Embed Size (px)
Citation preview

I
1. Repott No. 2. Govenltftent Aeceuion No.
FHWA/TX-90+450-3F
.t. Title ond Subtitle
ALKALI-AGGREGATE REACTION IN CONCRETE CONTAINING FLY ASH: FINAL REPORT
1. Author' al
Ramon L. Carrasquillo and Josef Farbiarz
9. Performing Organization N-e and Addreu
Center for Transportation Research The University of Texas at Austin Austin, Texas 78712-1075
~~~--------~--~~--------------------------~ 12. Sponaoring Agency N-e and Addreu Texas State Department of Highways and Public
Transportation; Transportation Planning Division P, 0, Box 5051 Austin, Texas 78763-5051 15. Supplementary Hotn
TECHNICAL REPORT ST ANOARO TITLE PAGE
3. Recipient' 1 Catalog No.
5. Report Dote
October 1989 6, Performing Orgoni rotion Code
8. Performing Orgoni zation Report No.
Research Report 450-3F
10. Work Unit No.
11. Contract or Gront No.
Research Study 3-9-85-450 13. Type of Report and Period Covered
Final
U. Spon&oring Ageney Code
Study conducted in cooperation with the U. S. Department of Transportation, Federal Highway Administration
Research Study Title: "Alkali-Aggregate Reaction in Concrete Containing Fly Ash" 16. Aj,1troet
The main objective of this study was to determine the influences of the constituents of portland cement, aggregates, and mineral admixtures on alkalisilica reaction. The testing program included 3 natural aggregates, 3 Type I and 1 Type IP portland cements, 4 Type A and 5 Type B fly ashes, tap and distilled (low pH) water, and 1 source of silica fume.
ASTM C 227 was the primary guideline for the evaluation and comparison of these materials, most of which are available for use in highway projects in the state of Texas.
The results of this testing program demonstrated that: (1) Each of the natural aggregates studied can be used safely in concrete
without mineral admixtures, if the cement is chosen carefully with respect to alkali content.
(2) Each of the cements tested can be used in concrete with any of the aggregates tested, if a suitable mineral admixture is used as a partial replacement for cement in the proper proportion.
(3) The silica fume and seven of the nine fly ashes tested reduced expansions considerably when used in proper proportions as partial replacements for cement, and
(4) fineness of Type B fly ash does not affect significantly its effectiveness in reducing alkali-aggregate related mortar bar expansions.
17. Key Word&
alkali-aggregate reaction, alkalisilica reaction, aggregates, mineral admixtures, portland cement, fly ashes, constituents, silica fume, proportion
18. Oi&trlbutlon Stotet~umt
No restrictions. This document is available to the public through the National Technical Information Service, Springfield, Virginia 22161.
19. Socurlty Clouif, (of thla repott)
Unclassified
20. Security Cl .. alf, (of thl• pogo)
Unclassified
21. No. of Poge1 22. Priee
126
Form DOT F 1700.7 ca-etJ

ALKALI-AGGREGATE REACTION IN CONCRETE CONTAINING FLY ASH
FINAL REPORT
by
Ramon L. Carrasquillo
and
Josef Farbiarz
Research Report No. 450-3F
Research Project 3-9-85-450
"Alkall-Aggregate Reaction in Concrete Containing Fly Ash''
Conducted for
Texas State Department of Highways and Public Transportation
in cooperation with the
U.S. Department of Transportation
Federal Highway Administration
by the
CENTER FOR TRANSPORTATION RESEARCH
BUREAU OF ENGINEERING RESEARCH
THE UNIVERSITY OF TEXAS AT AUSTIN
October 1989

The contents of this report reflect the views of the authors, who are responsible for the facts and the accuracy of the data presented herein. The contents do not necessarily reflect the official views or policies of the Federal Highway Administration. This report does not constitute a standard, specification, or regulation.
There was no invention or discovery conceived or first actually reduced to practice in the course of or under this contract, including any art, method, process, machine, manufacture, design or composition of matter, or any new and useful improvement thereof, or any variety of plant which is or may be patentable under the patent laws of the United States of America or any foreign country.
ii

PREFACE
This is the last in a series of reports summarizing the effect of fly ash on
the alkali-aggregate mechanisms in concrete. The report described herein provides
guidelines to the design and materials engineer for the selection of fly ash/cement
combinations and their proportions to ensure long-term performance of the concrete.
This work is part of Research Project 3-9-8.5-4.50 entitled "Alkali-Aggregate
Reaction in Concrete Containing Fly Ash". The study described in this report was
jointly conducted by the Center for Transportation Research, Bureau of Engineering
Research, the Phil M. Ferguson Structural Engineering Laboratory at the Univer
sity of Texas and private industry. The work was co-sponsored by the Texas State
Department of Highways and Public Transportation and the Federal Highway Ad
ministration.
The overall study was directed and supervised by Dr. Ramon L. Car-
rasquillo.
lll


SUMMARY
As the use of mineral admixtures in the concrete industry increases, so
does the need for a complete understanding of their properties and their effects on
the properties of fresh and hardened concrete. One of several beneficial attributes of
mineral admixtures such as fly ash and silica fume when added to concrete mixtures
is the potential for reduction of deleterious expansions within the hardened concrete.
One such reaction occurs between minerals present in the aggregates and the alkalies
present in the cement. The main objective of the research program described in this
report is the need for guidelines relating to the proper use of mineral admixtures as a
means of reducing the expansion due to alkali-aggregate reaction (AAR) in concrete.
Testing included different sources of aggregates, cements and fly ashes and
one source of silica fume. The effect of fly ash fineness on alkali-aggregate reaction in
concrete was also studied. ASTM C 227 was the primary guidelines for the evaluation
and comparison of the materials.
Results indicate that the effectiveness of fly ash on reducing alkali
aggregate reaction expansion in concrete is dependent upon the chemical compo
sition of the fly ash and the amount of cement being replaced with fly ash. Further,
fineness of fly ash was not found to be a relevant factor governing the effective
ness of a fly ash in reducing alkali-aggregate expansion in concrete. Intergrinding
of fly ash with cement clinker in the manufacture of a blended cement increases the
effectiveness of fly ash.
v


IMPLEMENTATION
The results from this study clearly indicate that the effectiveness of a fly
ash in reducing alkali-aggregate reaction expansions in concrete are dependent upon
the chemical composition of the fly ash and the amount of cement being replaced.
However, when properly selected and proportioned, the use of fly ash in concrete
can prove to be an alternative to allow the use of high alkali cement or alkali re
active aggregates in concrete without concern for alkali-aggregate reaction damage
occurring.
As a result of this study, the following guidelines are recommended for
the selection of materials and their proportions in order to ensure a reduction in
potential alkali-aggregate reaction.
1. If the fly ash is a TSDHPT Type A fly ash containing less than 1.7 percent
available alkalies and less than 10 percent CaO, it can be used at any
cement replacement level in cement.
2. For all other fly ashes, the fly ash should not be used in concrete at cement
replacement levels of less than 25 percent by volume. Preferably, ASTM
C 227 mortar bar expansion tests should be conducted using the proposed
materials and proportion for a job in order to determine the adequacy of
the 25 percent minimum replacement lower limit.
\'11


TABLE OF CONTENTS
Chapter
1. I~TRODt:CTION
1.1 General . .
1.2 BackgrQund Information
1.3 Scope Of Research.
2. LITERATURE REVIEW
2.1 General . . . . .
2.2 Summary of Previous Literature Review
2.2.1 Chemistry of Alkali-Aggregate Reaction
2.2.2 Mechanisn; of Alkali-Aggregate Reaction
2.2.:3 Role of Concrete Constituents In Alkali-Aggregate Reaction
2.2.:3.1 Role of Aggregate
2.2.3.2 Role of Cement
2.2.3.3 Role of Water .
2.2.3.4 Role of Fly Ash
2.2.3.5 Role of Silica Fume
2.2.4 Tests for Determining Potential Reactivity of Materials
2.3 Fineness
:u.I 2.3.2
General
Methods for the Determination of Fineness
2.3.2.1 Fineness of Cements
2.3.2.2 Fineness of Fly Ash
2.:3.3 Effect of Cement. Fineness on Alkali-Aggregate Reaction
2.:3.4 Effect of Fly Asl1 Fineness on Alkali-Aggregate Reaction
IX
Page
2
7
7
8
8
!)
ll
11
12
12
12
l :1
].)
17
.17
18
18
19
19
20

3. EXPERIMENTAL PROGRAM
3.1 Introduction
3.2 Materials
3.2.1 Aggregate
3.2.2 Cement
3.2.3 \\Tater
3.2.4 Fly Ash
3.2.5 Silica Fume
3.3 !\fixture Designs . .
3.3 .1 Nomenclature
3.3.2 Proportioning of Materials
4. TEST RESULTS
4.1. Introduction
4.2 Applicability of Limits Specified in ASTM C 227 and ASTM C 33
4.3 Phase I Results
4.3.1 Effect of Aggregate
4.3.2 Effect of Cement
4.3.3 EJTect of Fly Ash
4.4 Phase II Results ..
4.4.1 Fly Ash Treated with a Chemical Precipitating Agent
4.4.2 pH of ~Iixing Water
4.4.3 Available Alkali Content and Classification of Fly Ashes
4.4.4 Total Alkali Content of Cement . . . . .
4.4.5 Percentage of Cement Replaced by Fly Ash
4.4.6 Partial Replacement of Aggregate with Fly Ash
4.4.7 Influence of Fineness and Preblending of Cement and Fly Ash
on Beha \·ior of Type IP Cement
4.4.8 Silica Fume
4 .. 5 Phase III Results
X
27
27
27
27
27
29
;jQ
32
33
33
34
37
37
37
40
40
45
45
46
47
48
49
52
52
56

;y DIS(TSSIOJ'\ OF TEST RESULTS
:) 1 Introduction
.') 2 Applicability of Limits Specified in ASTM C 227 and ASTM C :3:3
Phase I Results
5.3.1 Effect of Aggregate
.5.3.2 Effect of Cement
5 3.3 Effect of Fly Ash
5A Phase II Results . . . . .
5.4.1 Fly Ash Treated With a Chemical Pw:ipitating Agent
.).4.2 pH of Mixing Water . . . . . .
5.4.:.~ Available Alkali Content ami Classification of Fly Ashes
.).4.4 Total Alkali Coteut of Cement
.).4.5 Percentage of Cement Replaced with Fly Ash
5 .4.6 Replacement of a Portion of Aggregate with Fly Ash
5.4.7 Effect of Fineness and Preblending of Type IP Cement
5.4.8 Effect of Silica Fume
0.:) Phase III Results
G. SC\f.\1:\.RY, CONCLUSIONS, AND llECOMMENDATIOJ'\S
() 1 Summary .
6 ·J Conclusions
6.:3 Recommendations for Future Research
REf E H.El'\CES
APPE\DIX
XI
61
Gl
61
6.5
68
69
72
72
7·1
81
82
86
87
89
107


LIST OF TABLES
Table
1.1 Materials tested in Phase I program
1.2 Additional materials tested in Phase II program
1.3 Additional materials tested in Phase Ill program
2.1 ASTM and TSDHPT specifications for fly ash composition24•37
2.2 Proposed classification of silica fumes by chemical composition 7
2.3 Unusual characteristics of several classes of silica fume 7 . . .
2.4 Effect of fineness pozzolana mortars (1:4:15 Lime:Trass:Sand)
3.1 Results of petrographic analyses of aggregates used in test program
3.2 Cements used in the test program
3.3 Mixing water analyses
3.4 Fly ashes used in the test program
3.5 Available alkalies and percent retained in sieve# 32.5 for tlte four fly ashes
used in the tests . . . .
3.6 Percentages of cement replaced with mineral admixtures, by weight and
Page
3
5
6
14
1.)
16
24
28
29
30
31
32
by volume . . . . . . . . . . . . . . . . . :35
5.1 c2s and c3s contents of cements used in test program 81
Xlll


LIST OF FIGURES
Figure
2.1 Illustration of expansion theory of Powers and Steinour 16 •17
2.2 Effect of fineness of cement on strength of concrete 10
2.3 Various types of furnaces for firing coal48
2.4 Coal combustion and fly ash formation processes48
2..'5 Influence of fineness and pre blending of fly ash and cement
used in Type IP cement
3.1 Results of petrographic analyses of aggregates used in
test program
4.1 Phase I mixtures which exceeded the ASTM expansion limit at 90
days only ..................... .
4.2 Expansion histories of two slowly reactive Phase I mixtures
4.3 Phase II mixtures which exceeded the ASTM expansion limit at 90
days only . . . . . . . . . . . . . . . . .
4.4 Phase II mixture which exceeded the AST.M expansion limit at
180 days only . . . . . . . .
4 .. ') Relative reactivity of test aggregates
4.6 Phase I mixtures in which the highly reactive aggregate was
more deleterious than the control aggregate
4.7 Relative reactivity of test cements
4.8 Mixture in which the low alkali cement was more deleterious
than the high alkali cement
4.9 Relationship between the alkali content of fly ash and
expansions
4.10 Relationship between the amount of cement replaced by fly ash
and expansions
4.11 Relationship between the amount of cement replaced by Type B
fly ash and expansions
4.12 Effect of fly ash treated with a precipitating agent on
expansions
XV
Page
10
20
22
23
26
28
39
40
41
42
43
44
45
46
47
48
40
50

4.13 Effect of low pH distilled water on expansions
4.14 Effect of Type A and Type B fly ashes of similar alkali content
when used with low alkali cement
4.15 Effect of Type A and Type B fly ashes of similar alkali content
when used with med. alkali cement
4.16 Effect of Type B fly ashes used with low alkali cement
4.17 Effect of Type B fly ashes used with med. alkali cement
4.18 Influence of alkali content of cement on expansions ..
4.19 Influence of the amount of cement replaced by fly ash on
expansiOns
4.20 Effect of the partial replacement of aggregate with fly ash
4.21 Influence of fineness and preblending of fly ash and cement
used in Type IP cement . . . . . . . . . . . . .
4.22 Comparison of the behavior of silica fume with that of several
fly ashes . . . . . . . . . . . . . . . . . . . .
4.23 Effect of fineness of the fly ash containing 0.96 percent
available alkalies on the alkali-aggregate reaction in concrete
4.24 Effect of fineness of the fly ash containing 1.90 percent
available alkalies on the alkali-aggregate reaction in concrete
4.25 Effect of fineness of the fly ash containing 3.73 percent
available alkalies on the alkali-aggregate reaction in concrete
4.26 Effect of fineness of the fly ash containing 4.35 percent
available alkalies on the alkali-aggregate reaction in concrete
5.1 Effects of proposed revisions to ASTM C 227 on interpretation
of test results
5.2 Potential reactivity of siliceous aggregates tested with med.
alkali cement as per ASTM C :33 . . . . . . . .
5.3 Comparison of expansions of mixtures containing each cement
aggregate combination . . . . . . . . . . . . . . . . .
5.4 Effect of the amount of cement replaced by low alkali Type B
fly ash . . . . . . . . . . . . . . . . . . . . . . . .
XVI
51
52
53
.')4
55
58
59
59
60
60
64
GG
6T
TO

5.5 Effect of the amount of cement replaced by high alkali Type B
fly ash . . . . . . . . . . . . . . . . . . . . . . . .
5.6 Expansion rates of mixtures containing fly ashes treated with
precipitating agents
5.7 Effect of the alkali content of Type A fly ashes
5.8 Effect of the alkali content of fly ashes
5.9 Relationship between the alkali content and calcium oxide
content of the test fly ashes . . . .
5.10 Effect of the alkali content of cement
.5.11 Expansions vs. quantity of alkalies provided to mortar by cement
and fly ash . . . . . . . . . . . . . . . . . .
5.12 Pessimum effect of several Type B fly ashes at a 17.5 percent
replacement level
5.13 Influence of the ratio of alkalies to silica in mortar bars on
expansions
5.14 Comparison of silica fume and fly ash as a partial replacement
for cement
5.15 Shrinkage of mixtures containing silica fume
5.16 Effect of the amount of cement replaced by the fly ash
containing 0.96 percent available alkalies on expansions
5.17 Effect of the amount of cement replaced by the fly ash
containing 1.90 percent available alkalies on expansions
5.18 Effect of the amount of cement replaced by the fly ash
containing 3.73 percent available alkalies on expansions
5.19 Effect of the amount of cement replaced by the fly ash
containing 4.35 percent available alkalies on expansions
xvii
71
73
74
76
77
78
79
83
85
87
88
89
90
91
92

1.1 General
CHAPTER 1 INTRODUCTION
As the use of mineral admixtures in the concrete industry increases, so
does the need for a complete understanding of their properties and their effects on
the properties of fresh and hardened concrete. One of several beneficial attributes of
mineral admixtures such as fly ash and silica fume when added to concrete mixtures
is the potential for the reduction of deleterious expansions within the hardened
concrete. One such reaction occurs between minerals present in the aggregates and
the alkalies present in the cement. The main objective of the research program
described in this report is a search for guidelines relating to the proper use of mineral
admixtures as a means of reducing the expansion due to alkali-aggregate reaction
(AAR) in concrete.
1.2 Background Information.
Since the early 1940's, AAR has been recognized as capable of degrading
the strength and durability of concrete1 . The use of aggregates whose reactivity
with alkalies has proven to be negligible is the safest means of reducing the risk of
damage to concrete due to AAR. However, this solution is not always available to
the concrete user. As an alternative, the American Society for Testing and Materials
(.AST:-I} has suggested a limit of 0.60 percent, by \Veight, on the alkali content of
the cement for jobs where the alkali reactivity of the aggregate \vas either unknown
or known to be deleterious2 • However, factors such as moisture migration through
the concrete section can raise the concentration level of alkalies beyond safe limits,
even within concretes made with cements with a low alkali content3 .
The use of mineral admixtures to improve the properties of mortars dates
back to the Greek and Roman eras. Both natural and artificial ashes had been
used to increase the workability of fresh concrete and to increase the durability of
hardened concrete4 •
Soon after AAR within concrete was identified as the cause of several
important incidences of cracking and deformation of concrete structures such as
1

2
dams and pavements, it was found that the use of certain mineral admixtures, such
as pozzolanas, as a replacement of a portion of the cement in the concrete mixture
can reducl'!, in some instances, the AAR related expansions of mortar bars compared
to expansions of mortar bars made with a similar mixture containing no fly ashs.
When alkali-aggregate reaction was first recognized, it was thought that
this reaction occurred between the alkalies in the cement and the silica minerals
in the aggregate. Later tests proved that AAR is only a generic term describing
an expansive reaction involving alkalies in cement and certain minerals found in
concrete aggregates, including, but not restricted to, silica minerals. Other minerals
such as dolomite could be alkali reactive as well.
Although alkali-silica reaction is the most common type of AAR found
worldwide. the fact that different aggregate minerals can cause deleterious expan
sions in hardened concrete makes even harder the determination of nonreactive aggre
gates as the solution to the AAR problem. Thus, the need to use mineral admixtures
to reduce the risk of damages to hardened concrete due to such a reaction becomes
more evident.
Both natural and artificial pozzolanas have been widely use as mineral
admixtures in mortars and concrete. The two most common artificial pozzolanas are
fly ash and silica fume6 • Fly ash, also known as pulverized fuel ash, is a waste by
product produced during the generation of electricity in coal burning power plants6 .
Silica fume is a byproduct of the manufacture of silicon or silicon alloys7.
The widespread availability and cost effectiveness of fly ash makes it the
most used mineral concrete admixture. The limited knowledge about some fly ash
properties and their effects on concrete has led to a significant amount of research
being made by investigators all around the world in the last decade.
1.3 Scope Of Research.
As stated in Research Report 450-18, the main objective of this study is
to determine the influence of the constituents of portland cement, aggregates, and
mineral admixtures on a.lka.li-silica reaction in concrete. \Vith an understanding of
these relationships, guidelines for proper, efficient, and economical use of mineral
admixtures in concrete can be developed.

3
This research project has been divided into three phases. The objectives
of Phase I are:
1. to identify the most relevant components of fly ash, including type and
amount, affecting the mechanism of alkali-silica reaction in concrete,
2. to establish a relationship, if possible, among relevant components of fly
ash, portland cement, and concrete aggregates to be used in controlling
alkali-silica reaction in concrete,
3. to provide further information on the adequacy of existing fly ash specifi
cations to ensure satisfactory performance of concretes containing fly ash,
especially in preventing alkali-silica reaction, and
4. to establish guidelines in a form useful to field engineers for the selection
and use of fly ash in concrete to prevent alkali-silica reaction.
Table Ll Materials and test combinations used in Phase I of program.
,......---· AGGREGATES
Nonreactive j Moderately Reactive Rigbly Reactivej l Control
I l (Pyr~ glass
CEi'fBB'1'S
0.43t l 0.66t I 0.50t('l'ype IP) total alkalies total alkalies total alkalies
l J
FLY ASHES
TYPE A TYPE B
o.sn l 1.38t 1.67t I 4.35t
av. alkalies av. alkalies av. alkalies av. alkalies
I I I I
WEIGHT PERCEICT OF CBIIEJIT REPLACED
ot I 15t 28t I 37t

4
To accomplish these objectives, mixtures comprising of 108 combinations
of the materials listed in Table 1.1 were tested according to ASTM C 227 (Mortar
Bar Method). The 90-day expansion test results were reported previously8 . This
report will include the results obtained from 90 days to 1440 days in Phase I of the
program.
Phase II of the program was developed to further study several trends
observed in Phase I and to investigate the behavior of additional materials. The
topics under study in
Phase II are:
1. the behavior of fly ash treated with a chemical precipitating agent,
2. the effect of the pH of the mixing water,
3. the behavior of additional sources of fly ash and cement,
4. the effect of replacing different percentages of cement with fly ash,
5. the effect of repla.cing a portion of aggregate, rather than cement, with fly
ash,
6. the effect of fineness and blending of Type IP cement, and
7. the behavior of mixtures containing silica fume.
A total of 94 mixtures were prepared in Phase II, utilizing the materials
listed in Table 1.2.
