Embed Size (px)
Citation preview

Audit 101: First Impressions-The Plant Tour ........................................................................................................ 1
Audit 101: Preparation, Preparation, and More Preparation ................................................................................ 7
FDA 483 Responses-Compliance Considerations .............................................................................................. 14
Improved Utilization of Self-Inspection Programs within the GMP Environment-A Quality Risk Management Approach .................................................................................................................................... 22
Effective Training ............................................................................................................................................ 32
Effective Training Reader Q&A-What Are Adult Learning Principles? ................................................................. 36
Qualification of Employees for GXP Compliance ................................................................................................ 46
Developing a New Employee Orientation Program for GXP Compliance .............................................................. 56
Developing a Continuing CGMP Training Program ............................................................................................. 65
GXP Compliance-Start with the Basics ............................................................................................................. 74
Creating a Culture of Quality and GXP Compliance ............................................................................................ 77
After-Action Reviews-Turning Problems into GXP Learning Points ..................................................................... 80
It’s All About Trust ........................................................................................................................................... 83
A ROADMAP TO GMP COMPLIANCE PART2


Paul L. Pluta, Editor
Special edition: A Roadmap to GMP Compliance Part 2 1
Welcome to “Audit 101.”This feature provides useful and practical information that addresses various
topics associated with audits.Audits are an important part of daily operations in the pharmaceutical, medi-
cal device, dietary supplement, and other regulated industries. The most critical audits are conducted by government regulators from domestic and international agencies. Audits may also be conducted by industry customers and internal compliance groups. Audits may be planned or unannounced. Government agency auditors may arrive at a site being audited without prior notification and then con-duct a thorough audit. Successful manufacturing and quality assurance functions have carefully addressed the various activities associated with audits. These activi-ties have been well planned and developed. They have evolved and been improved based on actual experiences. Successful organizations have policies, procedures, and systems in place that ensure well executed administrations of audits.
Successful approaches to the various activities associated with audits will be the content of “Audit 101.” We intend “Audit 101” to be a useful resource for readers that will provide valuable information and will help improve audit admin-istration and performance. The sources of information provided in “Audit 101” will not be revealed. Keeping the names of contributors to this feature anony-mous facilitates openness, avoids confidentiality issues, and otherwise enables a free flow of information.
Reader comments, questions, and suggestions for discussion topics are needed to help us fulfill the column objective. Please send your comments and suggestions to column coordinator Paul Pluta at [email protected].
KEY POINTSThe following key points are discussed:
• One of the first significant and critical activities conducted in an audit is the plant tour. The plant tour is a critical activity that must be considered to be of utmost importance.
• There are many overlooked items on the plant tour that can negative-ly affect the entire audit. Experience has shown that seemingly trivial items can lead to serious audit consequences and observations. A listing of potential overlooked items is provided.
• The plant tour should be carefully planned, evaluated, and practiced long before it is actually needed in an actual audit.
• The tour leader is a key person on the tour. The tour leader should speak the native language of the auditor if possible, have good communication skills, and be knowledgeable of all plant operations. Technical competence is important but is not the sole criterion for leading the tour.
• Several important considerations such as knowing auditor objectives, plant clothing requirements, and other topics to be addressed during the actual tour are identified.
• The plant tour should represent the condition of the entire plant.
First Impressions— The Plant TourPaul L. Pluta, Editor
ima
ge
so
ur
ce
ge
tt
y im
ag
es

Paul L. Pluta, Editor
2 Special edition: A Roadmap to GMP Compliance Part 2
Auditors must have a positive impression of the plant when the plant tour is completed.
INTRODUCTIONOne of the first significant and critical activities conducted in an audit is the plant tour. The plant tour usually occurs after presentation of credentials and introductions of site and audit personnel. A short opening meeting describing the specific objectives of the audit (e.g., good manufacturing practice [GMP], pre-approval inspection, complaint investigation, etc.), scheduling, and so on then follows. The plant tour provides a broad overview of the site operations, both in technical manufacturing and regulatory compliance. The opening presentation associated with the tour can be used to help “set the stage” for the audit team. In ad-dition to preparing them for what they will see on the tour, it can also be used to familiarize the audit team with the company, the specific manufacturing site, and organizational structure.
There is usually a time and a place that one can pinpoint the exact moment the regulatory inspection takes a turn for the worse. At any cost, this must not happen on the opening plant tour. The entire tone of the inspection process is greatly influenced by what the inspector sees while on tour. An experienced auditor will make important judgments about the site based on the tour experience. If the plant tour is done well, these judgments will be positive. The plant tour is critical and must be considered to be of utmost importance. Planning, evaluation, and practice of the plant tour should be conducted long before a tour is needed in an actual audit.
If bad things happen on the plant tour on day one, what can be expected for the rest of the audit? The plant tour is definitely not a perfunctory or superficial exercise.
The Plant Tour Represents the Entire PlantThis discussion focuses on the plant tour. It describes potential problems and an approach to assuring a suc-cessful plant tour. However, readers must not infer that areas in the plant tour are special or should be differ-ent than non-tour areas in the plant.
The “audit readiness” mantra is typically lost on the specific tour route. This approach thoroughly cleans the corridors and room on the tour route, making sure all of the “sins” are sufficiently hidden away. Only the best and brightest employees will be working when the tour is conducted. The tour route is freshly painted and literally “shines.” But what happens when the auditor wants to go into an area that is not on the planned tour route? Or when he looks in a closet off the tour route?
The plant tour should demonstrate the function and compliance strategy in the entire plant. The plant must have a culture of audit readiness in all areas at all
times.The following are two axioms that are particularly
applicable to the entire pharmaceutical or medical device plant:
• “A place for everything and everything in its place”• “Cleanliness is next to godliness.”
These axioms must be demonstrated not only in the plant tour but also in all areas of the plant. Do not neglect the readiness of the entire plant–every day and all the time. The plant tour represents the entire plant.
WHAT CAN GO WRONG?There are many often overlooked items on the plant tour that can negatively affect the entire audit. Even when everything is thought to be in order and generally clean, there are items taken for granted or assumed to be of no consequence to auditors. Experi-ence has shown that seemingly trivial items can lead to serious audit consequences and observations. A sampling of these with unintended consequences sug-gested by several experienced auditors follows.
Ceiling Tiles and Air DuctsThe floor may be clean and walls painted, but have you looked up at the ceiling tiles and the entry ducts? Fresh stains look different than old stains, so stain appearance can tell a story—for sure, that house-keeping is not doing their job and, perhaps, that the HVAC filters are leaking or are behind their scheduled replacement. Stains from leaky pipes are an invitation for piping drawing reviews. Any incident that causes review of site drawings is high risk. Drawing may not be current or not consistent with recent facility changes. The site engineering department may be well behind, even years behind, in updating drawings. How long has it been since piping has been “walked down.” What about dead legs in those systems?
Surfaces All horizontal surfaces have been cleaned, so we should be in good shape, right? International regula-tors are known to actually perform the dreaded “white glove” test on the top edge of doors and easily accessed equipment. Also, what about the undersides of hori-zontal surfaces, such as in the drug dispensing area? What is the dust on the walls in the drug dispensing area? What about the rust on the bottoms of the stain-less steel chairs in the aseptic area?
Pest Control–Flying Insects Pest control is always a hot topic. Making sure that any bug zappers that kill flying insects have operat-ing bulbs is always a plus. Burned-out bulbs create a terrible impression of the organization and of all those working in an area. Why didn’t workers in the area

Paul L. Pluta, Editor
Special edition: A Roadmap to GMP Compliance Part 2 3
report the outage? If they did, why didn’t they follow up on the correction? How long have the bulbs been burned out?
Pest Control–Rodents If there are rodent traps in warehouses and along external walls, make sure they are routinely inspected by your staff. Who is supposed to do this and at what frequency? A trap full of dead mice is not a pretty sight for the inspector.
Aseptic Operations If you have an aseptic area, make sure there is no opera-tor who is chasing down a fly because, oh wait, the bug zapper wasn’t working. Do you really want to have to show the inspector the last two years of environmental data because he saw the operator squash that fly? House-keeping procedures and records requests can be avoided if the plant presents itself well.
Training Whoever is working in an area is vulnerable to having their training records for what they are doing requested by the auditor. It is not easy trying to explain why an op-erator is not trained on preparing the cleaning solutions that he has been using for the last three years. Supervi-sor training records may be a problem. Supervisors sign-off on operator performance, but often supervisor training is delinquent—not a good example to operators and an obvious embarrassment for the organization. The operators are trained, but the supervisors are delinquent?
Crowded and Sloppy Rooms Avoid excessively crowded conditions (i.e., equipment, materials, and other miscellaneous supplies). When hiding the “sins” was previously mentioned, it did not suggest shoving them all in a closet to hopefully never be seen. There should not be areas in the plant akin to your attic, basement, or garage. Cleanliness in the plant is not like asking your child to clean their room, only to eventually find what they did with the mess.
Wood Pallets Be sure wood pallets are all heat-treated (Pfizer and J&J learned about this). Better yet, use only plastic pallets in areas where product and packages are exposed within the manufacturing area.
Cardboard No cardboard boxes should be in the production area near open product or where commodities are prepared. If this is observed by the auditor, the non-viable particulate data for the last two years may be requested.
Status Labeling
This may sounds easy. If an inspector ever has to ask what the condition of the product tanks are, you have failed miserably. You show them the equipment use log. Why isn’t the equipment use log bound? How are the pages tracked? No quality assurance review? No review for the last two weeks? A simple status label avoids these questions because they don’t ask to see the logs. There is nothing worse than an inspector picking up a bottle of excipient and finding that the material expired three days ago. A review of the standard operating procedures (SOPs) for material control will be requested. Inventory logs will also be requested.
Paper Systems If your site uses paper copies of procedures in various locations, all copies of procedures at the various loca-tions must be current. This is very difficult to control when the facility has multiple locations with hardcopy procedures, and even more difficult for a large facil-ity or for multiple locations. Electronic systems enable procedures to be immediately updated and always be current.
Access to Procedures Your operators are all trained on their job functions. An inspector asks an operator what would seem to be a simple question. The operator does what he was trained to do. He replies that he is not sure and will have to check the SOP. Just where is the SOP? It is down two flights of stairs in the department office. Do you really think the operators will make the trip to the office to consult procedures when questions arise dur-ing processing?
Equipment IdentificationEquipment must be clearly identified. Equipment identification numbers must not be painted over so that traceability is lost. Equipment identification is necessary for linkage to qualification documentation. If equipment qualification cannot be verified by means of documentation, you cannot use the equipment.
Equipment Calibration Equipment calibration status tags are always checked in audits. There must be no equipment with tags that indicate calibration is past due. Further, calibration status tags must be readable. Ink must not be faded so that calibration status cannot be determined. It is reasonable to conclude that equipment with tags that are so badly faded and unreadable is probably out of calibration.
Unusable EquipmentEquipment that is not working, awaiting repair, or otherwise unusable should be tagged “out-of-service.” If portable equipment, it should be removed from the

Paul L. Pluta, Editor
4 Special edition: A Roadmap to GMP Compliance Part 2
work area. If it is not clearly tagged, how can you be sure it will not be used?
“Band-Aids” on Equipment Operators do what is needed to keep equipment run-ning. This includes taping parts in place, catching dripping oil in a bucket, shimming wobbly equipment, and so on. When these “Band-Aids” work, they be-come acceptable parts of the equipment—they become invisible to those working in the area. However, when fresh eyes (i.e., the auditors) look at equipment, they easily see the “Band-Aids,” which, of course, is an obvi-ous failure to properly maintain equipment.
Hoses Hoses, tubing, and transfer lines should be hanging to facilitate drainage. Everyone knows this. Often it is the last thing to be done when the room is cleaned. But sometimes it is not done. One auditor reported that hoses were stored on the floor in a southwestern US manufacturing plant. A snake crawled into the hose. When solution was added through the hose, the snake was expelled into the product solution. The operator was bitten by the snake and was sick for several days. This incident would have been interesting reading for an auditor.
Site Intercom Systems Be sure to turn off or, even better, disable any intercom system that may be used. You would not believe what can be inadvertently broadcast throughout the plant by an unaware employee while the auditor tour is in progress. Site intercom systems must not be a vehicle for personal humor.
DOING IT RIGHTAnother two axioms are very applicable to the plant tour:
•“You never get a second chance to make a first impression”
•“You pass or fail an inspection in the first 30 minutes.”
As mentioned earlier, the plant tour usually oc-curs on the first day of the audit. How do you think the rest of the audit is going to go if the plant tour on day one is poorly conducted or demonstrates multiple problems?
The plant tour is a critical activity. Like any critical activity, planning, evaluation, and practice are nec-essary to ensure success. These activities should be done far in advance of an actual audit. The site should be well prepared for an audit. The plant tour being conducted with the auditors must not be the first time it was ever done.
Planning the TourThe route of the plant tour should be carefully chosen. The route must not be a haphazard walk-through the hallways of the plant. The tour should be helpful to understand the plant activities. In a typical opening presentation, one of the first questions asked by an inspector is about the process flow. In keeping with the planned agenda, the plant tour should start at the beginning of the process flow to best demonstrate the plant function. Start with the dock where incoming materials are received. Thereafter, passage of materi-als to the quarantine storage area can be toured. The drug dispensing area can be shown at this time. An inspector will most likely want to see any reject or quality-hold areas during this part of the tour. Be ready to show these often over-looked areas. Thereafter, the tour should demonstrate all other major plant func-tions. The tour ends with approved product being stored in an area awaiting shipping.
The tour should demonstrate that “form follows function” (i.e., the plant design and structure is sup-portive to the logical process flow of activities in the plant).
Evaluating the Tour PlanAfter designing the planned tour, the route should be carefully evaluated. Evaluation should be done by a team of people with different attitudes and perspec-tives. High-level evaluation by management is not usu-ally sufficient. High level people don’t pay attention to details. Personnel who are known for attention to cleanliness, detail, fastidiousness, and other applicable characteristics are valuable participants in an evalua-tion. They are able to see things that others do not see, for example:
• Do hanging mops smell musty?• Are the undersides of tables dirty with formulation
dust?• Are the tops of doors clean?• Are corners of rooms–floor and ceiling—clean?• Are coveralls, lab coats, booties, and other pro-
tective clothing available for auditors to enter a process room? What training is needed for proper gowning and entry?
• Areas that do not show well (yes, they do exist) should be avoided if not absolutely necessary.
• Make sure all stairwells, elevators, etc. are unclut-tered, clean, and safe.
Tour narrative. After the tour has been finalized, a tour narrative of key points should be written. This will be spoken by the tour leader during the tour with the auditors.
Tour presentation. A tour presentation (Power-Point or equivalent) should be prepared to introduce the audit team to the organization and site. Although

Paul L. Pluta, Editor
Special edition: A Roadmap to GMP Compliance Part 2 5
usually presented immediately prior to the tour, it can be provided to the auditor before visiting the site in cases when advance notice of the audit is given by the agency.
Practicing the TourAfter the plan has been evaluated and problems mitigated, practice runs of the tour route should be conducted. The tour leader is the key person in the tour. Actual walking tours should be practiced with the tour leader and associated personnel as often as needed so that there are no unknowns or anxiety associated with the actual tour. The narrative of the tour should be practiced. Sitting in the conference room is not the way to practice the tour. The objec-tive of multiple practice runs is to assure an excellent tour when auditors are in the plant–problem free and without anxiety for the tour leader and participants.
Tour leader. Selection of an appropriate tour leader is important. This person should speak the native language of the auditor if possible, have good commu-nication skills, speak clearly, be able to “think on his feet,” and be knowledgeable of all plant operations. The plant manager, who may be a financial person with expertise in finance but minimal GMP knowledge, may not be suitable to lead the plant tour. Designated people may be selected to lead certain areas to provide the best possible tour. Technical competence is impor-tant but is not the sole criterion for leading the tour.
OTHER CONSIDERATIONS FOR THE TOURThe site should now be ready to conduct a successful tour. The following are additional considerations for the actual tour.
Before Starting the TourAn overview of the tour using the above-mentioned tour presentation before the actual tour is recom-mended. The tour leader should describe the presenta-tion. Tell the auditor what functions the plant does, and then show that the tour will cover all relevant areas. Follow a basic rule of presentation skills. Tell them what they will see, show them (the actual tour), and summarize what they have seen (after the tour is completed).
Communication with the AuditorThe auditor should be asked if he has special interest in any particular area. For example, the auditor may have interest in the prevalence of wood pallets in the plant as result of the recent Tylenol recall. Asking the auditor about special interests enables the plant to openly and prospectively address the auditor’s objec-tives. This also gives the plant the opportunity to assemble site experts as needed for the auditor.
This is a subject that should not be taken lightly. If
you ask, the auditor may show interest in something you are not initially prepared to discuss. It is much better to ask and get the right people to answer ques-tions than to struggle with finding information or people under the time constraints or with the auditor waiting for an answer.
Clothing RequirementsMany processing areas have particular clothing re-quirements. Be sure to inform tour participants of any site requirements (i.e., no jewelry, make-up, must have beard covers, hair coverings, booties, etc.). Booties don’t work with high heels. This topic should be dis-cussed in the conference room before the tour starts. Don’t overlook this topic. It is much more easily dis-cussed in the conference room before the tour starts. It will be uncomfortable to refuse an auditor at the point of entry into a restricted area.
Restricted AreasThe tour leader must be prepared to explain why the inspector cannot go into a restricted area such as the aseptic processing areas. There is extensive train-ing in aseptic technique and gowning that must be completed to enter these areas. On the other hand, do not attempt to mislead an inspector on the amount of training just to keep him out. If an area can be seen from windows, suggest this as an alternative. If the auditor is adamant about entering a restricted area, training can be set up, protective clothing provided, etc., as needed so that the auditor can enter the area after all training and clothing requirements are met.
Site procedure must not be violated for the con-venience of the auditor. If you violate a procedure to allow an auditor to enter a restricted area (for example, safety shoes required and no high heels or sandals in manufacturing area), you may (and should) get an observation for violating the procedure.
Deviating from the Tour RouteThe auditor may ask to go to areas that were not planned in the planned tour. For example, he may ask to see cold rooms, walk through warehouse aisles, and other areas not originally planned. As long as these are not restricted areas, the tour must be modified to accommodate these requests. You should expect this. When things look too good or are too well planned, what is being hidden? All areas of the plant must be ready for inspection by the au-ditor at all times—not just the planned plant tour route.
CONCLUSIONSThe plant tour is a critical activity. It should be treated with the utmost importance. It should be planned and practiced in advance of any actual tour. Experience with regulators, both domestic and international, is that they tend to gloss over areas if there is nothing

Paul L. Pluta, Editor
6 Special edition: A Roadmap to GMP Compliance Part 2
that would pique their interest. The last thing you want is for the dreaded “deep dive” into records or pro-cedures when something simple is overlooked or taken for granted. The inspectors are probably at your plant for some serious reason. They are looking for deficien-cies, and do you really want to make their job easy?
The plant tour should represent the condition of the entire plant. The plant tour should be well organized and planned. However, it should not detract from efforts for total plant readiness. All areas of the plant should be ready for inspection and be ready all the time. Auditors must have a positive impression of the plant when the tour is completed.
FUTURE AUDIT 101 DISCUSSIONSFuture topics to be addressed in “Audit 101” include
audit preparation, audit room and support room, responding to auditors, responding to observations, laboratory audits, and associated topics. Reader com-ments, questions, and suggestions for discussion topics are needed to help us fulfill the column objective. Please send your comments and suggestions to column coordinator Paul Pluta at [email protected]. GXP
ABOUT THE AUTHORThe content of this feature was comprised of com-ments from several experienced auditors and was compiled by the column coordinator. Their examples are actual audit tour occurrences.
Originally published in the Winter 2011 issue of Journal of GXP Compliance

Ballard Graham, Richard Poska, Robert Ertmann, and Paul L. Pluta
Special edition: A Roadmap to GMP Compliance Part 2 7
“Audit 101” provides useful and practical information that addresses various topics associated with audits. Common-sense suggestions with application to all audits—internal and external, regulatory and non-regulatory, domestic and international—are provided. Examples of actual occurrences are described whenever possible.
Reader comments, questions, and suggestions for discussion topics are needed to help us fulfill the column objective. Please send your comments and suggestions to column coordinator Paul Pluta at [email protected].
KEY POINTSThe following key points are discussed:
• Preparation is a key element in assuring a successful audit.• Specific audit personnel must be identified. These include the primary
audit contact, audit coordinator, and other personnel with specific audit-related responsibilities and functions.
• Activities that are always required for audits must be planned, prac-ticed, and proceduralized as appropriate. These include site visit policy for auditors and other non-employees, document retrieval, review and copying, observation tracking, audit training, and other activities.
• Documents must be carefully reviewed before presentation to auditors.• Persons interfacing with auditors must be properly trained. • Logistical considerations including the audit meeting room, support
room, auditor parking, security, and other necessities must be planned.• Examples of audit problems due to insufficient planning are provided.• Considerations discussed are applicable to regulatory and non-regulato-
ry audits.• Preparation for an audit is important but must not overshadow the
actual objective of an audit—ongoing compliance. An audit will not be successful without a quality culture in the organization that is demon-strably supported by management.
INTRODUCTIONThere are three keys to assuring a successful audit: preparation, preparation, and more preparation.
Preparation must be a key component of the ongoing audit strategy for all audits. Preparation means having all things necessary for a success-ful audit in place and smoothly functioning ahead of the actual audit. Certain audit personnel and systems will essentially always be part of every audit. These areas must be addressed well ahead of the audit—“well ahead” does not mean the day before agency auditors are expected to arrive. Certain logistical considerations are also important and, if done well, may “set the tone” for a successful audit.
This discussion addresses the following critical areas of preparation for a typical audit:
• Audit support personnel. Specific audit personnel that will be sup-
Preparation, Preparation, and More PreparationBallard Graham, Richard Poska, Robert Ertmann, and Paul L. Pluta
ima
ge
so
ur
ce
ge
tt
y im
ag
es

Ballard Graham, Richard Poska, Robert Ertmann, and Paul L. Pluta
8 Special edition: A Roadmap to GMP Compliance Part 2
porting an audit must be designated, prepared, competent, and functioning, literally, at all times. It is important that a single lead audit support person be identified, usually the site audit coor-dinator. This person should have the final say as to how a response is provided and should be the main conduit of requests from the auditor.
• Audit systems. Routine audit activities must be systematized, functioning, and efficient.
• Audit logistics. The meeting room, plant tour, sup-port room, and other audit logistics must be well planned. Associated site logistics including the entry function, security considerations, and audi-tor parking should be addressed (see Reference).
Also discussed are several examples provided by compliance personnel from multiple companies describing what may happen when audit preparation is insufficient. Comments regarding non-regulatory audits (e.g., contract manufacturers or vendors) are also provided. This discussion addresses considerations that facilitate a successful audit. However, success in audits will not occur without a “quality culture” (i.e., a commitment to quality performance as a way of life by all individuals at all times). All areas of the site must continually function with the potential for audit in mind. Success in audits will also not occur with-out the demonstrated support (i.e., actions reflecting words) of senior and functional management.
AUDIT EXAMPLE OVERVIEWAudits may be conducted by a variety of groups and for a variety of reasons. Regulatory agencies, both domestic and international, may conduct audits in advance of new product approvals, for routine GMP inspections, to in-vestigate patient complaints, to obtain product samples, and for other reasons. Business customers may conduct audits as part of new or ongoing vendor qualification.
Environmental agencies, safety agencies, and other groups may audit the manufacturing plant at any time. Despite this variety of groups and objectives, there are functions, activities, and logistics that are common to essentially all audits. The following describes a typical sequence of activities for an unplanned regulatory audit conducted by the local government agency:
• Arrival. Auditors from the agency arrive at manu-facturing site. Arrival may be unplanned (i.e., the site was not notified of the audit), or may have been notified of the audit several days prior to auditor arrival.
• Notification. Responsible site individuals, usually quality assurance personnel, are notified by site entry security personnel that auditors are at site.
• Opening meeting. Auditors and site personnel pro-ceed to meeting room in area to be audited. Auditors discuss purpose of audit. The site coordinator and
leader for the audit are introduced to the auditors.• Area tour. Tour of relevant areas with auditors, site
coordinator, tour leader, and appropriate site indi-viduals is conducted.
• Auditor requests. Auditors make requests to site audit coordinator depending on audit objectives. Requests may require specific documents, proce-dures, or discussions with area representatives or subject matter experts (SMEs).
•Site responses. Audit coordinator complies with auditor requests through direct responses, through supporting site personnel, or by directly contacting requested personnel. Supporting audit personnel review documents or facilitate requested personnel meeting with auditors.•Audit support personnel review documents. After
review, documents are provided to auditors. Docu-ment copies are made for site records.
•Requested personnel meet support personnel to understand auditor questions and then meet directly with auditors.
•Activities above are repeated as required throughout the audit.
•Daily summary. Auditors discuss observations and concerns at the end of each audit day. Audi-tors describe expected activities planned for the next day and make requests for next-audit activi-ties. The audit coordinator initiates site activities as described above. The daily summary and sub-sequent activities discussion occurs each day of the audit.
•Audit completion. Auditors summarize audit findings to audit coordinator and site manage-ment. Official citations (i.e., FDA-483 observa-tions) are presented to site by auditors if necessary at end of audit.
Each of these activities requires a coordinated preparatory effort by the site (i.e., people, systems, and logistics) to efficiently manage the audit. These prepa-rations include identification of specific audit person-nel for defined audit responsibilities, development of specific audit-related systems to efficiently perform during the audit, and preparation of site and associ-ated logistics to support personnel and systems.
AUDIT SUPPORT PERSONNELPersonnel involved in an audit must be designated, prepared, competent, and ready to function at all times. An audit may be initiated without advance notice. There is never a time when the designated site audit personnel should not be ready for an audit.
Designated personnel audit functions are discussed. The same individual may perform multiple functions. Functions identified are as follows:
• Primary audit contact

Ballard Graham, Richard Poska, Robert Ertmann, and Paul L. Pluta
Special edition: A Roadmap to GMP Compliance Part 2 9
• Site audit coordinator• Tour leader• Support room leaders• Area representatives• Subject matter experts (SMEs).
Primary Audit ContactThe primary audit contact is the person who is initially notified by the auditors to initiate the audit. This may occur when the auditors arrive at the site or may occur several days in advance of the audit. International au-dits usually involve advance notification. The primary audit contact is often a senior management person in the quality assurance (QA) department or the site audit coordinator. This person must be available for con-tact by the regulatory auditors at all times. A backup person should also be identified for this important function.
The primary audit contact should be known to the local regulatory agency. This person should meet local agency personnel, describe their facility, provide direc-tions, discuss site parking and entry accommodations, and so on informally in advance ahead of any audit.
Site Audit CoordinatorThe site audit coordinator may or may not be the same person as the primary audit contact. This person is the primary site person in the actual audit meeting rep-resenting the site and “manages” the audit. Questions and requests from the auditors come directly to the audit coordinator, who in turn may ask the supporting staff (support room leaders) to contact appropriate site personnel or retrieve documents as requested by the auditors. The site audit coordinator must be knowl-edgeable of the entire site operation, know the person-nel, know the facilities, be quick-thinking, make good judgments, and have the interpersonal and commu-nication skills to effectively manage the audit. The site audit coordinator requests discussion of potential observations, problems, and other comments from the auditors at the end of each audit day. Often immediate remediation by the site can correct issues expressed by the auditors and eliminate potential audit observations or minimize their severity. The site audit coordina-tor ultimately receives the official audit observations from the auditor at the end of the audit. All site audit support personnel must recognize this person as the company lead to ensure that a single consistent mes-sage is provided to the auditors.
Tour LeaderA plant tour is often one of the first activities in the audit. A tour leader must be identified and trained to lead this tour. Selection of an appropriate tour leader is extremely important. This person must be knowledgeable of plant operations, have good communication skills, speak
clearly, and be able to “think on his feet.” The plant manager, who may be a financial person with expertise in finance but minimal good manufacturing practice (GMP) knowledge, may not be suitable to lead the plant tour. Designated people may be selected to lead certain areas within the site to provide the best possible tour. Technical competence is important but is not the sole criterion for leading the tour. The tour leader should speak the native language of the auditor if possible. The importance of the plant tour, planning aspects, and as-sociated considerations have been previously discussed (see Reference).
Support Room LeadersSupport room leaders work with the audit coordina-tor to provide documents or appropriate people to respond to auditor requests. The support room leaders are knowledgeable about all aspects of site operations, know the people and expertise at the site, and know how to get answers to auditor questions. These leaders will most likely be invisible during the audit and may never directly speak to the auditor. However, their function is extremely important. When the auditors request docu-ments or have questions that require the presence of an area head, subject matter expert, or other individuals, the audit coordinator will communicate this request to a support room leader. Regarding specific individuals, the support room leader will locate the necessary person, work with them to prepare a response, and generally prepare them for interaction with the auditor. Regard-ing documentation, the support room leader will locate the necessary documents, thoroughly page through the documents, make copies as necessary, and ultimately deliver the requested document to the audit room. Every page of requested documents must be carefully reviewed for “Post-It” notes, written comments, and other extrane-ous information. Multiple support room leaders and staff may be necessary if the audit team has multiple audi-tors with a great number of requests in order to provide responses in a timely manner.
Area RepresentativesArea representatives are knowledgeable about specific operations at the site. For example, the engineering representative must be conversant with facility draw-ings, HVAC systems, equipment calibration, and other engineering functions. A technical support person must be knowledgeable of product formulation and process details. Other area representatives in a large multi-func-tion facility might include persons from manufacturing, packaging, aseptic area, analytical laboratory, microbiol-ogy laboratory, and other areas. Area representatives may also participate in the plant tour when their specialized expertise is needed.
Subject Matter Expert

Ballard Graham, Richard Poska, Robert Ertmann, and Paul L. Pluta
10 Special edition: A Roadmap to GMP Compliance Part 2
Specialized experts in specific topics related to audits should be identified. For example, research and develop-ment (R&D) scientists, formulation specialists, bioavail-ability scientists, stability experts, and other technical experts should be identified for potential contact with auditors. Research scientists are likely to be called to discuss the development of a new product in an US Food and Drug Administration pre-approval inspection prior to approval of a new drug application submission. Regu-latory affairs personnel may also be consulted for infor-mation that has been included in a regulatory dossier.
AUDIT SYSTEMSThere are several activities that are essentially always re-quired for audits. These activities must be well planned. Some should be officially proceduralized. Execution of these activities must be rapid and efficient. The following activities are discussed:
• Site visit policy for auditors and other non-employees
• Audit management and recordkeeping• Internal communication• Document retrieval, review, and copying• Audit comment and observation follow-up• Audit training• Plant tour.
Site Visit Policy for Auditors and Other Non-EmployeesThe site must have a clear policy for dealing with audi-tors and other visitors to the plant. This policy should be carefully developed and communicated to all. There must be no misunderstanding or violation of the policy by personal friends of site employees or other visitors. Site areas that are completely “off limits” for visitors must be identified. Appropriate signage should be posted to clearly designate restricted areas.
Concern for microbiological and cross-contamination is the primary reason for restricting access to auditors and other visitors. This is especially important in drug firms and high-risk medical device firms. Auditors must adhere to good sanitation practices during their audit. Auditors do not unknowingly introduce or spread con-tamination during their audit. Auditors must adhere to the site sanitation program for employees and wash and sanitize hands, shoes, clothing, and equipment as indi-cated in policy. If possible, minimize auditor’s unneces-sary movement between various areas in plants. Auditors must wear proper external clothing and shoes. If auditors insist on entry into sterile areas, they must undergo appropriate training as required by site policy. Attempt to have the auditor complete activities in one area before moving to the next.
When auditing areas where sterility is maintained or sterile rooms are located (especially in pharmaceutical or device firms), make sure that auditors follow the sterile
program required in your facility. In general, it is usually not necessary for auditors to enter sterile rooms except in the most extraordinary circumstances. These areas are usually constructed to provide visual monitoring. Should it be necessary for an auditor to enter a sterile area, all gowning requirments must be strictly followed. Also insist that they take no unsterile items with them (e.g., notebook, pencils, etc.). If it is necessary for the auditor to enter observations in their audit notes, request that they do so immediately after leaving the sterile area. Always insist that auditors practice aseptic techniques including hand sanitizing as required by your facility procedures.
Auditors and other visitors must also comply with safety requirements at the site. They must not violate site restrictions on entry to restricted areas. This could include possessing a cell phone in an area with solvents. They must also wear appropriate clothing, protective shoes, safety glasses, and adhere to other site require-ments. There may be jewelry and cosmetic make-up restrictions.
Exceptions to site policy must not be made in the above circumstances. Sites that have violated policy attempting to cooperate with auditors may receive audit observations for doing so at the end of the audit.
Audit Management and RecordkeepingAudit management and recordkeeping of audit activi-ties is the responsibility of the audit coordinator. Topics discussed, questions answered, and documents provided must all be noted for future reference. Record of the audit should be thorough and complete—it will likely need to be reviewed if a FDA warning letter is received in the future. The audit coordinator should be conscientious in recording as much information as possible from the meeting. This record should include auditor questions and comments, document requests, personnel requests, discussions, and other occurrences. The audit coordina-tor and support personnel should be able to compile a thorough summary of activities and requests.
Internal CommunicationThe following are several important communication pathways associated with audits:
• Site communication. As soon as the primary audit contact is notified of the audit—either in advance of the audit or when auditors arrive unannounced at the site—all personnel at the site must be made aware of the ongoing audit. Site personnel must be periodically reminded of the ongoing audit when the audit continues for an extended time.
• Audit daily status. Communication regarding the ongoing audit status is the responsibility of the audit coordinator. The audit coordinator must commu-nicate the daily audit status to upper management and to associated functional areas who have already

Ballard Graham, Richard Poska, Robert Ertmann, and Paul L. Pluta
Special edition: A Roadmap to GMP Compliance Part 2 11
participated or provided information to auditors• Future audit needs. Auditors are typically asked
about future topics to be reviewed and other requests at the end of the day. The audit coordina-tor must quickly notify areas expected to participate and the specific issues of interest. Maximum time to retrieve documents, review past events, and prepare responses is valuable.
Audit communication must not be haphazard or uncontrolled. The audit coordinator and associated management should be the official and sole sources of information. Audit coordinators must quickly and reliably communicate the daily audit status. The potential for un-intended communication from other sources will increase when status updates are not timely and reliable.
Document Retrieval, Review, and CopyingVarious documents from a variety of sources will be requested during the audit. These may include technical reports from R&D or technical support areas, policies and procedures, batch records, corrective action and preven-tive action (CAPA) investigations and reports, validation master plans and specific validation reports, and analytical reports and data. These must be retrieved from the appro-priate site, reviewed internally by the audit support staff, and provided to auditors as quickly as possible. Document retrieval must be rapid and efficient. Practicing document retrieval ahead of actual audits is recommended. Every page of any requested document must be reviewed for “Post-It” notes, comments written into the records, and other problems that should be known so there are no surprises during the auditor review. Copies of retrieved documents are made for site records. Copies should not be volunteered to the auditors—documents contain propri-etary information that must be restricted. If copies are requested by the audit, the reason for the request must be clear. If notice of an inspection is received with identifi-cation of the objective of the audit, relevant documents should be retrieved and carefully reviewed prior to the start of the inspection.
Audit Comment and Observation Follow-UpObservations and comments from auditors must be quickly addressed and corrected if needed. Sites must have a system to record and track commitments and follow-up on progress and completion. Completion and progress on past commitments are always reviewed by auditors. Failure to meet a previous audit commitment on time is a serious deficiency.
Audit TrainingSites should have an audit-training program for person-nel who will be dealing with auditors. This program should include fundamental expectations, answering questions, other interactions, and other basic informa-
tion.
Plant TourA plant tour is often one of the first activities in a regula-tory audit. The importance of the plant tour, planning aspects, selection of the tour leader, and associated considerations have been previously discussed (see Reference). Sites may prepare a video of relevant manu-facturing areas to be viewed by auditors preliminary to or as a supplement to the actual tour. The video has the advantage of showing areas that are not visible without aseptic gowning of visitors. Other areas that are difficult to access for large groups (e.g., HVAC facilities) or that have reduced lighting may also be more easily viewed in the video. Companies must be prepared to address auditor requests to visit areas not planned for the plant tour. All areas of the site (except restricted areas) must be prepared for audit at all times.
AUDIT LOGISTICSThe site must be prepared to accommodate the audit with designated rooms and other considerations.
Audit Meeting RoomAn audit meeting room should be identified in advance of an actual audit. This room may also function as the auditor’s workroom. The audit meeting room should be located in a quiet area of the plant. It should have telephone and Internet access. The room should also be reasonably close to restrooms and other necessary facilities. Auditors should not walk unescorted through restricted or critical areas unnecessarily.
Auditor’s WorkroomA separate workroom for auditors should be identified. This room should have a telephone, computer, Internet access (not unrestricted site intranet access) for use by the auditors when they need to make outside contact or have other privacy requirements. The audit meet-ing room may also serve as the auditor’s workroom by having all site audit personnel leave the room. Providing communication tools for use by auditors (e.g., phone, Internet access) is not required, but will demonstrate a willingness to cooperate.
Audit Support RoomThe audit support room is the room used to review documents and meet with site personnel prior to interac-tion with auditors. Document review is an important task; there must be adequate space and time available for document review prior to presentation to the auditors. Document copies are also assembled in this room. This room should be reasonably close to the audit room. The room should have telephone and computer access. This room will be a busy place when multiple audit requests are being compiled, people are assembling prior to entry

