Embed Size (px)
Citation preview

Exec
utive
Ove
r view
1
Lean Six Sigma USAREUR, 21st TSC Improve Hazardous
Receipt Process, TLSC-E [fX1] LD# 07249
Michael Printer, BB Candidate, 21st TSC, TLSC-EProject Initiation Date: 24th October 07Executive Overview Date: 3rd July 08

Executive Overview
Executive Overview
2
1086420-2
USL
LSL *Target *USL 10Sample Mean 1,84643Sample N 280StDev (Within) 0,552886StDev (O v erall) 1,64
Process Data
C p *C PL *C PU 4,92C pk 4,92
Pp *PPL *PPU 1,66Ppk 1,66C pm *
O v erall C apability
Potential (Within) C apability
PPM < LSL *PPM > USL 0,00PPM Total 0,00
O bserv ed PerformancePPM < LSL *PPM > USL 0,00PPM Total 0,00
Exp. Within PerformancePPM < LSL *PPM > USL 0,33PPM Total 0,33
Exp. O v erall Performance
WithinOverall
Process Capability of Total Process Days
SQL= 6.5CPK= 4.92
1st Day in & Out
1st Day in2nd Day out
SARSS 2 DayInventory
new SIMGA baseline
Fine Tuning
Rec with instant MRO
old processing capability
9075604530150
USL
LSL *Target *USL 10Sample Mean 48,7198Sample N 1210StDev (Within) 9,75764StDev (O v erall) 21,2219
Process Data
C p *C PL *C PU -1,32C pk -1,32
Pp *PPL *PPU -0,61Ppk -0,61C pm *
O v erall C apability
Potential (Within) C apability
PPM < LSL *PPM > USL 984297,52PPM Total 984297,52
O bserv ed PerformancePPM < LSL *PPM > USL 999963,78PPM Total 999963,78
Exp. Within PerformancePPM < LSL *PPM > USL 965963,71PPM Total 965963,71
Exp. O v erall Performance
WithinOverall
Process Capability of TOTAL PROCESS DAYS
SQL= 0.0CPK= -1,32
old processing time (days)
old processing capability
old SIGMA baseline
Improve Hazardous Receipt Process LD# 07249
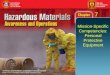
Customer Profile:Internal Customer – Accountable Officer responsible for Class II, IIIP, IV and IX serviceable and unserviceable material processed by TLSC-E’s, Central Receiving Branch. External Customer – Soldier/units in the field who requisition materials from TLSC-E or turn-ins to our Central Receiving section by Units.
Business Problem & Impact:Current process creates undue receiving backlog, is not on a stock record account and produces operational bottlenecks. Due to the diversity of materiel to be processed and other functional areas covered from the same inspector labor pool, balancing of manpower is extremely hard to manage and does not follow objective and measurable criteria. Currently 500 unidentified receipt documents accumulate in the receiving holding area. Average receipt document process time is average 48.7 days. Not all receipts are hazardous and must be returned to Central Receiving & Shipping Branch (CRSB) for processing. This creates poor material flow and unnecessary delays in accountability processing. Eliminate safety hazards and improve work environment into ergonomic worksites as required by German and American Safety and Occupational Health regulations.
Measure & Analyze:Productivity throughput in days was analyzed using May 07/Dec 07 data. Average was 48.7 days per document. Sigma level was calculated at 0.0; and Process capability – 1.32.
Root Causes:
• Lack of dedicated inspectors and distance from Receiving to Processing Area (Motion)• Double handling unloading and loading (Defects/Rework)• Lack of resources caused delay in data input, inspection and storage processes (Waiting)• Organization, Setup and Condition of process area.
Improve & Control:Process cycle time (days) decreased after pilot from an average 48.7 days to 1.85 days receipt of material to storage conformation. And reduced backlog to 0 balance, while Sigma Quality Level increased to 6.5; process capability (Cpk) 4.92.
Results/Benefits:Process improvement; the Army will save US $ 143,031.39 in appropriated funds in man-hour cost avoidance as a result of decreased process throughput time.
Dec 07 Process Capability (Cpk) = - 1.32 Sigma Quality Level (SQL) = 0
Sigma Level after Pilot Process Capability (Cpk) = 4.92Sigma Quality Level (SQL) = 6.5
OLD PROCESS
NEW PROCESS

Executive Overview
Executive Overview
3
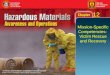
Project Project ““StoryboardStoryboard””
10909698487276064853642431221
100
75
50
25
0
Observation
Ind
ivid
ua
l V
alu
e
_X=48,7
UCL=78,0
LC L=19,4
10909698487276064853642431221
80
60
40
20
0
Observation
Mo
vin
g R
an
ge
__MR=11,01
UCL=35,96
LC L=0
1111111111111111111111111111111
1
111111
1
11
1
11111111111
1
1111111
1
111
1
1
1
111
1
1
1
11
111
1111111
1
1
11
1
1
1
1
1
1
11
1
111111
111111
1
11
1
1111111
1
1
11111111
111
11
1
11
111
11
11
111
111111111111
111111111111
111111111111
1111
111111111111
11111
11
11
1
1
1
1
1111
11
1
1111
1
1
1
111
111
11
11
11
1
11
1
1
1
1
1
11
1
11
11111
11
1111
11
1
11111
1
1
1
11
1
1
11
1
1
1
11
1
1
1
1
1
1
1
11
1
111
1
11
I-MR Chart of TOTAL PROCESS DAYS
9075604530150
USL
LSL *Target *USL 10Sample Mean 48,7198Sample N 1210StDev (Within) 9,75764StDev (O v erall) 21,2219
Process Data
C p *C PL *C PU -1,32C pk -1,32
Pp *PPL *PPU -0,61Ppk -0,61C pm *
O v erall C apability
Potential (Within) C apability
PPM < LSL *PPM > USL 984297,52PPM Total 984297,52
O bserved PerformancePPM < LSL *PPM > USL 999963,78PPM Total 999963,78
Exp. Within PerformancePPM < LSL *PPM > USL 965963,71PPM Total 965963,71
Exp. O v erall Performance
WithinOverall
Process Capability of TOTAL PROCESS DAYS
SQL= 0.0CPK= -1,32
old processing time (days)
old processing capability
old SIGMA baseline
Material Examiner, QC Inspector, Vehicle Operator, Storekeeper, SARSS Operator, using unit.
