Embed Size (px)
Citation preview
10/22/2012
1
Accurately Evaluating Supplier Performance and Risk
Alan G. DunnPresidentGDI Consulting & Training Company
About Alan G. DunnDirector… Board of Directors… Idaho Asphalt Supply
Chairman… Audit CommitteeChairman… Compensation Committee
Director… Board of Directors… Natural Alternatives International (NASDAQ: NAII)
Member… Audit CommitteeMember… Human Resources Committee
Recipient of National Association of Corporate Directors (NACD) “2007 Board Member of the Year” AwardPresident… GDI Consulting & Training CompanyFounder… Manufacturing Executive Institute (MEI)Co-Founder… Dunkirk Governance Specialists, LLCEx-Partner… Coopers & LybrandCurrent Instructor at the California Institute of Technology (Caltech) C t f T h l & M t Ed ti (CTME)Center for Technology & Management Education (CTME)Past President, APICS Orange County ChapterPast Chairman, APICS International Conference & Technical ExhibitPast Member, APICS Body of Knowledge CommitteeBA, Business Administration, California State University, Fullerton
10/22/2012
2
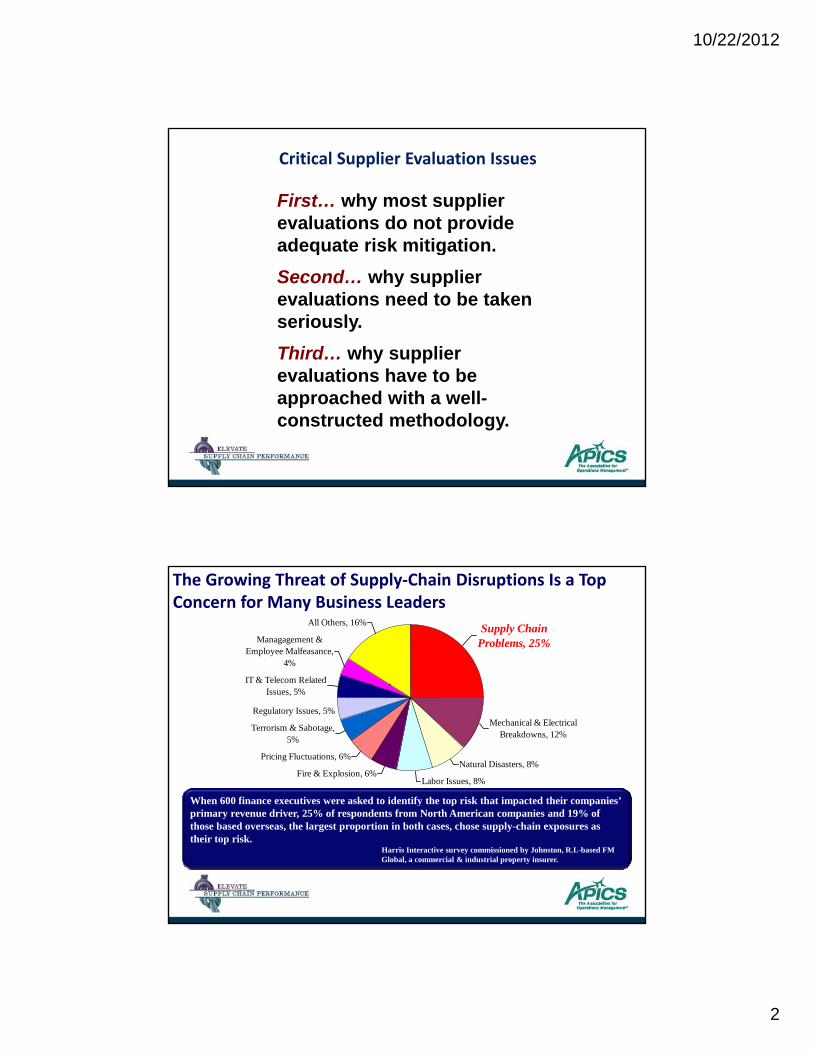
Critical Supplier Evaluation Issues
First… why most supplier evaluations do not provide adequate risk mitigationadequate risk mitigation.Second… why supplier evaluations need to be taken seriously.Third… why supplier evaluations have to be approached with a well-constructed methodology.
