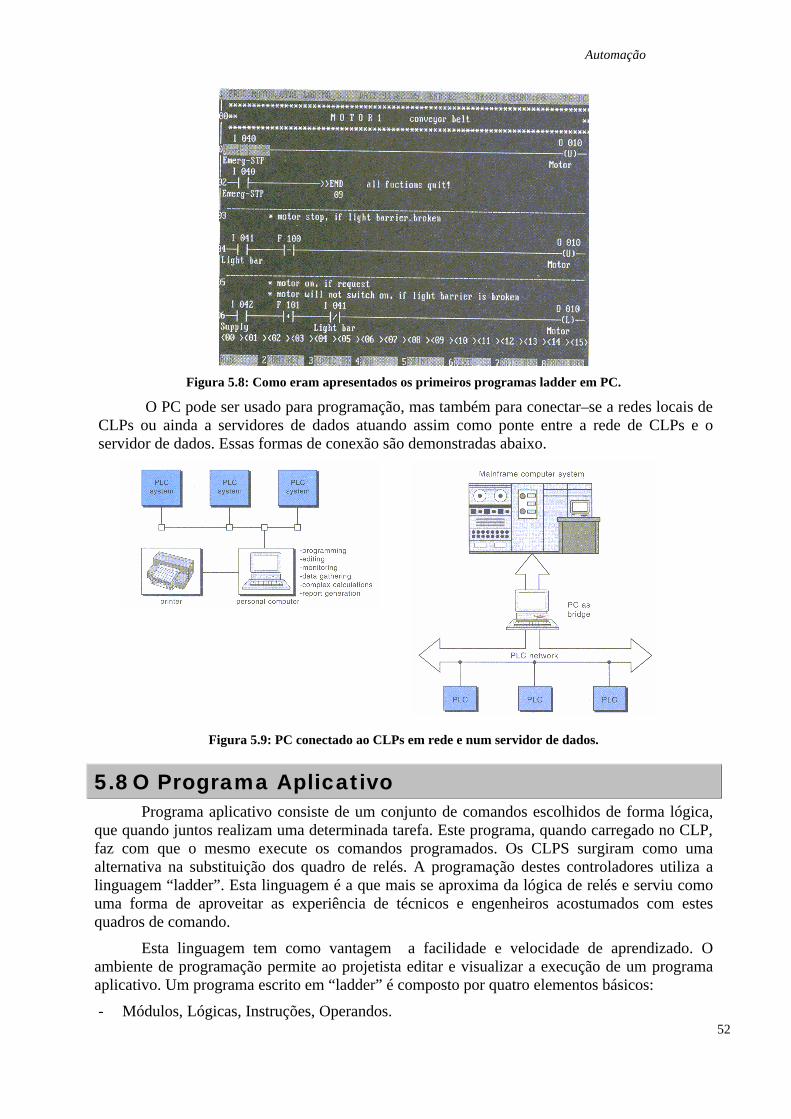
Automação
52
Figura 5.8: Como eram apresentados os primeiros programas ladder em PC.
O PC pode ser usado para programação, mas também para conectar–se a redes locais de CLPs ou ainda a servidores de dados atuando assim como ponte entre a rede de CLPs e o servidor de dados. Essas formas de conexão são demonstradas abaixo.
Figura 5.9: PC conectado ao CLPs em rede e num servidor de dados.
5.8 O Programa Aplicativo Programa aplicativo consiste de um conjunto de comandos escolhidos de forma lógica,
que quando juntos realizam uma determinada tarefa. Este programa, quando carregado no CLP, faz com que o mesmo execute os comandos programados. Os CLPS surgiram como uma alternativa na substituição dos quadro de relés. A programação destes controladores utiliza a linguagem “ladder”. Esta linguagem é a que mais se aproxima da lógica de relés e serviu como uma forma de aproveitar as experiência de técnicos e engenheiros acostumados com estes quadros de comando.
Esta linguagem tem como vantagem a facilidade e velocidade de aprendizado. O ambiente de programação permite ao projetista editar e visualizar a execução de um programa aplicativo. Um programa escrito em “ladder” é composto por quatro elementos básicos:
- Módulos, Lógicas, Instruções, Operandos.
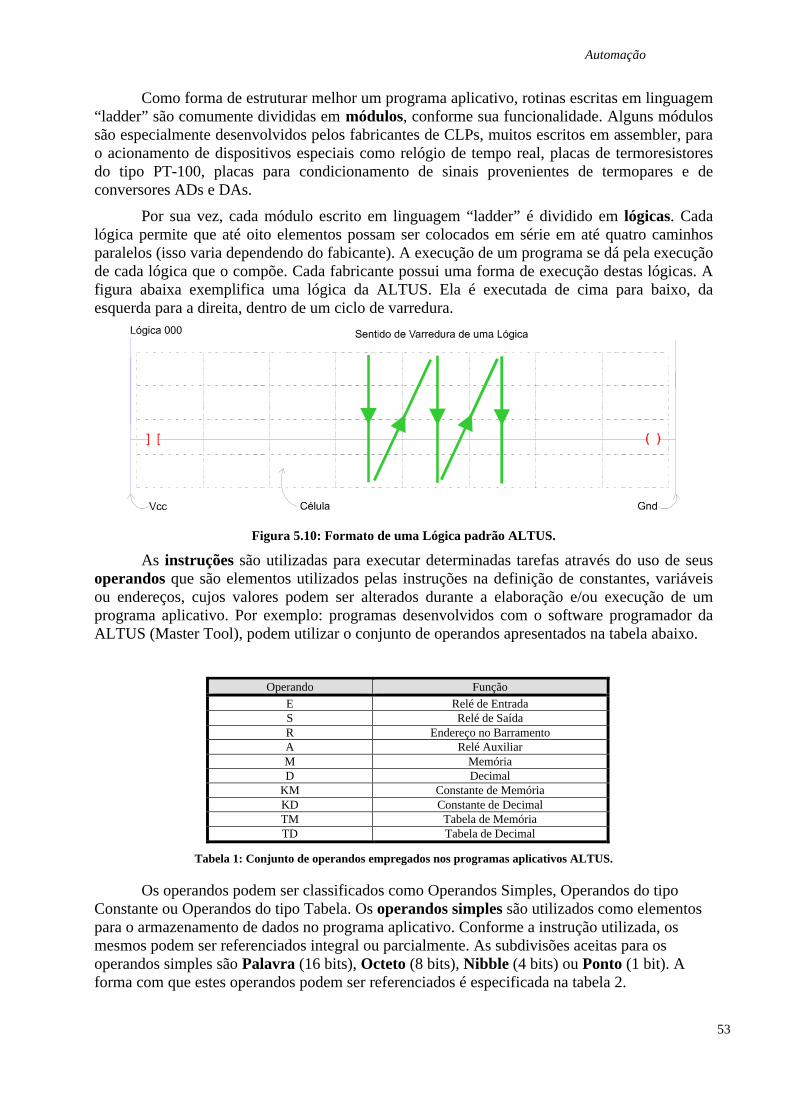
Automação
53
Como forma de estruturar melhor um programa aplicativo, rotinas escritas em linguagem “ladder” são comumente divididas em módulos, conforme sua funcionalidade. Alguns módulos são especialmente desenvolvidos pelos fabricantes de CLPs, muitos escritos em assembler, para o acionamento de dispositivos especiais como relógio de tempo real, placas de termoresistores do tipo PT-100, placas para condicionamento de sinais provenientes de termopares e de conversores ADs e DAs.
Por sua vez, cada módulo escrito em linguagem “ladder” é dividido em lógicas. Cada lógica permite que até oito elementos possam ser colocados em série em até quatro caminhos paralelos (isso varia dependendo do fabicante). A execução de um programa se dá pela execução de cada lógica que o compõe. Cada fabricante possui uma forma de execução destas lógicas. A figura abaixa exemplifica uma lógica da ALTUS. Ela é executada de cima para baixo, da esquerda para a direita, dentro de um ciclo de varredura.
Figura 5.10: Formato de uma Lógica padrão ALTUS.
As instruções são utilizadas para executar determinadas tarefas através do uso de seus operandos que são elementos utilizados pelas instruções na definição de constantes, variáveis ou endereços, cujos valores podem ser alterados durante a elaboração e/ou execução de um programa aplicativo. Por exemplo: programas desenvolvidos com o software programador da ALTUS (Master Tool), podem utilizar o conjunto de operandos apresentados na tabela abaixo.
Operando Função E Relé de Entrada S Relé de Saída R Endereço no Barramento A Relé Auxiliar M Memória D Decimal
KM Constante de Memória KD Constante de Decimal TM Tabela de Memória TD Tabela de Decimal
Tabela 1: Conjunto de operandos empregados nos programas aplicativos ALTUS.
Os operandos podem ser classificados como Operandos Simples, Operandos do tipo Constante ou Operandos do tipo Tabela. Os operandos simples são utilizados como elementos para o armazenamento de dados no programa aplicativo. Conforme a instrução utilizada, os mesmos podem ser referenciados integral ou parcialmente. As subdivisões aceitas para os operandos simples são Palavra (16 bits), Octeto (8 bits), Nibble (4 bits) ou Ponto (1 bit). A forma com que estes operandos podem ser referenciados é especificada na tabela 2.
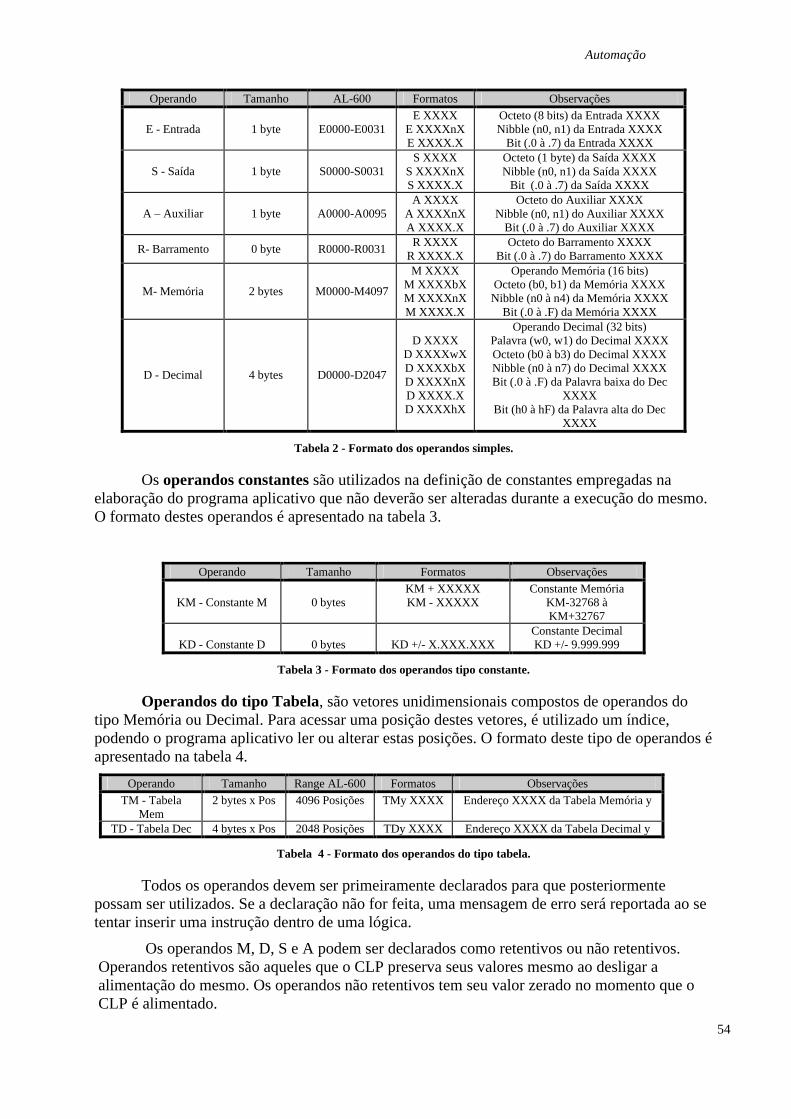
Automação
54
Operando Tamanho AL-600 Formatos Observações
E - Entrada 1 byte E0000-E0031 E XXXX
E XXXXnX E XXXX.X
Octeto (8 bits) da Entrada XXXX Nibble (n0, n1) da Entrada XXXX
Bit (.0 à .7) da Entrada XXXX
S - Saída 1 byte S0000-S0031 S XXXX
S XXXXnX S XXXX.X
Octeto (1 byte) da Saída XXXX Nibble (n0, n1) da Saída XXXX
Bit (.0 à .7) da Saída XXXX
A – Auxiliar 1 byte A0000-A0095 A XXXX
A XXXXnX A XXXX.X
Octeto do Auxiliar XXXX Nibble (n0, n1) do Auxiliar XXXX
Bit (.0 à .7) do Auxiliar XXXX
R- Barramento 0 byte R0000-R0031 R XXXX R XXXX.X
Octeto do Barramento XXXX Bit (.0 à .7) do Barramento XXXX
M- Memória 2 bytes M0000-M4097
M XXXX M XXXXbX M XXXXnX M XXXX.X
Operando Memória (16 bits) Octeto (b0, b1) da Memória XXXX Nibble (n0 à n4) da Memória XXXX
Bit (.0 à .F) da Memória XXXX
D - Decimal 4 bytes D0000-D2047
D XXXX D XXXXwX D XXXXbX D XXXXnX D XXXX.X D XXXXhX
Operando Decimal (32 bits) Palavra (w0, w1) do Decimal XXXX Octeto (b0 à b3) do Decimal XXXX Nibble (n0 à n7) do Decimal XXXX Bit (.0 à .F) da Palavra baixa do Dec
XXXX Bit (h0 à hF) da Palavra alta do Dec
XXXX
Tabela 2 - Formato dos operandos simples.
Os operandos constantes são utilizados na definição de constantes empregadas na elaboração do programa aplicativo que não deverão ser alteradas durante a execução do mesmo. O formato destes operandos é apresentado na tabela 3.
Operando Tamanho Formatos Observações
KM - Constante M
0 bytes KM + XXXXX KM - XXXXX
Constante Memória KM-32768 à KM+32767
KD - Constante D
0 bytes
KD +/- X.XXX.XXX
Constante Decimal KD +/- 9.999.999
Tabela 3 - Formato dos operandos tipo constante.
Operandos do tipo Tabela, são vetores unidimensionais compostos de operandos do tipo Memória ou Decimal. Para acessar uma posição destes vetores, é utilizado um índice, podendo o programa aplicativo ler ou alterar estas posições. O formato deste tipo de operandos é apresentado na tabela 4.
Operando Tamanho Range AL-600 Formatos Observações TM - Tabela
Mem 2 bytes x Pos 4096 Posições TMy XXXX Endereço XXXX da Tabela Memória y
TD - Tabela Dec 4 bytes x Pos 2048 Posições TDy XXXX Endereço XXXX da Tabela Decimal y
Tabela 4 - Formato dos operandos do tipo tabela.
Todos os operandos devem ser primeiramente declarados para que posteriormente possam ser utilizados. Se a declaração não for feita, uma mensagem de erro será reportada ao se tentar inserir uma instrução dentro de uma lógica.
Os operandos M, D, S e A podem ser declarados como retentivos ou não retentivos. Operandos retentivos são aqueles que o CLP preserva seus valores mesmo ao desligar a alimentação do mesmo. Os operandos não retentivos tem seu valor zerado no momento que o CLP é alimentado.

Automação
55
6 Memória e Interação com I/O
Automação
56
6.1 Introdução
A mais importante característica dos controladores programáveis é a flexibilidade que o usuário possui em alterar o programa de controle. A memória do CLP é a área onde todas as seqüências de instruções ou programas, são armazenados e executados pelo processador para promover o controle desejado dos dispositivos.
Podemos dividir em duas partes a memória total do CLP:
- Memória executiva
- Memória de aplicação
A memória executiva é uma coleção de programas armazenados permanentemente que são considerados como parte do CLP. Estes programas gerenciam todas as atividades de sistema, tais como o programa de controle e a comunicação com dispositivos periféricos. Seria como o sistema operacional do CLP. Esta seção não é acessível ao usuário.
A memória de aplicação é uma área destinada ao programa de aplicação. Esta área é formada por várias partes, cada uma com suas funções específicas.
6.2 Tipos de Memórias Os requisitos para o armazenamento e a leitura dos dados em memória para o
sistema executivo ou de aplicação não são as mesmas. Desta forma as informações não são armazenadas num mesmo tipo de memória. Por exemplo, o sistema executivo requer uma memória que armazene permanentemente seu conteúdo e não possa ser alterada devido a perda de energia ou pelo usuário. Este tipo de memória não é interessante para o programa de aplicação, cujas informações devem ser alteradas freqüentemente.
As memória podem ser divididas em dois tipos:
- voláteis: perde o conteúdo se a energia for retirada. Os dados também podem ser facilmente alterados e de maneira mais rápida que o segundo tipo.
- Não-voláteis: retém o conteúdo programado, mesmo durante perdas de energia.
Os CLPs possuem ambos tipos de memória para diferentes tipos de utilização.
6.2.1 ROM Read Only Memory (ROM) são memórias não voláteis somente de leitura. Não
podem ser alteradas pelo usuário. Nela são armazenados os programas executivos. Podem ser utilizados em programas de aplicação, porém somente quando é necessária devido a velocidade e custo relevantes.
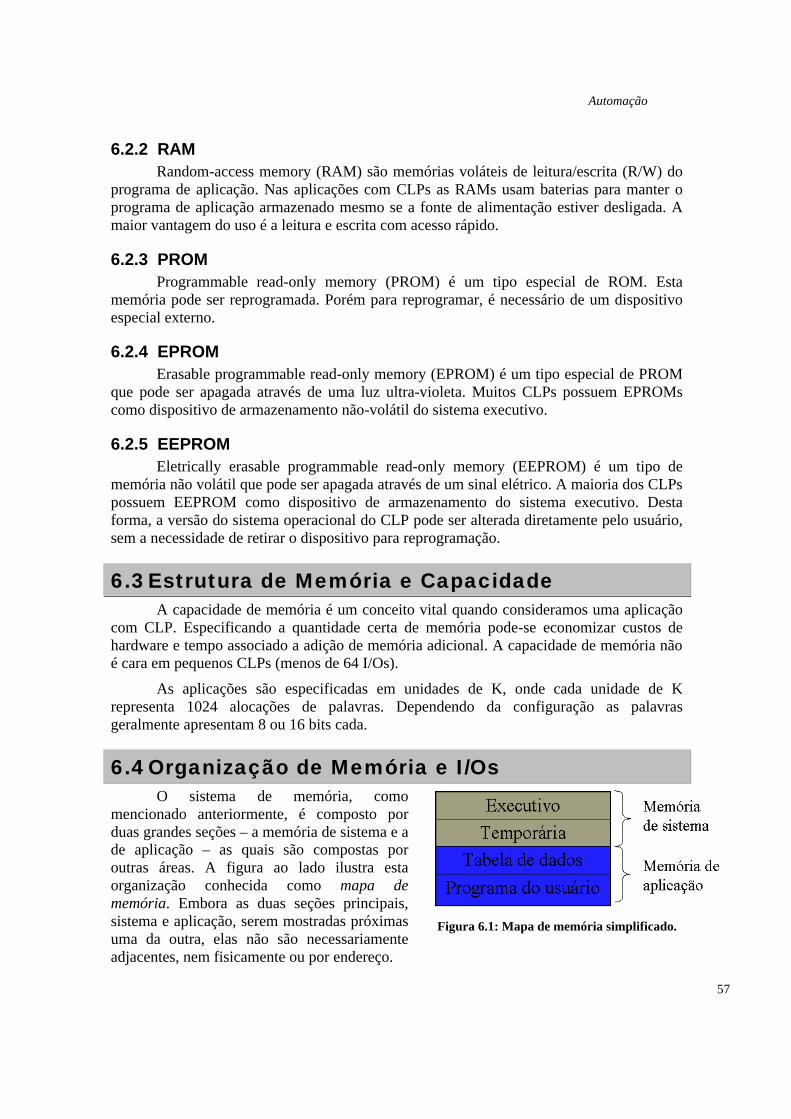
Automação
57
6.2.2 RAM Random-access memory (RAM) são memórias voláteis de leitura/escrita (R/W) do
programa de aplicação. Nas aplicações com CLPs as RAMs usam baterias para manter o programa de aplicação armazenado mesmo se a fonte de alimentação estiver desligada. A maior vantagem do uso é a leitura e escrita com acesso rápido.
6.2.3 PROM Programmable read-only memory (PROM) é um tipo especial de ROM. Esta
memória pode ser reprogramada. Porém para reprogramar, é necessário de um dispositivo especial externo.
6.2.4 EPROM Erasable programmable read-only memory (EPROM) é um tipo especial de PROM
que pode ser apagada através de uma luz ultra-violeta. Muitos CLPs possuem EPROMs como dispositivo de armazenamento não-volátil do sistema executivo.
6.2.5 EEPROM Eletrically erasable programmable read-only memory (EEPROM) é um tipo de
memória não volátil que pode ser apagada através de um sinal elétrico. A maioria dos CLPs possuem EEPROM como dispositivo de armazenamento do sistema executivo. Desta forma, a versão do sistema operacional do CLP pode ser alterada diretamente pelo usuário, sem a necessidade de retirar o dispositivo para reprogramação.
6.3 Estrutura de Memória e Capacidade A capacidade de memória é um conceito vital quando consideramos uma aplicação
com CLP. Especificando a quantidade certa de memória pode-se economizar custos de hardware e tempo associado a adição de memória adicional. A capacidade de memória não é cara em pequenos CLPs (menos de 64 I/Os).
As aplicações são especificadas em unidades de K, onde cada unidade de K representa 1024 alocações de palavras. Dependendo da configuração as palavras geralmente apresentam 8 ou 16 bits cada.
6.4 Organização de Memória e I/Os O sistema de memória, como
mencionado anteriormente, é composto por duas grandes seções – a memória de sistema e a de aplicação – as quais são compostas por outras áreas. A figura ao lado ilustra esta organização conhecida como mapa de memória. Embora as duas seções principais, sistema e aplicação, serem mostradas próximas uma da outra, elas não são necessariamente adjacentes, nem fisicamente ou por endereço.
Figura 6.1: Mapa de memória simplificado.
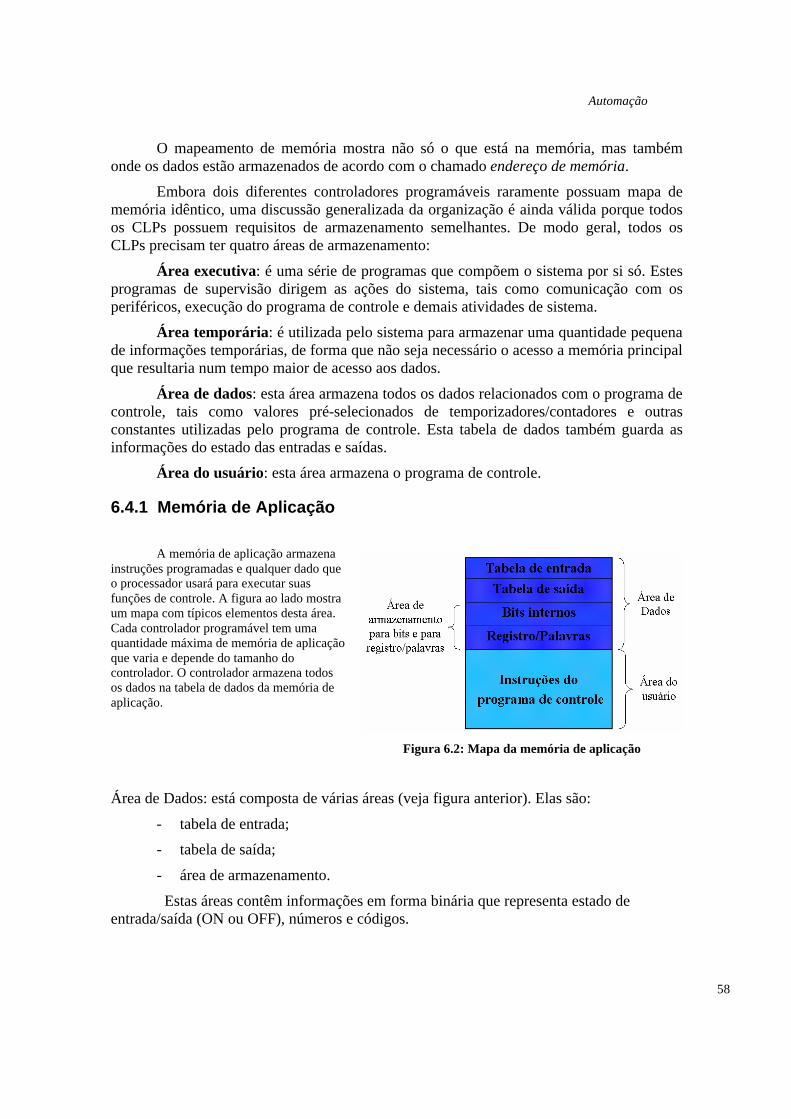
Automação
58
O mapeamento de memória mostra não só o que está na memória, mas também onde os dados estão armazenados de acordo com o chamado endereço de memória.
Embora dois diferentes controladores programáveis raramente possuam mapa de memória idêntico, uma discussão generalizada da organização é ainda válida porque todos os CLPs possuem requisitos de armazenamento semelhantes. De modo geral, todos os CLPs precisam ter quatro áreas de armazenamento:
Área executiva: é uma série de programas que compõem o sistema por si só. Estes programas de supervisão dirigem as ações do sistema, tais como comunicação com os periféricos, execução do programa de controle e demais atividades de sistema.
Área temporária: é utilizada pelo sistema para armazenar uma quantidade pequena de informações temporárias, de forma que não seja necessário o acesso a memória principal que resultaria num tempo maior de acesso aos dados.
Área de dados: esta área armazena todos os dados relacionados com o programa de controle, tais como valores pré-selecionados de temporizadores/contadores e outras constantes utilizadas pelo programa de controle. Esta tabela de dados também guarda as informações do estado das entradas e saídas.
Área do usuário: esta área armazena o programa de controle.
6.4.1 Memória de Aplicação A memória de aplicação armazena
instruções programadas e qualquer dado que o processador usará para executar suas funções de controle. A figura ao lado mostra um mapa com típicos elementos desta área. Cada controlador programável tem uma quantidade máxima de memória de aplicação que varia e depende do tamanho do controlador. O controlador armazena todos os dados na tabela de dados da memória de aplicação.
Figura 6.2: Mapa da memória de aplicação
Área de Dados: está composta de várias áreas (veja figura anterior). Elas são:
- tabela de entrada;
- tabela de saída;
- área de armazenamento.
Estas áreas contêm informações em forma binária que representa estado de entrada/saída (ON ou OFF), números e códigos.
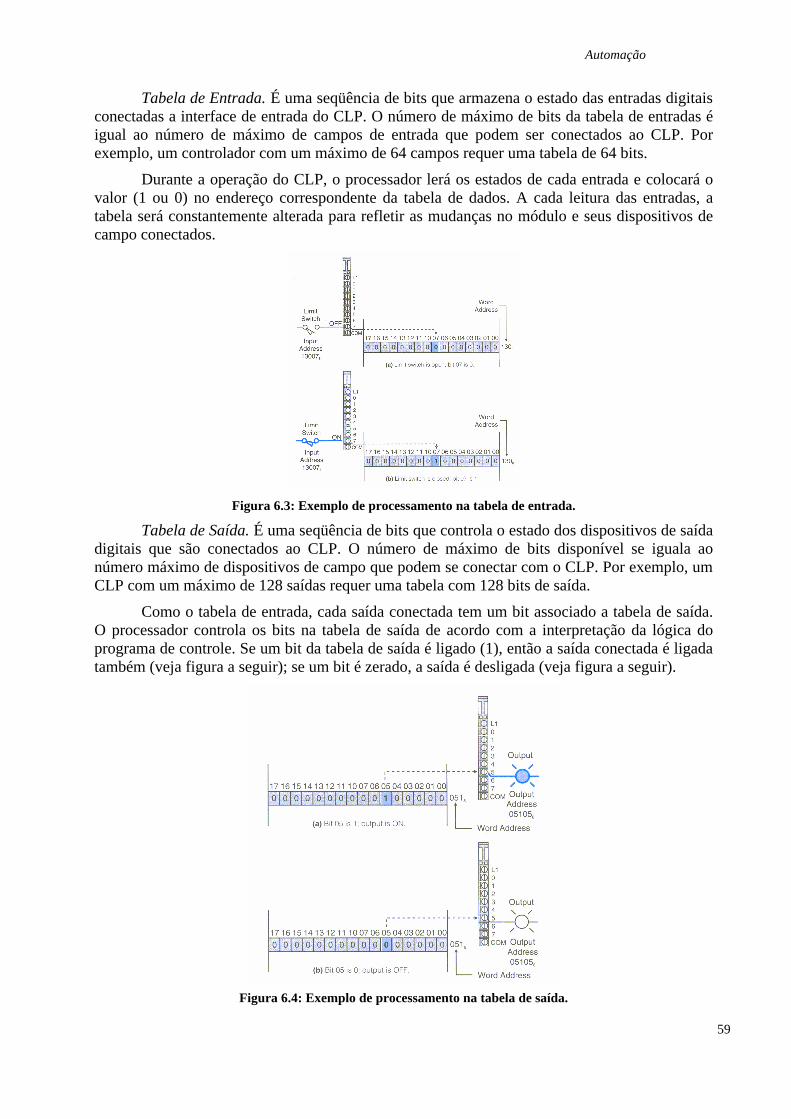
Automação
59
Tabela de Entrada. É uma seqüência de bits que armazena o estado das entradas digitais conectadas a interface de entrada do CLP. O número de máximo de bits da tabela de entradas é igual ao número de máximo de campos de entrada que podem ser conectados ao CLP. Por exemplo, um controlador com um máximo de 64 campos requer uma tabela de 64 bits.
Durante a operação do CLP, o processador lerá os estados de cada entrada e colocará o valor (1 ou 0) no endereço correspondente da tabela de dados. A cada leitura das entradas, a tabela será constantemente alterada para refletir as mudanças no módulo e seus dispositivos de campo conectados.
Figura 6.3: Exemplo de processamento na tabela de entrada.
Tabela de Saída. É uma seqüência de bits que controla o estado dos dispositivos de saída digitais que são conectados ao CLP. O número de máximo de bits disponível se iguala ao número máximo de dispositivos de campo que podem se conectar com o CLP. Por exemplo, um CLP com um máximo de 128 saídas requer uma tabela com 128 bits de saída.
Como o tabela de entrada, cada saída conectada tem um bit associado a tabela de saída. O processador controla os bits na tabela de saída de acordo com a interpretação da lógica do programa de controle. Se um bit da tabela de saída é ligado (1), então a saída conectada é ligada também (veja figura a seguir); se um bit é zerado, a saída é desligada (veja figura a seguir).
Figura 6.4: Exemplo de processamento na tabela de saída.
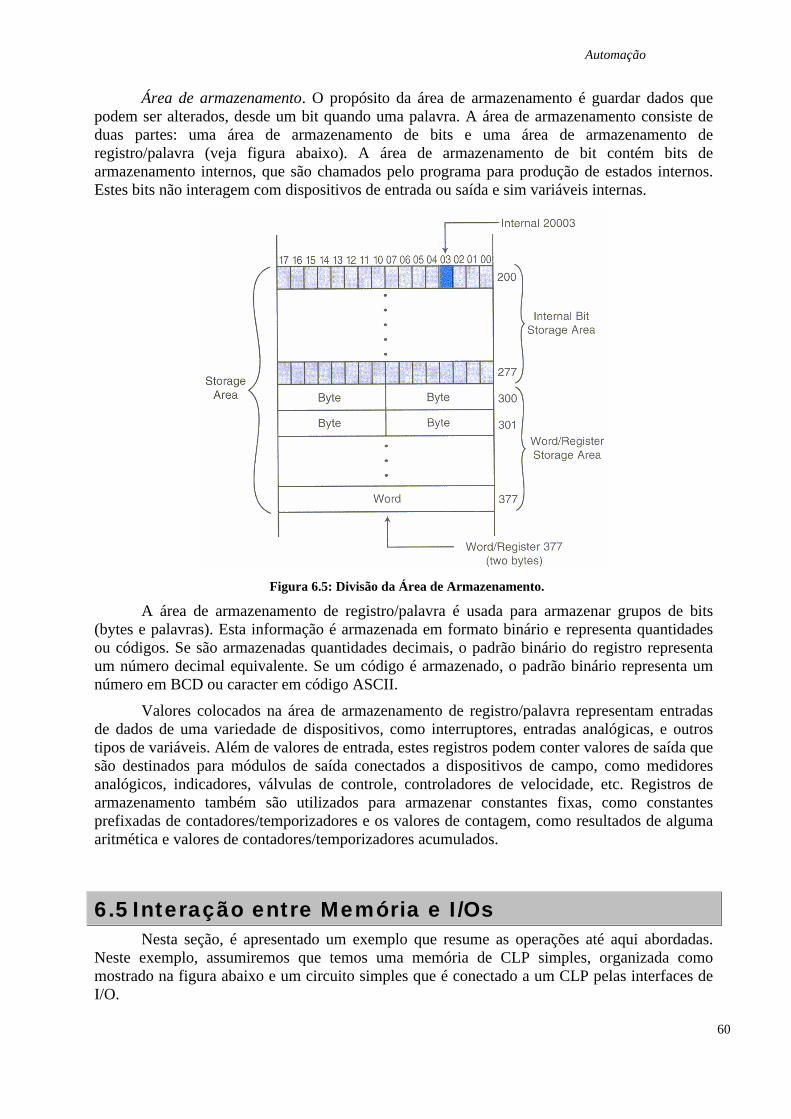
Automação
60
Área de armazenamento. O propósito da área de armazenamento é guardar dados que podem ser alterados, desde um bit quando uma palavra. A área de armazenamento consiste de duas partes: uma área de armazenamento de bits e uma área de armazenamento de registro/palavra (veja figura abaixo). A área de armazenamento de bit contém bits de armazenamento internos, que são chamados pelo programa para produção de estados internos. Estes bits não interagem com dispositivos de entrada ou saída e sim variáveis internas.
Figura 6.5: Divisão da Área de Armazenamento.
A área de armazenamento de registro/palavra é usada para armazenar grupos de bits (bytes e palavras). Esta informação é armazenada em formato binário e representa quantidades ou códigos. Se são armazenadas quantidades decimais, o padrão binário do registro representa um número decimal equivalente. Se um código é armazenado, o padrão binário representa um número em BCD ou caracter em código ASCII.
Valores colocados na área de armazenamento de registro/palavra representam entradas de dados de uma variedade de dispositivos, como interruptores, entradas analógicas, e outros tipos de variáveis. Além de valores de entrada, estes registros podem conter valores de saída que são destinados para módulos de saída conectados a dispositivos de campo, como medidores analógicos, indicadores, válvulas de controle, controladores de velocidade, etc. Registros de armazenamento também são utilizados para armazenar constantes fixas, como constantes prefixadas de contadores/temporizadores e os valores de contagem, como resultados de alguma aritmética e valores de contadores/temporizadores acumulados.
6.5 Interação entre Memória e I/Os Nesta seção, é apresentado um exemplo que resume as operações até aqui abordadas.
Neste exemplo, assumiremos que temos uma memória de CLP simples, organizada como mostrado na figura abaixo e um circuito simples que é conectado a um CLP pelas interfaces de I/O.
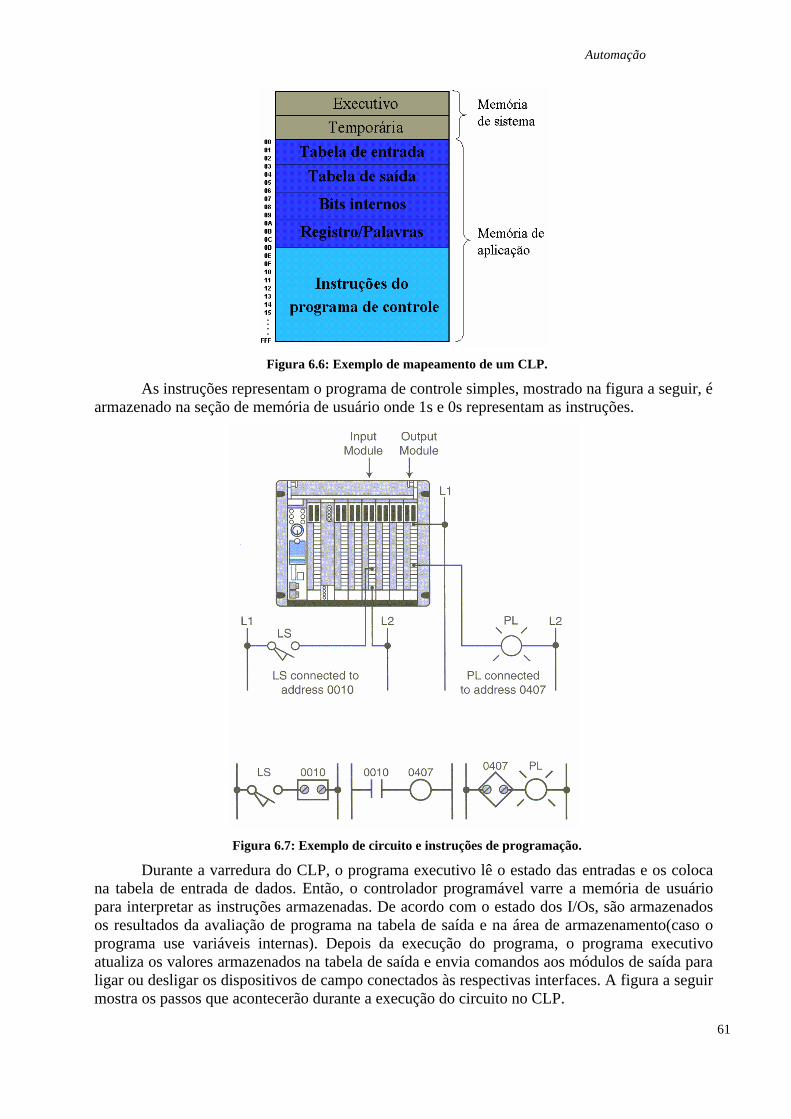
Automação
61
Figura 6.6: Exemplo de mapeamento de um CLP.
As instruções representam o programa de controle simples, mostrado na figura a seguir, é armazenado na seção de memória de usuário onde 1s e 0s representam as instruções.
Figura 6.7: Exemplo de circuito e instruções de programação.
Durante a varredura do CLP, o programa executivo lê o estado das entradas e os coloca na tabela de entrada de dados. Então, o controlador programável varre a memória de usuário para interpretar as instruções armazenadas. De acordo com o estado dos I/Os, são armazenados os resultados da avaliação de programa na tabela de saída e na área de armazenamento(caso o programa use variáveis internas). Depois da execução do programa, o programa executivo atualiza os valores armazenados na tabela de saída e envia comandos aos módulos de saída para ligar ou desligar os dispositivos de campo conectados às respectivas interfaces. A figura a seguir mostra os passos que acontecerão durante a execução do circuito no CLP.
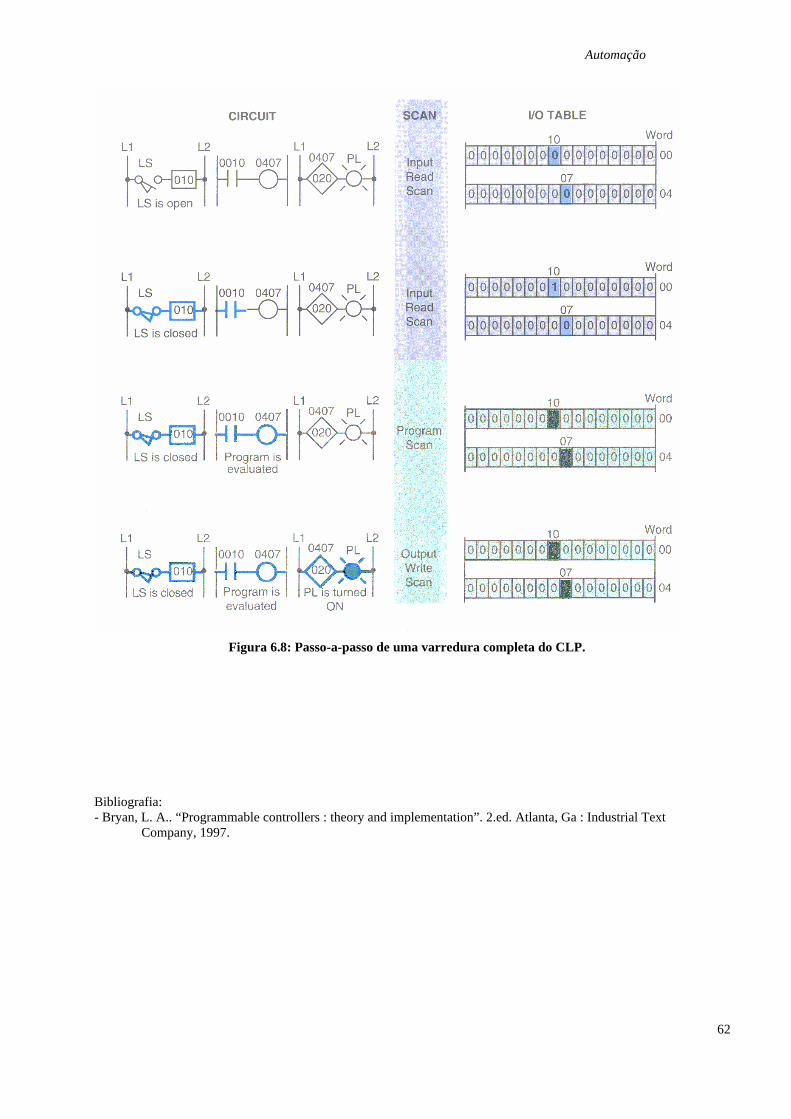
Automação
62
Figura 6.8: Passo-a-passo de uma varredura completa do CLP.
Bibliografia: - Bryan, L. A.. “Programmable controllers : theory and implementation”. 2.ed. Atlanta, Ga : Industrial Text
Company, 1997.
Automação
63
7 Linguagens de Programação
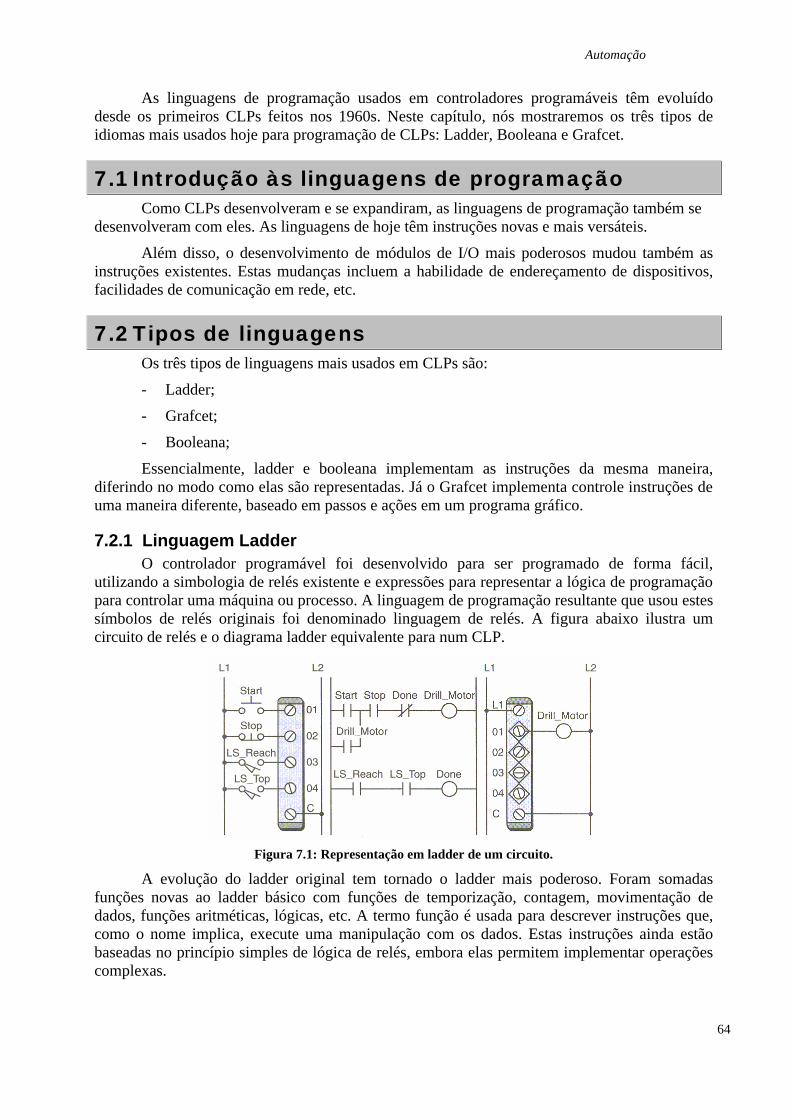
Automação
64
As linguagens de programação usados em controladores programáveis têm evoluído desde os primeiros CLPs feitos nos 1960s. Neste capítulo, nós mostraremos os três tipos de idiomas mais usados hoje para programação de CLPs: Ladder, Booleana e Grafcet.
7.1 Introdução às linguagens de programação Como CLPs desenvolveram e se expandiram, as linguagens de programação também se
desenvolveram com eles. As linguagens de hoje têm instruções novas e mais versáteis.
Além disso, o desenvolvimento de módulos de I/O mais poderosos mudou também as instruções existentes. Estas mudanças incluem a habilidade de endereçamento de dispositivos, facilidades de comunicação em rede, etc.
7.2 Tipos de linguagens Os três tipos de linguagens mais usados em CLPs são:
- Ladder;
- Grafcet;
- Booleana;
Essencialmente, ladder e booleana implementam as instruções da mesma maneira, diferindo no modo como elas são representadas. Já o Grafcet implementa controle instruções de uma maneira diferente, baseado em passos e ações em um programa gráfico.
7.2.1 Linguagem Ladder O controlador programável foi desenvolvido para ser programado de forma fácil,
utilizando a simbologia de relés existente e expressões para representar a lógica de programação para controlar uma máquina ou processo. A linguagem de programação resultante que usou estes símbolos de relés originais foi denominado linguagem de relés. A figura abaixo ilustra um circuito de relés e o diagrama ladder equivalente para num CLP.
Figura 7.1: Representação em ladder de um circuito.
A evolução do ladder original tem tornado o ladder mais poderoso. Foram somadas funções novas ao ladder básico com funções de temporização, contagem, movimentação de dados, funções aritméticas, lógicas, etc. A termo função é usada para descrever instruções que, como o nome implica, execute uma manipulação com os dados. Estas instruções ainda estão baseadas no princípio simples de lógica de relés, embora elas permitem implementar operações complexas.
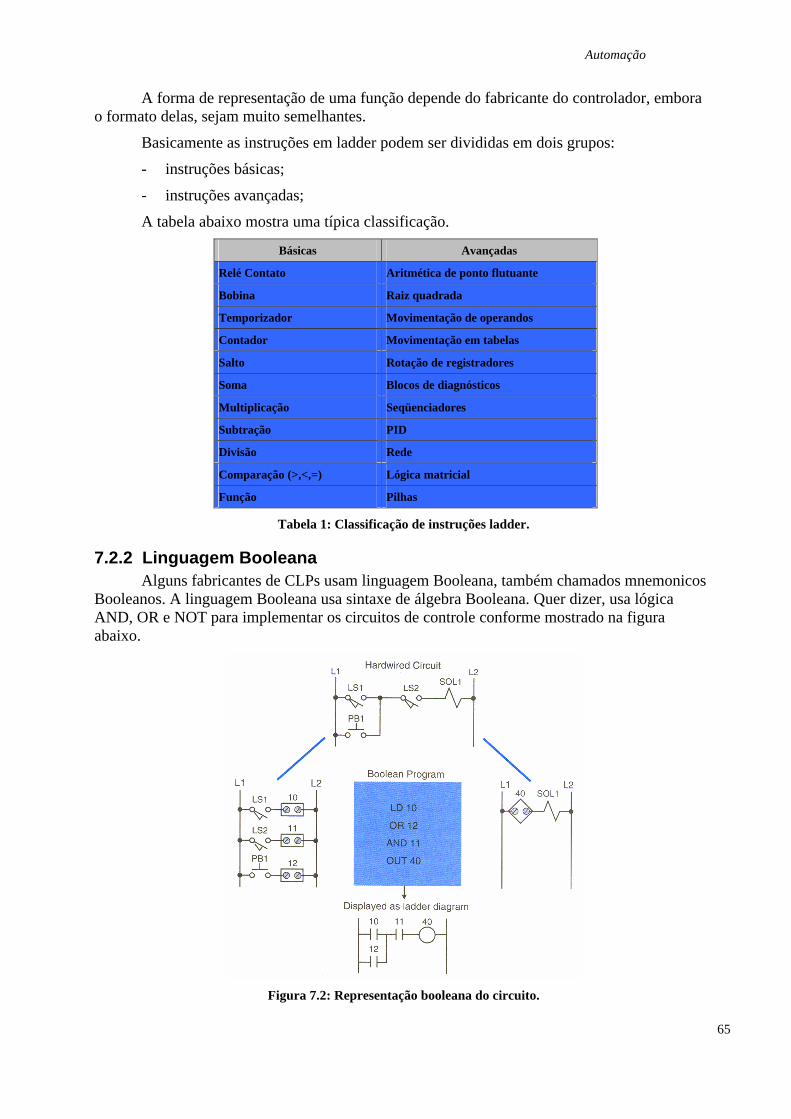
Automação
65
A forma de representação de uma função depende do fabricante do controlador, embora o formato delas, sejam muito semelhantes.
Basicamente as instruções em ladder podem ser divididas em dois grupos:
- instruções básicas;
- instruções avançadas;
A tabela abaixo mostra uma típica classificação.
Básicas Avançadas
Relé Contato Aritmética de ponto flutuante
Bobina Raiz quadrada
Temporizador Movimentação de operandos
Contador Movimentação em tabelas
Salto Rotação de registradores
Soma Blocos de diagnósticos
Multiplicação Seqüenciadores
Subtração PID
Divisão Rede
Comparação (>,<,=) Lógica matricial
Função Pilhas
Tabela 1: Classificação de instruções ladder.
7.2.2 Linguagem Booleana Alguns fabricantes de CLPs usam linguagem Booleana, também chamados mnemonicos
Booleanos. A linguagem Booleana usa sintaxe de álgebra Booleana. Quer dizer, usa lógica AND, OR e NOT para implementar os circuitos de controle conforme mostrado na figura abaixo.
Figura 7.2: Representação booleana do circuito.
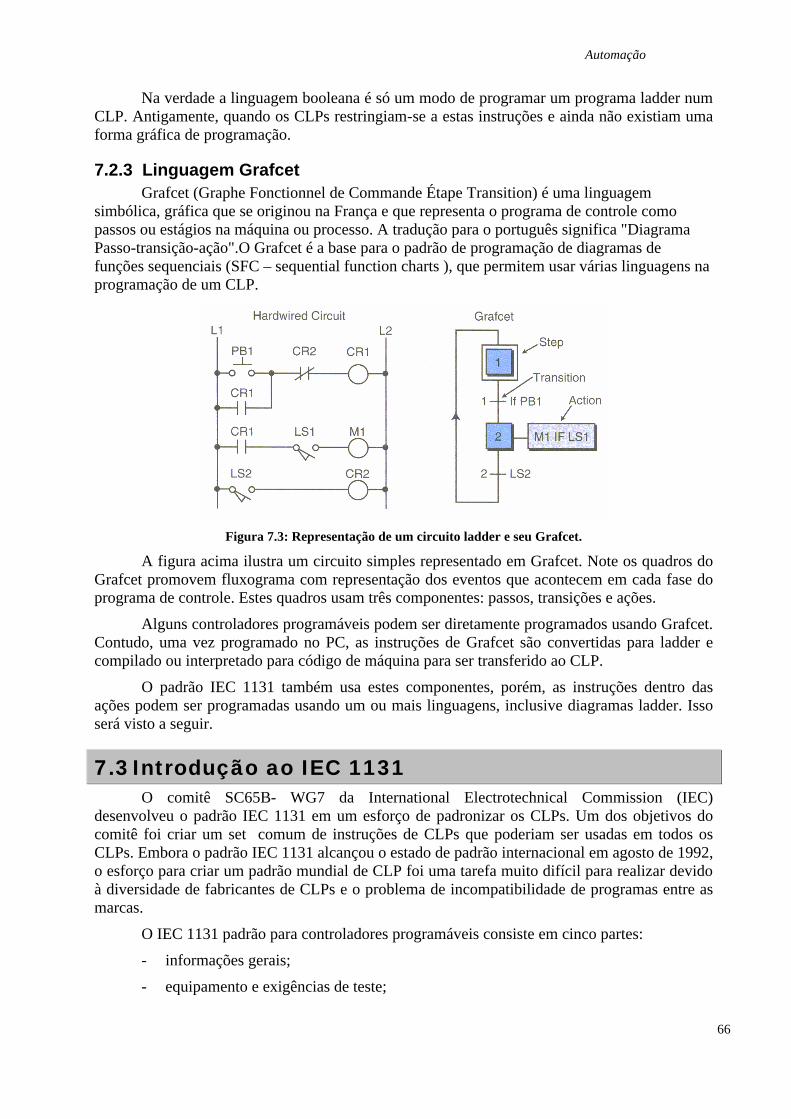
Automação
66
Na verdade a linguagem booleana é só um modo de programar um programa ladder num CLP. Antigamente, quando os CLPs restringiam-se a estas instruções e ainda não existiam uma forma gráfica de programação.
7.2.3 Linguagem Grafcet Grafcet (Graphe Fonctionnel de Commande Étape Transition) é uma linguagem
simbólica, gráfica que se originou na França e que representa o programa de controle como passos ou estágios na máquina ou processo. A tradução para o português significa "Diagrama Passo-transição-ação".O Grafcet é a base para o padrão de programação de diagramas de funções sequenciais (SFC – sequential function charts ), que permitem usar várias linguagens na programação de um CLP.
