Embed Size (px)
Citation preview

PART VIII
INDUSTRIAL AND ENVIRONMENTAL SAFETY
THE SECOND INTERNATIONAL CONGRESS «NON-FERROUS METALS – 2010», SEPTEMBER 2–4, 2010, KRASNOYARSK, RUSSIA

The Second International Congress «Non-Ferrous Metals – 2010», September 2–4, Krasnoyarsk, Russia• Contents•
PART VIII. INDUSTRIAL AND ENVIRONMENTAL SAFETY
On The Issue of Fluorination of The Natural Waters in The Baikal Region . . . . . . . . . . . . . . . . . . . 452N.I. Yanchenko, A.N. Baranov, V.L. Makukhin
Hydrometallurgical Processing of Gas Purification Waste Products. . . . . . . . . . . . . . . . . . . . . . . . . 456 of Copper-Nickel ProductionA.G. Kasikov, N.S. Areshina, I.E. Malts
Application of Filtering Materialsfor Purification of Gases and Filtration of Solutions . . . . . . . . . 462L.A. Filyanova, N.M. Sukhova
Basic Directions of Air Medium Protection at Lead and Zinc Productions . . . . . . . . . . . . . . . . . . . . 465M.F. Bogatyryov, A.M. Bogatyryov
Automation of Border MaSsif Stress State Estimate Process at Openpit Mines . . . . . . . . . . . . . . . 468in Autocad Medium.Limit Equilibrium Problem Solving in A Plane PositionN.I. Sartakov, V.К. Bushkov, А.N. Gurin, V.V. Nazima, I.L. Kharkhordin
Influence of Water Vapours On Emissions of The Metallurgical Enterprises . . . . . . . . . . . . . . . . . 475and Thermal Power Stations V.V. Mechev, O.A. Vlasov, P.V. Mechev

452
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
In Angara river area Irkutsk and Bratsk aluminum smelters are located. During 46 years of
their work they used more than 1 000 000 tons fluorides in terms of fluorine. We assume that all
the fluorine moves to Angara; it can result in some increasing of the existing low (relative to the
norms for the drinking water) concentration in the natural waters. For the estimation of local
contamination of the natural waters by fluorine mathematical model was suggested; as opposed
to AUND-86 (All-USSR normative document. – Polyakov V. D.), it takes into account transforma-
tion and relief of surroundings and estimates more objective the areas of local contamination
by fluorine.
In Shelekhov City Irkutsk aluminum smelter, built in 1962, is located. It has a current pro-
ductivity 375 000 tons of Al per year. In 1966 Bratsk aluminum smelter with the design produc-
tivity 840000–860000 tons was built; currently its productivity is around 1 million tons of Al per
year. It is known that during electrolytic aluminum production from alumina containing cryolite
melts aluminum fluoride consumption is approximately 40 kg of AlF3 per ton of Al. Therefore,
by the productivity 1.3 million tons of aluminum per year in the Baikal area (catchment basin
of Angara river) annually 35 000 tons of fluorides in terms of fluorine are spent. Conducted ap-
proximately calculations have shown that from the startup of aluminum smelters in the Baikal
area together with raw materials more than 1 million tons of fluorine in fluorides are thrown
out. Let us admit that from the Baikal Lake approximately 60 km 3 with the fluorine content
0.2 mg/dm 3 flow out (Angara flows out of the Baikal Lake). If 35 000 tons of fluorine enter this
water probably fluorine concentration in the water will be increased by 0.58 mg/dm 3 and sum-
mary fluorine concentration will be 0.78 mg/dm 3, what doesn’t exceed the prescribed norms
for drinking water. This approximately made calculation is made on the suggestion that all the
fluorine with thaw waters and atmospheric precipitations enters natural waters and Angara,
e. g. distributed into the Baikal area waters. However, in reality the danger of local contamina-
tion of the water sources by fluorine exists, and therefore it is important to consider the fluorine
distribution in the atmosphere, because hydrogen fluoride from the atmosphere is absorbed by
the natural water surfaces and enters with atmospheric precipitations.
Fluorine is an active chemical element, it doesn’t occur naturally in its pure form, com-
municates even with inert gases; it interacts practically with all chemical elements and it leads
to an abundance of its compounds. Fluorine enters the human organism in the composition of
fluorine containing compounds only in regions with high natural and anthropogenic contami-
nation, in other cases fluorine source is drinking water [1], nutritives. As shown in work [1],
available data about fluorides in literature are connected with fluorosis (fluorine excess) or
with caries (fluorine lack). Fluorine ions entry into plants, animals and people depend on its
containing in the air, water and soils. All natural waters contain fluorine ion [2], although its
concentrations are quite variable. It depends on fluoric minerals content in water-holding rocks,
their porosity and physicochemical water properties. In the work of L.M Yanovski 781 sources of
the Baikal region are explored and there is shown, that the population of taiga areas gets water
of considerably less mineralization and fluorides levels than that of steppes and forest-steppes.
Fluorine ion content in steppes opened waters is 0.8 ± 0.112 mg/dm 3, in taiga regions 0.3 ±
0.18 mg/dm 3 [2]. According to works [3, 4], fluorine ions content in Bratsk water storage is
around 0.24–0.36 mg/dm 3, in Angara river – 0.25 mg/dm 3, in the Baikal Lake it doesn’t ex-
ceed 0.3 mg/dm 3. Fluorine is the only ion, for which the ranges of MPC (maximum permissible
concentrations. – Polyakov V. D.) in drinking water (0.7–1.5 mg/dm 3) are determined. Drinking
water in Irkutsk City contains around 0.2 mg/dm 3. Thus, some part of the Baikal region popu-
lation lacks of fluorine entry with drinking water. Thereby, it is of interest to consider fluorine
anthropogenic entry with fluorine containing emissions of Baikal region smelters.
ON THE ISSUE OF FLUORINATION OF THE NATURAL WATERS IN THE BAIKAL REGION
N.I. Yanchenko1, A.N. Baranov1, V.L. Makukhin2
1 Irkutsk State Technological University, Irkutsk, Russia2 Limnological Institute of SO RAS, Irkutsk, Russia

453
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
Currently all conservancies, industrial enterprises and project/planning/design organiza-
tions appraise theoretical estimate of atmosphere contamination at state standard specification
technology (based on AUND-86) [6]. After they played a positive role at first parts of potential
estimate of environment contamination, they grew old from the viewpoint of today, because
they have some fundamental defects, which permit to accept received data sooner as qualitative,
than as quantitative ones [7]. This can be referred to defects: estimation symmetry at sectors
with selected step (it becomes apparent by contamination estimation from single source); ne-
glect of land climatic peculiarities and changing wind velocity vector, underlying surface char-
acteristics; atmosphere stratification regard inconsistency (the temperature stratification coef-
ficient is taken as one for too wide territories). Naturally, model must be useful for user (state
standard specification technology correspond to these requests), but the main thing is that the
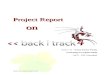
model must reflect explored phenomena correctly. In the work [8] result of HF emission with
regard of summation effect by AUND-86 technology is shown, by predictable HF emission capac-
ity in the case of the first part of Bratsk smelter modernization (fig. 1).
Fig. 1. HF emission capacity 1007.9 tons. HF distribution in atmosphere. Meaning in MPC [8]
For fluorides emission distribution modeling we have used numerical impurities distribu-
tion and transformation model. An area of square 60×40 km 2 and of height 2400 m above the
surface of Bratsk water storage. The calculation was done by following meanings of parameters.
Steps in time and distance were equal 5 min and 2 km correspondingly; a vertical step was speci-
fied in the following way: till the height of 400 m it was 50 m, till that of 600 m – 100 m, than 300,
500 and 1000 m. Anhydrous hydrogen fluoride emissions intensity is 1542 tons/year. Block of
chemical reactions, which were taken into account for numerical experiments, is shown in [9].
The data about wind direction and velocity were taken from the work [10].
According to the Bratsk regional hydrometeorological observatory data, during winter
months western winds are dominating, calm is often to be observed, as a rule, wind velocity is
not higher than 5 m/sec., which is connected with anticyclonical weather character. In spring the
southern and south-western winds reiteration grows, by remaining of western wind domination.
In summer, by dominating western wind, the reiteration of all other winds is almost even, except
on eastern wind, which is seldom noticed; wind velocity at all directions is small (1–5 m/sec.).
In autumn western winds reiteration grows again in comparison ddth summer period [10].
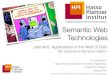
With help of the numerical model, that is described above, the calculation was made in the
chosen investigations area by different wind directions and velocities. In figure 2 distributions

454
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
of calculated anhydrous hydrogen fluoride surface concentrations in parts of MPC by in the
Bratsk area often reiterating south-western wind, which is conducive to the impurity transfer
citywards. Anhydrous hydrogen fluoride MPC is 0.005 mg/m 3.
Fig. 2. Isolines of calculated HF surface concentrations in the Bratsk smelter area,
measured by mkg/m 3, by western wind of 2 m/sec.
Source intensity is 1542 tons/year
Aluminum smelters’ emissions contain solid and fluid fluorides, which distribute in envi-
ronmental objects, including rain and snow precipitations, enter superficial and underground
waters etc. According to our 2008–2009 data, The content of water-soluble fluorine in rain pre-
cipitations in Padun of Bratsk City is 0.15–1.0 mg/dm 3, in snow ones – 0.3–0.6 mg/dm 3. By the
snow-chemical survey in march of 2010, within a radius of 40 km in east-north-eastern direc-
tion from Bratsk smelter, it is established/ascertained, that the water-soluble fluorine content in
snow water filtrate, is in range from 0.1 mg/dm 3 to 7.0 mg/dm 3 and this fluorine will partly
enter underground waters with thaw ones.
Thereby, Fluorine distribution according to the model AUND-86 happens in all directions
almost even, as getting further from smelters, without taking some regional features into ac-
count. The model proposed by us, which takes account of impurities transformation and relief,
shows that fluorine distribution is uneven and there is danger of local fluorine contamination.
Thus, fluorine compounds, contained in smelters’ emissions, distribute in rain precipita-
tions and snow cover, raise fluorine content in drinking water and probably improve the drink-
ing water quality by fluorine in some areas.
Practical recommendations to the smelters’ environmental services result from it, to tend
to such distribution of fluorine compounds in environment, which could not call its extreme
storage in some local areas.
The work is fulfilled by financial maintenance of the project 2.1.1./6448 of the Analytic
departmental task program «Development of higher school scientific potential (2009–2010)».
REFERENCES
1. Mobile forms of fluorine in ecosystems and endemic diseases/Dmytrenko G. E., Zhovin-
sky E.//The 31st International Geological Congress, Rio de Janeiro, Aug. 6–17, 2000. – Rio de
Janeiro: Geol. Surv. Braz., 2000. – P. 6014.

