Embed Size (px)
Citation preview

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 1/44
26th International Conference of the
TOC Practitioners Alliance - TOCPA
www.tocpractice.com 19-20 May 2016 !"#"o#a $apan
TOC補充ソリューションを用いた生産方式改⾰- 受注生産(MTO)から在庫補充生産(MTA)への移⾏ -
Using TOC Replenishment to transform production from MTO to MTA
佐藤 淳一
Junichi SatoYAMAHA Kumamoto Products
19th May, 2016
7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 2/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 2
1991年に⼊社し、⽣産管理を担当、その後ITを担当した。そこでSAP導⼊などに携わる。
2008年にマネージャーとなり、よりITを駆使して⽣産現場を改善するべく、⽣産管理とIT部門を融合し、スケジューラの企画設計、物流改⾰などで成果をあげる。
2012年からは、経営企画課にてビジョン、戦略⽴案と視野を広げ、TOPの想いであった“マネのできないモノづくり!”に応えるべく、⽣産方式改⾰を追及し、MTAに出会い改⾰を実現した。現在はDTA導⼊にむけ、準備を進めている。
ヤマハ熊本プロダクツ株式会社 物流改⾰プロジェクトリーダー
Junichi Sato is the project leader of Logistics reforming project of YAMAHAKUMAMOTO PRODUCTS Co., Ltd.
He joined YAMAHA in 1991, and was engaged in Production Planning and IT. He was involved in SAP implementation at that time.
In 2008, he became a manager and integrated Production Planning and IT
departments for the sake of improving production performance through making full use of IT.
In 2012, he was in charge of Management Planning for achieving the company’s vision and strategy of creating a unique production system that any competitors can’t do. For that, he conducted MTA Implementation in 2013.
He is currently preparing for the next challenge – DTA implementation.
佐藤 淳一
Junichi Sato

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 3/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 3
YAMAHA Kumamoto Products (YKP) – is a manufacturing sister company of YAMAHA Motorcycle – produces marine engines and supply them to 180 countries.
Even through their products are supplied to the distribution chain, YKP run under the MTO mode ofoperation and made the master production schedule driven by assembly.
Parts production had severe problems – lack of capacity and mis-synchronization with subcontractors.
For solving these problems, YKP started Pilot implementation of MTIA – Make to Internal Availability – in February 2013. After 2-3 months, YKP saw that production lead time was reduced significantly
while increasing productivity. Management decided to move to the full execution.
Since then, YKP developed their own IT tool for MTIA and started the preparation for expanding theimplementation to the distribution.
Features of this presentation:
• Bottom-up implementation
• Transform from MTO to MTA
• Win-Win relationship with subcontractors
• Usage of Thinking Processes before and during implementation
Overview

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 4/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 4
Consensus
Inherent Simplicity
Respect
Win-Win
Company Profile
Background
Starting Pilot Project
Conceptual Change from MTO to MTA
Collaoration with Sucontractor!
O!tacle! to e overcome
"e!ult!
#uture Plan
$e!!on! $earned
Agenda

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 5/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 5
Outboard Motors
YAMAHA
YAMAHA Motorcycle
Company Profile

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 6/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 6
%ame &AMA'A ("mamoto Pro)"cts
*sta+lishe) %o,em+er 199
Capital 90 Million yen
*mployee //6
"siness Man"fact"rer of Marine *nines
ales 2100 Million yen
Yatsushiro, Kumamoto, Japan
Banpeiyu
Igusa
Company Profile

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 7/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 7
To 180 countries
Casting Chartering RWH
清水港
博多港
八代港
Distributer
通
関
Stock Stock
Stock
moothin Machining Painting Assembly Shipping
PurchasingYAMAHA Kumamoto
Bu!ine!! % Supply Chain

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 8/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 8
Casting
Machining
Smoothing
Painting
Assembly
Packing
445 SKUs
390 SKUs(Common parts 100 SKUs)
PIPIPIPI
5,500 SKUs
425 SKUs
Two Subcontractors work in ourplant - Outsourcing
• Dependent Set-up
• Long set-up time(3-10H)
• Multiple CCRs
RM
122 SKUs
Ship
Manufacturing Proce!!