Figura 7.3: Representação de um circuito ladder e seu Grafcet.
A figura acima ilustra um circuito simples representado em Grafcet. Note os quadros do Grafcet promovem fluxograma com representação dos eventos que acontecem em cada fase do programa de controle. Estes quadros usam três componentes: passos, transições e ações.
Alguns controladores programáveis podem ser diretamente programados usando Grafcet. Contudo, uma vez programado no PC, as instruções de Grafcet são convertidas para ladder e compilado ou interpretado para código de máquina para ser transferido ao CLP.
O padrão IEC 1131 também usa estes componentes, porém, as instruções dentro das ações podem ser programadas usando um ou mais linguagens, inclusive diagramas ladder. Isso será visto a seguir.
7.3 Introdução ao IEC 1131 O comitê SC65B- WG7 da International Electrotechnical Commission (IEC)
desenvolveu o padrão IEC 1131 em um esforço de padronizar os CLPs. Um dos objetivos do comitê foi criar um set comum de instruções de CLPs que poderiam ser usadas em todos os CLPs. Embora o padrão IEC 1131 alcançou o estado de padrão internacional em agosto de 1992, o esforço para criar um padrão mundial de CLP foi uma tarefa muito difícil para realizar devido à diversidade de fabricantes de CLPs e o problema de incompatibilidade de programas entre as marcas.
O IEC 1131 padrão para controladores programáveis consiste em cinco partes:
- informações gerais;
- equipamento e exigências de teste;
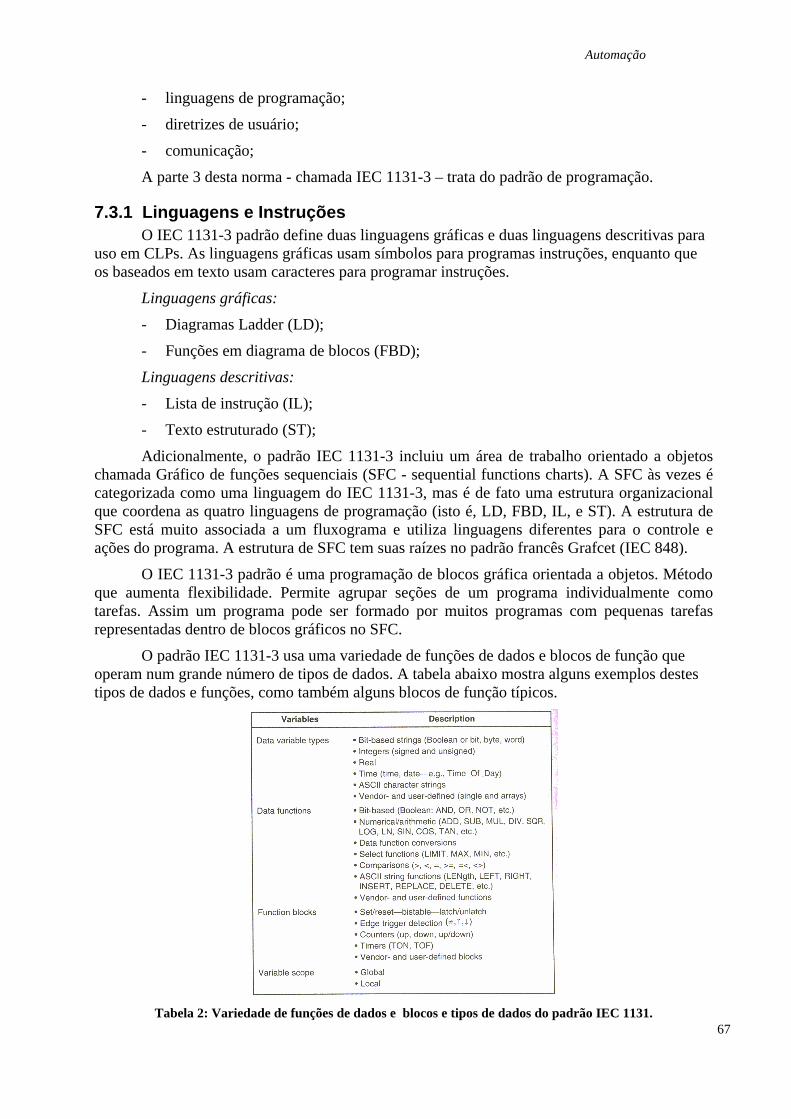
Automação
67
- linguagens de programação;
- diretrizes de usuário;
- comunicação;
A parte 3 desta norma - chamada IEC 1131-3 – trata do padrão de programação.
7.3.1 Linguagens e Instruções O IEC 1131-3 padrão define duas linguagens gráficas e duas linguagens descritivas para
uso em CLPs. As linguagens gráficas usam símbolos para programas instruções, enquanto que os baseados em texto usam caracteres para programar instruções.
Linguagens gráficas:
- Diagramas Ladder (LD);
- Funções em diagrama de blocos (FBD);
Linguagens descritivas:
- Lista de instrução (IL);
- Texto estruturado (ST);
Adicionalmente, o padrão IEC 1131-3 incluiu um área de trabalho orientado a objetos chamada Gráfico de funções sequenciais (SFC - sequential functions charts). A SFC às vezes é categorizada como uma linguagem do IEC 1131-3, mas é de fato uma estrutura organizacional que coordena as quatro linguagens de programação (isto é, LD, FBD, IL, e ST). A estrutura de SFC está muito associada a um fluxograma e utiliza linguagens diferentes para o controle e ações do programa. A estrutura de SFC tem suas raízes no padrão francês Grafcet (IEC 848).
O IEC 1131-3 padrão é uma programação de blocos gráfica orientada a objetos. Método que aumenta flexibilidade. Permite agrupar seções de um programa individualmente como tarefas. Assim um programa pode ser formado por muitos programas com pequenas tarefas representadas dentro de blocos gráficos no SFC.
O padrão IEC 1131-3 usa uma variedade de funções de dados e blocos de função que operam num grande número de tipos de dados. A tabela abaixo mostra alguns exemplos destes tipos de dados e funções, como também alguns blocos de função típicos.
Tabela 2: Variedade de funções de dados e blocos e tipos de dados do padrão IEC 1131.
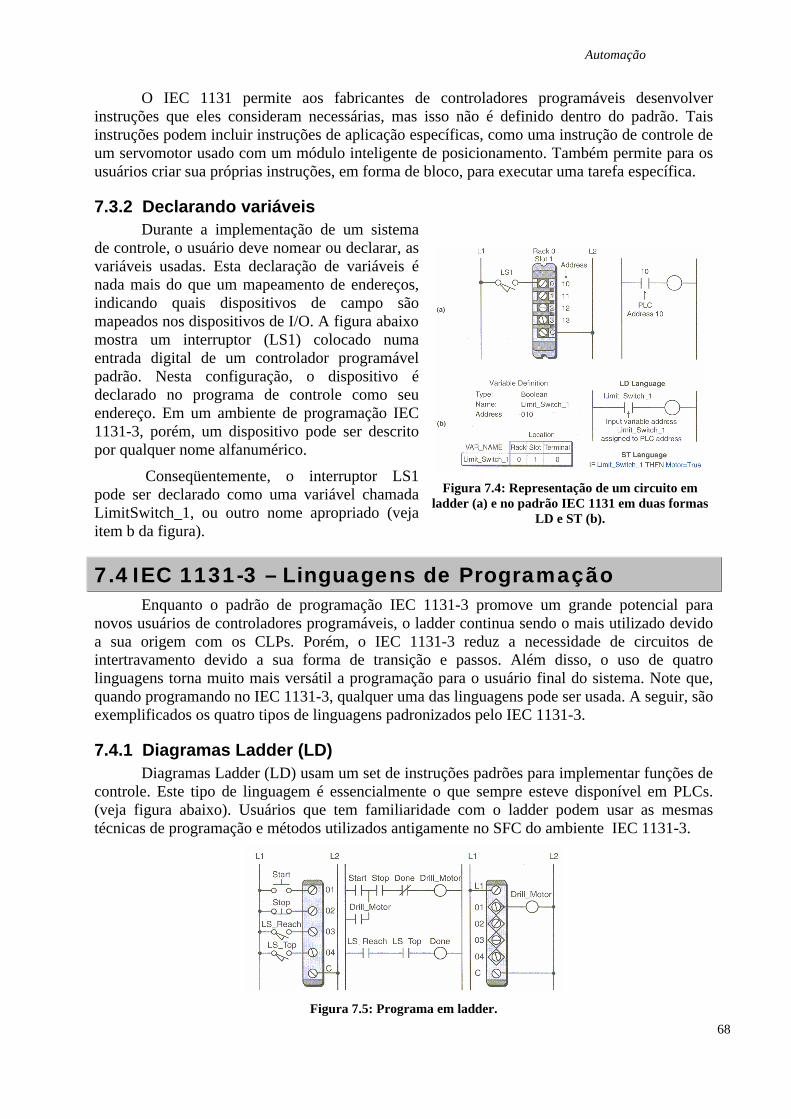
Automação
68
O IEC 1131 permite aos fabricantes de controladores programáveis desenvolver instruções que eles consideram necessárias, mas isso não é definido dentro do padrão. Tais instruções podem incluir instruções de aplicação específicas, como uma instrução de controle de um servomotor usado com um módulo inteligente de posicionamento. Também permite para os usuários criar sua próprias instruções, em forma de bloco, para executar uma tarefa específica.
7.3.2 Declarando variáveis Durante a implementação de um sistema
de controle, o usuário deve nomear ou declarar, as variáveis usadas. Esta declaração de variáveis é nada mais do que um mapeamento de endereços, indicando quais dispositivos de campo são mapeados nos dispositivos de I/O. A figura abaixo mostra um interruptor (LS1) colocado numa entrada digital de um controlador programável padrão. Nesta configuração, o dispositivo é declarado no programa de controle como seu endereço. Em um ambiente de programação IEC 1131-3, porém, um dispositivo pode ser descrito por qualquer nome alfanumérico.
Conseqüentemente, o interruptor LS1 pode ser declarado como uma variável chamada LimitSwitch_1, ou outro nome apropriado (veja item b da figura).
Figura 7.4: Representação de um circuito em
ladder (a) e no padrão IEC 1131 em duas formas LD e ST (b).
7.4 IEC 1131-3 – Linguagens de Programação Enquanto o padrão de programação IEC 1131-3 promove um grande potencial para
novos usuários de controladores programáveis, o ladder continua sendo o mais utilizado devido a sua origem com os CLPs. Porém, o IEC 1131-3 reduz a necessidade de circuitos de intertravamento devido a sua forma de transição e passos. Além disso, o uso de quatro linguagens torna muito mais versátil a programação para o usuário final do sistema. Note que, quando programando no IEC 1131-3, qualquer uma das linguagens pode ser usada. A seguir, são exemplificados os quatro tipos de linguagens padronizados pelo IEC 1131-3.
7.4.1 Diagramas Ladder (LD) Diagramas Ladder (LD) usam um set de instruções padrões para implementar funções de
controle. Este tipo de linguagem é essencialmente o que sempre esteve disponível em PLCs. (veja figura abaixo). Usuários que tem familiaridade com o ladder podem usar as mesmas técnicas de programação e métodos utilizados antigamente no SFC do ambiente IEC 1131-3.
Figura 7.5: Programa em ladder.
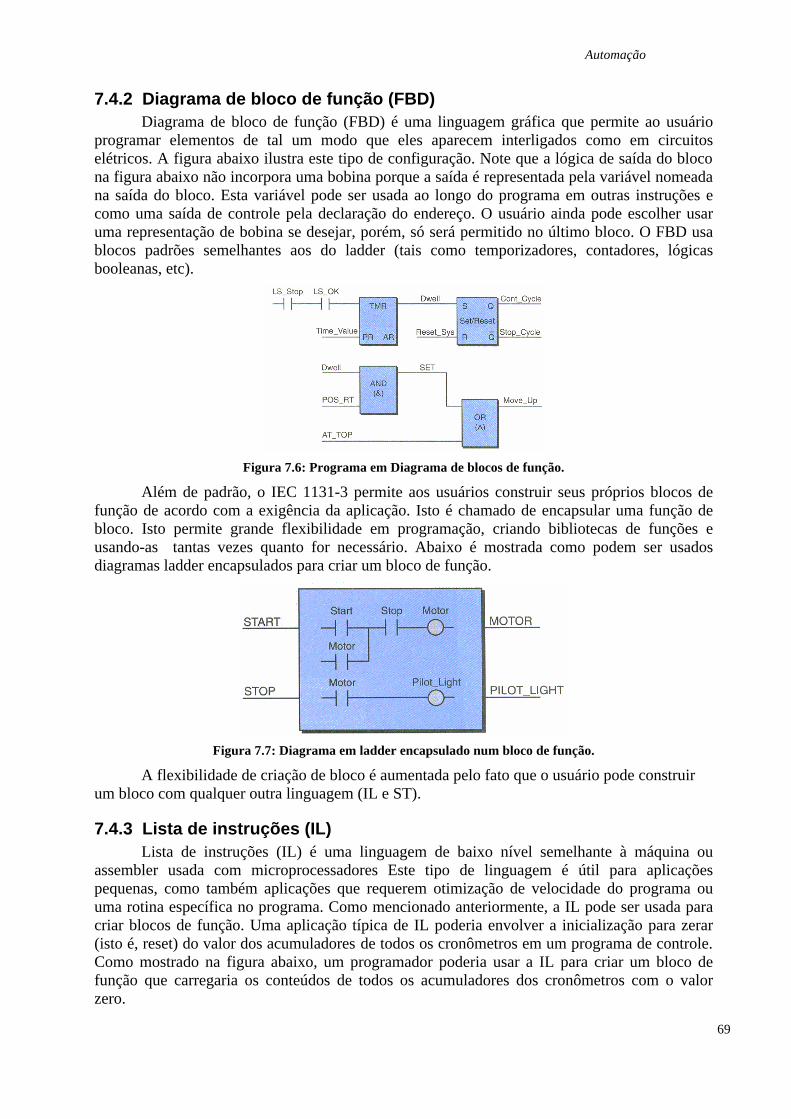
Automação
69
7.4.2 Diagrama de bloco de função (FBD) Diagrama de bloco de função (FBD) é uma linguagem gráfica que permite ao usuário
programar elementos de tal um modo que eles aparecem interligados como em circuitos elétricos. A figura abaixo ilustra este tipo de configuração. Note que a lógica de saída do bloco na figura abaixo não incorpora uma bobina porque a saída é representada pela variável nomeada na saída do bloco. Esta variável pode ser usada ao longo do programa em outras instruções e como uma saída de controle pela declaração do endereço. O usuário ainda pode escolher usar uma representação de bobina se desejar, porém, só será permitido no último bloco. O FBD usa blocos padrões semelhantes aos do ladder (tais como temporizadores, contadores, lógicas booleanas, etc).
Figura 7.6: Programa em Diagrama de blocos de função.
Além de padrão, o IEC 1131-3 permite aos usuários construir seus próprios blocos de função de acordo com a exigência da aplicação. Isto é chamado de encapsular uma função de bloco. Isto permite grande flexibilidade em programação, criando bibliotecas de funções e usando-as tantas vezes quanto for necessário. Abaixo é mostrada como podem ser usados diagramas ladder encapsulados para criar um bloco de função.
Figura 7.7: Diagrama em ladder encapsulado num bloco de função.
A flexibilidade de criação de bloco é aumentada pelo fato que o usuário pode construir um bloco com qualquer outra linguagem (IL e ST).
7.4.3 Lista de instruções (IL) Lista de instruções (IL) é uma linguagem de baixo nível semelhante à máquina ou
assembler usada com microprocessadores Este tipo de linguagem é útil para aplicações pequenas, como também aplicações que requerem otimização de velocidade do programa ou uma rotina específica no programa. Como mencionado anteriormente, a IL pode ser usada para criar blocos de função. Uma aplicação típica de IL poderia envolver a inicialização para zerar (isto é, reset) do valor dos acumuladores de todos os cronômetros em um programa de controle. Como mostrado na figura abaixo, um programador poderia usar a IL para criar um bloco de função que carregaria os conteúdos de todos os acumuladores dos cronômetros com o valor zero.
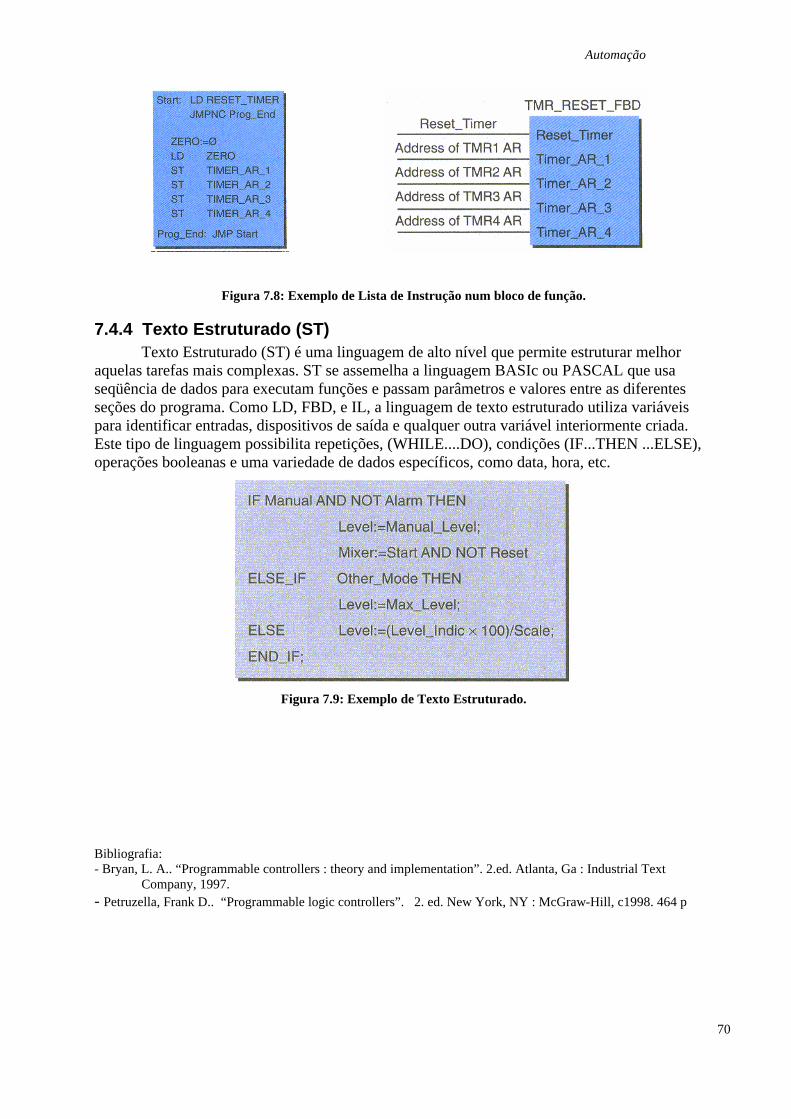
Automação
70
Figura 7.8: Exemplo de Lista de Instrução num bloco de função.
7.4.4 Texto Estruturado (ST) Texto Estruturado (ST) é uma linguagem de alto nível que permite estruturar melhor
aquelas tarefas mais complexas. ST se assemelha a linguagem BASIc ou PASCAL que usa seqüência de dados para executam funções e passam parâmetros e valores entre as diferentes seções do programa. Como LD, FBD, e IL, a linguagem de texto estruturado utiliza variáveis para identificar entradas, dispositivos de saída e qualquer outra variável interiormente criada. Este tipo de linguagem possibilita repetições, (WHILE....DO), condições (IF...THEN ...ELSE), operações booleanas e uma variedade de dados específicos, como data, hora, etc.
Figura 7.9: Exemplo de Texto Estruturado.
Bibliografia: - Bryan, L. A.. “Programmable controllers : theory and implementation”. 2.ed. Atlanta, Ga : Industrial Text
Company, 1997. - Petruzella, Frank D.. “Programmable logic controllers”. 2. ed. New York, NY : McGraw-Hill, c1998. 464 p
Automação
71
8 Dispositivos de Atuação, Sensores e Transdutores
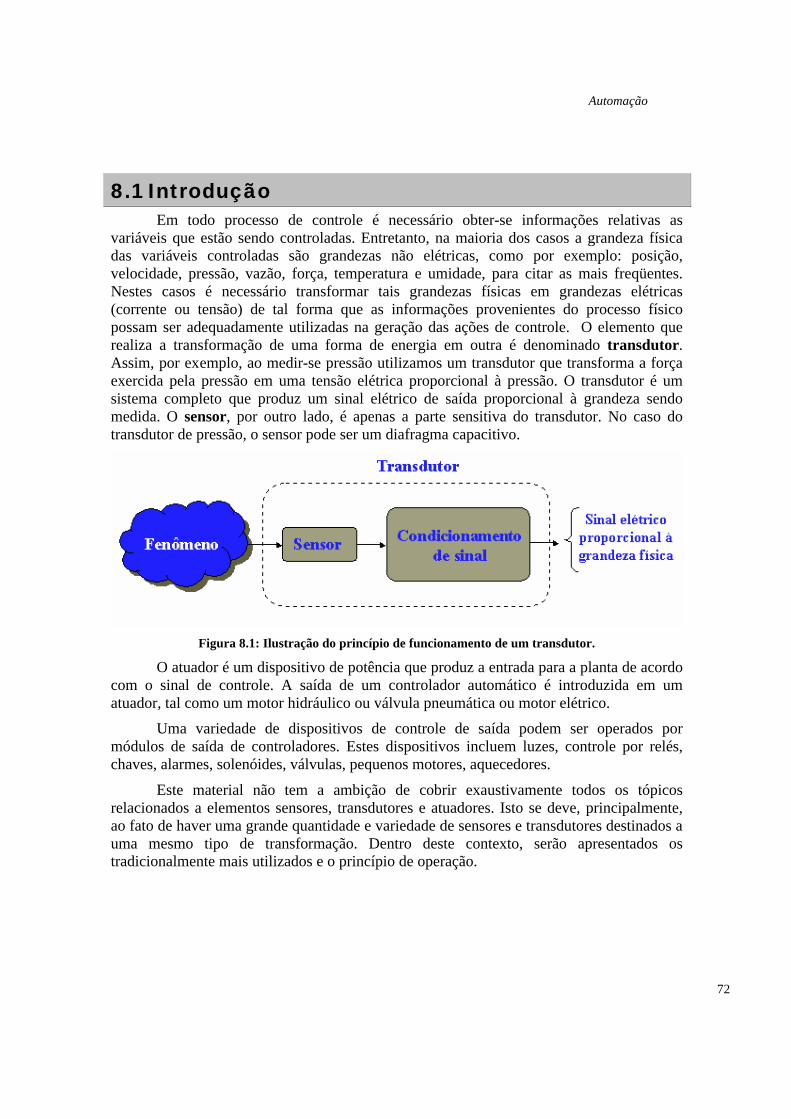
Automação
72
8.1 Introdução Em todo processo de controle é necessário obter-se informações relativas as
variáveis que estão sendo controladas. Entretanto, na maioria dos casos a grandeza física das variáveis controladas são grandezas não elétricas, como por exemplo: posição, velocidade, pressão, vazão, força, temperatura e umidade, para citar as mais freqüentes. Nestes casos é necessário transformar tais grandezas físicas em grandezas elétricas (corrente ou tensão) de tal forma que as informações provenientes do processo físico possam ser adequadamente utilizadas na geração das ações de controle. O elemento que realiza a transformação de uma forma de energia em outra é denominado transdutor. Assim, por exemplo, ao medir-se pressão utilizamos um transdutor que transforma a força exercida pela pressão em uma tensão elétrica proporcional à pressão. O transdutor é um sistema completo que produz um sinal elétrico de saída proporcional à grandeza sendo medida. O sensor, por outro lado, é apenas a parte sensitiva do transdutor. No caso do transdutor de pressão, o sensor pode ser um diafragma capacitivo.
Figura 8.1: Ilustração do princípio de funcionamento de um transdutor.
O atuador é um dispositivo de potência que produz a entrada para a planta de acordo com o sinal de controle. A saída de um controlador automático é introduzida em um atuador, tal como um motor hidráulico ou válvula pneumática ou motor elétrico.
Uma variedade de dispositivos de controle de saída podem ser operados por módulos de saída de controladores. Estes dispositivos incluem luzes, controle por relés, chaves, alarmes, solenóides, válvulas, pequenos motores, aquecedores.
Este material não tem a ambição de cobrir exaustivamente todos os tópicos relacionados a elementos sensores, transdutores e atuadores. Isto se deve, principalmente, ao fato de haver uma grande quantidade e variedade de sensores e transdutores destinados a uma mesmo tipo de transformação. Dentro deste contexto, serão apresentados os tradicionalmente mais utilizados e o princípio de operação.
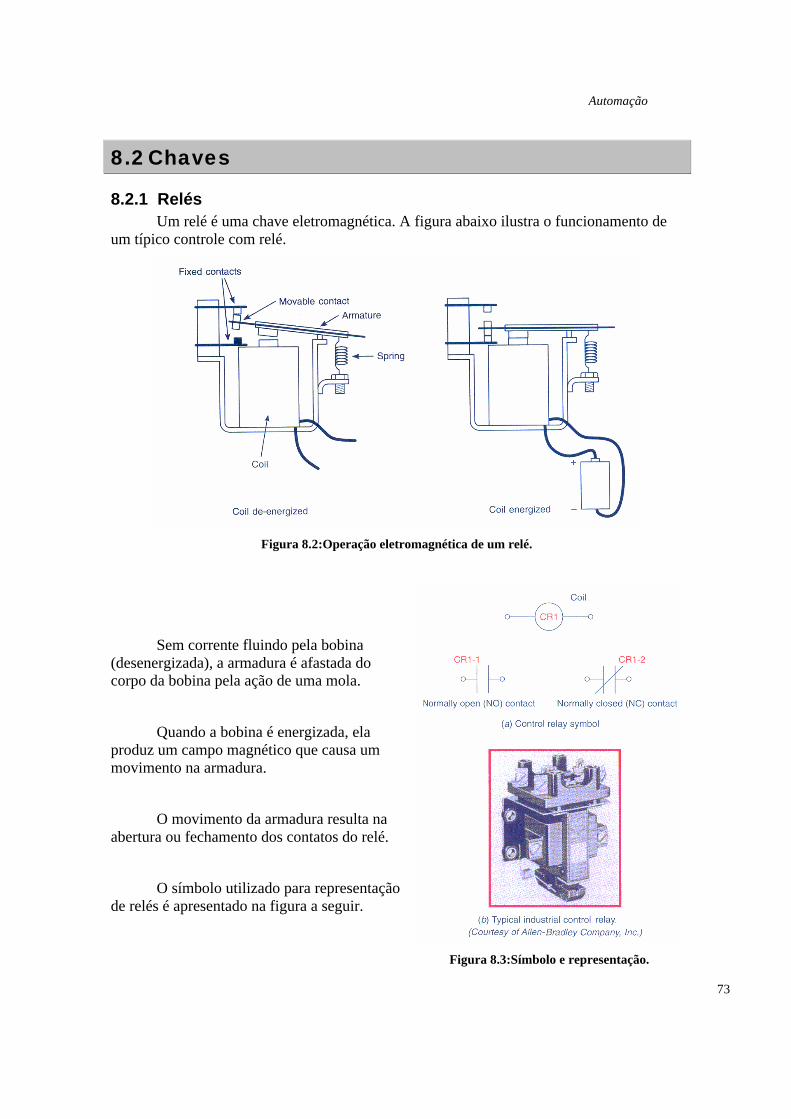
Automação
73
8.2 Chaves
8.2.1 Relés Um relé é uma chave eletromagnética. A figura abaixo ilustra o funcionamento de
um típico controle com relé.
Figura 8.2:Operação eletromagnética de um relé.
Sem corrente fluindo pela bobina (desenergizada), a armadura é afastada do corpo da bobina pela ação de uma mola.
Quando a bobina é energizada, ela produz um campo magnético que causa um movimento na armadura.
O movimento da armadura resulta na abertura ou fechamento dos contatos do relé.
O símbolo utilizado para representação de relés é apresentado na figura a seguir.
Figura 8.3:Símbolo e representação.
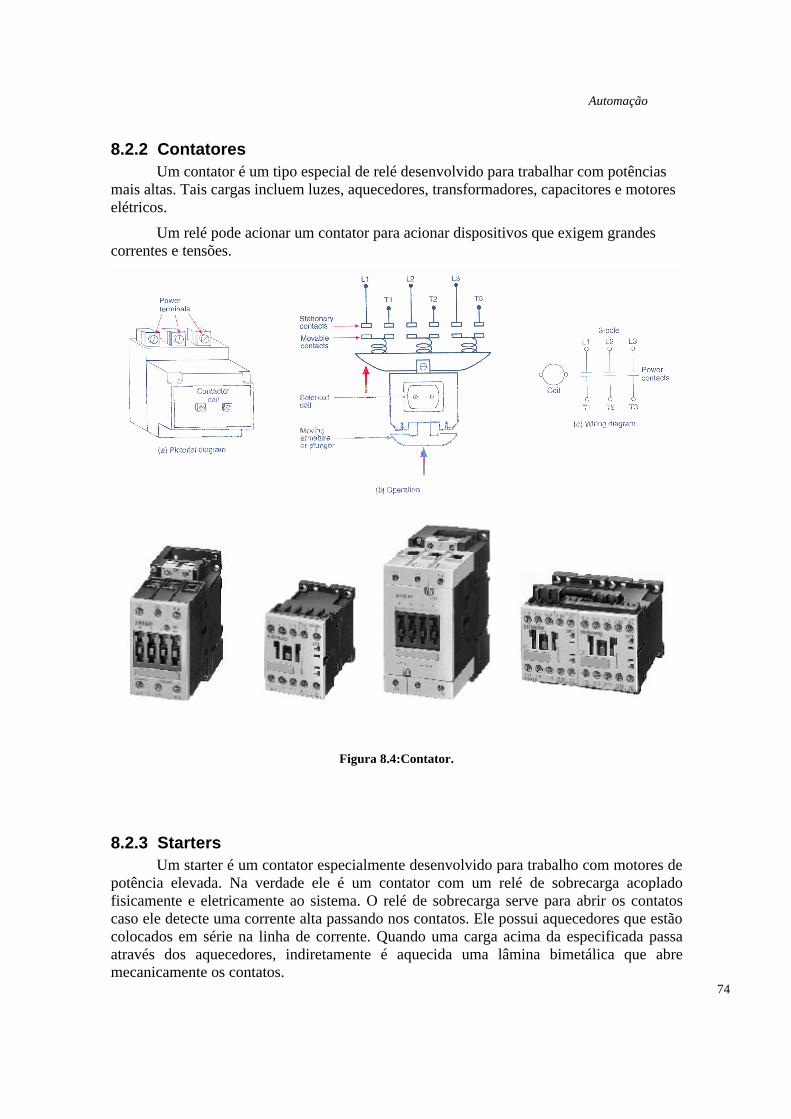
Automação
74
8.2.2 Contatores Um contator é um tipo especial de relé desenvolvido para trabalhar com potências
mais altas. Tais cargas incluem luzes, aquecedores, transformadores, capacitores e motores elétricos.
Um relé pode acionar um contator para acionar dispositivos que exigem grandes correntes e tensões.
Figura 8.4:Contator.
8.2.3 Starters Um starter é um contator especialmente desenvolvido para trabalho com motores de
potência elevada. Na verdade ele é um contator com um relé de sobrecarga acoplado fisicamente e eletricamente ao sistema. O relé de sobrecarga serve para abrir os contatos caso ele detecte uma corrente alta passando nos contatos. Ele possui aquecedores que estão colocados em série na linha de corrente. Quando uma carga acima da especificada passa através dos aquecedores, indiretamente é aquecida uma lâmina bimetálica que abre mecanicamente os contatos.
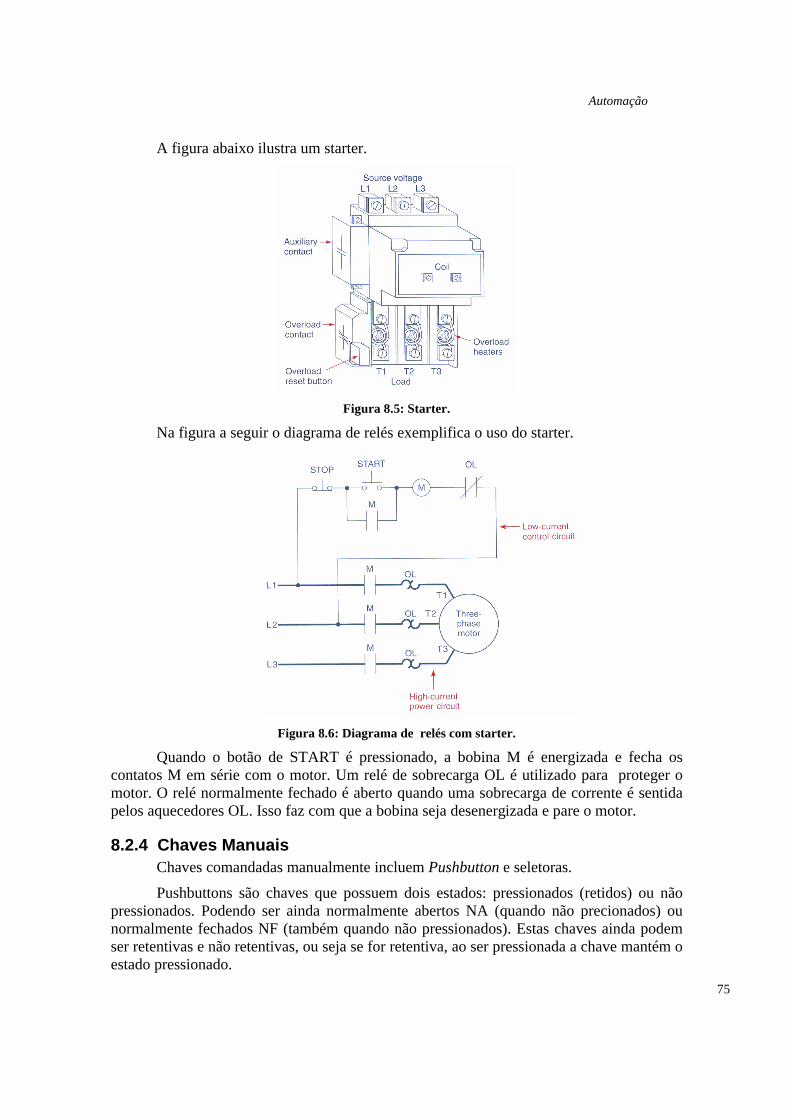
Automação
75
A figura abaixo ilustra um starter.
Figura 8.5: Starter.
Na figura a seguir o diagrama de relés exemplifica o uso do starter.
Figura 8.6: Diagrama de relés com starter.
Quando o botão de START é pressionado, a bobina M é energizada e fecha os contatos M em série com o motor. Um relé de sobrecarga OL é utilizado para proteger o motor. O relé normalmente fechado é aberto quando uma sobrecarga de corrente é sentida pelos aquecedores OL. Isso faz com que a bobina seja desenergizada e pare o motor.
8.2.4 Chaves Manuais Chaves comandadas manualmente incluem Pushbutton e seletoras.
Pushbuttons são chaves que possuem dois estados: pressionados (retidos) ou não pressionados. Podendo ser ainda normalmente abertos NA (quando não precionados) ou normalmente fechados NF (também quando não pressionados). Estas chaves ainda podem ser retentivas e não retentivas, ou seja se for retentiva, ao ser pressionada a chave mantém o estado pressionado.
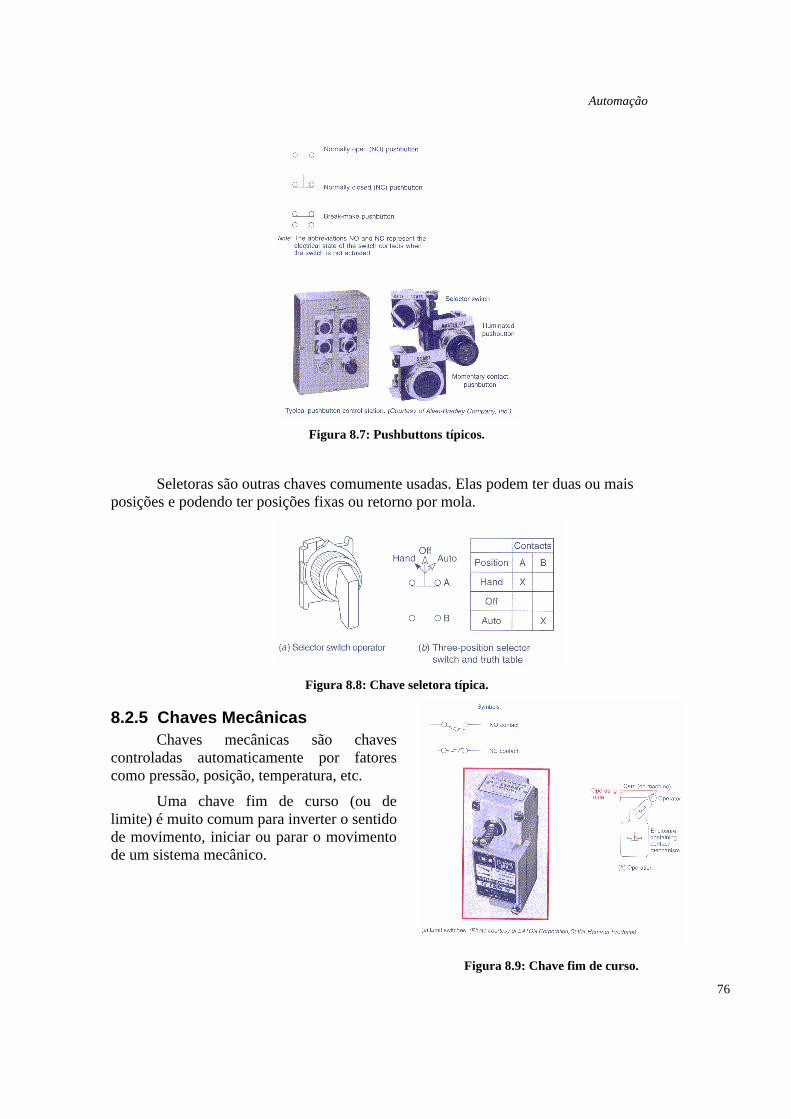
Automação
76
Figura 8.7: Pushbuttons típicos.
Seletoras são outras chaves comumente usadas. Elas podem ter duas ou mais posições e podendo ter posições fixas ou retorno por mola.
Figura 8.8: Chave seletora típica.
8.2.5 Chaves Mecânicas Chaves mecânicas são chaves
controladas automaticamente por fatores como pressão, posição, temperatura, etc.
Uma chave fim de curso (ou de limite) é muito comum para inverter o sentido de movimento, iniciar ou parar o movimento de um sistema mecânico.
Figura 8.9: Chave fim de curso.
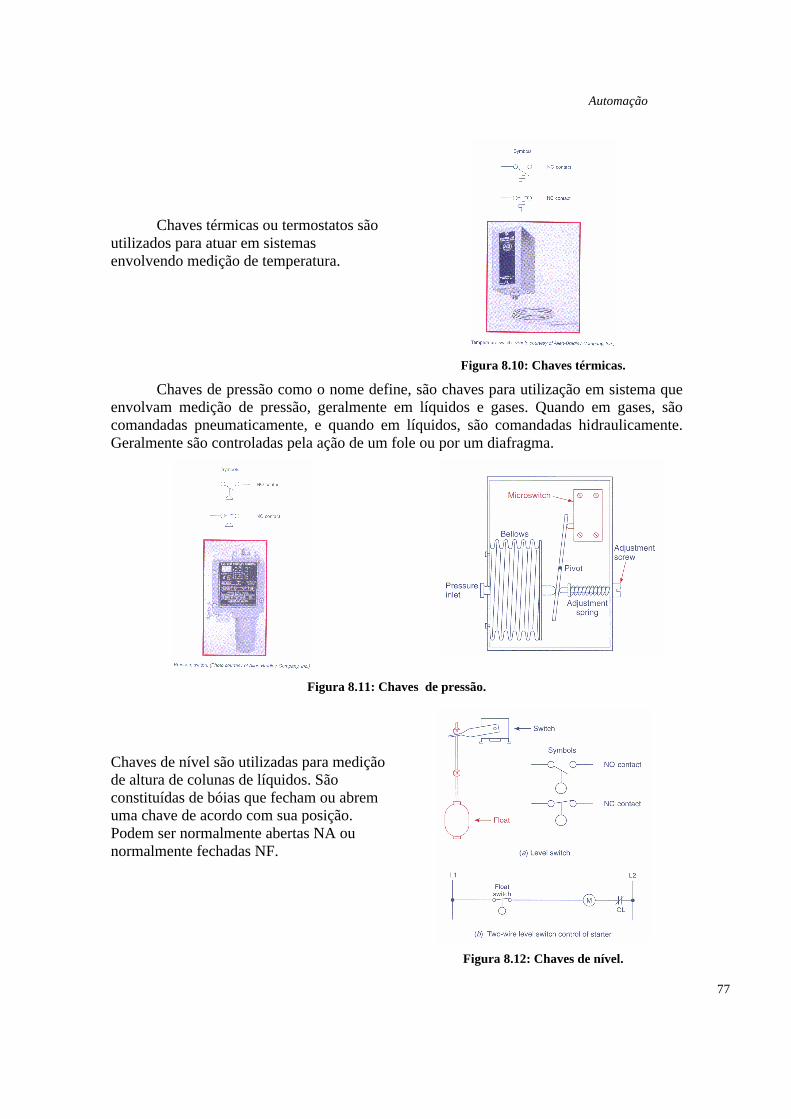
Automação
77
Chaves térmicas ou termostatos são utilizados para atuar em sistemas envolvendo medição de temperatura.
Figura 8.10: Chaves térmicas.
Chaves de pressão como o nome define, são chaves para utilização em sistema que envolvam medição de pressão, geralmente em líquidos e gases. Quando em gases, são comandadas pneumaticamente, e quando em líquidos, são comandadas hidraulicamente. Geralmente são controladas pela ação de um fole ou por um diafragma.
Figura 8.11: Chaves de pressão.
Chaves de nível são utilizadas para medição de altura de colunas de líquidos. São constituídas de bóias que fecham ou abrem uma chave de acordo com sua posição. Podem ser normalmente abertas NA ou normalmente fechadas NF.
Figura 8.12: Chaves de nível.
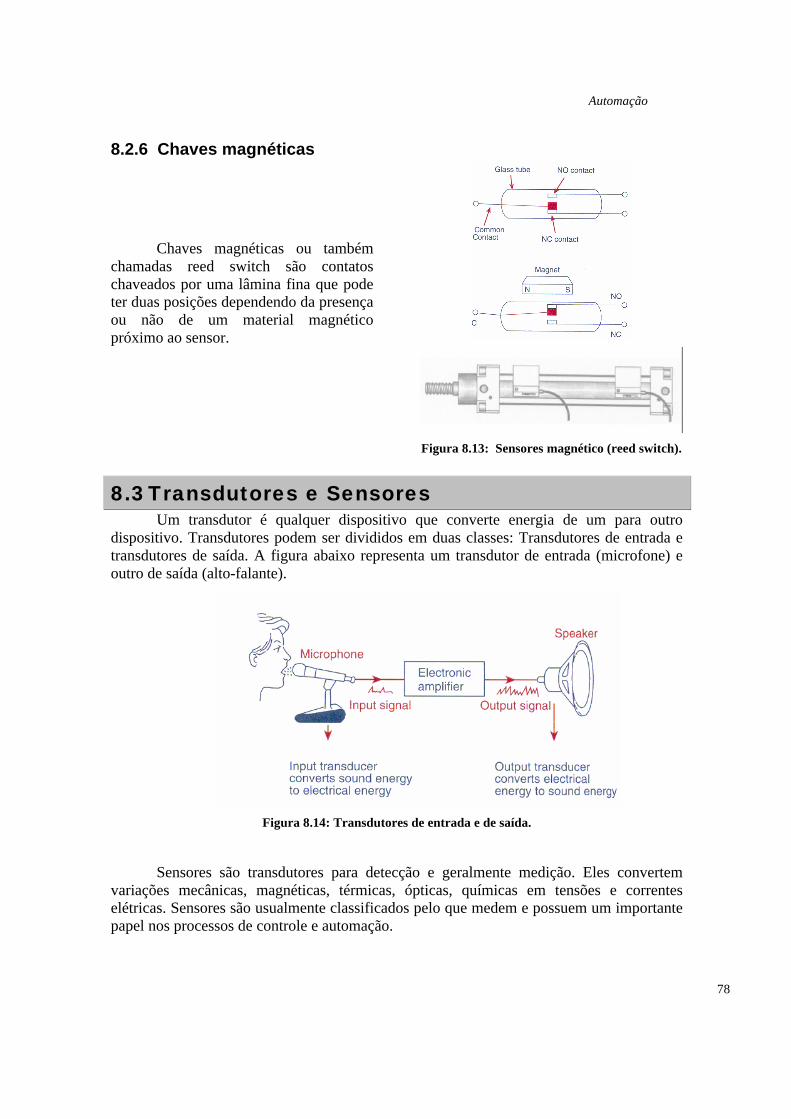
Automação
78
8.2.6 Chaves magnéticas
Chaves magnéticas ou também chamadas reed switch são contatos chaveados por uma lâmina fina que pode ter duas posições dependendo da presença ou não de um material magnético próximo ao sensor.
Figura 8.13: Sensores magnético (reed switch).
8.3 Transdutores e Sensores Um transdutor é qualquer dispositivo que converte energia de um para outro
dispositivo. Transdutores podem ser divididos em duas classes: Transdutores de entrada e transdutores de saída. A figura abaixo representa um transdutor de entrada (microfone) e outro de saída (alto-falante).
Figura 8.14: Transdutores de entrada e de saída.
Sensores são transdutores para detecção e geralmente medição. Eles convertem variações mecânicas, magnéticas, térmicas, ópticas, químicas em tensões e correntes elétricas. Sensores são usualmente classificados pelo que medem e possuem um importante papel nos processos de controle e automação.
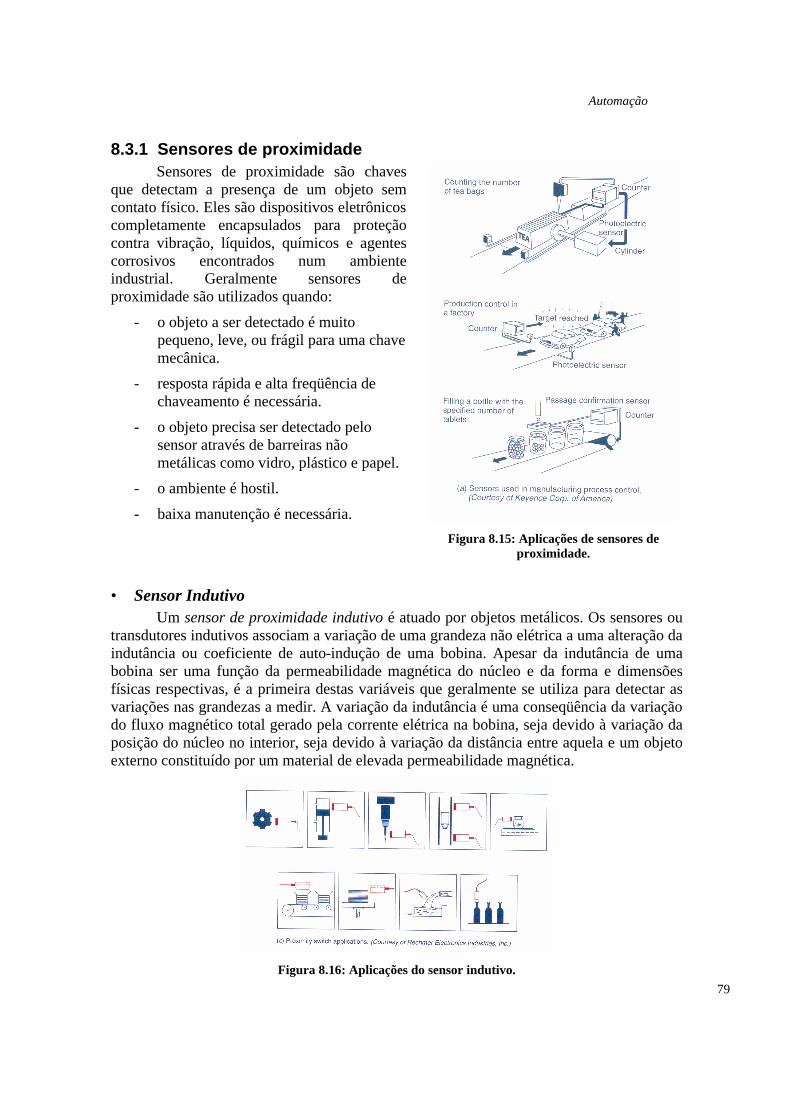
Automação
79
8.3.1 Sensores de proximidade Sensores de proximidade são chaves
que detectam a presença de um objeto sem contato físico. Eles são dispositivos eletrônicos completamente encapsulados para proteção contra vibração, líquidos, químicos e agentes corrosivos encontrados num ambiente industrial. Geralmente sensores de proximidade são utilizados quando:
- o objeto a ser detectado é muito pequeno, leve, ou frágil para uma chave mecânica.
- resposta rápida e alta freqüência de chaveamento é necessária.
- o objeto precisa ser detectado pelo sensor através de barreiras não metálicas como vidro, plástico e papel.
- o ambiente é hostil.
- baixa manutenção é necessária. Figura 8.15: Aplicações de sensores de
proximidade.
• Sensor Indutivo Um sensor de proximidade indutivo é atuado por objetos metálicos. Os sensores ou
transdutores indutivos associam a variação de uma grandeza não elétrica a uma alteração da indutância ou coeficiente de auto-indução de uma bobina. Apesar da indutância de uma bobina ser uma função da permeabilidade magnética do núcleo e da forma e dimensões físicas respectivas, é a primeira destas variáveis que geralmente se utiliza para detectar as variações nas grandezas a medir. A variação da indutância é uma conseqüência da variação do fluxo magnético total gerado pela corrente elétrica na bobina, seja devido à variação da posição do núcleo no interior, seja devido à variação da distância entre aquela e um objeto externo constituído por um material de elevada permeabilidade magnética.
Figura 8.16: Aplicações do sensor indutivo.
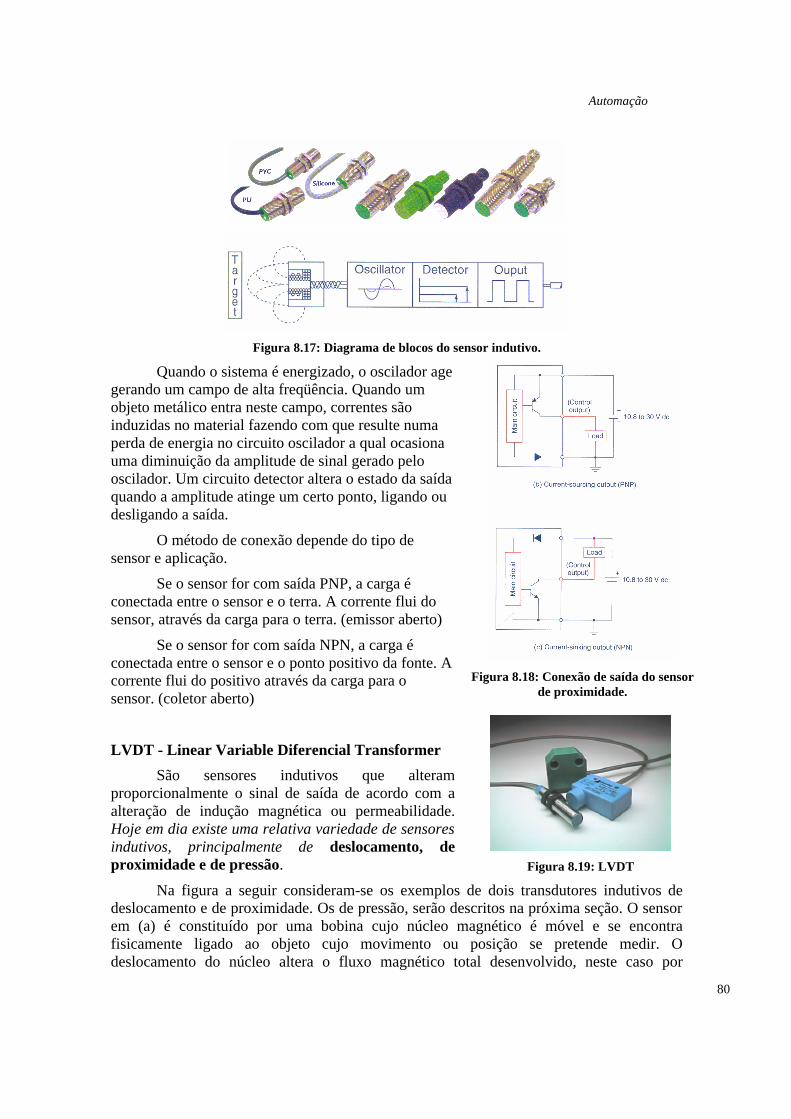
Automação
80
Figura 8.17: Diagrama de blocos do sensor indutivo.
Quando o sistema é energizado, o oscilador age gerando um campo de alta freqüência. Quando um objeto metálico entra neste campo, correntes são induzidas no material fazendo com que resulte numa perda de energia no circuito oscilador a qual ocasiona uma diminuição da amplitude de sinal gerado pelo oscilador. Um circuito detector altera o estado da saída quando a amplitude atinge um certo ponto, ligando ou desligando a saída.
O método de conexão depende do tipo de sensor e aplicação.
Se o sensor for com saída PNP, a carga é conectada entre o sensor e o terra. A corrente flui do sensor, através da carga para o terra. (emissor aberto)
Se o sensor for com saída NPN, a carga é conectada entre o sensor e o ponto positivo da fonte. A corrente flui do positivo através da carga para o sensor. (coletor aberto)
Figura 8.18: Conexão de saída do sensor
de proximidade.
