Embed Size (px)
Citation preview

PIANIFICAZIONE DELL’IMPIANTO E DELLE TECNOLOGIE
ANALISI E VALUTAZIONE DEI RISCHI ATEX
ANALISI DELLA SICUREZZA DEI PROCESSI PRODUTTIVI DELLA FABBRICA UNILEVER SANGUINETTO CON SPECIFICO
RIFERIMENTO AL RISCHIO ESPLOSIONE POLVERI COMBUSTIBILI CAUSATO DAGLI ERRORI UMANI
RELATORE: AUGUSTO DI GIULIO
CAROLINA LOPEZ GUTIERREZ MATRICOLA: 813764
OTTOBRE 2018
INDICE
1. CENNI STORICI SUL TEMA DEGLI INCIDENTI DOVUTI ALL’ESPLOSIONE DI POLVERI ……………………………………………………………………………………………….. 1.1 Premessa storica 1.2 La situazione attuale e i dati statisti
2. LE CARATTERISTICHE DELLE MISCELE DI POLVERE ESPLOSIVE ...……………… 2.1. Le caratteristiche generali delle miscele di polvere esplosive ……… 2.2. I parametri fisici in gioco………………………………………………………………... 2.3. Quando si può generare un’esplosione per presenza di polveri
combustibili 2.4. L’analisi delle caratteristiche delle polvere combustibili ………………… 2.5. Effetti delle esplosioni di polveri………………………………………................ 2.6. Esempio di esplosioni di polveri alimentari……………………………………….
3. LA LEGISLAZIONE EUROPEA E LA LEGISLAZIONE NAZIONALE IN MATERIA
DI RISCHIO DI ESPLOSIONE DI ATMOSFERE ESPLOSIVE GENERATE DA POLVERI INFIAMMABILI……………………………………………………………………………. 3.1La differenza fra direttive di prodotto e direttive sociali…………………….. 3.2 La direttiva 99/92/CE ovvero il titolo XI del D.lgs. 81/2008…………………. 3.3 La direttiva 94/9/CE…………………………………………………………………………….
4. LA FABBRICA DI SANGUINETTO UNILEVER ITALIA MANUFACTURING S.R.L…
4.1 Cenni storici sulla fabbrica di Sanguinetto…………………………………………… 4.2 La produzione attuale e le materie prime utilizzate in forma di
polvere……………………………………………………………………….……………………….……
5. LE POLICY E LE NORME INTERNE DI UNILEVER IN MATERIA DI SICUREZZA E SALUTE SUL LAVORO……………………………………………………………………………… 5.1Le policy generali………………………………………………………………………………… 5.2 Il progetto Process Safety…………………………………………………………………….
6. STATO DELL’ARTE SUL RISCHIO ESPLOSIONE DI POLVERI ALIMENTARI INFIAMMABILI A UNILEVER SANGUINETTO……………………………………………….. 6.1 La classificazione delle aree esistente………………………………………………….. 6.2 Le regole vigenti………………………………………………………………………………….. 6.3 I punti di debolezza dell’attuale gestione del rischio polveri……………….
7. STIMA DELLE CONSEGUENZE O DEGLI EFFETTI DELLE ESPLOSIONI ..................... 7.1 Conseguenze sulle persone ....................................................................... 7.2 Conseguenze sugli Asset ( danni materiali e costi) .................................... 7.3 Conseguenze sulla continuità di Business (mancata produzione e danno d’immagine) ...................................................................................... 7.4. Conseguenze sull’ambiente esterno .........................................................

8. L’IMPLEMENTAZIONE DI UN SISTEMA DI GESTIONE DEL RISCHIO DI ESPLOSIONE POLVERI COMBUSTIBILI: ASPETTI TEORICI E IMPOSTAZIONE DEL LAVORO…………………………………... 8.1 Impostazione generale: dal Risk Assessment al sistema di gestione……….…
8.1.1. Definizione del contesto …………………………………………………………………………… 8.1.2. Accadimento e gestione del rischio …………………………………………
8.2 Scelta del metodo per il Risk Assessment……………………………………………….… 8.2.1 Acquisizione delle informazioni preliminare …………………………………
8.2.2 Individuazione delle fonte di pericolo e dei potenziali eventi. 8.2.3 Valutazione dei rischi generici.
8.3 Estensione dell’approccio alle miscele di polveri alimentari…………… 8.4 il Metodo operativo di valutazione (metodo RASE) ………..………………
8.4.1 Descrizione del sistema ………………………………………………………… 8.4.2 Identificazione dei pericoli, delle situazioni pericolose e degli eventi
pericolosi
8.4.3 Stima dei rischi 8.5 Il fattore umano: come analizzare e prevenire gli errori. ……………………………
8.5.1. Sicurezza basata sui comportamenti (o Behavior Based Safety – BBS) 9. ANALISI DEL CASO…………………………………………………………………………….
9.1 Descrizione della sostanze impiegata per l’analisi dei rischi/ elenco dei parametri di sicurezza …………………………………………………………………………
9.2 Descrizione dei posti di lavoro e delle aree ………………………………………………………………..
9.3 Descrizione delle fasi dei diversi processi produttivi e/o delle attività dove presente lo zucchero………………………………………………………………..
9.4 L’identificazione dei rischi, eventi critici e zone………………………………… 9.4.1. Identificazione delle zone e dei pericoli in Reparto DRY ………………………………….. 9.4.2. Identificazione delle zone e dei pericoli in Reparto WET-JAMS 9.4.3. Identificazione delle zone e dei pericoli in Reparto WET-MOZART
9.5 Stima e valutazione dei rischi 9.6 Misure di carattere organizzativo
10. CONCLUSIONI…………………………………………………………………………………………….
11. BIBLIOGRAFIA ..................................................................................................

1. CENNI STORICI, SITUAZIONE ATTUALE E STATISTICA SUL TEMA DEGLI INCIDENTI DOVUTI ALL’ESPLOSIONE DI POLVERI 1.1 Premessa storica Le esplosioni devastatrici che, di tempo in tempo, si verificano nei locali dove si trovano grandi quantità di polveri combustibili già da molti anni hanno attirato l'attenzione e, sia le cause sia i mezzi per evitarle, sono stati oggetto di importanti comunicazioni. Non è un caso se, storicamente, l'industria carbonifera e quella molitoria dei cereali si trovano associate, in quanto ambedue producono rilevanti quantità di polveri combustibili. Di seguito sono riportati altri eventi di esplosioni di polveri che hanno portato a conseguenze disastrose:
14 dicembre 1785 - Da più di 200 anni, si segnalano "scoppi di polveri". Un’esplosione di polveri di farina verificatasi in un deposito a Torino, sarebbe una delle prime notizie riconosciute e riportate in letteratura su esplosione di polveri. Quando nella bottega di un fornaio di Torino, “mentre un garzone era intento a spostare dei sacchi di farina alla luce di una lampada”, si verificò l’esplosione di una nube di farina. In questo periodo i mulini a vento utilizzati dalla metà del 14° secolo per la macinazione dei cereali furono a poco a poco sostituiti con i mulini a vapore nettamente più efficienti.
2 maggio 1878 - esplosione di farina in un mulino presso Minneapolis (Minnesota); morti 18 lavoratori.
Fig. Rappresentazione stereoscopica del disastro avvenuto nel 1878 in Minnesota.
7 novembre 1887 - Esplosione di farina ad Hameln (Bassa Sassonia). Un’altra importante esplosione avvenne in Germania, nei Nuovi Mulini della Weser di Hameln, che causarono la morte di una trentina di persone e ne ferirono un gran numero.
1982 - Esplosione di zucchero a Boiry-Sainte-Rictrude, Francia e esplosione di un silos contenente orzo e malto a Metz, Francia.
11 dicembre 1995 - esplosione di polveri di nylon in un impianto tessile a Methuen (Massachusetts); feriti 37 lavoratori.
1997- In un impianto in Taiwan di produzione di ABS, un terpolimero a base di acrilonitrile, butadiene e stirene, avvenne una violenta esplosione che provocò danni per 3 milioni di dollari. Essa coinvolse sei sili da 330 m di polvere ABS.
1º febbraio 1999 - esplosione di polveri di carbone a Dearborn (Michigan) in un impianto della Ford Motor Company; 6 morti e 36 feriti.
2000 - Verbano, Cusio Ossola, Italia; in una fabbrica di pulitura dei metalli situata si è
verificata un’esplosione di polvere di alluminio piroforico. Nell'azienda si eseguivano le operazioni di smerigliatura e di finitura superficiale mediante tele abrasive per lucidare le superfici dei manufatti di metallo (caffettiere di alluminio) ed eliminare le sbavature rimaste dai processi di fusione. Nel processo si liberavano fini particelle di metallo che s'incendiarono all'aria con reazione molto esotermica ed esplosiva. Ustionò una decina di operai provocando danni alle strutture, proiettò pezzi di macchinario in un’azienda vicina, allarmando gli abitanti vicini.
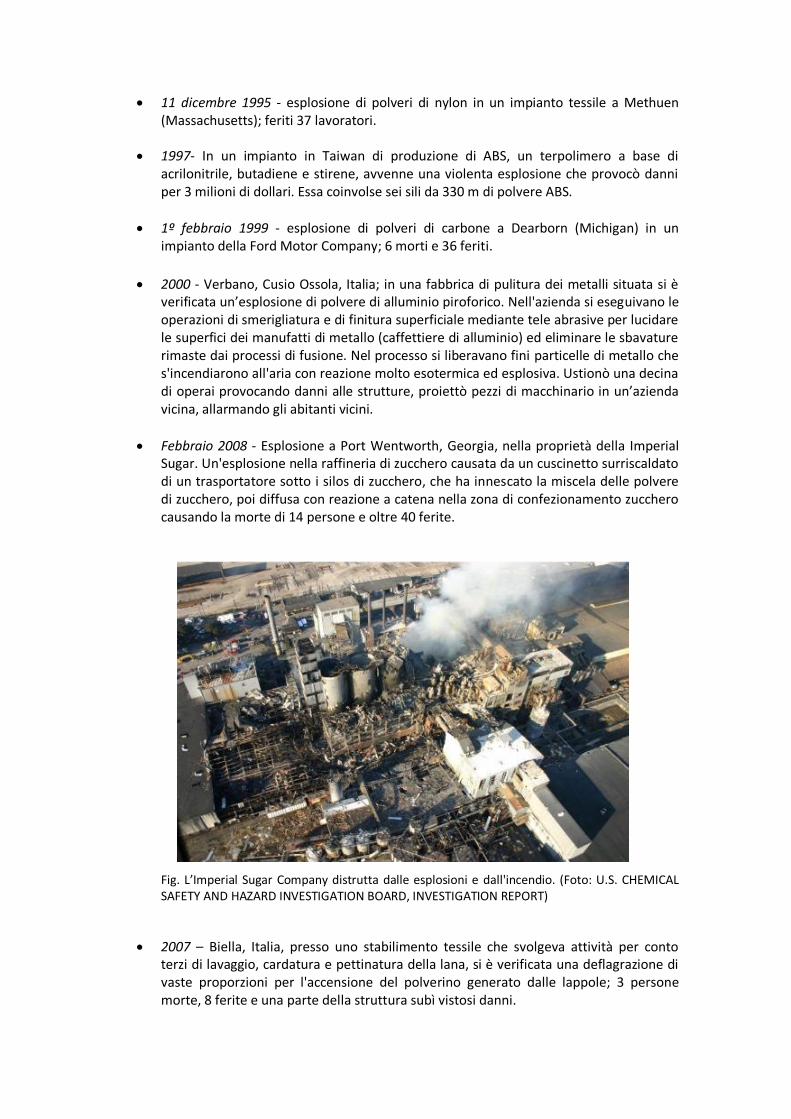
Febbraio 2008 - Esplosione a Port Wentworth, Georgia, nella proprietà della Imperial Sugar. Un'esplosione nella raffineria di zucchero causata da un cuscinetto surriscaldato di un trasportatore sotto i silos di zucchero, che ha innescato la miscela delle polvere di zucchero, poi diffusa con reazione a catena nella zona di confezionamento zucchero causando la morte di 14 persone e oltre 40 ferite.
Fig. L’Imperial Sugar Company distrutta dalle esplosioni e dall'incendio. (Foto: U.S. CHEMICAL SAFETY AND HAZARD INVESTIGATION BOARD, INVESTIGATION REPORT)
2007 – Biella, Italia, presso uno stabilimento tessile che svolgeva attività per conto terzi di lavaggio, cardatura e pettinatura della lana, si è verificata una deflagrazione di vaste proporzioni per l'accensione del polverino generato dalle lappole; 3 persone morte, 8 ferite e una parte della struttura subì vistosi danni.

16 luglio 2007, Cuneo, Italia. Nel molino Cordero di Fossano azienda per la macinazione dei cereali e lo stoccaggio delle farine, nell’operazione di trasferimento pneumatico di farina da un’autocisterna in un silos-fariniera di legno all’interno dello stabilimento, una serie di esplosioni causarono il tragico decesso di cinque persone.
Fig. In incidente nel molino Cordero di Fossano. In alto si vede il Corpo centrale dell’edificio, autocisterna in fiamme e cortile interno del molino. In basso dove il cliente ha scaricato l’eccedenza nel silos-fariniera, collegando lo scarico dell’auto cisterna al condotto di ripompaggio fisso in uscita dallo stabilimento, (indicato nel cerchio giallo), dove è avvenuta l’esplosione (fonte Report Centro Regionale di Documentazione per la Promozione della Salute, ASL TO3).
17 marzo 2008 - Esplosione di un impianto di stoccaggio e macinazione del grano a Lumut (Perak); 4 morti e 2 feriti.
31 gennaio 2011 - esplosione di polveri a Nashville (Tennessee) in un impianto di produzione di polveri metalliche; morto un lavoratore; nello stesso anno (il 29 marzo e il 27 maggio) seguirono altri due eventi di esplosione di polveri nello stesso impianto, portando in totale alla morte di 5 lavoratori.

A continuazione viene nominato un incidente verificato recentemente, non fa parte di un industria agroalimentare, ma è dovuto a un’esplosione di polvere combustibile, che è posteriormente diventato incendio.
28 giugno 2015 – Esplosioni di polveri coloranti a Taipei, Taiwan. L'incidente è avvenuto durante la festa della "Color Play Asia" al Formosa Water Park. Feste durante le quali si liberano in aria delle polveri colorate “amido di mais”; 500 persone sono rimaste ferite, di cui 182 in modo grave, riportando ustioni di secondo e terzo grado e 3 morti.
Fig. L'incidente al Formosa Water Parkdi Taiwan. In alto a destra si vedono le persone scappare avvolte dalle fiamme. In basso a destra i primi soccorsi alle vittime molte delle quali sono state adagiate e trasportate dentro dei canotti (fonte Youtube).
1.1 La situazione attuale e statistiche Le esplosioni di polveri industriali che causano danni estesi restano fenomeni eccezionali, normalmente sono quelli incidenti dove le conseguenze hanno portato all’interruzione parziale o totale dell’attività produttiva per danni significativi agli impianti e per infortuni molto gravi ai lavoratori come lesioni o morte. Incendi ed esplosioni da polveri meno devastanti accadono frequentemente nelle industrie manifatturiere e nei processi lavorativi che coinvolgono materiali in forma di polvere. Attualmente, si produrrebbe un'esplosione di polveri al giorno. La crescente industrializzazione e la meccanizzazione giocano senza dubbio un ruolo importante in questo fenomeno. Per l'industria agro-alimentare le ragioni sono più specifiche: aumento delle capacità di stoccaggio, aumento del volume di manutenzione, estensione dell'automazione e, infine, aumento del numero di prodotti presentati sotto forma di polveri, a piccola granulometria. La seguente tabella illustra, per 400 esplosioni registrate, i tipi di impianti colpiti nel settore dell'industria agro-alimentare e dei mangimi per il bestiame.

Tipo di installazioni Percentuale esplosioni registrate
Trasportatori (Elevatori) 26,7%
Silos 22,9%
Frantoi 18,1%
Spolveratura 9,5%
Essiccatoi 7,6%
Stacciatura 2,8%
Camera dei forni 1,9%
Altri 10,5% Tabella 1 - Tipi di installazioni dove si registrano delle esplosioni di polvere combustibile nel settore agro-alimentare. Fonte: Institut National de l'Environnement Industrial et des Risques (INERIS), Parc Technologique ALATA, B.P. 2, 60550 Verneuil-en-Halatte, France Fonte: Unep Industry and Environment
Esempi di esplosioni che si registrano occasionalmente nell’ impianto di Unilever, reparto di fabbricazione marmellate:
Esplosione interna nel silo S1-S2 di stoccaggio dello zucchero, dovuta al aumento di pressione all’interno del silo; come misura di protezione esplodono le porte antiscoppio del silo che si trovano nella parte superiore.
Esplosione interna nel silo di zucchero di stoccaggio interno e tubatura di trasporto zucchero; come misura di protezione viene subito rilasciato un gas all’interno de silo e tubazione per fermare l’esplosione.

2. LE CARATTERISTICHE DELLE MISCELE DI POLVERI ESPLOSIVE L’esplosione di polveri possono avvenire in ogni attività in cui si maneggiano materiali solidi finemente suddivisi (metalli, sostanze organiche, polimeri, resine, carboni, legno, ecc.); la polvere può essere il prodotto finale di una lavorazione o di un processo o un sottoprodotto indesiderato. Persino sostanze molto comuni come la farina di grano, la polvere di cacao, lo zucchero a velo, il tè, il caffè, quando sono trattate, sotto forma di polvere, su scala industriale in processi di macinazione, trasporto, separazione, essiccamento, presentano un pericolo d'esplosione, spesso mascherato dal loro aspetto familiare.
2.1 Le caratteristiche generali delle miscele di polvere esplosive
“Un'esplosione di polveri è un evento dannoso causato da una violenta reazione di combustione di una polvere combustibile, che avviene in presenza di particolari condizioni”
Nel caso delle polveri ci si riferisce al cosiddetto "esagono dell'esplosione", che rappresenta una sorta d’evoluzione del triangolo del fuoco utilizzato per illustrare le problematiche di prevenzione incendi (INERIS, 2008).
Fig. Esagono dell'esplosione primaria delle polvere combustibili
Un’ esplosione di polvere combustibile avviene se si verificano contemporaneamente le seguenti sei condizioni (NFPA 61-2008):
1. La polvere deve essere combustibile: vuole dire che il materiale, in forma di polvere, ha la capacita di bruciare in aria, cioè è un solido capace di subire il processo riguardante alla combustione. Le sostanze che possono generare ATEX (ATmosphères ed EXplosibles) sono le
seguenti: a) Sostanze organiche naturali come grano, zucchero, caffe, legno, ecc. b) Sostanze organiche sintetiche come plastiche, pigmenti organici, pesticidi,
Innesco efficace
Polvere in sospensione
Comburente
Confinamento
Polvere combustibile con granulometria fine
Campo di esplosione
intermedi farmaceutici, ecc. c) Carbone e coke. d) Metalli come alluminio, magnesio, Zinco, ecc. Tali materiali, ridotti in polvere a causa dei processi industriali subiti, dovranno possedere frazioni granulometriche non trascurabili con diametri inferiori a circa 500 µm.
2. Deve essere presente un comburente nell'ambiente: generalmente il
comburente presente negli impianti di trattamento polveri è l’ossigeno dell’aria, la concentrazione d’ossigeno inferiore al 7% non alimenta l’esplosione.
3. Le particele devono essere in sospensione: Tale condizione si verifica durante l’operazione di caricamento, immissione e pulizia maniche filtrati; in questi situazione, le polvere manifesteranno la tendenza a rimanere in sospensione, anche dopo avere interrotto l’alimentazione, a causa della presenza di velocita residue di circolazione all’interno dello spazio confinato. In particolare, in tempo di persistenza del ATEX risulterà strettamente collegato alla granulometria. Polveri con densità in volume di circa 2 g/cm3 possiedono una velocita di sedimentazione pari a 1 m/s se di granulometria pari a 150 µm; tale velocita si riduce di 100 volte (1 cm/s) per le frazioni granulometriche inferiore a 10 µm (INERIS, 2000). Sara per tanto sufficiente un minimo di circolazione di aria per mantenere in sospensione le polveri di granulometria più fine, semplicemente innescabili rispetto alle frazioni granulometriche più grossolane.
4. La concentrazione della polvere deve essere interna al campo di esplosione:
Le polveri manifestano limiti inferiori d’esplosione minimi (LEL) compresi tra 15 e 30 g/m3. Il valore di UEL per le polveri non viene sottoposto a test ma e comunque pari a circa 2÷3 kg/m3. La regola pratica che consente di determinare in odo approssimato la concentrazione delle polveri in sospensione caratterizzata da una concentrazione pari a 40 g/m3, la vista di una lampadina della potenza di 25 W viene occultata a 2 m di distanza (Eckhoff, 2003). Naturalmente il sistema di illuminazione deve essere marcato CE-ATEX in categoria conforme alla zona.
5. La polvere deve essere confinata. La polvere deve essere contenuta entro un volume confinato, ad esempio una attrezzatura industriale. Il confinamento permette alle polveri di accrescere la loro concentrazione e, al contempo, ne permette il sostentamento per tempi lunghi.
6. Deve essere presente una sorgente di accensione efficace: Naturalmente
l’innesco della nube di polveri avviene attraverso una sorgente di accensione che possieda un’energia sufficiente all’innesco.
Mancando anche una sola di queste condizioni, l'esplosione non può avvenire e, quindi, tutte le misure di prevenzione “si basano quindi sull'eliminazione di una o più di queste condizioni

2.2 I parametri fisici in gioco Entrando più nel dettaglio, l'esplosività di una polvere è influenzata di molti fattori, come: composizione chimica, natura del comburente, reattività e potere calorifico, distribuzione granulometrica delle particelle e loro forma, grado di dispersione o agglomerazione, concentrazione di polvere nella nube, grado di turbolenza, condizioni ambientali (temperatura, pressione, umidità), energia d’innesco e posizione dell’innesco, geometria del volume nel quale avviene la combustione, ecc. Composizione chimica e reattività Quando si propaga un'esplosione da polvere, avviene una reazione tra le particelle di polvere e l'ossigeno atmosferico; la velocità con cui l'ossigeno è consumato e il potere calorifico della polvere dipendono dalla natura chimica della polvere. Per i composti organici, la combustione produce prevalentemente CO2 e H2O. Gli effetti di sovrappressione risultano quindi dall'espansione di questi gas, oltre che a quella dell'azoto. Molti materiali contengono sostanze volatili e i pericoli d'esplosione tendono ad aumentare all'aumentare del contenuto di sostanze volatili. I materiali polimerici molto spesso contengono additivi che hanno lo scopo di conferire caratteristiche fisiche specifiche; se tali additivi non sono combustibili, per esempio la silice, il pericolo d'esplosione delle polveri del materiale è notevolmente ridotto. Il calore di combustione (potere calorifico) è un parametro importante in quanto determina la quantità di calore che può essere liberata nell’esplosione. Quanto maggiore è il potere calorifico di una polvere, tanto più alta sarà la temperatura raggiunta dai gas di combustione. Natura del combustibile L'aumento del tenore d’ossigeno nell'atmosfera comburente accentua la reazione di combustione nella miscela (velocità dell'esplosione). Al contrario, la riduzione del tenore d’ossigeno, per aggiunta di gas inerti quali azoto, anidride carbonica, ecc., riduce il campo d’infiammabilità. Granulometria La riduzione della dimensione delle particelle aumenta la superficie di contatto combustibile comburente, aumentando la velocità di combustione con una energia d’innesco minori. L'area superficiale (o superficie specifica, espressa in cm2/g o in m2/g) aumenta fortemente con la polverizzazione della sostanza: a parità di forma delle particelle, l'area superficiale dipende dalle dimensioni delle particele, a parità di massa, dipende dalla forma delle stesse.
I processi di combustione che avvengono durante un'esplosione di polvere coinvolgono reazioni chimiche all'interfaccia tra il solido combustibile e il gas comburente. Di conseguenza l'area superficiale disponibile per l'ossidazione e il trasferimento di calore ha un effetto significativo sull'inizio e sulla propagazione di un'esplosione di polvere. Man mano che le dimensioni delle particelle di una polvere diminuiscono la superficie specifica aumenta, per cui la polvere brucia più facilmente, è più facilmente disperdibile e rimane più a lungo in sospensione. Anche la pressione massima d'esplosione e la velocità massima di aumento della pressione aumentano al diminuire della granulometria mentre diminuiscono l'energia minima di accensione e la concentrazione minima esplodibile (limite inferiore). È difficile indicare una granulometria massima delle particelle al di sopra della quale non si ha più l'esplosione, poiché le diverse polveri hanno meccanismi di combustione differenti. Dall'esperienza tuttavia si può presumere che polveri con particelle di diametro superiore a 500 μm non siano esplodibili. Questo non significa che polveri di tali dimensioni non costituiscano un pericolo: diverse operazioni (es. trasporto pneumatico) possono provocare lo sminuzzamento delle particelle con formazione di frazioni più fini. Umidità Diminuisce la tendenza esplosiva, sia per la coesione delle particelle sia a causa della presenza dell'acqua che sottrae calore per il processo della vaporizzazione. In generale, ma non per tutte le polveri, la presenza di umidità tende a diminuire l'esplodibilità. Infatti, all'aumentare dell'umidità le particelle di polvere diventano più coesive e producono agglomerati che sono più difficili da disperdere e quindi più difficili da accendere. Inoltre, parte del calore di combustione è consumato per vaporizzare l'umidità. Un aumento nella percentuale d'umidità provoca un aumento della temperatura di accensione, dell'energia di accensione e della concentrazione minima esplodibile.
Turbolenza Facilita il mescolamento dei reagenti, sviluppando una combustione più veloce ed un fronte di fiamma più frastagliato. La presenza di condizioni turbolente nei sistemi industriali è quasi inevitabile, soprattutto nei casi in cui si utilizza aria per il trasporto pneumatico delle polveri. All'inizio di un'esplosione da polvere, un certo grado di turbolenza già esiste, tale turbolenza aumenterà al procedere del fronte di fiamma attraverso la polvere con una maggiore disponibilità di ossigeno sulla superficie attiva della singola particella. Questo

provoca un aumento della velocità della reazione all'interfaccia solido-gas e un corrispondente incremento nei processi di trasferimento del calore. La turbolenza provoca anche una frammentazione del fronte di fiamma con una pressione d'esplosione maggiore. Temperatura All'aumentare della temperatura diminuisce l'umidità relativa, aumentando quindi la velocità di reazione. La propagazione della fiamma accelera all'aumentare della temperatura in quanto: - aumenta la velocità della reazione chimica - è ridotto l'effetto del raffreddamento dovuto all'umidità della polvere
La temperatura agisce sulle due fasi della miscela: su quella solida e su quella gassosa. Per quanto riguarda l'effetto sul solido, specialmente se il tempo di riscaldamento è prolungato, vengono notevolmente alterate le caratteristiche della polvere: può iniziare una combustione lenta di materie volatili o una ossidazione superficiale delle particelle. In ogni caso la reattività della polvere viene esaltata, in quanto diminuisce la differenza tra la temperatura iniziale e quella di auto infiammabilità. Sulla fase gassosa la temperatura agisce in duplice modo, preriscaldando il comburente e, a causa della conseguente dilatazione di questo, alterando la composizione della miscela. In altre parole, la concentrazione limite di una polvere in aria è fornita a condizione ambiente e quindi la concentrazione del solido alla temperatura del fluido non è quella effettiva. Pressione L'aumento della pressione porta a effetti di entità più rilevante, in quanto, pur rimanendo immutata l'azione esplosiva della miscela (caratteristica della quantità di polvere dispersa), la pressione finale risulta più elevata, giacché è costituita dalla somma della pressione iniziale e dell'aumento prodotto durante l'esplosione. Un ambiente con sovrappressione potrà verificare un'esplosione più violenta, in quanto la pressione massima di esplosione si somma alla pressione atmosferica. Presenza di gas o polveri inerti Gas o solidi (carbonati, cloruri di metalli alcalini o alcalino-terrosi) in sospensione non reagenti, sottraggono calore alla reazione nella misura del loro calore specifico; ne risulta una pressione massima di esplosione minore, e necessita di un'energia di innesco maggiore; l'effetto inertizzante è tanto maggiore quanto più alto è il calore specifico del gas inerte; per le polveri metalliche, che ad alte temperature possono reagire con azoto e anidride carbonica, i gas inerti più efficaci sono argon ed elio.

Una diminuzione del livello di ossigeno porterà ad una riduzione degli effetti esplosivi (in difetto di ossigeno la quantità di energia rilasciata è insufficiente a sostenere la propagazione della fiamma). La concentrazione limitante di ossigeno (MOC) varia da polvere a polvere e dipende anche dal gas inerte utilizzato, come per i gas e vapori. Per le polveri metalliche i gas inerti più efficaci sono l'elio e l'argo; ad alta temperatura alcune polveri metalliche reagiscono con l'azoto e l'anidride carbonica. Sia la violenza dell’esplosione che la sensibilità all’accensione di una nube di polvere diminuiscono al diminuire del contenuto di ossigeno dell’atmosfera in cui la polvere è dispersa. L'aggiunta di gas inerti generalmente fa diminuire la pressione d'esplosione e la velocità di aumento della pressione mentre fa aumentare la temperatura di autoaccensione. Anche l'aggiunta di polveri inerti (carbonati, cloruri alcalini e alcalino terrosi) può agire come inibitore dell'esplosione, in quanto interferisce con il processo di diffusione dell'ossigeno sulla superficie attiva della polvere combustibile e agisce da pozzo di calore. Presenza di gas infiammabili Quando al sistema combustibile-comburente sono aggiunti dei gas o vapori infiammabili, si parla di "miscele ibride"; è il caso dell'essiccamento di un prodotto di sintesi esplodibile da un solvente infiammabile; la presenza di tale componente abbassa il limite inferiore di infiammabilità della miscela anche quando le concentrazioni dei singoli componenti si trovano al di sotto dei singoli limiti di infiammabilità; in tali miscele è accentuata la violenza dell'esplosione; oltre al limite di infiammabilità subiscono un abbassamento anche la temperatura di accensione e l'energia minima di innesco. In diverse situazioni industriali può accadere che una polvere combustibile sia dispersa in un'atmosfera contenente un gas o un vapore infiammabile. Tali miscele sono definite ibride e l'esplosione ha un decorso combinato (effetto sinergico), coinvolgendo gas e polvere con effetti più violenti che con il solo gas o la sola polvere. Sulla base dei risultati sperimentali è generalmente ritenuto che tali sistemi possano presentare pericoli d'esplosione anche quando le concentrazioni dei singoli componenti siano al di sotto dei loro limiti inferiori d'infiammabilità. Attualmente c'è una notevole necessità di informazioni su diversi sistemi ibridi, a causa dell'aumentato numero di processi industriali in cui tali sistemi sono presenti (per esempio l'essiccamento di polveri contenenti solventi infiammabili).

Le attuali conoscenze sulle miscele ibride si possono così riassumere:
• una polvere combustibile miscelata con aria contenente un vapore infiammabile esplode più violentemente che nella sola aria, anche se la concentrazione è al di sotto del suo limite inferiore;
• il limite inferiore delle miscele ibride è più basso di quello della polvere combustibile, anche se la concentrazione del gas infiammabile è al di sotto del limite inferiore;
• l'energia di accensione e la temperatura di autoaccensione delle miscele ibride sono più basse di quelle della sola polvere (piccole frazioni di metano nell’atmosfera comburente riducono il valore MIE di polveri di carbone di un fattore di circa 100 quando il contenuto di metano è aumentato da 0 al 3 %).
2.3 Quando si può generare un’esplosione per presenza di polveri combustibili ATMOSFERA ESPLOSIVA: Miscela in aria di una sostanza infiammabile sotto forma di gas, vapore, nebbia infiammabile, polvere, fibra, in condizioni atmosferiche normali, in cui, dopo l’accensione, la combustione si propaga alla miscela incombusta. Dopo l’innesco la combustione procede fino all’esaurimento della miscela stessa (UNI EN 1127-1).
COMBUSTIBILE + COMBURENTE = ATMOSFERA ESPLOSIVA POLVERE: insieme di particelle solide presenti nell’atmosfera, che si depositano per propria massa, ma che possono rimanere sospese nell’aria per un certo periodo di tempo (diametro fino a 0,1 mm). POLVERE COMBUSTIBILE: “Polveri, fibre o particelle in sospensione che possono bruciare o incendiarsi nell’aria e potrebbero formare miscele esplosive con l’aria in condizioni di pressione atmosferica e temperature normali” (EN 61241-14). Solo polveri con granulometria < 0,5mm:
Gas, vapori o nebbie infiammabili
Polveri (o fibre) combustibili
Esplodibilità di polveri Il termine “polvere” indica lo stato di suddivisione spinta in cui si trova una sostanza solida. Esplosioni di polveri possono avvenire in ogni attività in cui si maneggiano materiali solidi finemente suddivisi (metalli, sostanze organiche, polimeri, resine, carboni, legno, ecc.); la polvere può essere il prodotto finale di una lavorazione o di un processo o un sottoprodotto indesiderato. Persino sostanze molto comuni come la farina di grano, la polvere di cacao, lo zucchero a velo, il tè, il caffè, quando sono trattate, sotto forma di polvere, su scala industriale in processi di macinazione, trasporto, separazione, essiccamento, presenta un pericolo d'esplosione, spesso mascherato dal loro aspetto familiare.
Una polvere combustibile o ossidabile può esplodere quando - dispersa in un'atmosfera contenente sufficiente ossigeno per sostenere la combustione - è innescata da una sorgente di accensione di appropriata energia. Pertanto, ogni materiale solido in polvere che può bruciare in aria, può dar luogo ad un'esplosione con una violenza e con una velocità di reazione che aumentano con il grado di suddivisione del materiale. La reazione di ossidazione è chiaramente esotermica: normalmente, in un solido, il calore generato è facilmente assorbito; in una polvere, invece, l'area superficiale su cui avviene l'ossidazione è molto estesa e le dimensioni delle particelle molto piccole perciò si verifica un aumento di temperatura con conseguente aumento della velocità di ossidazione che genera ulteriore calore in modo esponenziale. Le esplosioni di polveri presentano diverse analogie con le esplosioni gassose, specialmente per quanto riguarda le reazioni coinvolte e quando la polvere ha una granulometria inferiore a 5 ʯm. Tuttavia, esistono significative differenze che rendono lo studio delle polveri più difficile rispetto a quello dei gas e vapori. Perché avvenga, un'esplosione di polvere deve essere presente un certo grado di turbolenza per disperdere la polvere in una sospensione (nube). Le esplosioni gassose possono invece avvenire anche con il gas in uno stato quiescente; inoltre le miscele gassose sono omogenee e consistono di particelle di dimensioni molecolari. Al contrario le sospensioni di polveri in aria formano un sistema eterogeneo; inoltre contengono particelle di dimensioni diverse, sempre però molto più grandi e quindi più pesanti delle molecole gassose e che tendono a redepositarsi a causa della gravità. Data la differenza di densità tra i due componenti la miscela, la concentrazione di una sospensione è solitamente espressa come peso di polvere per volume di aria (mg/l o g/m3). La concentrazione rappresenta un valore medio, statistico, soggetto a variazioni temporali e spaziali. Nel caso che si formi una nube di polvere, a causa della diversa velocità di caduta delle particelle, in funzione delle loro dimensioni, si ottiene nella miscela polvere-aria una separazione: la composizione della miscela subisce variazioni notevoli con alterazione delle caratteristiche della miscela stessa.
In comune con i gas infiammabili, le polveri miscelate con l'aria esibiscono un limite inferiore e un limite superiore di infiammabilità o di esplodibilità. Il limite inferiore o concentrazione minima esplodibile rappresenta la più piccola quantità di una polvere sospesa in un'unità di volume di aria capace di accendersi e di propagare la fiamma. In concentrazioni inferiori, le particelle della stessa polvere sono più lontane fra di loro quindi il calore liberato dall'ossidazione delle singole particelle non è sufficiente a riscaldare e ad accendere quelle adiacenti. Quando la concentrazione della polvere supera il limite inferiore e si avvicina al valore stechiometrico, la velocità di propagazione della fiamma e la “violenza” dell’esplosione aumentano. Una volta superata la concentrazione stechiometrica, l’effetto di raffreddamento dovuto all'eccesso di combustibile diventa sempre più marcato e si raggiunge una concentrazione corrispondente al limite superiore. La determinazione sperimentale del limite superiore di infiammabilità di una polvere presenta notevoli difficoltà, in quanto bisogna essere certi che la nube costituente il sistema eterogeneo polvere-aria abbia concentrazione uniforme e che non si formino

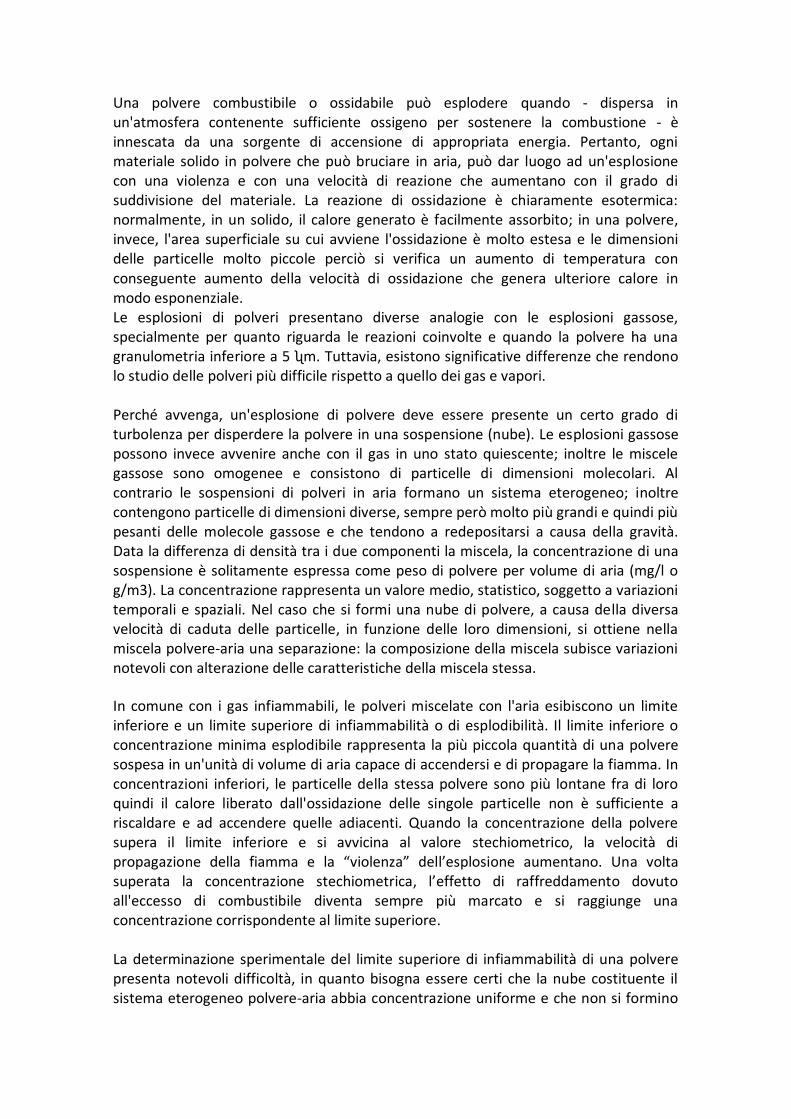
zone in cui la concentrazione della polvere sia inferiore a quella corrispondente al limite superiore di infiammabilità. Poiché è estremamente raro che negli impianti e nelle attività industriali nubi di polvere possano essere mantenute in concentrazioni sopra il limite superiore di infiammabilità (e quindi al di fuori dell'intervallo pericoloso), l'interesse per questo limite è piuttosto scarso. Per questo motivo, ben pochi valori sono stati determinati sperimentalmente e le concentrazioni trovate cadono tra 2 e 6 g/l. Nella Tabella 9 sono confrontati gli intervalli di infiammabilità di alcuni gas/vapori e di alcune polveri.
Nella Fig. sono confrontati i dati di esplodibilità del metano e della polvere di polietilene; anche la concentrazione del metano è espressa su base massa per unità di volume di aria (g/m3). La curva del metano mostra, ben definiti, il limite inferiore e il limite superiore; quella del polietilene mostra il limite inferiore (uguale a quello del metano) ma non il limite superiore. È importante sottolineare che la concentrazione della nube di polvere non è spazialmente uniforme per cui ritenere che sia possibile impedire un'esplosione rimanendo al di fuori dell'intervallo di infiammabilità, sebbene logicamente corretto, da un punto di vista pratico deve essere considerato impraticabile.
Perché una miscela polvere-aria, compresa entro i limiti di infiammabilità, si accenda, è necessario, come del resto per le miscele gassose, un innesco che può essere di vario tipo (scintilla, filo caldo, elettricità statica, ecc.). Tutte le polveri combustibili richiedono un'energia minima di accensione che varia in funzione della natura chimica della polvere, dell'umidità, della posizione dell'innesco, della sua granulometria, dell'uniformità e della composizione della sospensione.
Analogamente alle miscele gassose, l'energia di accensione è minima nei dintorni della composizione stechiometrica ed aumenta nelle vicinanze dei limiti. Fino a pochi anni fa si riteneva che l'energia minima di accensione delle polveri fosse di diversi ordini di grandezza maggiore di quella richiesta dai gas infiammabili. Ulteriori ricerche sui metodi di determinazione dell'energia di accensione, hanno tuttavia dimostrato che variando le caratteristiche di scarica della scintilla si ottengono valori prossimi a quelli dei gas. Riassumendo, perché si propaghi un'esplosione da polvere devono essere soddisfatte le seguenti condizioni:
La polvere deve essere combustibile;
La polvere deve poter formare una nube in aria (sospensione);
La polvere deve avere una distribuzione delle particelle (granulometria) capace di propagare la fiamma;
La concentrazione della sospensione di polvere deve cadere entro l'intervallo di infiammabilità;
Deve essere presente una sorgente di energia (innesco) sufficiente per iniziare la propagazione della fiamma entro la sospensione;
L'atmosfera entro cui è sospesa la nube deve contenere sufficiente ossigeno per sostenere la combustione
Se manca una sola di queste condizioni l'esplosione non può avvenire. Tutte le misure di prevenzione si basano quindi sull'eliminazione di una o più di queste condizioni. 2.4 L’analisi delle caratteristiche delle polvere combustibili L’Analisi di rischio polveri combustibili, tra cui polvere di zucchero, risalgono a più di 80 anni. Nel 1924, R.V. Wheeler (Wheeler, 1924) ha diviso le polveri combustibili in tre classi in base a infiammabilità e tassi di ustione relative:
• Classe I - Le polveri che si accendono e che propagano fiamme prontamente, la fonte di calore necessario per l'accensione deve essere relativamente piccola.