C
Accurate and timely process of material receivedO
Receive material, unload segregate, screen, inspect and store
P
Material, turn-in document DD 1348 supporting turn-in Documents
I
Transportation, Turn-in units, TDCS
Material Examiner, QC Inspector, Vehicle Operator, Storekeeper, SARSS Operator, using unit.
C
Accurate and timely process of material receivedO
Receive material, unload segregate, screen, inspect and store
P
Material, turn-in document DD 1348 supporting turn-in Documents
I
Transportation, Turn-in units, TDCS
SIPOC
PROJECT CHARTERPROJECT RISK ANALYSIS
VALUE STREAM MAP
BOX PLOT OLD PROCESSCONTROL CHART OLD PROCESS
SPAGHETTI DIAGRAM
C&E ANALYSIS
GRAPHICAL SUMMARY NEW PROCESS
MONITOR PROCESS PERFORMANCE
Problem: Dangerous goods processing is taking avg. 48.72 days to post to SARSS
Scope: Dangerous goods receipt processing less gases and radioactive materials
Goal: Design a new process flow that simultaneously performs multiple processes decreasing time and cost
To make the process capable and reliableTo reduce processing time to < 10 days To reduce receipt costs by 60%To eliminate NVA and redundant processes thru outsourcing
Fin Impact: est. $ 250.000 savings per year
1
2
3
4
5
1 2 3 4 5
• Dangerous Goods Processing in Central Receiving Risk– Risk Analysis of new Kaizen process– Job Hazard Analysis of functional duties– Statutory and Regulatory requirement risk
Consequence
Like
lihoo
d
• Critical Thinking (Schedule)• Risk: acceptance of change• Mitigation Plan: Scope to the “critical to quality”process paths; re-iterate new business process is needed to be competitive on European Market• Consequence: slide in schedule, buy in essential
• Risk Analysis of Kaizen Pilot (Schedule)• Risk: Environmental, Works Council, and Safety
Approval process delay timely start of pilot.• Mitigation: Immediate Resolution of Deficiencies • Consequence: May have to spend 2-3 months to
prepare facilities/equipment to be compliant prior to pilot launch.
• QCD Personnel Availability (Schedule)• Risk: Team Members have multiple schedule
conflicts during Month of April. Lack of team member availability and participation on team could cause regulatory and statutory compliance during Improve phase.
• Mitigation: Get 100% commitment from QCD Chief• Consequence: May have to stop process and delay
IMPROVE gate
• Job Hazard Analysis of Employee Tasks and Functions (Performance)• Risk: Training of morphing high risk to low risk andacquisition of proper PPCE gear will delay implementation.• Mitigation Plan: Train and equip personnel concurrent to mitigation of Risk Analysis for Kaizen• Consequence: 8 weeks lost time on pilot launch
• Project Scope (Performance)• Risk: Current scope of process is very large with multiple sub-processes. Team unlikely to be able to complete DMAIC process on currently defined scope.• Mitigation Plan: Team will scope Pilot out of the existing process according to the following plan:
• Complete new process mapping• Reduce scope to Critical Path• Based on data, reduce scope to parts of process that most affect PCT within control of the Project Team.
• Consequence: If mitigation plan is unacceptable, team unlikely to be successful.
• Overall risk: MED-HIGH
TOTAL PROCESS DAYSQC TO STORAGE DAYSQC PROC DAYSMAT REC&SORT DAYS
100
80
60
40
20
0
Dat
a
Boxplot of MAT REC DATE 2330, QC PROC DAYS, QC TO STORAG, TOTAL PROCES
HM REC&PROCBLDG# 2330
RECEIVING OFFLOADING RAMP
••
••
••
••
BLDG# 2371, C-5QC OFFICE
RECEIVING OFFLOADING RAMP
••
••
••
••
BLDG# 2371, C-5QC OFFICE
Document Flow
Material Flow
Manpower Flow
PROCESS CAPABILITY & SQL
# Process Function
Key Process Imput
Potential Failure Modes
Potential Failure Effects
SEV
Potential Causes of Failure
OCC
Current Process Controls
DET
RPN
Recommended Actions
Responsible Person & Target
DateActions Taken
SEV
OCC
DET
RPN
RPN #
1 (What is the process step)
(What is the Key Process Input?)
(In what ways does the Key Input
go wrong?)
(What is the impact on the Key Output
Variables (Customer Requirements) or
internal requirements?)
(How Severe is the effect to
the customer?)
What causes the Key Input to go
wrong?
How often does cause or FM occur?
What are the existing controls and
procedures (inspection and test) that prevent either the cause or the Failure Mode? Should
include an SOP number.
How well can you
detect cause or FM?
What are the actions for reducing the
occurrence of the Cause, or improving detection? Should
have actions only on high RPN's or easy
fixes
Whose Responsible for the
recommended action?