455
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
2. Yanovskii L. M. Biogeochemical backgrounds for fluorine intoxication manifestation of
the Baikal region population//Microelements in medicine. 2001. 2 (1). P. 42–48. (Rus.)
3. Grebenschikova V. I., Lustenberg E. E., Kitaev N. A., Lomonosov I. S. Geochemistry of
Baikal region environment (Baikal geoecological region). – Novosibirsk: Geo Publishing com-
pany, 2008, 234 p. (Rus.)
4. Hydrometeorological conditions of the USSR lakes and water storages. Bratsk water
storage/ed. by F. I. Belyh, V. A. Znamenskii. – Leningrad: Gidrometeoizdat, 1978, 166 p. (Rus.)
5. GN 2.1.5.2280–07 Maximum permissible concentrations of chemical substances in wa-
ter of water bodies for household and community water use. (Rus.)
6. Design procedure for concentration of harmful substances, contained in plants emis-
sions, in the atmospheric air: All-USSR normative document (AUND-86)/research manager.
M. E. Berlyand. Leningrad: Gidrometeoizdat, 1987. 93 p. (Rus.)
7. Arguchinceva A. V., Stashok O. V. City atmosphere antropogenic pollution assessment
(by example of Bratsk City)//Izvestia IGU (Irkutsk State University proceedings. – Polyak-ov V. D.). Series «Sciences about the Earth». 2009. 1, № 1. P. 25–34. (Rus.)
8. The report «Environmental assessment of technical development strategy of «RUSAL
Bratsk» Public Corporation». Report supervisors: A. V. Timoshkin, V. S. Burkat. Organization:
«RUSAL VAMI» Public Corporation, Saint-Petersburg, 2007. (Rus.)
9. Kerr J. A. Expert assessments of kinetic data for using them in atmospherical model-
ing investigations//Chemistry successes. 1990. 59, Issue 10. P. 1627–1653. (Rus.)
10. Bratsk City climate/edited by C. A. Shver, V. N. Babichenko. Leningrad: Gidrometeoiz-
dat, 1985. – 168 p. (Rus.)

456
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
In collecting and purifying of dust and gas in copper-nickel technology, the Severonikel
Combine (Kola MMC) is faced with the problem of accumulating middlings and wastes which,
if inadequately processed, damage the environment, represent a loss of valuable components,
and may handicap the basic operations.
The waste of pyrometallurgical processing of copper minerals here consist of various copper-
containing dusts, returned to the head of the process for recovery. In the case of highly dispersed
dust, trapped by electric filters, this arrangement can hardly be considered advantageous due to
the loss of valuable components and atmospheric contamination with heavy metals. The same
occurs when heavily acidic flue pulps and excess scrubbing sulphuric acid from water washing
are conveyed to dumps for neutralization.
Besides the sulphate ion, they contain osmium, rhenium, and selenium hazardous for the
environment. The latter also concentrates in slimes of the sulphuric acid shop, but primary se-
lenium concentrate is hard to dispose of due to instable chemical composition and trace noble
metals in the slime. So, by improving the existing processes for the middlings and gas-cleaning
wastes and developing some new ones the benefit of the enterprise may be twofold.
Our experiments were based on copper process dusts, scrubbing sulphuric acid solutions,
strong-acid flue-duct condensates from Severonikel Combine, and selenium slimes of the gas-
dust cleaning system of Severonikel and Pechenganikel Combines (Kola MMC). The material
composition is presented in tables 1–3.
The main regularities of leaching, sorbing, extracting and precipitating processes were in-
vestigated on model solutions of a certain composition.
The element contents in solutions and solid-phase middlings were determined by using
atom-emission, atom-absorption, and mass-spectrometry analyses. The phase composition was
determined by X-ray phase and mineralogical analyses.
Таble 1
Element contents in reverberatory process (RP) and copper stein converter (CSC) dusts of Severonikel Combine
Dust Element contents, mass %
Cutotal Cu (w. s.) Ni Fe Zn Pb Ag
CSC 21.1–31.7 18.6–24.6 0.40–0.70 1.5–4.5 0.33–0.50 0.41–0.58 0.009–0.012
RP 44.0–52.0 11.0–21.4 2.8–3.0 3.0–4.0 0.01–0.02 0.03–0.09 0.013–0.017
Таble 2
Element contents in selenium slimes of the gas-dust scrubbing system at Severonikel (SN) and Pechenganikel (PN) Combines
Slime Element contents, mass %
Se Cu Ni Fe Pb Тe Ag
SN 46.0 0.90 16.0 1.00 0.17 0.38 0.22
PN 12.5 0.90 8.5 3.75 25.6 1.25 0.65
HYDROMETALLURGICAL PROCESSING OF GAS PURIFICATION WASTE PRODUCTS
OF COPPER-NICKEL PRODUCTION
A.G. Kasikov1, N.S. Areshina1, I.E. Malts2
1 I.V. Tananaev Institute of Chemistry and Technology of Rare Elements
and Mineral Raw Materials KSC RAS, Apatity, Russia2 KOLA MMC JSC, Monchegorsk, Russia

457
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
Таble 3
Averaged chemical composition of scrubbing acid solutions (SA) and liquid phase of the flue-duct condensate pulp (CP)
Solution
Contents, g/l
H2SO4 Cu Ni Fe Se Cl –
Copper process SA 296 14.8 6.0 3.1 4.1 ⋅10–3 15.1
Nickel process SA 406 1.1 1.7 0.6 15.1 ⋅10–3 0.9
«Mixed» SA 420 6.8 12.0 4.0 5.6 ⋅10–3 1.0
СP of smoke exhauster 1590 3.2 0.28 0.44 4.6 ⋅10–3 Un/in
СP of flue 1313 0.48 1.92 0.36 24.0 ⋅10–3 0.01
СP of gas-mixing chamber 1026 0.65 2.7 1.0 33.0⋅10–3 0.3
Hydrometallurgical processing of fine dusts from the copper process
Nowadays, several works have been reported on hydrometallurgical processing of dusts
[1–4]. However, they cannot be expected to fit all technologies due to variability of both phase
and chemical compositions of copper-containing materials.
Tests have shown that converter dusts contain substantial amounts of water-soluble cop-
per, nickel and iron sulphates. The PR dusts differ from the former by higher copper contents,
with the water-soluble part (w. s.) not exceeding 20–40 %. Although the presence of impurities
rules out cost-effective manufacturing of individual target products, the content of elements
likely to affect the process is fairly low (Se<0.09 mass %, As<0.06 mass. %). This opens the pos-
sibility to obtain copper products in the cathode copper process.
Considering the phase composition of copper stein converter dusts, copper was passed to
solution through aqueous leaching under mechanical hashing in an assigned temperature re-
gime and a liquid: solid phase ratio of S:L=1:(3–4), which was selected specially to preclude the
emergence of copper sulphate crystals at leaching and filtrating stages. This allowed an in-depth
extraction of copper to solution, the yield of insoluble residue (depending on the dust type) be-
ing 1.4 to 2.1 % (table 4).
Таble 4
Water leaching of converter dusts (t=70 oC, τ =1 hour, S:L=1:3)
Dust S:L Contents in filtrate, g/l Extraction to solution, % Yield of residue, %
Сu Ni Fe Сu Ni Fe
Antechamber 1:4 79.09 1.67 3.68 99.8 95.2 98.2 2.1
I stage 1:3 86.91 1.97 6.92 99.9 98.6 98.9 1.4
II stage 1:3 83.92 1.68 8.97 99.9 96.7 99.7 1.8
III stage 1:3 72.59 1.32 14.93 99.9 99.0 99.5 1.7
IV stage 1:3 70.26 1.31 13.97 99.9 98.4 99.8 1.9
Apart from the elements shown in table 4, the solutions after leaching contained, g/l: Zn 0.009–0.015; As 0.015–0.026; Pb 0.005–0.008; Ag 0.003–0.005; Se 0.0025–0.0028; and also
30–50 g/l H2SO4. So, the contents of nickel and micro impurities are high enough to undertake
electric extraction. However, since considerable iron contents (up to 15 g/l) undesirably affect
the engineering and economical performance, it was proposed to separate most of the copper
from iron in the form of copper vitriol subsequently to be dissolved in sulphuric acid solution.
It has been found that evaporation should be carried out up to the solution density of not
more than 1.32 g/cm 3 (Т=90±5 oC). Then it was cooled to 10–12 oC, which resulted in a fairly
pure salt containing 23.0–24.5 % copper at a yield of 0.26–0.30 kg/l solution.
In the course of large-scale laboratory testing, a mixture of converter dusts was processed
to obtain a batch of copper vitriol containing, mass %: 24.3; Ni – 0.005; Fe – 0.56. Notwithstand-
ing the great Fe content, the Cu: Fe ratio is sufficient to produce electrolyte for copper electro-
extraction with a high yield in current.
As it has been shown, the technical copper vitriol obtained from dust makes an effective
activator for sulphide copper-nickel ore flotation [5] and can substitute pure copper sulphate
and acidic vitriol currently obtained from the copper process cutoff electrolytes [6].

458
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
At operating plants, the mother liquor after copper vitriol separation can be conveyed to
the second stage of copper electrolyte decuperization to produce «regenerated» copper, or fur-
ther processed to recover copper by solvent extraction with an Acorga М5640 extractant [7].
By washing the RP dust mixture at 70 oC for 1 hour we extracted only 32 % copper, whereas
with 100–150 g/l H2SO4 solutions the result was 65 %. To rule out the crystals formation in solu-
tion, the S:L ratio for the reverberatory process was maintained at 1:5. As revealed by large-scale
laboratory testing, notwithstanding the relatively low copper extraction (table 5), the resulting
filtrate is rich enough to be processed by a pattern similar to that of dust processing.
Таble 5
RP dust leaching by sulphuric acid solution(τ =1 hour, t=70 oC, S:L=1:5, СH2SO4=100 g/l)
№ of exp.
Content in filtrate, g/l Extraction to solution, % Solid phase
yield, % %Cu Ni Fe H2SO4 Cu Ni Fe
1 64.0 2.4 5.5 25.1 48.2 32.3 60.8 31.30
2 65.0 2.9 5.7 32.7 48.9 25.0 62.0 35.79
3 64.0 2.5 5.2 29.3 48.2 17.5 55.9 35.60
Under the evaporation-crystallization conditions, providing the optimum ratio between
the salt quality and its yield, the copper content in the resulting salt was 19.1–24.0 mass % and
yield – up to 0.25 kg/l solution. Similar to the situation of dust processing, the Cu:Fe ratio in
copper vitriol exceeded forty units, which made possible to apply electroextraction to the re-
sulting electrolyte to produce high-quality copper. Mother liquors, purified from zinc, can be
returned to the nickel process of Severonikel Combine.
Relatively the starting product, the residue of converter dust leaching is enriched in lead
(up to 33 %) and silver (up to 1 %), whereas the RP leaching dusts contain more than 60 % cop-
per with much lower lead and zinc contents. In converter dusts, lead is present as PbSO4; cop-
per – predominantly in bornite and chalcosine. To separate silver from lead sulphate, flotation is
recommended. Flotation was earlier tested on copper dust leaching residue of oxygen-torch
melting [2]. The principal components of RP dust leaching residue are hardly decomposable
copper sulphides which should be returned to pyrometallurgical smelting.
Application of dusts hydrometallurgical processing allow to production of high quality
metal additionally [8, 9].
Chemical concentration of selenium slime of the Severonikel and Pechenganikel Combines dust-gas cleaning. Investigating the possibility to produce pure selenium products
As shown testing, both the element contents and phase composition of the dust-gas scrub-
bing slimes at Kola MMC enterprises may vary over a wide range (table 2). Therefore, depend-
ing on chemical composition, they can be purified from trace non-ferrous metals by leaching
with a reagent in order to increase the selenium content in the product. We have studied the S:L
ratio, time and temperature to determine the optimal leaching conditions (table 6). The crucial
factor in reagent selection was found to be the percentage of water-soluble impurities and lead
sulphide. Washing the Severonikel slimes with water and NaCl solution increased the selenium
content 1.6 and 2 fold, respectively.Таble 6
Preliminary concentration of selenium slimes (S:L=1:20, t=80±5 oC, τ =1 hour)
SN
Product Element contents, %
Se Cu Ni Fe Pb
After treating with H2O 72.0 0.60 15.0 0.40 0.23
After treating with H2SO4 73.0 0.55 14.0 0.50 0.25
After treating with NaCl 71.0 0.58 15.0 0.45 <0.1
PN
After treating with H2O 12.5 0.78 7.7 3.40 28.0
After treating with H2SO4 14.0 0.45 6.8 2.20 29.0
After treating with NaCl 25.0 0.95 14.7 5.8 0.25