IT & Telecom Related
Managagement & Employee Malfeasance,
4%
All Others, 16% Supply Chain Problems, 25%
The Growing Threat of Supply‐Chain Disruptions Is a Top Concern for Many Business Leaders
Natural Disasters, 8%
Labor Issues, 8%Fire & Explosion, 6%
Pricing Fluctuations, 6%
Terrorism & Sabotage, 5%
Regulatory Issues, 5%
Issues, 5%
Mechanical & Electrical Breakdowns, 12%
When 600 finance executives were asked to identify the top risk that impacted their companies’ y p p pprimary revenue driver, 25% of respondents from North American companies and 19% of those based overseas, the largest proportion in both cases, chose supply-chain exposures as their top risk.
Harris Interactive survey commissioned by Johnston, R.I.-based FM Global, a commercial & industrial property insurer.

10/22/2012
3
Why Your Company Needs To a Better Job of Supplier Evaluation… FIVE BIG Reasons
1. Global Suppliers Farther Away2. Less Inventory In the Pipeline3 Suppliers Harder To Get To Know
Proactive and thorough due diligence of critical Suppliers is a new
it i th l b l3. Suppliers Harder To Get To Know4. Lead Times Longer5. JIT Eliminating BuffersResults From Poor Performing
Supply Chain?1 Material delivery reliability ?
necessity in the global supply world where distances can be great, supply complexities can be even greater and consequences of poor supply can be1. Material delivery reliability ?
2. Total material cost ?3. Received material quality ?
supply can be devastating to the bottom line.
Supply‐Chain Disruptions Can Seriously Impact Long‐Term Shareholder Value, Profitability and Share Price Volatility
Disruptions have a debilitating impact on performance & companies often do not quickly recover from disruptions. Companies continue to operate for AT LEAST two years at a lower performance level after experiencing significant supply-chain disruptions.
10/22/2012
4
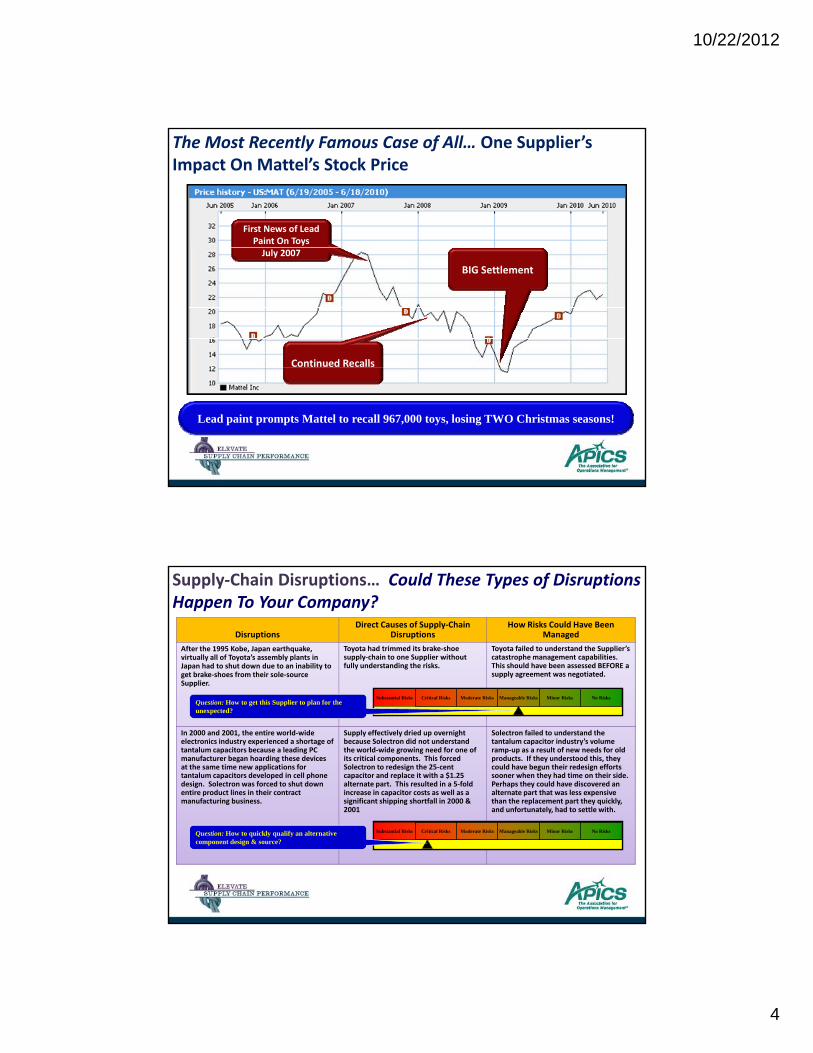
The Most Recently Famous Case of All… One Supplier’s Impact On Mattel’s Stock Price
First News of Lead Paint On ToysJuly 2007
Continued Recalls
BIG Settlement
Lead paint prompts Mattel to recall 967,000 toys, losing TWO Christmas seasons!
