Embed Size (px)
Citation preview

8 76 IEEE Transactions on Electrical Insulation Vol. 28 No. 5, October l G G 3
Aerospace-specific Design Guidelines for Electrical Insulation
W. Khachen, J. Suthar, A. Stokes, R. Dollinger
State University of New York at Buffalo, Department of Electrical and Computer Engineering,
Buffalo
and W. G . Dunbar Bellevue, WA
ABSTRACT Aerospace electronic and power systems demand increasing levels of safety, efficiency and power delivery because of the se- vere effects from long term operation in the space environment, often without any manned operation or maintenance. Conse- quently, the design requirements place more emphasis on the insulation components and their applications posing new chal- lenges to the electrical insulation design engineer. The space and volume constraints require the high power components to be miniaturized, yet compatible with the thermal and mechan- ical environments while maintaining cost at a reasonable lev- el. A combination of technical skills, new technologies, expe- rience and extensive data from the older engineers is the way to achieve advancement and realization of the required design specifications for the electrical insulation of aerospace systems.
1. INTRODUCTION
IRCRAFT electrical/electronic systems have been and A continue to be a vexing issue in terms of performance and reliability since early development in the 1930’s and 1940’s. During World War I1 (WW 11) aircraft HV sys- tems were limited t o radars, transmitters, and power gen- erating and converting systems. To keep the electrical and electronic equipment weight and volume small, and avoid excessive failure rates, the voltage and power were limited to 10 kV and 2.5 kW. For example, the most sig- nificant design factor for equipment of that era was to use pressurized or oil-filled containers along with conservative
average voltage stresses, rarely exceeding 800 V/mm to prolong life. This made the equipment heavy, large and simple with reasonably long life. Since most flights were of reasonably short duration, a large number of skilled personnel were kept busy replacing and repairing the non- operating equipment as it failed to perform to specifica- tion. A trend for most post W W I1 aerospace electronic system designers was to add more electronics to improve communications, navigation and control of the aircraft as the velocities and maneuverability became critical to the safety and vulnerability of the aircraft.
From post W W I1 through the 1970’s great improve- Printed ments were made in the electronics industry.
0018-9367/93/ $3.00 @ 1993 IEEE

IEEE Transactions on Electrical Insulation Vol. 28 No. 5 , October 1993
106
v) lo5 3
w 10‘ 9 9
877
-
-
20 kV BURST POWER -
5 1 I
e l L,
$i lo2
10‘ I L 19- 1980 1985 1990 1995 2ooo 2005 2010
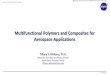
Figure 1. YEARS
Space system voltage requirements.
circuit boards and solid-state device technology replaced much of the heavier vacuum tube designs. Likewise, im- provements were made in electrical insulation materials and processing to increase the electrical stresses to > 2 kV/mm for very long durations such as for satellites and to > 8 kV/mm average with peak voltage > 40 kV/mm for some flight vehicles with short duration missions. The 1980’s to the present has seen design features such as sol- id potting and light-weight miniaturized circuitry that continue to decrease in weight and volume, with the all- important quest for the designers to improve performance and life of the newer aircraft systems. Recent designs are increasing voltages towards 100 kV and average power levels to > 200 kW with pulse power peaks > 1 MW. An example of this power growth is shown in Figure 1.
2. BACKGROUND
HE electronic and power requirements for newer air- T craft are increasing a t approximately the same rate as the allocated weight and volume requirements are de- creasing. Flight vehicles are being designed to fly higher altitudes, have longer missions, and be potentially de- pendent on electronic systems for takeoff, mission per- formance, mission safety and recovery. To accommodate the higher voltage and power requirements, more defin- itive specifications are accompanied by improved design and manufacturing processes, stringent tolerance and in- terface control, better reliability calculations, and better knowledge of electric and magnetic field stresses and their interactions within the high-density packaged electronic circuitry. This is being accomplished with the aid of bet- ter knowledge and comprehension of field strength assess- ments, modeling methods, materials technology, manu- facturing processes and workmanship, and testing tech- niques. The existing skill levels that must be upgraded
continually from the ‘black art’ status t o high-quality pro- cedures are materials handling, processing, workmanship and testing technology. If these procedures are not up- graded, the improvements derived from design enhance- ments, improved modeling and computation capability, and better materials will be negated by the lack of clean- liness, process control, human skills and the compatibility of parts and wire insulations within a high density pack- aged module.
The bane for many designers is to use all the latest de- sign, packaging and testing techniques for a new similar high-voltage module using the same materials and pro- cessing procedures as before, and then find the new proto- type is plagued with partial discharges due to voids with- in the insulating system. The first reaction is to blame the problem on poor workmanship, when the cause was actually built into the design by what appeared to be in- significant changes in details such as conductor size, new parts encapsulated with different insulating materia.ls and thicknesses, materials with different characteristics based upon curing procedure, and use of increased operating frequencies and pulse heights [ 1-31.