459
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
Since the obtained concentrate is not a target product, we have examined the feasibility of
employing solvent extraction to produce a pure selenium product. Decomposing the preliminar-
ily concentrated selenium concentrates by H2SO4 and HCl solutions and acid mixtures with var-
ied concentrations in the presence of an oxidizer (H2O2) at different S:L ratios has resulted in
99.0 % selenium. The most effective in this case was concentrated hydrochloric acid, whereas
the mixtures containing tertiary amine and octanol-1 proved to be ineffective (table 7).
Таble 7
Leaching of selenium (S:L=1:20, t=80±5 oC, τ =3 hours) and extraction by a mixture containing 30 % ТАА, octanol-2 and a diluent (О:W = 1:5, τ =15 min)
Reaction mixture Leaching Solvent extraction
Content in solution,
g/l
Extraction to
solution, %
Extraction in
о.ph., %
SN
9МHCl +3МH2SO4 34.8 89.1 8.3
3МHCl +6МH2SO4 17.2 43.6 5.1
9МHCl 36.0 89.8 11.2
PN
9МHCl +3МH2SO4 5.1 81.6 4.2
3МHCl +6МH2SO4 3.6 44.8 8.3
9МHCl 8.7 99.1 11.7
The discrepancy between estimated [10] and observed data can probably be explained by
the simultaneous presence of Se (IV) and Se (VI), as well as by a high content of the element in the
leaching solution doped with an oxidizer. Since lead was also extracted (up to 50 %), and some
other impurities as well, this method had to be discarded. Currently, we are testing the sorption
and precipitation methods on leached acidic solutions to obtain pure selenium products.
Сomplex utilization of scrubbing acid solutions and flue-duct pulps
Improving of the sorption process of scrubbing acid purification (Severonikel sulphuric acid
shop) included studies of zinc and osmium sorption in porous and gel anionites produced by
«Purolite»: A 100/2412, A 500/4994, A 501P, A 510, A 530, PFA 460/4783, PFA 600/4740. For
this purpose, we examined the process kinetics under static conditions depending on tempera-
ture, Cl – content, acidity and background salt composition. Satisfactory extraction (up to 99 %
zinc) was achieved by using gel-like, highly basic PFA 460/4783 and PFA 600/4740 anionites at
Cl – in solutions of 18–36 g/l and sulphuric acid concentration of up to 400 g/l. At higher non-
ferrous metal contents, the zinc sorption declined. At the same time, increasing sulphuric acid
concentration in solutions free from Cl – furthers zinc extraction, while in the presence of Cl –,
zinc is best extracted in a wide range of H2SO4 concentrations.
Taking into account the fact that the starting materials here are impoverished solutions
averaged in composition, the PFA 460/4783 and PFA 600/4740 anionites can be used com-
mercially to eliminate zinc from off-grade sulphuric acid solutions of the copper-nickel process,
provided they are preliminarily corrected for the Cl- ion content (table 8).
Таble 8
The results of large-scale laboratory testing of zinc sorption from sulphuric acid scrubbing solutions (SSA) (Severonikel Combine) with a corrected Cl
– content
(S:L = 1:5, t = 25±1 oC, СCl – = 36 g/l)
Solution
Zinc extraction, %
PFA 600/4740 PFA 460/4783
1 hour 3 hour 5 hour 1 hour 3 hour 5 hour
SSA of copper process (СН2SO4 = 406.0 g/l) 93.1 96.2 97.8 95.6 97.0 96.9
«mixed» SSA (СН2SO4 = 642.2 g/l) 86.7 92.8 96.2 91.9 94.7 96.2
It has also been established that PFA 460/4783 and PFA 600/4740 are able to extract up
to 80–90 % osmium from chloride solutions of scrubbing sulphuric acid in a wide concentration
range, and from non-ferrous metal impurities. In eluates, no osmium was detected, which in-
dicates that quality osmium concentrates can be obtained after prolonged periodic utilization

460
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
of ion exchanger in the zinc-elimination process. Rhenium from sulphuric acid solutions can be
selected by sorbing on carbon fibres [11].
To achieve a better recovery of scrubbing solutions and strong-acid flue-duct condensates,
we have developed several flowcharts based on solvent extraction methods. The flowcharts can
be adjusted to produce commercial-grade sulphuric acid, to concentrate and extract osmium
and rhenium, and also to return the purified solutions to the mainstream cathode metals manu-
facturing technology [12, 13].
Further research has shown that the previous flowchart for solvent processing of SSA solu-
tions, yielding commercial sulphuric acid, can be adjusted to jointly process both SSA and strong-
acid solutions [14]. Since it is important to avoid excess selenium contents in the mainstream pro-
cess solutions, the task is to extract this harmful impurity from off-grade solutions and pulps.
The extraction of selenium from joined scrubbing acid and condensate solutions was car-
ried out in two stages. First, it was precipitated after mixing and correcting the H2SO4, concen-
tration to enhance selenium extraction to the solid phase. This was followed by deep purifica-
tion involving cementation on a copper-containing reagent (in this case – cement copper from
Severonikel Combine, or copper shavings).
At the first stage, diluting up to H2SO4 100–600 g/l yielded primary concentrates contain-
ing 40–45 % Se element. Cementation at СH2SO4=100–600 g/l and 60–70 oС allowed to precip-
itate selenium to 30.2–32.0 % Se element in the form of copper selenide (I). The highest Cu2Se
contents (up to 90 %) were found in the finest fractions, with residual selenium concentration in
solution not exceeding 0.1–0.2 mg/l.
Notice that cementation ensures the removal of 30–90 % Cl – ions as well, by precipitating
them in the form of Cu (I) chloride. This is of special importance in the case of sulphuric acid
extraction from the copper process scrubbing solutions, since elevated Cl- ion contents promote
co-extraction of non-ferrous metals.
Commercial experiments on cementation for scrubbing acid and flue-duct condensate pu-
rification using, for СH2SO4 correction, the water condensates from other process stages, have
confirmed the feasibility of purifying solutions from selenium (table 9) and producing primary
selenium concentrates.
Таble 9
The results of commercial testing of the process of off-grade sulphuric acid solutions using cementation (t =50–70 oC, τ = 13 hour)
Solution
Contents in mother solution, g/l Contents in filtrate, g/l
H2SO4 Cl – Se Cl – Se
SA 181 0.66 2⋅10–3 0.2 0.1 ⋅10–3
SA+smoke exhauster PC 468 1.1 22⋅10–3 0.09 0.33⋅10–3
SA+ smoke exhauster PC 342 1.0 3.7 0.1 0.1 ⋅10–3
Studies of the Os and Re distribution during the scrubbing acid-condensate solvent extrac-
tion have revealed that unlike Re (VII), which mostly concentrates in the organic phase, following
the earlier established common behavior of sulphuric acid solutions [15], osmium, present in
solutions in the form of various complex compounds, gets disseminated over all the technological
products. While initially the pulp liquid and solid phases contained 30 g/l Os, the osmium con-
tents in the concentrate and filtrate after the first cleaning stage were 0.13–1.0 % and 1–3 mg/l,
respectively.
Unlike scrubbing sulphuric acid solutions in which, under varying Cl- ion concentrations,
the extraction of chloride Os (IV) complexes may be as high as 60 %, the H2SO4 extraction-re-
extraction cycle can hardly be employed in osmium extraction from flue-duct condensates. The
level of extraction from flue-duct condensates did not exceed 10–12 % due to the fact that it is in-
corporated in inert Os (VI) sulphite complexes, i. e. the forms commonly occurring in a reducing
medium at high H2SO4 and low Cl- ion contents. So, depending on situation, osmium should be
selected by oxidizing to Os (VIII) to be subsequently extracted by one of the methods [13, 16].
However, taking into account the ratio of scrubbing acid and condensate volumes, and
also the fact that the extragent for osmium and rhenium extraction is cut off after the summary
metals content achieves 1.0 g/l, the pattern of H2SO4 regeneration seems best adapted to the
existing processes, since it affords a simultaneous, cost-effective concentration of rare metals
and recovery of waste products from the mainstream process.