Phase III was initiated as a result of the Phase II test results on the
fineness and blending of Type IP cements. These test results led to the suggestion
that the effect of the fineness of a particular fly ash on alkali- aggregate related
expansions could be greater than anticipated, even when the "coarser" fly ash would
pass the fineness requirements of specification ASTM C 618. Thus, a third Phase was
conducted on the research program to study in more detail the effect that differences
in the fineness of a particular fly ash would have on the mortar bar expansions.
A total of 31 mixtures were prepared in Phase III, utilizing the materials
listed in Table 1.3. This report will discuss the results of the first 720 days of
exposure testing comprising this part of the research program.

Table 1.2 Additional materials and mixture proportions
used in Phase II of the program
ADDITIONAL MATERIALS TESTED
CEMENTS FLY ASHES
1.03% 0.53% 0.13% av. alkalies
total alkalies total alkalies
1.76% av. alkalies
SILICA FUME 2.04% av. alkalies
75% - 98% Si02 2.35% av. alkalies
DISTILLED WATER 3.75% av. alkalies
ADDITIONAL MIXTURE PROPORTIONS TESTED
WEIGHT PERCENT OF CEMENT REPLACED BY FLY ASH
17.5% I 26% 1 34.3% I 45% 1 62.5%
AGGREGATE REPLACED BY FLY ASH
Amount equal to 30% of the volume of cement
rvoLUME PERCENT OF CEMENT REPLACED BY SILICA FUME
17.5% I 34.4% I 45%
.J
Chapter 1 of this report contains a brief introduction and general descrip
tion of the study. In Chapter 2 a review of pertinent literature is presented. Chapter
3 describes the testing procedures and materials used. Test results are provided in
Chapter 4 and discussed in Chapter 5. In Chapter 6, a summary, conclusions, rec
ommendations, and suggested topics for further research are presented.
This research program is part of a broad project entitled "Alkali-Aggregate
Reaction in Concrete Containing Fly Ash". This program is being conducted jointly
between the Center for Transportation Research and the Phil :VI. Ferguson Structural
Enginr:ering Laboratory at the University of Texas at Austin under the sponsorship

(j
Table 1.3 Materials and test combinations used in Phase III of program.
REACTIVE SAND I Type I cement OL MIXTURE
1.03\
I I total alkalies (No Fly Ash)
FLY ASH (All Type B)
0.96t T: av. alkalies •
1.90, I 3.73t I 4.35t alkalies av. alkalies av. alkalies
I
IORIGINA~I FINENESS
I sot oF THE :I ORIGINAL FINENESS I FINENESS OF LESS THAN 'I 2t RETAINED IN No.325 SIEVE
I I
I WEIGHT PERCEKT OF CEMENT REPLACED
15t I 28t I 37t
of the Texas State Department of Highways and Public Transportatioll (TSDHPT),
the Federal Highway Administration, and several industry representatives.

2.1 General
CHAPTER 2 LITERATURE REVIEW
At first, pozzolanas were used because of their cementitious properties in
the presence of lime and water at ordinary temperatures9. With the introduction of
Portland cement, pozzolanas lost most of their value as cementitious agents. How
ever, it was later realized that blends of pozzolanas with Portland cements could
improve durability, combined with some economy, to concrete in marine, hydraulic,
and underground structures10 . The reduction in heat evolution later provided an
other reason for their use in large mass concrete works 11 . Continued investigation
led to the discovery that the use of pozzolanas in Portland cement mixtures, either in
a blend or used as mineral admixtures in the concrete, often had a beneficial effect in
both fresh and hardened concrete properties, such as workability and permeability.
Furthermore, it was found that some pozzolanas reduced the expansions caused by
AAR within the concrete1 .
The availability of waste by-products from industrial burning processes
such as slag, fly ash, silica fume, and others, spurred the utilization of artificial poz
zolanas for special situations. Extensive research conducted in the last two decades
on the utilization of fly ash in concrete has led to the spread of its use in regular
concrete operations due to factors such as heat evolution, lower water requirements,
improved workability, reduced permeability, and increased durability.
The beneficial effects of mineral admixtures on expansions due to alkali
silica reaction were discovered by Stanton1 • Nat ural pozzolanas, particularly fmely
ground portions of reactive aggregates, received much of the initial attention1, 12 •
Later studies included artificial pozzolanas, as well 13 .
Silica fume and rice husk ash, two extremely fine and highly siliceous by
products, have proven to be the most effective inhibitors of expansion 14 . Natural
pozzolanas tend to be moderately effective15 . Fly ash and blast furnace slag are
the least effective of mineral admixtures, but are generally satisfactory if used in
sufficient amounts. The environmental benefits of recycling by-products like fly ash
7

8
and silica fume make their use even more attractive today. These two latter mineral
admixtures were the only pozzolanas tested during this research program.
Research Report 450-216 of this program constituted an extensive review
of the literature available on the AAR chemistry, mechanism, tests, and prevention.
This chapter will first, present a summary of the main aspects of that literature
survey, and second, will focus on the literature concerning the effect of the fineness
of fly ash on alkali-aggregate related expansions in concrete.
2.2 Summary of Previous Literature Review
2.2.1 Chemistry of Alkali-Aggregate Reaction. Although it is called alkali
aggregate reaction, siliceous aggregates are not directly attacked by alkali ions. In
stead, hydroxide ions (OH-) have been found to initiate damaging reactions with
susceptible aggregates17 . The significance of alkalies in cement lies in the large con
centrations of hydroxide ions produced in concrete containing alkali rich cements
and the expansive properties of alkali-silicate reaction products. Virtually all of the
soluble alkalies occur as sulfates which are derived more often from impurities in kiln
fuel than from cement raw materials 15 . Changes in alkali concentration over time
depend on several factors:
1. continuing hydration which increases the number of alkali ions released,
2. evaporation of pore water which increases the alkali ion concentration in
the remaining water, and
3. addition of external water- which can either dilute the existing alkalies or
introduce new alkalies to the solution.
Powers and Steinour have indicated that the ratio of calcium oxide ( CaO)
to alkali oxides (Na2 0, K2 0) in the reaction products serves as the indicator of a
"safe" or "unsafe" reaction 18 •19 .
Research made by Chatterji revealed that little evidence of expansion or
reaction occurs in specimens made with reactive material combinations when no cal
cium hydroxide ( Ca( OH)2) is present"20 • IV!ost cement pastes are saturated or super
saturated with Ca( OH)2 15 . Under normal conditions, these cement pastes contain a
basic concentration of hydroxide ions which is attributable to pure Ca(O H )2. Alkali

9
ions can act to raise the level of hydroxide ions far above this basic level. It is these
hydroxide ions which initiate the deleterious reactions with siliceous aggregates. In
the presence of free Ca( OH)2, sodium ions released from alkali salts, hydroxide ions
from Ca(OH)2 and from water molecules all penetrate reactive aggregate particles.
2.2.2 Mechanism of Alkali-Aggregate Reaction. Several theories have been
proposed to explain the mechanism by which AAR causes deleterious expansion
within the concrete. The first widely accepted theory, based on an osmotic cell,
was proposed in 1944 by Hansen 21 • Later research 1·5•22 contradicted this theory by
arguing that a "true" osmotic pressure cell could not exist because cracks that form in
cement paste during the early stages of the alkali-silica reaction allow circumvention
of the semi-permeable cement paste membrane.
Finally, Powers and Steinour16 •17 offered the opinion that neither theory
of expansion was entirely satisfactory. Instead, they developed a theory combining
aspects of the other two, presented below and illustrated in Figure 2.1
1. Structural discontinuities in a silica particle allow reactions at the particle
surface between alkalies and silica. Alkali-silica "gel" conta.ining colloidal
silica is formed.
2. Alkalies penetrate deeper into the particle, continuing to participate in
reactions with silica. Meanwhile, alkali hydroxides act as a peptizing agent,
encouraging dispersion of colloidal silica in water drawn out of the cement
paste. As the colloidal silica disperses, the resulting expansion is limited
only by the strength of the peptizing agent. Water is drawn to the gel
because the free energy of water is lower in a solution. Water naturally
flows from a higher to lower energy state.
3. If enough water is imbibed, the alkali silica complex is transformed from a
gel into a fluid. Expansion of the cement paste is then caused by hydraulic
forces, as Hansen proposed. If the gel remains solid, expansion occurs due
to swelling, even if cracks or cavities are present.

10
OF
Figure 2.1 lllustration of expansion theory of Powers and Steinour16 •17

11
2.2 . .1 Role of Concrete Constituents In Alkali-Aggregate Reaction.
2.2.3.1 Role of Aggregate. The reactivity of aggregate to attack by alka
lies has been traced to some of the minerals that form the susceptible aggregate. The
most common of the reactive minerals is silica. Silica is an important component of
sedimentary rocks, and frequently occurs as quartz. Chert, flint, chalcedony, opal,
cristobalite, and tridymite are much rarer forms of silica. The reactivity of silica
depends in great part on its crystalline structure. Quartz, which has a well defined
crystalline structure, causes very low expansions, if any23 • Opal, on the other hand,
is often defined as a "mineraloid" because it has no true crystalline structure and
no definite chemical formula. Opal is a very alkali-reactive mineral.
Glasses, both natural and artificial, are also reactive21 . Pyrex, an artificial
glass, due to its constant composition and high silica content (;:::::80 percent), is
specified as the "standard" reactive aggregate for use in ASTM C 441 "Test for
Effectiveness of Mineral Admixtures in Preventing Excessive Expansion of Concrete
Due to Alkali-Aggregate Reaction" 24 .
Many variables affect the rate at which reactive aggregate participate in the
AAR. Grain size, amount of aggregate present, amount of the reactive constituents
present, etc. The amount of reactive material in an aggregate which results in
the maximum expansion is known as the "pessimum" proportion25 . However, this
amount \·aries with particle size26 .
?-The Corps of Engineers·' considers an aggregate to be "potentially dele-
teriously reactive" if it contains:
1. any opal,
2. more than 5 percent chert in which chalcedony is detected, or
:3. more than 3 percent glassy igneous rocks in which acid or intermediate
glass is detected.
Additionally, other constituents which can participate in "potentially dele
terious reactions" in concrete include28 :
4. strained quartz present as the predominant constituent of the aggregate,
5. tridymite present in an amount greater than 1 percent,

12
6. rhyolite, dacite, latite or andesite present in amounts greater than 3 per
cent, or
7. synthetic glass present in amounts over 1 percent.
2.2.3.2 Role of Cement. Cement is the main vehicle carrying the alkalies
into the mixture to initiate the attack on the silica in the aggregate. The alkali
content of cement is relatively small: it ranges typically from 0.2 to 1.3 percent by
total weight of cement29 . However, its effect upon several concrete properties is not
minor. It affects, among other properties, drying shrinkage, setting time, response
to admixtures, and strength.
Stanton observed that alkali-silica reaction was negligible when the alkali
content of the cement used was less than 0.60 percent30• ASTM adopted this value
as a recommended limit for total alkalies in cement used with reactive aggregates
and included it in ASTM C 1.50. However, studies by Nixon et al.31 indicated that
evaporation of moisture from the top surface of concrete causes water to be drawn
upward to the surface carrying soluble alkalies and concentrating them near the top
of the concrete at levels far greater than would be expected.
2.2.3.3 Role of Water. Little attention is generally drawn to the composi
tion of the mixing water. Traditionally, the only specification made on mixing water
is for it to be potable. Sodium ions at a. concentration of 1000 parts per million (ppm)
in the mixing water will, at a. water-cement ratio of 0.6, a.mount to 0.06 percent of
cement weight, or 0.08 percent if expressed as sodium oxide. If reactive aggregates
are used and cement alkalies are limited to 0.60 percent, the alkalies present in the
water can comprise a significant portion of the alkalies in the concrete. Typical city
water supplies, however, tend to contain alkali ions in much lower quantities than
1000 ppm. The Corps of Engineers states that water having a pH ranging from 6.0
to 8.0 is safe for use in concrete32 .
2.2.3.4 Role of Fly Ash. The term "fly ash" was coined by Davis et aJ.33 •34
in the first comprehensive report on the properties of concrete containing fly ash.
The chemical characteristics of fly ash depend on the chemical characteristics of the
coal which, in tum, are dependent on the geology and geography of the original coal
deposit35 . Fly ash is predominantly glassy due to rapid cooling during the collection
process36 .

13
ASTM recognizes two classes of fly ash based on coal source: Class F from
bituminous or anthracite coal and Class C from subbituminous or lignite coal. The
chemical and physical requirements for each class of fly ash are presented in Table
2.1. The TSDHPT recognizes two types of fly ash, known as Type A and Type B,
based on chemical composition37 . The requirements for these two classifications are
also presented in Table 2.1.
The use of fly ash in proper amounts has been found to reduce expansion
in concrete due to alkali-silica reaction13 •38 •39 •40 •41 . The mechanism by which this
occurs is not exactly known42 • However, it is suggested that a combination of both
physical and chemical properties of fly ash contribute to this mechanism. On one
hand, the use of fly ash in concrete significantly decreases its permeability4•3
·5
• As
a result, the penetration of outside water into the concrete is restricted. Since less
water is available to alkali-silica reaction products for imbibition and swelling, the
magnitude of damage caused by the reaction is lessened. On the other hand, the
presence of free Ca( OH )2 is required for the development of an alkali-silica reaction20•
The use of a sufficient quantity of fly ash, or other pozzolanas, results in the conver
sion of all of the free Ca(OH)2 to C-S-H.
High calcium fly ashes - ASTM Class C or TSDPHT Type B have been
found to contain larger amounts of soluble alkalies, particularly sodium15 •43 . These
fly ashes may contribute enough alkalies to the pore solution to increase the degree
of reaction. AST:Yl C 618 contains an optional limit of 1 . .5 percent available alkalies,
determined according to AST:-1 C 311, for fly ash used with a. reactive cement
aggregate combination. Previous research has found that this limit might not be
an accurate guideline when choosing a fly ash to help reduce the risk of AAR in
concrete8 .
2.2.3.5 Role of Silica Fume. Silica fume is a recent addition to the cat
egory of mineral admixtures for concrete44, and is regarded as the most efficient
inhibitor of AAR. Studies conducted in Iceland4 ·5 have demonstrated that this reac
tion can be suppressed by replacing as little as 7 percent of the cement in concrete
with silica fume.
Depending on the silicon alloy produced and furnace design, different types
of silica fume are produced. Aitcin et al. 7 recognize seven types of silica fume which

14
Table 2.1 ASTM and TSDHPT specifications for fly ash composition24 •37
FLY ASH CHEMICAL COMPOSITION REQUIREMENTS
ASTM C 618-84 TSDHPT D-9-8900
Class F Class C Type A Type B
Si + AI + Fe oxides
minimum% 70 50 65 50
Ca oxide
maximum% - - * *
Mg Oxide
maximum% 5.0 5.0
so3 maximum % - 5.0 5.0
Available alkalies
(expressed as Na20)
maximum% 1.5 1.5 1.5 1.5
Loss on ignition
maximum% 6.0 6.0 3.0 3.0
Moisture content
maximum% 3.0 3.0 2.0 2.0
Amount retained on #325
sieve maximum % 34 34 30 30
Pozzolanic
activity index 75 7S 7S 75
Shrinkage
maximum% 0.03 0.03 I 0.03 0.03
* 4% maximum variation from p revious 10 sam les p
are presented in Table 2.2. The information which has been published shows that
the silica fume in use typically falls in the "Si" and both •·SiFe-7.5 percent" categories

15
Table 2.2 Proposed classification of silica fumes by chemical composition 7
AMOUNT OF COMPONENT IN EACH CLASS OF SILICA FUME (by weight, in percent
PROPOSED CLASSES OF SILICA FUME
** I I COMPONENT I Si FeSi-75% FeSi-75% FeSi-50% FeCrSi CaSi SiMn
Si02 94 89 90 83 83 53.7 25
Fe203 0.03 0.6 2.9 2.5 1.0 0.7 1.8
Al203 0.06 0.4 1.0 2.5 2.5 0.9 2.5
CaO 0.5 0.2 0.1 0.8 0.8 23.2 4.0
MgO L1 1.7 0.2 3.0 7.0 3.3 2.7
Na20 0.04 0.2 0.9 0.3 1.0 0.6 2.0
K20 0.05 1.2 1.3 2.0 1.8 2.4 8.5
c 1.0 1.4 0.6 1.8 1.6 3.4 2.5
s 0.2 - 0.1 - - 2.5
MnO - 0.06 - 0.2 0.2 - 36.0
Loss on Ignition [ 2.5 i 2.7 3.6 2.2 I 7.9 10.0
** produced by heat recovery system
of Table 2.2. Some qualities that could make the use of some silica fumes in concrete undesirable are presented in Table 2.3.
2.2.4 Tests for Determining Potential Reactivity of "\iaterials. The test procedures most commonly used throughout the world for determining potential reactivity of materials are ASTM C 227, ASTM C 289, AST~I C 295. and AST't\·1 C

16
Table 2.3 Unusual characteristics of several classes of silica fume 7
CLASS CHARACTERISTICS
CaS I The calcium carbide in this type of silica fume reacts with water in a cement mixture to form enough highly explosive acetylene gas to comprise 3 percent to 4 percent of the volume of the concrete. Some danger is associated with the use of this silica fume in concrete.
SiMn This type of silica fume contains a much higher amount of manganese and much smaller amount of silica than the other types of silica fume. Care-ful investigation will be required to determine the suitability of this type of silica fume for use in concrete.
FeSi-.50% This silica fume has also bee found to pro-duce a small amount of gas in concrete. The nature of this gas is unknown except for the fact that it is not acetylene.
441. Typically, ASTM C 227 is the first test conducted to determine if a particular
cement- aggregate combination is compatible. Mortar bars are prepared using a
specified gradation of aggregate and a high alkali cement. The specimens are stored
above water in sealed containers at 100°F (38°C). At certain time intervals, their
lengths are measured. The average expansion of all specimens of a given material
combination should not exceed 0.05 percent at three months or 0.10 percent at
six months. The three- month criteria is for use only when six-month data is not
available.
If the results of ASTM C 221 indicate that an aggregate is potentially
reactive, a skilled petrographer can use AST11l C 295 to determine the potentially
reactive materials present43. If suspect materials are found, a chemical test, ASTM
C 289, can be run to classify an aggregate as ·'innocuous" or "deleterious" as a
function of the percentage of silica dissolved in a NaOH solution compared to a

17
reduction in the alkalinity of the solution. Excess silica in solution is considered to
be related to the formation of gel in concrete.
ASTM C 441 is used to test the effectiveness of mineral admixtures in
reducing expansions due to alkali- aggregate reactions. It is similar to ASTM C 227
in that mortar bars, formed and stored under identical conditions, are used in the
test. This test uses Pyrex glass as the aggregate for the mixture combinations, which
include a control mixture with no admixture added, a test mixture with a cement
containing more than 1.0 percent available alkalies, and a job mixture if a particular
cement to be used in a job is to be tested. For a mineral admixture to meet the
requirements of this standard, the expansions of the test specimens must be less
than one-fourth of the expansions of corresponding control specimens. Additionally,
the expansion of the job specimens may not exceed 0.02 percent at 14 days.
Sims46 •47 believes that the intent of these tests has been misunderstood.
Frequently, test results are seen as being definitive and are used in a strict pass-fail
basis, when in fact they are intended only as guidelines to assist concrete designers
in making judgments regarding material selection. ASTM C 3;3 states that test
methods " ... do not provide quantitative information on the degree of reactivity to be
expected ... " and that " ... reactivity of an aggregate should be based upon judgement
and interpretation of test data and examination of concrete structures ... ".
2.3 Fineness
2.3.1 General. Portland cement is manufactured by burning a mixture of
limestone and clay at temperatures ranging from 1400 to 1600°C ( 2550 to 2900°F )4•
At these temperatures, the chemical reactions that occur between the two raw ma
terials result in the silicates that will later react with water to provide the strength
of concrete. However, the product that comes out of the kiln is not as yet ready
to use in the making of concrete. This product, called clinker, is a stony matter
fused together in coarse grain sizes, larger than 5 mm (} in) in diamete1.4. Although
most of the chemical reaction needed to produce the cement have already occurred,
the clinker has to undergo further processing to become Portland cement. Gypsum
has to be interground with the clinker to prevent the tricalcium aluminate ( C3A)
from causing flash set of the ground clinker when it comes in contact with water.

18
Also, the clinker has to be ground to fine powder particle size so its cementitious
properties are enhanced.
This improvement is explained first, because of the fact that a fine powder
covers more completely the grains of sand than a coarse one, and second, because
hydration occurs only at the surface of the cement solid particles, so the more and
the finer these solid particles, the faster the rate of hydration 10 • When Portland
cement \vas patented, no specification on the fineness to which the clinker had to
be ground was set. Up to the second world war there was a steady increase in the
fineness of cements. Since then, it was somewhat stabilized changing very little in
the last 3.) years10 •
Similarly, when lime-pozzolana mortars were made in the past, no atten
tion was paid to the fineness in which the pozzolana was added to the mixture. Still
today, pozzolanas for building mortars are used in a relatively coarse state in places
such as Italy, where it is specified that natural pozzolanas for use in building mortars
shall contain maximum size grains not exceeding .5 mm ( ~ in) 11 . C)
The coarser particles act as relatively inert aggregate and only the finer
material, which grades down to a fine dust, acts as an active pozzolana. With the
development of the use of pozzolanas with Portland cement the practice has become
common of grinding them to cement fineness. As for fly ash, it consists of the finer
particles of the ash produced by the coal combustion in power plants, thus having
an initial fineness similar to that of Portland cement.
2.3.2 1\Iethods for the Determination of Fineness.
2.3.2.1. Fineness of Cements. The most basic method of determining
fineness is the use of sieves having meshes of a. particular size through which the
material >vhose fineness is to be measured is sifted by shaking. The percent weight
of the amount of material retained in the sieve is the measure of fineness.