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 9/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 9
Company Profile
Background
Starting Pilot Project
Conceptual Change from MTO to MTA
Collaoration with Sucontractor!
O!tacle! to e overcome
"e!ult!
#uture Plan
$e!!on! $earned
Agenda

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 10/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 10
Top’s dream::::“ To become a true “Coherent plant” based on link management technique ”
SCM slogan::::Synchronize Production and Sales by integrating physical process flow, information flowand managerial flow
Increase Efficiency
Reduce Inventory
By reducing LT, we will achieve:
⇒ OE reduced
⇒Demand satisfied
Coherent Plant
= == = Nimble & Strong Chain Can “TOC” solvethese issues?
“Stabilized” & “Rapid”
Flow
Implementing APS…Backward schedulingBut Murphy in execution
Same Demands?We have focused on higher DDP for HQ
But the need of customer in US issame as in Indonesia?
What is “Coherent Plant”?Can we change the way of
Part Production?
Inventory is“Enemy”?
What’s wrong with inventory?
&hy TOC'
Production
First target
Distribution

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 11/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 11
D
Stick to the planthat was set
or officially updated
D
Stick to the planthat was set
or officially updated
D’Take expensive
corrective actions toadd capacity
D’Take expensive
corrective actions toadd capacity
C
Meet assemblyschedule
C
Meet assemblyschedule
A
Manage well
A
Manage well
B
Control cost
B
Control cost
■ There is too much overtime in part production
■ There are too many items that have excess stock in front of assembly
■ Too much efforts and negotiations required to make a production plan
■ Many Improvement initiatives don’t provide expected results
()*! % Core Prolem in
Part! Production

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 12/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 12
MTIA
CastingSmoothing M/C Paint
Pressfitting
Assy
Pack
PartsCenter
CKD
Dealers
Pack
DockWH
RWH
Procurement
X 4
RM
PTA
Procurement
Purchased
Item
SFWH – Semi-Finished Goods WarehousePTA – Purchase to Availability
Complete Knock-Down
SFWH
X180countries
Areas for applying MTIA andbuilding Stock Buffers
SFWH
Build enough Stock Buffer at SFWH, and replenish based on consumption from it
Consume
Request
Replenish
Sugge!ted Solution +
Make to ,nternal Availaility

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 13/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 13
Agreed our Core Problem and Direction of Solution.But…
It’s not equipmentinvestment…? It’s not IT system
Implementation?
Inventory will increase!!Go back to the old days?
Is itmagic stick?
HQ haven’timplemented
Many Obstacles
PPCBusinessPlanning
Production
Gate4
TOP
ProductionTechnologyManagement
Gate3Twice
Gate17 times
Gate23 times
4 Gates to overcome
Use Transition Tree (TrT) to plan my actions
-etting Buy.in from Top Mgmt

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 14/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 14
Company Profile
Background
Starting Pilot Project
Conceptual Change from MTO to MTA
Collaoration with Sucontractor!
O!tacle! to e overcome
"e!ult!
#uture Plan
$e!!on! $earned
Agenda

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 15/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 15
2012 2013
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Jan Feb Mar Apr May Jun
ConsensusBuilding
CRS &SolutionDesign
by Juntos
PilotPreparation
PilotExecution
InformationGathering
Management Tools Program:TOC-TP Training Course
Joining MT Club*: Mastering TP skills
Management WS:Solution Offer to Director
Implementation Set-up WS:Knowledge Transfer to Core Team
Decision madefor Roll-out
MT Club: Monthly volunteer study meeting by graduates of MT Program
GettingBuy-in
,mplementation Timeline

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 16/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 16
Project Team
SteeringCommittee
Project Leader【Juntos】
Keita Asaine
【Casting, Machining】Mgrs, Supervisors
PPC 2p
【PSNC】Katsuyuki Utsunomiya
IT 2p
Junichi Sato【Juntos】
Ryoma Shiratsuchi
Facilitator
【Smoothing】
Mgrs, Supervisors
Core Team