461
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
It should be noted that selenium-purified off-grade gas-cleaning solutions can be used as
end products, substituting sulphuric acid, as a leaching reagent for leaching of reverberatory
process dusts, as well as in copper electrorefining and electroextraction.
These findings have made it possible to propose a series of effective approaches to the re-
covery of middlings and gas-cleaning wastes at Kola MMC JSC. By introducing these methods,
the company can achieve a better extraction of metals from the copper-nickel ore process and
diminish the load on the environment.
The work was partly supported by the OKhIM-5 programme.
REFERENCES
1. Karelov S.V., Mamyachenkov S.V., Naboichenko S.S. et al. Comprehensive processing of
zinc- and lead-containing dusts of non-ferrous metallurgy enterprises. М.: TsNIItsvetmet of eco-
nomics and information, 1996. 41 p.
2. Bogacheva L.M., Ismatov Kh. R. Hydrometallurgical processing of copper-containing
materials. Tashkent: FAN publ. of Uzbek SSR. 1989. 116 p.
3. Antipov N.I., Maslov V.I., Litvinov V.P. A hybrid pattern for the processing of fine con-
verter dusts of the copper-smelter process//Tsvetnye Metally. № 12. 1983. P. 18–21.
4. Abisheva Z.S., Zagorodnyaya A.N., Sharipova A.S., Bukurov T.N. Hydrometallurgical
processing of copper-process dusts//Tsvetnye Metally. 2004. № 1. P. 30–35.
5. Blatov I.A., Khomchenko O.A., Maksimov V.I., Kasikov A.G. producing a flotation acti-
vator from the copper-nickel process dusts of Severonikel Combine//Tsvetnyey Metally. 1997.
№ 6. P. 16–20
6. Kasikov A.G., Malts I.E. Copper extraction from electrolytes of Severonikel Combine us-
ing CuSO4 crystallization//Innovative Potential of Kola Science. Apatity: KSC RAS publ.,, 2005.
P. 233–237.
7. Kasikov A.G., Areshina N.S., Malts I.E. Hydrometallurgical processing of fine dusts of
the copper-nickel process of Kola MMC JSC//Khimicheskaya Tekhnologiya, № 2, P. 110–117.
8. RF patent № 2346065//Kasikov A.G., Areshina N.S., Malts I.E. A method for copper
production dust processing. Publ. 20.02.2009.
9. RF patent № 2348714//Kasikov A.G., Areshina N.S., Bagrova E.G. A method for recov-
ery of copper from sulphate- containing copper production dust. Publ. 10.03.2009.
10. I.I. Nazarenko, A.N. Ermakov. Analytical chemistry of selenium and tellurium. – M.,
Nauka – 1971–251 P.
11. Vyatkina M.V., Ivanova M.A., Kasikov A.G., Elizarova I.R. Using carbon fibre for rhe-
nium extraction from sulphuric acid solutions//Conference proceedings «Theretical and Practi-
cal Issues of Chemistry and Chemical Technologies» – Apatity. 2009. P. 37–41.
12. Kaskiov A.G., Areshina N.S., Kudryakov m. V., Khomchenko O.A. Achieving a compre-
hensive processing of scrubbing sulphuric acid from the copper-nickel process by using solvent
extraction//Khimicheskaya Tekhnologiya. 2004. – № 6. – P. 25–31.
13. RF patent № 2291840//Kasikov A.G., Areshina N.S., Petrova A.M. A method for Os
and Re extraction from scrubbing sulphuric acid solutions. Publ. 20.01.2007, BI № 2.
14. Areshina N.S., Kasikov A.G., Malts I.E., Kuznetsov V.Ya. Recovering off-grade sulphu-
ric acid solutions and gas-cleaning pulps of Severonikel Combine (Kola MMC JSC)//Tsvetnaya
Metallurgiya. – № 8–2008 – P. 32–38.
15. Kasikov A.G., Petrova A.M. The effect of sulphuric acid concentration on rhenium (VII)
extraction by tertiary amines//Tsvetnye Metally. – 2008. – № 1 – P. 69–71.
16. Torgov V.G., Shulman R.S., Marochkina LYa. et al. Osmium tetroxide extraction by
aliphatic, aromatic and unsaturated hydrocarbons//Abstract of a report for the XIII All-Union
Chernyaevo conference on chemistry, analysis and technology of platinum metals. – V. 1. – Sver-
dlovsk. – 1986. – P. 28.

462
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
Various types of filtering materials are applied in metallurgical industry of the Republic of
Kazakhstan for dust and gases collection as well as for purification of pulps and solutions from
solid substances. Recently composition of the original raw materials at the non-ferrous metal-
lurgy enterprises has changed, some equipment has been modified and replaced; these caused
changes of physical properties of dust and solid substances in pulps and solutions. Very often new
equipment is manufactured in far-abroad countries and equipped with foreign filtering materi-
als; therefore when operating lifetime of the materials is over, non-ferrous metallurgy enterprises
of Kazakhstan are forced to acquire the materials abroad. It is necessary to point out that expen-
ditures for buying of new filtering materials have always constituting a considerable part in total
expenditures for equipment maintenance.
Meanwhile, filtering materials manufactured in Kazakhstan and Russia earlier can not pro-
vide required rate of gases and solution purification, filtration velocity, operational lifetime, etc.
Fabric industry enterprises of the CIS countries are interested in manufacture of new filtering ma-
terials which provide the required rates; but they are not able to carry out necessary researches on
development and implementation of their materials by themselves.
For some years the ASE «VNIItsvetmet» has been carried out works on study of various fac-
tors influencing degree of gas purification from dust as well as solutions and pulps from solids;
these allowed gathering considerable experience in selection of the filtering materials. Physical-
and-chemical parameters of filtrated mediums, mechanical features of the filtering units, chemical
properties of the fabrics used for filtering material manufacture can be referred to these factors.
All the factors predetermine character of the generating dust layer influencing efficiency of one or
another filtering material. Recently in cooperation with textile enterprises of the CIS and Germany
there have been carried out activities on improvement of the structure and selection of the im-
proved filtering materials for purification of gases, solutions and pulps.
The most important research in the field of liquid mediums filtration is selection of the fabrics
produced in Russia, Kazakhstan, Germany for filter-presses (f/p) of Hoesch, Tefsa, «Diefebach»,
Netzsch and Larox type manufactured in far abroad countries. As for all these devices liquid me-
dium is supplied under pressure of 5–10 atm, they differ in constructional features. The tests were
carried out in industrial conditions on real solutions and pulps of JSC «Kazzinc» and «Balkhashts-
vetmet». At that such parameters as filtered material quality (solid fractions content), sludge thick-
ness, its moisture and removability for the fabric surface, filtering material operational lifetime, etc
were under control. During the tests there were carried out chemical and phase analyses, and de-
termined physical properties of sludge (specific and bulk weight, sludge distribution by fractions,
average particles size as per Tovarov method). Moreover, physical-and-chemical properties prior
to and after tests were determined for traditionally used and offered fabrics. As a result of the tests
on fabric structure selection, the following polypropylene fabrics were recommended to be used
at the filters if this type: art. 0498-VT (CJSC «Voskresensk-Technotkan», Moscow region, Khor-
lovo village, Russia), art. TFP 92М and TFP 126М (TK «Technotkan» Ltd, Kustanay, Kazakhstan),
art. RMM 3516 («MARKERT Grupp» company, Germany). Nowadays there fabrics are successfully
used at JSC «Kazzinc» (Ust-Kamenogorsk and Ridder metallurgical plants) and «Balkhashtsvetmet»
(copper smelter and zinc plant) enterprises.
Jointly with OEP «Kometa» (Vitebsk, Belorussia) the ASE «VNIItsvetmet» has selected param-
eters of foundation fabric made of lavsan fibers VF-18. Recently pilot and commercial tests of this
material in disc vacuum filters have been carried out at Ridder metallurgical plant and Balkhash
dressing factory. In comparison with traditionally used materials, there have been obtained higher
APPLICATION OF FILTERING MATERIALSFOR PURIFICATION OF GASES AND FILTRATION
OF SOLUTIONS
L.A. Filyanova, N.M. Sukhova
State Affiliate «The Eastern Mining and Metallurgical Research Institute for Non-ferrous Metals»
Republic State Affiliate «National Enterprise of Complex Processing for Mineral and Raw
Material of the Republic of Kazakhstan» (SA «VNIItsvetmet» RSA«NE CPMRM RK»),
Ust-Kamenogorsk, Republic of Kazakhstan

463
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
parameters of sludge quality and operating lifetime of the fabrics. Table 1 presents physical-and-
mechanical features of the filtering materials selected for above-listed equipment; they have al-
ready been implemented and provide economic effect at the expense of reduction in expenditures
for filtering materials acquisition.
Recently all non-ferrous industry enterprises have been giving preference to hose filters
with impulse regeneration of the hoses (filters FRIK, FRI, FRKI); needled framed felts are used as
a filtering material. In cooperation with textile enterprises, the ASE «VNIItsvetmet» has selected
physical-and-mechanical characteristics of needled framed felts made of polyether (lavsan) fibers
of «Ozon-K» type (supplier – CJSC «Vkolbrok LTD», Moscow, Russia), and «Filter 550 K» (manufac-
turing supplier – AS TOOM Tekstiil, Tallinn, Estonia) for purification of the gases with a tempera-
ture up to 140 oС. Control over gases dustiness at outlet from these filters shows that for some gas-
es it equals 1–10 mg/nm 3 that corresponds to or is below maximum admissible emission. But often
the gases supplied to hose filters have the temperature of more than 140 oС, increased moisture and
contain aggressive components (sulphur anhydride, for example). Process gases from Waelz kilns
RMK and UK MK, as well as rich gases of sintermachines at «Kazzinc» ltd refer to the gases of this
type. Manufacture of the fabrics made of polyoxadiazole (arselone) fibers having operation tem-
perature of up to 260 oС but not standing against moist environment contenting sulphur anhydride)
has been implemented in CIS countries. In this respect among filtering materials manufactured
abroad, 2 types of needled framed felts were selected for purification of these gases: art. F-700 LFH
(«Andrew textile industries», England) и art. PPS/PPS 554 CS18 (BWF Company, Germany); they
are made of polytetrafluoroethylene (Teflon) and polyphenylsulphide felts respectively.
Table 1
Physical-and-mechanical properties of the tested filtering materials
Parameter Material, article
RMM 3516 Art. 0498 TFP 92М TFP 126М VF-18
1.Technical conditions Contractual
parameters
TU 8378–
033–052–
5011–99
TU 39 10 RK
39589204 ТОО-01–2005
TU RB
300478750.004–
2004
2.Mass of material, 1 m 2, g 275 320 +- 20 280+-14 330 +- 17 328 +- 20
3.Material thickness, mm 0.43 0.90 0.80 0.77 0.66
4. Breaking force of the ma-
terial strip (50×200 mm, Н)
along the length
across the width
3000
1500
4410
3230
3880
2450
450
270
1388
927
5.Elongation of material
strip when breaking, %
along the length
across the width
–
–
50
40
40
50
35
25
73
63
6.Fibers quantity per 10 cm
along the length
across the width
–
–
186 +- 2
98 +- 4
180 +- 4
90 +- 2
190 +- 2
126 +- 2
–
–
7.Material air permeability
upon Р=50 Pa, dm 3/m 2⋅sec 25–30 20–25 20–30 40–50 93–103
8. Material manufacturer «MARKERT
Grupp»,
Germany
CJSC
«Voskre-
sensk-Tech-
notkan»,
Russia
TK «Technotkan» ltd,
Kazakhstan
OEP «Kometa»,
Belorussia
9.Filter and its location f/p Hoesch,
«Balkhashts-
vetmet»
f/p Tefsa and Diefebach,
precious metals section
of « Balkhashtsvetmet »,
RMK and UK MK
JSC «Kazzinc»
f/p Netzsch
and Larox,
UK MK
JSC
«Kazzinc»
Disk filters, RMK
JSC «Kazzinc»

464
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
Both types of the filtering materials stand against operating temperature of 230–250 oС,
and short-term temperatures of up to 250–280 oС. Physical-and-mechanical properties of the
selected filtering materials for hose filters with impulse regeneration of hoses are presented in
table 2.
Table 2
Physical-and-mechanical properties of the needled framed felts
Parameter Material, article
F-700 LFH PPS/PPS
554 CS18
Ozon K Filter
550 К
1. Technical conditions Contractual parameters TU 8397–011–
51569842–2003
TU 100 94 195.1–
99
2. Mass of 1 m 2, g 790 550 470 565 550 +- 28
3. Material thickness, мм 0.9 1.70 2.2 +- 0.3 2.5 +- 0.3 1.7 +- 0.2
4. Breaking force of the
material strip (50×200 mm)
along the length
across the width
765
630
890
1245
1300
1400
1400
1500
1100
1200
5. Elongation of material
strip when breaking, %
along the length
across the width
16
35
25
27
–
–
–
–
35
45
7. Material air permeability
upon Р=50 Pa, dm 3/m 2⋅sec 40–60 30–40 300 150 120 +- 20
8. Manufacturer or supplier
of the material
Andrew tex-
tile Industries»,
England
ВWF Compa-
ny, Germany
CJSC «Volbrok LTD»,
Russia
AS TOOM Tekstiil,
Estonia
9. Gases to be purified Poor gases of
sintermachine,
UK MK JSC
«Kazzinc»
Gases from
waelz-kiln,
UK MK and
RMK, JSC
«Kazzinc»
Process and vent gases from UK MK
and RMK of JSC «Kazzinc»,
PO «Balkhashtsvetmet»
Nowadays hoses made of all needled felts are tested and are in industrial operation; their
operating lifetime of 1.5–2.0 years, provided dustiness of the gases at hose filters outlet is
1–10 mg/nm 3. Works on selection and improvement of filtering materials properties are con-
tinuing.