DisruptionsDirect Causes of Supply‐Chain
DisruptionsHow Risks Could Have Been
ManagedAfter the 1995 Kobe, Japan earthquake, virtually all of Toyota’s assembly plants in Japan had to shut down due to an inability to get brake‐shoes from their sole‐source Supplier.
Toyota had trimmed its brake‐shoe supply‐chain to one Supplier without fully understanding the risks.
Toyota failed to understand the Supplier’s catastrophe management capabilities. This should have been assessed BEFORE a supply agreement was negotiated.
Supply‐Chain Disruptions… Could These Types of Disruptions Happen To Your Company?
Supplier.
In 2000 and 2001, the entire world‐wide electronics industry experienced a shortage of tantalum capacitors because a leading PC manufacturer began hoarding these devices at the same time new applications for tantalum capacitors developed in cell phone design. Solectron was forced to shut down entire product lines in their contract manufacturing business.
Supply effectively dried up overnight because Solectron did not understand the world‐wide growing need for one of its critical components. This forced Solectron to redesign the 25‐cent capacitor and replace it with a $1.25 alternate part. This resulted in a 5‐fold increase in capacitor costs as well as a significant shipping shortfall in 2000 &
Solectron failed to understand the tantalum capacitor industry’s volume ramp‐up as a result of new needs for old products. If they understood this, they could have begun their redesign efforts sooner when they had time on their side. Perhaps they could have discovered an alternate part that was less expensive than the replacement part they quickly,
Substantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksQuestion: How to get this Supplier to plan for the unexpected?
g g pp g2001
p p y q yand unfortunately, had to settle with.
Substantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksQuestion: How to quickly qualify an alternative component design & source?