What are the completed
actions taken with the
recalculated RPN? Be sure
to include completion month/year
2 Inspect Items Inspectors Insp process not timely workflow stoppages 57
Not enough inspectors, not
sorted properly for Insp
5 None 5 1425dedicated inspectors and outsource part of
QCD processKH Schmidt/J. Haye Dedicated QCD
outsource 57 1 1 57 1368 1
3 Post in SARSSInspection
completed Papers complete
Not enough assets applied
no timely posting SARSS 39
Docs incomplete QCD delays,
Inventories, SARSS downtime, No HHT
5 None 5 975
Reschedule Inventories, Manage
SARRS DT, Use HHT, Apply more
QCD
KH Schmidt/J. Haye/R.Robenek
Manage SARSS DT, Use HHT,
Better schedule39 1 1 39 936 2
4 DOCs ready for SARSS
Outpackers, QCD Insp. DOCs not ready
Late Posting, 24hr HAZMAT deadline not
met42
MSDS Not Completed, QCD
Inspection Not completed, 1348-1a
not completed
5 None 5 1050
Stand Alone MSDS station in CRB
processing MSDS simultaneously
Training of CRB MHI to prepare QCD
Paperwork
KH Schmidt/J. HayeOutsource
MSDS, Train CRB MHI
42 2 2 168 882 3
5 Complete QCD Papers
Access to Databases access
to forms performance of
inspection criteria and determination
DB access not centralized or
public time consuming
process
Delays in processing or cannot post at all 36
Too many steps not enough inspectors Too much info and
DBs too many forms, papers, delays for
test samples
5 None 5 900
outsource pre-work to CRB MHI's, Bring data bases into CRB processing lines get
IT support to streamline
W.Mayer/J.HayeOutsource
MSDS, Train CRB MHI
36 1 1 36 864 4
6 Sort Items Pre-Sort incorrectMissing data on package Batch#, Lot#, MFD, etc.
QCD cannot inspect items 39
Personnel, manafacturer
defects5 QCD notices and stops 5 975
Take action to get missing data and
Initiate QCD action
J. Haye/P Weismann train 39 2 2 156 819 5
7 Pre-Sort Outpackers can't outpack
No material no training physical
sorting wrong
safety/enviromental risk 39
No HM Marking, Items not declared HM, Items not yet
outpacked, training
3 Cyclic Inspection 3 351 Better Marking Better training
J. Haye/P Weismann
Better Marking Better Training 39 1 1 39 312 6
8 Out-Pack
Trailers not emptied no
material handling equipment
poor management Delays in processing or cannot post at all 32
dirty material, dangerous material,
too heavy 3 Supervisor, Employee,
FIFO 2 192
Apply proper resources, Apply
FIFO, Better Equipment
Schaedler/Haye train 32 1 1 32 160 7
9 Material at Dock No MHE, No personnel poor management Delays in processing
or cannot post at all 20
Material not ID as HAZ, Load
unloadable, Load is Hazard to unload,
unsafe items (leakers) high influx
of incoming
2 TCMD, ITV 2 80
Use ITV, Better pre-check before unload, QCD Insp. On ramp during HM unload,
EO if needed
Schaedler/Haye/KH Schmidt train/implement 20 1 1 20 60 8
10 Move to LineNo MHE, No personnel poor management Delays in processing
or cannot post at all 14 Material not ready, no drivers, no MHE 2 Employees 2 56 Better Manage Schaedle/Haye manage better 14 1 1 14 42 9
11 Load TruckNo MHE, No personnel, no
materialpoor management,
Delays in processing or cannot post at all, bottlenecks on lines
8
No MHE, No Personnel, not
correct equipment, no pallets
2 Supervisor 2 32 Better Manage Schaedler/Haye manage better 8 1 1 8 24 10
FMEA
VSM NEW PROCESS
6420
Median
Mean
2,22,01,81,61,41,21,0
1st Quartile 1,0000Median 1,00003rd Quartile 2,0000Max imum 7,0000
1,6641 2,0512
1,0000 1,0000
1,5219 1,7966
A-Squared 28,66P-Value < 0,005
Mean 1,8577StDev 1,6478Variance 2,7154Skewness 1,31959Kurtosis 0,85135N 281
Minimum 0,0000
Anderson-Darling Normality Test
95% Conf idence Interval for Mean
95% Confidence Interval for Median
95% Confidence Interval for StDev95% Confidence Intervals
Summary for Total Process Days281 Documents used for this statistic from the first 15 days of the pilot process. The average of receipt, segregate, inspect and SARSS input is 0,64 days.
Special causes ! •Weekends Friday in Monday out = 4•Weekends where items received in storage are not stored before Monday.•SARSS Server downtime to due Inventory
UnloadTruck
Out-PackSort In-Check QCD MSDS
HCC Load Unload StoreSARSS
1.85 Days
Fine tuning elements: • Pilot Overburdened warehouse
with receipt storage activities• Increased transportation needs• Increased shipments from HM• Not enough Personnel in Warehouse
or warehouse not occupiedThese 281 documents reflects a quantity of 5500 items.
0.64 Days 1.21 Days
Doc No NSN Nomenclature
Hazardous Caract Code
(HCC) QTY C/CRec Date
CRBProc Date
CRBStore Date WQE/WQF
Total REC/INSP
days
Total CRB to Store
days
Total Process
DaysSPLIT DOC
SHELF LIFE ITEM
C/C Change
NSN Change
No DA 1348-1
document MRO REC
ORIG QTY Remarks
