Flexible Manufacturing System
NPTEL : OPERATIONS MANAGEMENTDEPARTMENT OF MANAGEMENT STUDIES
INDIAN INSTITUTE OF TECHNOLOGY DELHI Discussant Professor
D.K.Banwet B.E. (Mech.),M.E. (Indl. Engg.),Ph.D. (Indl. Engg./
Production Operations Mgt.) [ IITD], FIE Group Chair (Operations
& Supply Chain Management)Former HOD DMS , Dalmia Chair
Professor Former Coordinators ASRP & Entrepreneurship Programme
Email : [email protected] Module 3 : Systems Design
Module 3.2Group Technology & Flexible Manufacturing
Systems(Duration: 1 Hour)
Lecture 10GROUP TECHNOLOGYGROUP TECHNOLOGY IS A MANUFACTURING
TECHNIQUE AND PHILOSOPHY TO INCREASE PRODUCTION EFFICIENCY BY
EXPLOITING THE UNDERLYING SAMENESS OF COMPONENT SHAPE, DIMENSIONS,
PROCESS ROUTE, ETC. Group Technology is the realization that many
problems are similar, and that by grouping similar problems, a
single solution can be found to a set of problems thus saving time
and effort. Why Group Technology?
Average lot size decreasing Part variety increasing Increased
variety of materials With diverse properties Requirements for
closer tolerancesFLEXIBILITYPRODUCTION CAPACITYTRANSFERLINESPECIAL
SYSTEMFLEXIBLEMANUFACTURINGSYSTEMMANUFACTURINGCellsSTD. AND
GEN.MACHINERYVOLUMEHIGHVARIETYLOWHIGHHybrid LayoutCellular
layoutsGroup machines into machining cellsFlexible manufacturing
systemsAutomated machining & material handling
systemsMixed-model assembly linesProduce variety of models on one
line
7Hybrid Layout: Group Technology
Machine 1Machine 2Machine 3Machine 4Machine 5Materials
inFinished goods outOne Worker, Multiple Machines714This slide
presents Figure 10.3 for discussion.Group
TechnologyDrillingDDDDGrindingGGGGGGMillingMMMMMMAssemblyAAAALathingReceiving
and shipping LLLLLLLL(a) Jumbled flows in a job shop without GT
cells814This sequence is based on Figure 10.5 and shows the basic
job shop layout prior to the introduction of GT and builds
automatically.Group Technology(b) Line flows in a job shop with
three GT cells Cell 3LMGGCell 1Cell 2Assembly
areaAALMDLLMShippingDReceivingG918This sequence shows how a shop
using three GT cells improves the flows. This sequence builds
automatically.Group LayoutAdvantages:By grouping products, higher
machine utilization can result.Smoother flow lines & shorter
travel distances are expected than for process layouts.Team
atmosphere & job enlargement benefits often result.Has some of
the benefits of product layouts & process layouts; it is a
compromise b/w the two.Encourages consideration of general purpose
eqpt. Group LayoutLimitations:General supervision required.Greater
labour skills reqd. for team members to be skilled on all
operations.Critically dependent on production control balancing the
flows three individual cells.If slow is not balanced in each cell,
buffers & WIP storage are reqd. in the cell to eliminate need
for added material handling to 8 from the cell.Has some of
disadvantages of product & process layouts(compromise between
the two)Decreases opportunity to use special purpose equipment.
Group Technology:Benefits1. Better human relations2. Improved
operator expertise3. Less in-process inventory and material
handling4. Faster production setup34Group Technology:Transition
from Process Layout1. Grouping parts into families that follow a
common sequence of steps2. Identifying dominant flow patterns of
parts families as a basis for location or relocation of processes3.