10/22/2012
5
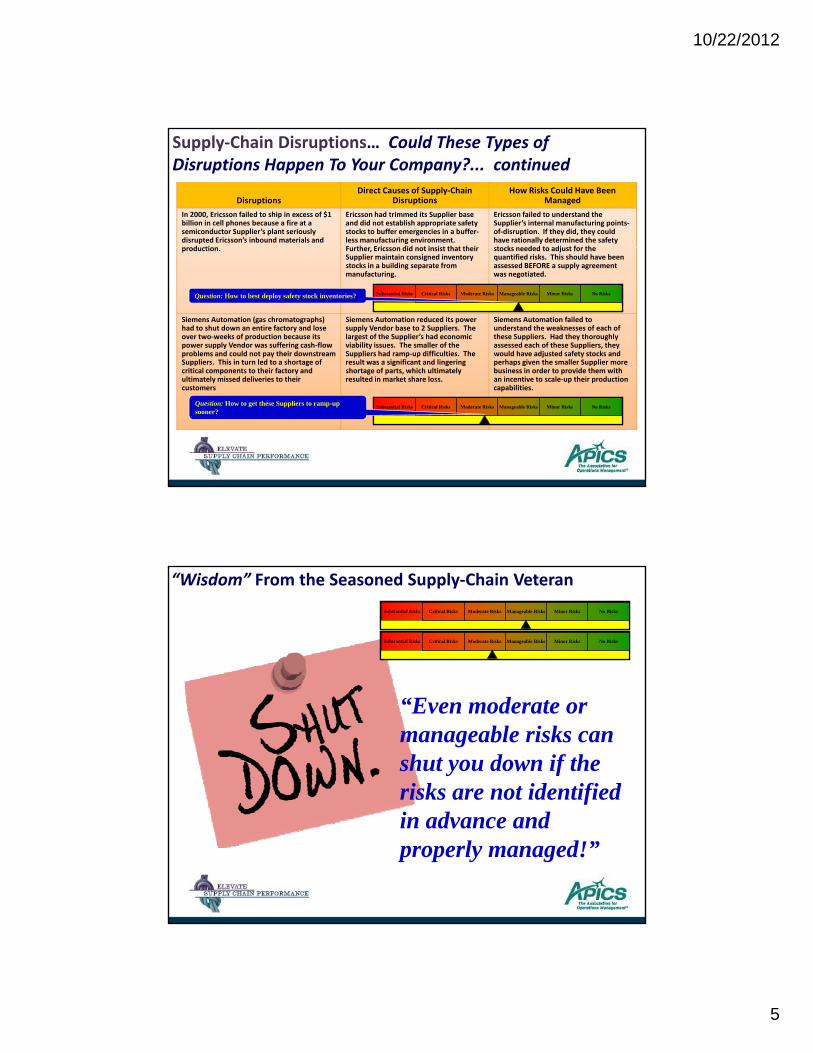
Supply‐Chain Disruptions… Could These Types of Disruptions Happen To Your Company?... continued
DisruptionsDirect Causes of Supply‐Chain
DisruptionsHow Risks Could Have Been
ManagedIn 2000, Ericsson failed to ship in excess of $1 billion in cell phones because a fire at a semiconductor Supplier’s plant seriously disrupted Ericsson’s inbound materials and production
Ericsson had trimmed its Supplier base and did not establish appropriate safety stocks to buffer emergencies in a buffer‐less manufacturing environment. Further Ericsson did not insist that their
Ericsson failed to understand the Supplier’s internal manufacturing points‐of‐disruption. If they did, they could have rationally determined the safety stocks needed to adjust for theproduction. Further, Ericsson did not insist that their
Supplier maintain consigned inventory stocks in a building separate from manufacturing.
stocks needed to adjust for the quantified risks. This should have been assessed BEFORE a supply agreement was negotiated.
Siemens Automation (gas chromatographs) had to shut down an entire factory and lose over two‐weeks of production because its power supply Vendor was suffering cash‐flow problems and could not pay their downstream Suppliers. This in turn led to a shortage of
Siemens Automation reduced its power supply Vendor base to 2 Suppliers. The largest of the Supplier’s had economic viability issues. The smaller of the Suppliers had ramp‐up difficulties. The result was a significant and lingering
Siemens Automation failed to understand the weaknesses of each of these Suppliers. Had they thoroughly assessed each of these Suppliers, they would have adjusted safety stocks and perhaps given the smaller Supplier more
Substantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksQuestion: How to best deploy safety stock inventories?
critical components to their factory and ultimately missed deliveries to their customers
shortage of parts, which ultimately resulted in market share loss.
business in order to provide them with an incentive to scale‐up their production capabilities.
Substantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksQuestion: How to get these Suppliers to ramp-up sooner?
“Wisdom” From the Seasoned Supply‐Chain VeteranSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No Risks
Substantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No Risks
“Even moderate or manageable risks can shut you down if the risks are not identified in advance and properly managed!”