W803CR 8105 A001 6135-01-447-5082 BATTERY 1 H 8102 8105 8105 3 0 3 Y YW803CR 8102A010 6830-00-584-3041 PROPANE 1 H 8102 8102 8103 0 1 1 Y YW90A0E 81000041 6850-01-464-9152 ANTIFREEZE 2 A 8102 8102 8102 0 0 0 YW90A0E 81000040 6850-01-464-9152 ANTIFREEZE 2 A 8102 8102 8102 0 0 0 YWK4GF3 8088 0127 8040-01-165-2363 GASKET FORMING COP, 20 A 8102 8105 8105 3 0 3 YW81AT1 8073 0099 8040-01-165-2363 GASKET FORMING COP, 50 A 8102 8105 8105 3 0 3 YW9046W 8079 9350 6140-01-374-2243 BATTERY 1 A 8105 8106 8106 1 0 1 YWK4GF3 8099 0023 6140-01-446-9498 BATTERY 3 A 8105 8106 8106 1 0 1 YWK4GDD 8094 0012 6810-00-543-7415 ALCOHOL 3 A 8105 8106 8106 1 0 1 YWK4GDD 8094 0018 6810-01-003-0262 ACETONE 3 A 8105 8106 8106 1 0 1 YW803CR 8105 A006 7510-00-161-4240 INK STAMP PAD 1 H 8105 8106 8106 1 0 1 Y YWK4JR6 8079 0012 7510-00-161-4240 INK STAMP PAD 7 H 8105 8106 8106 1 0 1 Y Y Y QTY CH 7 A/HWK4GDD 8087 0022 7930-01-342-5315 CLEANING COM. 8 A 8105 8106 8106 1 0 1 YWK4GDD 8094 0020A 8010-00-292-1127 PRIMER COATING 14 C 8105 8106 8106 1 0 1 Y Y Y QTY CH 14 A/CWK4GDD 8094 0020B 8010-00-292-1127 PRIMER COATING 2 J 8105 8106 8106 1 0 1 Y Y Y QTY CH 2 A/JWK4GDD 8094 0014 8010-00-641-0427 COATING COMPOUND 1 J 8105 8106 8106 1 0 1 Y Y Y QTY CH 1 A/JWK4GDD 8094 0016 8010-01-545-1844 POLYRETHANE 1 C 8105 8106 8106 1 0 1 Y Y Y QTY CH 1 A/CWK4GDD 8094 0009 8030-00-142-9738 SEALING COMP. 3 H 8105 8106 8106 1 0 1 YWK4GDD 8094 0034 8030-00-145-0084 METAL CONDITIONING 1 A 8105 8106 8106 1 0 1 YWK4GA8 8088 0287 9150-01-421-1424 LUB OIL 3 H 8105 8106 8106 1 0 1 Y Y Y QTY CH 3 A/HWK4GA8 8088 0287 9150-01-421-1424 LUB OIL 27 A 8105 8106 8106 1 0 1 YWK4F8Q 8073 0529 2640-01-419-6200 LUBRICANT RUNFLAT 10 A 8106 8108 8112 2 4 6 YW905B2 80940806 4210-01-481-3875 DRY CHEMICAL FIRE 1 H 8106 8106 8106 0 0 0 Y Y Y QTY CH 1 F/HW90KFF 8091 0515 6140-01-286-6294 BATTERY STORAGE 4 H 8106 8106 8106 0 0 0 Y Y Y QTY CH 4 F/HWK4F8Q 8074 0054 6630-01-011-5039 TEST KIT ANTIFREEZE 82 A 8106 8108 8112 2 4 6 YWK4JR6 8092 0010 6840-00-242-4770 DISINFECTANT 1 H 8106 8107 8108 1 1 2 Y Y Y QTY CH 1 A/HWK4JR6 8092 0004 6850-00-270-6225 CHLORINATION KIT 1 A 8106 8108 8112 2 4 6 YWK4JR6 8092 0012A 8040-00-938-6860 ADHESIVE 9 J 8106 8108 8112 2 4 6 Y Y Y QTY CH 9 A/JWK4JR6 8092 0012B 8040-00-938-6860 ADHESIVE 1 H 8106 8108 8112 2 4 6 Y Y Y QTY CH 1 A/HW803CR 8107 A002 4230-01-466-9095 DECON KIT 1 J 8107 8109 8112 2 3 5 Y YWK4GA8 8073 0015 6135-01-268-6726 BATTERY NONRECHARGE 1 A 8107 8112 8112 5 0 5 YWK4GA8 8099 0028A 6140-01-490-5372 BATTERY STORAGE 200 A 8107 8112 8112 5 0 5 Y Y Y 271 NNSN CH.WK4GA8 8099 0028Z 6140-01-533-7674 BATTERY STORAGE 71 A 8107 8112 8112 5 0 5 Y Y Y 271 NNSN CH.WK4F8Q 8091 0374 3439-01-074-9983 SOLDER LEAD ALLOY 23 A 8108 8112 8112 4 0 4 YWK4GA8 8086 0039 6140-00-057-2553 BATTERY STORAGE 2 A 8109 8113 8114 4 1 5 YW90AGJ 8094 1360 6140-01-165-2165 BATTERY ASSEMBLY 11 A 8109 8113 8113 4 0 4 Y Y NNSN CH.W811XN 8092 0306 6140-01-490-4317 BATTERY STORAGE 4 B 8109 8113 8113 4 0 4 Y Y C/C A/BW90A0E 8106 0065 9150-01-035-5394 LUBRICATING OIL GER 1 H 8109 8112 8112 3 0 3 Y Y C/C A/HW90A0E 8106 0064 9150-01-035-5394 LUBRICATING OIL GER 2 A 8109 8112 8112 3 0 3 YW90A0D 8092 0017A 9150-01-152-4118 LUBRICATING OIL ENG. 4 A 8109 8112 8113 3 1 4 Y Y 6WK4F8Q 8102 0177 4210-01-208-6970 EXTINGIISHER FIRE 4 F 8112 8113 8114 1 1 2 Y Y Y C/C A/FWK4GA8 8106 0158 6135-00-835-7210 BATTERY NONRECH 77 A 8112 8113 8113 1 0 1 Y 85W803CR 8112 A001 6850-01-423-1698 CHEMICAL KIT WATER 49 G 8112 8113 8113 1 0 1 YWK4F8T 8107 0029 6850-01-464-9125 ANTIFREEZE 30 A 8112 8114 8114 2 0 2 YWK4GDD 8106 0054A 9150-01-035-5394 LUBRICATING OIL GER 3 A 8112 8113 8113 1 0 1 Y Y Y 4WK4GDD 8106 0054B 9150-01-035-5394 LUBRICATING OIL GER 1 H 8112 8113 8113 1 0 1 Y Y Y 1 C/C A/HWK4GA8 8108 0091 6135-01-440-7774 BATTERY NONRECHARGE 2 A 8113 8114 8114 1 0 1 YWK4GA8 8108 0090 6135-01-440-7774 BATTERY NONRECHARGE 119 A 8113 8114 8114 1 0 1 Y
WK4GDD 8091 0117 7510-01-020-2806 CORRECTION FLUID 8 J 8113 8114 8115 1 1 2 Y Y YC/C B/J QTY 9
Average per day 19.0 327.5Total Documents 379 328 Items Average Process Days 0.64 1.21 1.85
processreceipt10 Daysnot reachingWhy are we
TRANSPORT
LOCSTORE TO
ADMIN PAPER
SARSS
RECEIVE
UNLOAD
SORT
INSPECT
710-2F/DBO nly Q C D does A E-F orm
Q C D av ailableNot enough Q C D/not alw ay s
D istance to HM area
M issing paperw ork
To many HM criteria
materialMixed serv iceable- unserv
mixedDifferent list/batch/MF D
Time for bulk sorts
WHSE condition Hot/C old
Bad weather
personnelNot enough
customercorrect fromNot packed
from C RBMultibox/pallet
outsourcedPersonnel
Mixed material
Deliv ery to long
Late accountability
C omputer capacityNo remote
SA RSSDelay ed posting in
Research delay s
Q C DShelf life tickets
Missing Docs MSDS
infoSources for HA Z
Delay in S torage
SA RSSDelay in Post >
Multiple location
Time to move
Lack of MHE
HAZMAT receipt process LD# 07249
SIPOC