Present day researchers are working vigorously to for- mulate better high-grade insulation materials for improved designs operating a t higher electrical stress levels and higher frequencies and to overcome many shortcomings of materials formerly used for low-frequency applications. It is the responsibility of the new scientists and design engi- neers to determine which materials and processes require upgrading for use in modern equipment.
When reading the history of insulation, i t can be found that many thousands of hours of testing were spent, which today provide modern scientists with valuable aging da- ta. Although the da t a may not be valid for today’s de- sign applications, it may be possible for the designers and scientists to use the basic information obtained and then, by applying modern modeling and computation- al techniques, determine characteristic requirements for new molecular materials [4-151.
3. FLIGHT CONSTRAINTS
HERE are many flight constraints that must be consid- T ered by the design engineers. Some constraints that are usually taken for granted and not formally specified are electrical transients and over/undervoltage operating limits; gas pressure and composition and variances as a function of operating limits and mission profile; cooling variations and malfunctions; and mechanical vibrations and shock. A less obvious constraint is the number of
- 1

8 78 Khachen et al.: Aerospace-specific Design Guidelines for Electrical Insulation
on-off cycles allowable in operating the electronic equip- ment. It is well known that many power supplies fail during turn-off causing voltage undershoots which create a reverse voltage on the output capacitors. Thus failure of the capacitor can occur which can lead to failure of several other parts.
It is mandatory that the aircraft electric and electronic systems operate in the adverse environment of changing gas density and composition, shock and vibration, and temperature variations imposed on the aircraft as it pro- ceeds on its mission from earth’s surface to the maximum altitude of the mission profile, and back to the earth’s surface. During this time, some parts of the vehicle may have external pressures that change from earth’s atmo- spheric pressure to near space pressure of vacuum. Un- less pressurized, many of the electronic/electrical systems may experience this same range of pressure changes. Such effects are especially important for the design of conceptu- al, more sophisticated aircraft, which more than ever, de- pend upon the reliability of the electrical/electronic sys- tems. In addition to changing pressure conditions, gases other than air must be included as part of the environ- ment. There may be the presence of fuel vapors and ex- haust gases and special pressurizing gases such as helium and sulfur hexafluoride [16]. Higher velocities associat- ed with supersonic and some subsonic vehicles may sub- ject some parts and subsystems to excessive mechanical vibration and shock. Last but not least, there may be extreme temperature variations imposed on some electri- cal/electronic equipment. Some of the newer and con- ceptual aircraft designs may have near-surface mounted electronic equipment with temperature varying from -55 to 260’C. These radical temperature changes may impose structural and electrical stresses on some insulations and components [I”].
All the time the designer must keep in mind that in- creased volume translates into larger structural modules with more weight. Therefore, i t is mandatory to minimize insulation mass and thickness whenever possible. Thus packaging and insulation engineers must ensure that suf- ficient insulation material and high-quality processing is used in the electrical/electronic designs.
4. MAT ER I ALS SELECTION
HERE are many suppliers and numerous material for- T mulations that may be selected t o fulfill all the in- sulation requirements for aircraft high-voltage and low- voltage electric and electronic equipment. The selection of the best quality material depends upon the material characteristics, ease of preparation, processing and cur- ing, technical personnel experience with the material or
similar material, and the cooperation between the sup- plier and the user with respect to the application. Each material has its own unique chemical, thermal, mechani- cal and electrical characteristics. The suppliers generally have excellent comprehension of the chemical, thermal, and mechanical characteristic properties, while electri- cal properties other than dielectric strength, resistivity and permittivity are usually neglected and must be de- termined by the user. One such property that is usually neglected is the void content as a function of process- ing and curing. I t has been shown that a material with significant voids in a high electrical stress field will have a shortened life [18]. Thus materials should be select- ed on the basis of the physical requirements, processing and curing requirements, and specific application. There are a large number of physical characteristics that should be considered when choosing a solid dielectric material. Many of those characteristics may be obtained from the supplier with great confidence. However, there are a few parameters that should be evaluated by the user that have direct bearing on the success or failure of his equipment designs as discussed in the next Section.
5. MATERIAL PROPERTIES
IGURE 2 summarizes the electrical, mechanical, mor- F phological and chemical properties that need to be considered for selection of solid insulation. Sometimes solid potted insulation is specified to be transparent so that the packaging engineer can assess the stressing and bonding of parts. Weight, water absorption and out- gassing are often specified. Most important for all cate- gories of HV insulation is life, which is dependent upon the electrical stress and environment [13].