10/22/2012
6
Any global Supplier with annual spend >$2 million, orAny critical Supplier with long or erratic lead-times.Any significant sole-Supplier, especially one with difficult global logistics requirements, orAny critical Supplier with significant historical problems in
Which Suppliers Should Your Company Consider “Critical”
Any critical Supplier with significant historical problems in delivery reliability and/or quality, orAny critical Supplier that can cause significant supply-chain disruption, for any reason, orAny critical underperforming Supplier that can or has caused significant supply-chain disruptions, orAny critical global Supplier that has experienced major shifts in management, governance, operating environment, customer base or Supplier base, orA significant Supplier that needs to drive down costs in order to remain a Supplier, orA significant Supplier that needs to be second-sourced.
NINETEEN Distinct “Origins of Risk” That Can Impact Your Supply Chain
1. Supplier’s Economic Viability2. Supplier’s Production Processes, Methods, Tooling, Equipment
& F iliti& Facilities3. Supplier’s Management of Product Quality4. Supplier’s Manufacturing Planning and Scheduling
Capabilities5. Supplier’s Inventory Management Capabilities6. Supplier’s Purchasing Management Capabilities6. Supplier s Purchasing Management Capabilities7. Supplier’s Ability to Integrate with Customers8. Supplier’s Logistics Management Capabilities9. Supplier’s Customer Service Capabilities
10/22/2012
7
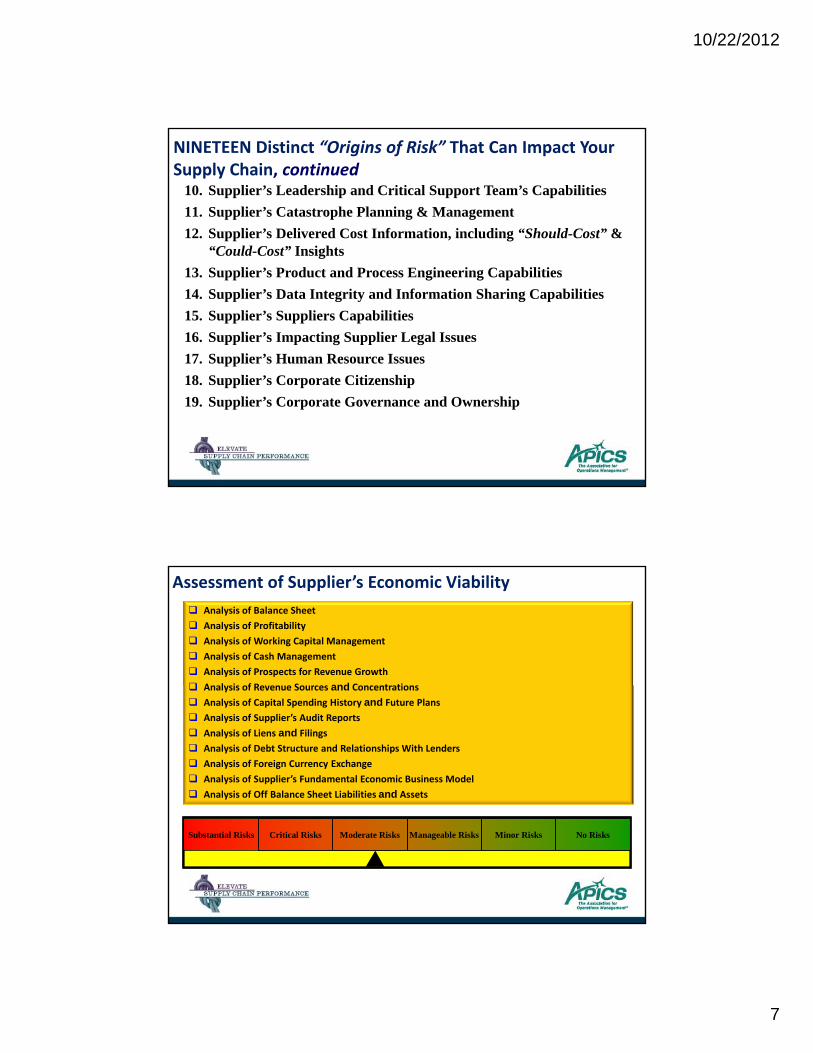
NINETEEN Distinct “Origins of Risk” That Can Impact Your Supply Chain, continued
10. Supplier’s Leadership and Critical Support Team’s Capabilities11. Supplier’s Catastrophe Planning & Management12. Supplier’s Delivered Cost Information, including “Should-Cost” &
“C ld C t” I i ht“Could-Cost” Insights13. Supplier’s Product and Process Engineering Capabilities14. Supplier’s Data Integrity and Information Sharing Capabilities15. Supplier’s Suppliers Capabilities16. Supplier’s Impacting Supplier Legal Issues17. Supplier’s Human Resource Issues18. Supplier’s Corporate Citizenship19. Supplier’s Corporate Governance and Ownership