CTQ 2CTQ 1
CTQ 3
CTQ 4
CTQ 5
28 Causes5 CTQs 1086420-2
USL
LSL *Target *USL 10Sample Mean 1,84643Sample N 280StDev (Within) 0,552886StDev (Ov erall) 1,64
Process Data
Cp *CPL *CPU 4,92Cpk 4,92
Pp *PPL *PPU 1,66Ppk 1,66Cpm *
O v erall C apability
Potential (Within) C apability
PPM < LSL *PPM > USL 0,00PPM Total 0,00
Observ ed PerformancePPM < LSL *PPM > USL 0,00PPM Total 0,00
Exp. Within PerformancePPM < LSL *PPM > USL 0,33PPM Total 0,33
Exp. O v erall Performance
WithinOverall
Process Capability of Total Process Days
SQL= 6.5CPK= 4.92
1st Day in & Out
1st Day in2nd Day out
SARSS 2 DayInventory
new SIMGA baseline
Fine Tuning
Rec with instant MRO
old processing capability
Receive ALLHM
@ 2371
ITVUnload
Put In FiFo
Pull out FiFoBring to Line
Sort into7 Areas
HM Gases@2350/51
HM Radio Act@ 2268
Check 1348Check All Papers
HM
Process @
SSA Box
Check forleaks
Damagesdefects
Y
N
1
2
3
4
6
7
5
14
Damaged
Y
N
Place inProc line
Verify 1348 QTYWith QTY OH
Place in QCDprocess line
9
10
LeakersOver-pack
INCHECKERSegregate DefectsRe-config material
VerifyVerify Lot# Batch#MFD Date,Contract
Shelf Life CodeCondition CodeNational Stock #
Part NumberAnnotate 1348With findings
118a
8
Process immediatelyw/no backlog
12
QCDprocess
13
Build HM Substance Register10 min-1 Hr per item
FEDLOG & TB 43-01116HMIRS > UN Data sheets
Material Safety Data Sheets printed
Non ServiceableAccompanying Papers
On Item
ServiceableStored Loc Known
Papers on ItemMARK Whse Loc
FOI PapersQCD Releases
Collect Comp Papers
Load & DelTo Whse
1413
SARSS OPDue IN
Off-Load@ Whse
Holding Area
Store-KeeperChecks 1348
& Docs
Store IAW HCC-FiFo1348 copy in Loc
Return Copy1348 to SOW Sto Loc
Send 1348To SARSS OP
Do Due IN
SARSS OPPrint 1348SG4070
Accompanying PapersOn Item SG4070 and
MSDS
Post inSARSS
Post inSARSS
Weigh ItemAnnotate Wgt
On 1348 SG4070
Load & DelTo HMCC
Offload forHMCC or Recycle
1817
EndEnd
Pilot Receipt Process Ends
PILOTData List
MSDSHCC
15 16
NEW CPK & SQL2532251971691411138557291
8
6
4
2
0
Observation
Ind
ivid
ua
l V
alu
e
_X=4
UCL=8,5
LC L=-0,5
2532251971691411138557291
6,0
4,5
3,0
1,5
0,0
Observation
Mo
vin
g R
an
ge
__MR=1,692
UCL=5,528
LC L=0
111
I-MR Chart of Total Process Days
CONTROL CHART NEW PROCESS

Exec
utive
Ove
r view
4
Backup Slides

Executive Overview
Executive Overview
5
Define OverviewProblem Statement Goal Statement
BB Name Mr. Michael Printer, TLSC-E, SAEPS Mr. Joseph Schultz, Dir SAEMBB Name Mr. Markus Müller, MBB TLSC-E
Core Team Unit Project ContributionMr. Roger Kimmel SAE Process OwnerMr. Roland Robenek SAE Core Team (100%)Mr. Jürgen Mohrhardt (GB) SAE Core Team (100%)Mr. Andreas Hoffmann SAE Core Team (100%)Mr. Klaus-Peter Fränger SAE Core Team (100%)Mr. Juergen Haye SAE Core Team (100%)Ext Team Ms. Judith Fries SAE Ext Team (25%)Mr. Peter Weissmann SAE Ext Team (25%)Mr. Volker Schädler SAE Ext Team (25%)Mr. Thomas Wisniewski SAE Ext Team (25%)Mr. Juergen Glöckner SAE Ext Team (25%)Mr. Willie Burciu SAE Ext Team (25%)
Current process creates undue receiving backlog, is not on a stock record account and produces operational bottlenecks. Due to the diversity of materiel to be processed and other functional areas covered from the same inspector labor pool, balancing of manpower is extremely hard to manage and does not follow objective and measurable criteria. Currently 500 unidentified receipt documents accumulate in the receiving holding area. Average receipt document process time is average 48.7 days. Not all receipts are hazardous and must be returned to Central Receiving & Shipping Branch (CRSB) for processing. This creates poor material flow and unnecessary delays in accountability processing. Eliminate safety hazards and improve work environment into ergonomic worksites as required by German and American Safety and Occupational Health regulations.
Increase throughput productivity by 20%. Reduce non visible time of material in Standard Army Retail Supply System (SARSS) from 48.7 days to 10 days and below. Free up operational space, apply effective and efficient usage of available man power and resources. Eliminate safety hazards and improve work environment into ergonomic worksites as required by German and American Safety and Occupational regulations.
Team Members High Level Process Map
Offloading Sort/Segregate
WHSE
2. 3.
8.SARSS
9.
Shipping10.
QC Inspection7.
Commercial TrailerUnit turn-inTDC TrailerContainer
HAZMAT inclusive Radioactive material
ClerksCheck QTYVerify DocumentAssign Location NumberStore
Confirm documentReceive Bin-Ticket
MRO
Unpack/presortCount contentCheck condition of materialCheck Manufactory DateCheck Lot#Check Batch#Check/Add MSDSCheck/Add OSHA LabelAdd FEDLOG informationWrite/Verify/Change Doc
6.
Receive1.
Commercial TrailerUnit turn-inTDC TrailerContainer
Load4.
TDC Trailer
Offload5.