Dielectric strength, permittivity, and dissipation factor are the most readily measured electrical properties. Di- electric strengths and permittivitys are well documented for high voltage materials. Fewer data available on the dissipation factor.
Most supplier information furnished to the engineer de- signing electronic insulation systems lacks important in- formation on the effects of frequency. The term ‘frequen- cy’ includes the fundamental and all significant harmon- ics that may subject the insulation system to overheating and result in shorter life [19]. It has been established that any material operated for a prolonged period of time a t any one of the polarization frequencies will have resistive type losses generating heat and shortening the life of the product [19]. Furthermore, it is wrong to assume that the polarization frequencies of each material are fixed. The polarization frequencies shift with temperature, age,

IEEE Transactions on Electrical Insulation Vol. 28 No. 5 , October 1993
Tensi le Propert I e s
8 79
Q M d C
Properties
hterirl
llcasureeients
Ip"""uI Dielectric Pulsed Life
0 dielectrlc constant 0 AC breakdm
Morphologlul and n Chcaical Dlrgmses
surface morphology and elemental analysis (optlca 1 nicroscope. SEH. X-Ray dispersion)
crystalline structure (X-Ray diffraction)
0 dielectric loss 0 DC breakdown 0 elongationat-brcrk 0 nwbnical loss 0 degree o f oxidation, nature of chemical bonds ( I R J
0 conductivlty 0 pulsed break 0 tMSile strength
0 pulsed l i f e
darn
Figure 2. Properties to be considered for testing new insulating materials.
more degradation for each specific material. Multifactor aging studies of this type are presently being conducted a t SUNY a t Buffalo [22].
> Y - 0 E L
0) m ro .bJ m
0 >
A 0 U A 0
1 t o I O 2 10' 10' I C
Today some progress has been made for large equip- ment used by the utilities and many research laborato- ries. But the continually changing requirement for higher density packaging is a major challenge for aerospace in- dustry designers, due to ever changing designs, materials and the desire to reduce costs.
- -
Lifetimes
Time (sec) Figure 3.
of polyimide under multistress conditions [Zl].
and mechanical stress. This phenomenon is described by Greenfield and others [20]. An example of frequency and temperature effects on the voltage stress applied to polyimide is shown in Figure 3 [21]. As a general design guideline, it can be assumed that the life is indirectly pro- portional to frequency, whereas temperature decreases life one decade per 10°C rise, and voltage stress decreases life one decade per 10% voltage increase [2]. However, these rules may vary somewhat depending upon the specific material and application. For certain, a mixture of volt- age stress, frequency and temperature can result in much
6. MATERIALS PROCESSING IS
T was determined early in the space program of the I 1960's that the normal insulation systems for earth- bound equipment were too heavy and had volumes too large for aerospace applications. Pressurization seals were found to be unreliable and too costly for long duration missions. This situation resulted in the advent of high- pressure mold injection for many small parts and vacuum overpressurization encapsulation for larger modules and parts that could not withstand the pressure and tempera- ture associated with pressure mold injection. Today these two methods are still the preferred techniques. Although the production processes are similar, each manufacturer has proprietary techniques to control time, temperature, vacuum and pressure, and post cure cycling for each ma- terial formulation unique to his product.

880 Khachen et al.: Aerospace-specific Design Guidelines for Electrical Insulation
The key to processing is to start with a thorough knowl- edge of all the parts, jigs, materials, and test apparatus to be used during preparation, and to clean the unit to be potted in accordance with the cleaning and encapsula- tion specifications and procedures. Cleanliness and test- ing sometimes may be entwined in such a manner that although the outsides of the parts may be very clean, their internal structure may be very contaminated. It is almost impossible to remove contamination created dur- ing testing. First, it is always assumed that none occurs and second, where would it be located and how could it be removed?. Sometimes it may be practical to do some HV tests prior to encapsulation. When submerg- ing the test article in a liquid during a cleaning process, some parts, boards or wires may act as a wick to the liq- uid, and some of the liquid may become stored inside the parts. Stranded wire and Fiberglasm boards are prime examples. The liquid may soak very rapidly into the po- rous area between the wire strands and the insulation or within the fibers of the boards, possibly inducing failure within seconds following application of voltage. However it may take - 10 h to extract the liquid by temperature and vacuum processing. High failure rates have occurred due to this practice.
It must be remembered that any partial discharges or small arcs within a material (enclosed or open) may result in the breakdown of some polymer structures resulting in carbonized material or worse, a small quantity of ozone or other noxious gas that may further degrade the material structure. In some cases, it could be recommended that HV parts or modules be submerged in sulfur hexafluoride or a similar electronegative gas with a very high dielectric strength to reduce the probability of partial discharges and arcs.