Other methods involve a parameter called the specific surface area, 1.e.
the total surface area of the particles in a unit weight of cement. :\either the sieve
analysis nor the specific surface area. give an indication of the actual particle size
distribution of the material. Moreover, different methods of measuring the specific
surface area give different results. Methods for analyzing particle size distribution

19
are based on elutriation or sedimentation processes that make use of Stoke's law on
particles falling through a gaseous or liquid medi urn 10 .
The two most commonly used methods to measure specific surface area are
the Wagner turbidimeter method and the Blaine air permeability method. The first
method is a sedimentation process which can give a size-weight distribution curve
but that is generally used only to calculate the specific surface area of the particles.
The second method, as stated by Lea10 , " ••• depends on the fact that the resistance
offered to gas flow by a plug of powder compacted to a known volume and porosity
depends on the specific surface area of the powder". Although both the Wagner
and the Blaine tests are supposed to measure specific surface area their results
differ, maybe because the concepts in which they are based are radically different.
Generally, Blaine test results average a value 1.8 times greater than averaged results
of the \Vaguer test on the same samples4 •
Originally, the sieve analysis was used to measure fineness of cements.
Presently, most specifications for cements include specific surface area as the measure
of fineness. For example, the fineness requirement specified in ASTM C 1.50 Standard
Specification for Portland Cement is, alternatively, a minimum value of 160 m2 /kg
as measured by the turbidimeter test, or a minimum value of 280m2 /kg as measured
by the air-permeability test.
2.3.2.2. Fineness of Fly Ash. Although fly ash is produced in a fine
powder state, its fineness is seldom consistent between power plants. Moreover,
there are variations in fineness with time for a fly ash produced at a particular
power plant.
The same methods used to measure cement fineness can be applied to
measure fly ash fineness. Up to 1977, the ASTM C 618 included a requirement on
the specific surface of fly ash. but it was since then deleted48 • Presently, ASTM C
618 specifies a maximum of 20 percent of the sample weight to be retained in No.
32.5 sieve.
2 .. 3.3. Effect of Cement Fineness on Alkali-ilggrega.te Reaction. Fineness
of cement might affect concrete AAR in two ways:
1. As the cement is ground finer, the rate of hydration increases and the
cement particles react more thoroughly. The more thoroughly the cement

20
z d (/)
a: w Q.
a:i ...J
I t-(!) z w a: t-(/)
w > (/) (/) w a: a.. ~ 0 (.)
particles react, the more alkalies are readily available to react with the
aggregates.
2. In general, there is an increase in strength of mortars and concretes as the
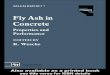
cement they contain is ground finer, as illustrated in Figure 2.210. This
increase in strength can be attributed to the faster and more complete
hydration which also results in a denser and less permeable matrix. The
lower the permeability, the less water available for AAR. The stronger the
concrete, the better it withstands pressures exerted by the AAR.
1 YEAR 6000
~ 90 DAYS
5000 28 DAYS
4000
3000
1500 2000 2500 3000
SPECIFIC SURFACE (WAGNER ) SQ. CM. PER GM.
Figure 2.2 Effect of fineness of cement on strength of concrete10
There is insufficient data reported in the literature to indicate whether these factors combine to affect adversely or beneficially the AAR in concrete.
2.3.4 Effect of Fly Asll Fineness on Alkali-Aggregate Reaction. Pozzolanas
can be quite coarse in their natural state, but artificial pozzolanas such as fly ash
or silica fume are produced in an already finely divided form. Although all burning

21
processes produce ash. the type of ash produced depends on the type of burner used.
For example, a cyclone furnace burns at an intense and rapid rate. Coal burned in
such a furnace is likel~· to yield only about 10 percent finely divided ash and 90
percent coarsely divided ash. The fine ash is commonly known as fly ash while the
coarser is called bottom ash 4 • The borderline between fly and bottom ashes lies at
about .50 fm particle size. Most other burners will produce about ().5 percent fly ash
and J.j percent bottom ash. Figure 2.348 shows several types of furnaces used for
burning coal. Figure 2.448 shows a diagram of fly ash formation, as suggested by
Flagan49•
Despite the fact that fly ash is composed of fine particle size grains, its
fineness is far from consistent. A wide range of variation exist in fineuess of fly ashes
produced at different power plants. Also, inconsistencies are found, wi tl1 time, in the
fineness of a particular fly ash at one power plant. Several investigations 143•145
-148
were conducted trying to find a correlation between fly ash fineness and fly ash
mortar and concrete properties. Only water requirement was found to be consistently
affected by some Jly ash properties. These properties are loss on ignition (LOI) and
Xo. 32.5 sieve residue ( 32.5S). Helmuth48 states that "a fly ash with a high percentage
of +325 material will have a high water requirement in the mortar flow test because
the volume of paste is not large enough to avoid particle interference effects".
Statistical studies presented by Minnick, Webster, and Purdy50 show that
when the data was restricted to tests results of fly ashes within specified ranges, the
resultant deviation of the values was less than 3 percent. The specified ranges were
a maximum of 12 percent LOI and a maximum of 20 percent 32.5S. In light of these
facts, the fineness requirement of fly ash contained in ASTJ'vi C 618 was changed in
1917: the specific surface area requirement was deleted and fineness was specified
by a maximum of 20 percent 32.5S.
The fineness of pozzolanas affect the rate and intensity of the pozzolanic
reaction48• This is specia.lly true for natural pozzolanas which can have relatively
coarse grain sizes. Table 2.4 gives an example of the influence of fineness on concrete
strength.
As stated before, the mechanism by which fly ash reduces AAR related
expansions involves several possible chemical processes. On one hand, the poz
zolanic reaction results in the reduction of "free lime" and, hence, in the reduction

22
Primary air and coal
~7 ' ~'
Secondary
r
"~z ~~ Secondary ,; y: air
~- \ / '
air
/{ ~ Multiple jntertube Plan view of furnace
(a) Vertical firing (b) Tangential firing
j Primary air ~
~ and coal i
.,__ ___ Secondary air
Multiple jntertube Circular
Secondary air
Primary air and coal
(d) Cyclone firing
(c) Horizontal firing
(a) Opposed- Inclined firing
Figure 2.3 Various types of furnaces for firing coai48

Inclusions of mineral matter
Coal particle 10-100fl-m
Pores, cracks, or fissures
Vaporization ( -1%) _________.,
~Ash
50% burned
Homogeneous nucleation and
Submicron fly ash < 0.1 flm
0 0 0 0
0 0 .. Q 1:) 0
o o o.C 0 <:;) collision 0 ° o 0 o o
coale\noe 0 J 0 °: Heterogeneous condensation
Agglomeration of molten ash
~ Breakup v (jf:P"' of burning
75% burned yarticle
~ FlyAsh ~ particles
.......- "0.1-50 fLm
90% burned '-Q
100% burned
Figure 2.4 Coal combustion and fly ash formation processes48
23

24
Table 2.4 Effect of fineness pozzolana mortars
(1:4:1.5 Lime:Trass:Sand)*
Strength(lbfin2 )
Percentage residue on 170-mesh sieve i Bending
I Compression
28 days 1 year I 28 days i 1 year
43 183 372
i
341 I 1190 14 . .5 269 i 47.5 .500 i 1280 3.0
i 306 I 480 690 I 14GO
*Extracted from Reference 10, page 43.5
of pH of the pore solution, possibly rendering it less susceptible to alkali promoted
formation of hydroxide ions and subsequent attack on the aggregate oxygen-silica
network. Variations in fly ash fineness cause variations in rate and intensity of poz
zolanic reaction. Therefore, the finer the fly ash the greater and more intense the
pozzolanic reaction, and, possibly, the more effective the fly ash in reducing AAR
related expansions. On the other hand, fly ash acts as mineral water-reducing ad
mixture. According to Helmuth48 , " ... the water reduction caused by the fly ash is
a result of an adsorption and dispersion process very much like that of the organic
water-reducing admixtures". This property, although of very variable effectiveness,
contributes to the reduction of the matrix permeabilit~·. red ncing the amount of "free
moisture'' within the concrete which plays an important role in AAR.
The incorporation of fly ash to a concrete mixture is generally achieved
either by adding the fly ash to the mixture at the time of hatching, or by the use
of blended cements, known as Type IP cements. There are three main methods for
producing Type IP cement:
1. [v!echanical mixing of c0ment and nongrouud or unclassified fly ash.
2. Separate grinding or classifying of the cement and fly ash and subsequent
mechanical mixing. and,
3. Intergrinding or mixing the fly ash with the cement clinker prior to final
grinding.

25
If a fly ash is subjected to a grinding process, an increase in its fineness
results. This increase is thought to be the result of the combination of two processes.
In the first place, as reported by Osbaeck, grinding of fly ashes reduces the amount
of hollow and/or porous particles that it contains; secondly, grinding reduces the
amount of agglomerates present in the fly ash.
In both instances, the result is an increase of the fly ash surface area and
a reduced 3258, resulting in an increased reactivity, possibly enhancing its ability to
reduce the alkali-aggregate reaction related expansions in mortar-bars.
In an earlier study, the behavior of a mixture made with a Type IP cement
was compared to the behavior of two mixtures made with the same cement and the
same fly ash used in the manufacturing of the Type IP cement. The fly ash was
incorporated to these mixtures at the time of hatching using two different methods.
First, the fly ash was blended with the cement by means of a mechanical mixer
which did not provide any grinding, and second, the fly ash and the cement were
separately added to the mixing water at the time of hatching.
Figure 2.5 shows the results obtained. The mixture containing Type IP ce
ment was significantly more efficient than the other two mixtures in reducing mortar
bar expansions. The two cement-fly ash mixtures behaved similarly, indicating that
additional mechanical preblending of the cement and fly ash had no effect on the
mixture's performance. Thus, the increased fineness of Type IP cement, achieved
through the intergrinding process together with the improved dispersion of fly ash
particles within the cement matrix, appears to be the reason for its improved per
formance in inhibiting expansions. This findings motivated the conduction of Phase
III of the study reported herein.

26 .075~--------------------------------------------,
z 0 u; ~ 0.. X
.05
w .025
ASTM 90-DAY LIMIT
ALL MIXTURES CONTAINING CONTROL REACT. AGGREGATE 0.53% ALK. CEMENT AND A-Q.31% AV. ALK ASH
NONBLENDED MIXTURE
TIME, days
TYPE IP CEMENT
1000 1500
Figure 2.5 Influence of fineness and preblending of fly ash and cement used in Type IP cement

3.1 Introduction
CHAPTER 3 EXPERIMENTAL PROGRAM
ASTM C 227 served as the primary guideline for the testing program de
scribed herein, providing specifications for facilities and equipment, test procedures,
and interpretation of results. Details on facilities, equipment, and test procedures
were presented in Research Report 450-1 of this project 1 • In this chapter, details of
the test program will be reviewed.
3.2 Materials.
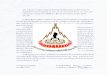
3.2.1 Aggregate. The four aggregates chosen for use in Phase I were also
used in Phase II. One aggregate was considered nonreactive and two were considered
reactive based on results of mortar bar tests conducted by the TSDHPT, which are
presented in Figure 3.1. The fourth aggregate was Pyrex glass, which served as
a control for the tests. To distinguish between the two reactive aggregates, they
will be referred to as the "highly reactive" aggregate and the "moderately reactive"
aggregate, based on the results shown in Figure 3.1. In Phase III, only the "highly
reactive" aggregate was used.
Each of the natural aggregates, which came from sources in Texas, was
examined petrographically, as specified in ASTM C 295. The potentially reactive
materials present in each aggregate are listed in Table 3.1. No traces of opal, the
most reactive of minerals, \Vere observed in either aggregate.
3.2.2 Cement. One objective of this program was to use materials commer
ciall~· available in Texas in order to provide the TSDHPT with useful information
about materials which will actually be used in State projects. The three cements
chosen in Phase I were selected from sources within Texas. The two Type I cements
reflected the extremes in alkali content of cement produced in Texas (0.43 percent
and 0.66 percent), while the Type IP cement utilized local cement and Type A fly
ash.
27

28
~ z w (.) a: w a..
.4
.3
z .2 0 (j) z <(
~ .1 w
0
0 90
HIGHLY REACT. AGGREGATE 0.91% ALK. CEMENT
MOD. REACT. AGGREGATE 0.91% ALK. CEMENT
---ASTM 180-DAY LIMIT SOURCE:
TSDHPT
180 270 360 450
TIME (DAYS)
Figure 3.1 Curing tent and humidifier
Table 3.1 Results of petrographic analyses of aggregates
used in test program
AGGREGATE REACTIVE MATERIALS
1. Highly reactive quartz chert volcanic rocks tuff
2. Moderately reactive chert rholite chalcedony volcanic rocks
3. Non-reactive (none)
4. Control Pyrex glass
540

29
In addition to the three cements used in the first phase, two other cements
were tested in Phase lL Since alkali contents in cement can rise far above 0.66
percent, a higher alkali cement was desired for testing in Phase IL However, such a
cement proved difficult to locate in Texas. A cement with a L03 percent total alkali
content was found in New York and used in this portion of the program.
Samples of the portland cement and fly ash which were used to manufacture
the Type IP cement used in this project were also obtained for study in Phase II.
This \Vas done in order to study the effectiveness of adding fly ash to the clinker
before grinding as compared to adding fly ash as a mineral admixture for concrete
during the hatching process. Phase III included only one cement type. The cement
containing 1.03 percent available alkalies was used in this Phase. All five cements are
described in Table 3.2 and material properties for each are given in the Appendix.
Table 3.2 Cements used in the test program
CEMENTS
I. D. ASTM TYPE TOTAL ALKALI CONTENT (percent)
1 I 0.43 2 I 0.66 3 IP 0 . .50 4 I 1.03 5 I 0 .. 53
3.2.3 Water. Tap water was used in all Phase I, Phase II, and Phase III
mixtures. In order to study the effects of the composition of the water, several
mixtures were repeated using distilled water. Table 3.3 contains a chemical analysis
of each water. The analyses revealed that while the tap water had a higher pH, the
distilled water actually contained more alkalies.
The tap water pH of 8.14 fell just above the recommended pH range of 6
to 8 set by the Corps of Engineers27 for mixing water. The pH of the distilled water
was 5.1, which was below the recommended pH limits.

30
Table 3.3 Mixing water analyses solubility of silica or other factors.
TAP WATER DISTILLED WATER (pll = 8.14) (pH = .5.7)
Impurity Amount Impurity I Amount (ppm) (ppm)
Cl 69 Na 82.7 HC03 57.6 Ca .)5.5 so4 51.6 Mg 13.8 Na 40.3 K 13.3 .Mg 19.0 Ca 18.1 K 3.27 I 0.35
Br <0.3.5 Sr <0.06
i
i
Mn
l 0.01
Fe <0.01
3.2.4 Fly Asil. The four fly ashes selected for use in Phase I consisted of
two Type A and two Type B fly ashes. These were all produced in Texas and were
selected to provide the widest range in alkali contents available for each type of fly
ash. These fly ashes are listed in Table 3.4. The chemical composition of all fly ashes
is presented in the Appendix.
Five additional fly ashes, also listed in Table :3..±, were tested in Phase II.
Two of these fly ashes were produced in Colorado and the other three were produced
in Texas. These fly ashes were obtained for testing for a variety of purposes.
Two of these fly ashes were obtained so the effect of the addition of collec
tion additives on fly ash properties and on the control of alkali-aggregate reaction
could be studied. Electrostatic precipitators, frequently used to remove fly ash from
exhaust gases, operate on the principle of delivering an electrical charge to the fly
ash particles and attracting the particles to plates of opposite charge. Chemicals
are often added to the fly ash to enhance the effectiveness of the collection process.
These chemicals are typically added to the fly ash as a fog just before it reaches
the electrostatic precipitator. \Vhen such a chemical agent is used, the fly ash may

31
Table 3.4 Fly ashes used in the test program
No. Use in TSDHPTI Coal Available Special
Phase Type I
Rank Alkalies Characteristics
1 I and II A Lignite 1.38%
2 I and II A Lignite 0.57%
3 I I, II, and IV B Subbituminous 4.35%
4 I, II, and IV B Sub bituminous 1.67%
5 II A Bituminous 1.76%
6 II B 'Subbituminous 2.35% Treated with alkaline
i precipitating agent
7 II B I Subbituminous 2-04% Similar to previous one
but not treated with agent
8 II, III, and IV B Subbituminous 3.75%
9 II A Lignite !
0.31% Used in Type IP cement
I I tested in this program
contain an objectionable amount of alkalies as well as magnesia, ammonium corn
pounds, or sulfur oxides36 . One Type B fly ash treated with such an agent ( #6 in
Table 3.4) was obtained for testing in Phase II, along with another Type B fly ash
of similar alkali content (#7 in Table 3.4), which had not been treated. The treated
fly ash was unique in that the precipitating agent (sodium carbonate) was added to
the coal before burning. Fewer of the alkalies provided by the agent are thought to
remain in the fly ash if the agent is also exposed to the combustion process.
Two other :fly ashes were chosen on the basis of type and alkali content.
One Type A fly ash ( #5 in Table :3.4) was selected for use since its alkali con tent
of 1.76 percent was close to that of the low alkali Type B fly ash (#4 in Table 3A)
studied in Phase I. This allowed a comparison between :fly ashes of each type having
similar alkali contents. One Type B :fly ash ( #8 in Table 3.4) was selected because
its alkali content fell between the alkali contents of the two Type B fly ashes tested in
Phase I. This provided an opportunity to further study the effect of available alkalies
in :fly ash. This :fly ash was treated with a calcium sulfate fog prior to collection by
an electrostatic precipitator. The remaining :fly ash studied in Phase II ( #9 in Table
3.4) was used in the production of the Type IP cement used in this program.

32
Phase III includr!d Type B fly ash from four sources. Two of them used
in Phase I and the other two used in Phase II. These fly ashes were chosen because
they represented the wholr! range of available alkalies content of Type B fly ashes
used in the program. These fly ashes came from the same sources used in previous
phases but were sampled at a different time. Hence, the slight difference in available
alkalies contents. Their available alkali contents and the fineness to which they were
ground are shown in Table 3 .. 5.
Table 3.5 Available alkalies and percent retained in sieve # 32.5
for the four fly ashes used in the tests.
Av. Alkali Fineness (Retained in # 325 sieve) Content
(%) Original Intermediate Fine
0.96 18.3 6.7 0.9 1.90 16.4 7.3 1.2 3.73 11.3 .5.9 1.4 4.3.5 13.3 6.7 0.9
The different level of fineness, expressed in terms of 3258, were obtained
by grinding of the fly ash using a laboratory type grinding ball mill.
The fly ash containing 0.96 percent available alkali was frorn the same
source as the fly ash containing 1.67 percent available alkali used in Phase I. Similarly,
the ash containing 1.90 percent corresponded to the source of the ash containing 2.35
percent used in Phase II; and, finally, the ash containing 3. 73 percent available alkali
corresponded to the source of the ash containing 3. 7.5 percent available alkali in Phase
II.
3.2.5 Silica. Fume. One silica fume was included in the test program. The
information on the chemical composition of the silica fume provided by the suppliers
is included in the Appendix.

33
3.3 Mixture Designs
.3.3.1 Nomenclature. This report will discuss the exposure testing of spec
imens representing 239 different mixture designs. In order to simplify the discus
sion of the test results, the following denominations and abbreviations will be used
throughout this report:
1. AGGREGATES:
DESCRIPTION ABBREVIATION
Highly reactive Hgh.react. Moderately reactive Md.react.
Nonreactive Nonreact. Pyrex glass Ctrl.
2. CEMENTS:
DESCRIPTION ABBREVIATION
0.43% total alkalies Low alk. 0.66% total alkalies Med. alk. 1.03% total alkalies High alk.
Type IP IP Type I used in Type IP I/IP
3. PERCENTAGE OF CEMENT REPLACED:
DESCRIPTION ABBREVIATION
No replacement 17.5, by volume 17.5%, by vol. 15.0, by weight 15%, by wt. 20.0, by weight 20%, by wt. 26.0, by volume 26%, by vol. 34.2, by volume 34.2%, by vol. 28.0, by weight 28%, by wt. 45.0, by volume 45%, by vol. 37.0, by weight 37%, by wt. 62.5, by volume 62.5%, by vol.

34
4. MINERAL ADMIXTURES:
Fly Ash:
DESCRIPTION ABBREVIATION
Type A containing 0.31% AjiP available alkalies
Type A containing 0.57% A-0.57% av. alk. available alkalies
Type A containing 1.38% A-0.38% av. alk. available alkalies
Type A containing 1. 76% A-1.76% av. alk. available alkalies
Type B containing 0.96% B-0.96% av. alk. available alkalies
Type B containing 1.67% B-1.67% av. alk. available alkalies
Type B containing 1.90% B-1.90% av. alk. available alkalies
Type B containing 2.04% B-2.04% av. alk. available alkalies
Type B containing 2.35% B-2.35% av. alk. available alkalies
and chemical additive Type B containing 3. 75% B-3.75% av. alk.
available alkalies Type B containing 4.35% B-4.35% av. alk.
available alkalies
Silica Fume:
Silica fume abbreviation will be: silica.
3.3.2 Proportioning of Materials. As pointed out in Chapter 2, the reac
tivity of a cement-aggregate combination depends not only on the materials used,
but on the proportions of the materials in the concrete as welL In this test program,
ASTM C 227 has been followed as the standard for mixture designs. The designs of
the mixtures studied in Phase I have been discussed in detail in a previous report8 .

The designs of the mixtures studied in Phase II and Phase III generally
followed the same concept used in Phase I. The ratio of cement to aggregate in mix
tures without mineral admixtures was 1:2.25 by weight as specified in ASTM C 227.
This ratio was altered when mineral admixtures were used as partial replacements
for cement. In Phase I, mineral admixtures replaced cement by weight in three per
centages: 15, 28, and 37 percent (17 .. 5, 34.3, and 4.5 percent, by volume). In Phase
II, the replacement of cement with mineral admixtures wa.s done by volume in five
percentages: 17 .. 5, 26, 34.3, 4.5, and 62.5 percent. The volumes of replacement in
Phase II were chosen to correspond with the weights of replacement used in Phase I
as shown in Table 3.6. The aggregate and cementitious material contents remained
constant by weight in all Phase I mixtures and by volume in all Phase II mixtures.