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 17/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 17
Dee!opin" ne# p!annin" proce$ure%on&!ict on ho# to use '(S
with asmile
)*' +ame
,mplementation Set.up &ork!hop

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 18/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 18
(3 !ile
JB8 JB9 SC1MTIA 品目総数 30 63 9
MTIA 在庫切れ数 6.0 20.0 0.0
MTIA 利用可能率 80.0% 68.3% 100.0%
MTIA DIOH 3.0 2.5 6.6
# SKU ID Name Line Type 目標在庫
(TL)
手持在庫
(OH)バッファ
消費
製造中WO
(WIP)
要求補充量
(on request)
入庫数
(in)
出庫数
(out)
平均日次
消費
(先月)
DIOH
(先月)
1 68S4594200YY80 68S-11 JB8 MTIA 414 10 98% 428 -24 0 0 17 0.62 68U 4594200YY80 68U -9 JB8 MTIA 244 8 97% 254 -18 0 0 5 1.83 68V4594200YY80 68V-17 JB8 MTIA 49 5 90% 111 -67 0 0 3 1.74 68V4594400YY80 68V-19 JB8 MTIA 36 2 94% 168 -134 0 0 3 0.65 69G4594200YY80 69G-5 -3/4 JB8 MTIA 414 11 97% 434 -31 0 0 3 3.96 69G 4594400YY80 69G -7 JB8 MTIA 3,618 50 99% 3,618 -50 0 0 32 1.67 69W4594400YY80 69W-15 JB8 MTIA 515 37 93% 527 -49 0 12 5 7.5
8 69W4594600YY80 69W-13 JB8 MTIA 2,274 613 73% 1,584 77 0 143 144 4.39 69W4594800YY80 69W-11 JB8 MTIA 1,343 592 56% 848 -97 0 150 114 5.2
10 69W4595300YY80 69W-12 JB8 MTIA 1,872 48 97% 1,831 -7 0 0 106 0.511 69W4595900YY80 69W-14 JB8 MTIA 278 62 78% 507 -291 0 0 18 3.412 6E54594200YY80 6E5- 19 JB8 MTIA 966 86 91% 647 233 96 350 45 1.913 6E54594400YY80 6E5- 21 JB8 MTIA 323 352 -9% 446 -475 0 0 3 136.914 6E54594601YY80 6E5- 17 JB8 MTIA 1,801 181 90% 1,620 0 0 58 58 3.115 6E54594800YY80 6E5- 15 JB8 MTIA 3,709 67 98% 3,445 197 480 134 114 0.616 6E54595100YY80 6E5- 13 JB8 MTIA 1,156 28 98% 1,154 -26 0 21 54 0.517 6E54595300YY80 6E5- 23 JB8 MTIA 40 3 93% 66 -29 0 0 0 10.518 6E54595500YY80 6E5- 11 JB8 MTIA 618 21 97% 612 -15 0 2 14 1.519 6E54595700YY80 6E5- 25 JB8 MTIA 3 4 -33% 35 -36 0 0 0 0.020 6E54595900YY80 6E5- 14 JB8 MTIA 423 19 96% 579 -175 0 0 13 1.4
21 6G 54594200YY80 6G 5- 15 JB8 MTIA 481 15 97% 487 -21 0 0 6 2.422 6G 54594401YY80 6G 5- 21 JB8 MTIA 65 6 91% 109 -50 0 0 2 3.523 6G 54594601YY80 6G 5- 19 JB8 MTIA 472 15 97% 541 -84 0 0 9 1.724 6G 54594801YY80 6G 5- 17 JB8 MTIA 552 13 98% 680 -141 0 124 8 1.725 6G 54595100YY80 6G 5- 23 JB8 MTIA 19 6 68% 60 -47 0 0 0 63.026 6G 54595300YY80 6G 5- 16 JB8 MTIA 99 11 89% 95 -7 0 0 1 7.527 6G84594800YY80 6G8-9 -1/4 JB8 MTIA 251 20 92% 264 -33 0 0 4 5.528 6J84594210YY80 6J8-8-1/4 JB8 MTIA 76 7 91% 127 -58 0 0 0 21.029 6K14594600YY80 6K1- 19 JB8 MTIA 87 13 85% 96 -22 0 0 2 7.030 6K14594800YY80 6K1- 17 JB8 MTIA 97 14 86% 102 -19 0 0 1 12.8
1. Select controllable number of SKUsfor participating in Pilot 102 items
•Propeller line – 93 items
•Crank line – 9 items
2. Determine RRT – ReliableReplenishment Time per SKU and set
Target Levels
3. Develop procedures for planningreplenishment
4. Develop two types of Excel files
•SKU file
•WO file
5. Explain to Gemba((((for supervisors & production managers))))
Preparing Pilot