Ballard Graham, Richard Poska, Robert Ertmann, and Paul L. Pluta
12 Special edition: A Roadmap to GMP Compliance Part 2
into the audit room, and other associated activities are ongoing.
Building FacilitiesConsideration for access to other necessary facilities should be addressed in advance of the audit. It should be established which rest rooms will be used by the au-ditors. Always have extra housekeeping planned for any restrooms to be used by auditors. Routes to the manu-facturing areas and the laboratories should be planned. Planning for lunches should be addressed. If there is a site cafeteria, the route and best times to go to the cafete-ria should be considered. Long lines at the site cafeteria at shift breaks should be avoided. If there is no site caf-eteria, ordering food for delivery or other plans should be discussed with the auditors at the initial meeting.
Associated Site LogisticsAssociated logistical topics such as the location direc-tions, parking, site entry, and security should be ad-dressed as part of audit preparation. Large sites should have maps available for visitors. Parking areas for auditors in close proximity to the entry building should be designated. Auditors should be informed that these spaces are available in prior routine communication. Personnel at the site entry building must know whom to contact when an auditor arrives unannounced. A “call list” of responsible personnel including the primary audit contact and site audit coordinator must be readily available for entry personnel. Someone from the plant must be available at all times to receive auditors. Security personnel at the site must also be aware of the potential for unannounced visits by auditors.
WHAT CAN GO WRONG?Serious and embarrassing problems may occur when preparation for an audit is not adequate. The following examples were provided by several regulatory, compli-ance, and validation managers at industry meetings in Philadelphia (2010), Athens, GA (2011), and Amsterdam, The Netherlands, (2011).
Contact Persons Unavailable Security procedures at a manufacturing site required that all visitors to a site be allowed entry only if a responsible person authorized entry. Because senior QA management were not available and no one had been designated as responsible for such activity, the auditors were forced to sit in the entry area for an extended time period (hours) until the QA vice president could be contacted. The VP then directed security personnel to escort the auditors to the appropriate location at the manufacturing site. Sites must be prepared at all times for the arrival of auditors. Backup personnel must be designated when primary contact people are unavailable.
Plant Tour DeficienciesTypical tour deficiencies have included stained ceiling tiles, pest control (flying and rodents) issues, wood pal-lets, cardboard boxes in open materials or open product areas, equipment status identifications, calibration, and other areas. All areas of a manufacturing site should always be maintained in an audit-ready state.
Employee Lounge Adjoining RestroomsAuditors were directed to use restrooms that were in the same general area as the employee lounge. When audi-tors were in area, open discussions between operators regarding manufacturing problems and management issues were overheard. All personnel at the site must be aware that an audit is being performed.
Document Review Prior to AuditAuditors requested validation reports. Personnel did not review documents before providing them to the auditors. These documents had numerous “Post-It” notes with comment information throughout. Comments identified problems and questioned content of validation reports. Audits must be thoroughly and carefully reviewed before presentation to auditors.
Personnel Not Trained to Interact with the AuditorAn alternate SME was called in to discuss technical aspects of bioavailability with the auditor. The SME became argumentative during the discussion over some relatively insignificant points. The discussion degener-ated into an unpleasant interaction. Personnel must be trained before interacting with auditors.
Auditor Travel DirectionsA large pharmaceutical company had multiple facilities in the area. Auditors arrived unannounced at the main site to initiate the audit. After presentation of credentials, security personnel directed auditors to another location based on their understanding of auditor request. Audi-tors wasted several hours traveling between sites because security personnel misunderstood the auditor’s request. Security personnel must contact appropriate site person-nel to deal with auditors.
Unnecessary Information ProvidedRather than clarifying what documents the auditor requested, an entire file was provided. This does two things. First, it provides the perception that you either didn’t understand the reason or nature of the request, or that you were trying to hide something by providing extraneous information. Secondly, it provides the auditor with additional information from which to investigate. Requests must be understood; responses must specifi-cally answer requests.
PREPARATION FOR NON-REGULATORY AUDITS
Ballard Graham, Richard Poska, Robert Ertmann, and Paul L. Pluta
Special edition: A Roadmap to GMP Compliance Part 2 13
Originally published in the Fall 2011 issue of Journal of GXP Compliance
This article has focused on regulatory audits; however, many of the same considerations and recommendations may be applied to non-regulatory audits, visits from business customers, non-audit visits from local govern-ment officials, environmental agency audits, safety agency audits, and other situations including company internal audits. Security considerations with proprietary informa-tion are a definite concern in business customer audits.
“AUTOMATIC” AUDIT TOPICSThere are certain topics and documents that are guaran-teed areas for audits. Sites should be familiar with these areas and prepared to discuss them in detail. For ex-ample, key areas in the quality systems, validation master plan, product complaints, recent CAPA and investiga-tions, recent environmental monitoring data, and other “hot topics” should be ready for review in advance of the actual audit. Questions on other current areas of interest should also be anticipated. For example, questions on supply chain considerations that result from news re-ports such as materials obtained from ex-US sources (i.e., heparin problem), wooden pallet odor control (i.e., J&J problem), and other timely topics should be expected.
QUALITY CULTURE AND THE ROLE OF MANAGEMENTThis discussion has addressed fundamental points in preparation for regulatory and other audits. When ad-dressed properly, these points may contribute greatly to a successful audit. However, these points must not overshadow the objective and content of an audit (i.e., compliance in facility operations). Excellent planning in personnel functions, systems, and logistics cannot hide substandard compliance. Above all else, an organiza-tion must live compliance in daily operations. The site must have a quality culture—every person at the site must work with quality and compliance in mind in everything they do. If the entire staff works with this belief at all times, they will always be ready for an audit. Management sets the tone for the culture. Employees will give management what they ask for. The actions of management far outweigh the words of management. Senior management and functional management must demonstrate that quality and compliance are important. Without such an attitude, audits will not be successful. As a vice-president of manufacturing once declared, “I look forward to the audit as confirmation that we are doing the right things.”
CONCLUSIONSThe following are some basic rules for preparing for a successful audit:
• Be prepared at all times for an audit including peo-ple, systems, logistics.
• Know your products and processes.
• Understand the concepts of quality systems.• Exercise continuous product and documentation
oversight throughout the operation.• If the audit is being conducted by a regulatory agen-
cy, familiarize yourself with any information that the agency provides in the public domain.
• A site audit coordinator must be identified. All per-sonnel at the site must know the role and responsi-bilities of this person.
• The site audit coordinator should accompany audi-tors at all times during the audit.
• All requests from auditors must come through the site audit coordinator.
• Manage personnel and document flow to the auditor by means of the support staff.
• Thoroughly review documents internally before pre-senting to the auditor.
• Do not allow persons in your organization that have not been properly trained to interface with auditors.
• Respond specifically to questions asked by auditors. Do not volunteer any unsolicited information.
• Be prepared for audit of key areas in the quality sys-tem, the validation master plan, product complaints, CAPA and investigations, and environmental moni-toring, and other “hot topics.”
• The culture of the organization, as created and sup-ported by management, is the guiding force in ongo-ing compliance.
REFERENCE Pluta, Paul L., editor, “First Impressions-The Plant Tour,” Journal of
GXP Compliance, Volume 15 # 1, Winter 2011.
GENERAL REFERENCESFDA, Investigations Operations Manual (IOM). http://www.fda.gov/
ICECI/inspections/IOM/default.htm GXP
ARTICLE ACRONYM LISTINGCAPA Corrective Action and Preventive ActionGMP Good Manufacturing PracticeQA Quality AssuranceR&D Research and DevelopmentSMEs Subject Matter Experts
ABOUT THE AUTHORSBallard Graham is divisional vice president at Abbott Quality and Regulatory Compliance Oversight, Abbott, Abbott Park, IL, USA.
Richard Poska is director of Regulatory Affairs Pharmaceutical Prod-uct Group Strategic CMC Initiatives at Abbott, Abbott Park, IL, USA.
Robert Ertmann is a compliance officer at North Chicago SVP Quality Assurance, Abbott, North Chicago, IL, USA.
Paul L. Pluta, Ph.D., is the Editor-in-Chief of the Journal of GXP Compliance and Journal of Validation Technology. Contact Dr. Pluta with comments or questions on this discussion at [email protected].

Richard Poska and Ballard Graham
14 Special edition: A Roadmap to GMP Compliance Part 2
Global Regulatory Viewpoint” addresses various regulatory and compliance topics including newly published regulations from a global perspective. The content in this column is intended to be useful to those who deal with pharmaceutical development, development of CMC dossier sections, and guidances for manufacturing, validation, and CGMPs. The objective of this column: Useful information.
Reader comments, questions, and suggestions are requested to help us fulfill our objective for this column. Readers are invited to submit manuscripts for publication in this column. Please contact column coordinator Richard Poska at [email protected] or journal coordinating editor Susan Haigney at [email protected].
KEY POINTSThe following key points are discussed in this article:
•USFoodandDrugAdministrationcurrentgoodmanufacturingpractices(CGMPs) provide fundamental requirements for pharmaceutical manufac-turing
•TheFDA483istheofficialrecordingofFDAinvestigatorobservationsfrom an FDA inspection
•Aninadequateinspectionresponseistheprimaryreasonforwarninglet-ters being issued in 2008
•FDA’sAnitaRichardson(CenterforBiologicsEvaluationandResearch)discussed topics associated with writing an effective Form 483 response at the 5th Annual FDA and the Changing Paradigm for HCT/P Regulation conference in January 2009
•ResponsestoFDA483sarenotlegallyrequired;however,responsesarestrongly recommended
•ResponsesmaymitigateanFDAcompliancedecisionforfurtheraction•Responsesdemonstrateunderstandingandacknowledgementofthe
observations•Responsesdemonstrateacommitmenttocorrectorvoluntarilycomply
with corrective actions•ResponsesestablishcredibilitywithFDA•Failuretorespond,inadequateresponses,orfailuretoadheretopromised
corrective actions make a firm susceptible to aggressive regulatory or legal actions by FDA such as product seizure, legal injunction, and other actions
•Afteraninspection,anactionplanshouldbequicklydevelopedtoaddresseach observation
•Effectiveresponsesshouldincludeacommitmentstatementfromseniorleadership, should address each observation separately, should provide corrective action accomplished planned, and should be specific, complete, realistic, and deliver on commitments
•Effectiveresponsesmustbetimely,includetimeframesforcorrection,verification methods, monitoring of corrections, and supporting documen-tation
•FDAhasimplementedaWarningLetterClose-outProgram•The Enforcement Story, Fiscal Year 2008 summarizes FDA compliance activi-
FDA 483 Responses—Compliance ConsiderationsRichard Poska and Ballard Graham
ima
ge
Wo
rK
s/g
et
ty
ima
ge
s

Richard Poska and Ballard Graham
Special edition: A Roadmap to GMP Compliance Part 2 15
ties during 2008 and provides useful statistics•Firmsshouldbeveryfamiliarwiththeirincoming
materials and product supply chain•Firmsshouldfullyunderstandtheinteractionsofthe
processes and systems that impact quality, safety, and effectiveness of their products
•AspartofrespondingtoFDA483observations,firmsshould also assess their general internal compliance programs—Why were 483 deficiencies not detected internally?
•FDA483observationsmaybecausedorintensifiedbyinadequate audit management (i.e., logistics, timelines of responses, documentation retrieval, etc.) as well as soft “people” skills.
INTRODUCTIONThe United States Congress enacted requirements that all drugs must be produced in accordance with current good manufacturing practices (CGMPs) more than 40 years ago. These requirements were intended to address significant concerns about substandard drug manufacturing practices by applying quality assurance and control principles to drug manufacturing. The last comprehensive revisions to the regulations implementing CGMP requirements occurred more than 25 years ago. In addition, pre-market approval requirements, pertaining to chemistry and manu-facturing controls, have also been in effect for many years to ensure quality manufacturing of approved drugs. The CGMP and pre-approval programs have been extremely successful, and pharmaceuticals produced for American consumers are recognized as the world’s gold standard for safety and effectiveness.
To ensure the quality of drug products, the US Food and Drug Administration has made an increasing number of commitments to programs, systems and initiatives to care-fully monitor drug manufacturers’ compliance with CGMP regulations. For many years, FDA has enforced CGMP as part of its overall drug quality assurance program. The ap-proval process for drug marketing applications (i.e., origi-nal and abbreviated new drug applications and antibiotic) includes a review of the manufacturer’s compliance with CGMPs. More recently, FDA has assumed additional roles in the area of assurance of drug quality involving good manufacturing practice through such programs as the Government-Wide Quality Assurance Programs for drug purchase contracts by the Department of Defense and the Veterans Administration, and the Maximum Allowable Cost (MAC) program of the Department of Health and Human Services (HHS). Decisions regarding compliance with CGMP regulations are based upon inspection of the facilities, sample analyses, and compliance history of the firm. These data are summarized in profiles that represent several years of history of the firms. In consideration of the growing number of programs dependent upon CGMP assessment, agency policy must be consolidated in regard to approval or disapproval of drug marketing applications,
government purchasing contracts, etc., and the relation of such determinations to regulatory action.
CGMP deficiencies supporting a regulatory action also support decisions regarding non-approval of drug market-ing applications, government purchasing contracts, candi-dates for MAC, etc. Therefore, the issuance of a warning letter or initiation of other regulatory action based upon CGMP deficiencies must be accompanied by disapproval of any pending drug marketing application, or govern-ment contract for a product produced under the same deficiencies. Similarly, disapproval of any drug marketing application, government contract, etc., based upon CGMP deficiencies must be accompanied by regulatory and/or administrative action against any other product produced under the same conditions.
An analysis by Hogan & Hartson cites inadequate in-spection responses as the top reason for warning letters to be issued by FDA (1). This emphasizes the timeliness of a presentation by FDA’s Anita Richardson of the Center for Biologics Evaluation and Research (CBER) that discussed topics associated with writing an effective Form 483 re-sponse (2). These included the regulatory framework for FDA policies for writing an FDA 483; reasons for submit-ting well-reasoned, complete, and timely 483 responses; suggestions for activities following an FDA inspection and 483 observations; and suggestions for an effective 483 response. The fact that this topic has been specifically addressed by FDA suggests that a significant part of the industry has not been successful in basic CGMP compli-ance and subsequent responses. FDA 483 observations remain at a high level, responses to 483 observations are not technically sound, and deficiencies are often not adequately corrected resulting in subsequent regulatory action. The issuance of 483 observations and subsequent warning letters undermine FDA confidence that a firm can consistently manufacture safe and effective products.
Although a firm’s response to a FDA 483 represents an internal group effort, the quality organization of a pharmaceutical or medical device company shoulders the major responsibility for providing an adequate response. In addition to responding to each specific observation, the quality organization should look beyond these obser-vations. The quality assurance (QA) organization must address the 483 in a comprehensive manner. In brief, why were the observations not addressed as part of the organization’s compliance program and why did the in-ternal audit program not identify the deficiencies? Were these systemic problems or were they the result of poor audit management during the regulatory agency visit? These and associated questions should be addressed by the quality and compliance organization.
FDA 483 DEFINITIONThe FDA Form 483 (or “483”) is the official recording of FDA investigator observations from an FDA inspection. It is presented to the organization being audited at the

Richard Poska and Ballard Graham
16 Special edition: A Roadmap to GMP Compliance Part 2
conclusion of an inspection. The FDA 483 is the starting point for discussion. The observations of the investigator should be the clear focus of the 483 response.
FDA AUDIT PRIORITIZATIONPrioritizing sites for inspection has been a long-standing challenge for agency managers. In the past, FDA district offices have identified specific sites in their geographical areas for inspection each year. These decisions were made based on a variety of informally applied factors, includ-ing, for example, a district manager’s knowledge of the inspectional history and corporate culture of the district as well as the perceived risk to the public health of manufac-turing errors. Even before the CGMP Initiative, the Center for Drug Evaluation and Research (CDER) and the Office of Regulatory Affairs (ORA) prioritized the use of inspectional resources. Three categories of facilities were identified as high priority for inspections: sterile drug product manu-facturers; manufacturers of other (non-gas) prescription drugs; and new registrants that have not been previously inspected. A more complete discussion of the FDA risk-based approach to inspections is referenced (3).
WHY SUBMIT A 483 RESPONSE?If your firm has been audited and the FDA investigators have presented management with a 483, what should be done? The first consideration is whether or not to develop a response to the 483 and submit this response to the agency. Ms. Richardson’s presentation clearly stated that responses to FDA 483s are not legally required. However, her presentation indicated that responses are strongly recommended. Responses are recommended for the fol-lowing reasons:
•ResponsesmaymitigateanFDAcompliancedecisionfor further action, such as an untitled letter or a warn-ing letter. As a general rule, a warning letter should not be issued if the agency concludes that a firm’s cor-rective actions are adequate and that the violations that would have supported the letter have been corrected (4).
•ResponsesdemonstratetoFDAandotherstakehold-ers an understanding and acknowledgement of the observations
•ResponsesdemonstratetoFDAandotherstakeholdersa commitment to correct or voluntarily comply with corrective actions
•ResponsesestablishcredibilitywithFDA.
There is concern on the agency’s part that there may be a general lack of understanding as to what the FDA Form 483 represents. It is only one piece of the overall inspection process that the agency employs to make its decisions on the compliance status of the inspected firm.
An FDA 483 contains the investigator’s observation and is not the final agency decision on the “observation.” It is thus imperative that a written response be submitted to
the agency in a timely manner and prior to the agency’s final decisions on the merits of the observations. Failure to provide a response to an FDA 483 leaves you at the mercy of the investigator’s observations, and demonstrates to the agency an inept attitude toward compliance. Firms that fail to respond to an FDA 483, submit an adequate response, or fail to promise corrective actions are placed on an ag-gressive inspection schedule—with low tolerance for non-compliance. Failure to respond, inadequate response(s), or failure to adhere to promised corrective actions place a firm on a collision course for aggressive regulatory or legal actions by FDA.
Although not required, responding to 483 observations is the best way to prevent escalation of actions that FDA can take against a company. These actions can include sei-zure of product, legal injunctions, not able to execute gov-ernment contracts, failure to be issued export certifications, a hold on approvals of other of the firms pending new drug applications (NDAs), license suspension, refusals for export, and increased regulatory inspection frequency. A company should also consider the unpredictable intangible effects of bad press, such as was seen with the KV regula-tory actions (5, 6) that resulted in a significant financial loss to the St. Louis-based company in late November 2008.
A company also needs to recognize the importance of handling GMPs in terms of disclosure to its shareholders. In 1999, Schering-Plough recalled an inhalation product due to manufacturing deficiencies. In 2001, the company disclosed the full extent of its manufacturing problems which apparently were more severe than originally reported and resulted in FDA withholding final approval for a new product. This resulted in lower earnings and prompted a class action lawsuit against Schering-Plough for violating federal securities laws by failing to disclose the alleged depth and severity of manufacturing issues. The lawsuit was settled for $165 million (7).
HOW DOES FDA PROCESS 483 RESPONSES?Responses to FDA 483s are handled internally by the agency as follows.
If the agency receives the Form FDA 483 response prior to submitting the draft “final” warning or untitled letter to Office of Chief Counsel (OCC), a copy of the Form FDA 483 response (without the exhibits or the attachments) and the agency’s assessment of the response accompanies the draft “final” warning or untitled letter.
If the agency receives the Form FDA 483 response while OCC is reviewing the draft “final” warning or untitled letter, the center may notify the attorney that is conducting the review. A copy of the Form FDA 483 response (without the exhibits or the attachments) and the agency’s assess-ment of the response (including whether the response has changed the agency’s view on whether to issue the letter) may be submitted to the assigned attorney, added into the case file for the proposed action within Compliance Management System (CMS). The review clock will stop

Richard Poska and Ballard Graham
Special edition: A Roadmap to GMP Compliance Part 2 17
when OCC is notified and restart upon OCC’s receipt of the Form FDA 483 response and the agency’s assessment. Any change to the proposed letter as a result of the FDA 483 response is discussed with the initiating office.
WHAT TO DO FOLLOWING AN INSPECTIONA firm has many options for responding to a 483 that is issued following an inspection. The following are some suggestions based on Ms. Richardson’s presentation (2):
•Developanactionplantoachieveimmediate,short-term, and long-term correction and to prevent recurrence (corrective and preventative action [CAPA])
•Knowwhentoseekoutsideassistance• Assess each observation• Focus on specifics• Focus on system-wide implications• Focus on global implications• Consider affected products• Consider root-cause analysis• Focus on the regulatory requirements associated
with the observation.
Some other considerations include assembling appropri-ate data to form the basis for all actions. There should be a scientific and technical basis for actions whenever possible. The applications of observations to similar products pro-duced in the same facility should be considered. Voluntary removal of suspect product(s) from consumer channels should be considered, as well as the voluntary shutdown of operations if deficiencies warrant such action.
After the FDA inspector has left, one of the best actions a company can take is to assemble a team immediately, including management and legal counsel (if concerns are severe), to evaluate and confirm a full understanding of the concerns that the inspector has noted in the 483. Once there is internal consensus on the issues, the actions can be broken into those needed to specifically write the 483 response (short term correction) as well as the long-term correction, which should include steps to prevent the re-currence of the issue. In the case where the company truly believes that the observation is not warranted, it is best to tactfully voice the concern during the closing meeting and when preparing a thorough, scientifically-based, and thoughtful reply.
ADDRESSING 483 OBSERVATIONSMs. Richardson’s presentation (2) provided the following suggestions for effectively responding to a 483:
•Includeacommitmentstatementfromsenior leadership
•Addresseachobservationseparately•Notewhetheryouagreeordisagreewithobservation•Providecorrectiveactionaccomplishedorplanned;tell
FDA the plan. Be specific (observation by observation), complete, realistic, able to deliver what you promise, and address affected products.
•Providetimeframesforcorrection•Providemethodofverificationandmonitoringofcor-
rections•Considersubmittingdocumentationofcorrection
when reasonable and feasible•Betimely.
A well-written and carefully prepared FDA 483 response, founded in science, provides the agency with a documented record of a firm’s commitment to compliance. Further, the firm demonstrates seriousness in responsibil-ity and its desire to manufacture safe and effective products under the agency’s jurisdiction. It is important to not over-promise and fail to deliver—by doing so; a firm’s credibility can be seriously tarnished.
Of course, it is always best to avoid receiving 483 obser-vations during an inspection. Common sense “soft skills” such as being respectful to the investigator and acknowl-edging an understanding of the inspector’s concerns can influence the final action of the investigator. It is always a good idea to confirm at the end of each day what con-cerns the inspector may have so as to minimize surprise observations. However, if a 483 is issued, then it is really important to consider assembling a multi-functional team to consider the strategy for addressing the concerns as well as a timetable for corrections. It is in the company’s best interest to treat the 483 responses with very high priority.
DISPUTE RESOLUTIONDisputes related to scientific and technical issues may arise during FDA inspections of pharmaceutical manufacturers to determine compliance with CGMP requirements or dur-ing the agency’s assessment of corrective actions under-taken as a result of such inspections. As these disputes may involve complex judgments and issues that are scientifically or technologically important, it is critical to have proce-dures in place that will encourage open, prompt discussion of disputes and lead to their resolution.
Manufacturers are encouraged to seek clarification of scientific or technical issues with the inspection team at any time during an inspection. Although there are existing processes to encourage dialogue between FDA and manu-facturers, the processes described in this document apply to CGMP questions raised during inspections and are intended to supplement the dispute resolution processes currently in place, including the following:
•21CFR10.75,Internal Agency Review of Decisions. Allows manufacturers to ask for a review of agency decisions at each successive supervisory level through the chain of command, ending with the FDA Com-missioner’s office.
•CenterforDrugEvaluationandResearch(CDER)/CBER guidance for industry entitled Formal Dispute Resolution: Appeals Above the Division Level (February 2000). Describes procedures a sponsor may use to formally appeal disputes to the office or center level on

Richard Poska and Ballard Graham
18 Special edition: A Roadmap to GMP Compliance Part 2
scientific and procedural issues that arise during drug development, new drug review, and post-marketing oversight processes. The guidance may be found on CDER’s and CBER’s websites.
•Investigations Operations Manual (IOM), Chapter 5, Subchapter 510. Describes processes for discussing inspectional observations with a manufacturer. The IOM is available on the FDA ORA website (8).
INDUSTRY PERFORMANCEFDA has issued The Enforcement Story, Fiscal Year 2008 (9) in March 2009. This document provides a good overview of industry compliance performance during 2008. For example, the most frequently cited categories of FDA ob-servations during 2008 are listed in Table I.
WARNING LETTER REVIEWA total of 104 warning letters were posted on the FDA website associated with CGMP violations during 2008 and were issued to drug product manufacturers, active phar-maceutical ingredient (API) manufacturers, medical device manufacturers, and other firms. These warning letters often included comments on previous industry responses to 483 observations and addressed inadequacies in the responses.
The FDA Enforcement Story (9) provides the following example of an inadequate 483 response:
“On May 8, 2008, the FDA Dallas District sent a warn-ing letter to a Texas firm. An inspection conducted January 14 through February 14, 2008, revealed that the methods for the manufacture, processing, packing, or holding of product did not conform to CGMP regulations. The firm was also marketing new drugs and misbranded drugs in violation of the Act. Violations of CGMP regulations included:
•Failureofthequalitycontrolunit(QCU)tofollowwritten procedures
•Failuretoconductcompleteinvestigations•FailuretoconductadequateidentitytestingforAPI
containing tannates•Failuretoprovide100%ofthelabeledamountofthe
active ingredient for drug product containing tannates•Failuretoconductacceleratedstabilitystudiesas
necessary•Failuretocorrectdeficienciesindissolutiontestingand
establishing specifications•Failuretoqualifyreferencestandardsusedinthetest-
ing of products containing tannates•Failuretomaintainstabilityindicatingtestingmethods•Failuretoestablishthereliabilityofthesupplier’s
analysis.
“The FDA considered the response dated March 26, 2008, addressing the deviations from the inspection ob-servations as inadequate because the firm failed to provide sufficient information to fully assess the adequacy of the
proposed corrective actions. Furthermore, the information submitted to address many of the inspectional observations only indicated that the observations will be corrected; how-ever, a specific timeframe for implementing the proposed corrective actions was not indicated.”
Table II lists randomly selected warning letters from major companies available on the FDA website (10). In all cases, the warning letter specifically stated deficiencies in the firm’s responses to the FDA 483. Again, this indicates the need for industry to improve their responses to FDA 483 observations.
A 2009 analysis conducted by the law firm of Hogan & Hartson (1) indicates that almost all of the more than 25 FDA-issued GMP related warning letters were issued because responses failed to adequately address FDA con-cerns. Their report emphasizes the importance of having a written response that demonstrates a commitment to manufacturing high quality drug products and to imple-menting a robust quality system with aggressive corrective actions. Other points of the analysis include the following:
•80%ofallwarningletterswereissuedtodomesticfacilities
•Warningletterstodrugproductmanufacturersexceedthose written to API manufacturers
•FDAistakingamoreholistic,systematicandrisk-based approach to assessing GMP compliance, paying close attention to the quality function, validation, and investigations.
FDA WARNING LETTER UPDATE PAGEFDA reorganized the warning letter section on its website in September 2009. Changes include the following:
•New postings. New postings occur every Tuesday.
TABLE I: Most frequently cited categories of FDA observations.Number of Observations
21CFR Reference
Deficiency
887 211.22(d) QCU responsibilities
709 211.100(b) Adherence to production procedures
618 211.110(a) Production procedures (validation)
553 211.100(b) Laboratory controls
518 211.100(a) Written procedures for production
506 211.192 Investigations
478 211.165(a) Testing and release
456 211.25(a) Personnel qualification and training
449 211.188 Batch record preparation and review
397 211.67(b) Equipment cleaning and maintenance

Richard Poska and Ballard Graham
Special edition: A Roadmap to GMP Compliance Part 2 19
These are found under “Recently Posted” with the date posted.
•Closed out date. The warning letter table includes a “Close Out Date” column.
•Additional changes. Additional formatting and navi-gation improvements to help users search this section.
The FDA “Warning Letters” page can be found at http://www.fda.gov/ICECI/EnforcementActions/WarningLetters/default.htm.
Warning Letter Close-Out ProgramThe Warning Letter Close-Out Letter Program applies to warning letters issued on or after September 1, 2009. FDA may issue a close-out letter to firms when FDA has completed an evaluation of corrective actions done by the firm in response to a warning letter. The letter will not be issued based on the content of the firm’s response to the warning letter. The corrective actions must have been actu-ally completed and verified by FDA, usually by a follow-up inspection. If the warning letter contains violations that are not correctable by their nature, then no close-out letter will be issued. Future FDA inspections and regulatory activi-ties may further assess the adequacy of the corrections. If violations are observed during a subsequent inspection or other means, FDA may initiate enforcement action without further notice.
OTHER FDA ACTIONSThe FDA Enforcement Story (9) provides examples of other FDA actions following an FDA warning letter. These examples demonstrate the breath of enforcement tools used by FDA to enforce drug CGMPs. The following incidents may have begun with issuance of an FDA 483.
Example OneThe following example is cited in the FDA Enforcement Story (9):
“At the request of the FDA, on October 31, 2007, US
Marshals seized more than $300,000 worth of product, including an antifungal product and other drugs for human and animal use, dietary supplements, and ingredients to make those products. These products were seized because some lacked FDA approval and all were maintained under grossly unsanitary conditions. All of the finished products and raw materials were deemed adulterated. The FDA considered NC Solu-tion to be a drug because it was intended for use in the diagnosis, cure, or treatment of disease in people or animals. NC Solution was also a new drug because it was not generally recognized as safe and effective for its intended uses.
“This action was the culmination of concerted efforts by the FDA to get the firm to follow the law when it comes to
manufacturing safe products for consumers. In August and September, FDA inspectors found that the company was still manufacturing drugs and dietary supplements under unsanitary conditions, including findings of insects and rodent filth on and around manufacturing equipment despite warning by FDA of similar serious violation in 1999. Following the 1999 inspection, a company official told the FDA in January 2000 that the firm would stop manufacturing drugs.
“The FDA’s action against the company was consistent with the Agency’s initiative on unapproved drugs, which pose potentially harmful risks to consumers.”
Example TwoThe following example is cited in the FDA Enforcement Story (9):
“On May 27, 2008, the FDA requested that a pharma-ceutical firm in Miami, Florida recall all Xiadafil VIP Tabs sold in eight tablet bottles (lot #6K029) or blister cards of two tablets (lot #6K029-SEI) because the products con-tained a potentially harmful, undeclared ingredient that may dangerously affect a person’s blood pressure and can cause other life-threatening side effects. Although labeled as a dietary supplement and touted as “all-natural,” Xiadafil VIP Tabs were an illegally marketed drug that contained a potentially harmful undeclared ingredient. FDA chemical analysis revealed that Xiadafil VIP Tabs contained hy-droxyhomosildenafil, which is an analog of sildenafil, the active ingredient in Viagra, an FDA-approved prescription drug for erectile dysfunction (ED). The undeclared ingredi-ent may interact with nitrates found in some prescription drugs (such as nitroglycerin) and can lower blood pressure to life-threatening levels. Consumers with diabetes, high blood pressure, or heart disease often take nitrates. ED is a common problem in men with these medical conditions.
“The safety and effectiveness of Xiadafil VIP Tabs is unknown. The product was promoted, sold over the
TABLE II: FDA warning letters citing deficiencies in the firm’s response to an FDA 483.# API Drug
productCountry Procedures/
RecordsScientific Approach
Facilities/Systems
Article Ref. #
1 7 USA 5(2 repeat) 1 1 (1 repeat)
(11)
2 5 USA 2 2 1 (12)
3 2 8 USA 6 2 2 (13)
4 3 Canada 1 2 0 (14)
5 6 18 USA 10 12 2 (15)
6 7 USA 5 2 0 (16)
7 5 USA 4 1 0 (17)
8 12 USA 8 4 0 (18)
9 5 USA 1 4 0 (19)
10 6 India 2 3 1 (20)

Richard Poska and Ballard Graham
20 Special edition: A Roadmap to GMP Compliance Part 2
Internet, given away as free samples at trade shows, and sold in health food stores nationwide. On May 13, 2008, Florida officials issued a “stop sale” action at a distribu-tion facility. This action required the firm to hold, intact, violative Xiadafil VIP Tabs found on-hand at the facility. The State of Florida’s action to control the supply of the product, coupled with the formal requires by FDA to recall this product from the marketplace, further reduced the likelihood that unsuspecting consumers would use this potentially dangerous product.
“Alternative products like Xiadafil VIP Tabs were often sought out because they were marketed as “all natural” or as not containing the active ingredients in approved, prescribed ED drugs.
“Because the manufacturing source of the active ingre-dients in many of these alternative products is unknown, consumers should also be aware that the FDA has not veri-fied the safety, efficacy, and purity of these ingredients.
“On July 24, 2008, US Federal marshals seized nearly $74,000 worth of Xiadafil VIP Tablets. The seizure action protected the public from dietary supplements containing prescription drug ingredients that are potentially harmful.”
THE SITE COMPLIANCE PROGRAMThe cornerstone for the quality assurance organization of a firm is their site compliance program. The program should minimally include the maintenance of procedures, company processes, and policies that may encompass raw material acceptance, product release, and even product recall. The program should outline strategies to ensure compliance by use of tools such as statistical process controls, annual product reviews, corrective and preventa-tive action (CAPA), change management and control, and internal audits, and vendor audit programs. A 483 obser-vation suggests specific CGMP deficiencies implicating one or more of the site quality systems. However, it further represents a deficiency on the site quality program—why did the organization not detect this deficiency before the regulatory agency found the deficiency? The site inter-nal audit program should be the firm’s simulation of an external regulatory agency audit, and a final check on the site quality systems. The importance of a site internal audit program has been recently discussed by O’Donnell (21). FDA 483 observations may also involve the quality organi-zations of suppliers, outside vendors and contractors, and third party manufactures, adding even more complexity to the entire situation. The 2007-2008 global heparin and glycerin incidents exemplify the complex and far-reaching scope of site compliance programs.
THE REGULATORY INSPECTION MANAGEMENT PROCESSA company may influence the inspector’s judgment regard-ing the firm’s commitment to quality by how the regulatory agency inspection is managed. Is it clear who the lead representative of the company is and who will facilitate the
inspection? Usually the soft “people” skills of this person are more of an asset than their actual technical competence. The facilitator role is critical because this person controls the tempo and mood of the inspection. It is important that the inspector facilitator try to keep emotion out of the in-spection and be sure that information is supported by hard data. They should ensure that information is provided to the regulator in a timely manner, and that it is the proper information to address the inspector’s concerns. When it is necessary to have an expert address the inspector’s concerns directly, it is the facilitator’s role to ensure that the best person is chosen to address the question and is avail-able to do so. Timely retrieval of supporting documenta-tion is critical during regulatory inspections. For example, how quickly can research and development reports from other site locations be obtained and are appropriate contact people identified? Other considerations such as meeting room facilities, location and atmosphere of the meeting environment, facility tours, computer availability, fax avail-ability, other necessary facilities, etc. should be addressed to prepare for an actual audit.
CONCLUSIONSThe 2009 Anita Richardson presentation provides useful suggestions for a framework for responses to observations, which has been identified as a major reason for FDA to is-sue warning letters. Companies should focus on problems based on risk analysis. Review of warning letters indicates ongoing problems with basic GMP requirements. Review of warning letters further indicates widespread problems with responses. Following Ms. Richardson’s suggestions should help improve quality and comprehensiveness of responses. Recent FDA and ICH initiatives, including quality by design, indicate the need for better technical understanding of products and processes. This under-standing should be the basis for responses to observations when appropriate.
Not only should a company focus on problems based on risk analysis, but it should also be very familiar with their product supply chain. This includes the API, excipients, and container and closure systems in an effort to fully un-derstand the interactions of the processes and systems that impact quality, safety, and effectiveness of their products. Firms with complete understanding of these parameters, along with a thorough understanding of product param-eters and associated quality attributes, will be in a better position to avoid potential FDA 483 observations. In addition, having this kind of substantial product knowl-edge will be beneficial for writing clear, valid procedures to manufacture products within the scope and intent of CGMPs. The considerations must be monitored through-out the product lifecycle (i.e., beginning with development and including clinical manufacturing and continuing throughout the entire commercial life of the product). The site compliance program including internal audits and the audit management process are basic to regulatory audit

Richard Poska and Ballard Graham
Special edition: A Roadmap to GMP Compliance Part 2 21
preparedness.The reader may consult Medina’s series on FDA inspec-
tion readiness and responses for a more complete discus-sion of these topics (22,23,24), as well as her “Compliance Handbook for Pharmaceuticals, Medical Devices, and Biologics” (25).
REFERENCES1. FDANewsAlert.com, “GMP Warning Letters Reflect Bad Inspection
Response,” May 14, 2009, http://www.fdanewsalert.com/id574.html
(accessed on June 9, 2009). Also http://www.hhlaw.com.
2. Richardson, Anita, “Writing an Effective 483 Response,” 5th Annual
FDA and the Changing Paradigm for HCT/P Regulation, University
of Rhode Island and Pharma Conference, Las Vegas, NV, January
2009.
3. FDA, Pharmaceutical cGMPs for the 21st Century – A Risk-Based Ap-
proach, Final Report Fall 2004, September 2004, http://www.fda.
gov/cder/gmp/gmp2004/risk_based_method.htm
4. FDA, Regulatory Procedures Manual, http://www.fda.gov/ora/compli-
ance_ref/rpm/pdf/ch4.pdf
5. FDA News, “FDA Takes Action Against KV Pharmaceutical Com-
pany,” March 2, 2009, http://www.fda.gov/NewsEvents/Newsroom/
PressAnnouncements/ucm149535.htm
6. FDA, News and Events, www.fda.gov/bbs/topics/news/2009/
new01965.html; Also www.google.com/finance?q=NYSE:KV.B
7. FDA News, “Schering-Plough Settles Charges of GMP Problem Cov-
erup,” FDANews.com, April 17, 2009, (accessed on 6/10/09). http://
www.fdanews.com/qmn/newsletter/article?issueId=12585&article
Id=116407
8. FDA, Investigations Operations Manual (IOM), Chapter 5, Subchapter
510. http://www.fda.gov/ICECI/Inspections/IOM/default.htm,
http://www.fda.gov/ora/inspect_ref/iom/iomtc.html
9. FDA, The Enforcement Story, Fiscal Year 2008, Published March 2009.
10. FDA Website, “Recently Posted Warning Letters,” www.fda.gov/foi/
warning.htm
11. FDA, Warning Letter issued to Caraco Pharmaceutical Laboratories,
Detroit, Michigan, October 31, 2008, http://www.fda.gov/ICECI/
EnforcementActions/WarningLetters/2008/ucm1048080.htm (ac-
cessed 6/10/09).
12. FDA, Warning Letter issued to Catalent Pharma Solutions, Raleigh,
NC, March 28, 2008, http://www.fda.gov/ICECI/EnforcementAc-
tions/WarningLetters/2008/ucm1048356.htm (accessed 6/10/09).
13. FDA, Warning Letter issued to Genzyme Corporation, Cambridge,
MA, February 27, 2009, http://www.fda.gov/ICECI/EnforcementAc-
tions/WarningLetters/ucm148998.htm (accessed 6/10/09).
14. FDA, Warning Letter issued to Taro Pharmaceuticals, Hawthorne,
NY, February 5, 2009, http://www.fda.gov/ICECI/EnforcementAc-
tions/WarningLetters/ucm148668.htm (accessed on 6/10/09).
15. FDA, Warning Letter issued to Merck and Company, West Point,
PA, April 28, 2008, http://www.fda.gov/ICECI/EnforcementAc-
tions/WarningLetters/2008/ucm1048323.htm (accessed on
6/10/09).
16. FDA, Warning Letter issued to Sandoz, Inc., Princeton, NJ, August
12, 2008, http://www.fda.gov/ICECI/EnforcementActions/Warnin-
gLetters/2008/ucm1048180.htm (accessed on 6/10/09).
17. FDA, Warning Letter issued to Steris Corporation, Menton, OH,
September 25, 2008, http://www.fda.gov/ICECI/EnforcementAc-
tions/WarningLetters/2008/ucm1048125.htm (accessed 6/10/09).
18. FDA, Warning Letter issued to GE Healthcare Integrated IT Solu-
tions, Barrington, IL, August 12, 2008, http://www.fda.gov/ICECI/
EnforcementActions/WarningLetters/2008/ucm1048178.htm
(accessed on 6/10/09).
19. FDA, Warning Letter issued to Haemonetics Corporation, Braintree,
MA, December 4, 2008, http://www.fda.gov/ICECI/EnforcementAc-
tions/WarningLetters/2008/ucm1048055.htm (accessed 6/10/09).
20. FDA, Warning Letter issued to Ranbaxy Laboratories Limited,
India, September 16, 2008, http://www.fda.gov/ICECI/Enforce-
mentActions/WarningLetters/2008/ucm1048055.htm (accessed
6/10/09).
21. O’Donnell, Kevin, “Self Inspection and its Potential Benefits Via ICH
Q9,” Journal of GXP Compliance, Volume 12, #4, Summer 2008.
22. Medina, Carmen, “The FDA-Inspection Preparation Master Plan:
How to Design and Implement and Inspection Readiness Program.
Part 1 of 3,” Journal of cGMP Compliance, Volume 4, #4, July 2000.
23. Medina, Carmen, “Perspectives on Managing and Controlling
the FDA-Inspection Process: How to Stay on Course. Part 2 of 3,”
Journal of cGMP Compliance, Volume 5, #1, October 2000.
24. Medina, Carmen, “Responding to the FDA-483 and Intercepting a
Warning Letter: How to Prepare a Comprehensive, Far-Reaching,
Integrated Response. Part 3 of 3,” Journal of cGMP Compliance,
Volume 5, #2, January 2001.
25. Medina, Carmen, editor, “Compliance Handbook for Pharmaceu-
ticals, Medical Devices, and Biologics,” Drugs and the Pharmaceutical
Sciences, Volume 136. Marcel Dekker, New York, 2004. GXP
ABOUT THE AUTHORSRichard Poska is Director, Global Pharmaceutical Regulatory Affairs, Strategic CMC Initiatives, Abbott, Lake County, Illinois. He may be reached at [email protected]. Richard Poska is also column coordinator of “Global Regulatory Viewpoint.”
Ballard Graham is Division Vice President, Compliance Oversight, Abbott Quality and Regulatory, Abbott, Lake County, Illinois. He is a 32-year veteran of the US Food and Drug Administration, spending his last eight years as District Director of the Atlanta Office of the FDA.
Originally published in the Winter 2010 issue of Journal of GXP Compliance

Barbara Jeroncic
22 Special edition: A Roadmap to GMP Compliance Part 2
INTRODUCTIONSelf-inspection is a well-established part of the phar-maceutical quality system. Companies have tradi-tionally been using it as a method for monitoring the implementation and compliance with good manu-facturing practice (GMP) principles, as well as for in-troducing appropriate corrective measures. This role of self-inspection is promoted by the current GMP legislation and guidance (1). Development of the In-ternational Conference on Harmonisation’s (ICH) Q10 guide has expanded the role of self-inspection to that of an important performance indicator used for monitoring the effectiveness of processes and activi-ties within the pharmaceutical quality system. ICH Q10 promotes the use of self-inspection results as an important input for periodic management review performed to manage, evaluate, and continually im-prove the quality system’s performance (1, 2).
An interview with a senior GMP inspector at the
Irish Medicines Board (IMB) published in the Journal of GXP Compliance (3) identifies some of the issues with current self-inspection programs of pharma-ceutical manufacturing companies. A major issue discussed was that significant and critical deficien-cies observed during regulatory inspections were not identified and corrected by the companies them-selves via their own self-inspection programs. This could be due to the fact that for many companies self-inspection comprises little more than a review of compliance with current standard operating proce-dures (SOPs). Furthermore, its low priority is coupled with insufficient resources and lack of commitment from senior management. The interview (3) identifies the opportunities for self-inspection to be designed as a formal quality risk management tool capable of identifying and managing risks and driving forward tangible and realistic continual improvement. Self-inspection programs designed in this way can help to demonstrate the effectiveness of the quality system, and thus can play an important role in the achieve-ment of the reduced regulatory oversight in the in-spection area (3).
This article introduces an innovative self-inspec-tion program design, as a part of quality risk man-agement, aimed at risk identification and manage-ment as tools for continual improvement. As a part of the design process, a survey of pharmaceutical manufacturing companies in Ireland was conducted; the findings are reported in this paper. The survey goal was to explore the practical application of qual-ity risk management to self-inspection programs and the pharmaceutical industry interest in seeking re-duced level of direct regulatory oversight in the area of regulatory inspections.
REALIGNING SELF-INSPECTION AS A QUALITY RISK MANAGEMENT TOOLMany parts of the European GMP guide (1) are cur-
Improved Utilization of Self-Inspection Programs within the GMP Environment–A Quality Risk Management ApproachBarbara Jeroncic
Self-inspection is a well-established and vital part of the pharmaceutical quality system. The development of the International Conference on Harmonisation (ICH) Q9 and Q10 guidance documents have intro-duced an opportunity to improve the design of the self-inspection program by application of the qual-ity risk management (QRM) principles and concepts. Self-inspection can be designed as a QRM tool used to assess the management of current and potential risks to quality and to drive forward continual improve-ment. The application of QRM also allows more effi-cient inspection workload and resource management focusing on those areas within the quality system that present higher risk to quality. This article provides examples of how QRM could be introduced to main activities within the self-inspection program. The article also explores the application of QRM in the area of self-inspection by pharmaceutical companies based in Ireland.