Another difficulty for the designer is that it is almost impossible to obtain constant temperature within a pot- ted item, resulting in increased mechanical stresses [3]. In addition, a worse problem is to obtain a large group of parts and materials with near identical mechanical prop- erties with respect to temperature and time. It is known that many stresses are built into potted units during pro- cessing, especially during the material cure cycle. By post curing some stress relief can be obtained. But, what happens when the potted item is embedded within rigid walls with little mechanical clearance? Either the mate- rial must debond from one or more of the walls or parts during cooling, or if the bonding is excellent, the material will crack when reheated and cooled aperiodically dur- ing use. To prevent material cracking, debonding release agents have been used to control the crack location in a place of low voltage stress. Another old-time technique was to paint the inside of the cavity to be potted with a
paint that could partially debond easily from the metal walls and bond to the potting material. In this man- ner, a pseudo ground plane surrounded the potted item with constant contact with the structure. This method has worked many times. Other processing problems, so- lutions and techniques may be found in the HV design guidelines given in [2].
The elimination of voids via processing techniques is a very difficult task, and each manufacturer has his own proprietary processing techniques for a few selected mate- rials used in his many designs. By controlling processing techniques, void size and quantity may be minimized to the point where the voltage across the microscopic voids will be insufficient to induce microelectric discharges of a magnitude detectable ,by laboratory test equipment. Failure of a potted module due to microvoids with in- sufficient size to generate microdischarges undetectable by testing techniques (< 1.0 pC) may be rare, if the void sizes remained intact and did not expand. Indeed it has been suggested that many failures are caused by long- term temperature cycling [5]. After all, not all production items are built exactly like the prototype, nor have they undergone sufficient lifetime testing under the same op- erating conditions they will have in service. Thus it can be anticipated that in some cases microvoids will play a significant role in the demise of a potted unit prior to its anticipated life expectancy.
7. VOIDS, CRACKS AND MICROELECTRIC DISCHARGES
T has been established that the life of an insulation I material power of the under constant electrical stress varies inversely as some voltage [21]. Using the magni- tude of the lifetime for any particular material and the mean time to failure as measures of the term reliability, it can be said that there is a difference between the reli- ability of a pure material and one filled with components even though they are supposed to follow the same pow- er law. The power law tv" = le refers only to the effect of the electrical stress on the life of the dielectric. But the statistics of life include many other causes of failure related to the inherent ability of the dielectric to with- stand the voltage stress for a specified time [23]. Failures may occur due to breakage of parts or malfunction, incor- rect assumptions for one or more of the physica! materials characteristics, excessive mechanical overstress, the pres- ence of ubiquitous voids, or cracks and debondings which frequently occur.
Microvoids may exist in many materials and have sig- nificant effect on the life of the material. It has been
- 1

IEEE Transactions on Electrical Insulation Vol. 28 No. 5, October 1993 881
0' I 0.001 0.01 01 1 10 100 lo00
HOURS TO FAILURE
Figure 4 Effect of corona on the dielectric life of polyethylene [26].
shown that such microvoids grow in size and quantity a t temperatures approaching the material's maximum ser- vice temperature [24]. Further, these microvoids were found responsible for early partial discharge inception and lower breakdown strength in the insulating material [18,25]. By keeping the ratio of void diameter or thick- ness to insulation thickness below a specified limit, it was found that voltage stress levels of 50 V/mm could be at- tained provided the voids were separated by finite Slm insulation. This level is a vast improvement over the 5 to 20 V/mm used in some ground equipment. The value of 50 V/mm average electrical stress is used for many long life HV spacecraft equipment in usc today. Only snort op- erational life specialized and experimental equipment on board unmanned and manned space vehicles with special insulations use higher stress values.
Some pa,pers have shown that partial discharges and corona rapidly degrade organic insulating materials [15]. Inorganic materials such as mica, glass and ceramics are little affected by corona and partial discharges as wit- nessed by the long life of HV outdoor power transmission line insulators. The temperature of the partial discharge across the center of a gas filled void could be as high as 4000 K [17], while the surrounding gas itself will be much cooler (around 550°C) than the discharge channel. The partial discharge inception voltage (PDIV) across a gas filled void (air) can be as low as 230 V,,, a t Paschen's minimum. After the evolution of gases such as hydro- gen or hydrocarbon, the PDIV can decrease to as low as 185 to 200 V, depending on the breakdown charac- teristics of the gas. Burnham reported that corona in miniature pancake voids in capacitors did degrade the insulation properties of the dielectric [15]. This conclu- sion was based on the fact that electrons accelerated in small voids within the insulation and a t interfaces gave rise to partial discharges whose cumulative effect over a long period of time led to dielectric failure. Dakin al- so reported that intense corona surrounding the edges of
round electrodes rapidly degrade film materials as shown in Figure 4 [26]. More research and development is re- quired to relate partial discharge/corona activity to the rapid degradation of organic materials. In addition, it should not be assumed that all materials degrade a t the same rate. Just as each organic material has its specific stress related characteristic, it is expected that each or- ganic material should have its own particular degradation rate as a function of partial discharge activity.