465
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
In order to protect air medium against contaminating agents pollution and recover valu-
able components, the gases require efficient cleaning prior to emission to the atmosphere.
Air medium of the territories adjacent to lead and zinc plant is generally polluted by lead
and sulphur compounds. In accordance with the sanitary-hygienic standards acting in the Re-
public of Kazakhstan, content of lead and lead compounds in the ground zones of the populated
areas should not exceed 0.0003 mg/m 3, content of sulphur dioxide – 0.05 mg/m 3, content of
polymetal dust with lead content of up to 1 % – 0.0001 mg/m 3.
The main technique to protect atmospheric air against contamination by gas-dust emis-
sions of lead and zinc plants is removal of gas-dust releases prior to their emission to air me-
dium in gas-dust collecting units, followed by diffusion in atmosphere by means of high stacks.
Meanwhile, high-efficient gas cleaning is required not only for air medium protection against
contamination with pollutants, but also for recovery of the useful components. As far as gases
cleaning to the sanitary standards in lead and sulphur dioxide is required, the problem of their
cleaning from other harmful substances such as zinc, cadmium, arsenic, chlorine, fluorine and
other compounds should simultaneously be solved.
Specific feature of dust collecting process at lead and zinc plants is wide application of dry
gas cleaning units, in particular:
– Cyclones for rough dust collecting;
– Hose and electric filters for fine cleaning.
Hose filters are the most wide-spread units for fine gas cleaning: about 80 % of all process
and vent gases are being processed in them at present.
Application of wet gas cleaning units is restricted by aggressivity of the gases to be cleaned;
thus application of corrosion-resistant materials, solving of the problem to treat and clean solu-
tions, as well as additional charges for preparation and processing of slimes in order to recov-
er valuable components, are required. Therefore wet cleaning is reasonable only at small local
plants for cleaning of high-moisture or exposible gases, i. e. when application of dry gas cleaning
unit is complicated.
As for the lead plants in Kazakhstan, after rough cleaning in cyclones with preliminary cool-
ing or mixing with vent air, or in surface coolers, or in waste heat boilers, the agglomeration gases
poor in sulphur dioxide content (0.55–0.65 % of SO2) undergo fine cleaning from dust in hose
filters. Hose filters of URFM type are used. Nowadays hose filters URFM are gradually substituted
by hose filters FRKI which are more efficient and provide higher operational characteristics.
Agglomeration gases rich in sulphur dioxide undergo cleaning in the system consisting of
cyclones, moistening towers and electric filters to final dustiness of 20–100 mg/m 3 (upon n. c.)
and further go for sulphur dioxide disposal to the conventional sulphuric acid production.
Shaft melting furnaces gases containing 0.05–0.06 % of SO2 and 12–25 g/m 3 (upon n. c.) of
dust undergo preliminary rough cleaning from dust in cyclones at first, and further – after cooling
by means of mixing with agglomeration vent gases – fine cleaning in hose filters of URFM type.
Earlier, when converting of copper-lead matte after preliminary heat recovery with simul-
taneous rough collection of dust in waste heat boiler, cleaning of converter gases containing
from 12 to 25 g/m 3 (upon n. c.) of dust and 0.2–0.3 % of SO2 was performed in hose filters with
hoses twisting for the regeneration from collected dust. These filters did not meet the expecta-
tions and intention and were substituted by hose filters of RFG type which were improved by
substitution of joggling by pneumatic jogging.
Slag-fuming unit gases after preliminary heat recovery with simultaneous rough collection of
dust in waste heat boiler with the dustiness of 30–37 g/m 3 (upon n. c.) and SO2 content of 0.01 %
BASIC DIRECTIONS OF AIR MEDIUM PROTECTION AT LEAD AND ZINC PRODUCTIONS
M.F. Bogatyryov, A.M. Bogatyryov
State Affiliate «The Eastern Mining and Metallurgical Research Institute for Non-ferrous Metals»
Republic State Affiliate «National Enterprise of Complex Processing for Mineral and Raw
Material of the Republic of Kazakhstan» (SA «VNIItsvetmet» RSA «NE CPMRM RK»),
Ust-Kamenogorsk, Republic of Kazakhstan

466
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
undergo cleaning in hose filters of RFG type which were improved by substitution of joggling by
pneumatic jogging. Cupellation gases and dust melting gases undergo cleaning in the same filters.
As a filtering material for hose filters, needle-punched felting on the frame of polytetra-
fluoroethylene fiber (teflon), arselone fabric with one-side poil, lavsan needle-punched felting
«OZON», lavsan linen-piercing fabric are applied. Upon input dustiness of gases of from 8 to
20 g/m 3 (upon n. c.) and gas flow filtrering rate of 0.8–2.0 m 3/m 2min, final dustiness of gases
equals from 3 to 6 mg/m 3 (upon n. c.). At that material lifetime is from 7 to 24 months, depend-
ing of operational conditions.
Earlier, in order to reclean gases from lead-bearing dust and achieve required sanitary-hy-
gienic standards, mixture of process and vent gases after fine cleaning in hose filters underwent
additional cleaning in hose filters of RFSP-1580 type with blowing of the hoses by compressed
air by dint of sliding gear along the hoses possessing high capacity and efficiency; nowadays
these filters are being substituted by hose filters of FRKI type. As a filtering material, lavsan lin-
en-piercing felting on the frame «OZON-K» is used. Upon input dustiness of gases of from 0.3 to
1.0 g/m 3 (upon n. c.) and gas flow filtrering rate of 3.0–4.5 m 3/m 2min, final dustiness of gases
equals from 0.1 to 0.3 mg/m 3 (upon n. c.). At that material lifetime is 24 months.
As for Kazakhstani zinc plants, gases of concentrates and residues drying having dustiness
of 1.5–3.0 g/m 3 (upon n. c.) undergo cleaning in the system consisting of dry and wet cyclones
or impingement scrubber. At that residual dustiness is about 0.2–0.5 g/m 3 (upon n. c.).
When zinc concentrate roasting in fluidized-bed furnace, the gases contain from 60 to
80 g/m 3 (upon n. c.) of dust and 12–14 % of SO2. These gases are cleaned as per «Air cooling
riser or waste heat boiler – cyclone – dry horizontal multiple-field electric filter» flowsheet. Fur-
ther gases with the dustiness of 0.1–0.2 mg/nm 3 (upon n. c.) and SO2 content of 8–9 % undergo
recleaning from dust, arsenic, fluorine, selenium, and sulphuric acid fog in washing department
of sulfuric shop, and are used for sulphuric acid production as per the conventional technique.
Roasted product of the fluid-bed furnace overflows decanting edge to the air cooler where is it
cooled by the air supplied through the air cooler hearth and cooling surfaces; further the roasted
product is delivered to the roasted product washing-off gutter. The gases generating as a result
of this process undergo cleaning from dust in hose filters of RFG type in which lavsan fabric with
one-side pile is used for filtration. Upon input dustiness of gases of from 10 to 15 g/m 3 (upon
n. c.) and gas flow filtrering rate of 0.6–0.8 m 3/m 2min, final dustiness of gases equals from
15 to 17 mg/m 3 (upon n. c.). At that material lifetime is 6–8 months.
The process gases from residues and middling waelzing after cooling in surface coolers
of waste heat boilers, are delivered to cleaning from dust to hose filters of URFM–II and FRI-
1600 type. As a filtering material for the filter URFM–II with material regeneration from dust via
pneumatic jogging, arselone fabric with one-side pile is used. Upon input dustiness of gases of
from 35 to 40 g/m 3 (upon n. c.) and gas flow filtrering rate of 0.5–0.7 m 3/m 2min, final dusti-
ness of gases equals from 15 to 17 mg/m 3 (upon n. c.). At that material lifetime is 9 months.
As a filtering material for the filter FRI-1600 with material regeneration from dust via impulse
blowing, needle-piercing felting on the frame of polyphenylsulphide fibers is used. Upon in-
put dustiness of gases of from 18 to 30 g/m 3 (upon n. c.) and gas flow filtrering rate of 0.5–
0.9 m 3/m 2min, final dustiness of gases equals about 30 mg/m 3 (upon n. c.). At that material
lifetime is 12 months.
As for lead and zinc plants of Kazakhstan, except process gas-dust emissions, gas-dust emis-
sions from numerous aspiration systems, transport systems and bulk materials reload points
also impact on air medium pollution. Vent gases cleaning is effected in hose filters (generally in
a mixture with process gases) as well as in wet dust-collecting systems.
Despite wide application of high-efficient dust-collecting units and systems, in many cases
standards on lead and sulphur dioxide content in the air medium adjacent to lead and zinc met-
allurgical production territories can not be achieved.
That is predetermined by the fact that not the full volume of gas-dust emissions undergoes
cleaning in efficient gas-dust collecting units and there are no high-efficient and economic tech-
niques to neutralize and dispose of low-concentrated sulphur dioxide. About 50 % of the dust
emitted to air medium refers to vent gases, and about 35 % – to auxiliary metallurgical processes
gases which undergo cleaning generally in rough cleaning units, but sometimes are emitted
without cleaning. Moreover, acting system of contaminating agents emission regulation and
control over maximum allowable emission has considerable disadvantages [1].
Analysis of current status of air medium protection against contamination, system of con-
taminating agents emission regulation and control over maximum allowable emission allows