Physically grouping machines and processes into cells35Everyday
Examples
1. Fast food chains2. Doctors, dentists and also
manufacturing
A FAMILY OF PARTSProduction Family
Lack Of Common Database For Mfg., Design... Dont redesign the
wheel Automated process planning Database to drive the automated
factoryBenefits Of Group TechnologyReductions inThroughput
timeSet-up timeOverdue orders
Production floor spaceRaw material stocksIn-process
inventory
Capital expendituresTooling costsEngineering time and costs
New parts designNew shop drawingsTotal number of
drawingsContdOther Benefits Of Group Technology
Easier to justify automation Standardization in design
Data retrieval
Easier, more standardized process plans
Increases in qualityGt affects most every operating and staff
function. It is more than merely a technique, but a total
Manufacturing
philosophy.GTDESIGNENGINEERINGDATAPROCESSINGMAINTENANCETOOL
ENGINEERINGESTIMATINGINDUSTRIALRELATIONSQUALITYCONTROLR &
DCOSTACCOUNTINGSALESINVENTORYPLANNINGPURCHASINGASSEMBLYMANAGEMENTMFG.ENGINEERINGSHIPPING
&RECEIVINGClustering Techniques: the Fundamental Issue in Cell
DevelopmentWe cluster parts to build part familiesPart Families
visit cellsPart Families share set-up ideas and equipment (Family
Fixtures)Part Families follow the same (or similar) process
routingThese are the ideas and activities that offer reported
benefitsClustering Techniques: the Fundamental Issue in Cell
DevelopmentWe cluster Machines to build cells:Cells lead to Flow
MathematicsCells contain all equipment needed to produce a part
familyCells allow development of Multi-functional workersCells hold
work teams responsible for production and quality They Empower the
workersEmpowered to set internal schedulesEmpowered to assign
tasksEmpowered to train and rotate jobsEtc, etc, etcBuilding the
CMS Facility
Before ClusteringAfter ClusteringClustering MethodsUsing Process
Similarity methods:Create Machine Part MatricesCompute machine
pairwise Similarity Coefficient comparisons:
Example:Part NumberMachine IDX123456A11B11C11D111E111Computing
Similarity Coefficients:Total Number is: [(N-1)N]/2 = [(5-1)5]/2 =
10For 25 machines (typical number in a small Job Shop): 300
SijsHere they are:
Continuing:
Here, if the similarity coefficient is .33 consider
clusteringThis criteria means clustering: A&D, A&B,
B&DC & EDeclustering:A&C, A&E, B&C, B&E and
C&D, D&E
Continuing:Examining our Matrix and our freshly clustered
machine cells, we develop 2 part families:For the Cell A/D/B: Part
Numbers 2, 3 & 5For the Cell C/E: Part Numbers 1, 4 & 6Care
must be taken (in most cases) to assure that each cell has all the
machines it needs sometimes a couple of families need a key machine
In this case, the manager must decide to either replicate the
common machine or share it between the cells creating a bottleneck
and scheduling problem for each cellThis is typically one of the
cost problems in CMS systemsSummarizing:Make Machine/Part
MatrixCompute Similarity CoefficientsCluster Machines with positive
( .33) SijsDetermine Part Families for the clusters (cells)Decide
if machine replication is cost effectiveRe-layout facility and
Cross Train workforceStart counting your new found cashCourt
customers to grow part families on Cell-by-Cell basisOther
Clustering Methods:Rank order ClusteringThis method automates the
cluster study by computing Binary weights from a machine part
matrixIt orders parts and machine cells automatically by
structuring and computing the matrix with binary weightsIt implies
a computer algorithm for solving the clustering problemIt may not
solve if machines are needed by more than one family forces
intelligence in application and hand scanning after several
ordering iterationsRank Order Clustering Method:For each row of the
machine/part matrix (M/P/M) read the pattern of cell entries as a
binary word. Rank the rows by decreasing binary value. Equal values
stay in same order.Ask if newly ranked rows in the matrix are the
same as previous order? Yes (STOP) No (continue)Re-form the M/P/M
with rows in new descending order. Now rank the columns by
decreasing binary word weight. Columns of equal weight are left
where they areAre current column weights the same as current column
order? Yes (STOP), No (continue)Re-form the matrix column order per
rank order (highest to left) and return to #1.RANK ORDER CLUSTERING
FOR CELL FORMATIONSTEP 1:
Parts1624823422221120Dec Low EquipmentRank
MachinesIIIIIIIVV16A2411116 + 4 + 1 = 2118B231118 + 2 +1 =
1124C221118 + 2 + 1 = 1132D211116 + 4 = 20 41E201118 + 2 + 1 =
115Arrange rows as per rank of decimal row euipment.STEP 2:
IIIIIIIVV16A241118B23114C221112D211111E20111Dec. Col.
