Embed Size (px)
Citation preview
บทท 4
ผลการดาเนนงานวจย
จากการทาวจยดงทไดกลาวมา การระดมแนวความคดจากผเชยวชาญเกยวกบการผลตเครองรบสงสญญาณไมโครเวฟนนมความสาคญในระดบตน เนองจากขอมลในการผลตในอดตไมมการเกบไวอยางเปนระบบ ดงนนจงเปนการยากทใชขอมลจากทมอย เพราะปญหาททาใหประสทธภาพในการผลตลดตาลงนน อาจเกดเกดขนหลายประการเพราะในระบบการผลตเปนระบบทเกยวเนองกบหลายปจจยเชน พนกงานทเกยวของกบการผลต วตถดบทนามาผลต เครองมอเครองใชในการผลต หรอวธการทางาน เปนตน ดงนนในการแกปญหาใหเกดประสทธภาพสงสดนนจงจาเปนตองไดขอมลทเปนจรงและพอเพยงในการทจะนามาวเคราะหหาสาเหตของปญหา ดงนนวธการทจะแกปญหาทงหมดลงไปไดจะตองมองในหลายมต โดยการรวมแสดงความคดเหนจากผเชยวชาญทางดานการประกอบชนงานทมาจาก แผนกการผลตแบบ SMT และ แผนกการผลตแบบ COB ซงทงสองหนวยงานนนมความสาคญเปนอยางยง รวมถงการขอความคดเหนจากผเชยวชาญทางดานการควบคมคณภาพการผลตมความจาเปนเชนเดยวกน เพราะวธการทางาน การฝกอบรมพนกงานใหมความเชยวชาญมากยงขนในหนาททรบผดชอบนน หนวยงานทมสวนเกยวของโดยตรงคอฝายควบคมคณภาพ สวนผทเชยวชาญในการตรวจสอบคณสมบตทางไฟฟาของงานผลตคอบคคลสาคญมากทเขารวมในการแสดงความคดเหนเพราะประสบการณททาการทดสอบผลตภณฑนนมสวนชวยในการใหทรรศนะในมมมองตางๆทางดานเทคนค หลงจากการนดหมายเพอดาเนนการแสดงความคดเหนตางๆแลวทาใหเกดผลสรปจากการรวบรวมองคความร เพอทาการกาหนดแนวทางสาหรบการทาเอกสารเพอตรวจสอบของเสยในระหวางการผลต การวางแผนการแกไขปญหา ตลอดจนกระบวนการตรวจสอบผลของการดาเนนงาน และกระบวนการควบคมเพอสรางประโยชนสงสดใหเกดขน ดงจะไดกลาวในรายละเอยดตอไป
4.1 การรวบรวมความคดเหนเพอทาแผนบนทกของเสย การรวบรวมความคดเหนเพอนามาทาแผนบนทกของเสยนน เกดจากการทไดเชญ
ผเชยวชาญมารวมกนแสดงความคดเหนในดานตางๆทเกยวของกบการผลตอปกรณเครองรบสงสญญาณไมโครเวฟ ผเชยวชาญทงหมดทไดกลาวมาไดแก ผเชยวชาญทางดานการตรวจสอบคณภาพของสญญาณทางไฟฟา ผเชยวชาญทางดานการตรวจสอบคณภาพในการผลต ผเชยวชาญทางดานการผลตคอการเชญผเชยวชาญระดบผปฏบตงานและระดบวศวกรรวมกนในการแจกแจง
31
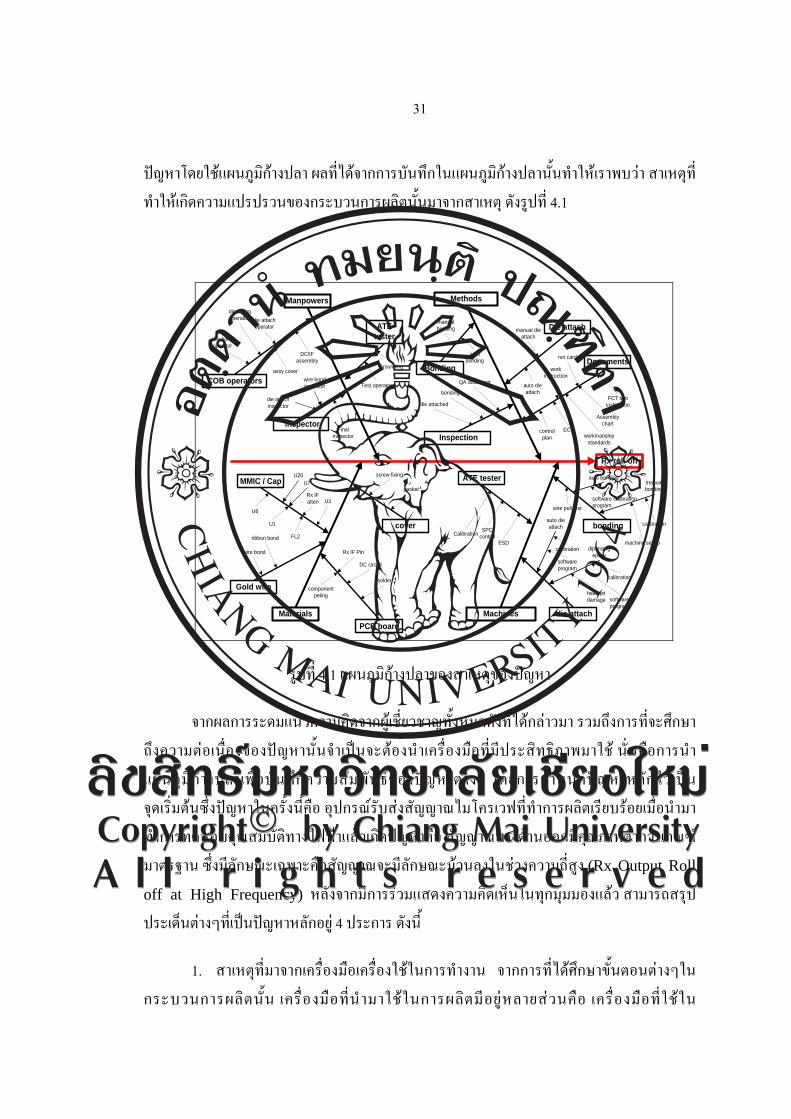
ปญหาโดยใชแผนภมกางปลา ผลทไดจากการบนทกในแผนภมกางปลานนทาใหเราพบวา สาเหตททาใหเกดความแปรปรวนของกระบวนการผลตนนมาจากสาเหต ดงรปท 4.1
Rx roll-off
Manpowers Methods
Materials Machines
COB operators
inspector
ATEtesterwire bondi
operator
dipensingoperator die attach
operator
die attachinspector
DC/IFassembly
Test operatorwire bondinspector
assy cover
Finalinspector
Documents
controlplan
Assemblychart
workinstruction
run card
ECNworkmanship
standards
FCT testinstruction
Bonding
Die attach
auto dieattach
manual dieattach
manualbonding
autobonding
Inspection
die attached
QA document
MMIC / Cap
PCB board
U20
Rx IFatten
cover bonding
die attach
ATE tester
Gold wire
wire bond
ribbon bond
auto bondingmanualbonding
auto dieattach
dipensingepoxy
wire pull test
U1
FL2
U3
U7
U6
Rx IF Pin
Grounding
SPCcontrolCalibration
calibration
softwareprogram
head jetdamage
calibration
softwareprogram
calibrationsoftwareprogram
machine set up
calibration
ESD
DC circuit
soldercomponent
peling
gasket
screw fixing
bonding
รปท 4.1 แผนภมกางปลาของสาเหตของปญหา
จากผลการระดมแนวความคดจากผเชยวชาญทงหมดดงทไดกลาวมา รวมถงการทจะศกษาถงความตอเนองของปญหานนจาเปนจะตองนาเครองมอทมประสทธภาพมาใช นนคอการนาแผนภมกางปลาเพอบนทกความสมพนธของปญหาตางๆ โดยการกาหนดปญหาหลกไวเปนจดเรมตนซงปญหาในครงนคอ อปกรณรบสงสญญาณไมโครเวฟททาการผลตเรยบรอยเมอนามาทาการทดสอบคณสมบตทางไฟฟาแลวเกดปญหาคอ สญญาณทางดานออกมคณภาพตากวาเกณฑมาตรฐาน ซงมลกษณะเฉพาะคอสญญาณจะมลกษณะมวนลงในชวงความถสง (Rx Output Roll
off at High Frequency) หลงจากมการรวมแสดงความคดเหนในทกมมมองแลว สามารถสรปประเดนตางๆทเปนปญหาหลกอย 4 ประการ ดงน
1. สาเหตทมาจากเครองมอเครองใชในการทางาน จากการทไดศกษาขนตอนตางๆในกระบวนการผลตนน เครองมอทนามาใชในการผลตมอยหลายสวนคอ เครองมอทใชใน
32
กระบวนการประกอบชนงาน และอกสวนหนงคอเครองมอทใชในกระบวนการตรวจสอบคณสมบตทางไฟฟาและการทดสอบในเชงกล สามารถกลาวถงกลมการใชงานดงตอไปน
1.1 เครองมอทใชทดสอบพารามเตอรทางไฟฟา (Automated Test Equipment;
ATE) ตามททางวศวกรไดออกแบบไวเพอการใชงาน มอปกรณทใชทดสอบทงหมด 2 เครอง คอ ATE1 และ ATE2 ดงนนสามารถสรปความเปนไปไดทสามารถเปนแหลงทมาของปญหาทเกดขน ความเปนไปไดคอ เกดจากการทเครองมอวดไมไดรบการปรบเทยบวด (Calibration) ตามระยะเวลาทกาหนด โปรแกรมคอมพวเตอรทใชควบคมเครองมอวดระบบอตโนมตเกดมความผดพลาดในขณะใชงาน เชน การอาน การแปลผล หรอการเกบขอมล เปนตน การไมควบคมคณภาพดวยหลกสถตในระหวางการทางาน ไมตอกราวดใหเครองมอวด