Barbara Jeroncic
Special edition: A Roadmap to GMP Compliance Part 2 23
rently undergoing revision to incorporate the prin-ciples and concepts of the quality risk management, such as chapters one, three, and five. There is a simi-lar opportunity with respect to chapter nine (“Self-inspection”). ICH Q9 is already taking initiative in its drive to define the frequency and scope of inspections by taking into account various risk indicators. ICH Q9 also provides guidelines for the application of quality risk management to regulatory inspections aimed to assist with: resource allocation including inspection planning, frequency, and intensity; evaluation of qual-ity defect significance, recalls, and inspection find-ings; assessment of the scope and type of post-inspec-tion follow-up; and identification of risks that should be communicated between inspectors and assessors to facilitate better understanding of risk control (4).
ICH Q9 states, “quality risk management is a sys-tematic process comprising of assessment, control, communication, and review of risks impacting the drug (medicinal) product quality across the product lifecycle.” Organizations manage risk through identi-fication, analysis, and evaluation of the most suitable risk mitigation strategy. This process further encom-passes risk monitoring and review aided by commu-nication and consultation with stakeholders in order to ensure that no further risk control/treatment is re-quired (4, 5).
There is a potential to apply a quality risk manage-ment approach to the area of self-inspection that can be integrated into the organization’s quality risk man-agement framework. The purpose is two-fold as fol-lows:
•To design self-inspection as a quality risk manag-ment tool that can provide the objective evidence to the management about whether or not the current and potential risks to quality are effectively man-aged to acceptable levels. Management then can judge the effectiveness of processes and functions within the quality system
•Efficient inspection workload and resource man-agement focusing on those areas within the quality system that present higher risk to the quality of medicinal product, with aim of meeting the qual-ity objectives.
Benefits Of The Application Of Quality Risk Management To Self-Inspection ProgramsICH Q9 lists the following main benefits of the ap-plication of an effective quality risk management ap-proach to various processes and activities within the quality system, including self-inspection (4):
•Ensuring high quality of the medicinal product by proactively identifying and controlling potential quality issues
•Improving decision making if a quality issue arises•Facilitation of better and more informed decisions
that can provide the regulators with greater assur-ance of a company’s ability to deal with potential risks and can beneficially affect the extent and level of direct regulatory oversight.
ISO 31000 standard entitled “Risk Management–Principles and Guidelines” provides even further de-tail of benefits of the application of effective quality risk management (5), as follows:
•Increasing the likelihood of achieving quality objectives
•Encouraging proactive management•Awareness of the need to identify and treat risks
throughout the organization•Improving the identification of opportunities and
threats•Improving compliance with legal and regulatory
requirements and international norms•Improving governance•Improving stakeholders confidence and trust•Establishing a reliable basis for decision making
and planning•Improving controls•Effectively allocating and use of resources•Improving operational effectiveness
and efficiency •Improving loss prevention and
incident management•Minimizing losses.
Elements Of Quality Risk ManagementThe following are elements of quality risk management.
Risk assessment. Risk assessment is the process of risk identification, analysis, and evaluation (4, 5). Its application within the self-inspection program can be tailored to the risk assessment output purpose, the de-sired level of detail, and the available information. For example, the estimate of risk associated with an area within the quality system, for the purpose of defin-ing a scope and frequency of self-inspections, can be based on the general evaluation of risk factors, without a detailed risk assessment, as this will be performed during self inspections. ISO 31010 standard describes different methods and tools that could be used when performing risk assessment. Examples of the methods and tools are provided in the following sections.
Risk identification. The purpose of the risk identi-fication process is to identify the causes and sources of hazards, events, situations or circumstances that could have an impact upon the quality of the medicinal prod-uct, the quality objectives, and the nature of that impact (4, 5, 6). There is a variety of tools and techniques that could be chosen for risk identification, such as: reviews of historical data, checklists, theoretical analysis, system-atic team approaches (e.g., structured “what-if” technique [SWIFT]), primary hazard analysis, hazard operability

Barbara Jeroncic
24 Special edition: A Roadmap to GMP Compliance Part 2
analysis (HAZOP), fault tree analysis (FTA), cause and ef-fect analysis, and supporting techniques (e.g., brainstorm-ing, Delphi method) (4, 6).
Risk analysis. Risk analysis is an estimate of the risk associated with an identified hazard. It consists of linking the consequences and their likelihoods for the identified hazard (can also link detectability of the hazard) to determine the level of risk. The purpose of the risk analysis is to develop risk understanding (4, 6).
The analysis of consequences determines the nature and type of impact that could occur (6).
It can involve the following (6):•Relating the consequence to the achievement of
the quality objectives•Taking into consideration existing controls to
mitigate the consequence, together with all rel-evant contributory factors
•Considering both immediate consequences and those that may arise after a certain time has elapsed, if this is consistent with the scope of assessment
•Considering secondary consequences (i.e., those impacting on associated processes, activities, equipment, etc.).
The examples of methods and tools that are suitable for consequence analysis are: HAZOP, hazard analysis and critical control points (HACCP), failure mode ef-fects analysis (FMEA), cause and consequence analy-sis, cause and effect analysis, etc. (6).
The probability analysis estimates the likelihood of a particular hazard, using one of the following ap-proaches (6):
•Use of relevant historical data to extrapolate or predict the probability of occurrence of similar events or situations in the future. It should be noted that if historically there is a very low fre-quency of occurrence, the estimate of probability will be very unreliable
•Probability forecasts using predictive techniques such as fault tree analysis and event tree analysis. When historical data are unavailable or inade-quate, the probability can be estimated by analy-sis of a relevant process, activity, equipment, etc. and its associated failure or success states
•Expert judgements that can be facilitated by formal methods (i.e., Delphi approach, category ranking, paired comparison, etc.).
The consequence and likelihood can be linked by using a variety of qualitative, semi-quantitative, or quantitative methods to determine the level of risk. The degree of detail depends upon the particular ap-plication, the availability of reliable data, and the decision-making requirements. Examples of methods
and techniques are: consequence-probability matrix, SWIFT, FMEA/FMECA, etc. (6).
Risk evaluation. Risk evaluation involves compar-ing the identified and analyzed risks against estab-lished risk criteria in order to determine their signifi-cance. The purpose of risk evaluation is to assist in making decisions, based on the outcomes of risk anal-ysis, on the requirements and priorities of treatment implementation (4, 5, 6). Risk criteria should reflect the organization’s values and objectives, legal, regula-tory, and other requirements (5). ISO 31000 standard suggests consideration of the following factors when defining risk criteria:
•The nature and types of causes and consequences of risks that can occur and their measurement
•Definition of likelihood•The timeframe(s) of the likelihood and/or
consequence(s)•How the level of risk is to be determined•The views of stakeholders•The level at which risk becomes acceptable
or tolerable•Whether combinations of multiple risks should
be taken into account, and how and which com-binations should be considered.
Risk control/treatment. Risk control/treatment is the process of decision making in order to reduce and/or accept risks, identify risk control/treatment solu-tions and implement these solutions aiming to reduce the risk to an acceptable level. Decisions can take into account a wider context of the risk and include con-sideration of the risk tolerance borne by stakeholders, cost-benefit analysis and the legal, regulatory, and other requirements (4, 5, 6).
Risk communication. Risk communication refers to information sharing regarding risks and risk manage-ment between stakeholders. It is important that this information is accurately and regularly communicated through reporting channels established by the organi-zation in order to ensure the success and effectiveness of the quality risk management process. This can take place at any stage of the quality risk management pro-cess (4, 5, 6). The communication and reporting mecha-nisms should ensure that key components of the quality risk management approach to self-inspections, and any subsequent modifications, are appropriately and timely communicated to all interested parties; that there is ad-equate reporting of the risk assessment outcomes; that relevant information on the application of quality risk management is available at appropriate levels and times; and that there are established processes for consulta-tion with stakeholders (6). Communication between stakeholders can assist the development of appropriate quality risk management approach to self-inspection and integration of self-inspection into the organiza-

Barbara Jeroncic
Special edition: A Roadmap to GMP Compliance Part 2 25
tion’s quality risk management framework. It can fur-ther ensure that the interests of stakeholders are under-stood and considered when developing self-inspection programs; bring together different areas of expertise to ensure that the risks are adequately identified and analyzed through the use of risk assessment methods and techniques; ensure that different views are appro-priately considered when defining risk criteria and in evaluating risks; and can help to secure endorsement and support for a mitigation plan (5, 6).
Risk review and monitoring. Regular review of the quality risk management ensures that any new knowl-edge and experience is taken into account (4, 5, 6). For example, it ensures verifying that the assumptions about risks remain valid, obtaining further informa-tion to improve risk assessment, analyzing and learning from events, including near-misses, changes, trends, successes and failures, verifying that risk assessments are properly applied, verifying that risk treatments are effective, detecting changes which could influence risk criteria and upon which risk treatments need to be re-vised, identifying emerging risks, etc. (5, 6).
Application Of Quality Risk Management To The Activi-ties Within The Self-Inspection ProgramThe following sections discuss quality risk manage-ment applications to main activities. Examples of quality risk management within the self-inspection program include the following:
•Self-inspection planning—defining the scope (inspection units), frequency, and level of self-inspections, and allocation of the inspectors
•Detailed plan preparation for self-inspections of the individual inspection units
•Conducting self-inspections•Adequate response to self-inspection results—deter-
mining the type of actions for the issues identified within self-inspections, determining the timeframe for the implementation of actions, and assessing the associated risks.
Planning Of Self-InspectionsRisk management can be applied to self-inspection planning with the intent to direct the inspection effort to the areas within the quality system that represent higher risk to the quality of the medicinal product and the achievement of the quality objectives. The applica-tion of the quality risk management allows the estima-tion of the risk associated with areas within the quality system and determining the scope (inspection units), frequency and level (time, number of inspectors) of self-inspections, and allocation of inspectors to partic-ular self-inspections (considering their experience and skills) based on the estimated levels of risk. This forms the basis for a risk-based inspection planning and en-ables better utilization of available resources.
The risk associated with an area can be estimated by analysis of selected risk factors that indicate or identify the risk. ICH Q9 suggests the following various risk factors that can be used:
•Complexity of the site, manufacturing process, and product
•The number and significance of quality defects•Results of previous audits/inspections•The overall compliance status and history of the
company or facility•Robustness of a company’s quality risk manage-
ment activities•Major changes of building, equipment, processes,
and key personnel•Experience with product manufacturing process•Existing legal requirements •Official laboratory test results.Some additional factors the companies could con-
sider might be the following:•Criticality of an area. This factor considers the
effect of failure of a particular area and the influ-ence of potential or identified issues with this area on areas downstream
•Coupling of an area. Tightly-coupled processes or systems could be those having time dependent processes/activities that cannot wait; those hav-ing rigidly ordered processes or activities (i.e., sequence A must follow sequence B); those having only one path to a successful outcome; those hav-ing very little slack in the system, as the system requires precise quantities or specific resources for successful operation, etc. (3)
•Adequacy of resources associated with an area.
The risk associated with an area can be estimated by using different risk ranking methods or tools. For example, a simple approach could be assigning a nu-merical descriptive value of 1 (low) to 3 (high) to es-tablished categories for the selected risk factors. An example is provided in Table I.
The estimated values for all risk factors can then be linked together in an appropriate way to yield a risk level associated with an area (e.g., low, medium, and high). The estimated values for risk factors could also be multiplied by significance-weighting factors to give a total. This assessment of risk associated with the ar-eas within the quality system can be seen as a prelimi-nary risk screening with the intention to direct the in-spection effort to those areas that represent higher risk.
It is important that this evaluation of risk is appro-priately communicated to the interested parties (e.g., management, inspectors, etc.). Furthermore, it should be regularly reviewed to take into account any new information including the results of self-inspections and the risk control/treatment process. Based on this information, the frequency of self-inspections can be

Barbara Jeroncic
26 Special edition: A Roadmap to GMP Compliance Part 2
reviewed and adjusted if required.
Preparation And Conduct Of Self-InspectionsPreparation for self-inspections of a particular inspec-tion unit can include preparing detailed plans for in-dividual self-inspections with the intention to direct self-inspection activities. These plans could be based on the risk assessment of the inspection unit with the purpose to focus on those elements that represent higher risk to the quality and the achievement of the quality objectives and can, therefore, have a higher impact on the effectiveness of the activity, process, or function of that unit. The elements with higher asso-ciated risk can be inspected more thoroughly during self-inspections and can be included into future as-sessments more frequently.
Risk assessment performed at this stage can be seen as the initiation of assessment of risks associated with elements of the inspection unit based on the available information. Risk assessment can then be completed during conduct of self-inspections based on the ad-ditional information gathered during self-inspections. Risk assessment of the inspection unit can be continu-ously updated during subsequent inspections of the inspection unit based on new knowledge and experi-ence. The purpose of the risk assessment is to provide an understanding of risks, including their causes, con-sequences, and probabilities, and the understanding of the adequacy and effectiveness of existing controls to mitigate these risks (6). After the conduct of each self-inspection, an objective report can be presented to the management regarding the adequacy and effectiveness of risk management of the inspection unit.
The level of risk depends on the adequacy and effec-tiveness of existing controls, which can be addressed using following criteria (6):
•What are the existing controls for a particular risk?
•Are those controls suitable for adequate risk mitiga-tion, resulting in a tolerable risk levels?
•In practice, are the controls operating in the intend-ed manner and can they be demonstrated to be effective when required?
For example, during the assessment of the inspec-tion unit production process A, it was identified that there were several occasions of the delays in the pro-cess A as the purified water was not available due to out-of-specification test results. Table II provides an example of how risk associated with this hazard could be assessed.
The assessed risk increased from Category 3 to Cat-egory 4 in a given time period, thus it was decided that purified water system would be inspected more fre-quently and new potential controls would be assessed.
The output of the risk assessment performed during the preparation of detailed plans for self-inspections of the inspection unit could include the following elements to help ensure the effectiveness of self-inspections:
•A process map of the inspection unit providing vis-ibility of the inspection unit elements and their interac-tion, and the interaction with other areas of the quality system
•A list of identified hazards coupled with description of methods and type of data used for hazard identification
•An analysis of consequences of those hazards and their likelihood, including a description of methods and type of data used for this analysis
•Estimated levels of risk associated with the inspection unit elements
•Criteria for risk evaluation based on the management tolerance of risk
•Objectives for self-inspections of the inspection unit (or their recommendation) to direct inspection effort to those elements that represent higher risk for the
TABLE I: Example of categories for a risk factor and their numeric values.
Risk factor Category (impact X likelihood) (based on data for a given time period)
Value
Results of previous self-inspections
< 5 minor observations, no major or critical observations 1
< 15 minor observations, no major or critical observations 2
> 15 minor observations or any major or critical observations 3
Number and significance of deviations
< 20 minor deviations not affecting the number of released batches 1
per month. No major deviations affecting batch release
> 20 minor deviations not affecting the number of released batches per month 2
< 10 major deviations resulting in delay of batch release 2
no major deviations resulting in batch reject or reprocessing
> 10 major deviations resulting in delay of batch release 3
Any major deviations resulting in batch reject or reprocessing

Barbara Jeroncic
Special edition: A Roadmap to GMP Compliance Part 2 27
achievement of the quality objectives associated with the unit.
Detailed plans can be prepared just before the indi-vidual self-inspections, or can be prepared periodical-ly, in which case the risk assessment should be revisited just before individual self-inspections to include any relevant new information. It is very important that the relevant information is appropriately communicated to inspectors who are conducting self-inspections (if not the same person) to ensure the effectiveness of the risk assessment.
Based on the outputs of the initial assessment, the inspectors can identify additional information required for efficient completion of risk assessment of the in-spection unit, and identify methods for obtaining this information including various inspection techniques (e.g., interviews, observation, review of documenta-tion, etc.) and approaches. For example, the inspectors could decide to use vertical or horizontal approach to self-inspection, as follows (7) (see Figure 1):
•Vertical approach to self-inspection involves an examination of all aspects of the quality system that contribute to the output (result) within a particu-
lar area, function, or department. It examines all inputs and activities required to produce an output. Selection of this approach is useful when performing departmental or functional self-inspections.
•Horizontal approach to self-inspection involves examination of an aspect of the quality system that is applied to, or involving, different functions, areas, or departments. This type of approach is useful when performing self-inspections of systems implemented across various areas or processes, involving different areas or functions (e.g., change management sys-tem, deviation investigation, training of personnel, and calibration of equipment). It is also useful for self-inspection of projects and products. Horizontal approach can be a powerful tool to test the interfaces between different parts of an organization involved in the system, process, project, etc.
The inspection unit risk assessment outputs after the conduct of self-inspections could include the following:
•The updated list of hazards•The updated analysis of risk, based on the informa-
tion obtained during the self-inspections, including analysis of risk associated with any identified issues
TABLE II: Example of the initial risk analysis of one of the identified hazards associated with an inspection unit.
Identified hazard: Purified water (PW) not available due to out-of-specification results of conductivity, TOC, microbial content or endotoxin
Impact factors: • Number of days PW was out of use in a given time period• Impact on batch release—delay, reject, or reprocessing Impact categories:
1 PW out of use < 2-day intervals—interruptions and delay in process ANo impact on the number of batches released per month
2 PW out of use >2-day intervals Reduced number of batches released per month for < 2%
3 Reduced number of batches released per month for > 2%Any batch rejects or reprocessing
Likelihood factors: • Number of out-of-specification results in a given time period–conductivity, TOC, microbial content, endotoxin
Existing controls: UV disinfection system, series of water filters (purified water system map)
Risk analysis:
Risk category Impact X Likelihood
1 < 15 out of specifications resulting in interruptions and delay in process A but not impacting the number of batches released per month
2 > 15 out of specifications resulting in interruptions and delay in process A but not impacting the number of batches released per month
3 Reduced number of batches released per month for < 2%
4 Reduced number of batches released per month for > 2%< 2 batch rejects or reprocessing
5 > 2 batch rejects or reprocessing

Barbara Jeroncic
28 Special edition: A Roadmap to GMP Compliance Part 2
or non-conformances•Evaluation of risks against established risk criteria•A self-inspection report including the findings and
conclusions that allow the management to judge the adequacy and effectiveness of the inspected unit risk management, recommended actions for identified issues, and identified opportunities for improvement of risk management and efficiency of the inspected unit elements.
The common approach that can be used when evaluat-ing analyzed risks against the established risk criteria is to divide risks into the following tree bands (6):
•An upper band, where the level of risk is regarded as intolerable and risk treatment is essential
•A middle band, where the management can decide, based on the established treatment criteria (e.g., “As low as reasonably practicable” [ALARP] criteria system), as to whether or not take any actions
•A lower band, where the level of risk is regarded as negligible, or so small that no risk treatment measures are needed.
The results of risk assessment of the inspection unit should be appropriately communicated to the respon-sible management, enabling appropriate actions. They should also be communicated to those responsible for planning of self-inspections to allow review of the risk levels associated with the inspection unit. Risk
assessment of the inspection unit can be revisited, reviewed, and updated before and during each sub-sequent self-inspection. Results of self-inspections are also important input into periodic senior management review as they provide objective evidence of suitabil-ity, adequacy, and effectiveness of the quality system and identification of opportunities for improvement of the quality system and the performance of the organi-zation (2, 8, 9).
Response To The Self-Inspection Results Based on the results of self-inspections, the respon-sible management can make decisions on whether the identified risks can be accepted or reduced and how to reduce the risks. If self-inspection identifies op-portunities for improvement of the inspection unit, these decisions could also include the assessment of the identified opportunities and plans for their realiza-tion. Risk control/treatment process could be seen as a cyclical process involving the following (5):
•Review of self-inspection findings, including issues (e.g., a non-conformity or an ineffective control) or identified opportunities for improvement
•Risk assessment of the identified issues to facilitate decision on their mitigation, for example:•An immediate correction eliminating an existing
non-conformity or undesirable situation—simple tools can be used to investigate the cause for the non-conformity or undesirable situation, such as brainstorming, 5 Whys, etc.
•A corrective or preventive action eliminating the cause(s) of an existing or potential non-conformity or undesirable situation in order to prevent recur-rence or occurrence. For corrective actions, tools for root cause analysis can be used to identify the cause(s) of the issue. For the potential issues, the prevention can include FMEA or FTA analysis to determine potential risk associated with the identified issue
•A trend that will be monitored•Selection of possible risk control/treatment solu-
tions for the identified issues or improvements in areas where the opportunity has been identified:•Identification of possible risk treatment solutions
or improvement solutions (i.e., use of simple tools such as brainstorming, etc.)
•Assessment of risks associated with the risk treat-ment solutions or improvement solutions (i.e., residual risks, new introduced risks, etc.)
•Determining the criteria for selecting or pri-oritizing a particular risk treatment solution or improvement solution (e.g., risk context, stake-holders concerns, cost-benefit analysis, legal, regulatory, and other requirements)
•Solution confirmation providing proof, through objective evidence, that the selected risk treatment
War
ehou
se
Prod
uc�o
n Pr
oces
s 1
Prod
uc�o
n Pr
oces
s 2
Prod
uc�o
n Pr
oces
s 3
QC
depa
rtm
ent 1
QC
depa
rtm
ent 2
Devia�on Inves�ga�on
Ver�cal self-inspec�on approach: Example, self-inspec�on of ac�vi�es within a QC department.Horizontal self-inspec�on approach: Example, self-inspec�on of devia�on inves�ga�ons in the produc�on area.
Figure 1. Example of vertical and horizontal self-inspection.

Barbara Jeroncic
Special edition: A Roadmap to GMP Compliance Part 2 29
solution will solve the problem, or that improve-ment solution will improve the effectiveness of the inspection unit and will not adversely affect the quality of the medicinal product and achievement of the quality objectives
•Defining the project plan for the implementation of the selected risk treatment or improvement solution, including the following:•Project goal and responsibilities (e.g., “specific, mea-
surable, attainable, relevant, time-specific” [SMART] criteria can be used to define a project goal)
•Verification. How will the effectiveness of the selected risk treatment solution/improvement solution be verified? How frequently and for how long before the implementation?
•Implementation. How will the risk treatment solu-tion or improvement solution be implemented and in what timeframe?
•How will the effectiveness of the implemented risk treatment solution or improvement solution be monitored, how frequently and for how long?
•Implementation of the selected risk treatment solu-tion/improvement solution
•Monitoring and assessment of the risk treatment solution and improvement solution (i.e., including through subsequent self-inspection) effectiveness.
It is important that the outcomes of the risk control/treatment process are appropriately communicated to the interested parties; including those responsible for planning of self-inspections and those responsible for planning and conducting self-inspections of the in-spection unit; as any actions taken can influence the risks associated with the inspection unit. The output of risk control/treatment process should also be input into the periodic senior management review.
SURVEY OF PHARMACEUTICAL MANUFACTURING COMPANIES IN IRELAND ON THE QUALITY RISK MAN-AGEMENT APPLICATION IN SELF-INSPECTIONSA survey was sent to the quality assurance managers or audit managers of 40 pharmaceutical manufactur-ing companies based in Ireland with the intent to ex-plore whether and how the pharmaceutical companies apply quality risk management to their self-inspection programs. The survey also assessed the companies’ understanding of, and their interest in, reduced level of direct regulatory oversight in the area of regulatory inspections. The survey included drug product manu-facturers and manufacturers of active pharmaceutical ingredients. Eighteen companies responded to the survey(45%),andtheresultsarepresentedasfollows.
The Role Of Self-Inspection Within The Quality SystemIn50%ofthecompanieswhorespondedtothesur-
vey, self-inspection is structured as a stand-alone and independent component of a quality system used to monitor compliance with current GMP regulations and standard operating procedures. In 31% of thecompanies it is structured as a part of quality risk management used to proactively and systematically identify, evaluate, and manage current and potential risks to quality and non-compliances. The structure intheremaining19%isinbetweentheprevioustwo.Themajorityofthecompanies,63%,donotuseself-inspection as one of the main activities for identifying the opportunities for continual improvement.
The Application Of Quality Risk Management To Self-InspectionThe survey tried to establish whether companies apply the quality risk management principles and tools out-lined in ICH Q9 in the various high-level areas of the quality system.According to the survey,44%of thecompanies apply them in the area of self-inspection (see Figure 2).
The most commonly used formal quality risk man-agement tools are failure mode effects analysis (FMEA) and process mapping and cause and effect diagrams, usedby69%ofrespondents.Furthermore,50%oftherespondents use hazard operability analysis (HAZOP) andflowcharts;44%useriskrankingand filtering;38%applyhazardanalysisandcriticalcontrolpoints(HACCP); 31% implement fault tree analysis (FTA);and19%usefailuremode,effectsandcriticalityanaly-sis (FMECA).
Companies were asked to estimate to what extent their self-inspection program was risk based, and the results are presented as follows. The majority of the companies design their self-inspection programs based on assessed risks at least to some extent (see Figure 3).
When planning the frequency and the scope of self-inspections, the results of previous self-inspections and regulatory inspections are the factors most frequently taken into account by the companies who responded tothesurvey(88%).Inaddition,81%ofthecompaniestake into account the number and significance of qual-itydefectsassociatedwithanactivity/process;69%con-sider the specific areas mentioned in chapter nine of the European GMP guide and the complexity of the spe-cificactivitiesandprocesses;and63%ofthesurveyedcompanies take into account major changes in building, equipment,processes,keypersonnel,etc.Only38%ofthe companies consider experience with the activity or processandjust19%takeintoaccountspecificarrange-ments and agreements associated with the activity or process.
Half of companies report that the same amount of time and personnel are typically devoted to all self-inspections included in the annual self-inspection pro-

Barbara Jeroncic
30 Special edition: A Roadmap to GMP Compliance Part 2
gram. Fifty-six percent of the companies who respond-ed to the survey do not have documented guidance for different types of self-inspections (e.g., horizontal, vertical, systems-based, process-based, departmental-based, etc.). Only half of the respondents review results of self-inspection as a part of the periodic management review.
The Potential For Reduced Level Of Direct Regulatory Oversight In The Area Of Regulatory InspectionsICH Q9 and Q10 promote the potential for reduced regulatory oversight. There is an opportunity to in-crease the use of risk-based approaches for regulatory inspections for companies that can demonstrate an ef-fective quality system is being in place, including ef-fective use of quality risk management principles. In the inspection area, reduced regulatory oversight can take a form of less frequent or less intensive regulatory inspections, or inspections where some areas are not inspected or are less thoroughly inspected based on the risk considerations (2, 3).
Of the companies who responded to the survey, 56%arefamiliarwiththepotentialopportunitiesfora reduction in the level of direct regulatory oversight that may be applied as envisaged by the ICH Q8, Q9, and Q10guidelines.Further38%arepartiallyfamiliarandonly6%arenotfamiliaratall.Importantly,44%ofthe companies are interested in seeking some level of reduced regulatory oversight from the Irish Medicines Board, and the same percentage of the companies are notinterested.Theremaining12%oftherespondentshave not answered this question.
Asignificantmajority,81%,ofthecompaniesthinkthat the best way to demonstrate to the regulatory in-spectors that an effective quality management system is in place within the company is proactive discussion of the company’s quality management system elements with theregulatory inspectors.Furthermore,75%ofthe companies consider a good regulatory inspection outcome (e.g., no major or critical deficiencies) an im-portant factor in demonstration of an effective man-agementsystem;50%assignequalsignificancetonorecalls and a low number of complaints over a certain period,whilst44%aresatisfiedwithnofor-causereg-ulatory inspections carried out at their company.
Themajorityofrespondents,63%,wouldliketoseea formal program of communications with regulators with respect to the potential applications of regulatory flexibility and reduced regulatory oversight. A consid-erable31%arenotinterestedinthis,and6%didnotanswer this question. The majority of the respondents, 88%,arewilling toconsideropensharingofself-in-spection reports with a regulatory inspector in some way, in order to demonstrate that an effective quality management system is in place within their company, whilst12%ofthecompanieswouldnotbewillingto
do so.
CONCLUSIONICH Q10 and ISO 9000 standard series view self-inspection as a vital and integral part of the quality system, providing an independent tool for monitor-ing and assessment of the effectiveness of the activities and processes within the quality system, and for driv-ing forward their continual improvement. In order to be efficient and complete, this process should include the evaluation of the risks hindering the achievement of the quality objectives placed on activities and processes potentially affecting the quality of the medicinal prod-uct. There is an opportunity to design self-inspection as a quality risk management tool identifying and as-sessing risks associated with areas of the quality system and providing objective evidence on the effectiveness of their management. Self-inspection designed in this way could potentially identify issues and non-conformanc-es before they occur by allowing the management to take the appropriate risk-reducing actions; and further recognise the opportunities for improvement of risk management and effectiveness of the quality system ar-eas. Application of principles and concepts of quality risk management also enables more efficient organiza-tion and planning of self-inspections by directing the inspection effort to those areas of the quality system that represent higher risk to the quality of the medicinal product and the achievement of the quality objectives. The application of quality risk management in different areas of the pharmaceutical industry, including self-in-spection, is strongly supported by ICH Q9. This article presents innovative approaches to self-inspection as a quality risk management tool, with the potential for in-troduction of a risk-based approach to self-inspection planning in pharmaceutical manufacturing.
The results of the survey of the pharmaceutical man-ufacturing companies in Ireland demonstrate that the companies have started to apply quality risk manage-ment to their self-inspection programs. Whilst half of the companies still view self-inspection as an isolated and independent component of the quality system used to monitor compliance with current GMP regulations and standard operating procedures, the remaining re-spondents have structured it as a part of the quality risk management used to identify and manage current and potential risks to quality and non-compliances, at least to some extent. The majority of the companies es-timated that their self-inspection program was based on the assessed risk at least to some extent. The most frequently used factors for determining the frequency and scope of self-inspections envisaged by ICH Q9 are the results of previous self-inspections and regulatory inspections, and the number and significance of quality defects associated with an activity or process. The sur-vey identified three main areas of self-inspection pro-

Barbara Jeroncic
Special edition: A Roadmap to GMP Compliance Part 2 31
gram improvement within the pharmaceutical companies: struc-turing self-inspection as an integral and vital part of the company’s quality system and risk quality management strategy; designing self-inspection in a way it could be used as one of the main activi-ties for identifying the opportunities for continual improvement; and including self-inspection results as an input into periodic man-agement review.
With respect to the potential for reduced level of direct regula-tory oversight in the area of regulatory inspection promoted by ICH Q10, the results of the survey showed that the majority of compa-nies are interested in this idea and would welcome a formal pro-gram of communications with regulators. The surveyed companies consider proactive discussion of the company’s quality manage-ment system elements with the regulatory inspectors to be the best way to demonstrate that an effective quality management system is in place within the company. The majority of the companies are willing to consider some form of open sharing of self-inspection reports with regulatory inspectors in order to demonstrate that an effective quality management system is in place. The survey identi-fied a need for further regulatory guidance and recommendation in the area of the reduced regulatory oversight, as envisaged by ICH Q8, Q9, and Q10.
REFERENCES 1. EudraLex, GMP Directive 2003/94/EU, Good Manufacturing Practice
(GMP) Guidelines, Vol. 4, Part I-Basic Requirements for Medicinal Prod-
ucts, Chapter 9-Self-inspection. Retrieved from: http://ec.europa.eu/enter-
prise/sectors/pharmaceuticals/files/eudralex/vol-4/pdfs-en/cap9_en.pdf.
2. ICH Q10 Pharmaceutical Quality System, 2008.
3. O’Donnell K., “Self-Inspection and its Potential Benefits via ICH Q9,” Jour-
nal of GXP Compliance, Summer 2008, Vol.12 No. 4.
4. ICH, Q9 Quality Risk Management, 2005.
5. ISO 31000 Risk Management—Principles and Guidelines, First Edition, No-
vember 13, 2009.
6. ISO 31010 Risk Management–Risk Assessment Techniques, first edition,
2009-12-01.
7. Wealleans D., The Quality Audit for ISO 9001:2000: A Practical Guide, 2nd
edition, Gower Publishing, 2005.
8. ISO 9001 Quality Management System—Requirements, Third Edition, De-
cember 15, 2000.
9. ISO 9004 Quality Management Systems—Guidelines for Performance Improve-
ments, Second Edition December 15, 2000. GXP
ARTICLE ACRONYM LISTINGALARP As Low As Reasonably PracticableFMEA Failure Mode and Effects AnalysisFTA Fault Tree AnalysisGMP Good Manufacturing PracticeHACCP Hazard Analysis and Critical Control PointsHAZOP Hazard Operability AnalysisICH International Conference on HarmonisationIMB Irish Medicines Board ISO International Organization for StandardizationQP Qualified PersonQRM Quality Risk ManagementSMART Specific, Measurable, Attainable, Relevant, Time-SpecificSWIFT Structured “What-If” TechniqueTOC Total Organic Carbon
ABOUT THE AUTHORBarbara Jeroncic has worked in the pharmaceutical industry for several years in different roles, including working in quality departments. She may be reached by e-mail at [email protected].
Originally published in the Summer 2011 issue of Journal of GXP Compliance