Equivalent24724723Rank 1425332STEP 3:
IIIIIIIVVA111B11C111D111E111Cell formed A D 111 1111 1111I III
BCDV II IV Lets try it with our earlier problem:Part NumberMachine
IDX123456A11B11C11D111E111Step 1:Part NumbersD. EquivRankMachine
ID123456B. Wt:252423222120A1123+21 = 105B1124+23 =
244C1125+22=362D11124+23+21 = 263E11125+22+20=371Step 2: Must
Reorder!Step 3:Part NumberB. WT.123456Machine
IDE24111C2311D22111B2111A2011D. Equiv24+23 = 2422+21=
622+21+20=724+23=2422+20=524=16Rank154263Step 4: Must ReorderBack
at Step 1:Part NumberD. EqvRank146325B Wt:252423222120Machine
IDE11125+24+ 23=561C1125+24= 482D11122+21+ 20 =
73B1122+21=64A1122+20=55Order stays the same: STOP!Great Cluster
Result!Issues in Clustering:R/O clustering oscillations indicating
need of machine replication (happens often!)Presence of Outliers
and/or Voids in the finished clusters Outliers indicate the need of
machine replicationVoids indicate skipped machines in a
cellGenerally speaking, these clustering algorithms are designed to
convert existing routes for facility re-organization They require a
previous engineering study to be performed to develop a series of
routers on a core sample of parts that represent most of the
production in the shopReduction Of Mfg. Costs By Various Steps Of
Group Technology Applications
Improvements in Engineering DesignMaterials Management &
Purchasing BenefitsProduction Control BenefitsManufacturing
Engineering BenefitsTooling & Setup BenefitsManagement
BenefitsOverall Cost Reduction & Increased ProductivityNot All
Cost Savings Are Immediate...0 6 12 18 24 36Time (months)Flexible
Manufacturing Systems (FMS)What Will Be CoveredDefinitionHistory of
FMSFMS equipmentTypes of FMSApplications of FMSFSM different
approachesAdvantagesDisadvantageDevelopment of FMSNuts and BoltsHow
FMS worksA real world exampleSummary
41This is the outline of the Power Point Presentation for
FMS.DefinitionA Flexible Manufacturing System (FMS) is a production
system consisting of a set of identical and/or complementary
numerically controlled machine which are connected through an
automated transportation system.Each process in FMS is controlled
by a dedicated computer (FMS cell computer).42This definition is
from the Russell and Taylor Ops. Mgmt. text used in this
class.History of FMSAt the turn of the century FMS did not exist.
There was not a big enough need for efficiency because the markets
were national and there was no foreign competition. Manufacturers
could tell the consumers what to buy. Henry Ford is quoted as
saying people can order any color of car as long as it is black.
This was the thinking of many big manufacturers of the time.
After the Second World War a new era in manufacturing was to
come. The discovery of new materials and production techniques
increased quality and productivity. The wars end opened foreign
markets and new competition. Now the market focused on consumer and
not the manufacturer. The first FMS was patent in 1965 by Theo
Williamson who made numerically controlled equipment. Examples of
numerically controlled equipment are like a CNC lathes or mills
which is called varying types of FMS. In the 70s manufacturers
could not stay to date with the ever-growing technological
knowledge manufacturers competitors have, so FMS became mainstream
in manufacturing.
In the 80s for the first time manufacturers had to take in
consideration efficiency, quality, and flexibility to stay in
business.
43System 24 could operate 24 hours a day and be controlled
totally by computers. This system was built in England. From Ops.
Mgmt. text book for this class.Equipment of FMS Primary
equipmentWork centersUniversal machining centers (prismatic
FMSs)Turning centers (rotational FMSs)Grinding machinesProcess
centersWash machinesCoordinate measuring machinesRobotic work
stationsManual workstations Equipment of FMS Secondary
equipmentSupport stationsPallet/fixture load/unload stationsTool
commissioning/setting areaSupport
equipmentRobotsPallet/fixture/stillage storesPallet buffer
stationsTools storesRaw material storesTransport
system(AGVs,,robots)Transport units(pallets/stillages)
Typesof FMS
Sequential FMSRandom FMSDedicated FMSEngineered FMSModular
FMS
Applications of FMSMetal-cutting machiningMetal
formingAssemblyJoining-welding (arc , spot), glueingSurface
treatmentInspectionTesting
Why do we need flexibility in manufacturing systems?Variety in
products thus options for the consumersOptimizing the manufacturing
cycle timeReduced production costsOvercoming internal changes like
failure, breakdowns, limited sources, etc.External changes such as
change in product design and production system.