1.2 เครองมอตดตงอปกรณไมโครชฟ (Die Attach Machine) คอเครองมอทนามาใชตดตงอปกรณทงหมดนนเปนเครองมอทควบคมการทางานดวยคอมพวเตอรระบบอตโนมต โดยมพนกงานเปนผควบคมการทางาน เครองมอทใชมอย 2 ชนดคอ เครองมอหยอดนายาเชอมประสานเพอทาหนาทเปนตวประสานการยดตดระหวาง ฐานรองรบ กบ ตวอปกรณอเลกทรอนกส หรอนยมเรยกวา Auto Dispensing Machine และ เครองมอททาหนาทจบตวอปกรณอเลกทรอนกสมาวางลงบนตาแหนงทหยอดนายาเชอมประสานไว เปนเครองมอททางานระบบอตโนมตโดยการควบคมของพนกงาน ดงนนจงสามารถเปนแหลงทมาของปญหาทเกดขน ความเปนไปไดมาจากการทเครองมอไมไดรบการปรบเทยบวดตามระยะเวลาทกาหนด โปรแกรมคอมพวเตอรทใชควบคมเครองมอวดระบบอตโนมตเกดมความผดพลาดในขณะใชงาน เชน การอาน การแปลผล หรอการเกบขอมล เปนตน สวนประกอบบางชนดเสอมสภาพเนองจากใชงานเปนเวลานาน การตดตงสวนประกอบตางๆทนามาใชรวมในกระบวนการวดทไมถกวธ เชน Test
Fixture การไมควบคมคณภาพดวยหลกสถตในระหวางการทางาน ไมตอกราวดใหเครองมอวด
1.3 เครองมอทใชเชอมตอวงจรเขาดวยกน (Bonding Machine) โดยเสนตวนานนเปนผลตภณฑททาจากแรทองคาทผลตออกมาสองลกษณะคอ เสนกลม และเสนแบนเรยบ ดงนน เครองมอทใชในการเชอมตอวงจรกระบวนการผลตนนมอยสองชนดคอ Auto Wire
Bonding Machine และ Manual Ribbon Bonding Machine ความเปนไปไดทเกดจากเครองมอทงสองชนดนคอ โปรแกรมคอมพวเตอรทใชควบคมเครองมอวดระบบอตโนมตเกดมความผดพลาดในขณะใชงาน เชน การอาน การแปลผล หรอการเกบขอมล เปนตน สวนประกอบบางอยางทมสวนเกยวของในการวดเสอมสภาพเนองจากใชงานเปนเวลานาน การตดตง
33
สวนประกอบตางๆทนามาใชรวมในกระบวนการวดไมถกวธ เชน การไมควบคมคณภาพดวยหลกสถตในระหวางการทางาน ไมตอกราวดใหเครองมอวด เสนตวนาไมสมดลกบหวรองรบสายเชอม
อปกรณวดอณหภมไมเทยงตรงในการวด มาจากการทเครองมอวดไมไดรบการปรบเทยบวดตามระยะเวลาทกาหนด
2. วตถดบทใชในกระบวนการผลต วตถดบทนามาผลตนนมสวนสาคญเปนอยางมากททาใหเกดความแปรปรวนไดในกระบวนการผลต ดงนนการทนาสงทดอยคณภาพไหลเขาสกระบวนการจะทาใหเกดความเสยหายอยางใหญหลวงในการผลต อาทเชน คาใชจายเพมขน เสยเวลาในการผลตตอหนวยมากขน การสงมอบสนคาใหกบลกคาเกดความลาชา เปนตน ดงนนจงไดแจกแจงความเปนไปไดททาใหเกดความแปรปรวนในกระบวนการผลตคอ คณภาพของวตถดบไมไดมาตรฐานในการผลต ฝายตรวจรบวสดไมตรวจสอบคณสมบตตางๆตามทกาหนดตามเงอนไขการตรวจสอบทาใหมอปกรณทดอยคณภาพไหลเขามาในกระบวนการผลต ปญหาของคลงสนคาทมเงอนไขการจดเกบอปกรณไมเหมาะสมทาใหอปกรณเสอมคณภาพกอนทจะนามาใช ปญหาทอปกรณเสอมสภาพในระหวางเตรยมการใชงาน เชน มความชน เสยหายจากไฟฟาสถตย
3. วธการทางานและเอกสารทใชอางองในการปฏบตงาน กระบวนการนไดมการแสดงความคดเหนหลากหลายเพราะเปนกระบวนการทสาคญมากในกระบวนการผลต ดงนนแนวโนมทอาจทาใหเกดความแปรปรวนในกระบวนการผลตสามารถจาแนกไดดงน
3.1 เอกสารประกอบการผลต เอกสารประกอบการผลตมรายละเอยดในการทางานยงไมครอบคลมทกขนตอนการทางานทาใหพนกงานฝายผลตขาดรายละเอยดทมากพอในการทาความเขาใจ หรอไมมขนตอนการทางานทเหมาะสมหรออาจทาใหเกดความบกพรองในการผลต นอกจากนนการทไมมการเกบบนทกขอมลทสาคญ อาจเปนปญหาสาคญ
3.2 วธการตรวจสอบงานหลงกระการประกอบชนงาน เนองจากเอกสารประกอบในการตรวจสอบไมไดมาตรฐาน ดงนนพนกงานจงมวธการตรวจสอบและอนมตงานผานอาจแตกตางกนตามประสบการณของแตละคน
4. พนกงานฝายผลต พนกงานเปนองคประกอบทสาคญมากของกระบวนการผลตสามารถแยกกลม พนกงานออกเปนกลมไดคอกลมของพนกงานททาการประกอบตวงานในสวนของชฟออนบอรด (COB Department) กลมของฝายตรวจสอบคณภาพของตวงาน (Quality
Acceptance) และกลมของฝายทดสอบพารามเตอรตางๆทางไฟฟา (Electrical Test) แนวโนมของปญหาทอาจเกดขนไดมหลายสาเหตดงตอไปน
4.1 พนกงานขาดการฝกอบรมเพอนามาปฏบตงานทถกวธ

34
4.2 พนกงานขาดประสบการณในการทางาน
4.3 พนกงานทมประสบการณไมมเวลาในการใหคาแนะนากบพนกงานใหม 4.4 พนกงานทเชยวชาญไดรบการเลอนตาแหนงและไปรบผดชอบงานในดานอน 4.5 พนกงานทางานขาดจตสานกทดในการทางาน ประมาทขณะทางาน
4.6 พนกงานขาดขวญกาลงใจในการปฏบตงาน
4.7 พนกงานมสภาพทไมพรอมในการปฏบตงาน เชน งวงนอน ปวย ตงครรภ 4.8 พนกงานฝายผลต มการปรบเปลยนเพอไปชวยงานแผนกอนบอยครง 4.9 วศวกรและผควบคมงาน ไมใหคาปรกษากบพนกงานฝายผลต 4.10 วศวกรและผควบคมงาน ไมพฒนาความรความสามารถของตนเอง 4.11 วศวกรและผควบคมงาน ไมหาทางปรบปรงวธการทางานใหเหมาะสม
จากผลของความคดเหนของผเชยวชาญทไดรวมกนแสดงความคดเหนถงสงทเปนไปไดทจะทาใหการผลตเกดความแปรปรวน สามารถสรปปญหาหลกททาใหเกดปญหาในครงนมอยสประเดนหลกคอ สาเหตทมาจากเครองมอทใชในการทางาน สาเหตทมาจากวตถดบทดอยคณภาพไหลเขาสกระบวนการผลต สาเหตเกดจากวธการทางาน และ สาเหตทเกดจากความผดพลาดของผปฏบตงาน ซงแตละปญหาทเกดขนดงกลาวยงมทมาในระบบยอยลงไปไดอก แตขอมลทงหมดทไดมานนยงไมเพยงพอตอการนาไปวเคราะหหาสาเหตทแทจรง ดงนนจงไดนาความคดเหนของผเชยวชาญทงหมดมาสงเคราะหอนนาไปสการสรางแผนบนทกของเสยเพอใชในการบนทกขอมลในระหวางการผลตเพอทาการเกบขอมลเพอนาไปวเคราะหถงจดวกฤตของกระบวนใหเกดความแมนยาของขอมลเพอนาไปวเคราะหหาสาเหตของปญหาการตอไป แผนบนทกของเสยดงกลาวไดมชองไวบนทกขอมลอยางละเอยดและมความสะดวกในการกรอกขอมล โดยจดประสงคในการสรางเอกสารฉบบนเพอทจะเกบรายละเอยดของปญหาทเกดขนในระหวางการผลตใหไดมากทสด ทาใหขอมลของจดบกพรองทเกดขนในระหวางการผลตมความสมบรณใหมากทสด เพอนามาใชในการวเคราะหหาสาเหตททาใหเกดความแปรปรวนของกระบวนการและสดทายคอการนาขอมลททาการวเคราะหแลวไปใชสาหรบแกไขและปองกนปญหาไมใหเกดขนอกตอไป