Paul L. Pluta and Troy Fugate
32 Special edition: A Roadmap to GMP Compliance Part 2
Welcome to “Effective GMP.”This column discusses specific GMP topics useful to practitioners in compliance
and validation. We intend this column to be a useful resource for daily work ap-plications. The primary objective for this column: Useful information.
The many and varied aspects of GMP, requirements for compliance, and the ramifications of lack of compliance make addressing GMP topics a critical objective for this journal. Recent guidelines have addressed quality systems and risk analysis. These concepts will define the general approach to GMP compliance in the 21st century. The key word describing our objective for this column is “effective.” Compliance professionals must accomplish the goals and requirements of GMP without excesses or waste—the cost of compliance is an important consideration. Understanding and prioritizing the most critical elements of the various aspects of GMP is fundamental to a successful organization.
“Effective GMP” addresses GMP topics with these challenges in mind. We intend to present various GMP topics clearly and in a meaningful way so that our readers will be able to understand and apply the principles discussed.
Reader comments, questions, and suggestions are needed to help us fulfill our objective for this column. Please send your comments and suggestions to column coordinator Troy Fugate at [email protected] or coordinating editor Susan Haigney at [email protected].
INTRODUCTIONThe cornerstone of compliant operations in a US Food and Drug Adminis-tration-regulated industry is properly trained personnel who successfully perform their day-to-day functions according to approved procedures. Training of personnel is a key element supporting successful performance. Training that is well designed, conducted efficiently, and monitored for effectiveness is fundamental to success. Prioritized and cost-effective train-ing is especially important for obtaining support by senior management. Senior management support is critically important in regards to personnel, time, and resources allotted for training.
Training should be established in a manner that works for each particular firm. No one program fits all, so these guidelines should be evaluated and implemented in a manner to ensure success for the specific organization.
DISCUSSIONThe following key considerations are necessary to accomplish effective training:
•Trainingpolicy,standards,andproceduresdocumented•Trainingprocessstrategyandapproachdefined•Principlesofadultlearningtheoryconsidered•Trainingneedsanalyzedandprioritizedbyriskanalysis•Collaborationofaffectedgroupswithdefinedresponsibilitiesand
requirements for each group •Traineesandtheirorganizationsare“customers”oftraining•Trainingappropriatefortask•Trainingmaterialsandmethodsappropriateandeffective•Qualifiedtrainingpersonnel
Effective TrainingPaul L. Pluta and Troy Fugate
ICH
WHO
EMEA
GHTF
API
Quality systems
Change control
Deviations
Maintenance
C A L I B R A T I O N
Valid
atio
n
Veri�cation
Product compliants
Risk analysis
FMEA
Variation
Design space
QbDQbR
Critical p
rocess
para
mete
rs
Critical q
ualit
y att
rib
ute
s
Process designIQ
PQ
Trainings
. st
eW
ar
t

Paul L. Pluta and Troy Fugate
Special edition: A Roadmap to GMP Compliance Part 2 33
•Trainingperformance•Trainingeffectivenessmonitoringand
maintenance•Changetrainingifneeded•Trainingdocumentation•Efficientandcost-effectivetraining•Seniormanagementsupporttraining.
Training Policy, Standards, And Procedures DocumentedThe organizational training program from high level policy documents through working level procedures should be documented. High-level documents should include guiding principles and objectives as well as compliance with relevant regulatory (FDA, Occupation-al Safety and Health Administration, etc.) guidelines. Training standards, including required documentation, metrics, trainer qualifications, change control, etc., should also be specified. Training on working level pro-cedures must be compliant with all high level policies and standards. A consistent and repeatable approach to training throughout all organization sites is desir-able. All training process documents should be timely maintained and be readily available.
Training Process Strategy And Approach DefinedThe working level strategy and approach to training should comprise a three-part sequence as follows:
•Trainingdevelopmentincludingtaskanalysis,design, development, evaluation, trials, correction, and so on
•Trainingofpersonnelusingdevelopedmethodsandfacilitated by qualified trainers
•Maintenanceandmonitoring,includingchangesand improvements as indicated by performance evaluation.
Principles Of Adult Learning Theory ConsideredTraining management and responsible personnel must consider principles of adult learning theory in develop-ment of training. The training of adults has specific considerations, and these must be known and taken into account in order to develop effective training for an adult audience.
Training Analyzed And Prioritized by Risk AnalysisRisk analysis should be conducted to ensure that the level and extent of training conducted is appropriate and commensurate with the criticality and complexity of the task performed. The more critical and complex the task (e.g., aseptic manufacturing), the greater the time and effort required in training.
Collaboration Of Affected Groups Training must be a collaborative effort between affected groups. Affected groups are the organizational func-
tion, the training function, and the trainees. Each of the affected groups provides input to the training process and has the following requirements, responsibilities, and needs:
•Organization function. The organization func-tion requires trainees to be able to perform required tasks. The organization function must commu-nicate clear expectations for trained personnel to the training function. The organization function is the customer of the training group. Tasks to be performed must be clearly identified. Appropriate training (e.g., classroom, demonstration, on-the-job [OJT], etc.) should be recommended.
•Training function. The training group requires clear training expectations from the organization function. The training group requires resources and time to accomplish the expectations of the op-erations function. The training group is responsible for development of training materials and methods, and for qualified trainers to perform training. Mem-bers of other organizations may serve in training function (i.e., experienced operators may serve as OJT trainers).
•Trainee. Trainees should be able to perform required tasks after training is completed. Trainees require efficient use of their time and useful training materials and methods. Trainees must provide effort and dedi-cation to the training program and must be appropri-ately engaged in the training process.
Trainees And Their Organizations Are Customers Of TrainingThe training group should approach their responsibil-ity as if the trainees and their organizations are the customers of training. Training must be effective (i.e., the training function must do a good job) as evaluated by the trainees and their organizations.
Training Appropriate For TaskTask analysis should be performed to determine the discrete steps of a procedure that will ensure acceptable job performance. Task analysis evaluates the organiza-tion, facility, employee, and specific task (1).
Training Materials And Effective MethodsTraining materials and methods must be carefully designed and developed. Subject matter experts must be available and approve training materials as needed. Training must be appropriate to the task and level of training required. Depending on the task analysis, training may be classroom training or OJT training (2). After the training material has been developed, trial runs should be conducted to evaluate the developed module before full implementation and routine usage (3).
Qualified Training Personnel

Paul L. Pluta and Troy Fugate
34 Special edition: A Roadmap to GMP Compliance Part 2
Trainers must be qualified regarding basic knowledge, experience, communication skills, and interactive skills. Trainers must be appropriate for the situation (i.e., OJT trainer must be skilled and experienced in the activity they facilitate), as well as have the ability to communi-cate their expertise. The approach and effort expended to qualify trainers should be analogous to that for quali-fication of equipment and facilities (4).
Training PerformanceTraining must be conducted with well developed materials and methods by qualified trainers. Person-nel should ideally be trained in their native language, either by procedures written in their native language or by trainers fluent in their native language. Training proficiency should be assessed (5).
Training Effectiveness Monitoring And MaintenanceEffectiveness should be monitored long term. Modifica-tions in training materials should be implemented as indicated by trained personnel performance. For exam-ple, after observation of trained personnel performance, certain aspects of training may need greater emphasis. Remedial training should be conducted as appropriate. The 2008 FDA process validation draft guidance recom-mends tracking of operator errors to measure the quality of the training program (6).
Change Training If NeededIf monitoring indicates the need to modify the training, do so as soon as possible. Failing to react quickly hurts the organization, violates the principles and objectives of the training effort, and damages the reputation of the training group.
Training DocumentationAll aspects of training must be documented (7). Docu-mentation must consider the needs of the organization (i.e., trained personnel documentation), as well as the likelihood of audit by internal groups and outside regula-tory agencies.
Efficient And Cost-Effective TrainingAny waste associated with training must be minimized. Senior management will not support training that is not efficient and cost-effective.
Senior Management SupportSenior management requires personnel to be able to per-form required tasks through cost-effective and compliant training programs. Senior management must provide resources, time, and personnel to the training function to accomplish training. Senior management should demonstrate leadership in support of training. Resourc-es, cost, and time must not limit the training function. The tangible support of senior management is critical to
the success of the training function.
CONCLUSIONSThis discussion addresses key elements of training in support of current good manufacturing practice compliance. Although training is a required activity, it should also be subjected to cost and benefit analysis. It is a cost to the organization insofar as it uses resources that could be applied elsewhere. Training should be conducted efficiently, effectively, and appropriately to reduce costs and increase benefits. Use of risk analysis is recommended to appropriately prioritize training efforts.
In brief, key elements of training involve the orga-nization; strategy and approach of the training group; collaboration of affected organizational groups; devel-opment of training materials, methods, and trainers; training performance, monitoring and maintenance; documentation; and senior management support of the training effort. The support of senior management in personnel, time, and resources is critical to the success of the training function.
ACKNOWLEDGMENTThe authors thank Gordon Welty for helpful discus-sion and comments.
FUTURE COLUMNSFuture discussions of “Effective GMP” will address topics such as material storage, documentation practices, contract services, batch record review, and other topics. Suggestions for future discussion topics or questions to be addressed are requested from the readers. Please send suggestions to column coordi-nator Troy Fugate at [email protected] or coordinating editor Susan Haigney at [email protected].
REFERENCES1. Welty, Gordon, “Strategy and Tactics of Task Analysis,” Journal of
GXP Compliance, Volume 11, #3, April 2007.
2. Welty, Gordon, “The ‘Design’ Phase of the ADDIE Model,” Jour-
nal of GXP Compliance, Volume 11, #4, July 2007.
3. Welty, Gordon, “Strategy and Tactics for Pilot Implementation
in the ADDIE Model,” Journal of GXP Compliance, Volume 12, #2,
January 2008.
4. Ross, Malcolm, Journal of GXP Compliance, Volume 13, #1, Win-
ter 2009.
5. Welty, Gordon, “Developing Assessments of Trainee Proficiency,”
Journal of GXP Compliance, Volume 12, #1, October 2007.
6. FDA, Process Validation: General Principles and Practices, Draft
Guidance, November 2008.
7. Welty, Gordon, “Strategy and Tactics of Training Recordkeeping,”
Journal of GXP Compliance, Volume 12, #3, Spring 2008. GXP

Paul L. Pluta and Troy Fugate
Special edition: A Roadmap to GMP Compliance Part 2 35
ARTICLE ACRONYM LISTINGFDA US Food and Drug AdministrationGMP Good Manufacturing PracticeOJT On-the-Job Training
ABOUT THE AUTHORSPaul L. Pluta, Ph.D., has more than 30 years of pharmaceutical industry experience and is the editor-in-chief of the Journal of GXP Compliance and the Journal of Validation Technology. He can be reached by e-mail at [email protected].
Troy Fugate is the vice president of Compliance Insight, Inc. Troy works with companies regionally and worldwide in the pharmaceu-tical and biotechnology industries in the fields of compliance and quality assurance. His consulting realm includes parenteral, tablet, capsule, oral liquid, nutraceutical, device, diagnostic, and API regula-tion compliance. Troy’s primary strengths are quality assurance activities with emphasis in quality systems, risk assessment, and systemic audits. Troy can be reached by e-mail at [email protected].
Originally published in the Summer 2009 issue of Journal of GXP Compliance

Gordon Welty
36 Special edition: A Roadmap to GMP Compliance Part 2
“Effective GMP” discusses specific good manufacturing practice topics useful to practitioners in compliance and validation. We intend this column to be a useful resource for daily work applications. The primary objective for this column: Useful information.
Reader comments, questions, and suggestions are needed to help us fulfill our objective for this column. Please send your comments and suggestions to column coordinator Troy Fugate at [email protected] or journal coordinating edi-tor Susan Haigney at [email protected].
KEY POINTSThe following key points are discussed in this article:
•What are the principles of adult learning?•Adults learn differently than children•It is important to determine whether employees have really learned•It is also important to determine whether employees remember the con-
tent of their training•Do adults learn differently as they age?•A program logic model (PLM) provides a systematic way to manage
training•Adult learning principles can be applied to an organization’s training
programs.
INTRODUCTIONA previous issue of “Effective GMP” (Journal of GXP Compliance, Summer 2009, Volume 13, Number 3) identifies and briefly discusses the follow-ing key points that should be considered in management of a GXP training program:
•Training policy, standards, and procedures documented•Training process strategy and approach defined•Principles of adult learning theory considered•Training needs analyzed and prioritized
by risk analysis•Collaboration of affected groups
with defined responsibilities and requirements for each group
•Trainees and their organizations are “customers” of training
•Training appropriate for task•Training materials and methods
appropriate and effective•Qualified training personnel•Training performance•Training effectiveness monitoring
and maintenance•Change training if needed
Effective Training Reader Q&A—What Are Adult Learning Principles?Gordon Welty
ICH
WHO
EMEA
GHTF
API
Quality systems
Change control
Deviations
Maintenance
C A L I B R A T I O N
Valid
atio
n
Veri�cation
Product compliants
Risk analysis
FMEA
Variation
Design space
QbDQbR
Critical p
rocess
para
mete
rs
Critical q
ualit
y att
rib
ute
s
Process designIQ
PQ
Training
s. s
te
Wa
rt

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 37
•Training documentation•Efficient and cost-effective training•Senior management support training.
Reader QuestionsThe editors of the Journal of GXP Compliance have received many positive comments regarding “Effective Training” including questions about the principles of adult learning. The comments and questions of readers have been consolidated in the following seven ques-tions. Discussion of these questions follows. Each of the discussions contains information that has important implications for learning. These concepts should be considered in training programs to make organizational learning sessions as effective as possible. Questions discussed are as follows:
•What is adult learning theory?•Do adults learn differently than children?•How can we tell if employees
have really learned?•How can we tell if employees will
remember the training?•Do adults learn differently as they age—
should an adult at age 25 be trained differently than an adult at age 55?
•Is there a single best learning style for training?•How can adult learning principles be applied
to an organization’s training programs?
WHAT IS ADULT LEARNING THEORY?Adult learning theory and practice became increasingly well known in the United States during the 20th centu-ry. There were a number of reasons for this. Industrial-ization resulted in substantial demands for training and continuing education of adults, those who had already completed their elementary and secondary education. These demands were increased by the development of the science-based industries such as the pharmaceuti-cal and biopharm industries. Adult education became systematized and then professionalized, foregrounding a series of adult learning principles.
Eduard C. Lindeman (1885-1953) was a proponent of this development in the US (1). During the 1920s, Lindeman proposed a set of adult learning principles (see Table I).
Implications For TrainingPersons responsible for organizational training programs must evaluate the groups they are training to most effec-tively conduct training. Consider the following:
•Is this training for new hires or repeat training for people who have been doing the job for 20 years?
•Will the trainees be doing this work for one week and then be released, or will they be doing this work for an
extended period—like one year?•What are the perspectives of the individuals
to be trained? Are they highly educated and experienced pharmaceutical scientists or newly hired workers without any background in the industry?
Each of these questions suggests differences in motiva-tion, orientation to learn, experience, self-direction, and individuality—any of which may greatly impact the ef-fectiveness of training. Training programs use the word “training.” Perhaps they should be termed “learning” to better focus on their true objective—learning.
DO ADULTS LEARN DIFFERENTLY THAN CHILDREN?It is a principle of adult learning theory that adults learn differently than children. Indeed, the term “pedagogy” derives from the Greek paidagögós, meaning a (male) child’s tutor. Pedagogy literally means the teaching of children. Malcolm S. Knowles (1913-1997) became a prominent spokesperson for adult education and training after World War II, following the lead of Lindeman and others such as Carl R. Rogers (1902–1987) (2). Influ-enced by a Yugoslavian adult educator Dusan Savicevic, Knowles began to use the term “andragogy” to mean the teaching of adults (3).
Knowles stressed the difference between the education and training of children (pedagogy) and the education and training of adults (andragogy) (4). He argued that there are a number of dimensions along which adult learning differs from that of children (5). These include self-concept, experience, readiness to learn, orientation to learning, and motivation to learn (see Table II).
The similarities and differences between Lindeman’s adult learning principles and those of Knowles are clear. For instance, an important similarity of the two is the focus on the experiential base for adult learning. A point of major difference is Knowles’ stress on vocational learn-ing, a focus that Lindeman did not share (6).
Implications For Training
TABLE I: Lindeman’s principles of adult learning.
Motivation As adults experience needs and interests that can be satis-fied through learning, they are motivated to learn
Orientation to learn Adults have a life-centric orientation to learning
Experiential base The richest source for adult learning is experience
Self-direction Adults need to be self-directed
Individual differences Individual differences increase with age

Gordon Welty
38 Special edition: A Roadmap to GMP Compliance Part 2
The implications of Knowles’ principles for training are also clear (7). There are two implications that should especially be stressed. The training process should recognize and utilize the independence of the trainee as a self-directed person (8) and the trainee’s experiential base.
The author of the training materials should develop the materials to engage the trainee as a self-directed person, as well as to utilize the experiential base that the trainee brings to the training situation. This means, for example, that a supervisor reading a procedure to an audience of trainees is a poor approach to training—it implies that the trainees are not adults and that they can-not read for themselves. Better the trainees to have the opportunity to read over the procedure a day or two in advance and then use the training session to discuss the implications of the procedure for the trainees’ workplace activities.
Likewise the author of the assessment materials should develop a pre-test to assess the trainee’s actual experiential base so that it can be brought into the training situation in a systematic fashion. Technical training is a response to some performance gap on the part of employees. No gap means no training is needed. Requiring employees to participate in unneeded train-ing has a negative effect on the organization’s bottom line. Let the employee “test out” of a proposed training session. Testing out is a cheaper, better, and faster way for the organization to meet its training requirements. The organization can devote the training resources that would have otherwise been utilized to put this employee in this training session to a better purpose.
The trainer should facilitate the trainee’s engagement in the training session by utilizing the trainee’s experien-tial base whenever possible.
HOW CAN WE TELL IF EMPLOYEES HAVE REALLY LEARNED?The best way to address this question is to begin by acknowledging the complexity of the issue. There are a number of dimensions of learning; there are several kinds of memory; there are multiple environmental and cultural factors; and there are methodological differences between various studies of learning across the lifecycle (9). All these bear on an answer to the question.
Dimensions Of LearningIn the 1950s, in a series of publications called the Tax-onomy of Educational Objectives, Benjamin Bloom (1913-1999) and his colleagues distinguished three domains of learning: cognitive, affective, and psychomotor (10). Within each domain are several categories. For instance, within the cognitive domain are the categories of knowl-edge, comprehension, application, analysis, synthesis, and evaluation (11). These categories are ordered: to know a fact (i.e., recall or recognition) precedes compre-
hending that fact, etc. Within the affective domain are the categories of receiving inputs, responding to inputs, valuing inputs, organizing values, and internalizing values. These categories are also ordered: to receive an input (phenomenon) precedes responding to that input, which in turn precedes valuing that input, etc.
In the late 1990s, two of Bloom’s colleagues, Lorin W. Anderson and David R. Krathwohl, coordinated a revi-sion of the taxonomy of the cognitive domain, analyzing the domain in terms of two dimensions. These are the knowledge dimension and the process dimension.
The knowledge dimension has four categories: factual knowledge, conceptual knowledge, procedural knowl-edge, and meta-cognitive knowledge (12). These are all nouns.
The process dimension has six categories: remember-ing, understanding, applying, analyzing, evaluating, and creating. These are all verbs. Like Bloom’s earlier categories, these categories are ordered (13).
This permits the development of a taxonomy table that facilitates the development of behavioral objectives (see Table III).
The appropriate cell in this table is identified for each training objective. For example, a behavioral objec-tive for equipment cleaning might be “At the end of this training session, the trainee will be able to identify any visible residue that remains on the equipment.” Every behavioral objective situates its assessment of trainee proficiency with the phrase “At the end (i.e., time) of this training session (i.e., place) the trainee (i.e., the perform-er) will be able to…” The remainder of the sentence is specific to this particular behavioral objective. The term “identify” refers to the process category remembering, specifically to the sub-category recognizing. The phrase “visible residue that remains” refers to the knowledge category factual, specifically to the sub-category specific detail. The factual condition is a lack of cleanliness on the equipment. When the training has been successful, trainees will demonstrate that success by recognizing the factual condition that there is a visible residue on the equipment (should one exist) and identifying the residue as such to the trainer.
This analytical approach to the development of be-havioral objectives ensures that they not only articulate with the operational process that is being trained to (in this case, the cleaning process), but the structure of adult learning theory as well.
Leaving aside for a moment the domains of affective learning and skills acquisition (psychomotor learning), it is clear that there is a complex set of dimensions of learning that must be considered if one tries to answer the question about variation in cognitive learning over time during adulthood. Which aspects of learning will be measured to determine if there is a change in learning over the adult lifecycle?

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 39
HOW CAN WE TELL IF EMPLOYEES WILL REMEMBER THE TRAINING?Even though we do a good job of presenting training, how can we know that the trainees will remember the training and use the training when they do their jobs? This leads to a discussion of the dimensions of memory.
Dimensions Of MemoryTurning from the complexities of the learning domains, the processes of memory are just as complex (see Figure 1). The supposition that there exists a unitary memory has been abandoned decades ago in favor of the concept of the fractionation of memory (14). Different kinds of memory involve different systems within the brain (15).
Short-Term Memory. Alan D. Baddeley and his colleagues have proposed a multi-component system of short-term or working memory. This model proposes an attentional control element, supported by phonological and visuospatial perceptual systems (16). It has become the dominant conception in the field of short-term memory studies. This is clearly a complex construct made up of multiple dimensions.
Long-Term Memory. Turning then to long-term memory, it is comprised of two elements: the procedural and the declarative memory systems. As Eric R. Kandel has put it, “Procedural and declarative memory differ dramatically. They use a different logic (unconscious versus conscious recall) and they are stored in different areas of the brain” (17).
Procedural memory is an implicit form of memory, whereby performances can be elicited without conscious thought. The procedural memory system is related to a skill, such as motor or cognitive performance; an example would be operating a hi-lift pallet truck in a warehouse. Within procedural memory, the priming system involves increased sensitivity to stimuli due to previous experience, which occurs outside of conscious awareness. Classical conditioning involves two events, repeatedly occurring close together in time, producing the same response, again outside of awareness. Habitu-ation involves a decrease in response to a stimulus when the stimulus is repeatedly presented.
Declarative (including episodic and semantic) memo-ry, by contrast, is an explicit form of memory, where facts are stored and can be recalled and “declared.” Within declarative memory, the episodic memory system is re-lated to the location or time of a personally experienced event; an example would be the content of a particular training event that this trainee attended. Within declara-tive memory, the semantic memory system is related to facts that are not based on any personal recollection of episodic memory. An example would be identifying a major pharmaceutical company that has been subject to merger and acquisition within the past three years.
Hence, long-term memory is also a complex construct made up of multiple dimensions. It is not possible to do
more here than sketch the implications of these complex-ities—of learning domains, of short-term and long-term memory—for the study of variation of learning across the lifecycle.
DO ADULTS LEARN DIFFERENTLY AS THEY AGE? Should an adult at age 25 be trained differently than an adult at age 55? This leads to another question: do adults learn differently as they age—for example, an adult at age 25 vs. an adult at age 55?
One of the major research projects addressing the relationship between aging and learning is the Seattle Longitudinal Study. This study began in 1956, under the direction of Klaus Warner Schaie (18). It is a longi-tudinal study of five mental abilities: verbal meaning, spatial orientation, inductive reasoning, numeric ability, and word fluency (see Table IV). This study provides evidence that there is little or no significant decline in these abilities during normal aging until the mid-to-late sixties, and this decline is slow until the eighties (19).
There are further studies that bear on the question. Verhaeghen’s meta-analysis of the relationship between aging and vocabulary scores in 210 articles found substantial and positive age effect in vocabulary scores between younger adults (study level mean age 21 years) and older adults (study level mean age 70 years) (20).
In Michael Rönnlund and his colleagues’ Betula study, longitudinal and cross-sectional data from large-scale representative samples revealed a decline in declarative memory performance after age 60, especially in episodic memory. However, no episodic decline was apparent before that age, and semantic memory tended to improve up to about age 60 (21).
Bopp and Verhaeghen’s meta-analysis of the rela-
TABLE II: Dimensions of Andragogy vs. Pedagogy.
Self-concept The maturing person’s self concept moves from one of being a depen-dent personality toward one of being a self-directed human being
Experience The maturing person accumulates a grow-ing reservoir of experience that becomes an increasing resource for learning
Readiness to learn
The maturing person’s readiness to learn becomes oriented increasingly to the developmental tasks of his social roles
Orientation to learning
The maturing person’s time perspective changes from one of postponed application of knowledge to immediacy of application, and accordingly the orientation toward learning shifts from one of subject-cen-teredness to one of problem centeredness
Motivation to learn
As a person matures, the motiva-tion to learn is internal

Gordon Welty
40 Special edition: A Roadmap to GMP Compliance Part 2
tionship between aging and verbal memory span in 123 published studies found significant differences in memory span between younger adults (study level mean age 21 years) and older adults (study level mean age 70 years) (22).
Thus the question initially posed (whether adults learn differently as they age—between age 25 and age 55) could be answered with somewhat more confidence if it were rephrased to be between age 21 and age 70. Even if the question were rephrased, however, the complexities remain.
Implications For TrainingIf there is little or no decline in mental abilities, then the training content and delivery does not need to be revised to accommodate employees of various ages. The trainer should be specifically aware of the difference between the trainability of a particular employee and the expe-riential base that employee is bringing to the training situation. The fact that the employee, of whatever age, does not find the training content compelling may mean that the trainer must attend more carefully to change management issues around this standard operating pro-cedure (SOP) or the training being conducted.
IS THERE A SINGLE BEST LEARNING STYLE FOR TRAINING?This question leads to a discussion of learning styles and models of learning styles. A learning style is a habitual method a person tends to employ when acquiring knowledge, attitudes, or skills (23). There are numer-ous models of learning styles. These models are usually analyzed in terms of a continuum that ranges from a conception of fixed learning styles to a conception of flexible learning styles. An early example of such analysis is Lynn Curry’s “Onion Model” (Figure 2) that literally used the image of an onion to show the range of models of learning styles from models that highlight cognitive personality style (the most fixed), through those that highlight information processing style, to those that highlight instructional preferences (the most flexible) (24).
Another use of a continuum to analyze the range of models of learning styles is found in Learning Styles and Pedagogy in Post-16 Learning: A Systematic and Critical
Review (25). This comprehensive review of the various models identified five “families of learning styles,” located along a continuum as follows (see Table V).
One of the major models of learning styles is the VAK modalities model of Rita Dunn and Kenneth Dunn, based on the visual, auditory, and kinesthetic (VAK) modalities of sense perception. Frank Coffield and his colleagues located this model in the “Constitutionally-based” fam-ily of learning styles. The Dunn model (see Table VI) employs more than 20 variables, including environmental variables (e.g., seating design), emotionality variables (e.g., motivation), social factors (e.g., group structure), as well as perceptual preferences (e.g., the VAK modalities) (26).
Thus learning styles cannot be reduced to the single dimension of modalities of sense perception. Moreover, the several modalities are not ordered—in particular, the kinesthetic modality does not dominate the other two.
Another model of learning styles that may prove par-ticularly relevant to GXP training is the Felder-Silverman model, the Index of Learning Styles (ILS). The ILS model was specifically oriented to chemical engineering audi-ences. This model has four dimensions or continua: sens-ing and intuition, visual and verbal, active and reflective, and sequential and global (27). The development of this model was influenced by several other models (see Table VII).
The ILS has been the object of a number of validity and reliability studies (28). In the Felder-Silverman model, it is clear that sensory modalities are one dimension of learning styles, and active/reflective learning is another (presumably orthogonal) dimension. Thus seeing, hearing, and touching are sensory modalities with a trainee tending towards one or the other as learning style. Whether the trainee also tends toward a more active, engaged learning style, or remains with a more reflective style, is quite a different issue. Whether performance on either dimension relates to trainee proficiency is open to question. As Felder and Brent have put it “What is needed is solid evidence that either supports or refutes claims of the effectiveness of those methods in achieving the desired outcomes” (29).
Implications For TrainingIt is possible to draw several implications for training
TABLE III: Taxonomy table for cognitive domain (2001).
Categories of knowledgeCategories of process
Remembering Understanding Applying Analyzing Evaluating Creating
Factual
Conceptual
Procedural
Meta-cognitive

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 41
from the ILS and the study of learning styles. The fol-lowing paraphrase Felder and Spurlin (30):
•The ILS (or any other instrument) can provide guidance to trainers on the diversity of learning styles within their training sessions. They can ori-ent the training accordingly.
•The ILS (or any other instrument) can help instruc-tional designers create courseware that addresses the learning needs of all of the trainees.
•The ILS (or any other instrument) can give individual trainees insights into their possible learning strengths and weaknesses. They can then strengthen weaker areas, if they so decide.
•Learning styles reflect the trainee’s preferences; they are not infallible indicators of a trainee’s strengths or weaknesses in either the preferred or the less preferred categories of a dimension.
•Learning styles (as measured with the ILS or any other instrument) should never be used to predict trainee performance, or to draw inferences about what trainees are and are not capable of doing.
HOW CAN ADULT LEARNING PRINCIPLES BE APPLIED TO AN ORGANIZATION’S TRAINING PROGRAMS?The discussion has addressed the principles of adult learning and its ramifications to organization training programs. How are these principles of adult learning integrated into an organization’s training program?
Program Logic ModelAn adult learning program such as a GXP training program can be described in terms of a program logic model (31). Such a model includes the following:
•Input variables, a set of qualitative or quantita-tive variables that describe the initial state of the program (i.e., trainees and their level of task proficiency)
•Program preconditions, relatively invariant pro-gram elements without which the program could not exist (e.g., training budget, facilities, etc.)
•Program process, a set of program elements that act upon the variables and transform the initial program states into terminal program states
•Output variables, the set of variables descriptive of intended program change as well as a record of the terminal state of the program
•Program objectives, which represent the stan-dards against which program performance is to be compared (see Table VIII).
For example, consider a training program for the sani-tizing of controlled areas. The trainee measures could be proficiency in reducing the level of microbial contami-nants in the controlled area. The input criteria for this
measure would be trainee lack of proficiency in sanitiz-ing activities and environmental monitoring (EM) data indicating unacceptably high levels of microbial con-taminants. These criteria identify the “gap,” mentioned earlier, that is the trigger for technical training.
The preconditions include the trainee qualifications to participate in the sanitization training, the trainer’s quali-fications, and the availability of the requisite time, place, and materials (e.g., sanitizing agent, yarn mops, personal protective equipment, etc.)
Under process, the trainer activities would include conveying the training content to the trainees in the familiar steps of structured on-the-job training: describe, show, invite trainee’s practice, invite performance, and assess proficiency. Trainee activities could include using the double bucket method, preparing the sanitiz-ing agent, using the appropriate personal protective equipment, etc. Process criteria, for example, include the specific sanitizing agent and solution, Nitrile gloves, etc. They also include criteria for trainer activities such as conformity with familiar adult learning principles as noted—recognizing the independence of the self-directed trainee as well as the trainee’s experiential base, and so forth. In particular, the trainer must not read the sanitization SOP to the trainees.
Finally, under outputs, the criteria include the assess-ment session wherein the trainee demonstrates profi-ciency in sanitizing activities and EM data that now fall within acceptable limits.
This illustrates how adult-learning principles can sys-tematically fit into a GXP training program and serve to improve the delivery of the training content by directing the trainer’s activities during the session.
CONCLUSIONSSeveral points are clear from this discussion. Persons responsible for organizational training programs must assess the groups they are training to most effectively
Classicalconditioning
PrimingEpisodicSemantic
Procedural(Implicit)
Declarative(Explicit)
Short Term Long Term
Memory
Habituation
Figure 1:Memory.

Gordon Welty
42 Special edition: A Roadmap to GMP Compliance Part 2
conduct training. There are many differences among employees that can impact the effectiveness of training, and they should be taken into account to make training be as effective as possible.
The training process should recognize and utilize the independence of the trainee as a self-directed person, and consider the trainee’s experiential base. The training materials should engage the trainee as a self-directed person, as well as utilize the experiential base that the trainee brings to the training situation. Likewise the as-sessment materials should include a pre-test to assess the trainee’s actual experiential base so that it can be brought into the training situation in a systematic fashion. The trainee should be engaged in the training session when-ever possible by drawing upon the trainee’s experiential base.
The evidence regarding trainability of adults at various stages of the lifecycle is quite complex, but the argument can be made that there is little or no signifi-cant decline in ability during normal aging until the mid-to-late sixties, and this decline is slow until the eighties.
The study of learning styles has several implications for training. A measure of learning styles can provide evidence on the diversity of learning styles among em-ployees, as follows:
•Instructional designers can develop courseware that addresses the learning needs of all of the trainees
•Trainers can orient the training appropriately•Individual trainees can gain insight into their
learning strengths and weaknesses, and they may strengthen weaker areas, if they so decide.
Learning styles are not infallible indicators of a trainee’s strengths or weaknesses in either the preferred or the less preferred categories of a dimension. Learning styles, however assessed, should never be used to predict trainee performance or to draw inferences about what trainees are and are not capable of doing.
Adult learning theory and practice can demonstrably improve an organization’s training activities and should be carefully reviewed by both training staff and line management to make training and learning as effective as possible.
REFERENCES1. Eduard C. Lindeman, The Meaning of Adult Education, NY: New
Republic, 1926. On Lindeman’s adult learning principles, see
also Malcolm S. Knowles, Elwood F. Holton, III, and Richard
A. Swanson, The Adult Learner: The Definitive Classic in Adult
Education and Human Resource Development, Burlington, MA:
Elsevier, 2005, 6th ed., pp. 39-40. See also Jay Thornton and
James C. Fisher “Eduard Lindeman’s Challenge to Adult Educa-
tion,” Proceedings of the 13th Annual Midwest Research-to-Practice
Conference in Adult, Continuing and Community Education, Larry
Martin (ed.), Milwaukee, WI, October 13-15, 1994, pp. 198-
203.
2. On Lindeman, see Malcolm S. Knowles, The Making of an Adult
Educator, San Francisco: Jossey-Bass, 1989, p. 8. On Rogers,
see Dennis L. Boyer, “Malcolm Knowles and Carl Rogers,”
Lifelong Learning, Vol. 7, No. 4, Jan 1984, pp. 17-20; Carl Rog-
ers, “To Facilitate Learning,” Innovations for Time to Teach, Mal
Provus (ed.),Washington, DC: National Education Association,
1966, pp. 4-19; and Carl Rogers, “The Interpersonal Relation-
ship in the Facilitation of Learning,” Humanizing Education,
Robert Leeper (ed), Alexandria, VA: Association for Supervi-
sion and Curriculum Development, 1967, pp. 1-18.
3. Malcolm S. Knowles, The Making of an Adult Educator, San Fran-
cisco: Jossey-Bass, 1989, p. 79. See also Dusan Savicevic, Adult
Education, NY: Peter Lang, 1999.
4. Malcolm S. Knowles, The Modern Practice of Adult Education:
Andragogy versus Pedagogy, Englewood Cliffs, NJ: Prentice Hall,
1970.
5. See Malcolm S. Knowles et al., Andragogy in Action. Applying
Modern Principles of Adult Education, San Francisco: Jossey
Bass, 1984, p. 12. The precise number has varying accounts;
David M. Kaufman “Applying Educational Theory in Practice,”
British Medical Journal, Vol. 25, No.326 (7382), Jan. 2003, pp.
213–216, holds that Knowles had seven principles. Sally S.
Russell, “An Overview of Adult-Learning Processes,” Urologic
Nursing, Vol. 26, No. 5, Oct. 2006, p. 349-350, indicates that
Knowles had six.
6. See James C. Fisher and Ronald L. Podeschi, “From Lindeman
to Knowles: A Change in Vision,” International Journal of Lifelong
Education, Vol. 8, No.4, Oct.-Dec. 1989, pp. 345-353.
7. Knowles addressed the topic of training directly; see his
“Where does Training Fit into the Adult Education Field,”
Training and Development Journal, Vol. 33, No. 12, Dec. 1979,
pp. 40-42; also Timothy G Hatcher, “An Interview with Mal-
colm Knowles,” Training & Development, Feb. 1997.
8. D. Randy Garrison, “Self-Directed Learning: Toward a Com-
prehensive Model,” Adult Education Quarterly, Vol. 48, No. 1,
Fall 1997, pp. 18-33.
TABLE IV: Dimensions of the Seattle Longitudinal study.
Verbal meaning The ability to understand ideas as expressed in words
Spatial orientation The ability to visualize, manipu-late, and perceive connec-tions among objects
Inductive reasoning The ability to recognize or make sense of new concepts and the ability to ana-lyze and solve problems and situations
Numeric ability This refers to understanding numbers and figures and the speed and accuracy with which a person can solve numerical problems
Word fluency This is the ability to recall words in writing and speech.