Flexibility in Manufacturing System:?
Flexibility can be defined as collection of properties of a
manufacturing system that support changes in production activities
or capabilities (Carter,1986).
Ability of the manufacturing system to respond effectively to
both internal and external changes by having built-in redundancy of
versatile equipments.Various types of flexibility?
Machine flexibilityCapability of a machine to perform a variety
of operations on a variety of part types and sizesRouting
flexibilityAlternative machines, sequences or resources can be used
for manufacturing a part for changes resulting from equipment
breakdowns, tool breakages, controller failures, etc.Process
flexibilityAbility to absorb changes in the product mix by
performing similar operations, producing similar products or
parts.Product flexibilityAbility to change over to a new set of
products economically and quickly in response to marketsProduction
flexibilityAbility to produce a range of products without adding
capital equipmentExpansion flexibilityAbility to change a
manufacturing system with a view to accommodating a changed product
envelope
Volume-variety relationship
FMS different approaches
The capability of producing different parts without major
retooling
A measure of how fast the company converts its process/es from
making an old line of products to produce a new product
The ability to change a production schedule, to modify a part,
or to handle multiple parts
Advantages of using FMSTo reduce set up and queue timesImprove
efficiencyReduce time for product completionUtilize human workers
betterImprove product routingProduce a variety of Items under one
roofImprove product qualityServe a variety of vendors
simultaneouslyProduce more product more quickly
Disadvantage of using FMS Limited ability to adapt to changes in
product or product mix (ex:machines are of limited capacity and the
tooling necessary for products, even of the same family, is not
always feasible in a given FMS) Substantial pre-planning activity
Expensive, costing millions of dollars Technological problems of
exact component positioning and precise timing necessary to process
a component Sophisticated manufacturing systems
Development of FMSSeveral actions must be decided on before you
can have a have a FMS. These actions include.Selecting operations
needed to make the product.Putting the operations in a logical
order.Selecting equipment to make the product.Arranging the
equipment for efficient use.Designing special devices to help build
the product.Developing ways to control product quality.Testing the
manufacturing system.
Illustration example of a FMS
Nuts and Bolts of FMSFMS Layouts
Progressive Layout:Best for producing a variety of parts
Closed Loop Layout:Parts can skip stations for flexibilityUsed
for large part sizesBest for long process times
57Progressive Layout: All parts in the production process follow
the same progression through the machining station. Closed Loop
Layout: Arranged for the general order of processing for a larger
variety of parts.
FMS Layouts ContinuedLadder Layout:Parts can be sent to any
machine in any sequenceParts not limited to particular part
families
Open Field Layout:Most complex FMS layoutIncludes several
support stations
58Ladder Layout: Allows two machines to work on product at the
same time. Open Field Layout: Enables material to move along the
machine centers in any particular order necessary.Flexible
AutomationAbility to adapt to engineering changes in parts
Increase in number of similar parts produced on the system
Ability to accommodate routing changes
Ability to rapidly change production set up59Flexible automation
is used when the product mix requires a combination of different
parts and products to be manufactured from the same system.
Challenges with FMSDetermining if FMS the best production system
for your company (economically and socially)
Possible expansion costs associated with implementing FMS
Day to day maintenance of FMS operations60These challenges must
never be overlooked when deciding whether or not to implement a FMS
system. In order to get the best possible results you must answer
the these questions within your own firms.Flexible Manufacturing
systemHow Does It Work ?Making FMS WorkBy implementing the
components of robotics, manufacturing technology and computer
integrated manufacturing in a correct order one can achieve a
successful Flexible Manufacturing System62Every situation will
differ. Sometimes you may be required to implement only robotics or
manufacturing technology. These are only suggestions as to making a
FMS work.
An outline for Mechanical Engineering CAD/CAM laboratory
Integrated System
How does it work?
ROBOTSFirst 5 axis robot is in charge of picking and placing
parts which are scanned by the barcode reader, and transfer them to
the left side for machining or throw it to the conveyor for the
other operations.This robot utilizes a vacuum gripper to pick the
parts.Pneumatic Robot which contained a few reed sensors, used to
set the limits for the pneumatic cylinder motion. This robot is
using a general griper which can be close or open in each time.