467
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
to determine general directions for radical improvement of air medium protection against con-
taminating agents, namely:
1) Application of advanced technological processes allowing to reduce gas volumes and
carry out total disposal of sulphur dioxide.
As for lead industry, KIVCET technology to process polymetal sulphide raw materials [2]
refers to the processes and units of this kind. Completed with electric filter designed for high-
dusty sulfurous gases cleaning installed directly after gas cooler without units for preliminary
rough cleaning followed by sulphur dioxide disposal [3], the technology provides minimal air
emissions of lead (0.06 kg/t of lead) and sulphur dioxide (4.7 kg/t of lead).
According to the opinion of the leading specialists in the field of lead production, KIVCET pro-
cess is the most advanced and environmentally friendly technology for lead melting in the world.
The following companies built KIVCET plants under VNIItsvetmet licenses: «Portovesme» (Italy),
«Tech Cominco» (Canada), «Comibol» (Bolivia). Nowadays «Jiangxi Copper Corporation» (P. R. Chi-
na) is completing designing of lead plant with the capacity of 100 000 tons of lead per year.
As for secondary lead production, KEPAL method for battery scrap processing is considered
to be the most advanced one [4].
As for zinc industry, hydrometallurgical processing of zinc residues refers to the most ad-
vanced methods [5]. As for gas cleaning while zinc concentrates roasting in fluid-bed furnace,
considering technical and economic parameters, gas cleaning technology in the system «Waste
heat boiler – special electric filter for high-dusty sulfurous gases cleaning» is the most reason-
able. Application of the system allows to reduce hydraulic resistance of gas-dust duct on 80 %,
to decrease gas volumes at the input to washing department of sulphuric workshop on 30 %,
increase sulphur dioxide concentrate and reduce expenditures for gas recleaning and sulphur
disposal on 20–30 %.
2) Development of high-efficient small-scale and economy units for fine cleaning of gases,
improvement and modernization of the existing gas-dust collecting units.
In the field of fabric cleaning of gases, problems associated with the development and manu-
facturing of filtering materials with long life in gaseous media containing sulphurous, fluoric, chlo-
rous and other aggressive components upon gases temperature of up to 200–300 °C is crucial.
In the field of electric filters improvement, problems to reduce secondary dust loss, increase
of mechanical reliability of electrodes, study of high-efficient methods to remove dust from elec-
trodes and development of high-speed and high-temperature electric filters are crucial.
3) Exclusion of gas-dust emissions without preliminary high-efficient cleaning.
4) Changing over to standardization of contaminating agents emission to air medium based
on calculation of their diffusion in the air not for air pollution source, but jointly for air pollution
sources and transport of population centers. Making overall calculations of air medium pollu-
tion by all existing sources of air pollution (industrial enterprises and motor transport) allows
obtaining more accurate information about urban pollution and determination of the sources
contributing air pollution. Therefore it would be possible to determine share of each contami-
nating agent emission from each pollution source.
5) Substitution of casual control over contaminating agents emission to atmosphere by
continuous automatic control with data transfer to central control panel.
REFERENCES
1. M. F. Bogatyryov, A. M. Bogatyryov, «New System of Standardization of Contaminating
Agents Emission Into Atmosphere», Innovative Techniques And Improvement Of Technologies In
Mining-Metallurgical Industry, Vol. 2, VNIItsvetmet, Ust-Kamenogorsk, 2009, 333–340.
2. A. P. Sychyov, I. M. Cherednik, I. P. Polyakov, Kivcet Method to Process Polymetallic Sul-
phide Concentrates, TsNIIETsvetmet, Moscow, 1978.
3. M. F. Bogatyryov, A. P. Sychyov, Cleaning of Kivcet Gases From Dust, TsNIIETsvetmet,
Moscow, 1977.
4. A. P. Sychyov, Yu. A. Gushin, G. V. Kim, New Technique For Complex Processing Of Bat-
tery Scrap (KEPAL), Bulletin of Scientific and Technical Council for Nature Protection, Dust Col-
lection, Gas Cleaning and Waste Waters Treatment, Freiberg, No. 6, 1979, 23–33.
5. L. S. Getskin, Study and Industrial Implementation Of hydrometallurgical Method To
Process Zinc Residues, Non-ferrous Metals, 1976, Vol. 2, 17–19.

468
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
Up-to-date level of long-time stability control problem solving of open pit mine slope struc-
tures lies in the area of combination of its prediction and working out of preventive action com-
plex, decreasing the risk of its loss.
To predict mining construction stability, different methods are used: full-scale observations,
analytical calculations, numerical simulation of massif strained state, geophysical techniques.
In the context of the analytical methods of stability calculation, the modelling approach, which
supposes step-by-step formation of mining and geological rock massif models, geomechanical mod-
els of its strained state in strip mining borders and calculated models, considering their probable
strain mechanism, which including depends on borrow cut configuration, is successfully used.
The problems of state prediction of geomechanical massif, which includes a borrow cut,
and its structural component stability become the most important during development of deep
and ultradeep open pit mines (when complicated strain behavior of border massif takes place
during operation) having steep bank slopes [1]. It is known that an open pit mine border sideview
exerts considerable influence in boundary location on stripped area volume, the reason of the
latter is a departing point in mining prospect directing, one part of which is focused upon general
angle increase way of its slope, and the other one on improvement way of its sideview.
Elaboration of both the first and the second trends cannot be realized in many respects failing
adequate, multiple-factor technique of open pit mine border stability calculation.
In view of the fact that the matter in the paper concerns open pit mine border stability calcu-
lation techniques, based on the theory of limit equilibrium of cohesive medium with friction [2],
it should be noted, that the techniques existing in the domestic practice, have not been got re-
newed for the last 30 years [3]. Such conclusion can be attributed quite rightfully to the for-
eign developments, realized in the sufficienty known design bundled software: Geomechanics
Software&Research, SLIDE; GALENA (Australia), ROXIM (Great Britain).
Within the limits of the existing techniques only one vertical (gravitational) of three stress
components, corresponding to overlying column weight, that results, as the practice shows, in bor-
der slope angle underestimation, is taken into account. Such simplified solution is acceptable in
the special cases [4] (for skin-deep open pit mines, at which the mentioned border slope angle
underestimation is of minor significance).
In case of geomechanical massif state evaluation in borders of deep and ultradeep openpit
mines together with stress field gravitational component effect, an action of side bearing pressure
forces undoubtedly influence on stability of border massif area under estimation. It becomes evi-
dent in its turn, that relation of side pressure components, being caused by rock elastic proper-
ties value, forms the limiting contours of slope strain.
Thus, sliding wedge displacement additional resistance, being generated by horizontal
stress forces (σhоr = λ⋅ γ ⋅ Н, where λ – is horizontal stress coefficient), results finally in border
stability increase.
It would be not quite correctly to state of lack of techniques in the given case, allowing to
take into account the horizontal stress value effect in allotment of restraining and shearing forces.
It is necessary to note, that volume strained state of open pit mine slopes has been studied in the
papers of a number of authors, among them are V.К. Tsvetkov, D.М. Akhpatelov, GЕ. Gulevich,
E.L. Galust’jan, V.Т. Sapozhnikov, V.I. Pushkarev, V.N. Popov, B.V. Nesmejanov, S.Т. Ashikhmin,
Т.S. Кuznetsovа. Hence, the techniques of limit equilibrium problem solving in volumetric posi-
tion are really available for present day, however in most cases they exist in view of objective
reasons either in simplified form, or they are based on empirical data (bottlenecks of which are
for everybody sufficienty clear).
AUTOMATION OF BORDER MASSIF STRESS STATE ESTIMATE PROCESS AT OPENPIT MINES IN AUTOCAD MEDIUM.
LIMIT EQUILIBRIUM PROBLEM SOLVING IN A PLANE POSITION
N.I. Sartakov1, V.К. Bushkov1, А.N. Gurin2, V.V. Nazima2, I.L. Kharkhordin3
1 CJSC «Polyus», Krasnoyarsk, Russia2 OJSC «VNIMI», St. Petersburg, Russia
3 «Geostroyproject» Ltd., St. Petersburg, Russia

469
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
Passing on to results study of collective work on development of multiple-factor model of
open pit mine slope stability calculation, taking into account the horizontal stress force effect at
the limit equilibrium problem solving in volumetric position, it is necessary to note, that at the
heart of assigned task exact solution lie the elaborations in this field, which belong to the open
pit mine border laboratory group ОJSC «VNIMI».
The essence of approach in brief to problem solving of open pit mine border stability evalu-
ation in volumetric position lies in two subtasks solution. Within the framework of the first sub-
task solving, the stability of border actual area in plane position is evaluated (taking into account
of gravitational component). Then, within the framework of the second subtask solving, the val-
ue, characterizing the border massif stability, which has been gained the first level task solution,
is converted into its resultant by means of introduction of volumetric component into design
working area (taking into account of forces, acting along side edges of the design block).
To a first approximation at present the first subtask is realized, in view of this the subse-
quent effort study will be continued in the context of the existing solution.
The design module is realized in the application Visual Basic for Applications AutoCAD. The
procedure of the open pit mine border massif strained state evaluation covers: firstly, availability
of border sideview of actual configuration, constructed by the results of surveyor measurements,
or in its design parameters with engineering-geological and groundwater information, offset into
the area under evaluation (fig. 1, а). The border sideview and design accompanying information
can be independently drawn in the graphical layout area AutoCAD, or imported out of the other
graphical applications, supporting vector graphics with its updating if necessary in AutoCAD;
secondly, activation of user’s form (fig. 1, b), initiating the design module for execution.
It should be noted to continue the foregoing, that the user’s form (fig. 2) is a modal win-
dow in the area of which the main procedure components are offset.
Fig. 1. Display of working graphing and
calculation area of stability: а – border
sideview of actual configuration with
engineering-geological and hydrogeolog-
ical load; b – active view of user’s form;
c – keyboard with form starter keys
c
b
а
4
6 5
7
8
1
2
3
Fig. 2. User’s form with active view of the main procedure-oriented components

470
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
Strictly regulated step-by-step sequence of control key clicking allows to fulfill address in-
formation acquisition got from object set of different structural characteristics, being in graphical
layout area. Key clicking: 1 (coordinate origin assignment in a plane system X; Y), 2 (coordinate
of structural elements of border sideview), 3 (coordinate of cone of depression), 4 (coordinate of
topographic surface), results in short-time harboring of modal form and subsequent coordinate set
acquisition from analogous elements located in graphical area. Key clicking 5 (massif lithology),
as in case with earlier described four keys, results in acquisition of bedding boundary coordinate
of lithologic difference in a border massif, and also in assignment of attributive data concerning
characteristics of singled out engineering-geological complex. As one can see in figure 2, the data
relating to: engineering-geological complex (EGC) name; cohesion value in massif (Сm, t/m 2);
angle of internal friction (ϕ, degrees); rock density (γ, t/m 3) enter as the attributive data, put into
domain of the concrete engineering-
geological complex (EGC). In the course
of engineering-geological data base fill-
ing with the attributive data, user inqui-
ry regarding continuation or completion
of started operation is realized by means
of key 6 clicking.
As a result of completion of cumu-
lative engineering-geological material
database generation is launch of a de-
sign module for execution (button 7).
In the process of the design module
operation in graphical layout area, the
potential slip surface set drawing takes
place in latent form (fig. 3), limiting
by themselves and the border sideview
the possible sliding wedge, the latter is
also graphically laid out into six design
blocks.
The procedure of slip surface plotting is fulfilled in classical form, composite surface form,
consisting of two straight-line portions, plotted at angles (45°±ϕ/2), and the central portion,
realized with circular cylindrical surface, underlies at the heart of it. The availability of two
straight-line portions of the surface (45°±ϕ/2), one of which originates from bottom boundary
of vertical bond-failure crack (Н90), and another one from toe of bench, will permit to adapt
hereafter the slip surface to loosing surface, existing in border massif, falling by shifting surface
towards stripped area.
Figure 4 demonstrates the algorithmic diagram of slip surface construction; the analytical
tracking of this diagram jointly with the logic of coordinate increment mechanism in the search
cycle of the most strained slip surface, and partitioning of individual slip surface into boundary
portions of design blocks are described below.
Fig. 4. The diagram of slip surface construction algorithm
and the subsequent calculation of restraining and shearing forces
Fig. 3. Visualization of latent search results
of the most strained slip surface