LVDT - Linear Variable Diferencial Transformer
São sensores indutivos que alteram proporcionalmente o sinal de saída de acordo com a alteração de indução magnética ou permeabilidade. Hoje em dia existe uma relativa variedade de sensores indutivos, principalmente de deslocamento, de proximidade e de pressão.
Figura 8.19: LVDT
Na figura a seguir consideram-se os exemplos de dois transdutores indutivos de deslocamento e de proximidade. Os de pressão, serão descritos na próxima seção. O sensor em (a) é constituído por uma bobina cujo núcleo magnético é móvel e se encontra fisicamente ligado ao objeto cujo movimento ou posição se pretende medir. O deslocamento do núcleo altera o fluxo magnético total desenvolvido, neste caso por
Automação
81
variação da relação entre o número de espiras enroladas sobre o núcleo magnético e sobre o ar. Um outro exemplo de sensor indutivo é o detector de proximidade ilustrado na parte (b). Neste caso, a indutância da bobina é alterada por efeito da aproximação ou afastamento do objeto cuja proximidade se pretende detectar, objeto que regra geral é constituído por um material de elevada permeabilidade magnética.
Figura 8.20: Sensores indutivos de deslocamento (a) e de proximidade (b)
• Capacitivo Um sensor de proximidade capacitivo é
um dispositivo sensor atuado pela presença de materiais condutivos ou não. A operação é também baseada no princípio de um oscilador. Porém ao invés de uma bobina como no indutivo, a face ativa de um sensor capacitivo é formada por dois eletrodos metálicos.
Quando um objeto entra no campo eletrostático formado pelos eletrodos. Esta proximidade causa um aumento na capacitância e o circuito começa a oscilar.
Sensores capacitivos podem ser utilizados em materiais condutivos ou não, tais como madeira, plásticos, líquidos, açúcar, farinha, etc. Contudo pode apresentar algumas desvantagens em relação aos indutivos quando atuados em ambientes com variação de umidade e poeira.
Figura 8.21: Sensor capacitivo e aplicação
típica.
Uma vez que um condensador consiste basicamente num conjunto de duas placas condutoras separadas por um dielétrico, as variações no valor nominal da capacidade podem ser provocadas por redução da área frente a frente e da separação entre as placas, ou por variação da constante dielétrica do material.
Hoje em dia existe uma grande variedade de aplicações que utilizam sensores capacitivos, de forma discreta ou integrada. Por exemplo, são bastante comuns os sensores capacitivos de pressão, (caso dos microfones), de aceleração, de fluxo de gases ou líquidos, de humidade, de compostos químicos como o monóxido de carbono, dióxido de carbono, azoto, de temperatura, de vácuo, de nível de líquidos, de força, de deslocamento, etc. Na figura a seguir apresentam-se os esquemas simplificados de alguns dos sensores capacitivos mais utilizados.
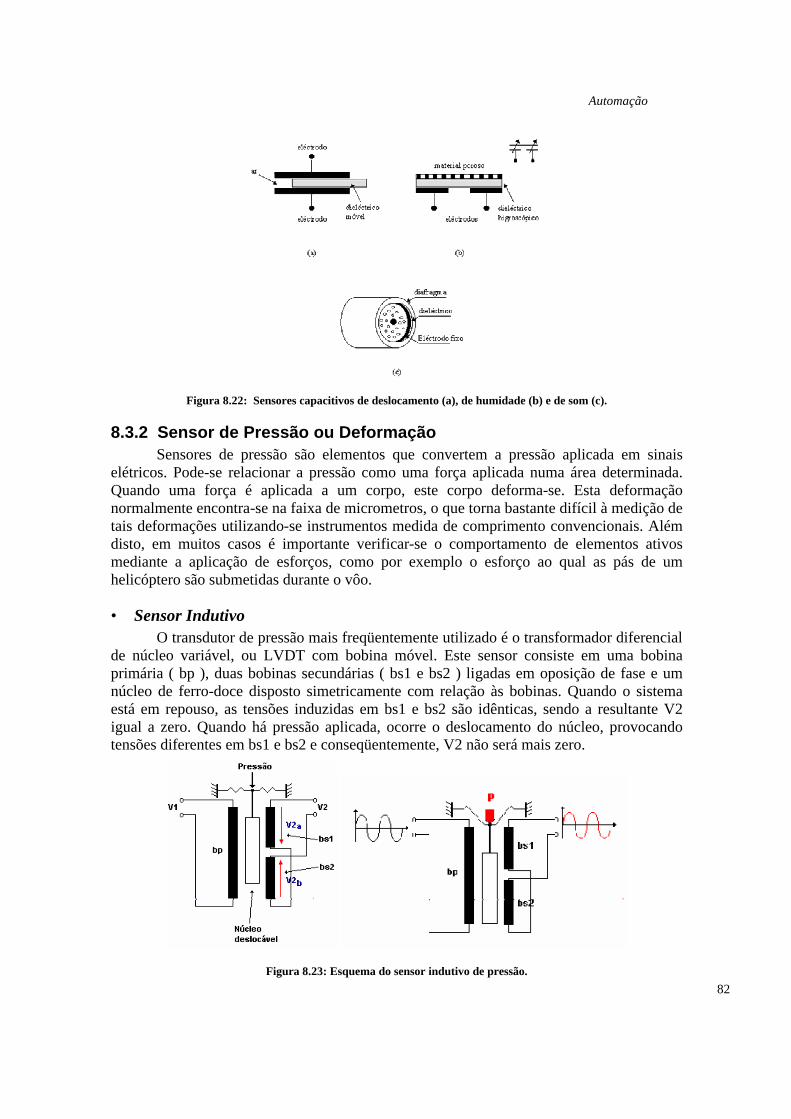
Automação
82
Figura 8.22: Sensores capacitivos de deslocamento (a), de humidade (b) e de som (c).
8.3.2 Sensor de Pressão ou Deformação Sensores de pressão são elementos que convertem a pressão aplicada em sinais
elétricos. Pode-se relacionar a pressão como uma força aplicada numa área determinada. Quando uma força é aplicada a um corpo, este corpo deforma-se. Esta deformação normalmente encontra-se na faixa de micrometros, o que torna bastante difícil à medição de tais deformações utilizando-se instrumentos medida de comprimento convencionais. Além disto, em muitos casos é importante verificar-se o comportamento de elementos ativos mediante a aplicação de esforços, como por exemplo o esforço ao qual as pás de um helicóptero são submetidas durante o vôo.
• Sensor Indutivo O transdutor de pressão mais freqüentemente utilizado é o transformador diferencial
de núcleo variável, ou LVDT com bobina móvel. Este sensor consiste em uma bobina primária ( bp ), duas bobinas secundárias ( bs1 e bs2 ) ligadas em oposição de fase e um núcleo de ferro-doce disposto simetricamente com relação às bobinas. Quando o sistema está em repouso, as tensões induzidas em bs1 e bs2 são idênticas, sendo a resultante V2 igual a zero. Quando há pressão aplicada, ocorre o deslocamento do núcleo, provocando tensões diferentes em bs1 e bs2 e conseqüentemente, V2 não será mais zero.
Figura 8.23: Esquema do sensor indutivo de pressão.
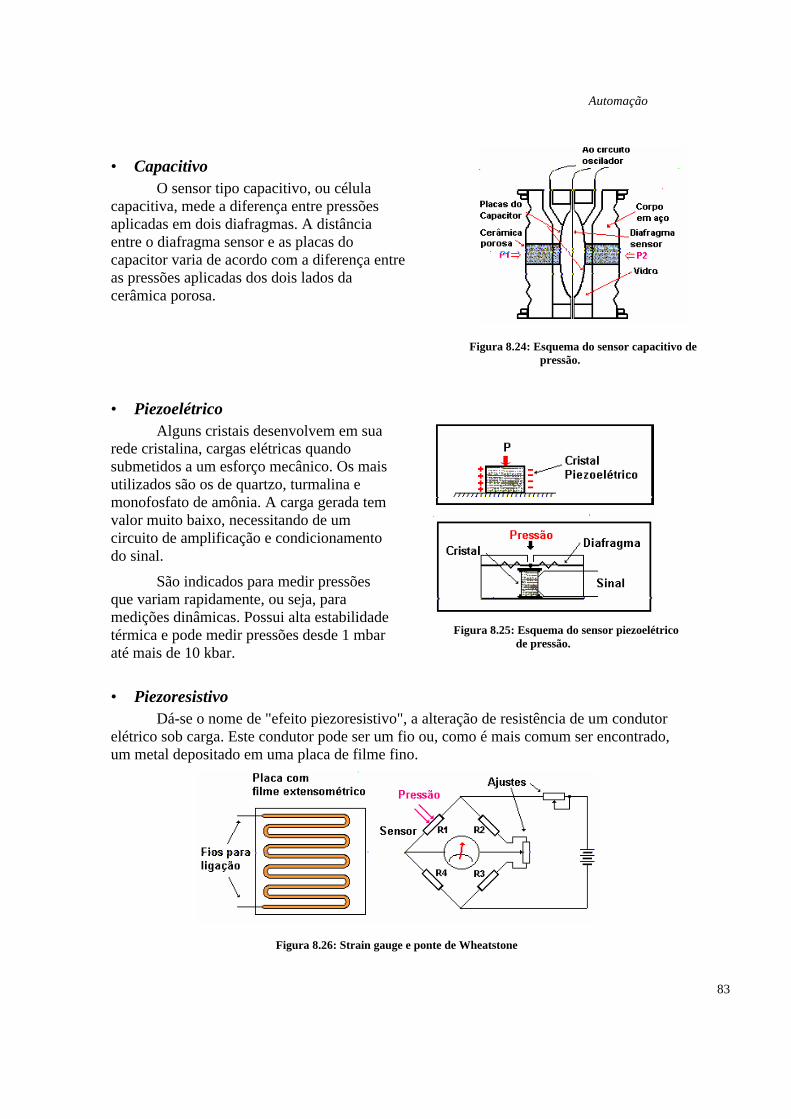
Automação
83
• Capacitivo O sensor tipo capacitivo, ou célula
capacitiva, mede a diferença entre pressões aplicadas em dois diafragmas. A distância entre o diafragma sensor e as placas do capacitor varia de acordo com a diferença entre as pressões aplicadas dos dois lados da cerâmica porosa.
Figura 8.24: Esquema do sensor capacitivo de pressão.
• Piezoelétrico Alguns cristais desenvolvem em sua
rede cristalina, cargas elétricas quando submetidos a um esforço mecânico. Os mais utilizados são os de quartzo, turmalina e monofosfato de amônia. A carga gerada tem valor muito baixo, necessitando de um circuito de amplificação e condicionamento do sinal.
São indicados para medir pressões que variam rapidamente, ou seja, para medições dinâmicas. Possui alta estabilidade térmica e pode medir pressões desde 1 mbar até mais de 10 kbar.
Figura 8.25: Esquema do sensor piezoelétrico
de pressão.
• Piezoresistivo Dá-se o nome de "efeito piezoresistivo", a alteração de resistência de um condutor
elétrico sob carga. Este condutor pode ser um fio ou, como é mais comum ser encontrado, um metal depositado em uma placa de filme fino.
Figura 8.26: Strain gauge e ponte de Wheatstone

Automação
84
Placa de filme com extensômetro ou "strain gage" e circuito utilizando ponte de Wheatstone. Este tipo de sensor também é conhecido por "strain gage" e é bastante utilizado em estruturas conhecidas como células de carga, para medidas de peso.
Figura 8.27: Células de carga utilizada em balanças.
A configuração acima é chamada de "ponte de Wheatstone" e fará com que o medidor ao centro deflexione proporcionalmente a pressão aplicada no sensor.
Existem vários tipos de extensômetros: os resistivos, os semicondutores ou de arame vibrante. A seguir será apresentado o princípio de funcionamento de um extensômetro resistivo filme que são os transdutores convencionalmente mais utilizados.
Extensômetro Resistivo de Filme Extensômetros resistivos de filme são elementos cuja resistência elétrica varia com
a tração ou compressão. A alteração de resistência de um condutor sujeito a uma tração é apresentada na equação (1) da Tabela 1.
Figura 8.28: Principio de funcionamento do Strain Gauges
Resistência elétrica Sensibilidade ao esforço
(1) LLRR
F∆∆
= (2)
Tabela 1: Características elétrica de um extensômetro submetido a um esforço F.
A equação (2) apresenta a sensibilidade do extensômetro, também conhecida como Fator Gauge. A sensibilidade, como pode ser observado, relaciona a variação da resistência pela variação de dimensão do sensor quando submetido a um esforço.

Automação
85
8.3.3 Sensor de Luminosidade Em diversas aplicações industriais, comercias e domésticas, é necessária a
informação da quantidade de luz do ambiente. Um dos sensores mais utilizados neste tipo de transdutor é a foto-resistência. Ele está presente em quase todos os postes de iluminação pública através da também chamadas fotocélulas.
• Foto-resistências As foto-resistências são componentes de circuito cujo valor nominal da resistência elétrica é função da intensidade da radiação electromagnética incidente (light dependent resistor, LDR ).
As foto-resistências são geralmente construídas com base em materiais semicondutores, designadamente silício, germânio, arsênio, telúrio e compostos de cádmio e de chumbo, todos eles materiais para os quais a densidade de portadores livres na banda de condução é uma função, entre outras, da intensidade e do comprimento de onda dos fotons incidentes.
Figura 8.29: LDR.
Atualmente existem no mercado foto-resistências que cobrem a gama de radiação electromagnética infravermelha, visível e ultravioleta.
8.3.4 Sensores de posição O sensoriamento de posição pode
utilizado numa grande faixa de aplicações, que podem variar da detecção da posição de uma peça que desloca-se sobre uma esteira, até a medições precisa da profundidade de um furo, realizada através do ângulo de rotação da haste na qual esta fixada a ferramenta de furo.
Sensores de posição são utilizados principalmente em máquinas automáticas. Esses sensores são capazes de monitorar desde alguns micrometros até vários metros. A seguir serão apresentados alguns dos transdutores mais utilizados na indústria na para a medição de posição.
• Ultra-som O ultra-som é uma das formas mais
comuns de medida de distância usado em Robótica Móvel e uma variedade de outras aplicações.
Figura 8.30: Aplicações com ultra-som.
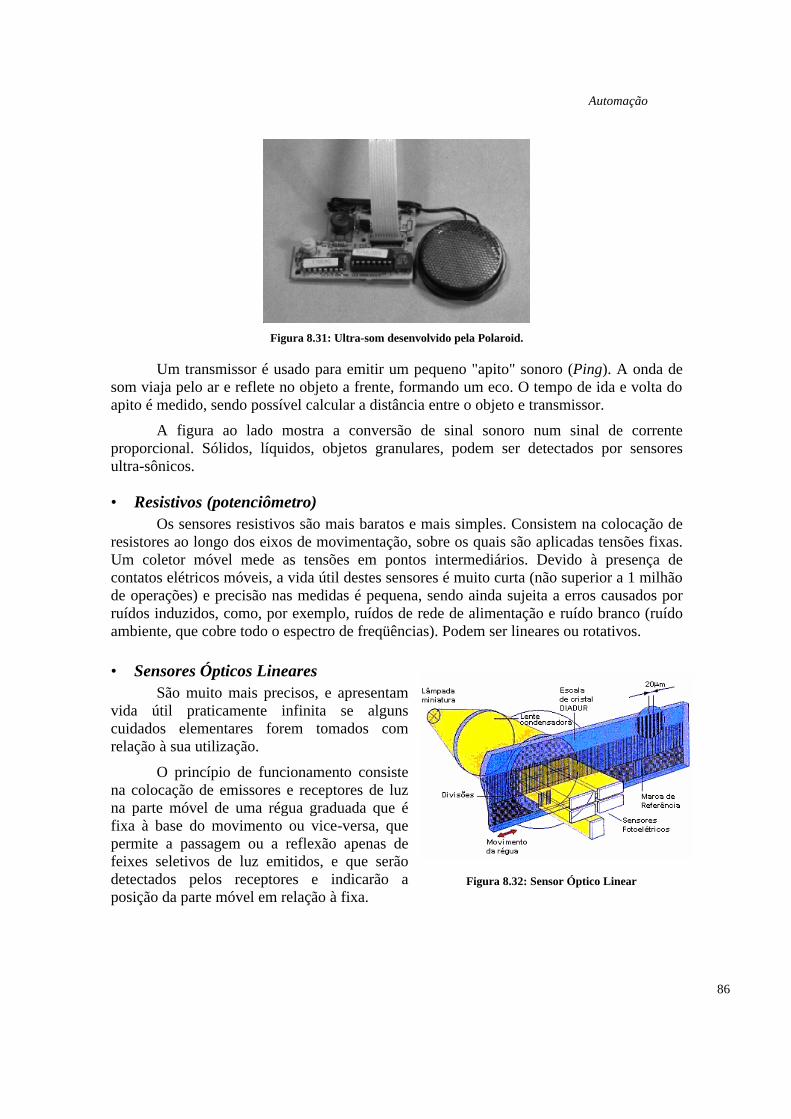
Automação
86
Figura 8.31: Ultra-som desenvolvido pela Polaroid.
Um transmissor é usado para emitir um pequeno "apito" sonoro (Ping). A onda de som viaja pelo ar e reflete no objeto a frente, formando um eco. O tempo de ida e volta do apito é medido, sendo possível calcular a distância entre o objeto e transmissor.
A figura ao lado mostra a conversão de sinal sonoro num sinal de corrente proporcional. Sólidos, líquidos, objetos granulares, podem ser detectados por sensores ultra-sônicos.
• Resistivos (potenciômetro) Os sensores resistivos são mais baratos e mais simples. Consistem na colocação de
resistores ao longo dos eixos de movimentação, sobre os quais são aplicadas tensões fixas. Um coletor móvel mede as tensões em pontos intermediários. Devido à presença de contatos elétricos móveis, a vida útil destes sensores é muito curta (não superior a 1 milhão de operações) e precisão nas medidas é pequena, sendo ainda sujeita a erros causados por ruídos induzidos, como, por exemplo, ruídos de rede de alimentação e ruído branco (ruído ambiente, que cobre todo o espectro de freqüências). Podem ser lineares ou rotativos.
• Sensores Ópticos Lineares São muito mais precisos, e apresentam
vida útil praticamente infinita se alguns cuidados elementares forem tomados com relação à sua utilização.
O princípio de funcionamento consiste na colocação de emissores e receptores de luz na parte móvel de uma régua graduada que é fixa à base do movimento ou vice-versa, que permite a passagem ou a reflexão apenas de feixes seletivos de luz emitidos, e que serão detectados pelos receptores e indicarão a posição da parte móvel em relação à fixa.
Figura 8.32: Sensor Óptico Linear
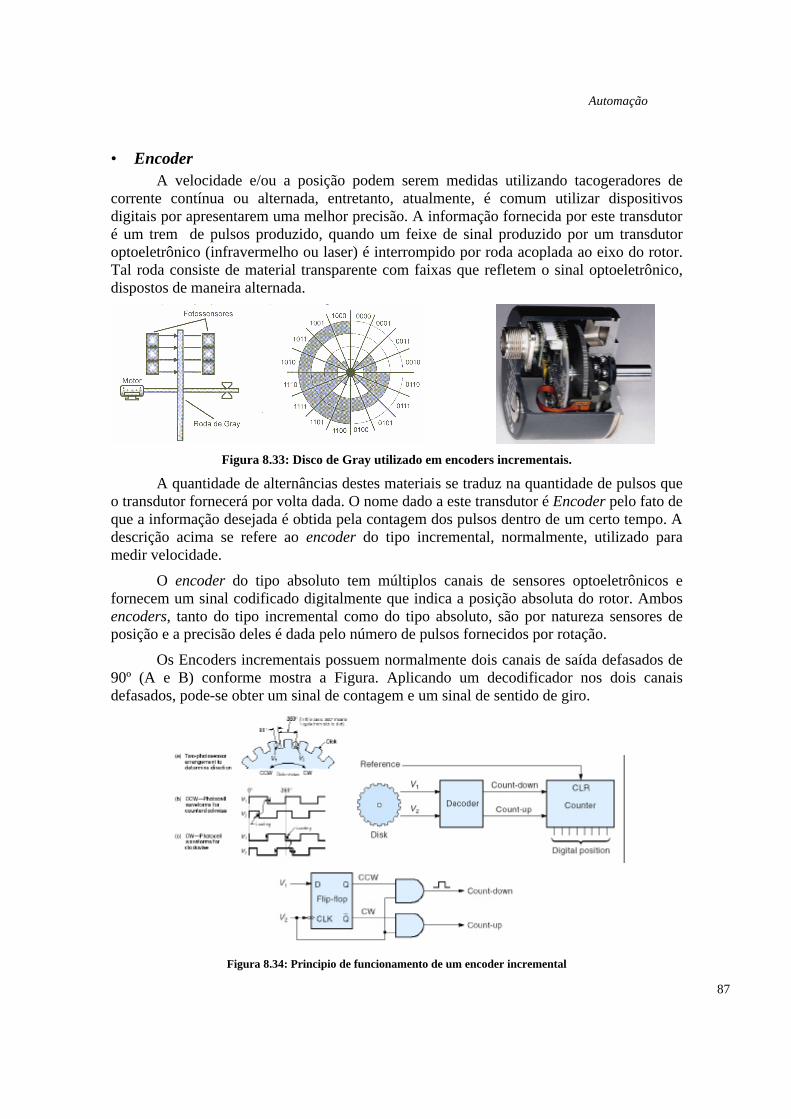
Automação
87
• Encoder A velocidade e/ou a posição podem serem medidas utilizando tacogeradores de
corrente contínua ou alternada, entretanto, atualmente, é comum utilizar dispositivos digitais por apresentarem uma melhor precisão. A informação fornecida por este transdutor é um trem de pulsos produzido, quando um feixe de sinal produzido por um transdutor optoeletrônico (infravermelho ou laser) é interrompido por roda acoplada ao eixo do rotor. Tal roda consiste de material transparente com faixas que refletem o sinal optoeletrônico, dispostos de maneira alternada.
Figura 8.33: Disco de Gray utilizado em encoders incrementais.
A quantidade de alternâncias destes materiais se traduz na quantidade de pulsos que o transdutor fornecerá por volta dada. O nome dado a este transdutor é Encoder pelo fato de que a informação desejada é obtida pela contagem dos pulsos dentro de um certo tempo. A descrição acima se refere ao encoder do tipo incremental, normalmente, utilizado para medir velocidade.
O encoder do tipo absoluto tem múltiplos canais de sensores optoeletrônicos e fornecem um sinal codificado digitalmente que indica a posição absoluta do rotor. Ambos encoders, tanto do tipo incremental como do tipo absoluto, são por natureza sensores de posição e a precisão deles é dada pelo número de pulsos fornecidos por rotação.
Os Encoders incrementais possuem normalmente dois canais de saída defasados de 90º (A e B) conforme mostra a Figura. Aplicando um decodificador nos dois canais defasados, pode-se obter um sinal de contagem e um sinal de sentido de giro.
Figura 8.34: Principio de funcionamento de um encoder incremental
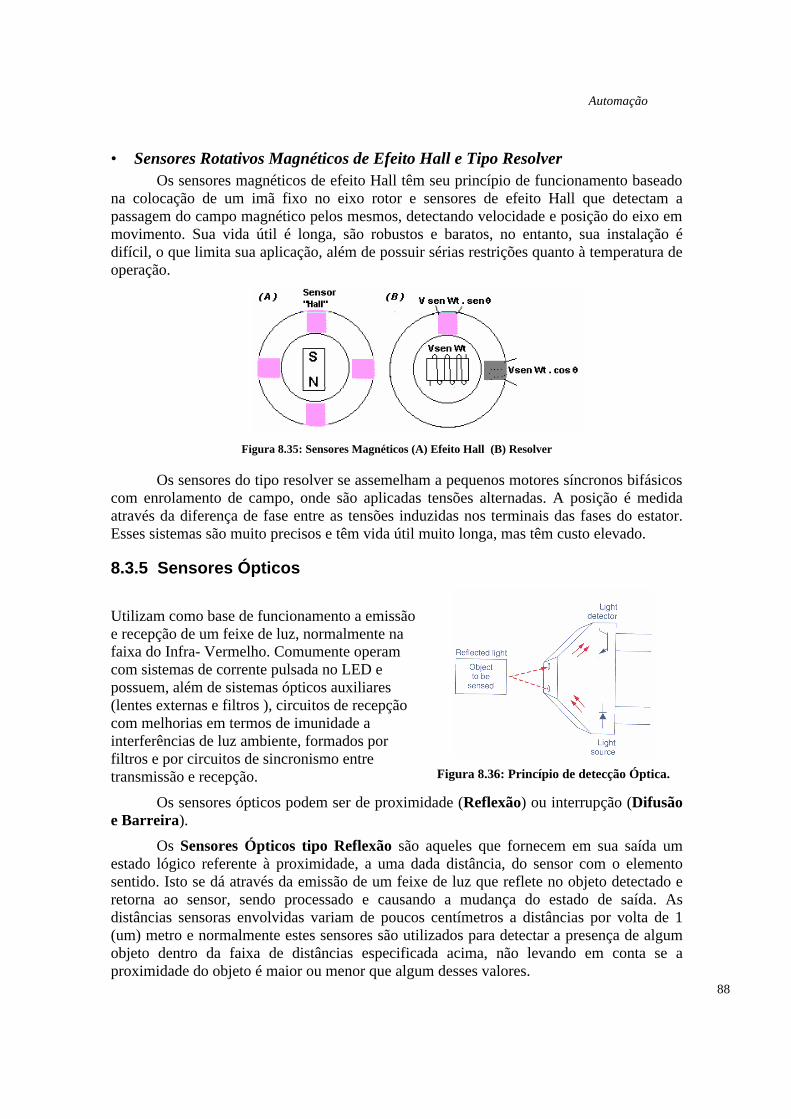
Automação
88
• Sensores Rotativos Magnéticos de Efeito Hall e Tipo Resolver Os sensores magnéticos de efeito Hall têm seu princípio de funcionamento baseado
na colocação de um imã fixo no eixo rotor e sensores de efeito Hall que detectam a passagem do campo magnético pelos mesmos, detectando velocidade e posição do eixo em movimento. Sua vida útil é longa, são robustos e baratos, no entanto, sua instalação é difícil, o que limita sua aplicação, além de possuir sérias restrições quanto à temperatura de operação.
Figura 8.35: Sensores Magnéticos (A) Efeito Hall (B) Resolver
Os sensores do tipo resolver se assemelham a pequenos motores síncronos bifásicos com enrolamento de campo, onde são aplicadas tensões alternadas. A posição é medida através da diferença de fase entre as tensões induzidas nos terminais das fases do estator. Esses sistemas são muito precisos e têm vida útil muito longa, mas têm custo elevado.
8.3.5 Sensores Ópticos
Utilizam como base de funcionamento a emissão e recepção de um feixe de luz, normalmente na faixa do Infra- Vermelho. Comumente operam com sistemas de corrente pulsada no LED e possuem, além de sistemas ópticos auxiliares (lentes externas e filtros ), circuitos de recepção com melhorias em termos de imunidade a interferências de luz ambiente, formados por filtros e por circuitos de sincronismo entre transmissão e recepção.
Figura 8.36: Princípio de detecção Óptica.
Os sensores ópticos podem ser de proximidade (Reflexão) ou interrupção (Difusão e Barreira).
Os Sensores Ópticos tipo Reflexão são aqueles que fornecem em sua saída um estado lógico referente à proximidade, a uma dada distância, do sensor com o elemento sentido. Isto se dá através da emissão de um feixe de luz que reflete no objeto detectado e retorna ao sensor, sendo processado e causando a mudança do estado de saída. As distâncias sensoras envolvidas variam de poucos centímetros a distâncias por volta de 1 (um) metro e normalmente estes sensores são utilizados para detectar a presença de algum objeto dentro da faixa de distâncias especificada acima, não levando em conta se a proximidade do objeto é maior ou menor que algum desses valores.
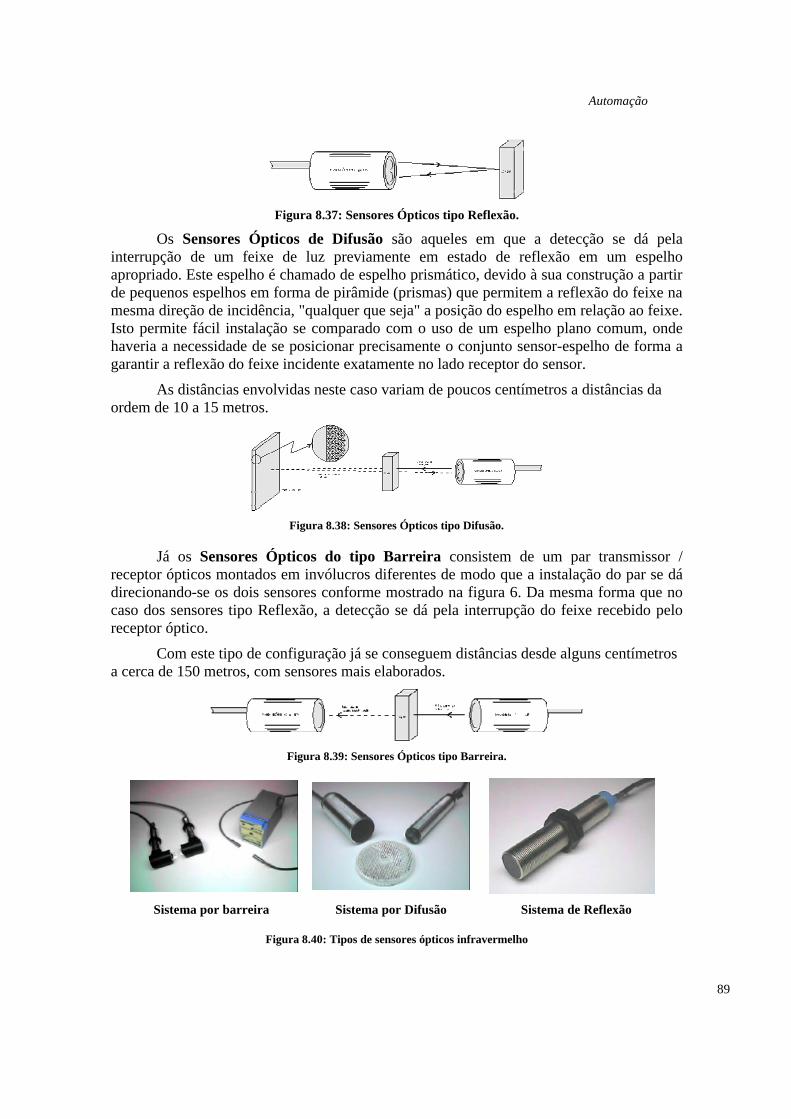
Automação
89
Figura 8.37: Sensores Ópticos tipo Reflexão.
Os Sensores Ópticos de Difusão são aqueles em que a detecção se dá pela interrupção de um feixe de luz previamente em estado de reflexão em um espelho apropriado. Este espelho é chamado de espelho prismático, devido à sua construção a partir de pequenos espelhos em forma de pirâmide (prismas) que permitem a reflexão do feixe na mesma direção de incidência, "qualquer que seja" a posição do espelho em relação ao feixe. Isto permite fácil instalação se comparado com o uso de um espelho plano comum, onde haveria a necessidade de se posicionar precisamente o conjunto sensor-espelho de forma a garantir a reflexão do feixe incidente exatamente no lado receptor do sensor.
As distâncias envolvidas neste caso variam de poucos centímetros a distâncias da ordem de 10 a 15 metros.
Figura 8.38: Sensores Ópticos tipo Difusão.
Já os Sensores Ópticos do tipo Barreira consistem de um par transmissor / receptor ópticos montados em invólucros diferentes de modo que a instalação do par se dá direcionando-se os dois sensores conforme mostrado na figura 6. Da mesma forma que no caso dos sensores tipo Reflexão, a detecção se dá pela interrupção do feixe recebido pelo receptor óptico.
Com este tipo de configuração já se conseguem distâncias desde alguns centímetros a cerca de 150 metros, com sensores mais elaborados.
Figura 8.39: Sensores Ópticos tipo Barreira.
Sistema por barreira Sistema por Difusão Sistema de Reflexão
Figura 8.40: Tipos de sensores ópticos infravermelho
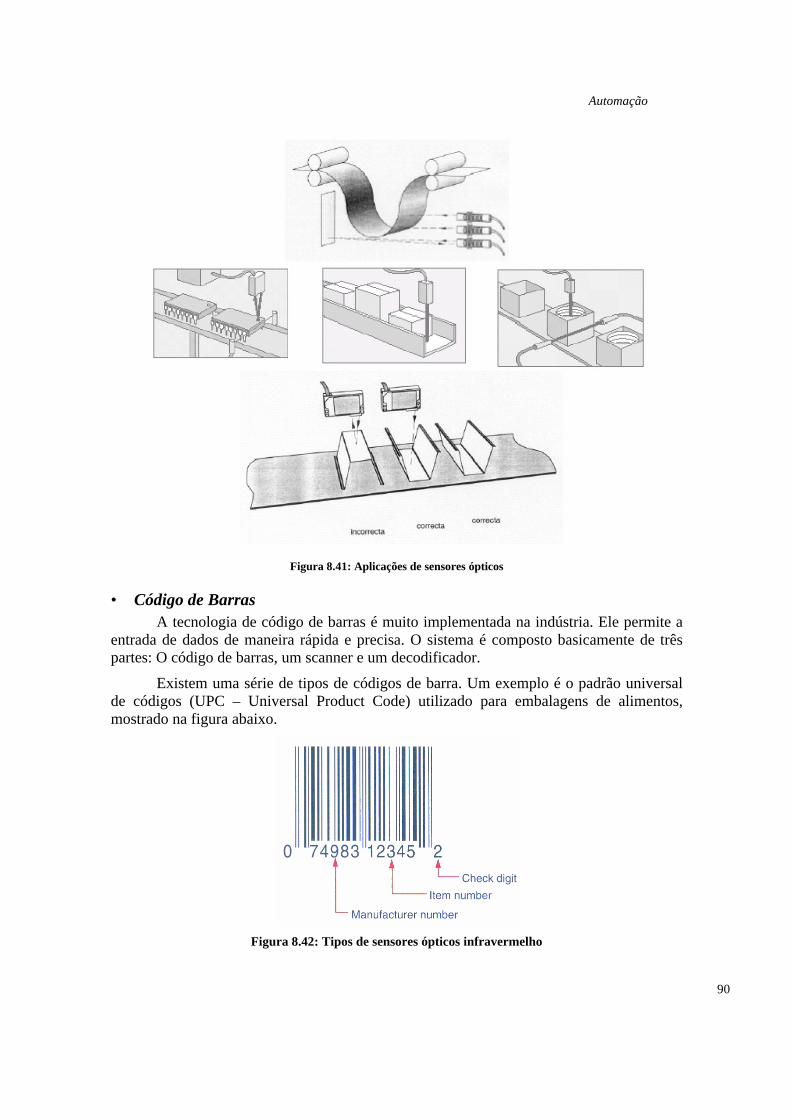
Automação
90
Figura 8.41: Aplicações de sensores ópticos
• Código de Barras A tecnologia de código de barras é muito implementada na indústria. Ele permite a
entrada de dados de maneira rápida e precisa. O sistema é composto basicamente de três partes: O código de barras, um scanner e um decodificador.
Existem uma série de tipos de códigos de barra. Um exemplo é o padrão universal de códigos (UPC – Universal Product Code) utilizado para embalagens de alimentos, mostrado na figura abaixo.
Figura 8.42: Tipos de sensores ópticos infravermelho
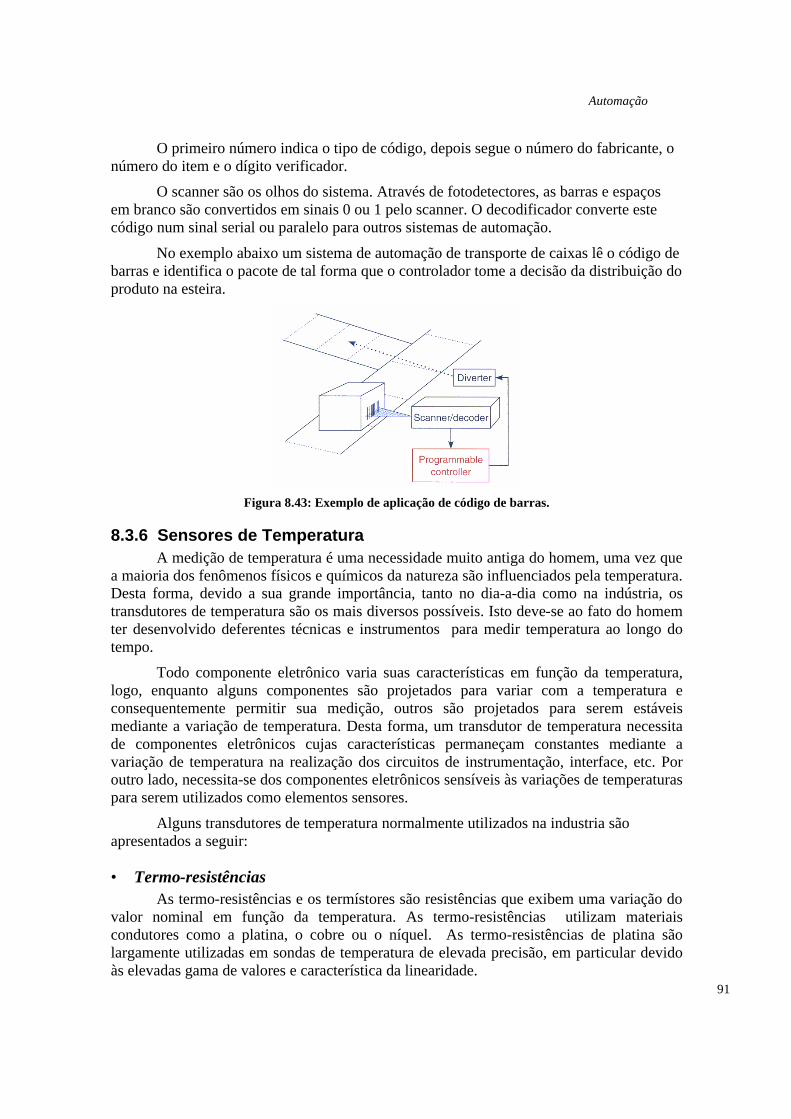
Automação
91
O primeiro número indica o tipo de código, depois segue o número do fabricante, o número do item e o dígito verificador.
O scanner são os olhos do sistema. Através de fotodetectores, as barras e espaços em branco são convertidos em sinais 0 ou 1 pelo scanner. O decodificador converte este código num sinal serial ou paralelo para outros sistemas de automação.
No exemplo abaixo um sistema de automação de transporte de caixas lê o código de barras e identifica o pacote de tal forma que o controlador tome a decisão da distribuição do produto na esteira.
Figura 8.43: Exemplo de aplicação de código de barras.
8.3.6 Sensores de Temperatura A medição de temperatura é uma necessidade muito antiga do homem, uma vez que
a maioria dos fenômenos físicos e químicos da natureza são influenciados pela temperatura. Desta forma, devido a sua grande importância, tanto no dia-a-dia como na indústria, os transdutores de temperatura são os mais diversos possíveis. Isto deve-se ao fato do homem ter desenvolvido deferentes técnicas e instrumentos para medir temperatura ao longo do tempo.
Todo componente eletrônico varia suas características em função da temperatura, logo, enquanto alguns componentes são projetados para variar com a temperatura e consequentemente permitir sua medição, outros são projetados para serem estáveis mediante a variação de temperatura. Desta forma, um transdutor de temperatura necessita de componentes eletrônicos cujas características permaneçam constantes mediante a variação de temperatura na realização dos circuitos de instrumentação, interface, etc. Por outro lado, necessita-se dos componentes eletrônicos sensíveis às variações de temperaturas para serem utilizados como elementos sensores.
Alguns transdutores de temperatura normalmente utilizados na industria são apresentados a seguir:
• Termo-resistências As termo-resistências e os termístores são resistências que exibem uma variação do
valor nominal em função da temperatura. As termo-resistências utilizam materiais condutores como a platina, o cobre ou o níquel. As termo-resistências de platina são largamente utilizadas em sondas de temperatura de elevada precisão, em particular devido às elevadas gama de valores e característica da linearidade.
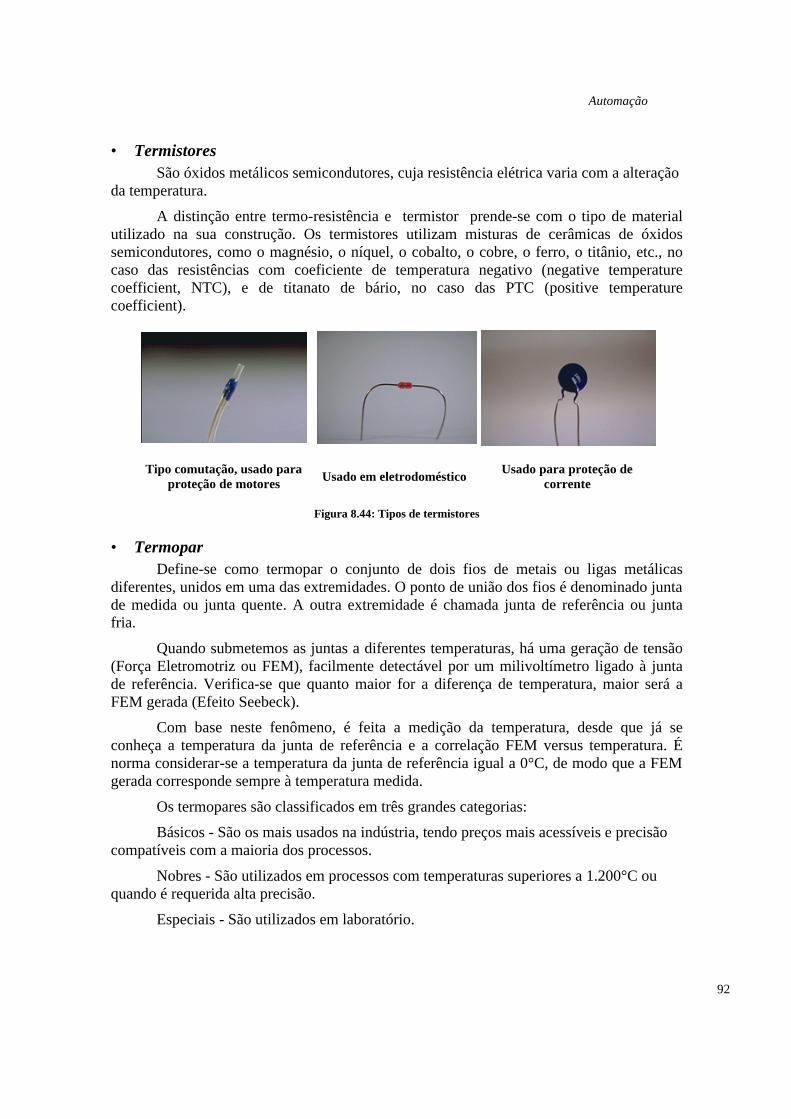
Automação
92
• Termistores São óxidos metálicos semicondutores, cuja resistência elétrica varia com a alteração
da temperatura.
A distinção entre termo-resistência e termistor prende-se com o tipo de material utilizado na sua construção. Os termistores utilizam misturas de cerâmicas de óxidos semicondutores, como o magnésio, o níquel, o cobalto, o cobre, o ferro, o titânio, etc., no caso das resistências com coeficiente de temperatura negativo (negative temperature coefficient, NTC), e de titanato de bário, no caso das PTC (positive temperature coefficient).
Tipo comutação, usado para proteção de motores Usado em eletrodoméstico Usado para proteção de
corrente
Figura 8.44: Tipos de termistores
• Termopar Define-se como termopar o conjunto de dois fios de metais ou ligas metálicas
diferentes, unidos em uma das extremidades. O ponto de união dos fios é denominado junta de medida ou junta quente. A outra extremidade é chamada junta de referência ou junta fria.
Quando submetemos as juntas a diferentes temperaturas, há uma geração de tensão (Força Eletromotriz ou FEM), facilmente detectável por um milivoltímetro ligado à junta de referência. Verifica-se que quanto maior for a diferença de temperatura, maior será a FEM gerada (Efeito Seebeck).
Com base neste fenômeno, é feita a medição da temperatura, desde que já se conheça a temperatura da junta de referência e a correlação FEM versus temperatura. É norma considerar-se a temperatura da junta de referência igual a 0°C, de modo que a FEM gerada corresponde sempre à temperatura medida.
Os termopares são classificados em três grandes categorias:
Básicos - São os mais usados na indústria, tendo preços mais acessíveis e precisão compatíveis com a maioria dos processos.
Nobres - São utilizados em processos com temperaturas superiores a 1.200°C ou quando é requerida alta precisão.
Especiais - São utilizados em laboratório.
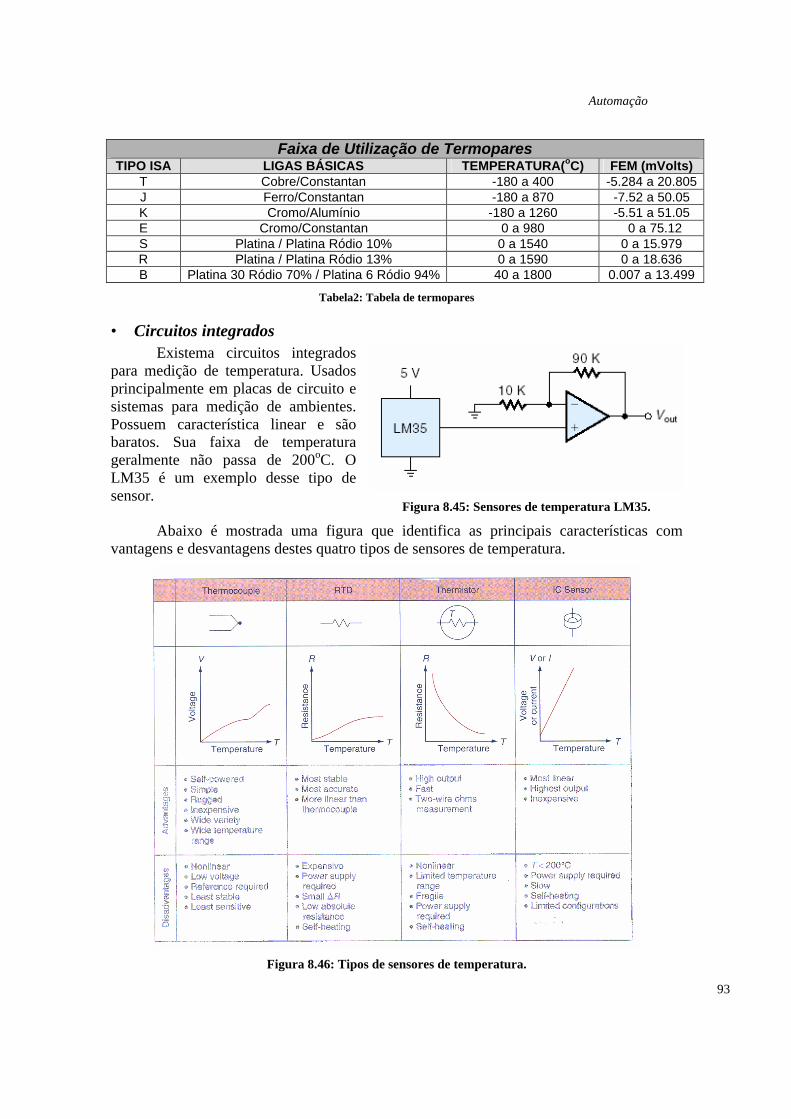
Automação
93
Faixa de Utilização de Termopares TIPO ISA LIGAS BÁSICAS TEMPERATURA(oC) FEM (mVolts)
T Cobre/Constantan -180 a 400 -5.284 a 20.805 J Ferro/Constantan -180 a 870 -7.52 a 50.05 K Cromo/Alumínio -180 a 1260 -5.51 a 51.05 E Cromo/Constantan 0 a 980 0 a 75.12 S Platina / Platina Ródio 10% 0 a 1540 0 a 15.979 R Platina / Platina Ródio 13% 0 a 1590 0 a 18.636 B Platina 30 Ródio 70% / Platina 6 Ródio 94% 40 a 1800 0.007 a 13.499
Tabela2: Tabela de termopares
• Circuitos integrados Existema circuitos integrados
para medição de temperatura. Usados principalmente em placas de circuito e sistemas para medição de ambientes. Possuem característica linear e são baratos. Sua faixa de temperatura geralmente não passa de 200oC. O LM35 é um exemplo desse tipo de sensor.
Figura 8.45: Sensores de temperatura LM35.
Abaixo é mostrada uma figura que identifica as principais características com vantagens e desvantagens destes quatro tipos de sensores de temperatura.
Figura 8.46: Tipos de sensores de temperatura.
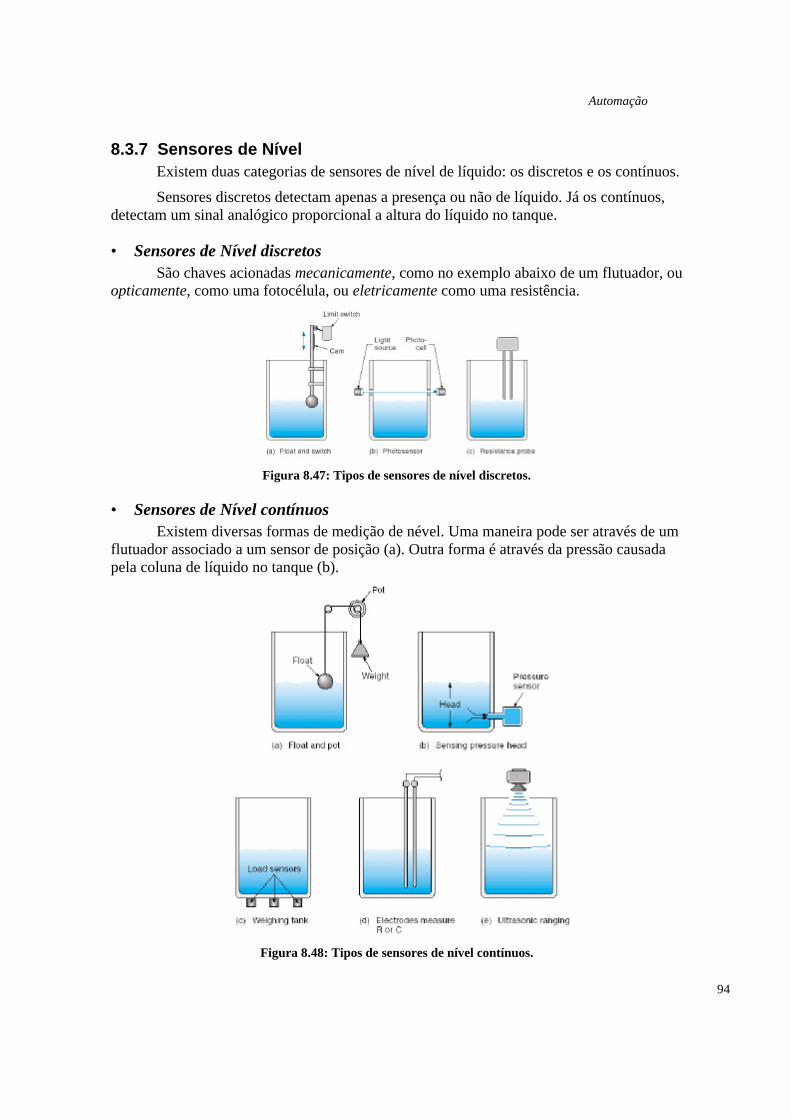
Automação
94
8.3.7 Sensores de Nível Existem duas categorias de sensores de nível de líquido: os discretos e os contínuos.
Sensores discretos detectam apenas a presença ou não de líquido. Já os contínuos, detectam um sinal analógico proporcional a altura do líquido no tanque.
• Sensores de Nível discretos São chaves acionadas mecanicamente, como no exemplo abaixo de um flutuador, ou
opticamente, como uma fotocélula, ou eletricamente como uma resistência.
Figura 8.47: Tipos de sensores de nível discretos.
• Sensores de Nível contínuos Existem diversas formas de medição de nével. Uma maneira pode ser através de um
flutuador associado a um sensor de posição (a). Outra forma é através da pressão causada pela coluna de líquido no tanque (b).
Figura 8.48: Tipos de sensores de nível contínuos.
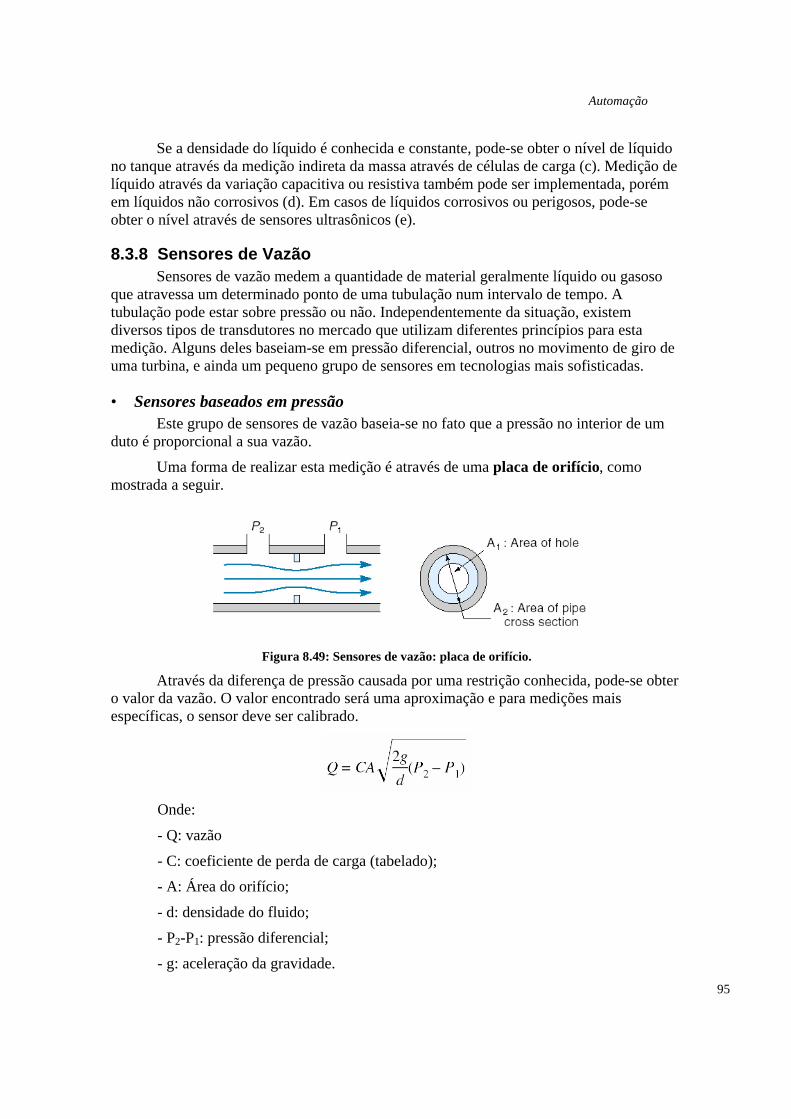
Automação
95
Se a densidade do líquido é conhecida e constante, pode-se obter o nível de líquido no tanque através da medição indireta da massa através de células de carga (c). Medição de líquido através da variação capacitiva ou resistiva também pode ser implementada, porém em líquidos não corrosivos (d). Em casos de líquidos corrosivos ou perigosos, pode-se obter o nível através de sensores ultrasônicos (e).