This robot just picks the parts which are detected by the Metal
Detector sensor, placed before it.Hence, the duty of this robot is
to pick the Metal-Coated parts, chosen by the sensor placed near
it.Second Five axis robot which has the same specifications as the
former one, used to pick the Non-Metal parts (which are detected by
non-metal detector sensor on the big conveyor) from the flexible
conveyor and place them into a rail way for the next defined
operations.This robot placed on a special Nut and Screw system
which is connected to a Motor using to turning the screw in case of
moving the robot across the Big conveyor .
First robotsecond robot
pneumatic robotCOMPUTERS AND SOFTWARES
First Robot is controlled by a General PC, using a visual basic
program to read the barcodes and also control the robots motion.
For each part the program decide Where to be placed according to
the parts barcodeThe second 5-axis robot is controlled by a PC
using special software which is named Robotica.Generally, this
software has a GIU (Graphical User Interface) which can be used for
programming the robot remotely. After writing the program, by
pressing the Run Button on the program screen, each line
transferred to the robot using a general RS-232 cable. Also we have
another PC which is used to monitor the Main PlC , placed in an
anti dust cabin for safety.
CONVEYORSWe have 2 Conveyors, one general belt conveyor and one
big flexible conveyor which are driven by two different Motors .
The specifications of these two conveyors are as below:
11Cm97Cm
63Cm176CmPLCsWe have two different PLC devices :A Siemens S7-200
PLC with 5 inputs and 5 outputs , which is used as secondary plc
device , just to transfer the fire signal to the second five axis
robot.A Telemeqanic PLC with inputs and output , used as main PLC
device for controlling the motors, conveyors, sensors and all other
feedback signals.
Telemeqanic Micro TSX PLC SIEMENS S7-200 PLCREVIEWING THE
SCENARIO
To run the system three parts are designed for three different
operations. At the first cell the scenario is collaboration of the
barcode reader and the first robot. After inserting the part in the
input place , the small conveyor start switch pushed down and the
small conveyor runs.After this the parts moves across the barcode
reader for reading the parts barcode, after that the conveyor
stopped when the part reached the optical sensor on the belt
conveyor.
The Barcode reader Device 3 parts(1 Metal and 2 Non-metal with
different barcodes)The non-metal parts continue their route until
they reach the non-metal sensor, at this time, the sensor send a
signal to the main PLC and the main PLC send the required signal to
the robot and also to the screw motion control, so the screw starts
turning and the robot get close to the part which is in the
conveyor waiting to be caught by the robot. During this operation,
the PC which is used to control the second robot must be run and
ready to send the program to the robot.The robot catches the part
and after that the signal from the non-metal sensor goes off, so
the screw starts in reverse direction by receiving a signal from
the main PLC , and the robot throws the parts into a special rail
at the end of the rout.
Metal Detector SensorNon-Metal Detector SensorComputer
integrated manufacturing and PLCIn todays manufacturing units
several PLCs are used to switch on or off robots ,conveyer belts
and other part of manufacturing systems. The advantages of PLC in
automated systems made PLC one of the main component of any
Manufacturing unit.
An example of a simple and modern manufacturing 12Host
computerRawMaterialsAreaSwarfdisposalUniversal Machining CenterAGV
transport system 1AGV transport system 2Universal Machining
CenterHeadIndexingMachinesWashMachineCoordinateMeasuringMachineAssemblyCells1
& 2FinishMachineCellPiecepartBufferAreaFMS Example One Design +
One Assembly Process = Multiple Models
When different models are designed to be assembled in the same
sequence they can be built in the same plant.This maximizes
efficiency and allows the company to respond quickly to changing
customer
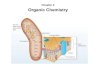
FMS ExampleThrough the use of reprogrammable tooling in the body
shop, standardized equipment in the paint shop and common build
sequence in final assembly, Ford can build multiple models on one
or more platforms in one plant.
In the body shop, where the sheet metal comes together to form
the vehicles body, flexibility means more than 80 percent of the
tooling is not specific to one model. It can be reprogrammed to
weld a car or a truck or a crossover of similar size.Body Shop
In the paint shop, flexibility means robotic applicators are
programmed to cover various body styles as they move through the
paint booth with equal precision. This results in minimizing waste
and environmental impact while maximizing quality. Paint Shop
In the final assembly area, flexibility means the build sequence
is the same among multiple models on one or more platforms allowing
for efficient utilization of people and equipment.Final
Assembly
FMS Example
Virtual VerificationVirtual manufacturing technology allows Ford
to quickly add various models into an existing facility or to
reconfigure an existing facility to produce a new model. In the
virtual world, manufacturing engineers and plant operators evaluate
tooling and product interfaces before costly installations are made
on the plant floor. This method of collaboration improves launch
quality and enables speed of execution.