• Classe II - Le polveri che sono prontamente accesi, e che, per la propagazione della fiamma, richiedono una sorgente di calore di grandi dimensioni o ad alte temperature. • Classe III - Le polveri che non sembrano essere in grado di propagare la fiamma.
Nel 1925 la pubblicazione "The Dust Hazard in Industry" (Gibbs) conclude che: Lo zucchero, la destrina, l'amido e cacao sono i più pericolosi, lo zucchero eccezionalmente così. Lo zucchero si accende quando proiettata come una nube contro una superficie riscaldata a seguito di una fonte d'ignizione o calore, avviene l'accensione, la fiamma viaggia in tutto il polverone con grande rapidità. The National Fire Protection Association (NFPA) definisce una polvere combustibile come qualsiasi "materiale solido finemente suddiviso, che indipendentemente dalle dimensioni delle particelle e presenta un rischio di incendio o esplosione quando disperso in aria e acceso" (NFPA, 2006). Procedure di prova standardizzate utilizzate per determinare sperimentalmente importanti proprietà di una polvere combustibile sono elencati nella Tabella.
Proprietà Definizione Metodo Di Prova Applicazione
Kst Indice deflagrazione delle polvere
ASTM E 1226 Misura la gravità dell'esplosione relativa rispetto ad altre polveri.
Pmax Sovrappressione massima di esplosione generata nella camera di prova
ASTM E 1226 Utilizzato per progettare custodie e prevedere la gravità delle conseguenze.
(dP/dt) max Velocità massima di aumento della pressione
ASTM E 1226 Predice la violenza di una esplosione; utilizzati per il calcolo Kst
MIE Energia minima di accensione
ASTM E 2019 Prevede la facilità e la probabilità di accensione di una nube di polvere dispersa.
MEC Concentrazione minima esplosile
ASTM E 1515 Misura la quantità minima di polvere dispersa in aria, necessaria per diffondere un'esplosione. Analogamente al limite inferiore di infiammabilità (LFL-Lower Flammability limit ) per le miscele di gas / aria
Tabella. Proprietà misurate di polveri combustibili (Dastidar, 2005)

I parametri dell’Esplosione
L'indice di deflagrazione, kst, viene utilizzato per stimare la gravità dell'esplosione relativa della polvere in esame. Per determinare Kst, si ha bisogno di campioni di polvere di dimensioni note, il contenuto di umidità, e la concentrazione si accendono in un apparecchio di prova standard di 20 litri. La pressione della camera di prova è in funzione del tempo rilevato per via di crescenti concentrazioni del campione. Il valore di Kst si calcola con l'equazione:
Più alto è il valore della Kst, è più energica l’esplosione delle polveri può essere. Alle polvere combustibile viene assegnato uno dei tre classi di pericolo, ST1, ST2, ST3 e, sulla base dell'indice di deflagrazione determinata dai risultati del test (vedi tabella).
Classe di pericolo Kst (bar m / s) Caratteristica
St1 1-200 Esplosione debole
St2 201-300 Esplosione forte
St3 >300 Esplosione molto forte
Tabella. Classi di pericolo polveri combustibili
Molte possono essere le conseguenze di un esplosione che avvenga in un luogo di lavoro ed è consuetudine differenziare gli scenari di incidente a seconda che essi siano originati di rilasci di gas, vapori, nebbie, spray oppure da polveri combustibili, che presentano caratteristiche d’esplosione molto differenti, nonostante la presenza di proprietà simili in termini di parametri di accensione e combustione (Eckhooff, 2005). Tutte le sostanze originate da un rilascio accidentale presentano, infatti:
Campi d’esplodibilità sufficientemente definitivi (LEL, UEL);
Velocita di combustione laminare;
Relazione tra turbolenza e velocita di combustione laminare;
Fenomeno di transizione tra deflagrazione e detonazione;
Rapporto di incremento di pressione in caso di esplosione isocora; Queste similarità hanno portato molti autori ed enti a concludere che le esplosioni di gas/vapori risultino assimilabili a quelle derivanti da ATEX generate da polveri combustibile. Così non è. A fronte delle analogie indicate sono presenti differenze sostanziali. Una prima distinzione è legata all’intima miscelazione che avviene tra gas e vapori con l’aria comburente, in particolare in zone confinate e ridotta ventilazione. La concentrazione dei gas e vapori con l’aria permane costante nel tempo in assenza di ventilazione; tale fenomeno non e analogo per le polveri e le gocce di liquidi (spray e nebbie) che manifestano invece un moto controllate da forze n’inerzia e gravitazionali che non hanno alcuna influenza nella miscelazione di gas e vapori. La sensibilità a tale forza risulta inoltre strettamente dipendente dal diametro di polveri e gocce e della velocita locale dell’aria.

Un’ulteriore diversità tra i comportamenti e legata alla presenza di una certa turbolenza locale dell’aria; questo parametro, mentre nei gas e vapori non modifica le concentrazioni di regime eventualmente già raggiunte, con le polveri aumenta la durata della sospensione (e quindi la durata connessa all’esplosività delle stesse). Inoltre, mentre e possibile trasportare gas e liquidi infiammabili in assenza di comburente, il convogliamenti delle polveri combustibili necessita sempre di un gas vettore che generalmente è aria (risulterebbe molto costoso l’utilizzo di gas inerti quali azoto e CO2) Infine, lo stoccaggio: per i gas i vapori e possibile effettuare tale operazione tenendo sotto controllo i parametri sensibili come la concentrazione media della sostanza in aria, operazione che con le polveri oltre al essere difficoltosa, risulta inaffidabile. Infatti, mentre la rilevazione localizzata della concentrazione dei gas presenti in uno stoccaggio può essere sufficientemente rappresentativa della concentrazione che si registra in tutto il volume chiuso, per le polveri questa considerazione non possiede la medesima valenza. Ad ogni modo, a prescindere dalle differenze indicate, nell’ambito dell’analisi delle esplosioni industriali e consuetudine, comunque, procedere ad una caratterizzazione delle sostanze pericolose attraverso parametri quantitativi che permettano di classificare ogni aspetto legato alla stabilita o reattività della sostanza analizzata. Limiti di esplosione I limiti di esplosione rappresentano i confini del campo di esplosione nel quale la concentrazione della sostanza infiammabile nell’aria può dar luogo ad un’esplosione (deflagrazione o detonazione). Esiste per tanto un limite inferiore di esplosione (LEL, Lower Explosion Limit) e un limite superiore d’esplosione (UEL, Upper Explosion Limit). Il LEL e l’UEL sono anche chiamati limiti di esplodibilità e sono così definiti: - LEL: concentrazione in aria di sostanza infiammabile al disotto della quale l’at-mosfera non esplode; - UEL: concentrazione in aria di sostanza infiammabile al disopra della quale l’at-mosfera non esplode. Fig. Range di esplosione I limiti di esplosione sono misurati in miscela con l’aria. Tali limiti, nel caso di gas, vapori e nebbie, si modificano al variare delle condizioni al contorno nelle quali sono misurati. In particolare:

Il aumento della concentrazione di ossigeno ampia notevolmente l’UEL, e quindi il campo di esplosione, mentre ha scarsa influenza sul LEL (vedi figura);
Un aumento di temperatura tende ad aumentare il campo di esplosione con un incremento dell’UEL;
Un aumento deciso del campo di esplosione si registra invece con l’aumento della presione che determina un forte spostamento dell’UEL.
Fig. Diagramma di infiammabilità in condizioni di temperatura e pressione ambiente. I limiti di esplosione (LEL, UEL) si esprimono generalmente in % o in g/m3. Nel caso delle miscele ATEX composte da più sostanze infiammabili, il LEL (e UEL) complessivo si determina con l’ausilio della legge di Le Chatelier. LEL miscela = 1/ ∑con n e i=1 yi/ LELi Dove yi e la frazione molare o volumetrica della i-esima sostanza.
Per le polveri vengono rispettivamente definite la temperatura di accensione di una nube e la temperatura di accensione di uno strato di polvere.
La temperatura di accensione di una nube è “la più bassa temperatura di una parete calda interna ad un forno alla quale si verifica l’accensione in una nube di polvere nell’aria contenuta al suo interno” (EN 60079-14-2:2010). In genere si considerano pericolose polveri combustibili che hanno dimensioni delle particelle minori od uguali a 0,5 mm.
La temperatura di accensione di uno strato di polvere è “la più bassa temperatura di una superficie calda alla quale si verifica l’accensione in uno strato di polvere di spessore specificato su una superficie calda” (EN 60079-14-2:2010).
Uno strato di polveri è considerato pericoloso sia perché può sollevarsi in nube sia perché può accendersi e dare origine ad esplosioni successive (effetto domino).
Tali parametri sono utilizzati, come vedremo più avanti, per la scelta delle appa-recchiature analogamente a quanto detto per la temperatura di accensione dei gas.
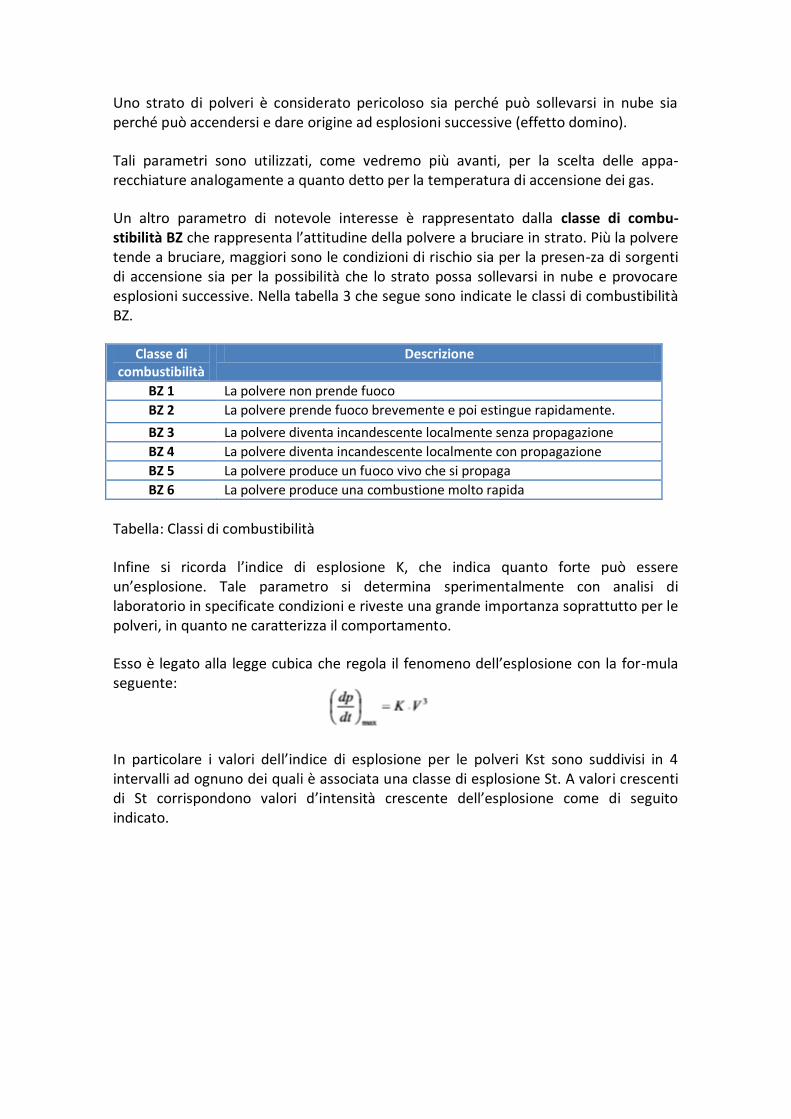
Un altro parametro di notevole interesse è rappresentato dalla classe di combu-stibilità BZ che rappresenta l’attitudine della polvere a bruciare in strato. Più la polvere tende a bruciare, maggiori sono le condizioni di rischio sia per la presen-za di sorgenti di accensione sia per la possibilità che lo strato possa sollevarsi in nube e provocare esplosioni successive. Nella tabella 3 che segue sono indicate le classi di combustibilità BZ.
Classe di combustibilità
Descrizione
BZ 1 La polvere non prende fuoco
BZ 2 La polvere prende fuoco brevemente e poi estingue rapidamente.
BZ 3 La polvere diventa incandescente localmente senza propagazione
BZ 4 La polvere diventa incandescente localmente con propagazione
BZ 5 La polvere produce un fuoco vivo che si propaga
BZ 6 La polvere produce una combustione molto rapida
Tabella: Classi di combustibilità
Infine si ricorda l’indice di esplosione K, che indica quanto forte può essere un’esplosione. Tale parametro si determina sperimentalmente con analisi di laboratorio in specificate condizioni e riveste una grande importanza soprattutto per le polveri, in quanto ne caratterizza il comportamento.
Esso è legato alla legge cubica che regola il fenomeno dell’esplosione con la for-mula seguente:
In particolare i valori dell’indice di esplosione per le polveri Kst sono suddivisi in 4 intervalli ad ognuno dei quali è associata una classe di esplosione St. A valori crescenti di St corrispondono valori d’intensità crescente dell’esplosione come di seguito indicato.
Concentrazione Limite di ossigeno (LOC) La concentrazione limite di ossigeno (Limiting Oxygen Concetration, LOC) è la massima concentrazione i ossigeno (determinata in condizioni di prova specificate) in una miscela di sostanza infiammabile, aria e un gas inerte in corrispondenza della quale non si verifica un’esplosione. Al di sotto del LOC la miscela non e in grado di generare una reazione che si autosostenga e si propaghi all’insieme della miscela incombusta. Come si rivela nella figura di triangolo di infiammabilità, al di sotto della concentrazione limite di ossigeno, il campo i esplosione si chiude completamente. Il LOC dipendera sia dal tipo di sostanza testata sia del gas utilizzato per la generazione del atmosfera inerte. Le norme tecniche di riferimento per l’esecuzione dei test sono la ASTM E2079 per i gas i vapori e la ENI 14 034-4 per le polveri combustibili. La determinazione di questo parametro è posta a fondamento delle operazioni di prevenzione dell’ATEX definite inertizzazione. Tale tecnica, si suddivide in inertizzazione per flussaggio e inertizzazione per purgaggio (in pressione o sottovuoto). Temperatura di accensione La temperatura di accensione rappresenta, convenzionalmente, la minima temperatura di una superficie riscaldata in corrispondenza della quale, in condizione specificate, avviene l’accensione di un’ATEX. I gas e vapori presentano un’unica temperatura di accensione (Ti, Autoignition Temperature oppure Tacc secondo la notazione presente in CEI 31-35) mentre le polvere combustibili possiedono due tipi di temperature di accensione: La temperatura di accensione della nube di polvere ( Tc] Cluod Temperature) e la Temperatura di accensione dello strato di polvere ( Tlayer oppure T5mm nel casi di presenza di uno strato standard di polvere dello spessore pari a 5mm) Si sottolinea che tale parametro non rappresenta un aspetto univocamente definibile e sperimentale rilevabile. Esso infatti risulta marcatamente dipendente dalle modalità di esecuzione del test. In generale, la Temperatura di accensione Tende a diminuire al crescere della superficie calda esposta all’ATEX e all’aumentare della velocita con la quale l’ATEX lambisce la superficie calda. Inoltre esistono sostanze che manifestano differenti temperature di accensione in funzione del materiale con cui entrano in contatto. La normativa a cui fare riferimento per l’esecuzione dei test è la UNI EN 14522 (per gas/vapori) e CEI EN 50281-2-1 (per le polveri combustibili). La Temperatura di accensione rappresenta un parametro indispensabile per l’individuazione delle massime temperature superficiali degli apparecchi (elettrici e non elettrici) collocati e destinati a funzionare in atmosfera potenzialmente esplosiva.

Minima Energia di accensione (MIE) La minima energia di accensione (MIE, Minimun Ignition Energy) è l’energia che, in condizione di prova specificate, risulta in grado d’innescare l’ATEX sottoposta a test. Essa rappresenta sia per i gas i vapori, sia per le polvere combustibili, un indice di sensibilità al innesco, utile al dimensionamento degli apparecchi a sicurezza intrinseca e alla valutazione del rischi elettrostatico. La MIE, nel caso delle polvere combustibili, risulta correlata alla granulometria; le frazioni fini tendono a possedere energie di innesco più basse rispetto a polveri grossolane. La MIE, inoltre, tende a decrescere con:
- L’aumento della temperatura - L’aumento della percentuale di ossigeno - La diminuzione dell’umidita nella polvere.
Sorgenti d’innesco
Le sorgenti di innesco possono essere:
Scariche elettriche: possono derivare dalla manovra di interruttori, relè, da correnti vaganti, da protezione catodica, dagli avvolgimenti dei motori elettrici, etc…
Scariche elettrostatiche: queste possono essere caratterizzate da energie dell’ordine di decine di mJ e potenziali di decine di kV. Le operazioni e le situazioni in cui si possono generare (figura 7a e 7b) riguardano l’uso di attrezzature di plastica o di fibre sintetiche, di indumenti isolanti (scarpe di gomma, fibre sintetiche) che si caricano per strofinio, specialmente su pavimenti isolanti, lo scorrimento di fluidi e polveri (riempimento di serbatoi, passaggio in tubazioni isolanti, scarico di gas compressi), l’agitazione di polveri e liquidi in recipienti.
Scariche atmosferiche: si generano in seguito ai campi elettrici e magnetici connessi con il fenomeno della scarica atmosferica.
Scintille generate meccanicamente: si tratta di particelle metalliche prodotte per attrito ed urto e incendiate, per esempio durante le lavorazioni meccaniche, o prodotte a seguito dell’urto fra utensili o arnesi realizzati in metalli leggeri e pezzi con presenza di ruggine.
Superfici calde: le superfici calde di apparecchi, tubi radianti, cuscinetti, essiccatoi, etc. possono generare l’accensione dell’atmosfera esplosiva.
Reazioni esotermiche: si hanno reazioni chimiche esotermiche con sviluppo di calore non sufficientemente disperso e produzione di energia sufficiente per

l’innesco, in presenza di depositi di farine (per fermentazione batterica), gomme, fertilizzanti, incrostazioni piroforiche, sali metallici e organici, olii e grassi.
Fiamme libere: presenti per esempio nelle operazioni di taglio e saldatura o nei bruciatori, sono evidentemente pericolose per il loro alto contenuto energetico. Tra le operazioni in cui porre maggiore attenzione vi è il taglio di recipienti chiusi contenenti residui di sostanze infiammabili.
Impulsi di pressione: generano calore a causa della compressione adiabatica nei restringimenti o per esempio nella fuoriuscita di gas.
Onde elettromagnetiche: la pericolosità dipende dalla potenza del campo emettitore in prossimità delle parti metalliche che fungono da antenna ricevente e che possono scaldarsi o generare scariche elettriche.
Radiazioni ionizzanti: la pericolosità è legata all’energia associata alla radiazione che può essere assorbita.
Ultrasuoni: le onde acustiche possono riscaldare la sostanza che le assorbe. Le cariche elettrostatiche come sorgenti di innesco
Tra i principali fattori che possono configurarsi come sorgente di innesco di una atmosfera esplosiva vi è la formazione di campi elettrostatici in prossimità di parti di impianto in cui si formano atmosfere esplosive. Tale fenomeno può essere dovuto a fattori strettamente legati al processo produttivo, ovvero a cause esterne come ad esempio quelle legate a fenomeni di scariche atmosferiche.
Nel caso di aspetti legati a fattori produttivi, il principio di formazione dei campi elettrostatici è dovuto in larga parte al classico fenomeno dello strofinio. Ciò si verifica, nel caso di sostanze solide, durante le procedure di travaso di sostanze tra recipienti diversi o per strofinio durante i processi di lavorazione.
In entrambi i casi, la separazione elettrostatica delle cariche elettriche determina la formazione di un’energia potenziale, o potenziale elettrostatico, che in qualsiasi momento, può dare origine ad un arco voltaico e al successivo innesco dell’eventuale atmosfera esplosiva.
Il fenomeno della separazione delle cariche elettrostatiche per strofinio, di per sé non rappresenta un pericolo. Lo diventa nel momento in cui tale accumulo raggiunge livelli tali da riuscire ad innescare l’eventuale atmosfera esplosiva.
Una classica esemplificazione del fenomeno è il caso di un recipiente che, per qualche ragione, si carica positivamente. Qualora l’accumulo di carica superficiale sia tale da superare il potenziale di innesco, la carica elettrostatica viene liberata attraverso la formazione di una scintilla (arco voltaico), che si comporta come una sorgente di innesco.
Le attività che possono dare origine a separazione di cariche elettrostatiche hanno quindi come fattore comune lo strofinio. Tra queste, nei processi industriali vi sono:
- travaso di prodotti; - rotolamento tra nastri trasportatori e pulegge; - flusso di un liquido attraverso le tubazioni; - nebulizzazione di un liquido; - svuotamento di grosse quantità di prodotti da sacchi o contenitori.
L’obiettivo principale, affinché non si produca una azione di innesco in atmosfera esplosiva, è quello di evitare che tali cariche si formino. Laddove tale fenomeno sia inevitabile, occorre che le cariche vengano disperse attraverso materiali con-duttori mediante il principio della messa a terra.
La messa a terra è una delle metodiche utilizzate per neutralizzare le cariche elettrostatiche, facendo in modo che queste si disperdano verso il terreno attraverso dei conduttori. La caratteristica di questi conduttori è la bassa resistività rispetto agli altri materiali presenti nell’atmosfera potenzialmente esplosiva.
2.5 Effetti delle esplosioni di polveri Un'esplosione di polvere non è altro che la combustione rapida di una nube di materiale particolato contenuto in uno spazio confinato o parzialmente confinato dove si genera calore con una velocità molto più alta di quella della sua dissipazione. Poiché la reazione avviene in un tempo molto breve, gli effetti risultano concentrati e le conseguenze si estrinsecano nel raggiungimento di alte temperature e di un relativamente rapido aumento di pressione (a causa dell'espansione dei gas di combustione), con formazione di un'onda che si propaga nel mezzo circostante; le velocità di propagazione variano da pochi cm/s a qualche centinaio di m/s. L'effetto esplosivo è funzione della granulometria della polvere, della percentuale di ossigeno della miscela, del grado di umidità, ecc. Se la miscela si trova in condizioni ambiente e in concentrazione stechiometrica, le pressioni massime che possono essere raggiunte durante l'esplosione sono di circa 8 bar per la maggior parte delle polveri, analogamente a quelle raggiunte nelle deflagrazioni gassose. Tal volta sono state misurate anche pressioni superiori (11-13 bar). I parametri principali che determinano la violenza dell'esplosione sono: la pressione massima di esplosione e la velocità massima di aumento della pressione. Questi dati vengono solitamente usati per la progettazione dei dispositivi di sfogo dell'esplosione (venting). La pressione d'esplosione e la velocità di aumento della pressione dipendono dalla concentrazione di polvere: i valori di tali parametri aumentano man mano che la concentrazione aumenta (partendo dal limite inferiore d’esplosività). In altre parole, questo significa che la violenza di un'esplosione dipende dalla quantità di polvere presente nell'unità di volume.

Esplosione confinate di polvere combustibile
I fenomeni di esplosione derivanti dalla presenza di polvere combustibili risultano nella maggioranza dei casi, generati dall’interno di un sistema di contenimento. Molto rare sono infatti le esplosioni primarie di polveri che hanno origine all’esterno degli impianti. Come già fatto nel caso dei gas e vapori infiammabili confinati, si rincorrerà al termine esplosione primaria per identificare la deflagrazione che hanno origine all’interno di un contenimento o un'apparecchiatura (silo, filtro, ciclone, ecc). In seguito al cedimento della struttura, la pressione generata può coinvolgere depositi o strati di polvere presenti nelle vicinanze provocando una sospensione al di fuori dell’impianto. Gli effetti dell’esplosione dovuta a contenimenti di polveri combustibili sono: radiazione termica, rilascio di gas tossici, frammenti proiettati, fiamme generate, sovrappressione, propagazione (interno impianto), Flame Jet Ignition (interno impianto), Pressure Piling (interno impianto). Fig. Esplosioni primarie e secondarie dovute a polveri combustibili. Con il termine esplosione secondaria, nel caso di polveri combustibili, possono essere correlate alla presenza di strati di polveri in deposito all’esterno della parte d’impianto esplosa, all’espulsione di polveri incombuste dal contenimento dovute all’esplosione primaria, e infine, alla propagazione dell’esplosione nelle tubazioni di adduzione e trasporto, con conseguenze spesso più disastrose. A fini operativi e di analisi si assumerà che le esplosioni secondarie avvengono solo successivamente all’esplosione primaria, come dimostra la (quasi) totalità degli incidenti
avvenuti nel passato. Risulta infatti molto improbabile che fenomeni possano accadere in assenza dell’esplosione primaria.
La maggioranza delle esplosioni che coinvolgono polveri combustibili hanno origine dall’interno dei sistemi di contenimento (esplosioni primarie) ed eventualmente si propagheranno all’esterno o in altre parti dell’impianto con lo sviluppo di esplosioni secondarie. In genere l’esplosione che ha origine all’interno del sistema di contenimento delle polveri inducono esplosioni deflagranti. Il fenomeno dell’esplosione secondaria nel caso di polveri combustibili e pertanto riassumibile nei seguenti scenari d’incidenti;
Esplosione causata dalla dispersione e successivo innesco degli strati di polveri presenti in adiacenza del contenimento primario esploso.
Esplosione causata dall’espulsione dal contenimento di polveri non combuste, accese a loro volta dalla fiamme generate dall’esplosione primaria.
Accumulo di pressione (PP).
Transazione Deflagrazione-Detonazione (DDT).
Innesco con fiamma a getto (FJI). Il fenomeno di transazione tra deflagrazione e detonazione può avvenire lungo condotte di trasporto pneumatico non isolate con valori del rapporto L/D (Lunghezza/ Diametro) sufficientemente alti e con polveri ad medio/alto Kst. Per quanto invece attiene la sola propagazione dell’esplosione nelle tubazione, nel caso di diametri inferiori a 0,1 m e polveri con classe di Esplodibilità St1, se l’accensione ha inizio da un contenimento correttamente protetto con venting (P red ≤ 0,5 bar), la probabilità di propagazione dell’esplosione all’interno del trasporto pneumatico risulta verosimilmente bassa (Barton, 2002). Lo stesso autore ritiene in ogni caso improbabile tra propagazione tra contenimenti tra loro collegati (e non protetti da sistemi di sfogo o soppressione) nel caso siano presenti diametri di collegamento inferiori a 0,1 m e polveri di classe St1 e St2. D’altro canto e provata la propagazione del fronte di fiamma all’interno di condotte aventi diametro compreso tra 0,2 e 0,6 m (NFPA 68), a partire da un innesco proveniente da un contenitore correttamente protetto con venting calcolato una (P red ≤ 0,5 bar). Nel range di diametro compreso tra 0,1 e 0,2 m, risulta invece incerta la propagazione dell’esplosione all’interno della tubazione. In particolare trial di test realizzati in tubazione aperte ai lati dimostrano che dimensioni inferiori a 0.15 m non propagano l’esplosione con polveri di classe St1 (Holbrow et al , 1997).
2.6 Esempi di esplosioni di polveri alimentari Imperial Sugar Company Imperial Sugar Company, con sede a Sugar Land, Texas, è stata costituita nel 1924. La società ha acquistato l'impianto di Savannah Foods and Industries, Inc. nel dicembre 1997. Al
momento dell'incidente, l'Imperial Sugar operava l’impianto di produzione di zucchero a Port Wentworth, il confezionamento in Gramercy, Louisiana, e l'operazione di stoccaggio a Ludlow, KY. Gli impianti di produzione di zucchero hanno ricevuto lo zucchero greggio e zucchero raffinato in semolato. Il zucchero semolato è stato utilizzato per fare lo zucchero a velo, zuccheri speciali e prodotti dello zucchero liquido. Sono confezionati prodotti dello zucchero che vanno da cisterna e tramoggia automotrice, alle borse da 100 libbre con piccole scatole e sacchetti. I clienti inclusi erano panifici industriali e grande catene, cosi come piccoli negozi alimentari. Nel 2007, l'azienda ha prodotto più di 1,3 milioni di tonnellate di zucchero, che lo rende uno dei più grandi raffinerie negli Stati Uniti. Più di 350 dipendenti e collaboratori hanno lavorato presso l'impianto di Port Wentworth, dove la produzione annua di zucchero ha superato le 700 mila tonnellate.
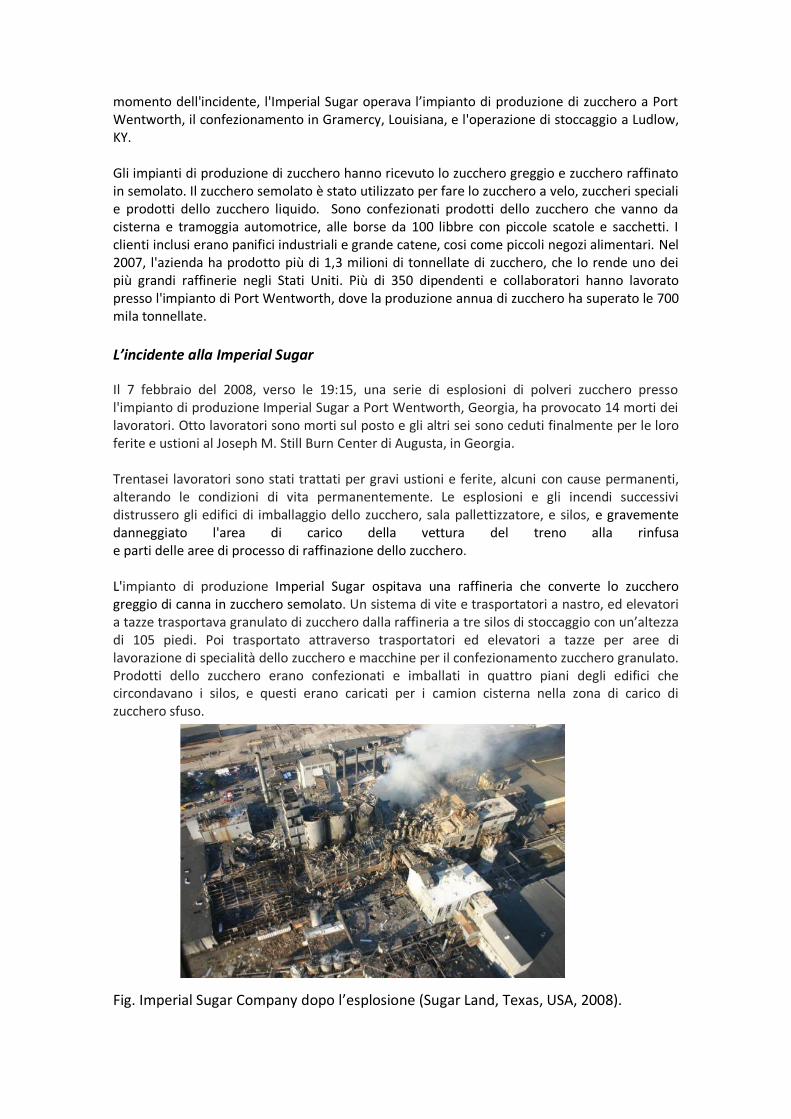
L’incidente alla Imperial Sugar Il 7 febbraio del 2008, verso le 19:15, una serie di esplosioni di polveri zucchero presso l'impianto di produzione Imperial Sugar a Port Wentworth, Georgia, ha provocato 14 morti dei lavoratori. Otto lavoratori sono morti sul posto e gli altri sei sono ceduti finalmente per le loro ferite e ustioni al Joseph M. Still Burn Center di Augusta, in Georgia. Trentasei lavoratori sono stati trattati per gravi ustioni e ferite, alcuni con cause permanenti, alterando le condizioni di vita permanentemente. Le esplosioni e gli incendi successivi distrussero gli edifici di imballaggio dello zucchero, sala pallettizzatore, e silos, e gravemente danneggiato l'area di carico della vettura del treno alla rinfusa e parti delle aree di processo di raffinazione dello zucchero. L'impianto di produzione Imperial Sugar ospitava una raffineria che converte lo zucchero greggio di canna in zucchero semolato. Un sistema di vite e trasportatori a nastro, ed elevatori a tazze trasportava granulato di zucchero dalla raffineria a tre silos di stoccaggio con un’altezza di 105 piedi. Poi trasportato attraverso trasportatori ed elevatori a tazze per aree di lavorazione di specialità dello zucchero e macchine per il confezionamento zucchero granulato. Prodotti dello zucchero erano confezionati e imballati in quattro piani degli edifici che circondavano i silos, e questi erano caricati per i camion cisterna nella zona di carico di zucchero sfuso.
Fig. Imperial Sugar Company dopo l’esplosione (Sugar Land, Texas, USA, 2008).
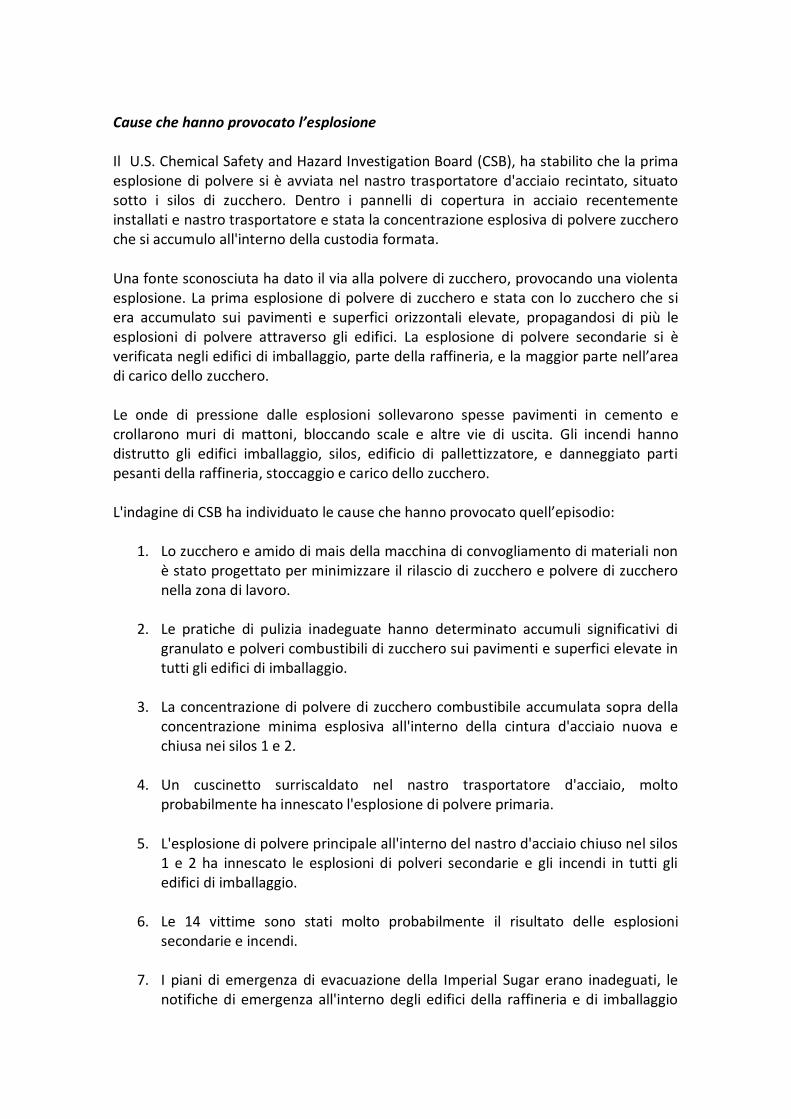
Cause che hanno provocato l’esplosione Il U.S. Chemical Safety and Hazard Investigation Board (CSB), ha stabilito che la prima esplosione di polvere si è avviata nel nastro trasportatore d'acciaio recintato, situato sotto i silos di zucchero. Dentro i pannelli di copertura in acciaio recentemente installati e nastro trasportatore e stata la concentrazione esplosiva di polvere zucchero che si accumulo all'interno della custodia formata. Una fonte sconosciuta ha dato il via alla polvere di zucchero, provocando una violenta esplosione. La prima esplosione di polvere di zucchero e stata con lo zucchero che si era accumulato sui pavimenti e superfici orizzontali elevate, propagandosi di più le esplosioni di polvere attraverso gli edifici. La esplosione di polvere secondarie si è verificata negli edifici di imballaggio, parte della raffineria, e la maggior parte nell’area di carico dello zucchero. Le onde di pressione dalle esplosioni sollevarono spesse pavimenti in cemento e crollarono muri di mattoni, bloccando scale e altre vie di uscita. Gli incendi hanno distrutto gli edifici imballaggio, silos, edificio di pallettizzatore, e danneggiato parti pesanti della raffineria, stoccaggio e carico dello zucchero. L'indagine di CSB ha individuato le cause che hanno provocato quell’episodio:
1. Lo zucchero e amido di mais della macchina di convogliamento di materiali non è stato progettato per minimizzare il rilascio di zucchero e polvere di zucchero nella zona di lavoro.
2. Le pratiche di pulizia inadeguate hanno determinato accumuli significativi di granulato e polveri combustibili di zucchero sui pavimenti e superfici elevate in tutti gli edifici di imballaggio.
3. La concentrazione di polvere di zucchero combustibile accumulata sopra della concentrazione minima esplosiva all'interno della cintura d'acciaio nuova e chiusa nei silos 1 e 2.
4. Un cuscinetto surriscaldato nel nastro trasportatore d'acciaio, molto probabilmente ha innescato l'esplosione di polvere primaria.
5. L'esplosione di polvere principale all'interno del nastro d'acciaio chiuso nel silos 1 e 2 ha innescato le esplosioni di polveri secondarie e gli incendi in tutti gli edifici di imballaggio.
6. Le 14 vittime sono stati molto probabilmente il risultato delle esplosioni secondarie e incendi.
7. I piani di emergenza di evacuazione della Imperial Sugar erano inadeguati, le notifiche di emergenza all'interno degli edifici della raffineria e di imballaggio