TDC TrailerUnit turn-inContainerCommercial Trl
Move trailer to HAZMAT Receipt Processing Area
Identify materialAdd condition code (Insp Tag)Add FEDLOG dataAdd Shelf life date
HAZ WASTE Turn-In Point
UNSERV
SERV
7.a
Trailer partialloaded
Pure loaded trailer
DISPOSAL CONTRACTORDRMO RECYCLEREUSE AREAHMCC Supply
Bldg# 2371Bldg# 2330
Bldg# 2248

Executive Overview
Executive Overview
6
Measure Overview
Tools UsedKey Learning
Key learning #1:
Double handling of material (Receiving & Process Area)
Key learning #2:
Process Cycle time excessive
Key learning #3:
Defects rework
Value Stream MappingData Collection PlanGraphical BaselineSigma CalculationBrain StormingCollected Data Y and X’s; Identify Potential X’sVOC interviews & analysis Kaizen Preparation
Value Stream MapControl Chart old Process
TOTAL PROCESS DAYSQC TO STORAGE DAYSQC PROC DAYSMAT REC&SORT DAYS
100
80
60
40
20
0
Dat
a
Boxplot of MAT REC DATE 2330, QC PROC DAYS, QC TO STORAG, TOTAL PROCES
Boxplot old Process
10909698487276064853642431221
100
75
50
25
0
Observation
Ind
ivid
ua
l V
alu
e
_X=48,7
UCL=78,0
LCL=19,4
10909698487276064853642431221
80
60
40
20
0
Observation
Mo
vin
g R
an
ge
__MR=11,01
UCL=35,96
LCL=0
1111111111111111111111111111111
1
111111
1
11
1
11111111111
1
1111111
1
111
1
1
1
111
1
1
1
11
111
1111111
1
1
11
1
1
1
1
1
1
11
1
111111
111111
1
11
1
1111111
1
1
11111111
111
11
1
11
111
11
11
111
111111111111
111111111111
111111111111
1111
111111111111
11111
11
11
1
1
1
1
1111
11
1
1111
1
1
1
111
111
11
11
11
1
11
1
1
1
1
1
11
1
11
11111
11
1111
11
1
11111
1
1
1
11
1
1
11
1
1
1
11
1
1
1
1
1
1
1
11
1
111
1
11
I-MR Chart of TOTAL PROCESS DAYS

Executive Overview
Executive Overview
7
Analyze OverviewIdentify Root Causes
Tools Used
Spaghetti Diagram
Root Cause / Effect
Root cause: Lack of dedicated inspectors; distance from Receiving to Processing Area (Motion)
Effect – material inspection process slow, late process of older material increasing backlog
Root cause: Double handling unloading and loading (Defects/Rework)
Effect – material processing to storage takes to long, late process of older material increasing backlog
Root cause: Lack of resources caused delay in data input, inspection and storage processes (Waiting)
Effect – Process Cycle time to high average 48.7 days
Validate Potential X’sIdentify Root Causes C&E MatrixSpaghetti DiagramBrainstormingFailure Mode Effect Analysis (FMEA)Risk Mitigation PlanCVA, BVA, NVA AnalysisTranslate VOC into Customer requirements
processreceipt10 Daysnot reachingWhy are we
TRANSPORT
LOCSTORE TO
ADMIN PAPER
SARSS
RECEIVE
UNLOAD
SORT
INSPECT
710-2F /D BO nly Q C D does A E -F orm
Q C D av ailableN ot enough Q C D /not alw ay s
D istance to H M area
M issing paperw ork
T o m any H M criteria
materia lM ixed serv iceable- unserv
m ixedD ifferent list/batch/M F D
T ime for bulk sorts
WH S E condition H ot/C old
Bad w eather
personnelN ot enough
custom ercorrect fromN ot packed
from C RBM ultibox/pallet
outsourcedP ersonnel
M ixed materia l
D eliv ery to long
Late accountability
C omputer capacityN o rem ote
S A RS SD elay ed posting in
Research delay s
Q C DS helf life tickets
M issing D ocs M S D S
infoS ources for H A Z
D elay in S torage
S A RS SD elay in P ost >
M ultiple location
T ime to mov e
Lack of M H E
HAZMAT receipt process LD# 07249
SIPOC
CTQ 2CTQ 1
CTQ 3
CTQ 4
CTQ 5
28 Causes5 CTQs
HM REC&PROCBLDG# 2330
RECEIVING OFFLOADING RAMP
••
••
••
••
BLDG# 2371, C-5QC OFFICE
RECEIVING OFFLOADING RAMP
••
••
••
••
BLDG# 2371, C-5QC OFFICE
Document Flow
Material Flow
Manpower Flow

Executive Overview
Executive Overview
8
Improve SummaryTo be Value Stream Map
Tools Used
Graphical Summary
Control Chart
Pilot PlanGraphical Summary and Control ChartCapability Analysis and SQLTo be VSM “Future Process Flow”Quick WinsDetailed Implementation PlanPilot Results
Reduction from 37 process steps to 18
6420
Median
Mean
2,22,01,81,61,41,21,0
1st Quartile 1,0000Median 1,00003rd Quartile 2,0000Maximum 7,0000
1,6641 2,0512
1,0000 1,0000
1,5219 1,7966
A-Squared 28,66P-Value < 0,005
Mean 1,8577StDev 1,6478Variance 2,7154Skewness 1,31959Kurtosis 0,85135N 281
Minimum 0,0000
Anderson-Darling Normality Test
95% Confidence Interval for Mean
95% Confidence Interval for Median
95% Confidence Interval for StDev95% Confidence Intervals
Summary for Total Process Days281 Documents used for this statistic from the first 15 days of the pilot process. The average of receipt, segregate, inspect and SARSS input is 0,64 days.
Special causes ! •Weekends Friday in Monday out = 4•Weekends where items received in storage are not stored before Monday.•SARSS Server downtime to due Inventory
UnloadTruck
Out-PackSort In-Check QCD MSDS
HCC Load Unload StoreSARSS
1.85 Days
Fine tuning elements: • Pilot Overburdened warehouse
with receipt storage activities• Increased transportation needs• Increased shipments from HM• Not enough Personnel in Warehouse
or warehouse not occupiedThese 281 documents reflects a quantity of 5500 items.