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 19/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 19
Company Profile
Background
Starting Pilot Project
Conceptual Change from MTO to MTA
Collaoration with Sucontractor!
O!tacle! to e overcome
"e!ult!
#uture Plan
$e!!on! $earned
Agenda

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 20/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 20
Our Previou! &ay of
Managing Production
Casting
Scheduler
WO release
PPC negotiatewith Production
Due Date
Smoothing
MRP
WO release
Leave toOutsourcing
Due Date
Machining
Scheduler
WO release
PPC Negotiate
with Production
Due Date
Too much WIP leads to longer Production lead time.
Each process makes a plan based on local optima.
AAAA AAAA
AAAA AAAA
AAAA AAAA
BBBB BBBB
BBBB BBBB
BBBB BBBB
Painting
MRP
WO release
Leave toProduction
Due Date
Assembly
PP
Due Date
WO release
Automatic Planning
Process
ITSystem
Planning
InventoryFlow
RetentionRetention
RetentionRetention

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 21/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 21
• There are stocks hold after machiningprocesses.
• If we have a warehouse, there is no needto take “order quantity” into accountwhen determining “production quantity”(Decoupled)
“Reality”
• We had seen the area holding stocks as just astopping point (yard), not a warehouse.
• There is no way (no idea) to give instructions for
which SKU, how may and when to produce.
• Quantity and release date of WOs areplanned per each work center according to
master schedule of assembly – it meansthey are run under MTO having due datesfor assembly.
• Due dates are set per each work center.
“Current procedure”Nevertheless..
Why we have GAP?
,nherent Simplicity
Downstream
Supply
Demand

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 22/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 22
WO – Work Order
WHAT to Change?
Stock area in front of assembly is
not Warehouse, but Yard.
Reducing inventory at any place is
a major consideration
Produce to Assembly Schedule. WO quantity is influenced by
assembly schedule
Fixed Schedule. Production plan is made fortnightly
Every process has local due date
Establishing SFWH as Regulator
of Replenishment System. Build Stock Buffer and commit to
availability at SFWH
Replenish to Consumption.
Determine WO quantity with
consideration of difference in
capacity from assembly
Flexible Schedule throughBuffer Management.
Frequently plan when to release
WO according to buffer status
TO WHAT to Change?
)irection of Solution

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 23/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 23
Supply to SFWH – No Push
Produced stock is ”Pushed” to downstream
Stock after machining is treated as
WIP
Manage stock per process
Focus on reducing inventory
(Inventories are all Enemy)
Stock after machining is strategically
treated as on-hand stock at SFWH
Set Target Level per SKU and manage
total stock in the whole processes
Focus on ensuring Availability at
SFWH
MachiningCastingSmoothi
ng
Paint/Assembly
On-handOn the Way
Paint/Assembly
SFWH
MT,A "ule /0
*!tali!hing S#&1 a! "egulator of
"epleni!hment Sy!tem

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 24/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 24
Assembly schedule is “DRUM”
WO quantity is planned in conjunction
with assembly schedule
We can not plan for preceding processwithout determining the plan for post-process
Consumption from SFWH is “DRUM”
WO quantity is planned withconsideration of difference in capacityfrom assembly
All processes in part production are“integrated”
MTIA way: “Global PULL”
Current way: “Local PULL”(Eventually PUSH)
SFWH – Semi-Finished Goods Warehouse
Machining
Casting Assembly
Parts Production AssemblySFWHSFWHSFWHSFWH
Smoothing
Consumption
Request
Replenish
Demand
MT,A "ule 20
"epleni!hment to Con!umption