sono stati annunciati solo per il personale che utilizza le radio a 2 vie e telefoni cellulari. Molti lavoratori hanno dovuto fare affidamento su avvisi verbali faccia a faccia in caso di emergenza. Inoltre, l'azienda non ha effettuato prove di evacuazione di emergenza.
L’analisi delle polveri combustibili Polvere di zucchero o di altre polveri combustibili dispersi in aria in prossimità di un'attrezzatura nelle aree di lavoro pone un pericolo immediato d’incendio o esplosione solo in condizioni specifiche. La concentrazioni approssimativa di polvere tipica infiammabile a Una nube di Polveri in sospensione Necessaria per sostenere la combustione sarebbe ridurre la visibilità un 5 a 10 Piedi. La densità della nube effettivo Dipende Dalle Dimensioni delle particelle di polvere e la concentrazioni minimi Necessaria per sostenere la combustione.
L'accumulo di polvere combustibile su superfici orizzontali nella zona di lavoro è un serio rischio d’incendio, perché potrebbero incendiarsi. La polvere combustibile su superfici orizzontali non sono esplosive, anche quando è accumulato a una profondità di un pollice o più. Le polveri combustibili devono disperdersi nell'aria e raggiungere una concentrazione superiore al MEC in aria per accendersi e diventare esplosive. In effetti, i limiti di concentrazione d’igieni basiche di polvere industriali (concentrazioni in aria che possono rappresentare un rischio per la salute) sono 4-5 ordini di grandezza inferiori alle minime concentrazioni di polveri necessarie per propagare un'esplosione di polvere (Eckhoff, 2003). Per lo studio si sono elencati delle particelle di materiali comuni, le dimensioni, e i campioni di zucchero e amido di mais prelevati presso l'impianto di Port Wentworth.
Materiale Dimensioni (micron) Talco, globuli rossi, cacao 5 a 10
Polline, la farina macinata, limo grossolana 44 a 74
Sale 105 a 149
Amido di mais da silo di stoccaggio impianto Port Wentworth
10
Prodotto zucchero a velo dalla struttura Port Wentworth
23
Prodotto zucchero granulato dalla struttura Port Wentworth
286
Tabella. La dimensione delle particelle di alcuni materiali infiammabili e non combustibili comuni. Nota 1. Campione prima passato attraverso 500 µm setaccio micron. La Tabella a continuazione mostra i risultati delle analisi dei campioni di zucchero e amido di mais prelevati presso l'impianto di Port Wentworth.
La distruzione quasi totale dell'edificio d'imballaggio ha impedito la raccolta di campioni reali polvere zucchero; tuttavia, le dimensione medie delle particelle della polvere di zucchero
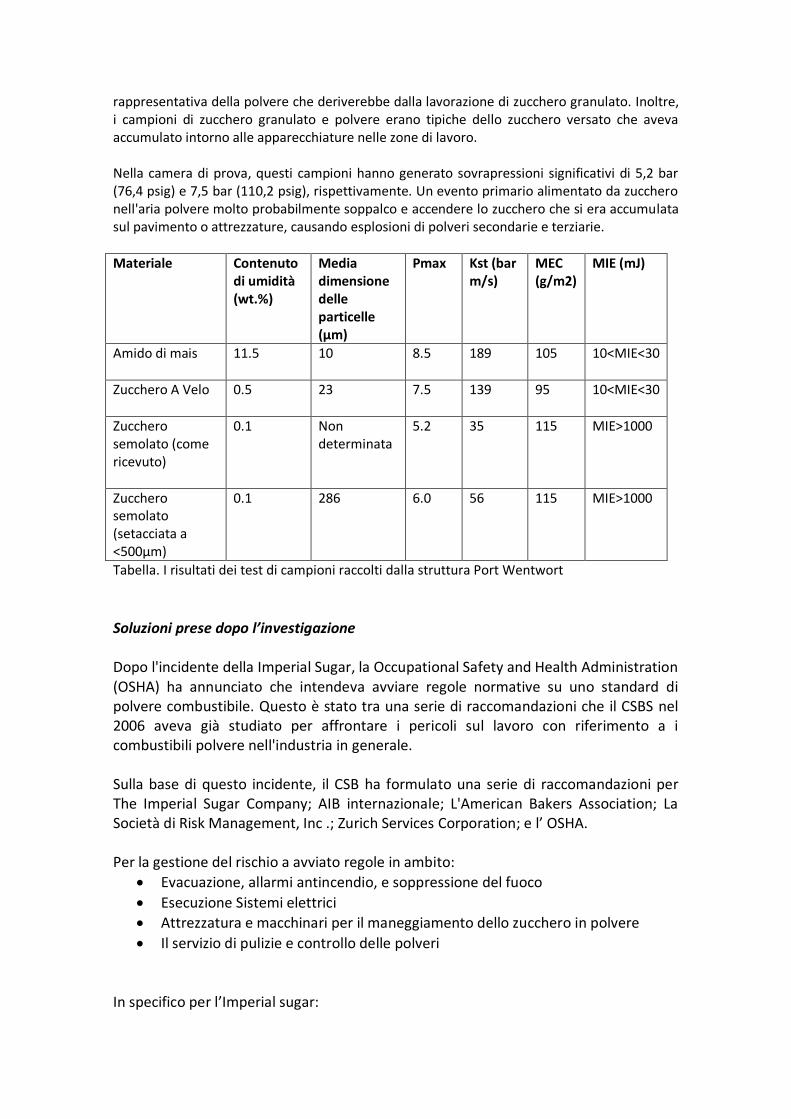
rappresentativa della polvere che deriverebbe dalla lavorazione di zucchero granulato. Inoltre, i campioni di zucchero granulato e polvere erano tipiche dello zucchero versato che aveva accumulato intorno alle apparecchiature nelle zone di lavoro. Nella camera di prova, questi campioni hanno generato sovrapressioni significativi di 5,2 bar (76,4 psig) e 7,5 bar (110,2 psig), rispettivamente. Un evento primario alimentato da zucchero nell'aria polvere molto probabilmente soppalco e accendere lo zucchero che si era accumulata sul pavimento o attrezzature, causando esplosioni di polveri secondarie e terziarie.
Materiale Contenuto di umidità (wt.%)
Media dimensione delle particelle (µm)
Pmax Kst (bar m/s)
MEC (g/m2)
MIE (mJ)
Amido di mais
11.5 10 8.5 189 105 10<MIE<30
Zucchero A Velo
0.5 23 7.5 139 95 10<MIE<30
Zucchero semolato (come ricevuto)
0.1 Non determinata
5.2 35 115 MIE>1000
Zucchero semolato (setacciata a <500μm)
0.1 286 6.0 56 115 MIE>1000
Tabella. I risultati dei test di campioni raccolti dalla struttura Port Wentwort
Soluzioni prese dopo l’investigazione Dopo l'incidente della Imperial Sugar, la Occupational Safety and Health Administration (OSHA) ha annunciato che intendeva avviare regole normative su uno standard di polvere combustibile. Questo è stato tra una serie di raccomandazioni che il CSBS nel 2006 aveva già studiato per affrontare i pericoli sul lavoro con riferimento a i combustibili polvere nell'industria in generale. Sulla base di questo incidente, il CSB ha formulato una serie di raccomandazioni per The Imperial Sugar Company; AIB internazionale; L'American Bakers Association; La Società di Risk Management, Inc .; Zurich Services Corporation; e l’ OSHA. Per la gestione del rischio a avviato regole in ambito:
Evacuazione, allarmi antincendio, e soppressione del fuoco
Esecuzione Sistemi elettrici
Attrezzatura e macchinari per il maneggiamento dello zucchero in polvere
Il servizio di pulizie e controllo delle polveri In specifico per l’Imperial sugar:
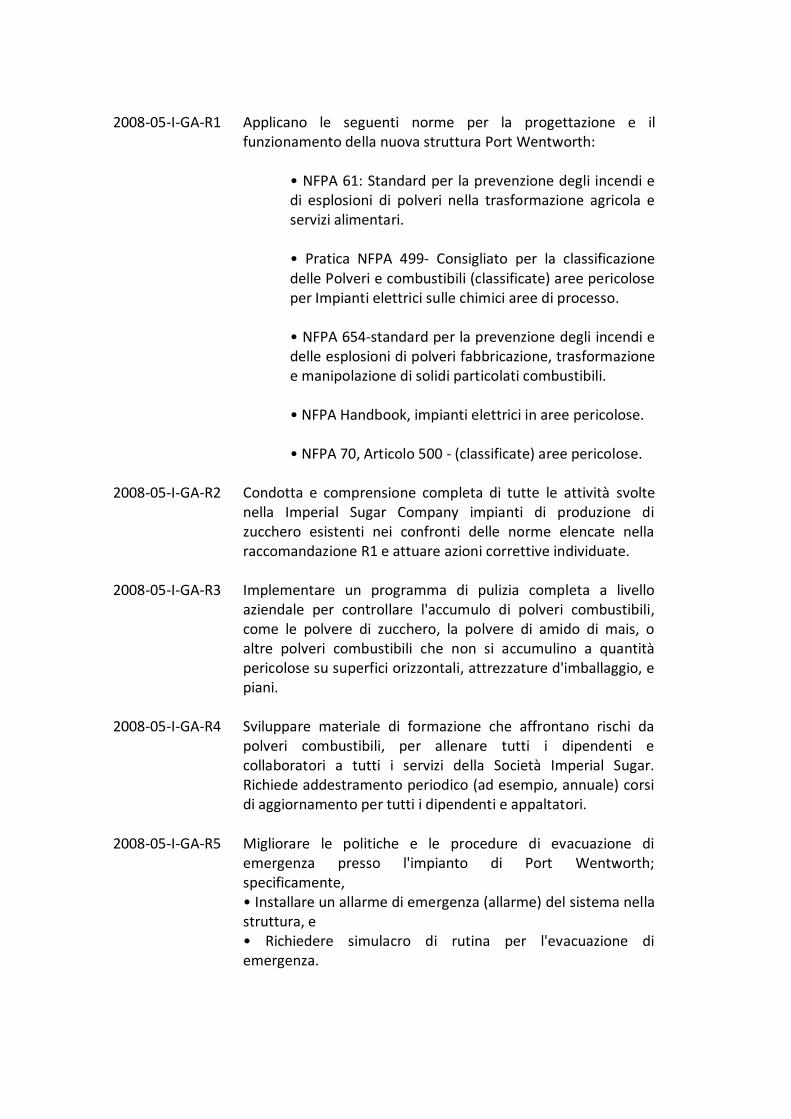
2008-05-I-GA-R1 Applicano le seguenti norme per la progettazione e il
funzionamento della nuova struttura Port Wentworth:
• NFPA 61: Standard per la prevenzione degli incendi e di esplosioni di polveri nella trasformazione agricola e servizi alimentari. • Pratica NFPA 499- Consigliato per la classificazione delle Polveri e combustibili (classificate) aree pericolose per Impianti elettrici sulle chimici aree di processo. • NFPA 654-standard per la prevenzione degli incendi e delle esplosioni di polveri fabbricazione, trasformazione e manipolazione di solidi particolati combustibili. • NFPA Handbook, impianti elettrici in aree pericolose. • NFPA 70, Articolo 500 - (classificate) aree pericolose.
2008-05-I-GA-R2 Condotta e comprensione completa di tutte le attività svolte
nella Imperial Sugar Company impianti di produzione di zucchero esistenti nei confronti delle norme elencate nella raccomandazione R1 e attuare azioni correttive individuate.
2008-05-I-GA-R3 Implementare un programma di pulizia completa a livello aziendale per controllare l'accumulo di polveri combustibili, come le polvere di zucchero, la polvere di amido di mais, o altre polveri combustibili che non si accumulino a quantità pericolose su superfici orizzontali, attrezzature d'imballaggio, e piani.
2008-05-I-GA-R4 Sviluppare materiale di formazione che affrontano rischi da polveri combustibili, per allenare tutti i dipendenti e collaboratori a tutti i servizi della Società Imperial Sugar. Richiede addestramento periodico (ad esempio, annuale) corsi di aggiornamento per tutti i dipendenti e appaltatori.
2008-05-I-GA-R5 Migliorare le politiche e le procedure di evacuazione di emergenza presso l'impianto di Port Wentworth; specificamente, • Installare un allarme di emergenza (allarme) del sistema nella struttura, e • Richiedere simulacro di rutina per l'evacuazione di emergenza.
3. LA LEGISLAZIONE EUROPEA E LA LEGISLAZIONE NAZIONALE IN MATERIA DI RISCHIO DI ESPLOSIONE DI ATMOSFERE ESPLOSIVE GENERATE DA POLVERI INFIAMMABILI DIRETTIVE ATEX La sigla ATEX significa: “Atmosfera Esplosiva”. Le norme comunitarie in materia di Prodotti e luoghi di lavoro con pericolo di esplosione sono:
La Direttiva 99/92/CE Recepita con D. Lgs 233/03 ed ora riportata al Capo XI del D. Lgs 81/08. Questa Direttiva prescrive le misure per la tutela della sicurezza e della salute dei lavoratori che possono essere esposti al rischio di atmosfere esplosive.
La Direttiva 94/9/CE Recepita con D.P.R. 126/98 riguarda le (apparecchiature) Una direttiva è un atto emesso dal Parlamento Europeo destinato agli Stati dell’U.E. Nella direttiva è indicata la data dopo la quale gli Stati membri sono tenuti ad allineare la propria legislazione ai contenuti della direttiva stessa Le Direttive vengono recepite dai Paesi dell’U.E. attraverso Leggi Nazionali e forniscono indicazioni sui requisiti essenziali di sicurezza (RES) che devono possedere prodotti e/o sistema. 3.1 La differenza fra direttive di prodotto e direttive sociali Le Direttive di prodotto Le Direttive di prodotto stabiliscono i Requisiti Essenziali di Sicurezza (R.E.S.S.) cui i prodotti devono rispondere per poter liberamente circolare nel mercato europeo e le procedure di attestazione della conformità. Esse sono vincolanti per gli stati membri e devono essere recepite senza alcuna modifica. Gli atti, stabiliti in sede comunitaria, che hanno portato all’attuale modalità di emissione e di utilizzo delle Direttive di prodotto sono i seguenti:
La Direttiva 83/189 che prevede una procedura di informazione nel settore delle norme e delle regolamentazioni tecniche, oltre al divieto per ogni Stato di emettere norme se non di provenienza comunitaria;
La risoluzione detta del “Nuovo Approccio” del maggio 85;
La decisione dei Consiglio n.93/465, concernente i moduli relativi alle procedure di valutazione della conformità da utilizzare nelle Direttive di prodotto.
La strategia “Nuovo Approccio” prevede l’adozione di direttive ad ampio spettro applicativo che si basano su quanto segue:

La libera circolazione è garantita ai prodotti rispondenti ai requisiti essenziali di sicurezza definiti nelle direttive stesse;
L’interpretazione tecnica dei requisiti essenziali di sicurezza è demandata alle Norme Armonizzate;
L’applicazione di tali norme (dove esistono), pur essendo volontaria, permette di attivare il principio di “presunzione di conformità”;
La dimostrazione della conformità ai requisiti essenziali è attuata tramite procedure specifiche di valutazione della conformità ed attestata dalla Dichiarazione CE di conformità;
Sul prodotto deve essere presente la Marcatura CE. Le principali Direttive di prodotto che si ispirano al “Nuovo approccio” sono le seguenti (e successivi emendamenti):
Nome direttiva Oggetto della direttiva 90/396/EEC Appliances burning gaseous fuels
2000/9/EC Cableway installations designed to carry persons
89/106/EEC Prodotti da costruzione
2004/108/EC Compatibilità elettromagnetica (EMC)
94/9/EC Sistemi ed attrezzature protettivi in atmosfere potenzialmente esplosive
93/15/EEC Esplosivi per applicazioni civili
95/16/EC Ascensori
2006/95/EC Bassa tensione
98/37/EC Sicurezza macchine
2004/22/EEC Strumenti di misura
90/385/EEC Dispositivi medici impiantabili attivi
93/42/EEC Dispositivi medici generali
98/79/EC Medical devices: In vitro diagnostic
92/42/EEC Nuove caldaie acqua calda (prescrizioni di efficienza)
90/384/EEC Strumenti di pesatura non automatici
94/62/EC Packaging and packaging waste
89/686/EEC Dispositivi di Protezione Individuali (DPI)
97/23/EC Attrezzature a pressione
1999/5/EC Radio and telecommunications terminal equipment
94/25/EC Imbarcazioni da riporto
87/404/EEC Recipienti a pressione
88/378/EEC Sicurezza nei giocattoli
Tabella: Principali direttive di prodotto. La Direttiva Bassa Tensione, pur non appartenendo formalmente alle direttive del Nuovo Approccio essendo di precedente emissione nel 1973 (ma poi coordinata con la 93/68/CE quindi ora la direttiva Bassa Tensione è la 2006/95), vi appartiene sostanzialmente in quanto ne possiede tutti gli elementi distintivi. La Direttiva Macchine è la principale direttiva di prodotto; il testo attuale della 2006/42/CE è la modifica dalla 98/37/CE.
Le Direttive Sociali Le direttiva sociali stabiliscono i requisiti di sicurezza, salute e igiene sui luoghi di lavoro cui tutti gli Stati membri devono uniformarsi, mantenendo comunque la possibilità di introdurre misure più restrittive, rispetto a quelle armonizzate. L'articolo 118 A del Trattato istitutivo della Comunità Europea costituisce la base giuridica della legislazione comunitaria in materia di salute e sicurezza sul luogo di lavoro. In base ad esso, gli Stati membri sono tenuti a promuovere il progresso delle condizioni e dell'ambiente di lavoro, per proteggere la sicurezza e la salute dei lavoratori, in un'ottica dal costante progresso. A questo fine il Consiglio stabilisce, per mezzo di direttive, le prescrizioni minime applicabili progressivamente, tenuto conto delle condizioni e delle regolamentazioni tecniche esistenti in ciascuno degli Stati membri. Trattandosi di prescrizioni minime, esse non ostacolano la fissazione e il mantenimento di misure nazionali più severe, e quindi, più avanzate sul fronte della sicurezza dei lavoratori sul luogo di lavoro. Di conseguenza, una legislazione nazionale che traspone, in un dato Stato membro, una direttiva fondata sull'articolo 118 A può, nella misura in cui é compatibile con il diritto comunitario, essere utilizzata per imporre delle obbligazioni più severe rispetto a quelle previste dalla legislazione nazionale fissata da un altro Stato membro. Le Direttive sociali non verranno approfondite in questa sede. Ricordiamo comunque che il D. Lgs. 81/2008 e suoi successivi emendamenti, recepisce varie direttive comunitarie relative alla sicurezza e salute dei lavoratori sul luogo di lavoro. In questo Decreto sono riportati:
Gli obblighi cui sono soggetti gli utilizzatori di attrezzature di lavoro ed in particolare i datori di lavoro, i dirigenti, i preposti ed i lavoratori;
Gli obblighi dei progettasti dei luoghi di lavoro, posti di lavoro ed impianti, in mento al rispetto dei principi generali in materia di sicurezza e salute al momento delle scelte progettuali e tecniche ed in relazione alla rispondenza delle macchine e dei dispostivi di protezione applicati ai requisiti essenziali di sicurezza preposti nella legislazione vigente;
Il divieto di fabbricare, vendere, noleggiare, dare in concessione d’uso macchine, attrezzature di lavoro ed impianti non rispondenti alle disposizioni legislative e regolamenti vigenti;
L’obbligo da parte degli installatori e montatori di impianti, macchine o altri mezzi tecnici di attenersi alle norme di sicurezza ed igiene del lavoro, nonché alle istruzioni fornite dai fabbricanti per la parte di loro competenza;
Le sanzioni conseguenti al non rispetto delle disposizioni suddette.

3.2 La direttiva 99/92/CE ovvero il titolo XI del D.lgs. 81/2008
Questa direttiva impone al Datore di Lavoro di effettuare una valutazione del RISCHIO di ESPLOSIONE, considerando gli ambienti nei quali si può verificare l’atmosfera esplosiva, oltre alla ripartizione in zone delle aree in cui possono formarsi le atmosfere esplosive e l’adozione di tutte le misure tecniche ed organizzative necessarie finalizzate ad evitare la formazione e l’ignizione di un’atmosfera esplosiva e a ridurre al massimo gli effetti di un’esplosione. Tale direttiva si applicata dal 1° Luglio 2003 in tutti i luoghi di lavoro e dalla stessa data è in vigore anche la direttiva 94/9/CE relativa alla certificazione dei prodotti destinati ai luoghi con atmosfera potenzialmente esplosiva. La valutazione dei rischi deve valutare anche i seguenti elementi:
Probabilità e durata della presenza di atmosfere esplosive;
Probabilità di presenza di fonti di accensione;
Caratteristiche degli impianti, delle sostanze, dei processi e loro interazioni;
Condizioni locali operative;
Entità degli effetti prevedibili;
Sistemi di contenimento. Il datore di lavoro ha degli obblighi generali, che sono:
- valutare il pericolo di esplosione; - prevenire le atmosfere esplosive utilizzando misure tecniche ed organizzative.
Se ciò non è possibile:
- evitare l’accensione di atmosfere esplosive; - attenuare i danni dovuti ad una esplosione.
Per quanto riguarda le misure tecniche per prevenire le atmosfere esplosive ricordiamo:
- evitare o ridurre la concentrazione in aria di sostanze infiammabili (mediante ventilazione, manutenzione, pulizia, utilizzo di componenti a tenuta, progettazione mirata); - sostituire, ove possibile, le sostanze esplosive; - adottare tecniche d’inertizzazione; - evitare le sorgenti di accensione efficaci; - controllare l’atmosfera (con rivelatori e allarmi) e la temperatura; - controllare il processo ed i suoi parametri.
Le misure organizzative comprendono:
- qualificazione dei lavoratori; - formazione; - istruzioni operative; - autorizzazioni allo svolgimento di un lavoro; - manutenzione; - sorveglianza, verifica;
- segnaletica
Figura. Segnaletica per indicare aree pericolose Le sorgenti di accensione efficaci possono essere evitate sia impedendone la presenza in aree pericolose o riducendone l’efficacia quando possibile, sia utilizzando opportuni prodotti o materiali. Quando non è possibile evitare l’esplosione bisogna attenuarne gli effetti utilizzando:
- Sistemi resistenti alla pressione d’esplosione con o senza deformazioni permanenti; - scarico dell’esplosione;
- Soppressione dell’esplosione; - Isolamento dell’esplosione (barriere antifiamma, deviatori, valvole).
Un recipiente è resistente all’esplosione quando riesce a contenerla senza provocare danni all’esterno, subendo o meno deformazioni permanenti. Lo scarico dell’esplosione permette ai prodotti dell’esplosione di trovare una via di fuga riducendo la pressione. La soppressione è un sistema realizzato utilizzando sensori che rivelano l’esplosione incipiente ed attivano l’iniezione di una sostanza estinguente. L’isolamento dell’esplosione consiste nel bloccare la propagazione della stessa mediante idonei dispositivi, attivi o passivi, evitando che si propaghi verso altre parti d’impianto. Questi argomenti sono trattati più approfonditamente nella sezione relativa ai Sistemi di Protezione. Il datore di lavoro ha poi altri obblighi particolari quali:
- far sì che l’ambiente di lavoro sia strutturato in modo da garantire condizioni di sicurezza; - garantire, con sistemi e mezzi adeguati, il controllo degli ambienti durante la presenza dei lavoratori; - se sono presenti più imprese, coordinarne le attività con riferimento alla sicurezza; - effettuare la classificazione delle aree in zone pericolose per gas e polveri; - elaborare il documento sulla protezione contro le esplosioni; - segnalare, se necessario, le aree pericolose nei punti di accesso (figura 12); - applicare le prescrizioni minime A e/o B dell’All. L del D.Lgs. 81/08;
- denunciare (omologazione ASL o ARPA) e far effettuare la verifica periodica (biennale) per le installazioni elettriche in zone 0 e 20, 1 e 21 (DPR 22 ottobre 2001 n. 462).
L’ultima voce indicata corrisponde ad un obbligo ovviamente non previsto nella direttiva europea, ma introdotto nel decreto di recepimento e nel D.Lgs. 81/08 (art. 296). Il decreto legislativo definisce le zone pericolose per gas/vapori/nebbie e per polveri nell’Allegato XV bis per le quali si rimanda a quanto già esposto riguardo le zone. Vengono inoltre definiti dei termini per l’adeguamento di attrezzature e luoghi di lavoro ai requisiti minimi. Le attrezzature messe a disposizione dell’impresa prima del 30 giugno 2003 devono soddisfare, a decorrere da tale data, i requisiti minimi contenuti nella parte A dell’Allegato L. Le attrezzature nuove, messe a disposizione dell’impresa dopo il 30 giugno 2003, devono soddisfare i requisiti minimi contenuti nelle parti A e B dell’Allegato L. I luoghi di lavoro che comprendono aree in cui possano formarsi atmosfere esplosive devono soddisfare le prescrizioni minime stabilite dal Titolo XI del D.Lgs. 81/08. I requisiti minimi indicati nella parte A possono essere così brevemente sintetizzati: • adottare misure di tipo organizzativo; • agire sulla formazione professionale; • elaborare istruzioni scritte e controllare le autorizzazioni; • adottare misure di tipo tecnico (misure di protezione), quali ad esempio:
- evitare atmosfere pericolose (fughe, emissioni, strati di polveri); - scegliere le protezioni per il massimo pericolo possibile (in presenza di più tipi di sostanze); - evitare scariche elettrostatiche (indumenti, luoghi di lavoro…); - utilizzare attrezzature permesse dal documento di protezione; - ridurre al minimo gli effetti di una esplosione; - prevedere se necessario allarmi ottici e acustici; - prevedere vie di fuga; - prima dell’utilizzo i luoghi devono essere verificati da esperti; - assicurare la continuità di funzionamento per ciò che concerne la sicurezza; - prevedere un disinserimento manuale quando ci si discosta dalle condizioni di funzionamento previste.
• per lavori in sotterraneo: - usare solo esplosivi di sicurezza antigrisutosi (elenco di cui agli articoli 42 e 43 DPR 20 marzo 1956 n. 320) in zona 0 o 20 (accensione elettrica con personale fuori); - far uscire il personale dal sotterraneo se la concentrazione di gas infiammabile o esplodente supera l’1%, tende ad aumentare e non si può ridurre; - se quanto al punto precedente non può essere effettuato, si devono solo eseguire i lavori necessari per la bonifica ed il ripristino delle armature da parte di personale specializzato adeguatamente equipaggiato.
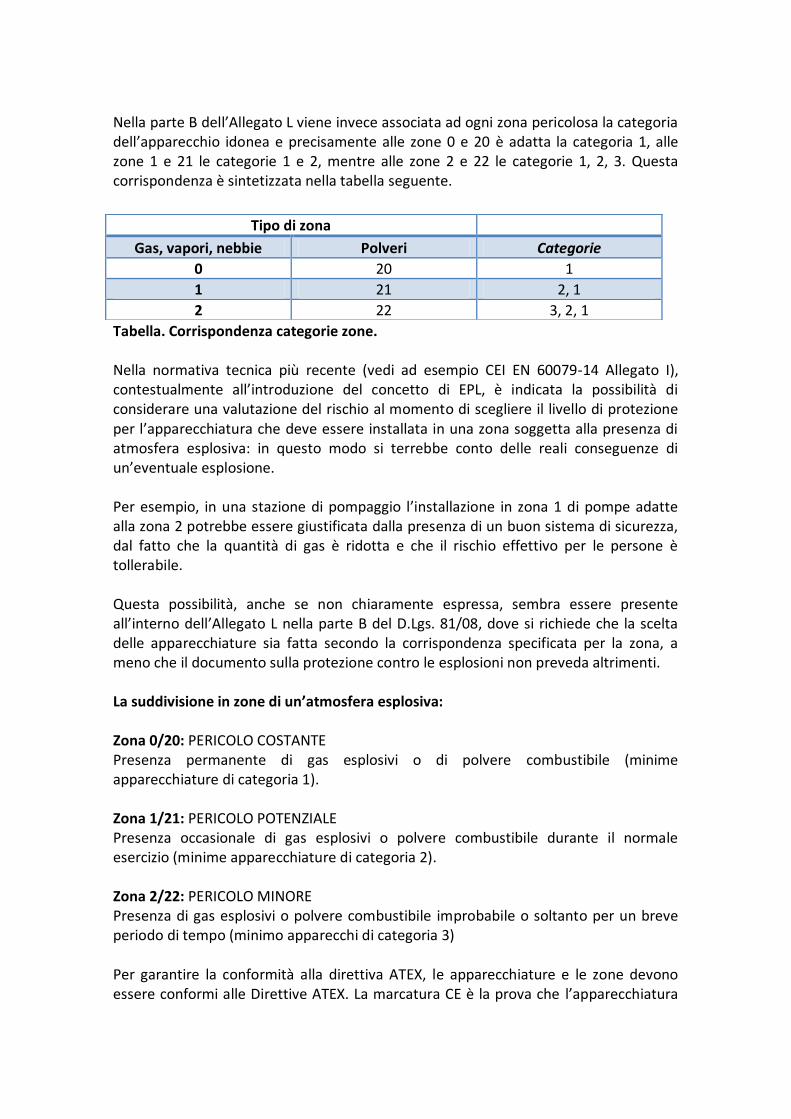
Nella parte B dell’Allegato L viene invece associata ad ogni zona pericolosa la categoria dell’apparecchio idonea e precisamente alle zone 0 e 20 è adatta la categoria 1, alle zone 1 e 21 le categorie 1 e 2, mentre alle zone 2 e 22 le categorie 1, 2, 3. Questa corrispondenza è sintetizzata nella tabella seguente.
Tabella. Corrispondenza categorie zone. Nella normativa tecnica più recente (vedi ad esempio CEI EN 60079-14 Allegato I), contestualmente all’introduzione del concetto di EPL, è indicata la possibilità di considerare una valutazione del rischio al momento di scegliere il livello di protezione per l’apparecchiatura che deve essere installata in una zona soggetta alla presenza di atmosfera esplosiva: in questo modo si terrebbe conto delle reali conseguenze di un’eventuale esplosione. Per esempio, in una stazione di pompaggio l’installazione in zona 1 di pompe adatte alla zona 2 potrebbe essere giustificata dalla presenza di un buon sistema di sicurezza, dal fatto che la quantità di gas è ridotta e che il rischio effettivo per le persone è tollerabile. Questa possibilità, anche se non chiaramente espressa, sembra essere presente all’interno dell’Allegato L nella parte B del D.Lgs. 81/08, dove si richiede che la scelta delle apparecchiature sia fatta secondo la corrispondenza specificata per la zona, a meno che il documento sulla protezione contro le esplosioni non preveda altrimenti. La suddivisione in zone di un’atmosfera esplosiva: Zona 0/20: PERICOLO COSTANTE Presenza permanente di gas esplosivi o di polvere combustibile (minime apparecchiature di categoria 1). Zona 1/21: PERICOLO POTENZIALE Presenza occasionale di gas esplosivi o polvere combustibile durante il normale esercizio (minime apparecchiature di categoria 2). Zona 2/22: PERICOLO MINORE Presenza di gas esplosivi o polvere combustibile improbabile o soltanto per un breve periodo di tempo (minimo apparecchi di categoria 3) Per garantire la conformità alla direttiva ATEX, le apparecchiature e le zone devono essere conformi alle Direttive ATEX. La marcatura CE è la prova che l’apparecchiatura
Tipo di zona
Gas, vapori, nebbie Polveri Categorie
0 20 1
1 21 2, 1
2 22 3, 2, 1
in oggetto è stata costruita nel rispetto di tutti i requisiti di base e delle procedure di valutazione applicabili per ogni Stato membro dell’U.E. Documento sulla protezione contro l’esplosione Una delle novità più importanti introdotte dal D.Lgs. 233/03 e di conseguenza presente anche nel D.Lgs. 81/08 è l’obbligo della stesura del documento sulla protezione contro le esplosioni, trattato in dettaglio nel capitolo 5. In tale documento il datore di lavoro precisa:
- di aver individuato e valutato i rischi; - di aver preso le misure di protezione necessaria; - quali sono i luoghi classificati e quelli in cui si applicano le prescrizione minime dell’All. XV; - che luoghi e attrezzature sono concepiti, impiegati e mantenuti secondo criteri di sicurezza.
Il documento deve esser aggiornato a seguito di modifiche. Un possibile schema per il documento sulla protezione contro le esplosioni potrebbe essere il seguente: • Descrizione dell’azienda e dei luoghi di lavoro - nome dell’azienda, tipo d’impianto, destinazione d’uso di ogni struttura e dei locali, numero di lavoratori impiegati; (utilizzare carte topografiche, planimetrie, layout impiantistico, piani e schemi delle vie di fuga). • Descrizione dei processi e delle attività - si deve descrivere tutto il ciclo operativo comprendendo avviamento, arresto e manutenzione, indicando i parametri che caratterizzano le condizioni operative (pressione, temperatura, ventilazione). • Descrizione delle sostanze infiammabili - elenco delle sostanze infiammabili; - elenco delle condizioni (fasi dei processi di lavorazione) in cui si può formare atmosfera esplosiva; - indicazione dei parametri relativi alla sicurezza: - per gas: UEL/LEL, temperatura di accensione; - per liquidi: i parametri dei gas e la temperatura d’infiammabilità; - per polveri: granulometria, limiti d’infiammabilità, temperatura di accensione, spessore dello strato. • Risultati dell’analisi del rischio - aree dove possono verificarsi atmosfere esplosive; - descrizione delle zone e la loro estensione; - misure di protezione.