8. WIRE CONSTRUCTION AND EVA LU AT 10 N
ANY years ago i t was determined that electrical con- M ductors covered with the very thinnest practical in- sulation with good mechanical integrity could withstand 600 V,,,. Indeed, it was the mechanical stress that de- termined the wire insulation thickness, and not the elec- trical characteristics. However, this rating for wire insu- lations is not appropriate for aerospace applications. It has been shown that during voltage transients occurring on 270 V dc and 208 V ac power lines, corona and/or ,partial discharges may occur for insulations thinner than 6 mm, when operated in unpressurized compartments a t altitudes > 60000 km [16,27]. In the case of insulated conductors within potted components, it has been visual- ly determined that stranded insulated wires may be con- taminated with gas filled pockets or voids due to inabili- ty to replace all the gas with the encapsulating material. When voids occur near the insulation termination next to the conductor, high field stresses degrade the adjacent solid insulation and failure is eminent.
A recent trend for proposed future aircraft and aero- space vehicles is to use gaseous helium to condition the stored propellant fuel prior to and during flight. As ex- pected for every positive aspect of the helium there exists a drawback such as the low breakdown voltage. Anoth- er problem in addition t o the helium, is that the aircraft surface temperature and some of the wire races may have average temperatures of 260°C during prolonged segments of the flight profile. Whenever the operating or storage temperature exceeds 125"C, the longevity of most organic insulating systems is limited.
For example in a recent publication, the effect of high temperatures on Teflonm perfluoroalkoxy (PFA) poly- mer, showed a significant reduction in dielectric strength with temperature as shown in Figure 5 [28].
Numerous commercial wire specimens designed for long life in unconditioned compartments of supersonic aircraft

882
Specimen MateTial number d (cm)
P1 0.047 R1 0.048 R2 0.036 R3 0.036 T1 0.056 T2 0.065
Khachen et al.: Aerospace-specific Design Guidelines for Electrical Insulation
Dielectric materials
glass/Teflon glass/Teflon
polyimide/Teflon polyimide/Teflon
Teflon Teflon
€
i 9
€
NQ., Wlnsp.ci- 1omF.m" 2woc - idw6fi.d In R.run 2 9 1 a roble 2. Wir. 1rlu.d Pair
No. 20 AWG
r I I r r 1 1 1 1
0 2 v $ 0 50 100 150 200 250 300
Temperature ( OC I Figure 5.
Temperature dependency of dc breakdown strength of Teflon perfluoroalkoxy (PFA) [28].
A m - R
Figure 7. Corona onset voltage as a function of time (ther- mal + ionization aging) [17].
were tested to investigate their performance in superson- ic high temperature high altitude environments [17]. Pa- rameters studied were the effect of time, temperature, and continuous ionization of the air spaces between wires on the corona onset voltage (COV) of the wires [29]. Table 1 lists wire samples used in the experiment and Figures 6 and 7 show the COV as a function of time for two aging experiments, high temperature only and high tempera- ture along with ionization potential, respectively.
Table 1. High temperature wire specimen materials corona testing of supersonic airplanes [IT].
for
9. TESTING
V insulation is tested to evaluate the physical and H electrical properties and to assure the predicted life parameter based on high quality processing and work- manship is acceptable for the application. Equipment tests are designed to verify the insulation quality rather than serve as a failure analysis procedure. High poten- tial tests such as the dielectric withstand voltage (DWV) test are designed to electrically stress components and equipment in insulation systems, but with safety margins sufficient to protect the test article from damage or mal- function.
9.1 DIELECTRIC WITHSTAND VOLTAGE TESTING
Since overvoltage high-potential testing tends to de- grade highly stressed electrical materials, i t is proposed, based on the calculations for electrical stress, that the DWV test voltage be limited t o not exceed 167% max- imum operating voltage [2]. This procedure should be followed especially if i t is found that corona or partial dis- charge activity exceeds 10 pC/kV applied voltage. Con- tinuous operation with partial discharges may degrade the insulation rapidly and eventually produce failures.