4.2 การเกบขอมลกอนการปรบปรงกระบวนการ จากขอมลทไดจากใบบนทกขอมลของเสยสามารถบนทกความบกพรองทเกดขนใน
ระหวางการผลตไว สามารถนามาสรปเพอแสดงปรมาณการเกดในระหวางการเกบขอมล โดยขอมลทบนทกไวจะนามาวเคราะหหาตนเหตของปญหาททาใหเกดความบกพรองดงกลาว ขอมลทงหมดไดแสดงไวในตารางท 4.1 ดงน
35
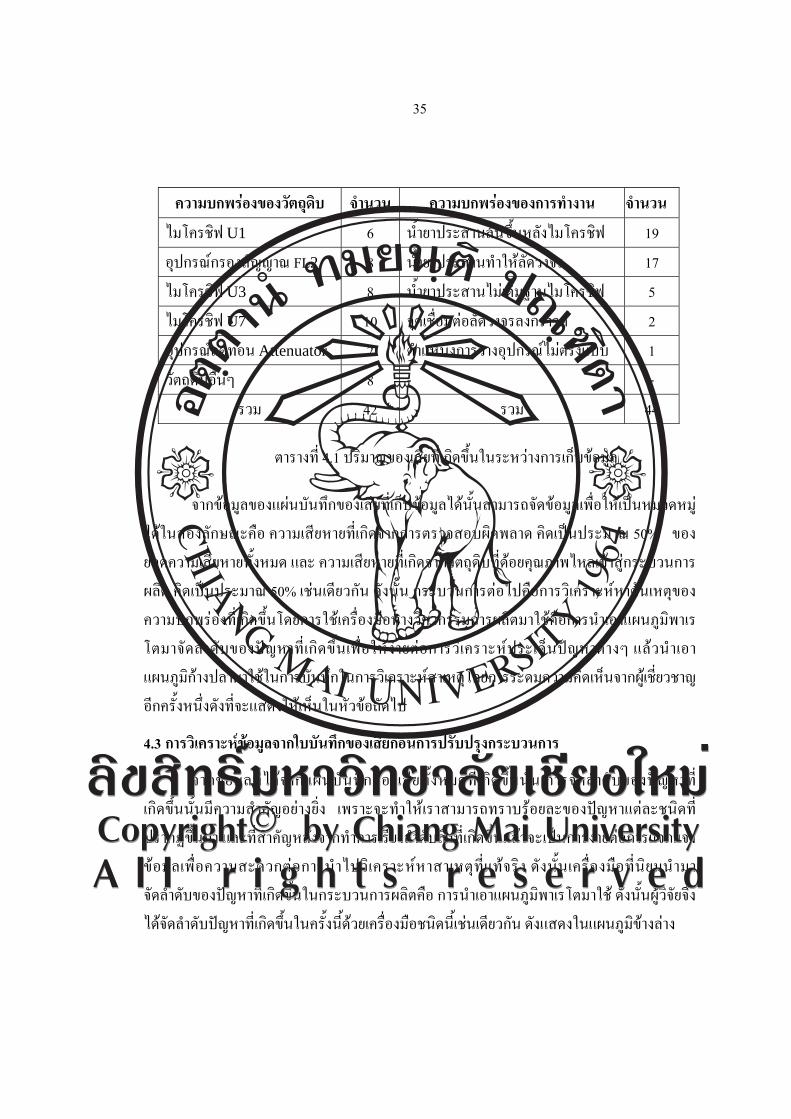
ความบกพรองของวตถดบ จานวน ความบกพรองของการทางาน จานวน
ไมโครชฟ U1 6 นายาประสานลนขนหลงไมโครชฟ 19 อปกรณกรองสญญาณ FL2 8 นายาประสานทาใหลดวงจร 17 ไมโครชฟ U3 8 นายาประสานไมเตมฐานไมโครชฟ 5 ไมโครชฟ U7 10 จดเชอมตอลดวงจรลงกราวด 2 อปกรณลดทอน Attenuator 2 ตาแหนงการวางอปกรณไมตรงแบบ 1 วตถดบอนๆ 8 - -
รวม 42 รวม 44
ตารางท 4.1 ปรมาณของเสยทเกดขนในระหวางการเกบขอมล
จากขอมลของแผนบนทกของเสยทเกบขอมลไดนนสามารถจดขอมลเพอใหเปนหมวดหม ไดในสองลกษณะคอ ความเสยหายทเกดจากการตรวจสอบผดพลาด คดเปนประมาณ 50% ของยอดความเสยหายทงหมด และ ความเสยหายทเกดจากวตถดบทดอยคณภาพไหลเขาสกระบวนการผลต คดเปนประมาณ 50% เชนเดยวกน ดงนน กระบวนการตอไปคอการวเคราะหหาตนเหตของความบกพรองทเกดขนโดยการใชเครองมอทางวศวกรรมการผลตมาใชคอการนาเอาแผนภมพาเรโตมาจดลาดบของปญหาทเกดขนเพอใหงายตอการวเคราะหประเดนปญหาตางๆ แลวนาเอาแผนภมกางปลามาใชในการบนทกในการวเคราะหสาเหตโดยการระดมความคดเหนจากผเชยวชาญอกครงหนงดงทจะแสดงใหเหนในหวขอถดไป
4.3 การวเคราะหขอมลจากใบบนทกของเสยกอนการปรบปรงกระบวนการ
จากขอมลทไดจากแผนบนทกของเสยทงหมดทเกดขนนน การจดลาดบของปญหาทเกดขนนนมความสาคญอยางยง เพราะจะทาใหเราสามารถทราบรอยละของปญหาแตละชนดทปรากฏขนมา และทสาคญหลงจากทาการเรยงลาดบสงทเกดขนแลวจะเปนการงายตอการแจกแจงขอมลเพอความสะดวกตอการนาไปวเคราะหหาสาเหตทแทจรง ดงนนเครองมอทนยมนามาจดลาดบของปญหาทเกดขนในกระบวนการผลตคอ การนาเอาแผนภมพาเรโตมาใช ดงนนผวจยจงไดจดลาดบปญหาทเกดขนในครงนดวยเครองมอชนดนเชนเดยวกน ดงแสดงในแผนภมขางลาง

36
% d
efec
ts
Perc
ent
Defects des
Count 2 3Percent 22.1 19.8 11.6 9.3 9.3 9.3 7.0
195.8 2.3 3.5
Cum % 22.1 41.9 53.5 62.8 72.1 81.4
17
88.4 94.2 96.5 100.0
10 8 8 8 6 5
Other
Atten
Epox
yU1U3
Other m
ateria
lsFL
2U7
Epox
y sho
rt
Build
up epo
xy
90
8070
60
50
4030
20
10
0
100
80
60
40
20
0
Existing Production
รปท 4.2 พาเรโตแสดงขอมลจากแผนตรวจสอบและบนทกของเสย
จากสถตของของเสยทเกดขน ดงแสดงในรปท 4.2 นนแสดงใหเหนวา ปญหาทเกดขนนนมเปอรเซนตของเสยทเกดจากการทมนายาประสานเกดการไหลเยมขนไปทสวนบนของตวไมโครชฟ (Build up Epoxy) นนมมากทสดคอ 22% และปญหารองลงมาคอเกดการลดวงจรไฟฟาอนเนองมาจากนายาประสานไดเกดการไหลเยมเขาไปสจดเชอมวงจรของตวไมโครชฟ (Epoxy
Short) ซงผลกคอเกดการลดวงจรของสญญาณไฟฟาลงสกราวดของระบบซงพบการเกดขนประมาณ 20% แลวยงพบวาปญหาของวตถดบทดอยมาตรฐานทไหลเขาสกระบวนการ ดงเชนไมโครชฟตางๆคอ U7 ไมตอบสนองการทางานตามมาตรฐานกาหนดซงมเปอรเซนตของเสยสงถง 11%, FL2 ซงมเปอรเซนตของเสยสงถง 9%, U3 และ U1 อกรวมกนประมาณ 16% และเกดปญหาอนในเปอรเซนตของของเสยทเหลอ
จากผลของการวเคราะหขอมลของแผนภมพาเรโตดงกลาว ทาใหทราบวา ปญหาทเกดขนมทงหมด 2 สวนคอ สวนแรกเปนผลทมาจากความผดพลาดในการผลต ดงเชนการเกดการไหลเยมของนายาประสานจนทาใหเกดการลดวงจรของสญญาณ หรอการททาใหเกดลดวงจรอนเนองมาจากการเชอมสญญาณของระบบ เปนตน และสวนทสองนนเปนปญหาของวตถดบทดอยคณภาพทไหลเขาสกระบวนการ ดงจะเหนไดจากขอมลของของเสยทงสองสวนทบนทกไดนนทได แสดงใหเหนวารอยละของเสยทเกดขนในทงสองสวนมอยใกลเคยงกน ดงนนการทจะปรบปรงกระบวนการใหเกดประโยชนสงสดนนจงควรทจะดาเนนการกาจดปญหาทงสองสวนไปพรอมกน จงจะสามารถแกไขปญหาอยางบรณาการได ในการคนหาตนเหตของปญหาในแตละสวนทางผวจย
37
ไดทาการระดมความคดเหนจากผเชยวชาญอกครงหนง จากการทาการวเคราะหความเปนไปไดในการคดเลอกแนวทางการปรบปรงกระบวนการทเปนจดวกฤตทงสองดงทไดกลาวไว การวเคราะหแนวโนมของแหลงปญหา วเคราะหความนาจะเปนของทมาของปญหา ตลอดจนการวเคราะหจดวกฤตทเปนประเดนหลกของแหลงปญหาทเกดขนนนแสดงใหเหนในลาดบตอไป