Analysis of Balance SheetAnalysis of ProfitabilityAnalysis of Working Capital ManagementAnalysis of Cash ManagementAnalysis of Prospects for Revenue Growth A l i f R S and C t ti
Assessment of Supplier’s Economic Viability
Analysis of Revenue Sources and ConcentrationsAnalysis of Capital Spending History and Future PlansAnalysis of Supplier’s Audit ReportsAnalysis of Liens and FilingsAnalysis of Debt Structure and Relationships With LendersAnalysis of Foreign Currency ExchangeAnalysis of Supplier’s Fundamental Economic Business ModelAnalysis of Off Balance Sheet Liabilities and Assets
Substantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No Risks
10/22/2012
8
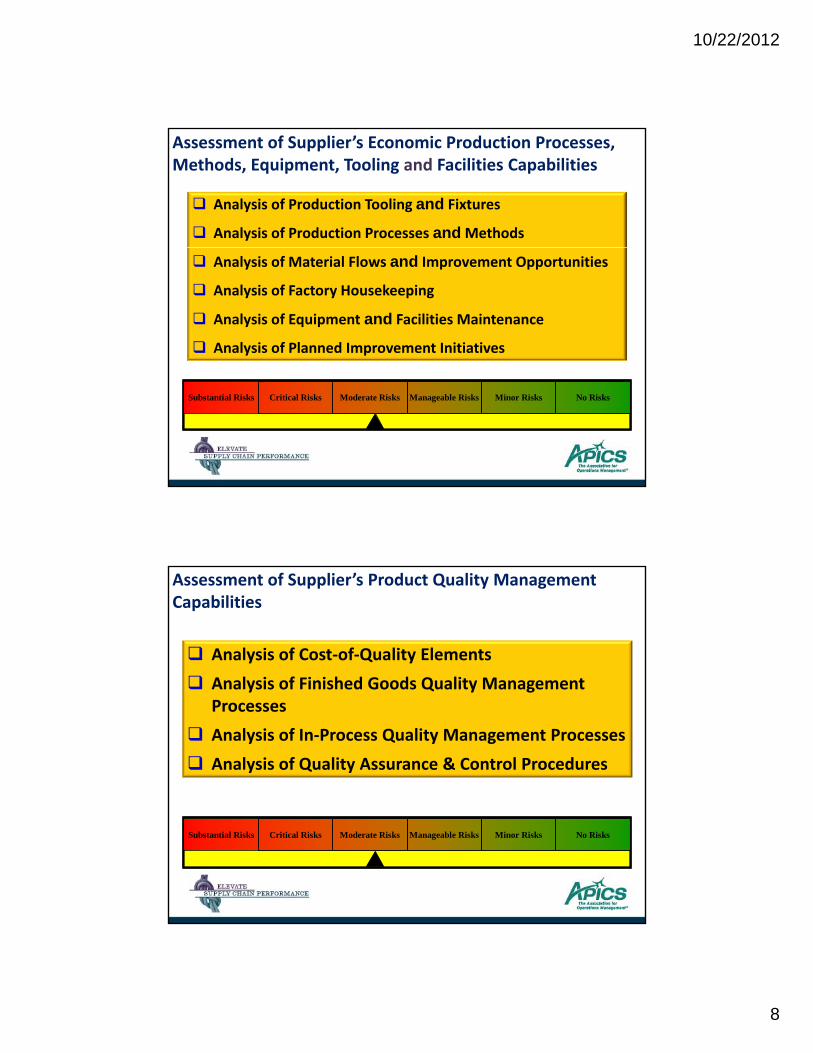
Assessment of Supplier’s Economic Production Processes, Methods, Equipment, Tooling and Facilities Capabilities
Analysis of Production Tooling and Fixtures
Analysis of Production Processes and Methods
Analysis of Material Flows and Improvement Opportunities
Analysis of Factory Housekeeping
Analysis of Equipment and Facilities Maintenance
Analysis of Planned Improvement Initiatives
Substantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No Risks
Analysis of Cost‐of‐Quality ElementsAnalysis of Finished Goods Quality Management
Assessment of Supplier’s Product Quality Management Capabilities
Analysis of Finished Goods Quality Management ProcessesAnalysis of In‐Process Quality Management ProcessesAnalysis of Quality Assurance & Control Procedures
Substantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No Risks
10/22/2012
9
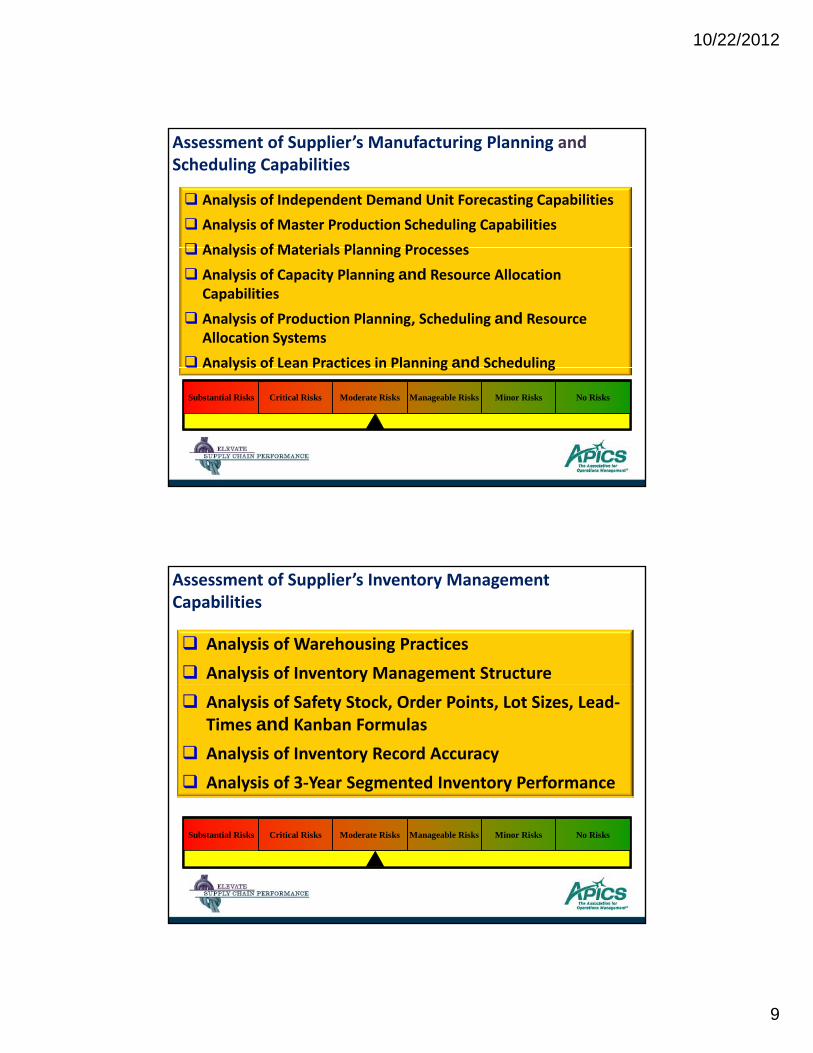
Analysis of Independent Demand Unit Forecasting CapabilitiesAnalysis of Master Production Scheduling CapabilitiesAnalysis of Materials Planning Processes
Assessment of Supplier’s Manufacturing Planning andScheduling Capabilities
Analysis of Materials Planning Processes
Analysis of Capacity Planning and Resource Allocation Capabilities