IEEE Transactions on Electrical Insulation Vol. 28 No. 5, October 1993
Following envi- ronmental stress
Vacuum (Plas- ma)
883
Based on 0.05 pF wound par- allel plate capacitor ASTM D 2 3 04 - 64T (Modified)
Another DWV testing rule often overlooked concerns mul- tiple tests. The rule is that the first DWV test should be performed to full DWV voltage. All subsequent DWV tests should be performed a t 80% full DWV voltage. Over- testing is sometimes much worse, as far as the longevity of the insulation is concerned, than no testing. A list of electrical insulation tests relevant to aerospace applica- tions is shown in Table 2.
Table 2. Tests of electrical properties of insulation.
Property Dielectric strength
Tracking
Permittivity
Dissipation factor Volume resistivity
Surface resistivity
Insulation resistance
Life
Test dc/ac, 6 m m elec- trodes dc/ac
1 kHz
1 kHz
125 V
dc
dc
dc/ac
Evaluated Method
Following Envi- ronmental stress
When received
When received
When received, following envi- ronmental stress When received, following envi- ronmental stress
ASTM D-495 or ASTM D- 2302 ASTM D- 150-591’ ASTM D- 150-59T ASTM D-257-61 (Modified) ASTM D-257-6 1 (Modified)
9.2 CORONA TESTING
Corona is one of the more controversial of all of the elec- trical insulation tests. Corona test equipment was devel- oped to evaluate commercial power transmission equip- ment. Most of that equipment operates a t dc, 25, 50 or 60 Hz. Therein lies the problem. Most aerospace equip- ment operates a t dc or 400 Hz. When testing, a common rule to follow is to test at the operating frequency. I t took several years to develop 400 Hz corona test instru- mentation due to the small demand and development cost [27]. However, modern space application requires the use
of high frequency to minimize weight of space power sys- tems. I t is anticipated that a much longer time will be required to develop high frequency corona instrumenta- tion other than that used by a few experimentalists who are presently working in this field. Furthermore, calibra- tion and test standards will be a long time coming. An- other facet of corona testing is how meaningful the tests are and what test criteria should be used to determine the acceptability or rejection of test items. There are few standards addressing this topic other than those set up by the individual electronic suppliers.
When received, electrical insulation should be inspect- ed to confirm dimensions and to locate any flaws, hidden moisture, dirt, or other contaminants. Insulation resis- tance should be measured before high potential tests to avoid unnecessary failures from defective, damp, or dirty samples. High insulation resistance by itself does not prove that the insulation of a component is free of cracks or other faults where breakdown may subsequently start. Therefore, a n insulation resistance test is not a substitute for HV tests, but should always precede those tests.
10. AEROSPACE DESIGN I NSU LATlO N GUIDES
EADING the history of insulation, it can be found that R a great many studies have been devoted to material aging, providing the modern scientists and engineers with valuable data. Often the da t a were limited to specific test articles deemed unusable by today’s designers and are ig- nored. It is the responsibility of the new scientists and engineers to determine what materials, processes and ap- plications require retesting with modern test equipment to determine those material characteristics that could not be determined in detail with the older less sensitive in- strumentation. Aging studies need to be performed on similar product line materials, equipment, and compo- nents.
As designers continue to stress miniaturization with less weight and volume, the parameter of increased volt- age frequency is sometimes used without regard to the insulation characteristics. Indeed, many designers when faced with higher power loss, EM1 or coupling problems insist that the culprit is dense packaging rather than a built-in characteristic of the material called polarizations. Many insulated parts, modules and systems are plagued with polarizations, especially in epoxy potting materi- als. The polarization frequency bands shift with temper- ature, mechanical stress, aging, and material processing and mixing. A prime example of polarization frequency effects is the lineman’s rubber gloves used in the utility

884 Khachen et al.: Aerospace-specific Design Guidelines for Electrical Insulation
industry. At 60 Hz with no harmonics, the gloves would provide adequate protection as designed. Unfortunate- ly, Some rural and urban lines contain many amplified 60 Hz harmonics that can match the rubber polarization fre- quency, lowering the rubber resistivity a t that frequency and allowing excessive current to pass through the line- man, resulting in severe shock. A similar effect may hap- pen within a module that operates with nonsinusoidal waveforms. The only difference is that there will be more resistive coupling and greater power loss and excessive heating in the module.
Many good guideline pamphlets and books for insu- lation design have been written for the various govern- ment and civilian agencies and companies such as ASTM, IEEE, IEC standards and many others. Some excel- lent guidelines are considered proprietary and have not been released. However, it must be pointed out that most problems are the direct result of ignoring the ma- terial characteristic properties and not fully evaluating the electrical, chemical, mechanical, and thermal prop- erties of the material. A parameter not usual!y consid- ered for civilian programs is the material’s glass temper- ature transition point. It is that temperature where a change of state causes deviations from an exact formu- la for temperature or mechanical characteristics. Since many aerospace electronic systems are subjected to tem- peratures varying from a minimum of -55°C to values > 125”C, there is a chance that many materials may be regularly cycled through the glass temperature point. This change in mechacical-thermal characteristics may therefore cause severe material overstressing, resulting in materials cracking and eventual loss of the product.