471
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
Definition of connecting-link value of 3 portions in the process of slip surface construction
with partitioning of the latter into design blocks:
;
We calculate the coordinate of the 6th point
;
We calculate the coordinate of the 1st point
,
where Δ xj,i is the slip value along the upper slope area during search of the most strained slip
surface, m;γ к, к+1 is the slope angle of the upper slope area, degrees.
We calculate the intersection of points 5 and 1
,
where Δ is increment value along the base of the slope at iteration search of the intersection of
points 5 and 1 of the circular cylindrical surface at its inscribing in the given coordinate range, m.
We calculate the line, connecting points 1 and 5 and inscribed circle radius R:
;
We determine base lengths (li) and coordinate ( ) of the design blocks:
;
.
Within the boundaries of each design block (1–6), within the limits of sliding wedge frag-
ment, isolated by block boundaries, weighted average values of cohesion in massif (См i=1…6),
of angle of internal friction (ϕi=1…6) and of rock density (γi=1…6), and also the hydrostatic pres-
sure value (Di=1…6) are searched. The result of block-to-block calculation is the limit equilibrium
definition in the slope, which is satisfactory in all points of design area, which include allowance
of all internal and outside forces, which affect along the boundaries of the isolated blocks (1st,
central (2–5), 6th).
The variational calculation stopping criterion is the minimum value of a stability assurance
factor (n), the latter is an attribute of a particular slip surface, which is later on identified as be-
ing the most strained one. The strain factor k is used in the present paper as analogous n integral
characteristic of the strained state along potential slip surfaces under consideration. The strain
factor k is the relation of some cohesion value (С), at which the limit equilibrium condition
(n=1) along the potential slip surfaces under consideration is realized, to actual cohesion in
rock massif, namely: k = C/Cм.
The strain factor k application for evaluation of the open pit mine border massif strained
state is explained by the following reasons [5]:
• it is known according to the theory of the limiting strained state, that slip area in me-
dium, obeying the Coulomb-Mohr’s law: τ = σп⋅ tgϕ+C are generated at the angle of
(45°-ϕ/2) to the axis of main normal stress. Since the given angles do not depend on
cohesion value in the medium, therefore they characterize the potential slip surfaces
orientation in prelimit massif state. The strain factor minimum at that corresponds to
the minimum of the difference between the restraining and shearing forces, defining
the potential slip surfaces orientation;
• it is possible to estimate the position of the shear deformation area border by the strain
factor values, calculated for set of the potential slip surfaces. The given conclusion fol-
lows the simulated results using equivalent materials, which state, that earth surface
straining in isotropic medium occurs up to some border, so a line, drawn from this bor-
der till lower edge of an open pit mine, is declined to the horizon approximately at an
angle of ϕ (angle of internal friction of model material). The given phenomenon is ex-
plained by the fact, that at any values of cohesion and bulk density of rock, the shear
strain will not propagate in the slope, constructed at an angle of ϕ to the horizon.

472
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
Evaluation of a strained state of the open pit mine border massif with the help of the strain
factor is defined from the following expression:
P Dk
C+= , where
( ) ( ) ( )
( )( ) ( )
( )
1-2
5ср ср 5 6 6 ср ср
1 6
2 ср ср
0-1 1 E ср ср
1 11
ср
sin cos
cos cos
sin cos,
cos cos 45 2
ii
tgP P P P
P P
α
α
ϕ ϕα ϕϕ
ϕ
ϕϕαβ ϕ
α ϕΔ
Δ
−
=
− − ⋅ −⎛ ⎞= + ⋅ + ⋅ +⎜ ⎟⎝ ⎠
− ⋅ − ++ − ⋅
⋅ °+
∑.
where ;
.
.
In view of the fact that the common integral criterion, characterizing stability of the open
pit mine border massif, is stability factor (n), defined by the most strained slip surface, the trans-
fer to it is fulfilled by a method of iterations, provided that the sum moment of all effective forces
at the strain factor k=1 is equal to zero.
«Initial data» and the detailed data of stability calculation are saved into database table
Microsoft Access (by clicking of button 8, fig. 2), it is very convenient hereafter to document
them as a report (fig. 5 а). The current scanning of folded information on the most strained slip
surface is derived in a modal window in the field «Some calculation data» (fig. 5 b).
a b
Fig. 5. Final display of stability calculation results:
а – detailed information; b – information of the most strained slip surface

473
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
The designеd program testing for plane position
was conducted by means of comparison with numeri-
cal calculation, gained using the method of limiting
strained state of the loose medium (soil mass). The
given method is used for solution of a set of tasks, the
limit equilibrium condition of which is satisfactory in
each point of some area. Theoretical justification of
the method under consideration is given in the papers
of V. V. Sokolovsky [6].
The diagram for calculation of the concave slope
stability according to Sokolovsky and the potential slip
surfaces under consideration are given in figure 6.
As a result of calculation, the stability factor (n)
and the strain factor k were defined for each of the po-
tential slip surfaces under consideration. The results of
calculations executed in the form of corresponding dia-
grams are given in figures 7 а, 7 б.
It is possible to draw the following conclusions according to the results of testing executed:
• the most strained potential slip surface, characterizing by minimum stability factor,
coincides practically with the slip surface, characterizing by maximum strain factor;
• in height range under consideration of the concave slope (2Н90<H<4H90), the stability
factor (n), defined by the design module suggested, differs from Sokolovsky’s accurate
solution not more than by 3 %.
The subsequent aspects of work execution are:
• taking into account of all internal forces, which affect along the boundaries of the isolated
blocks (generated by the slip surfaces of the second set at an angle of (90°–ϕ) to the first one)
for the central fragment of the potential sliding wedge. It will allow to inscribe maximally
precisely the parameters of design blocks into the border massif structure inhomogeneity
(active rock blocks) within the sliding wedge by means of overlapping of the second set
slip surfaces, that will result in stability increase at evaluation of the stability factor;
• generation and calculation of the slip surface transformation versions (of two straight
portions) under the conditions of availability of the loosing surfaces in the evaluated open
pit mine border massif, which are oriented by the shifting plane towards stripped area;
• development of the algorithm of geofiltration numerical simulation results inclusion in
calculation problem of the open pit mine border stability;
• to complete the realization of the final component by definition of the stability factor in
plane position.
Fig. 6. The diagram for calculation
of the concave slope stability
(Н=213 m)
Fig. 7. Diagrams of the stability factor (n) and the strain factor (k) relation to width of the
possible sliding wedge at the concave slope height equal to (Н): а) Н=113 m; б) Н=213 m

474
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
REFERENCES
1. Еpifanovа М.V., Fedorov S.А., Коzyrev А.А., Rybin V.V., Volkov Ju.I. Engineering-geo-
logical aspects of development of the deep open pit mine Kovdorskogo GOKa//Mining maga-
zine. – 2007. – № 9. – Pp. 30–33.
2. Gordeev V. А. Evaluation of the open pit mine slope stability according to the limit equi-
librium method. The curvilinear slip surfaces//Institute of higher education news. Mining mag-
azine. – 2008. – № 2. – Pp. 54–64.
3. Tsvetkov V.К., Demin A.M. Calculation of rational form of the open pit mine border over-
view//Problems of opencast mining of deep open pit mines. – Тr. Internat. sympos. «Mirnyi-91» –
Udachnj town, 1991. – Pp. 215–218.
4. Tsvetkov V.К. Development of theoretical footings of calculation of slope strained state. –
Abstract of a thesis for comp. of academic degree of Doctor of techn. Sciences – Novosibirsk,
1983. – 39 p.
5. Report of scientific-research engineering «Scientific tracking of evaluation of the border
massif state and the long-time border stability prediction at the limiting sideview of the open pit
mine «Vostochnyj»/Responsible executor Gurin А. N. – NIETS «ТЕKHNOGEM» Ltd, Saint Peters-
burg, 2007. – 36 p.
6. Sokolovsky V.V. Loose medium statics. М.: Fizmatgiz, 1960. – 242 p.

475
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
The summaryThe paper studies the influence of water vapours on emissions on the pattern of some metals
and inorganic substances. The Galley-Laplass formula is supplemented with the parameters of the atmosphere fluctuations and emissions.The large scale role of water vapours influencing the distri-bution of emissions and formation of smog is established.
In this paper [1] we have shown, that ejectable substances of atomic-molecular kind inter-
act with the atmosphere on the basis of a resonance of phonon spectrum fluctuations in atmo-
sphere and substance. The substances in the atomic-molecular form and nanoparticles depend
on gravitation forces to a little extent, and their behaviour in atmosphere depends on the prop-
erties of substance and atmosphere and influence of external forces of pressure, temperature,
electric and magnetic fields. In the work under consideration the behaviour of gases (Cl2, CO,
CO2, SO2), some metals and inorganic substances, vapour and particles of water is contemplated.
Such a choice of substances connected with their toxicity is characteristic for some enterprises
and we are of the opinion that it is sufficient for demonstration of our approach to a problem.
Physical and chemical properties of substances [2] and the calculated data of frequencies
are demonstrated in table № 1.
Table 1
Substances α.10–6, К-1 Cр, J/mol.⋅g. V0, sm 3 P, g/sm 3 М, а,
е. m.
ω.10 6
Vapour (Н2О) 250–300 75.3 18 1(Н2О) 18 0.014
Vapour (373 К) 800 33.6 18 0.0023
Air 940–1223 29.3 22 1.3 14.4 0.0011(2*)
Ni 13 26.07 6.9 8.9 58.69 0.29
Cr 5 23.55 7.2 7.2 52 0.654
Pb 28.5 26.65 18.3 11.34 207 0.051
SiO2 4.5 44 25.8 2.65 60 0.378
NaF 22–23 46.8 15 2.79 42 0.135–0.09
CO 1223 29 22.4 1.25 28 0.00105
CO2 1241 37.1 22 1.99 44 0.00136
SO2 567 39.8 22.9 2.93 64 0.0031
Cl2 470 33.94 22.1 3.2 70.9 0.0033
The ionized air exists in electrode space of electric furnaces, at a thunder-storm, over volcanoes,
etc. Recently extensive researches on influence of ionized air over an atmosphere have been
conducted with the purpose of weather conditions change.
The energy holding particles of substance of any modular condition at certain height in an at-
mosphere, depends on the potential energy equal to product Mgh, where М=mN number of mol-
ecules in a mole of substance (m-weight of a separate molecule – particle, N – number Avogadro),
g – acceleration of a gravity. This energy is equal to the work of air compression RTln P0/P1, where
Р0 – pressure upon surfaces of the ground, Р1– pressure at height h. But as Р0/Р1 = n0/n1 where
n0 and n1 amount of particles accordingly on the ground and at height h, Galleу- Lapplass formula
INFLUENCE OF WATER VAPOURS ON EMISSIONS OF THE METALLURGICAL ENTERPRISES
AND THERMAL POWER STATIONS
V.V. Mechev, O.A. Vlasov, P.V. Mechev
Siberian Federal University, Krasnoyarsk, Russia