Analysis of Production Planning, Scheduling and Resource Allocation Systems
Analysis of Lean Practices in Planning and Scheduling
Substantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No Risks
Analysis of Lean Practices in Planning and Scheduling
Analysis of Warehousing PracticesAnalysis of Inventory Management Structure
Assessment of Supplier’s Inventory Management Capabilities
Analysis of Safety Stock, Order Points, Lot Sizes, Lead‐Times and Kanban FormulasAnalysis of Inventory Record AccuracyAnalysis of 3‐Year Segmented Inventory Performance
Substantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No Risks
10/22/2012
10
Analysis of Supplier Base
Analysis of Raw Material Price Reduction History
Analysis of Global Sourcing Practices
Assessment of Supplier’s Purchasing Management Capabilities
y g
Analysis of Inbound Materials Quality Management Processes
Analysis of Raw Material Planning and Scheduling Capabilities
Analysis of Supplier’s Capabilities to “Entangle” Themselves With Their Customer’s Lean Practices
Analysis of Supplier’s Methods of Assessing Their Suppliers’ Risks
Substantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No Risks
Analysis of Organizational Linkage andCommunication Channels with Customers
Assessment of Supplier’s Ability To Integrate With Customers
Analysis of Key Performance Indicators (KPI’s)Analysis of Sales Force TalentsAnalysis of Customer Service ProcessesAnalysis of How Supplier Adds Value To It’s Customers
Substantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No Risks
10/22/2012
11
Analysis of Shipping and Receiving CapabilitiesAnalysis of Transportation Methods, Capabilities andRisks
Assessment of Supplier’s Logistics Management Capabilities
Analysis of Backorders and Customer Service LevelsAnalysis of Customer Service Management Methods & Processes
Assessment of Supplier’s Customer Service Capabilities
Substantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No Risks
Analysis of Organization Structure
Analysis of Leadership Team Capabilities
Analysis of Critical Support Team Capabilities