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 43
9. Some of the methodological issues are reviewed in Christopher
Hertzog and John R. Nesselroade, “Assessing Psychological
Change in Adulthood: An Overview of Methodological Issues,”
Psychology and Aging, Vol. 18, No. 4, 2003, pp. 639-657.
10. See David R. Krathwohl and Lorin W. Anderson, “Bloom’s Tax-
onomy,” Psychology of Classroom Learning, Eric Anderman (ed.),
NY: Macmillan, 2009, Vol. 1, pp. 107-110. See also Anita Har-
row, A Taxonomy of Psychomotor Domain: A Guide for Developing
Behavioral Objectives, NY: David McKay, 1972; E. J. Simpson,
The Classification of Educational Objectives in the Psychomotor
Domain, Washington, DC: Gryphon House, 1972; and David
R. Krathwohl, B. S. Bloom, and Bertram B Masia, Taxonomy
of Educational Objectives, the Classification of Educational Goals.
Handbook II: Affective Domain, NY: David McKay, 1973.
11. See Benjamin S. Bloom (ed), Taxonomy of Educational Objectives,
Handbook I: The Cognitive Domain, NY: David McKay, 1956, pp.
62-200.
12. The category “metacognitive knowledge” refers to the knowl-
edge involved in the self ’s planning of task completion,
especially learning tasks. This process is to be distinguished
from the process of task completion itself. Metacognitive
processes include the executive functions of the brain such
as self-instruction for task completion and self-monitoring
of performance. As Munby and his colleagues have put it,
“metacognition refers to higher order thinking that involves
knowledge of one’s cognitive functioning and active control
over one’s cognitive processes while engaged in a learning
task.” See Hugh Munby, Nancy L. Hutchinson, and Peter Chin,
“Workplace Learning: Metacognitive Strategies for Learning in
the Knowledge Economy,” International Handbook of Educa-
tion for the Changing World of Work, R. Maclean and D. Wilson
(eds.), Berlin: Springer (2009), p. 1765. See also Hugh Munby,
Joan Versnel, Nancy Hutchinson, Peter Chin, and Derek Berg,
“Workplace Learning and the Metacognitive Functions of
Routines.” Paper presented at the Annual Meeting of the American
Educational Research Association, New Orleans, LA, April 1-5,
2002; and Hugh Munby, Joan Versnel, Nancy Hutchinson,
Peter Chin, and Derek Berg, “Workplace Learning and the
Functions of Routines,” Journal of Workplace Learning, Vol. 15,
No. 3, 2003, pp. 94–104.
13. See Lorin W. Anderson and David R Krathwohl (eds.), A Tax-
onomy for Learning, Teaching, and Assessing, NY: Longman, 2001.
14, See Alan D. Baddeley, “The Psychology of Memory,” The Essen-
tial Handbook of Memory Disorders for Clinicians, A.D. Baddeley,
M.D. Kopelman and B.A. Wilson (eds.), NY: John Wiley, 2004,
Chap. 1. Also see Nelson Cowan, “What are the Differences
between Long-term, Short-term, and Working Memory?” Prog-
ress in Brain Research, Vol. 169, 2008, pp. 323–338.
15. But see Charan Ranganath and Robert S. Blumenfeld, “Doubts
about Double Dissociations Between Short- and Long-Term
Memory,” Trends in Cognitive Sciences, Vol. 9, No. 8, August
2005; also Blumenfeld and Ranganath, “Prefrontal Cortex and
Long-Term Memory Encoding: An Integrative Review of Find-
ings from Neuropsychology and Neuroimaging,” Neuroscientist,
Vol. 13, No. 3, 2007, pp. 280–291.
16. See Alan D. Baddeley, “Working Memory: Multiple Models,
Multiple Mechanisms,” Science of Memory, Henry L. Roediger
III, Yadin Dudai, and Susan M. Fitzpatrick (eds.), NY: Oxford
University Press, 2007, pp. 151-154.
17. Eric R. Kandel, “The Biology of Memory,” The Journal of Neuro-
science, Vol. 29, No. 41, October 14, 2009, p. 12750. See also
Howard Eichenbaum, “How Does the Brain Organize Memo-
ries?” Science, Vol. 277, No. 5324, July 1997, pp. 330 – 332:
“Cognitive neuroscientists agree that there are multiple forms
of memory, each mediated by distinct brain pathways. There is
not such ready agreement, however, as to the critical distinc-
tions among types of memory and the contributions of specific
anatomical structures to each.”
18. Klaus Warner Schaie, Sherry Willis, and Grace Caskie, “The
Seattle Longitudinal Study: Relationship Between Personality
and Cognition,” Neuropsychology, Development, and Cognition,
Section B, Vol.11, Nos. 2-3 (June 2004), pp. 304–324; also
Klaus Warner Schaie, Intellectual Development in Adulthood,
Cambridge: Cambridge University Press, 1996. See Richard
Seven, “Study on Aging Still Going Strong Some 50 Years
Later,” Seattle Times, November 24, 2008.
19. Klaus Warner Schaie, Developmental Influences on Adult Intel-
ligence: The Seattle Longitudinal Study, NY: Oxford University
Press, 2005, p. 15, also pp. 416-423.
20. Paul Verhaeghen, “Aging and Vocabulary Scores: A Meta-Anal-
ysis,” Psychology and Aging, Vol. 18, No. 2, 2003, pp. 332–339.
21. Michael Rönnlund, Lars Nyberg, Lars Bäckman, and Lars-
Göran Nilsson “Stability, Growth, and Decline in Adult Life
Span Development of Declarative Memory: Cross-Sectional and
Longitudinal Data From a Population-Based Study,” Psychology
and Aging, Vol. 20, No. 1, 2005, pp. 3–18.
22. Kara L. Bopp and Paul Verhaeghen, “Aging and Verbal Memory
TABLE V: Families of learning styles.
Relatively fixed Relatively flexible
Constitutionally-based learning styles
Cognitive structure Stable personality type Flexibly stable learn-ing preferences
Learning approaches and strategies
Cognitivepersonality
Informationprocessing
Instructionalpreferences
Figure 2:Lynn Curry’s “onion model.”

Gordon Welty
44 Special edition: A Roadmap to GMP Compliance Part 2
Span: A Meta-Analysis,” Journal of Gerontology: Psychological
Sciences, Vol. 60B, No. 5, 2005, P223–P233.
23. See Alina M. Zapalska and Helen Dabb, “Learning Styles,”
Journal of Teaching in International Business, Vol. 13 Issue3 and 4,
2002, pp. 77-97, esp. p. 79.
24. Lynn Curry, “An Organization of Learning Styles Theory and
Constructs,” Paper presented at the Annual Meeting of the Ameri-
can Educational Research Association, Montreal, Quebec, 1983;
see also Learning Styles in Continuing Medical Education, L. Curry
(ed.), Ottawa: Canadian Medical Association, 1983, pp. 115-
131. Curry has gone on to develop a more refined conception
that includes three elements which, in taken together, define
a learning style. These three are the method of motivational
maintenance, the level of task engagement, and cognitive con-
trol functions; see L. Curry, “Patterns of Learning Style Across
Selected Medical Specialties,” Educational Psychology, Vol. 11,
Issues 3 and 4. 1991, pp. 247–278.
25. Frank Coffield, et al., Learning Styles and Pedagogy in Post-16
Learning: A Systematic and Critical Review, London: Learning
and Skills Research Centre, 2004, p. 11. As they put it (p. 10):
“Our continuum is based on the extent to which the develop-
ers of learning styles models and instruments appear to believe
that learning styles are fixed.”
26. Kenneth Dunn, Rita Dunn, and G.E. Price, Learning Styles
Inventory, Lawrence: Price Systems, 1997; also see Rita Dunn,
“Multisensory Instructional Packages,” Insights on Learning
Disabilities, Vol. 6, No. 2, 2009, pp. 17-19. The model “incor-
porates twenty to twenty-one elements dependent on the age-
appropriate assessments administered;” see Rita Dunn et al.,
“Impact of Learning-Style Instructional Strategies on Students’
Achievement and Attitudes,” Clearing House, Vol. 82, Issue 3,
Jan/Feb 2009, p. 136.
27. Richard M. Felder and Linda K. Silverman, “Learning and
Teaching Styles in Engineering Education,” Engineering Educa-
tion, Vol. 78, No. 7, 1988, pp.674–681. The visual/verbal
dimension was originally labeled visual/auditory. The model
originally included a fifth dimension, inductive/deductive, that
was subsequently dropped. See also Richard Felder, “Reach-
ing the Second Tier: Learning and Teaching Styles in College
Science Education,” Journal of College Science Teaching, Vol. 23,
No. 5, 1993, pp. 286-290. The Index of Learning Styles (ILS) is
a forty-four-item forced-choice instrument developed in 1991
by Richard Felder and Barbara Soloman to assess preferences
on the four scales of the Felder-Silverman model. See Richard
M. Felder and B.A. Soloman, “Index of Learning Styles,”
http://www.ncsu.edu/felder-public/ILSpage.html
TABLE VI: Elements of the Dunn and Dunn learning styles model.
Environmental Emotional Sociological Physiological Psychological
Sound preference Motivational preference Self preference Perceptual preference Global/analytical style
Light preference Persistence preference Pair preference Intake preference Hemisphericity preference
Temperature preference Responsibility preference Peers/team preference Time preference Impulsive/reflective preferences
Design preference Structure preference Adult preference Mobility preference
Varied preference
TABLE VII: Felder-Silverman index of learning styles (ILS).
Dimension Influences on the development of each dimension
Sensing/intuition Carl Jung, Psychological Types (1971)
Visual/verbal W.B. Barbe and M.N. Milone, Educational Leadership (February 1981)
Active/reflective David Kolb, Experiential Learning (1984)
Sequential/global G. Pask, Learning Strategies and Learning Styles (1988), Ch. 4
TABLE VIII: Program logic model for GXP training program.
Inputs Process Outputs
Variables Trainee measures Trainee activities Same as Input variables
Trainer measures Trainer activities and duties
Communications
Preconditions Trainee qualifications, trainer qualifications, management support, media, facilities, etc. (same throughout training by definition)
Criteria One for each input variable and precondition above
One for each of the process variables
These define the objectives of the program in terms of the variables

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 45
28. Richard M. Felder and Joni Spurlin “Applications, Reliability
and Validity of the Index of Learning Styles,” International Jour-
nal of Engineering Education, Vol. 21, No. 1, 2005, pp. 103-112;
also Thomas A. Litzinger et al., “A Psychometric Study of the
Index of Learning Styles,” Journal of Engineering Education, Vol.
96, No. 4, 2007, pp. 309-319.
29. Richard M. Felder and Rebecca Brent, “Understanding Student
Differences,” Journal of Engineering Education, Vol. 94, No. 1,
January 2005, pp. 57-72, esp. p. 69.
30. Felder and Spurlin, op. cit., p. 110.
31. See Leslie J. Cooksy, Paige Gill, and P.A. Kelly, “The Program
Logic Model as an Integrative Framework for a Multimethod
Evaluation,” Evaluation and Program Planning, Vol. 24, 2001
pp.119-128; also Nancy L. Porteous, Barbara J. Sheldrick, and
Paula J. Stewart, “Introducing Program Teams to Logic Models:
Facilitating the Learning Process,” Canadian Journal of Program
Evaluation, Vol. 17, No. 3, 2002, pp. 113–141. See also Robert
L. Schalock and Gordon S. Bonham, “Measuring Outcomes
and Managing for Results,” Evaluation and Program Planning,
Vol. 26, 2003, pp. 229-235; and Knowlton Johnson, Carol
Hays, Hayden Center, and Charlotte Daley, “Building Capacity
and Sustainable Prevention Innovations: A Sustainability Plan-
ning Model,” Evaluation and Program Planning, Vol. 27, 2004, pp.
135–149. GXP
ARTICLE ACRONYM LISTINGILS Index of Learning StylesPLM Program Logic ModelSOP Standard Operating ProcedureVAK Visual, Auditory, Kinesthetic
ABOUT THE AUTHORGordon Welty, Ph.D., has been designing, developing, facilitating, evaluating, and managing technical and regulatory training programs in the healthcare and pharmaceutical industries for more than 20 years. Contact Gordon by e-mail at [email protected].
Originally published in the Spring 2010 issue of Journal of GXP Compliance

Gordon Welty
46 Special edition: A Roadmap to GMP Compliance Part 2
INTRODUCTION AND OBJECTIVEThis paper discusses qualification of specific categories of employees in a GXP environment. Employee catego-ries addressed include production operators and techni-cal subject matter experts (SMEs). These personnel are designated for specific critical tasks in an organization. Concepts discussed herein are also applicable to labora-tory analysts.
This paper follows previous published work that dis-cussed new employee orientation programs, associated GXP training, and a continuing current good manufac-turing practice (CGMP) training program. The present paper is useful to anyone working in regulated industry with an interest in, and responsibility for, training pro-grams. It also is useful to quality assurance personnel who evaluate training and its relationship to deviations,
out-of-specification (OOS) findings, and associated ex-cursions as part of investigations.
The first part of this article discusses types of em-ployee training, including awareness training, training per se (which includes a paper-and-pencil assessment), employee qualification (i.e., training that includes a skill demonstration), and qualification of SMEs. The second part addresses types of qualification, including employee qualification as process and as status, as well as the use of skill demonstration assessments (SDAs) in employee qualification.
The third part focuses on the rationale for qualifica-tion, highlighting the role the qualification process plays in deviation investigations and root cause analyses. The fourth part considers the criteria for deciding what kind of training is appropriate for a specific procedure; this depends on the complexity and criticality of the pro-cedure and the associated process. The final part de-lineates two other aspects of the qualification process, employee disqualification and employee requalification.
REGULATORY BASIS FOR TRAINING FDA requires employees in all regulated areas to be trained. For example, 21 CFR 58.29 states “Each in-dividual engaged in […] a nonclinical laboratory study shall have education, training, and experience, or com-bination thereof, to enable that individual to perform the assigned functions” (1). This requirement is re-peated, with slight variation in phrasing, for other regu-lated areas (see Table I). FDA regulations say little more about training requirements. According to FDA’s John Levchuk, “The FDA has not published a guideline es-tablishing acceptable procedures for personnel training, nor is a guideline being planned.” This point was reiter-ated by FDA’s Vasilios Frankos, who stated, “At this time we have no plans to provide companies with training materials for their employees” (2).
Several FDA guidance for industry provide more di-rection for training. In the Quality Systems Approach to Pharmaceutical cGMP Regulations, for example, FDA in-dicates, “Under a quality system, managers are expected to establish training programs that include the following:
•Evaluationoftrainingneeds•Provisionoftrainingtosatisfytheseneeds•Evaluationofeffectivenessoftraining
Qualification of Employees for GXP ComplianceGordon Welty
The US Food and Drug Administration requires all employees who work in controlled areas to be trained. FDA provides latitude for organizations in regulated industry to develop their own training systems to ensure that employees are appropriately trained for GXP compliance. This article focuses on the topic of employee qualification, a critical kind of training in regulated industry. It further provides a compre-hensive framework for an organizational approach to employee qualification. A typology of training is presented. Specific employee qualification consider-ations, including employee qualification as process, qualification status, and measures to demonstrate qualification are discussed. Employee qualifica-tion should be based on a complexity and criticality assessment. These concepts demonstrate an orga-nized approach to employee qualification, compliant with regulatory requirements and expectations, and consistent with modern principles of risk analysis.
This is the third of a series of articles on the development of a GXP training system. The first was “Developing a New Employee Orientation Program for GXP Compliance,” Journal of GXP Compliance, Vol. 13, No. 3 (Summer 2009), pp. 82-92. The second was “Developing a Continuing CGMP Training Program,” Journal of GXP Compliance, Vol. 13, No. 4 (Autumn 2009), pp. 86-96.

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 47
•Documentationoftrainingand/orre-training“When operating in a robust quality system environ-
ment, it is important that managers verify that skills gained from training are implemented in day-to-day per-formance” (3).
FDA has thereby provided an opening for each organi-zation in regulated industry to develop its own training system that will ensure that its employees are appropri-ately trained for GXP compliance.
CATEGORIES OF TRAININGBefore discussing qualification of employees for GXP compliance, let us first describe the respective categories and/or levels of training in the organization. It is pos-sible to identify several levels of training in an organiza-tion. They make up a series, ordered by the complexity of training activities. From lowest level of complexity to highest, they include awareness training, training per se, qualification, and qualification of subject matter experts (SMEs) (see Figure 1).
Awareness Training Awareness training, or familiarization training, is an ac-tivity that involves conveying subject matter to an audi-ence, with the goal of making the audience aware of the content of the communication. This activity can barely be called training. The subject matter being communicated can be informational or actionable. An example of infor-mational content is an organization’s announcement that layoffs will begin on a specific date. An example of action-able content is an announcement that the South Corridor will be closed for renovation beginning next week, and pedestrians should use the North Corridor until further notice.
Awareness training can take the form of a mass meet-ing in an auditorium, a “read-and-sign” document that is circulated to all affected personnel, an e-mail message, etc. Awareness training is typically documented by having the audience members sign attendance sheets, the buck sheet on a “read-and-sign” document, etc. (4). In many orga-nizations, “read-and-sign training” constitutes the bulk of training conducted. Organizations are now evaluating the appropriateness of “read-and-sign training” for certain types of procedures. Many times, implicit in this type of training is the organization’s need to exhibit due diligence to reduce its liability. The trainee signature is evidence of the organization’s due diligence (5). Procedures for which “read-and-sign training” is not appropriate should be transitioned into the next higher level of training.
Training per se The next higher level is training per se, sometimes called facilitation. This is an act of communication that in-tends to improve the workplace proficiency of members of the audience. Training per se includes the trainer (fa-cilitator) or trainers, trainee(s) with various skill set(s) and disposition(s), training materials (including the training script) and assessment materials, training organization (i.e., supervisory factors, business case), facilities (i.e., allocated space, allotted time, utilities), and auxiliary materials (i.e., instruments and equipment, raw and in-process materials used in the training), etc. Training per se includes several delivery modalities, such as e-learning, mentoring, and classroom delivery (6). The organization and its environ-ment, within which the training activities, training organi-zation, and training facilities are located, are also important for situating employees and their tasks. These categories can have a profound impact on the conduct and effective-ness of training per se.
Finally, training per se is complemented by an assess-ment that allows the trainer to assess whether the train-ing intervention had or did not have the desired impact on the job, in the workplace (7). That typically takes the form of a knowledge transfer assessment (KTA), a paper-and-pencil quiz that predicts performance on-the-job. If trainee proficiency or non-proficiency has been correlated with a quiz score, so that high scores correlate with task proficiency and low scores correlate with non-proficiency, then the KTA is validated, and performance on the job can be predicted from trainee performance on the KTA (8).
Employee Qualification At the third level, employee qualification is a kind of training augmented by a skill demonstration assessment (SDA). Employee qualification on a procedure or process is performed by a qualified trainer who is also a SME, or by a team consisting of a qualified trainer and a SME. The SME must have expertise in the procedure or process on which the trainee is qualifying. The qualified trainer is
TABLE I: FDA regulations for employee training.Regulation Regulated personnel
21 CFR 58.29 Non-clinical lab personnel
21 CFR 110.10 Human food handlers personnel
21 CFR 113.10 Thermally processed food handlers
21 CFR 114.83 Acidified food-processing handlers
21 CFR 120.13 HACCP systems managers
21 CFR 123.10 HACCP systems managers
21 CFR 211.25 Pharmaceutical personnel
21 CFR 225.10 Medicated feed personnel
21 CFR 600.10 Biological products personnel
21 CFR 606.20 Blood component personnel
21 CFR 820.25 Medical device personnel
21 CFR 1271.170 Human tissue recovery personnel

Gordon Welty
48 Special edition: A Roadmap to GMP Compliance Part 2
responsible for the documentation of the qualification event. The training is often conducted under structured on-the-job training (SOJT) programs. In the case of the team training, the trainer and the SME are jointly respon-sible for the documentation.
Employee qualification differs in several ways from training per se. Perhaps most importantly, training per se and qualification involve different systems within the brain of the trainee. Training per se tends to involve the declarative memory system, while employee qualification tends to involve the procedural memory system (see Fig-ure 2).
Both declarative and procedural memory systems are elements of long-term memory, as contrasted to short-term or working memory. Declarative (including seman-tic and episodic) memory is an explicit form of memory, where facts are stored and can be recalled and “declared.” Procedural memory, by contrast, is an implicit form of memory, whereby performances can be elicited without conscious thought.
The episodic memory system is related to the location or time of a personally experienced event; an example would be the content of a particular training event that this trainee attended. The semantic memory system is related to facts that are not based on any personal recollection of episodic memory. An example would be identifying the pharmaceutical company with the highest global sales figures. The procedural memory system is related to a skill, such as motor or cognitive performance; an example would be operating a forklift truck (9).
How do these memory systems relate to kinds of train-ing? Training per se includes a paper-and-pencil assessment (KTA), which consists of recalling information provided in a particular training event, or else general knowledge such as the name of the book that Upton Sinclair published in 1906. Thus training per se engages the declarative memory system, either episodic or semantic.
Employee qualification involves a skill demonstration assessment (SDA) that consists of the trainee indepen-dently performing the requisite workplace tasks, while being monitored and assessed by the trainer. Thus quali-fications engage the procedural memory system. During the actual performance, the trainee may or may not be able to provide a declarative account of the task perfor-mance. If the trainee’s performance is indeed indepen-
dent, it would not be recommended that the trainer en-gage in dialogue or ask questions. Instead, the “tell, show, do, and follow-up” cycle of SOJT can be augmented by a debriefing, wherein the trainee can give a declarative ac-count should the trainer so desire.
Qualification of SMEs The final kind of training is the qualification of SMEs. Employees are designated as subject matter experts in two ways. One is an experiential approach, based on manage-ment’s designation that an employee is a SME; the other is a formal approach, such as successfully completing a qualification program. Thus the process for qualifying SMEs is homologous to the process for qualifying trainers.
While the experiential approach may involve training of management to utilize specific criteria, to exercise good judgment, and to complete relevant documentation when designating the employee an SME, it does not involve em-ployee training.
The formal approach to the qualification of SMEs does involve training. This kind of qualification is typically in-stituted by organizations that need to document that their SMEs are qualified, for instance if the organization is op-erating under a consent decree. Under such conditions, not only will the process of designating SMEs be formal-ized, but the role of SMEs in the writing of standard op-
Types of Memory
Short term Long term
Declarative
Semantic Episodic
Procedural
Figure 2: Types of memory.
Kind of training Awareness training Training per se Employee Qualification Qualification of SMEs
Characteristics No assessment Training plus KTA Training plus SDA Qualification across relevant SOPs
Level: Low High
KTA: Knowledge Transfer AssessmentSDA: Skill Demonstration Assessment
Figure 1: Complexity of training.

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 49
erating procedures (SOPs) will be proceduralized as well.Under these conditions, SMEs become qualified when
they have successfully qualified on a number of SOPs that address the competences of their subject matter. The business owner usually identifies the particular SOPs that characterize the subject matter. The ensuing employee qualification process has two elements: overview train-ing on the one hand and skills training on the other. Overview training (i.e., training per se that provides an overview of the subject matter) tends to be more concep-tually focused, while skills training tends to be more per-formance oriented. Concepts tell what a thing is; tasks describe how to do something. Concepts provide the “science” for task performance. For example, the process of sanitizing equipment might be conceptualized as “re-ducing the levels of microorganisms and particulates to acceptable limits,” thereby minimizing the risk of product contamination from the equipment.
Overview training may be delivered by a qualified trainer in a classroom. There will be a SOP that will be the basis of this overview training, as well as a KTA. The event is documented in a training record where the facili-tator and trainee concur that the trainee has successfully concluded the training (or not). Should the trainee be unsuccessful in the overview training, by procedure the trainee will have options such as repeating the training event at a later date, etc.
Once the overview training is successfully concluded, the trainee goes on to the SOJT events. The qualifica-tion event will usually be conducted one-on-one by a SME who is also a qualified trainer, as a SOJT event. There will be a SOP for each of the SOJTs in the module, as well as SDA for each. The completed SDA form is then entered into the training tracking system.
Consider the typical SME qualification process for the use of vaporized hydrogen peroxide (HPV) for sterilizing controlled areas (10). That SME’s individual training plan (i.e., curriculum) might include the following three mod-ules and associated training events.
Figure 3 displays the initial module, which would in-clude an introduction to cleaning, sanitization, and ster-ilization, followed by a SOJT session on facility cleaning. The training content would reflect 21 CFR 211.56(b) and (c), and the written procedures mandated there.
Figure 4 displays the next module, where the overview session might include further discussion on cleaning, sanitization, and sterilization. This is followed by one SOJT session on clean-in-place and another on sterilize-in-place.
Figure 5 displays the final module in the training cur-riculum, which might include an overview of sterilizing with vaporized hydrogen peroxide, followed by one SOJT session on storage, handling, and preparation of hydrogen peroxide and another SOJT session on introducing HPV to a room, managing the sterilization cycle, and assessing the outcomes of the process.
If the trainee’s performance is assessed as less than suc-cessful, by procedure this would be recorded in the train-ing tracking system, and the trainee would be advised of the various options, including repeating the training process, etc.
After the trainee has been successfully trained to the relevant SOPs, and the three training records and the five SDAs have been entered into the training tracking system, the trainee is fully qualified. This means the trainee is ready to function independently as an SME in the use of HPV for sterilizing controlled facilities.
QUALIFICATION CONSIDERATIONSQualification, in general, means fitness for some pur-pose, demonstrated by meeting necessary conditions or qualifying criteria. In regulated industry, “qualification” is used on the one hand in a process sense and, on the other hand, in a status sense. “Qualification” can mean the process of becoming qualified. This is “qualification” as a process, for instance “the qualification of the equip-ment on Line 28 is complete.” Closely associated with that usage is “qualification” as a status, as in “the hiring manager said that the candidate had all the qualifications for the position.”
Qualification Process Qualification as process can be applied to anything (e.g., equipment, instruments, facilities, and computer sys-tems). As Steven Ostrove states, “equipment, or systems, actually used as part of the production process for the pro-duction or manufacturing of a pharmaceutical or medical device product must be qualified prior to its use” (11). It can also be applied to personnel. Ostrove also acknowl-edges that “the term ‘Qualification’ appears twice in Title 21 of the CFR: 21 CFR 211.25—Personnel qualifications (and) 21 CFR 211.34 – Consultants” (11). According to the well-accepted approach to equipment qualification, there are three main phases to the qualification process: Installation qualification (IQ), operational qualification (OQ) (12), and performance qualification (PQ) (13).
These three phases can also usefully be applied to the process of qualification of personnel, as follows:
•PersonnelIQmaybelikenedtoprovidingobjectiveevidence that the prospective trainee has the requi-site education and background for the relevant SOP. If the SOP lists several prerequisites, documented evidence must indicate that the prospective trainee has completed training on each of these (14).
•PersonnelOQmaybelikenedtoprovidingobjectiveevidence that the trainee can function in the train-ing situation (event) in an appropriate fashion. In a structured SOJT event, for example, this means the trainee performance is within the “control limits” set by the SOP. In the last analysis, this means that the trainee can perform the task correctly and indepen-dently (15).

Gordon Welty
50 Special edition: A Roadmap to GMP Compliance Part 2
•PersonnelPQmaybelikenedtothedemonstrationofacceptable performance during representative opera-tional conditions. The trainee’s activities (e.g., on the shop floor or at the lab bench at the close of the train-ing) consistently produce a product that meets the standards set by the SOP or manufacturing order. In the good manufacturing practice (GMP) framework, the performances are directly related to the quality attributes (i.e., the SISPQ) of the drug product (16).
Once the process of employee qualification is success-fully completed, employees are qualified, and remain so
unless and until they become disqualified.
Qualification Status Qualification as status, sometimes called certification, characteristically applies to persons. For instance, em-ployees are sometimes designated SME because they are the originator of a new SOP. The reasoning for this prac-tice is the following. An SME on a given SOP, who is a qualified trainer (17), can train another employee on that SOP. But who will provide the training to a new SOP? Who is to be the first mover? For a new SOP, there must be at least one SME, or compliant training will never oc-
cur. Those SMEs must be designated by management (in this case, the business owner), not because they have been through a qualification process, there isn’t any, but be-cause they are the originator of the SOP, which is a status.
Occasionally an organization will develop a procedure that indicates employees are qualified when they have successfully executed the procedure three times. To be distinguished from various certified fellow employee (CFE) approaches to training, this approach requires nei-ther a SME nor a qualified trainer. However, it appears to violate the predicate rule, personnel qualifications, which stipulates that “Each person engaged in the manufacture, processing, packing, or holding of a drug product shall have the education, training, and experience, or any com-bination thereof, to enable that person to perform the as-signed functions” (18). This means that employees must be capable of performing assigned tasks prior to touching the regulated product. They already have the educational, training, and experiential status—they are not “learning as they go.”
Qualification Measures Qualification measures consist of skill demonstration assessments (SDAs). A training procedure for employ-ee qualification stipulates how, when, and where the trainee can independently perform the task on relevant equipment.
The training procedure will also stipulate that the trainer use a controlled form that is the SDA checklist. The SDA checklist has fields for entering the number and version of the relevant operational SOP. The checklist also includes a number of items that describe the identified critical or representative tasks to be assessed on the SDA. These are the items assessing the trainee’s performance (see Figure 6). The trainee performs and the trainer (or some other SME) monitors the performance and checks each item in turn: “yes” if the performance was successful, “no” if not. When the performance is complete (whether successful or not), the trainee and the trainer sign and date the SDA. Area management may sign as well. The
OverviewCleaning and Sanitization l
SOJTFacility Cleaning
Figure 3: Initial module.
OverviewCleaning and Sanitization ll
SOJTCIP
(Clean-in-Place)
SOJTSIP
(Sterilize-in-Place)
OverviewSterilizing with
H2O2
SOJTHandling H2O2
SOJTSterilization Cycle
Figure 5: Last module.
Figure 4: Second module.

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 51
completed checklist is submitted to the data entry person-nel of the validated training tracking system, or, in case of manual data processing, to the staff of the document repository.
THE RATIONALE FOR QUALIFICATIONWhy should an organization qualify something or someone, be it equipment, computer system, facilities, or personnel? Faced with a problem (call it “P”)—a manufacturing deviation or out-of-spec lab result—the organization conducts an investigation to find the root cause. This investigation identifies a number of ele-ments of the manufacturing or lab system, where the variation in at least one of the elements causes variation (deviation) in P.
Elements of the manufacturing system that are identified as potential causes of the deviation typi-cally include equipment, facilities, utilities, raw mate-rial, procedure, employee performance, etc. Consider the Ishikawa diagram displayed in Figure 7 (19). The investigation proceeds by eliminating the various ele-ments of the system that might have been the cause of the deviation. Each of the elements is reviewed in turn.
By a process of elimination, elements are considered and eliminated from con-sideration, until only one remains. That remaining element is labeled the “root cause.” An element is removed from con-sideration once it is determined that it could not have been the root cause of the deviation. That is where the process of qualification becomes important. An ex-cellent way to eliminate an element from further consideration as a root cause of a problem is by qualifying that element in advance.
Take equipment, for example. Instal-lation qualification ensures that a piece
of equipment, say an autoclave, has been installed within design specifications. Operational qualification ensures that the autoclave operates as designed and as required by the user. Performance qualification ensures that the au-toclave displays continued suitability for its intended use. The IQ, OQ, and PQ of elements are critical for pharma-ceutical, biotech, and medical device manufacturing and lab systems. Pharmaceutical, biotech, and medical device companies all must install, operate, and maintain equip-ment to be used in the manufacturing and laboratory system within design specifications, ensuring their opera-tions are reliable and the quality of the output or product is consistent. In this case, the output of the autoclave is sterilized instruments.
When an autoclave is qualified, it is ensured that it has been installed according to design specifications, it oper-ates in a reliable fashion, and that its output or product has a uniform (and high) quality. Thus the autoclave will not vary from design specifications upon installation. The autoclave will not vary from its specified range dur-ing the operation of the system. And its output, sterilized instruments, will not vary from the desired level of qual-ity. Because there has been no variation of the autoclave
Name of SOP: ������������������������������������ SOP #: ���������������� Version #: ��������������
TRAINER: Monitor the trainee’s performance and check each of the following items: “yes” if the performance was successful, “no” if not.
Yes No
Demonstrate correct mopping technique for cleaning and sanitizing tasks.
Demonstrate correct techniques for using wipes on horizontal and vertical surfaces during cleaning and sanitizing tasks.
Perform the daily and weekly cleaning and sanitizing tasks for the controlled area.
Perform the monthly and quarterly sanitizing tasks for the controlled area.
Document cleaning and sanitizing data on the Cleaning and Sanitization Log for the controlled area.
Trainee signature: �������������������������������������������������������� Date: ������������������
Trainer signature: ��������������������������������������������������������� Date: ������������������
Figure 6: Illustrative SDA for sanitization program for controlled area.
Equipment Facilities Utilities
Materials Procedures Performance
P
Figure 7: Main elements.

Gordon Welty
52 Special edition: A Roadmap to GMP Compliance Part 2
that has been qualified, it cannot be the cause of the manufacturing de-viation or out-of-specification (OOS) lab result. Through the qualification process, that element can be elimi-nated from consideration in an in-vestigation.
As the various elements are elimi-nated, the set of candidates for “root cause” decreases. Suppose the only elements remaining are raw materi-als and employee performance (see Figure 8). The same approach can be applied to the performance ele-ment (i.e., employee performance). At some point the employees working on the process that generated the de-viation had been trained on the rel-evant SOPs (or not). The constituents of the performance element include employees (who were the trainees), their trainer(s), the training materials and assessment materials, the train-ing organization, facilities, and auxiliary materials uti-lized in training (see Figure 9).
Each constituent element is considered and elimi-nated from consideration when it is determined that it could not have been the root cause of the deviation. The process of employee qualification provides an im-portant way to eliminate a constituent element in ad-vance (20). Was the trainer qualified? Were the employ-ees (trainees) qualified?
Remaining constituent elements can be analyzed in further detail. Thus if the training organization remains, it can be further analyzed into supervisory factors and business case. If the employees (who were the trainees) remain, they can be further analyzed in terms of skill set(s) and disposition(s). Was their morale low? If the category training facilities remains, it can be further ana-lyzed into allocated space, allotted time, and utilities. Were the location and time adequate and appropriate? If the constituent element auxiliary materials remains, it can be analyzed into instruments and equipment, raw and in-process materials, etc. (21). These further analyses would make up a more fine-grained version of the Ishi-kawa diagram.
This discussion has considered the rationale for quali-fication, highlighting on the role the qualification process plays in deviation investiga-tions and root cause analyses. Employee qualification proves to be a relatively expensive kind of training, when com-pared to training per se. The one-on-one character of this kind of training, the adding of
a qualification event to the training process, and other factors contribute to this expense. How does an orga-nization determine which procedures require employee qualification, and which require only training per se? This raises the issue of the criticality of a procedure.
CRITICAL COMPLEX PROCEDURES REQUIRE EMPLOYEE QUALIFICATIONAn important consideration in determining whether the training will consist of training per se or employee quali-fication is the criticality of the procedure and the process it represents. A procedure is considered to be critical, if the following:
• The procedure requires a complex or highly skilled activity or a job for which a high skill level must be demonstrated to perform a task in the direct manu-facturing of a drug product
• The procedure addresses employee safety, or may re-sult in a business compliance risk to the company if not properly performed.
These criteria clearly reflect aspects of criticality and complexity that go into risk assessment.
Whether or not a procedure is deemed to be critical should be guided by three basic questions. What might go wrong with the associated process? What is the likeli-
Materials Performance
P
Figure 8: Qualified elements eliminated from diagram.
Trg org
Materials Performance
P
Trainees
Trainer
Trg mtls
Assess mtlsTrg facilities
Aux mtls
Figure 9: Constituent elements of employee performance.
TABLE II: Complexity and criticality of process.Complexity
Low Med High
Low A
Criticality Med B
High C

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 53
hood that this will happen? What and how severe are the consequences if this goes wrong (22)?
The first of these three questions raises the issue of the complexity of the associated process. The more complex the process, the greater the likelihood that something will go wrong in the process. The third question raises the issue of the criticality of the process. The more criti-cal the process, the more severe the consequences should something go wrong. In brief, a procedure for environ-mental monitoring is more complex and more critical than an SOP for signature cards. As the FDA’s guidance for industry, Q9 Quality Risk Management, has put it, “the level of effort, formality and documentation of the qual-ity risk management process should be commensurate with the level of risk” (23). Thus the dimensions of com-plexity and criticality of the associated process must be taken into account in determining whether a procedure is critical.
The dimensions that characterize risk are usually char-acterized as high (direct impact), medium (indirect but significant impact) or low (insignificant impact) (24). The dimensions of criticality and complexity can be displayed as seen in Table II.
When the Complexity x Criticality of a process is Low/Low (Scenario A in Table II), training per se including a KTA may be the appropriate kind of training. Training to a procedure for weight checks of cartons might be an illustration of Scenario A. When the Complexity x Criti-cality of a process is High/High (Scenario C in Table II), qualification including an SDA may be the appropriate kind of training. In the intermediate situation, when the Complexity x Criticality is Med/Med (Scenario B in Table II), management must decide, perhaps on a case-by-case basis, which kind of training is appropriate. Of course, the criteria and decision process for selecting the kind of training for each SOP should be incorporated in a written procedure.
DISQUALIFICATION AND REQUALIFICATIONQualified employees can be disqualified for multiple rea-sons. These include time-based expiration of training, extended absences, job changes, and other understand-able reasons. Disqualification can also occur should per-formance on the job fail to meet qualification standards. This disqualification process can be the result of a man-agement or quality assurance (QA) department observa-tion of non-compliant performance.
Disqualification can also be the result of a pattern of exceptions that can be attributed to the employee, such as the following:
•Seriousdeviations•Retraininghistory•Repeateddeviation•Investigationreports•Out-of-specificationresults.Management initiates the disqualification process. The
QA department should review and approve any particular disqualification, as well as review and approve requalifi-cation standards and process. The training department is responsible for monitoring disqualification and requalifi-cation events, as well as ensuring that the disqualification and requalification documents are submitted to the data entry personnel of the validated training tracking system, or, in case of manual data processing, to the staff of the document repository.
CONCLUSIONWhile FDA requires employees who work in controlled areas to be trained, it also provides latitude for organiza-tions to develop their own training systems to make sure their employees are appropriately trained for GXP com-pliance. This discussion addressed key considerations in the topic of employee qualification, a critical kind of training in regulated industry. It further provided a com-prehensive framework for an organizational approach to employee qualification.
A typology of training, ranging from the least com-plex kind, awareness training, through training per se (which includes a KTA), employee qualification (training that includes an SDA), and finally up to the qualification of SMEs was presented. Specific groups emphasized in this discussion include employee qualification and SME qualification. Next addressed were specific employee qualification considerations, including employee quali-fication as process, qualification status, and measures to demonstrate qualification. Qualification may be dem-onstrated by use of a skills demonstration assessment checklist. We then focused on the rationale for quali-fication; highlighting the role the qualification process plays in deviation investigations and root cause analyses.
Employee qualification proves to be a relatively expen-sive kind of training compared to training per se. How does management decide which procedures require em-ployee qualification, and which require only training per se? We discussed the criteria for deciding what kind of training is appropriate for a specific procedure; this de-pends on the complexity and criticality of the procedure and the associated process. The final part delineated two other aspects of the qualification process, employee dis-qualification and employee requalification.
Concepts described in the presented framework should be documented in the organization’s training policy and procedures addressing employee qualification. These concepts demonstrate an organized approach to employ-ee qualification, compliant with regulatory requirements and expectations, and consistent with modern principles of risk analysis.
REFERENCES1. See 21CFR58.29(a), Personnel.
2. See John Levchuk, “Training for GMPs—A Commentary,” Pre-
sented at the Pharmaceutical Manufacturers Association program,