8.3.8 Sensores de Vazão Sensores de vazão medem a quantidade de material geralmente líquido ou gasoso
que atravessa um determinado ponto de uma tubulação num intervalo de tempo. A tubulação pode estar sobre pressão ou não. Independentemente da situação, existem diversos tipos de transdutores no mercado que utilizam diferentes princípios para esta medição. Alguns deles baseiam-se em pressão diferencial, outros no movimento de giro de uma turbina, e ainda um pequeno grupo de sensores em tecnologias mais sofisticadas.
• Sensores baseados em pressão Este grupo de sensores de vazão baseia-se no fato que a pressão no interior de um
duto é proporcional a sua vazão.
Uma forma de realizar esta medição é através de uma placa de orifício, como mostrada a seguir.
Figura 8.49: Sensores de vazão: placa de orifício.
Através da diferença de pressão causada por uma restrição conhecida, pode-se obter o valor da vazão. O valor encontrado será uma aproximação e para medições mais específicas, o sensor deve ser calibrado.
Onde:
- Q: vazão
- C: coeficiente de perda de carga (tabelado);
- A: Área do orifício;
- d: densidade do fluido;
- P2-P1: pressão diferencial;
- g: aceleração da gravidade.
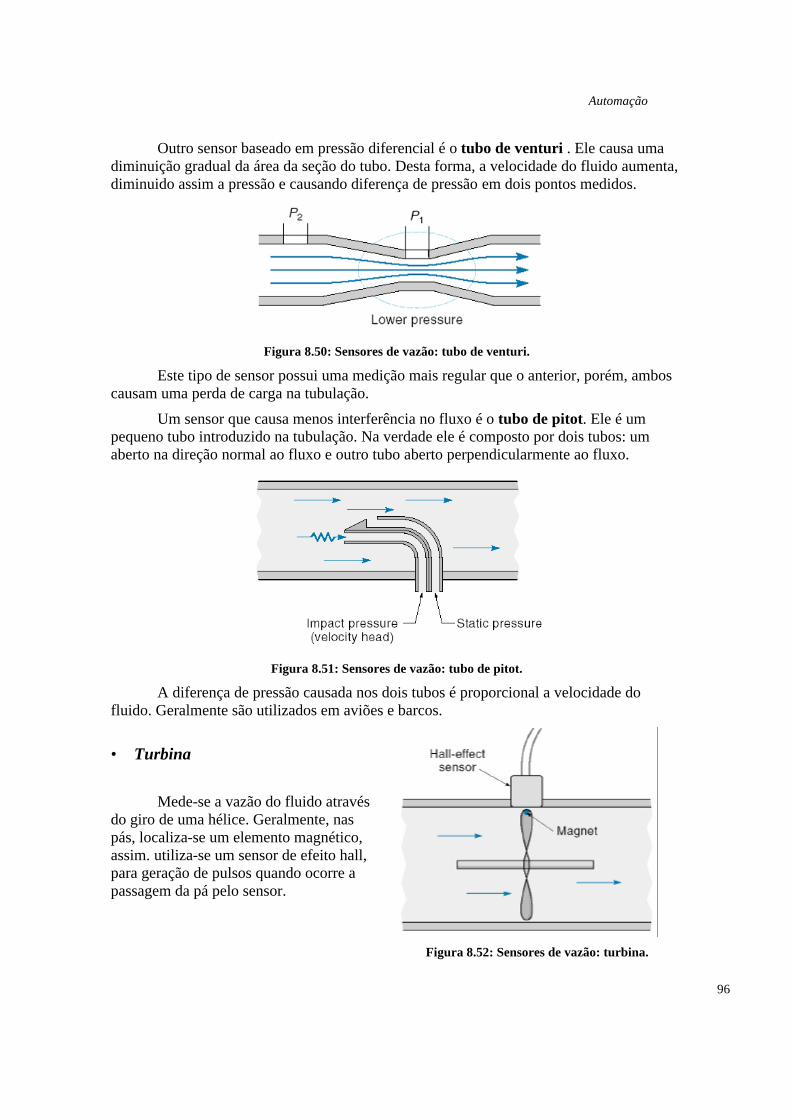
Automação
96
Outro sensor baseado em pressão diferencial é o tubo de venturi . Ele causa uma diminuição gradual da área da seção do tubo. Desta forma, a velocidade do fluido aumenta, diminuido assim a pressão e causando diferença de pressão em dois pontos medidos.
Figura 8.50: Sensores de vazão: tubo de venturi.
Este tipo de sensor possui uma medição mais regular que o anterior, porém, ambos causam uma perda de carga na tubulação.
Um sensor que causa menos interferência no fluxo é o tubo de pitot. Ele é um pequeno tubo introduzido na tubulação. Na verdade ele é composto por dois tubos: um aberto na direção normal ao fluxo e outro tubo aberto perpendicularmente ao fluxo.
Figura 8.51: Sensores de vazão: tubo de pitot.
A diferença de pressão causada nos dois tubos é proporcional a velocidade do fluido. Geralmente são utilizados em aviões e barcos.
• Turbina
Mede-se a vazão do fluido através do giro de uma hélice. Geralmente, nas pás, localiza-se um elemento magnético, assim. utiliza-se um sensor de efeito hall, para geração de pulsos quando ocorre a passagem da pá pelo sensor.
Figura 8.52: Sensores de vazão: turbina.
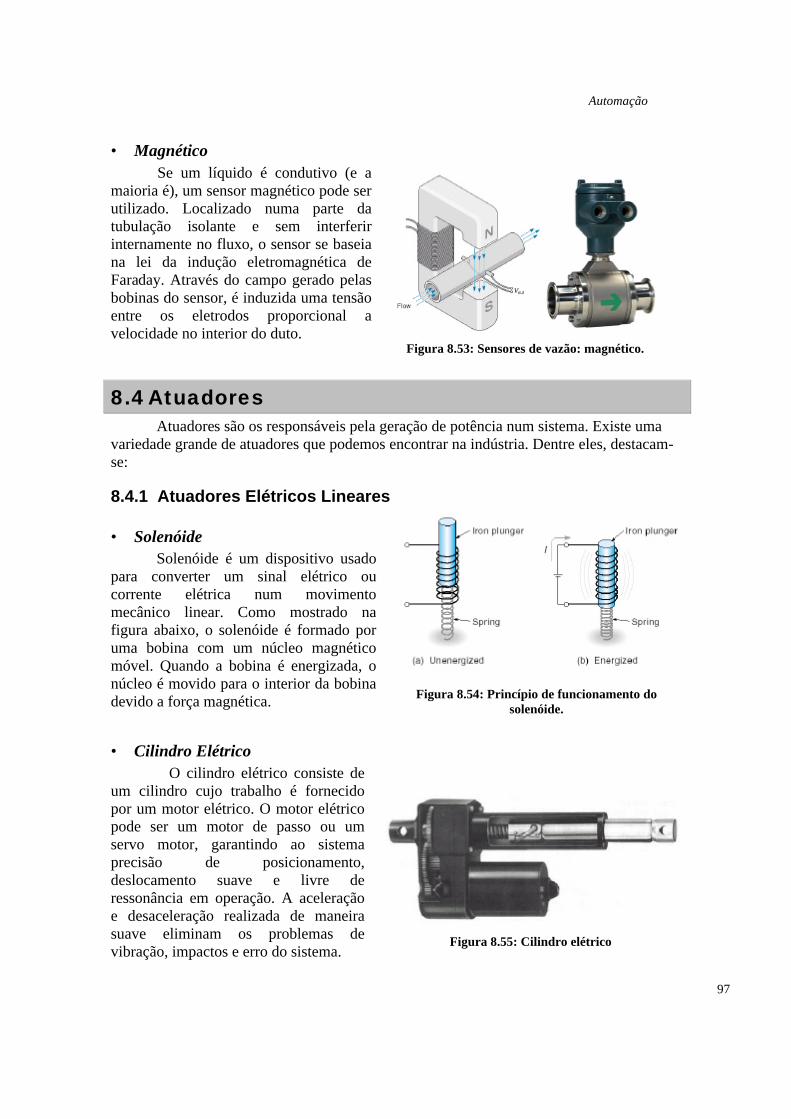
Automação
97
• Magnético Se um líquido é condutivo (e a
maioria é), um sensor magnético pode ser utilizado. Localizado numa parte da tubulação isolante e sem interferir internamente no fluxo, o sensor se baseia na lei da indução eletromagnética de Faraday. Através do campo gerado pelas bobinas do sensor, é induzida uma tensão entre os eletrodos proporcional a velocidade no interior do duto.
Figura 8.53: Sensores de vazão: magnético.
8.4 Atuadores Atuadores são os responsáveis pela geração de potência num sistema. Existe uma
variedade grande de atuadores que podemos encontrar na indústria. Dentre eles, destacam-se:
8.4.1 Atuadores Elétricos Lineares
• Solenóide Solenóide é um dispositivo usado
para converter um sinal elétrico ou corrente elétrica num movimento mecânico linear. Como mostrado na figura abaixo, o solenóide é formado por uma bobina com um núcleo magnético móvel. Quando a bobina é energizada, o núcleo é movido para o interior da bobina devido a força magnética.
Figura 8.54: Princípio de funcionamento do
solenóide.
• Cilindro Elétrico O cilindro elétrico consiste de
um cilindro cujo trabalho é fornecido por um motor elétrico. O motor elétrico pode ser um motor de passo ou um servo motor, garantindo ao sistema precisão de posicionamento, deslocamento suave e livre de ressonância em operação. A aceleração e desaceleração realizada de maneira suave eliminam os problemas de vibração, impactos e erro do sistema.
Figura 8.55: Cilindro elétrico
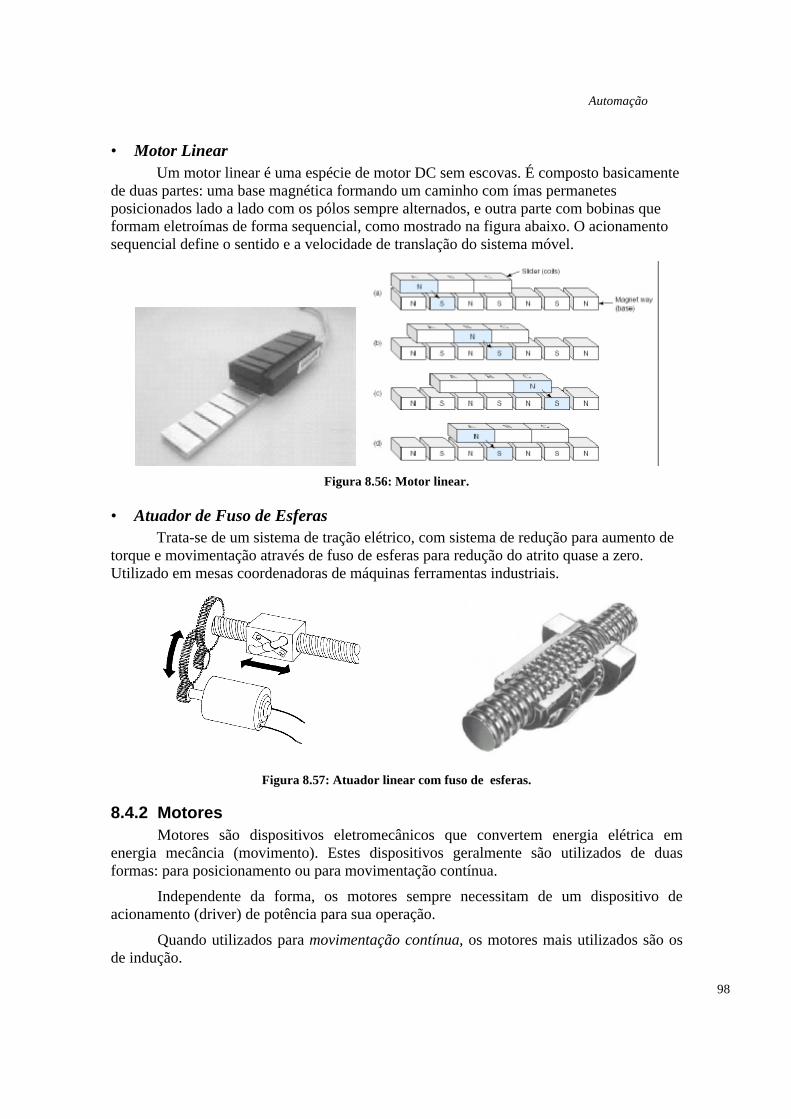
Automação
98
• Motor Linear Um motor linear é uma espécie de motor DC sem escovas. É composto basicamente
de duas partes: uma base magnética formando um caminho com ímas permanetes posicionados lado a lado com os pólos sempre alternados, e outra parte com bobinas que formam eletroímas de forma sequencial, como mostrado na figura abaixo. O acionamento sequencial define o sentido e a velocidade de translação do sistema móvel.
Figura 8.56: Motor linear.
• Atuador de Fuso de Esferas Trata-se de um sistema de tração elétrico, com sistema de redução para aumento de
torque e movimentação através de fuso de esferas para redução do atrito quase a zero. Utilizado em mesas coordenadoras de máquinas ferramentas industriais.
Figura 8.57: Atuador linear com fuso de esferas.
8.4.2 Motores Motores são dispositivos eletromecânicos que convertem energia elétrica em
energia mecância (movimento). Estes dispositivos geralmente são utilizados de duas formas: para posicionamento ou para movimentação contínua.
Independente da forma, os motores sempre necessitam de um dispositivo de acionamento (driver) de potência para sua operação.
Quando utilizados para movimentação contínua, os motores mais utilizados são os de indução.
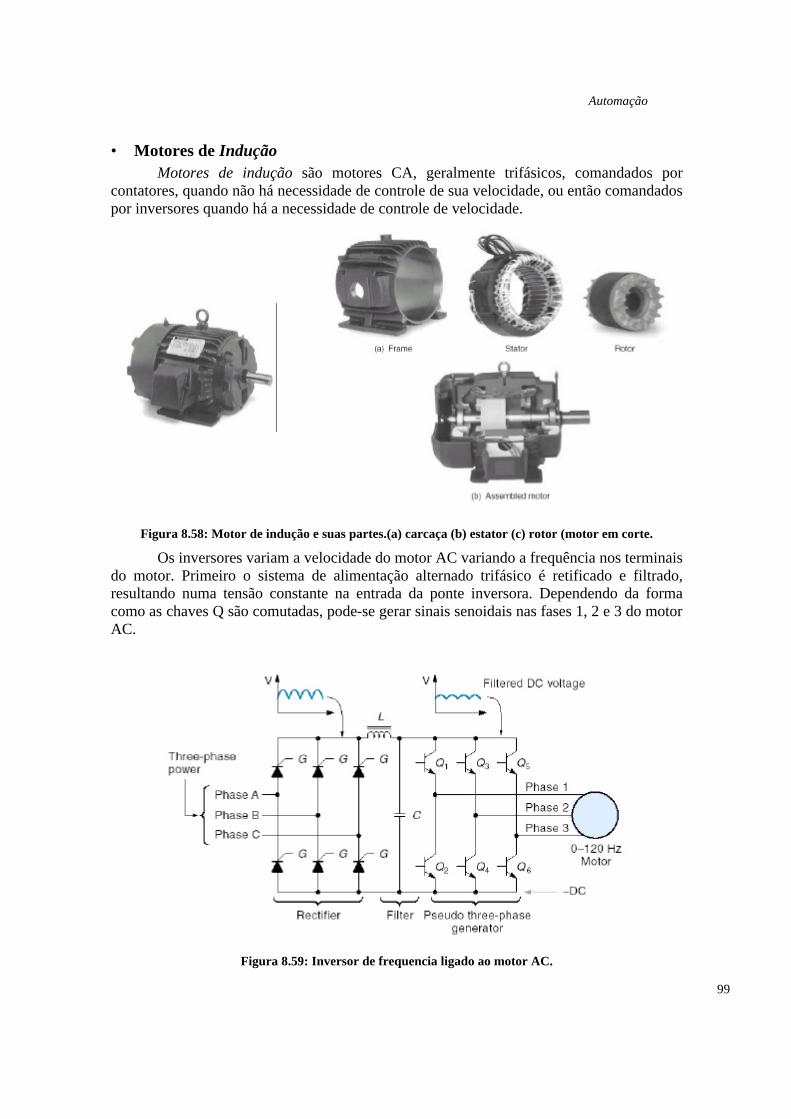
Automação
99
• Motores de Indução Motores de indução são motores CA, geralmente trifásicos, comandados por
contatores, quando não há necessidade de controle de sua velocidade, ou então comandados por inversores quando há a necessidade de controle de velocidade.
Figura 8.58: Motor de indução e suas partes.(a) carcaça (b) estator (c) rotor (motor em corte.
Os inversores variam a velocidade do motor AC variando a frequência nos terminais do motor. Primeiro o sistema de alimentação alternado trifásico é retificado e filtrado, resultando numa tensão constante na entrada da ponte inversora. Dependendo da forma como as chaves Q são comutadas, pode-se gerar sinais senoidais nas fases 1, 2 e 3 do motor AC.
Figura 8.59: Inversor de frequencia ligado ao motor AC.
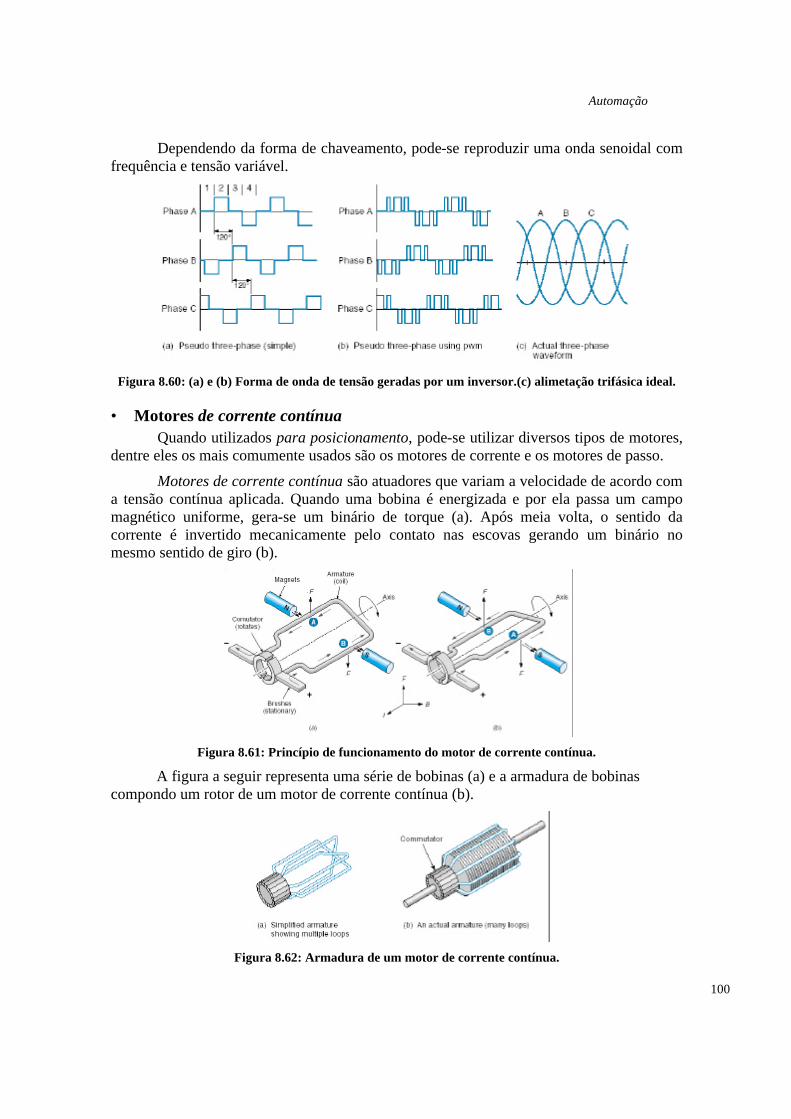
Automação
100
Dependendo da forma de chaveamento, pode-se reproduzir uma onda senoidal com frequência e tensão variável.
Figura 8.60: (a) e (b) Forma de onda de tensão geradas por um inversor.(c) alimetação trifásica ideal.
• Motores de corrente contínua Quando utilizados para posicionamento, pode-se utilizar diversos tipos de motores,
dentre eles os mais comumente usados são os motores de corrente e os motores de passo.
Motores de corrente contínua são atuadores que variam a velocidade de acordo com a tensão contínua aplicada. Quando uma bobina é energizada e por ela passa um campo magnético uniforme, gera-se um binário de torque (a). Após meia volta, o sentido da corrente é invertido mecanicamente pelo contato nas escovas gerando um binário no mesmo sentido de giro (b).
Figura 8.61: Princípio de funcionamento do motor de corrente contínua.
A figura a seguir representa uma série de bobinas (a) e a armadura de bobinas compondo um rotor de um motor de corrente contínua (b).
Figura 8.62: Armadura de um motor de corrente contínua.
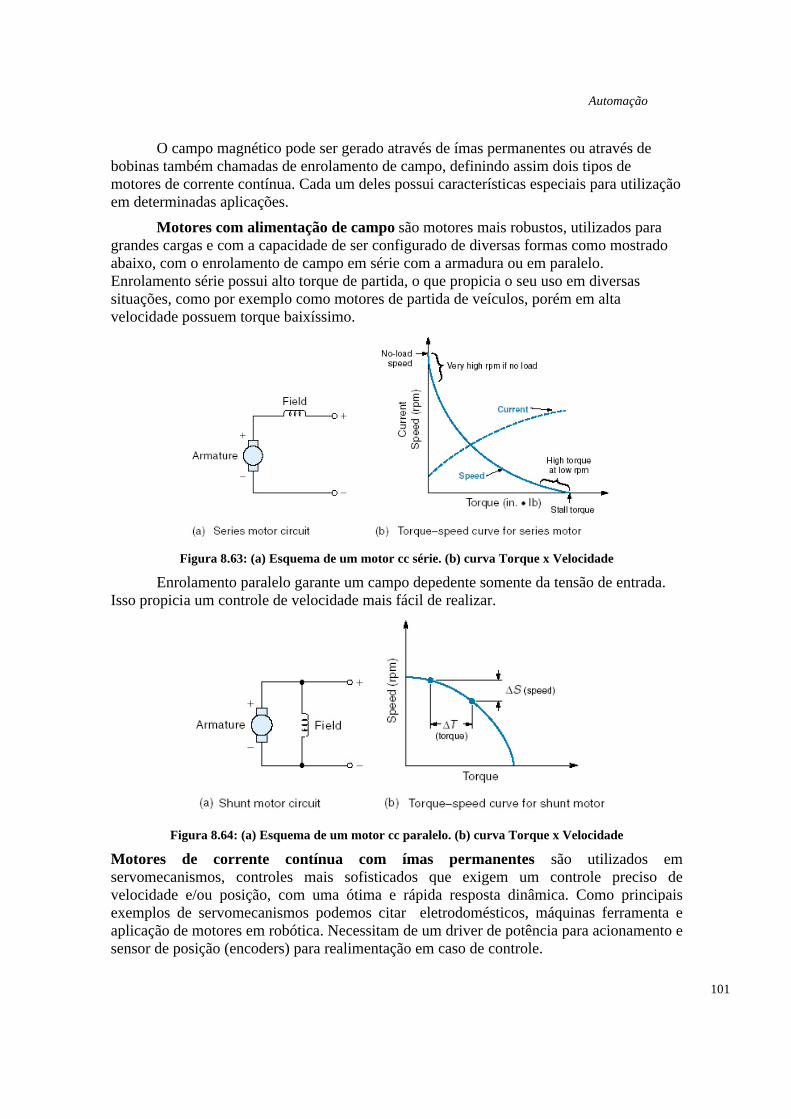
Automação
101
O campo magnético pode ser gerado através de ímas permanentes ou através de bobinas também chamadas de enrolamento de campo, definindo assim dois tipos de motores de corrente contínua. Cada um deles possui características especiais para utilização em determinadas aplicações.
Motores com alimentação de campo são motores mais robustos, utilizados para grandes cargas e com a capacidade de ser configurado de diversas formas como mostrado abaixo, com o enrolamento de campo em série com a armadura ou em paralelo. Enrolamento série possui alto torque de partida, o que propicia o seu uso em diversas situações, como por exemplo como motores de partida de veículos, porém em alta velocidade possuem torque baixíssimo.
Figura 8.63: (a) Esquema de um motor cc série. (b) curva Torque x Velocidade
Enrolamento paralelo garante um campo depedente somente da tensão de entrada. Isso propicia um controle de velocidade mais fácil de realizar.
Figura 8.64: (a) Esquema de um motor cc paralelo. (b) curva Torque x Velocidade
Motores de corrente contínua com ímas permanentes são utilizados em servomecanismos, controles mais sofisticados que exigem um controle preciso de velocidade e/ou posição, com uma ótima e rápida resposta dinâmica. Como principais exemplos de servomecanismos podemos citar eletrodomésticos, máquinas ferramenta e aplicação de motores em robótica. Necessitam de um driver de potência para acionamento e sensor de posição (encoders) para realimentação em caso de controle.
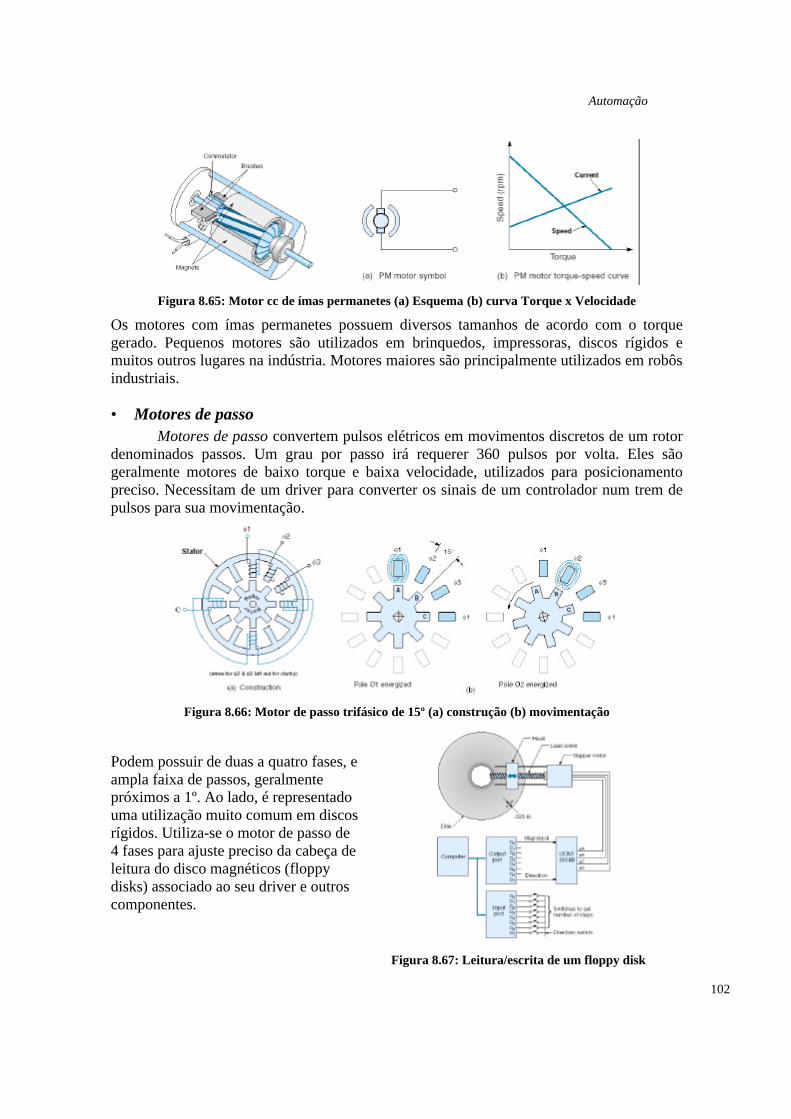
Automação
102
Figura 8.65: Motor cc de ímas permanetes (a) Esquema (b) curva Torque x Velocidade
Os motores com ímas permanetes possuem diversos tamanhos de acordo com o torque gerado. Pequenos motores são utilizados em brinquedos, impressoras, discos rígidos e muitos outros lugares na indústria. Motores maiores são principalmente utilizados em robôs industriais.
• Motores de passo Motores de passo convertem pulsos elétricos em movimentos discretos de um rotor
denominados passos. Um grau por passo irá requerer 360 pulsos por volta. Eles são geralmente motores de baixo torque e baixa velocidade, utilizados para posicionamento preciso. Necessitam de um driver para converter os sinais de um controlador num trem de pulsos para sua movimentação.
Figura 8.66: Motor de passo trifásico de 15º (a) construção (b) movimentação
Podem possuir de duas a quatro fases, e ampla faixa de passos, geralmente próximos a 1º. Ao lado, é representado uma utilização muito comum em discos rígidos. Utiliza-se o motor de passo de 4 fases para ajuste preciso da cabeça de leitura do disco magnéticos (floppy disks) associado ao seu driver e outros componentes.
Figura 8.67: Leitura/escrita de um floppy disk
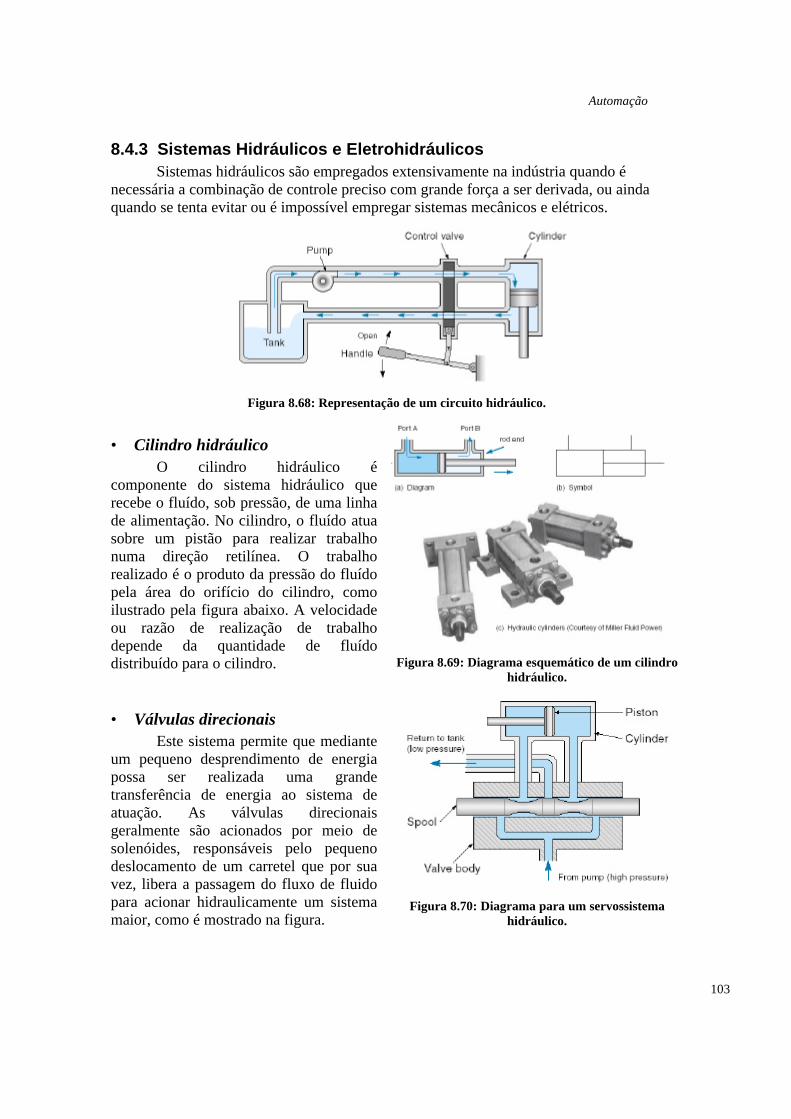
Automação
103
8.4.3 Sistemas Hidráulicos e Eletrohidráulicos Sistemas hidráulicos são empregados extensivamente na indústria quando é
necessária a combinação de controle preciso com grande força a ser derivada, ou ainda quando se tenta evitar ou é impossível empregar sistemas mecânicos e elétricos.
Figura 8.68: Representação de um circuito hidráulico.
• Cilindro hidráulico O cilindro hidráulico é
componente do sistema hidráulico que recebe o fluído, sob pressão, de uma linha de alimentação. No cilindro, o fluído atua sobre um pistão para realizar trabalho numa direção retilínea. O trabalho realizado é o produto da pressão do fluído pela área do orifício do cilindro, como ilustrado pela figura abaixo. A velocidade ou razão de realização de trabalho depende da quantidade de fluído distribuído para o cilindro.
Figura 8.69: Diagrama esquemático de um cilindro
hidráulico.
• Válvulas direcionais Este sistema permite que mediante
um pequeno desprendimento de energia possa ser realizada uma grande transferência de energia ao sistema de atuação. As válvulas direcionais geralmente são acionados por meio de solenóides, responsáveis pelo pequeno deslocamento de um carretel que por sua vez, libera a passagem do fluxo de fluido para acionar hidraulicamente um sistema maior, como é mostrado na figura.
Figura 8.70: Diagrama para um servossistema
hidráulico.
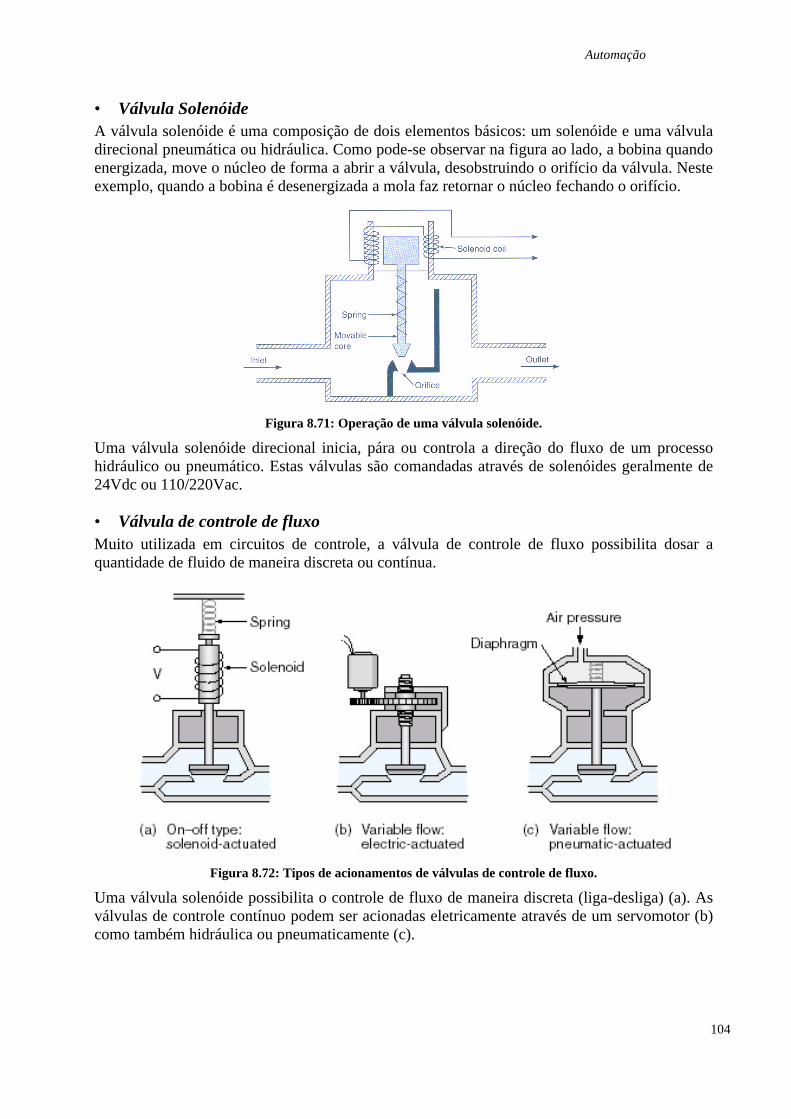
Automação
104
• Válvula Solenóide A válvula solenóide é uma composição de dois elementos básicos: um solenóide e uma válvula direcional pneumática ou hidráulica. Como pode-se observar na figura ao lado, a bobina quando energizada, move o núcleo de forma a abrir a válvula, desobstruindo o orifício da válvula. Neste exemplo, quando a bobina é desenergizada a mola faz retornar o núcleo fechando o orifício.
Figura 8.71: Operação de uma válvula solenóide.
Uma válvula solenóide direcional inicia, pára ou controla a direção do fluxo de um processo hidráulico ou pneumático. Estas válvulas são comandadas através de solenóides geralmente de 24Vdc ou 110/220Vac.
• Válvula de controle de fluxo Muito utilizada em circuitos de controle, a válvula de controle de fluxo possibilita dosar a quantidade de fluido de maneira discreta ou contínua.
Figura 8.72: Tipos de acionamentos de válvulas de controle de fluxo.
Uma válvula solenóide possibilita o controle de fluxo de maneira discreta (liga-desliga) (a). As válvulas de controle contínuo podem ser acionadas eletricamente através de um servomotor (b) como também hidráulica ou pneumaticamente (c).
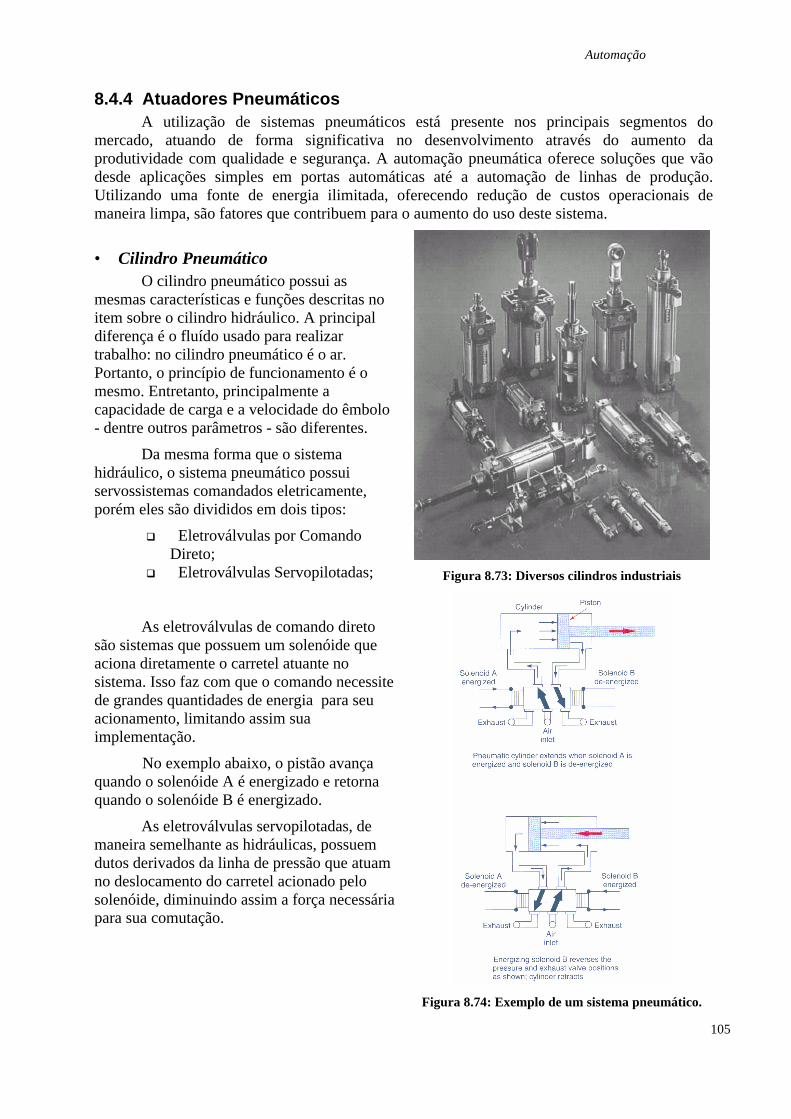
Automação
105
8.4.4 Atuadores Pneumáticos A utilização de sistemas pneumáticos está presente nos principais segmentos do
mercado, atuando de forma significativa no desenvolvimento através do aumento da produtividade com qualidade e segurança. A automação pneumática oferece soluções que vão desde aplicações simples em portas automáticas até a automação de linhas de produção. Utilizando uma fonte de energia ilimitada, oferecendo redução de custos operacionais de maneira limpa, são fatores que contribuem para o aumento do uso deste sistema.
• Cilindro Pneumático O cilindro pneumático possui as
mesmas características e funções descritas no item sobre o cilindro hidráulico. A principal diferença é o fluído usado para realizar trabalho: no cilindro pneumático é o ar. Portanto, o princípio de funcionamento é o mesmo. Entretanto, principalmente a capacidade de carga e a velocidade do êmbolo - dentre outros parâmetros - são diferentes.
Da mesma forma que o sistema hidráulico, o sistema pneumático possui servossistemas comandados eletricamente, porém eles são divididos em dois tipos:
q Eletroválvulas por Comando Direto;
q Eletroválvulas Servopilotadas;
Figura 8.73: Diversos cilindros industriais
As eletroválvulas de comando direto são sistemas que possuem um solenóide que aciona diretamente o carretel atuante no sistema. Isso faz com que o comando necessite de grandes quantidades de energia para seu acionamento, limitando assim sua implementação.
No exemplo abaixo, o pistão avança quando o solenóide A é energizado e retorna quando o solenóide B é energizado.
As eletroválvulas servopilotadas, de maneira semelhante as hidráulicas, possuem dutos derivados da linha de pressão que atuam no deslocamento do carretel acionado pelo solenóide, diminuindo assim a força necessária para sua comutação.
Figura 8.74: Exemplo de um sistema pneumático.
Automação
106
• Sistema Hidráulico X Sistema Pneumático As principais diferenças entre estes sistemas está relacionada com as propriedades dos
fluídos envolvidos. O fluído geralmente achado em sistemas pneumáticos é o ar; em sistemas hidráulicos é o óleo. Essas diferenças podem ser relacionadas da seguinte forma:
q O ar e os gases são compressíveis, enquanto o óleo é incompressível; q O ar não tem propriedades lubrificantes e sempre contém vapor d'água. O óleo
funciona como um fluído hidráulico bem como um lubrificador, além de levar o calor gerado no sistema para um trocador de calor conveniente;
q A pressão de operação normal de sistemas pneumáticos é muitíssima mais baixa do que a dos sistemas hidráulicos;
q As potências de saída dos sistemas pneumáticos são consideravelmente menores do que as dos sistemas hidráulicos;
q A precisão dos atuadores pneumáticos é deficiente nas baixas velocidades, enquanto que a precisão dos atuadores hidráulicos pode ser feita satisfatoriamente em todas as velocidades;
q Não são requeridas tubulações de retorno em sistemas pneumáticos quando é usado o ar, enquanto que elas são sempre necessárias em sistema hidráulicos. Além disso, os sistemas hidráulicos necessitam de tubulações especiais. Bibliografia: - Bryan, L. A.. “Programmable controllers : theory and implementation”. 2.ed. Atlanta, Ga : Industrial Text
Company, 1997. - Petruzella, Frank D.. “Programmable logic controllers”. 2. ed. New York, NY : McGraw-Hill, c1998. 464 p. - Liptak, B.G. “Instrument Engineers Handbook”. Chilton Book Company, 1985. 1082p. - Christopher Kilian, “Modern Control Technology”, 3 ed, Thomson Delmar Learning, 2005.

Automação
107
9 Sistemas de I/Os discretos

Automação
108
9.1 Introdução O sistema de entrada/saída discreto (I/O) provê a conexão física entre a unidade de
processamento central e dispositivos de campo que transmitem e aceitam sinais digitais. Sinais digitais são sinais não contínuos de só dois estado - Ligado ou Desligado. Por meio de vários circuitos e dispositivos de campo (interruptores, transdutores, etc.), o controlador sente e mede quantidades físicas (por exemplo, proximidade, posição, movimento, nível, temperatura, pressão, corrente, tensão, etc) associada com uma máquina ou processo. Baseado no estado dos dispositivos sentido a UCP emite comandos que controlam os dispositivos de campo. Em resumo, interfaces de entrada/saída são os sentidos e os atuadores que controlam uma máquina ou processo.
Os predecessores dos CLPs de hoje eram limitados a interfaces de entrada/saída discretas que permitiram conectar somente dispositivos do tipo LIGA/DESLIGA. Esta limitação deu para o CLP controle só parcial em cima de muitos processos, porque muitas aplicações de processo exigiam medidas analógicas e manipulação de valores numéricos para controlar dispositivos analógicos e de instrumentação. Porém, os controladores de hoje têm um alcance completo de interfaces discretas e analógicas que permitem aos CLPs serem aplicados a quase qualquer tipo de controle.
9.2 Rack de I/Os Um módulo de I/O é dispositivo de conexão entre um CLP e dispositivos de campo.
Todos devem ser colocados em racks. Estes racks seguram e organizam os módulos conectados ao controlador através de endereço que definem a posição de seu dispositivo conectado. O endereço de I/O é um número único que identifica o dispositivo de entrada/saída durante a configuração e execução. Vários fabricantes de CLPs permitem ao usuário selecionar ou fixar os endereços para cada módulo.
Figura 9.1: Exemplo de um rack.
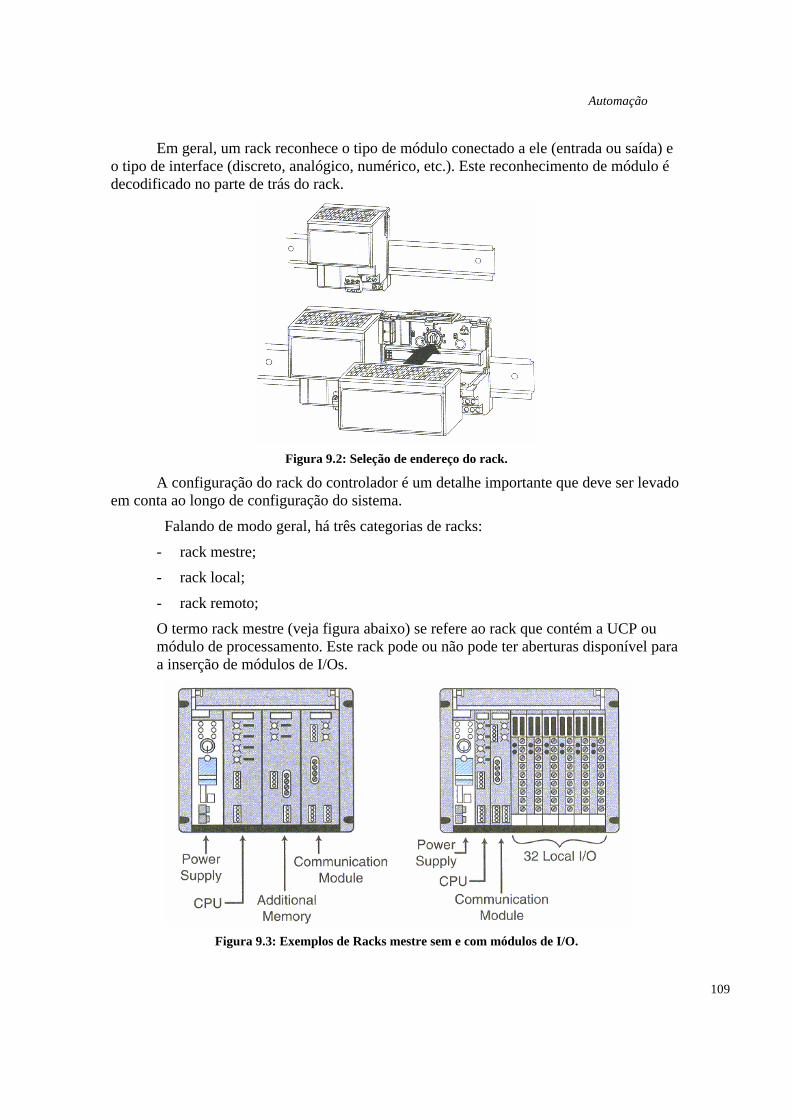
Automação
109
Em geral, um rack reconhece o tipo de módulo conectado a ele (entrada ou saída) e o tipo de interface (discreto, analógico, numérico, etc.). Este reconhecimento de módulo é decodificado no parte de trás do rack.
Figura 9.2: Seleção de endereço do rack.
A configuração do rack do controlador é um detalhe importante que deve ser levado em conta ao longo de configuração do sistema.
Falando de modo geral, há três categorias de racks:
- rack mestre;
- rack local;
- rack remoto;
O termo rack mestre (veja figura abaixo) se refere ao rack que contém a UCP ou módulo de processamento. Este rack pode ou não pode ter aberturas disponível para a inserção de módulos de I/Os.
Figura 9.3: Exemplos de Racks mestre sem e com módulos de I/O.
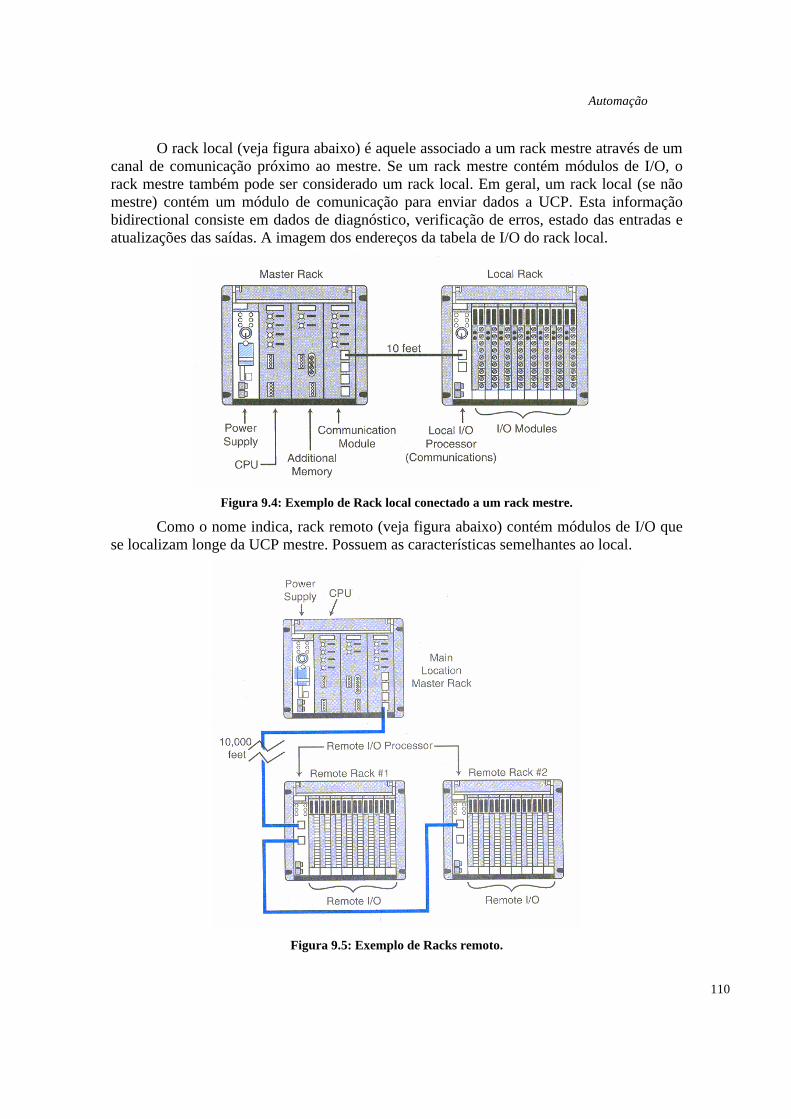
Automação
110
O rack local (veja figura abaixo) é aquele associado a um rack mestre através de um canal de comunicação próximo ao mestre. Se um rack mestre contém módulos de I/O, o rack mestre também pode ser considerado um rack local. Em geral, um rack local (se não mestre) contém um módulo de comunicação para enviar dados a UCP. Esta informação bidirectional consiste em dados de diagnóstico, verificação de erros, estado das entradas e atualizações das saídas. A imagem dos endereços da tabela de I/O do rack local.
Figura 9.4: Exemplo de Rack local conectado a um rack mestre.
Como o nome indica, rack remoto (veja figura abaixo) contém módulos de I/O que se localizam longe da UCP mestre. Possuem as características semelhantes ao local.
Figura 9.5: Exemplo de Racks remoto.