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 25/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 25
MTA Measurement
Report
After YELLOW WOs
After RED WOs
No.1 Priority
To Assembly
SFWH
WO 1
WO 2
WO 3
①GettingOrders
③ReplenishmentWO
④WO Priority
Not allowed to
release WO
⑥RecoveryActions
②On-handStock
DIOH
Measure the level ofno-excess stock
Availability
⑦PerformanceMeasurement
Daily check the progress
of Black/Red WO anddecide recovery actionswhen needed
⑤BMMeeting
Measure the level ofno stock-out
MT,A "ule 30
Buffer Management

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 26/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 26
Company Profile
Background
Starting Pilot Project
Conceptual Change from MTO to MTA
Collaoration with Sucontractor!
O!tacle! to e overcome
"e!ult!
#uture Plan
$e!!on! $earned
Agenda

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 27/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 27
① Explain future vision and business needs(to secure Japanese production way by
“coherent plant”)
② Explain MTIA by our own words
(Stock Buffer, Replenishment, Priority)
As the result that:
The GM approved to add capacity temporarily to build stock buffer without hesitation.
YKP puts pressure to reduce lead time,But in reality, there are many shortages
Too many reworks due to casting’s defective
eating our capacity We don’t understand
what is “coherent plant”
Offering our solution (MTIA)Interview with GM
To understand the image of the new way
Listened to the subcontractors’ voice to understand their reality
GM’s comments:
• I understood that the MTIA could help us.
• We didn’t see any significant risk because of the careful approach by the pilot instead of full execution
• MTIA has a robust mechanism so that we are all aligned through synchronized tool & measurements
Seek for Collaoration with
Sucontractor!

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 28/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 28
【Before】
<Planning>
PPC Machining
<Planning>
C a s t i n g
S
m o o t h i n g
M a c h
i ni n g
<Planning>
PPC Casting
Casting
Tools
Daily ConsumptionWO File
Machining
【After】
Integrated part production for sharing plan and execution
Outsourcing
This sequence ofWOs is suitable
for everyone Estimatedrequired
resourcesOutsourcing
注文書(購買課経由)L / T3日でやってください。
How is the currentconsumption rate
Going to delay
due to Murphy
APS
PPC
Any problemon setting
target level?Availability & DIOHDBM
Synchroni4ed $ocal Action!
in ,nformation5)eci!ion #low

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 29/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 29
Company Profile
Background
Starting Pilot Project
Conceptual Change from MTO to MTA
Collaoration with Sucontractor!
O!tacle! to e overcome
"e!ult!
#uture Plan
$e!!on! $earned
Agenda

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 30/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 30
D’Supervisors
decides detailed
schedule ofmachine shop
AManage well
PPC knows only line level of load status.
BAvoid
unnecessaryovertime
CProper resource
allocation
DPPC decides
detailed scheduleof machine shop
•Insufficientinformation to decidedetailed schedule.
•PPC and foremen hasdifferent priorities.
Supervisors do not have idea to give loadestimation for a week ahead.
Injection:
Supervisors and PPCsit together andcombine their
information for
determining schedule.
We had a twoconflicting ideasabout planning.
Respect to the member’s idea!
Project Memer6! Conflict
aout Production Planning
7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 31/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 31
Company Profile
Background
Starting Pilot Project
Conceptual Change from MTO to MTA
Collaoration with Sucontractor!
O!tacle! to e overcome
"e!ult!
#uture Plan
$e!!on! $earned
Agenda

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 32/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 32
【Propeller】
Building enoughon-hand stock
• 93 SKUs
• Availability: (# of SKUs with DIOH≧1d)/93 SKUs
• DIOH – Days Inventory On-hand
【【【【Availability】】】】 72% ⇒⇒⇒⇒ 82%
【【【【DIOH】】】】 3.1d ⇒⇒⇒⇒ 4.3d
Availability
"e!ult!0
Availaility and ),O1