Gordon Welty
54 Special edition: A Roadmap to GMP Compliance Part 2
Training for the 90s (Arlington, VA: Sept. 1990), now available as
“Training for GMPs,” Journal of Parenteral Science and Technology,
Vol. 45, No. 6 (Nov-Dec 1991), pp. 270-5; also Vasilios Frankos,
Overview of the Implementation of the Current Good Manufacturing
Practices for Dietary Supplements Guidance for Industry, Rockville,
MD: Center for Food Safety and Applied Nutrition (24 Oct 2007).
3. See FDA, Quality Systems Approach to Pharmaceutical Current Good
Manufacturing Practice Regulations (27 Sept 2006), p. 13. For
other instances, see the following FDA Guidance for Industry:
DRAFT: Current Good Manufacturing Practice for Medical Gases
(06 May 2003), p. 4; and Sterile Drug Products Produced by Aseptic
Processing — Current Good Manufacturing Practice, September 29,
2004, p. 13.
4. An example of such awareness training is FDA’s ALERT Training
initiative: “The ALERT initiative is intended to raise the awareness
of state and local government agency and industry representatives
regarding food defense issues and preparedness.” See www.fda.
gov/Food/FoodDefense/Training/ALERT/default.htm There are
no assessments.
5. For the business risk assessment (as contrasted to the quality risk
assessment) that is involved in an organization’s determination
of due diligence, see Gordon Welty, “Developing a Continuing
CGMP Training Program,” Journal of GXP Compliance, Vol. 13, No.
4 (Autumn 2009), pp. 86-87.
6. See Edward E. Scannell, “Facilitation; all but unknown a decade
ago, ‘facilitating’ has become the ‘in’ thing for trainers. Many
trainers, in fact, have abandoned their ‘trainer’ hats and term
themselves ‘facilitators’ instead.” See his “We’ve Got To Stop
Meeting Like This,” Training & Development, Vol. 46 Issue 1 (Jan
1992), p. 71. An example is FDA’s FIRST initiative, which is
closely related to the ALERT initiative. “Employees FIRST edu-
cates front-line food industry workers from farm to table about
the risk of intentional food contamination and the actions they
can take to identify and reduce these risks.” See www.fda.gov/
Food/FoodDefense/Training/ucm135038.htm Ten “Knowledge
Check Questions” are included at the end of the FIRST training
materials.
7. E-learning is a special case of a communication or a training
event. If the e-learning module lacks an assessment, it is a “page
turner,” hence awareness training on a par with a “read and sign”
document. If the e-learning module includes an assessment, it is
a training event, albeit special in the sense that it incorporates a
virtual trainer.
8. On KTAs, see Welty, “Developing Assessments of Trainee Profi-
ciency,” Journal of GXP Compliance, Vol. 12, No. 1 (Oct 2007),
reprinted in The ADDIE Model, Duluth, MN: Advanstar (2009),
pp. 24-27. There is a substantial legal exposure to the use of
unvalidated KTAs (short quizzes), and there are serious costs
to validating KTAs; see Welty, op. cit. p. 29, esp. note 23. See
Christopher Smalley, “Validation of Training,” Validation of Phar-
maceutical Processes, 3rd ed. (ed. James P. Agalloco and Frederick
J. Carleton), NY Informa Healthcare (2008), p. 523-528 for
further discussion of KTAs.
9. See, for example, Andrew Budson and Bruce Price “Memory
Dysfunction,” New England Journal of Medicine, Vol. 352, Issue
7 (2005), pp. 692-699. They point out that the inferolateral
temporal lobes are critical for the semantic memory system, the
medial temporal lobes, including the hippocampus and parahip-
pocampus, form the core of the episodic memory system, while
the basal ganglia, cerebellum, and supplementary motor area are
critical for procedural memory.
10. See Gerald McDonnell, Antisepsis, Disinfection, and Sterilization:
Types, Actions, and Resistance, NY: Wiley (2007), pp. 119-122, 201-
206. Also International Organization for Standardization (ISO),
ISO 14937: Sterilization of health care products —General require-
ments for characterization of a sterilizing agent and the development,
validation and routine control of a sterilization process for medical
devices, Geneva: ISO (2000).
11. Steven Ostrove, “Qualification and Change Control,” Validation of
Pharmaceutical Processes, 3rd ed. (ed. James P. Agalloco and Fred-
erick J. Carleton), NY: Informa Healthcare (2008), p. 130.
12. Bohdan Ferenc, “Qualification and Change Control,” Validation of
Pharmaceutical Processes, 2nd ed. (ed. Frederick J. Carleton and
James P. Agalloco), NY: Marcel Dekker (1999), p. 132; p. 139.
13. See the FDA’s Guidance for Industry, Process Validation: General
Principles and Practices, Rockville, MD: CDER/ CBER (Nov. 2008),
“Performance Qualification Approach.”
14. As Christopher Smalley has put it, “How does a new employee
become educated in the skills needed to perform their job safely
and effectively? Imagine for a moment that we are performing
an IQ similar to that for a new piece of equipment. Are your
specifications adequate? That is, are the job description and other
documentation that describe the job to be performed adequate?
What are the minimum requirements for the employee being
‘installed’?” See his “Validation of Training,” op. cit., p. 519.
15. On the closely related notion of trainability testing, see Dominic
Cooper et al, Recruitment and Selection, Andover, UK: Cengage
Learning EMEA, (2003), pp. 111-113; also Sylvia Downs, Testing
Trainability, Philadelphia: Nelson (1985).
16. In a non-GMP framework, say OSHA, the performances are
related elsewhere – say to the industrial safety of the employee.
17. As Smalley has expressed it, “One of the best approaches to train-
ing on this content is to use the SME responsible for writing the
procedures.” See his “Validation of Training,” op. cit., p. 520.
18. See 21 CFR 211.25(a), Personnel qualifications.
19. See Gary McLean, Organizational Development, San Francisco, CA:
Berrett-Koehler (2005), pp. 104-106. See also Kaoru Ishikawa,
Introduction to Quality Control, trans. J. H. Loftus, Tokyo : 3A Cor-
poration (1990). Another useful set of categories might incorpo-
rate the quality system and the five manufacturing systems of the
FDA’s guidance Quality Systems Approach to Pharmaceutical Current
Good Manufacturing Practice Regulations, op. cit., page 7.
20. As Smalley has expressed it, “Let us recap some of the topics
raised in implementing the ‘IQ.’ They are training requirements,
training design, training execution, and evaluation of training.
Embedded in these topics is the requirement to document,” op.
cit., p. 520.
21. The elements of auxiliary materials, for instance instruments and
equipment, can be subjected to the same qualification process as
the Equipment element already discussed, even if they are used
for training purposes only.
22. International Conference on Harmonisation (ICH), Quality Risk

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 55
Management Q9 (09 Nov. 2005), p. 3.
23. See the FDA’s Guidance for Industry, Q9 Quality Risk Management,
Rockville, MD: CDER/ CBER (June 2006), p. 3. See also Kevin
O’Donnell and Anne Greene, “A Risk Management Solution
Designed to Facilitate Risk-Based Qualification, Validation, and
Change Control Activities within GMP and Pharmaceutical
Regulatory Compliance Environments in the EU, Part I,” Journal
of GXP Compliance, Vol. 10, No. 4 (July 2006), p. 16.
24. See, for instance, Sandy Weinberg and Ron Fuqua “A Stochastic
Model of ‘Quality by Design’ for the Pharmaceutical Industry,” to
be presented at the Pittsburgh Conference on Analytical Chemistry
and Applied Spectroscopy, Orlando, FL: PittCon (Feb/Mar 2010), p.
5. See also Kevin O’Donnell and Anne Greene, “A Risk Manage-
ment Solution Designed to Facilitate Risk-Based Qualification,
Validation, and Change Control Activities within GMP and Phar-
maceutical Regulatory Compliance Environments in the EU, Part
II,” Journal of GXP Compliance, Vol. 10, No. 4 (July 2006), p. 29 on
Complexity and Criticality Considerations. GXP
ARTICLE ACRONYM LISTINGCFE Certified Fellow Employee
CGMP Current Good Manufacturing PracticeFDA US Food and Drug AdministrationGMP Good Manufacturing PracticeHPV Vaporized Hydrogen PeroxideIQ Installation QualificationKTA Knowledge Transfer AssessmentOQ Operational QualificationPQ Performance QualificationQA Quality Assurance SDAs Skill Demonstration AssessmentsSOJT Structured On-The-Job TrainingSMEs Subject Matter ExpertsSOPs Standard Operating Procedures
ABOUT THE AUTHORGordon Welty, Ph.D., has been designing, facilitating, evaluating, and managing technical and regulatory training programs in the health-care and pharmaceutical industries for more than 20 years. Gordon can be conacted by e-mail at [email protected].
Originally published in the Winter 2010 issue of Journal of GXP Compliance
Gordon Welty
56 Special edition: A Roadmap to GMP Compliance Part 2
INTRODUCTIONA new employee orientation (NEO) program can con-tribute to both GXP compliance and organizational productivity. New employee orientation can contrib-ute to GXP compliance by indicating to the new hire or transferring person that the organization (and the regulatory agency) has a series of expectations for em-ployee performance in the workplace. These expec-tations are covered by the GXP regulations, corporate policies, and local procedures; are written and readily available to employees; and are mandatory. The new hire or transferred employee may not have experienced such regulation in his or her previous position.
The NEO program can contribute to organizational productivity by presenting new hires with the organi-zation’s process for assessing workplace performance (i.e., employee productivity). The organization’s ex-pectations are summarized in the specifics and cri-teria of the periodic performance review process. Again, new hires or transfers may not have experience
with such process and can adjust their performance to meet the expectations.
On the one hand, both sets of expectations for work-place performance, compliance and productivity, are operative from the new hire’s first moment on the job. Thus the NEO program is a timely setting for present-ing these expectations. On the other hand, both sets of expectations are far too extensive to present in detail in the time available for new employee orientation. The question becomes: How to decide what to cover in the NEO program?
As a preliminary point, the term “new employee” should briefly be analyzed. The term is ambiguous. As Rollag points out, “everyone might agree that an arriving recruit is a ‘new employee’ on the first day, [but] when do members stop being considered as ‘new employees?’”(1). Likewise, the “new employee” is frequently mentioned in discussions of “onboard-ing,” even though “The most successful onboarding programs […] last one to two years” (2). This ambi-guity may impact on the scheduling of new employee orientation programs (e.g., those that are scheduled on a biweekly or even monthly basis). Thus the new em-ployee can be on the job for days or weeks before par-ticipating in the NEO program. It will become clear that such scheduling practices can present serious GXP compliance issues or prevent the new hire from being assigned to a limited access area.
This article addresses five considerations that emerge in the development of a NEO program for GXP com-pliance. First, the article considers NEO programs in terms of what is called the employment lifecycle. Sec-ond, key elements of a typical NEO program, which are often overlooked, are described. The third section of this article presents a scenario-based discussion of regulatory overlap and appropriate employee response. Fourth, approaches to presenting the history of the US Food and Drug Administration will be reviewed. Fifth and finally, several aspects of the organization of the NEO program will be touched on, including the need to coordinate the program across several departments.
NEW EMPLOYEE ORIENTATION AND THE EMPLOYMENT LIFECYCLENew employee orientation is a crucial element in the
Developing a New Employee Orientation Program for GXP ComplianceGordon Welty
This article addresses several issues that emerge in the development of a new employee orientation (NEO) program for GXP compliance. There are two major sets of organizational expectations for the workplace performance of a new employee: compliance and productivity expectations. These expectations are operative from the new hire’s first moment on the job; therefore, NEO is a timely setting for presenting these expectations. This article reviews the employment lifecycle, the comprehensive process every employee goes through from recruitment to separation, and situates NEO in that lifecycle. Next, various features of a typical NEO program are treated. A scenario-based discussion of regulatory overlap is presented, as well as appropriate employee responses. This is followed by an episodic approach to the history of the US Food and Drug Administration. These episodes are employed as illustrations of the process of con-tinuous improvement (i.e., identification of problems [deviations], investigation and root cause analysis, and remediations). Finally, several aspects of the organi-zation of the NEO program are presented, including the necessity to coordinate the program across several departments.

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 57
employment lifecycle. This section presents an overview of the employment lifecycle and its components, includ-ing new employee orientation, and two of the perspec-tives from which that cycle can be viewed: the organi-zational viewpoint and the viewpoint of the individual employee. Next, the contribution that participating in the NEO program can make for organizational and em-ployee goals is considered. Finally, this section discusses the relationship between the overall process of employee socialization and the NEO program.
The employment lifecycle can be defined in terms of the following twelve elements:
•Advertisingtheposition•Recruiting•Selection•Hiring•Newemployeeorientation(NEO)•Probation•Traininganddevelopment•Performancereview•Promotion•Coachinganddisciplining•Separation•Benefitentitlements.
This paper focuses on the importance of the NEO and its impact on subsequent elements.
Perspectives On The Employment LifecycleThis lifecycle can be viewed from either the individual employee’s perspective or the organization’s perspective. On the one hand, there are differences between these two perspectives. For example, advertising a position will look differently from the organizational viewpoint versus the employee viewpoint. From the organiza-tion’s viewpoint, the job posting will have content that is determined by a review of unit needs and resources; for instance, the position may require a bachelor’s degree in chemistry and 5-7 years experience in FDA-regulated industry. From the individual employee’s viewpoint, internal candidates may view the posting earlier than external candidates, may see the name and position of the hiring manager, etc. For another example of differ-ences, from the individual employee’s viewpoint, sepa-ration will mean different things in terms of benefits if the employee transfers, retires, or is terminated for cause. From the organization’s viewpoint, the same separation will implicate issues of business continuity and succes-sion planning, whether it is due to transfer, retirement, or termination.
On the other hand, there are similarities between the individual employee’s and the organization’s perspec-tives. In particular, reaching the first performance re-view is obviously important for the employee, especially if that review is positive. Similarly, it is important for the organization, because it validates the resources expended
in advertising the position, recruiting, and interviewing those persons in the applicant pool, and then selecting and hiring the particular employee whose initial perfor-mance review will prove to be positive.
Objective Of The NEO ProgramRegardless of the differences of perspective, it is impor-tant for both the organization and the individual employ-ee that their views come to be aligned, to whatever extent possible. A well-focused NEO program can contribute to that goal. A NEO program seeks to engage new hires or transferred employees more rapidly with the organiza-tion. It seeks to ensure that their behavior aligns more rapidly with the organization’s culture and expectations for the workplace. Such a program intends to lengthen employees’ tenure at the organization, as well as their mo-tivation to perform successfully in the new position.
The NEO program is thus a specific, programmatic component in the overall process of socializing the em-ployee to fit into the organization. It is limited in time, occurring within the first few days of hiring or transfer, in contrast to onboarding, which occurs over months or even years, or the process of employee socialization that takes place throughout the entire employment lifecycle. New employee orientation is a program, with a more or less well defined set of participants and agenda, in con-trast to the disparate set of formal and informal activities and interactions that comprise onboarding or employee socialization in general (3).
A TYPICAL NEO PROGRAMA typical NEO program includes the following elements:
•Awelcomeandmissionstatementfromanofficerofthe organization
•Presentation(s)onexpectationsfortheworkplace•Apresentationonorganizationalstructure,history,
and culture •Aseriesoftransactionsfacilitatedbyarepresentative
of the human resources (HR) department, based on resources (whether available online or in a binder) containing information about employee benefits, beneficiaries, HR policies, confidentiality agreement, and standards of business conduct (4).
Moreover, in regulated industry, the NEO program can include regulatory elements (e.g., safety and GXP topics).
The NEO program is an appropriate occasion to pres-ent material that immediately impacts most or all em-ployees. Thus an official greeting, as well as the orga-nization’s mission statement, structure, history, culture, and resources on employee benefits, are relevant to all employees. For example, the mission statement could include the following:
An organization in FDA-regulated industry is respon-sible for products that can directly affect customers’ health and quality of life. Product failure could re-

Gordon Welty
58 Special edition: A Roadmap to GMP Compliance Part 2
sult in sickness or death. Working for an organization where products help preserve and sustain life comes with the responsibility to know one’s job and perform one’s job correctly at all times.
An official greeting can contribute substantially to a new hire’s integration into the workplace as well as to an organization’s success. As an illustration, Don Mayne, the CEO of Dorothy Lane Markets in Dayton, OH, has personally greeted every new employee for the 20 years he has been CEO. He wants all the company’s new hires to understand the company’s culture, customers, and competitors. And Dorothy Lane Markets has margins twice as high as the industry average (5).
Content that does not immediately impact the new hire, or only impacts new hires in several departments or units, is better deferred until departmental or unit training ac-tivities. More generally, material that is task specific tends to be appropriate for technical training at the departmen-tal or unit level, while content that is domain (or context) specific tends to be appropriate for the NEO program and other, subsequent regulatory training (6). Thus the good manufacturing practice (GMP) regulations stipulate that “training shall be in the particular operations that the em-ployee performs,” which is to say technical training that tends to be more task specific. The regulations go on to say that training shall also be “in current good manufacturing practice (including current good manufacturing practice [CGMP] regulations in this chapter and written proce-dures required by these regulations),” which is to say regu-latory training that tends to be more domain specific (7).
The following are several examples of domain specific content. The first illustrations involve Occupational Safety and Health Administration (OSHA) regulations. In any industry, a presentation of workplace expectations will in-clude a review of environmental, health, and safety (EHS) issues that directly impact employees. This review will en-sure, for example, that all employees can respond appro-priately to various industrial safety warnings and alarms that may be encountered from their first moment on the site (8). By way of illustration, OSHA regulations stipulate, “Employers shall provide employees with effective infor-mation and training on hazardous chemicals in their work area at the time of their initial assignment” (9). Because of the immediate need new employees have for this informa-tion, the NEO program is a good occasion to present this information (10).
As another example, employees must have immedi-ate and continuing access to material safety data sheets (MSDS). The significance of the MSDS for employee safety can be covered in the NEO program; the process of accessing this information can be addressed as well. If the organization uses an electronic document manage-ment system (EDMS) to capture the MSDS, this portion of the NEO program can be conducted in a networked computer classroom, where the new employees can be stepped through the process of logging on to the orga-
nization’s intranet, accessing the EDMS, and retrieving a MSDS. The presentation of employee safety issues in a NEO program is typically facilitated by a representative of the EHS unit.
In FDA-regulated industry, another presentation of workplace expectations will include a review of relevant GXP regulations to ensure that the employee will be compliant in each assigned task according to regulations, corporate policies, and local procedures. Again, these compliance issues may arise from the first moment the employee is on the site. This GXP review will ensure, for instance, that the new employee is “instructed to report to supervisory personnel any health conditions that may have an adverse effect on drug products” (11).
An important topic that should be covered in the GXP review is the FDA requirement that employees have im-mediate and continuing access to relevant standard oper-ating procedures (SOPs). Good laboratory practice (GLP) regulations, for instance, stipulate, “each laboratory area shall have immediately available laboratory manuals and standard operating procedures relative to the laboratory procedures being performed” (12). Because new em-ployees may have an immediate need to access proce-dures, the NEO program is a timely occasion to address this issue.
For example, a newly hired animal care technician must have immediate access to the lab’s procedures for the identification of test animals. The process of ac-cessing this information can be addressed in the NEO program (13). If the lab makes the SOPs available in an EDMS, this part of the GLP review can be conducted in a networked computer classroom, where the technician can go through the process of logging on to the orga-nization’s intranet, accessing the EDMS, and retrieving the relevant SOP. This material is typically facilitated by PharmOps staff.
In addition to the OSHA and FDA regulatory areas, other corporate policies addressing workplace expecta-tions (e.g., security, intellectual property rights, corporate intranet access) must be presented.
REGULATORY OVERLAP AND ITS IMPLICATIONSAnother important topic that should be covered in the NEO program is the complexity of regulatory regimes and regulations that impact the organization, as well as the individual employees. These regimes include such agencies as FDA, Drug Enforcement Administration (DEA), Department of Transportation (DOT), Environ-mental Protection Agency (EPA), OSHA, and others, each with its own set of regulations. As already noted, the new hire or transferred employee may have an employment background that was not subject to regulation by some of these agencies, or to such complexity of regulation.
On the one hand, the sheer number of these dispa-rate regulations means that they cannot be considered in any detail in the NEO program. They will need to

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 59
be addressed, on a timely but “as needed” basis, during training subsequent to new employee orientation. On the other hand, the various regimes can present the prob-lem of regulatory overlap, where different agencies have differing regulations covering the same situation. This complexity can be raised during new employee orienta-tion, and several ways the affected employee can appro-priately respond can be highlighted.
An Illustrative Example Of Regulatory OverlapThe following is an example scenario and guided discus-sion that can be incorporated into a NEO session. It has three parts. The first is the presentation of the scenario and an invitation to the new hires to share their respons-es. The second part is a facilitated discussion of the way SOPs provide guidance for most situations the new hires will confront in the workplace. The third part presents the principles that control the situation when procedures don’t suffice. This allows the new employee orientation program to comfortably introduce new hires to issues of regulatory complexity, appropriate and inappropriate ways to respond to that complexity, the role of SOPs in regulated industry, and the necessity of problem escala-tion and change control when the current procedures are clearly inadequate. The scenario is as follows:
Newly hired employees, Francine and Frank, have been duly screened and certified for work with a controlled substance. During their first hour on the job, while processing the controlled substance, the fire alarm sounds in their area.
Ask the participants in the NEO session: How should
Francine and Frank respond? Points to discuss include the following:
•Ontheonehand,thechainofcustodyrequiredbythe Drug Enforcement Agency stipulates that “man-ufacturing activities with controlled substances shall be conducted in an area or areas of clearly defined limited access which is under surveillance by an employee or employees designated in writing as re-sponsible for the area” (14).
•Ontheotherhand,evacuationrequirementsoftheOccupational Safety and Health Administration call for “procedures for emergency evacuation, including type of evacuation and exit route assignments” (15).
Do Francine and Frank remain in the limited access
area and maintain the chain of custody for the controlled substance, complying with DEA regulations. Or do they immediately evacuate the area with all due speed, com-plying with OSHA regulations?
When this scenario is presented to line personnel in a new employee orientation session, the responses vary widely. Many participants simply say, “Francine and Frank should get out quickly.” Some say, “They should
use their good sense.” Others say, “They should ask Joe,” or “Follow Joe,” Joe being a fellow worker in the con-trolled substances area, a twenty-year veteran employee, or other employee.
Some participants point out that in the case of a fire, or even a fire alarm, a notice of event (NoE) will be required, so evacuating (i.e., breaking the chain of custody for the controlled substance) will be covered by the NoE anyhow. A few suggest that the relevant SOPs should be consulted, presumably in advance of the fire alarm.
It is important in the new employee orientation session for the facilitator to point out that no known organization in regulated industry has a procedure that states, “Use your good sense” or “Ask Joe.” It is also important to ex-plore further the point about a NoE. What does a “notice of event” mean? Because some of the new hires in the ori-entation session may not have employment experience in regulated industry, they may not know that this means that a deviation has occurred, a deviation that may in-volve non-compliance with an SOP. This will help focus the discussion of the scenario on the topic of relevant SOPs. Clearly the facilitator of this portion of the new employee orientation session will have already reviewed the local procedures that address the issues brought out in the scenario.
When the discussion focuses on the role of written procedures, the point can be reinforced that FDA requires employees have direct and continuing access to relevant SOPs. SOPs that cover such situations typically indicate that line personnel such as Francine and Frank should comply with the emergency evacuation plan for the area. But the procedures go on to say that their supervisor is responsible for maintaining the chain of custody for the controlled substance. This seems to be in accord with the stipulation in §1301.73(b) that an employee, “specifi-cally authorized in writing,” shall be responsible for the area.
Of course this does not resolve the question initially posed: How should Francine and Frank respond to the scenario? It simply shifts the question from all employ-ees certified for work with controlled substances to their supervisors. The employees, including Francine and Frank, can evacuate, but what about the supervisors? Do they remain and maintain the chain of custody for the controlled substance, complying with DEA regulations, or do they too evacuate the area, complying with OSHA regulations?
If the relevant SOPs do not provide guidance for the fate of the supervisors, this helps to further focus the discus-sion on the topics of problem escalation and change con-trol in regulated industry. Once it is evident that there is no SOP that covers the supervisors in the scenario, and once the inadequate answers “Ask Joe,” “Use good sense,” have been dispensed with, the participants can be introduced to the principles that control the situation. Two important

Gordon Welty
60 Special edition: A Roadmap to GMP Compliance Part 2
principles, management notification and change control, can be discussed.
Most organizations have the following workplace expectation: Employees shall escalate any problem that they don’t know how to deal with, to their su-pervisor.
This escalation process can be proceduralized; call the SOP “Alert Management, Notification, and Escalation.” This procedure can be referred to and summarized at this point in the NEO session.
Moreover, organizations have another workplace expectation: Employees shall deal with unexpected situations in an orderly fashion (i.e., situations for which currently implemented SOPs do not provide guidance or SOPs that are clearly inappropriate).
This expectation that change will be controlled is cap-tured in the organization’s change control procedure. This procedure also can be referenced and summarized at this point.
Overall, discussion of this scenario in the NEO session should give new hires the following takeaway:
The web of regulations is complex, but distinct pro-cesses and procedures are operative even in the most complex situation.
At this point, having presented the scenario and dis-cussed topics of the complexity of regulations, appropriate and inappropriate responses to that complexity, the role of procedures, and the necessity of problem escalation and change control when the current procedures are clearly in-appropriate, the agenda can move to broader areas of orga-nizational history and culture.
PRESENTING THE HISTORY OF THE FDAIn regulated industry, the history of FDA is usually pre-sented in a NEO program as part of organizational cul-ture and history. The historical account might be summa-rized in four or five critical episodes, including the origin of federal regulations, the development of drug safety regulations, and other episodes (see the Table). Several threads can be drawn from these illustrative episodes, and presented in the NEO program.
Reaction To Public ConcernThe first focus on FDA’s history presents public concern and official responses to crises—legislative responses such as the Food, Drug and Cosmetic Act of 1938, as well as regulative responses such as 21 CFR 58 and §211. This discussion provides an opportunity to summarize the his-tory of FDA for new employees.
Upton Sinclair’s Novel. Upton Sinclair’s The Jungle demonstrates an important episode in the origin of fed-
eral regulation. It was based on Sinclair’s own investiga-tive journalism in late 1904 in the Chicago stockyards and meatpacking industry. This book was serialized in the journal Appeal to Reason in early 1905 and was published by Doubleday in early 1906. It graphically recounted the plight of workers and the adulteration of food that charac-terized the meatpacking industry. This book dramatically disclosed the problems in the industry, and its publication and popularity contributed to the signing of the Pure Food and Drugs Act in June 1906 (16).
The book is an iconic factor in the emergence of the 1906 legislation. It should be stressed that there had been widespread concern about adulterated food and drugs in the United States even before 1904. President Theodore Roosevelt had called for legislation to regulate “misbrand-ed and adulterated foods, drinks, and drugs” in his State of the Union statement in late 1905. Many factors combined to lead to the passage and signing of the legislation, in-cluding Sinclair’s book (17).
Elixir Sulfanilmaide. This was also the case with the Elixir Sulfanilamide disaster of 1937, which was a criti-cal episode in the emergence of drug safety regulations. When the sulfa drugs first came to market, they were distributed in tablet form. Soon, the S.E. Massengill Company developed a liquid preparation. This was the Elixir Sulfanilamide, with diethylene glycol (DEG), water, and sulfanilamide as the main ingredients. The solvent, DEG, was not listed as an ingredient, nor were existing animal studies of the solvent consulted. The Elixir was distributed across the United States in late 1937, and resulted in over 100 deaths due to diethylene glycol poisoning (18).
This tragedy contributed to the introduction of a bill that eventuated in the Food, Drug and Cosmetic Act, signed into law in June 1938. Among other provisions, it required that a new drug application (NDA) provide evidence of drug safety. As FDA Commissioner Wal-ter G. Campbell had argued in October 1937, “In the interest of safety, society has required that physicians be licensed to practice the healing art. Pharmacists are licensed to compound drugs. […] Certainly a require-ment that potent proprietary medicines be manufac-tured under license can be justified on the ground of public safety ” (19). Once again, many factors, includ-ing the tragedy itself, combined to lead to the passage and signing of the legislation (20).
TABLE: Critical episodes in the history of FDA.Event Date
Upton Sinclair’s The Jungle 1906
Elixir sulfanilamide 1937
Thalidomide 1960s
Tylenol tampering 1982
Salmonella contamination 2000s

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 61
Thalidomide. Another episode involves thalidomide, which was manufactured and marketed in Europe by Chemie Grünenthal of, then, West Germany as a tran-quilizer in the late 1950s, and was used to relieve morn-ing sickness. Soon thalidomide was associated with pe-ripheral neuritis. A letter from Dr. Leslie Florence to the British Medical Journal suggests that, “these symptoms could possibly be a toxic effect of thalidomide” (21). Next, a letter from Dr. W.G. McBride was published in The Lancet suggesting that thalidomide, when used for morning sickness by pregnant women, was accompa-nied by a pattern of severe birth defects (22). Finally, thalidomide was withdrawn from the West German market because of safety concerns. Thalidomide was not commercially distributed in the United States dur-ing this episode, although it was distributed for clinical trials (23).
As a consequence of the Thalidomide tragedy, the Ke-fauver-Harris drug amendments to the Food, Drug, and Cosmetic Act were signed by President John F. Kennedy on October 10, 1962. These regulations mandated an in-vestigational new drug application (IND) for the trials. Moreover, the regulations include informed consent of subjects of clinical trials, qualified investigators to con-duct the trials, Institutional Review Board (IRB) approval of changes to a study protocol, and reporting of adverse events (AEs) (24).
Further episodes might include Tylenol tampering (1980s), and, if there is a desire to highlight current events, Salmonella contamination (1990s; 2000s).
Continuous Improvement A second focus on the history of FDA treats each of the historical episodes as the occasion for continuous im-provement (i.e., problem identification, investigation, root cause analysis, and remediation through corrective action and preventive action). This focus can familiarize the new employees with regulated industry’s approach to continu-ous improvement and risk management. The episodes il-lustrate this continuous improvement through the logic of investigation and remediation.
The Jungle. The Jungle can represent the issue of prob-lem identification and triage. What is the evidence for a problem, and how important is it? What is the risk, what is the severity associated with the problem? When Sinclair’s book was published, there was substantial dispute in the press about the accuracy of his account (25). President Roosevelt sent Charles P. Neill and James Bronson Reyn-olds to Chicago to ascertain and report the truth of the book’s claims. Roosevelt delayed releasing their report, which basically substantiated Sinclair’s claims. As Sinclair expressed it about the meatpacking industry, “The packers worked on the President’s sympathy […] in order to keep the true conditions from the public.” Sinclair went on to insist that the Neill-Reynolds report be made public (26). The report was finally made public and contributed to the
signing of the Pure Food and Drugs Act in June 1906 (27). Elixir Sulfanilamide. The Elixir Sulfanilamide poison-
ing episode can represent the issue of investigation and root cause analysis. What factors might have contributed to a problem, and which is most likely the fundamental, or root cause? A few days after October 11, 1937, when the first cases of poisoning were reported from Tulsa, OK, the American Medical Association (AMA) had be-gun to investigate and suggested that it was the solvent, diethylene glycol, that was the cause (28). S.E. Massen-gill, the company that had manufactured and distributed the Elixir, continued to argue that the solvent was not the cause, that the poisoning was the result of interaction of the Elixir with other drugs (29). By carefully identify-ing the potential factors (e.g., the active ingredient, the solvent, the other excipients, and other factors [“other drugs”]), then weighing their actual effects, the chemists were able to identify the root cause, the toxicity of eth-ylene glycol. As a byproduct of the root cause analysis, Samuel Massengill himself was charged with mislabeling and misbranding the elixir and fined $26,000 (30).
Thalidomide. The Thalidomide tragedy can be consid-ered an example of corrective action. In West Germany, a pediatrician named Widukind Lenz began to suspect that Thalidomide was associated with a dramatic in-crease in birth defects. Lenz presented his findings at a medical conference in 1961. This account was picked up by a widely read newspaper, Welt am Sonntag (Novem-ber 26, 1961) that called for the withdrawal of the drug. Under pressure from West German government officials, while still contesting the findings, Chemie Grünenthal withdrew Thalidomide from the German market a few days later. Further evidence accumulated and the public outcry increased. This lead to criminal indictments filed in 1967 against Chemie Grünenthal officials. The trial lasted three years. It finally ended when the company agreed to establish a substantial fund to provide for the victims of thalidomide, and the defendants were released from further liability (31). This is an example of a cor-rective action, where steps are taken (i.e., establishing the fund for the victims) to in part remedy the problem (i.e., the administration of a dangerous drug during preg-nancy).
The heroic role of an FDA medical officer, Frances Kelsey, to prevent Thalidomide marketing in the United States represents a somewhat more oblique instance of cor-rective action. When Wm. Merrill Co. submitted a NDA for thalidomide to FDA on September 12, 1960, the docu-mentation included evidence of drug safety based on the distribution of the drug in Europe. Frances Kelsey and her colleagues at FDA noted omissions in the applica-tion. Merrill responded to requests for further evidence. As Kelsey continued to delay approving the application, awaiting further safety evidence, Merrill became increas-ingly impatient. Finally, Dr. Kelsey corrected the misper-ception of responsibilities that had crept into the situation.

Gordon Welty
62 Special edition: A Roadmap to GMP Compliance Part 2
“In the consideration of an application for a new drug, the burden of proof that the drug causes side effects does not lie with the FDA. The burden of proof that the drug is safe—which must include adequate studies of all mani-festations of toxicity which medical or clinical experience suggest—lies with the applicant” (32). While this correc-tive action does not focus on the victims of the unsafe drug, it does focus on the responsibility for evidence re-garding drug safety.
Tylenol. The Tylenol tampering case can be considered an example of preventive action. What steps can be tak-en to prevent the recurrence of a problem? In 1982, Tyle-nol was the nation’s leading non-prescription painkiller. In late 1982, a number of persons in the Chicago suburbs died from cyanide poisoning after swallowing Extra-Strength Tylenol in capsule form (33). It was quickly de-termined that the capsules had been opened somewhere along the distribution chain, possibly in the retail outlet, and the cyanide was added. The capsules were then re-assembled and sold by the unsuspecting retailer to the unsuspecting consumer. Within a month, the pharma-ceutical industry had asked FDA to develop regulations for tamper evident packages (34). FDA prepared new reg-ulations requiring tamper evident packaging that went into effect in early 1983 (35). While the preventive action seems to have been reasonably effective, there has never been a criminal conviction in the case (36).
Salmonella. Finally, the episodes of Salmonella con-tamination in the 2000s could represent the need for robust maintenance and diligent implementation of the system of investigation and remediation. The contami-nation of peanuts took eight lives and sickened some 19,000 people in more than 40 states (37).
ORGANIZATIONAL ISSUESThe breadth of topics that must be covered in a NEO pro-gram means that there must be close coordination and buy-in of each department that is involved. This usually includes HR, EHS, and the GMP training unit, as well as other units. A representative of each of these units should be a member of a coordinating committee for the whole program. This committee should work closely with the business owner of the NEO program, whether that busi-ness owner is located in HR or some other department. In addition, if senior management is to be involved in wel-coming new hires, that activity must also be closely co-ordinated. It may also require coaching the officer in this role as some are good at it and others are not.
The high visibility of the NEO program means that all facilitators must be fully engaged in their assignments. None of the facilitators can behave as though they feel that their time would be better spent elsewhere. None of the facilitators can behave as though they feel that they will never see the new hires again, once the sessions are com-pleted, no matter how large the organization. Each facilita-tor must recognize the value of the program and be willing
to help welcome the new hires to the organization. These points about facilitator performance are important because they may be overlooked due to the cross-functional nature of the program. The coordinating committee should be responsible for reviewing not just program content but fa-cilitator performance as well, to ensure these contents and performances are aligned with organizational goals.
Because of the breadth of topics addressed in a NEO program, the multiplicity of departments involved, and the crucial need to convey the information in a timely fashion, the NEO program should be proceduralized. This SOP can be developed from several sources, in-cluding the charter for the coordinating committee, the various subject matter experts involved from the several departments, and the agenda for the NEO program that has been approved by the various departments, with all the times, facilities, materials, and responsibilities clearly delineated.
CONCLUSIONThis article has addressed several issues that emerge in the development of a NEO program for GXP compliance. New employee orientation is a critical step a new hire or transferred employee takes in an organization. This is a step on the path to reach his or her first performance review. The path itself is an early segment of the em-ployment lifecycle, the comprehensive process every employee goes through from recruitment to separation. This article reviewed the employment lifecycle, and vari-ous features of a typical NEO program were treated. A scenario-based discussion of regulatory overlap was pre-sented, as well as appropriate employee responses. This was followed by an episodic approach to the history of FDA. These episodes were employed as illustrations of the process of continuous improvement (i.e., identifica-tion of problems [deviations], investigation and root cause analysis, and remediations). Finally, several aspects of the organization of the NEO program were presented, including the necessity to coordinate the program across several departments.
ENDNOTES 1. Keith Rollag, “Defining the Term ‘New’ in New Employee Research,”
Journal of Occupational and Organizational Psychology, Vol. 80, 2007,
pp. 63-75, esp. p. 64.
2. B. M. T. “Onboarding Success,” Workforce Management, Vol. 87,
Issue 15, September 22, 2008, p. 29.
3. John P. Wanous and Arnon E Reichers, “New Employee Orientation
Programs,” Human Resource Management Review, Vol. 10, Issue 4,
Winter 2000. For further discussions of NEO programs, see Doris
Sims, Creative New Employee Orientation Programs, NY: McGraw-
Hill, 2001, and Karen Lawson, New Employee Orientation Training,
Alexandria, VA: ASTD, 2002.
4. For checklists of topics included under resources and information,
see Kathryn Tyler, “Take New Employee Orientation off the Back
Burner,” HR Magazine, Vol. 43, Issue 6, May 1998 or David K. Lindo,