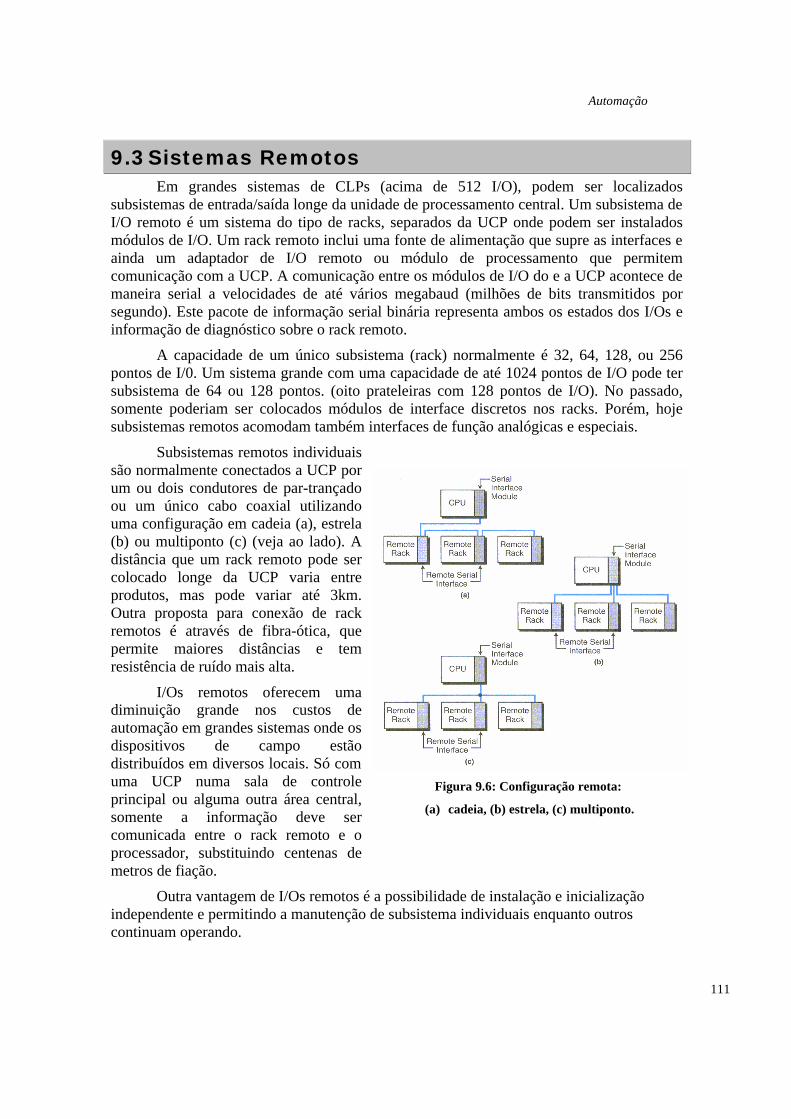
Automação
111
9.3 Sistemas Remotos Em grandes sistemas de CLPs (acima de 512 I/O), podem ser localizados
subsistemas de entrada/saída longe da unidade de processamento central. Um subsistema de I/O remoto é um sistema do tipo de racks, separados da UCP onde podem ser instalados módulos de I/O. Um rack remoto inclui uma fonte de alimentação que supre as interfaces e ainda um adaptador de I/O remoto ou módulo de processamento que permitem comunicação com a UCP. A comunicação entre os módulos de I/O do e a UCP acontece de maneira serial a velocidades de até vários megabaud (milhões de bits transmitidos por segundo). Este pacote de informação serial binária representa ambos os estados dos I/Os e informação de diagnóstico sobre o rack remoto.
A capacidade de um único subsistema (rack) normalmente é 32, 64, 128, ou 256 pontos de I/0. Um sistema grande com uma capacidade de até 1024 pontos de I/O pode ter subsistema de 64 ou 128 pontos. (oito prateleiras com 128 pontos de I/O). No passado, somente poderiam ser colocados módulos de interface discretos nos racks. Porém, hoje subsistemas remotos acomodam também interfaces de função analógicas e especiais.
Subsistemas remotos individuais são normalmente conectados a UCP por um ou dois condutores de par-trançado ou um único cabo coaxial utilizando uma configuração em cadeia (a), estrela (b) ou multiponto (c) (veja ao lado). A distância que um rack remoto pode ser colocado longe da UCP varia entre produtos, mas pode variar até 3km. Outra proposta para conexão de rack remotos é através de fibra-ótica, que permite maiores distâncias e tem resistência de ruído mais alta.
I/Os remotos oferecem uma diminuição grande nos custos de automação em grandes sistemas onde os dispositivos de campo estão distribuídos em diversos locais. Só com uma UCP numa sala de controle principal ou alguma outra área central, somente a informação deve ser comunicada entre o rack remoto e o processador, substituindo centenas de metros de fiação.
Figura 9.6: Configuração remota:
(a) cadeia, (b) estrela, (c) multiponto.
Outra vantagem de I/Os remotos é a possibilidade de instalação e inicialização independente e permitindo a manutenção de subsistema individuais enquanto outros continuam operando.
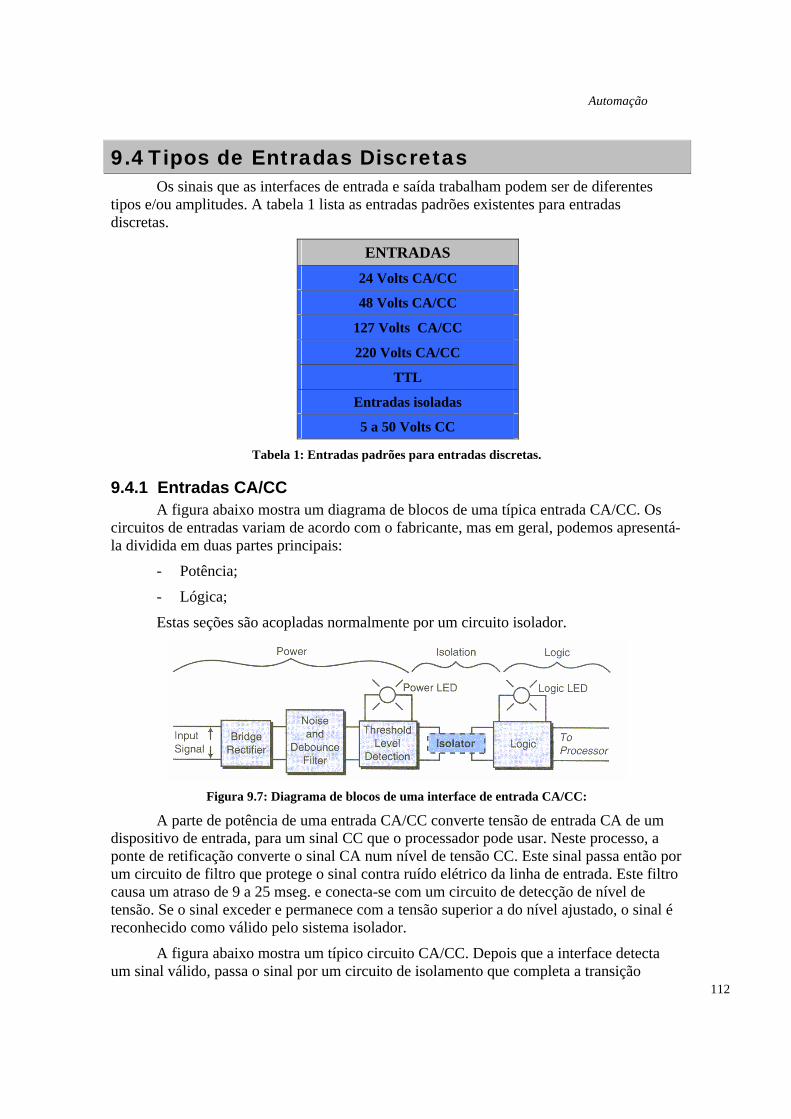
Automação
112
9.4 Tipos de Entradas Discretas Os sinais que as interfaces de entrada e saída trabalham podem ser de diferentes
tipos e/ou amplitudes. A tabela 1 lista as entradas padrões existentes para entradas discretas.
ENTRADAS
24 Volts CA/CC
48 Volts CA/CC
127 Volts CA/CC
220 Volts CA/CC
TTL
Entradas isoladas
5 a 50 Volts CC
Tabela 1: Entradas padrões para entradas discretas.
9.4.1 Entradas CA/CC A figura abaixo mostra um diagrama de blocos de uma típica entrada CA/CC. Os
circuitos de entradas variam de acordo com o fabricante, mas em geral, podemos apresentá-la dividida em duas partes principais:
- Potência;
- Lógica;
Estas seções são acopladas normalmente por um circuito isolador.
Figura 9.7: Diagrama de blocos de uma interface de entrada CA/CC:
A parte de potência de uma entrada CA/CC converte tensão de entrada CA de um dispositivo de entrada, para um sinal CC que o processador pode usar. Neste processo, a ponte de retificação converte o sinal CA num nível de tensão CC. Este sinal passa então por um circuito de filtro que protege o sinal contra ruído elétrico da linha de entrada. Este filtro causa um atraso de 9 a 25 mseg. e conecta-se com um circuito de detecção de nível de tensão. Se o sinal exceder e permanece com a tensão superior a do nível ajustado, o sinal é reconhecido como válido pelo sistema isolador.
A figura abaixo mostra um típico circuito CA/CC. Depois que a interface detecta um sinal válido, passa o sinal por um circuito de isolamento que completa a transição
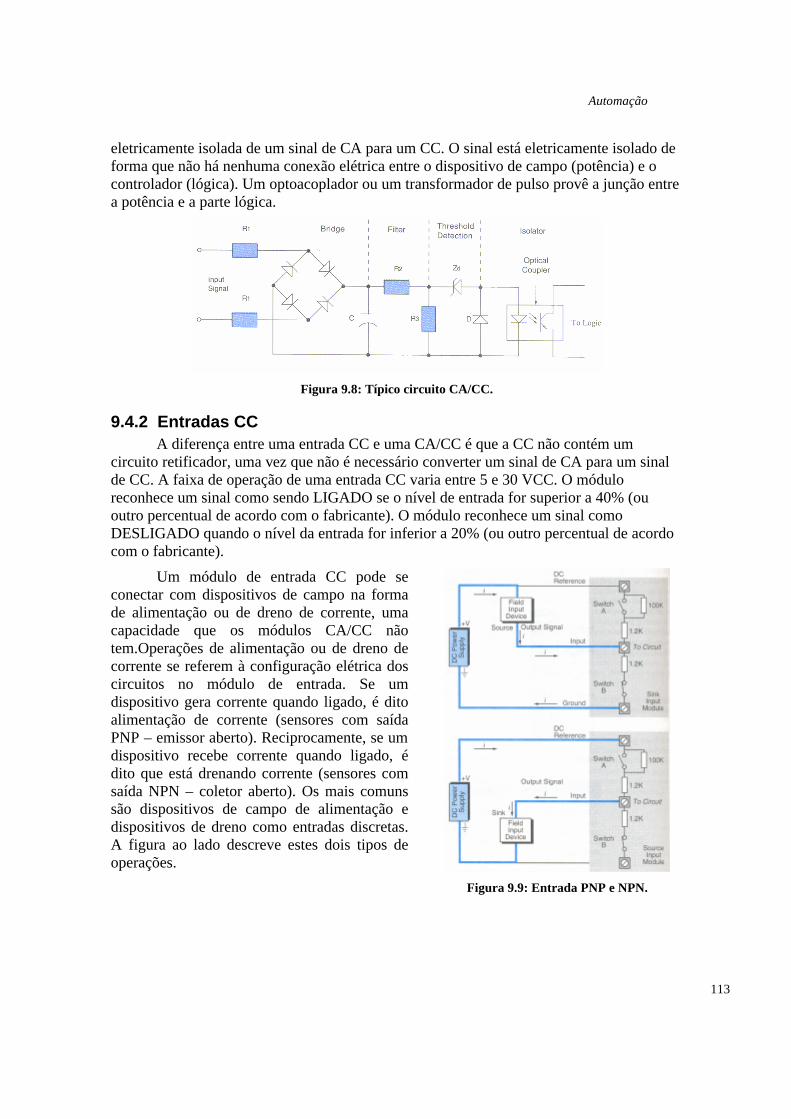
Automação
113
eletricamente isolada de um sinal de CA para um CC. O sinal está eletricamente isolado de forma que não há nenhuma conexão elétrica entre o dispositivo de campo (potência) e o controlador (lógica). Um optoacoplador ou um transformador de pulso provê a junção entre a potência e a parte lógica.
Figura 9.8: Típico circuito CA/CC.
9.4.2 Entradas CC A diferença entre uma entrada CC e uma CA/CC é que a CC não contém um
circuito retificador, uma vez que não é necessário converter um sinal de CA para um sinal de CC. A faixa de operação de uma entrada CC varia entre 5 e 30 VCC. O módulo reconhece um sinal como sendo LIGADO se o nível de entrada for superior a 40% (ou outro percentual de acordo com o fabricante). O módulo reconhece um sinal como DESLIGADO quando o nível da entrada for inferior a 20% (ou outro percentual de acordo com o fabricante).
Um módulo de entrada CC pode se conectar com dispositivos de campo na forma de alimentação ou de dreno de corrente, uma capacidade que os módulos CA/CC não tem.Operações de alimentação ou de dreno de corrente se referem à configuração elétrica dos circuitos no módulo de entrada. Se um dispositivo gera corrente quando ligado, é dito alimentação de corrente (sensores com saída PNP – emissor aberto). Reciprocamente, se um dispositivo recebe corrente quando ligado, é dito que está drenando corrente (sensores com saída NPN – coletor aberto). Os mais comuns são dispositivos de campo de alimentação e dispositivos de dreno como entradas discretas. A figura ao lado descreve estes dois tipos de operações.
Figura 9.9: Entrada PNP e NPN.
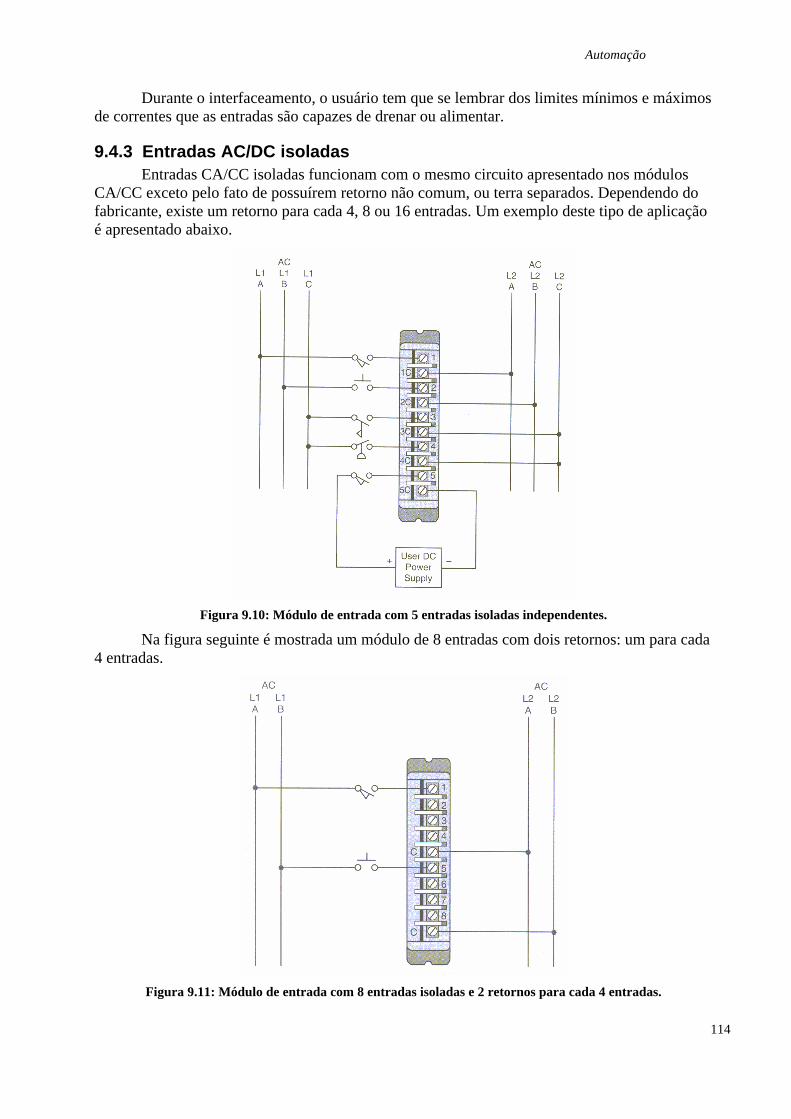
Automação
114
Durante o interfaceamento, o usuário tem que se lembrar dos limites mínimos e máximos de correntes que as entradas são capazes de drenar ou alimentar.
9.4.3 Entradas AC/DC isoladas Entradas CA/CC isoladas funcionam com o mesmo circuito apresentado nos módulos
CA/CC exceto pelo fato de possuírem retorno não comum, ou terra separados. Dependendo do fabricante, existe um retorno para cada 4, 8 ou 16 entradas. Um exemplo deste tipo de aplicação é apresentado abaixo.
Figura 9.10: Módulo de entrada com 5 entradas isoladas independentes.
Na figura seguinte é mostrada um módulo de 8 entradas com dois retornos: um para cada 4 entradas.
Figura 9.11: Módulo de entrada com 8 entradas isoladas e 2 retornos para cada 4 entradas.
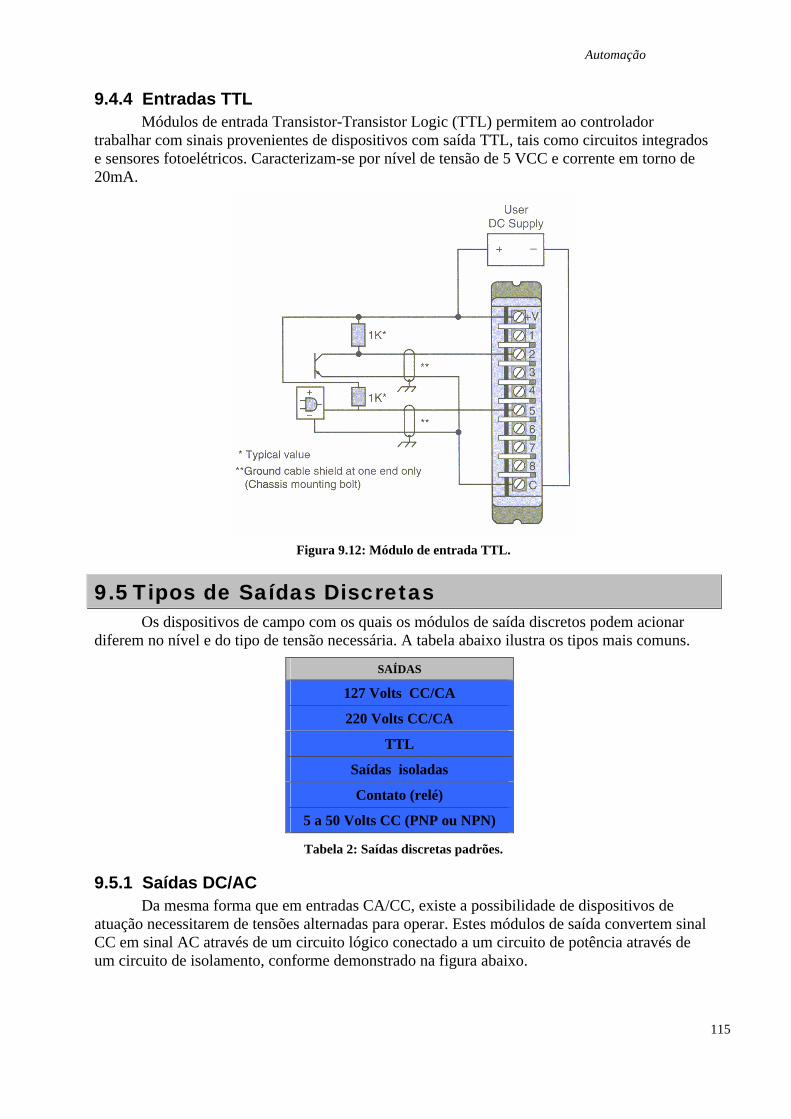
Automação
115
9.4.4 Entradas TTL Módulos de entrada Transistor-Transistor Logic (TTL) permitem ao controlador
trabalhar com sinais provenientes de dispositivos com saída TTL, tais como circuitos integrados e sensores fotoelétricos. Caracterizam-se por nível de tensão de 5 VCC e corrente em torno de 20mA.
Figura 9.12: Módulo de entrada TTL.
9.5 Tipos de Saídas Discretas Os dispositivos de campo com os quais os módulos de saída discretos podem acionar
diferem no nível e do tipo de tensão necessária. A tabela abaixo ilustra os tipos mais comuns.
SAÍDAS
127 Volts CC/CA
220 Volts CC/CA
TTL
Saídas isoladas
Contato (relé)
5 a 50 Volts CC (PNP ou NPN)
Tabela 2: Saídas discretas padrões.
9.5.1 Saídas DC/AC Da mesma forma que em entradas CA/CC, existe a possibilidade de dispositivos de
atuação necessitarem de tensões alternadas para operar. Estes módulos de saída convertem sinal CC em sinal AC através de um circuito lógico conectado a um circuito de potência através de um circuito de isolamento, conforme demonstrado na figura abaixo.
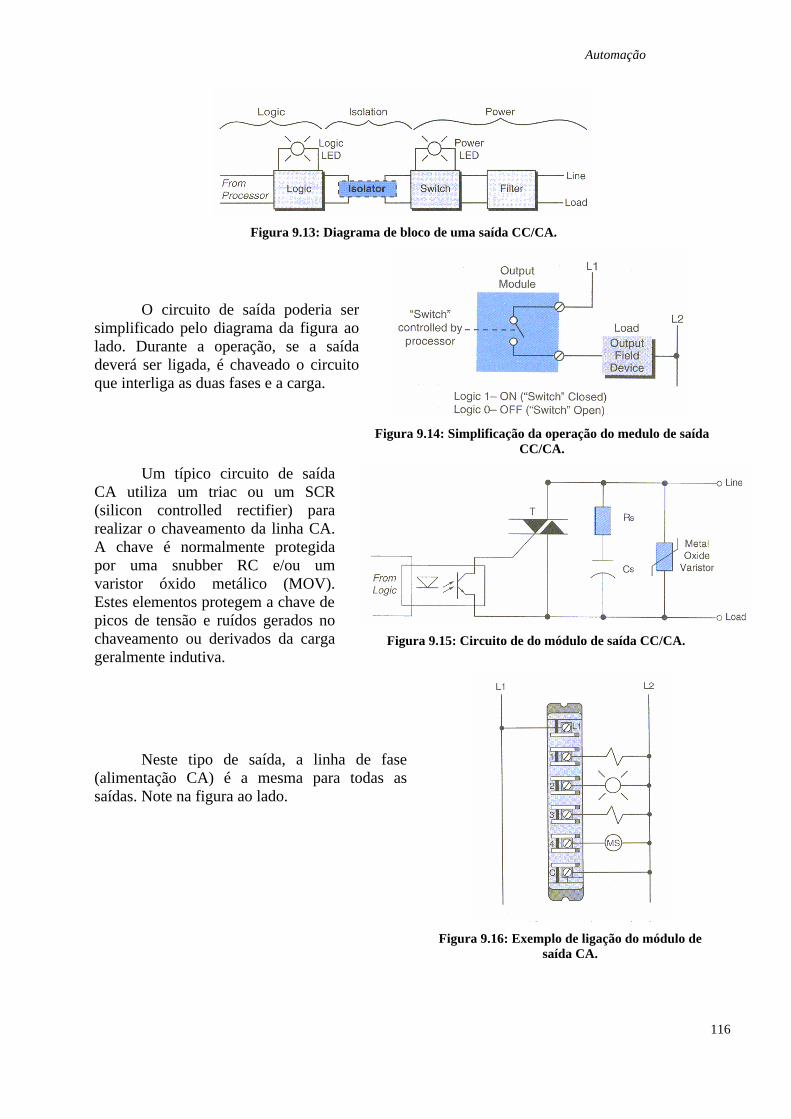
Automação
116
Figura 9.13: Diagrama de bloco de uma saída CC/CA.
O circuito de saída poderia ser simplificado pelo diagrama da figura ao lado. Durante a operação, se a saída deverá ser ligada, é chaveado o circuito que interliga as duas fases e a carga.
Figura 9.14: Simplificação da operação do medulo de saída
CC/CA.
Um típico circuito de saída CA utiliza um triac ou um SCR (silicon controlled rectifier) para realizar o chaveamento da linha CA. A chave é normalmente protegida por uma snubber RC e/ou um varistor óxido metálico (MOV). Estes elementos protegem a chave de picos de tensão e ruídos gerados no chaveamento ou derivados da carga geralmente indutiva.
Figura 9.15: Circuito de do módulo de saída CC/CA.
Neste tipo de saída, a linha de fase (alimentação CA) é a mesma para todas as saídas. Note na figura ao lado.
Figura 9.16: Exemplo de ligação do módulo de
saída CA.
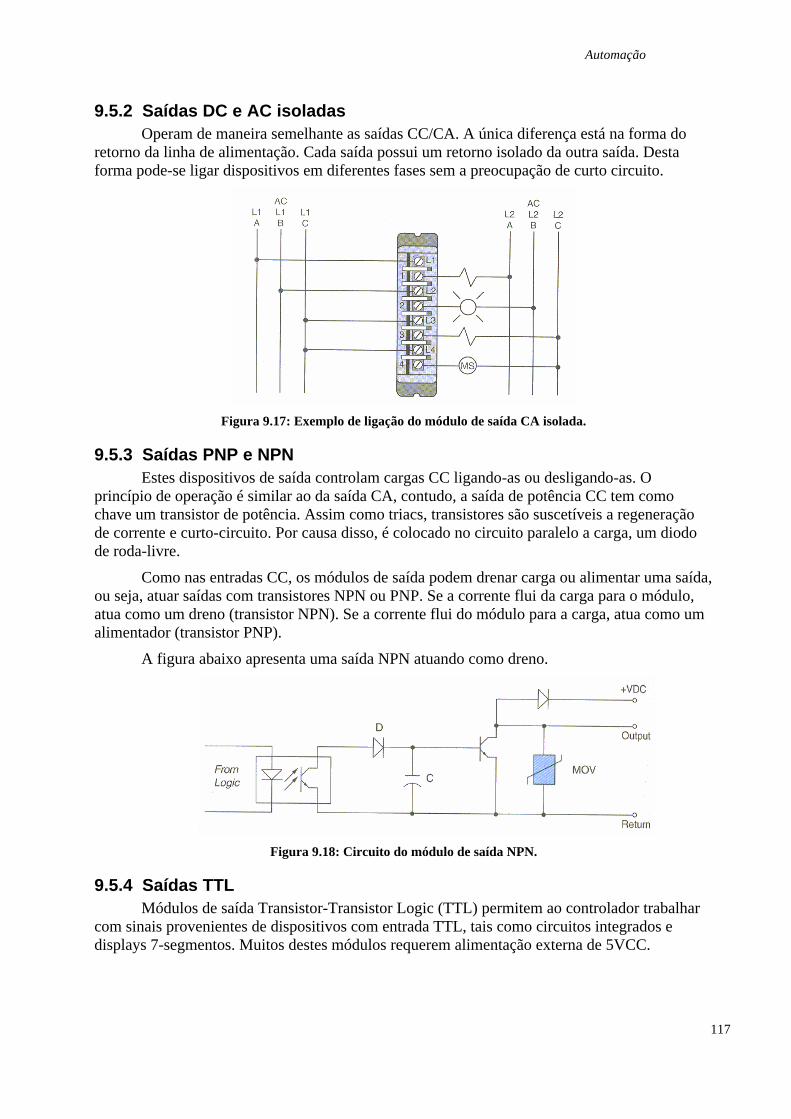
Automação
117
9.5.2 Saídas DC e AC isoladas Operam de maneira semelhante as saídas CC/CA. A única diferença está na forma do
retorno da linha de alimentação. Cada saída possui um retorno isolado da outra saída. Desta forma pode-se ligar dispositivos em diferentes fases sem a preocupação de curto circuito.
Figura 9.17: Exemplo de ligação do módulo de saída CA isolada.
9.5.3 Saídas PNP e NPN Estes dispositivos de saída controlam cargas CC ligando-as ou desligando-as. O
princípio de operação é similar ao da saída CA, contudo, a saída de potência CC tem como chave um transistor de potência. Assim como triacs, transistores são suscetíveis a regeneração de corrente e curto-circuito. Por causa disso, é colocado no circuito paralelo a carga, um diodo de roda-livre.
Como nas entradas CC, os módulos de saída podem drenar carga ou alimentar uma saída, ou seja, atuar saídas com transistores NPN ou PNP. Se a corrente flui da carga para o módulo, atua como um dreno (transistor NPN). Se a corrente flui do módulo para a carga, atua como um alimentador (transistor PNP).
A figura abaixo apresenta uma saída NPN atuando como dreno.
Figura 9.18: Circuito do módulo de saída NPN.
9.5.4 Saídas TTL Módulos de saída Transistor-Transistor Logic (TTL) permitem ao controlador trabalhar
com sinais provenientes de dispositivos com entrada TTL, tais como circuitos integrados e displays 7-segmentos. Muitos destes módulos requerem alimentação externa de 5VCC.
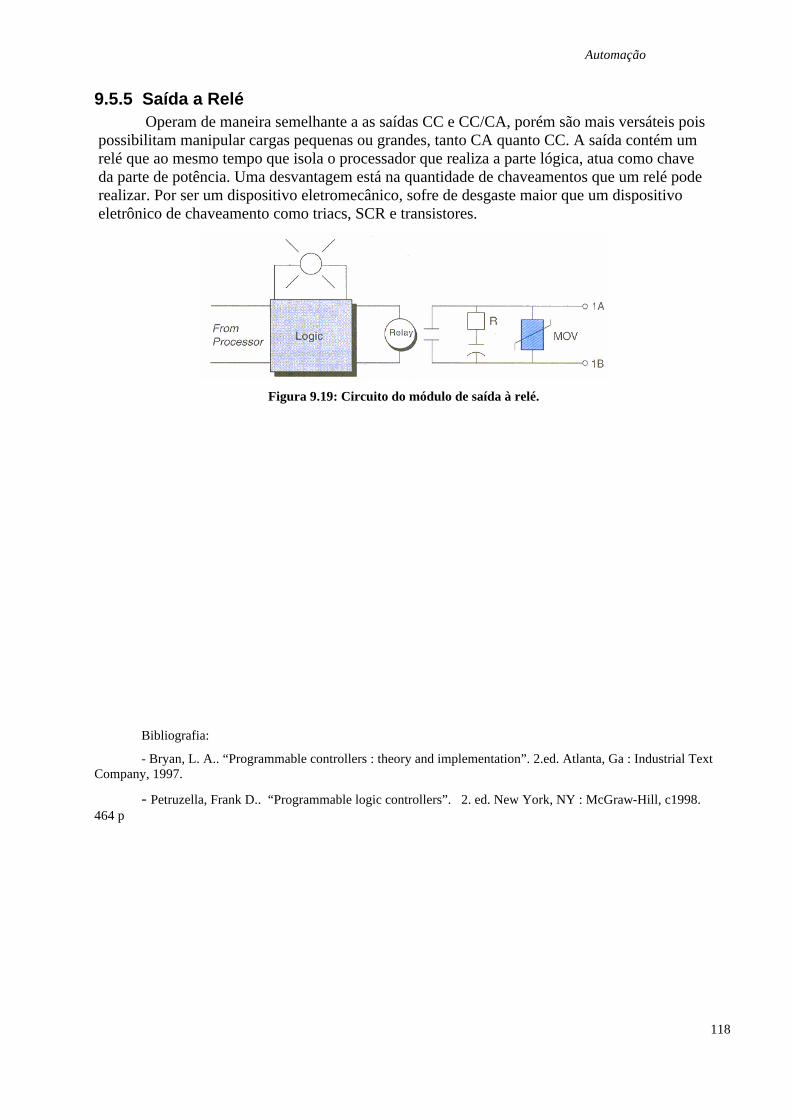
Automação
118
9.5.5 Saída a Relé Operam de maneira semelhante a as saídas CC e CC/CA, porém são mais versáteis pois
possibilitam manipular cargas pequenas ou grandes, tanto CA quanto CC. A saída contém um relé que ao mesmo tempo que isola o processador que realiza a parte lógica, atua como chave da parte de potência. Uma desvantagem está na quantidade de chaveamentos que um relé pode realizar. Por ser um dispositivo eletromecânico, sofre de desgaste maior que um dispositivo eletrônico de chaveamento como triacs, SCR e transistores.
Figura 9.19: Circuito do módulo de saída à relé.
Bibliografia:
- Bryan, L. A.. “Programmable controllers : theory and implementation”. 2.ed. Atlanta, Ga : Industrial Text Company, 1997.
- Petruzella, Frank D.. “Programmable logic controllers”. 2. ed. New York, NY : McGraw-Hill, c1998. 464 p
Automação
119
10 Sistemas de I/Os Analógicos
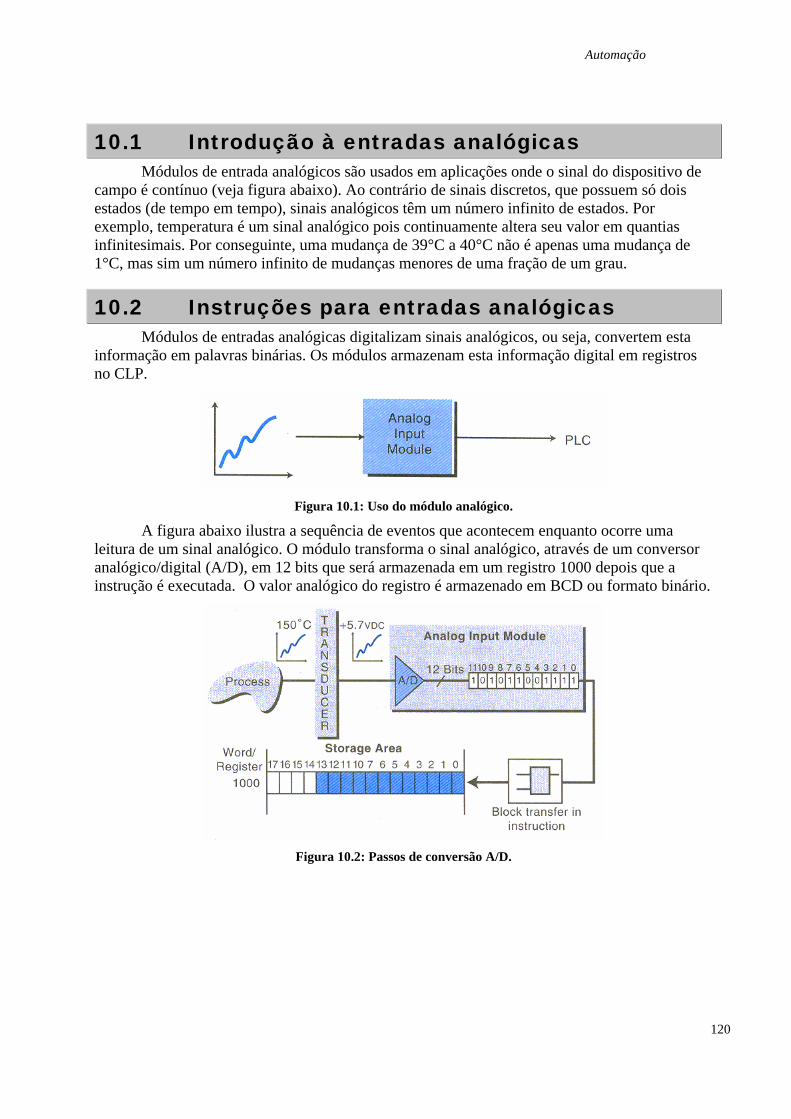
Automação
120
10.1 Introdução à entradas analógicas Módulos de entrada analógicos são usados em aplicações onde o sinal do dispositivo de
campo é contínuo (veja figura abaixo). Ao contrário de sinais discretos, que possuem só dois estados (de tempo em tempo), sinais analógicos têm um número infinito de estados. Por exemplo, temperatura é um sinal analógico pois continuamente altera seu valor em quantias infinitesimais. Por conseguinte, uma mudança de 39°C a 40°C não é apenas uma mudança de 1°C, mas sim um número infinito de mudanças menores de uma fração de um grau.
10.2 Instruções para entradas analógicas Módulos de entradas analógicas digitalizam sinais analógicos, ou seja, convertem esta
informação em palavras binárias. Os módulos armazenam esta informação digital em registros no CLP.
Figura 10.1: Uso do módulo analógico.
A figura abaixo ilustra a sequência de eventos que acontecem enquanto ocorre uma leitura de um sinal analógico. O módulo transforma o sinal analógico, através de um conversor analógico/digital (A/D), em 12 bits que será armazenada em um registro 1000 depois que a instrução é executada. O valor analógico do registro é armazenado em BCD ou formato binário.
Figura 10.2: Passos de conversão A/D.
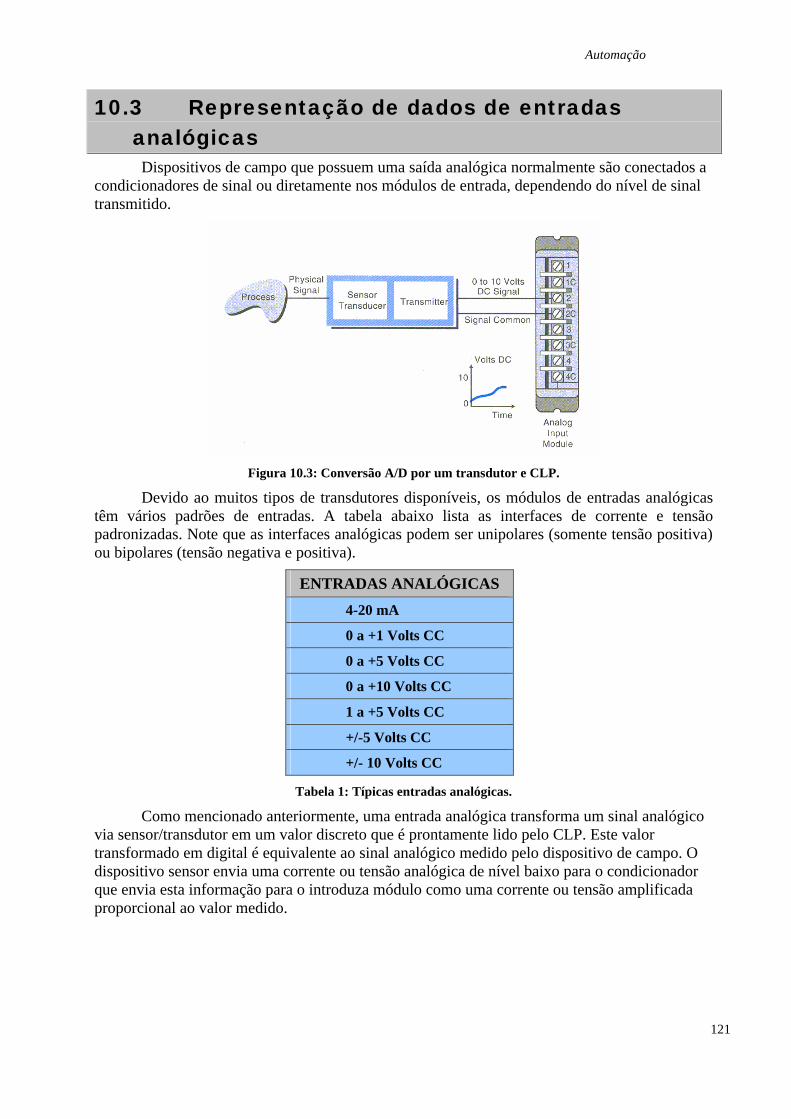
Automação
121
10.3 Representação de dados de entradas analógicas
Dispositivos de campo que possuem uma saída analógica normalmente são conectados a condicionadores de sinal ou diretamente nos módulos de entrada, dependendo do nível de sinal transmitido.
Figura 10.3: Conversão A/D por um transdutor e CLP.
Devido ao muitos tipos de transdutores disponíveis, os módulos de entradas analógicas têm vários padrões de entradas. A tabela abaixo lista as interfaces de corrente e tensão padronizadas. Note que as interfaces analógicas podem ser unipolares (somente tensão positiva) ou bipolares (tensão negativa e positiva).
ENTRADAS ANALÓGICAS
4-20 mA
0 a +1 Volts CC
0 a +5 Volts CC
0 a +10 Volts CC
1 a +5 Volts CC
+/-5 Volts CC
+/- 10 Volts CC
Tabela 1: Típicas entradas analógicas.
Como mencionado anteriormente, uma entrada analógica transforma um sinal analógico via sensor/transdutor em um valor discreto que é prontamente lido pelo CLP. Este valor transformado em digital é equivalente ao sinal analógico medido pelo dispositivo de campo. O dispositivo sensor envia uma corrente ou tensão analógica de nível baixo para o condicionador que envia esta informação para o introduza módulo como uma corrente ou tensão amplificada proporcional ao valor medido.
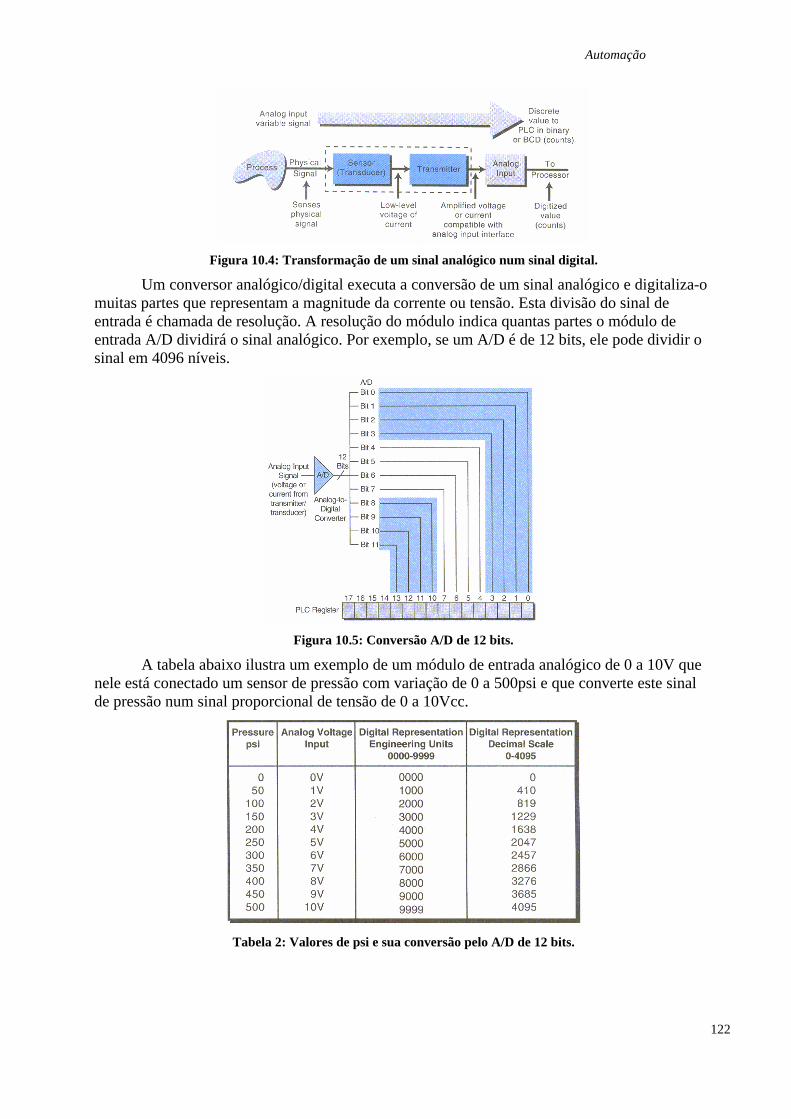
Automação
122
Figura 10.4: Transformação de um sinal analógico num sinal digital.
Um conversor analógico/digital executa a conversão de um sinal analógico e digitaliza-o muitas partes que representam a magnitude da corrente ou tensão. Esta divisão do sinal de entrada é chamada de resolução. A resolução do módulo indica quantas partes o módulo de entrada A/D dividirá o sinal analógico. Por exemplo, se um A/D é de 12 bits, ele pode dividir o sinal em 4096 níveis.
Figura 10.5: Conversão A/D de 12 bits.
A tabela abaixo ilustra um exemplo de um módulo de entrada analógico de 0 a 10V que nele está conectado um sensor de pressão com variação de 0 a 500psi e que converte este sinal de pressão num sinal proporcional de tensão de 0 a 10Vcc.
Tabela 2: Valores de psi e sua conversão pelo A/D de 12 bits.
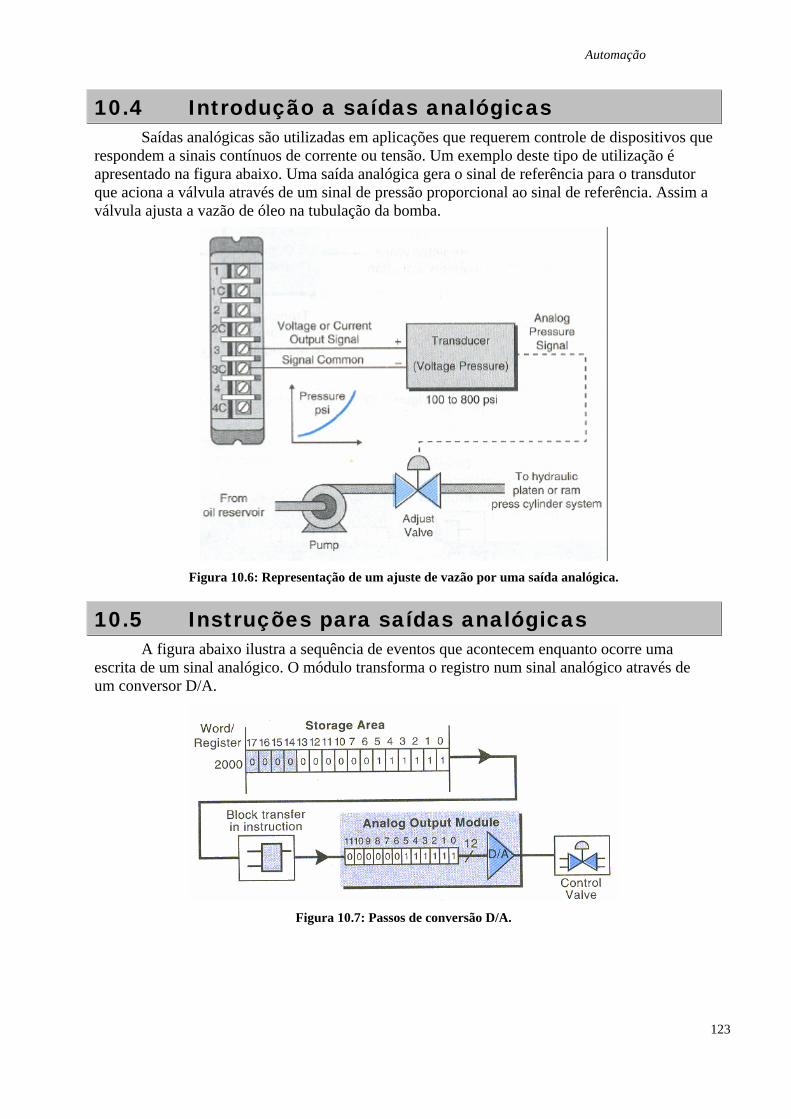
Automação
123
10.4 Introdução a saídas analógicas Saídas analógicas são utilizadas em aplicações que requerem controle de dispositivos que
respondem a sinais contínuos de corrente ou tensão. Um exemplo deste tipo de utilização é apresentado na figura abaixo. Uma saída analógica gera o sinal de referência para o transdutor que aciona a válvula através de um sinal de pressão proporcional ao sinal de referência. Assim a válvula ajusta a vazão de óleo na tubulação da bomba.
Figura 10.6: Representação de um ajuste de vazão por uma saída analógica.
10.5 Instruções para saídas analógicas A figura abaixo ilustra a sequência de eventos que acontecem enquanto ocorre uma
escrita de um sinal analógico. O módulo transforma o registro num sinal analógico através de um conversor D/A.
Figura 10.7: Passos de conversão D/A.
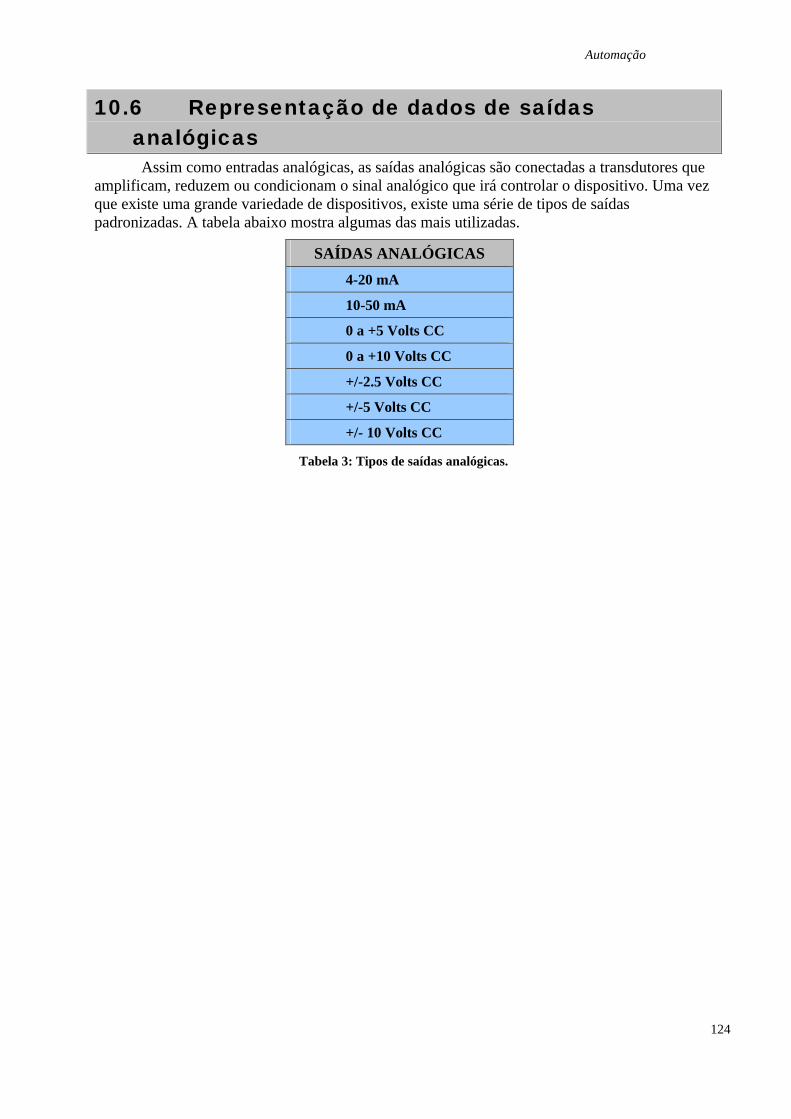
Automação
124
10.6 Representação de dados de saídas analógicas
Assim como entradas analógicas, as saídas analógicas são conectadas a transdutores que amplificam, reduzem ou condicionam o sinal analógico que irá controlar o dispositivo. Uma vez que existe uma grande variedade de dispositivos, existe uma série de tipos de saídas padronizadas. A tabela abaixo mostra algumas das mais utilizadas.
SAÍDAS ANALÓGICAS
4-20 mA
10-50 mA
0 a +5 Volts CC
0 a +10 Volts CC
+/-2.5 Volts CC
+/-5 Volts CC
+/- 10 Volts CC
Tabela 3: Tipos de saídas analógicas.

Automação
125
11 Funções Especiais de I/O e Interfaces de comunicação Serial
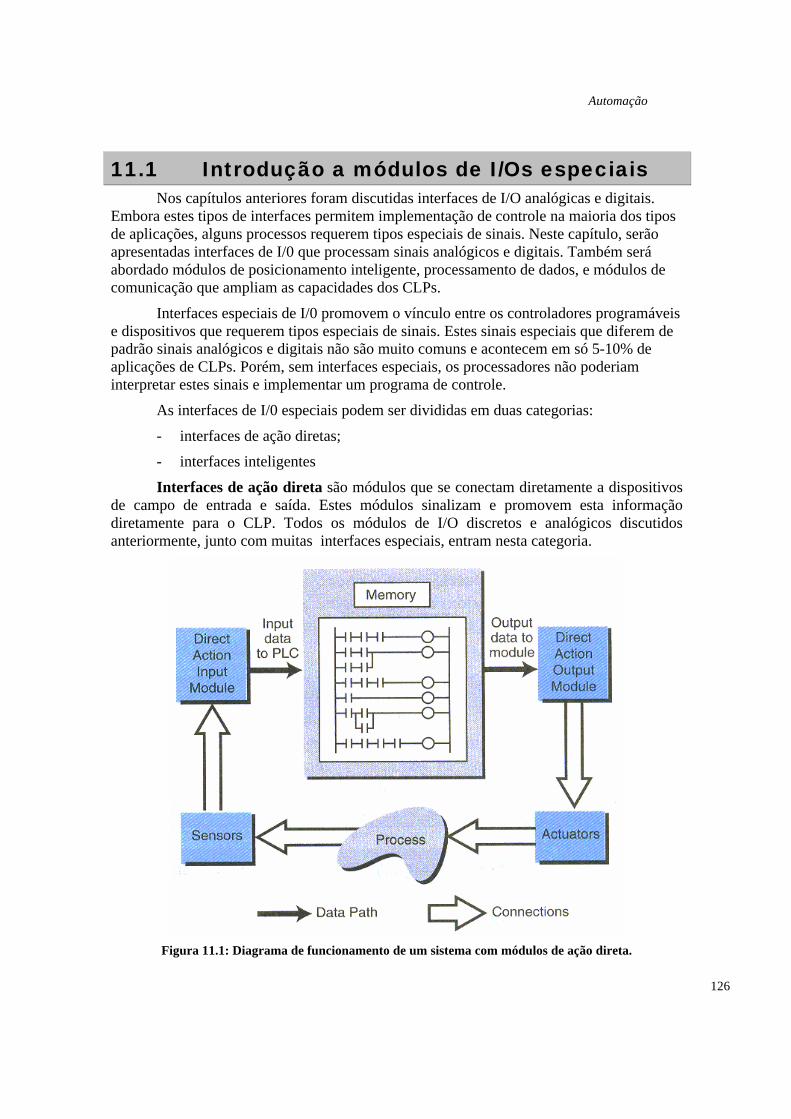
Automação
126
11.1 Introdução a módulos de I/Os especiais Nos capítulos anteriores foram discutidas interfaces de I/O analógicas e digitais.