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 33/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 33
【Crank】
Ensuredavailability of RM
• 8 SKUs
• Availability: (# of SKUs with DIOH≧2d)/8 SKUs
• DIOH – Days Inventory On-hand
【【【【Availability】】】】 92% ⇒⇒⇒⇒ 92%
【【【【DIOH】】】】 6.7d ⇒⇒⇒⇒ 8.1d
Availability
"e!ult!0
Availaility and ),O1

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 34/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 34
【PLT】 17.6 d ⇒⇒⇒⇒ 6.4 d
65% reduction
【Propeller】 【Crank】
1 2 .7
9 .2
6 .4
1 0 .6
1 7 .6
0
2
4
6
8
1 0
1 2
1 4
1 6
1 8
2 0
3月 4月 5月 6月 7月
3 .8
1 0 .2
6 .1
7 .5
0
2
4
6
8
1 0
1 2
4月 5月 6月 7月
"e!ult!0
Production $ead Time
【PLT】 10.2 d ⇒⇒⇒⇒ 3.8 d
63% reduction
" lt

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 35/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 35
【Set-up time】2528 min ⇒ 1827 min
△28% reduced
【Set-up frequency】51/mo ⇒ 41/mo
△20% reduces
0
5 0 0
1 0 0 0
1 5 0 0
2 0 0 0
2 5 0 0
3 0 0 0
3 5 0 0
4 0 0 0
2 0 1 2 年 1 月
2 0 1 2 年 2 月
2 0 1 2 年 3 月
2 0 1 2 年 4 月
2 0 1 2 年 5 月
2 0 1 2 年 6 月
2 0 1 2 年 7 月
2 0 1 2 年 8 月
2 0 1 2 年 9 月
2 0 1 2 年 1 0 月
2 0 1 2 年 1 1 月
2 0 1 2 年 1 2 月
2 0 1 3 年 1 月
2 0 1 3 年 2 月
2 0 1 3 年 3 月
2 0 1 3 年 4 月
2 0 1 3 年 5 月
2 0 1 3 年 6 月
2 0 1 3 年 7 月
0
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
工数 段取り
MTIA start
Ave
【Set-up frequency】18/mo ⇒ 12/mo
△30% reduced
【Set-up time】2609 min ⇒ 1668 min
△36% reduced
0
5 0 0
1 0 0 0
1 5 0 0
2 0 0 0
2 5 0 0
3 0 0 0
3 5 0 0
4 0 0 0
2 0
1 2 年 1 月
2 0
1 2 年 2 月
2 0
1 2 年 3 月
2 0
1 2 年 4 月
2 0
1 2 年 5 月
2 0
1 2 年 6 月
2 0
1 2 年 7 月
2 0
1 2 年 8 月
2 0
1 2 年 9 月
2 0 1
2 年 1 0 月
2 0 1
2 年 1 1 月
2 0 1
2 年 1 2 月
2 0
1 3 年 1 月
2 0
1 3 年 2 月
2 0
1 3 年 3 月
2 0
1 3 年 4 月
2 0
1 3 年 5 月
2 0
1 3 年 6 月
2 0
1 3 年 7 月
0
5
1 0
1 5
2 0
2 5
3 0
工数 段取り
Ave
Ave
Ave
MTIA start
"e!ult!0
Set.up Time
【Propeller】 【Crank】
" lt

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 36/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 36
WIP was vanished
Line B
【Post-heating Machining】
Line A
【Pre-heating Machining】
WI P
To yard
Supply from yard
<Before>
Production plan was determined by post-process.Line A had to hold stock due to lack of capacity.
Better resource assignment
Line C Line D
<Before>
Which line should I work for?
Line C Line D
<After>Easy to assign resources as WO priority is clear
Color status gives clear priority
Resources are allocated with concentrated
WO1 WO2 WO3 WO1 WO2 WO3
One person assigned for Line C and Line D. Ad-hoc
Line B Line A
【Pre-heating Machining】
<After>
No pressure to balance capacity – stock after Line Agoes to directory to Line B.
【Post-heating Machining】
"e!ult!0
Changed -ema
" lt