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 63
“New Employee Orientation is Your Job!” Supervision, Vol. 60, Issue
8, August 1999.
The new employee orientation program should not be restricted
to these HR activities; as Garvey has pointed out, recent “NEO
initiatives are getting more creative and comprehensive, and they are
moving away from those painful sessions with stacks of HR forms
and dusty videos.” See Charlotte Garvey “The Whirlwind Of A
New Job,” HR Magazine, Vol. 46, Issue 6, June 2001.
5. Keith McFarland, “Getting Personal with Your Staff,” Business Week,
April 19, 2006, p. 4.
6. Thus it is a GXP requirement that employees must be appropriately
gowned for an assignment in a limited access area of the site, but
gowning procedures may vary in terms of different limited access
areas. For gowning in GMP sites, see 21 CFR 211.28(a), for gown-
ing in GLP sites, see §58.29(e).
Subsequent regulatory training includes “training in cGMP [that is
conducted] on a continuing basis and with sufficient frequency to
assure that employees remain familiar with cGMP requirements
applicable to them;” 21 CFR 211.25(a). This implicates quarterly
or annual CGMP refresher training, etc. as a follow-up to the GMP
content in the NEO program.
7. FDA, 21 CFR 211.25(a), “Personnel Qualifications.”
8. Audrie Armes, “Safety Begins on Day 1,” Safety and Health, Vol. 173,
Issue 3, March 2006, pp. 36-38.
9. See “Occupational Safety and Health Administration,” 29 CFR
1910.1200(h)(1).
10. It is suggestive that Peter M. Smith and Cameron A. Mustard report
that only one-fifth of Canadian employees received safety training
during their first year of a new job; moreover, the provision of safety
training does not seem to be more prevalent among workers or in
occupations with increased risk of injuries. See their “How Many
Employees Receive Safety Training During Their First Year of a New
Job?” Injury Prevention, Vol. 13, Issue 1, February 2007, pp. 37-41.
This included safety training during orientation.
11. FDA, 21 CFR 211.28(d), “Personnel Responsibilities.” Either
the EHS presentation or the GXP presentation (or both) should
make clear that the former presentation addresses the safety of the
employee, while the latter addresses the safety of the product or the
non-clinical lab materials. For issues of regulatory overlap, see G.
Welty, “The ‘Design’ Phase of the ADDIE Model,” Journal of GXP
Compliance, Vol. 11, No. 4, July 2007, pp. 45-46.
12. FDA, 21 CFR 58.81(c), “Standard Operating Procedures.” See also
Organisation for Economic Co-operation and Development (OECD) Prin-
ciples of GLP, Geneva: OECD (1997), §7.2: “Each separate test facility
unit or area should have immediately available current Standard
Operating Procedures relevant to the activities being performed
therein.” As Jürg Seiler has put it, “the distribution of SOPs is on
the one hand governed by the requirement that the relevant SOPs
should be immediately available at the workplace, and on the other
hand, that work should be performed only according to approved
and current SOPs.” Jürg P. Seiler, Good Laboratory Practice—the Why
and the How, Berlin: Springer-Verlag, 2005, p. 248; see also p. 39.
13. The actual content of the SOPs will probably be better addressed in
later training at the departmental or unit level.
14. FDA, 21 CFR Part 1301.73(b), “Security Requirements.”
15. FDA, 29 CFR §1910.38(c), “Emergency Action Plans.”
16. Anthony Arthur, Radical Innocent: Upton Sinclair, NY: Random
House, 2006. See also Upton Sinclair, The Autobiography of Upton
Sinclair, NY: Harcourt, Brace and World, 1962.
17. Arlene F. Kantor, “Upton Sinclair and the Pure Food and Drugs
Act of 1906,” American Journal of Public Health, Vol. 66, No. 12,
December 1976, pp. 1202-1205. See also James H. Young, “Food
and Drug Regulation under the USDA, 1906-1940,” Agricultural His-
tory, Vol. 64, No. 2, Spring 1990, pp. 134-142. As Daniel Carpenter
and Gisela Sin have aptly put it in their “Policy Tragedy and the
Emergence of Regulation,” Studies in American Political Development,
Vol. 21, Fall 2007, pp. 149–180, esp. p. 149, Sinclair’s book “eased
the path for the Pure Food and Drugs Act of 1906.”
Scott Sutton points out that the United States Pharmacopeia (USP)
was “recast from its traditional focus of how to make medicines to
the role it would eventually take as a book that describes the safe
making of medicines,” in its eighth revision, in 1900. This provides
further evidence that the regulatory climate was ready for the pas-
sage of the Act. See Sutton, “USP <1211>: The Compendial Infor-
mational Chapter on Sterility Assurance,” Pharmaceutical Technology
(Sterile Manufacturing Suppl:), May 2009, s16-s21, esp. page s16.
18. Paul M. Wax, “Elixirs, Diluents, and the Passage of the 1938 Federal
Food, Drug and Cosmetic Act,” Annals of Internal Medicine, Vol. 122,
Issue 6, March 15, 1995, pp. 456-461. DEG is used as antifreeze.
19. Quoted in Carpenter and Sin, “Policy Tragedy and the Emergence of
Regulation,” op. cit, p. 168.
20. As Carpenter and Sin, op. cit. p. 177 have put it “Had the sulfanil-
amide tragedy occurred at another time, when FDA regulation as
the dominant alternative to the status quo was not advanced by
bureaucratic leaders, the Act would either not have passed or would
have taken a much different form.” Thus the tragedy was perhaps a
necessary condition, but hardly sufficient, for the passage of the act.
21. A. Leslie Florence “Is Thalidomide to Blame?” British Medical Journal,
Vol. 2, December 31, 1960, p. 1954.
22. W.G. McBride “Thalidomide and Congenital Abnormalities,” The
Lancet, Vol. 2, December 16, 1961, p. 1358.
23. See also Steven Spencer, “The Untold Story of the Thalidomide
Babies,” Saturday Evening Post, Vol. 235, Issue 37, October 20, 1962,
pp.19-27. Also Rock Brynner and Trent D. Stephens, Dark Remedy:
The Impact of Thalidomide and Its Revival as a Vital Medicine, NY:
Perseus Books, 2001.
24. See 21 CFR 312.23 “Investigational New Drug Application,” §50.20
“General Requirements for Informed Consent,” §312.23 (a)(6)(iii)( b
) “The name and qualifications (curriculum vitae or other statement
of qualifications) of each investigator,” §56 “Institutional Review
Boards” (IRB), and §56.108(b)(1), §312.53(c)(1)(vii), and §312.66 on
AEs.
25. The critiques of Sinclair’s book by a leading meatpacker, Armour,
were published in a series of articles in the Saturday Evening Post;
collected in J. Ogden Armour, The Packers, the Private Car Lines and
the People, Philadelphia: Henry Altenus, 1906.
26. Upton Sinclair, as quoted in “Worked on President’s Sympathies –
Sinclair,” New York Times, May 29, 1906.
27. See also Gabriel Kolko, The Triumph of Conservatism, NY: The Free
Press, 1963, esp. pp. 98-110.
28. According to Dr. Morris Fishbein, editor of the Journal of the Ameri-
can Medical Association (JAMA), “the solvent, diethylene glycol […]

Gordon Welty
64 Special edition: A Roadmap to GMP Compliance Part 2
rather than the sulfanilamide was responsible” for the poisoning; see
“Drug Preparation Blamed in Deaths,” New York Times (October 19,
1937). This statement was made a few days after the first reports of
poisoning; the editorial was published as “Deaths following Elixir of
Sulfanilamide – Massengill,” Journal of the American Medical Associa-
tion, Vol. 109 (October 23, 1937), p. 1367. The AMA later published
a report on the investigations; see Paul N. Leech, “Elixir,” Journal of
the American Medical Association, Vol. 109 (November 6, 1937), pp.
1531–39.
29. James H. Young, “Three Southern Food and Drug Cases, Part II,” The
Journal of Southern History, Vol. 49, No. 1 (Feb. 1983), p. 24.
30. See “Manufacturer Accused,” New York Times, June 12, 1938.
31. Arthur Daemmrich, “A Tale of Two Experts,” Social History of Medi-
cine, Vol. 15, Issue 1, April 2002, pp. 144-146.
32. As quoted in Daemmrich, “A Tale of Two Experts,” page 154. See
also Frances Kelsey, “Problems Raised for the FDA by the Occur-
rence of Thalidomide Embryopathy in Germany, 1960-1961,”
American Journal of Public Health, Vol. 55, No. 5, 1965, pp. 703-707.
33. “Five Die After Taking Tylenol Believed to Contain Cyanide,” New
York Times, October 1, 1982, page A12.
34. Thomas J. Lueck, “Drug Makers Suggest U.S. Packaging Rules,” New
York Times, October 15, 1982, page D1; also Ernest Holsendolph,
“U.S. To Issue Rules On Capsules Soon,” New York Times, October
16, 1982, page A7. Meanwhile, the demand for surveillance cam-
eras in retail outlets grew, see Dorothy J. Gaiter, “More Stores Seek
Camera Monitors,” New York Times, October 20, 1982, page A23.
35. Michael Decourcy Hinds, “U.S. Sets Up Rules On Drug Packages To
Bar Tampering,” New York Times, November 5, 1982, page A1. The
various deadlines established by the regulations were met; Pamela
G. Hollie, “Drug Rules Met on Time,” New York Times, February 7,
1983, page D1. See 21 CFR 211.132, “Tamper-Evident Packaging.”
36. There were further cyanide poisonings using Tylenol capsules. See
Peter Kerr “Tylenol Is Linked to a Cyanide Death in Yonkers,” New
York Times, February 11, 1986, page A1; also Robert D. Mcfadden,
“Maker of Tylenol Discontinuing All Over-Counter Drug Capsules,”
New York Times, February 18, 1986, page A1.
According to Abby Goodnough et al., “F.B.I. Searches Building
Where Man Linked to 1982 Tylenol Poisonings Lives,” New York
Times, February 06, 2009, page 1, “The poisonings in 1982, which
killed seven, terrified the nation and changed the way drugs are
packaged, have never been solved.”
37. Dahleen Glanton “Peanut plant in Georgia linked to salmonella had
earlier problems,” Chicago Tribune, January 3, 2009; Ben Meyerson,
“Senators push for better food regulation: Agencies accused of mov-
ing too slowly on salmonella outbreak linked to peanuts,” Chicago
Tribune, February 6, 2009; and Michael Moss “Peanut Case Shows
Holes in Food Safety Net,” New York Times, February 9, 2009, Page
A1. As President Obama has recently acknowledged in his speech,
“Tougher Food Safety Measures” (14 March 2009): “the FDA has
been underfunded and understaffed in recent years.” GXP
ARTICLE ACRONYM LISTINGCGMP Current Good Manufacturing PracticeDEA Drug Enforcement AdministrationDOT Department of TransportationEDMS Electronic Document Management SystemEHS Environmental, Health, and SafetyEPA Environmental Protection AgencyFDA US Food and Drug AdministrationGLP Good Laboratory PracticeGMP Good Manufacturing PracticeHR Human ResourcesMSDS Material Safety Data SheetsNDA New Drug ApplicationNEO New Employee OrientationOSHA Occupational Safety and Health AdministrationSOPs Standard Operating Procedures
ABOUT THE AUTHORGordon Welty, Ph.D., has been designing, developing, facilitating, evaluating, and managing technical and regulatory training programs in the healthcare and pharmaceutical industries for more than 20 years. Contact Gordon at [email protected].
Originally published in the July 2009 issue of Journal of GXP Compliance

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 65
INTRODUCTIONEvery organization in regulated industry must train its employees. This training is scheduled in several ways. There is a basic scheduling distinction between training that is delivered in response to a perceived deficiency in performance or qualification, and training delivered ac-cording to the calendar. Training according to deficiency in performance or qualification includes new employee orientation (NEO), training for business process redesign
and standard operating procedure (SOP) revision, and most technical training. In each case, trainees lack skill, information, or motivation that can be remedied by the training intervention.
Training according to the calendar includes much of regulatory training—the periodic refresher training that is mandated in business ethics, non-harassment policies, non-discrimination policies, a number of Occupational Safety and Health Administration (OSHA) regulations (1), and current good manufacturing practice (CGMP) regula-tions. As will become clear in the case of the US Food and Drug Administration regulations, refresher training may be scheduled more frequently than on an annual basis, which is why the regulations and guidance refer to “con-tinuing” CGMP training rather than referring to “annual CGMP refresher training.”
The decisions that are made about either kind of training are informed by an implicit or explicit busi-ness risk assessment. The level of top-down support and the scheduling of continuing CGMP training reflect a business risk assessment made by various decision makers in the organization. Moreover, deci-sions about the content of the training, in contrast to mandate and schedule, may also be informed by a quality risk assessment, an assessment in terms of risk to the safety, identity, strength, purity, and qual-ity (SISPQ) of the product (2).
Consider an example of business risk assessment, as it applies at the program level to continuing CGMP training. Suppose there is a deviation between the number of em-ployees who have documented attendance at the annual CGMP refresher training session and the total number of employees who are required by procedure to attend by the end of the calendar year. In this case, the alert level is any number of employees greater than zero, excluding those on medical leave, etc. The supervisor of an employee who has failed to attend by the beginning of the December re-cess will be alerted by an e-mail message automatically generated by the organization’s learning management sys-tem (LMS) (3). Suppose the total number of non-com-pliant employees is one. Will this deviation occasion a Notice of Event (NoE), investigation, and corrective action and preventive action (CAPA)? No. What about 10 em-ployees? Probably not. What about a hundred? Perhaps. Even if it does, will the CAPA be fulfilled? There have
Developing a Continuing CGMP Training ProgramGordon Welty
This is the second in a series of articles on the devel-opment of a GXP training system. The first paper was titled “Developing a New Employee Orientation Program for GXP Compliance,” and was published in the Journal of GXP Compliance, Vol. 13, No. 3 (Summer 2009), pp. 82-92. The present article discusses con-tinuing current good manufacturing practice (CGMP) training in four sections. The first section reviews statements taken from regulations and guidances about continuing GMP training, made by the US Food and Drug Administration and other regulatory bodies. The interpretive nature of these statements, and the role that risk assessment plays in organizational response to gaps (deviations) between the statements and ongoing behavior, are stressed. The second section addresses the topic of individuals who are qualified to deliver the continuing GMP training, presenting two approaches to qualifying trainers—a formal approach such as a GMP train-the-trainer program and an experiential approach. While the experiential approach is cheaper than the formal approach, the formal approach has the merit of reducing variation in employee performance, as well as facilitating root cause analysis in case of deviations. The third section reviews major sources of topics that are available for continuing CGMP training, including regulations in 21 CFR 211, written procedures required by these regulations, and topics mentioned in FDA guidances, FDA warning letters, and the organization’s own records of deviations, investigations, corrective actions and preventive actions, and quality complaints. The final section reviews a major logistical issue in the delivery of continuing CGMP training: the frequency with which this training should be scheduled. FDA recommends training more frequently than just an annual basis.
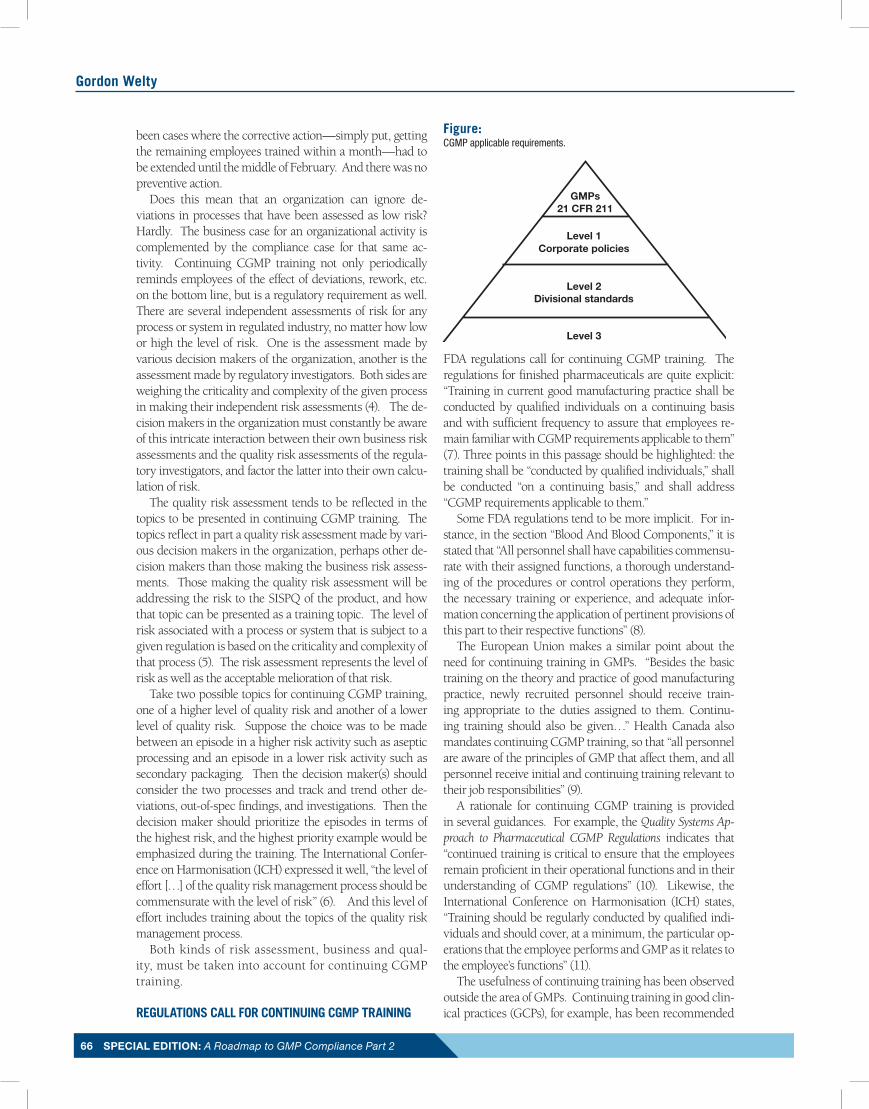
Gordon Welty
66 Special edition: A Roadmap to GMP Compliance Part 2
been cases where the corrective action—simply put, getting the remaining employees trained within a month—had to be extended until the middle of February. And there was no preventive action.
Does this mean that an organization can ignore de-viations in processes that have been assessed as low risk? Hardly. The business case for an organizational activity is complemented by the compliance case for that same ac-tivity. Continuing CGMP training not only periodically reminds employees of the effect of deviations, rework, etc. on the bottom line, but is a regulatory requirement as well. There are several independent assessments of risk for any process or system in regulated industry, no matter how low or high the level of risk. One is the assessment made by various decision makers of the organization, another is the assessment made by regulatory investigators. Both sides are weighing the criticality and complexity of the given process in making their independent risk assessments (4). The de-cision makers in the organization must constantly be aware of this intricate interaction between their own business risk assessments and the quality risk assessments of the regula-tory investigators, and factor the latter into their own calcu-lation of risk.
The quality risk assessment tends to be reflected in the topics to be presented in continuing CGMP training. The topics reflect in part a quality risk assessment made by vari-ous decision makers in the organization, perhaps other de-cision makers than those making the business risk assess-ments. Those making the quality risk assessment will be addressing the risk to the SISPQ of the product, and how that topic can be presented as a training topic. The level of risk associated with a process or system that is subject to a given regulation is based on the criticality and complexity of that process (5). The risk assessment represents the level of risk as well as the acceptable melioration of that risk.
Take two possible topics for continuing CGMP training, one of a higher level of quality risk and another of a lower level of quality risk. Suppose the choice was to be made between an episode in a higher risk activity such as aseptic processing and an episode in a lower risk activity such as secondary packaging. Then the decision maker(s) should consider the two processes and track and trend other de-viations, out-of-spec findings, and investigations. Then the decision maker should prioritize the episodes in terms of the highest risk, and the highest priority example would be emphasized during the training. The International Confer-ence on Harmonisation (ICH) expressed it well, “the level of effort […] of the quality risk management process should be commensurate with the level of risk” (6). And this level of effort includes training about the topics of the quality risk management process.
Both kinds of risk assessment, business and qual-ity, must be taken into account for continuing CGMP training.
REGULATIONS CALL FOR CONTINUING CGMP TRAINING
FDA regulations call for continuing CGMP training. The regulations for finished pharmaceuticals are quite explicit: “Training in current good manufacturing practice shall be conducted by qualified individuals on a continuing basis and with sufficient frequency to assure that employees re-main familiar with CGMP requirements applicable to them” (7). Three points in this passage should be highlighted: the training shall be “conducted by qualified individuals,” shall be conducted “on a continuing basis,” and shall address “CGMP requirements applicable to them.”
Some FDA regulations tend to be more implicit. For in-stance, in the section “Blood And Blood Components,” it is stated that “All personnel shall have capabilities commensu-rate with their assigned functions, a thorough understand-ing of the procedures or control operations they perform, the necessary training or experience, and adequate infor-mation concerning the application of pertinent provisions of this part to their respective functions” (8).
The European Union makes a similar point about the need for continuing training in GMPs. “Besides the basic training on the theory and practice of good manufacturing practice, newly recruited personnel should receive train-ing appropriate to the duties assigned to them. Continu-ing training should also be given…” Health Canada also mandates continuing CGMP training, so that “all personnel are aware of the principles of GMP that affect them, and all personnel receive initial and continuing training relevant to their job responsibilities” (9).
A rationale for continuing CGMP training is provided in several guidances. For example, the Quality Systems Ap-proach to Pharmaceutical CGMP Regulations indicates that “continued training is critical to ensure that the employees remain proficient in their operational functions and in their understanding of CGMP regulations” (10). Likewise, the International Conference on Harmonisation (ICH) states, “Training should be regularly conducted by qualified indi-viduals and should cover, at a minimum, the particular op-erations that the employee performs and GMP as it relates to the employee’s functions” (11).
The usefulness of continuing training has been observed outside the area of GMPs. Continuing training in good clin-ical practices (GCPs), for example, has been recommended
GMPs21 CFR 211
Level 1Corporate policies
Level 2Divisional standards
Level 3Local procedures
Figure: CGMP applicable requirements.

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 67
for clinical trials staff, as well as for Institutional Review Board (IRB) members (12).
Hence the FDA regulations provide a mandate for con-tinuing CGMP training. Of course there are interpretive issues regarding these, as any, regulations. As Michael Breg-gar has correctly put it, “most drug regulations are subject to interpretation” (13). Organizations in the life sciences do not simply react to a regulation; instead there is an intricate interaction between organizational actors at all levels and the various regulations and regulatory regimes, all within a given setting (14).
Between an observation of a gap and an organization’s response is a complex decision process. This will occur whether it is a higher level of risk, such as the level of viable particulates in a monitored area, or a lower level of risk, such as one, ten, or a hundred employees failing to attend the an-nual CGMP refresher training. An observation is typically escalated, triaged, and may or may not become a record of interest in the organization’s quality management system. Whether the observation will or will not become a record of interest depends upon the risk assessment. It is that record that may or may not become the basis of an investigation and root cause analysis. Whether the record is investigated further depends upon (possibly a further) risk assessment. Neither employees nor the organization react to the stan-dard, the regulation—they respond to the observed gap, in terms of risk assessments.
The record of the observed gap can also become part of a set of similar records that can be tracked and trended within the quality management system. If necessary, the set itself can be investigated further. Again it is not a matter of react-ing to standards, SOPs, or regulations. The organization is responding to the set of excursions, the set of gaps, as re-ported in the set of records. The conclusion of an investiga-tion can be followed by the development and execution of corrective actions and preventive actions. At each decision node, the decision is based on interpretations and also on risk assessments.
The interpretive aspects and risk assessments of this investigative and remediation process may be more or less explicit in various areas of the life science industry, but the underlying need for interpretation and risk assess-ment remains. Moreover, since interpretive aspects and risk assessments underlie any organization’s response to compliance issues, no organization is simply reactive to regulations.
WHO ARE THE QUALIFIED INDIVIDUALS?FDA regulations mandate that “Training in current good manufacturing practice shall be conducted by qualified individuals” (15). Likewise, Health Canada requires that “Training is provided by qualified personnel” (16).
As Joanne Cochran and Joseph Nally point out, “Since 211.25(a) requires GMP training to be given by qualified personnel, the company should have a procedure and pro-cess for qualifying trainers” (17). An SOP documents the
following three things: •Itindicatesthesequenceoftasksthatmakeupthepro-
cess, in this case the steps (or tasks) that make up the process of qualifying a trainer
•Theprocedurestipulatesthepersonsorpositionsthatare responsible for executing the tasks
•Finally,theSOPliststhestandardsthatdefinethesatis-factory completion of the tasks.
In sum, the procedure lists the necessary steps (tasks) that, taken together, are sufficient to produce the desired outcome of the process (18).
The Qualification of SMEs The qualification of trainers is a specific instance of the more general process of qualifying subject matter experts (SMEs). As such, the SOP and process for qualifying trainers will be homologous to the SOP and process for the qualification of SMEs. This is not to say that SMEs can be conflated with trainers. There are substantial differences between the two, even though a master trainer can be considered an expert in the subject matter of training.
Crucial differences exist between the kind of process re-quiring the qualification of a SME and the kind of process (i.e., a GMP training process) requiring the qualification of a trainer. A SME must be qualified, if the following relevant procedure or process:
•Involveshighskilllevel,complexactivityorapplication
TABLE I: Written procedures required in 21 CFR 211.Regulation Topic
§211.22(d) Responsibilities of quality control unit
§211.56 Sanitation
§211.67(b) Equipment cleaning and maintenance
§211.80(a) Control of components, containers, and closures
§211.100 Production and process controls
§211.101 Charge-in of components
§211.110(a) In-process sampling and testing
§211.113 Control of microbiological contamination
§211.115(a) Reprocessing
§211.122(a) Materials examination and usage criteria
§211.125(f) Labeling issuance
§211.130 Packaging and labeling operations
§211.142 Warehousing procedures
§211.160(a) Laboratory controls
§211.165(c) Testing and release for distribution
§211.166(a) Stability testing
§211.167 Special testing requirements
§211.176 Penicillin contamination
§211.180(f) Records and reports
§211.198(a) Complaint files
§211.204 Returned drug products

Gordon Welty
68 Special edition: A Roadmap to GMP Compliance Part 2
of advanced knowledge or logic•Isperformedinthedirectmanufacturingofapharma-
ceutical product•Involvesqualityattributes(SISPQ)oftheproduct•Hasseriousconsequencesforthebatch,negativeim-
pact on the patient, or injury to the operator in the case of error or deviation.
These criteria clearly reflect aspects of criticality and com-plexity that go into risk assessment.
By contrast, a trainer must be qualified to present any CGMP training, regardless of complexity and criticality.
Approaches to Trainer Qualification There are two basic approaches to qualifying CGMP train-ers. One is a formal approach, such as a train-the-trainer program; the other is an experiential approach, based on management’s judgment that an employee is qualified to provide training (19).
A GMP train-the-trainer program provides a formalized approach to the selection of candidates for the training, the delivery of the classroom session, the aspiring trainer’s preparation and delivery of a presentation to demonstrate proficiency, and the assessment of the aspiring trainer’s per-formance (20).
In the case of the experiential approach to the qualifica-tion of trainers, management selects the “qualified trainer” based on more or (usually) less explicit criteria and docu-mentation. This approach to trainer qualification is less de-manding than the formal approach, including less demand-ing of resources.
The formal approach to the qualification of trainers has several advantages over the experiential approach. Impor-tantly, it tends to homogenize the delivery of training events. This tends to reduce the variation in subsequent perfor-mance across trainees (employees). The formal approach also facilitates root cause analysis in the face of a manufac-turing deviation or out-of-spec lab result. When an inves-tigation is called for, the task is to find some element of the manufacturing or lab process, call it A, where the variation in A causes variation (deviation) in a quality attribute of the product B.
The investigation proceeds by eliminating the various ele-ments of the process that might have been the cause of the deviation. Elements that are reviewed include the equip-ment, the facilities, the utilities, the raw material, the pro-cedure, the employee, etc. One by one, the elements are considered and eliminated from consideration, until (ide-ally) one remains. That is labeled the “root cause.”
When an element has been qualified, it is ensured that it has been installed according to design specifications, it op-erates in a reliable fashion, and that its output or product has a uniform (and high) quality. Thus the element will not vary from design specifications upon installation. The element will not vary from its specified range during the operation of the system. And its product will not vary from the desired
level of quality. Because there has been no variation of the element that has been qualified, it cannot be the cause of the manufacturing deviation or out-of-spec lab result. Through qualification, that element will be removed from consider-ation in an investigation.
Human error is frequently cited as the root cause of de-viations in investigations (21). The deviation is frequently attributed to a training inadequacy on the part of the em-ployee whose performance has failed, causing the devia-tion. This training inadequacy, in turn, is attributed to an inadequacy of the trainee, the training event, or the trainer, in some combination. However, if three conditions are met (the trainer has been rigorously qualified in terms of the formal approach, the qualification has been periodically monitored, and tracking and trending of other deviations does not show recurrences), then the trainer and the train-ing event can be removed from consideration in an investi-gation.
It would be implausible to remove the trainer and the training event from root cause consideration if the trainer had been decreed “qualified” by management through the experiential approach.
Staffing Considerations It is most desirable that a qualified trainer, who is also a SME in the topic to be trained, is available to deliver the training. What if such an individual is not available, either in-house or externally? In that case, there seems to be three staffing options that will meet regulatory require-ments for CGMP training to be delivered by “qualified in-dividuals.” One option is to have a SME become qualified as a trainer. As Saundra Williams stresses, “subject mat-ter experts require training in adult learning theory and training techniques before they can adequately train oth-ers.” As a second point, she notes, “subject matter experts tend to know much more information than they need to convey. This causes them to overload the learner with information that is unrelated to job needs.” Third, she continues, “ineffective training delivery [by SMEs] wastes dollars invested in instructors, training materials, and em-ployee time.” Finally, she points out that, “SMEs who have not been given enough support in the delivery of technical training may cause employees to feel demoral-ized because they cannot apply the skills on the job” (22).
A second option is to have a qualified trainer become proficient as a SME on the topic to be trained. Linda Elengold cautions, however, that, “it can take the generic trainer weeks, if not months, to get up to speed on a spe-cific process or skill.” She concludes, “many employers believe that it is harder to turn a professional trainer into a technically savvy trainer than it is to turn a SME into a trainer” (23).
But there is a third option. Vesper points out that, “sometimes it is difficult to find good trainers who also have solid experience or knowledge in a particular techni-cal area.” He goes on to say, “that is an excellent opportu-

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 69
nity for co-teaching: an experienced instructor helping to lead the formal sections of the course and the expert serv-ing as a resource to relate experiences and answer ques-tions.” He concludes that “if a co-teaching approach is used, both people should be qualified as a team, and that should be provided for in your training SOP” (24). De-veloping a training team consisting of a qualified trainer and a SME is a most effective way to address the staffing challenge in the short term.
APPLICABLE CGMP REQUIREMENTSThe FDA regulations stipulate that the training will “as-sure that employees remain familiar with CGMP require-ments applicable to them.” What are those “applicable requirements”? Conceptualize the regulatory frame-work as a pyramid, with the CGMPs at the top, corporate policies making up the next tier, divisional standards as a further tier, and local SOPs as the lower tier (25). Then the applicable requirements are those that filter down from the CGMPs and are refracted in the local proce-dures (see Figure).
Topics for continuing CGMP training include not only the regulations in 21 CFR 211, as refracted to the local level, but also any “written procedures required by these regulations, as they relate to the employee’s functions” (26). Those written procedures include the following (see Table I).
Suggested topics for continuing CGMP training are also given in several guidances. For example, the Quality Sys-tems Approach to Pharmaceutical CGMP Regulations indi-cates that “training should address the policies, processes, procedures, and written instructions related to operation-al activities, the product/service, the quality system, and the desired work culture (e.g., team building, communi-cation, change, behavior)” (27).
Likewise, Sterile Drug Products Produced by Aseptic Pro-cessing suggests that “fundamental training topics should include aseptic technique, cleanroom behavior, microbi-ology, hygiene, gowning, patient safety hazards posed by a non-sterile drug product, and the specific written pro-cedures covering aseptic manufacturing area operations” (28). Also, the Guideline for Quality Assurance in Blood Estab-lishments suggests that training topics may be derived from a review of “management observations, proficiency test results, competency evaluations, technical changes, error/accident reports, complaints, QA audits, and problems dis-covered at critical control points identified in each system within the establishment’s total operation” (29).
Another source of topics for continuing CGMP training is the set of FDA warning letters, accessible from www.fda.gov. This is an extensive compilation of GXP deviations of all sorts that can be mined for topics. There are two prob-lems that emerge when using these resources.
First, the warning letters refer to companies other than that of the training audience, which tends to blunt the sig-nificance of non-compliance, no matter how serious. For
striking examples, FDA inspected the Peanut Corporation of America (PCA) in early January 2009 and found “one en-vironmental swab collected on 01/10/09 from the finished product cooler floor was found positive for Salmonella. The swab location was within three feet of pallets of finished product.” Moreover “mold was observed growing on the ceiling and walls in the firm’s cooler used for finished prod-uct storage. In addition, water stains were observed run-ning down from the cooling unit fans in the cooler. On 01/10/09, pallets of finished product were stored directly beneath this unit” (30). The training audience can easily say, “Yes, these are terrible conditions, but they took place in Georgia.”
The second problem is that many times the warning letters do not provide the level of detail needed to develop compelling CGMP training. This is the case even when the warning letter is augmented by newspaper accounts. Again this tends to blunt the significance of non-compliance. It is very clear that something was seriously amiss in the PCA’s environmental monitoring program, but it is very hard to pin that down to make training points.
Still another source of topics is the organization’s own documentation of deviations, investigations, CAPAs, and product quality complaints, as captured in the qual-ity management system. This documentation can be re-viewed on a periodic basis, say quarterly or even monthly. The selected record can be worked up and presented in a training module. These records do not suffer from either of the shortcomings noted for the FDA warning letters. The organization’s documentation refers to the training audience’s own systems, and some members of the au-dience may have been involved in the investigation and remediation process. Secondly, the very demands for compliance and documentation in the organization’s in-vestigation and remediation SOPs should ensure an ad-equate level of detail to make training points.
Take a illustrative example, one that might be a suit-able topic for a quarterly CGMP training session. Recently, warehouse staff had trouble correctly filling out a particular form. Supervision caught the problem several times, while countersigning the document. Then supervision missed one, and it was recorded in the quality management system. Management was alerted, and requested an investigation of the problem—was it a matter of employee training, proce-dure, form design, or what?
During the investigation, training records were reviewed, and each of the warehouse employees had been trained on the current version of the SOP by a qualified trainer. The SOP was reviewed. It looked straightforward on its face, and because it also covered two other forms for which no problems had been observed, it was given a clean bill of health. The form itself was reviewed, in terms of the follow-ing checklist:
•Who is the owner of the form? If there was no speci-fied owner of the form, no one would be responsible for the integrity of the form, and perhaps more important,

Gordon Welty
70 Special edition: A Roadmap to GMP Compliance Part 2
anyone could make changes to the form. These uncon-trolled changes result in incoherence of the form.
•Were user requirements gathered? Gathering user re-quirements during planning for the form should trump managerial decree for content and structure. User re-quirements include answers to the following:
•Whofillsouttheform?•Whatistheform’spurpose?•Whatisthetimeframeforusingtheinforma-
tion in the form? •Arethereduplicateusersoftheform?
•What is the structure and flow of the form? The structure and flow of the form should comprise a linear progression, upper left to lower right.
•Is the form focused? The form should be succinct rather than wordy.
•Are there instructions for the form? If there are in-structions, they should be included on a separate sec-tion or separate page, rather than interspersed within the form itself.
•Was there expert review of the form? Critical review by SMEs can frequently point out problematic aspects of a form, which should be addressed before finalizing the document.
•Was there usability testing of the form? It is critical to pilot the penultimate draft of the form then make revisions in light of the experiences and criticisms of a sample of end users (31).
During the review of the form, it became clear that there were several serious content and formatting issues. When the form was redesigned, the warehouse staff’s trouble fill-ing out the form ended. The problem seems to have been re-solved. It is worth noting that re-training of the warehouse employees was not required, since training was not identi-fied as the root cause of the problem (32), but the employees had to be trained on the rectified form.
This illustrative account could be proposed to the training council or other appropriate group, and, if ap-proved, could be worked up into a continuing CGMP training module. It would be of interest to the organiza-tion’s staff, because it refers to their warehouse, they may know the form in question, they may know some of the employees who were involved in the problem, and they will be pleased to see the satisfactory outcome of the in-vestigation.
Perhaps the best approach to sources of topics for con-tinuing CGMP training is a combination of local problems gleaned from records in the organization’s quality manage-ment system, with direction provided by the most serious compliance problems, as indicated by FDA warning letters (33) (see Table II).
For instance, one recurring topic from fiscal years 2005 through 2008 has been 21 CFR 211.22, Responsibilities of Quality Control Unit. Should the organization’s records pro-vide any instances of such problems, the FDA warning let-
ters might give additional weight to the training points.A final point about applicable CGMP requirements is the
relevance and effectiveness of particular CGMP training for various groups within an organization’s workforce. In Q9, Quality Risk Management, the ICH has suggested that a po-tential use of quality risk management principles and tools may be “to determine the appropriateness of […] ongoing training sessions based on education, experience and work-ing habits of staff” (34). Trainees can be grouped accord-ing to their task assignments. For example, employees who check batch records need not be given the same continu-ing CGMP training module as operators, even though both groups may be governed by the same broad set of proce-dures. Their workplace focus is much different. Likewise, ICH recommends that the appropriateness of continuing training be determined by “a periodic assessment of previ-ous training (e.g., its effectiveness)” (35).
LOGISTICS OF CONTINUING CGMP TRAINING Having discussed the regulatory requirements for continu-ing CGMP training, the necessity of using qualified trainers to deliver the training, and the topics that could make up the training content, it is time to turn to the logistics of this training. The main logistical question is: How frequently should this continuing training be scheduled?
FDA regulations do not stipulate the frequency of con-tinuing training, but recommendations are available in guidances. For example, the Current Good Manufacturing Practice for Medical Gases indicates that, “FDA recommends that CGMP training not be conducted in one massive train-ing session. Rather, it should be presented in smaller more manageable sessions held throughout the year, or at a mini-mum be held once a year” (36).
Speaking at an FDA workshop, compliance officer Duane Sylvia suggested that, “CGMP training should be revisited at
TABLE II: Most serious GMP problems in FDA warning letters, FY 2008.Regulation Topic
§211.192 Production record review
§211.160 Laboratory controls
§211.100 Written procedures; deviations
§211.22 Responsibilities of quality control unit
§211.42 Design and construction features
§211.84 Testing and approval or rejection of compo-nents, containers, and closures
§211.110 Sampling and testing of in-process materi-als and drug products
§211.113 Control of microbiological contamination
§211.165 Testing and release for distribution
§211.188 Batch production and control records
Source: adapted from Becker, Gerhard, “Warning Letters Report 2009—Frequent Deficiencies in Deviation Reviews,” GMP News, February 18, 2009.