• Responsabilità - si devono indicare i riferimenti per l’individuazione dei responsabili delle aree di lavoro e delle relative misure di protezione; - se sono presenti più imprese, deve essere indicato il metodo di coordinamento fra esse ai fini della sicurezza contro le esplosioni. • Allegati - riferimenti normativi, guide, istruzioni operative, certificazioni CE. 3.3 La direttiva 94/9/CE La Direttiva 94/9/CE del 23 marzo 1994 è stata recepita in Italia con il D.P.R. del 23 Marzo 1998 n°126, la cui applicazione è obbligatoria dal 1 luglio 2003; a tale decreto di recepimento si intende fare riferimento nel presente documento anche quando si tratta della direttiva. La direttiva è indirizzata principalmente ai costruttori, ma anche ai loro rappresentanti, agli importatori, ai responsabili della messa in commercio ed in servizio. Si applica a tutti i prodotti messi in commercio e in servizio dall’1 luglio 2003 nella Comunità Europea. Un prodotto si intende immesso sul mercato quando per la prima volta viene reso disponibile per la distribuzione e l’utilizzo nella Comunità Europea; lo stesso prodotto si intende invece messo in servizio quando per la prima volta viene utilizzato. I prodotti oggetto della Direttiva e quindi del D.P.R. n° 126 sono rispettivamente:
• apparecchi; • sistemi di protezione; • dispositivi di sicurezza, controllo e regolazione utilizzati al di fuori di atmosfere esplosive, ma necessari per evitare rischi da esplosione; • componenti.
Gli apparecchi sono così definiti: “Macchine, materiali, dispositivi fissi o mobili, organi di comando, strumentazione e sistemi di rilevazione e di prevenzione che, da soli o combinati, sono destinati alla produzione, trasporto, deposito, misura-zione, regolazione e conversione di energia e al trattamento di materiale e che, per via delle potenziali sorgenti d’innesco che sono loro proprie, rischiano di pro-vocare un’esplosione.” I sistemi di protezione sono prodotti destinati a limitare i danni prodotti dall’e-esplosione. Essi hanno una funzione autonoma e possono essere immessi separatamente sul mercato con una marcatura propria oppure fare parte integrale di un apparecchio. Si tratta di:
- sistemi di soppressione dell’esplosione; - sistemi d’isolamento dell’esplosione (es. coclee, valvole di compartimentazione); - barriere antifiamma, deviatori dell’esplosione, valvole; - costruzioni resistenti all’esplosione con deformazioni permanenti e senza deformazioni permanenti; - sistemi di scarico dell’esplosione.
I dispositivi di sicurezza, controllo e regolazione utilizzati al di fuori delle atmosfere esplosive sono dispositivi che si trovano fuori delle zone pericolose, ma che sono necessari per la sicurezza di prodotti situati in ambienti potenzialmente esplosivi: per esempio un relè termico, posto in un quadro in zona non pericolosa, che protegge un motore elettrico posto invece in una zona potenzialmente esplosiva. I componenti (come gli involucri, i cuscinetti, i pulsanti, le morsettiere) sono prodotti che non hanno una funzione autonoma, ma sono essenziali per il funzionamento sicuro di apparecchi e sistemi di protezione, non vengono marcati CE ai sensi di questa Direttiva, ma si richiede un attestato di conformità (devono esse-re indicate le modalità d’uso). La mancanza di marcatura CE non esclude i contrassegni richiesti dalla direttiva (Ex, Gruppo, D/G) e dalle norme applicate. Su di essi si applicano le stesse procedure di conformità dei prodotti su cui devono essere incorporati. La Direttiva si applica per tutti i prodotti sopra definiti, in presenza di atmosfere potenzialmente esplosive, compresi i lavori in sotterraneo, nelle miniere, nelle gallerie e nei relativi impianti di superficie, esposti a rischio di grisù o polveri combustibili. Sono escluse le apparecchiature mediche, i prodotti per i quali il rischio da esplosione è dovuto alla presenza di materie esplosive o instabili (tritolo), gli apparecchi per uso domestico o similare, i dispositivi di protezione individuale, i prodotti di genere militare, i mezzi di trasporto marittimo e quelli di persone e merci. Analisi ATEX L’analisi ATEX è il procedimento, introdotto dalla Guida della Comunità Europea per la Direttiva ATEX 94/9/CE, con cui si valuta se un prodotto rientra nel campo di applicazione della stessa. Tale valutazione non è sempre agevole, in quanto la realtà operativa è molto variegata e complessa. I sistemi di protezione rientrano sempre per definizione nel campo di applicazione della Direttiva 94/9/CE come anche i dispositivi di sicurezza e controllo. I componenti possono essere invece costruiti senza avere la specifica destinazione d’uso, per esempio un diodo od un cuscinetto; in tal caso la loro valutazione rientrerà nella valutazione di conformità dell’apparecchio in cui sono stati ingloba-ti. Se

viceversa sono specificatamente destinati ad ambienti pericolosi, devono essere corredati da un attestato di conformità adeguato e dà indicazioni per l’uso. Gli apparecchi ricadono sotto la Direttiva ATEX se si verificano tutte le seguenti condizioni:
• l’apparecchio deve trovarsi in tutto o in parte all’interno di un’atmosfera esplosiva; l’atmosfera esplosiva può anche essere generata dall’apparecchio stesso; • l’atmosfera esplosiva deve essere costituita da una miscela in aria di sostanze infiammabili allo stato di gas, vapore, nebbia o polveri; • tale miscela deve essere in condizioni atmosferiche, in genere:
0,8 ≤ p (bar) ≤ 1,1 -20 °C ≤ T ≤ 60 °C • l’apparecchio deve avere una o più sorgenti d’innesco dell’atmosfera esplosiva. Figura. Riporta un carrello elevatore destinato ad essere impiegato in un ambiente in cui può formarsi un’atmosfera potenzialmente esplosiva (zona 2) ed ha sorgenti d’innesco proprie: è quindi soggetto alla direttiva ATEX.
Requisiti essenziali di sicurezza (R.E.S.) I prodotti, per essere conformi alla Direttiva ATEX, devono soddisfare i requisiti essenziali di sicurezza e salute indicati nell’allegato II. Questi sono requisiti mini-mi ed indicano caratteristiche del tutto generali (come per esempio: evitare difetti di funzionamento o progettare tenendo conto delle conoscenze tecnologiche) che vengono poi tecnicamente espresse dalle norme armonizzate. Queste ultime non sono obbligatorie, ma danno la presunzione di conformità alla direttiva.

Gruppi e categorie La direttiva divide i prodotti in due gruppi I e II, il primo dei quali comprende gli apparecchi destinati alle miniere ed il secondo tutti gli altri. A loro volta, all’interno dei gruppi i prodotti sono divisi in categorie a seconda del livello di protezione garantito contro il rischio di innesco dell’atmosfera potenzialmente esplosiva, come indicato nella tabella 14 seguente:
Grado di protezione Gruppo II Gruppo I
Categorie
Molto elevato Cat.1 M1
Elevato Cat.2 M2
Normale Cat.3 -
Tabella. Gruppi e categorie Il livello di protezione normale è quello che garantisce la protezione nel normale funzionamento, adottando idonee soluzioni costruttive. È una protezione idonea per ambienti in cui, nel normale funzionamento, non è probabile la presenza di atmosfera esplosiva (zona 2 per gas e 22 per le polveri). In caso di guasto questo livello non garantisce la protezione richiesta. Il livello elevato garantisce la protezione oltre che nel funzionamento ordinario anche nel caso in cui si manifesti un guasto di cui occorre tener conto (anomalie ricorrenti): è adatto ad ambienti in cui nel funzionamento normale è probabile la presenza di atmosfera esplosiva (zona 1 per gas e 21 per le polveri). In caso di singolo guasto, disfunzione od anomalia, questo livello garantisce la protezione richiesta. Il livello molto elevato garantisce la protezione anche nel caso di un guasto raro (anomalie rare) ed è idoneo per ambienti in cui l’atmosfera esplosiva è presente spesso o in maniera continua (zona 0 per gas e zona 20 per le polveri). In caso di doppio guasto questo livello garantisce la protezione richiesta. Naturalmente un apparecchio appartenente ad una categoria superiore (nel senso della protezione) è idoneo, perché sovrabbondante, anche ad ambienti in cui è richiesto un livello di protezione inferiore. Le principali caratteristiche delle singole categorie sono le seguenti: M1 • zona di destinazione: miniere;
• livello di protezione: molto elevato; • operatività in caso di guasto; • operatività con atmosfere esplosive; • mezzi di protezione: se si guasta un mezzo di protezione ne esiste un altro indi-pendente che assicura il livello di sicurezza richiesto oppure se si
verificano due guasti indipendenti resta garantito il livello di sicurezza richiesto.
M2 • zona di destinazione: miniere; • livello di protezione: elevato; • in presenza di atmosfera esplosiva l’apparecchio deve essere de-energizzato; • mezzi di protezione: nel funzionamento normale e gravoso con forti sollecitazioni e variazioni ambientali continue, assicurano il livello di protezione richiesto.
Cat. 1 • zona di destinazione: rispettivamente zona 0 per gas e zona 20 per
polveri. Naturalmente gli apparecchi in categoria 1 sono adatti anche per le zone 1, 2 (gas) e 21, 22 (polveri); • livello di protezione: molto elevato; • mezzi di protezione: assicurano il livello di protezione richiesto in caso di guasto raro; se si guasta un mezzo di protezione ne esiste un altro indipendente che assicura il livello di sicurezza richiesto, oppure, se si verificano due guasti indipendenti resta garantito il livello di sicurezza richiesto.
Cat. 2 • zona di destinazione: rispettivamente zona 1 per gas e zona 21 per polveri. Naturalmente gli apparecchi in categoria 1 sono adatti anche per le zone 2 (gas) e 22 (polveri); • livello di protezione: elevato; • mezzi di protezione: assicurano il livello di protezione richiesto anche in presenza di anomalie ricorrenti o difetti di funzionamento degli apparecchi di cui occorre abitualmente tener conto.
Cat. 3 • zona di destinazione: rispettivamente zona 2 per gas e 22 per polveri; • livello di protezione: normale; • mezzi di protezione: assicurano il livello di protezione richiesto nel funziona-mento normale.
Il livello di protezione adeguato alla categoria richiesta viene raggiunto adottando opportuni modi di protezione, la cui applicazione è regolata per gli apparecchi elettrici dalle norme CENELEC (recepite in Italia dal CEI) e per gli apparecchi non elettrici dalle norme del CEN (recepite in Italia dall’UNI). Procedure di valutazione della conformità Le procedure di valutazione della conformità dipendono dalla categoria a cui appartiene il prodotto. Per gli apparecchi di categoria M1 ed 1 e per quelli elettrici ed i motori a combustione interna in categoria M2 e 2 è previsto l’intervento diretto di un

organismo di certificazione, detto Organismo Notificato (autorizzato dal Ministero delle Attività Produttive) che effettua prove e controlli. Per tutti gli altri casi (apparecchi in categoria 3 e per quelli non elettrici e diversi dai motori a combustione interna in categoria M2 e 2) è permessa una procedura di autocertificazione, nella quale l’organismo notificato si limita a conservare la documentazione inviata dal costruttore. I sistemi di protezione seguono la procedura della categoria M1 ed 1. I dispositivi di sicurezza, controllo e regolazione ed i componenti seguono le stesse procedure degli apparecchi a cui sono destinati così come i componenti. Lo schema seguente di figura 10 indica le procedure da seguire e l’allegato della direttiva a cui si riferiscono. Figura. Procedure di conformità Si elencano di seguito le procedure (dette anche moduli) indicate nello schema precedente, insieme ad una breve descrizione.
• Esame CE di tipo (All. III): corrisponde ad una certificazione del prototipo da parte dell’organismo notificato. • Garanzia Qualità di produzione (All.IV): corrisponde ad una valutazione del sistema qualità (produzione e ispezione finale) da parte dell’organismo notificato. • Verifica su prodotto (All.V): corrisponde alla verifica di ogni singolo prodotto da parte dell’organismo notificato. • Conformità al tipo (All. VI): corrisponde ad una dichiarazione del costruttore, sotto il controllo dell’organismo notificato (in pratica una certificazione del laboratorio), che i prodotti sono conformi al tipo. • Garanzia Qualità prodotti (All. VII): corrisponde ad una valutazione del sistema qualità (per l’ispezione finale) da parte dell’organismo notificato. • Controllo di fabbricazione interno (All. VIII): corrisponde ad una autocertificazione da parte del costruttore che invia la documentazione all’organismo notificato.

Per tutti i prodotti è possibile seguire la procedura “Verifica di un unico prodotto” (All. IX):
• Verifica di un unico prodotto (All. IX): corrisponde alla verifica della conformità di un unico prodotto da parte dell’organismo notificato.
In ogni caso ogni prodotto deve essere corredato della Dichiarazione CE di conformità, redatta dal costruttore o da un suo rappresentante, che deve conte-nere:
• Nome o marchio d’identificazione ed indirizzo del fabbricante o del suo man-datario stabilito nella comunità europea; • Descrizione dell’apparecchio, del sistema di protezione o del dispositivo, con relative disposizioni cui soddisfa l’apparecchio; • Nome, numero di identificazione dell’organismo notificato, nonché numero dell’attestato CE del tipo (se esiste); • Riferimento a norme armonizzate, specifiche tecniche utilizzate o altre direttive comunitarie applicate; • Identificazione del firmatario per il fabbricante o il suo mandatario stabilito nella comunità europea; • Conformità a norme nazionali che recepiscono norme armonizzate.
Marcatura Ai sensi della Direttiva, su ogni apparecchio e sistema di protezione devono figurare le seguenti indicazioni:
1. Nome e indirizzo del fabbricante; 2. Tipo costruttivo; 3. N. serie; 4. Anno di costruzione; 5. Marcatura CE e numero organismo notificato se applicabile; 6. Marchio esagonale; 7. Gruppo, categoria lettere G (per gas) /D (per polvere.
Per esempio: Figura. Marcatura CE ai sensi della direttiva 94/99/CE.

Il numero dell’Organismo Notificato viene apposto nel caso in cui siano effettua-te procedure relative ad un controllo di qualità. Contrassegni ai sensi della normativa tecnica Esiste poi una marcatura ai sensi della normativa tecnica (EN 60079-0 per apparecchi elettrici e UNI EN 13463 per apparecchi non elettrici). Esempio; Secondo la EN 60079-0: 1. Sigla Ex solo per prodotti elettrici, modo di protezione, gruppo, classe di temperatura, EPL, ente notificato, anno di rilascio, ATEX con n. certificato, contras-segno X (condizioni speciali) /U (componente); 2. Indicazioni complementari, dati di targa e impiego. Per esempio, per la presa a spina di cui sopra, si ha:
Ex d IIA T4 Gb - XXX 12 ATEX 001 Per prodotti non elettrici ai sensi della norma UNI EN 13463-1 si ha: 1. modo di protezione, gruppo del gas, categoria con lettera G (per gas)/D (per polveri), classe di temperatura, ente notificato, anno di rilascio, ATEX con n°. certificato, X (condizioni speciali); 2. Indicazioni complementari, dati di targa e impiego. Per esempio, per un ventilatore:
c IIC 2G T6 - XXX 12 ATEX 001
Livello di protezione delle apparecchiature EPL (Equipment Protection Level) L’adozione a livello europeo delle norme internazionali IEC, a partire dalla norma EN 60079-0, ha introdotto, per identificare il livello di protezione di un’apparecchiatura, il concetto di EPL. Questo livello di protezione si basa sulla probabilità che l’apparecchio abbia una sorgente di accensione analogamente a quanto avviene per le categorie nella Direttiva ATEX 94/9/CE, anzi le definizioni sono identiche. Si tratta, infatti, di chia-mare con nome diverso una stessa entità. Quello che è importante precisare è che, a seguito di questa trasposizione all’in-terno delle norme, l’EPL sta gradualmente sostituendo le categorie della Direttiva ATEX 94/9/CE. Come già visto, la norma EN 60079-0 richiede che l’EPL sia indicato all’interno del contrassegno dell’apparecchio.
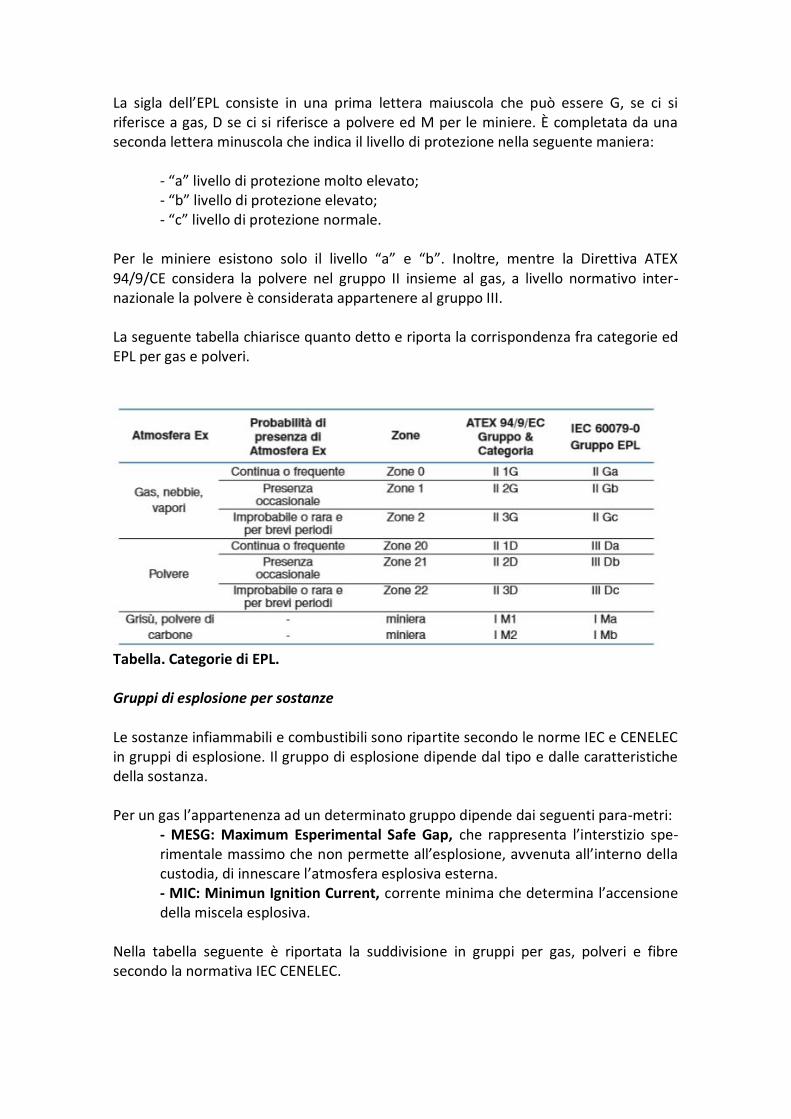
La sigla dell’EPL consiste in una prima lettera maiuscola che può essere G, se ci si riferisce a gas, D se ci si riferisce a polvere ed M per le miniere. È completata da una seconda lettera minuscola che indica il livello di protezione nella seguente maniera:
- “a” livello di protezione molto elevato; - “b” livello di protezione elevato; - “c” livello di protezione normale.
Per le miniere esistono solo il livello “a” e “b”. Inoltre, mentre la Direttiva ATEX 94/9/CE considera la polvere nel gruppo II insieme al gas, a livello normativo inter-nazionale la polvere è considerata appartenere al gruppo III. La seguente tabella chiarisce quanto detto e riporta la corrispondenza fra categorie ed EPL per gas e polveri.
Tabella. Categorie di EPL. Gruppi di esplosione per sostanze Le sostanze infiammabili e combustibili sono ripartite secondo le norme IEC e CENELEC in gruppi di esplosione. Il gruppo di esplosione dipende dal tipo e dalle caratteristiche della sostanza. Per un gas l’appartenenza ad un determinato gruppo dipende dai seguenti para-metri:
- MESG: Maximum Esperimental Safe Gap, che rappresenta l’interstizio spe-rimentale massimo che non permette all’esplosione, avvenuta all’interno della custodia, di innescare l’atmosfera esplosiva esterna. - MIC: Minimun Ignition Current, corrente minima che determina l’accensione della miscela esplosiva.
Nella tabella seguente è riportata la suddivisione in gruppi per gas, polveri e fibre secondo la normativa IEC CENELEC.
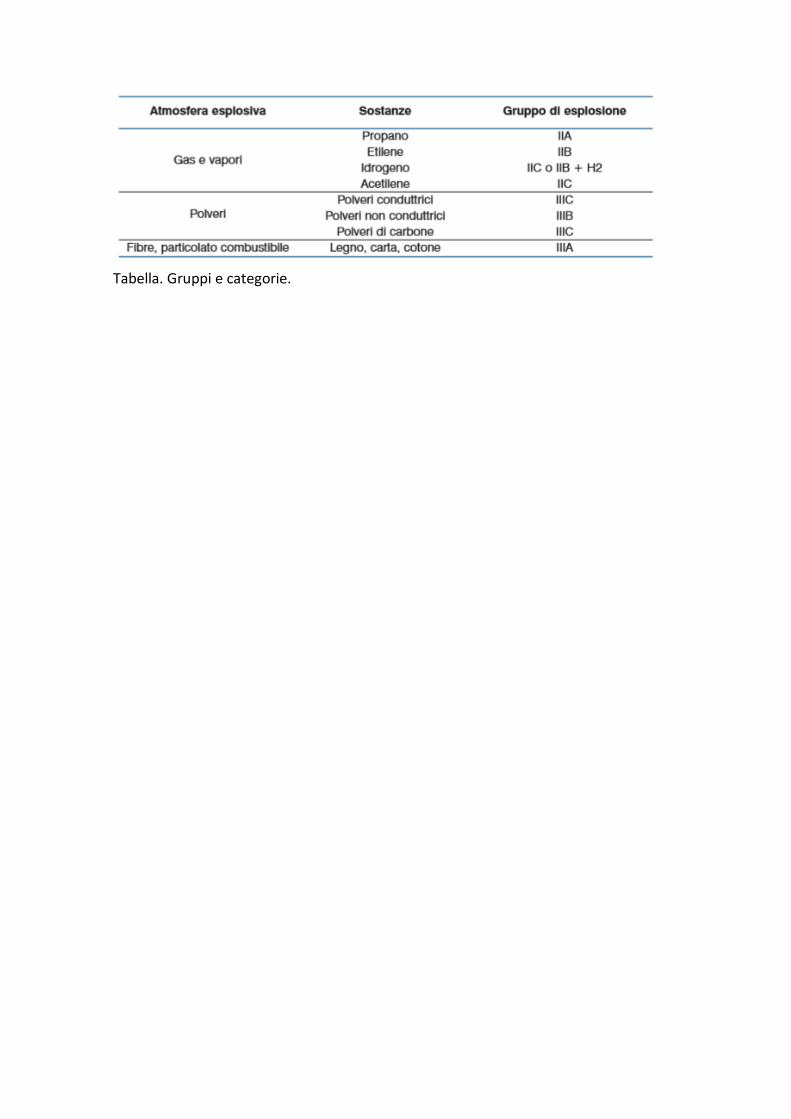
Tabella. Gruppi e categorie.
4. LA FABBRICA DI SANGUINETTO UNILEVER ITALIA MANUFACTURING S.R.L
4.1 Cenni storici sulla fabbrica di Sanguinetto Unilever è una multinazionale anglo-olandese proprietaria di molti tra i marchi più diffusi nel campo dell'alimentazione, bevande, prodotti per l'igiene e per la casa. Unilever nasce nel 1930 dalla fusione di due società, l'inglese Lever Brothers e l'olandese Margarin Unie. Gli anni trascorsi tra il 1930 e i giorni nostri hanno visto quest’azienda protagonista di un'ascesa e un'espansione che l'hanno resa una tra le multinazionali più potenti sul mercato. Oggi Unilever può contare su un ventaglio di marche sia globale sia locale, molte delle quali dominanti nei loro settori di vendita. È presente in 90 paesi con 200 filiali e si presenta come il gruppo più importante nel settore dei beni di largo consumo. Alcuni marchi Unilever più diffusi sono:
Bevande Lipton Tè Ati Infusi Montana Ades
Dolciumi
Algida Ben & Jerry's Carte D’Or Santa Rosa Klondike Bar Cafè Zero° Magnum Solero Viennetta
Condimenti
Hellmann's e Best Foods Calvé Foglia d'oro Blue Band Becel Flora Marmite Iberia Maizena
Cibi pronti
Knorr Pot Noodle Cup-a-Soup
Alimenti dietetici Slim Fast
Prodotti a base di latte
Milkana Crème Cuisine
Detersivi
Cif Omo Coccolino Vim Lysoform Persil Svelto Surf Ciok Domestos
Profumi
1881 Cerruti Cosmesi
Cutex Fissan Vaseline TIGI Mentadent Axe Pond’s Dove Rexona
Struttura dell’azienda Unilever è organizzato in otto cluster di mercato e quattro categorie. Gli otto cluster di mercato consentono di organizzare il mercato intorno al consumatore, dividendo tra scala dei mercati sviluppati e scala dei mercati emergenti in forte crescita. Gli otto cluster di mercato sono:
1. L'Europa (compresa CEE);
2. Asia settentrionale (Greater China & Sud Est asiatico);
3. South East Asia e Oceania (SEAA);
4. Asia meridionale;
5. Nord Africa, Medio Oriente, Turchia e Russia (NAMET & RUB);
6. Africa (Africa Centrale e Sud Africa);
7. America del Nord;
8. America Latina (incluso il Messico).
Le quattro categorie consentono invece di studiare i differenti tipi di mercato, in modo da organizzare delle strategie di mercato vincenti. Queste categorie sono:
• Personal Care: prodotti per la pelle, deodoranti, igiene orale, prodotti per capelli. • Refreshment: gelato, bevande. • Food: preparati alimentari, condimenti • Home Care: lavanderia, House hold Care
Igiene personale Axe badedas Rexona Brisk Dimensions Origins Impulse Dove Lux (azienda) Clear Atkinson Mentadent Pepsodent Gibbs Fabergé Timotei Signal Sunsilk
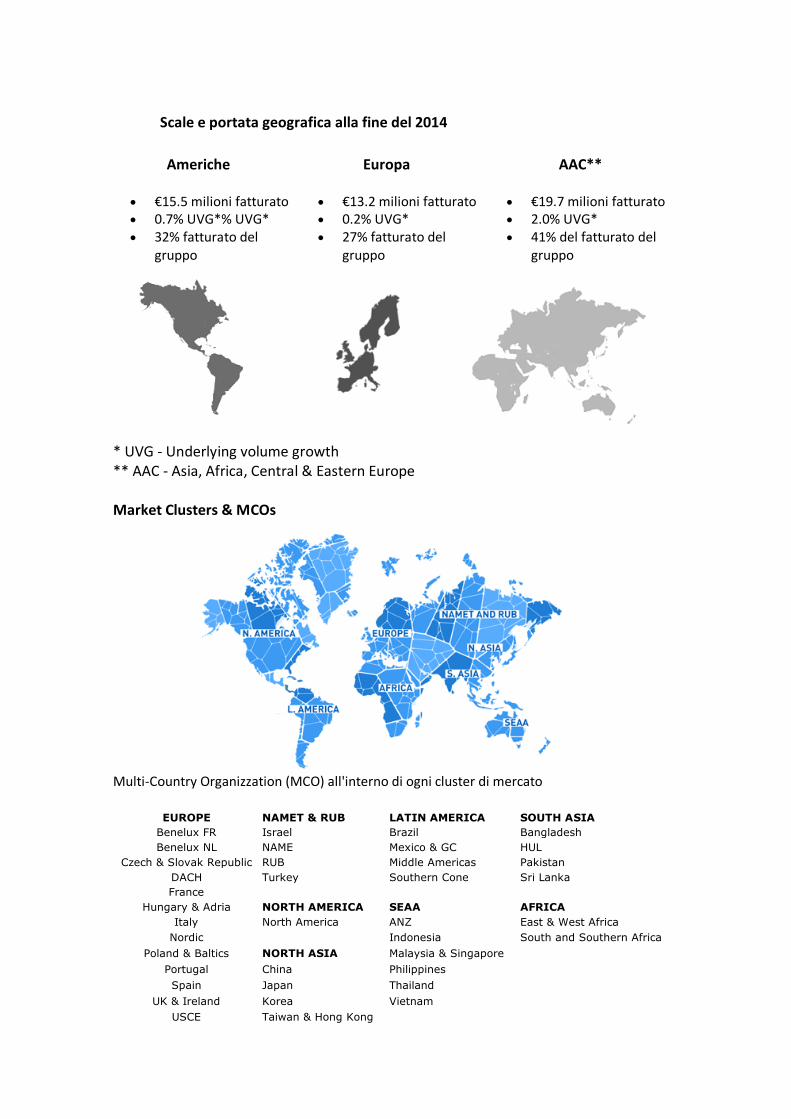
Scale e portata geografica alla fine del 2014
Americhe
€15.5 milioni fatturato 0.7% UVG*% UVG* 32% fatturato del
gruppo
Europa
€13.2 milioni fatturato 0.2% UVG* 27% fatturato del
gruppo
AAC**
€19.7 milioni fatturato 2.0% UVG* 41% del fatturato del
gruppo
* UVG - Underlying volume growth ** AAC - Asia, Africa, Central & Eastern Europe Market Clusters & MCOs Multi-Country Organizzation (MCO) all'interno di ogni cluster di mercato
EUROPE NAMET & RUB LATIN AMERICA SOUTH ASIA
Benelux FR Israel Brazil Bangladesh
Benelux NL NAME Mexico & GC HUL
Czech & Slovak Republic RUB Middle Americas Pakistan
DACH Turkey Southern Cone Sri Lanka
France
Hungary & Adria NORTH AMERICA SEAA AFRICA
Italy North America ANZ East & West Africa
Nordic Indonesia South and Southern Africa
Poland & Baltics NORTH ASIA Malaysia & Singapore
Portugal China Philippines
Spain Japan Thailand
UK & Ireland Korea Vietnam
USCE Taiwan & Hong Kong
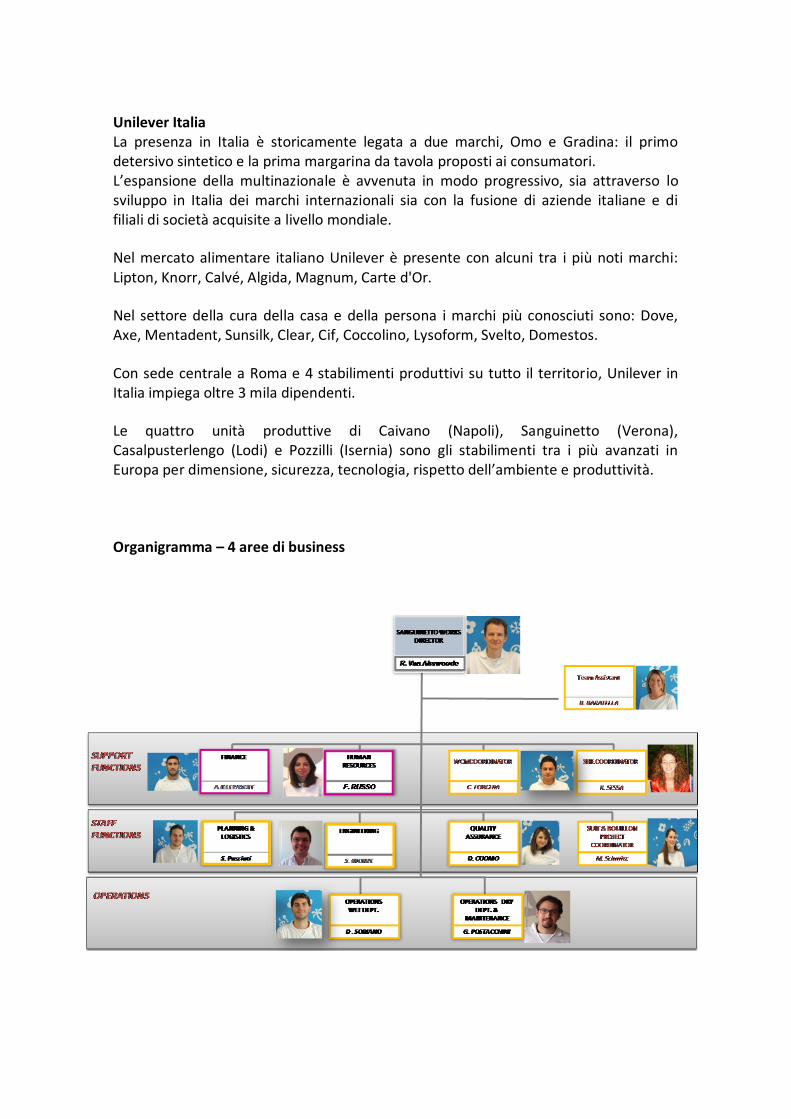
Unilever Italia La presenza in Italia è storicamente legata a due marchi, Omo e Gradina: il primo detersivo sintetico e la prima margarina da tavola proposti ai consumatori. L’espansione della multinazionale è avvenuta in modo progressivo, sia attraverso lo sviluppo in Italia dei marchi internazionali sia con la fusione di aziende italiane e di filiali di società acquisite a livello mondiale.
Nel mercato alimentare italiano Unilever è presente con alcuni tra i più noti marchi: Lipton, Knorr, Calvé, Algida, Magnum, Carte d'Or.
Nel settore della cura della casa e della persona i marchi più conosciuti sono: Dove, Axe, Mentadent, Sunsilk, Clear, Cif, Coccolino, Lysoform, Svelto, Domestos.
Con sede centrale a Roma e 4 stabilimenti produttivi su tutto il territorio, Unilever in Italia impiega oltre 3 mila dipendenti.
Le quattro unità produttive di Caivano (Napoli), Sanguinetto (Verona), Casalpusterlengo (Lodi) e Pozzilli (Isernia) sono gli stabilimenti tra i più avanzati in Europa per dimensione, sicurezza, tecnologia, rispetto dell’ambiente e produttività.
Organigramma – 4 aree di business

Unilever a Sanguinetto Alla fine del 2000, Unilever acquisendo la Bestfoods Italia, diventa proprietaria anche dello stabilimento produttivo di Sanguinetto. L’impianto si trova a 30 km a Sud di Verona, nel Nord d’Italia. All’epoca dell’acquisizione aveva una struttura consolidata con una produzione di 30.000 ton/anno e con un mix costante di prodotti, ma con tecnologie vecchie e buona parte degli operatori vicino alla pensione. Con la nuova gestione Fino sono stati eseguiti diversi cambiamenti, realizzando dei progetti per migliorare le condizioni dei lavoratori e la qualità dei prodotti anche dal punto di vista di immagine nei consumatori.
Unilever ha sempre ritenuto che il successo di un’azienda coincida con un modo di operare secondo "i più alti standard di comportamento verso i dipendenti, i consumatori, la società ed il mondo in cui viviamo".
I marchi che sono prodotti nello stabilimento di Sanguinetto sono: Knorr e Santa Rosa. L’impianto è diviso in due aree: DRY e WET. Nell’ area del DRY sono prodotti tutti gli articoli di Knor: dado in cubo, barattoli di disidratato, buste di riso e pasta. Nell’area del WET vengono prodotte invece le marmellate Santa Rosa e il dado in gel Knorr.
Il Marchio Knorr
1800 Il fondatore, Carl Heinrich Knorr nasce il 15 maggio, a Meerdorf vicino a Braunschweig, in Germania. Figlio di un maestro di scuola studia commercio e, finito gli studi, diventa un grossista di prodotti agricoli.
1838 Knorr costruisce una fabbrica a Heilbronn per essiccare e macinare cicoria per il commercio del caffè. Con il diffondersi dell'industrializzazione, CH Knorr capisce la necessità di un pasto nutriente e veloce da preparare agli operai. Inizia così a sperimentare l’essiccazione delle verdure complete di condimento. In collaborazione con esperti nutrizionisti, sviluppa un processo di conservazione per mantenere i valori naturali degli ingredienti e dei loro sapori e che necessitano di un ridotto tempo di cottura per la preparazione. Questa conoscenza è la base per lo sviluppo delle zuppe secche.
1873 Knorr inizia l’imballaggio e la vendita di miscele di zuppa nei negozi alimentari.
1875 Il fondatore Carl Heinrich Knorr muore in Germania.
1885 La società Knorr si espande a livello internazionale con impianti di confezionamento in Austria e Svizzera. In questo momento, la società Knorr offre una serie d’importanti prodotti, tra cui cereali, ortaggi, patate, fiocchi e zuppe in formato prodotto convenienza della misura di una compressa del peso di circa 3 once.
1889 La Società Knorr introduce il Erbswurst, un altro prodotto convenienza. Si tratta di un concentrato di zuppa di piselli confezionato in un involucro di salsiccia, che può essere consumato secco o, con l’aggiunta d’acqua bollente, come zuppa. Questo prodotto diventa molto popolare grazie al suo peso leggero e alla facilità di preparazione. E’ disponibile in quaranta varietà.
1899 C. H. Knorr A.G. diventa una società per azioni. Il valore netto Pubblicato per l'azienda è di 2,5 miliardi di marchi e l'azienda consta di 800 persone.
1901-12 Knorr A. G. apre delle fabbriche a: Wels (Austria); Thayngen (Svizzera); Nancy e Vinvennes (Francia); Monza (Italia). Nel corso di questi anni vengono introdotti anche dei nuovi prodotti: la prima salsa europea (1908) e il dado (1912).
1912 Il cubo di brodo Knorr è introdotto in Svizzera.
1947 Anche se gli anni durante la seconda guerra mondiale sono stati difficili perché le risorse erano scarse, i problemi sono iniziati in seguito, quando la domanda di prodotti Knorr è diventata molto elevata a costo della qualità. Questo porta quasi al fallimento della società. In questa fase, l'azienda aderisce a un nuovo credo che porta alla svolta: “Solo i veri sforzi in termini di qualità, prezzi ragionevoli e lo sviluppo di nuovi prodotti innovativi possono portare il successo a lungo termine".
1948 Una delle prime misure della svolta è la sostituzione del condimento liquido marrone con glutammato. Questa sostituzione fa della zuppa un vero e proprio concorrente delle minestre fatte in casa. Inoltre, i tempi di cottura dei prodotti sono ridotti da 30 a 5-10 minuti e il vecchio pacchetto di cartone è sostituito con una nuova busta di alluminio ermeticamente sigillata che protegge sia il gusto del prodotto, che dall’umidità.
1953 la miscela di condimento AROMAT viene introdotta sul mercato, assieme a molte altre ricette di nuovi prodotti per zuppe, salse e brodi. Nel 1953, la produzione Knorr ha un ventaglio di prodotti come: brodi, zuppe, salse, antipasti e minestre disponibili in otto diversi paesi.
1958 Knorr Gmbh diventa una società interamente controllata di CPC International Inc., un predecessore di Bestfood, appartenete oggi al gruppo Unilever.
1987 Lancio delle zuppe Knorr sul mercato francese, sostenuto con la campagna televisiva "Soupe Primeur- La Nouvelle France du soir". Grazie al successo in Francia, le zuppe vengono lanciate in vari paesi d'Europa.
1997 TASTEBREAKS, l’innovativo concetto di pasto ready-made è introdotto nel Regno Unito. La confezione di questo prodotto è, allo stesso tempo, il piatto del pasto. Aggiungendo solo

l'acqua calda necessaria può essere facilmente preparato da una macchina per il caffè. Questo prodotto diventa popolare tra i giovani lavoratori e nelle scuole.
2000 I prodotti Knorr sono venduti in 88 paesi di tutto il mondo. Nel mese di ottobre, Unilever diventa il nuovo proprietario del marchio Knorr.
Il Marchio Santa Rosa
Le marmellate Santa Rosa sono considerate una tipicità locale: il marchio non è globale, ma strategico per il mercato locale. Le marmellate per il mercato retail sono prodotte a Sanguinetto. Qui di seguito la storia del marchio leader di mercato in Italia.
1966 Santa Rosa e proprietà di Panigal.
1968 Inizia la produzione di confetture Santa Rosa a Bologna.
1976 Viene lanciato Pomodorissimo di Santa Rosa, succo di pomodoro.
1989 Santa Rosa viene acquisita da CPC BestFoods e Sole di Benckiser
1993-4 Le linee di produzione sono vendute a CO.PA.DOR
1995 La Produzione di Confetture viene trasferita allo stabilimento di Sanguinetto.
2001 Valsoia acquista il 100% delle quote di J&T Italia, società proprietaria del marchio Santa Rosa. Santa Rosa è focalizzata in due linee di business: confetture e conserve di pomodoro.