Table 3.6 Percentages of cement replaced with mineral
admixtures, by weight and by volume
Replacement Percentages Equivalent Replacement Replacement Percentages
by Weight Percentages by Volume
(used in Pha.se I) by Volume* (used in Phase II)
15%
I 17% 23% 17.5%
28% 31.1% -39.7% 34.3%
37% 40.6% - 49.9% 45%
"' Amount is de endent on the s ecific ravit of the 11 a.sh. Tl 'fi p. . h p g y h y d 1e spec! c gravlties of t e fly a.shes tested in t is program range from 1.86 to 2. 71.
The volumes ofreplacement in Phase III were the same as the replacements
in Phase I, i.e., 15, 28, and 37 percent, by weight ( 17 .5, 34.3, and 45 percent, by
volume).
The amount of water used in each mixture was adjusted so the consistency
of the mixture, as measured by the flow table test of :\STtvi C 230 "Specification
for Flow Table for Use in Tests of Hydraulic Cement" 24 , fell within the required
range specified in ASTM C 109 "Standard Test !\Iethod for Compressive Strength
of Hydraulic Cement Mortars" 24 and ASTM C 227.

36
Several mixtures were not designed according to these guidelines. In four
mixtures, fly ash was used as a replacement for aggregate rather than cement in
an amount equal to 30 percent of the volume of cement in each mixture. Two of
these mixtures contained control aggregate and the other two contained moderately
reactive aggregate. All of them were low alkali cement mixtures.
Two mixtures contained the same cement (I/IP) and fly ash (A-0.31% av.
alk.) used to produce the Type IP cement used in Phases I and II. This Type IP
cement contained approximately 20 percent fly ash by weight rather than volume.
Therefore, the replacement of cement by fly ash in mixtures containing cement I/IP
was done by weight to provide these mixtures with the same proportions of materials
used in the mixture containing Type IP cement.

4.1. Introduction
CHAPTER 4 TEST RESULTS
The results of the first 90 days of testing of Phase I specimens have been
presented and discussed in a previous report8 . This chapter contains a presentation
of the results obtained from the testing of Phase I specimens from 90 days to 1440
days, results obtained from Phase II specimens up to 1440 days of testing, and results
obtained from Phase III during the first 720 days of testing. The first part of this
chapter presents the test data obtained from all phases of this study in terms of
the AST\:I limits for mortar bar expansion. The results obtained during the first 90
days of exposure testing of Phase I specimens will then be updated through 1440
days. Subsequently, the 1440-day Phase II results will be presented in terms of the
specific topics studied in that part of the program. This chapter concludes with a
presentation of the 720- day Phase III results on the effect of fineness of fly ash in
mortar bar expansions.
4.2 Applicability of Limits Specified in ASTM C 227 and ASTM C 33
ASTM C 227 specifies that measurements of mortar bars are to be taken
at one and 14 days, and at one, two, three, four, six, nine, and 12 months, and at
six-month intervals thereafter, if necessary. The measurements of each specimen of
a given material combination at each time period are averaged to provide a repre
sentative expansion value for those materials. ASTM C 33 and ASTM C 227 specify
that the average expansion of a set of mortar bar specimens is exces- sive if it exceeds
0.05 percent at three months or 0.10 percent at six months. Data for three-month
tests are to be considered only when six-month data are not available.
All of the results presented in this chapter and discussed in Chapter 5 will
be in terms of the average expansion of all specimens of each material combination,
or mixture. This value will simply be referred to as the expansion of each mixture.
As noted in the Research Report 450-1, 30 of the 108 Phase I mixtures
had expansions exceeding the ASTM limit of 0.05 percent at 90 days. Twenty-five of
37

38
these mixtures had expansions exceeding the 180-day limit of 0.10 percent expansion.
No mixtures had expansions exceeding the 180-day limit without having surpassed
the 90-day limit as well.
Figure 4.1 illustrates the expansion histories of the five mixtures mentioned
above which exceeded the 90-day limit only. The expansions of four of these mixtures
were between 0.088 percent and 0.10 percent with two of the four expanding beyond
0.10 percent after 270 days. The remaining mixture showed no expansive tendencies
after 90 days.
Two mixtures which did not exceed either the 90-day or 180-day expansion
limits neared 0.10 percent expansion at 360 days. The expansion histories of these
mixtures are shown in Figure 4.2.
In the first phase of this study, the number of mixtures exceeding the
AST.M expansion limit at 90 days was greater than the number of mixtures exceeding
the 180-day expansion limit. This trend continued for the mixtures in Phase II.
Twenty-two of the Phase II mixtures exceeded the expansion limit of 0.05 percent at
90 days. Only 15 of those 22 mixtures also exceeded the 180-day expansion limit of
0.10 percent. Of the seven mixtures not surpassing the 180- day expansion limit, only
two mixtures showed expansive tendencies beyond 90 days, with expansions between
0.09 percent and 0.10 percent. The expansion histories of these seven mixtures are
shown in Figure 4.3.
In addition to the 15 mixtures mentioned above which exceeded the 180-
day expansion limit, one mixture which expanded less than the ASTM 90-day limit
also surpassed the 180-day limit. The expansion history of this mixture is shown in
Figure 4.4. The specimens containing this combination of materials did not begin
to show expansive tendencies until between 60 days and 90 days, but maintained a
steady rate of expansion from that time through 360 days, after which the expansion
started to curb down; finally, the expansion leveled off after 540 days.

~ z 0 iii
~ X w
.2....----------.-----------,
• 15
.1
.05 ASTM 90-0AY LIMIT
HIGHLY REACT. AGGREGATE 0.66"Yo ALK. CEMENT 37% 8-4.35% AV ALK. ASH, BY WT .
HIGHLY REACT. AGGREGATE 0.66% AU<. CEMENT NOFLYASH
0 ~0~-----~,--------~r-------~~----~1~200=-----~1~~ TIME, days
(a)
.2....------------------.,
39
.15
~
HIGHLY REACT. AGGREGATE 0.43% AU<. CEMENT 37% 8-4.35% AV ALK. ASH, BY WT.
z 0 iii .I
~ (j
Figure 4.1
aoo 1100 1200 I~
TIME, days
(b)
Phase I mixtures which exceeded the ASTM expansion limit at 90 days only

40 .2~-----------------------------------------.
.15
MOD. REACT. AGGREGATE 0.43°/o ALK. CEMENT 28% B-4.35% AV ALK. ASH, BY WT. ~
z 0 Ui .1
ASTM 180-DAY LIMIT
Ir---A
z ~ X w MOD REACT. AGGREGATE
0.66% ALK. CEMENT 15% A-1.67% AV. ALK. ASH, BY WT.
0~------~r--------r--------.---------r--------; 0 JOO 600 900 1200 1500
TIME, days
Figure 4.2 Expansion histories of two slowly reactive Phase I mixtures
4.3 Phase I Results
4.3.1 Effect of Aggregate. Three natural aggregates were tested in this
program, with Pyrex glass serving as a control aggregate. In the first phase of the
program. each aggregate was tested in combination with each of the three cements
and the four fly ashes. The results obtained from the first 90 days of exposure
testing·53 revealed that the control aggregate was the most reactive, followed by the
highly reactive aggregate, the moderately reactive aggregate and the nonreactive
aggregate. The results obtained for the two reactive aggregates were in agreement
with the results of the tests conducted by the TSDHPT shown in Figure 3.1. At
1440 days, similar results were noted.
Thirty-four of the 108 Phase I mixtures expanded significantly, with values
near or exceeding the ASTM limits at 90 days or 180 days. Twenty-two of these
mixtures contained the control aggregate, eight contained the "highly" reactive ag
gregate. while just four contained the "moderately" reactive aggregate.

Figure 4.3
~~----~------------------------, All MIXTURES HIGHLY REACT. AGGREGATE
• 15
CONTAINING 0.43% ALK. CEMENT 0.43% ALK. CEMENT 26% B-4.35% AV AU<. ASH, BY VOL .
HIGHLY REACT. AGGREGATE 0.43% ALK. CEMENT 45% B-4.375%AV. AU<. ASH, BY VOl.
HIGHLY REACT. AGGREGATE 0.43% ALK. CEMENT 62% B-4.375% AV. AU<. ASH, BY VOL
MOD.REACT. AGGREGATE 0.43% ALK. CEMENT 62% B-4.35% AV. ALK. ASH, BY VOl
0·0~-----~~-------~~------~~------.~2~~----~,~ llUE, days
(a)
.2r-----------------------------------. ALL MIXTURES CONTAINING 0.66% AUt CEMENT
HIGHLY REACT. AGGAEGA TE 0.667o/. ALK. CEMENT 45% B-3.75%AV AU<. ASH, BY VOL
HIGHLY REACT. AGGREGATE 0.66%ALK. CEMENT 62% B-4.375% AV. AU<. ASH, BY VOl.
04-------r-----~~----~-------r------~ 0 ~ ~ 12~ ~~
llME, days
(b)
41
Phase II mixtures which exceeded the ASTM expansion limit at 90 days only

42 .3~-----------------------------------------.
.24
~ .18
z 0 iii z <( a.. .12 X w
.06
HIGHLY REACT. AGGREGATE 0.43% ALK. CEMENT 11.5% B-2.75% AV. ALK. ASH, BY Wf.
o~L------.------~.-------,--------.------~ 0 300 600 900 1200 1500
TIME, days
Figure 4.4 Phase II mixture which exceeded the ASTM expansion limit at 180 days only
Figure 4.5 consists of a set of curves comparing the expansions of mixtures
containing each aggregate with otherwise identical materials. The same general
trend of aggregate reactivity was noted for virtually all other material combinations.
Two deleteriously expansive mixtures containing highly reactive aggregate,
however, were more expansive than the corresponding mixtures containing the con
trol aggregate, as shown in Figure 4.6. These were the two most expansive mixtures
observed in the test program.
The mixture containing nonreactive aggregate were used only as a reference
level of negligible expansions. Therefore, the focus of this chapter and the discussions
contained in the next chapter will be on those mixtures containing the reactive
natural aggregates and the control aggregate.
4.3.2 Effect of Cement. Three cements were tested m this part of the
program: two ASTM Type I cements with total alkali contents of 0.66 percent and
0.43 percent and an ASTM Type IP cement having a total alkali content of 0.50

.4~-----------------------------------------------,
~ z Q .2 Ul z ~ X w
. 1
ALL MIXTURES CONTAINING 0.66% AV. ALK. ASH 28% B-4.35% AV. ALK. ASH, BY WT.
300 600 900
TIME, days
CONTROL AGGREGATE
HIGHLY REACT. AGGREGATE
MOD. REACT . AGGREGATE
NON. REACT. AGGREGATE
1200
Figure 4.5 Relative reactivity of test aggregates
1500
43
percent. The two Type I cements were tested in combination with each aggregate
and fly ash while the Type IP cement was tested with each aggregate only.
The results obtained during the first 90 days of exposure testing revealed
that expansions generally increased with the increase in alkali contents of the Type I
cements. Mixtures containing the Type IP cement generally expanded less than sim
ilar mixtures containing the low alkali Type I cement. No mixture which contained
Type IP cement expanded significantly.
Similar results were noted at 1440 days. Figure 4. 7 shows this trend for
a typical pair of mixtures containing each Type I cement with otherwise similar
materials. Several exceptions to this trend, however, were noted. One deleteriously
expansive mixture containing highly reactive aggregate and 17.5%, by vol, B-4.35%
av. alk. fly ash in combination with the low alkali cement proved to be more
expansive than the corresponding mixture containing the medium alkali cement, as
shown in Figure 4.8. This mixture was the most expansive in the test program.

44
~T---------------------------------------~ HIGHI.. Y REACT. AGGREGATE
.4
0.43% AU<. CEMENT
ASTM 180-0AY LIMIT
.1 .,._... ASTM 90-0AY liMIT
CONTROl AGGREGATE 0.66% ALK. CEMENT
CONTROL AGGREGATE 0.43% ALK. CEMENT
Al..t MIXTURES CONTAINING HIGHLY REACT. AGGREGATE AND 15% B-4.35% AV. Al.K. ASH, BY WT.
o~-------r------~--------~------~-------1 0 100 100 1200
nME. daya
Figure 4.6 Phase I mixtures in which the highly reactive aggregate was more deleterious than the control aggregate
4.3.3 Effect of Fly Ash. Ninety six of the 108 mixtures tested in Phase I
contained fly ash added at the time of hatching as a partial replacement for cement.
Four additional mixtures contained Type IP cement which was produced by adding
20 percent fly ash by weight to the clinker before grinding. The eight remaining
mixtures contained no fly ash.
At 90 days, it was observed that mortar bar expansions typically increased
as the alkali content of the fly ash increased. However, expansions generally de
creased as the amount of fly ash used was increased. This was not the case, how
ever, for mixtures containing the high alkali Type B fly ash. Some percentages of
replacement of cement with this fly ash resulted in expansions greater than those
experienced by mixtures without fly ash. In several instances, the use of the low
alkali Type B fly ash also resulted in increased expansions.

~ z 0 iii z <( a. X w
.15
.1
.05
0.66% ALK. CEMENT
ASTM 180-DAY LIMIT
ASTM 90-DAY LIMIT
ALL MIXTURES CONTAINING CONTROL AGGREGATE AND 15%A-1.38%AV. ALK. ASH, BYWT.
0----------~--------~--------~--------~--------; 0 600 900 1200 1500
TIME, days
Figure 4. 7 Relative reactivity of test cements
4.5
The results obtained at 1440 days were quite similar. Figure 4.9 shows
the increase in mortar bar expansions resulting from the use of fly ashes containing
increasing amounts of available alkalies.
Figure 4.10 illustrates, for typical mixtures containing the Type A fly ashes
and the low alkali Type B fly ash, the beneficial effects derived by increasing the
amount of cement replaced by these fly ashes. The high alkali Type B fly ash, and
in certain instances the low alkali Type B fly ash, however, had a detrimental effect
on expansions as can be seen in Figure 4.11.
4.4 Phase II Results
4.4.1 Fly A.sh Treated with a Chemical Precipitating Agent. To assess
the effect of the use of an alkaline precipitating agent (sodium carbonate) on the
behavior of fly ash with respect to alkali-silica reaction, 24 mixtures were studied.
Twelve mixtures contained fly ash treated with such an agent, while twelve similar
mixtures contained an untreated fly ash. These fly ashes were both classified as

46
Figure 4.8
~~-----------------------------------------,
.4
.I ASTM .-.- 180-0AY LIMIT
-ASTM 90-0AYUMIT
0.43% AlK. CEMENT
0.66% AlK. CEMENT
ALL MIXTURES CONTAINING HIGHLY REACT. AGGREGATE AND 15% 84.35% AV. AU<. ASH, BY WT.
0~-------r------~--------r-------~------~ 0 lOO 100 900 1200
TIUE, days
Mixture in which the low alkali cement was more deleterious than the high alkali cement
Type B and had similar alkali contents. The treated fly ash contained 2.35 percent
available alkalies and the untreated fly ash contained 2.04 percent available alkalies.
Only the four mixtures containing the highly reactive aggregate and either fly ash at
a 17.5 percent replacement level, by volume, showed significant expansions. Figure
4.12. shows the expansions of these mixtures at 1440 days. Of these, the two
mixtures containing the treated fly ash exhibited much greater expansions than the
corresponding mixtures with untreated fly ash. These expansions show the same
trend observed at 180 days, with the exception of the expansion corresponding to
28 percent by weight which at 900 days exceeded 0.1 percent but which was under
this limit at 180 days.
4.4.2 pH of Mixing Water. Since the solubility of silica increases as the
pH of the solution increases, the effect of the pH of mixing water on mortar bar
expansions was studied. Four Phase I mixtures made with tap water were repeated
using distilled water. The pH of the tap water was 8.14 while the distilled water had

.4~----------------------------------------~
~ .3 Vl
~ 0 0 'It 'It ...... 2
~ Vl z
HIGHLY REACT. AGGREGATE 0.66% ALK. CEMENT 15%FLY ASH, BYWT.
CONTROL AGGREGATE ---0.66% ALK. CEMENT 28% FLY ASH, BY WT.
CONTROL AGGREGATE 0.43% ALK. CEMENT 15% FLY ASH, BYWT.
0 ASTM iii 180-DA Y LIM IT ~.14---------~~-+--------------------------------~ c.. X w
0+--------.--------r--------r------~~----~ 0 1 2 3 4 5
AVAILABLE ALKAU CONTENT OF FLY ASH, ~
47
Figure 4.9 Relationship between the alkali content of fly ash and expansions
a pH of .5.7. The 1440-day results shown in Figure 4.13 reveal that in two cases, the
use of distilled water significantly reduced expansions.
4.4.3 A. vailable Alkali Content and Classification of Fly Ashes. The effect
of the available alkali content of fly ash on expansions due to alkali- silica reaction
was studied in Phase I with the use of four fly ashes. In Phase II, two additional fly
ashes were studied to allow further observation of the effect of alkalies in fly ash.
One of these fly ashes was a Type A fly ash with a higher alkali content ·
than either of the Type A fly ashes used in Phase I. This fly ash contained 1.76
percent available alkalies in comparison to the high-alkali Type A fly ash used in
Phase I, which had an available alkali content of 1.38 percent. The alkali content of
the new fly ash was also quite close to that of the low alkali Type B fly ash, which
contained 1.67 percent available alkalies. Thus, a comparison of Type A and Type
B fly ashes of similar alkali contents was also possible.
Mixtures containing these fly ashes generally exhibited similar behavior as
illustrated in Figure 4.14. Only in mixtures containing medium alkali cement and

48 .4~-----------------------------------------------,
~ .J
(/)
~ 0 0 q-q. .- .2
ALL MIXTURES CONTAINING CONTROL AGGREGATE
0.66% ALK. CEMENT A-1.38% AV.ALK. ASH
0.43% ALK. CEMENT A.0.57%AV. ALK. ASH
0.43% ALK. CEMENT B-1.57"/o AV. ALK. ASH
0+-----------~----------.-----------.---------~ 0 10 20 30 40
WEIGHT PERCENTAGE OF CEMENT REPLACED BY FLY ASH
Figure 4.10 Relationship between the amount of cement replaced by fly ash and expansions
highly reactive aggregate did significant differences in expansion occur. The Type
B fly ash exhibited significantly different behavior as compared to the two Type A
fly ashes in these cases as shown in Figure 4.15.
The other new fly ash was a Type B fly ash with an alkali content of 3.75
percent, which fell between the alkali contents of the two Type B fly ashes tested in
Phase I which had available alkali contents of 1.67 percent and 4.35 percent. The
mixtures containing the new fly ash ( 3. 75 percent available alkalies) were significantly
more expansive at all replacement levels than corresponding mixtures containing the
lower alkali fly ash (1.67 percent available alkalies) as can be seen in Figure 4.16 and
Figure 4.17. However, mixtures containing the higher alkali fly ash (4.35 percent
available alkalies) \Vere more expansive than corresponding mixtures containing the
new fly ash only at a replacement level of 17.5 percent.
4.4.4 Total J-11kali Content of Cement. The medium alkali cement used in
Phase I had a total alkali content of 0.66 percent which was barely above the ASTM
limit of 0.60 percent. In Phase II, a cement containing a much higher alkali content

,....
.5~----------------------------------------.
MOD. REACT. AGGREGATE
0.66% ALK. CEMENT .4 B-4.35% AV. ALK. ASH
HIGHLY REACT. AGGREGATE 0.43% ALK. CEMENT B-4.35% AV. ALK. ASH
HIGHLY REACT. AGGREGATE 0.66% ALK. CEMENT B-4.35% AV. ALK. ASH
~ z .2 0 Vi
~ (j .1
HIGHLY REACT. AGGREGATE 0.66% ALK. CEMENT B-1.67% AV. ALK. ASH
o+-~--~~~~~~~--~--------~--------~ 0 10 20 30 40
WEIGHT PERCENTAGE OF CEMENT REPLACED BY FLY ASH
49
Figure 4.11 Relationship between the amount of cement replaced by Type B fly ash and expansions
was used in eight mixtures. The use of this cement having an alkali content of 1.03
percent resulted in significant increases in expansions, as can be seen in Figure 4.18.
This cement is referred to as "high alkali" cement throughout this report.
4.4.5 Percentage of Cement Replaced by Fly Ash. It was noted in the
previous report that the replacement of 17.5 percent of the volume ( 15 percent, by
weight) of cement with either Type B fly ash caused expansions much greater than
those of corresponding mixtures without fly ash. The existence of such a "pessimum"
proportion of replacement has been acknowledged by some researchers40 • Replace
ment of 34.3 percent of the cement typically resulted in much lower expansions,
nearing those of the mixtures without fly ash. In this phase of the study, it was
desired to observe the effect of replacing a volume of cement between 17.5 percent
and 34.3 percent with fly ash. A replacement level of 26 percent was chosen for this
test.

50
Figure 4.12
··~------------------------------------------,
N.J
vi
~ 0 .... ;!.2 ~ z 0 iii
ALL MIXTURES CONTAINING HIGHLY REACT. AGGREGATE
0.43% ALK. CEMENT B-2.35% AV. ALK. ASH
~.t._--~~~~~~~----~------------~ ~
0+----------r--------~~--------~--------~ 0 10 20 JO 40
WEIGHT PERCENTAGE OF CEMENT REPLACED BY FLY ASH
(a)
··~----------------------------------------~ ALL MIXTURES CONTAINING HIGHLY REACT. AGGREGATE
~.J
vi ~ 0 0 .... !.2 ~ z 0 iii z ~.t~~----------------~~~~--~~---------. X w
0+--------r------~--------~-------r------~ o ro • JO 40 ~
VOLUME PERCENTAGE OF CEWENT REPLACED BY FLY ASH
(b)
Effect of fly ash treated with a precipitating agent on expansions

.15....-------------------------,
~
ALL MIXTURES CONTAINING HIGHLY REACT. AGGREGATE 0.66% ALK. CEMENT
(f) ASTM 180-DAY LIMIT ~ .1 0 0 .. .. ....