1. การศกษาปญหาของวตถดบทดอยคณภาพทไหลเขาสกระบวนการ จากผลของการระดมความคดเหนเกยวกบวตถทดอยคณภาพไหลเขาสกระบวนการนนทางผวจยไดเชญผเชยวชาญมารวมกนแสดงทศนะและคนหาแนวขจดปญหาทเกดขน รวมทงการวางมาตรการปองกนความสญเสยไมใหเกดขนอก ซงรายละเอยดทแสดงทงหมดนนเปนผลทไดจากการรวมกนหาแนวทางการทางานใหเหมาะสมทสดตอการปรบปรงกระบวนการ จะเหนไดวา แหลงทมาของปญหาทเกดขนเกยวกบวตถดบนนมอยสองสวนคอ 1.1 คณภาพในการผลตอปกรณนนเกดความบกพรอง แลวการตรวจสอบคณภาพของวตถดบมความบกพรองเชนเดยวกน ซงกระบวนการดงกลาวนนจะไมสามารถเขาไปควบคมโดยตรงได แตสามารถทจะเฝาระวง ตรวจจบสงทบกพรองเมอวตถดบเขามาสระบบการผลต หลงจากนนจงควรทจะประสานงานกบหนวยงานอนๆ เชน หนวยงานจดซอ หนวยงานควบคมคณภาพ เพอแจงใหทางผผลตนนไดรบทราบถงปญหาทเกดขน เพอจะไดทาการปรบปรงกระบวนการตอไป และควรจะประสานงานกนอยางใกลชดจนกวาจะบรรลวตถประสงค 1.2 คณภาพของสนคาเสอมคณภาพจากกระบวนการจดสงทขาดการควบคมคณภาพใหเหมาะสม ซงกระบวนการดงกลาวนนจะไมสามารถเขาไปควบคมโดยตรงไดเชนเดยวกน แตสามารถทจะเฝาระวง ตรวจจบสงทบกพรองเมอวตถดบเขามาสระบบการผลต หลงจากนนจงควรทจะประสานงานกบหนวยงานอน เพอทาการแกปญหาทเกดขนเชนเดยวกบการแกปญหาของคณภาพในการผลตอปกรณนนเกดความบกพรอง แลวการตรวจสอบคณภาพของวตถดบมความบกพรอง

38
ปจจยห
ลกแห
ลงปญห
าปญ
หาสาเ
หต / ม
ลเหต
แนวทาง
การปรบ
ปรงขอ
เสนอแน
ะ / การ
นาไปป
ฏบต
1.ความ
ผดพล
าดจากก
ระบว
นการผ
ลตขอ
งผผล
ต-
1.รายงาน
คณภาพส
นคาและ
แจงไปย
งผผล
ตใหท
าการปร
บปรง
2. ตดต
อ ประสานเพอ
ขอผล
ตรวจสอ
บคณภ
าพจากผ
ผลต
3. เปรยบเทย
บผลก
ารตรวจสอ
บคณภ
าพสน
คากบ
เอกสารการทด
สอบข
องผผ
ลต
1.การบ
รรจภ
ณฑไม
มมาตรฐาน
1.พสจ
นทราบ
แลวแจงผล
ไปยงผผ
ลตถงปญ
หา4.ก
าหนด
แผนก
ารตรวจส
อบระบบ
ควบค
มคณภ
าพขอ
งผผล
ต
2.ไมม
การควบ
คมอณ
หภมแ
ละความชน
ขณะข
นสง
1.แจงผผ
ลตใน
อณหภ
มและ
ความชน
ทตรวจส
อบได
5.หาสนค
าจากแห
ลงให
ม
3.การจ
ดเกบท
คลงส
นคาของผผ
ลตไม
เหมาะส
ม1.แ
จงปญ
หาทต
รวจพ
บไปย
งผผล
ต
1.กาห
นดแผ
นการตรวจสอ
บคณภ
าพใน
การตรวจรบ
1.ศกษ
าระบ
บควบ
คมคณ
ภาพท
งระบ
บของโรงงาน
2.กาห
นดให
มการตรวจคณ
ภาพ10
0%2.ท
าการตรวจคณ
ภาพส
าหรบ
อปกรณไ
มโครชฟ
100% เ
พราะราคาสง
3.กาห
นดให
มการตรวจคณ
ภาพแ
บบสม
3. จดก
ารอบ
รมการควบ
คมคณ
ภาพใ
นกระบว
นการผ
ลต
1.ศกษ
าถงมาตรฐาน
ในการตรวจรบ
4.กาห
นดบท
ลงโท
ษกบพ
นกงาน
ทไมม
วนย
2.กาห
นดแผ
นคณภ
าพการตรวจรบแ
ลวนา
ไปปฏ
บตอยางจ
รงจง
5.ตรวจส
อบกระบ
วนการจดเก
บ และ
การเค
ลอนย
ายวตถ
ดบใน
ระหว
างการผ
ลต
1.กาห
นดบท
ลงโท
ษหากพน
กงาน
ละเลย
หนาท
6.ตรวจส
อบการป
ฏบตต
ามกฏ
5 ส ขอ
งหนว
ยงาน
ตางๆ
2.ฝกฝ
นและ
ใหความรในก
ารตรวจส
อบคณ
ภาพ
7.กาห
นดแผ
นการต
รวจส
อบคณ
ภาพอ
ยางเป
นระบ
บ
3.กาห
นดให
มการบน
ทกสถ
ตการต
รวจส
อบคณ
ภาพ
1.กาห
นดแผ
นตรวจส
อบสถ
านภาพก
ารจดเกบ
ใหไดมาตรฐาน
2.ปรบ
ปรงระบ
บการจ
ดเกบท
คลงส
นคา
1.ใหค
วามรในก
ารควบค
ณภาพ
2.ศกษ
า ปรบ
ปรงเอ
กสารก
ารทางา
น
3.วางแ
ผนควบค
มการท
างาน
ใหรดกม
ยงขน
1.ฝกฝ
นและ
ใหความรในก
ารตรวจส
อบคณ
ภาพ
2.ฝกฝ
นและ
ใหมก
ารเรยนร
เพอเพ
มความช
านาญ
3.การเ
คลอน
ยายวตถ
ดบจาก
คลงส
นคาสกระบ
วนการผลต
ไมเหมาะส
ม1.ห
าวธก
ารทม
มาตรฐานใ
นการเคล
อนยาย
วตถด
บ
วตถด
บ
1. คณภ
าพตากวามาตรฐาน
2. เสอ
มคณภ
าพจาก
กระบ
วนการส
งมอบ
3. ฝายผ
ลตไม
ควบค
มคณภ
าพ กอ
นนาเข
ากระบว
นการ
1. ผผล
ต
2.ฝายผล
ต
2.ความ
ผดพล
าดใน
การตรวจส
อบขอ
งฝายค
วบคม
คณภาพข
องผผ
ลต-
1. การต
รวจรบไ
มไดม
าตรฐาน
1.ไม ม
ระบบ
การตรวจรบก
อนนา
เขากระบ
วนการผลต
2.มระบบ
การตรวจรบแ
ตไมไดม
าตรฐาน
3.พนก
งานตรวจรบ
สนคาไม
ปฏบต
ตามม
าตรฐาน
การท
างาน
1.กระบว
นการจดเกบ
ในคล
งสนค
าไมเห
มาะส
ม2. ก
ารจดเก
บอยในส
ภาวะทไ
มเหมาะส
ม
1.หนก
งานฝายผลต
ไมปฏ
บตตามม
าตรฐาน
การท
างาน
2.พนก
งานไม
มความเช
ยวชาญใ
นการท
างาน
ตารางท 4.2 ผลของการเสนอแนวทางแกไขปญหาวตถดบ
39
2. การศกษาปญหาของผลทมาจากความผดพลาดในการผลต จากการศกษาปญหาของผลทมาจากความผดพลาดจากวธการทางานในการผลตนนเปนการกลาวถงสาเหตททาใหเกดของเสยทมาจากเอกสารการทางานทไมมคณภาพ ไมมการปรบปรงใหทนสมยอยางสมาเสมอ และยงมสงหนงทมผลกระทบโดยตรงคอพนกงานฝายปฏบตการทเปนผใชเอกสารโดยตรง ดงแสดงไวในตารางท 4.2 จะเหนไดวา แหลงทมาของปญหาทเกดขนเกยวกบวตถดบนนมอยสองสวนคอ
2.1 คณภาพในการผลตบกพรองอนเนองมาจากตวผปฏบตงานเอง สาเหตทเปนไปไดนนมมากมายแตประเดนทสาคญทกอใหเกดปญหาดงเชน ไมมความชานาญในการปฏบตงาน และ พนกงานละเลยตอระเบยบปฏบตขณะทางาน ซงการแกไขปญหาดงกลาวควรเนนไปทการพฒนาบคลากร วางกลยทธในการพฒนาอยางเปนระบบและตอเนอง เพราะวาจะตองใหพนกงานมความรความเขาใจในหนาททรบผดชอบ สรางจตสานกทดใหกบพนกงาน สรางแรงจงใจตางๆเพอใหเกดความมงมนไปสเปาหมาย และตองกาหนดบทลงโทษกบบคคลทไมยดถอในระเบยบปฏบต ดงนนอาจกลาวไดวาพนกงานทมคณภาพจะสามารถลดปญหาความสญเสยของระบบการผลต