4.2 La produzione attuale e le materie prime utilizzate in forma di polvere La produzione attuale La produzione attuale d’Unilever è divisa in due grandi aree all’interno della fabbrica: DRY e WET. A loro volta ognuna è suddivisa in:
DRY: produzione pasta, granulare, dado, busta di riso, busta di cereali e busta de cous cous.
WET: produzione marmellate (Jams), e dado in gel (Mozart). I paesi per cui si produce sono: Bosnia, Croazia, Danimarca, Finlandia, Francia, Germania, Herzigova, Ungheria, Inghilterra, Italia, Olanda, Paesi Baltici, Paesi Nordici, Polonia, Portogallo, Slovacchia, Slovenia, Spagna, Svezia. Di seguito si riportano la produzione attuale dello stabilimento, i differenti marchi, i formati e le ricette di ogni prodotto.
AREA DRY
DESCRIZIONE MARCHIO FORMATO RICETTE
Dado Knorr Cubo 10 gr scatola 60 gr 7 Manzo, 2 Pesce, 1 Porco, 6 Pollo, 1 funghi, 1 vitello, 3 Vegetale, 1 salsa
scatola 80 gr 6 Manzo, 1 Pesce, 2 Porco, 2 Pollo, 5 Vegetale, 2 salsa
scatola 90 gr 1 aglio e prezzemolo, 1 erbe
scatola 100 gr 4 Manzo, 3 Pollo, 2 funghi, 1 Vegetale
scatola 120 gr 11 Manzo, 7 Pollo, 1 porco, 1 pesce, 2 vitello, 2 funghi, 5 Vegetale, 1 salsa
scatola 160 gr 1 Manzo, 2 Vegetale
scatola 180 gr 11 Manzo, 7 Pollo
scatola 200 gr 2 Manzo, 1 Pollo, 1 Vegetale
scatola 300 gr 1 Brodo classico
Cubo 11 gr scatola 88 gr 1 aglio e prezzemolo, 1 verdure
scatola 99 gr 1 aglio e prezzemolo, 1 erbe
Cubo 11,9 gr scatola 107 gr 1 aglio e prezzemolo, 1 erbe
Cereali Knorr Busta 132 gr 1 cereali orzo,farro e zucca.
Busta 143 gr 1 cereali orzo,farro e verdure.
Busta 175 gr 1 Cous cous e verdure
Granulare Knorr Barattolo 150 gr 1 Pollo, 1 pesce, 1 Vegetale, 3 brodo (classico, Rico, magro).
Barattolo 250 gr 1 Vegetale, 1 brodo (classico).
Pasta Knorr Barattolo 1kg 9 Manzo, 3 Pesce, 2 Porco, 10 Pollo, 2 vitello , 1 Agnello, 8 Vegetale, 1 Pomodoro, 1 Funghi, 1 Formaggio
Barattolo 1,5 kg 2 Manzo, 2 Pollo, 2 Vegetale
Barattolo 2kg 2 Manzo, 2 Pollo, 2 Vegetale, 2
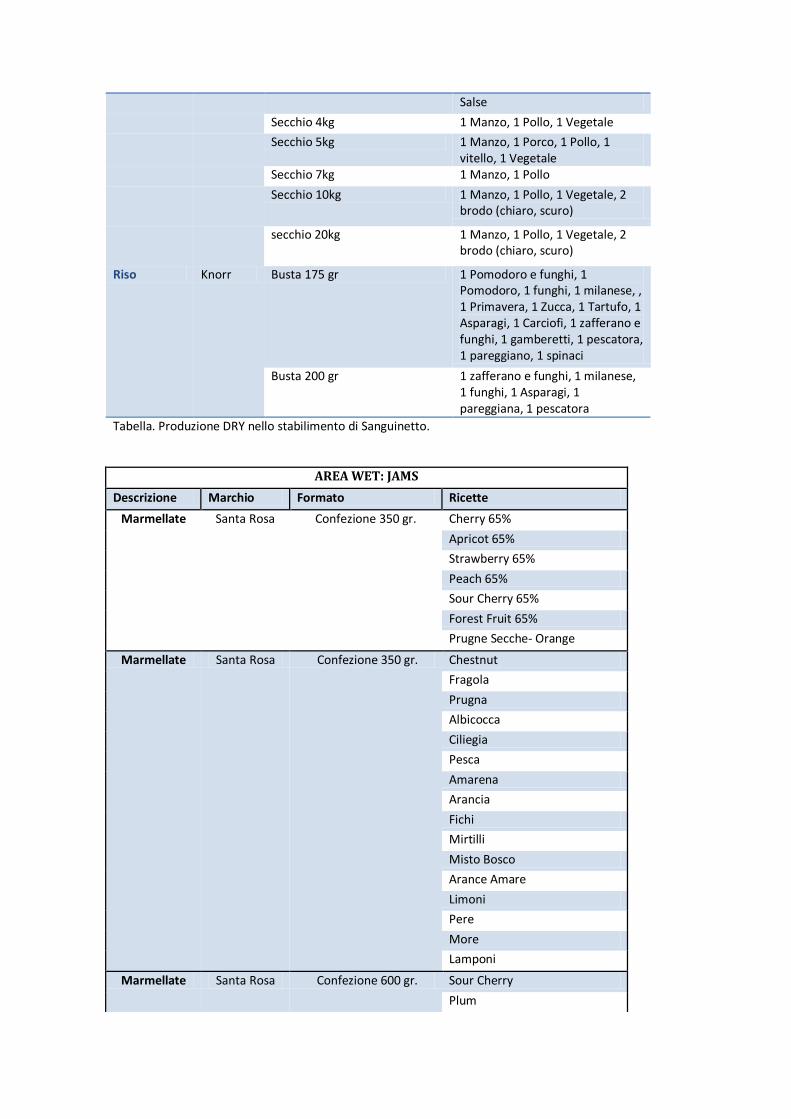
Tabella. Produzione DRY nello stabilimento di Sanguinetto.
AREA WET: JAMS
Descrizione Marchio Formato Ricette
Marmellate Santa Rosa Confezione 350 gr. Cherry 65%
Apricot 65%
Strawberry 65%
Peach 65%
Sour Cherry 65%
Forest Fruit 65%
Prugne Secche- Orange
Marmellate Santa Rosa Confezione 350 gr. Chestnut
Fragola
Prugna
Albicocca
Ciliegia
Pesca
Amarena
Arancia
Fichi
Mirtilli
Misto Bosco
Arance Amare
Limoni
Pere
More
Lamponi
Marmellate Santa Rosa Confezione 600 gr. Sour Cherry
Plum
Salse
Secchio 4kg 1 Manzo, 1 Pollo, 1 Vegetale
Secchio 5kg 1 Manzo, 1 Porco, 1 Pollo, 1 vitello, 1 Vegetale
Secchio 7kg 1 Manzo, 1 Pollo
Secchio 10kg 1 Manzo, 1 Pollo, 1 Vegetale, 2 brodo (chiaro, scuro)
secchio 20kg 1 Manzo, 1 Pollo, 1 Vegetale, 2 brodo (chiaro, scuro)
Riso Knorr Busta 175 gr 1 Pomodoro e funghi, 1 Pomodoro, 1 funghi, 1 milanese, , 1 Primavera, 1 Zucca, 1 Tartufo, 1 Asparagi, 1 Carciofi, 1 zafferano e funghi, 1 gamberetti, 1 pescatora, 1 pareggiano, 1 spinaci
Busta 200 gr 1 zafferano e funghi, 1 milanese, 1 funghi, 1 Asparagi, 1 pareggiana, 1 pescatora

Strawberry
Cherry
Peach
Apricot
Marmellate Effi Confezione 325 gr. Straw/Rhubarb
Rasperry
Forest Fruits
Cherry
4 Red Fruits
Strawberry
Apricot
Tabella. Produzione WET-JAMS nello stabilimento di Sanguinetto.
AREA WET: MOZART
Descrizione Marchio Formato Ricette
Dado in gel- Flamenca Knorr Coppetta 23 gr. 3Pepper
Garden Herbs
Garlic
Ginger & Lemongras
Hot Chili
Med Herbs
Mexican Mix
Paprika std
Spicy Curry
Dado in gel- MOZ 2 Knorr Coppetta 28 gr. Beef Europe
AMET Chicken
Chicken Europe
Vegetale Europe
Dado in gel- MOZ 3 Knorr Coppetta 28 gr. Beef
Chicken
Fish
Bouquet Garni Herbs
Rich Beef
Roasted Beef
Vegetale
Vegetable Delikatess
Dado in gel- POGO Knorr Coppetta 28 gr. 3Pepper
Beef
Chicken
Cream
Onion
Veal
Dado in gel- MOZ3 Knorr Coppetta 26 gr. Vegetale
Tabella. Produzione WET-MOZART nello stabilimento di Sanguinetto.

Le materie prime utilizzate in forma di polvere Per la produzione nell’impianto Unilever Sanguinetto, gran parte delle materie prime necessarie per i diversi prodotti, arriva in forma di polvere nell’impianto dove posteriormente viene stoccata nei diversi magazzini e quando si devono preparare le ricette questi ingredienti sono trasportati alle rispettive aree di dosaggio spezie. Di seguito si riportano le materie prime utilizzate in forma di polvere:
SPEZIE POLVERE DRY
1 FISH FLAVOUR 853788 RE 124 Yeast extr.microgranul.standard 18% NaCl
2 Gum, guar, E412 125 Chicken Extract Powder (Low Fat)
3 CUMIN GROUND 126 Celery AD Leaves
4 MUTTON 97277-51 127 Thyme AD Powder ST. TR. Borneol-Type
5 CURCUMA POLV TR 602004 128 Garlic Oil Type Flavouring 652993
6 Chive AD Rings AD 2-4mm (SUST) 129 Carrot AD Granules 1-4mm (SUST)
7 Pepper Chili Coarse Ground 3-4mm St.Tr. 130 Pumpkin AD Flakes 10x10x2mm (SUST)
8 Kaffir Lime Leaf AD Powder ST 131 Beef BB Dark Roasted Flavouring P-126087
9 Pepper black powder 132 Beef BB Rare Juice Flavouring P-126079
10 Carrot extract powder 9/013804, 654986 133 Chicken BB: Dark Roast Flavour 808980
11 Carmine Powder E120 20% 134 Chicken BB: White Meat Flavour 809441
12 Beef AD Powder 135 Parsley Roots Semolina Steam treated
13 Veal AD Powder 136 Onion Yellow AD Pieces 8mm KO HL (SUST)
14 Pork SD Powder 137 CHICKEN FLAVOUR MSF IFF 15.84.3593
15 Bacon AD Cubes 138 Onion Extract Fried Type 619984
16 Bacon AD + SD Milled W/RE 139 Yeast extract powder 12% nucl. 18%NaCl
17 Garlic AD Powder KO HL (SUST) 140 Beetroot AD Powder
18 Lamb Dried Powder 141 Bean French AD Pieces 15mm (SUST)
19 Celeriac AD Powder (SUST) 142 Cayenne pepper ground steam treated
20 Carrot PUF Cubes 6mm (SUST) 143 Butter Flavouring DA 10244
21 Carrot AD Powder KO HL (SUST) 144 Succinic acid E 363
22 Courgette AD Slices (SUST) 145 Pepper White Flavouring 15.84.7971
23 Courgette FD Cube 6mm 146 Black Pepper Flavouring 15.84.8230
24 Leek AD Flakes 2-6mm (SUST) 147 Celery Flavouring Granuseal 96389-72
25 Leek AD Powder White 148 Celery Extract on Glucose Syrup 654987
26 Bell Pepper Red AD Flakes 10mm KO HL 149 Yeast Extract Powder 0,5% Nucl. 38% Salt
27 Bell Pepper Red AD Granules 1-3mm KO HL 150 Lovage Flavouring 15.81.3082
28 Bell Pepper Red FD Cubes 5mm KO HL 151 MUSHROOM FLAVOUR 870851
29 Asparagus Green FD Crosscut 5mm 152 Mushroom Flavouring Type Truffle 618652
30 Asparagus White AD Powder KO HL (SUST) 153 Beef Flavour Boiled Type P-128682
31 Cheese Flavouring Ital. Hard 871022SPM 154 Tomato Flavouring 871001
32 Ham Flavouring 15.04.1132 155 Paprika Mild AD Ground ST80-100ASTA SUST
33 Cinnamon Extract 15.81.2769 156 SEASONING FLAVOURING 77679-71
34 Fenugreek Extract 01836 157 Asparagus White Flavouring 870825
35 JUNIPERBERRY OIL ON SALT 855969 158 Fish Flavouring Cooked 548168 SPM
36 Lovage Extract 38012 159 Cheese Flavouring Parmesan 15.85.2453

37 Skimmed Milk Powder Medium Heat 160 Cheese Flavouring Gorgonzola 15.02.9554
38 Crab Extract RD Powder 161 Beetroot Juice Powder SD OD 3.2 (SUST)
39 Lobster Extract Dried Powder 162 Parsley Root AD Powder (SUST)
40 Celery Extract 9/025008;653713 163 Cheese Blend SD Pow.w.Ital.Hard Ch. 55%
41 Vegetable Extr.Type Leek 9/022976,654186 164 Ginger Ground Steam Treated Nigeria
42 Leek Extract 1675.01 165 Paprika Mild AD Ground ST 60-80ASTA SUST
43 Vegetable Extract 9/015243 - 655116 166 Artichoke Flavouring Powder 139905
44 CARROT EXTRACT 167 Chicken AD Powder with Antioxidants
45 Carrot Juice Con SD Powder KO HL (SUST) 168 Chicken AD Powder With Rosemary Extract
46 Basil Extract 15.04.0877 169 L-Cysteine Hydrochloride Anhydrous
47 Bay Flavouring 15.81.2492 170 Disodium Succinate
48 SEASONING FLAVOURING PERMASEAL 96523-71 171 Ham AD Powder w/RE
49 Oregano Flavouring 15.81.3311 172 Garlic Flavouring 177510
50 Parsley Flavouring 050798 AP0551 173 Parsley Flavouring UL029888 (15.02.9888)
51 Red Wine Extract 12005015 174 Shrimp FD Whole 500-800wc
52 Wine White Extract SDO1530003 175 Meat Enhancer Flavouring 15.85.9836
53 Malt Vinegar Extract Type 2F 176 Heat moist.tr. starch dried GF BAG(SAL)
54 Buckwheat Grits Unpolished < 14% 177 Meat Base 25KG BAG (SAL)
55 Codfish Dried Powder HL 178 BEEF BASE BEF 25KG BAG (SAL)
56 Squid Extract RD Powder 179 ROAST ONION STOCK COARSE GF 25KG (SAL)
57 Squid FD Pieces 180 Chick. Base EF GF 25KG BAG (SAL)
58 Clam RD Powder 181 Chick. Base CM 25KG BAG (SAL)
59 Cauliflower AD Powder KO HL (SUST) 182 Savoury Enhancer Magic A 24 EF 20KG(SAL)
60 Artichoke AD Cube 10mm 183 Sav. Base WMT GF 25KG DE BW 01311EG(SAL)
61 Artichoke AD Powder 184 BEEF BASE LS 20KG BAG (SAL)
62 Spinach AD Powder (SUST) 185 Nutmeg Spice Extract/Macis Oil 268472
63 Celeriac AD Granules 1-2 mm (SUST) 186 Beef Flavouring UL872359
64 Onion White AD Granules1-4 mm KO HL SUST 187 CHICKEN BASE CM HALAL 25KG BAG (SAL)
65 Onion White AD Powder (SUST) 188 Umami Flavouring 247600
66 Onion White FD Cubes 3mm KO HL (SUST) 189 Beef Flavouring UL874376
67 Onion White AD Gran.0.5-1mm KO HL (SUST) 190 Celery Seed Extract 347486
68 Garlic AD Granules 1-3 mm 191 Chicken Flavouring 270378
69 Pea Garden AD Powder (SUST) 192 Beef Flavouring Dark Roasted UL876889
70 Pea Garden FD Whole 8mm (SUST) 193 Beef Flavouring Rare UL 876854
71 Tomato AD Pieces 4x4 mm 194 Beef Flavouring Boiled UL876853
72 Tomato AD Pieces 8x8 mm 195 ENFLEURAGE BASIL 1X7.5 KG BB EW DE (SAL)
73 Tomato AD Granules 1 mm 196 Onion Flavouring 395763
74 Tomato SD Powd.Hot Break Vis14-18 (SUST) 197 Chicken Flavouring Boiled 398222
75 Boletus edulis AD Granules 1-3mm 198 Saffron AD Powder Category II
76 Boletus edulis AD Granules 3- 6 mm 199 Salmon Flavouring 548169 2CB
77 Boletus Edulis AD Powder 200 Onion Flavouring 873228
78 Boletus Luteus AD Granules 2-4mm 201 Cheese 91% SD Powder (75% Stilton)
79 Champignon AD Granules 2-6 mm 202 Mushroom Boletus Flavouring 878297
80 Truffle AD Granules 3 mm 203 Saffron Flavouring 050584 AP 0504

81 Lemon Juice SD Powder 204 Shrimps SF Powder
82 Pineapple VD Powder 10% Salt 205 Curry Madras CL ST
83 Basil AD Leaves Broken Steamtr. Estragol 206 Leek White AD Powder
84 Basil AD Powder Steam Tr. Type Estragol 207 Broth Base EF w/o celery 25kg BAG (SAL)
85 Bay leaf AD Powder Steam Treated 208 Beef Flavouring ULL92962
86 Lovage AD Leaves Brok. Germ Reduced SUST 209 Beef Flavouring ULL31913
87 Oregano AD Powder Steam Treated 210 Beef Flavouring ULL31914
88 Parsley AD Leaves Broken 2-4mm (SUST) 211 Beef Flavouring ULL31915
89 Rosemary AD Powder Steam Treated 212 Beef Flavouring ULL47173
90 Sage AD Powder Steam Treated triloba 213 Chicken Flavouring ULL93118
91 Tarragon AD Leaves Broken (SUST) 214 Chicken Flavouring ULL93120
92 Tarragon AD Powder 215 Chicken Flavouring ULL93125
93 Thyme AD Leaves Broken ST Thymol-Type 216 Chicken Flavouring ULL93126
94 Anisseed Ground Steam Treated 217 Chicken Flavouring UL881235
95 Caraway Seed Ground Steam Treated 218 Grill Flavouring ULL76835
96 Cardamom Ground ST HL 219 Chicken Flavouring ULL33226
97 Celery Seed Ground Steam Treated 220 Cheese Flavouring ULL31951
98 Clove Ground ST HL 221 Chicken Flavouring ULL93574
99 Coriander Leaves Brok.Germ Reduced SUST 222 Cheese Flavouring ULL93465
100 Turmeric 3% Ground ST SUST 223 Chesse Flavouring ULL93466
101 Fenugreek Seeds AD Ground Steam Treated 224 Meat Flavouring JO-911-817-8
102 Lovage Roots AD Powder Steam Treated 225 Smoke Dark Type Flavouring 337744
103 Nutmeg Ground Steam Treated 226 Chicken Flavouring ULL93679
104 Paprika Hot AD Ground ST 60-70ASTA SUST 227 Onion Raw Flavouring 647759 Halal,Kosher
105 Paprika Mild 100ASTA Steam Tr.(Edelsüss) 228 Tomato Flavouring 648377 Halal, Kosher
106 Pepper White Ground Steam Treated 229 Beef Marrow Flavouring ULL93937
107 Pimento Ground Steam Treated 230 Chicken Fatty Flavouring 15.08.6001
108 Potato Starch Native Physically Modified 231 Beef Flavouring ULL31912
109 Corn Starch, Native, 5% 232 Crustacean Flavouring 589644CB
110 Xanthan Gum (E415) Fine 233 Spice Extract Paprika 1691906-000
111 Lactose Monohydrate Fine 234 Sav. Creamer High-Fat 78% SG Lactose HL
112 Inosinate/Guanylate IG 235 Spelt Wheat Grain Puffed Dried < 8%
113 Citric Acid Anhydrous Powder E330 236 Butter flavour NN08210
114 Tartaric Acid (E334) 237 Meat Base EF GF 20KG BAG (SAL)
115 Potassium Chloride E508 238 Tomato SD Powder Cold Break (SUST)
116 Beta Carotene Powder 1% E160a (4x5kg) 239 Coriander Seed Ground ST Gluten Free
117 Riboflavin Lactoflavin (E101) 240 Roasted Veg Fond 20KG BAG (SAL)
118 Caramel Powder E150c EBC 50500 241 MEAT EXTR.PREMIX1 20KG DEBW01311EG (SAL)
119 Caramel Powder C3 26000 EBC (E150c) 242 Curry Powder Low Coriander ST
120 Burnt/Caramelised Sugar Powder 17000 EBC 243 Malt Extract Powd. 30.000EBC Gluten free
121 YEAST EXT. POWDER 2% NUCL. 38% SALT 244 Beef Base Typ dark 20kg (SAL)
122 Yeast Extract Powder < 1% Salt 245 FLAMENCA - CARDAMON
123 Yeast Extr.Microgran.Ultra Dark<0.5%Salt 246 Beef Base EF GF 20KG BAG (SAL)
SPEZIE WET MOZART- Dado in gel
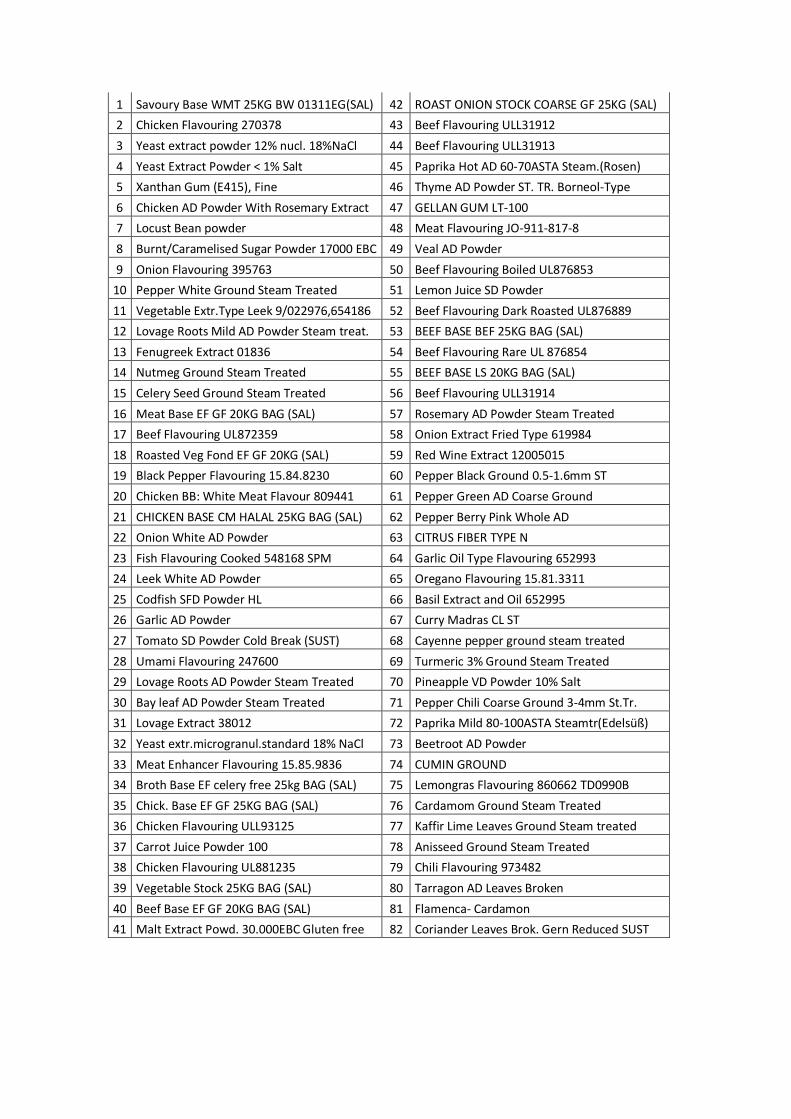
1 Savoury Base WMT 25KG BW 01311EG(SAL) 42 ROAST ONION STOCK COARSE GF 25KG (SAL)
2 Chicken Flavouring 270378 43 Beef Flavouring ULL31912
3 Yeast extract powder 12% nucl. 18%NaCl 44 Beef Flavouring ULL31913
4 Yeast Extract Powder < 1% Salt 45 Paprika Hot AD 60-70ASTA Steam.(Rosen)
5 Xanthan Gum (E415), Fine 46 Thyme AD Powder ST. TR. Borneol-Type
6 Chicken AD Powder With Rosemary Extract 47 GELLAN GUM LT-100
7 Locust Bean powder 48 Meat Flavouring JO-911-817-8
8 Burnt/Caramelised Sugar Powder 17000 EBC 49 Veal AD Powder
9 Onion Flavouring 395763 50 Beef Flavouring Boiled UL876853
10 Pepper White Ground Steam Treated 51 Lemon Juice SD Powder
11 Vegetable Extr.Type Leek 9/022976,654186 52 Beef Flavouring Dark Roasted UL876889
12 Lovage Roots Mild AD Powder Steam treat. 53 BEEF BASE BEF 25KG BAG (SAL)
13 Fenugreek Extract 01836 54 Beef Flavouring Rare UL 876854
14 Nutmeg Ground Steam Treated 55 BEEF BASE LS 20KG BAG (SAL)
15 Celery Seed Ground Steam Treated 56 Beef Flavouring ULL31914
16 Meat Base EF GF 20KG BAG (SAL) 57 Rosemary AD Powder Steam Treated
17 Beef Flavouring UL872359 58 Onion Extract Fried Type 619984
18 Roasted Veg Fond EF GF 20KG (SAL) 59 Red Wine Extract 12005015
19 Black Pepper Flavouring 15.84.8230 60 Pepper Black Ground 0.5-1.6mm ST
20 Chicken BB: White Meat Flavour 809441 61 Pepper Green AD Coarse Ground
21 CHICKEN BASE CM HALAL 25KG BAG (SAL) 62 Pepper Berry Pink Whole AD
22 Onion White AD Powder 63 CITRUS FIBER TYPE N
23 Fish Flavouring Cooked 548168 SPM 64 Garlic Oil Type Flavouring 652993
24 Leek White AD Powder 65 Oregano Flavouring 15.81.3311
25 Codfish SFD Powder HL 66 Basil Extract and Oil 652995
26 Garlic AD Powder 67 Curry Madras CL ST
27 Tomato SD Powder Cold Break (SUST) 68 Cayenne pepper ground steam treated
28 Umami Flavouring 247600 69 Turmeric 3% Ground Steam Treated
29 Lovage Roots AD Powder Steam Treated 70 Pineapple VD Powder 10% Salt
30 Bay leaf AD Powder Steam Treated 71 Pepper Chili Coarse Ground 3-4mm St.Tr.
31 Lovage Extract 38012 72 Paprika Mild 80-100ASTA Steamtr(Edelsüß)
32 Yeast extr.microgranul.standard 18% NaCl 73 Beetroot AD Powder
33 Meat Enhancer Flavouring 15.85.9836 74 CUMIN GROUND
34 Broth Base EF celery free 25kg BAG (SAL) 75 Lemongras Flavouring 860662 TD0990B
35 Chick. Base EF GF 25KG BAG (SAL) 76 Cardamom Ground Steam Treated
36 Chicken Flavouring ULL93125 77 Kaffir Lime Leaves Ground Steam treated
37 Carrot Juice Powder 100 78 Anisseed Ground Steam Treated
38 Chicken Flavouring UL881235 79 Chili Flavouring 973482
39 Vegetable Stock 25KG BAG (SAL) 80 Tarragon AD Leaves Broken
40 Beef Base EF GF 20KG BAG (SAL) 81 Flamenca- Cardamon
41 Malt Extract Powd. 30.000EBC Gluten free 82 Coriander Leaves Brok. Gern Reduced SUST

Spezie WET JAMS- Marmellate
1 Monodiglyceride E471
2 Pectin LM AF 701
3 Pectin LM , 12CG/ LC 910
4 Pectin LM Amidated CF020
5 Pectin LM Amidated, 102 AS
6 Pectin HM, Extra rapid set
7 Lattato di calcio
8 Sorbato di Potassio E202
9 Citric Acid Anhydrous Powder E330
10 Ascorbic Acid (E 300)
11 Tricalcium Citrate E333iii
12 Pectin, LM 37%, Amido 14%, citrus peel
13 Pectin 80% Apple Low Methoxyl 35-43% E440
Come si osserva nell’impianto per la fabbricazione dei loro prodotti,a la maggior parte degli ingredienti sono presenti in forma di polvere, polvere che sono organiche e combustibili. La polvere da valutare in questo lavoro è lo zucchero che è una delle polvere presente in maggiore quantità nell’impianto.

5. LE POLICY E LE NORME INTERNE DI UNILEVER IN MATERIA DI SICUREZZA E SALUTE SUL LAVORO Il metodo di lavorare di Unilever è importante quanto l'azienda stessa. Per questo motivo il suo Codice politico lavorativo sostiene i valori per l’impegno, per la pratica e per l’etica professionale. Queste linee guida devono essere la base della filosofia lavorativa di ogni dipendente, cosi come l’impegno per la sostenibilità di Unilever. Da sempre, queste linee guida formano il codice di principi lavorativi di Unilever e sono messe al centro della sua cultura aziendale, così come in quella dei suoi dipendenti e delle aziende che lavorano per il gruppo. Se così non fosse si avrebbero delle conseguenze negative sia per le persone come individui (multe, disciplina e anche di reclusione), sia per la società (perdita finanziaria e di reputazione). E' quindi responsabilità di ogni singolo dipendente comprendere e vivere questo tipo di cultura ogni giorno. Se tutti i dipendenti e le aziende rispettano questi principi, la reputazione del gruppo Unilever è rafforzata, e la vita professionale e lavorativa risulta più appagante.
5.1 Le policy generali Salute e sicurezza sul lavoro • Unilever si impegna a fornire condizioni di lavoro sane e sicure. • Unilever conforme a tutte le leggi e normative applicabili si propone di migliorare continuamente le prestazioni di salute e sicurezza • Tutti noi abbiamo un ruolo da svolgere:
- I gestori sono responsabili della salute, della sicurezza, dei loro rapporti e dei terzi in loro gestione; - I lavoratori hanno il dovere di lavorare in modo sicuro.
• Questa Politica del Codice delinea le responsabilità individuali e condivise per la salute e la sicurezza. Obblighi: • Tutti i dipendenti, appaltatori e visitatori dei siti Unilever devono lavorare e comportarsi in modo sicuro. Ciò significa che si debba:
- Rispettare le procedure e le istruzioni di igiene e di sicurezza rilevanti per il lavoro per cui si è stati addestrati. - Aiutare a garantire che coloro con cui si lavori, compresi gli appaltatori ed i visitatori, conoscano e seguano procedure e istruzioni di salute e sicurezza applicabili.
- Intraprendere solo lavori per cui si sia stati formati, per cui si sia competenti, per cui si abbia l’idoneità fisica e la sufficiente attenzione. - Non intraprendere lavori o attività relative, come la guida, se sotto l'influenza di alcool o droghe, o sotto l'utilizzo improprio di farmaci. - Smettere un qualsiasi lavoro quando non più sicuro. - Assicurarsi di sapere cosa fare in caso di emergenza sul posto di lavoro o in un sito in visita. - Riferire tempestivamente al management locale Unilever qualsiasi incidente, mancanza o infortunio, malattia, condizioni di pericolo o problema tecnico in modo che si possano adottare delle misure per correggere, prevenire o controllare immediatamente. - prendere in considerazione il fatto che anche altri lavoratori possano correre rischi e riportare danni.
• Tutti i leader del sito Unilever hanno la responsabilità generale operativa per la salute e la sicurezza dei lavoratori cui fanno capo. Essi devono: - Stabilire e mantenere la salute e la sicurezza adeguata al sistema di gestione del lavoro per il loro sito.
- Identificare i rischi per la salute e la sicurezza e la gestione / controllo dei rischi derivanti dalle operazioni di routine e il programma, attività e servizi del sito. - Regolarmente rivedere e rispettare:
i. Tutta la legislazione di salute e sicurezza locale applicabile. ii. gli standard obbligatori di Unilever su Sicurezza, Salute e Ambiente (SHE) iii. gli standard di sicurezza e la valutazione dei rischi di Unilever sull'impatto ambientale (Pelican).
- Sviluppare obiettivi di salute e di miglioramento della sicurezza sul lavoro e monitorare le prestazioni, compresa una revisione annuale dell'efficacia del sistema di gestione - Relazionare obbligatoriamente i Key Performance Indicators (KPI) attraverso la sicurezza, salute e l’ambiente (SHE) tramite un sistema di reporting. - Segnalare tutti gli incidenti, gli infortuni tramite il Serious SHE standard, con un'indagine approfondita, il follow-up e la comunicazione delle esperienze fatte. - Mantenere, comunicare e verificare un piano di emergenza interno. - Assicurarsi che tutti i dipendenti, collaboratori e visitatori ricevano informazioni e formazione in materia di salute e sicurezza rilevanti per i loro ruoli e attività. - Collaborare con il regista in questione (s) del soggetto giuridico locale per concordare la salute e la sicurezza sul lavoro.
Il sistema di gestione è l'approccio necessario per garantire un adeguato riesame sulla sicurezza e garantire il soddisfacimento dei requisiti normativi di legge.
5.2 Il progetto Process Safety
Il Process Safety Management è un documento preparato da Unilever per il gruppo e per i terzi autorizzati dal gruppo. Le informazioni contenute nel documento costituiscono informazioni riservate e non deve essere copiato o diffuso a terzi. Tutti i diritti sono di proprietà intellettuale del gruppo Unilever. Il documento contiene un robusto processo di sistema per la gestione della sicurezza che è la chiave per prevenire: catastrofici incidenti, rischi d’incedenti, crolli strutturali, esplosioni, incendi e rilasci tossici associati alla perdita di contenimento di sostanze pericolose o di energia immagazzinata. E’ importante gestire i rischi per la sicurezza del processo anche per evitare gravi conseguenze (perdita di vite umane, danni ambientali, perdita di reputazione aziendale, impatti finanziari, interruzioni di business, ecc) derivanti da tali eventi. Il processo di sicurezza è relativo ad eventi che accadono con bassa frequenza ma che hanno grandi conseguenze. Unilever Occupational Health & Safety Standards Framework descrive gli elementi essenziali necessari per istituire un sistema generale di gestione di Salute e sicurezza. Unilever Functional SHE Standard - Process Safety Management, definisce i requisiti obbligatori in materia di progettazione, costruzione, installazione, messa in servizio, funzionamento, modifica, manutenzione e riparazione di sistemi o apparecchiature associate ad un 'alto rischio' o 'pericolo medio'.
Scopo di questo standard Lo scopo principale di questo Functional SHE Standard è quello di definire i requisiti minimi obbligatori per un buon sistema di gestione della sicurezza dei processi. Process Safety Management è un mix di competenze ingegneristiche e gestionali focalizzate alla prevenzione di eventi catastrofici derivanti da rilascio accidentale o incontrollato di sostanze pericolose o di energia immagazzinata, attraverso la perdita di contaminanti. Attraverso un’efficace attuazione di questi requisiti minimi obbligatori, si prevede che le installazioni di processo siano più sicure per le persone, la proprietà e l'ambiente durante tutto il loro ciclo di vita.
L'applicazione di questo standard Ai fini della prevenzione, le organizzazioni devono categorizzare i nuovi processi o le nuove installazioni ad alto, medio o basso rischio in base a fattori specifici che verranno specificati di seguito. Ai fini della gestione della sicurezza dei processi, un impianto può essere classificato come a basso rischio se i processi classificati come pericolosi possono essere neutralizzati dal

sistema (per esempio il massimo previsto per il materiale pericoloso in tutto l’impianto preso in considerazione) con una soglia di pericolo inferiore alla soglia di pericolo medio indicato nel Gruppo 1 o 2 di seguito nelle tabelle. Soglia Totale Capacità di stoccaggio di sostanze pericolose in un sito A.1 Gruppo 1: sostanze pericolose con più alto potenziale di rischio *
Substance or Process containing this substance
High Hazard Threshold Total Storage Capacity
[(1 t)=1000 Kg]
Medium Hazard Threshold Total Storage Capacity
[(1 t)=1000 Kg]
Flammable gas bulk storage >=30 t >=10 t
Ammonia >=4.5 t >=1 t
Chlorine >=0.5 t >=0.25 t
Sulphonation process containing SO2 and SO3
All -
Other toxic or flammable gas process (without bulk storage)
Consult SEAC Consult SEAC
* Fonte dei dati per sopra Gruppo 1: 1) Unilever SEAC, 2) OSHA CFR 1910.119-App A (ammoniaca), 3) US EPA CFR 40 Part 68 App A (cloro).
A.2 Risk Enhancing Factors (REFs) – Fattori Di Rischio
In caso di un evento catastrofico alcuni fattori di rischio aggiuntivi potrebbero migliorare in modo significativo l'impatto sulle persone, le comunità, l'ambiente e il business. Questi fattori devono essere considerati per definire le priorità di lavoro e per migliorare la sicurezza del processo.
Fattori di rischio - Risk Enhancing Factors (REFs)
a) Presenza di abitazioni residenziali o strutture comunitarie (scuole, università, ospedali, case di cura, negozi, ecc) nel raggio di 1 km dal centro dell'installazione di stoccaggio di sostanze pericolose.
b) Installazione contenente una sostanza pericolosa con attrezzature e componenti di età superiore ai 20 anni di servizio.
c) Posizionamento in una zona definita zona sismica di IV grado e al di sopra o all'interno di una zona a rischio inondazione/Tsunami.
d) Multipli processi di sicurezza legati a incidenti o gravi eventi presso l'impianto negli ultimi 3 anni.
B. Gruppo 2: Altre sostanze pericolose *
Substance or Process containing this substance
High Hazard Threshold Total Storage Capacity
[(1 t)=1000Kg]
Medium Hazard Threshold Total Storage Capacity
[(1 t)=1000Kg]
Flammable gas cylinders >=5 t >=1 t
Flammable liquid >=100 t >=25 t
Combustible dust >=100 t >=25 t
Inert gas >=50 t >=25 t
Liquid oxygen >=25 t >=5 t
Reactive chemicals >=100 t >=25 t
Alkali >=500 t >=100 t
Acid >=500 t >=100 t
High temperature and drying (>150
oC)
Consult SEAC Consult SEAC
High Pressure (>5 bar gauge) Consult SEAC Consult SEAC