It is very important for the new designers to understand that not all insulation improvements and characteristics were invented after the advent of the computer. The old time Arrhenius plots of age vs. thermal stress and voltage stress were well determined prior to the 1950’s for many materials. The use of the computer has allowed the mod- ern generation engineers and scientists to rapidly simulate and formulate the previous data into usable information that may be placed in future designer’s handbooks.
When developing HV insulation systems, triple points are very critical design parameters. A triple point is usually the intersection of a gas, metal and solid insula- tion. By using the proper undercutting techniques, triple points may be eliminated or reduced to a minor design parameter [30]. There are several theories regarding the initiation of surface flashover as a modified triple point or as the ionization of a low pressure gas adjacent to the surface of an outgassing material [31].
There are hundreds of guidelines that may be used to improve a design or product [32]. The best guideline is experience which should be passed on from the older en- gineers to the newly selected designers. Only then can design and product manufacture be excellent. Howev- er, it must be remembered in engineering as in music that wrong practice never makes perfect music. All good products start with an excellent design followed by the selection of the best materials processed with great care to meet the design specifications.
ACKNOWLEDGMENT
ILL Dunbar wishes to acknowledge the work of many B experimentalists outside and technical helpers within the work place while gainfully employed by The Boeing Aerospace Company. In addition, thanks to his many friends a t NASA and other government agencies for spon- soring the many projects that led to much of the knowl- edge gained and documented for posterity.
REFERENCES
C. A. Harper, “Manufacturing Technology for Space Borne HV Power Supplies Vol. I, I1 - Guidelines Doc- ument” , Air Force Materials Laboratory, Air Force Systems Command, Wright Patterson AFB, Ohio, AFML-TR-79-4014, February 1979.
W. G. Dunbar, “Design Guide: Designing and Build- ing High Voltage Power Supplies” , Materials Labora- tory, Air Force Systems Command, Wright Patter- son Air Base, Ohio, AFWAL-TL-88-4143, Volume 11, August, 1988.
Bill Dobbs, “Air Force/industrial Repairable Pot- ting Materials Workshop”, Materials Laboratory, Air Force Systems Command, Wright Patterson Air Force Base, Ohio, AFWAL-TR-81-4113, Nov. 1981.
E. J . McMahon, “The Chemistry of Corona Degrada- tion of Organic Insulating Materials in High Voltage Fields and Under Mechanical Strain”, IEEE Trans- actions on Electrical Insulation, Vol. 3, No. 1, pp. 3-10, 1968.
C. C. Montanari and G. Pattini, “Thermal En- durance, Evaluation of Insulation Materials: A Theoretical and Experimental Analysis” , IEEE Transa.ctions on Electrical Insulation, Vol. 20, No. 1, pp. 69-77, 1986.
-- I

IEEE Transactions on Electrical Insulation Vol. 28 No. 5, October 1993 885
Akira Miyoshi, “A New Additive for Improving the Thermal Aging Characteristics of Kraft Insulating Paper”, IEEE Transactions on Electrical Insulation, Vol. 10, NO. 1, pp. 13-17, 1975.
T. Hino and T . S a p n o m a , “Rapid Measurement of the Deterioration of Oil-immersed Paper”, IEEE Transactions on Electrical Insulation, Vol. 7, No. 3, pp. 122-126, 1972.
S. Yasufuku, J . Ise and S. Kobayashi, “Radiation- induced Degradation Phenomena in Electrical Insu- lation Oils”, IEEE Transactions on Electrical Insu- lation, Vol. 13, No. 1, pp. 45-50, 1978.
S. Ganger and G. Mair, “On Electrical Aging of Oil- impregnated High Voltage Dielectrics”, IEEE Trans- actions on Electrical Insulation, Vol. 9, No. 3, pp. 92--97, 1973.
J. W. Kaufman, “Terrestrial Environment (Climate) Criteria Guidelines for Use in Aerospace Vehicle De- velopment, 1977 Revision”, NASA Technical Memo- randum 78118, 1977.
N. N. Youssef and W. G. Dunbar, “Environmental Effects of Particulate Debris on Spacecraft Systems”, IEEE 15th Intersociety Energy Conversion Engineer- ing Conference, Seattle, WA, 1980.