2.2 คณภาพในการผลตบกพรองอนเนองมาจากเอกสารการทางานไมมประสทธภาพ หรอเอกสารทใชในการทางานยงไมเหมาะสมกบผใช หรอไมมเอกสารเพอประกอบการทางานแตเปนการถายทอดวธการทางานดวยการสอนในภาคปฏบตแทน จากประเดนทงหมดทกลาวมานนทางวศวกร หรอหวหนางานตองทาการปรบปรงวธการทางานอยางเรงดวนทสด ซงมความจาเปนอยางยงทจะตองมการประสานงานกบทกฝายทเกยวของ อาทเชน พนกงานฝายผลตทเปนผนาเอกสารไปใช ฝายเทคนคทใหขอมลทถกตอง หรอจากหนวยงานอนๆทสามารถทาใหเอกสารทจะนาไปใชนนงายตอการทาความเขาใจ สะดวก และชดเจน โดยเฉพาะจดวกฤตตางๆทพนกงานฝายผลตตองใหความสาคญ ไมปลอยใหเกดผลกระทบตอกระบวนการผลตจนทาใหเกดของเสยขนในกระบวนการผลต

40
ปจจยหล
กแหล
งปญหา
ปญหา
สาเหต /
มลเหต
แนวทาง
การปรบ
ปรงขอเ
สนอแนะ
/ การนา
ไปปฏบต
1.พนก
งานให
ม หรอมก
ารเขา-อ
อก ของ
พนกงาน
บอย
1.จดหล
กสตรการ
พฒนา
อยางบ
รณากา
ร1.ตอ
งมการ
พฒนา
บคลาก
ร อยางต
อเนอง
2.พนก
งานเกา
ขาดการ
ฝกอบ
รมอยางต
อเนอง
2.จดหา
ผเชยวช
าญมาท
าการฝกอ
บรม
2.มการว
างแผน
งานอยางเ
หมาะส
มในก
ารปรบ
เปลยน
3.มการห
มนเวย
นพนก
งานไป
ทาหน
าทอน
บอย
3.ใหโอกาส
กาวหน
ากบพน
กงาน
3.การลงโท
ษตองทาดวยความ
ยตธรรม
4.พนก
งานไม
พอ จงร
บหนา
ทหลาย
อยาง
4.ศกษาสาเหต
การลาอ
อกจาก
งาน
5.ขาดผ
เชยวช
าญเขา
มาดแล
อยางใ
กลชด
5.ตองควบ
คมการ
ผลตอ
ยางใกลช
ด ในสว
นของพน
กงาน
ใหม
1.พนก
งานขาด
จตสานก
ทด1.จด
หลกส
ตรการ
พฒนา
อยางบ
รณากา
ร
2.หวห
นาพน
กงาน
ไมควบค
มดแล
การปฏ
บตงาน
ของพ
นกงาน
2.กาหน
ดความ
ด ความ
ชอบก
บพนก
งานทก
ระดบ
เมอผล
งานด
3.ไมมบ
ทลงโท
ษ หรอละ
เลยการ
ลงโท
ษกบผ
กระท
าผด3.กา
หนดบ
ทลงโท
ษกบพ
นกงาน
ในทก
ระดบ
4.พนก
งานไม
ใหความส
าคญกบ
เอกสารการท
างาน
4.มการส
มตรวจ
มาตรฐาน
การทางาน
ของพ
นกงาน
อยเสม
อ
1.มการใ
ชภาษาตา
งประเทศ
มากเกน
ไป1.จด
การเรย
บเรยงเ
อกสารให
เปนภาษาไท
ยใหมาก
ทสด
1.วศวกร ห
วหนา
งานตอ
งรบปญ
หาจาก
ระดบ
ปฏบต
การ
2.ไมมรปภ
าพ เพอ
ประก
อบการ
บรรยา
ย2.จด
การแก
ไขเอก
สารโด
ยการแ
ทรกรปภ
าพใน
การอธ
บาย
2.วศวกร ห
วหนา
งานตอ
งแกไขอ
ยางทน
ทถาพ
บความ
บกพร
องขอ
งเอกส
าร
3.อธบายไม
ชดเจน
3.วศวกร ห
วหนา
งานตอ
งศกษ
าประสท
ธภาพ
ของเอ
กสารท
ใช
3.วศกร
หวหน
างานต
องควบค
ม ตดตาม
การใช
เอกสารอยาง
สมาเส
มอ
4.ไมมการจ
ดอบร
ม ทาคว
ามเขาใ
จ4.จด
เกบขอ
มลขอ
ผดพล
าดในก
ารผลต
อยางเ
ปนระบบ
1.วศวกร ห
วหนา
งานละ
เลยตอ
ความส
าคญขอ
งเอกส
าร5.จด
ทาเอก
สารเพ
อใหพ
นกงาน
ใชอยางค
รบถวน
2.ไมมการแ
จงกลบ
จากพน
กงาน
ทปฏบ
ตงาน
6.จดเกบ
เอกสารใน
รปแบ
บอเลค
ทรอน
กสไวใ
นระบ
บ
3.ไมมขอม
ลเพอใชใ
นการป
รบปร
ง7.จด
ใหมเอ
กสารใ
นสถาน
ททางา
นตลอ
ดเวลา
4.ไมเคย
พบปญ
หาใน
การใช
เอกสารมากอ
น8.คว
บคม ดแ
ลใหม
การใช
เอกสารอยาง
สมาเส
มอ
1.วศวกร ห
วหนา
งานไม
ทาเอก
สารป
ระกอ
บการท
างาน
9.จดการ
ฝ฿ก อบ
รมให
กบพน
กงาน
2.เอกส
ารสญห
าย
3.เอกส
ารไมม
ใชอาง
องใน
ขณะป
ฏบตงาน
วธการ
ทางาน
1. ไมม
ความช
านาญ
2. ละเล
ยระเบย
บขณะ
ปฏบต
งาน
3. ไมม
เอกสารป
ระกอ
บการท
างาน
1. พนก
งานฝาย
ผลต
2.เอกส
ารการท
างาน
1. เอกส
ารยากใ
นการท
าความเ
ขาใจ
2. เอกส
ารไมไดรบก
ารปร บ
ปรง
ตารางท 4.3 ผลของการเสนอแนวทางแกไขปญหาวธการทางาน
41
กลาวโดยสรป การแกไขจดวกฤตของกระบวนการจะทาการปรบปรงกระบวนการเพอลดของเสยทเกดขนในกระบวนการชฟออนบอรดในการทาวจยในครงน คอทาการปรบปรงเอกสารทใชอางองในการทางานของฝายปฏบตการพรอมทงจดใหมการฝกอบรมพนกงานเพอทาความเขาใจในการทางาน และ ทาการปรบปรงวธการนาวตถดบเขาสกระบวนการ
4.4 การปรบปรงกระบวนการ จากผลการวเคราะหขอมลจากใบบนทกของเสยกอนการปรบปรงกระบวนการ วธการทจะนาไปใชในการปรบปรงกระบวนการ สามารถสรปทางเลอกทตองทาการปรบปรงวธการทางานในกระบวนการชฟออนดบอรด เพอปองกนความผนแปรในกระบวนการผลตได 3 ทางคอ
การปรบปรงวธการตรวจสอบวตถดบกอนนาไปทาการผลต การปรบปรงเอกสารหมายเลข 106-5552 rev.A “COB Visual Inspection of
Endwave Products” ซงเปนเอกสารทใชประกอบการทางานในกระบวนการการชฟออนดบอรดของพนกงานฝายผลต
การฝกอบรมพนกงานของฝายผลตเพอทาความเขาใจในเอกสารฉบบปรบปรง การปองกนความผนแปรในกระบวนการผลตได 3 ทางนนไดมการวางแผนการดาเนนการ
ออกเปนสองชวงคอ ชวงแรกจะเปนการปรบปรงเอกสารใหมความชดเจนยงขนและทาการเลอกวตถดบทมคณภาพเพอนาไปใชในการผลต หลงจากนนจงการทาการฝกอบรมพนกงานเพอใหเขาใจในเนอหาของเอกสารฉบบปรบปรง จากทไดกลาวมาสามารถอธบายวธการปรบปรงกระบวนการ ดงรายละเอยดตอไปน
1. การปรบปรงการตรวจสอบวตถดบกอนนาเขาสกระบวนผลต ในการตรวจสอบวตถดบเพอใหไดวตถดบตนทางทมคณภาพมาตรฐานเพอใหไหลเขาสกระบวนการผลตนน ทางผวจยไดกาหนดการตรวจสอบคณภาพของวตถดบหลกอยสามชนดคอ Low Noise Amplifier (U1), RF
Filter (FL2) และ RF Mixer (U3) ซงไมโครชฟทงสามชนดนนเปนอปกรณหลกในการ รวมสญญาณ และขยายสญญาณในอปกรณรบสงสญญาณททาการผลต การตรวจสอบนนจะตรวจสอบทงสองดานคอ ทางกายภาพและการดคาผลการตรวจสอบพารามเตอรทางไฟฟาทไดมาจากผผลต แนวทางการปฏบตไดกระทาดงตอไปนคอ