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 71
frequent intervals and needs to be conducted by qualified individuals.” He continued, “Conducting CGMP training once a year is not recommended, but instead should be presented in smaller more manageable portions, present-ed throughout the year with documentation of the type, time, and attendance of each session” (37).
Some regulated organizations have developed very elaborate schemes to schedule continuing CGMP training. One example will suffice. An organization required each employee to attend day-long refresher training at a speci-fied location on the first Monday of the employee’s birth month. There was one makeup day a year for employees who missed their scheduled date. The training agenda was fixed for the entire year, regardless of intervening events. It incorporated OSHA, CGMP, business ethics, and other re-fresher training, as well as a “Meet the CEO” session. Given the packed agenda, less than an hour was devoted to CGMP topics. Birthday cake was provided to each attendee. None-theless, this scheme was simply a variant of the “one hour, once a year” CGMP training schedule.
Regarding industry practices, James Vesper has stated that “most companies conduct formal GMP training or rein-forcement training at least annually; some do it twice a year; a few do it quarterly” (38).
There are business considerations as well as regulatory issues here. More generally, John McConnell has indicated “How often the training course is to be conducted depends on several factors, including:
•Employeeavailability•Totalnumberofcurrentemployeestobetrained•Maximumsizeoftrainingclassesandmethod•Requiredtimetoconducttraining•Projectedfuturetrainingpopulation”(39).
CONCLUSIONThis article addressed continuing CGMP training in four sections. The first section reviewed the statements that FDA and other regulatory bodies have made in regulations and guidances regarding continuing CGMP training. The role that interpretation and risk assessment plays in an organiza-tion’s response to gaps (deviations) between the statements and ongoing behavior was stressed. The second section con-sidered the “qualified individuals” that deliver this continu-ing training, including similarities and differences between qualification of trainers and qualification of SMEs. A formal approach to qualifying trainers such as a CGMP train-the-trainer program was compared to an experiential approach such as management’s judgment that an employee is quali-fied to provide training. The experiential approach is cheap-er than the formal approach, but the formal approach has the merit of reducing variation in employee performance, as well as facilitating root cause analysis in case of devia-tions. Also, various staffing options were examined. The third section reviewed topics that are suitable for continuing CGMP training. Sources included CGMP regulations in 21 CFR 211, written procedures required by these regulations,
topics mentioned in several FDA guidances, FDA warning letters, and the organization’s own records of deviations, in-vestigations, CAPAs, and product quality complaints. The final section addressed the logistics of such training, includ-ing the frequency with which CGMP training should be delivered, concluding that FDA recommends training more frequently than just an annual basis.
ACKNOWLEDGMENTSThe author would like to thank his colleagues J.C. and R.M. for helpful comments.
ENDNOTES1. See OSHA, 29 CFR 1910.134(k) Respiratory Protection, “The em-
ployer [is required] to provide effective training to employees who
are required to use respirators. The training must be comprehen-
sive, understandable, and recur annually, and more often if neces-
sary.” See also § 1910.134(k)(5), “Retraining shall be administered
annually.”
2. For the distinction between quality risk assessment and business
risk assessment, see Chris Enyinda, Charles Briggs and Khalid
Bachkar, “Managing Risk in Pharmaceutical Global Supply Chain
Outsourcing,” Proceedings of American Society of Business and Behav-
ioral Sciences, Vol. 16, No. 1 (Feb 2009); for the distinction in the
GLP context, see Alain Piton, “Risk-based Assessment Applied to
QA GLP Audits,” Annali dell’ Istituto Superiore di Sanità, Vol. 44, No.
4 (2008), p. 382; for the distinction in the GCP context, see Sherri
A. Hubby “Integration of Q9 Quality Risk Management When Con-
ducting GCP Regulatory Inspections and Audits,” Presented at the
45th Annual Meeting, Drug Information Association (DIA), San Diego,
CA (2009).
3. On the one hand, such an e-mail message would be exempt from
Part 11 considerations; see G. Welty, “Strategy and Tactics of
Training Recordkeeping,” Journal of GXP Compliance, Volume 12,
Number 3, April 2008; reprinted in The ADDIE Model, Duluth,
MN: Advanstar (2009), pp. 40-43. Among the few training related
predicate rules that are covered by 21 CFR 11, Electronic Records;
Electronic Signatures, is 21 CFR 111.14(b)(2), which stipulates
“Documentation of training, including the date of the training, the
type of training, and the person(s) trained,” relating to GMPs for
Dietary Supplements. [Published in the Federal Register, Vol. 72, No.
121, June 25, 2007, p. 34810] On the other hand, the message itself
can include the proviso that “This message is not a GMP document;
for GMP purposes, refer to the source document in the LMS,” etc.
4. See FDA, Pharmaceutical cGMPs for the 21st Century - A Risk-Based
Approach, Final Report-Fall 2004, September 2004. See also John
Gardner’s comments, as reported in Joseph Pickett, “GMP audit
imminent after 6-year inspection gap, states 2007 risk-based model:
Gardner,” Validation Times, September 2007.
5. See G. Welty, “The Role of Critical Review in the Revision of Proce-
dures,” Journal of GXP Compliance, Vol. 12, No. 5 (Autumn 2008),
pp. 79-80, also International Conference on Harmonisation (ICH),
Q9, Quality Risk Management, Geneva: ICH Secretariat, November 9,
2005.
6. ICH, Q9, Quality Risk Management, op. cit., p. 2.
7. 21 CFR 211.25(a), Personnel qualifications.

Gordon Welty
72 Special edition: A Roadmap to GMP Compliance Part 2
8. 21 CFR 606.20, Personnel. The relevant phrase is “adequate infor-
mation concerning the application of pertinent provisions of this
part to their respective functions.”
9. European Union, The rules governing medicinal products in the
European Union, Volume 4: Good manufacturing practice (GMP) Guide-
lines, (2009), § 2.9. Health Canada, Good Manufacturing Practices
(GMP) Guidelines - 2009 Edition (GUI-0001), Regulation C.02.006. §
6.
10. FDA, Guidance for Industry: Quality Systems Approach to Pharmaceuti-
cal CGMP Regulations, September 2006, p. 13. Thus a business ra-
tionale as well as a compliance rationale can be made for continuing
training. For the business rationale, see Anne Garstka and Donald
E. Hagman, “The Benefits of Training Right,” SP Forum, March 9,
2000, “training must be continuous. By providing continuous train-
ing, pharmaceutical companies instill good habits that lead to safe,
effective products and higher profits.”
11. International Conference on Harmonisation, Good Manufacturing
Practice Guide for Active Pharmaceutical Ingredients - Q7A, Geneva:
ICH Secretariat, § 3.12. [Published in the Federal Register, Vol. 66,
No 186, Sept 25, 2001, pp. 49028-49029].
12. Regarding clinical trials staff, see Barry Strack, “Training for the
Real World,” Applied Clinical Trials, Vol. 14, No. 3, March 2005, “the
incorporation of continued training is an important element that
many popular programs neglect to focus on.” See also Akanksha
Saxena, “SOP Writing for Clinical Trials: Staff Training Aspects,”
International Biopharmaceutical Association Publication, January 2005,
“management should see to it that there is continuous training of
SOPs among the staff.” Also Department of Veterans Affairs, “Cre-
dentials And Training Of Employees Involved In Human Subjects
Research,” VHA Directive 2003-036, July 7, 2003 requires “appro-
priate training in the ethical principles and good clinical practices
for human subjects research on an annual basis.” Regarding insti-
tutional review boards, see, for instance, Jeffrey Cooper and Pamela
Turner, “Training Institutional Review Board Members,” Institutional
Review Board: Management and Function, Elizabeth A. Bankert and
Robert J. Amdur (eds), Jones and Bartlett Publishers, 2nd Edition,
2006, state “An institutional review board (IRB) ‘shall be sufficiently
qualified through the experience and expertise of its members…to
promote respect for its advice and counsel in safeguarding the rights
and welfare of human subjects.’ Meeting this regulatory require-
ment requires initial and continuous training” (p. 313). They are
citing 21 CFR 56.107, IRB Membership.
13. Michael Breggar, “How to Shift from Reactive Compliance to Strate-
gic Quality Management,” Biopharm International, Vol. 22, No. 7, July
2009, p. 24.
14. Interpretive issues about observations arise on the regulatory side
as well. Consider the FDA’s 483 observation to MedImmune dated
29 March 2007 “on March 28, 2007 […] an operator was observed
cleaning his/her personal prescription glasses in the ISO Class
[…] area.” Compare that to FDA’s warning letter to MedImmune
dated 24 May 2007 “On March 28, 2007, an operator was observed
removing his/her safety glasses, then removing and cleaning his/
her prescription type glasses, thus allowing for skin to be exposed.”
These are available at www.fda.gov/downloads/AboutFDA/Center-
sOffices/ORA/ORAElectronicReadingRoom/UCM056161.pdf and
www.fda.gov/ICECI/EnforcementActions/WarningLetters/2007/
ucm076398.htm
15. 21 CFR 211.25(a), Personnel qualifications.
16. Health Canada, Good Manufacturing Practices (GMP) Guidelines - 2009
Edition (GUI-0001), Regulation C.02.006, § 6.1.
17. Joanne W. Cochran and Joseph D. Nally, “Organization and Person-
nel,” in Good Manufacturing Practices for Pharmaceuticals, Sixth
edition, Joseph D. Nally and Sidney H Willig (eds) NY: Informa
Healthcare (2006) p. 31.
18. “Standard operating procedures (SOPs) are sequences of steps for
workers to follow to complete tasks.” See, Mark Edelman, “SOPs
and the Technical Writer,” Intercom, April 2003, p. 9.
19. See Cochran and Nally, op cit., p. 31: “Minimum requirements for
trainers may include some formal education (e.g., Train-the-Trainer
course) or experience in presenting training…”
20. See G. Welty, “Developing Assessments of Trainee Proficiency,”
Journal of GXP Compliance, Vol. 12, No. 1 (October 2007); reprinted
in The ADDIE Model, Duluth, MN: Advanstar, 2009, pp. 26-27.
21. As Breggar, op. cit., p. 26 has aptly put it, “Generally speaking, most
FDA citations appear technical. But their root cause is nearly always
managerial issues that impede the performance of people.”
22. Saundra Wall Williams, “The Effectiveness of Subject Matter Ex-
perts as Technical Trainers,” Human Resource Development Quarterly,
Vol. 12, No. 1 (2001), pp. 92. She cites Anthony P. Carnevale, et
al., Training partnerships: Linking Employers and Providers (Report no.
CE054867). Alexandria, VA: ASTD. (1990); Ruth Colvin Clark, De-
veloping Technical Training, Phoenix: Buzzards Bay Press (1994); and
Steve Trautman and Kate Klein, “Ask an Expert,” Training and De-
velopment, Vol. 48 (1993), pp. 45–48. See also Cochran and Nally,
“Organization and Personnel,” op. cit., p. 31, “Often the person who
has the best technical knowledge is not necessarily the best trainer.”
23. See Linda Elengold, “Teach SMEs to Design Training,” Alexandria,
VA: ASTD 2001, p. 1.
24. J. Vesper “Defining Your GMP Training Program with a Training
Procedure,” BioPharm (Eugene, OR), (Nov 2000), p. 30. This is a
short term option; in the longer term, management will likely prefer
a SME becoming a qualified trainer, or a qualified trainer becoming
a subject matter expert.
25. See also Willem PA van der Tuuk Adriani and Smit Sibinga “The
Pyramid Model as a Structured Way of Quality Management,” Asian
Journal of Transfusion Science, Vol. 2, No. 1, January 2008, pp. 6-8,
esp. p. 7.
26. 21 CFR Sec. 211.25(a), Personnel qualifications.
27. FDA, Guidance for Industry: Quality Systems Approach to Pharmaceutical
CGMP Regulations, September 2006, p. 13.
28. FDA, Guidance for Industry: Sterile Drug Products Produced by Aseptic
Processing —Current Good Manufacturing Practice, September 2004,
p. 13.
29. FDA, Guideline for Quality Assurance in Blood Establishments, July 11,
1995, p. 8.
30. Available at www.fda.gov/downloads/AboutFDA/CentersOffices/
ORA/ ORAElectronicReadingRoom/UCM109834.pdf. These are
but two of an extensive series of observations.
31. See Jakob Nielsen and Rolf Molich, “Heuristic evaluation of user
interfaces,” CHI ‘90 Conference, Proceedings of the Association for
Computing Machinery, Seattle,WA (1-5 April 1990), pp. 249-256;
Jakob Nielsen, Kara Pernice Coyne & Marie Tahir, “Make It Usable,”

Gordon Welty
Special edition: A Roadmap to GMP Compliance Part 2 73
PC Magazine, Vol. 20, Issue 3, February 6, 2001; and Jakob Nielsen,
“Usability Inspection Methods,” CHI’94 Companion, Association for
Computing Machinery, Boston, MA, April 24-28, 1994, pp. 413-
414. While Nielsen and his colleagues address software and web
usability issues, the principles of end-user and heuristic usability
testing apply to paper-based forms as well.
32. See G. Welty, “Final Implementation of the Training Module,” Journal
of GXP Compliance, Vol. 13, No. 2 (Spring 2009); reprinted in The
ADDIE Model, Duluth, MN: Advanstar, 2009, p. 57.
33. See Gerhard Becker “Warning Letters Report 2006,” GMP News,
January 10, 2007, for fiscal years 2005-2006, and Gerhard Becker
“Warning Letters Report 2008 - Frequent Deficiencies in Deviation
Reviews,” GMP News, February 18, 2009, for fiscal years 2006-
2008.
34. ICH, Q9, Quality Risk Management, op. cit., p. 15.
35. ICH, Q9, Quality Risk Management, ibid. See also G. Welty, “Devel-
oping Assessments of Trainee Proficiency,” op. cit.
36. FDA, Guidance for Industry: Current Good Manufacturing Practice for
Medical Gases, May 2003, p. 4.
37. Duane Sylvia, “Fresh Air 2000,” CDER Medical Gas CGMP Work-
shop, Rockville, MD, March 15, 2000. Also see the interview with
Kristen Evans, “A CDER Official Offers Tips on Inspections,” CDER
Inspection Tips, Salt Lake City: Master Control, 2006, p. 4: “Training
should not be a one-shot deal. It has to be ongoing and dynamic.”
38. James L. Vesper, “Defining Your GMP Training Program with a
Training Procedure,” op. cit., p. 29.
39. John H. McConnell, How to Identify Your Organization’s Training Needs,
NY: AMA, 2003, p. 108.
ARTICLE ACRONYM LISTINGCAPA Corrective Action and Preventive ActionCGMP Current Good Manufacturing PracticeFDA US Food and Drug AdministrationGCPs Good Clinical PracticesICH International Conference on HarmonisationIRB Institutional Review BoardLMS Learning Management SystemNEO New Employee OrientationNoE Notice of EventOSHA Occupational Safety and Health
AdministrationPCA Peanut Corporation of AmericaSISPQ Safety, Identity, Strength, Purity, and QualitySMEs Subject Matter ExpertsSOP Standard Operating Procedure
ABOUT THE AUTHORGordon Welty, Ph.D., has been designing, developing, facilitating, evaluating, and managing technical and regulatory training programs in the healthcare and pharmaceutical industries for more than 20 years. Contact Gordon at [email protected].
Originally published in the Autumn 2009 issue of Journal of GXP Compliance

David Markovitz
74 Special edition: A Roadmap to GMP Compliance Part 2
“GXP Training Tips” provides ideas and suggestions associated with the planning, management, and execution of training programs for regulated industries.
Reader comments, questions, and suggestions are requested. Case stud-ies illustrating training applications submitted by readers are most welcome. Please send your comments, questions, and suggestions to column coordinator David Markovitz at [email protected] or managing editor Susan Haigney at [email protected].
KEY POINTSThe following key points are discussed:
•Discipline to follow policies and procedures is key to GXP compliance
•Reminding people of GXP basics helps to create a habit of compliance
•GXP training should be conducted on an ongoing basis•Fundamental GXP topics are suggested.
INTRODUCTIONThe late John Wooden, legendary coach of University of California-Los Angeles’ (UCLA) champion basketball teams in the 1960s and ‘70s, stressed the basics. The first lesson during the first practice of each sea-son was how to put your socks on and how to tie your shoes. The new players were often surprised at this and would complain with phrases like, “Coach, we learned that in kindergarten” and “We already know how to do that.” But Coach Wooden would insist they do it his way, as he had proof that his way reduced the chance of blisters and reduced the chance of tripping on a loose shoelace during a game.
Essentially Coach Wooden had a standard operating procedure (SOP) for putting on one’s socks and shoes. He often cited this as one of the major reasons for his record string of championship teams. This was important not only for the two reasons cited above, but also it created the discipline among the players to follow the playbook and listen to their coach.
So much of following GXPs in our organizations is the discipline to follow our policies and procedures—our playbook. Most companies that run into trouble with GXP violations with the US Food and Drug Administration and other regulatory bodies find that it is that discipline that is lacking. The policies are in place. The procedures are written and in place. But, for a variety of reasons, people in the organization do not follow the policies or procedures.
Reminding people of the basics of GXP is a good place to start in creating a habit of GXP compliance within the organization. Certainly new personnel need to know the basics. But reminding everyone on a regular basis reinforces the importance of GXP compliance.
GXP Compliance–Start with the BasicsDavid Markovitz
ma
rc
us
mo
re
sb
y/g
et
ty
ima
ge
s

David Markovitz
Special edition: A Roadmap to GMP Compliance Part 2 75
Frequency of TrainingAll GXP training should be conducted on an ongoing basis. The job responsibilities and level of risk to the product should determine the frequency of the train-ing. People who have direct contact with the product should have more frequent training than someone whose job has no contact with the product. For example, someone working in the accounts receivable department, especially if their office were separated geographically from the manufacturing site, would need much less frequent GXP training. Shorter and more frequent training sessions keep GXP fresh in people’s minds.
GXP BASICSHere is an approach for focusing on the fundamentals of GXP compliance in your organization. The follow-ing topics constitute the fundamentals of GXP. Ev-eryone in your organization should be familiar with them. Consider building your GXP training process upon the foundation of these fundamental topics.
The History of the GXP RegulationsWhen people understand that regulations are not written in a vacuum, but in response to serious issues and shortcomings, it helps them see and understand the sense and logic behind the regulations. Whether your final output is products or services, be sure to tie in the fact that your policies and procedures were written to ensure compliance with the regulations and to ensure consistency in the final output.
Customers and their ExpectationsMake sure your people know who your customers are and how your products or services help them. In our industries, often the ultimate customer or user of the product is called the patient. Product defects or product failures can result in injury or even death to the patient. This helps personnel understand the seriousness of their work.
The Big PictureWhen new personnel join your organization, make sure they learn what your products are and how they are used or what your services are and how they benefit your customers. Ensure that they understand how their work and contributions fit into the overall scheme in your company. The more people under-stand how work gets done, the better their decisions become as they are faced with the decisions that are made on a daily basis.
Writing Good and Effective ProceduresPreparing good written procedures is not a natural talent. Rather, it is a skill that can be learned. Consis-tency in your processes is often managed by consis-
tency in our written procedures. Your SOP #1 should be the SOP on SOPs. It should spell out the format and level of detail required in procedures. Outline the components of a well-written procedure during your training sessions. It’s easy to contrast a well-written procedure with a poorly written one. Examples of poorly written procedures are all around us. Just read some of the procedures for consumer items that re-quire assembly or instructions with home electronic gadgets.
Following Policies and Procedures for ConsistencyFollowing policies and procedures leads to consistent performance. This topic is critically important in that it helps create the habit within everyone in the work-force to follow procedures, and to work to continu-ally improve those procedures where needed. Here is where we also reinforce the need to document all deviations and discrepancies, no matter how minor or insignificant they appear to be.
Keeping Good RecordsOur customers and regulators expect our records to be accessible, complete, accurate, and legible. You should have an SOP on good documentation practices for your organization. Standardize how you record the date and time. Stress legibility. This alone can sig-nificantly reduce the number of mix-ups and errors.
Managing Materials to Prevent Contamination, Mix-ups, and ErrorsLabeling raw materials, work-in-process, and finished goods properly is another basic principle of GXP. Or-ganization of warehouses and storage areas is critical here as well. Stress the benefits derived from main-taining a neat and orderly workplace.
Guarding Against ContaminationCleanliness is critically important in our industry. Make sure everyone understands how easy bacterial contami-nation can occur and why it is important to follow clean-ing procedures exactly as they are written.
Maintaining Buildings and EquipmentBuildings and equipment should be maintained in a good state of repair. Report any conditions that need attention, and follow-up to make sure that they are fixed. It is easy to let things slide if things are not attended to promptly. Always check calibration stickers to ensure that equipment is not past due for calibration before using the equipment.
Checking and Double CheckingHuman beings make mistakes. That’s why we cre-ate independent verification, or double-checking,

David Markovitz
76 Special edition: A Roadmap to GMP Compliance Part 2
into our systems and processes. Dual signatures or signoffs are put into place as a safeguard against over-looking something that may be wrong or missing. Ensure that personnel understand that it is more than just a second signature—this practice is independent verification. There must be a process or procedure in place to properly conduct an independent verifica-tion.
AuditsThe purpose of an internal audit is to check on how well our systems and processes are doing. Unfor-tunately in some organizations, an internal audit is used to catch and reprimand personnel doing things incorrectly. This is a surefire way to ensure that no one will cooperate with the auditor. Make sure your people know how audits are performed, and the over-all benefits of identifying shortcomings and working to improve the systems and processes in place. Effec-tive audits are an integral part of a quality manage-ment system.
The Role of FDA in ComplianceFDA and other regulatory bodies worldwide repre-
sent the citizens of their respective nations. Their job is to ensure that the customers, or patients, can trust your organization to manufacture quality products that will result in no harm. It’s important to make sure that personnel understand the authority of the regulators.
SUMMARYThe list of basics presented herein is a starting point. These basics are fundamental topics to be covered in GXP training. These are Coach Wooden’s “putting on your socks and shoes.” They form the basis for future training and discussion of more advanced topics and the discipline to follow our policies and procedures. Reminding people of the basics of GXP is a good place to start in creating a habit of GXP compliance within the organization. GXP
ABOUT THE AUTHORDavid Markovitz is the founder and president of GMP Training Systems, Inc., (www.GMPTrainingSystems.com) a provider of GXP training products and services. David can be reached by e-mail at [email protected] and at by phone at 714.289.1233.
Originally published in the Spring 2011 issue of Journal of GXP Compliance

David Markovitz
Special edition: A Roadmap to GMP Compliance Part 2 77
“GXP Training Tips” provides ideas and suggestions associated with the planning, management, and execution of training programs for regulated industries.
Reader comments, questions, and suggestions are requested. Case studies illustrating training applications submitted by readers are most welcome. Please send your comments to column coordinator David Markovitz at [email protected] or to coordinating editor Susan Haigney at [email protected].
Actions speak louder than words, and some of the best training occurs by example. Establishing a culture of quality within an organization, starting with upper most management, creates an environment that inspires em-ployees to take pride in their work and, therefore, follow good practices.
Companies that follow GXP regulations understand this concept. Some companies have a culture of quality…and some don’t. To create your own culture of quality, take a look at the companies that are successful, and the ones that are not, to see how it’s done.
THOSE WHO DON’T HAVE IT AND DON’T GET ITOne generalization we can come to about the companies found in the “Don’t Have It” column is that they do not have a culture of quality in their organization. They have not made GXP a lifestyle. GXP is not part of the fabric of these organizations.
These companies can be observed by visiting the US Food and Drug Administration’s website. Companies who don’t put an emphasis on qual-ity are more likely to receive negative attention from FDA. FDA’s website provides information on companies that have run afoul of GXP (1).
FDA Warning LettersFDA Commissioner Dr. Margaret Hamburg, in a speech delivered on Au-gust 6, 2009, stated, “The FDA must be vigilant, the FDA must be strategic, the FDA must be quick, and the FDA must be visible. We must get the word out that the FDA is on the job” (2).
Commissioner Hamburg highlighted the following six initial steps de-signed to hone the effectiveness and timeliness of the FDA’s regulatory and enforcement system (2):
•Setpost-inspectiondeadlines•Takeresponsiblestepstospeedthewarningletterprocess•WorkmorecloselywithFDA’sregulatorypartners•Prioritizefollow-uponwarninglettersandotherenforcementac-
tions•Bepreparedtotakeimmediateactioninresponsetopublichealth
risks•Developandimplementaformalwarningletter“close-out”process.
These six steps express FDA’s commitment to the warning letter pro-cess. It is in a company’s best interest to review other companies’ warn-
Creating a Culture of Quality and GXP ComplianceDavid Markovitz
ma
rc
us
mo
re
sb
y/g
et
ty
ima
ge
s

David Markovitz
78 Special edition: A Roadmap to GMP Compliance Part 2
ing letters, address ways to avoid similar situations, and share what is learned with all employees.
Warning letters issued by FDA can be found on FDA’s website under “Warning Letters.”
FDA’s Electronic Reading RoomFDA’s Electronic Reading Room is managed by the Office of Regulatory Affairs under compliance with the Freedom of Information Act (3). The reading room provides assorted FDA 483 observation reports, establishment inspection reports, recall documents, court case records, and other documents of interest.
A regular review of the information provided in the reading room can help a company establish rules for avoiding other companies’ mistakes. Forwarding this information to all employees can send the message that quality is the company’s main priority.
THOSE WHO HAVE IT AND GET ITThe companies that have been successful in creating a culture of quality and have made GXP a lifestyle in their organizations have demonstrated the following, as observed by the author while working with hun-dreds of companies in the FDA-regulated industry over three decades:
•Seniormanagementtakesresponsibilityforquality and GXP compliance. It is not something delegated to the quality unit or to the regulatory affairs group.
•Seniormanagementviewsqualityissuesequaltoproduction issues
•Seniormanagementbalancesbusinessneedswith quality requirements
•GXPisviewedasgoodbusinesspractice•QualityandGXPcomplianceareseenastheonly
acceptable way of doing business•Everyoneintheorganizationrecognizesthat
GXP risk is unacceptable•Everyoneintheorganizationactivelyseekstodo
the right thing all the time•Freedomofspeechprevailsthroughouttheorga-
nization. Everyone is encouraged to speak out if they see something wrong or amiss.
•QualityandGXPcomplianceareseenasanop-portunity, not as an obligation, and are owned by everyone in that organization
•Peopleintheorganizationaddresstoughissuesand are not afraid to make uncomfortable deci-sions if they are the right thing to do
•Peopleintheorganizationproactivelyanticipatechanging standards
•Peopleintheorganizationacknowledgeotherperspectives
•Youdon’thearanyonesaying“Goodenough,”“Close enough,” or “We’re pressed for time so let’s take a shortcut”
•Peopleeffectivelyuseacorrectiveandpreventiveaction system
•Peopleusestatisticaltoolsandtechniquestoprevent problems
•Trainingisviewedasaninvestment,notacost•Peoplearetrainedintheirjobskills,andthe
training is well documented•PeoplearetrainedonanongoingbasisinGXP
and the regulations that apply to their jobs, and the training is well documented
•Thefacilityisclean,neat,andorderly•VisiblesignsofGXPcompliancearepresentasa
daily reminder of the importance of GXP compli-ance
•Internalauditsareperformedandviewedasa process for identifying gaps in the operating systems and processes
•Actionistakentomakecorrectionsoradjust-ments in response to internal audits
•Aneffectiveorientationprocessisinplacefornew employees, both at the company level and at the department level
•Peopleusethewords“we”and“our”morethanthey use the words “they” and “their”
•Ahealthylevelofstressexists,butrarelyturnstodistress
•Asystemofcheckinganddoublecheckingisinplace to guard against complacency
•Managersarevisibleandaskopen-endedques-tions, and then listen to the answers
•Peoplecareabouttheworktheydo.Peopletakeownership of their work.
•Performancemetricsareclear,visible,andun-derstood by everyone in the organization
•Peoplearerecognizedfortheircontributionsandfeel a sense of accomplishment at the end of the shift, week, month, and year
•Thereisasenseofpridethroughouttheorgani-zation
•AfteranFDAinspection,ifanFDA483observa-tion report is submitted, it is clearly communi-cated to everyone in the organization
•PlanstoaddressanyFDA483observationsareclear and understood by everyone in the organi-zation
•Thegoals,aims,strategicplans,andfocusareclear and understood by everyone in the organi-zation.
TAKE ACTIONUse these items as a checklist for evaluating how your company is doing. It is always less expensive to invest in those activities that lead to a GXP lifestyle than having to take corrective actions in response to an FDA 483 observation report or an FDA warning letter.

David Markovitz
Special edition: A Roadmap to GMP Compliance Part 2 79
It takes diligence and consistency to build a solid foundation where quality and GXP compliance become part of the fabric of an organization. And it takes diligence and consistency to maintain that culture once it’s achieved.
REFERENCES1. FDA website, http://www.fda.gov.
2. FDA, “FDA Commissioner Sets Out Vision on Enforcement to
Support Public Health,” FDA Press Release, August 6, 2009.
3. FDA, ORA FOIA Reading Room, http://www.fda.gov/AboutF-
DA/CentersOffices/ORA/ORAElectronicReadingRoom/de-
fault.htm. GXP
ABOUT THE AUTHORDavid Markovitz is the founder and president of GMP Train-ing Systems, Inc. (www.GMPTrainingSystems.com), a provider of GXP training products and services. David can be reached at [email protected] and at 714.289.1233.
Originally published in the Autumn 2009 issue of Journal of GXP Compliance

David Markovitz
80 Special edition: A Roadmap to GMP Compliance Part 2
“GXP Training Tips” provides ideas and suggestions associated with the plan-ning, management, and execution of training programs for regulated industries.
Reader comments, questions, and suggestions are requested. Case stud-ies illustrating training applications submitted by readers are most welcome. Please send your comments, questions, and suggestions to column coordina-tor David Markovitz at [email protected] or coordinating editor Susan Haigney at [email protected].
INTRODUCTIONMany companies conduct GXP training on a schedule based on the calendar, usually on an annual basis. This approach to training is good, but it is not good enough. Annual training may not take advantage of events or episodes where GXP training can be made more relevant and more meaningful. Training sessions should also be conducted when the occasion arises apart from the scheduled training. Training sessions that are more relevant and meaningful will become more memorable, and our GXP programs will become more effective.
caPAOccasions like problems, mix-ups, and errors provide an opportunity for meaningful and memorable discussions. When problems occur, we often invoke caPA. Most of us know the term CAPA (corrective action and preventive action), but by revising the term to “caPA,” the rela-tive importance of preventive action compared to corrective action is emphasized. One important aspect often left out of a caPA project is to use the problem or issue as a learning tool for everyone involved. Do-ing so can lead to a better understanding of the process under review by everyone working on or working in the problem process.
After-Action ReviewOne useful method for gaining additional benefit from our caPA activi-ties and turning them into learning points is through the use of an after-action review. The after-action review is defined as an assessment conducted after a project or major activity that allows employees and leaders to discover and better learn what happened and why. It may be considered a professional conversation about an event that enables employees to understand why things happened during the progression of the process and, most important, to learn from that experience.
Here’s how you might use an after-action review as part of the GXP training process. Gather the “right people” to thoroughly discuss the project. This includes the people who work “in the process” (i.e., the operators and other people who actually do the work), along with those people who work “on the process”—the subject matter experts (SMEs) and other people who are expert on the problem situation. Convene all members of the entire group in a comfortable conference room or train-
After-Action Reviews—Turning Problems into GXP Learning PointsDavid Markovitz
ma
rc
us
mo
re
sb
y/g
et
ty
ima
ge
s

David Markovitz
Special edition: A Roadmap to GMP Compliance Part 2 81
ing room. Designate someone with good facilitating skills to lead the session. The facilitator’s job is to manage the after-action review session.
The selection of facilitator is a very important role. It is common practice to have SMEs work on the caPA project because of their expertise. The SMEs who worked on the caPA project are usually not good candidates for the facilitator role. The SMEs should be included in the session for their unique knowledge of the system, but not as facilitator. The SMEs help all in attendance to understand the problem and determine future preventive action. It is often useful to have the facilitator be someone with little or no knowledge of the issue under review.
WHERE DO YOU START?The after-action review should start with a compre-hensive examination of the problem or issue. The following questions are designed to be helpful in managing an effective after-action review as part of a GXP training session:
• What happened?• Which factors most contributed to the event?• What was the genesis or root cause of the event?• Was there a turning point in causing this to
occur? If so, what was it?• What did the organization fail to do in picking
up any signals that may have alerted us to the problem before it occurred?
• Did our organizational culture lead us in this direction?
• What did the organization do correctly, in terms of responding?
• Can this re-occur?• What can we do to prevent this from happening
again?• How can we make this preventive action a
priority?
The objective when using these questions is not necessarily to make a decision. Rather it is to seek a better understanding of the systems and processes involved. Peter Senge, in his book The Fifth Discipline (1), defines this as dialogue. Dialogue is described as a means to go beyond any one individual’s under-standing. In dialogue, individuals gain insights that could not be achieved individually. Dialogue leads to better understanding.
Senge contrasts dialogue with discussion. In discussion, decisions are made. It is always useful to engage in dialogue before moving into discussion and decisions. Sufficient dialogue and understanding are necessary to make good decisions.
When everyone involved in a particular process better understands how the process works, the prob-ability of something going wrong or future mix-ups
and errors decreases. People are equipped to make better decisions when faced with process variation when they have a better understanding of the process itself.
WARNING—DO NOT BLAME THE PEOPLE!Note that none of the questions above start with the word “Who.” Do not use an after-action review session to assess blame on people. This will surely shut down any productive dialogue. W. Edwards Deming taught that94%oftheproblemsbelongtothesystem(2).People work in the system. The system must be robust to prevent problems from occurring. Mistakes are less likely to occur in a robust system.
The focus of the session should be on the system or process. A system is comprised of two or more processes. A process is comprised of the equipment, the materials, the facility or environment, the procedures and policies, and the people. Therefore, the following questions can be broken down into specific categories:
• What happened?• Relative to our equipment• Relative to our materials• Relative to our facility or environment• Relative to our procedures and policies• Relative to our people
• Which factors most contributed to the event?• Relative to our equipment• Relative to our materials• Relative to our facility or environment• Relative to our procedures and policies• Relative to our people.
Follow through with each of the questions, or ad-ditional questions you may develop, to help analyze and understand the situation.
WRAP UPWrap up the after-action review session by having everyone think about what they learned and insist that they write these down. Allow five to ten minutes for this exercise. This is critical to the learning process. Valuable learning points may be overlooked if insufficient time is allotted to this part of the process. It is recommended that the facilitator provide a handout form that partici-pants can use. Then go around the room and have each person read one thing from their list until all the learn-ing points have been disclosed. Have someone designat-ed to record these points as they come up. As a result of this exercise, it is not unusual to discover opportunities for further improvement or optimization.
GET STARTED–INCORPORATE AFTER-ACTION REVIEWS INTO YOUR GXP TRAINING PROCESSDon’t wait for the calendar to tell you when to conduct your next GXP training session. Conduct an after-action

David Markovitz
82 Special edition: A Roadmap to GMP Compliance Part 2
review as part of your GXP training process. Conduct these as close in time to the event that triggered it. Doing so will make the event more meaningful and memorable. And then don’t forget to document these sessions as GXP training sessions. The after-action review sessions are extremely valuable and will become vital parts of the site GXP training program.
REFERENCES1. Senge, Peter, The Fifth Discipline: The Art and Practice of
the Learning Organization, Doubleday Business, 1990.
2. Deming, W. Edwards, The New Economics for Industry,
Government Education, 1994. GXP
ABOUT THE AUTHORDavid Markovitz is the founder and president of GMP Training Systems, Inc., (www.GMPTrainingSystems.com), a provider of GXP training products and services. David can be reached by e-mail at [email protected] and by phone at 714.289.1233.
Originally published in the Winter 2011 issue of Journal of GXP Compliance

David Markovitz
Special edition: A Roadmap to GMP Compliance Part 2 83
“GXP Training Tips” provides ideas and suggestions associated with the plan-ning, management, and execution of training programs for regulated industries.
Reader comments, questions, and suggestions are requested. Case stud-ies illustrating training applications submitted by readers are most welcome. Please send your comments, questions, and suggestions to column coordina-tor David Markovitz at [email protected] or coordinating editor Susan Haigney at [email protected].
INTRODUCTION“Have a safe flight.”
This is what I hear from my wife whenever I leave on a trip that involves an airplane. These are the last words from her mouth when we part. I wish she wouldn’t say that, because I can’t think of a response that would leave her feeling comfortable. So I just grin and nod my head to acknowledge her.
The only words I can think of to say are these:“I’ll make sure to buckle my seat belt.”“I’ll be sure that my tray table is raised and locked.”“I’ll have my seat in its upright position.”Those are the only things that are in my control as an airline passen-
ger to help ensure a safe flight.
Competence–All The TimeConsider for a moment the airline industry. What’s the worst thing that can happen when there’s a product failure? The worst thing that can happen is the airplane crashes and people die or are injured.
Having a safe flight is really in the hands of the pilot, co-pilot, and the rest of the crew, in the air and on the ground. A safe trip means that the pilot and co-pilot are competent and will be following their proce-dures whenever they fly—all the time.
“Have a safe trip” means that every air traffic controller on duty in and around the air spaces that my airplane will be traveling through or near is competent and will follow their procedures.
“Have a safe trip” means that every mechanic or maintenance person who has ever touched that specific aircraft was competent, followed their procedures, and properly documented their work.
“Have a safe trip” means that the flight attendants are competent and will be following their procedures at all times.
What About Our Industries?Consider our industries—those industries regulated by the US Food and Drug Administration. What are the worst things that can happen as a result of a product failure? Death or injury.
So when your customers buy and use your products or services, they are expecting to “Have a safe flight.”
TrustAs airline passengers, we trust the pilots, co-pilots, air traffic control-
It’s All About TrustDavid Markovitz
ma
rc
us
mo
re
sb
y/g
et
ty
ima
ge
s

David Markovitz
84 Special edition: A Roadmap to GMP Compliance Part 2
lers, mechanics, and flight attendants to know their jobs and do their jobs properly.
By the same token, our customers, often called patients, trust that everyone at our company knows their job and performs their job properly all the time—Even when we’re tired; even on those really busy, stress-filled days; even on the afternoon before a three-day weekend.
The key words in all of the above: trusting in com-petence—all the time.
TRUSTING IN COMPETENCE–ALL THE TIMEThe proper implementation of GXP principles re-volves around trust. The following are some basic principles regarding trust to stress in your GXP train-ing sessions:
•Our customers trust us to be competent and to do our jobs properly all the time.
•Our customers trust us to have the right education, training, and experience to perform our jobs.
•Our customers trust us to write good procedures.
•Our customers trust us to follow our procedures and to properly investigate and document any deviations from those procedures.
•Our customers trust us to review, revise, and update our procedures on a regular basis.
•Our customers trust us to ask questions when we are not sure. They do not want us guessing.
•Our customers trust us to manage and control our systems and processes, and work continually to optimize our systems and processes.
•Our customers trust us to check and double-check our work.
•Ourcustomerstrustustoachieve100%accuracyin our work.
•Our customers trust us to maintain accurate, complete, and legible records.
•Our customers trust us to maintain an effective documentation control system.
•Our customers trust us to maintain an effective documentation change control system.
•Our customers trust us to maintain a clean, neat, and orderly workplace.
•Our customers trust us to manage our materials to reduce the probability of contamination, cross-contamination, mix-ups, and errors.
•Our customers trust us to choose competent and reliable suppliers and work closely with our suppliers.
•Our customers trust us to communicate effec-tively with our employees and suppliers.
All of these responsibilities—all of the activities our patients trust us to do—must be done at a high level of competence all the time. It is important to stress to trainees the serious nature of the conse-quences if they are not competent and diligent in their work at all times.
We trust that you find these principles helpful and useful in your GXP training process. GXP
ABOUT THE AUTHORDavid Markovitz is the founder and president of GMP Training Systems, Inc. (www.GMPTrainingSytems.com), a provider of GXP training products and services. David can be reached by e-mail at [email protected] and by phone at 714.289.1233.
Originally published in the Winter 2010 issue of Journal of GXP Compliance