Embora estes tipos de interfaces permitem implementação de controle na maioria dos tipos de aplicações, alguns processos requerem tipos especiais de sinais. Neste capítulo, serão apresentadas interfaces de I/0 que processam sinais analógicos e digitais. Também será abordado módulos de posicionamento inteligente, processamento de dados, e módulos de comunicação que ampliam as capacidades dos CLPs.
Interfaces especiais de I/0 promovem o vínculo entre os controladores programáveis e dispositivos que requerem tipos especiais de sinais. Estes sinais especiais que diferem de padrão sinais analógicos e digitais não são muito comuns e acontecem em só 5-10% de aplicações de CLPs. Porém, sem interfaces especiais, os processadores não poderiam interpretar estes sinais e implementar um programa de controle.
As interfaces de I/0 especiais podem ser divididas em duas categorias:
- interfaces de ação diretas;
- interfaces inteligentes
Interfaces de ação direta são módulos que se conectam diretamente a dispositivos de campo de entrada e saída. Estes módulos sinalizam e promovem esta informação diretamente para o CLP. Todos os módulos de I/O discretos e analógicos discutidos anteriormente, junto com muitas interfaces especiais, entram nesta categoria.
Figura 11.1: Diagrama de funcionamento de um sistema com módulos de ação direta.
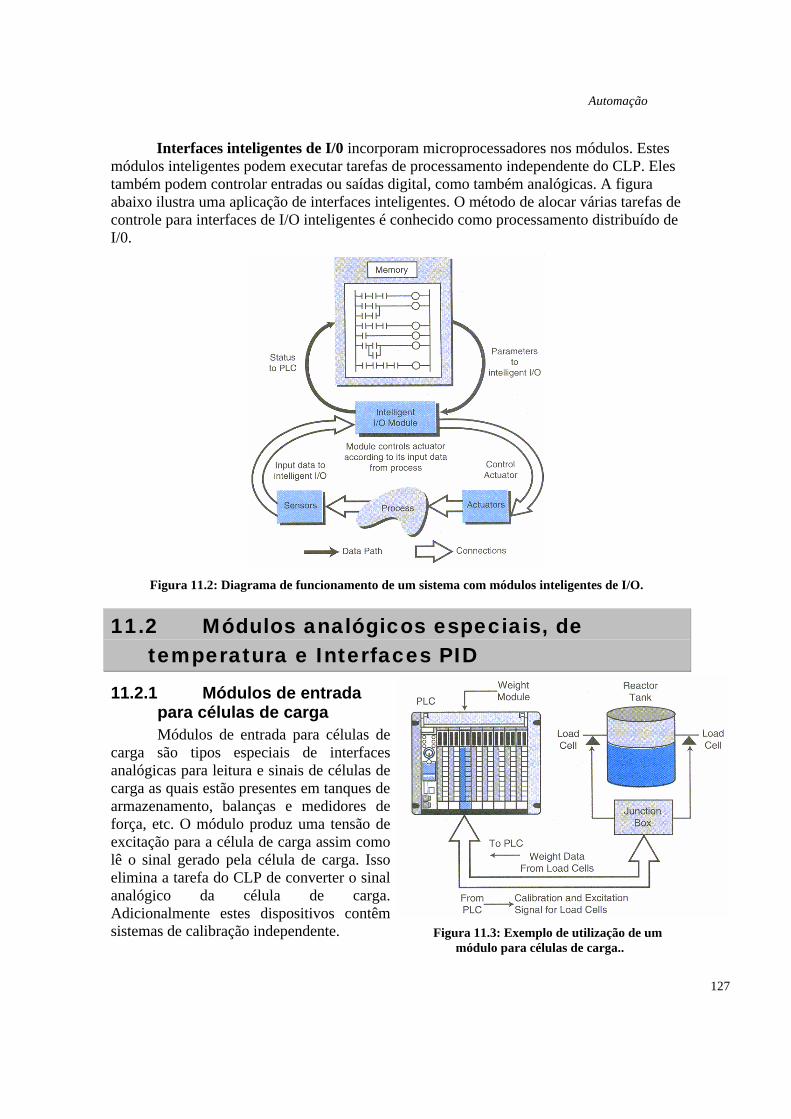
Automação
127
Interfaces inteligentes de I/0 incorporam microprocessadores nos módulos. Estes módulos inteligentes podem executar tarefas de processamento independente do CLP. Eles também podem controlar entradas ou saídas digital, como também analógicas. A figura abaixo ilustra uma aplicação de interfaces inteligentes. O método de alocar várias tarefas de controle para interfaces de I/O inteligentes é conhecido como processamento distribuído de I/0.
Figura 11.2: Diagrama de funcionamento de um sistema com módulos inteligentes de I/O.
11.2 Módulos analógicos especiais, de temperatura e Interfaces PID
11.2.1 Módulos de entrada para células de carga Módulos de entrada para células de
carga são tipos especiais de interfaces analógicas para leitura e sinais de células de carga as quais estão presentes em tanques de armazenamento, balanças e medidores de força, etc. O módulo produz uma tensão de excitação para a célula de carga assim como lê o sinal gerado pela célula de carga. Isso elimina a tarefa do CLP de converter o sinal analógico da célula de carga. Adicionalmente estes dispositivos contêm sistemas de calibração independente.
Figura 11.3: Exemplo de utilização de um
módulo para células de carga..
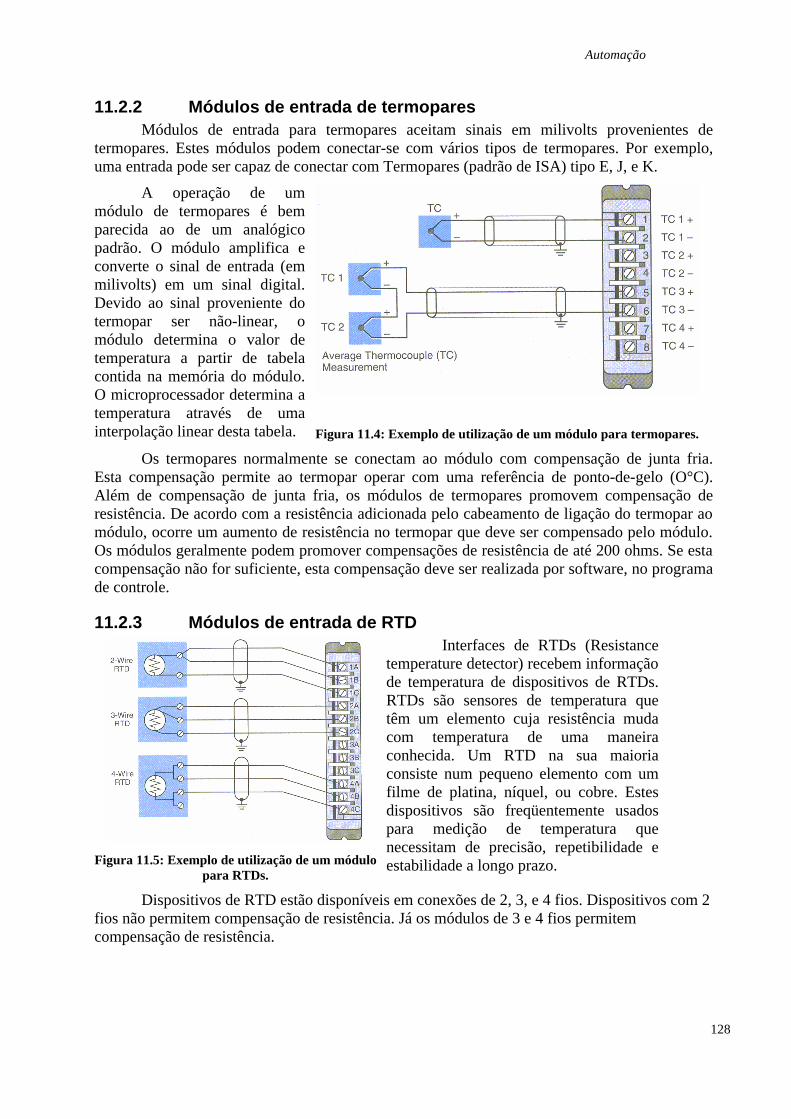
Automação
128
11.2.2 Módulos de entrada de termopares Módulos de entrada para termopares aceitam sinais em milivolts provenientes de
termopares. Estes módulos podem conectar-se com vários tipos de termopares. Por exemplo, uma entrada pode ser capaz de conectar com Termopares (padrão de ISA) tipo E, J, e K.
A operação de um módulo de termopares é bem parecida ao de um analógico padrão. O módulo amplifica e converte o sinal de entrada (em milivolts) em um sinal digital. Devido ao sinal proveniente do termopar ser não-linear, o módulo determina o valor de temperatura a partir de tabela contida na memória do módulo. O microprocessador determina a temperatura através de uma interpolação linear desta tabela.
Figura 11.4: Exemplo de utilização de um módulo para termopares.
Os termopares normalmente se conectam ao módulo com compensação de junta fria. Esta compensação permite ao termopar operar com uma referência de ponto-de-gelo (O°C). Além de compensação de junta fria, os módulos de termopares promovem compensação de resistência. De acordo com a resistência adicionada pelo cabeamento de ligação do termopar ao módulo, ocorre um aumento de resistência no termopar que deve ser compensado pelo módulo. Os módulos geralmente podem promover compensações de resistência de até 200 ohms. Se esta compensação não for suficiente, esta compensação deve ser realizada por software, no programa de controle.
11.2.3 Módulos de entrada de RTD
Figura 11.5: Exemplo de utilização de um módulo
para RTDs.
Interfaces de RTDs (Resistance temperature detector) recebem informação de temperatura de dispositivos de RTDs. RTDs são sensores de temperatura que têm um elemento cuja resistência muda com temperatura de uma maneira conhecida. Um RTD na sua maioria consiste num pequeno elemento com um filme de platina, níquel, ou cobre. Estes dispositivos são freqüentemente usados para medição de temperatura que necessitam de precisão, repetibilidade e estabilidade a longo prazo.
Dispositivos de RTD estão disponíveis em conexões de 2, 3, e 4 fios. Dispositivos com 2 fios não permitem compensação de resistência. Já os módulos de 3 e 4 fios permitem compensação de resistência.
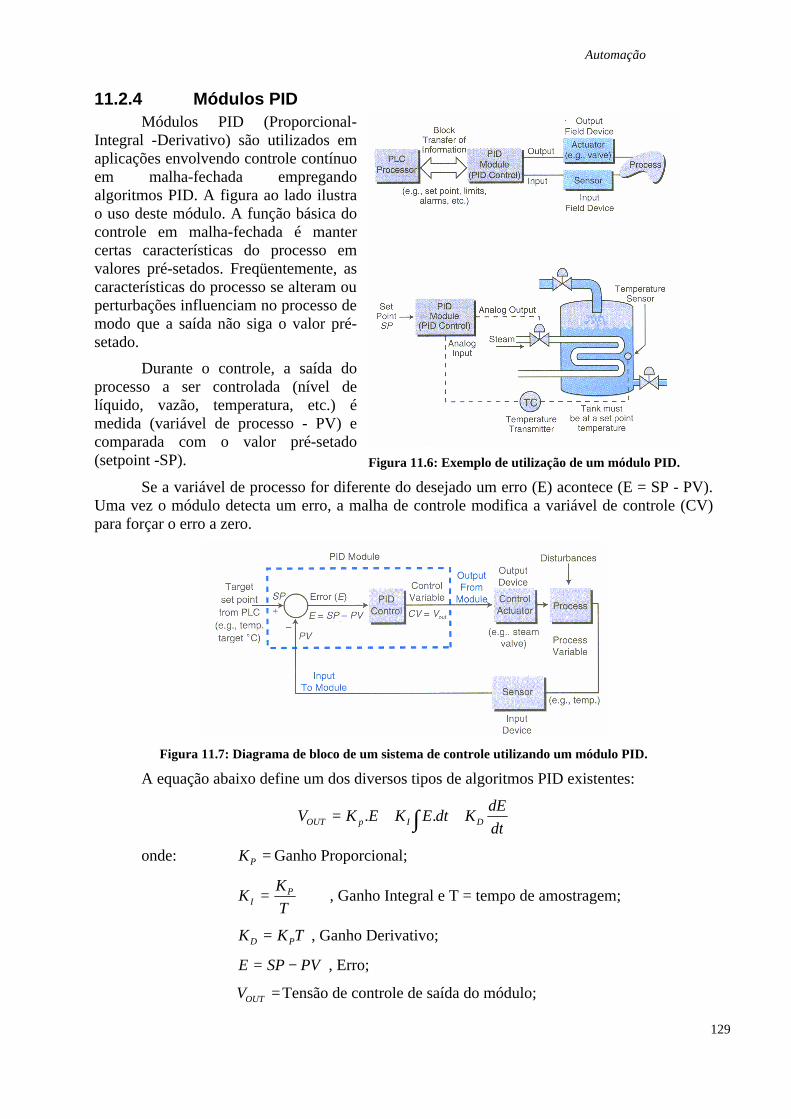
Automação
129
11.2.4 Módulos PID Módulos PID (Proporcional-
Integral -Derivativo) são utilizados em aplicações envolvendo controle contínuo em malha-fechada empregando algoritmos PID. A figura ao lado ilustra o uso deste módulo. A função básica do controle em malha-fechada é manter certas características do processo em valores pré-setados. Freqüentemente, as características do processo se alteram ou perturbações influenciam no processo de modo que a saída não siga o valor pré-setado.
Durante o controle, a saída do processo a ser controlada (nível de líquido, vazão, temperatura, etc.) é medida (variável de processo - PV) e comparada com o valor pré-setado (setpoint -SP).
Figura 11.6: Exemplo de utilização de um módulo PID.
Se a variável de processo for diferente do desejado um erro (E) acontece (E = SP - PV). Uma vez o módulo detecta um erro, a malha de controle modifica a variável de controle (CV) para forçar o erro a zero.
Figura 11.7: Diagrama de bloco de um sistema de controle utilizando um módulo PID.
A equação abaixo define um dos diversos tipos de algoritmos PID existentes:
dtdE
KdtEKEKV DIpOUT ++= ∫ ..
onde: =PK Ganho Proporcional;
TK
K PI = , Ganho Integral e T = tempo de amostragem;
TKK PD = , Ganho Derivativo;
PVSPE −= , Erro;
=OUTV Tensão de controle de saída do módulo;
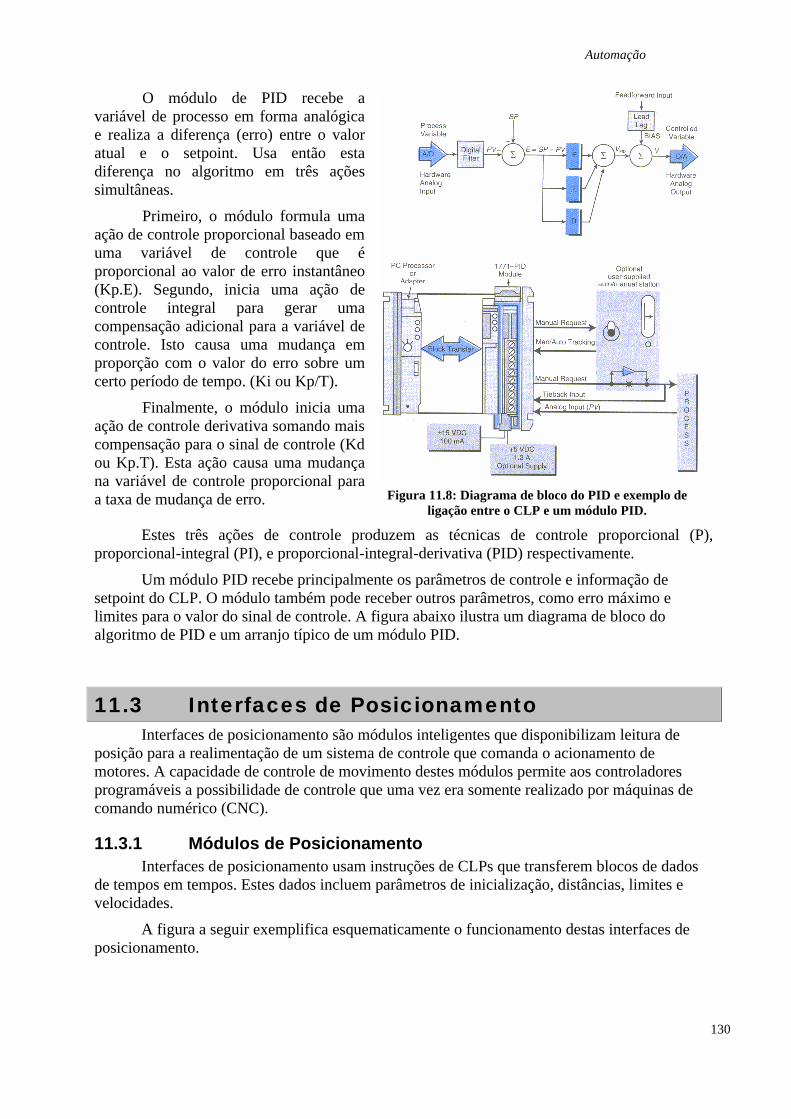
Automação
130
O módulo de PID recebe a variável de processo em forma analógica e realiza a diferença (erro) entre o valor atual e o setpoint. Usa então esta diferença no algoritmo em três ações simultâneas.
Primeiro, o módulo formula uma ação de controle proporcional baseado em uma variável de controle que é proporcional ao valor de erro instantâneo (Kp.E). Segundo, inicia uma ação de controle integral para gerar uma compensação adicional para a variável de controle. Isto causa uma mudança em proporção com o valor do erro sobre um certo período de tempo. (Ki ou Kp/T).
Finalmente, o módulo inicia uma ação de controle derivativa somando mais compensação para o sinal de controle (Kd ou Kp.T). Esta ação causa uma mudança na variável de controle proporcional para a taxa de mudança de erro. Figura 11.8: Diagrama de bloco do PID e exemplo de
ligação entre o CLP e um módulo PID.
Estes três ações de controle produzem as técnicas de controle proporcional (P), proporcional-integral (PI), e proporcional-integral-derivativa (PID) respectivamente.
Um módulo PID recebe principalmente os parâmetros de controle e informação de setpoint do CLP. O módulo também pode receber outros parâmetros, como erro máximo e limites para o valor do sinal de controle. A figura abaixo ilustra um diagrama de bloco do algoritmo de PID e um arranjo típico de um módulo PID.
11.3 Interfaces de Posicionamento Interfaces de posicionamento são módulos inteligentes que disponibilizam leitura de
posição para a realimentação de um sistema de controle que comanda o acionamento de motores. A capacidade de controle de movimento destes módulos permite aos controladores programáveis a possibilidade de controle que uma vez era somente realizado por máquinas de comando numérico (CNC).
11.3.1 Módulos de Posicionamento Interfaces de posicionamento usam instruções de CLPs que transferem blocos de dados
de tempos em tempos. Estes dados incluem parâmetros de inicialização, distâncias, limites e velocidades.
A figura a seguir exemplifica esquematicamente o funcionamento destas interfaces de posicionamento.
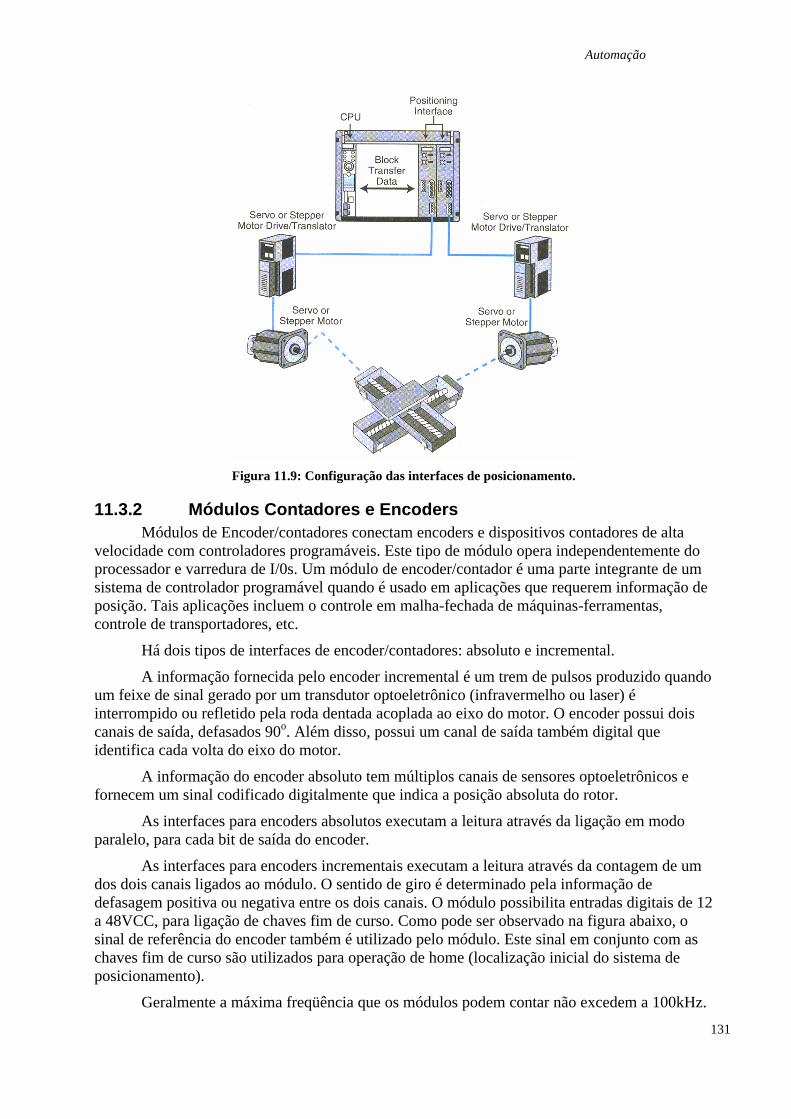
Automação
131
Figura 11.9: Configuração das interfaces de posicionamento.
11.3.2 Módulos Contadores e Encoders Módulos de Encoder/contadores conectam encoders e dispositivos contadores de alta
velocidade com controladores programáveis. Este tipo de módulo opera independentemente do processador e varredura de I/0s. Um módulo de encoder/contador é uma parte integrante de um sistema de controlador programável quando é usado em aplicações que requerem informação de posição. Tais aplicações incluem o controle em malha-fechada de máquinas-ferramentas, controle de transportadores, etc.
Há dois tipos de interfaces de encoder/contadores: absoluto e incremental.
A informação fornecida pelo encoder incremental é um trem de pulsos produzido quando um feixe de sinal gerado por um transdutor optoeletrônico (infravermelho ou laser) é interrompido ou refletido pela roda dentada acoplada ao eixo do motor. O encoder possui dois canais de saída, defasados 90o. Além disso, possui um canal de saída também digital que identifica cada volta do eixo do motor.
A informação do encoder absoluto tem múltiplos canais de sensores optoeletrônicos e fornecem um sinal codificado digitalmente que indica a posição absoluta do rotor.
As interfaces para encoders absolutos executam a leitura através da ligação em modo paralelo, para cada bit de saída do encoder.
As interfaces para encoders incrementais executam a leitura através da contagem de um dos dois canais ligados ao módulo. O sentido de giro é determinado pela informação de defasagem positiva ou negativa entre os dois canais. O módulo possibilita entradas digitais de 12 a 48VCC, para ligação de chaves fim de curso. Como pode ser observado na figura abaixo, o sinal de referência do encoder também é utilizado pelo módulo. Este sinal em conjunto com as chaves fim de curso são utilizados para operação de home (localização inicial do sistema de posicionamento).
Geralmente a máxima freqüência que os módulos podem contar não excedem a 100kHz.
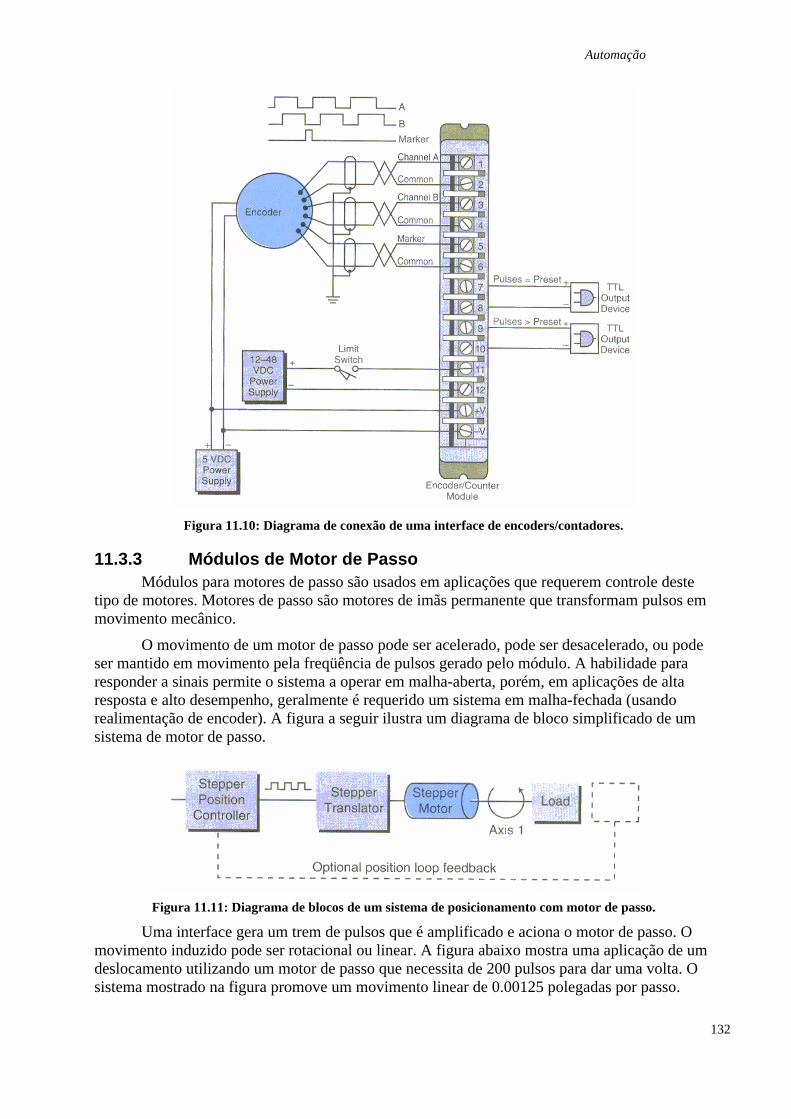
Automação
132
Figura 11.10: Diagrama de conexão de uma interface de encoders/contadores.
11.3.3 Módulos de Motor de Passo Módulos para motores de passo são usados em aplicações que requerem controle deste
tipo de motores. Motores de passo são motores de imãs permanente que transformam pulsos em movimento mecânico.
O movimento de um motor de passo pode ser acelerado, pode ser desacelerado, ou pode ser mantido em movimento pela freqüência de pulsos gerado pelo módulo. A habilidade para responder a sinais permite o sistema a operar em malha-aberta, porém, em aplicações de alta resposta e alto desempenho, geralmente é requerido um sistema em malha-fechada (usando realimentação de encoder). A figura a seguir ilustra um diagrama de bloco simplificado de um sistema de motor de passo.
Figura 11.11: Diagrama de blocos de um sistema de posicionamento com motor de passo.
Uma interface gera um trem de pulsos que é amplificado e aciona o motor de passo. O movimento induzido pode ser rotacional ou linear. A figura abaixo mostra uma aplicação de um deslocamento utilizando um motor de passo que necessita de 200 pulsos para dar uma volta. O sistema mostrado na figura promove um movimento linear de 0.00125 polegadas por passo.
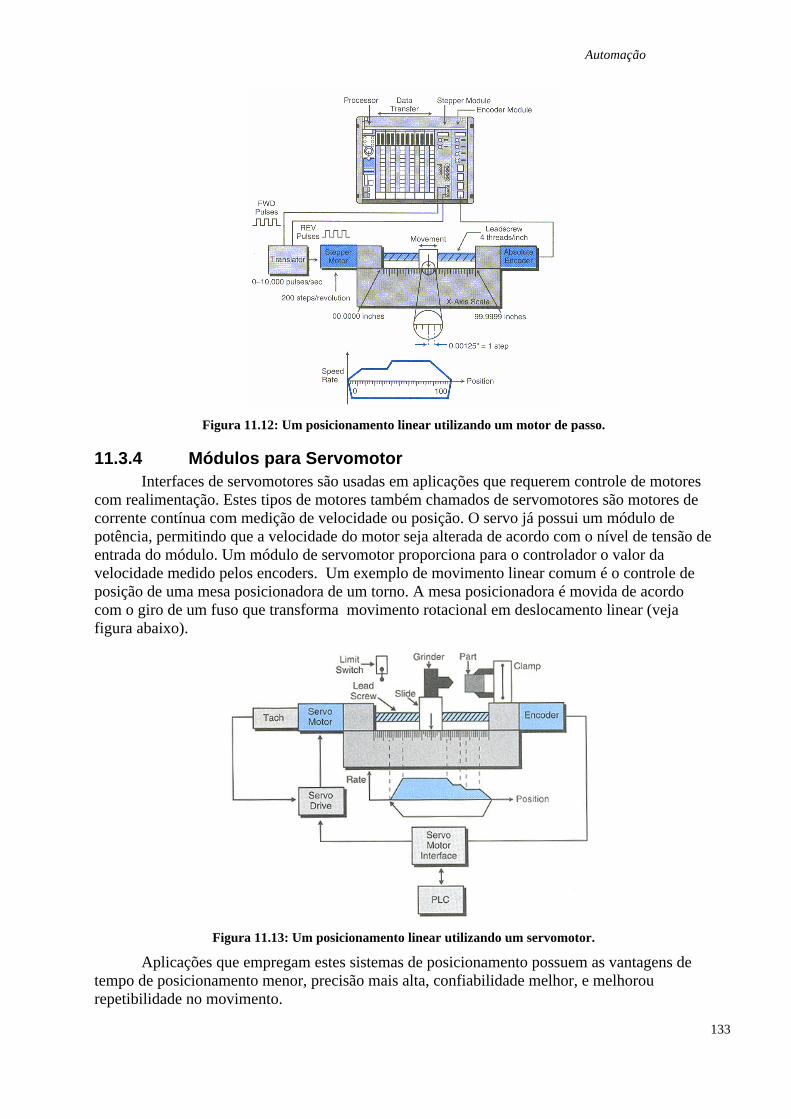
Automação
133
Figura 11.12: Um posicionamento linear utilizando um motor de passo.
11.3.4 Módulos para Servomotor Interfaces de servomotores são usadas em aplicações que requerem controle de motores
com realimentação. Estes tipos de motores também chamados de servomotores são motores de corrente contínua com medição de velocidade ou posição. O servo já possui um módulo de potência, permitindo que a velocidade do motor seja alterada de acordo com o nível de tensão de entrada do módulo. Um módulo de servomotor proporciona para o controlador o valor da velocidade medido pelos encoders. Um exemplo de movimento linear comum é o controle de posição de uma mesa posicionadora de um torno. A mesa posicionadora é movida de acordo com o giro de um fuso que transforma movimento rotacional em deslocamento linear (veja figura abaixo).
Figura 11.13: Um posicionamento linear utilizando um servomotor.
Aplicações que empregam estes sistemas de posicionamento possuem as vantagens de tempo de posicionamento menor, precisão mais alta, confiabilidade melhor, e melhorou repetibilidade no movimento.
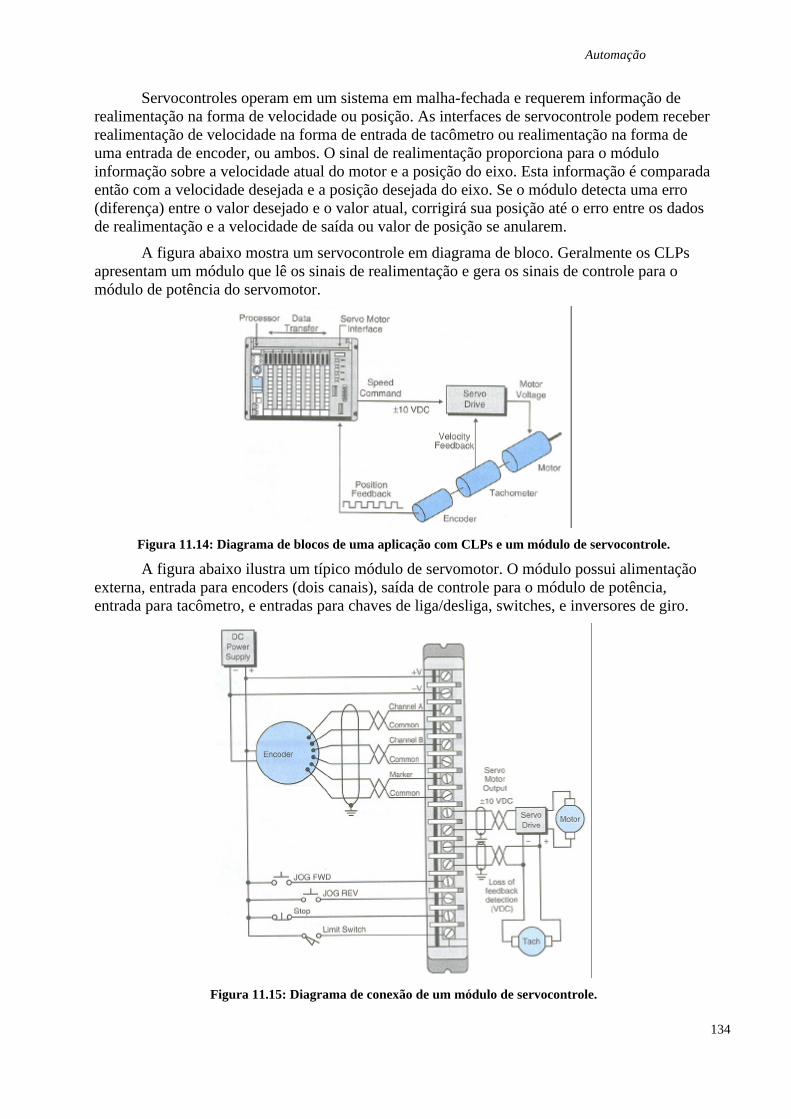
Automação
134
Servocontroles operam em um sistema em malha-fechada e requerem informação de realimentação na forma de velocidade ou posição. As interfaces de servocontrole podem receber realimentação de velocidade na forma de entrada de tacômetro ou realimentação na forma de uma entrada de encoder, ou ambos. O sinal de realimentação proporciona para o módulo informação sobre a velocidade atual do motor e a posição do eixo. Esta informação é comparada então com a velocidade desejada e a posição desejada do eixo. Se o módulo detecta uma erro (diferença) entre o valor desejado e o valor atual, corrigirá sua posição até o erro entre os dados de realimentação e a velocidade de saída ou valor de posição se anularem.
A figura abaixo mostra um servocontrole em diagrama de bloco. Geralmente os CLPs apresentam um módulo que lê os sinais de realimentação e gera os sinais de controle para o módulo de potência do servomotor.
Figura 11.14: Diagrama de blocos de uma aplicação com CLPs e um módulo de servocontrole.
A figura abaixo ilustra um típico módulo de servomotor. O módulo possui alimentação externa, entrada para encoders (dois canais), saída de controle para o módulo de potência, entrada para tacômetro, e entradas para chaves de liga/desliga, switches, e inversores de giro.
Figura 11.15: Diagrama de conexão de um módulo de servocontrole.
Automação
135
12 Respostas de processos e laços de controles
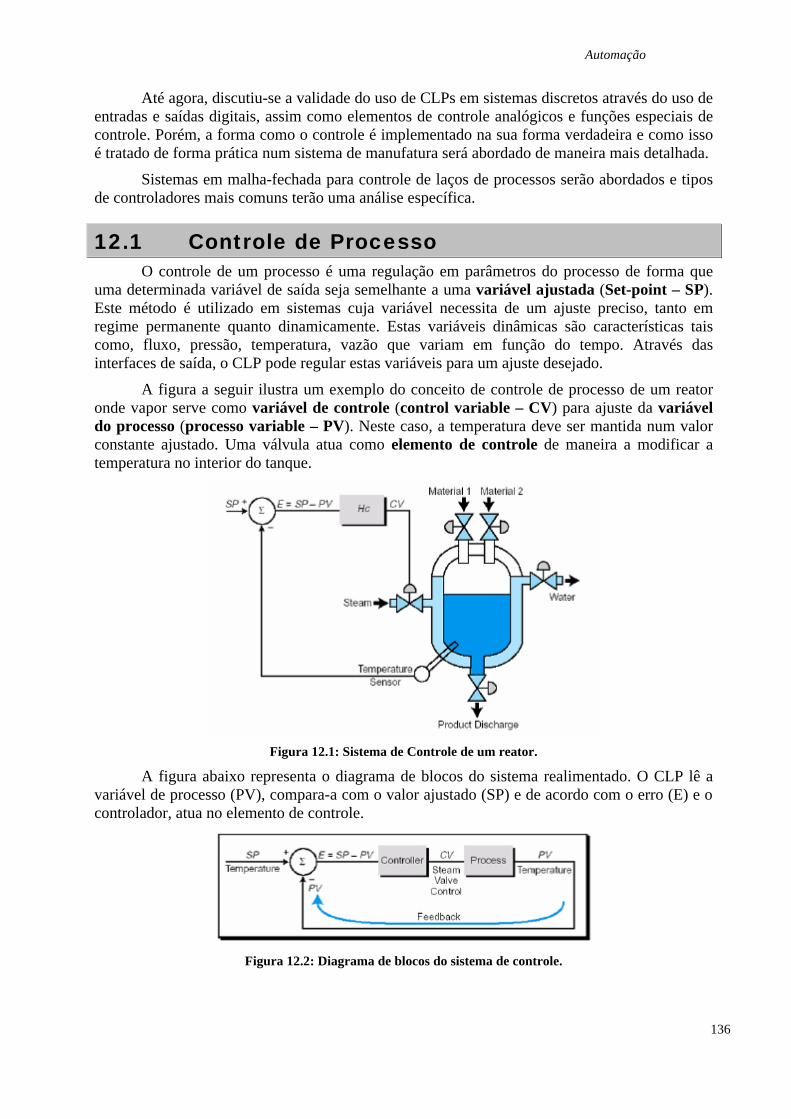
Automação
136
Até agora, discutiu-se a validade do uso de CLPs em sistemas discretos através do uso de entradas e saídas digitais, assim como elementos de controle analógicos e funções especiais de controle. Porém, a forma como o controle é implementado na sua forma verdadeira e como isso é tratado de forma prática num sistema de manufatura será abordado de maneira mais detalhada.
Sistemas em malha-fechada para controle de laços de processos serão abordados e tipos de controladores mais comuns terão uma análise específica.
12.1 Controle de Processo O controle de um processo é uma regulação em parâmetros do processo de forma que
uma determinada variável de saída seja semelhante a uma variável ajustada (Set-point – SP). Este método é utilizado em sistemas cuja variável necessita de um ajuste preciso, tanto em regime permanente quanto dinamicamente. Estas variáveis dinâmicas são características tais como, fluxo, pressão, temperatura, vazão que variam em função do tempo. Através das interfaces de saída, o CLP pode regular estas variáveis para um ajuste desejado.
A figura a seguir ilustra um exemplo do conceito de controle de processo de um reator onde vapor serve como variável de controle (control variable – CV) para ajuste da variável do processo (processo variable – PV). Neste caso, a temperatura deve ser mantida num valor constante ajustado. Uma válvula atua como elemento de controle de maneira a modificar a temperatura no interior do tanque.
Figura 12.1: Sistema de Controle de um reator.
A figura abaixo representa o diagrama de blocos do sistema realimentado. O CLP lê a variável de processo (PV), compara-a com o valor ajustado (SP) e de acordo com o erro (E) e o controlador, atua no elemento de controle.
Figura 12.2: Diagrama de blocos do sistema de controle.
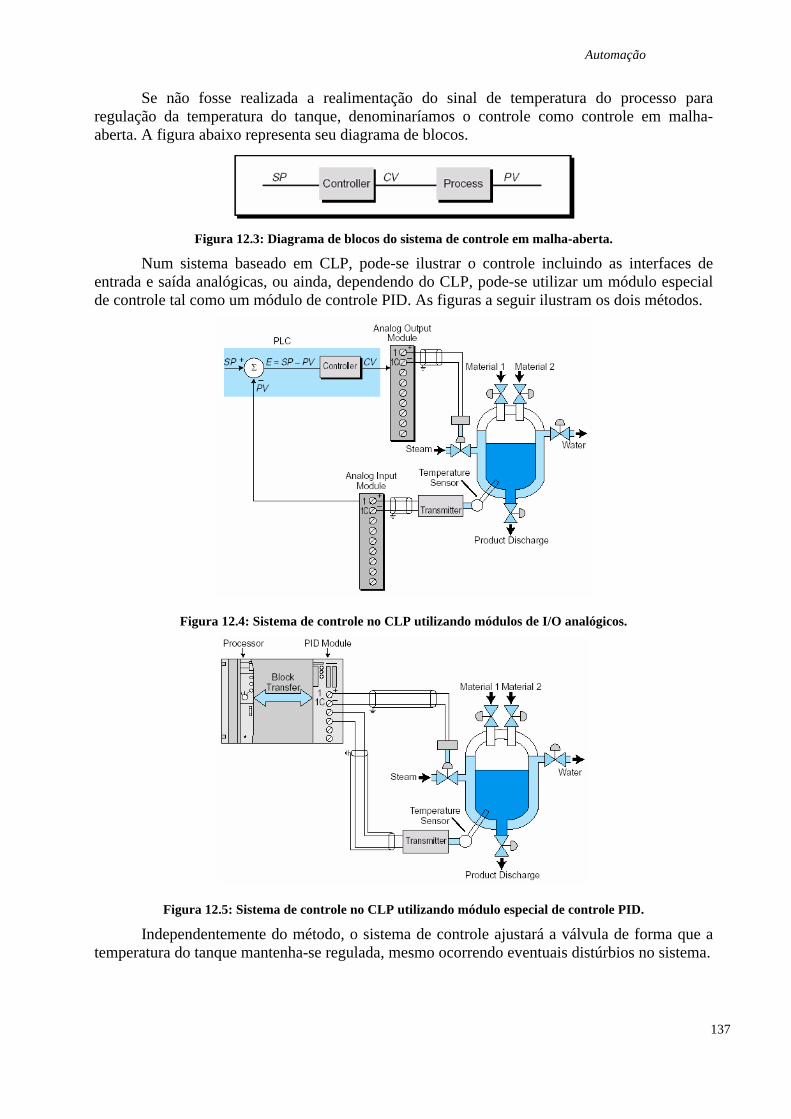
Automação
137
Se não fosse realizada a realimentação do sinal de temperatura do processo para regulação da temperatura do tanque, denominaríamos o controle como controle em malha-aberta. A figura abaixo representa seu diagrama de blocos.
Figura 12.3: Diagrama de blocos do sistema de controle em malha-aberta.
Num sistema baseado em CLP, pode-se ilustrar o controle incluindo as interfaces de entrada e saída analógicas, ou ainda, dependendo do CLP, pode-se utilizar um módulo especial de controle tal como um módulo de controle PID. As figuras a seguir ilustram os dois métodos.
Figura 12.4: Sistema de controle no CLP utilizando módulos de I/O analógicos.
Figura 12.5: Sistema de controle no CLP utilizando módulo especial de controle PID.
Independentemente do método, o sistema de controle ajustará a válvula de forma que a temperatura do tanque mantenha-se regulada, mesmo ocorrendo eventuais distúrbios no sistema.
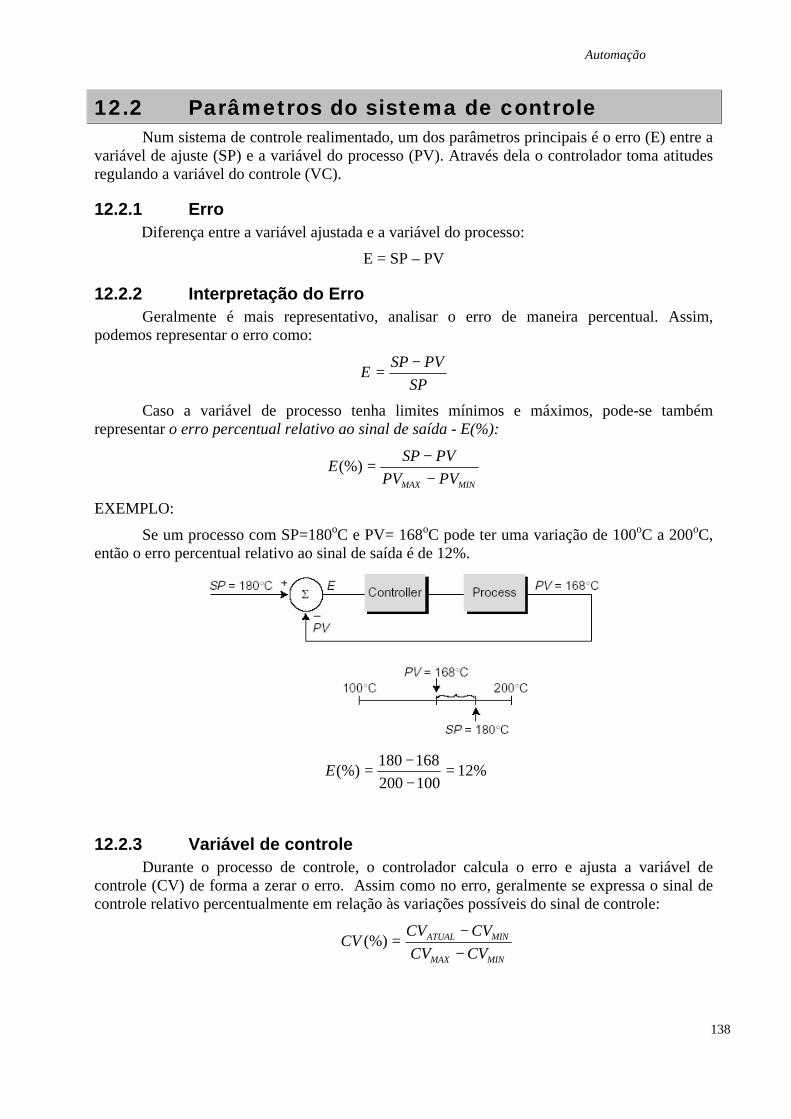
Automação
138
12.2 Parâmetros do sistema de controle Num sistema de controle realimentado, um dos parâmetros principais é o erro (E) entre a
variável de ajuste (SP) e a variável do processo (PV). Através dela o controlador toma atitudes regulando a variável do controle (VC).
12.2.1 Erro Diferença entre a variável ajustada e a variável do processo:
E = SP – PV
12.2.2 Interpretação do Erro Geralmente é mais representativo, analisar o erro de maneira percentual. Assim,
podemos representar o erro como:
SPPVSP
E−
=
Caso a variável de processo tenha limites mínimos e máximos, pode-se também representar o erro percentual relativo ao sinal de saída - E(%):
MINMAX PVPVPVSP
E−−
=(%)
EXEMPLO:
Se um processo com SP=180oC e PV= 168oC pode ter uma variação de 100oC a 200oC, então o erro percentual relativo ao sinal de saída é de 12%.
%12100200168180
(%) =−−
=E
12.2.3 Variável de controle Durante o processo de controle, o controlador calcula o erro e ajusta a variável de
controle (CV) de forma a zerar o erro. Assim como no erro, geralmente se expressa o sinal de controle relativo percentualmente em relação às variações possíveis do sinal de controle:
MINMAX
MINATUAL
CVCVCVCV
CV−−
=(%)
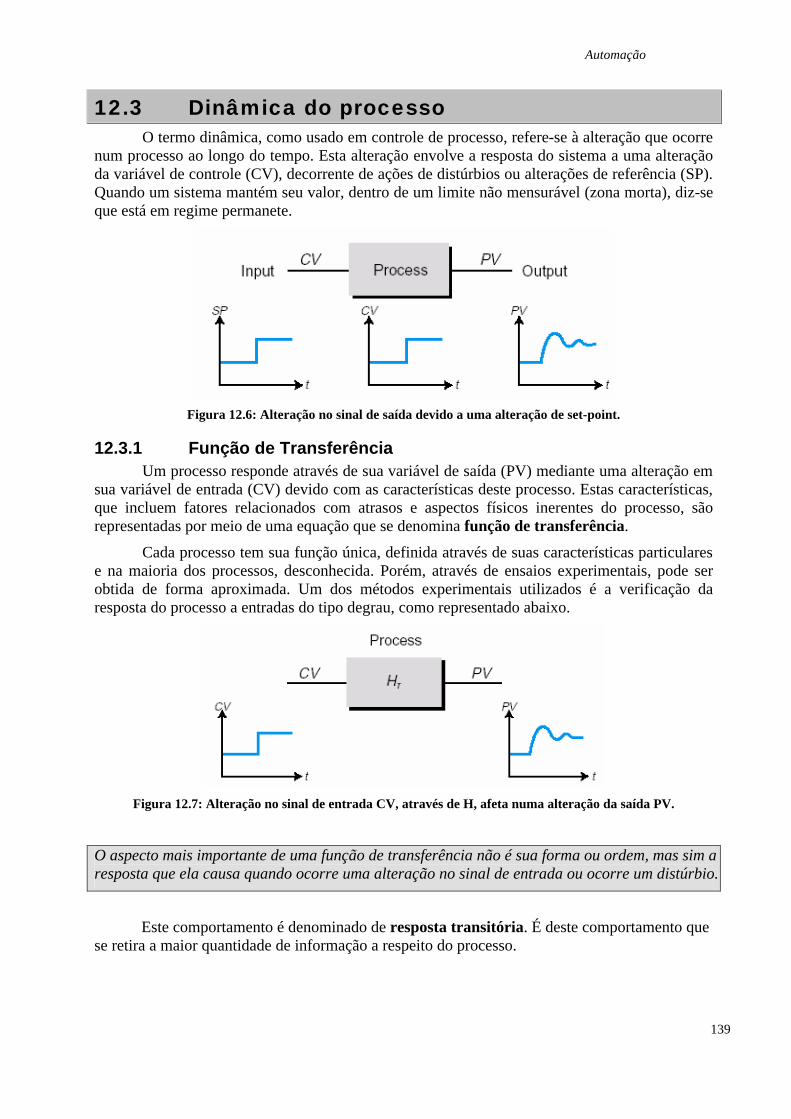
Automação
139
12.3 Dinâmica do processo O termo dinâmica, como usado em controle de processo, refere-se à alteração que ocorre
num processo ao longo do tempo. Esta alteração envolve a resposta do sistema a uma alteração da variável de controle (CV), decorrente de ações de distúrbios ou alterações de referência (SP). Quando um sistema mantém seu valor, dentro de um limite não mensurável (zona morta), diz-se que está em regime permanete.
Figura 12.6: Alteração no sinal de saída devido a uma alteração de set-point.
12.3.1 Função de Transferência Um processo responde através de sua variável de saída (PV) mediante uma alteração em
sua variável de entrada (CV) devido com as características deste processo. Estas características, que incluem fatores relacionados com atrasos e aspectos físicos inerentes do processo, são representadas por meio de uma equação que se denomina função de transferência.
Cada processo tem sua função única, definida através de suas características particulares e na maioria dos processos, desconhecida. Porém, através de ensaios experimentais, pode ser obtida de forma aproximada. Um dos métodos experimentais utilizados é a verificação da resposta do processo a entradas do tipo degrau, como representado abaixo.
Figura 12.7: Alteração no sinal de entrada CV, através de H, afeta numa alteração da saída PV.
O aspecto mais importante de uma função de transferência não é sua forma ou ordem, mas sim a resposta que ela causa quando ocorre uma alteração no sinal de entrada ou ocorre um distúrbio.
Este comportamento é denominado de resposta transitória. É deste comportamento que se retira a maior quantidade de informação a respeito do processo.
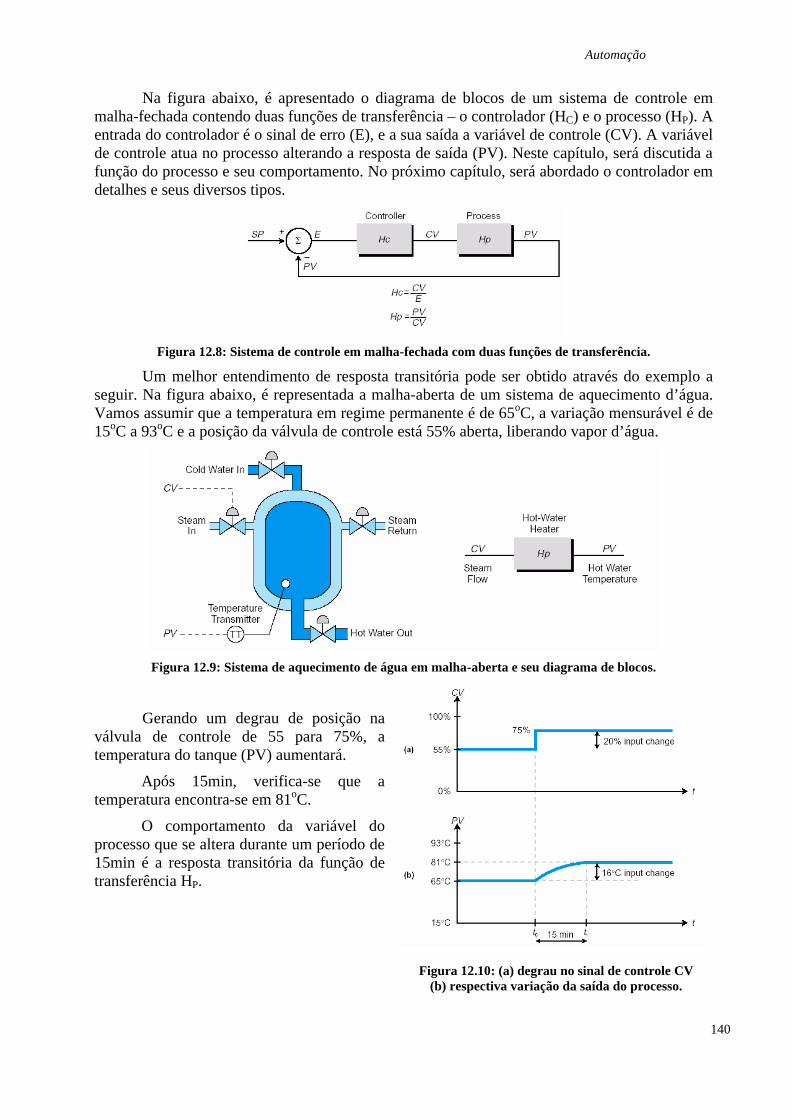
Automação
140
Na figura abaixo, é apresentado o diagrama de blocos de um sistema de controle em malha-fechada contendo duas funções de transferência – o controlador (HC) e o processo (HP). A entrada do controlador é o sinal de erro (E), e a sua saída a variável de controle (CV). A variável de controle atua no processo alterando a resposta de saída (PV). Neste capítulo, será discutida a função do processo e seu comportamento. No próximo capítulo, será abordado o controlador em detalhes e seus diversos tipos.