Thermal heating oil >=25 t >=5 t
Boilers with design operating pressure of
>=60 Bar gauge >=20 Bar gauge
* Fonte dei dati del gruppo 2 di cui sopra: 1) Unilever SEAC.
Le disposizioni del presente SHE Standard - Process Management di sicurezza sono quindi obbligatorie per la gestione e installazione di processi ad alto e medio rischio, come definito in A e B di cui sopra. In ogni paese, tali requisiti devono essere rispettati in aggiunta ai requisiti di Unilever.
5.2.1 Elementi di processo per un’efficace Sistema di Gestione della Sicurezza
Leadership e Impegno per la sicurezza di processo
1. Processo di cultura della sicurezza Per impostare il tono della cultura della sicurezza integrata ed efficace come disciplina operativa, è necessario che il leadership team a tutti i livelli della società dimostrino il loro impegno a migliorare costantemente la sicurezza di processo nei rispettivi impianti con livello di pericolo alto e medio. Health & Safety Standards Framework Unilever professionali richiedono che tutte le organizzazioni devono prepararsi e documentare una politica adeguata di salute e sicurezza sul lavoro, che è coerente con la politica di salute e sicurezza sul lavoro Unilever. La politica dell'organismo deve in particolare affrontare i seguenti requisiti relativi per il processo di sicurezza:
Una chiara definizione degli obiettivi di gestione del processo della sicurezza in generale,
Un chiaro legame tra gli obiettivi di gestione della sicurezza, tra il processo 'Behavioural Based Safety' e il 'Unilever Living Plan sostenibile',
Un impegno per la prevenzione degli incidenti di sicurezza con la possibilità di attivare o disattivare le conseguenze del sito,
Un impegno per salvaguardare gli immediati vicini e la comunità,
Un impegno per mantenere i vicini e il nostro ente locale informati sulle azioni da intraprendere in caso d’incidente rilevante.
2. Conformità alle norme I requisiti in questo processo di gestione della sicurezza standard si aggiungono a quelle contenute in tutte le altre Unilever SHE Standard pubblicati sulle norme Supply Chain e le linee guida. Un'organizzazione è responsabile per la progettazione, costruzione, installazione, messa in servizio, funzionamento, modifica, manutenzione, riparazione o rischio potenziale elevato o medio della sua istallazione e deve essere conforme alle pertinenti disposizioni del presente principio. I requisiti della presente norma devono essere applicati anche dai terzi che operano per o dipendentemente da Unilever, quindi anche i loro processi devono rispettare tali standard.
3. Competenza per la sicurezza La persona di più alto grado in livello in una organizzazione è responsabile per la sicurezza del sito e dei processi nella stessa “organizzazione del lavoro”. Deve far rispettare gli standard e valutare gli specifichi rischi per il processo di sicurezza all'interno del proprio sito. Per questo deve nominare una persona competente per il 'Processo di sicurezza', modo da guidare l'organizzazione sull'attuazione dettagliata dei requisiti di questo standard. Questa figura deve essere adeguatamente qualificata, addestrata e con esperienza e deve avere abilità operativa nella gestione della sicurezza dei processi. Deve inoltre essere affiancato da un’altra figura fondamentale, il 'Technical Project Leader'. Il 'Technical Project Leader' deve essere in grado di approvare una proposta di modifica che potrebbe richiedere un 'Pelican business firmatario', al fine di garantire che una proposta di modifica ad un impianto esistente o nuovo possa o meno essere rivista da un esperto quando richiesto dal rischio per la sicurezza e le valutazioni d'impatto ambientale (Pelican).
4.Coinvolgimento dei dipendenti L'organizzazione deve coinvolgere i rappresentanti dei lavoratori a seconda dei casi (personale e imprese appaltatrici) per sviluppare o rivedere le procedure del sito locale che descrivono come l'organizzazione è conforme ai requisiti di questo processo di gestione della sicurezza standard. L'organizzazione deve sviluppare un piano d'azione scritto per affrontare eventuali non conformità con questo standard. 5. Contatto con le parti interessate L'organizzazione deve:
Identificare le persone fisiche o giuridiche che possono essere interessati direttamente da operazioni aziendali e coinvolgerli in un dialogo su importanti rischi per la sicurezza di processo,
Stabilire un rapporto con le organizzazioni della comunità, altre aziende locali o gruppi professionali e le autorità,
Fornire informazioni relative alla propria società e la struttura di prodotti, processi, piani e pericoli per i suddetti individui, organizzazioni, aziende, gruppi o enti.
Capire i pericoli e i rischi Ogni organizzazione deve identificare i pericoli per elaborare i processi di sicurezza, valutando adeguatamente e riducendo i rischi per quanto ragionevolmente possibile.
• Per gli impianti esistenti, questo deve essere fatto o rivisto almeno ogni 3 anni. • Per i progetti nuovi deve essere fatto durante la progettazione.
Qualsiasi deviazione da quanto sopra deve essere approvata dal 'Technical Project Leader' dell'organizzazione in questione. Queste valutazioni devono essere scritte come descritto di seguito in “Identificazione dei pericoli e Analisi di Rischio” e poi documentato come descritto più avanti in 'Gestione del processo della conoscenza'.
6. Identificazione dei pericoli e Analisi di Rischio Tutti gli impianti di processo ad alto o medio rischio o progetti d'investimento devono essere sottoposti ad una valutazione di rischio per la sicurezza del processo formale. Nel 'Process Safety Assessment Hazard' è descritto l’orientamento di questo standard. I punti fondamentali dell'approccio sono:
Processo di analisi dei rischi: identificazione di tutti i possibili rischi per il processo di sicurezza;
Risk Assessment Process: l’ingegneria e controlli amministrativi e difese applicabili ai rischi e le potenziali conseguenze del fallimento di contenimento. Rassegna d’incidenti noti nel processo di sicurezza precedente;
Eliminazione del rischio attraverso ridisegno / sostituzione o, se ciò non è ragionevolmente possibile, la definizione di adeguate misure di controllo e di difesa per ridurre la probabilità e / o le conseguenze di guasto catastrofico.
L'organizzazione deve considerare la dimensione (grado d’impatto) del rischio, il grado di riduzione del rischio di ogni misura di controllo e il costo associato con l'attuazione delle misure di controllo. L’ analisi dei rischi e le valutazioni dei rischi di processo, devono essere esaminati con la partecipazione della persona competente del 'Processo di sicurezza' e con una squadra adeguata, prima di eventuali proposte di modifica descritto in 'gestione del cambiamento' e almeno ogni 3 anni per assicurare che:
L'impatto sulla sicurezza di processo da una modifica proposta sia stata esaminata e che ci sia un piano in atto per affrontare le azioni individuate prima dell’attuazione;
Siano state completate tutte le azioni derivanti da eventuali modifiche precedenti,
La base di sicurezza per i controlli e le difese rimangano coerenti con l'attuale Unilever Core Design Industria (buone pratiche e requisiti di legge).

La valutazione del pericolo per la sicurezza dei processi, le registrazioni delle successive revisioni e le prove che gli eventuali problemi derivanti da queste valutazioni o recensioni sono state pienamente attuate, devono essere tenute in archivio, disponibile per l'ispezione per tutta la durata del processo di installazione.
7. Gestione del processo della conoscenza Per ogni impianto ad alto o medio rischio di processo l'organizzazione deve stabilire e avere un sistema in atto per mantenere un processo fino al database di informazioni di sicurezza. Le seguenti informazioni devono essere disponibili, come minimo, prima di un processo di valutazione della sicurezza dei pericoli, e sono:
Una descrizione completa del processo generale dell’impianto,
Una descrizione della progettazione del processo d’installazione,
Un diagramma di flusso a blocchi o semplice diagramma di flusso possono essere sufficienti per una valutazione preliminare di progettazione,
Tubazioni e strumentazione diagrammi per una valutazione dettagliata della progettazione,
Chimica di processo (se non un processo puramente miscelazione o un programma di utilità),
Parametri di funzionamento normale (tra cui parametri come throughput, pressioni, temperature),
Limiti di sicurezza superiori e inferiori per il throughput, temperature di processo, pressioni, flussi e composizioni a seconda dei casi.
Inoltre è necessario avere una descrizione più dettagliata per:
Il processo di valutazione della sicurezza Hazard (s) (PSHA), individuando tutti i potenziali rischi per la sicurezza dei processi inerenti alla progettazione e alla base della sicurezza dei controlli e difese,
Una serie completa di tubazioni e strumentazione diagrammi (con allacciamenti) che mostra i dispositivi critici per la sicurezza identificati esclusivamente, compresa la strumentazione di sicurezza critica e di blocco,
Un elenco di tutte le apparecchiature o sistemi critici. L'elenco deve includere misure attive come dispositivi di sovrappressione, ruscelli limitatrici di pressione, i sistemi di sicurezza di strumenti critici e interblocchi nonché misure passive come bund serbatoio (dighe) e pareti tagliafuoco individuati dal PSHA,
Il materiale di costruzione dell'impianto di processo (tubazioni e vasi) evidenziando le eventuali componenti in cui il materiale di costruzione è molto critico,
I dati di progettazione, tra cui base di progettazione e dimensionamento, per tutte le strumentazioni di processo (manometro> 0,5 bar), apparecchi a pressione e flussi di soccorso,
Base di Progettazione e portate per tutti i sistemi di ventilazione che sono presenti per motivi di salute e di sicurezza (comfort non personale),
Numero massimo previsto di scorte (il magazzinaggio e circuito di processo) per tutte le sostanze chimiche pericolose, semilavorati e prodotti con le loro Schede di Sicurezza (SDS),
Registrazioni di aree pericolose incontri di classificazione con le decisioni prese per gas, vapori e polveri. Pianta e alzate in disegni per l'installazione infiammabile che mostrano zone in aree pericolose e confini per gas infiammabili, vapori e polveri.

Una matrice di interazione chimica per riassumere la possibilità di reazioni pericolose in determinate condizioni, ad esempio, perdite di materiale diverso da serbatoi di stoccaggio diversi contenuti all'interno di un bund comune (diga),
Un set completo di disegni di layout,
Un inventario di tutte le attrezzature con i loro dati di progettazione di base,
Manuali venditore / fornitore di dati di apparecchiature di processo, ad esempio, il funzionamento e la manutenzione, calcoli di dimensionamento per le sicurezze, i flussi di scarico della pressione, ecc,
Registrazione dei risultati e chiusura delle azioni 'Pre-Start Up Safety Review',
Registrazione del processo di sicurezza relazioni d'inchiesta incidente e le lezioni apprese,
Base di relativa al personale di gestione, le operazioni e le imprese di manutenzione in termini di FTE e competenze specifiche di sicurezza di processo e delle competenze,
Gestione del cambiamento Registrati.
L'organizzazione deve documentare che tutta l’apparecchiatura è conforme ai codici di progettazione riconosciute e generalmente accettati nella buona prassi ingegneristica. Per le apparecchiature esistenti, in conformità ai codici, alle norme e alle prassi più in uso generalmente, il sito deve documentare una chiara base di sicurezza con misure che devono essere adottate per garantire un livello equivalente di sicurezza (comprovata da una specifica valutazione dei rischi dei processi) per un funzionamento sicuro, la manutenzione, l’ispezione e il collaudo di tali apparecchiature. Sistemi di strumenti critici per la sicurezza sono progettati in diversi Safety Integrity Levels sulla base del rischio di un pericolo di processo. La classe del Safety Integrity Level (SIL) di tutti i sistemi di strumenti critici per la sicurezza deve essere determinata in fase di progettazione, o, se ciò non è stato fatto, si deve stabilire a posteriori. Sistemi di strumenti critici di sicurezza devono essere indipendenti dai normali sistemi di controllo operativo. L'organizzazione deve assicurare che il database è aggiornato anche in caso di modifiche.
Gestione del rischio 8. Procedure operative L'organizzazione deve garantire che una serie completa di modalità operative di processo e di manutenzione sono a disposizione. Le procedure operative scritte devono essere coerenti con il processo d’informazioni sulla sicurezza del database e devono fornire istruzioni chiare per lo svolgimento in sicurezza delle attività inerenti ai singoli processi di:
Avvio iniziale
Operazioni normali
Operazioni temporanee
Arresto di emergenza, comprese le condizioni in base alle quali ciò è necessario
Operazioni di emergenza
Arresto normale
Messa in marcia dopo la manutenzione di attrezzature del processo principale, o dopo un arresto di emergenza
Limiti di funzionamento
Conseguenze di deviazione
I passaggi necessari per correggere o evitare una deviazione. Le procedure controllate devono essere descritte in documenti di recensione ogni volta che avviene un cambiamento e almeno ogni tre anni e devono riferire a tutte le persone interessate che operano o mantengono il processo d’installazione.
9. Pratiche di lavoro sicure Procedure scritte o dichiarazioni di metodo devono essere preparate per tutte le attività lavorative in cui possano esservi significativi rischi per la sicurezza di processo connessi con l'attività. L'organizzazione deve assicurare che pratiche di lavoro sicure sono in atto per il controllo delle attività di rischio elevato, come il lavoro a caldo, spazio confinato e processo di apertura o di rottura nelle pipeline di processo. L'organizzazione deve assicurare inoltre che appropriate misure di controllo, compreso l'uso della gestione della procedura di cambio, sono in atto per compensare l'eventuale non disponibilità temporanea di sistemi di rilevazione e di protezione, ad esempio, di rilevazione incendi e sistemi di protezione, sistemi di rilevazione gas tossici / infiammabili. I requisiti obbligatori per i permessi di lavoro contenuti nella SHE Standard per i siti di produzione devono essere rispettati. Inoltre, per il lavoro che si estende su più turni d’installazione ad alto o medio rischio di processo, deve essere redatto un nuovo permesso di rilievo per ogni turno.
10. Integrità e affidabilità dei beni L'organizzazione deve stabilire e attuare procedure atte a garantire l'integrità e l'affidabilità delle apparecchiature e dei sistemi critici di sicurezza per tutta la vita. Apparecchiature o sistemi critici di sicurezza devono essere costruiti e installati in conformità con le specifiche tecniche. Questo deve essere accuratamente controllato prima di queste ispezioni, prove o altre attività di assicurazione della qualità deve essere mantenuta nel file di dati di apparecchiature. Tutte le apparecchiature di sicurezza critiche tra cui i sistemi di strumenti critici per la sicurezza, devono essere elencati in un registro e devono essere ispezionati o testati in conformità con i requisiti nazionali di legge, i requisiti obbligatori Unilever, nonché i codici riconosciuti applicabili e buone pratiche di ingegneria generalmente accettata. Ispezioni o relazioni di prova devono essere conservate nelle pertinenti cartelle di dati macchina e devono includere il record di ispezione e / o di test e gli esiti ottenuti. Devono essere stabilite adeguate tecniche di manutenzione preventiva e programmi di manutenzione per tutte le apparecchiature e dei sistemi critici di sicurezza. I lavori di manutenzione devono essere effettuati in conformità alle leggi vigenti. Se un elemento di apparecchiature critiche di sicurezza non è da ispezionare, testare o da mantenere all'interno della frequenza concordata (vale a dire, prima della normale 'data di scadenza' per l'attività) deve essere dichiarato in anticipo e per iscritto dal 'Technical Project Leader' nella guida del processo di Sicurezza del sito.

Una mancanza di apparecchiature critiche di sicurezza, deve essere corretta immediatamente. Se l'apparecchiatura deve essere rimessa in servizio o restare in stand-by per un lasso di tempo ragionevole e definito per un’azione correttiva deve essere concordato per iscritto dal 'Technical Project Leader' in una dichiarazione, nella guida del processo di Sicurezza del sito. Ci deve essere una giustificazione scritta e una spiegazione di tutte le misure di controllo necessarie per garantire il funzionamento in sicurezza del materiale fino a quando il deficit viene corretto entro i tempi definiti. Le registrazioni devono essere conservate.
11. Gestione e Controllo degli appaltatori e visitatori L'organizzazione deve essere conforme ai requisiti obbligatori contenuti nell’SHE standard - gestione sicura dei contraenti e interinali. Inoltre, per i siti con le installazioni ad alta e media pericolosità, la persona responsabile dell’organizzazione, per ospitare un visitatore deve assicurare che:
Un visitatore è accompagnato in ogni momento da un membro del personale,
L’informazione di induzione è prevista per ogni visitatore o ciascuno dei dipendenti dell'appaltatore per renderli consapevoli di tutti i rischi di sicurezza dei processi, controlli e difese, compresi quelli legati al piano di emergenza,
Il lavoro da svolgere da parte del contraente e la sua idoneità come una società è valutata con riferimento ai rischi per la sicurezza dei processi,
Vengono introdotti i controlli e le difese aggiuntive, se necessario per eliminare o ridurre i rischi rilevati da rischi per la sicurezza di processo ad un livello accettabile,
Sono previste disposizioni adeguate per monitorare e controllare il lavoro del contraente.
I siti con impianti ad alta e media pericolosità devono avere misure di sicurezza robuste nel sito per impedire l'accesso ai non addetti nonché l'efficacia di queste disposizioni deve essere riesaminata periodicamente almeno ogni 3 anni.
12. Formazione e valutazione delle Competenze L'organizzazione deve tenere documentati i piani di addestramento, per tutte le persone che hanno la responsabilità della progettazione, funzionamento o manutenzione d’impianti di processo. La formazione adeguata deve essere fatta prima dell'avvio di progetti d'investimento che devono farsi nell’azienda Unilever. Questo vale anche per i terzi, che gestiscono o danno manutenzione a un’istallazione principalmente prevista per Unilever, di seguito i casi nei quali ci deve esse un addestramento, per ottenere:
Le competenze minime necessarie e le competenze per il funzionamento, la manutenzione, la riparazione e la gestione del personale, tra cui parte (appaltatore) personale terzo, devono essere chiaramente definiti.
Capacità e competenze effettive dei soggetti di cui sopra devono essere controllate rispetto ai requisiti richiesti almeno una volta l’anno e nel caso siano necessarie, intraprendere azioni correttive.
Formazione periodica sulla consapevolezza della sicurezza per il personale di gestione competente e di tutti i lavoratori. Ciò deve comprendere le azioni da intraprendere in caso d’involontario rilascio di materiali tossici o infiammabili. I piani di emergenza devono essere testati almeno una volta all'anno.

Un team di soccorso autorizzato se necessario ad utilizzare un respiratore e altre apparecchiature specialistiche di protezione individuale, questo deve essere regolarmente addestrato e controllato salutisticamente almeno una volta all'anno per stabilire l’idoneità a svolgere il proprio compito.
Le abilità e le competenze di imprese e fornitori dell’aziende (per apparecchiature di processo o di servizi di supporto pericolose) devono essere valutate e registrate.
13. Gestione del cambiamento Un cambiamento potrebbe potenzialmente invalidare una valutazione di rischio per la sicurezza di processo precedente o creare un nuovo pericolo. Ogni organizzazione deve disporre di una procedura scritta per la gestione dei cambiamenti che possono compromettere la sicurezza dell'impianto. A parte 'sostituzione in natura' devono essere valutate tutte le modifiche che potrebbero avere un impatto sul processo dei rischi per la sicurezza. Questo include, ma non è limitato a:
I materiali di processo (comprese le scorte),
Ingredienti (compresi i nuovi fornitori / gradi),
Formulazioni (impianto di attrezzature / processo compresi materiali di costruzione) Hardware,
I dispositivi di protezione, tra cui dispositivi di sovrappressione, valvole di massima pressione, sfiati, sistemi di allarme strumentale o sistemi di protezione, interruttori di sicurezza o le impostazioni di protezione dei relè elettrici,
Sistemi di rilevamento antincendio o di protezione, sistemi di rilevamento tossico / gas infiammabili
Sistemi di ventilazione per la sicurezza
Tecnologia di processo (parametri di funzionamento al di fuori della busta progetto approvato)
Software di controllo del computer
Procedure operative scritte, di manutenzione o di emergenza
Funzionamento, di gestione o di manutenzione L'impatto di una modifica grande o piccola che sia anche solo ad una delle condizioni di funzionamento normali e anormali derivanti durante l'avvio, arresto, pulizia e manutenzione deve essere considerato e valutato. Tutte le azioni derivanti da una proposta di modifica devono essere documentate e completate in modo tempestivo. Il management dell’organizzazione del procedimento di cambiamento deve definire le persone autorizzate ad approvare una modifica. Ogni cambiamento deve essere rivisto da una sezione trasversale di persone, ad esempio, della gestione, manutenzione, ingegneria o di sicurezza, ecc Potrebbero esserci rare occasioni in cui non sia pratico seguire il protocollo sopra descritto per la gestione di un cambiamento in un processo pericoloso, come ad esempio un imprevisto di guasto di un componente o rotture. In questi casi, un numero ragionevole di persone che normalmente sono coinvolte nel rivedere il cambiamento previsto deve essere consultato e un consenso scritto deve essere ottenuto tramite e-mail o SMS di testo prima
dell'implementazione. L'organizzazione deve successivamente assicurare che il cambio è stato esaminato e documentato in modo normale appena possibile. L'organizzazione deve garantire una 'gestione del cambiamento Registrati' con un elenco di tutte le modifiche. Ogni modifica deve essere identificata e descritta brevemente nel registro assieme al suo stato attuale, ad esempio: avviato a progettazione in corso, in attesa di approvazione, attuato, chiuso con tutte le azioni e gli aggiornamenti dei documenti completi ecc. Il registro di cui sopra deve essere disponibile per la consultazione durante il processo periodico di valutazione sulla sicurezza e anche per il monitoraggio interno e revisione dell'efficacia della gestione del sistema di cambio procedure.
14. Prontezza e idoneità operativa L’identificazione dei pericoli e l’analisi di rischio deve essere completata prima della messa in avvio di una nuova installazione o dopo importanti lavori di manutenzione su un impianto esistente. Deve essere effettuata anche prima dell'entrata messa in funzione di una modifica che richiede una modifica del processo di Informazioni sulla sicurezza. La persona competente del Processo di sicurezza o l’incaricato che deve effettuare l’identificazione dei pericoli e l’analisi di rischio deve creare una squadra per svolgere le funzioni di questa attività. Questo deve essere fatto anche per impianti di proprietà di terzi che si trova sopra o accanto ai locali Unilever, dove il servizio di terze parti è prevalentemente per Unilever. La verifica deve includere la conferma formale della seguente lista di controllo:
Edilizia e attrezzature sono in conformità con le specifiche di progettazione e applicabili all’Unilever SHE Standard Funzionalità
Tubazioni e schemi di strumentazione siano aggiornati e riflettono accuratamente 'come costruito'
Sistemi di Sistemi di sicurezza, ad esempio, gas tossici o infiammabili o di rilevazione incendi e sistemi di protezione associati sono pienamente operativi,
Sicurezza, operatività, manutenzione e procedure di emergenza sono in atto e sono adeguate
Valutazione di pericolo e sicurezza del processo è stata eseguita per i nuovi impianti e le raccomandazioni attuate prima start-up, e che le strutture modificate soddisfano i requisiti della base di sicurezza concordata.
Tutti gli articoli nuovi o modificati cruciali per la sicurezza di apparecchiature e sistemi sono stati identificati e registrati nelle cartelle di database della sicurezza dei processi associati
Sono state completate tutte le attività d’informazione e formazione.
Materiali di manutenzione, pezzi di ricambio e attrezzature sono adatti e disponibili per l'applicazione del processo per il quale saranno utilizzati.
Che vi sia adeguata documentazione di sicurezza di processo per eseguire l'impianto in sicurezza. Tutte le procedure e istruzioni di lavoro (ad esempio, SOP) devono essere disponibili, controllati e approvati prima della consegna finale.
Manuali del fornitore di funzionamento e manutenzione (O&M) devono essere trasferiti al team di gestione operativa.

La revisione deve identificare chiaramente e documentare tutti gli elementi residui di cui sopra e poi decidere:
Gli articoli da completare prima della messa in funzione
Le voci che potrebbero essere completate dopo l'avvio, ma con controlli temporanei in atto durante il periodo transitorio.
15. svolgimento delle operazioni Lo svolgimento delle operazioni si applica a tutte le attività lavorative, non solo a quelle del reparto operativo. Così tutti i lavoratori, dipendenti e appaltatori sono inclusi. Ogni gruppo di lavoro deve definire il quadro dei controlli (ad esempio, piani di qualità, persone competenti che si impegnano nel lavoro, ispezioni critiche, approvazioni) necessari per garantire che i compiti per i quali sono responsabili vengano eseguite in modo affidabile. È necessario stabilire una chiara catena di comando, l'autorità definita, e la responsabilità per le prestazioni di lavoro affidabili secondo le procedure approvate e le pratiche di lavoro.
16. Gestione delle Emergenze Ogni organizzazione deve utilizzare il processo di valutazione della sicurezza dei pericoli come la base per identificare le conseguenze degli eventi di emergenza. Le conseguenze di un vapore, esplosione di gas o polveri infiammabili o la dispersione di una nube di gas tossica deve essere determinata per mezzo di una valutazione quantitativa, ad esempio, le dimensioni di rilascio, un potenziale pericolo di impatto off-site, i confini delle onde termiche o pressione da materiale infiammabile dopo esplosione, dispersione dei livelli di gas tossici e di esposizione utilizzando software di modellazione standard riconosciuti o codici di condotta. È necessario tenere conto di come una situazione potenzialmente grave sia stata rilevata, cioè con quale tipo di strumentazione o di allarme sia stato possibile rilevarla. Ogni organizzazione deve stabilire un piano di emergenza completo sia on-site, che off-site per mitigare le conseguenze probabili derivanti da ogni situazione potenzialmente grave. La gerarchia di base di misure di controllo che deve essere adottata è la seguente:
Proteggere le persone, tra cui i lavoratori sul campo e le comunità,
Proteggere l'ambiente,
Proteggere le proprietà dell’Impianto,
Portare l'incidente sotto controllo. La risposta immediata della forza lavoro e la comunità per un allarme deve essere specificata in procedure di emergenza. Se sono necessarie azioni diverse per le diverse situazioni di emergenza, ad esempio, un incendio o una fuga di gas tossici, devono quindi essere previsti diversi avvertimenti. E’ necessario considerare il posizionamento degli allarmi nel sito. Nel caso di rilascio tossico vi è la necessità di valutare il posizionamento di apposite pensiline rifugio come parte integrante del piano. Il piano di emergenza deve essere discusso e formulato con i rappresentanti degli enti esterni (ad esempio, il governo locale, vigili del fuoco, polizia e rappresentanti delle comunità locali, ecc) che possono essere chiamati in caso di emergenza. È essenziale che queste autorità
comprendano i rischi specifici del sito Unilever e siano stati formati sulla reazione più appropriata in caso di emergenza. Le discussioni sulle modalità di pianificazione di emergenza devono includere accordi di reciproco accordo con gli altri operatori industriali limitrofi. Quando un sito Unilever si trova a 1 km da eventuali abitazioni residenziali o strutture comunitarie (scuole, università, ospedali, case di cura, negozi, locali commerciali, luoghi di culto e di altri gruppi vulnerabili, ecc), ci deve essere un accordo con le autorità locali sulla azioni che Unilever deve prendere in una situazione di emergenza per salvaguardare la comunità locale e le azioni che le autorità locali devono prendere. Appaltatori e visitatori del sito devono disporre di informazioni sulla localizzazione di impianti ad alto o medio rischio e le azioni che essi devono prendere in caso di emergenza o dopo aver sentito un allarme. I piani di emergenza devono essere documentati e riesaminati periodicamente ogni volta che c'è un cambiamento che richiede una modifica del processo d’informazioni sulla sicurezza del database e almeno ogni 3 anni. Ogni organizzazione deve praticare periodicamente i proprio piano d'emergenza almeno una volta all'anno. Questo deve essere eseguito assieme alle autorità locali quando necessario.
Imparare dall'esperienza 17. Investigazione degli incidenti L'organizzazione deve stabilire e mantenere sistemi di segnalazione e di indagine degli incidenti che coinvolgono impianti di processo, tra cui anche i quasi incidenti che potrebbero aver causato conseguenze catastrofiche. Incidenti del processo di sicurezza devono essere notificati e internamente presentati in Unilever in conformità con i requisiti del Funzionale SHE Standard:
- Safety Reporting delle prestazioni e il funzionale SHE standard - Notifica e relazioni di Serious SHE occorrenze.
Notifica esterno o di segnalazione devono essere conformi alla legislazione locale. Le azioni correttive o preventive derivanti dalle indagini devono essere adeguate
all'importanza del problema e proporzionate ai rischi per la sicurezza di processo identificati.
18. Metodi di Misurazione e metriche L'organizzazione deve avere un sistema in atto per monitorare gli indicatori di performance di sicurezza di processo definiti a livello locale e centrale. L'organizzazione deve rivedere sistematicamente il tempestivo completamento di azioni relative a: • Formazione di personale chiave nella gestione della sicurezza dei processi • Sicurezza dei processi di valutazione del pericolo (Hazard Study) Recensioni • Gestione del cambiamento • La correzione delle non conformità individuate durante la manutenzione e l'ispezione • inchieste sugli incidenti • Interna e controlli esterni

Indicatori di performance di sicurezza di processo e gli incidenti devono essere notificati e riportati in conformità con:
• Funzionale SHE standard: Safety Reporting delle prestazioni • Funzionale SHE standard: Notifica e segnalazioni di gravi SHE Presenze
19. Sistema di controllo- Auditing Ci deve essere un sistema di gestione in atto per verificare la conformità ai requisiti della presente norma. Un protocollo di controllo tecnico, compresa la frequenza dei controlli richiesti, deve essere definito, in base al rischio, e realizzato da persone competenti. Fare riferimento funzionale SHE standard: SHE Sistemi di Gestione PAR verifica / Auditing
20. Controllo di Gestione e Miglioramento Continuo Team di gestione dell'organizzazione deve rivedere il complessivo rispetto di questo standard, insieme con il piano d'azione di miglioramento associato, se applicabile, con cadenza almeno annuale.
6. STATO DELL’ARTE SUL RISCHIO ESPLOSIONE DI POLVERI ALIMENTARI INFIAMMABILI A UNILEVER SANGUINETTO Nel periodo settembre - novembre 2005, e stato realizzato in Unilever, per l’impresa TECNO HABITAT, nello stabilimento di Sanguinetto (VR), il documento sulla protezione contro l’esplosione per le area DRY e WET-JAMS. La valutazione dei rischi di esplosione è stata effettuata in conformità ai criteri di cui all'allegato XV-bis del D.L.vo 626/94 (introdotto dal D.L.vo 12 giugno 2003, n. 233), con lo scopo di classificare il livello di rischio dei luoghi di lavoro, nonché di identificare i provvedimenti necessari per salvaguardare la sicurezza dei lavoratori e delle altre persone presenti. La revisione della valutazione verrà effettuata in occasione di:
Variazioni dei fattori di rischio individuati;
Esiti del controllo sull'affidabilità delle misure esistenti di prevenzione e protezione contro le esplosioni;
Cambiamenti dell'attività;
Cambiamenti nei materiali utilizzati e depositati;
Ristrutturazioni o ampliamenti degli edifici;
Modifiche del processo produttivo significative ai fini della salute e sicurezza dei lavoratori per quanto concerne il rischio di esplosione.
Posteriormente in novembre del 2012 e stata fatta per LACHIVER, la classificazione delle aree a rischio con pericolo di esplosione per la presenza di polveri combustibile e la valutazione del rischio esplosione nel area WET-MOZART. Nel 2005 non è stata fatta l’analisi in questa area insieme alle altre 2 aree (DRY e WET-JAMS), perché in quei tempi questa area non era ancora esistente. La classificazione delle aree a rischio è stata eseguita come prevede il titolo XI- Protezione da atmosfere esplosive del D. Lgs. 81/08, le norme tecniche CEI EN 60079-10-2 (CEI 31.88), Guida CEI 31.56 e l’utilizzo del software “Atex polveri” prodotto da Tuttonormel; infine si e proceduto alla valutazione del rischio partendo base dalla classificazione delle aree a rischio. Le valutazioni del rischio sono state effettuate con la partecipazione del R.S.P.P., e previa consultazione del R.L.S.
6.1 La classificazione delle aree esistente Prendendo come riferimento la classificazione delle aree identificate che è stato fatto. Abbiamo la identificazione delle zone in 3 sistemi diversi.
Reparto DRY
Reparto WET-JAMS
Reparto WET-MOZART

6.1.1 Identificazione delle zone in Reparto DRY
La funzione è quella di gestire lo stoccaggio e l’alimentazione delle materie prime per la produzione di dadi e minestre. L’impianto è articolato su 5 piani (2°, 3° e 4°, con impalcati e mezzanini intermedi). Lo zucchero è stoccato in big bag nel magazzino a celle di materie prime al piano 0, poi vengono trasportate per alimentare 2 bilance situate al 3° piano mezzanino, da cui lo zucchero passa al sistema di dosaggio automatico. La classificazione secondo la norma CEI 31-52, ha individuato le zone pericolose, nella situazione a interventi di modifica realizzati, nel modo seguente.
Fig. Magazzino materie prime DRY.
Fig. piano 3° mostra area dosaggio automatico zucchero.
Zona 20:
L’interno delle coclee, dei setacci rotativi, delle tramogge svuotasacchi;
La parte a monte delle maniche dei filtri;
L’interno dei contenitori della giostra spezie (esclusi quelli per materiale grossolano) e della tramoggia per spezie in polvere.
Zona 21:
L’interno dei miscelatori;
L’interno dei serbatoi mobili e dei siletti di attesa dei miscelatori. Zona 22:
Le due aree di stoccaggio e svuotamento big bag, per tutta la loro estensione;
L’area circostante delle tramogge svuotasacchi dei miscelatori, fino alla distanza di 1m;
L’area circostante i gruppi di carico dei miscelatori da serbatoi mobili, fino alla distanza di 1 m;
La parte a valle delle maniche dei filtri;
L’area circostante lo scarico dei filtri fino alla distanza di 1 m;
La zona di preparazione manuale spezie situata al 4° piano;
L’area circostante la bilancia per spezie in polvere fino alla distanza di 1 m.
Si può notare che l’area circostante alle tramogge svuotasacchi dei miscelatori, fino alla distanza di 1 m, passa da zona 21 a zona 22, pur non essendo protetta da aspirazione, in considerazione del fatto che nella nuova situazione le materie prime in polvere caricate manualmente direttamente nei miscelatori si riducono alle sole spezie. Intorno alle tramogge svuotasacchi facenti parte dei nuovi gruppi di carico dei miscelatori, invece, si avrà una zona 22 in quanto queste sono dotate di aspirazione.