Analysis of Leadership & Critical Support Teams Succession Plans
Assessment of Supplier’s Leadership & Critical Support Team’s Capabilities
Analysis of Information Systems Catastrophic Event Planning
Analysis of Production Disruption Catastrophic Event Planning
Analysis of Logistics Disruption Catastrophic Event Planning
Analysis of In‐Place Insurance for Catastrophic Events
Analysis of Management of Previous Catastrophic Events
Assessment of Supplier’s Catastrophe Planning Capabilities
Substantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No Risks
10/22/2012
12
Detailed Analysis of Annual Spend With SupplierAnalysis of Producing Plant Capacities, Utilizations & Efficiencies
Assessment of Supplier’s Delivered Costs
Analysis of Non‐Value‐Adding ActivitiesIdentification & Analysis of significant Cost DriversDevelopment of “Should‐Cost” valuesDevelopment of “Could‐Cost” values
Substantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No RisksSubstantial Risks Critical Risks Moderate Risks Manageable Risks Minor Risks No Risks
A proactive and quantifying mechanism.Clear evidence of your Supplier’s strengths, weaknesses & cost reduction opportunities.Provide your company with information to negotiate:
Better prices
The Bottom Line of Formal Supplier Evaluations
Better pricesBetter terms and conditions
Will result in reduced spending, improved risk profile, improved factory productivity, added efficiencies in the Supply-Chain partnership and accelerated company profits.
The final evaluation includes clear risk-mitigating g grecommendations for SPECIFIC modifications to the Terms and Conditions that should be applied to the purchasing agreements between your company & the Supplier.
10/22/2012
13
Contact InformationPresenter Contact:
Alan G. Dunn, PresidentMANUFACTURINGEXECUTIVE INSTITUTE
140 North Maple StreetSuite 106Corona, California 92880-6996USA(951) 736-2114
140 North Maple StreetSuite 105Corona, California 92880-6996USA(951) 736-1281
(951) 736-1857 [email protected]
(951) 736-1857 [email protected]