Figura 12.8: Sistema de controle em malha-fechada com duas funções de transferência.
Um melhor entendimento de resposta transitória pode ser obtido através do exemplo a seguir. Na figura abaixo, é representada a malha-aberta de um sistema de aquecimento d’água. Vamos assumir que a temperatura em regime permanente é de 65oC, a variação mensurável é de 15oC a 93oC e a posição da válvula de controle está 55% aberta, liberando vapor d’água.
Figura 12.9: Sistema de aquecimento de água em malha-aberta e seu diagrama de blocos.
Gerando um degrau de posição na válvula de controle de 55 para 75%, a temperatura do tanque (PV) aumentará.
Após 15min, verifica-se que a temperatura encontra-se em 81oC.
O comportamento da variável do processo que se altera durante um período de 15min é a resposta transitória da função de transferência HP.
Figura 12.10: (a) degrau no sinal de controle CV
(b) respectiva variação da saída do processo.
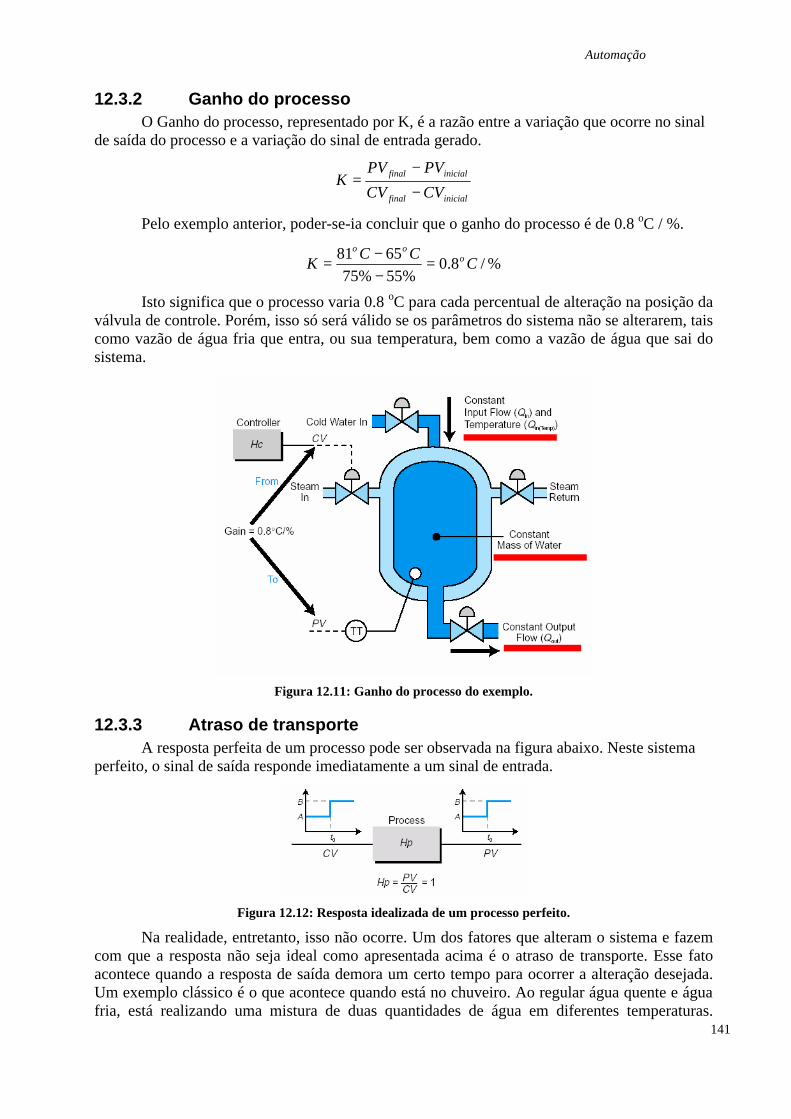
Automação
141
12.3.2 Ganho do processo O Ganho do processo, representado por K, é a razão entre a variação que ocorre no sinal
de saída do processo e a variação do sinal de entrada gerado.
inicialfinal
inicialfinal
CVCV
PVPVK
−
−=
Pelo exemplo anterior, poder-se-ia concluir que o ganho do processo é de 0.8 oC / %.
%/8.0%55%75
6581C
CCK o
oo
=−−
=
Isto significa que o processo varia 0.8 oC para cada percentual de alteração na posição da válvula de controle. Porém, isso só será válido se os parâmetros do sistema não se alterarem, tais como vazão de água fria que entra, ou sua temperatura, bem como a vazão de água que sai do sistema.
Figura 12.11: Ganho do processo do exemplo.
12.3.3 Atraso de transporte A resposta perfeita de um processo pode ser observada na figura abaixo. Neste sistema
perfeito, o sinal de saída responde imediatamente a um sinal de entrada.
Figura 12.12: Resposta idealizada de um processo perfeito.
Na realidade, entretanto, isso não ocorre. Um dos fatores que alteram o sistema e fazem com que a resposta não seja ideal como apresentada acima é o atraso de transporte. Esse fato acontece quando a resposta de saída demora um certo tempo para ocorrer a alteração desejada. Um exemplo clássico é o que acontece quando está no chuveiro. Ao regular água quente e água fria, está realizando uma mistura de duas quantidades de água em diferentes temperaturas.
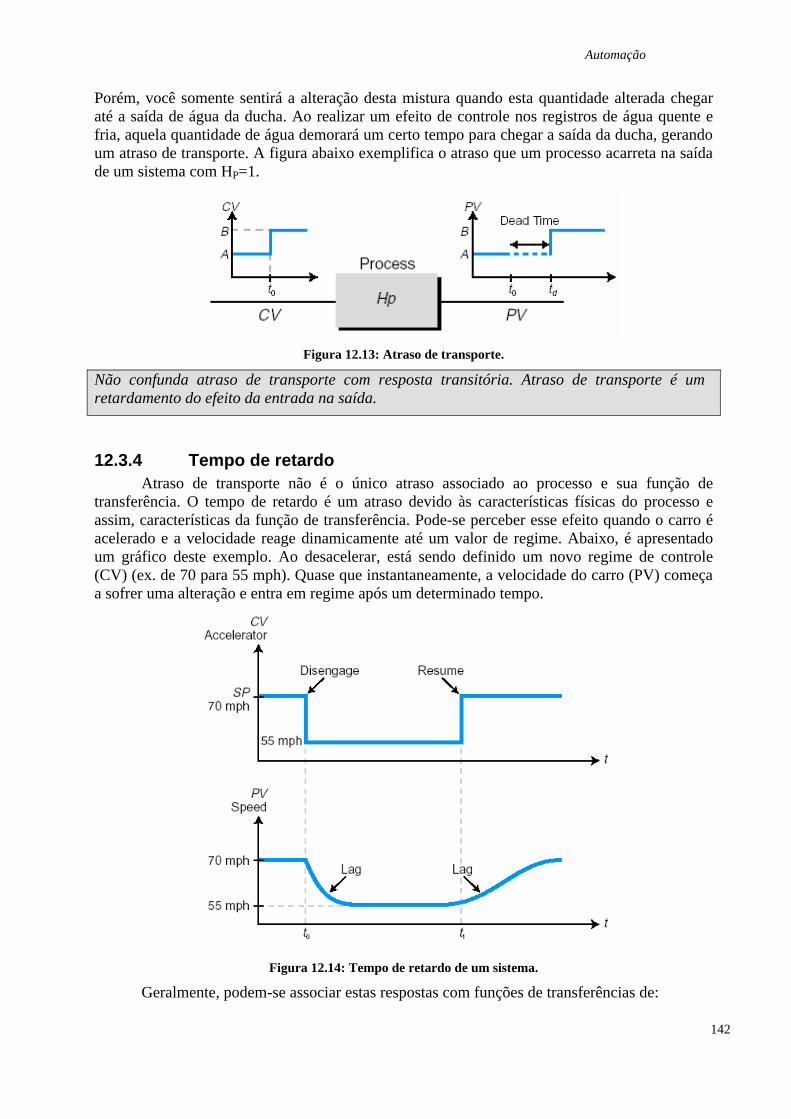
Automação
142
Porém, você somente sentirá a alteração desta mistura quando esta quantidade alterada chegar até a saída de água da ducha. Ao realizar um efeito de controle nos registros de água quente e fria, aquela quantidade de água demorará um certo tempo para chegar a saída da ducha, gerando um atraso de transporte. A figura abaixo exemplifica o atraso que um processo acarreta na saída de um sistema com HP=1.
Figura 12.13: Atraso de transporte.
Não confunda atraso de transporte com resposta transitória. Atraso de transporte é um retardamento do efeito da entrada na saída.
12.3.4 Tempo de retardo Atraso de transporte não é o único atraso associado ao processo e sua função de
transferência. O tempo de retardo é um atraso devido às características físicas do processo e assim, características da função de transferência. Pode-se perceber esse efeito quando o carro é acelerado e a velocidade reage dinamicamente até um valor de regime. Abaixo, é apresentado um gráfico deste exemplo. Ao desacelerar, está sendo definido um novo regime de controle (CV) (ex. de 70 para 55 mph). Quase que instantaneamente, a velocidade do carro (PV) começa a sofrer uma alteração e entra em regime após um determinado tempo.
Figura 12.14: Tempo de retardo de um sistema.
Geralmente, podem-se associar estas respostas com funções de transferências de:
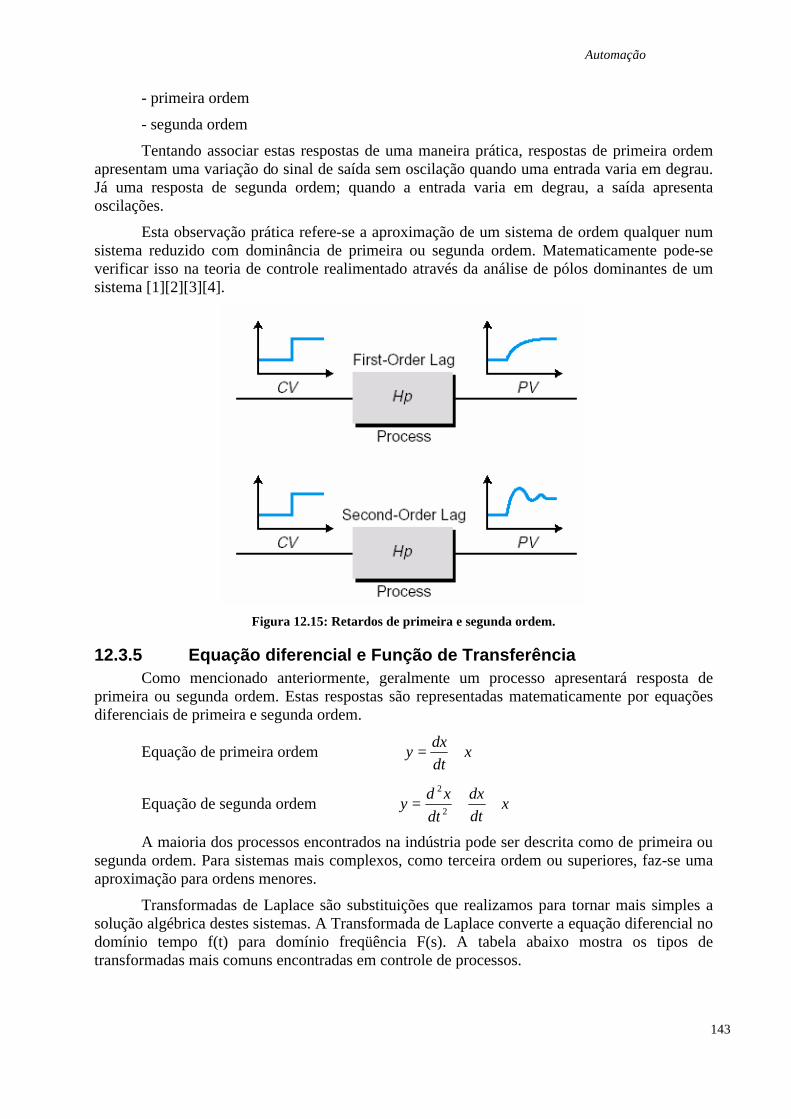
Automação
143
- primeira ordem
- segunda ordem
Tentando associar estas respostas de uma maneira prática, respostas de primeira ordem apresentam uma variação do sinal de saída sem oscilação quando uma entrada varia em degrau. Já uma resposta de segunda ordem; quando a entrada varia em degrau, a saída apresenta oscilações.
Esta observação prática refere-se a aproximação de um sistema de ordem qualquer num sistema reduzido com dominância de primeira ou segunda ordem. Matematicamente pode-se verificar isso na teoria de controle realimentado através da análise de pólos dominantes de um sistema [1][2][3][4].
Figura 12.15: Retardos de primeira e segunda ordem.
12.3.5 Equação diferencial e Função de Transferência Como mencionado anteriormente, geralmente um processo apresentará resposta de
primeira ou segunda ordem. Estas respostas são representadas matematicamente por equações diferenciais de primeira e segunda ordem.
Equação de primeira ordem xdtdx
y +=
Equação de segunda ordem xdtdx
dtxd
y ++= 2
2
A maioria dos processos encontrados na indústria pode ser descrita como de primeira ou segunda ordem. Para sistemas mais complexos, como terceira ordem ou superiores, faz-se uma aproximação para ordens menores.
Transformadas de Laplace são substituições que realizamos para tornar mais simples a solução algébrica destes sistemas. A Transformada de Laplace converte a equação diferencial no domínio tempo f(t) para domínio freqüência F(s). A tabela abaixo mostra os tipos de transformadas mais comuns encontradas em controle de processos.
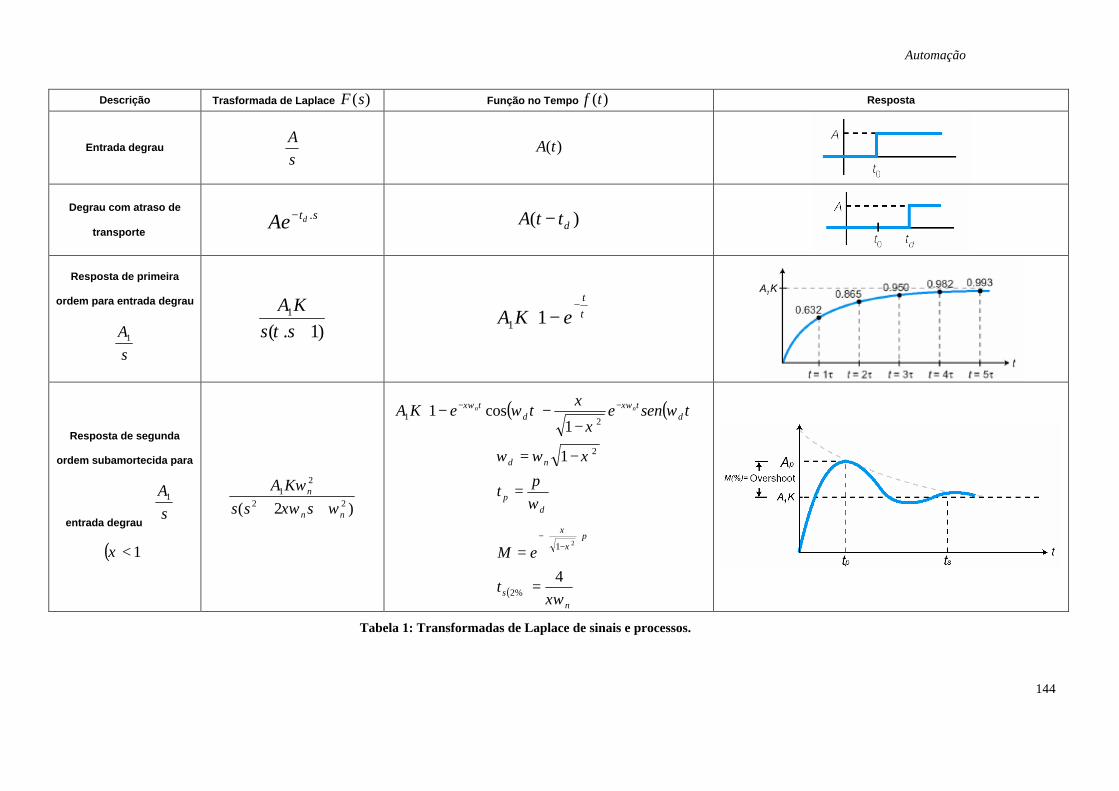
Automação
144
Descrição Trasformada de Laplace )(sF Função no Tempo )(tf Resposta
Entrada degrau sA
)(tA
Degrau com atraso de
transporte
stdAe .− )( dttA −
Resposta de primeira
ordem para entrada degrau
sA1
)1.(1
+ssKA
τ
−
−τt
eKA 11
Resposta de segunda
ordem subamortecida para
entrada degrau
sA1
( )1<ξ
)2( 22
21
nn
n
sssKA
ωξωω
++
( ) ( )
−−− −− tseneteKA d
td
t nn ωξ
ξω ξωξω
211
cos1
( )n
s
dp
nd
t
eM
t
ξω
ωπ
ξωω
πξ
ξ
4
1
%2
1
2
2
=
=
=
−=
−−
Tabela 1: Transformadas de Laplace de sinais e processos.
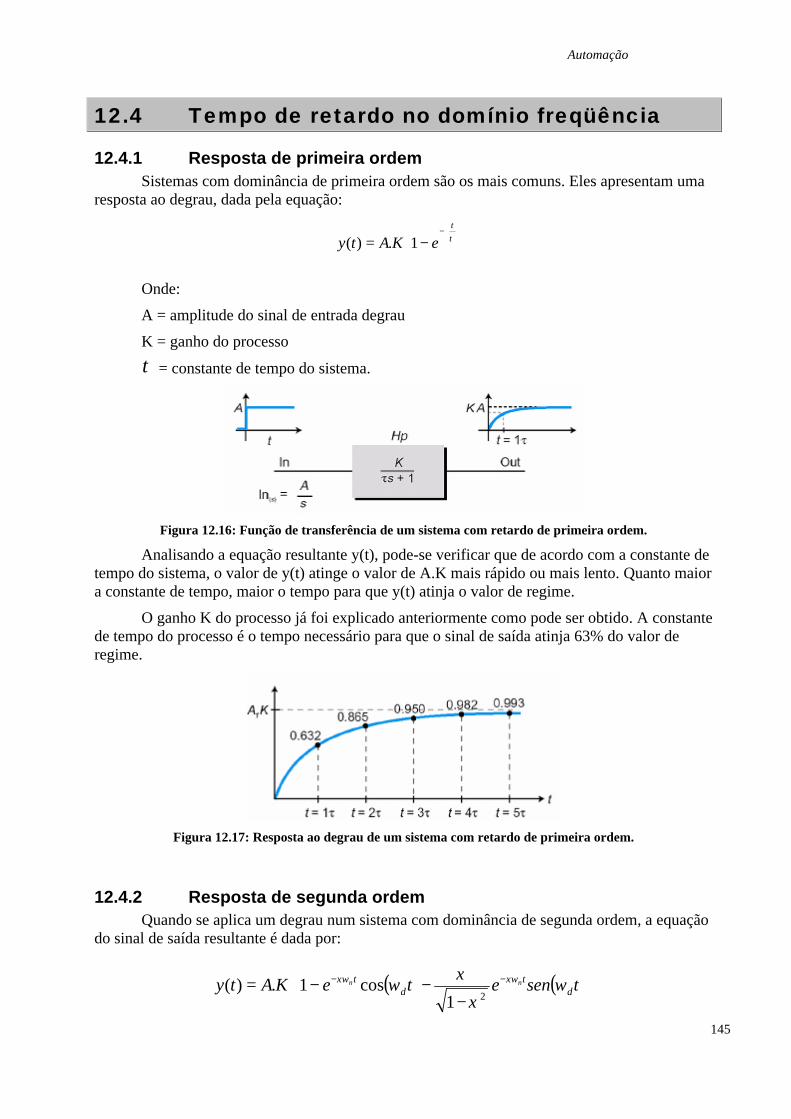
Automação
145
12.4 Tempo de retardo no domínio freqüência
12.4.1 Resposta de primeira ordem Sistemas com dominância de primeira ordem são os mais comuns. Eles apresentam uma
resposta ao degrau, dada pela equação:
−=
−
τt
eKAty 1.)(
Onde:
A = amplitude do sinal de entrada degrau
K = ganho do processo
τ = constante de tempo do sistema.
Figura 12.16: Função de transferência de um sistema com retardo de primeira ordem.
Analisando a equação resultante y(t), pode-se verificar que de acordo com a constante de tempo do sistema, o valor de y(t) atinge o valor de A.K mais rápido ou mais lento. Quanto maior a constante de tempo, maior o tempo para que y(t) atinja o valor de regime.
O ganho K do processo já foi explicado anteriormente como pode ser obtido. A constante de tempo do processo é o tempo necessário para que o sinal de saída atinja 63% do valor de regime.
Figura 12.17: Resposta ao degrau de um sistema com retardo de primeira ordem.
12.4.2 Resposta de segunda ordem Quando se aplica um degrau num sistema com dominância de segunda ordem, a equação
do sinal de saída resultante é dada por:
( ) ( )
−−−= −− tseneteKAty d
twd
tw nn ωξ
ξω ξξ
21cos1 .)(
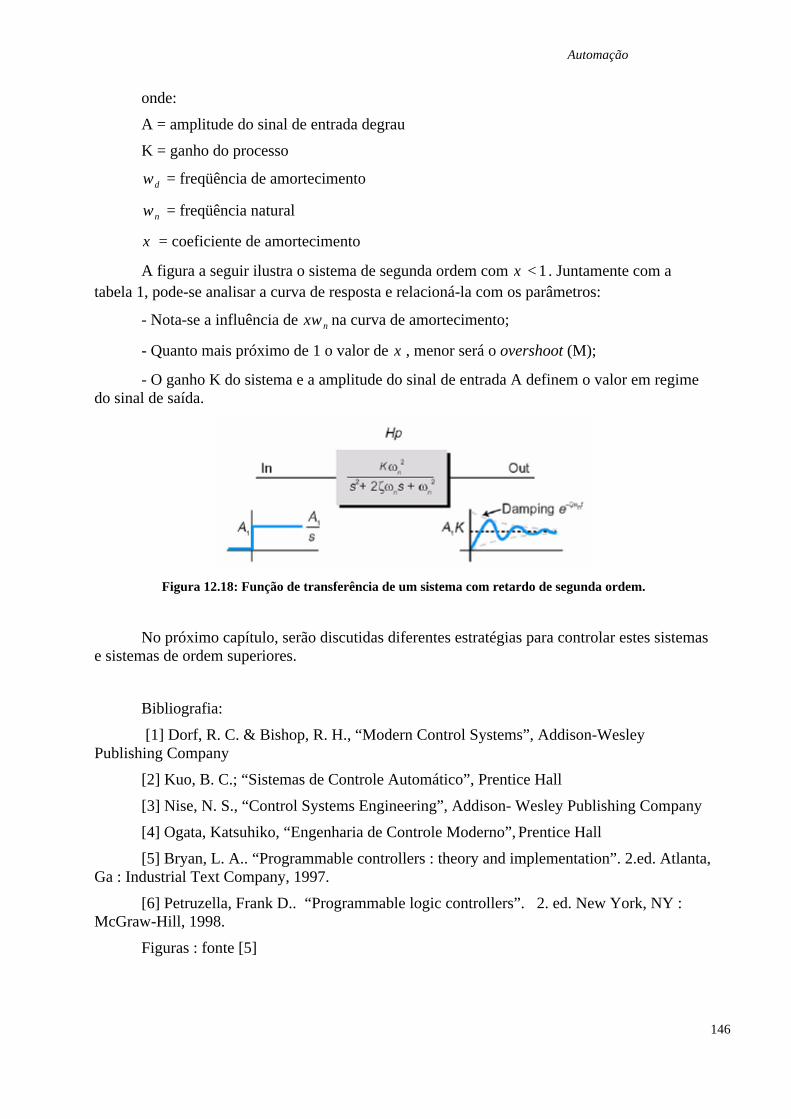
Automação
146
onde:
A = amplitude do sinal de entrada degrau
K = ganho do processo
dω = freqüência de amortecimento
nω = freqüência natural
ξ = coeficiente de amortecimento
A figura a seguir ilustra o sistema de segunda ordem com 1<ξ . Juntamente com a tabela 1, pode-se analisar a curva de resposta e relacioná-la com os parâmetros:
- Nota-se a influência de nξω na curva de amortecimento;
- Quanto mais próximo de 1 o valor de ξ , menor será o overshoot (M);
- O ganho K do sistema e a amplitude do sinal de entrada A definem o valor em regime do sinal de saída.
Figura 12.18: Função de transferência de um sistema com retardo de segunda ordem.
No próximo capítulo, serão discutidas diferentes estratégias para controlar estes sistemas e sistemas de ordem superiores.
Bibliografia:
[1] Dorf, R. C. & Bishop, R. H., “Modern Control Systems”, Addison-Wesley Publishing Company
[2] Kuo, B. C.; “Sistemas de Controle Automático”, Prentice Hall
[3] Nise, N. S., “Control Systems Engineering”, Addison- Wesley Publishing Company
[4] Ogata, Katsuhiko, “Engenharia de Controle Moderno”, Prentice Hall
[5] Bryan, L. A.. “Programmable controllers : theory and implementation”. 2.ed. Atlanta, Ga : Industrial Text Company, 1997.
[6] Petruzella, Frank D.. “Programmable logic controllers”. 2. ed. New York, NY : McGraw-Hill, 1998.
Figuras : fonte [5]
Automação
147
13 Controladores de processos
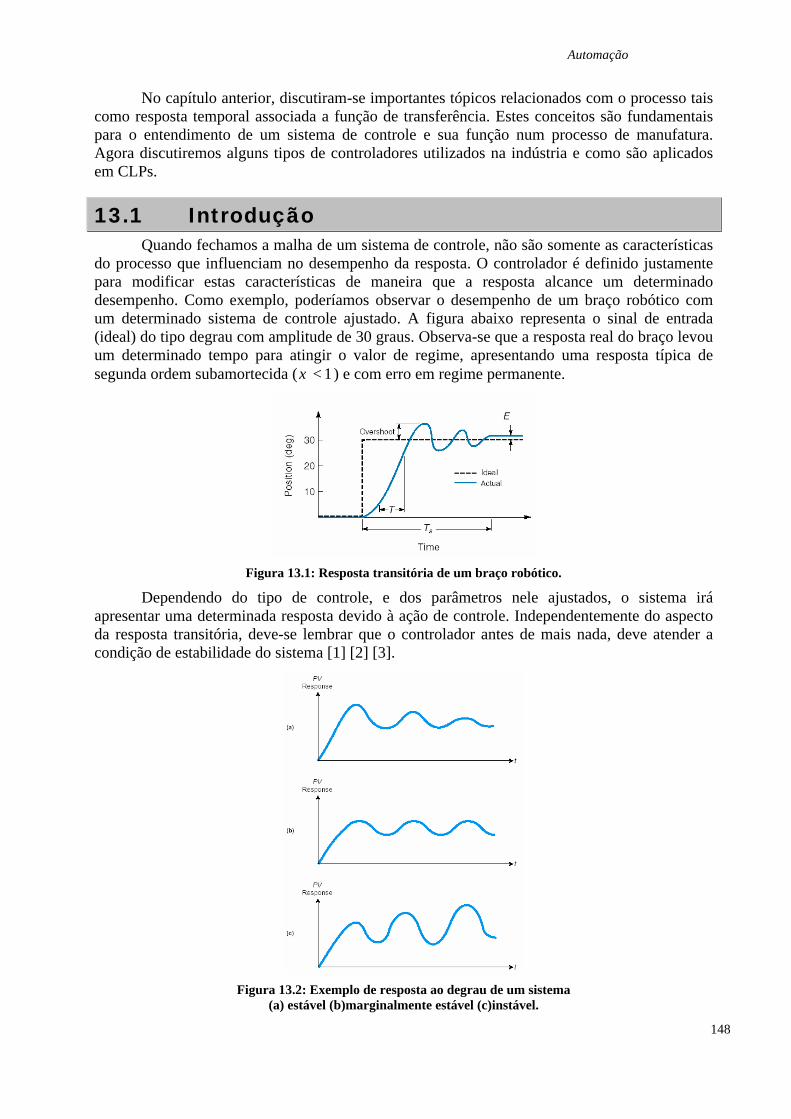
Automação
148
No capítulo anterior, discutiram-se importantes tópicos relacionados com o processo tais como resposta temporal associada a função de transferência. Estes conceitos são fundamentais para o entendimento de um sistema de controle e sua função num processo de manufatura. Agora discutiremos alguns tipos de controladores utilizados na indústria e como são aplicados em CLPs.
13.1 Introdução Quando fechamos a malha de um sistema de controle, não são somente as características
do processo que influenciam no desempenho da resposta. O controlador é definido justamente para modificar estas características de maneira que a resposta alcance um determinado desempenho. Como exemplo, poderíamos observar o desempenho de um braço robótico com um determinado sistema de controle ajustado. A figura abaixo representa o sinal de entrada (ideal) do tipo degrau com amplitude de 30 graus. Observa-se que a resposta real do braço levou um determinado tempo para atingir o valor de regime, apresentando uma resposta típica de segunda ordem subamortecida ( 1<ξ ) e com erro em regime permanente.
Figura 13.1: Resposta transitória de um braço robótico.
Dependendo do tipo de controle, e dos parâmetros nele ajustados, o sistema irá apresentar uma determinada resposta devido à ação de controle. Independentemente do aspecto da resposta transitória, deve-se lembrar que o controlador antes de mais nada, deve atender a condição de estabilidade do sistema [1] [2] [3].
Figura 13.2: Exemplo de resposta ao degrau de um sistema
(a) estável (b)marginalmente estável (c)instável.
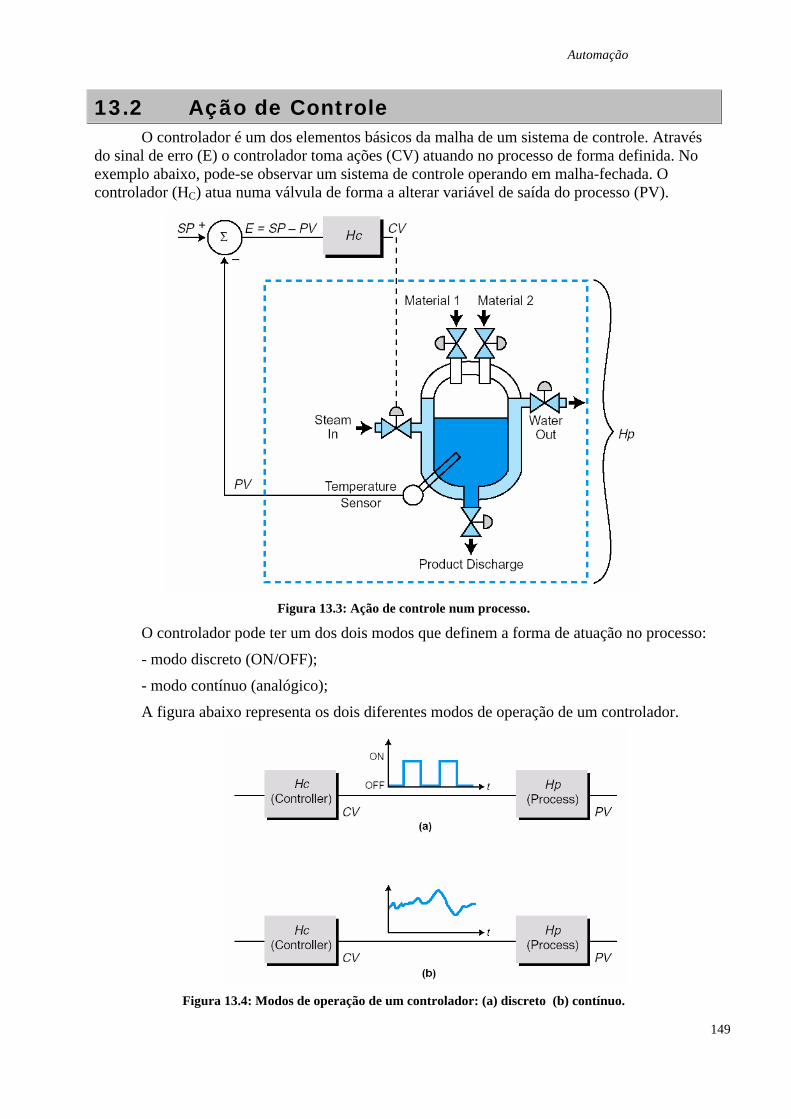
Automação
149
13.2 Ação de Controle O controlador é um dos elementos básicos da malha de um sistema de controle. Através
do sinal de erro (E) o controlador toma ações (CV) atuando no processo de forma definida. No exemplo abaixo, pode-se observar um sistema de controle operando em malha-fechada. O controlador (HC) atua numa válvula de forma a alterar variável de saída do processo (PV).
Figura 13.3: Ação de controle num processo.
O controlador pode ter um dos dois modos que definem a forma de atuação no processo:
- modo discreto (ON/OFF);
- modo contínuo (analógico);
A figura abaixo representa os dois diferentes modos de operação de um controlador.
Figura 13.4: Modos de operação de um controlador: (a) discreto (b) contínuo.
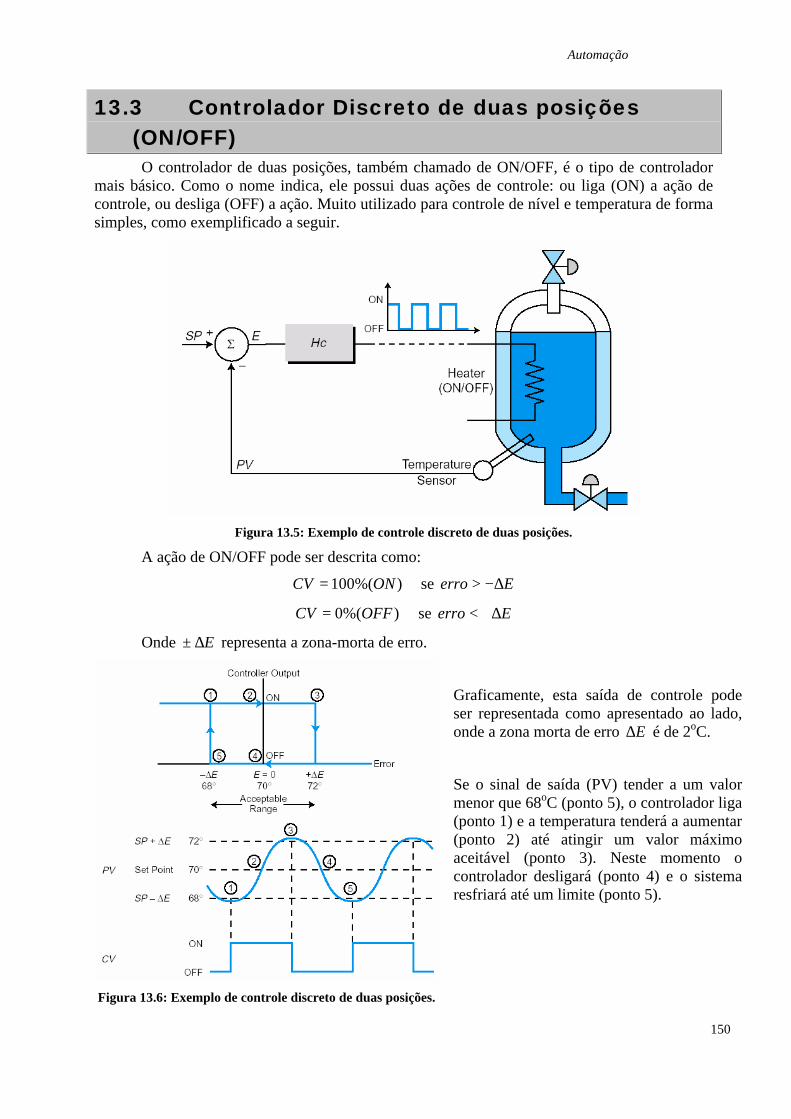
Automação
150
13.3 Controlador Discreto de duas posições (ON/OFF)
O controlador de duas posições, também chamado de ON/OFF, é o tipo de controlador mais básico. Como o nome indica, ele possui duas ações de controle: ou liga (ON) a ação de controle, ou desliga (OFF) a ação. Muito utilizado para controle de nível e temperatura de forma simples, como exemplificado a seguir.
Figura 13.5: Exemplo de controle discreto de duas posições.
A ação de ON/OFF pode ser descrita como:
)%(100 ONCV = se Eerro ∆−>
)%(0 OFFCV = se Eerro ∆+<
Onde E∆± representa a zona-morta de erro.
Graficamente, esta saída de controle pode ser representada como apresentado ao lado, onde a zona morta de erro E∆ é de 2oC.
Se o sinal de saída (PV) tender a um valor menor que 68oC (ponto 5), o controlador liga (ponto 1) e a temperatura tenderá a aumentar (ponto 2) até atingir um valor máximo aceitável (ponto 3). Neste momento o controlador desligará (ponto 4) e o sistema resfriará até um limite (ponto 5).
Figura 13.6: Exemplo de controle discreto de duas posições.
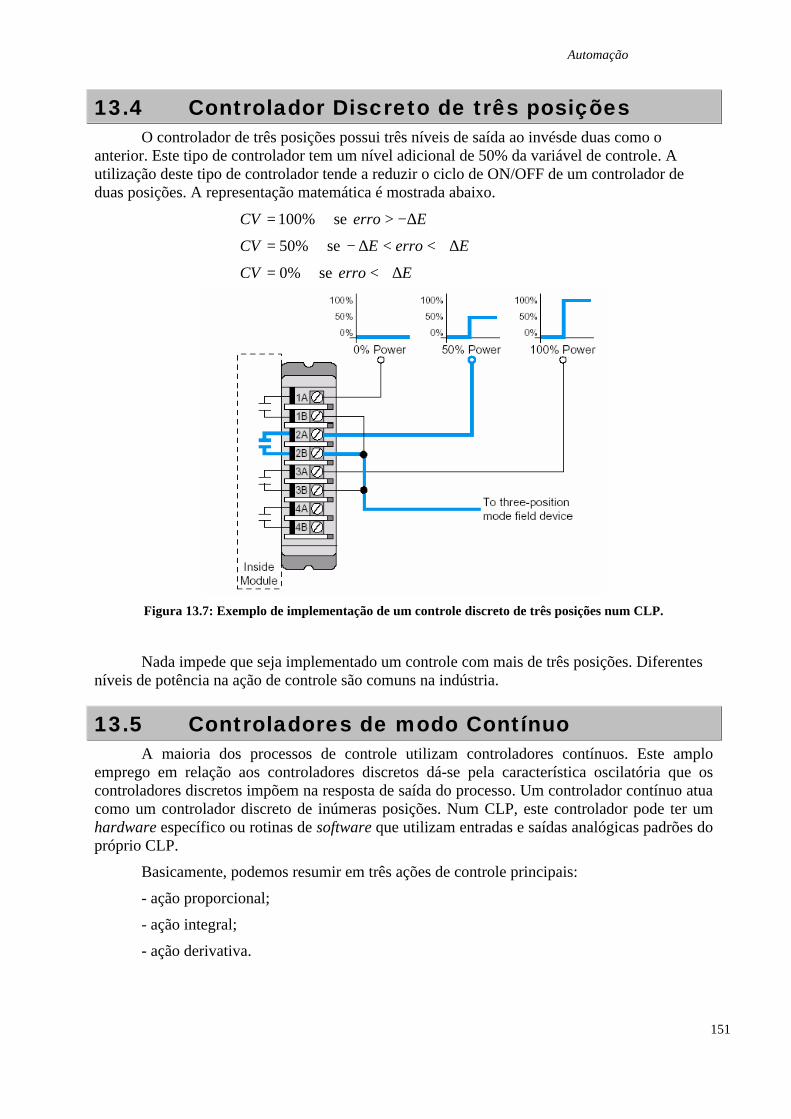
Automação
151
13.4 Controlador Discreto de três posições O controlador de três posições possui três níveis de saída ao invésde duas como o
anterior. Este tipo de controlador tem um nível adicional de 50% da variável de controle. A utilização deste tipo de controlador tende a reduzir o ciclo de ON/OFF de um controlador de duas posições. A representação matemática é mostrada abaixo.
%100=CV se Eerro ∆−>
%50=CV se EerroE ∆+<<∆−
%0=CV se Eerro ∆+<
Figura 13.7: Exemplo de implementação de um controle discreto de três posições num CLP.
Nada impede que seja implementado um controle com mais de três posições. Diferentes níveis de potência na ação de controle são comuns na indústria.
13.5 Controladores de modo Contínuo A maioria dos processos de controle utilizam controladores contínuos. Este amplo
emprego em relação aos controladores discretos dá-se pela característica oscilatória que os controladores discretos impõem na resposta de saída do processo. Um controlador contínuo atua como um controlador discreto de inúmeras posições. Num CLP, este controlador pode ter um hardware específico ou rotinas de software que utilizam entradas e saídas analógicas padrões do próprio CLP.
Basicamente, podemos resumir em três ações de controle principais:
- ação proporcional;
- ação integral;
- ação derivativa.
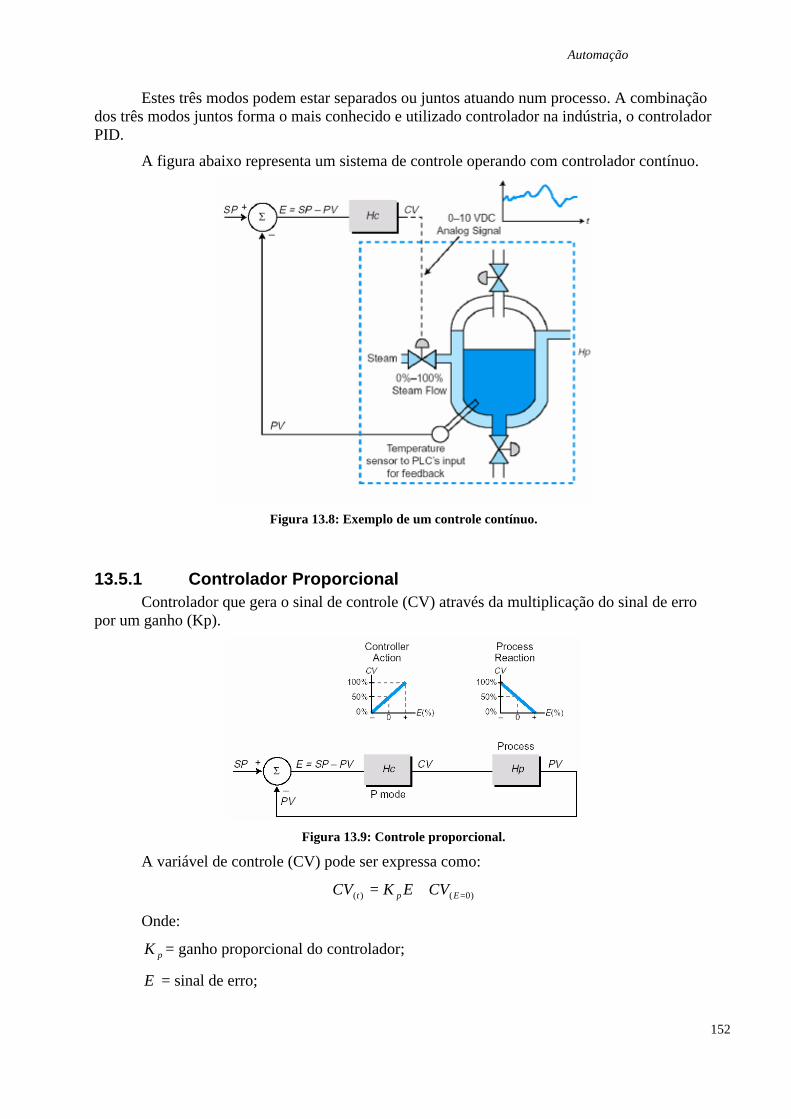
Automação
152
Estes três modos podem estar separados ou juntos atuando num processo. A combinação dos três modos juntos forma o mais conhecido e utilizado controlador na indústria, o controlador PID.
A figura abaixo representa um sistema de controle operando com controlador contínuo.
Figura 13.8: Exemplo de um controle contínuo.
13.5.1 Controlador Proporcional Controlador que gera o sinal de controle (CV) através da multiplicação do sinal de erro
por um ganho (Kp).
Figura 13.9: Controle proporcional.
A variável de controle (CV) pode ser expressa como:
)0()( =+= Ept CVEKCV
Onde:
pK = ganho proporcional do controlador;
E = sinal de erro;

Automação
153
)0( =ECV =sinal de controle quando erro é nulo.
Num sistema em malha-fechada, dependendo do tipo de sistema, pode-se obter uma resposta com erro diferente de zero. Isso porque a função de malha-fechada geralmente tem ganho diferente de 1.
Veja o exemplo:
Se a função de transferência de um processo apresenta um retardo de primeira ordem, pode-se representar esta função como:
1.)(
+=
sK
sH p τ
Se o controlador proporcional possui um ganho pK , o sistema possui a seguinte equação de malha-fechada:
KKs
KK
sSPsPV
p
p
++=
1.)()(
τ
Se o valor de referência (SP) for um degrau constante de amplitude A, pelo teorema do valor final, podemos concluir que o valor de saída será:
KK
KAKPV
KKs
KK
sA
sPV
sPVstPV
p
p
p
ps
s
+=∞
++=∞
=∞→
→
→
1)(
1...lim)(
)(.lim)(
0
0
τ
Ou seja, o valor de referência é A, porém, o valor de saída é KK
KAK
p
p
+1.
Independentemente de o sistema ter um retardo de primeira, segunda ou ordem superior,
sempre neste caso teremos erro. Somente se a função de transferência )()(
sSPsPV
possuir um pólo
na origem [1][2][3], o erro ao degrau será nulo.
)1.()(
+=
ssK
sH p τ
KKss
KK
sSPsPV
p
p
++= 2.)(
)(τ
APV
sPVstPV s
=∞
=∞→ →
)(
)(.lim)( 0
13.5.2 Controlador Integral Controlador integral gera o sinal de controle (CV) em função do erro do sistema. Porém
ao invés de simplesmente multiplicar o erro, o controlador integra o sinal de erro numa taxa Ki (ganho integral).
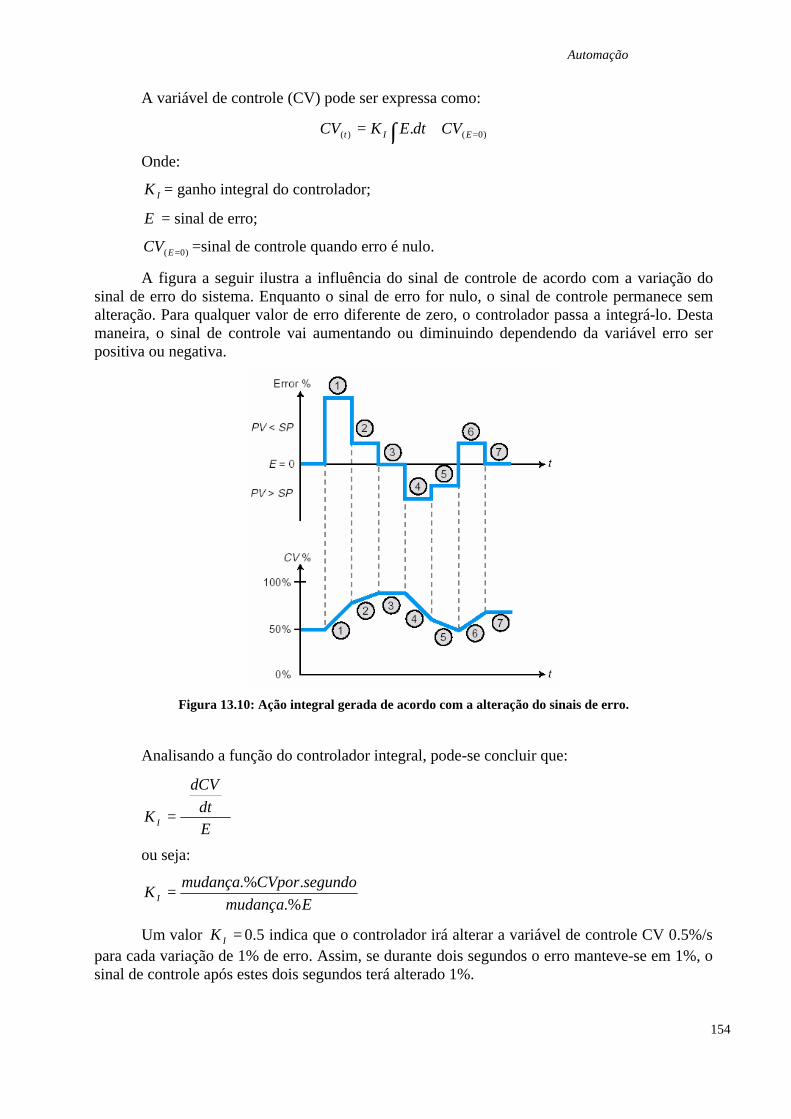
Automação
154
A variável de controle (CV) pode ser expressa como:
)0()( . =+= ∫ EIt CVdtEKCV
Onde:
IK = ganho integral do controlador;
E = sinal de erro;
)0( =ECV =sinal de controle quando erro é nulo.
A figura a seguir ilustra a influência do sinal de controle de acordo com a variação do sinal de erro do sistema. Enquanto o sinal de erro for nulo, o sinal de controle permanece sem alteração. Para qualquer valor de erro diferente de zero, o controlador passa a integrá-lo. Desta maneira, o sinal de controle vai aumentando ou diminuindo dependendo da variável erro ser positiva ou negativa.
Figura 13.10: Ação integral gerada de acordo com a alteração do sinais de erro.
Analisando a função do controlador integral, pode-se concluir que:
Edt
dCV
K I
=
ou seja:
EmudançasegundoCVpormudança
K I .%..%
=
Um valor =IK 0.5 indica que o controlador irá alterar a variável de controle CV 0.5%/s para cada variação de 1% de erro. Assim, se durante dois segundos o erro manteve-se em 1%, o sinal de controle após estes dois segundos terá alterado 1%.
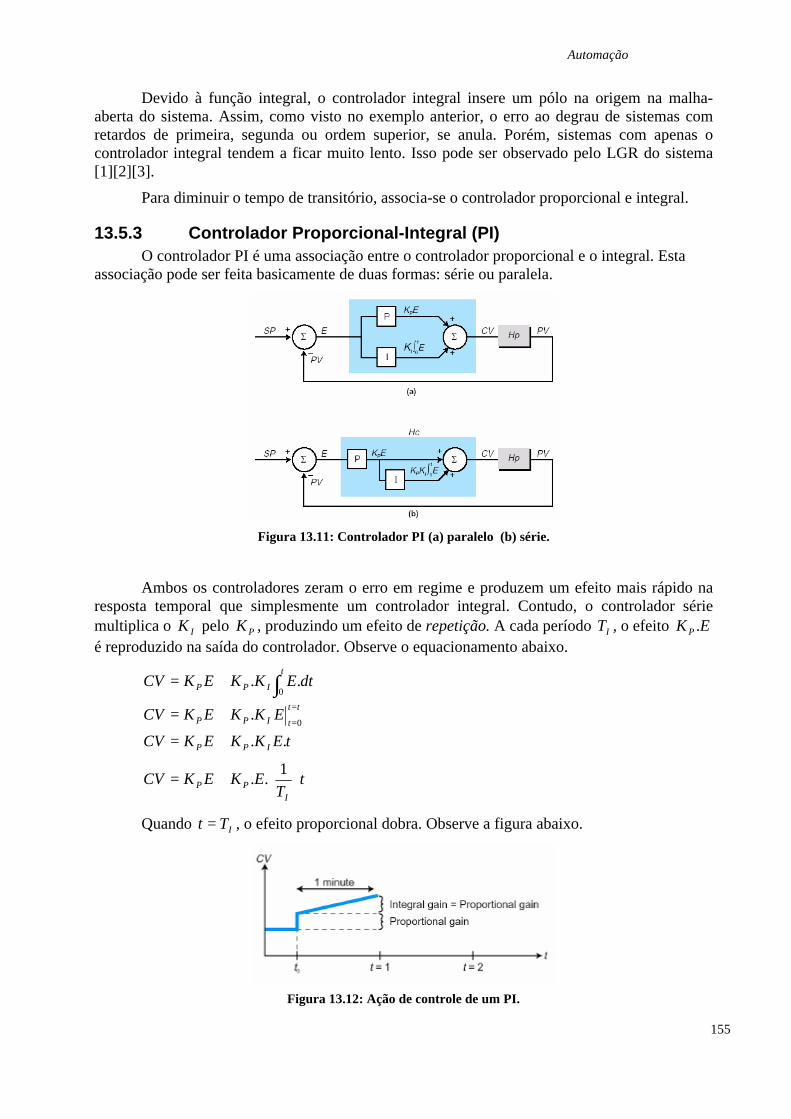
Automação
155
Devido à função integral, o controlador integral insere um pólo na origem na malha-aberta do sistema. Assim, como visto no exemplo anterior, o erro ao degrau de sistemas com retardos de primeira, segunda ou ordem superior, se anula. Porém, sistemas com apenas o controlador integral tendem a ficar muito lento. Isso pode ser observado pelo LGR do sistema [1][2][3].