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 37/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 37
"e!ult!0
-ema6! 7oice!
CastingSmoothing
(Internal subcontractor)Aluminum Processing Steel Processing
【Smoothing】 foremen
Reducedunreasonableovertime
【Smoothing】 Supervisor
Available spacesgot wider because of
reduced WIP
【Casting】Supervisor, foremen
No expedites frompost-process
【Casting】 Prod. mgr
Easy to manageby controllingstock levelper each item
【Aluminum Processing】ForemenEasy to assignresources betweenWorkplacesNo need to urgentadjustment andno waiting time
<Whole processes>Production mgr, SupervisorSpace of warehouse will be insufficient, after roll-out started.
【Steel Processing】foreman
Easier quantity controlbecause of shipping lot size
Our efforts forin-process inspectioncan be reduced
We got positive and meaningful feedbacks from Gemba people!
【Reservations】<Casting>Containers will be not enough by increasing stocks at SFWH.
We will run space simulationand take it into account.
【Aluminum Processing】Prod. MgrManagement based onlatest information is effectiveas we have troubles everyday
" ll t " lt

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 38/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 38
Production Lead TimeProduction Lead Time
Before 18d ⇒ Target 9d
Actual8.6d
"oll.out "e!ult!0
Production $ead Time
"oll out "e!ult!0
7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 39/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 39
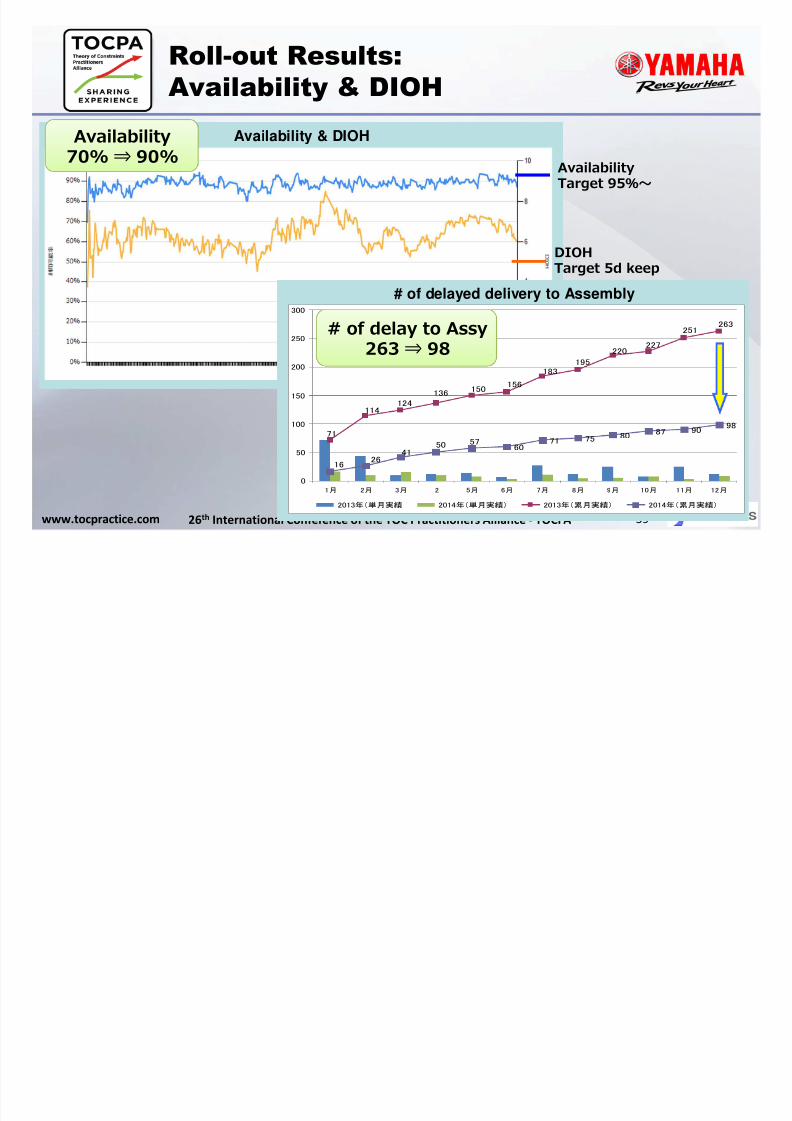
Availability & DIOHAvailability & DIOH
利用可能率
工場内遅延実績
1月
# of delayed delivery to Assembly# of delayed delivery to Assembly
AvailabilityTarget 95%〜
6071 75 80
87 90 98
263251
227220
195
183
156150
136
124114
715750
4126
16
0
50
100
150
200
250
300
1月 2月 3月 2 5月 6月 7月 8月 9月 10月 11月 12月
2013年(単月実績 2014年(単月実績) 2013年(累月実績) 2014年(累月実績)
DIOHTarget 5d keep
# of delay to Assy263 ⇒ 98
Availability70% ⇒ 90%
"oll.out "e!ult!0
Availaility % ),O1
7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 40/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 40
Company Profile
Background
Starting Pilot Project
Conceptual Change from MTO to MTA
Collaoration with Sucontractor!
O!tacle! to e overcome
"e!ult!
#uture Plan
$e!!on! $earned
Agenda
8e9t Step! Synchroni4ed