1.1 การตรวจสอบทางกายภาพของวตถดบกอนนาไปใช เนองจากวากระบวนการไหลของวตถดบจากแหลงผลตเขามาสกระบวนการจดเกบไมมการตรวจสอบคณภาพของสนคาเพราะเปนเงอนไขของการจดซอ ดงนนจงจาเปนตองทาการตรวจสอบคณภาพทางกายภาพกอนนาเขากระบวนการ ซงอปกรณทงสามชนดตองตรวจสอบรอยเปอรเซนต
42
1.2 การคดเลอกวตถดบจากผลการทดสอบทางไฟฟากอนนาไปใช เนองจากผลการทดสอบทางไฟฟา (Test Result) เพราะเปนการคดเลอกอปกรณทมคาการทดสอบทด เชน อตราการขยายทดกวากอนนาเขากระบวนการผลต ซงอปกรณชนดทตองตรวจสอบรอยเปอรเซนตกอนนาเขากระบวนการคอ อปกรณไมโครชฟทใชในการผลตในกระบวนการชฟออนบอรด
2. การปรบปรงเอกสารในการผลต เอกสารฉบบทใชอางองการตรวจสอบคณภาพการผลตงานของฝายควบคมคณภาพในปจจบนจะเปนการพรรณนาใหทราบถงขอกาหนดตางๆท
จาเปนตองตรวจสอบอาการผดปรกตในการผลต แตขอมลสวนใหญจะแสดงในลกษณะการ
พรรณนา ดงนนจงเปนการยากท ผปฏบตจะตดสนใจไดแมนยา โดยเฉพาะกบพนกงานทมประสบการณนอย หรอพนกงานทเขามาทางานใหม ดงนนจากขบวนการคนหาสาเหตทเกดขนพบวา เอกสารทใชอางองในการตรวจสอบงานจะตองไดรบการปรบปรงโดยมการอธบายความผดปรกตตางๆดวยภาพประกอบการพจารณาจะทาใหผปฏบตงานตดสนใจไดแมนยายงขน ดงนนทางทมวจยจงไดทาการปรบปรงเอกสาร หมายเลข106-5552 rev.A “COB visual inspection
of Endwave products” ซงเอกสารนมจดประสงคเพอกาหนดขนตอนและแสดงเงอนไขตางๆใน
การตรวจสอบดวยสายตาสาหรบขนตอนการตดตงไมโครชฟลงบนบอรด จากการเกบขอมลในใบบนทกของเสยนนพบวา ขบวนการนมความผดพลาดมากถง 41 ครง จากการเกดของเสยทงหมด 86 ครงหรอคดเปนประมาณ 45% ของของเสย ดงนนการปองกนทไดผลคอการปรบปรงเอกสารใหงายตอการทางานของฝายผลต โดยมการใชรปภาพมาชวยอธบายความหมายใหชดเจนมากยงขน เพราะขอมลทมในนนจะเปนการบรรยายทาใหยากตอการเขาใจ ดงนนการใชรปภาพมาใชจะเปนการชวยอธบายไดเปนอยางด การแกไขขอบกพรองของเอกสารนนสามารถสรปไดในตารางท 4.4 ซงเปนการทนาเอกสารหมายเลข 106-5552 rev.A มาทาการวเคราะหเพอแสดงจดวกฤตสาหรบพนกงานฝายผลต พรอมทงแสดงรปภาพประกอบการตดสนใจในการตรวจสอบคณภาพ
ตวอยางท เหตผล ตาแหนงในภาคผนวก ฌ 1 ตวอยางอาการเสยของการตดตงไมโครชฟ 1, 2, 3, 4
2 ตวอยางรปในการตดตง Substrate 5
3 ตวอยางอาการเสยของลวดเชอมวงจร 6, 7, 8, 9
4 ตวอยางการเชอมวงจรทไมด 10
ตารางท 4.4 แสดงตวอยางประกอบเอกสารหมายเลข106-5552 rev.A
43
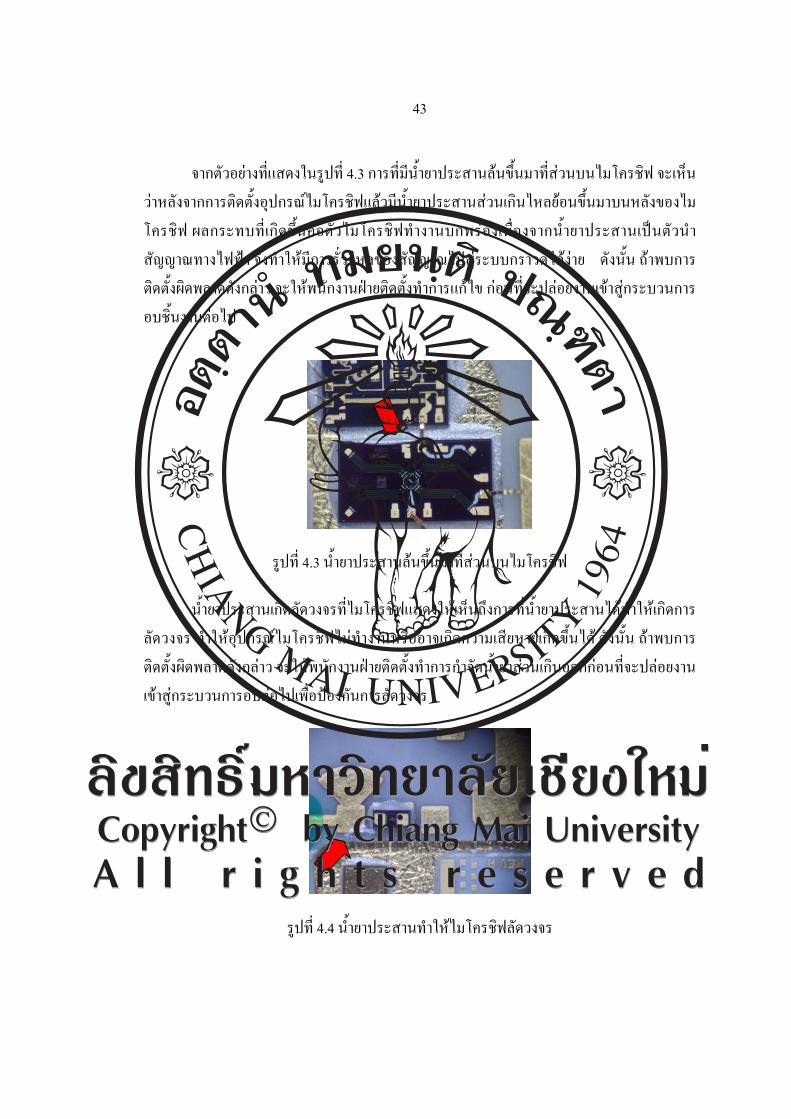
จากตวอยางทแสดงในรปท 4.3 การทมนายาประสานลนขนมาทสวนบนไมโครชฟ จะเหนวาหลงจากการตดตงอปกรณไมโครชฟแลวมนายาประสานสวนเกนไหลยอนขนมาบนหลงของไม
โครชฟ ผลกระทบทเกดขนคอตวไมโครชฟทางานบกพรองเนองจากนายาประสานเปนตวนาสญญาณทางไฟฟา จงทาใหมการรวไหลของสญญาณไปสระบบกราวดไดงาย ดงนน ถาพบการตดตงผดพลาดดงกลาว จะใหพนกงานฝายตดตงทาการแกไข กอนทจะปลอยงานเขาสกระบวนการอบชนงานตอไป
รปท 4.3 นายาประสานลนขนมาทสวนบนไมโครชฟ
นายาประสานเกดลดวงจรทไมโครชฟแสดงใหเหนถงการทนายาประสานไดทาใหเกดการลดวงจร ทาใหอปกรณไมโครชฟไมทางานหรออาจเกดความเสยหายเกดขนได ดงนน ถาพบการตดตงผดพลาดดงกลาว จะใหพนกงานฝายตดตงทาการกาจดนายาสวนเกนออกกอนทจะปลอยงานเขาสกระบวนการอบตอไปเพอปองกนการลดวงจร
รปท 4.4 นายาประสานทาใหไมโครชฟลดวงจร

44
รปท 4.5 นายาประสานทาใหตวเกบประจลดวงจร
นายาทใชในการตดตงไมโครชฟมนอยเกนไป จะเหนไดวาจดทอยใตตาแหนงของจดเชอมของวงจรนนมนายาประสานอยนอยเกนไปผลกระทบทเกดขนนนคอ ตวไมโครชฟนนอาจเกดความเสยหายจากการตดตงลวดเชอมวงจรไดเนองจากไมมอปกรณรองรบอยใตตาแหนงจด Wire
Bonding ดงนน ถาพบการตดตงผดพลาดดงกลาว จะใหพนกงานฝายตดตงทาการแกไข กอนทจะปลอยงานเขาสกระบวนการอบ โดยการเตมนายาประสานเขาไปในสวนทขาด
รปท 4.6 การตดตงไมโครชฟทไมมนายาประสานอยใตจดเชอมสญญาณ
หลงจากการทไดปรบปรงเอกสาร การจดการฝกอบรมพนกงานเพอแนะนาการใชงานเอกสารชดทปรบปรงแลว เปนกระบวนการหนงทสาคญในการทางานใหบรรลวตถประสงค ทางทมวจยไดทาการจดตารางอบรมเพอทาความเขาใจใหกบพนกงานทจาเปนตองนาเอกสารนไปใช เพอไมใหมขอผดพลาดหรอมความผดพลาดใหนอยทสดโดยเฉพาะพนกงานททางานในกะกลางคน ถาพนกงานมขอสงสยหรอตองการเพมเตม ปรบปรงเอกสารใหเหมาะสมยงขน สามารถทาไดโดยการแจงกบหวหนางานโดยตรง แลวทางผวจยจะทาการประสานกบหวหนางานในการรบขอเสนอแนะตางๆจากผทใชงาน เพอใหเกดประโยชนสงสดในการปรบปรง พฒนาในโอกาสตอไป
45
3. การฝกอบรมพนกงาน การฝกอบรมพนกงานฝายตรวจสอบทาการฝกอบรมพนกงานเพอใหเกดความเขาใจในการตรวจรบงานหลงจากทาการปรบปรงเอกสารทใชในการตรวจสอบคณภาพงานทกอใหเกดปญหาขนในกระบวนการผลตเนองจากพนกงานแตละคนยงมความเขาใจทแตกตางกนในการตความและมการทดสอบประเดนตางๆหลงจากการฝกอบรม ดงนนการจดอบรมพนกงานททาการผลตนนจงไดทาการจดตารางการฝกอบรมออกเปนสองสวนคอ การฝกอบรมพนกงานทรบผดชอบการผลตในกะกลางวน และกะกลางคน โดยผวจยไดแยกออกเปนสองสวนเพราะไมตองการใหเกดผลกระทบกบระบบเวลาการทางานของทงสองสวน การฝกอบรมไดมการเนนในจดวกฤตตางๆทไดทาการปรบปรงไวในเอกสาร มการชแจงเหตผลในการเปลยนแปลงทเกดขน และแสดงความคาดหวงทจะไดรบหลงจากการปรบปรงกระบวนการ มการตอบขอสงสยตางๆทพนกงานยงมขอสงสย เปนตน