Classification of the manufacturing system based on
Volume-variety considerations:
Transfer Line (High-Volume, Low-Variety Production system,
H-L)
Machines dedicated to manufacture of one or 2 product types.
Nearly no flexibility Maximum utilization and high production
volume Direct labor cost is minimal Low per unit cost
Stand Alone NC machines / Flexible Manufacturing module
(Low-Volume High-Variety Production system, L-H)
Highest level of flexibility Low utilization and low production
volume Very high per unit cost
Mid-Volume Mid-Variety Production systems, M-M
Manufacturing Cell Flexible manufacturing system Special
Manufacturing SystemManufacturing Cell
Low to mid-volume, most of the parts are manufactured in batch
mode Similar to an FMS, but no central control Most flexible in CIM
category Lowest production rate in CIM systems
Flexible manufacturing system
Actual M-M manufacturing system. Automated material-handling
system, NC machines (flexible machines), automated tools and pallet
changer, auto-gauge systems, etc. Allows both sequential and random
routing of a wide variety of parts. Higher production rate than
manufacturing cell High degree of overlap between this and cell
manufacturing system Higher flexibility than special manufacturing
systems
Special Manufacturing System
Least flexible category of CIM system Multispindle heads and
low-level controller High production rate and low per unit cost
Main difference: - Fixed-path material-handling system links the
machines together. - Sequence based dedicated machines.What is
FMS?
an automated, mid-volume, mid-variety, central
computer-controlled manufacturing system
Activities covered: machining, sheet metal working, welding,
fabricating, assembly
Physical components:Potentially independent NC machine tools
capable of performing multiple functions and having automated tool
interchange capabilitiesAutomated material handling system to move
parts between machine tools and fixturing stationsAll the
components are hierarchically computer controlledEquipment such as
coordinate measuring machines and part-washing devices
81Class work: ask students to do this example:
Answer: Figure 8.5
A FMS consists of:
Physical subsystem
-Workstations: NC machine tools, inspection equipment,
part-washing devices, load & unload area.-Storage-retrieval
systems-Material handling systems
Control subsystem -Control hardware-Control software
NC machine tools:The major building blocks of an FMS,determine
the degree of flexibility,determine the capabilities.Machining
centers with numerical control of movements in up to five axes.
Spindle movement in x, y and z directions, rotation of table, and
tilting of table.
Workholding and Tooling considerations Fixtures and pallets must
be designed to minimize part-handling time Strategies required for
storage/retrieval of different fixtures Integration with AS/RS and
material handling system Machining centers are equipped with tool
storage known as tool magazine.
Control systems in FMSWork-order processing and part control
systemPart process planning module, part routing module, part setup
module, etc.
Machine tool control systemDNC transmitter control module, NC
editor, machine monitor and control module
Tool management and control systemTo control the processing of
parts and enhance the flexibility to manufacturing variety of
parts. Tool identification, tool setup, tool routing, tool
replacement strategies are accomplished by the system
Traffic management control systemMaterial handling and storage
control system coordinates part routing, fixtures, pallets and tool
modulesQuality control management systemCapabilities include
collection, storage, retrieval, and achieving of work-piece
inspection data.
Maintenance control system (service control system)On-line help,
alarms due to problems, etc.
Management control systemProvides the management status of
output performance.
Interfacing of these subsystems with the central computerFMS
Architecture An FMS is a complex network of equipment and processes
that must be controlled via a computer or network of computers.
System is usually divided into a task-based hierarchy. One of the
standard hierarchies that have evolved is the National Institute of
Standards and Technology (NIST) factory-control hierarchy. This
hierarchy consists of five levels and is illustrated in
Figures.
The system consists of physical machining equipment at the
lowest level of the system.
Workstation equipment resides just above the process level and
provides integration and interface functions for the equipment.
Pallet fixtures and programming elements are part of the
workstation. Provides both man-machine interface as well as
machine-part interface. Off-line programming such as APT for NC or
AML for a robot resides at the this level.
The cell is the unit in the hierarchy where interaction between
machines becomes part of the system. Provides the interface between
the machines and material-handling system. Responsible for
sequencing and scheduling parts through the system .