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 41/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 41
SFWHParts Production
Too many inventoryat Dock
Very long current Replenishment Time
MTIA – Make to Internal Availability
Plant is suffering fromlack of capacity
SFWH – Semi-Finished Goods WarehouseCWH – Central WarehouseRWH – Regional Warehouse
Phase 1
Why?Currently, Dock is NOT warehouse !
Casting DockX 4
RWHSmoothing Machining Assembly
Assy CWH
Synchronize the Plant andthe Downstream Chain
Phase 2
MTA – Make to Availability
RWH
RWH
RWH
RWH
Phase 3
DTA – Distribute to Availability
New Replenishment Time
8e9t Step! + Synchroni4ed
Production and Sale! with MTA5)TA

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 42/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 42
Company Profile
Background
Starting Pilot Project
Conceptual Change from MTO to MTA
Collaoration with Sucontractor!
O!tacle! to e overcome
"e!ult!
#uture Plan
$e!!on! $earned
Agenda

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 43/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 43
① 『With my own words』
② 『Resistance? – Welcome!』』』』
③ 『My mind is sending』
④ 『Focus』
⑤ 『TOC Full-kit』
It makes no sense to speak aloud the material provided by consultants.
Understanding the logic of solution and gaining confidence gives people security.
Resistance to change is the first step to achieving goal. We should investigatethe reason behind their response and prove into the identity of the fear.
If I tell the objective/reason with the mind of respect, then people will accept.
I realized the power of TOC through experiencing not only replenishment solutionbut also MT and CCPM. I am excited to expand the implementation – DTA fordistribution and CCPM for engineering. I believe that TOC Full-kit will guide my
company to the right direction.
The key success factor is focusing instead of trying to do too much.
$e!!on! $earned

7/25/2019 5 - Junichi Sato(YAMAHA)_26 TOCPA_Japan_19 May 2016_Eng-Upgr
http://slidepdf.com/reader/full/5-junichi-satoyamaha26-tocpajapan19-may-2016eng-upgr 44/44
26th International Conference of the TOC Practitioners Alliance - TOCPAwww.tocpractice.com 44
2012.4.14 My son (8 years old)
How Santa delivers all the right presents to the right children across the world, in one night !?
(from Oded’s material)
Itaru:”Where does Santa come from?”
DAD:”Finland”Itaru looks for a globe.
・Dr. Goldratt, Mr. Oded Cohen, JUNTOS(Keita & Ryoma)、PSNC(Katsuyuki)
・Top mgmt for giving Chance, Gemba for accepting Change, and PJ members for Challenge
・And, my family
This picture droveme to this journey.
My Precious
Special Thank!





