6.1.2 Identificazione delle zone in Reparto WET-JAMS
Si fornisce zucchero ad un impianto di produzione di confetture. Lo zucchero è scaricato da autobotte in due sili di stoccaggio esterni (diametro interno 3582 mm, altezza fasciame 12.584 mm). Da qui, attraverso coclee, valvole rotative e un sistema di trasporto pneumatico, lo zucchero arriva ad un serbatoio polmone di reparto (ne esistono due, ma uno è stato messo fuori uso); da questo, attraverso valvola rotativa, coclea e un setaccio, passa al sistema di dosaggio automatico.
Si ha individuato le zone pericolose nel modo seguente:
Fig. Area dei silos e area del trasporto e dosaggio zucchero.
Zona 20:
L’interno dei sili e del serbatoio polmone, con la parte a monte delle maniche dei relativi filtri;
L’interno delle tubazioni di trasporto pneumatico;
L’interno di coclee, valvole e setaccio. Zona 21:
L’interno del contenitore mobile utilizzato per il trasporto dello zucchero dal serbatoio polmone al dosaggio nel prodotto in lavorazione.
Zona 22:
Le valvole di sicurezza dei sili;
L’esterno di sili, serbatoio polmone, valvole rotative, setaccio fino alla distanza di 1 m;
La parte a valle delle maniche dei filtri.

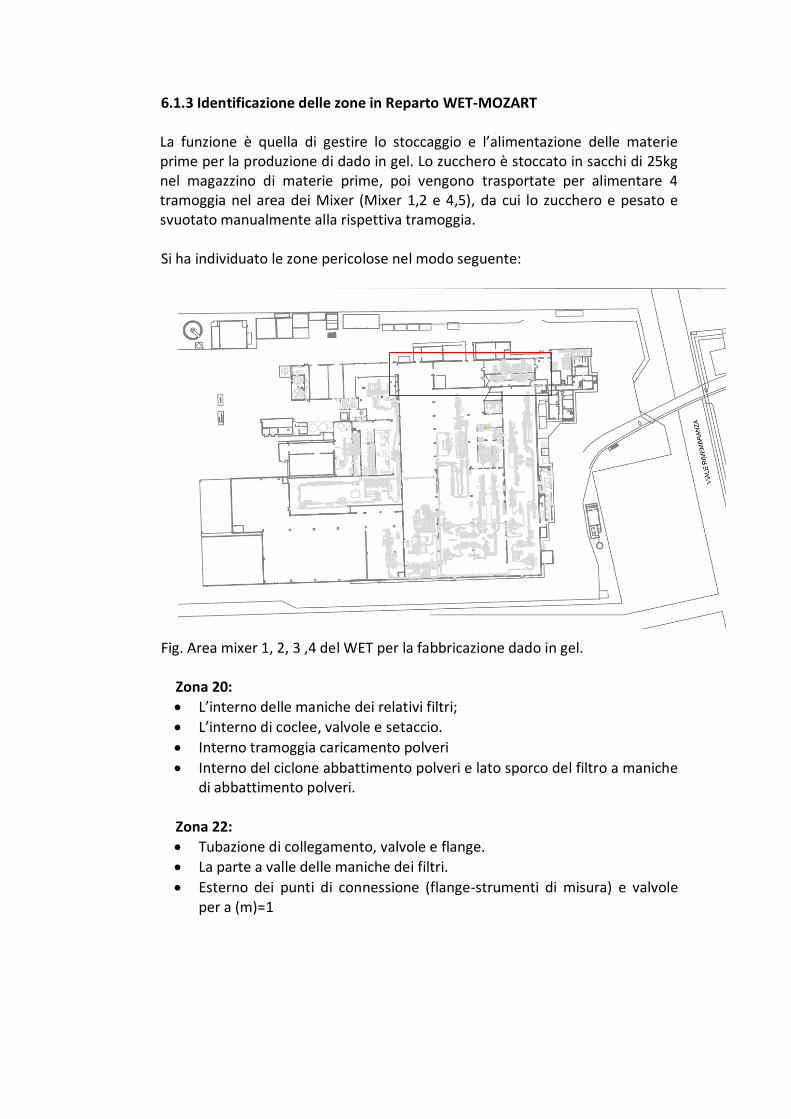
6.1.3 Identificazione delle zone in Reparto WET-MOZART La funzione è quella di gestire lo stoccaggio e l’alimentazione delle materie prime per la produzione di dado in gel. Lo zucchero è stoccato in sacchi di 25kg nel magazzino di materie prime, poi vengono trasportate per alimentare 4 tramoggia nel area dei Mixer (Mixer 1,2 e 4,5), da cui lo zucchero e pesato e svuotato manualmente alla rispettiva tramoggia. Si ha individuato le zone pericolose nel modo seguente:
Fig. Area mixer 1, 2, 3 ,4 del WET per la fabbricazione dado in gel.
Zona 20:
L’interno delle maniche dei relativi filtri;
L’interno di coclee, valvole e setaccio.
Interno tramoggia caricamento polveri
Interno del ciclone abbattimento polveri e lato sporco del filtro a maniche di abbattimento polveri.
Zona 22:
Tubazione di collegamento, valvole e flange.
La parte a valle delle maniche dei filtri.
Esterno dei punti di connessione (flange-strumenti di misura) e valvole per a (m)=1

Fig. abbattimento polveri della tramoggia mixer
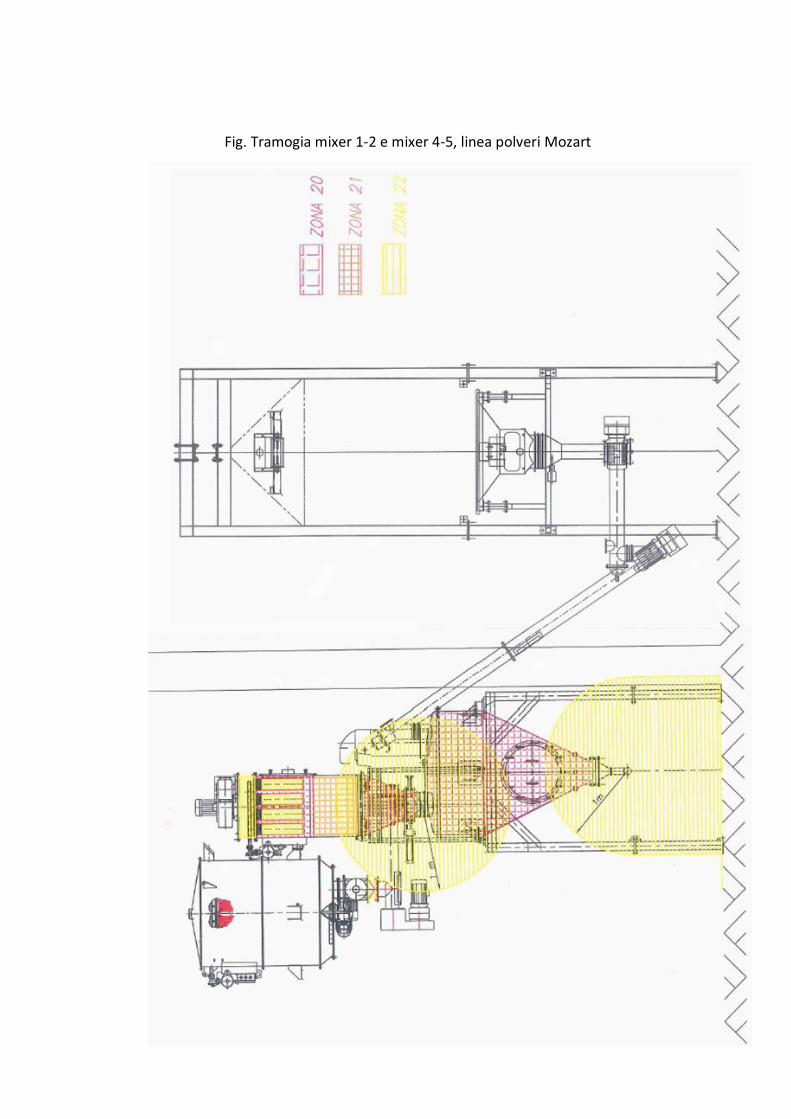
Fig. Tramogia mixer 1-2 e mixer 4-5, linea polveri Mozart
6.2 Le regole vigenti
6.2.1 Misure preventive, protettive e precauzionali di esercizio esistenti Si verifica l’adeguatezza delle misure preventive e protettive esistenti (nella situazione attuale dell’impianto). Si riassumono di seguito gli esiti della verifica.
6.2.2 Provvedimenti organizzativi
Si è predisposto l’immagazzinamento delle sostanze e materiali infiammabili e/o combustibili in attrezzature appositamente destinate a tale scopo ed aventi caratteristiche costruttive adeguate.
Dove è impossibile prevenire concentrazioni pericolose di sostanze infiammabili sono eliminate le fonti di accensione.
Si è introdotto il divieto di fumare ed usare fiamme libere (esponendo i relativi cartelli) nei locali o aree con presenza di sostanze infiammabili o facilmente combustibili.
Il personale operante deve indossare abbigliamento fabbricato con materiale che non producono scariche elettrostatiche tali da innescare atmosfere esplosive.
È possibile aumentare il livello di sicurezza in azienda provvedendo ad una sufficiente ed adeguata formazione in materia di protezione dalle esplosioni dei lavoratori impegnati in luoghi dove possono formarsi atmosfere esplosive.
Il lavoro nelle aree a rischio si effettua secondo le istruzioni scritte impartite dal datore di lavoro.
Si sono predisposte procedure sulle misure di sicurezza da osservare nei lavori di manutenzione, con particolare riferimento ai lavori a caldo, quali gli interventi di saldatura elettrica od ossidrica, l'uso di fiamme libere, gli interventi di molatura con flessibile.
È adottato un sistema di autorizzazioni al lavoro per le attività pericolose e per le attività che possono diventare pericolose quando interferiscono con altre operazioni di lavoro. Le autorizzazioni al lavoro sono rilasciate prima dell'inizio dei lavori da una persona abilitata a farlo.
È possibile migliorare la visibilità delle segnalazioni nei punti di accesso delle aree in cui possono formarsi atmosfere esplosive in quantità tali da mettere in pericolo la sicurezza e salute dei lavoratori, utilizzando segnaletica a norma dell’allegato XV-quater del D.L.vo 626/94.
6.2.3 Misure di protezione contro le esplosioni
Considerando le dimensioni degli ambienti, è stata valutata adeguata la ventilazione delle aree con possibile presenza di polveri infiammabili.
Si sono adottati idonei dispositivi di sicurezza al fine di ridurre le probabilità di esplosione, quali: - Indicatori di livello e sonde di temperatura, sia dei sili che dei
serbatoi polmone, certificati ATEX. - Ventilatori con potenza adeguata e filtri idonei. - Sistema di controllo della sovrapressione durante le fasi di carico
silo da autocisterna. - Sistemi di compartimentazione a mezzo di soppressori chimici e
sensori piezoceramici nella tubazione di trasporto pneumatico di alimentazione dei serbatoi in reparto e nella tubazione di aspirazione delle polveri al filtro.
Le tubazioni e le canalizzazioni contenenti polveri infiammabili sono realizzate in materiali conduttivi e in modo da non avere spazi morti che permettano l’accumulo della polvere.
Le emissioni intenzionali di polveri combustibili (fasi di carico) che possano dar luogo a rischi di esplosioni sono opportunamente deviate o rimosse verso un luogo sicuro (impianti di aspirazione e filtrazione). Per quanto riguarda eventuali fughe (ad es. perdite da flange) queste non sono state considerate sorgenti di emissione significative (si veda in proposito il par. 5.2.2 della Norma CEI 31-52 e il par. 5.7.5 della Guida CEI 31-56).
Gli impianti di aspirazione di polveri infiammabili: - Hanno tutte le parti metalliche collegate tra loro ed il relativo
complesso collegato elettricamente a terra; - Sono provvisti di dispositivi di sfogo dell’esplosione, collocati
all’esterno dei locali in posizione tale da non arrecare danno alle persone;
- Hanno lo scarico in atmosfera in posizione tale da non causare pericolo.
Esiste la messa a terra di impianti, strutture e masse metalliche, anche al fine di evitare la formazione di cariche elettrostatiche.
Gli impianti di messa a terra sono sottoposti a verifica almeno ogni due anni da parte dell’organo di vigilanza (ASL/ARPA) competente per territorio o di un professionista abilitato.

Il riscaldamento dei locali dove possono formarsi miscele esplosive è realizzato in modo da evitare che gli elementi generatori o trasmettitori del calore possano raggiungere temperature capaci di innescare tali miscele.
È possibile aumentare il livello di sicurezza delle operazioni di scarico big bag adottando big bag in tessuto antistatico, in modo di impedire che si producano differenze di potenziale sufficienti a generare una scarica, o conduttivo, che permette la messa a terra durante le operazioni di scarico.
Per le apparecchiature potenzialmente interessate da atmosfere esplosive sono presenti sistemi e dispositivi per limitare la pressione delle esplosioni. In particolare: i sili di stoccaggio sono dotati di membrane di rottura in acciaio inox AISI 304 calcolate e certificate per sovrappressioni secondo le norme VDI in base al Kst del prodotto; una membrana antiscoppio adatta allo sfogo di esplosioni senza propagazione di fiamme e con minima propagazione di polveri è installata sui serbatoi polmone e sul filtro di aspirazione dosaggio (disco di rottura bombato a sede piana forata).
Impianti, attrezzature, sistemi di protezione e tutti i loro dispositivi di collegamento sono posti in servizio soltanto se possono essere utilizzati senza rischio in un'atmosfera esplosiva.
Sono prese tutte le misure necessarie per garantire che le attrezzature di lavoro a disposizione dei lavoratori, e la struttura del luogo di lavoro, siano progettate, costruite, montate, installate, tenute in efficienza e utilizzate in modo tale da ridurre al minimo i rischi di esplosione e che, se questa dovesse verificarsi, si possa controllarne o ridurne al minimo la propagazione all'interno del luogo di lavoro e gli effetti sanitari sui lavoratori.
La manutenzione degli impianti elettrici deve essere effettuata da personale competente e qualificato.
Esistono e sono mantenuti in servizio sistemi di evacuazione (procedure con addetti designati a svolgere i compiti specifici, segnaletica di sicurezza, illuminazione di emergenza, ecc.) per garantire che in caso di pericolo i lavoratori possano allontanarsi rapidamente e in modo sicuro dai luoghi pericolosi.
Anteriormente all'utilizzazione per la prima volta di luoghi di lavoro che comprendono aree in cui possano formarsi atmosfere esplosive, è verificata la sicurezza dell'intero impianto per quanto riguarda le esplosioni.
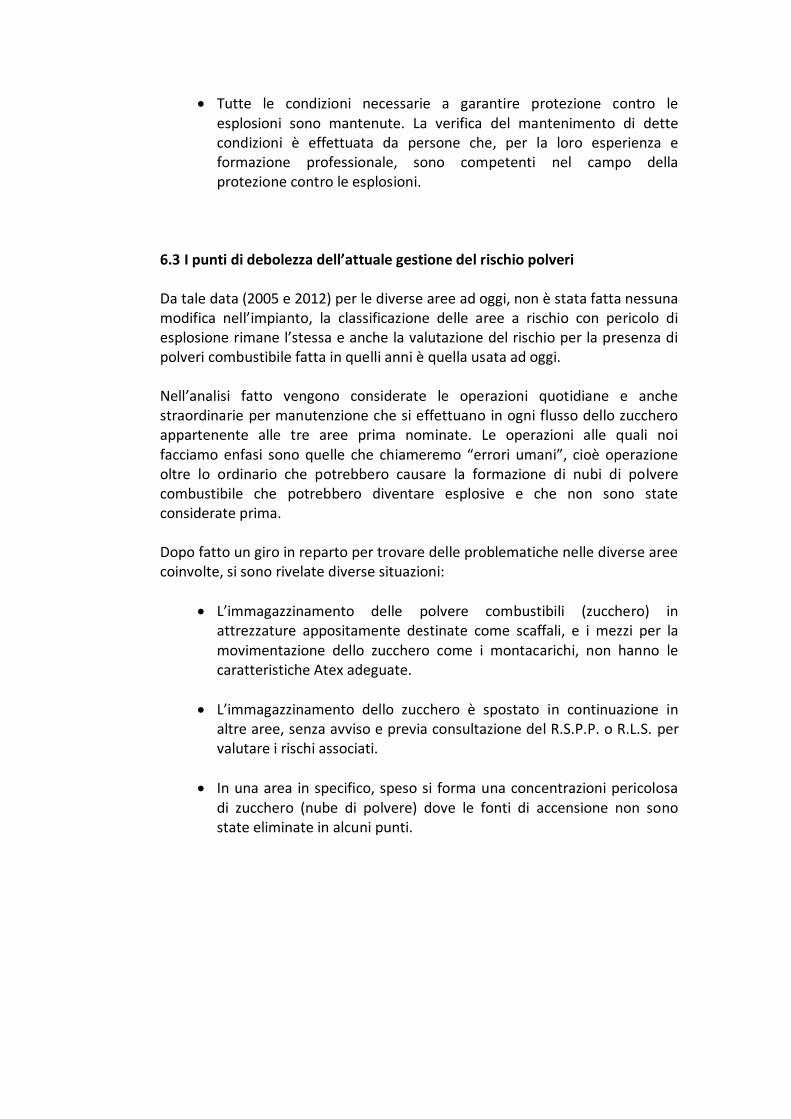
Tutte le condizioni necessarie a garantire protezione contro le esplosioni sono mantenute. La verifica del mantenimento di dette condizioni è effettuata da persone che, per la loro esperienza e formazione professionale, sono competenti nel campo della protezione contro le esplosioni.
6.3 I punti di debolezza dell’attuale gestione del rischio polveri Da tale data (2005 e 2012) per le diverse aree ad oggi, non è stata fatta nessuna modifica nell’impianto, la classificazione delle aree a rischio con pericolo di esplosione rimane l’stessa e anche la valutazione del rischio per la presenza di polveri combustibile fatta in quelli anni è quella usata ad oggi. Nell’analisi fatto vengono considerate le operazioni quotidiane e anche straordinarie per manutenzione che si effettuano in ogni flusso dello zucchero appartenente alle tre aree prima nominate. Le operazioni alle quali noi facciamo enfasi sono quelle che chiameremo “errori umani”, cioè operazione oltre lo ordinario che potrebbero causare la formazione di nubi di polvere combustibile che potrebbero diventare esplosive e che non sono state considerate prima. Dopo fatto un giro in reparto per trovare delle problematiche nelle diverse aree coinvolte, si sono rivelate diverse situazioni:
L’immagazzinamento delle polvere combustibili (zucchero) in attrezzature appositamente destinate come scaffali, e i mezzi per la movimentazione dello zucchero come i montacarichi, non hanno le caratteristiche Atex adeguate.
L’immagazzinamento dello zucchero è spostato in continuazione in altre aree, senza avviso e previa consultazione del R.S.P.P. o R.L.S. per valutare i rischi associati.
In una area in specifico, speso si forma una concentrazioni pericolosa di zucchero (nube di polvere) dove le fonti di accensione non sono state eliminate in alcuni punti.
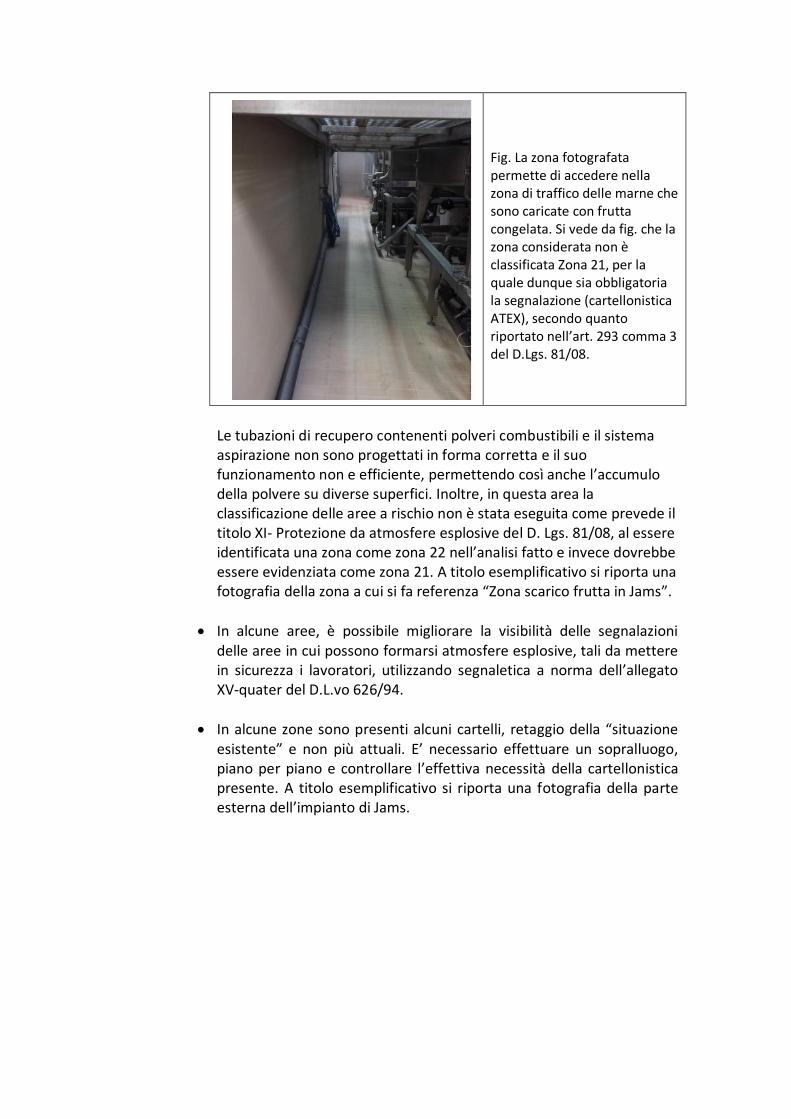
Fig. La zona fotografata permette di accedere nella zona di traffico delle marne che sono caricate con frutta congelata. Si vede da fig. che la zona considerata non è classificata Zona 21, per la quale dunque sia obbligatoria la segnalazione (cartellonistica ATEX), secondo quanto riportato nell’art. 293 comma 3 del D.Lgs. 81/08.
Le tubazioni di recupero contenenti polveri combustibili e il sistema aspirazione non sono progettati in forma corretta e il suo funzionamento non e efficiente, permettendo così anche l’accumulo della polvere su diverse superfici. Inoltre, in questa area la classificazione delle aree a rischio non è stata eseguita come prevede il titolo XI- Protezione da atmosfere esplosive del D. Lgs. 81/08, al essere identificata una zona come zona 22 nell’analisi fatto e invece dovrebbe essere evidenziata come zona 21. A titolo esemplificativo si riporta una fotografia della zona a cui si fa referenza “Zona scarico frutta in Jams”.
In alcune aree, è possibile migliorare la visibilità delle segnalazioni delle aree in cui possono formarsi atmosfere esplosive, tali da mettere in sicurezza i lavoratori, utilizzando segnaletica a norma dell’allegato XV-quater del D.L.vo 626/94.
In alcune zone sono presenti alcuni cartelli, retaggio della “situazione esistente” e non più attuali. E’ necessario effettuare un sopralluogo, piano per piano e controllare l’effettiva necessità della cartellonistica presente. A titolo esemplificativo si riporta una fotografia della parte esterna dell’impianto di Jams.
Fig. Il silo fotografato permette di accedere alla zona interna del silo e alla tubatura dove si aggancia il autista per lo scarico dello zucchero. Si vede da figura la mancanza di cartellonistica esplicativa.
Il personale operante che interviene nel flusso dello zucchero dove possono formarsi atmosfere esplosive, non ha una sufficiente ed adeguata formazione in materia di protezione dalle esplosioni. I lavoratori impegnati nei luoghi convivono in normalità con la nube polvere in un area in specifico e non effettuano la pulizia dopo un versamento del materiale.

7. STIMA DELLE CONSEGUENZE O DEGLI EFFETTI DELLE ESPLOSIONI L'analisi delle conseguenze è quella parte dell'analisi di rischio che valuta gli effetti causati da un rilascio (di sostanza o di energia termica o barica) successivo ad un evento incidentale. Tipicamente le conseguenze includono i fenomeni di irraggiamento, sovrappressione e concentrazione. E' necessario quantificare, in qualche modo, questi eventi per valutare le conseguenze degli stessi su persone, ambiente e strutture. I punti di partenza sono:
Le caratteristiche chimiche e le condizioni fisiche delle sostanze coinvolte.
Le ipotesi in cui viene effettuato il rilascio.
Il risultato finale consiste nell'eseguire la stima di:
Quantità di sostanza tossica/infiammabile rilasciata
Propagazione dell'energia (termica o barica) rilasciata
Dispersione in atmosfera della sostanza rilasciata
7.1 Conseguenze sulle persone
Gli effetti sulle persone di un Flash Fire o di un’esplosione sono sempre drammatici e, in molti casi, irreversibili. Le conseguenze sono tuttavia correlate alla posizione e l’orientamento della persona rispetto all’epicentro dell’esplosione
Le persone esposte agli effetti del Flash Fire sono quelle che sono presenti all’interno della nube nel momento della sua accensione. Il profondo contatto tra le fiamme e la cute ustionerà in modo
grave la parte di corpo esposta al fronte di fiamma. E’ tuttavia frequente l’accensione pure dei vestiti indossati. In genere, in questi casi, le ustioni che sono causate al di sotto degli indumenti possono raggiungere il secondo grado.
Il 40% delle persone sopravvissute ad un Flash Fire necessita di trapianti di pelle e di un penoso e
lungo periodo di riabilitazione. Purtroppo, tranne che per una ristretta minoranza di persone (circa il 5%), il Flash Fire causa danni permanenti ed irreversibili sia fisici, sia psicologici sia sociali, (questi ultimi soprattutto nel caso siano coinvolti il volto, le mani e le braccia delle persone).
Nel caso di una VCE (Vapour Cloud Explosion), agli effetti dovuti al passaggio del fronte di fiamma si sommano quelli dovuti alla sovrappressione che viene causata dall’esplosione. Gli effetti, anche in questo caso, sono legati alla presenza delle persone nelle zona in cui gli effetti prevedibili dell’esplosione si manifestano rilevanti. In particolare, si possono determinare almeno tre tipi di effetti dovuti alla sovrappressione di un’esplosione:
Effetti primari: due i principali a) danno ad organi interni e decesso per emorragia, b) rottura del Timpano.
Effetti secondari: ferimento dovuto alla proiezione di corpi solidi (es. schegge e frammenti di vetro).
Effetti di terzo grado: infortuni e lesioni dovute all’urto della persona proiettata contro oggetti solidi quali (pareti, vetture, ecc.).
Per le conseguenze sulle persone si stima il livello del rischio. L'analisi del rischio è, in realtà, uno degli strumenti che compongono l'analisi di sicurezza, necessaria alla progettazione di un impianto. Essa viene effettuata per creare un rapporto di sicurezza e per garantire il corretto funzionamento dell'impianto stesso.
Il rischio è una funzione della probabilità di accadimento di un evento non desiderato e delle conseguenze associate a tale evento. Il rischio è oggi definibile in termini di ipotesi teorica come una funzione matematica dovuta alla probabilità che avvenga un certo avvenimento. E che esso comporti conseguenze negative, dove:
R =f (P ,M)
Dove: R = Rischio P = Probabilità o frequenza M = Magnitudo delle conseguenze
P: la Probabilità di accadimento, rappresenta la probabilità che il danno derivante da un fattore di rischio effettivamente si verifichi, è espressa in numeri di volte che può accadere in un anno. Il valore P è calcolato attraverso la seguente formula:
P = Iri x Pi Dove: Iri = Indici di rischio iniziale determinata dalla classificazione di rischio dell’area. Pi = Probabilità di presenza di fonte di innesco
I valori che può assumere Iri sono funzione della classificazione di rischio dell’area.
Classificazione area
0 o 20 1 o 21 2 o 22
Iri 1 2 3
La probabilità dei singoli inneschi Pi possono variare i seguenti valori.
Improbabile Poco probabile Probabile Altamente
1 2 3 4
Improbabile: Non sono noti episodi già verificatesi, potrebbe esserci un danno solo in concomitanza di più eventi poco probabili ed indipendenti.
1
Poco probabile:
Sono noti solo rarissimi episodi già verificatesi, potrebbe essere un danno solo in circostanze poco probabili.
2
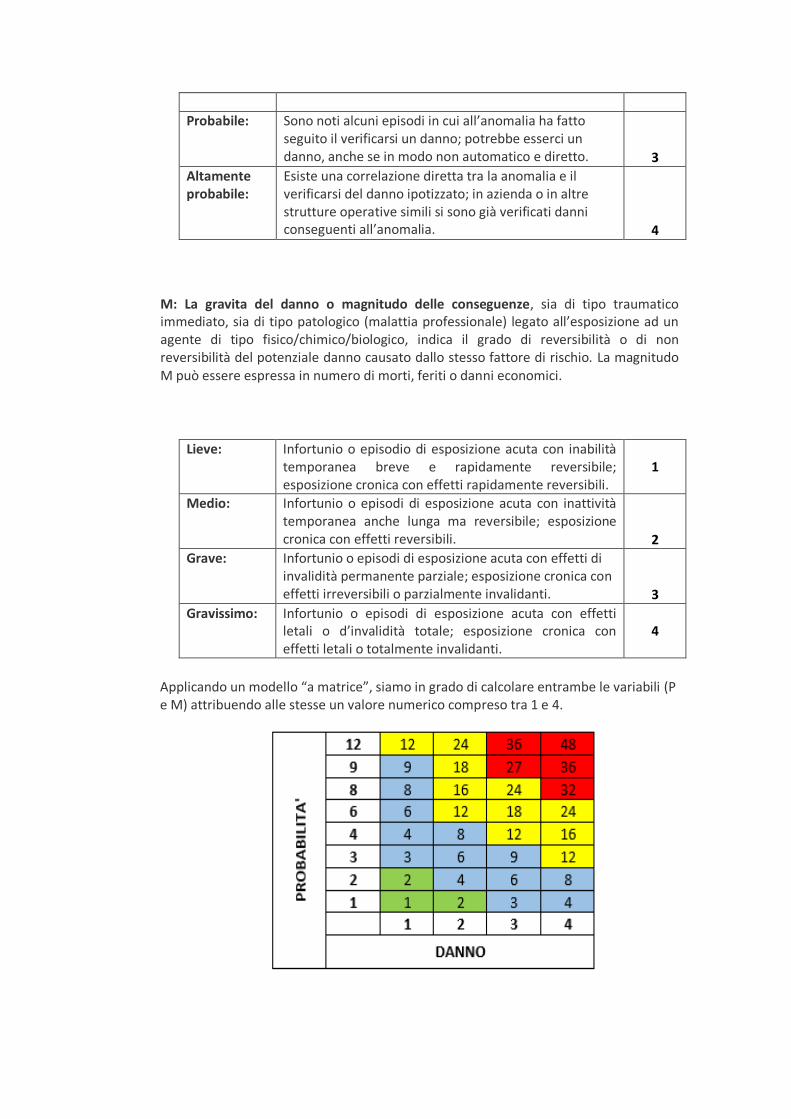
Probabile: Sono noti alcuni episodi in cui all’anomalia ha fatto seguito il verificarsi un danno; potrebbe esserci un danno, anche se in modo non automatico e diretto.
3
Altamente probabile:
Esiste una correlazione diretta tra la anomalia e il verificarsi del danno ipotizzato; in azienda o in altre strutture operative simili si sono già verificati danni conseguenti all’anomalia.
4
M: La gravita del danno o magnitudo delle conseguenze, sia di tipo traumatico immediato, sia di tipo patologico (malattia professionale) legato all’esposizione ad un agente di tipo fisico/chimico/biologico, indica il grado di reversibilità o di non reversibilità del potenziale danno causato dallo stesso fattore di rischio. La magnitudo M può essere espressa in numero di morti, feriti o danni economici.
Lieve: Infortunio o episodio di esposizione acuta con inabilità temporanea breve e rapidamente reversibile; esposizione cronica con effetti rapidamente reversibili.
1
Medio: Infortunio o episodi di esposizione acuta con inattività temporanea anche lunga ma reversibile; esposizione cronica con effetti reversibili.
2
Grave:
Infortunio o episodi di esposizione acuta con effetti di invalidità permanente parziale; esposizione cronica con effetti irreversibili o parzialmente invalidanti.
3
Gravissimo: Infortunio o episodi di esposizione acuta con effetti letali o d’invalidità totale; esposizione cronica con effetti letali o totalmente invalidanti.
4
Applicando un modello “a matrice”, siamo in grado di calcolare entrambe le variabili (P e M) attribuendo alle stesse un valore numerico compreso tra 1 e 4.
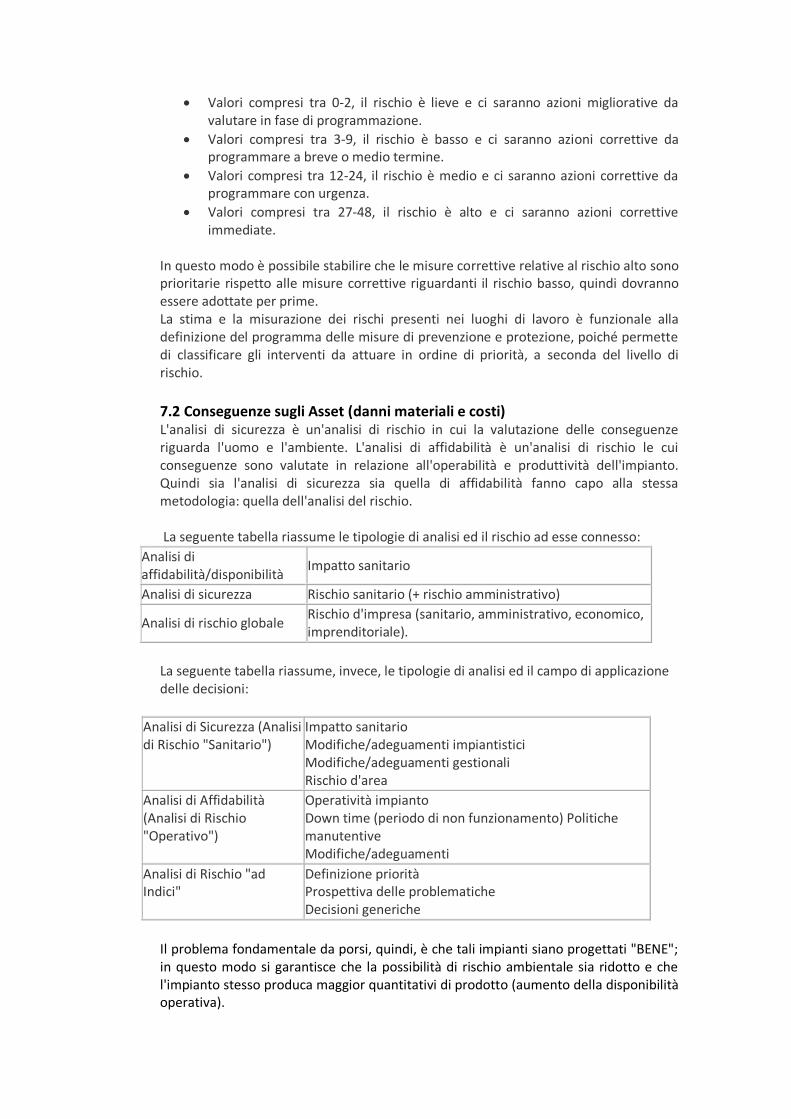
Valori compresi tra 0-2, il rischio è lieve e ci saranno azioni migliorative da valutare in fase di programmazione.
Valori compresi tra 3-9, il rischio è basso e ci saranno azioni correttive da programmare a breve o medio termine.
Valori compresi tra 12-24, il rischio è medio e ci saranno azioni correttive da programmare con urgenza.
Valori compresi tra 27-48, il rischio è alto e ci saranno azioni correttive immediate.
In questo modo è possibile stabilire che le misure correttive relative al rischio alto sono prioritarie rispetto alle misure correttive riguardanti il rischio basso, quindi dovranno essere adottate per prime. La stima e la misurazione dei rischi presenti nei luoghi di lavoro è funzionale alla definizione del programma delle misure di prevenzione e protezione, poiché permette di classificare gli interventi da attuare in ordine di priorità, a seconda del livello di rischio.
7.2 Conseguenze sugli Asset (danni materiali e costi) L'analisi di sicurezza è un'analisi di rischio in cui la valutazione delle conseguenze riguarda l'uomo e l'ambiente. L'analisi di affidabilità è un'analisi di rischio le cui conseguenze sono valutate in relazione all'operabilità e produttività dell'impianto. Quindi sia l'analisi di sicurezza sia quella di affidabilità fanno capo alla stessa metodologia: quella dell'analisi del rischio. La seguente tabella riassume le tipologie di analisi ed il rischio ad esse connesso:
Analisi di affidabilità/disponibilità
Impatto sanitario
Analisi di sicurezza Rischio sanitario (+ rischio amministrativo)
Analisi di rischio globale Rischio d'impresa (sanitario, amministrativo, economico, imprenditoriale).
La seguente tabella riassume, invece, le tipologie di analisi ed il campo di applicazione delle decisioni:
Analisi di Sicurezza (Analisi di Rischio "Sanitario")
Impatto sanitario Modifiche/adeguamenti impiantistici Modifiche/adeguamenti gestionali Rischio d'area
Analisi di Affidabilità (Analisi di Rischio "Operativo")
Operatività impianto Down time (periodo di non funzionamento) Politiche manutentive Modifiche/adeguamenti
Analisi di Rischio "ad Indici"
Definizione priorità Prospettiva delle problematiche Decisioni generiche
Il problema fondamentale da porsi, quindi, è che tali impianti siano progettati "BENE"; in questo modo si garantisce che la possibilità di rischio ambientale sia ridotto e che l'impianto stesso produca maggior quantitativi di prodotto (aumento della disponibilità operativa).
Il progettare "BENE" un impianto è un concetto non ben definito, nel senso che non esiste una linea di livello oltre la quale si possa dire che l'impianto sia totalmente sicuro. In più è necessario controllare che il livello di sicurezza voluto sia stato effettivamente raggiunto. Per fare ciò, è necessario riferirsi a degli standard consolidati di ingegneria di progettazione e di attività di integrazione chiamate safety management. La valutazione di sicurezza e affidabilità viene eseguita:
A livello di sistema/impianto integrato (vengono analizzate le compatibilità, dal punto di vista della sicurezza, dei vari componenti che formano l'impianto);
In condizioni operative e condizioni incidentali (considerando l'area e l'ambiente in cui l'impianto deve essere collocato).
Poiché le condizioni incidentali sono fenomeni probabilistici è necessario studiarli con metodologie che permettano un'analisi statistica dei fenomeni come ad esempio la cosiddetta RISK ANALYSIS. Tale analisi tende ad ottenere un'indicazione del rischio associato tra un determinato sistema, impianto o insediamento industriale e le conseguenze antropico-ambientali (per uomo e ambiente), operative e produttive che ne derivano. L'analisi di affidabilità Per ottenere una migliore disponibilità di un entità nell’arco della sua vita utile, la manutenzione può agire principalmente su due leve affidabilistiche (una di miglioramento dell’affidabilità ed una di controllo o mantenimento preventivo). La prima leva riguarda la possibilità di individuare delle proposte di miglioramento dell’affidabilità dell’entità in oggetto. Le proposte dovranno essere orientate a raggiungere, sulla base delle esperienze effettuate durante la vita utile dell’entità, dei miglioramenti di progetto (proponendo ad es. delle modifiche costruttive orientate all’utilizzo dei materiale di migliore qualità, oppure delle modifiche negli standard di utilizzo, quali usi di oli lubrificanti migliori rispetto a quelli iniziali e capaci di assicurare una buona lubrificazione più a lungo, …). Questa prima leva ha l’obbiettivo di ridurre la probabilità intrinseca con cui i guasti accadono; agisce cioè direttamente sull’attitudine dell’entità a guastarsi, cercando di individuare soluzioni tese ad allungare in tempo tra l’accadimento di due guasti, rispetto a quanto previsto dal progetto dell’entità. La seconda leva invece consiste nella scelta di un adeguamento insieme di operazioni di mantenimento dell’entità pianificata con un’opportuna frequenza di intervento (quali il piano di lubrificazione e di regolazione periodiche, il piano di pulizia, il piano d’interventi di sostituzione ciclica di componenti soggetti ad usura, il piano d’ispezione periodiche di verifica del funzionamento dell’entità, ecc). Questa seconda leva ha l’obbiettivo di anticipare in modo preventivo l’intervento rispetto al guasto, tenendo conto della probabilità intrinseca con cui i guasti dell’entità tendono ad accadere. In questo caso quindi non si interviene a modificare in sede progettuale la probabilità intrinseca di accadimento del guasto, ma si introduce un maggior controllo per ridurre il numero delle fermate a guasto, agendo in modo anticipato sul degrado intrinseco dell’entità. Il risultato complessivo è quello di attuare un numero di interventi preventivi capaci di portare la necessità di interventi di manutenzione correttiva a guasto ad un valore di probabilità appropriato allo specifico caso. Compito della manutenzione è quello di smorzare o, se possibile, eliminare quegli eventi di guasto cui sono associate le perdite con maggiori effetti negativi sull’utilizzazione dell’entità o