45% B-2.04% AV. ALK. ASH, BY VOL.
o+---------r---------.----------.---------~ 5 6 7 8 9
pH OF MIXING WATER
Figure 4.13 Effect of low pH distilled water on expansions
51
It was also noted that while replacement levels of 34.3 percent resulted
in 10\ver expansions than replacement levels of 17.5 percent, in some instances ex
pansions increased slightly when 45 percent of the cement, by volume, was replaced
with fly ash. To determine if this trend would continue for replacement levels greater
than 4.5 percent, four mixtures were prepared with fly ash as a replacement for 62.5
percent of the volume of cement.
Figure 4.19 presents 1440-day expansion data for mixtures representing
four cement-aggregate combinations with all six percentages of cement replacement.
Those mixtures containing 26 percent fly ash expanded significantly less than the
mixtures containing 17.5 percent fly ash and had nearly the same magnitude of
expansions as those mixtures which contained fly ash at the 34.3 percent replacement
level. The mixtures containing 62.5 percent replacement resulted in slightly smaller
expansions than those of mixtures containing 45 percent replacement, in almost all
of the mixtures.

.52 .12r------------------------.
ASTM 180-DAY LIMIT .1.---------~~~~~~~----------------4
~
(/)
~.08 0
0 ...,. ...,. .... . 06
~ z Q .04 (/)
~ a.. X w .02
ALL MIXTURES CONTAINING HIGHLY REACT. AGGREGATE 0.43% ALK. CEMENT
8-1.67%AV. ALK. ASH A-1.38% AV. ALK. ASH
0+--------..--------r--------~--------r-------~ 0 10 20 30 40 50
VOLUME PERCENTAGE OF CEMENT REPLACED BY FLY ASH
Figure 4.14 Effect of Type A and Type B fly ashes of similar alkali content when used with low alkali cement
4A.6 Partial Replacement of Aggregate witlJ Fly AslJ. In four Phase II
mixtures, a volume of aggregate equal to 30 percent of the total volume of cement
was replaced by fly ash. Replacing a portion of the aggregate with fly ash served
to increase the alkali content of these mortars while decreasing the amount of reac
tive silica present. As a result, the ratio of alkalies to silica in these mixtures was
substantially increased without replacing any of the cement with fly ash.
The 1440-day expansions of these mixtures are compared to the expan
sions of mixtures containing a similar amount of the same fly ash (34.3 percent by
volume) as a replacement for cement in Figure 4.20. The mixtures containing fly ash
as an aggregate substitute, which had a substantially lower total cementitious ma
terial content, showed greater expansions than those containing fly ash as a cement
substitute in three of the four test cases.
4.4. 7 l11fl.uence of Fineness and Preblending of Cement and Fly Ash on
Behavior of Type IP Cement. The 90-day results of Phase I indicated that mixtures

.2.-------------------------------------------------~
~ .15
VJ
~ 0
0 -.;f-
ALL MIXTURES CONTAINING 53 HIGHLY REACT. AGGREGATE 0.66% ALK. CEMENT
-.;f- .1.-~~--------------------~----~A~S~TM~1~80~-=D~A~Y~L~IM~I~T_.
~ z 0 iii z ct .05 X w
0+---------r--------,,-------~---------r--------~ 0 10 20 30 40 50
VOLUME PERCENTAGE OF CEMENT REPLACED BY FLY ASH
Figure 4.15 Effect of Type A and Type B fly ashes of similar alkali content when used with med. alkali cement
containing Type IP cement experienced much smaller expansions than mixtures
containing the Type I cements tested. This was attributed to the fact that the
fly ash in Type IP cement was added to the clinker before grinding, presumably
resulting in a greater dispersion of the fly ash in the cement than would be obtained
by adding fly ash to the cement during hatching.
To determine if either the fineness or the preblending of Type IP cement
was responsible for its effectiveness in inhibiting alkali-silica reaction, several test
mixtures were studied in Phase II. Two mixtures were made using the same Type
I cement (I/IP) and fly ash (A/IP) used to manufacture the Type IP cement. In
the first mixture, the fly ash and cement were combined during hatching as was
done in all other mixtures in this program. The fly ash and cement used in the
second mixture were mechanically blended before hatching to simulate the blending
presumed to occur during the intergrinding of the fly ash and clinker of the Type IP
cement. These two mixtures were compared with the mixture containing Type IP
cement. From this comparison the influence of the fineness and the blending of Type
IP cement can be observed. The expansion history of these mixtures is presented

.5,--------------
.4
ALL MIXTURES CONTAINING HIGHLY REACT. AGGREGATE 0.43% ALK. CEMENT
B-1.67% AV. ALK. ASH
0~0------:-----~------T-~--~-=~~ 10 20 JO 40 50
VOLUt.IE PERCENTAGE OF CEMENT REPLACED BY FlY ASH
Figure 4.16 Effect of Type B fly ashes used with low alkali cement
··~-------------------------------------.
~ .3
vi ~ 0 0 ..,. :: .2
~
5 iii
AU MlxnJRES CONTAINING HIGHI.. Y REACT. AGGREGATE 0.66% ALK. CEMENT
~.~~~~--------···~----~~------------~ ~
B-1.67% AV. ALK. ASH
0+-------r-------r-------r-------r-----~ 0 10 20 JO 40 50
VOLUME PERCENTAGE OF CEliENT REPLACED BY FlY ASH
Figure 4.1 I Effect of Type B fly ashes used with med. alkali cement

.4~------------------------------~.-------,
~.3
ui ~ 0
~ :!.2
!;( z 0 iii
ALL MIXTURES CONTAINING HIGHLY REACT. AGGREGATE t .87% AU<. CEMENT
~.1 ._ ____ ~L------,~----------~AS~TM,~1~00~-D~A_Y_L_IM~I_T~
X I.LI
0+---------~--------~--------~--------~ .4 A A t 1.2
TOTAL AU<AU CONTENT OF CEMENT, "
Figure 4.18 Influence of alkali content of cement on expansions
~T-----------------------------------------~
.4
at ui
~ .3 0
~ -
ALL MIXTURES CONTAINING B-4.35% AV. AU<. ASH
HIGHLY REACT. AGGREGATE 0.66%ALK. CEMENT
MOD. REACT. AGGREGATE 0.66°.4 AU<. CEMENT
HIGHLY REACT. AGGREGATE 0.43% AU<. CEMENT
0+-----~----~----~----~~~~~~,-----~ 0 w ~ ~ ~ ~ ~ ~
VOLUME PERCENTAGE OF CEMENT REPLACED BY FLY ASH
55
Figure 4.19 Influence of the amount of cement replaced by fly ash on expansions

56
.4r---------------------------------------~
ALL MIXTURES CONTAINING 0.43% Al.K. CEMENT
CONTROl AGGREGATE 8-4.35% AV. AlK. ASH
o+-------------~----------~-------------1 CEMENT AGGREGATE
CONSTITUENT REPlACED BY FlY ASH
Figure 4.20 Effect of the partial replacement of aggregate with fly ash
in Figure 4.21. The 1/IP and A/IP mixture that was mechanically blended had
similar expansions to the 1/IP and A/IP mixture that was not blended. Both of
these mixtures expanded more than the mixtures containing Type IP cement.
4A.8 Silica Fume. To compare the effectiveness of silica fume with that
of the fly ashes tested, 15 mixtures were prepared in Phase II using one silica fume
as a partial replacement for cement. The three replacement percentages used, 17.5
percent, 34.3 percent and 45 percent by volume, allowed direct comparisons with
corresponding mixtures containing fly ash. Figure 4.22 contains expansion data for
a series of mixtures containing silica fume and corresponding mixtures containing
Type A and Type B fly ashes having available alkali contents ranging from 0.57
percent to 4.35 percent.
4.5 Phase III Results
In this Phase of the project, four Type B fly ashes were ground down to
two fineness levels. The first level was at about 50 percent of the original fineness,
measured as the percent retained in the 325S. The second level was at about two

Figure 4.21
»~~---------------------------------------,
ASTM 9G-DAV LIMIT
ALL MIXTURES CONTAINING CONTROL REACT. AGGREGATE 0.53% AU<. CEMENT AND A-0.31% AV. AU<. ASH
TYPE IP CEMENT
tOOO 11100
57
Influence of fineness and pre blending of fly ash and cement used in Type IP cement
percent 325S. All mixtures contained the highly reactive aggregate used in Phases I
and II, and the high alkali cement of Phase II. The available alkali contents and the
fineness of the fly ashes were presented in Table 3.5.
Figure 4.23 shows the test results for the mixtures made with the fly ash
containing 0.96 percent available alkalies. It can be observed that no relation can
be found between and expansions.
Figure 4.24 shows the test results for the mixtures made with the fly ash
containing 1.90 percent available alkalies. No relationship was observed between the
expansions and the 325S for this fly ash. While the mixtures containing 37 percent
fly ash replacement exhibited as slight increase in expansions as the 325S increased,
the mixtures containing 15 a.nd 28 did not exhibited a similar relationship with the
325S.
Figure 4.25 shows the test results for the mixtures made with the fly ash
containing 3. 73 percent available alkalies. As in the previous case, no dear trend

.58
Figure 4.22
.4T-----------------------------------------,
~
vi ~
.J
0 .2 0 .... ....
SILICA FUME
All MIXTURES CONTAINING HIGHLY REACT. AGGREGATE 0.66% ALK. CEMENT
A-0.57% AV. AU<. ASH
-.1 +------..,-------r-------r--------,.---------i 0 10 20 JO 40 50
VOWt.IE PERCENTAGE OF CEMENT REPLACED BY t.IIN. ADMIXTURE
Comparison of the behavior of silica fume with that of several fly ashes
was observed between amount of fly ash retained in sieve #325 and expansions for
a given cement replacement.
Figure 4.26 shows the test results for the mixtures made with the fly ash
containing 4.35 percent available alkalies. As before, no clear trend was observed
between amount of fly ash retained in sieve #325 and expansions for a given cement
replacement.

-·~
N .J6 ui ~ a ~ .27 .., ~ Ill z .18 0 iii z <( 0.. (j .09
0 0
0.96% AV.ALK. FLY ASH MIXTURES 1 YEAR EXPANSION VS. fLY ASH FINENESS
: NOFLYASH
__________ :~
~ 10
FINENESS (325S), % 1~
-59
20
Figure 4.23 Effect of fineness of the fly ash containing 0.96 percent available alkalies on the alkali-aggregate reaction in concrete
1.90% AV.AU<. FtY ASH MIXnJRES .4~,---------------------,
. J6 ~
~ a .21 0 M
" !;( V1 .18 z 0 iii
~ x-09 w
15%FLY ASH, BYWT .
' 37"/o FLY ASH, BY WT. o+-----r----~----~------~
0 5 10 15 20
fiNENESS (325S), %
I.
Figure 4.:24 Effect of fineness of the fly ash containing 1.90 percent available alkalies on the alkali-aggregate reaction in concrete

60
.Jfl ~
vi ~ 0
.27 0 N ,....
~ Vl .11!1 z 0 iii ~ ~.09 i.LJ
0
•
0
37"/o FLY ASH, BYWT.
• L NO FLY ASH
10
FlNENESS (J25S), ~
•
15 20
Figure 4.25 Effect of fineness of the fly ash containing 3.73 percent available alkalies on the alkali-aggregate reaction in concrete
4.35~ AV.AJJ<. fLY ASH MIXTURES .45..----------------------,
• Jfl ~
Vl-
~ 0
.27 0 N ,....
~ Vl .11!1 z 0 iii ~ ~ .09 i.LJ
15o/o FLY ASH. BY WT .
37% FLY ASH, BY WT.
0~----.-----~----~---~ 0 5 10
FlNENESS (J25S}. % 15 20
Figure 4.26 Effect of fineness of the fly ash containing 4.35 percent available alkalies on the alkali-aggregate reaction in concrete

CHAPTER 5 DISCUSSION OF TEST RESULTS
5.1 Introduction
The test results presented in Chapter 4 will be discussed in this chapter.
The format of this chapter will be the same as that of the previous chapter. The
first portion contains a discussion of the results of this test program in terms of
AST~1 C 227 and ASTM C 33, which contain guidelines for the interpretation of
results obtained from mortar bar tests. The discussion will include several proposed
revisions to the standards and their potential effects on the interpretation of the
results of this study. The results obtained during the first 90 ,days of exposure
testing of Phase I specimens will then be compared with results obtained through
1440 days. The conclusions based on 90-day data 53 will be reviewed with respect to
the later data. Then, a discussion of the results obtained from the tests conducted
during Phase II will be presented. This chapter will conclude with the discussion on
the results of Phase III on the effect of fineness on mortar-bar expansions.
5.2 Applicability of Limits Specified in ASTM C 227 and ASTM C 33
ASTM C 227 specifies that material combinations are potentially reactive·
if mortar bars fabricated from these materials expand in excess of 0.05 percent at
90 days and/or 0.10 percent at 180 days. Fifty-two of the 202 mixtures studied in
both phases of this program exceeded the 90-day limit. Forty of these mixtures also
exceeded the 180-day limit. Only one mixture exceeded the 180-day limit without
surpassing the 90-day limit. ASTM C 33 states that results obtained after 180 days
of exposure testing of mortar bars are preferable to results obtained after 90 days
of testing. The wording of this statement appears to imply that results obtained at
90 days have been found to be less reliable. It follows that expansion limits at this
date would need to be more conservative to ensure that all deleterious combinations
of materials would be detected. Hence, the number of mixtures with expansions
greater than 0.05 percent at 90 days would be expected to be greater than the
number of mixtures with expansions exceeding 0.10 percent at 180 days. The results
of this study support the above assumption. Based on these results, the 90-day
61

62
expansion limit can be justified as an early, but conservative guideline, having a
slight risk of overlooking late-expanding material combinations as was the case for a
highly reactive aggregate mixture in this study, containing low alkali cement partially
replaced by 17.5%, by vol, B-2.35% av.alk. fly ash.
A number of researchers do not consider ASTM C 227 to be a reliable and
accurate test. Several have proposed changes to ASTM C 227, including modifica
tions of the expansion limits and the length of the exposure testing period. The
implications of some of these variations on the results of this study are discussed
below.
A study of several material combinations by Heck1 revealed a strong corre
lation between indications of potential reactivity as determined by the results of the
ASTM C 289 Chemical Test and the ASTM C 227 Mortar Bar Method at 90 days.
Heck did not, however, observe any correlation between these results and 180-day
results obtained from ASTM C 227 tests since the 180-day results indicated that
none of the material combinations tested were potentially reactive. Although the
180-day data obtained from mortar bar tests is considered by ASTM to be preferred
to 90-day data, the strong corroboration of the 90-day data by the ASTM C 289
results led Heck to propose a revision of the ASTM 180-day expansion limit. By
reducing the 180-day limit to 0.075 percent, he was able to achieve good agreement
between the 90-day results, the 180-day results, and results from ASTM C 289 tests.
In contrast to the results observed by Heck, 77 percent of the mixtures in
this program which exceeded the 90-day expansion limit also exceeded the 180-day
expansion limits. If the proposed limit of 0.075 percent is applied to the data from
this program, the correlation between the 90-day and 180-day results would improve
to 92 percent. ASTM C 289 was not conducted for any of the aggregates tested in
this program, either by the TSDHPT or as part of this research program. Therefore,
no comparison can be made between the two test methods.
Several factors must be considered when evaluating the revision to ASTM
C 227 proposed by Heck.
1. Of the two expansion limits contained in this specification, the limit found
to be preferable by ASTM is the one which is being considered for revision.
Although the origins of the ASTM limits are uncertain, they appear to have

63
been based, at least in part, on the comparison of mortar bar test results
with observations of concrete in service2•3 • The results observed by Heck
were not verified in the field.
2. ASTM C 289 is known to provide misleading results in some cases.
Sims46 •47 reported that certain types of siliceous aggregates known to per
form satisfactorily in service and in mortar bar tests may be identified as
"deleterious" or "potentially deleterious" by the ASTM C 289 test method.
3. ASTM C 289 is intended only to indicate the potential reactivity of ag
gregates. It does not serve to predict the behavior of cement-aggregate or
cement-aggregate-mineral admixture combinations. The use of the results
of ASTM C 289 to establish the criteria for ASTM C 227 disregards the
effects of constituents other than aggregates on the results of mortar bar
tests.
As a result, the evidence presented by Heck does not seem sufficient to
warrant the alteration of ASTM C 227.
Stark4 , on the other hand, has presented stronger evidence for revisions.
He cites instances of concrete in service which has deteriorated due to alkali-silica
reaction, even when mortar bars containing the same materials have not surpassed
the 90-day or 180-day expansion limits. In order for the reactive potential of these
aggregates to be determined, Stark and other researchers5 , have recommended that
the ASTM C 227 test procedure be extended so the limit of 0.05 percent expansion
would apply to 6-month results and the limit of 0.10 percent would apply to 12-
month results. A limit of 0.10 percent expansion at 12 months is currently being
evaluated in Iceland6 .
This proposed revision would have a minor effect on the interpretation of
the results of Phase I. While 30 mixtures exceeded 0.05 percent expansion at 90 days,
36 surpassed that mark at 180 days. However, just two of the 108 test mixtures
exceeded 0.10 percent expansion between 180 days and 1440 days, increasing the
number of material combinations which would be considered potentially deleterious
from 25 to 27. The expansions of these two mixtures were so dose to the 180-day
limit that their use in the field would have been questionable, even without the
extension of the testing period. Only one additional mixture approached the 0.10

64
percent limit between 180 days and 1440 days, expanding from 0.068 percent to
0.091 percent, as illustrated in Figure 4.2.
The Bureau of Reclamation 7 also utilizes a 12-month testing program for
its mortar bar specimens. In their specifications, expansions between 0.10 per
cent and 0.20 percent are considered "marginal" with greater expansions considered
"deleterious". By these standards, 16 of the Phase I mixtures would be considered
"marginal" while only 11 would be considered "deleterious". The relative leniency of
these limits is apparent and has been commented upon by researchers8 . The Bureau
of Reclamation, however, has continued to maintain this standard.
As the preceding discussion has indicated, increasing the length of the test
program would have had little effect on the evaluation of these materials for alkali
silica reactivity. Changing the expansion limits at either 180 or 360 days, however,
would have had a significant bearing on the number of material combinations con
sidered to be deleterious. The effects of these proposals are summarized in Figure
5.1.
Figure 5.1
100~----------------------------------------.
EKPAHSION UMrTS 900AV: 005%
I toDAY. 0 I~
EXPANSION LMTS UlODAY: 0.05 ... 360DAY: 0.10%
EXPANSION LIMITS AT 380--()AV
"""""' .... ' fO. '""'. 0.20%J DELET£1110\JS: > 021)'11.
ASn.t C 227 STARK BUR£AIJ OF REC.
RESULTS FROM PHASE I AND PHASE II
Effects of proposed revisions to ASTM C 227 on interpretation of test results

65
The reliability of these proposed revisions to ASTM C 227 has not been
verified by conclusive tests. However, they do serve to point out possible concerns in
the ASTM C 227 testing procedure. ASTM C 227, as the prevailing standard, was
accepted for use in this program for determining alkali-silica reactivity. Since only
three of the 108 Phase I mixtures approached or exceeded the 0.10 percent expansion
limit between 180 days and 1440 days, there is no reason to believe that the use of
the three-month and six-month limits of ASTM C 227 provided less than accurate
results.
5.3 Phase I Results
.5.3.1 Effect of Aggregate. The two reactive aggregates used in this program
were identified by the TSDHPT using the procedures described in ASTM C 33.
These tests, conducted with a cement having a total alkali content of 0.91 percent,
reveal'ed that one aggregate was distinctly more reactive than the other, as was
shown in Figure 3.1.
Phase I of this program included a similar set of mixtures, using a cement
with an alkali content of 0.66 percent. The results, shown in Figure 5.2, support
those of the TSDHPT tests. However, at 90 days test age, the moderately reactive
aggregate was not determined to be potentially deleterious while at 180 days neither
reactive aggregate was indicated to be potentially deleterious based on the measured
expansion at each test age.
ASTM C 33 states that the cement used to test the reactivity of aggregates
should have an alkali content substantially in excess of 0.60 percent, preferably
exceeding 0.80 percent. These results indicate that an alkali content of 0.66 percent is
not enough in excess of 0.60 percent to produce a reliable indication of the reactivity
of these aggregates.
Based on the results obtained during this phase of the program, ASTM C
33 appears to be a suitable procedure to follow to determine the potential reactivity
of aggregates if the recommendations regarding the alkali content of the test cement
are followed.

66
Figure .5.2
.1!,----------------------...,
ASTU 180-DAY liMIT
All MIXTURES CONTAINING 0.66"k AlK. CEMENT
HIGHlY REACT AGGREGATE
oe----------,-------.----------~ 0 1000 1500
TIME. days
Potential reactivity of siliceous aggregates tested with med. alkali cement as per ASTYI C 33
The 90-day results obtained for all Phase I mixtures indicated that Pyrex
glass was the most reactive aggregate tested, followed by the highly reactive aggre
gate, the moderately reactive aggregate, and the nonreactive aggregate. As stated in
the previous chapter, results at later ages continued to support these observations.
Figure 5.3 shows the 180-day expansions of the mixtures containing each
natural aggregate in combination with each cement tested in Phase I. Based on the
results presented in this figure, all three aggregates were determined to be adequate
for use with the low alkali cement and the Type IP cement. The moderately-reactive
and nonreactive aggregates were also found to be adequate for use with the high alkali
cement. £yen the highly-reactive aggregate did not appear to be strongly deleterious
when used with the high alkali cement. With the proper choice of cement, the test
results seem to indicate that any of these aggregates could be used safely in the field
without the use of mineral admixtures.