476
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
will become – ln n0/n1=Mgh/RT, and taking to the account of Archimedes forces for a spherical
particle (molecule) it will become:
RT/N ⋅ ln n0/n1= 4/3 π r3 (ρ 1 – ρ 2) ⋅ gh,
where ρ1 and ρ2 according to density of a particle and environment.
The experiments of Perren [3] have shown, that the particles are portioned out up on heigh
under the law of a geometrical progression and there is no basic difference between behaviour of
molecules and particles, which gram-molecule size «reaches 100000 ton». Numerous works of the
scientists (Galliley, Newton, Euler, Bernoulli, Mendeleyev, Frud, Reynolds, Einstein, Stocks, Zhu-
kovsky, Tchaplygin, Krylov, Fon Karman, Lavrentjev, Keldysh, etc.) have allowed to establish vari-
ous laws of bodies movement in various environments and to add amendments into the formulas
of movement. Our works have shown [1, 6], that between a body and environment exists the
phonon -phonon interaction depending on physical and chemical properties of bodies and en-
vironment. And as unharmonic fluctuations have acoustic and optical branches of a spectrum,
these interactions are long-range in comparison with forces of viscosity, adsorption and forces van
der Waals. At equality of frequencies of fluctuations of a particle and environment the system is in
balance and makes together with environment normal fluctuations (ωp=ωenv.). If unharmonic
fluctuations are present, the particle makes motion, aspiring to achieve positions with a minimum
of energy. The meeting in a stream of particles with other characteristics results in chemical or
physical-chemical interaction between particles on the basis of a resonance of fluctuations with
formation of the systems which are able to coexist harmoniously with an environment or to be
pushed out from it. We can observe these phenomena at smog formation or observing a train of
dusty gases emissions from chimneys kept for a long time. At change of properties of environment
(from change of pressure or temperature) frequency of fluctuations both of environment and par-
ticle or formations change, the conditions are also created when a particle and atmosphere under
changing of position, for example, altitude, change the characteristics and there is a breakdown
of a balance. The particle can be allocated from a stream and further make migration in a view of
changed conditions. We shall introduce respective alterations to the Galley-Lapplas formula.
According to Einstein’s formula, D=kTωmob., where moving of a particle due to diffusion
(D) depends on it’s mobility (ωmob). We can assume, that D is proportional to α the coefficient of
the linear thermal expansion as this factor characterizes fluctuations of a particle under the in-
fluence of temperature and pressure.
As Lindeman has shown [4], under the increase of fluctuations the amplitude of the orbital
atomic structure, under certain conditions there can be an increase in mobility of atoms and its
destruction (for example, fusion).
In table 2 the data on correlation ωmob. are submitted. And α for metals of alkaline group.
Table 2
Metals α⋅10–6, К-1 ωmob.
Li 46 35
Na 71.5 43.3
K 79.6 64.5
Cs 97 77
The frequency of phonone spectrum fluctuations for substances is inversely proportional
to the size α, that follows from Landau-Lifshits formula for the phonone spectrum [5].
The balance of a particle in an atmosphere will take place at (Mgh)/(RT ln n0/n1)= ωenv./ωp.
Or [(Mgh)/(RT ln n0/n1)] ⋅ (ωp./ωenv.)=1. From here, h= [(RT ln n0/n1) ⋅ ωp.]/[Mg ωenv.].
Let’s substitute values of phonone spectrum frequencies of particles and we shall receive:
h= [(RTln n0/n1) ⋅ (Cp, p./αp. ⋅ V0, p.)]/[Mg (Cp, eny./α eny ⋅ V0, eny)].
C on the account of Archimede’s forces we shall finally receive:
h= [(RT ln n0/n1) ⋅ (Cp, p./αp. ⋅ V0, p.)]/[Mg (ρ1–ρ2) ⋅ (Cp, eny./α eny ⋅ V0, eny)].
A measure of reduction of the particles amount with height is considered to be the height
at which the number of particles decreases half size (ln2=0.69).

477
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
Let’s calculate the height of atoms (molecules) rise in substances.
T = 353 К. h vapour = (RT ln2)/Mgω eny./ω vapour = (8.31⋅10 7⋅353 0.69/18.981)⋅0.001/0.0014
= 8.2 ⋅ 10 5 sm.
T = 373 К. h vapour = (8.31 ⋅ 10 7 ⋅ 373 ⋅ 0.69/18.981) ⋅ 0.001/0.0023 = 5.3 ⋅ 10 5 sm.
It is interesting to note, that hotter vapours rise to a smaller height that is connected with it’s
almost twice as small thermal capacity. The vapour rises up to the height where it is cooled up
to an increase of the thermal capacity with smaller speed (it extends hard, cooled, and is partly
condensed).
Let’s calculate according to the table 1 the metals and gases vapours height of rise.
The data of calculation are resulted in table 3.
Table 3
Substance ωeny./ωsub. h.10 5, sm
Ni 0.004–0.007 0.021
Cr 0.0017 0.006
Pb 0.022 0.019
SiO2 0.003 0.009
NaF 0.008 0.003
CO 1–2 6.3–12.5
CO2 0.77–1.5 0.6–0.3
SO2 0.35–0.65 0.1–0.2
Cl2 0.3–0.6 0.7–1.4
However in industrial conditions the vapours and metals particles and gases are always
allocated from units together with water vapours. All processes of hydrocarbons burning are
connected with a large amount of water vapours output. We shall calculate interaction of substances
with water and the ferry at 373 To (ω =73.6/18 ⋅ (250–300 ⋅ 10–6 = (0.0135–0.0165 ⋅ 10 6). As we
have shown above, the vapour outgoing from the unit extends, it is cooled and actually interacts
with substances in an atmosphere – microscopic droplets of water. It can be observed and at
the every day life level. If to bring any subject with room temperature to the vapour spurt. At
allocation of vapour jointly with dust and metals particles, they become the centers of water
condensation and their motion to the atmosphere takes place synchronically. The ratio substance –
vapour ωsub/ωvapour: for Ni – 0.29/0.0165=17.6, for Cr – 0.654/0.0165=39.6, for Pb –
0.051/0.0165=3.1, for SiO2 – 0.378/0.0165=23, for NaF – 0.135 – (0.09)/0.0165=8.2 (5.45),
for SO2 – 0.0031/0.0165=0.2, for Сl2 – 0.0033/0.0165=0.2. for СО2 – 0.00136/0.0165=0.0824,
for CO 0.00105/0.0165=0.064. Sulphurous gas and chlorine interact with water and actually they
«draw» water. So, one molecule SO2 will be in balance with 5.32 molecules of water, and chlorine
with 5. The mass of a vapour particle with substance will make: for Ni – 58.7 + 17.6=76.3; for
Cr – 51.9 + 39.6=91.5; for Pb – 207.2+3.1=210.4; for SiO2–60+23=83; for NaF 42+8.2=50.2.
Then we shall receive:
hNi = [(8.31 ⋅ 107 ⋅ 353 ⋅ 0.69)/(76.3 ⋅ 981)] ⋅ 0.007 = 0.019 ⋅ 105sm;
hCr = [(8.31.107 ⋅ 353 ⋅ 0.69)/(91.5 ⋅ 981)] ⋅ 0.0017 = 0.004 ⋅ 105 sm;
hPb = [(8.31 ⋅ 107 ⋅ 353 ⋅ 0.69)/(210.4 ⋅ 981)] ⋅ 0.022 = 0.021 ⋅ 105 sm;
hSiO2 = [(8.31 ⋅ 107 ⋅ 353 ⋅ 0.69)/(83 ⋅ 981)] ⋅ 0.003 = 0.0075 ⋅ 105 sm;
hNaF = [(8.31 ⋅ 107 ⋅ 353 ⋅ 0.69)/(50.2 ⋅ 981)] ⋅ 0.008 = 0.033 ⋅ 105 sm;
The mass of particle SO2 with water makes – 64+5.32=69.32 (ferry), chlorine with water
(vapour) will make 35.45+5=40.45. Then we shall receive:
hSO2 = [(8.31 ⋅ 107 ⋅ 353 ⋅ 0.69)/(69.32 ⋅ 981)] ⋅ 0.35(0.65) = 1.042(1.9) ⋅ 105sm;
hCl2 = [(8.31 ⋅ 107 ⋅ 353 ⋅ 0.69)/(40.45 ⋅ 981)] ⋅ 0.3(0.6) = 1.5(3) ⋅ 105sm.
One particle CO is in balance with 0.0165/0.00105=15.7, CO2 c with 0.0165/0.00136=
12.13 particles of water (vapour). Then we shall receive:
hCO = [(8.31 ⋅ 107 ⋅ 353 ⋅ 0.69)/(43.7 ⋅ 981)] ⋅ (1 – 2) = 4.72(9.44) ⋅ 105см;
hCO2 = [(8.31 ⋅ 107 ⋅ 353 ⋅ 0.69)/(56.13 ⋅ 981)] ⋅ 1.5(0.77) = 2.8(5.5) ⋅ 105см.

478
The Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, RussiaThe Second International Congress «Non-Ferrous Metals – 2010», Krasnoyarsk, Russia • Part VIII • Industrial and Environmental Safety• Part VIII • Industrial and Environmental Safety
The presence of moisture in gases essentially influences the behaviour of impurities. Va-
pour emissions for many substances promote their concentration near the object of emissions.
The moisture should be left on the ground. The vapours in a mix with gases promote the forma-
tion of smog and make for their distribution over the great heights and distances. Smog consist-
ing of gases and dust is rather a steady system because in the certain concentration it’s compo-
nents can be in balance with each other and with an atmosphere.
Attention should be paid to the fact that water vapours promote the oxide carbon rise into
the atmosphere over the great hights not supporting their contacts with a green belt – zone of
the ground.
REFERENCES
1. V.V. Mechev, O.A. Vlasov, P.V. Mechev. Normal fluctuations and physical and chemical
properties of ph. М., « ИПЦ the Mask », the edition 2. 2008. 227 p.
2. Physical sizes. The directory. М., Энергоатомиздат, 1991, 1225 p.
3. H.S. Taylor. Physical chemistry. t. 1, Л., Онти-химтеорет. 1935. 832 p.
4. S.I. Novikova. Thermal expansion of firm ph. – М.: the Science, 1974. 292 p.
5. L.D. Landau, E.M. Lifshits. Statistical physics. – М.: the Science, 1964, 567 p.
6. V.V. Mechev. Thermal Expension and Vapor Pressure of Metals. Russian Metallurgy.
2002, No. 6, pp. 545–547.