Para diminuir o tempo de transitório, associa-se o controlador proporcional e integral.
13.5.3 Controlador Proporcional-Integral (PI) O controlador PI é uma associação entre o controlador proporcional e o integral. Esta
associação pode ser feita basicamente de duas formas: série ou paralela.
Figura 13.11: Controlador PI (a) paralelo (b) série.
Ambos os controladores zeram o erro em regime e produzem um efeito mais rápido na resposta temporal que simplesmente um controlador integral. Contudo, o controlador série multiplica o IK pelo PK , produzindo um efeito de repetição. A cada período IT , o efeito EK P . é reproduzido na saída do controlador. Observe o equacionamento abaixo.
tT
EKEKCV
tEKKEKCV
EKKEKCV
dtEKKEKCV
IPP
IPP
tt
tIPP
t
IPP
+=
+=
+=
+==
=
∫
1..
..
.
..
0
0
Quando ITt = , o efeito proporcional dobra. Observe a figura abaixo.
Figura 13.12: Ação de controle de um PI.
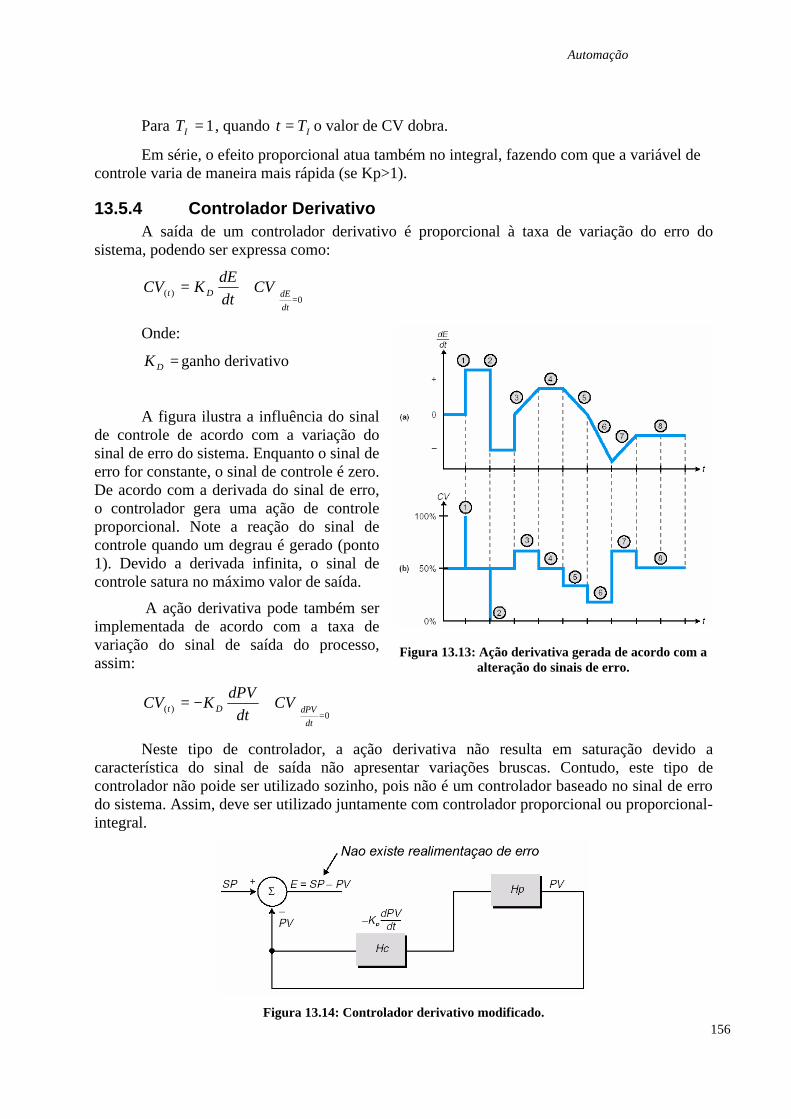
Automação
156
Para 1=IT , quando ITt = o valor de CV dobra.
Em série, o efeito proporcional atua também no integral, fazendo com que a variável de controle varia de maneira mais rápida (se Kp>1).
13.5.4 Controlador Derivativo A saída de um controlador derivativo é proporcional à taxa de variação do erro do
sistema, podendo ser expressa como:
=
+=0
)(
dtdEDt CV
dtdE
KCV
Onde:
=DK ganho derivativo
A figura ilustra a influência do sinal de controle de acordo com a variação do sinal de erro do sistema. Enquanto o sinal de erro for constante, o sinal de controle é zero. De acordo com a derivada do sinal de erro, o controlador gera uma ação de controle proporcional. Note a reação do sinal de controle quando um degrau é gerado (ponto 1). Devido a derivada infinita, o sinal de controle satura no máximo valor de saída.
A ação derivativa pode também ser implementada de acordo com a taxa de variação do sinal de saída do processo, assim:
Figura 13.13: Ação derivativa gerada de acordo com a alteração do sinais de erro.
=
+−=0
)(
dtdPVDt CV
dtdPV
KCV
Neste tipo de controlador, a ação derivativa não resulta em saturação devido a característica do sinal de saída não apresentar variações bruscas. Contudo, este tipo de controlador não poide ser utilizado sozinho, pois não é um controlador baseado no sinal de erro do sistema. Assim, deve ser utilizado juntamente com controlador proporcional ou proporcional-integral.
Figura 13.14: Controlador derivativo modificado.
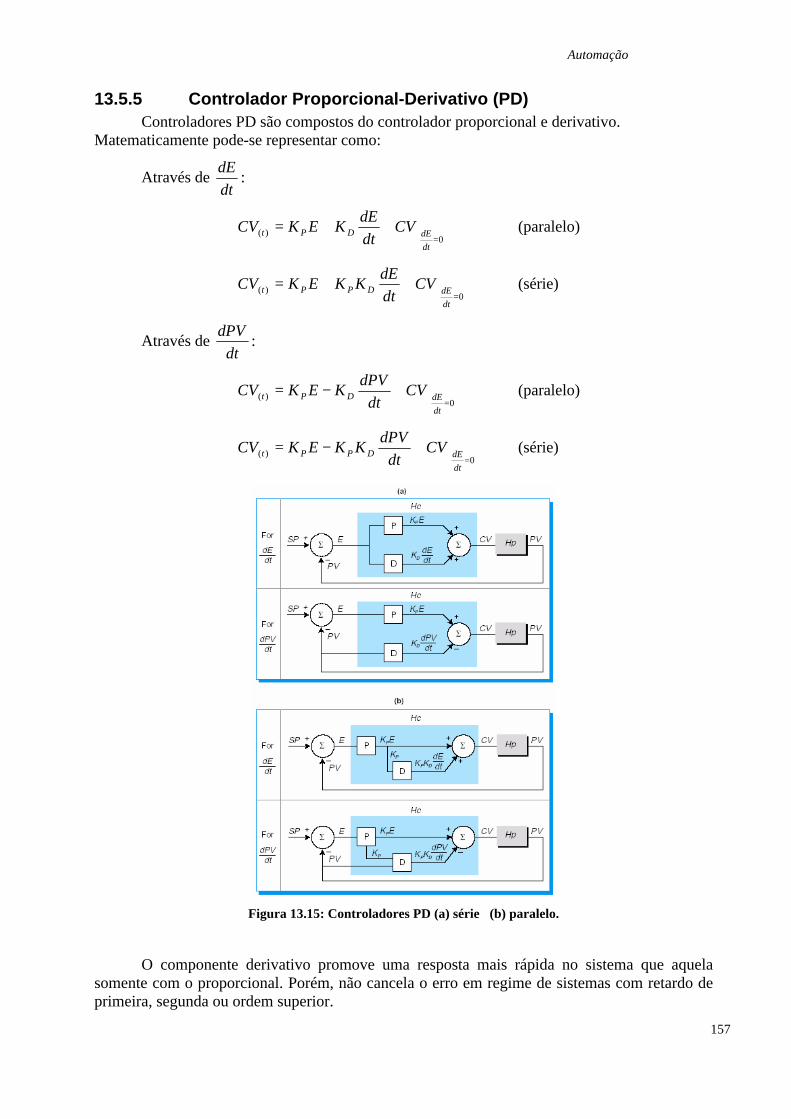
Automação
157
13.5.5 Controlador Proporcional-Derivativo (PD) Controladores PD são compostos do controlador proporcional e derivativo.
Matematicamente pode-se representar como:
Através de dtdE
:
=
++=0
)(
dtdEDPt CV
dtdE
KEKCV (paralelo)
=
++=0
)(
dtdEDPPt CV
dtdE
KKEKCV (série)
Através de dt
dPV:
=
+−=0
)(
dtdEDPt CV
dtdPV
KEKCV (paralelo)
=
+−=0
)(
dtdEDPPt CV
dtdPV
KKEKCV (série)
Figura 13.15: Controladores PD (a) série (b) paralelo.
O componente derivativo promove uma resposta mais rápida no sistema que aquela somente com o proporcional. Porém, não cancela o erro em regime de sistemas com retardo de primeira, segunda ou ordem superior.
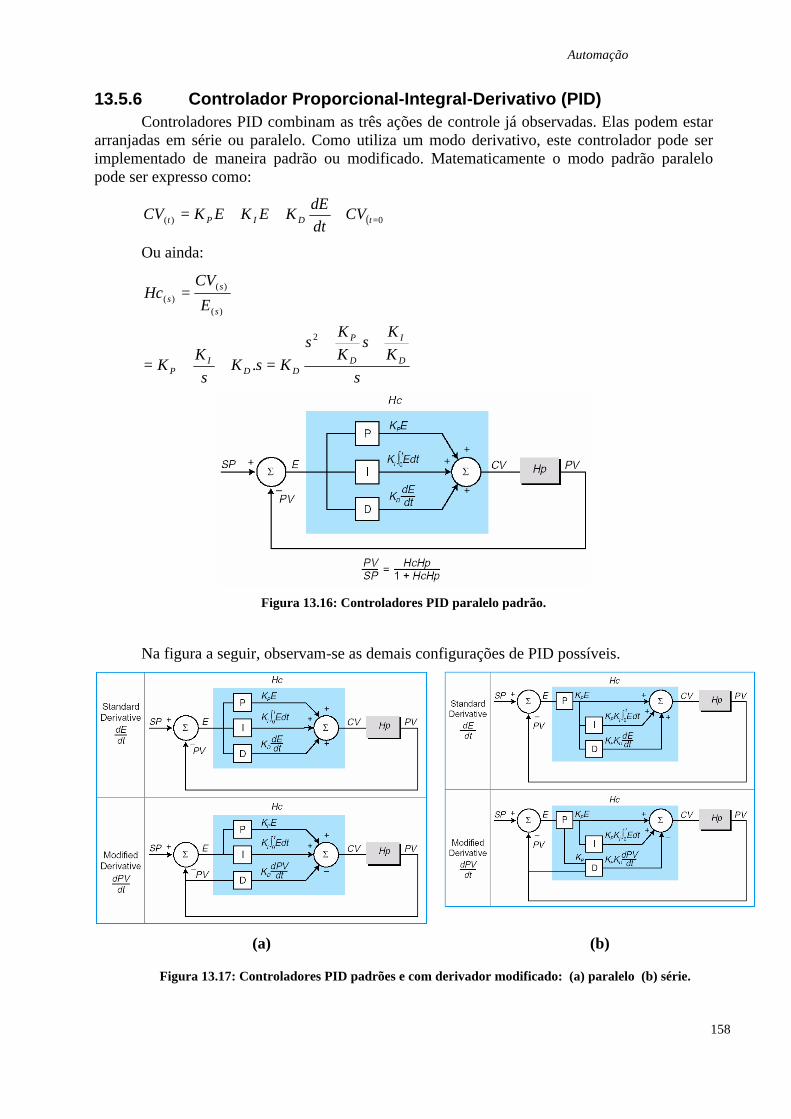
Automação
158
13.5.6 Controlador Proporcional-Integral-Derivativo (PID) Controladores PID combinam as três ações de controle já observadas. Elas podem estar
arranjadas em série ou paralelo. Como utiliza um modo derivativo, este controlador pode ser implementado de maneira padrão ou modificado. Matematicamente o modo padrão paralelo pode ser expresso como:
( )0)( =+++= tDIPt CVdtdE
KEKEKCV
Ou ainda:
sKK
sKK
sKsK
sK
K
E
CVHc
D
I
D
P
DDI
P
s
ss
++=++=
=
2
)(
)()(
.
Figura 13.16: Controladores PID paralelo padrão.
Na figura a seguir, observam-se as demais configurações de PID possíveis.
(a) (b)
Figura 13.17: Controladores PID padrões e com derivador modificado: (a) paralelo (b) série.

Automação
159
Se observarmos uma formação série padrão, notamos uma pequena diferença na formulação matemática. Contudo pode-se observar uma característica interessante:
( )0)( =+++= tDPIPPt CVdtdE
KKEKKEKCV
Ou ainda:
sKK
sK
sKKsKK
sKK
K
E
CVHc
D
I
DDPDP
IPP
s
ss
++=++=
=
1
.
2
)(
)()(
Dependendo da formação série ou paralela, o ganho KP passa ou não a influenciar na posição dos zeros do controlador.
Geralmente nos controladores existentes no mercado, usa-se a formação série, porém, com o derivador modificado.
Implementação Digital de um PID num PLC
Um controlador programável implementa a ação de controle utilizando um algoritmo discreto, ou digital. Por exemplo, um controlador PID série modificado pode usar o seguinte algoritmo:
( ) ( ))2()1()1()1( 2 −−−− +−
−+−+= nnn
s
DPnsIPnnPnn PVPVPV
TKK
ETKKEEKCVCV
Onde:
=nCV saída de controle atual
=− )1(nCV saída de controle anterior
=PK ganho proporcional
=IK ganho integral
=DK ganho derivativo
=nE erro atual
=− )1(nE último anterior
=sT amostragem de tempo
=nPV variável do processo atual
=− )1(nPV última variável do processo
=− )2(nPV penúltima variável do processo
A amostragem de tempo é o tempo no qual o CLP leva para ler os valores do processo e executar a ação de controle nas saídas. Esse valor pode ser ajustado e pode levar centésimos de segundo a centenas de segundos. Porém cabe ressaltar que a amostragem deve ser mais rápida que a constante de tempo do processo.
Integral com Anti-Windup
A ação integral é importante por zerar o erro em regime para um setpiont constante. Porém, a ação integral pode representar um problema quando o sinal de controle possui uma pequena faixa de variação. Enquanto o sinal de erro não zerar, o integrador vai incrementando o
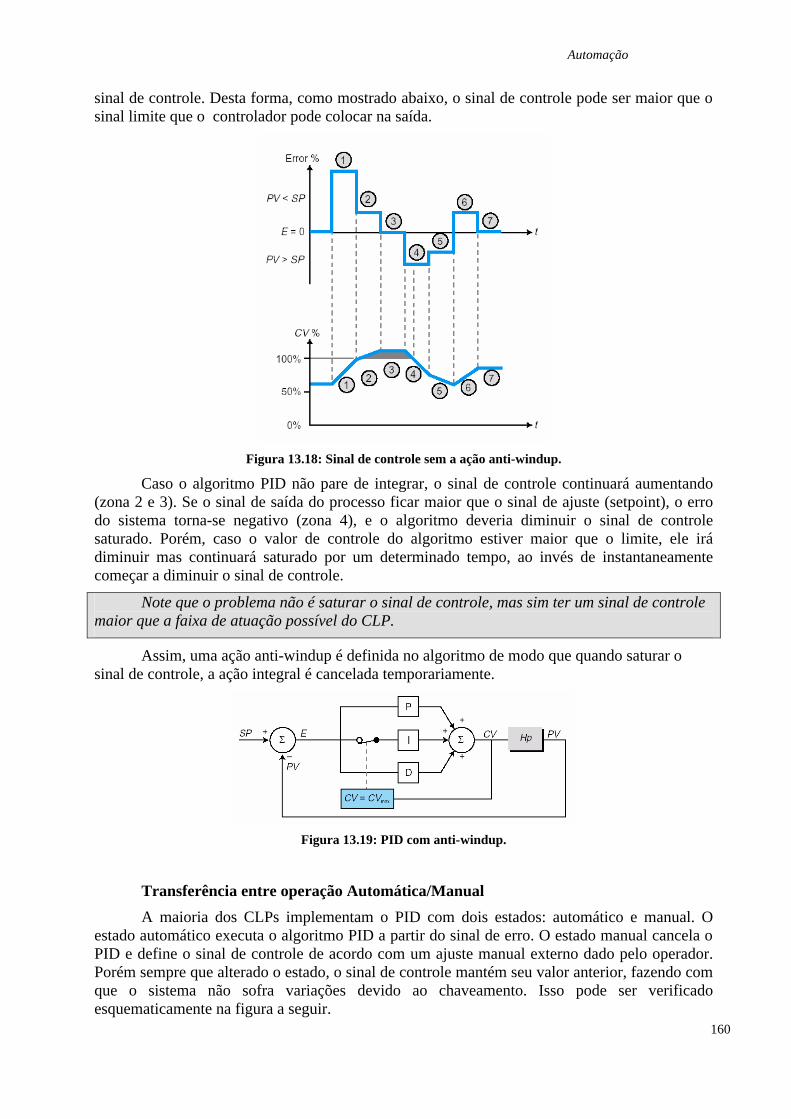
Automação
160
sinal de controle. Desta forma, como mostrado abaixo, o sinal de controle pode ser maior que o sinal limite que o controlador pode colocar na saída.
Figura 13.18: Sinal de controle sem a ação anti-windup.
Caso o algoritmo PID não pare de integrar, o sinal de controle continuará aumentando (zona 2 e 3). Se o sinal de saída do processo ficar maior que o sinal de ajuste (setpoint), o erro do sistema torna-se negativo (zona 4), e o algoritmo deveria diminuir o sinal de controle saturado. Porém, caso o valor de controle do algoritmo estiver maior que o limite, ele irá diminuir mas continuará saturado por um determinado tempo, ao invés de instantaneamente começar a diminuir o sinal de controle.
Note que o problema não é saturar o sinal de controle, mas sim ter um sinal de controle maior que a faixa de atuação possível do CLP.
Assim, uma ação anti-windup é definida no algoritmo de modo que quando saturar o sinal de controle, a ação integral é cancelada temporariamente.
Figura 13.19: PID com anti-windup.
Transferência entre operação Automática/Manual
A maioria dos CLPs implementam o PID com dois estados: automático e manual. O estado automático executa o algoritmo PID a partir do sinal de erro. O estado manual cancela o PID e define o sinal de controle de acordo com um ajuste manual externo dado pelo operador. Porém sempre que alterado o estado, o sinal de controle mantém seu valor anterior, fazendo com que o sistema não sofra variações devido ao chaveamento. Isso pode ser verificado esquematicamente na figura a seguir.
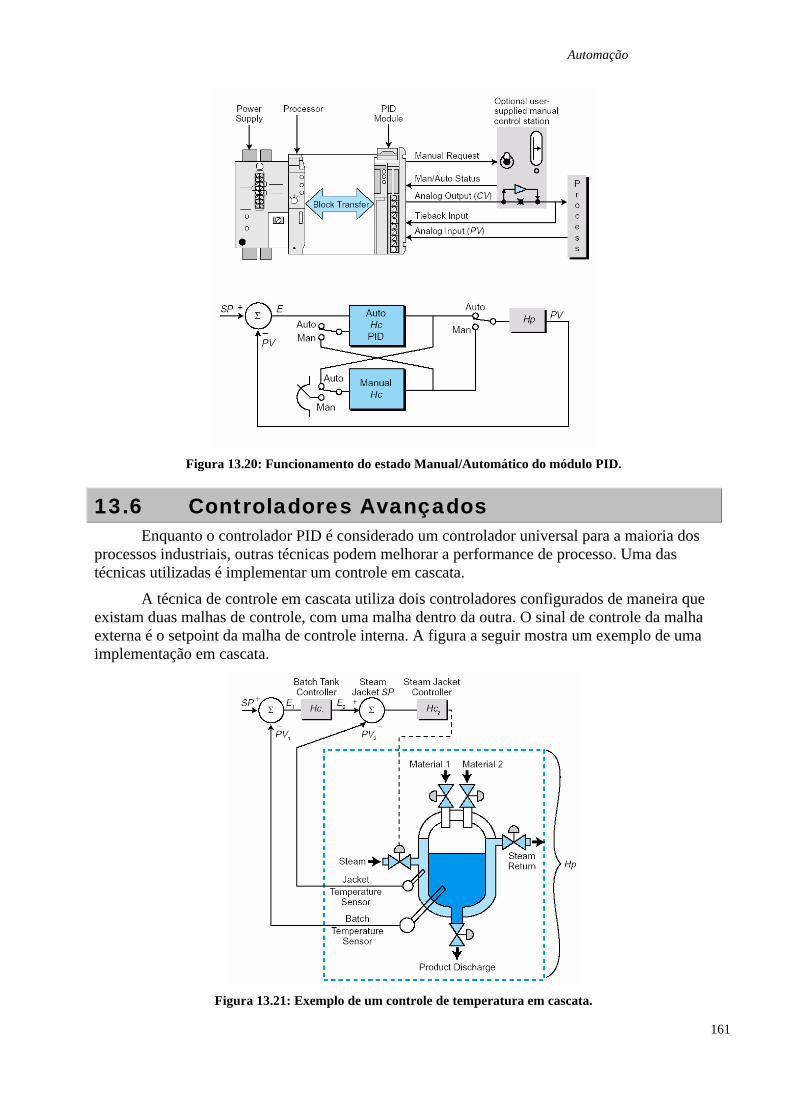
Automação
161
Figura 13.20: Funcionamento do estado Manual/Automático do módulo PID.
13.6 Controladores Avançados Enquanto o controlador PID é considerado um controlador universal para a maioria dos
processos industriais, outras técnicas podem melhorar a performance de processo. Uma das técnicas utilizadas é implementar um controle em cascata.
A técnica de controle em cascata utiliza dois controladores configurados de maneira que existam duas malhas de controle, com uma malha dentro da outra. O sinal de controle da malha externa é o setpoint da malha de controle interna. A figura a seguir mostra um exemplo de uma implementação em cascata.
Figura 13.21: Exemplo de um controle de temperatura em cascata.
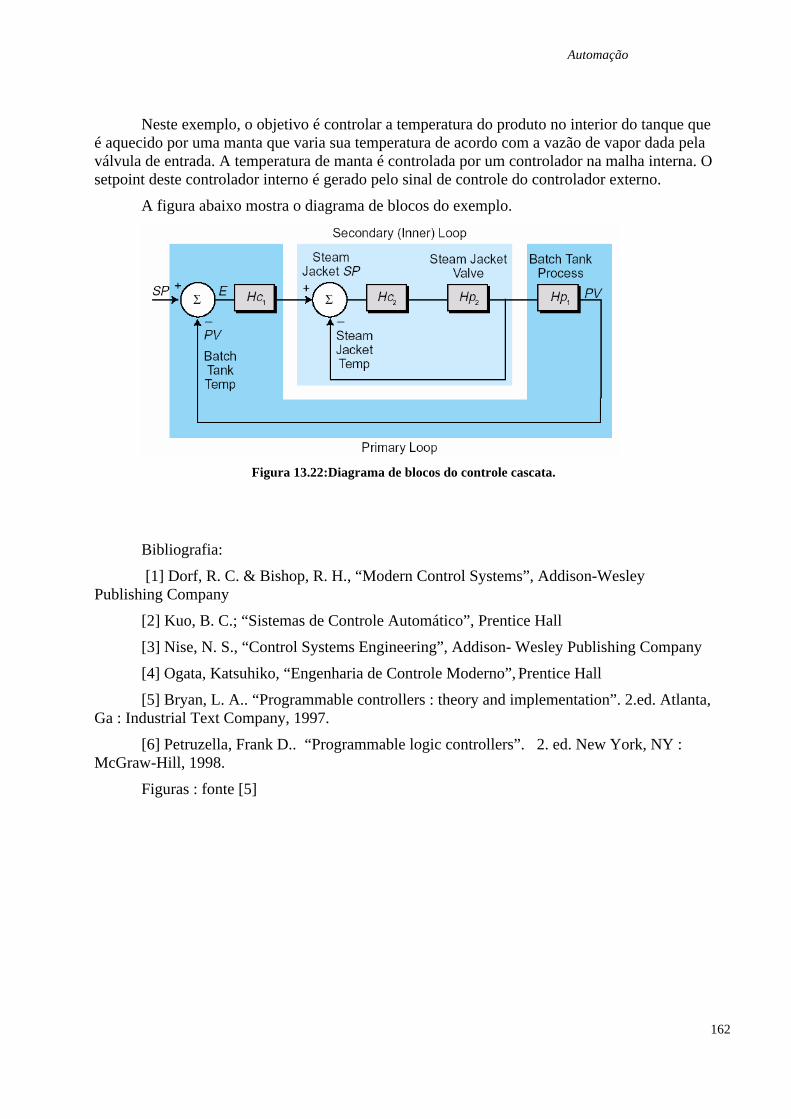
Automação
162
Neste exemplo, o objetivo é controlar a temperatura do produto no interior do tanque que é aquecido por uma manta que varia sua temperatura de acordo com a vazão de vapor dada pela válvula de entrada. A temperatura de manta é controlada por um controlador na malha interna. O setpoint deste controlador interno é gerado pelo sinal de controle do controlador externo.
A figura abaixo mostra o diagrama de blocos do exemplo.
Figura 13.22:Diagrama de blocos do controle cascata.
Bibliografia:
[1] Dorf, R. C. & Bishop, R. H., “Modern Control Systems”, Addison-Wesley Publishing Company
[2] Kuo, B. C.; “Sistemas de Controle Automático”, Prentice Hall
[3] Nise, N. S., “Control Systems Engineering”, Addison- Wesley Publishing Company
[4] Ogata, Katsuhiko, “Engenharia de Controle Moderno”, Prentice Hall
[5] Bryan, L. A.. “Programmable controllers : theory and implementation”. 2.ed. Atlanta, Ga : Industrial Text Company, 1997.
[6] Petruzella, Frank D.. “Programmable logic controllers”. 2. ed. New York, NY : McGraw-Hill, 1998.
Figuras : fonte [5]
Automação
163
14 Ajuste de PID
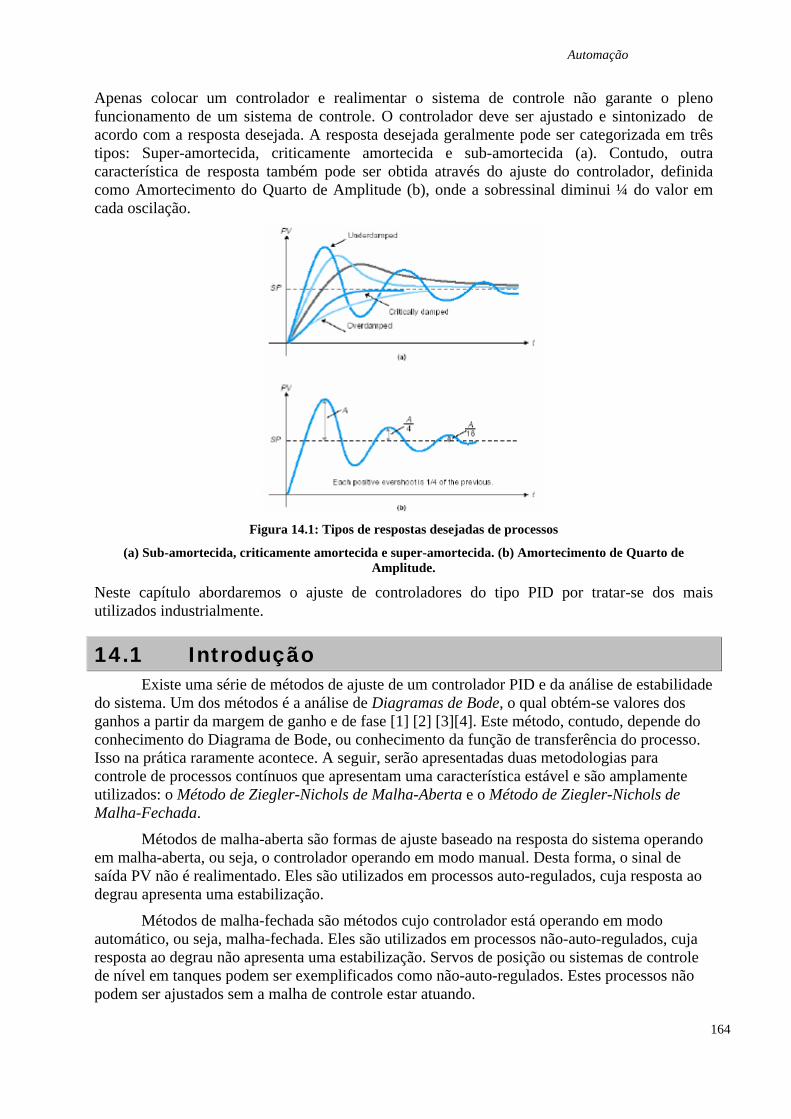
Automação
164
Apenas colocar um controlador e realimentar o sistema de controle não garante o pleno funcionamento de um sistema de controle. O controlador deve ser ajustado e sintonizado de acordo com a resposta desejada. A resposta desejada geralmente pode ser categorizada em três tipos: Super-amortecida, criticamente amortecida e sub-amortecida (a). Contudo, outra característica de resposta também pode ser obtida através do ajuste do controlador, definida como Amortecimento do Quarto de Amplitude (b), onde a sobressinal diminui ¼ do valor em cada oscilação.
Figura 14.1: Tipos de respostas desejadas de processos
(a) Sub-amortecida, criticamente amortecida e super-amortecida. (b) Amortecimento de Quarto de Amplitude.
Neste capítulo abordaremos o ajuste de controladores do tipo PID por tratar-se dos mais utilizados industrialmente.
14.1 Introdução Existe uma série de métodos de ajuste de um controlador PID e da análise de estabilidade
do sistema. Um dos métodos é a análise de Diagramas de Bode, o qual obtém-se valores dos ganhos a partir da margem de ganho e de fase [1] [2] [3][4]. Este método, contudo, depende do conhecimento do Diagrama de Bode, ou conhecimento da função de transferência do processo. Isso na prática raramente acontece. A seguir, serão apresentadas duas metodologias para controle de processos contínuos que apresentam uma característica estável e são amplamente utilizados: o Método de Ziegler-Nichols de Malha-Aberta e o Método de Ziegler-Nichols de Malha-Fechada.
Métodos de malha-aberta são formas de ajuste baseado na resposta do sistema operando em malha-aberta, ou seja, o controlador operando em modo manual. Desta forma, o sinal de saída PV não é realimentado. Eles são utilizados em processos auto-regulados, cuja resposta ao degrau apresenta uma estabilização.
Métodos de malha-fechada são métodos cujo controlador está operando em modo automático, ou seja, malha-fechada. Eles são utilizados em processos não-auto-regulados, cuja resposta ao degrau não apresenta uma estabilização. Servos de posição ou sistemas de controle de nível em tanques podem ser exemplificados como não-auto-regulados. Estes processos não podem ser ajustados sem a malha de controle estar atuando.
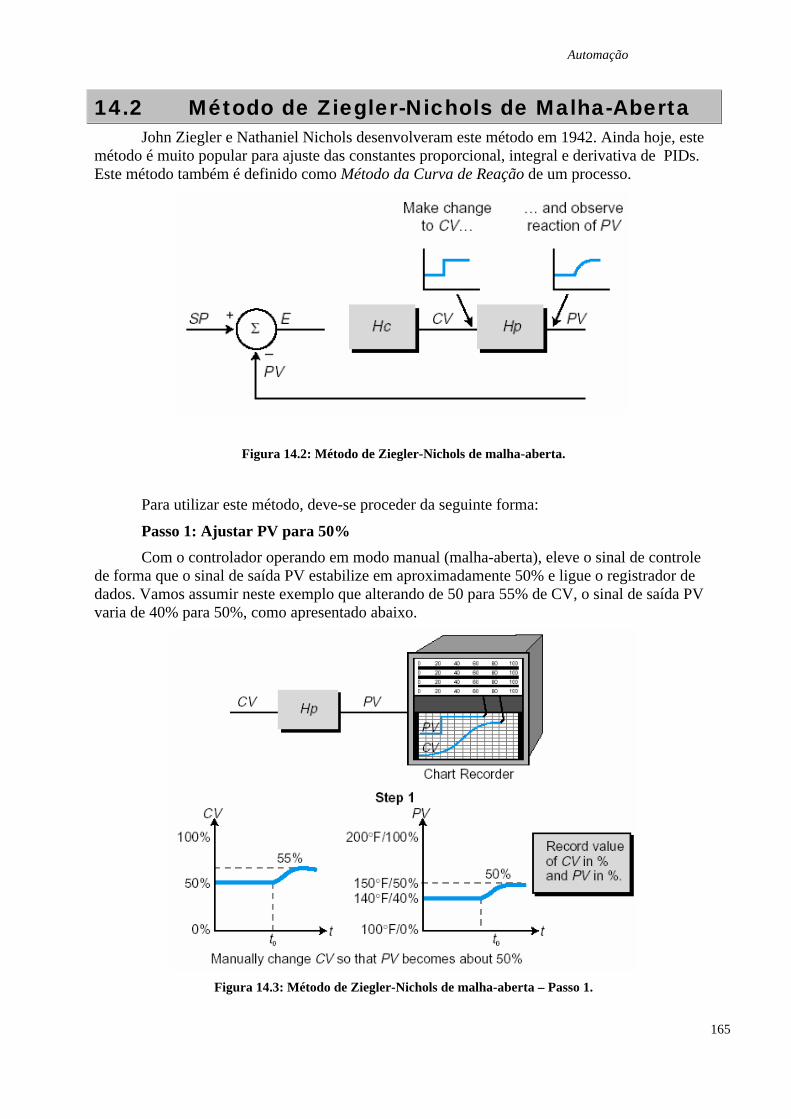
Automação
165
14.2 Método de Ziegler-Nichols de Malha-Aberta John Ziegler e Nathaniel Nichols desenvolveram este método em 1942. Ainda hoje, este
método é muito popular para ajuste das constantes proporcional, integral e derivativa de PIDs. Este método também é definido como Método da Curva de Reação de um processo.
Figura 14.2: Método de Ziegler-Nichols de malha-aberta.
Para utilizar este método, deve-se proceder da seguinte forma:
Passo 1: Ajustar PV para 50%
Com o controlador operando em modo manual (malha-aberta), eleve o sinal de controle de forma que o sinal de saída PV estabilize em aproximadamente 50% e ligue o registrador de dados. Vamos assumir neste exemplo que alterando de 50 para 55% de CV, o sinal de saída PV varia de 40% para 50%, como apresentado abaixo.
Figura 14.3: Método de Ziegler-Nichols de malha-aberta – Passo 1.
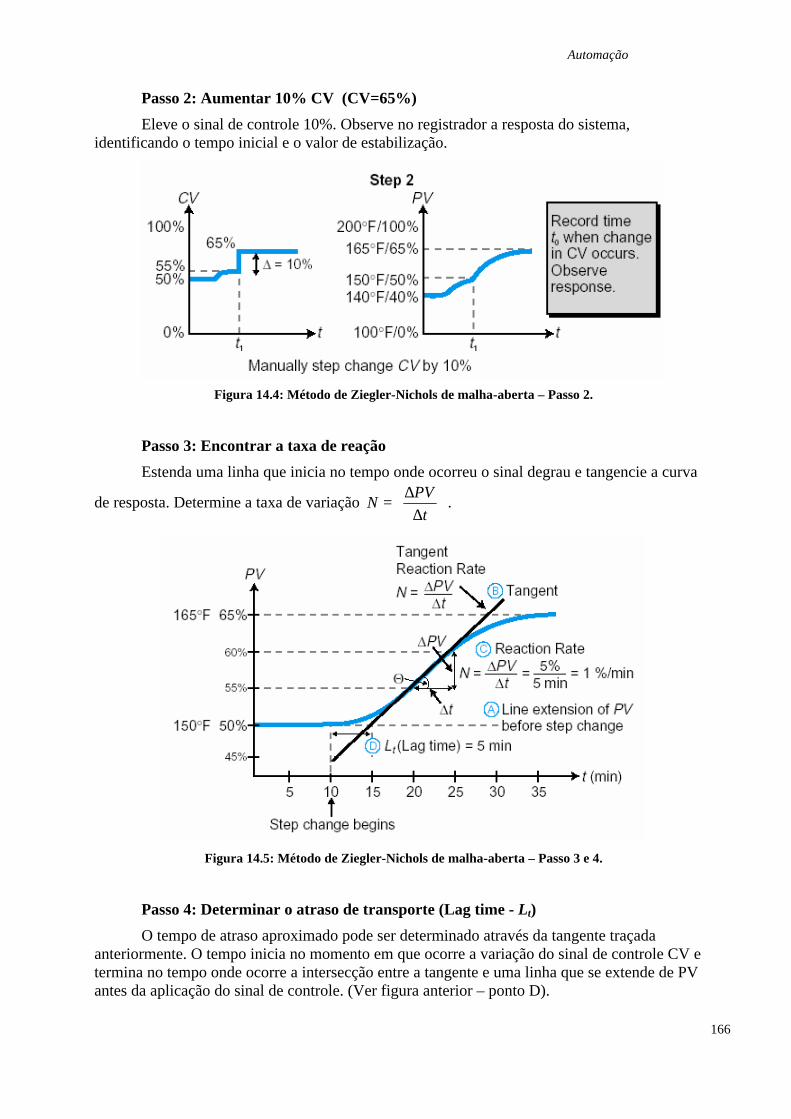
Automação
166
Passo 2: Aumentar 10% CV (CV=65%)
Eleve o sinal de controle 10%. Observe no registrador a resposta do sistema, identificando o tempo inicial e o valor de estabilização.
Figura 14.4: Método de Ziegler-Nichols de malha-aberta – Passo 2.
Passo 3: Encontrar a taxa de reação
Estenda uma linha que inicia no tempo onde ocorreu o sinal degrau e tangencie a curva
de resposta. Determine a taxa de variação
∆∆
=t
PVN .
Figura 14.5: Método de Ziegler-Nichols de malha-aberta – Passo 3 e 4.
Passo 4: Determinar o atraso de transporte (Lag time - Lt)
O tempo de atraso aproximado pode ser determinado através da tangente traçada anteriormente. O tempo inicia no momento em que ocorre a variação do sinal de controle CV e termina no tempo onde ocorre a intersecção entre a tangente e uma linha que se extende de PV antes da aplicação do sinal de controle. (Ver figura anterior – ponto D).
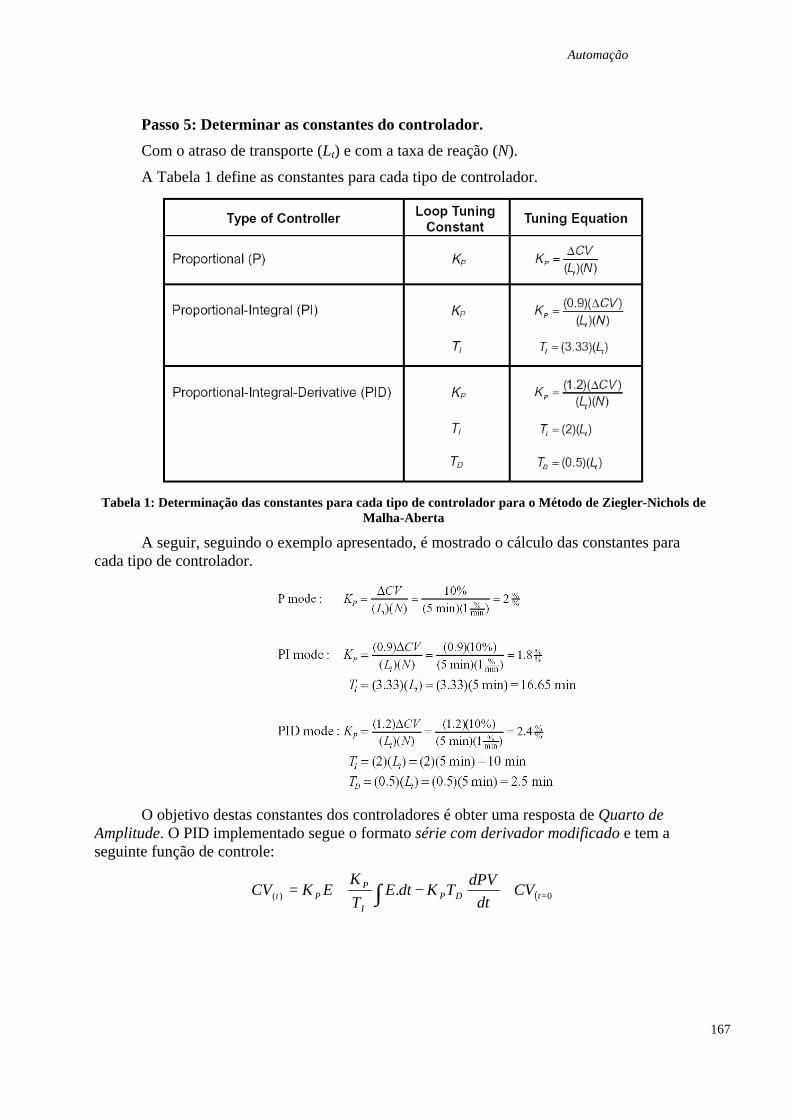
Automação
167
Passo 5: Determinar as constantes do controlador.
Com o atraso de transporte (Lt) e com a taxa de reação (N).
A Tabela 1 define as constantes para cada tipo de controlador.
Tabela 1: Determinação das constantes para cada tipo de controlador para o Método de Ziegler-Nichols de
Malha-Aberta
A seguir, seguindo o exemplo apresentado, é mostrado o cálculo das constantes para cada tipo de controlador.
O objetivo destas constantes dos controladores é obter uma resposta de Quarto de
Amplitude. O PID implementado segue o formato série com derivador modificado e tem a seguinte função de controle:
( )0)( . =+−+= ∫ tDPI
PPt CV
dtdPV
TKdtETK
EKCV
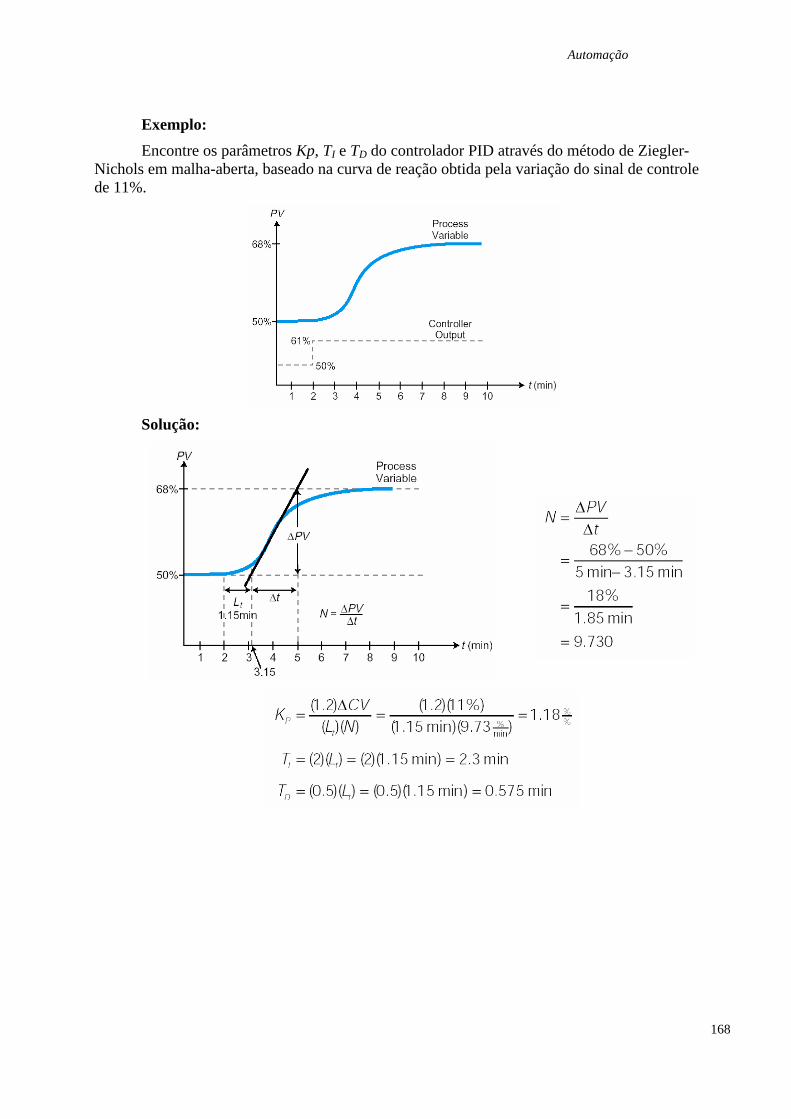
Automação
168
Exemplo:
Encontre os parâmetros Kp, TI e TD do controlador PID através do método de Ziegler-Nichols em malha-aberta, baseado na curva de reação obtida pela variação do sinal de controle de 11%.
Solução:
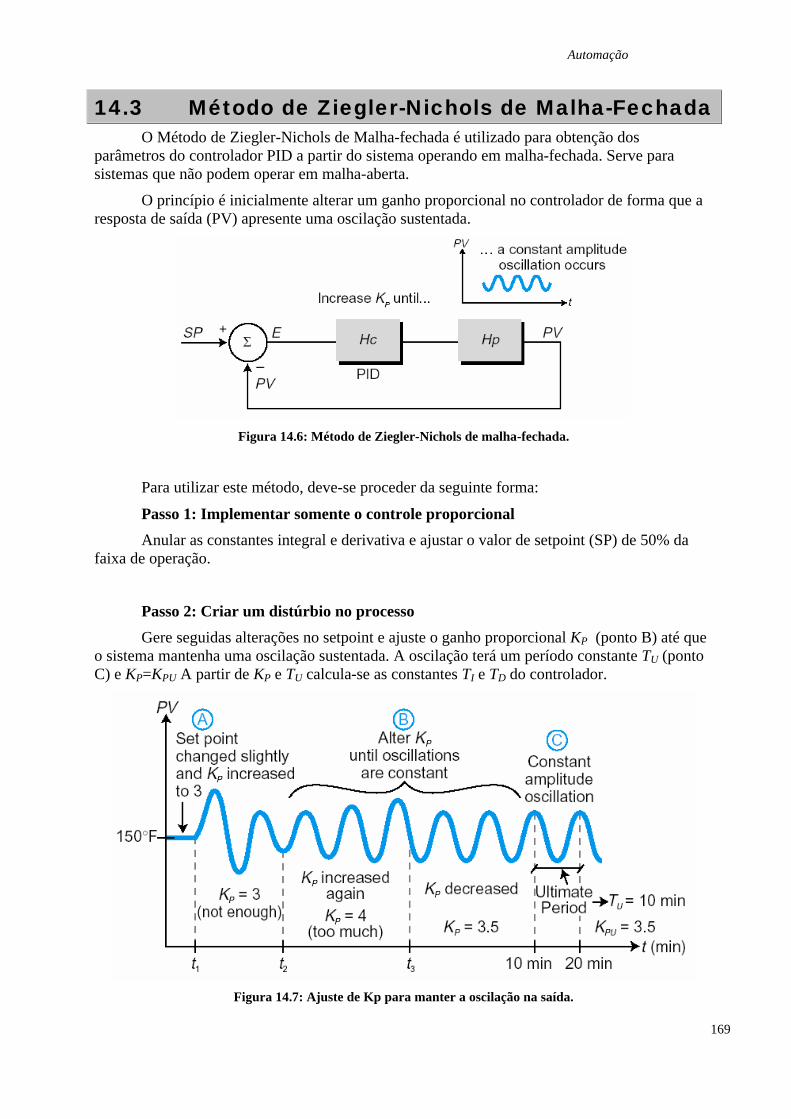
Automação
169
14.3 Método de Ziegler-Nichols de Malha-Fechada O Método de Ziegler-Nichols de Malha-fechada é utilizado para obtenção dos
parâmetros do controlador PID a partir do sistema operando em malha-fechada. Serve para sistemas que não podem operar em malha-aberta.
O princípio é inicialmente alterar um ganho proporcional no controlador de forma que a resposta de saída (PV) apresente uma oscilação sustentada.
Figura 14.6: Método de Ziegler-Nichols de malha-fechada.
Para utilizar este método, deve-se proceder da seguinte forma:
Passo 1: Implementar somente o controle proporcional
Anular as constantes integral e derivativa e ajustar o valor de setpoint (SP) de 50% da faixa de operação.
Passo 2: Criar um distúrbio no processo
Gere seguidas alterações no setpoint e ajuste o ganho proporcional KP (ponto B) até que o sistema mantenha uma oscilação sustentada. A oscilação terá um período constante TU (ponto C) e KP=KPU A partir de KP e TU calcula-se as constantes TI e TD do controlador.
Figura 14.7: Ajuste de Kp para manter a oscilação na saída.
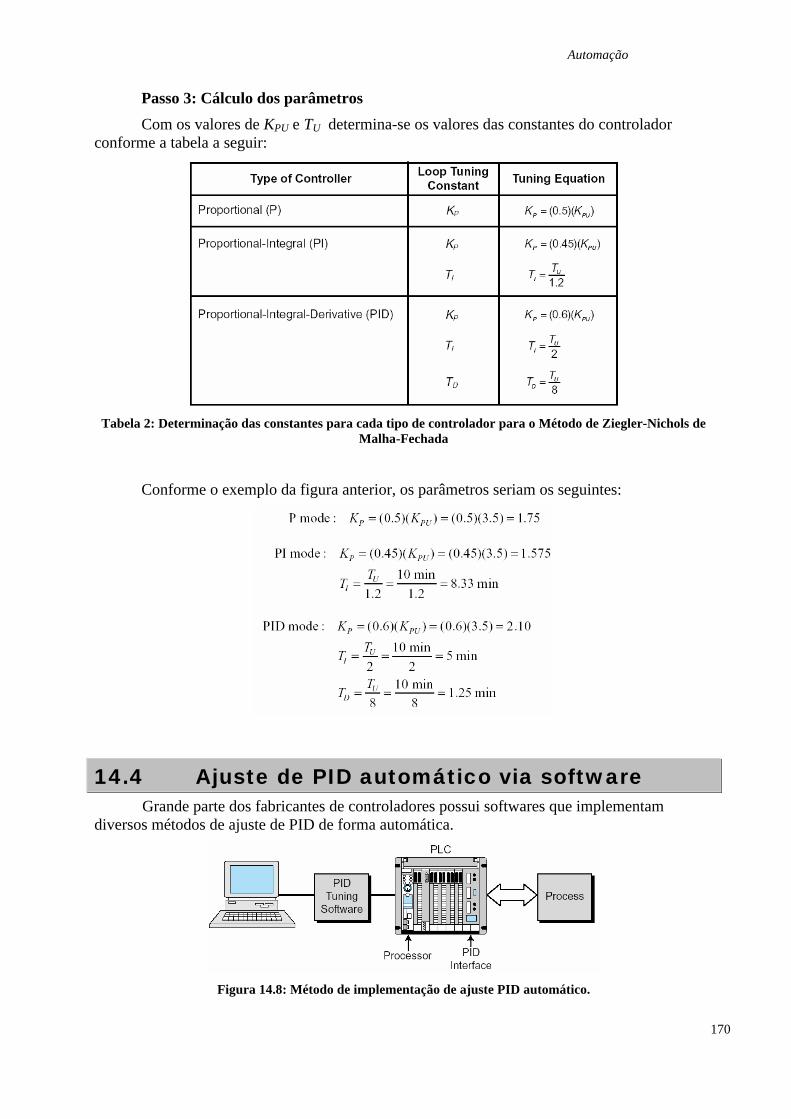
Automação
170
Passo 3: Cálculo dos parâmetros
Com os valores de KPU e TU determina-se os valores das constantes do controlador conforme a tabela a seguir:
Tabela 2: Determinação das constantes para cada tipo de controlador para o Método de Ziegler-Nichols de
Malha-Fechada
Conforme o exemplo da figura anterior, os parâmetros seriam os seguintes:
14.4 Ajuste de PID automático via software Grande parte dos fabricantes de controladores possui softwares que implementam
diversos métodos de ajuste de PID de forma automática.
Figura 14.8: Método de implementação de ajuste PID automático.
Automação
171
Os softwares de ajuste automático possuem uma série de ferramentas para implementação, simulação, obtenção da função de transferência do processo, resposta em frequência, etc...
(a) (b)
Figura 14.9: (a) Exemplo de um software de ajuste PID. (b) Identificação do modelo do processo pelo software
Eles permitem a implementação e obtenção dos parâmetros do controlador de forma muito mais rápida.
Bibliografia:
[1] Dorf, R. C. & Bishop, R. H., “Modern Control Systems”, Addison-Wesley Publishing Company
[2] Kuo, B. C.; “Sistemas de Controle Automático”, Prentice Hall
[3] Nise, N. S., “Control Systems Engineering”, Addison- Wesley Publishing Company
[4] Ogata, Katsuhiko, “Engenharia de Controle Moderno”, Prentice Hall
[5] Bryan, L. A.. “Programmable controllers : theory and implementation”. 2.ed. Atlanta, Ga : Industrial Text Company, 1997.
[6] Petruzella, Frank D.. “Programmable logic controllers”. 2. ed. New York, NY : McGraw-Hill, 1998.
Figuras : fonte [5]





