At 1440 days, only two exceptions to the hierarchy of reactivity occurred
among the significantly expansive mixtures of Phase I. The two mixtures containing

Figure .5.3
.4~----------------------------------------~
~.3
vi ?i a 0 ..,. :!.2 ~ z 0 iii
CONTROl AGGREGATE
~.t+---------~------~---1---------~----~ X 11.1
0+-----~------~----~------~------~----~
•• M ~ • A ~ .7
CEMENT TYPE AND TOTAL PERCENT ALKALI CONTENT
67
Comparison of expansions of mixtures containing each cementaggregate combination
the highly reactive aggregate and a 17.5o/c-by vol. of B-4.35% av.alk. fly ash replace
ment of both low and high alkali cements, expanded more than the corresponding
mixtures containing control aggregate. These mixtures were the most expansive
mixtures in the entire program.
These factors all point to the possibility that the amount of alkalies con
tributed by the cement and fly ash to these mixtures was closer to the pessimum
amount for the highly reactive aggregate than for the control aggregate.
These results illustrate how. in certain instances, the use of less reactive
aggregates actually serves to aggravate rather than alleviate the potential for alkali
silica reaction. Due to the existence of the pessimum phenomenon, the concrete
designer must know more than just the potential reactivity of each individual con
stituent to be used in a batch of concrete. The materials must be tested in the lab
in the same proportions to be used in the field if an accurate assessment of the risk ,
of deleterious behavior is to be made.

68
.5 .. 1.2 Effect of Cement. Three cements were tested in Phase I of the project:
two Type I cements and a Type IP cement. At 90 days, it was reported53 that
expansions of the test specimens were generally greater in mixtures containing the
high alkali Type I cement than in corresponding mixtures containing the low alkali
Type I cement. This conclusion was verified at 1440 days. Mixtures containing
the Type IP cement continued to be less expansive than corresponding mixtures
containing the other two cements. This occurred even though the Type IP cement
had a total alkali content of 0.50 percent compared to the low alkali cement which
had a total alkali content of 0.43 percent.
Results obtained during this program indicate that the 0.60 percent limit
on alkalies suggested in ASTM C 1.50 is not a reliable guideline. The mixtures
containing the two reactive aggregates and the high alkali cement, with no fly ash
replacement, did not exceed the 180-day expansion limit, not even after 1440 days
of exposure testing, as shown in Figure .5.3. This suggests that for some reactive
aggregates, the 0.60 percent limit on total alkalies is too low. On the other hand,
the mixture containing the control aggregate and low alkali cement, with no fly
ash replacement, exceeded both expansion limits, indicating that for some strongly
reactive aggregates, a limit of 0.60 percent alkalies in cement is too high. The latter
observation is supported by the studies conducted by Stark57 which were discussed
in Section .5.2 of Research Report 450-2 of this program16 •
Revisions to the alkali limit in ASTM C 150 will be required to improve
the ability of concrete mixture designers to prevent alkali-silica reaction in concrete,
without restricting the use of materials. Such a revision would need to take into
account such factors as the alkali content of the cement, the cement content of
the concrete, the reactivity of the aggregates, and the use of mineral admixtures
containing alkalies.
The behavior of the mixtures containing the Type IP cement indicates
that the alkalies in blended cements are not equivalent in reactivity to the alkalies in
Type I cements. This is not surprising in light of the fact that the alkalies in Type IP
cement come not only from the portland cement, but from the fly ash, as well. Only
the available alkalies in fly ashes are considered to be free to participate in reactions
with aggregates9 . However, the total quantity of alkalies in the fly ash are included
in the reported alkali content of a blended cement. Thus, the reactivity of a Type IP

69
cement is likely to be less than indicated by the total alkali content. Furthermore,
the deleterious activity of the alkalies in a blended cement could be offset, in part,
by the pozzolanic behavior of the fly ash. In order to more effectively use this type
of cement, separate guidelines governing its use will have to be developed .
.5.3.3 Effect of Fly Ash. ASTM C 618 includes a suggested limit of 1..5
percent available alkalies for fly ashes to be used with reactive cement-aggregate
combinations. Of the four fly ashes tested in Phase I, the two Type A fly ashes met
this criterion while the two Type B fly ashes did not.
The two Type A fly ashes reduced expansions when used at any percentage
of replacement for cement. When sufficient amounts were used, expansions were
reduced below the ASTM limits at 180 days for all cement-aggregate combinations.
The low alkali Type B fly ash had an available alkali content of 1.67 per
cent, which was slightly in excess of the ASTM limit. However, when sufficient
quantities of this fly ash were used expansions were reduced for all cement-aggregate
combinations, as shown in Figure 5.4. Except for mixtures containing Pyrex glass,
the expansions were reduced below the 180-day ASTM limit even through 1440 days
of exposure testing.
Based on these results, the limit of 1.5 percent available alkalies in fly
ashes suggested by ASTM does not appear to be an adequate guideline. These
results indicate that the amount of cement replaced by a fly ash, as well as the alkali
content of the fly ash, influence its effect on alkali-silica reaction.
The behavior of the Type B fly ash containing 4.35 percent available al
kalies shown in Figure 5.5., however, demonstrates that certain fly ashes are not
adequate for use with reactive cement-aggregate combinations, regardless of the
amount used. It should be noted that this fly ash did not cause adverse effects when
used with nonreactive aggregates. The effects of alkali content of fly ashes and per
centages of cement replacement with fly ash were studied further in Phase II of this
program, and will be discussed in greater detail later in this chapter.
The fly ash incorporated into the production of Type IP cement served
to inhibit alkali-silica reaction more effectively than fly ash added to concrete at
the time of hatching. Mixtures containing Type IP cement experienced negligible
expansions between 90 days and 1440 days.

70
.4~-------------------------------------------,
~ .J
vi ?( 0
0 ..,. ;! .2
~ z 0 iii
ALL MIXTURES CONTAINING 8·1.67"/oAV. ALK. ASH
CONTROL AGGREGATE 0.43% ALK. CEMENT
Z ASTM 180·DAY LIMIT ~.1._~~~~----------------------------------~
~ HIGHLY REACT. AGGREGATE 0.43% ALK. CEMENT
0+-------~--------.-------~--------.-------~ 0 10 20 JO 40 50
VOLUME PERCENTAGE Of CEMENT REPLACED BY fLY ASH
(a)
.4,------------------------------------------,
~.J
vi ?( 0
0 ..,. ;! .2
~ z 0 iii
HIGHLY REACT. AGGREGATE 0.66% ALK. CEMENT
ALL MIXTURES CONTAINING B-1.67% AV. ALK. ASH
CONTROL AGGREGATE 0.66% ALK. CEMENT
~ _1 +----::>""'-----------------------"-.::----AS_TM_180-DAY LIMIT
~
MOD. REACT. AGGREGATE 0.66% ALK. CEMENT
o+-------~--------.-------~--------.--------1 0 10 20 JO 40 50
VOLUME PERCENTAGE Of CEMENT REPLACED BY fLY ASH
(b)
Figure 5.4 Effect of the amount of cement replaced by low alkali Type B fly ash

~?-----------------------------------------, All MIXTURES CONTAINING 8-4.35% AVALK. ASH
.4
" ~ 0 :
.3
MOD. REACT. AGGREGATE 0.66o/oAU<. CEMENT
0~------~------~--------~------~------~ 0 10 20 30 40 50
VOLUt.AE PERCENTAGE OF CEt.AENT REPLACED BY FLY ASH
(a)
~T--------------------------------------,
.4
ALL MIXTURES CONTAINING 8-4.35'l<.AVALK. ASH
HIGHLY REACT. AGGREGATE 0.66o/o AU<. CEMENT
o+-------~------~----~--r-------,-------~ 0 10 20 30 40 !50
VOLUt.AE PERCENTAGE OF CEt.AENT REPLACED BY FLY ASH
(b)
71
Figure 5.5 Effect of the amount of cement replaced by high alkali Type B fly ash

12
The desirable propf~rties of this blended cement may have been due, at
least in part, to the very low alkali contents ofthe fly ash and portland cement used.
The available alkali content of the fly ash was only 0.31 percent, while the total
alkali content of the cement was 0.53 percent. The increased fineness and blending
of the cement and fly ash resulting from the intergrinding of the fly ash with the
clinker could be another factor influencing the behavior of the Type IP cement.
These characteristics of the blended cement were studied further in Phase II of this
program and will be discussed again later in this chapter.
5.4 Phase II Results
5A.l Fly Ash Treated Witl1 a Chemical Precipitating Agent. This portion
of the program was comprised of 24 mixtures, 12 containing a Type B fly ash treated
with a chemical precipitating agent (sodium carbonate) and the other 12 containing
a similar, but untreated, Type B fly ash. Twelve mixtures were fabricated with
nonreactive aggregate and exhibited no expansive behavior. Of the 12 remaining
mixtures which contained highly reactive aggregate, only those mixtures containing
either fly ash as a replacement of 17.5 percent of the cement by volume expanded
significantly. In these tvm cases, the mixtures containing the fly ash treated with
the chemical precipitating agent expanded much more than the mixtures containing
the untreated fly ash, as shown in Figure 4.12.
The difficulty in analyzing these results lies in the fact that there is no
way to determine the amount of alkalies added to the fly ash by the precipitating
agent or the availability of these alkalies to participate in deleterious reactions. The
greater expansions of the mixtures containing the treated fly ash could have been
due to the chemical agent or the 0.31 percent higher alkali content of the treated fly
ash.
Only one mixture in this test program exceeded the ASTM 180-day expan
sion without exceeding the 90-day limit as well. This was a hgh. react. aggregate
mixture, and contained the treated fly ash as a replacement for 17.5 percent of the
low alkali cement by volume. However, this delayed reactivity did not appear to be
related to the precipitating agent. Other mixtures containing this treated fly ash or

Figure 5.6
z 0 in
~~---------------------------------------,
.4
ALL MIXTURES CONTAINING HIGHL V REACT. AGGREGATE 0.66% ALK. CEMENT 17.5% ASH CONTENT
8·2.35% AV. ALK. ASH
73
~ a. .2 ?;)
B-2.04% AV. ALK. ASH .1
o~------------r------------,-------------1 0 1000 1500
TIME, days
Expansion rates of mixtures containing fly ashes treated with precipitating agents
the medium-alkali fly ash used in Phase II, which was treated with a sodium sulfate
fog, expanded much earlier, as shown in Figure 5.6.
The effect of these agents on the behavior of the two treated fly ashes
cannot be discerned from these test results. Research is needed to determine the
quantity of alkalies added to fly ash by these agents and their effect of the behavior
of fly ash. With such knowledge, it can be determined if the benefits gained by using
these agents outweigh the detrimental effects of the additional alkalies.
5.4.2 pH of .Mixing Water. Four Phase I mixtures prepared with tap water
were repeated in Phase II using a low pH distilled water. Mixtures containing highly
reactive or nonreactive aggregate and high alkali cement without fly ash were much
less expansive when prepared with distilled water instead of tap water, as indicated
in Figure 4.13. The behavior of the other two pairs of mixtures indicated the water
had very little effect.
The beneficial effect of the distilled water on the behavior of the mixture
containing the highly reactive aggregate and high alkali cement was quite substantial,

74
as was shown in Figure 4.13. According to the results of this test, the use of the
low pH water would allow this potentially deleterious material combination to be
used safely in the field, presumably by reducing the solubility of the silica in the
aggregate.
Additional research could further delineate the role that the pH of mixing
water has on alkali-silica reaction. Even without additional study, it would seem to
be prudent for the concrete mixture designer to avoid using strongly basic water (pH
i., 9) in conjunction with reactive siliceous aggregates whenever possible.
5.4.3 Available Alkali Content and Classification of Fly Ashes. One ad
ditional Type A fly ash was obtained for testing in Phase II. This fly ash had an
available alkali content of 1. 76 percent. which provided the opportunity to compare
two Type A fly ashes having less than 1..5 percent alkalies with one having in excess
of 1..5 percent alkalies .
. 12-r--------------------....., ALL MIXTURES CONTAINING HIGHLY REACT. AGGREGATE
.l+-~A~S~T~M~1~6~0-~DA~Y~L=IM~I~T ______ o._oo_o/._oA_L_K_.c_E_M_E_NT ____ __.
..: u; ~-Oil
~ ;! .06
~ z 0 v;·04 z c( 11.. X w .02
A·1.76%AV. ALK ASH
o+------.----,----~------r-----4 0 10 20 JO 40 50
VOLUME PERCENTAGE OF CEMENT REPLACED BY FLY ASH
Figure 5. 7 Effect of the alkali content of Type A fly ashes

75
The results, summarized in Figure.). 7, indicate that each fly ash was very
effective in inhibiting expansions in mixtures containing the highly reactive aggregate
and high alkali cement. The differences in the alkali contents of these fly ashes did
not have a significant effect on the magnitude of the expansions. From these results,
it appears that the ASTM limit of 1..5 percent available alkalies is not applicable.
The addition of the third Type A fly ash to the testing program also
allowed the comparison of Type A and Type B fly ashes with similar alkali contents.
The Type A fly ashes had alkali contents of 1.38 percent and 1.76 percent and the
Type B fly ash contained 1.67 percent alkalies. The results, which were summarized
in Figures 4.14 and 4.15, indicated that these fly ashes, in general, were equally
effective. However, the Type B fly ash was significantly deleterious when used at
a 17.5 percent replacement level in mixtures with highly reactive aggregate. From
these results it becomes apparent that factors other than the alkali content of a fly
ash influence its behavior with respect to alkali-silica reaction.
Also studied in this portion of the project were three Type B fly ashes
having different alkali contents. A fly ash containing 3. 75 percent available alkalies
was tested in Phase II to correspond with Phase I mixtures containing Type B fly
ashes with available alkali contents of 1.67 percent and 4.35 percent. The medium
alkali fly ash behaved quite similarly to the high alkali fly ash except at a 17.5
percent replacement percentage. When used at that proportion, the high alkali fly
ash resulted in much greater expansions.
In all, eight different fly ashes were tested in mixtures containing highly re
active aggregate and low alkali or high alkali cement. Figure 5.8 illustrates the effect
that the alkali content of these fly ashes had on the expansions of these mixtures.
These graphs show that expansions generally became greater a.s the alkali content
of the fly ash increased. Expansions tended to increase sharply for alkali contents
exceeding 2.0 percent.
Several studies which were discussed in Chapter 2 dealt with the effect
of calcium on alkali-silica reaction. Bhatty10 reported that pozzolanas reduce or
eliminate alkali-silica reaction by converting Ca(OH)2 to C-S-H and reducing the
ratio of calcium to silica in existing C-S-H, which allows it to incorporate more

76
.~~-----------------------------------------,
••
ALL MIXTURES CONTAINING HIGHLY REACT. AGGREGATE
- 0.66% ALK. CEMENT ------ 0.43% ALK. CEMENT
0.66% ALK. CEMENT 34% FLY ASH, BY VOL.
0.66% ALK. CEMENT 45% FLY ASH, BY VOL.
0+--------r----~~--------r-------,-------~ 0 2 3 4
AVAILABLE AI...KAU CONTENT OF FLY ASHES, ,r;
Figure 5.8 Effect of the alkali content of fly ashes
alkalies into its structure. The lower the calcium content of the fly ash, the more
effective it will be in inhibiting expansions.
Figure 5.9 shows the CaO content of each of the eight fly ashes whose
behavior was illustrated in Figure 5.8. From this graph it can be seen that the CaO
content of these fly ashes is independent of the alkali content. From the comparison
of Figures 5.8 and 5.9, the available alkali content appears to have more influence
on the behavior of a fly ash than the calcium oxide content. However, of the five
fly ashes with alkali contents clustered in the range of 1.38 percent to 2.35 percent,
those with the higher calcium oxide contents tended to promote greater expansions.
5.4.4 Total A.lkali Content of Cement. To further study the effect of alkalies
in cement on mortar bar expansions, a cement with a total alkali content of 1.03
percent was obtained for testing in this phase of the program. A comparison of the
expansions of the eight mixtures containing this cement with corresponding mixtures
containing the high alkali cement used throughout this program was presented in
Figure 4.18. Not surprisingly, the mixtures containing the "very high" alkali cement
expanded more.

77
40 ~--------------------------------------,
• CaO CONTENT, 'lGo
30 30.47 28.35
..,.
.,..: z w ~ 20 0
23.43
0 0
14.35 nl 0
10
4.24
0 ~----~~----~------~~----~----~ 0 1 2 3 4 5
AVAILABLE ALKALI CONTENT OF FLY ASHES, %
Figure 5.9 Relationship between the alkali content and calcium oxide content of the test fly ashes
While the cement containing 0.66 percent total alkalies was determined to
be adequate for use with the moderately reactive aggregate and only questionably
deleterious when used with the highly reactive aggregate, the cement containing
1.03 percent total alkalies proved to be unacceptable for use with the highly reactive
aggregate. However, this cement-aggregate combination could be used if at least
34.3 percent of the cement, by volume is replaced with the Type B fly ash having
1.67 percent available alkalies as shown in Figure 5.100. These results indicate again
that reactive materials can be combined in concrete if careful attention is given to
the selection and proportions of the materials used.
Earlier in this chapter the AST;\ti standards for alkalies in cement and fly
ash were discussed in terms of the results of this test program. The alkali contents
of the materials were related to the behavior of the test specimens without regard to
the proportion of each alkali- bearing material used in the mortar or the combinations
of alkali- bearing materials in the mixture.

78
~.3
c.n ~ 0 0 ..,. :! .2
!;( z 0 iii
ALL MIXTURES CONTAINING HIGHLY REACT. AGGREGATE 8-1.67% AV. ALK. ASH
1.03%ALK. CEMENT
~.1+-~~----------------~--~------------t X w
0+--------r-------,--------r-------,-------~ 0 10 20 30 40 50
VOLUME PERCENTAGE OF' CEMENT REPLACED BY FLY ASH
Figure 5.10 Effect of the alkali content of cement
The current practice in Denmark and West Germany11 involves limiting
the weight of total alkalies per unit volume of concrete, based on the reactivity of
the aggregate. The quantity of alkalies in the concrete is considered to be a function
of the alkali content of the cement and the cement content of the concrete. Neither
the presence of mineral admixtures nor the effect of their alkalies are addressed in
this method.
To determine the effect of alkalies from fly ash and water, as well as cement,
the combined weight of the total alkalies in the cement and water and the available
alkalies in the fly ash has been calculated for each batch of mortar prepared for this
program. The contributions of alkalies from the tap water and distilled water used
in this program were negligible. Figure 5.11 contains a series of graphs comparing
the weight of alkalies per unit volume of mortar to expansions.
These graphs reveal that mixtures containing similar quantities of alkalies
did not experience similar degrees of expansions. Since each of these mixtures would
have contained different proportions of alkalies from the cement, water, and fly
ash, the results indicate that the alkalies from each source vary in their effects on

Figure 5.11
Mixtures Coc.:o'"'og •~oderoteiy Reactive Aggregate
0
c 00
0 c 0 0
0 ~" '\>e fi,rP<:f'" 0~----~~~~----~------~----~----~
0 10 15 20
A:...i<Aw CONTENT, lb/cu.yd .
. 3 ~----~M~i~<~tu~r~e~•~C~o~n~t~o~in~i~n~g--H~ig~h~ly~R_e_o_c_ti_v~e-A_g~g~r-e~g~o-te ______ _,
....
.... 2 z 0 in
~ x·' w
0
" 0
0
0 Q
0
0 0 00 c
0
0 0
dllo 0 0
\0 15 20
ALKALI CONTENT, lb/cu.yd.
0
0
0
25 )0
·3 T" _________ M __ i•_tu_r_e_• __ C_o_n_to_i_n_in~g~C-o_n_tr_o_I_A~g~g~r~e~g~o-te~--------,
,4 ~
,_ .... 2
5 in z ~.1 i:'i
" "
c 0
Q
0 "
"c ali"
0 00
" 0
0 " 0
0 0
0 0 0
co
0
" o+---------~----------~--------,---------~ 0 \0 " 20
A'-KAL! CONTENT. lb/cu.yd.
79
Expansions vs. quantity of alkalies provided to mortar by cement and fly ash

80
expansions. Attempts to derive some sort of relationship between the relative effects
of the alkalies from each source needs to be studied further.
Several factors complicate this relationship. As the amount of fly ash in a
mixture increases, the effect of the alkali contributed by the fly ash is increasingly
offset by the ability of the fly ash to produce C-S-H which can incorporate alkalies
into its structure. Another factor is the pessimum propor- tions of the aggregates.
As the alkali content fluctuates, the pessimum proportion, likewise varies. Thus,
increases in the alkali content of the concrete could, in some instances, result in
decreases in expansion. Another factor is the degree of availability of the alkalies
derived from each source. Soluble and insoluble alkalies in cement may not be equally
effective. Alkalies present in cement may not be equally active in comparison to
alkalies contained in fly ash. Other factors, such as the fineness of the materials and
the quantity of CaO in the lly ash, may have a bearing on these results.
It is interesting to note that the maximum expansions occurred in mixtures
containing from roughly 7 to 1.5 pounds of alkalies per cubic yard of mortar, or from
4.2 to 8.9 kgjm3 . This range appears to encompass the pessimum limit of alkalies for
these aggregates. Studies in Europe and Australia12 have indicated that damaging
expansions in concrete are likely to occur when alkalies are present in amounts
greater than 4 kgfm3 . This relates well to the results presented in Figure .5.11, even
though the quantities of alkalies shown in the figure are the combined totals from
the cement, fly ash, and water.
Alkalies are not the only constituents of cement which participate in reac
tions with siliceous aggregates. Ca(OH)2 has been found to contribute to alkali-silica
reaction by providing hydroxide ions, which break silicon- oxygen bonds in siliceous
aggregates. The amount of Ca(OH)z produced during cement hydration is depen
dent on the amounts of G2S and C3 S present in the cement. The reaction of C3S with
water produces three times more Ca( OH)z than is produced by an equal amount of
c2s. It follows that high c2s cement is preferable for use with reactive aggregates.