0.64 Days 1.21 Days
Receive ALLHM
@ 2371
ITVUnload
Put In FiFo
Pull out FiFoBring to Line
Sort into7 Areas
HM Gases@2350/51
HM Radio Act@ 2268
Check 1348Check All Papers
HM
Process @
SSA Box
Check forleaks
Damagesdefects
Y
N
1
2
3
4
6
7
5
14
Damaged
Y
N
Place inProc line
Verify 1348 QTYWith QTY OH
Place in QCDprocess line
9
10
LeakersOver-pack
INCHECKERSegregate DefectsRe-config material
VerifyVerify Lot# Batch#MFD Date,Contract
Shelf Life CodeCondition CodeNational Stock #
Part NumberAnnotate 1348With findings
118a
8
Process immediatelyw/no backlog
12
QCDprocess
13 Build HM Substance Register10 min-1 Hr per item
FEDLOG & TB 43-01116HMIRS > UN Data sheets
Material Safety Data Sheets printed
Non ServiceableAccompanying Papers
On Item
ServiceableStored Loc Known
Papers on ItemMARK Whse Loc
FOI PapersQCD Releases
Collect Comp Papers
Load & DelTo Whse
1413
SARSS OPDue IN
Off-Load@ Whse
Holding Area
Store-KeeperChecks 1348
& Docs
Store IAW HCC-FiFo1348 copy in Loc
Return Copy1348 to SOW Sto Loc
Send 1348To SARSS OP
Do Due IN
SARSS OPPrint 1348SG4070
Accompanying PapersOn Item SG4070 and
MSDS
Post inSARSS
Post inSARSS
Weigh ItemAnnotate Wgt
On 1348 SG4070
Load & DelTo HMCC
Offload forHMCC or Recycle
1817
EndEnd
Pilot Receipt Process Ends
PILOTData List
MSDSHCC
15 16
2532251971691411138557291
8
6
4
2
0
Observation
Ind
ivid
ua
l V
alu
e
_X=4
UC L=8,5
LC L=-0,5
2532251971691411138557291
6,0
4,5
3,0
1,5
0,0
Observation
Mo
vin
g R
an
ge
__MR=1,692
UC L=5,528
LC L=0
111
I-MR Chart of Total Process Days

Executive Overview
Executive Overview
9
Control Summary
Control PlanRevised Procedure (SOP)Monitor Process PerformanceNew Sigma Level CalculationControl/Impact Matrix
Monitor Process Performance
Sigma Level Improvement Tools Used
Benefits of Project
Doc No NSN Nomenclature
Hazardous Caract Code
(HCC) QTY C/CRec Date
CRBProc Date
CRBStore Date WQE/WQF
Total REC/INSP
days
Total CRB to Store
days
Total Process
DaysSPLIT DOC
SHELF LIFE ITEM
C/C Change
NSN Change
No DA 1348-1
document MRO REC
ORIG QTY Remarks
W803CR 8105 A001 6135-01-447-5082 BATTERY 1 H 8102 8105 8105 3 0 3 Y YW803CR 8102A010 6830-00-584-3041 PROPANE 1 H 8102 8102 8103 0 1 1 Y YW90A0E 81000041 6850-01-464-9152 ANTIFREEZE 2 A 8102 8102 8102 0 0 0 YW90A0E 81000040 6850-01-464-9152 ANTIFREEZE 2 A 8102 8102 8102 0 0 0 YWK4GF3 8088 0127 8040-01-165-2363 GASKET FORMING COP, 20 A 8102 8105 8105 3 0 3 YW81AT1 8073 0099 8040-01-165-2363 GASKET FORMING COP, 50 A 8102 8105 8105 3 0 3 YW9046W 8079 9350 6140-01-374-2243 BATTERY 1 A 8105 8106 8106 1 0 1 YWK4GF3 8099 0023 6140-01-446-9498 BATTERY 3 A 8105 8106 8106 1 0 1 YWK4GDD 8094 0012 6810-00-543-7415 ALCOHOL 3 A 8105 8106 8106 1 0 1 YWK4GDD 8094 0018 6810-01-003-0262 ACETONE 3 A 8105 8106 8106 1 0 1 YW803CR 8105 A006 7510-00-161-4240 INK STAMP PAD 1 H 8105 8106 8106 1 0 1 Y YWK4JR6 8079 0012 7510-00-161-4240 INK STAMP PAD 7 H 8105 8106 8106 1 0 1 Y Y Y QTY CH 7 A/HWK4GDD 8087 0022 7930-01-342-5315 CLEANING COM. 8 A 8105 8106 8106 1 0 1 YWK4GDD 8094 0020A 8010-00-292-1127 PRIMER COATING 14 C 8105 8106 8106 1 0 1 Y Y Y QTY CH 14 A/CWK4GDD 8094 0020B 8010-00-292-1127 PRIMER COATING 2 J 8105 8106 8106 1 0 1 Y Y Y QTY CH 2 A/JWK4GDD 8094 0014 8010-00-641-0427 COATING COMPOUND 1 J 8105 8106 8106 1 0 1 Y Y Y QTY CH 1 A/JWK4GDD 8094 0016 8010-01-545-1844 POLYRETHANE 1 C 8105 8106 8106 1 0 1 Y Y Y QTY CH 1 A/CWK4GDD 8094 0009 8030-00-142-9738 SEALING COMP. 3 H 8105 8106 8106 1 0 1 YWK4GDD 8094 0034 8030-00-145-0084 METAL CONDITIONING 1 A 8105 8106 8106 1 0 1 YWK4GA8 8088 0287 9150-01-421-1424 LUB OIL 3 H 8105 8106 8106 1 0 1 Y Y Y QTY CH 3 A/HWK4GA8 8088 0287 9150-01-421-1424 LUB OIL 27 A 8105 8106 8106 1 0 1 YWK4F8Q 8073 0529 2640-01-419-6200 LUBRICANT RUNFLAT 10 A 8106 8108 8112 2 4 6 YW905B2 80940806 4210-01-481-3875 DRY CHEMICAL FIRE 1 H 8106 8106 8106 0 0 0 Y Y Y QTY CH 1 F/HW90KFF 8091 0515 6140-01-286-6294 BATTERY STORAGE 4 H 8106 8106 8106 0 0 0 Y Y Y QTY CH 4 F/HWK4F8Q 8074 0054 6630-01-011-5039 TEST KIT ANTIFREEZE 82 A 8106 8108 8112 2 4 6 YWK4JR6 8092 0010 6840-00-242-4770 DISINFECTANT 1 H 8106 8107 8108 1 1 2 Y Y Y QTY CH 1 A/HWK4JR6 8092 0004 6850-00-270-6225 CHLORINATION KIT 1 A 8106 8108 8112 2 4 6 YWK4JR6 8092 0012A 8040-00-938-6860 ADHESIVE 9 J 8106 8108 8112 2 4 6 Y Y Y QTY CH 9 A/JWK4JR6 8092 0012B 8040-00-938-6860 ADHESIVE 1 H 8106 8108 8112 2 4 6 Y Y Y QTY CH 1 A/HW803CR 8107 A002 4230-01-466-9095 DECON KIT 1 J 8107 8109 8112 2 3 5 Y YWK4GA8 8073 0015 6135-01-268-6726 BATTERY NONRECHARGE 1 A 8107 8112 8112 5 0 5 YWK4GA8 8099 0028A 6140-01-490-5372 BATTERY STORAGE 200 A 8107 8112 8112 5 0 5 Y Y Y 271 NNSN CH.WK4GA8 8099 0028Z 6140-01-533-7674 BATTERY STORAGE 71 A 8107 8112 8112 5 0 5 Y Y Y 271 NNSN CH.WK4F8Q 8091 0374 3439-01-074-9983 SOLDER LEAD ALLOY 23 A 8108 8112 8112 4 0 4 YWK4GA8 8086 0039 6140-00-057-2553 BATTERY STORAGE 2 A 8109 8113 8114 4 1 5 YW90AGJ 8094 1360 6140-01-165-2165 BATTERY ASSEMBLY 11 A 8109 8113 8113 4 0 4 Y Y NNSN CH.W811XN 8092 0306 6140-01-490-4317 BATTERY STORAGE 4 B 8109 8113 8113 4 0 4 Y Y C/C A/BW90A0E 8106 0065 