At the shop level, integration of multiple cells occurs as well
as the planning and management of inventory.
The facility level is the place in the hierarchy where the
master production schedule is constructed and manufacturing
resource planning is conducted. Ordering materials, planning
inventories, and analyzing business plans are part of the
activities that affect the production system.Operational Problems
in FMSPart selection and tool managementFixture and pallet
selectionMachine grouping and loading, considering part and tool
assignments
Part Selection
Batching approach- Part types are partitioned into separate sets
called batches. The selected part types in a particular batch are
manufactured continuously until all the production requirements are
completed. Then processing the next batch, removing all the tools,
loading new tools for the new batch.
Flexible approach- When the production requirements of some part
types are finished, space becomes available in the tool magazine.
New part types may be introduced into the system for immediate and
simultaneous processing if this input can help increase utilization
of the system. This requires more frequent tool changes.Layout
ConsiderationsLayout is one of the important design characteristics
of FMS design.The layout of machines to process part families in an
FMS is determined by the type of material handling equipment
used.
Fixed Product LayoutLimitations:Personal & equipment
movement is increased.May result in duplicate equipment.Requires
greater skill for personnel.Requires general supervision.May result
in increased space & greater WIP.Requires close control &
coordination in scheduling production. Fixed Product
LayoutAdvantages:Material movement is reduced.When a team approach
is used, continuity of operations & responsibility
results.Provides job enrichment opportunities.Provides &
promotes pride & quality because an individual can complete the
whole jobHighly flexible; can accommodate changes in product
design, product mix, & production volume.Algorithm:Step 0:
Calculate = 2 + 4Step 1: Calculate max {a, b}, then T2 is optimal.
Calculate T2 and stop. Otherwise go to step 2.Step 2: If > max
{a, b} and 2 a + b, then T2 is optimal. Calculate T2 and stop.
Otherwise go to step 3.Step 3: If > max {a, b} and 2 > a + b,
then T1 is optimal. Calculate T1 and stop.
Example: Determine the optimal cycle time and corresponding
robot sequences in a two-machine robotic cell with the following
data:Processing time of Machine M1=11.00 minProcessing time of
Machine M2=09.00 minRobot gripper pickup= 0.16 minRobot gripper
release time= 0.16 minRobot move time between the two machines=
0.24 minSolution: Step 0: = 2 + 4 = 2(0.16) + 4(0.24) = 1.28
minStep 1: max {a, b}1.28 max {11, 9}, i.e.1.28 < 11. Therefore,
T2 is optimal.T2 = + max {, a, b}T2 = [4 + 4] + max {1.28, 11, 9} =
[4(0.16) + 4(0.24)] + 11T2 = 1.6 + 11 = 12.6 minThe optimal cycle
time is 12.6 min and the optimal robot is given by fig (b) as shown
in the previous slide. FMS Scheduling and Control
Flexible manufacturing systems can differ significantly in
complexity. Complexity is determined by:The number of machines and
the number of parts resident in the system.The complexity of parts
and control requirements of the specific equipment.
Example 1: The most simple FMS consists of a processing machine,
a load/unload area, and a material handler (a one-machine system is
the most simple FMS that can be constructed).
Operation of this system consists of loading the part/parts that
move down a conveyor to the machine. Once the part is loaded onto
the machine, the robot is retracted to a "safe position" and the
machining begins.For a single part is to be processed in the
system, a minimum number of switches and sensors required are:
Parts on the conveyor all have to be oriented in the same way.
Robot can pick up the part and deliver it to the NC machine in the
same orientation. Proximity switch or micro-switch is required at
the end of the conveyor to detect when a part is resident, and on
the machine for the same purpose.
A simple programmable logic controller can easily control this
system.
The logic for the system is as follows:
If a part is resident at the end of the conveyor (switch 1 is
on) and no part is on the NC machine (switch 2 is off), then pick
up the part on the conveyor and move it to the NC machine and
retract the robot to a safe point (run robot program I). After the
program is complete and switch 2 senses that the part is correctly
positioned, start the NC machine (turn on relay M,). While the
machine is running, a switch signal from the NC machine, switch #2,
will be ON.
2. If switch 11 is off and switch # 2 is on (the NC machine has
completed processing a part), take the part off the NC machine and
move it to the output bin (run robot program 2).