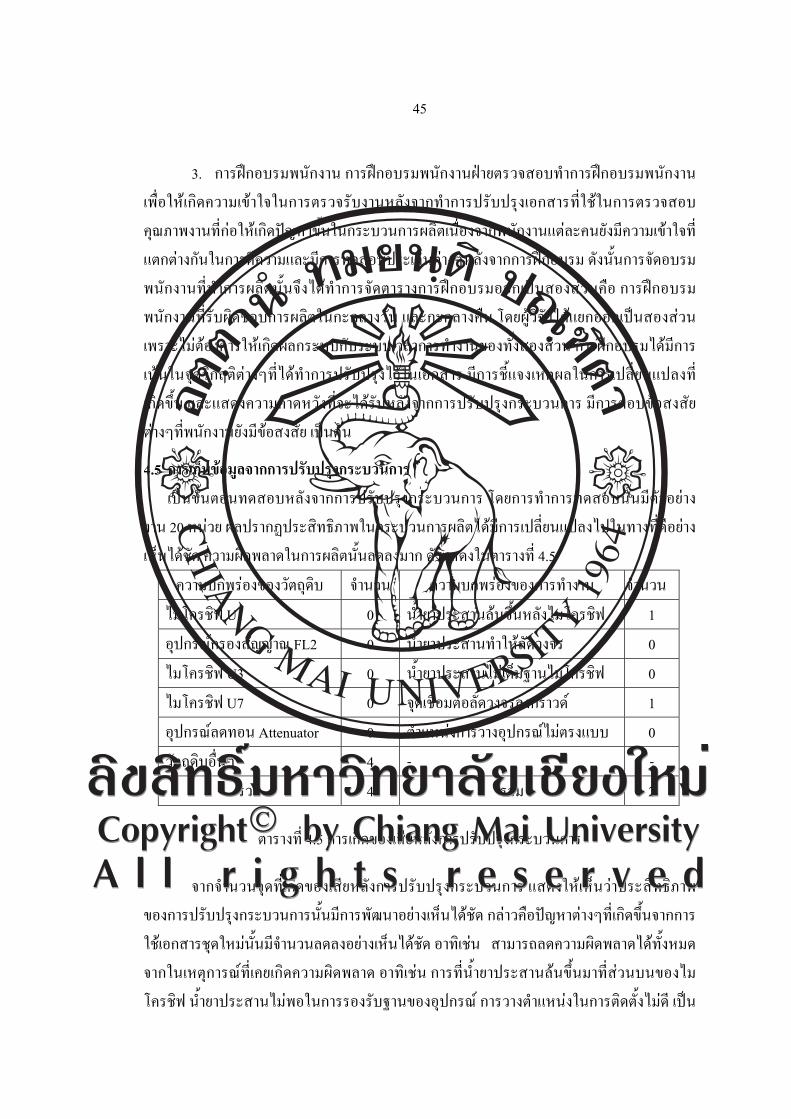
4.5 การเกบขอมลจากการปรบปรงกระบวนการ เปนขนตอนทดสอบหลงจากการปรบปรงกระบวนการ โดยการทาการทดสอบนนมตวอยาง
งาน 20 หนวย ผลปรากฏประสทธภาพในกระบวนการผลตไดมการเปลยนแปลงไปในทางทดอยางเหนไดชด ความผดพลาดในการผลตนนลดลงมาก ดงแสดงในตารางท 4.5
ความบกพรองของวตถดบ จานวน ความบกพรองของการทางาน จานวน ไมโครชฟ U1 0 นายาประสานลนขนหลงไมโครชฟ 1 อปกรณกรองสญญาณ FL2 0 นายาประสานทาใหลดวงจร 0 ไมโครชฟ U3 0 นายาประสานไมเตมฐานไมโครชฟ 0 ไมโครชฟ U7 0 จดเชอมตอลดวงจรลงกราวด 1 อปกรณลดทอน Attenuator 0 ตาแหนงการวางอปกรณไมตรงแบบ 0 วตถดบอนๆ 4 - -
รวม 4 รวม 2
ตารางท 4.5 การเกดของเสยหลงการปรบปรงกระบวนการ
จากจานวนจดทเกดของเสยหลงการปรบปรงกระบวนการ แสดงใหเหนวาประสทธภาพของการปรบปรงกระบวนการนนมการพฒนาอยางเหนไดชด กลาวคอปญหาตางๆทเกดขนจากการใชเอกสารชดใหมนนมจานวนลดลงอยางเหนไดชด อาทเชน สามารถลดความผดพลาดไดทงหมดจากในเหตการณทเคยเกดความผดพลาด อาทเชน การทนายาประสานลนขนมาทสวนบนของไมโครชฟ นายาประสานไมพอในการรองรบฐานของอปกรณ การวางตาแหนงในการตดตงไมด เปน

46
ตน นอกจากนยงสามารถขจดปญหาของวตถดบทดอยคณภาพไหลเขาสกระบวนการ สวนในกรณทเกดความผดพลาดอยบางเพยงเลกนอย ดงเชน ปญหาการลดวงจรแตปญหานกสามารถขจดใหหมดไปจากกระบวนการไดโดยงายอนเนองจากการทสามารถคนพบตนเหตของปญหาแลวนนเอง อาการผดปรกตอนๆทเกดขนไดแก ปญหาของวตถดบของฝาปดอปกรณ และ อปกรณปองกนการรวไหลของสญญาณเกดทาใหมการลดวงจร ดงแสดงรายละเอยดดงน 1. รทใชรองรบกบหมดทฝาครอบมความฝดมากในการประกอบ ทางพนกงานทประฝาปดตวงานพยายามปดฝาแลวทาใหเกดความเสยหายกบอปกรณอเลกทรอนกสทอยภายในแผงวงจร ทาใหเกดการลดวงจรภายในบอรดเมอทาการจายกระแสไฟฟาเขาไปในตวงานในขณะททาการทดสอบทางไฟฟา ซงปญหาดงกลาวไมเคยเกดขนในกระบวนการผลตมากอนจงไมมการตรวจสอบวตถดบกอนนามาใชงาน แตปญหาดงกลาวไดมการแกไขไดไมยาก เนองจากสามารถตรวจสอบไดโดยงายดวยวธการทดสอบทางกล ดงแสดงในรปท 4.7
รปท 4.7 หมดกบรรองรบไมสมดลกน
2. การตดแผน Gasket ไมไดมาตรฐานทาใหเกดความเสยหายกบอปกรณอเลกทรอนกสทอยภายในแผงวงจรเชนเดยวกน ทาใหเกดการลดวงจรภายในบอรดในขณะททาการทดสอบทางไฟฟา ดงแสดงใน รปท 4.8

47
รปท 4.8 การตดชนงานไมเรยบรอย
จากปญหาทเกดขนดงทไดกลาวมาในเบองตน ผลของปญหาของความบกพรองทเกดขนทาใหเกดการลดวงจรเกดขนทาใหอปกรณอเลกทรอนกสทอยในบรเวณนนเกดความเสยหาย เชน ตวเกบประจหรอตวตานทานเกดรอยไหมจากปญหาการลดวงจรจนตองมการเปลยนอปกรณตวใหมมาใชแทน ซงสามารถแสดงใหเหนในรปท 4.9
รปท 4.9 รอยไหมทเกดขนบนตวเกบประจ
จากปรากฏการณของสาเหตอนทเกดขนน ทาใหเกดของเสยในกระบวนการผลตไดเชนเดยวกนกบปญหาทกาลงทาการวจย แตสาเหตทเกดขนใหมนนเปนสงทนอกเหนอจากการควบคมในเอกสารททาการปรบปรงไวแลว แตในเหตการณทเกดขนใหมนเปนประโยชนตอการปรบปรงกระบวนการผลตใหรดกมยงขนเพอเปนการปองกนการเกดซาของสาเหตทเกดขนไดอกในอนาคต
48
4.6 การวเคราะหขอมลทไดจากการทดสอบหลงการปรบปรงกระบวนการ
1. การวเคราะหความผดพลาดในระหวางกอนและหลงการปรบปรงกระบวนการผลต จากขอมลของผลของการผดพลาดทงหมดในการผลตทพบและไดทาการบนทกขอมลไวในแผนบนทกของเสยในการผลตทเกบขอมลไดในกอนการปรบปรงกระบวนการ และการบนทกขอมลหลงจากไดทาการปรบปรงจดบกพรองของกระบวนการผลตแลวนน ผวจยไดทาการแจกแจงขอมลเพอทาการเปรยบเทยบรอยละของของเสยทเกดขนในระหวางการผลตทงกอนและหลงการปรบปรงกระบวนการเพอแสดงใหเหนวาหลงจากการปรบปรงกระบวนนนทาใหการผลตมประสทธภาพสงขนอยางเหนไดชดจากขอมลทไดในระหวางการทาวจย
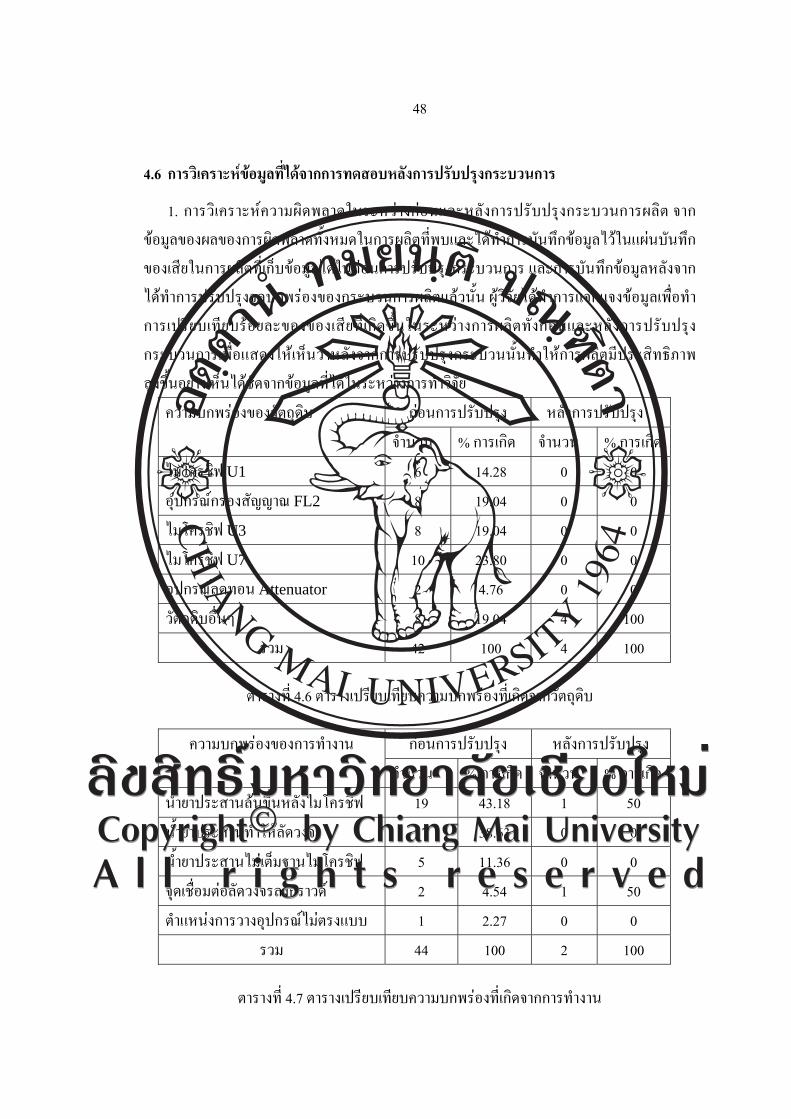
กอนการปรบปรง หลงการปรบปรง ความบกพรองของวตถดบ จานวน % การเกด จานวน % การเกด
ไมโครชฟ U1 6 14.28 0 0 อปกรณกรองสญญาณ FL2 8 19.04 0 0 ไมโครชฟ U3 8 19.04 0 0 ไมโครชฟ U7 10 23.80 0 0 อปกรณลดทอน Attenuator 2 4.76 0 0 วตถดบอนๆ 8 19.04 4 100
รวม 42 100 4 100
ตารางท 4.6 ตารางเปรยบเทยบความบกพรองทเกดจากวตถดบ
กอนการปรบปรง หลงการปรบปรง ความบกพรองของการทางาน จานวน % การเกด จานวน % การเกด
นายาประสานลนขนหลงไมโครชฟ 19 43.18 1 50 นายาประสานทาใหลดวงจร 17 38.63 0 0 นายาประสานไมเตมฐานไมโครชฟ 5 11.36 0 0 จดเชอมตอลดวงจรลงกราวด 2 4.54 1 50 ตาแหนงการวางอปกรณไมตรงแบบ 1 2.27 0 0
รวม 44 100 2 100
ตารางท 4.7 ตารางเปรยบเทยบความบกพรองทเกดจากการทางาน
49
จากตารางการเปรยบเทยบผลการบนทกความบกพรองทเกดขนจากทงสองกรณคอ ความบกพรองทเกดจากวตถดบ (ตารางท 4.7) และ ความบกพรองทเกดจากการทางาน (ตารางท 4.8) ทาใหทราบวากระบวนการผลตสวนใหญมประสทธภาพสงขนโดยเฉพาะการลดความผดพลาดทเกดขนจากความบกพรองของวตถดบ สวนการลดความผดพลาดทเกดขนจากความบกพรองของการทางานนนยงพบวาการลดวงจรอนเนองมาจากลวดทใชเชอมวงจรและยงพบนายาประสานลนขนหลงไมโครชฟ ดงนนทางผวจยจงไดศกษาเพมเตมแลวพบวาเหตการณทเกดขนนนเกดมาจากการทพนกงานฝายผลตททาการเชอมวงจรในอปกรณชนดงกลาวเปนพนกงานทเขารบหนาทใหมจงขาดความเชยวชาญในการทางาน ดงนนจงจาเปนตองทาการฝกอบรมพนกงานใหเกดความเชยวชาญในลาดบตอไป