Table 5.1 shows the C2 S and C3 S contents of the Type I cements used in
this project and the relative amounts of Ca(OHh produced by equivalent amounts
of each cement. The three Type I cements with the lowest total alkali contents
contained more c3s and less c2s than the typical cements listed, suggesting that

81
these cements might be more deleterious than other cements of equal alkali contents.
The very high alkali cement, on the other hand, contained a smaller quantity of
C3 S, but more C2S, than the typical cements. The actual effect of the C2S and
C3S contents of these cements cannot be determined since cements of equal alkali
contents would have to be compared.
Table 5.1 C2S and C3S contents of cements used in test program
Alkali
'
c2s c3s I Relative Content, Content, Content, Amount of percent percent percent Ca(OH)2
Produced
1.03 21.43 47.95 1.00 0.,66 13.68 56.86 1.11 0.50 15.57 .58.31
I 1.16
0.43 I
61.14 1.18 I 11.54
Typical Cement Reported by 25.00 50.00 1.06
Mindess & Young4
Reported by
I 16.60 54.10 1.08
Neville29
5.4.5 Percentage of Cement Replaced with Fly Ash. Two additional per
centages of cement replacement were studied in this portion of the program. Mix
tures containing fly ash as a replacement, by volume, for 26 percent and 62.5 percent
of the cement, were found to have several trends and were noted in the initial phase
of the program.
Mixtures containing Type B fly ash at a 17.5 percent replacement level
were typically much more expansive than corresponding mixtures containing no fly
ash or fly ash at a 34.3 percent replacement level. A replacement level of 26 percent
was studied to observe the trend of expansions for replacements between 17.5 and
34.3 percent. The results, which were presented in Figure 4.19 revealed the 26 to
be comparable to the 34.3 percent replacement level in effectiveness. Subsequent
increases in replacement beyond 34.3 percent had much less effect on expansions.

82
Based on these results, it appears that increasing the percentage of replacement as
little as 10 percent beyond the pessimum value is sufficient to obtain satisfactory
results. Increasing the proportion of fly ash beyond this level provides diminishing
benefits.
Of the four groups of mixtures studied in this part of the program, one
exhibited the trend of slightly greater expansions with 4.5 percent replacement than
with 34.3 percent replacement. At 180-days exposure testing, the results shown in
Figure 4.19, indicated that this group of mixtures containing moderately reactive
aggregates and high alkali cement, along with another group of mixtures containing
the same aggregate and low alkali cement, experienced increased expansions with
62 .. 5 percent replacement. The amount of the increase however, was not significant
enough to warrant concern about a second pessimum proportion of replacement.
Moreover, as observed in Figure 4.19, these increased expansions were completely
negligible after 1440 days exposure testing. Based on theses results, a limit on the
maximum amount of cement replaced by fly ash would not be necessary.
The replacement level of 17.5 percent was also a pessimum value for mix
tures containing two of the three Type B fly ashes, which had alkali contents at or
below 2.3.5 percent. As seen in Figure .5.12, increasing the proportion of replace
ment to 34.3 percent reduced expansions below those of the corresponding mixtures
without fly ash.
5.4.6 Replacement of a Portion of Aggregate with Fly Ash. In an attempt
to achieve a very high amount of alkalies in a mortar mixture, an amount of aggregate
equal to 30 percent of the volume of cement was replaced by fly ash in four Phase II
mixtures. This not only provided an increased amount of alkalies to each mixture,
but also reduced the amount of silica, greatly increasing the alkali to silica ratios of
these mixtures.
These mixtures can be compared to four similar Phase I mixtures in which
28 percent of the cement, by weight, was replaced by the same fly ash. In three of four
cases, the mixture in which the aggregate was replaced was much more expansive
than the corresponding mixture in which the cement was replaced. In the other
instance, the mixture in which the aggregate was replaced expanded much less.

.4....----------------~
~.3
~ 0
~ :!.z ~
6
All MIXTURES CONTAINING HIGHLY REACT. AGGREGATE
jjj ~ !--A~S~T~M~18~~~D~A~V~L~IM~IT~--------------------------t a. .1 X LIJ
0.43% ALK. CEMENT 0.43% All<. CEMENT 0.43% ALK. CEMENT B-2.35% AV. ALK. ASH B-2.04%AV.~H - _}1.67%AV.ALK.ASH ~ J
o+------T------~----~-----~---~ 0 10 20 JO 40 :so
VOLUME PERCENTAGE Of CElAENT REPLACED BY FLY ASH
(a)
.4T-----------------------------------------~
~.J
IIi ~ 0
~ :! .2
~ z Q (11
All MIXTI IRES CONTAINING HIGHLY REACT. AGGREGATE
0.66% ALK. CEMENT B-2.35% AV. ALK. ASH
0.66% ALK. CEMENT B-1.67'YoAV. AlK. ASH
~-~~~~--~--~~---=--~~--~~------~ ~
0+-------~------~--------r-------~-------~ 0 10 20 JO 40 50
VOLUME PERCENTAGE OF CElAENT REPLACED BY fLY ASH
(b)
83
Figure 5.12 Pessimum effect of several Type B fly ashes at a 17.5 percent replacement level

To gain insight into the behavior of these mixtures, knowledge of the alkali
silica ratios of these rpcixtures would be needed. The exact ratio for each mixture
could not be determined due to several factors:
1. the exact quantity of silica in the aggregates was not known,
2. the relative effect of the alkalies provided by the cement and fly ash could
not be compared, and
3. the effect of the fly ash on the incorporation of alkalies into the structure
of the C-S-H could not be determined.
The relative ratios of alkalies to silica could, however, be estimated for
mixtures containing the same aggregate.
The mixture in which cement was replaced with the low alkali Type B fly
ash would have the lowest quantity of alkalies and the greatest quantity of silica,
resulting in the lowest alkali-silica ratio. Because the alkalies in fly ash do not
appear to be equal in reactivity to those found in cement, and since only 28 percent
of the cement, by weight, was replaced in these mixtures, it can be assumed that the
alkali-silica ratios of these mixtures were increased only slightly by the use of the
high alkali, rather than low alkali Type B fly ash. A much greater increase in the
alkali-silica ratio was likely to be afforded by the replacement of 30 percent of the
aggregate with the low alkali Type ll fly ash. The largest ratio would result from
replacing the aggregate with the high alkali Type B fly ash.
Figure .5.13 shows the expansions for mixtures containing the same ag
gregate in order of the estimated alkali-silica ratios. For the mixtures containing
moderately reactive aggregate, expansions increased the higher the alkali-silica ratio
except for the mixture having the highest ratio, which experienced the smallest ex
pansion. This seems to indicate that the second highest alkali-silica ratio was near
the pessimum value. Increasing or decreasing the alkali-silica ratio from this value
would result in smaller expansions.
For mixtures containing the control aggregate, expansions remained con
stant or increased as the alkali-silica ratio increased. The pessimum alkali- silica ratio
for this aggregate was apparently higher than the ratios of any of these mixtures.

Figure 5.13
~r---------------------------------------~
M
IIi ~ .2
~ :! .15
~ z 0 iii .1
~ i'l.os
All MIXTURES CONTAINING UOO. REACT. AGGREGATE 0.43% ALK. CEMENT
AOOAEGATI: REPLACED BY 30%·B-1.67'll. AV. ALK. ASH, BY WT.Of' CEMENT
AGGREGATE REPlACED BY 30%·9·4.35% AV. ALK. ASH, BYWT.Of' CEMENT
INCREASING RATIO Of AU<AUES TO SILICA
(a)
~r---------------------------------------~
M
~ .24
0 .,. :! .111
~ z ~ .12
~ i'l.oe
All MIXTURES CONTAINING CONTROL AGGREGATE 0.43% AU<. CEMENT
CEMENT REPlACED BY 28%-B-4.35% AV. ALK. ASH, BY WT.
INCREASING RATIO Of AlKALIES TO SIUCA
(b)
85
Influence of the ratio of alkalies to silica in mortar bars on expansions

86
From these results it can be seen that replacing 30 percent of an aggregate,
by weight, with fly ash could aggravate alkali-silica reaction by adversely affecting the
ratio of alkalies to silica in the concrete. This would particularly be true in mixtures
containing highly-reactive aggregates and low alkali cements. In these cases, the
alkali-silica ratio could be boosted from a safe to a deleterious level. On the other
hand, expansion could be reduced if the alkali-silica ratio was raised sufficiently
beyond the pessimum value.
This portion of the study highlights the critical nature of the ratio of
alkalies to silica in concrete, which is reflected in the ratio of cement to aggregate
used. The standard ratio of cement to aggregate of 1:2.2.5 by weight specified in
AST~.'I C 227, allows valid comparisons to be made between results obtained from
any performance of this test. However, this standard ratio may not accurately
represent the proportions of materials used in the field, meaning results from the
mortar bar test may not be indicative of the behavior of concrete in the field .
.5.4. 7 Effect of Fineness and Preblending of Type IP Cement. As mentioned
Ill the discussion of the Phase I results, the Type IP cement used in this project
proved to be much more effective in inhibiting expansions than the other cement-fly
ash combinations tested. Two mixtures were made in this part of the project using
the same cement and fly ash used to produce the Type IP cement. The intent was to
determine if the materials used in the Type IP cement, or its fineness or preblending
were responsible for its superior performance.
The superior performance of the Type IP cement was shown in Figure
.1.21. Two mixtures containing the cement and fly ash used in the IP cement were
prepared during Phase II. The cement and fly ash used in one mixture were me
chanically blended before hatching to simulate the blending received by the Type
IP cement during the grinding of the fly ash and clinker. The results shown in Fig
ure 4.21 indicate that the Type IP cement was more effective than the cement-fly
ash mixturE's. The two Cf'ment-fly ash mixturE's behaved similarly, indicating that
additional preblending of the cement and fly ash such as that received by the Type
IP cement had no effect on its performance. Since both cement-fly ash mixtures
expanded more than the Type IP mixtures, the increased fineness of the fly ash in

87
Type IP cement, due to fly ash-clinker intergrinding, appears to be the factor en
hancing its effectiveness in inhibiting expansions. This was investigated in Phase III
of this project and will be discussed later.
5.4.8 Effect of Silica Fume. Silica fume has been used successfully in a
number of cases as an inhibitor of alkali-silica reaction in concrete. One silica fume
was used as a partial replacement for cement in 15 Phase II mixtures.
Complete information on the composition of this silica fume was not re
ceived. The data provided by the producer was only sufficient to determine that
this silica fume could have belonged in five of the seven categories of silica fume
presented in Table 2.2. Obtaining detailed information on the composition of sil
ica fume is important, as some contain a substantial amount of alkalies or possess
unusual characteristics such as those described in Table 2.3.
In each mixture tested, the silica fume reduced expansions to a greater
degree than any of the fly ashes tested, and far below the ASTM limits of expansion.
The beneficial effect of the silica fume was particularly noticeable in the mixtures
containing the control aggregate and high alkali cement, as shown in Figure 5.14 .
. 4~----------------------------------------~
M.3 vi
~ 0 ... ~ .2
~ z 0 iii
ALL MIXTURES CONTAINING CONTROL AGGREGATE 0.66"/o ALK. CEMENT
~.1+---------~------~~~--------------~ X w
SILICA FUME
0~--~--~:===~~==~~~ 0 10 20 JO 40 so VOLU .. E PERCENTAGE Of' CE.,ENT REPLACED BY .. IN. AD .. IXTURE
Figure 5.14 Comparison of silica fume and fly ash as a partial replacement for cement

88
Other studies4·5 have shown that the replacement of as little as 7 percent
of cement with silica fume is sufficient to inhibit deleterious expansions. Since the
use of silica fume at a 17.5 percent replacement level allowed almost no expansions
of any magnitude, it is possible that the use of a smaller proportion of silica fume
with these materials \\:ould have produced satisfactory results, as well.
The use of silica fume in this program may, in fact, have been too suc
cessful as a majority of the mixtures experienced net shrinkages at 180 days of as
much as 0.022 percent as shown in Figure .5.15. Although no correlation between
mortar bar shrinkage and damage to structures has been developed, it is conceivable
that shrinkage of this magnitude could be indicative of the potential for damage to
structures resnlti ng from subsequent contraction and cracking of members .
. 06.---------------------, ASTM 90-DA Y LIMIT
NONREACTIVE AGGREGATE 0.66% ALK. CEMENT 17.5% SILICA FUME, BY VOL
CONTROL REACT. AGGREGATE 0.43% ALK. CEMENT 34% SILICA FUME, BY VOL.
HIGHLY REACT. AGGREGATE 0.43% ALK. CEMENT 34'fo SILICA FUME, BY VOL
-.04 +-------,.--------...--------1 0 1000
TIME, days
Figure 5.15 Shrinkage of mixtures containing silica fume
Another area of concern in this study was the high water demand of mix
tures containing silica fume. The water to binder (cement plus mineral admixtures)
ratio for mixtures containing silica fume ranged from 0.53 to 1.07. The amount of
water required for silica fume mixtures could be reduced by using the least amount
of silica fume required to control expansions and by using superplasticizers.

89
5.5 Phase III Results
As discussed in section 5.4. 7, the superior performance of Type IP cement
was believed to be a consequence of the increased fineness of both fly ash and cement
as a result of the clinker-fly ash intergrinding during the Type IP manufacturing
process. However, the test results of this Phase failed to substantiate the claim that
the finer the fly ash, the more effective it is in reducing alkali-aggregate reaction
related expansions for three out of the four fly ashes tested.
The test results for the B-0.96% av. alk. fly ash were illustrated in Figure
4.23. This figure showed that expansions increased as the 325S increased, regardless
of the amount of cement replaced; i.e., the finer the fly ash, the more effective it is
in reducing alkali-aggregate reaction related expansions.
0.96,; AV.ALK. FlY ASH MIXTURES .4~--------~~~~-----------------------.
~.J vi ~ 0 0 N f-.. .2 !;( Ill z 0 iii ~ .1 Q. X w
0~--------~--------~---------.~------_, 0 10 20 .XI 40
CEMENT REPLACED BY WEIGHT, X
Figure 5.16 Effect of the amount of cement replaced by the fly ash containing 0.96 percent available alkalies on expansions
In Figure .5.16, these results are plotted in terms of the amount of cement
replaced by weight. During Phase I, fly ash from this same source exhibited a
"pessimum limit" in mixtures containing the 0.66 percent total alkalies cement. It is
not surprising then to see that this fly ash exhibits a "pessimum range", with its peak

90
also at about 15 percent fly ash replacement by weight, when combined with the 1.03
percent total alkalies cement. Moreover, regardless of the fineness level, the fly ash
replacement causes increases in expansions with respect to the mixture containing
no fly ash for both 15 and 28 percent replacement. It is only when 37 percent of the
cement weight is replaced by fly ash that the expansions are reduced below those
of the reference mixture. It is also clear from this graph, that the behavior of the
fly ash, in terms of the different fineness levels, become distinct only when replacing
cement at a rate uf 28 percent or more. I
Test results for the second fly ash tested were presented in Figure 4.24.
No correlation was found from this data between expansions and fineness of fly ash.
While the finer fly ash caused the greater expansions when replacing 15 percent of
the cement weight, it caused the smaller expansions at a 37 percent replacement
rate, and an intermediate expansion at a 28 percent replacement rate. Only at 37
percent replacement rates did the expansions consistently decreased by an increase
in fineness. Figure 5.17 shows these test results in terms of the amount of cement
being replaced. A "pessimum range" is also observed for this fly ash. In this case,
the "pessimum limit" lies at about 28 percent fly ash replacement.
Figure 5.17
.36 N
vi ~ 0
.27 0 N I'-
!;( (/) .18 z 0 Vi
~ x·09 w
1.90~ AI/.N.J<.. FLY ASH MIXTURES
o+---------~--------~--------~--------4 0 10 20 JO
CEMENT REPLACED BY WEIGHT, % 40
Effect of the amount of cement replaced by the fly ash containing 1.90 percent available alkalies on expansions

91
The third fly ash, B-3. 73% av. alk., exhibited similar trends as the second
fly ash but at higher expansion levels, as illustrated in Figure 4.25. Again, only at
a 37 percent replacement rate was it observed that the finer the fly ash, the smaller
the mortar bar expansions. Figure 5.18 shows that all of the fly ash percentage of
replacement resulted in increased expansions with respect to the reference mixture
containing no fly ash.
3.7J% AV.AJJ<. FLY ASH MIXTURES .45 -r----------------------,
If)
~ 0
.27 0 N ,._.
~ Vl .18 z 0 i7i :l ~ .09 w
o+---------~--------~--------~------~ 0 10 20 30 40
CEMENT REPLACED BY WEIGHT. "
Figure 5.18 Effect of the amount of cement replaced by the fly ash containing 3. 73 percent available alkalies on expansions
Finally, the B-4.35% av.alk. fly ash test results, which were presented
in Figure 4.26, also show inconsistencies between fineness level and degree of ex
pansions. Only the 28 percent replacement rate showed reduced expansions as the
fineness of the fly ash was increased. Figure 5.19 shows that for this case a "pessimum
limit" occurs at about 28 percent fly ash replacement.
In light of these results, the assumptions presented in section 2.3.4 per
taining to the effect that fly ash fineness might have on alkali-aggregate reaction
were reviewed. In the first place, the literature reports that " ... the resultant devi
ation of the values was less than 3 percent for specified ranges of a maximum of
12 percent LOI and a maximum of 20 percent 325S" for properties such as water

92
~
~ 0
0 N
.3
"'.2 ~ VJ z 0 Ui ~-1 11. X w
4.357. AV.AJ.J<. FLY ASH MIXTURES
o+---------,----------r--------~----------1 0 10 20 30
CEMENT RU'LACED BY WEIGHT, 7.
Figure 5.19 Effect of the amount of cement replaced by the fly ash containing 4.35 percent available alkalies on expansions
requirement. The fly ash tested in this Phase had an original fineness of less than 20
percent 325S which could partially explain the differences in results and, therefore,
the inconsistencies observed.
On the other hand, while it is true that a finer fly ash reacts more rapidly
and more thoroughly possibly enhancing the beneficial effects of the pozzolanic re
action, it is also true that a finer fly a.sh possibly releases alkalies in a. faster, more
complete manner. In the case of a Type IP cement, in which the cement and fly ash
have a low content of alkalies, 0.50 and 0.31 percent, respectively, the effect of a more
rapid release of these low alkali content was probably outweighed by the beneficial
effects of the increased pozzolanic reaction. In the case of the mixtures tested in this
Phase of the study, the cement had a very high content of alkalies of 1.03 percent,
and the fly ashes, all Type B, had alkali contents of as much as 4.35 percent. The
effect of these alkalies probably outweigh any possible beneficial effect coming from
the pozzolanic reaction.

CHAPTER 6 SU~1MARY, CONCLUSIONS, AND RECOMMENDATIONS
6.1 Summary
The objective of this study was to determine the influences of the con
stituents of portland cement, aggregates, and mineral admixtures on alkali- silica
reaction.
This testing program has included:
• 3 natural aggregates and Pyrex glass (control),
• 3 Type I and 1 Type IP cements,
• 4 Type A and 5 Type B fly ashes,
• Tap and Distilled (low pH) Water, and
• 1 Silica Fume.
ASTM C 227 was the primary guideline for the evaluation and comparison
of these materials, most of which are available for use in highway projects in the
state of Texas.
The results of this testing program demonstrated that:
1. each of the natural aggregates studied can be used safely in concrete with
out mineral admixtures, if the cement is chosen carefully with respect to
alkali content,
2. each of the cements tested can be used in concrete with any of the aggre
gates tested, if a suitable mineral admixture is used as a partial replace
ment for cement in the proper proportion,
3. the silica fume and seven of the nine fly ashes tested reduced expansions
significantly when used in proper proportions as partial replacements for
cement, and
.. L fineness of Type B fly ash does not affect significantly its effectiveness in
reducing alkali-aggregate related mortar bar expansions.
93

94
6.2 Conclusions
Of the conclusions drawn from the 90-day results of the first phase of this
study53 , the following were found to be valid on the basis of the 1440-day test results
described herein:
1. The 0.6 percent limit set up by ASTM C 150 for the alkali content of
cement cannot be used as the only measure to prevent damage to concrete
due to alkali- aggregate reaction.
2. The main variable affecting alkali- aggregate reaction in concrete contain
ing no fly ash is the amount of alkalies contained in the cement.
3. The degree of alkali-aggregate reactivity of concrete mixtures increases
when the alkali content of the cement increases.
4. The replacement of a portion of cement with fly ash is an effective measure
to reduce the expansion in concrete due to alkali-aggregate reaction.
5. The available alkalies contained in the fly ash do participate in the alkali
aggregate reaction in concrete, regardless of fly ash type.
6. Whe!} the available alkali content of fly ash is less than 1.7 percent, its
beneficial effect in preventing expansion due to alkali-aggregate reaction
increases as the percentage of cement replaced increases, regardless of fly
ash type. Consideration must be given to other factors such as proportions.
7. As the available alkali content of fly ash increases, there is a minimum
percentage of cement replaced below which the fly ash causes expansions
larger than those of a mixture without fly ash, and above which the fly
ash causes smaller expansions. This minimum is known as the pessimum
limit.
8. For fly ash mixtures which exhibit a pessimum limit, the lower the available
alkali content of the cement the higher the pessimum limit, and vice-versa.
9. Minimum percentage of replacement, rather than the 1.5 percent maxi
mum available content specified by both ASTM and TSDHPT, is the fac
tor defining the effectiveness of fly ash replacement to prevent deleterious
expansions in concrete due to alkali-aggregate reaction.

9.5
10. The minimum period of time to conduct the ASTM C 227 to provide
accurate information is 90 days.
From the results of Phase I updated through 1440 days and the 1440-day
results obtained from the second phase of the program, these additional conclusions
haw~ been drawn:
1. The ASTM 90-day expansion limit for mortar bars of 0.05 percent has
merit as a quick and conservative guideline, possessing just a slight risk of
overlooking deleterious material combinations.