S. Zoledziowski and S. Soar, “Life Curves of Epoxy Resin Under Impulses and the Breakdown Param- eter”, IEEE Transactions on Electrical Insulation, Vol. 7, NO. 2, pp. 84-99, 1972.
“Manufacturing Technology for Improved HV Power Supply Packaging”, AFWAL-TR-83-4143, Materials Laboratory, Wright Patterson Air Force Base, Ohio, May 1984.
J . F. Suton and J. E. Stern, “Spacecraft High Voltage Power Supply Construction”, NASA Tech. Note TN D79948, p. 39, Goddard Spaceflight Center, Green- belt, MD, 1975.
J . Burnham, “Measurement of Corona Under Im- pulse and dc Conditions by TSD on HV Metalized Mylar Capacitors as a Function of Voltage”, Ad- vanced Technology Laboratory, Hughes Aircraft Company, Culver City, CA, 1980.
W. G. Dunbar, “Corona and Breakdown Voltage in Helium-Oxygen Atmosphere”, Eight Electrical Insu- lation Conference, No. 68C6-73, December 1968.
W. G. Dunbar, “Corona Testing of Supersonic Air- plane High Temperature Wiring”, Eight Electrical Insulation Conference, No. 68C6-EI-73, December 1968.
[18] J . L. Suthar, J. R. Laghari and P. C. Chang, “LSCM: A Nondestructive Diagnostic Tool for Examining the Microstructure of Polymer Dielectric Films”, IEEE Electrical Insulation Magazine, Vol. 8, No. 4, pp. 20- 24, 1992.
[19] A. I. Bennett, “Frequency Dependence of Partial Discharges and Measurement of Voids Contont in In- sulation”, Annual Report of NAS, NRC Conference on Electrical Insulation. 1974.
[20] E. W. Greenfield, Dielectric Theory and Measure- ments, Washington State University, Pullman, WA 1966.
[21] P. Cygan and J . R. Laghari, “Accelerated Life Stud- ies of Polyimide Film Under Electrical and Ther- mal Multistress”, IEEE International Symposium on Electrical Insulation, pp. 66-69, June 1992.
[22] W. Khachen, Breakdown Studies of Polypropylene Film Under High Voltage High Frequency and High Temperature for Aerospace Applications, PhD Dis- sertation, SUNY a t Buffalo, 1993.
[23] W. Nelson, “Survey of Methods for Planning and Analyzing Accelerated Tests”, IEEE Transactions on Electrical Insulation, Vol. 9, No. 1, pp. 12-17, 1974.
[24] J. L. Suthar, J . R. Laghari and P. C. Cheng, “LC- SM: A Nondestructive Tool for Examining the Microstructure of Polymer Dielectric Films”, IEEE Electrical Insulation Magazine, Vol. 8, No. 4, pp. 20-24, July 1992.
[25] J. L. Suthar and J . R. Laghari, “Evaluation of High Temperature Dielectric Films for High Voltage Pow- er Electronics Applications”, Journal of Material Sci- ence - Materials in Electronics, Vol. 3, pp. 77-81, 1992.
[26] S. A. Studnearz and T. W. Dakin, “The Voltage Endurance of Cast Epoxy Resin 11” , Conference Record of the 1982 IEEE International Symposium on Electrical Insulation, Philadelphia, PA, June 7-9, 82 CH1780-6-EI, p. 19, 1982.
[27] T. M. Bilodeau et al., “High Voltage and Partial Discharge Testing Techniques for Space Power Sys- tems”, IEEE Insulation Magazine, Vol. 5, No. 2, March/April 1989.
[28] J . L. Suthar and J . R. Laghari, “Dielectric Break- down Studies of Teflon Perfluoroalkoxy at High Tem- perature”, Journal of Material Science, Vol. 27, pp. 1795-1800, 1992.

886 Khachen et al.: Aerospace-specific Design Guidelines for Electrical Insulation
[29] A. von Hippel, Dielectric Materials and Application, Meeting Providence Rd. Island, May 2-4, pp. 999- 1003, 1960. Technology Press of MIT, 1954.
[30] M. G. Kofoid, “Phenomena a t the Metal-dielectric Junctions of High Voltage Insulation in Vacuum and Magnetic Field”, AIEE North Eastern District Meet- ing Providence Rd. Island, May 2-4, pp. 1-9, 1960.
[31] M. G. Kofoid, “Effect of Metal Dielectric Junction Phenomena on High Voltage Breakdown over In- sulation in Vacuum”, AIEE North Eastern District
[32] F. A. Goba, “Bibliography on Thermal Aging of Electrical Insulation” , IEEE Transaction on Electri- cal Insulation, Vol. 4, No. 2, pp. 31-62, June 1969.
Manuscript was received on 26 March 1993, in revised form 3 July 1993.
- - I