9150-01-035-5394 LUBRICATING OIL GER 1 H 8109 8112 8112 3 0 3 Y Y C/C A/HW90A0E 8106 0064 9150-01-035-5394 LUBRICATING OIL GER 2 A 8109 8112 8112 3 0 3 YW90A0D 8092 0017A 9150-01-152-4118 LUBRICATING OIL ENG. 4 A 8109 8112 8113 3 1 4 Y Y 6WK4F8Q 8102 0177 4210-01-208-6970 EXTINGIISHER FIRE 4 F 8112 8113 8114 1 1 2 Y Y Y C/C A/FWK4GA8 8106 0158 6135-00-835-7210 BATTERY NONRECH 77 A 8112 8113 8113 1 0 1 Y 85W803CR 8112 A001 6850-01-423-1698 CHEMICAL KIT WATER 49 G 8112 8113 8113 1 0 1 YWK4F8T 8107 0029 6850-01-464-9125 ANTIFREEZE 30 A 8112 8114 8114 2 0 2 YWK4GDD 8106 0054A 9150-01-035-5394 LUBRICATING OIL GER 3 A 8112 8113 8113 1 0 1 Y Y Y 4WK4GDD 8106 0054B 9150-01-035-5394 LUBRICATING OIL GER 1 H 8112 8113 8113 1 0 1 Y Y Y 1 C/C A/HWK4GA8 8108 0091 6135-01-440-7774 BATTERY NONRECHARGE 2 A 8113 8114 8114 1 0 1 YWK4GA8 8108 0090 6135-01-440-7774 BATTERY NONRECHARGE 119 A 8113 8114 8114 1 0 1 Y
WK4GDD 8091 0117 7510-01-020-2806 CORRECTION FLUID 8 J 8113 8114 8115 1 1 2 Y Y YC/C B/J QTY 9
Average per day 19.0 327.5Total Documents 379 328 Items Average Process Days 0.64 1.21 1.85
Process cycle time reduction from avg. 48.7 days to avg. 1.85 daysEarlier customer visibility of material within SARSS, resulted in customer requested items from theater instead of CONUS saving Secondary Designation Transportation (SDT) $ costs and faster delivery to the war-fighter.Reduction of backlog from 500 to 0 receipts awaiting process within 22 workdaysImprovement of safety and workplace environment
1086420-2
USL
LSL *Target *USL 10Sample Mean 1,84643Sample N 280StDev (Within) 0,552886StDev (Overall) 1,64
Process Data
Cp *CPL *CPU 4,92Cpk 4,92
Pp *PPL *PPU 1,66Ppk 1,66Cpm *
Overall C apability
Potential (Within) C apability
PPM < LSL *PPM > USL 0,00PPM Total 0,00
Observed PerformancePPM < LSL *PPM > USL 0,00PPM Total 0,00
Exp. Within PerformancePPM < LSL *PPM > USL 0,33PPM Total 0,33
Exp. Overall Performance
WithinOverall
Process Capability of Total Process Days
SQL= 6.5CPK= 4.92
1st Day in & Out
1st Day in2nd Day out
SARSS 2 DayInventory
new SIMGA baseline
Fine Tuning
Rec with instant MRO
old processing capability

Executive Overview
Executive Overview
10
Business ImpactFinancial impact of project
Type One BenefitsN/A
Type Two Benefits$ 143,031.39 appropriated funds in man-hour cost avoidance, AMSCO 12101800, MDEP ASFM
Type Three BenefitsIncreased customer satisfaction due to reduced processing time and increased material availabilityImmediate visibility of excess retrograded serviceable stocks turned in to SAE for war-fighter requisitions; this helps prevent the war-fighter’s requisition from being passed to CONUS incurring large customer wait timesGained transportation/personnel work-loading flexibility through consolidation/centralization.Reduction of backlogImprovement of safety and work environment, gained work area ergonomics by applying LSS 5S principles. 26 improvements to safety and 12 improvements to environmental concerns were implemented
Plan for re-allocation of cost avoidanceReduce backlog of material receipts at other SARSS boxes. Support Super Left Behind Equipment (SLBE) mission. Perform SSA support in various theater locations.
Future ProjectsImprove CONUS configured loading

Executive Overview
Executive Overview
11
Lessons Learned
Pros
• No more double handling• Dangerous Goods Separation• Subject Matter Experts on site• Dangerous Goods Equipment on site• Material flow works well• Shipping section co-located• QCD inspectors co-located• Automated conveyor systems • Improved Process• QCD more flexible• Continued work assignment when no HM work• All actions kept in LSS action log• Immediate shipments of HM now rather than 48 days
Cons
• Bad weather transport (funds req)• Enough safe space to work bulk (workable)• Break areas in poor condition (fund req)• Over-all: not enough space (workable)• Work areas are improvised (workable)• Cleanliness (workable)• Unloading full trailer @2324 (not during pilot)• No gases or radio-active pilot (include)• Distance to disposal area (Fa. Sued Muehl)• Transport from CRB to HAZMAT storage area and distribution to final warehouses (workable)

Executive Overview
Executive Overview
12
Project Completion Approval
I Concur that the Control phase was successfully completed on 3rd July 08.• I concur the project is ready to proceed to next phase: Validate

Executive Overview
Executive Overview
13
Project Contributors
These team members contributed to the success of this project!
Team Members Project Contribution
Mr. Joseph Schultz Project SponsorMr. Markus Mueller MBB CandidateMr. Michael Printer Black BeltMr. Roger Kimmel Process Owner
Mr. Roland Robenek Core Team (100%)Mr. Jürgen Mohrhardt (GB) Core Team (100%)Mr. Andreas Hoffmann Core Team (100%)Mr. Klaus-Peter Fränger Core Team (100%)Mr. Juergen Haye Core Team (100%)
Ms. Judith Fries Ext Team (25%)Mr. Peter Weissmann Ext Team (25%)Mr. Volker Schädler Ext Team (25%)Mr. Thomas Wisniewski Ext Team (25%)Mr. Juergen Glöckner Ext Team (25%)Mr. Willie Burciu Ext Team (25%)