2. The limit of 0.60 percent total alkalies in cement used with reactive ag
gregates stated in ASTM C 1.50 is not reliable, as it is too low in some
circumstances and too high in others.
3. Substituting a less reactive aggregate for one that is more reactive may
cause greater, rather than smaller expansions. The concrete designer
should not only consider the properties of each material used in concrete,
but also how the materials will respond when used in combination.
-!. The recommended limit of 1.5 percent available alkalies in fly ash used
with reactive cement-aggregate combinations stated in ASTM C 618 does
not accurately reflect the behavior of fly ash with respect to alkali-silica
reaction. The calcium content of a fly ash and the percentage of cement
replaced by that fly ash, as well as its available alkali content, influence its
behavior.
.). The ratio of alkalies to silica in concrete seems to play a critical role in the
degree of expansion of concrete due to alkali-silica reaction. The ratio of
cement to aggregates, by weight, specified in ASTM C 227 for mortar bars
could lead to misleading test results if different proportions of cement and
aggregate are used in the field.
6. The calculation of the total quantity of alkalies per unit volume of concrete
is not a useful and realiable tool for use in concrete containing fly ash, since
the alkalies contained in cement and fly ash are not equally reactive and
the proportion of fly ash used influences the magnitude of expansions.

96
7. The greater fineness and dispersion of the fly ash in Type IP cement and
not the additional blending of the cement and fly ash, appears to be the
factor enhancing its inhibiting effect on alkali-silica reactions.
8. The silica fume tested in this program was more effective in inhibiting
expansions than any of the fly ashes which were tested.
Test results from Phase III lead to the conclusion that there is not a
consistent correlation between the variability of Type B fly ash fineness, within
the ASTM limits, and mortar bar expansions. Hence, conclusion seven of Phase
II remains to be substantiated by experimental data. Test results from Phase III
confirmed the existence of a "pessimum range" of values for Type B fly ashes, when
combined with reactive aggregates and high alkali cements.
As a result of this study, the following guidelines are recommended for
the selection of materials and their proportions in order to ensure a reduction in
potential alkali-aggregate reaction.
1. If the fly ash is a TSD HPT Type A fly ash containing less than 1. 7 percent
available alkalies and less than 10 percent CaO, it can be used at any
cement replacement level in cement.
2. For all other fly ashes, the fly ash should not be used in concrete at cement
replacement levels of less than 25 percent by volume. Preferably, ASTM
C 227 mortar bar expansion tests should be conducted using the proposed
materials and proportion for a job in order to determine the adequacy of
the 25 percent minimum replacement lower limit.
6.3 Recommendations for Future Research
Alkali-silica reaction is a complex, challenging problem facing concrete
designers. This report has addressed several of the topics related to this phenomenon.
Related topics which would be of interest for further study are presented below.
1. To address the concerns of many researchers regarding the validity of
ASTM C 227, further tests involving mortar bars and larger specimens
should be conducted. The results obtained should be compared with the
results obtained from full scale specimens in the field.

97
2. Many proposed tests for the determination of the alkali-silica reaction po
tential require much less time to conduct than ASTM C 227. Studies to
determine if any of these tests are valid and easily adaptable to general
usage are needed.
3. Guidelines regulating the alkali contents of Type I cement and fly ash
used in concrete containing reactive aggregates are not effective. Further
research could include the development of improved methods of determin
ing the reactivity of alkalies in these materials. Improved guidelines should
also take into account the proportions of these materials used and the ef
fects of other constituents besides alkalies.
4. Currently there are no guidelines regulating the use of Type IP cement or
silica fume. Guidelines similar to those for type I cement or fly ash need
to be developed and tested .
. s. No guidelines have been established to regulate the quality of water used in
concrete. Additional research into the deleterious effect of high pH mixing
water on alkali-silica reaction is needed to determine if a limit on pH is
necessary.
6. To understand the effects of alkalies added to fly ash by chemical pre
cipitating agents, further investigation will be necessary to determine the
quantity of alkalies added and their reactivity, and the effect of the method
of applying such agents.
'. Further test are necessary to explain the superior performance of Type IP
cement and to determine wether the fineness of Type A fly ashes affects
differently the alkali-aggregate reaction expansions as compared to the
Type B fly ashes.


REFERENCES
1. Stanton, Thomas E., "Expansion of Concrete Through Reaction Between
Cement and Aggregate", Proceedings of the American Society of
Civil Engineers, Vol. 66, No. 10 , December 1940, pp 1781-1811.
2. American Society for Testing and Materials, 1987 Annual Book of
Standards, ASTM, Philadelphia, Pennsylvania, 1987.
3. Berry, E.E. and Malhotra, V.M. "Fly Ash for Use in Concrete -A Critical
Review", ACI Journal, March-April, 1980, pp .59-73.
4. Mindess, S., and Young, J.F. Concrete, Prentice-Hall, Inc., Englewood
Cliffs, New Jersey, 1981, 671 pp.
5. Davis, Raymond E., "A Review of Pozzolanic Materials and Their Use in
Concrete", in Symposium on Pozzolanic Materials in Mortars and
Concretes, ASTM STP 99, 1950, pp 3-15.
6. Mehta, P. Kumar, "Pozzolanic and Cementitious Byproducts as Mineral
Admixtures for Concrete- A Critical Review", in Fly Ash, Silica Fume,
Slag & Other Mineral By-Products in Concrete, ASTM STP 79-1,
1983, pp 1-35.
7. Aitcin, Pierre-Claude, Pinsonneault, Phillippe, and Roy, Della M., "Phys
ical and Chemical Characterization of Condensed Silica Fumes", Ameri
can Ceramic Society Bulletin, Vol.63, No.12, 1984, pp 1487-1491.
8. Farbiarz, Josef, "Effectiveness of Fly Ash Replacement in the Reduction of
Damage Due to Alkali-Aggregate Reaction in Concrete", Master's The
sis, University of Texas at Austin, May 1986, 229 pp.
9. "An Investigation of the Pozzolanic Nature in Coal Ash," Engineering
News-Record, Vol. 24, 1914, pp 1334- 1335.
10. Lea, F. M., The Chemistry of Cement and Concrete, Third Edition,
Chemical Publishing Co., New York, 1971, 727 pp.
11. Davis, Raymond E., Carlson, Roy W., Kelly, J. W., and Davis, Harmer
E., "Properties of Cements and Concretes Containing Fly Ash," Journal
99

100
of the American Concrete Institute, Proceedings Vol. 33, May-June
1937, pp 577-612.
12. Stanton, T. E., "Studies of Use of Pozzolanas for Counteracting Excessive
Concrete Expansion Resulting from Reaction Between Aggregates and the
Alkalies in Cement," in Symposium on Pozzolanic Materials in Mor
tars and Concretes, ASTM STP 99, 1950, pp 178-203.
13. Pepper, Leonard, and Mather, Bryant, "Effectiveness of Mineral Admix
tures in Preventing Excessive Expansion of Concrete Due to Alkali-Silica
Reaction," Proceedings of the American Society for Testing Ma
terials, Vol. 59, 1959, pp 1178-1203.
14. Aitcin, Pierre-Claude, and Regourd, Micheline, "The Use of Condensed
Silica Fume to Control Alkali- Silica Reaction A Field Case Study," Ce
ment and Concrete Research, Vol. 15, 1985, pp 711-719.
15. Mehta, P.K., "Mineral Admixtures," in Concrete Admixtures Hand
book - Properties, Science and Technology, V. S. Ramachandran,
ed., Noyes Publications, Park Ridge, New Jersey, 1984.
16. Schuman, David C., Carrasquillo, Ram"n 1., and Farbiarz, Josef, State
Of-The-Art Report on the Mechanism of Alkali-Aggregate Re
action in Concrete Containing Fly Ash, Research Report 450-2, Re
search Study 3-9-85-450, Center for Transportation Research, The Univer
sity of Texas at Austin, 1988, 91 pp.
17. Diamond, Sidney, "A Review of Alkali-Silica Reaction and Expansion
Mechanisms, 1. Alkalies in Cements and in Concrete Pore Solutions,"
Cement and Concrete Research, Vol. 5, 1975, pp 329-346.
18. Powers, T. C., and, Steinour, H. H., ·'An Interpretation of Some Pub
lished Researches on the Alkali-Aggregate Reaction. Part 1 - The Chemi
cal Reactions and Mechanism of Expansion," Journal of the American
Concrete Institute, Proceedings Vol. 51, February 1955, pp 497-516.
19. Powers, T. C., and, Steinour, H. H., "An Interpretation of Some Pub
lished Researches on the Alkali-Aggregate Reaction.: Part 2- A Hypothesis
Concerning Safe and Unsafe Reactions with Reactive Silica in Concrete",

101
Journal of the American Concrete Institute, Proceedings Vol. .51,
April 19.5.5, pp 785-812.
20. Chatterji, S., "The Role of Ca(OH)2 in the Breakdown of Portland Ce
ment Concrete Due to Alkali- Silica Reaction," Cement and Concrete
Research, Vol. 9, 1979, pp 18.5-188.
21. Hansen, W. C., "Studies Relating to the Mechanism by Which the Alkali
Aggregate Reaction Produces Expansion in Concrete," Journal of the
American Concrete Institute, Proceedings Vol. 40, January 1944, pp
213-226.
22. .\1cGowan, J. K., and Vivian, H. E., "Studies on Cement-Aggregate Re
action XX. The Correlation Between Crack Development and Expansion
of Mortar," Australian Journal of Applied Science, Vol. 3, 19.52, pp
228-232.
23. Diamond, Sidney, "A Review of Alkali-Silica Reaction and Expansion
:\!Iechanisms, 2. Reactive Aggregates," Cement and Concrete Re
search, Vol. 6, 1976, pp 549-560.
24. American Society for Testing and Materials, 1987 Annual Book of
Standards, ASTM, Philadelphia, Pennsylvania, 1987.
2.5. Stanton, T. E., Reply to discussion of "Expansion of Concrete Through
Reaction Between Cement and Aggregate," Transactions of the Amer
ican Society of Civil Engineers, Vol. 107, 1942, pp 109-126.
26. Blanks, R. F., "Notes on the 'Effect of Alkalies in Portland Cement on
the Durability of Concrete,"' Proceedings of the American Society
of Testing Materials, Vol. 43, 1943, pp 199-220.
27. .:VIather, Bryant, "New Concern Over Alkali-Aggregate Reaction," Na
tional Sand and Gravel Association Circular No. 122. March 1975.
28. .\Iielenz, Richard C., "Chemical Tests for Alkali Reactivity of Concrete
Aggregates," in The Alkali- Aggregate Reaction in Concrete, Re
search Report 18- C, Highway Research Board, Washington, D. C., 1958,
pp 35-37.

102
29. Xeville, A. M., Properties of Concrete, Third Edition, Pitman Pub
lishing Ltd., London, 1981.
30. Stanton, Thomas E., "Expansion of Concrete Through Reaction Between
Cement and Aggregate," Proceedings of the American Society of
Civil Engineers, Vol. 66, ~o. 10, December 1940, pp 1781-1811.
31. Nixon, P.J., Collins,R.J., and Rayment, P.L., "The Concentration of Al
kalies by Moisture Migration in Concrete - A Factor Influencing Alkali
Aggregate Reaction," Cement and Concrete Research, Vol. 11, 1971,
pp 611-617.
32. U.S. Army Corps of Engineers, "Requirements for \Vater for Use in Mixing
or Curing Concrete," in Handbook for Concrete and Cement, CRD-C
400-63, Waterways Experiment Station, Vicksburg, f..iississippi, 1949.
33. Frohnsdorff, Geoffrey, Clifton, J. R., and Brown, P. W., "History and Sta
tus of Standards Relating to Alkalies in Hydraulic Cements," in Cement
Standards - Evolution and Trends, ASTM STP 663, 1978, pp 16-34.
34. Davis, Raymond E., Carlson, Roy W., Kelly, J. W., and Davis, Harmer
E., "Properties of Cements and Concretes Containing Fly Ash," Journal
of the American Concrete Institute, Proceedings Vol. 33, May-June
1937, pp .577-612.
3.5. Coal Ash Utilization -Fly Ash, Bottom Ash & Slag, S. Torrey, ed.,
Noyes Data Corp., Park Ridge, N.J., 1978.
36. American Concrete Institute Committee 226, Use of Fly Ash in Con
crete, draft of report, A.C.I., January 21, 1985.
37. Texas State Department of Highways and Public Transportation, "Depart
mental Materials Specification: D-9-8900 Fly Ash," September 1984.
38. Buck, Alan D., "Use of Pozzolanas for Control of Expansion Due to
Alkali-Silica Reaction," A.C.I. Symposium: Technology of Concrete
When Pozzolanas, Slags, and Chemical Admixtures Are Used,
198.5, pp 502- 512.

103
39. Gaze, M.E., and Nixon, P.J., "The Effect of PFA Upon Alkali-Aggregate
Reaction," Magazine of Concrete Research, Vol. 3.5, No. 122, March
1983, pp .55-58.
40. Dunstan, E.R., Jr., "The Effect of Fly Ash on Concrete Alkali- Aggregate
Reaction," Cement, Concrete, and Aggregates, Vol. 3, No. 2, ·winter
1981, pp 101-110.
41. Mehta, P.K., and Polivka, Milos, "Use of Highly Active Pozzolanas for
Reducing Expansion in Concretes Containing Reactiv~ Aggregates," in
Living with Marginal Aggregates, ASTM STP .597, 1976, pp 2.5-3.5.
42. ?vlehta, P.K., "Mineral Admixtures," in Concrete Admixtures Hand
book - Properties, Science and Technology, V. S. Ramachandran,
ed., Noyes Publications, Park Ridge, New Jersey, 1984.
43. Smith, Robert L., "The Alkali-Aggregate Reaction and Texas Fly Ashes,"
Texas Civil Engineer, Vol. .54, No. 5, May 1984, pp 18-21.
44. Malhotra, V.M., "Use of Mineral Admixtures for Specialized Concretes,"
Concrete International, Vol. 6, No. 4, April 1984, pp 19-24.
45. Helland, S., "Silica Fume in High Strength Concrete," Nordisk Betong,
No. 1-2, 1986, pp 92-95.
46. Sims, Ian, "Application of Standard Testing Procedures for Alkali Reac
tivity: Part I," Concrete, Vol. 15, No. 10, October 1981, pp 27-31.
47. Sims, Ian, "Application of Standard Testing Procedures for Alkali Reac
tivity: Part 2," Concrete, Vol. 15, No. 11, November 1981, pp 29-32.
48. Helmuth, Richard, Fly Ash in Cement and Concrete, Portland Ce
ment Association, Skokie, Illinois, 1987.
49. Flagan, R.C., "Ash Particle Formation in Pulverized Coal Combustion",
Paper No. 77-4, Spring Meeting of the Western States Section,
The Combustion Institute, Seattle, Washington, 1977.
50. Minnick, L. J., Webster, W. C., and Purdy, E. J., "Predictions of the
Effect of Fly Ash in Portland Cement Mortar and Concrete", Journal of
Materials, AST~vi, Vol. 6, No. 1, pp. 163-181. 1971.

104
.)1. Osbaeck, B., "The Influence of Air Content by Assessing the Pozzolanic
Activity of Fly Ash by Strength Testing", Cement and Concrete Re
search, Vol 15, pp 53-64, 198.5 .
. 52. Schuman, D.C., "Alkali-Silica Reaction in Concrete Containing Mineral
Admixtures", Thesis, University of Texas at Austin, Spring 1988.
53. Farbiarz, Josef, Carrasquillo, Ram"n L., Effectiveness of Fly Ash Re
placement in the Reduction of Damage due to Alkali-Aggregate
Reaction in Concrete, Research Report 450-1, Research Study 3-9-
85-4.50, Center for Transportation Research, The University of Texas at
Austin, 1986, 183 pp .
. )4. Heck, \Villiam .J ., "Study of Alkali-Silica Reactivity Tests to Improve Cor·
relation and Predictability for Aggregates," Cement, Concrete, and
Aggregates, Vol. .5, No. 1, Summer 1983, pp 47-.53.
55. Blanks, R. F., and Meissner, H. S., "The Expansion Test as a Measure
of Alkali-Aggregate Reaction," Journal of the American Concrete
Institute, Proceedings Vol. 42, 1946, pp .517-.539.
56. Mather, Bryant, "Physical Tests on Concrete and Mortar," in The Alkali
Aggregate Reaction in Concrete, Research Report 18-C, Highway Re
search Board, Washington, D. C .. 1958, pp 21-24 .
. 57. Stark, D.C., "Alkali-Silica Reactivity: Some Reconsiderations," Research
and Development Bulletin RD076.01 T, Portland Cement Associa
tion, 1981.
58. Oberholster, R.E., Van Aardt, J.H.P., and Brandt, M.P., ''Durability Af
fected by Reaction Between Constituents," in Structure and Perfor
mance of Cements, P. Barnesa. ed., Applied Science Publishers, London,
1983.
59. Asgeirsson, Haraldur, "Silica Fume in Cement and Silane for Counteracting
of Alkali-Silica Reactions in Iceland," Cement and Concrete Research,
Vol. 16, 1986, pp 423-428.
60. U.S. Bureau of Reclamation, Concrete Manual, Eighth Edition, Revised
Reprint, U. S. Department of the Interior, 1981.

10.5
61. Grattan-Bellew, P. E., "Re-evaluation of Standard Mortar Bar and Con
crete Prism Tests for Alkali-Aggregate Reactivity," Materiaux et Con
structions, Vol. 16, No. 94, pp 243-249.
62. Diamond, Sidney, "Rand D Needed to Stimulate Use of Fly Ash in Cement
and Concrete,'' in Research and Development Needs for Use of
Fly Ash in Cement and Concrete, EPRI CS-2616-SR, Electric Power
Research Institute, Palo Alto, California, September 1982, pp '1.34-4.44.
63. Bhatty, Muhammad S. Y., "Mechanism of Pozzolanic Reactions and Con
trol of Alkali-Aggregate Expansion, Cement, Cont'!rete, and Aggre
gates, Vol. 7, No. 2, Winter 1985, pp 69-77.
64. Frohnsdorff, Geoffrey, Clifton, J. R., and Brown, P. W., "History and Sta
tus of Standards Relating to Alkalies in Hydraulic Cements," in Cement
Standards - Evolution and Trends, ASTM STP 663, 1978, pp 16-34.
65. Hobbs, D.W., "Expansion of Concrete Due to Alkali- Silica Reaction,"
Journal of the Institution of Structural Engineers, Vol. 62A, No.
I, 1984, pp 26-34.


APPENDIX
Table A.1 Cement Properties
Cement Code ASTM Type I I IP I I
Chemical Constituents (by weight, in percent) Alkali Oxides: Na20 0.07 0.07 0.24 0.27 0.24
K20 0.54 0.90 0.40 1.16 0.44
Total Alkalies:
[ N a20 + 0.658 * I< 20] 0.43 0.66 0.50 1.03 0.53 Metal Oxides: CaO 64.41 63.54 53.58 62.51 65.15
Al203 5.50 5.92 8.46 6.02 5.31
Fe203 1.90 2.56 2.73 2.11 3.24
Si02 20.11 19.73 28.84 20.09 20.85
so3 3.01 2.97 3.06 3.65 2.77
MgO 1.31 1.25 1.10 2.36 1.04 Phase Analysis: C3S 61.14 56.86 n/a 47.95 58.31
c2s 11.54 13.68 n/a 21.43 15.57
C3A 11.35 11.35 n/a 12.37 8.58
C.:~AF 5.78 I 7.78 n/a 6.41 9.85
Physical Properties i
Specific Gravity: (assumed) 3.15 I 3.15 3.15 3.15 3.15 Specific Surface: (cm 2 fgr- Wagner) 1825 1750 3690 nfa 1900
107

108
Table A.2 Fly Ash Properties
Fly Ash Code TSDHPT Classification A A B B
Chemical Constituents (by weight, in percent) Available Alkalies: 1.38 0.57 4.35 1.67
[N a20 + 0.658 * K20] Oxides: Si02 60.82 46.33 32.64 34.63
AI20a 18.00 21.42 23.39 22.45
Fe20a 3.35 6.43 6.46 5.83
Si02 + AI20a + Fe20a 82.17 74.18 62.49 62.90 CaO 2.52 14.35 23.43 30.47 MgO 0.48 1.00 2.59 1.89
SO a 0.00 2.56 4.30 4.61
Physical Properties Specific Gravity: 1.86 2.46 2.71 2.63
Specific Surface: ( cm 2 jgr Blaine) 2877 3189 4560 3762
Percent Retained on #325 ( 44 micron) Sieve 46.70 9.00 14.32 18.00
Fly Ash Code TSDHPT Classification
Chemical Constituents A B B B A
Available Alkalies: 1.76 2.35 2.04 3.75 0.31
[Na20 + 0.658 * K20] Oxides: Si02 47.33 38.28 37.56 30.40 63.48
AI20a 24.44 21.48 19.76 21.68 19.10
Fe20a 5.56 5.77 4.39 4.47 2.89
Si02 +AhOa+Fe20a 77.33 65.53 61.71 56.55 85.47 CaO 4.24 24.41 27.57 28.35 9.22 MgO 0.39 1.71 2.05 5.60 1.88
SO a 0.08 4.25 4.57 4.29 0.25
Physical Properties Specific Gravity: 2.02 2.62 2.55 2.62 nfa Specific Surface: (cm 2 /gr- Blaine) 3095 3508 3642 3940 26.13
Percent Retained on #325 (44 microns) Sieve 46.70 9.00 14.32 18.00 35.70
Table A.3 Silica Fume Properties
Chemical Constitutents: (by weight, in percent)
SiOz 75- 98
c 2- 5 Other Constitutents not determined
Physical Properties: Specific Gravity: 2.3
(approximate)











![Fly Ash for Concrete[1]](https://img.pdfslide.net/doc/110x75/577d359c1a28ab3a6b90ec1c/fly-ash-for-concrete1.jpg)