2. การวเคราะหประสทธภาพของการผลต จากผลของการปรบปรงกระบวนการแสดงใหเหนถงการพฒนาศกยภาพในการผลตทเพมขนประมาณหนงเทาของการดาเนนงานกอนการปรบปรง นนคอโดยเฉลยแลวประสทธภาพในการผลตกอนการปรบปรงนนประมาณรอยละ 35 แตหลงการปรบปรงทาใหประสทธภาพสงขนถงรอยละ 70 หรอกลาวไดวาประสทธภาพของการผลตเพมขนหนงรอยเปอรเซนตหลงจากการแกไขขอบกพรองทคนพบเรยบรอยแลว
กอนการปรบปรง หลงการปรบปรง ปรมาณงานตวอยาง
(หนวย) ครงท1 ครงท2 ครงท3 เฉลย ครงท1 จานวนทสงผลต 12 20 14 15.33 20
จานวนทผานการทดสอบ 4 6 6 5.33 14 ประสทธภาพของการผลต (%) 33 30 43 34.76 70 เปาหมายทกาหนดไว (%) - - - - 80
ตารางท 4.8 ประสทธภาพของการผลต
จากตารางท 4.8 จะเหนไดวารอยละผลไดทเกดขนกอนกระบวนการในครงแรกนนพบวารอยละผลไดมคา 35% ครงทสองมคาลดลงเหลอเพยง 30% และครงทสามมการพฒนาสงขนมาอยท 43% ซงโดยเฉลยกอนการปรบปรงกระบวนการนนจะมคารอยละผลไดประมาณ 35% เทานน แตเมอมการปรบปรงกระบวนการใหมประสทธภาพแลว รอยละผลไดของการผลตนนมคาเพมขนเปน 70% หรอสามารถกลาวไดวา เกดประสทธภาพเพมขนอกเทาตว ซงแสดงใหเหนวา ปจจยทง
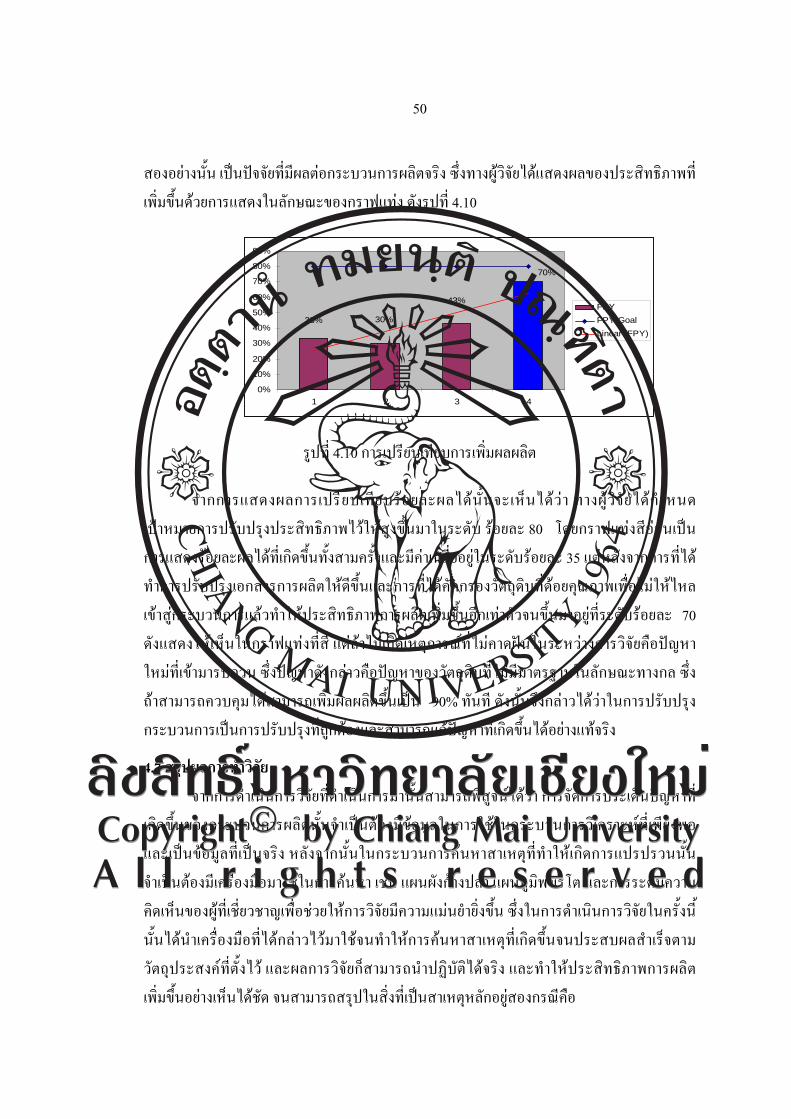
50
สองอยางนน เปนปจจยทมผลตอกระบวนการผลตจรง ซงทางผวจยไดแสดงผลของประสทธภาพทเพมขนดวยการแสดงในลกษณะของกราฟแทง ดงรปท 4.10
70%
43%
33% 30%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
1 2 3 4
FPYFPY GoalLinear (FPY)
รปท 4.10 การเปรยบเทยบการเพมผลผลต
จากการแสดงผลการเปรยบเทยบรอยละผลไดนนจะเหนไดวา ทางผวจยไดกาหนดเปาหมายการปรบปรงประสทธภาพไวใหสงขนมาในระดบ รอยละ 80 โดยกราฟแทงสออนเปนการแสดงรอยละผลไดทเกดขนทงสามครงและมคาเฉลยอยในระดบรอยละ 35 แตหลงจากการทไดทาการปรบปรงเอกสารการผลตใหดขนและการทไดคดกรองวตถดบทดอยคณภาพเพอไมใหไหลเขาสกระบวนการแลวทาใหประสทธภาพการผลตเพมขนอกเทาตวจนขนมาอยทระดบรอยละ 70 ดงแสดงใหเหนในกราฟแทงทส แตถาไมเกดเหตการณทไมคาดฝนในระหวางการวจยคอปญหาใหมทเขามารบกวน ซงปญหาดงกลาวคอปญหาของวตถดบทไมมมาตรฐานในลกษณะทางกล ซงถาสามารถควบคมไดสามารถเพมผลผลตขนเปน 90% ทนท ดงนนจงกลาวไดวาในการปรบปรงกระบวนการเปนการปรบปรงทถกตองและสามารถแกปญหาทเกดขนไดอยางแทจรง
4.7 สรปผลการทาวจย จากการดาเนนการวจยทดาเนนการมานนสามารถพสจนไดวา การจดการประเดนปญหาท
เกดขนของกระบวนการผลตนนจาเปนตองมขอมลในการใชในกระบวนการวเคราะหทเพยงพอ และเปนขอมลทเปนจรง หลงจากนนในกระบวนการคนหาสาเหตททาใหเกดการแปรปรวนนนจาเปนตองมเครองมอมาใชในการคนหา เชน แผนผงกางปลา แผนภมพาเรโต และการระดมความคดเหนของผทเชยวชาญเพอชวยใหการวจยมความแมนยายงขน ซงในการดาเนนการวจยในครงนนนไดนาเครองมอทไดกลาวไวมาใชจนทาใหการคนหาสาเหตทเกดขนจนประสบผลสาเรจตามวตถประสงคทตงไว และผลการวจยกสามารถนาปฏบตไดจรง และทาใหประสทธภาพการผลตเพมขนอยางเหนไดชด จนสามารถสรปในสงทเปนสาเหตหลกอยสองกรณคอ
51
1. เอกสารการผลตมความบกพรอง ซงผลทตามมากคอเกดปญหาการตรวจสอบกระบวนการตดตงไมโครชฟและการเชอมวงจรของการผลตเกดความบกพรอง ทาใหเกดปญหาของอตราการขยายสญญาณถกลดทอนลงจนสงผลทาใหผลการทดสอบทางไฟฟาของงานทผลตเรยบรอยตากวาเกณฑมาตรฐานการออกแแบบ ปญหานสามารถปองกนไดดวยการทใชเอกสารการตรวจสอบทไดรบการปรบปรงใหดขนดวยการเพมภาพถายแสดงความชดเจนของจดวกฤตทไมควรมองขาม ลงในการประกอบการบรรยายของเอกสาร และปญหาดงกลาวนมความสมพนธโดยตรงตอพนกงานฝายผลต ดงนนหลงจากปรบปรงเอกสารแลวจาเปนตองมการฝกอบรมพนกงานใหเกดความเขาใจเพอไมใหเกดความผดพลาดจากการใชเอกสาร
2. ปญหาของการทมวตถดบดอยคณภาพไหลเขาสกระบวนการ โดยมสามอปกรณหลกทมผลกระทบตอความแปรปรวนทเกดขนคอปญหานสามารถลดจานวนผลกระทบไดดวยการตรวจสอบทงหมดกอนทจะนาเขาไปสกระบวนการ
สวนสงทจาเปนอกอยางหนงในกระบวนปรบปรงประสทธภาพทเกดขนนนคอ การฝกอบรม การพฒนาบคลากรขององคกรเพอทาใหพนกงานฝายผลตมประสทธภาพอยเสมอ ซงผลในการวจยนนไดแสดงไวเปนขนตอนตางๆอยางชดเจน ดงจะเหนไดจากผลทไดจากการทดสอบงานททาขนในชวงกอนการปรบปรงกระบวนการ และผลทไดหลงการปรบปรงกระบวนการแลวนน การแกไขปญหาในการผลตททาใหประสทธภาพการทางานดขนมากขนถงหนงรอยเปอรเซนตนน จากการวจยพบวา ปจจยทสงผลกระทบตอกระบวนการผลตนนมประเดนหลกอยหลายกรณ แตถาหากวาไมสามารถสรปไดวาประเดนไหนคอประเดนหลกแลวจาเปนอยางยงทควรใชเครองมอตางๆทางดานวศวกรรมมาใชคนหาสาเหตทเกดขนอยางปนระบบ ซงจะทาใหเราสามารถเขาใจถงสงททาเกดความผนแปรของกระบวนการไดโดยงาย ดงจะเหนไดจากการทผวจยไดนาเอาหลกการของการระดมสมองมารวมในการคนหาแนวทางการแกไขปญหากบการประยกตใช 7 QC
Tools และ การรวมมอรวมใจแสดงความคดเหนอยางเปนระบบ การบนทกขอมลในระหวางการผลต จนในทสดกสามารถปรบปรงประสทธภาพของการผลตไดโดยวธการดงทกลาวมา





