sull’ambiente in cui l’entità opera (perdite di produzione, di servizio, di qualità, di mancata sicurezza). Modelli Deterministici I modelli deterministici offrono un supporto all'analista per descrivere in dettaglio (in termini di grafici, equazioni matematiche, codici di calcolo) il comportamento di impianto ed i fenomeni fisici che si manifestano durante l'incidente. In tale categoria rientrano i codici che permettono di studiare l'andamento dei parametri di processo (pressioni, temperature, portate, livelli), la dinamica delle reazioni chimiche in corso, l'evoluzione dei fenomeni di rilascio da contenitori o tubazioni a seguito di rotture, l'evoluzione di incendi ed esplosioni e la diffusione degli inquinanti nell'ambiente. Tali modelli sono normalmente di natura semi-empirica. Incidenti frequenti da valutare sono gli incendi e le esplosioni:
Incendi Nell'industria di processo l'incendio rappresenta l'incidente più frequente; il calore prodotto e irraggiato provoca notevoli danni all'impianto con possibilità di innescare una catena di altri incidenti; inoltre l'irraggiamento termico e i fumi spesso tossici, formatisi a seguito di combustione incompleta, sono fonte di serio pericolo per la salute del personale e della popolazione esposta. La previsione dei possibili incendi e la valutazione delle relative conseguenze rappresenta una fase di estrema importanza nella progettazione di un impianto ai fini del raggiungimento di un elevato livello di sicurezza. L'incendio o combustione, è una reazione chimica esotermica, di una sostanza infiammabile con l'ossigeno. Le condizioni necessarie perché si produca sono:
Una sostanza combustibile;
Una sostanza comburente (in genere ossigeno);
Una sorgente di energia (innesco).
Le sorgenti di innesco sono molteplici: fiamme libere, superfici calde, scintille, apparecchiature elettriche, cariche elettrostatiche... Poiché il rilascio di una sostanza infiammabile richiede una sorgente di innesco per provocare un incendio o un'esplosione occorre proteggere per quanto possibile gli impianti contro la presenza di tali sorgenti. La combustione di una miscela infiammabile gas-aria è possibile se la sua composizione giace entro la zona di infiammabilità e se esiste una sorgente di ignizione di sufficiente energia. La zona di infiammabilità di una miscela è determinata dai limiti inferiore e superiore; tali limiti vengono solitamente espressi come percentuale in volume della sostanza combustibile nella miscela aria-combustile. Al di sotto del limite inferiore la concentrazione di combustibile risulta "troppo povera" per incendiarsi (ovvero per consentire la propagazione della fiamma), mentre al di sopra risulta "troppo ricca". L'ampiezza della zona di infiammabilità dipende dai valori di pressione e temperatura della miscela; tale ampiezza varia anche se alla miscela viene aggiunto un gas inerte o un vapore. Sono altresì importanti i seguenti parametri atti a caratterizzare le sostanze ai fini dell'infiammabilità:
a) Temperatura di autoaccensione: è la temperatura minima alla quale la sostanza deve essere riscaldata affinché si abbia autocombustione; al di sotto di questa temperatura la combustione richiede una sorgente esterna di energia, energia detta di innesco;
b) Punto di infiammabilità (flash point) di un liquido: è il valore di temperatura in corrispondenza della quale il vapore sviluppato dal liquido forma con l'aria una miscela infiammabile che corrisponde al limite inferiore di infiammabilità. Un liquido con punto di infiammabilità minore della temperatura ambiente presenta un elevato grado di pericolosità, tanto che il punto di infiammabilità è considerato un parametro fondamentale per la classificazione della pericolosità delle sostanze.
c) Velocità di bruciamento (espressa usualmente in cm/s): è la velocità di propagazione del fronte di fiamma ed è determinabile solo sperimentalmente; al crescere della temperatura aumenta la velocità di bruciamento, mentre l'aumento di pressione ha effetti diversi a seconda del tipo di sostanza.
Gli incendi di interesse per l'analisi di rischio si possono classificare nel modo seguente:
Incendi da pozze/serbatoi di liquidi infiammabili (pool, tank, trench fire);
Incendi di getti di vapori/gas infiammabili (jet fire), prodotti da perdite in serbatoi pressurizzati;
Incendi di nubi di vapori (flash fire);
Sfere di fuoco (fire balls). La conoscenza della radiazione termica, misurata solitamente in kW/m2, in diversi punti nell'intorno dell'incendio consente:
La stima delle conseguenze sulle persone accidentalmente esposte;
La stima dei danni alle strutture interne ed esterne allo stabilimento;
Il progetto del Lay out dell'impianto;
Il dimensionamento dei sistemi di mitigazione. Queste valutazioni sono possibili mediante modelli, generalmente di tipo semi-empirico.
Esplosioni L'esplosione è un evento di rilascio di energia in un intervallo di tempo sufficientemente piccolo da generare un'onda di pressione di ampiezza finita. Quanto più rapido è il rilascio di energia tanto più violenta è l'esplosione.
Nelle attività industriali le esplosioni possono verificarsi durante le diverse fasi di un processo di produzione, durante il trasporto e lo stoccaggio di sostanze infiammabili. La causa può essere la rottura di un contenitore a seguito di una sovrappressione originata da una combustione interna, dall'espansione rapida di un gas compresso, ecc. Lo studio del fenomeno esplosione è rivolto alla definizione del valore di sovrappressione che si ottiene ad una prefissata distanza dal centro dell'esplosione. Per lo studio degli effetti è importante distinguere fra deflagrazione e detonazione. Si ha deflagrazione quando la concentrazione del gas nella miscela è entro i limiti di detonabilità ed è innescata da una sorgente di energia sufficientemente elevata, oppure è stata raggiunta la temperatura di autoaccensione. Il fronte di fiamma che si genera si muove nella miscela combustibile, propagando la reazione di combustione alla velocità di alcuni metri al secondo.
La detonazione si verifica in condizioni non dissimili, tranne che per la maggiore energia di innesco necessaria e la presenza di turbolenze nella nube che determinano una forte accelerazione del fronte di fiamma. La detonazione si ha con l'innesco di sostanze altamente esplosive, ma può ottenersi a partire anche dalla deflagrazione, a seguito di eventi che determinano un'accelerazione del fronte di fiamma. La velocità del fronte di fiamma caratteristico delle detonazioni è molto elevato: per fare un esempio nella deflagrazione di una miscela idrocarburi-aria il fronte di fiamma ha una velocità di qualche decina di metri al secondo, mentre nella detonazione raggiunge i 2.000-3.000 m/s. Nella detonazione si raggiungono sovrappressioni più elevate e quindi onde d'urto, più distruttive rispetto alla deflagrazione. I fattori che influenzano la violenza di un'esplosione sono essenzialmente: il tipo di miscela, le condizioni di temperatura e pressione di stoccaggio, la forma del contenitore, l'energia di innesco. I tipi di esplosione che hanno interesse nell'analisi di rischio sono le seguenti:
UVCE (Unconfined Vapour Cloud Explosions) o esplosioni non confinate;
Esplosioni fisiche;
Esplosioni da "reazioni fuggitive" o esplosioni chimiche;
Esplosioni di polveri e miscele gas-polveri.
Si ha una UVCE quando, a seguito di un rilascio accidentale in ambiente libero (non confinato) di una sostanza infiammabile si ha la formazione di una nube che, miscelandosi con l'aria dà luogo a una miscela esplodibile: può verificarsi un'esplosione non confinata se si ha la presenza di un innesco nella porzione di nube in cui la concentrazione rientra nei limiti di detonabilità. Si ha un'esplosione fisica quando un fluido in pressione viene rilasciato istantaneamente a seguito della rottura catastrofica del recipiente; l'espansione del fluido, conseguente alla repentina depressurizzazione, genera l'onda d'urto. Se il contenuto del recipiente è un liquido in pressione a temperatura maggiore rispetto a quella di saturazione corrispondente alla nuova pressione che si crea con la depressurizzazione, l'onda d'urto è generata dalla rapida vaporizzazione del liquido. In questo caso ha luogo il cosiddetto BLEVE (Boiling Liquid Expanding Vapour Explosion) che si verifica a seguito di rottura catastrofica di un recipiente contenente un liquido criogenico in pressione. La rapida vaporizzazione, conseguente alla repentina depressurizzazione; provoca un'onda d'urto di notevole intensità. Se, per giunta, il fluido è infiammabile, l'esplosione può essere seguita da un "fireball" il cui irraggiamento termico può causare danni alle persone e ai manufatti: agli effetti barici si accompagnano gli effetti termici con grande probabilità di effetto domino. Le esplosioni chimiche si verificano in recipienti chiusi (esplosioni confinate) ove si svolgono reazioni chimiche che possono sfuggire al controllo (reazioni fuggitive o "runaway reactions") causando un rapido aumento della pressione e della temperatura. In questo caso se fallisce il sistema di protezione (sfiati, refrigerazione, ecc.) si verifica il collasso del recipiente con conseguente onda d'urto e possibile proiezione di frammenti la cui ricaduta può dar luogo a effetti domino; il fluido rilasciato può essere a sua volta, infiammabile o tossico. Anche le esplosioni di nubi di gas in ambienti confinati (serbatoi e/o cisterne) nelle quali, dopo lo svuotamento rimangono vapori infiammabili che possono provocare danni notevoli. Infine si possono verificare esplosioni di polveri o di miscele gas-polvere, con sostanze finemente disperse in atmosfera o in contenitori di grande volume (ad esempio silos

per lo stoccaggio di sostanze alimentari, come zucchero, farina, ecc.). L'innesco di sufficiente energia può dar luogo a esplosioni devastanti non dissimili dalle detonazioni osservate nelle nubi di idrocarburi. Le esplosioni non confinate (UVCE) e le esplosioni fisiche rivestono un interesse maggiore a causa della loro maggiore frequenza. Occorre ricordare che i processi fisici che nascono durante l'esplosione di nubi infiammabili non sono ancora ben noti ed i dati ricavati da nubi di piccole dimensioni non sono estrapolabili con certezza a nubi di grandi dimensioni: rimangono quindi consistenti livelli di incertezza nelle previsioni modellistiche. Per concludere si ribadisce che la stima delle conseguenze delle esplosioni sull'uomo e sulle strutture ha come obiettivo principale l'individuazione delle zone più vulnerabili) allo scopo di consentire la definizione delle misure di protezione e di mitigazione più appropriate.
7.3 Conseguenze sulla continuità di Business (mancata produzione e danno d’immagine)
Mancata erogazione del servizio I costi di mancata erogazione del servizio si articolano in: a) costi di mancato utilizzo dell’entità b) costi di mancato utilizzo della manodopera c) costi di mancata qualità d) costi di inefficienza dell’esercizio e) costi di mancata sicurezza a) Costi di mancato utilizzo dell’entità. Questi costi possono essere calcolati a partire dal valore del servizio erogato dall’entità, che unito alla quantità di servizio non erogato, in ragione dell’indisponibilità per cause legate alla manutenzione, permette di calcolare il costo totale di mancata erogazione del servizio, riferito alla consueta base annua. Il calcolo si sviluppa in maniera diversa secondo che si tratti di un impianto di produzione o di un impianto di servizio.
Impianto produzione. Nel caso in cui l’entità sia costituita da una risorsa di produzione (macchine, impianti, …), il costo di mancata erogazione del servizio è rappresentato dal valore della mancata produzione rispetto alla capacità produttiva CP massima di targa realizzabile dall’impianto di produzione (misurata, ad es. in pezzi/anno per un impianto manifatturiero o in t/anno per un impianto di processo). La mancata produzione è calcolata a partire dalla disponibilità operativa Ao dell’impianto, secondo la seguente modalità:
Mancata Produzione: Mp= (1-Ao)*CP dove CP= Tu*PPn CMp= Mancato Margine di Contribuzione = (p-cv)*(1-Ao)*CP Dove: p= prezzo di vendita del prodotto ([euro/pezzo]; [euro/t]). Cv= costo variabile unitario di produzione ([euro/pezzo]; [euro/t]). Ao= Disponibilità operativa dell’impianto. CP= Capacita produttiva nominale dell’impianto ([pezzi/anno]; [t/anno]). Tu= Tempo di utilizzo richiesto dell’impianto ([ore/anno]).
PPn= Potenzialità produttiva nominale dell’impianto ([pezzi/ora]; [t/ora]). I costi variabili Cv comprendono tutti i costi evitati nel caso di mancata erogazione del servizio (fermo marcia) dell’impianto (es. il costo dell’energia necessaria per il funzionamento dell’impianto, che non viene spesa nel caso di fermo).
Impianto servizio. Nel caso in cui l’entità sia costituita da un impianto di servizio, il costo di mancata erogazione di servizio è speso riconducibile al costo di penale per l’indisponibilità del servizio. Il costo di penale e calcolato a partire dalla disponibilità operativa obbiettivo (contrattuale) Ac dell’impianto e la disponibilità operativa conseguita Ao.
Mancato esercizio Mc= (Ac-Ao)*CS dove CS= Tu*Psn) CMc= Penale per mancato esercizio = Pc* (Ac-Ao)*Cs Dove: Pc= Costo unitario della penale per il disservizio da mancato servizio ([euro/unità di misura del servizio erogato]). CS= Capacita d Servizio nominale dell’impianto ([unità di misura del servizio erogato/anno]). PSn= Potenzialità Nominale di servizio nominale dell’impianto ([unità di misura del servizio erogato/h]). Tu= Tempo di utilizzo richiesto del servizio ([h/anno). Un altro tipo di formulazione, strutturalmente analoga, prevede che il costo di penale sia proporzionale al tempo di utilizzo programmato Tu per l’erogazione del servizio. Penale per mancato esercizio = Pc* (Ac-Ao)*Tu.
b) Costi di mancato utilizzo della manodopera. È un costo indotto dal fermo di marcia dell’impianto (di produzione o di servizio), nel caso in cui la manodopera non possa essere impiegata in altre attività e quindi risulti inutilizzata per tutto il periodo di indisponibilità dell’impianto. Il valore del mancato impiego della manodopera è calcolabile a partire dalla disponibilità operativa Ao dell’impianto.
Costo di mancato utilizzo= Cmdo* Nmdo * (1-Ao)*Tu Dove: Nmdo= Numero di addetti impiegati nell’esercizio dell’impianto Cmdo= Costo orario per addetto ([euro/(h*persona)]) Ao= Disponibilità operativa.
Costi di mancata qualità. Per il calcolo dei costi indotti di mancata qualità, il driver più appropriato è costituito da un indicatore della qualità della produzione o del servizio. Valorizzando quindi economicamente ciascun punto percentuale in perdita dell’indicatore rispetto ad un valore convenzionalmente fisso come livello normale di riferimento. Costo di mancata qualità= Cqua* (Qr-Qo) Dove: Cqua= Costo del punto percentuale di mancata qualità (euro). Qr= Livello di qualità di riferimento (%). Qo= Livello di qualità operativo conseguito (%).

Costi di inefficienza dell’esercizio. Per il calcolo dei costi indotti di inefficienza dell’esercizio, il driver più appropriato è costituito da un indicatore dell’efficienza della produzione o del servizio. Anche in questo caso, valorizzando economicamente ciascun punto percentuale di perdita dell’indicatore rispetto ad un valore convenzionalmente fissato come livello normale di riferimento è possibile calcolare come segue il relativo costo indotto: Csto di inefficienza dell’esercizio= Cineff* (Ir-Io) Dove: Cineff = Costo del punto percentuale di inefficienza dell’esercizio (euro). Ir=Livello di inefficienza di riferimento (%). Io= Livello di inefficienza operativo conseguito (%).
Costi di mancata sicurezza. Per il calcolo dei costi indotti di mancata sicurezza, il driver più appropriato per il calcolo è costituito dal numero di eventi di guasto a cui si può associare un danno, poiché la maggior parte di condizioni di mancata sicurezza (immagine, risarcimenti, costi legali, costi di analisi dell’incidente, ecc.) si registra a seguito dell’evento di guasto.
Danno d’immagine Il danno d’immagine dopo un incidente è possibile calcolarlo a partire dell’analisi su tutti gli stakeholders dell’azienda (azionisti, investitori, clienti e fornitori, manager, impiegati, ecc…). Con il termine stakeholder (o portatore di interesse) si indica genericamente un soggetto (o un gruppo di soggetti) influente nei confronti di un'iniziativa economica, che sia un'azienda o un progetto, il cui interesse è negativamente o positivamente influenzato dal risultato dell’esecuzione, o dall’andamento, dell’iniziativa e la cui azione o reazione a sua volta influenza le fasi o il completamento di un progetto o il destino di un’organizzazione. Come risultati negativi esterni ci sono: la riduzione del numero di clienti, la riduzione delle vendite pei i singoli clienti, la riduzione delle vendite globali; come risultati negativi interni ci sono: il licenziamento di impiegati o manager che considerano che lavorare in quel impianto non è sicuro ed è molto rischioso; se l’azienda è quotata come s.p.a. si vedrà la riduzione degli azionisti e investitori. Valutare le conseguenze di danno di immagine di un’esplosione richiede di fare delle analisi sui principali stakeholders. Quest’analisi principalmente valuterà la loro sensibilità nel tema, cioè quanto considerano importante l’accadimento di un evento del genere, in modo da capire in quale misura questo danneggi la loro immagine come fornitori individuali nei confronti dell’azienda. Il posizionamento è il modo in cui un prodotto trova collocazione nella mente del potenziale consumatore. È considerato come il processo per creare un'immagine nella mente del target. Questa immagine viene creata per far sì che un potenziale cliente possa associare dei valori a un prodotto, un brand, un'organizzazione e differenziare i vantaggi offerti da altri prodotti della stessa categoria. Il danno d’immagine è strettamente legato al posizionamento sul mercato dell’azienda o del prodotto. Se si tratta di un azienda che ha il monopolio di produzione di un prodotto o fornisce un prodotto a livello internazionale come le grande imprese multinazionali, il danno immagine sarà di dimensione internazionale, mentre se si tratta di un’azienda che offre un prodotto molto diversificato o che solo si trova in una località, il danno d’immagine sarà locale.

7.4. Conseguenze sull’ambiente esterno Dispersioni in atmosfera Si farà riferimento essenzialmente alle dispersione in atmosfera. La letteratura specializzata rende oggi disponibili un gran numero di modelli matematici per la determinazione dei parametri essenziali allo studio delle dispersioni e cioè geometria della nube e mappa delle concentrazioni di infiammabilità, tossicità o detonabilità al suo interno. Rinviando alla letteratura specializzata per gli approfondimenti necessari, si ritiene opportuno ricordare che i parametri interni che hanno rilevanza sono i seguenti:
Sorgente (geometria, velocità di scarico, temperatura e densità allo scarico);
Quantità di moto allo scarico e quota di emissione;
Densità del gas rispetto all'aria.
I parametri esterni sono quelli metereologici, e quelli legati al sito, vale a dire rugosità del terreno, temperatura del terreno, presenza di ostacoli naturali o artificiali posti sulla traiettoria della nube. Incendio Pr = a + b*ln (t*Q 4/3) Dove: a e b sono costanti sperimentali, Pr è il valore della funzione Probit che esprime la probabilità di ustioni di grado diverso e letali per zone corporee non protette da indumenti (ogni livello di gravità sarà caratterizzato da appropriati valori di a e b); t è la durata dell'esposizione in secondi, Q è l'intensità della radiazione in kW/m2.
Si ricorda che la radiazione termica incidente diminuisce con il quadrato della distanza del ricettore dalla superficie emittente; ne consegue che sono generalmente le persone che si trovano a brevi distanze dal fuoco che possono essere colpite seriamente. Esistono funzioni Probit che descrivono la vulnerabilità delle strutture al fuoco. Esplosione L'esplosione ha effetti diretti dovuti all'onda d'urto che causa una variazione di pressione di data intensità e durata sugli individui e sulle strutture (sull'uomo gli effetti diretti sono la compressione degli organi più sensibili come i polmoni e i timpani). Ha altresì effetti indiretti che possono essere l'urto di frammenti sul corpo umano, la traslazione del corpo umano verso una superficie rigida con conseguente danno per impatto; si comprende come agli effetti delle conseguenze dell'onda d'urto sia importante considerare la posizione del corpo umano rispetto al fronte di pressione.
Sono disponibili funzioni Probit che valutano la probabilità di sopravvivenza in funzione del picco di pressione e della durata della fase positiva. Sono altresì disponibili funzioni Probit per il calcolo della probabilità di rottura dei timpani del tipo: Pr = a + b*lnPS
Dove: PS = p/p0 è il picco di pressione adimensionale ossia il rapporto fra la pressione massima raggiunta p e la pressione atmosferica p0. Si hanno inoltre funzioni Probit per gli effetti indiretti dei danni citati.
Rilasci tossici In caso di rilascio accidentale di sostanze tossiche, le vie di assorbimento da parte dell'organismo umano sono essenzialmente per inalazione e per contatto diretto con la pelle o con gli occhi. I metodi applicabili per la stima delle conseguenze sull'uomo sono classificabili in due categorie:
Limiti di esposizione
Funzione Probit.
Il tema è di pertinenza della tossicologia e quindi a questa si rinvia. Per ragioni di comprensione della terminologia relativa si ricorda che i limiti di esposizione sono le soglie minime al disopra delle quali una certa percentuale di persone (es. 50%) subiscono un ben definito danno (es. morte). Esistono diversi criteri di tossicità per una grande varietà di sostanze. Il metodo Probit consente invece di mettere in relazione la probabilità di morte con la dose assorbita. La funzione è del tipo:
Pr = a + b*ln(Cn*t) Dove: C è la concentrazione, n è un esponente che, come a e b, dipende dal tipo di sostanza, t è la durata di esposizione. La zona a rischio viene rappresentata graficamente con forme diverse a seconda del tipo di incidente verificabile. Qualora si abbia un'esplosione la zona a rischio viene rappresentata da un cerchio che ha il centro nell'impianto, sorgente di rischio, ed un raggio uguale alla distanza massima di influenza degli effetti di un possibile incidente. Nel caso di rilascio tossico invece, l'area a rischio è rappresentata con un cono. I soggetti a rischio sono rappresentati dal territorio, dalle strutture e dalla popolazione situata nell'area di impatto (la vicinanza degli impianti a grossi centri urbani aggrava la situazione per il notevole numero di persone che ipoteticamente possono venire coinvolte). Un'analisi incentrata solamente sull'impianto è infatti limitante per ciò che sta attorno che, nell'eventualità di un incidente rimane il fattore determinante nella quantificazione dei danni. L'analisi del rischio tecnologico di un'area è allora la sintesi di due momenti: analisi dell'impianto ed analisi del territorio circostante. Nella fase di analisi dell'impianto ad ogni evento sorgente è associata una frequenza di accadimento sulla base di dati storici e di database di affidabilità. Gli eventi sorgenti così identificati vengono poi combinati (ad esempio tramite una tecnica Event Tree) con le possibili risposte dei sistemi di emergenza dell'impianto al fine di poter descrivere le possibili evoluzioni che generano l'evento calamitoso (scenari di riferimento). Infine la dinamica di questi rilasci viene studiata applicando modelli di dispersione, incendio ed esplosione. Proprio questo ultimo passaggio costituisce il legame tra la fase di analisi sull'impianto e la fase di analisi sul territorio. Conoscendo l'area eventualmente coinvolta, indipendentemente dalla probabilità di accadimento, si conosce la porzione di territorio in cui gli effetti saranno letali o irreversibili per l'uomo (risultato ottenuto integrando i modelli di dispersione con le citate equazioni di Probit).

Nella pratica vengono utilizzati diversi metodi (TNO, IAEA, Metodo Speditivo) per visualizzare l'area di danno a seguito del verificarsi di un incidente industriale nella forma di rilascio, incendio o esplosione. Le informazioni da introdurre come input per tali metodi, riguardano solamente la descrizione delle sostanze utilizzate e le modalità di stoccaggio. Le aree determinate dall'implementazione dì una di queste tecniche costituiscono il punto di partenza dell'applicazione della metodologia di analisi della vulnerabilità L’analisi di rischio Se si deve effettuare l’analisi di rischio, come prima fase si individuano degli eventi iniziatori che possono avere un ruolo nell'innesco e nello sviluppo dell'incidente. Come seconda fase è l’individuazione e descrizione delle possibili sequenze incidentali. Per ciascuna sequenza si stima poi la probabilità di accadimento della stessa e se ne determinano le conseguenze in termini di impatto sull'ambiente e sulla popolazione (quantità e qualità delle sostanze nocive rilasciate in atmosfera, onde di pressione prodotte, campo termico prodotto da fenomeni di incendio, distanza di lancio di missili e loro dimensione). Per ogni possibile sequenza incidentale si determinano:
La probabilità di accadimento;
La qualità e la quantità dei possibili rilasci di sostanze e/o di energia. Nella terza fase s’individua il danno alla popolazione e all'ambiente e si effettua la valutazione del rischio globale. Si valutano quindi le modalità di diffusione degli inquinanti nella biosfera e il loro impatto sulla popolazione e sull'ambiente. Gli obiettivi di questa fase dell'analisi sono la valutazione del danno D alla popolazione (decessi, malattie) e all'ambiente; pertanto è chiamato in causa il sito dell'impianto con le sue caratteristiche fisiche e demografiche. I metodi di analisi fanno ricorso ai modelli di diffusione degli inquinanti e ai modelli dose-danno. Le variabili che entrano in gioco nei modelli sono: le condizioni atmosferiche, le caratteristiche geofisiche del sito che concorrono a determinare i meccanismi di contaminazione, la distribuzione della popolazione, le eventuali disposizioni per l'evacuazione previste dai piani di emergenza esterna. Ai fini della determinazione delle conseguenze in termini sanitari occorre fare ricorso alle correlazioni dose-danno, distinguendo altresì tra danni deterministici e danni stocastici (Modelli di Vulnerabilità).
Modelli di vulnerabilità I modelli di vulnerabilità permettono di determinare il danno all'ambiente, alla popolazione ed alle strutture, conseguente alla sequenza incidentale verificatasi. Ossia, definite le conseguenze derivanti dall'incidente in termini di irraggiamento termico, di sovrappressione massima o concentrazione di agenti tossici, essi permettono di determinare il danno alle persone o alle strutture coinvolte. Criteri e modelli di vulnerabilità per la valutazione delle conseguenze: La stima del danno che un incidente può provocare richiede la conoscenza della vulnerabilità dei potenziali bersagli agli effetti fisici provocati.
I bersagli di interesse sono ovviamente gli addetti agli impianti e la popolazione, ma anche gli impianti stessi, gli edifici residenziali e i manufatti in genere potenzialmente interessati dalle conseguenze dell'evento incidentale. La conoscenza della vulnerabilità dei bersagli è fondamentale per definire le distanze di sicurezza e le misure di mitigazione più appropriate. Le conseguenze di interesse sono relative agli:
Incendi (descritte in termini di irraggiamento termico espresso in kW/m2);
Esplosioni (espresse in termini di sovrappressione misurata in Pascal (Pa) ovvero Nw/m2: 1 atm @ 1 bar = 105 Pa);
Rilasci tossici (descritti in termini di concentrazione mg/m3). E' importante conoscere per ciascuno degli eventi citati, l'andamento spazio-temporale dei parametri che li caratterizzano. Per la stima del danno è inoltre necessario definire il tempo di esecuzione agli effetti dell'evento per poter determinare la "dose assorbita". Nella procedura di stima probabilistica del rischio è importante disporre di modelli in grado di esprimere il danno in termini probabilistici. A questo scopo è utilizzato il modello PROBIT (da Probability Unit) applicabile per stimare la probabilità di danno su un soggetto o struttura esposta ad una determinata "dose". Senza entrare nel merito della genesi e delle proprietà della funzione Probit, si ricorda come essa viene definita, nei diversi casi di interesse dell'analisi del rischio. Metodo TNO Questo metodo è stato sviluppato nel 1988 presso il TNO (Istituto Olandese per la Ricerca Applicata) per conto del Ministero dell'Interno e del Ministero dei Trasporti e dei Lavori Pubblici olandesi. L'obiettivo era lo sviluppo di una metodologia per la classificazione delle attività industriali che, per la tipologia dei processi produttivi e ubicazione nel tessuto urbano, potevano causare, in caso di incidente, danni alla popolazione. La metodologia è basata sulla valutazione delle conseguenze di scenari incidentali, caratteristici delle diverse attività produttive e di trasporto, per ciascuno delle quali viene fornito un grafico che consente il calcolo rapido delle due aree di danno in funzione dell'entità degli effetti (irraggiamento per incendio, sovrappressione per l'esplosione, concentrazione per le nubi tossiche). Nota la distribuzione della popolazione all'interno delle due aree, si ottiene rispettivamente una stima del numero di vittime e di persone che possono subire danni irreversibili. I criteri di danno sono i seguenti:
f) Tipo di incidente “Prima area” e “Seconda area” g) Incendio entro perimetro incendio ³ 7 kW/m2 per 30 sec. h) Esplosione entro perimetro nube ³ 0.1 bar i) Rilascio LC-50 per 30 min. LC-50 per 40 min.
In base a questi valori di soglia vengono calcolate le aree di danno. L' applicazione della metodologia si articola nelle seguenti fasi principali.
Selezione dell'area di interesse dove sono presenti le attività industriali;

Censimento delle attività a rischio all'interno di ciascuna area, (il metodo fornisce una checklist contenente una classificazione delle attività industriali con associate le sostanze pericolose utilizzate);
Per ciascuna attività produttiva individuata, si procede come segue: o Calcolo delle aree di danno a seguito dei possibili incidenti; o Calcolo dei danni (numero di persone: vittime o feriti); o Calcolo della frequenza di accadimento degli incidenti considerati.
Metodo IAEA Questo metodo è stato derivato da quello della TNO allo scopo di individuare rapidamente i livelli di rischio dei diversi impianti (fissi e trasporti) localizzati in aree residenziali per stabilire le necessarie priorità nell'analisi di rischio d'area.
Come sottolineato dall'IAEA (International Atomic Energy Authority), non è utilizzabile per prendere decisioni circa l'accettabilità del rischio e per la definizione dei piani di emergenza, poiché si considerano volutamente le condizioni in cui si sviluppa l'incidente più grave.
La procedura consente di calcolare rapidamente il rischio attraverso la stima della frequenza F di accadimento degli incidenti e dell'entità delle conseguenze C espresse in termini di numero di vittime. F è rappresentata per decadi nella scala delle frequenze (da Fmin a Fmax), mentre C è rappresentata nella seguente scala (numero di vittime): 0-25; 26-50; 51-100; 101-250; 251-500; >500.
Diversamente dal metodo TNO, questo non fornisce due aree di danno, ma una sola relativa al decesso. Questi sono i criteri di danno adottati:
Tipo di incidente
Soglie di danno (morte)
Incendio entro perimetro incendio³ 7 kW/m2 per 30 sec.
Esplosione entro perimetro nube³ 0.1 bar
Rilascio LC-50 per 30 min.
Tracciando poi delle linee a diversi valori F-C nel rispettivo diagramma si creano diverse zone di rischio, consentendo quindi di classificare le attività per categorie di rischio. Il metodo IAEA si articola nelle seguenti fasi:
Censimento di ogni singola attività a rischio presente nell' area di interesse;
Per ciascuna di queste attività individuate: o Descrizione delle sostanze presenti e delle relative quantità; o Calcolo della frequenza per i diversi incidenti; o Calcolo delle conseguenze; o Rappresentazione dei risultati nel diagramma F-C.
Metodo speditivo Il Metodo Speditivo è il più conosciuto e diffuso in Italia. Tale metodo è stato inoltre utilizzato nelle linee guida per la pianificazione esterna di impianti industriali a rischio di incidente rilevante (Dip. Protez. Civ., Ministero degli Interni, Roma Gennaio 1984): esso è stato utilizzato anche nella compilazione di molti Piani Provvisori di Emergenza Esterna per Impianto a Rischio.
Questo metodo è basato esclusivamente sul calcolo delle aree di danno. È stato proposto dal Dipartimento della la Protezione Civile, con lo scopo di ottenere uno strumento di rapida applicazione per la stima delle conseguenze di incidenti da utilizzarsi per la predisposizione dei piani provvisori di emergenza esterna. Questo metodo è stato derivato da quelli della TNO e della IAEA. Il calcolo delle aree di danno viene eseguito in base alla tipologia, alla quantità (presumibilmente coinvolta nell'incidente) e alle modalità di stoccaggio della sostanza. Per ciascuna tipologia di incidente (incendio, rilascio, esplosione) il metodo fornisce due zone:
Di sicuro impatto, nella quale tutte le persone esposte hanno elevata probabilità di letalità;
Di danno, nella quale tutte le persone esposte subiscono danni permanenti o irreversibili.
Una terza zona, di attenzione, è lasciata alla discrezionalità dell'analista. Le soglie che delimitano le due aree sono le seguenti:
Tipo di incidente “Prima area” e “Seconda area”
Esplosioni 0.6 bar 0.07 bar.
BLEVE/Sfera di fuoco Raggio Fireball 200 kJ/m2
Incendio 12kW/m2 7 kW/m2
Nubi vapori infiammabili Limite Inf. Infiammabilità 50% Lim. Inf. Infiam.
Rilascio LC50 IDLH La forma dell'area di danno dipende dal tipo di incidente e viene ricavata automaticamente dal metodo in funzione delle caratteristiche della sostanza. Può essere:
Circolare (per esplosioni o incendi);
Semicircolare (rilascio di gas pesanti);
Settore circolare di 360° (dispersione passiva).
8. L’IMPLEMENTAZIONE DI UN SISTEMA DI GESTIONE DEL RISCHIO DI ESPLOSIONE POLVERI COMBUSTIBILI: ASPETTI TEORICI E IMPOSTAZIONE DEL LAVORO 8.1 Impostazione generale: dal Risk Assessment al sistema di gestione Per rischio si intende l’eventualità di un accadimento che comporta un effetto negativo sul sistema in esame; in senso generale è possibile associare all’accadimento un effetto positivo anche se non è comune farlo. L’eventualità dell’accadimento si lega alla misura della sua probabilità. Esso può essere deliberato, ovvero messo in atto volontariamente da qualcuno, oppure non deliberato, ossia non dipendente dalla volontà di alcuno; lo stesso accadimento può essere aspettato, nel senso che si è a conoscenza della sua eventualità prima che questa accada anche se non si è certi che accadrà, oppure può essere inaspettato, ovverosia non si è a conoscenza dell’eventualità o non si reputa che tale eventualità possa accadere. L’effetto sul sistema, sia esso negativo o positivo, si manifesta con un’alterazione di alcune delle caratteristiche che definiscono il sistema stesso, cioè questo non si comporta più nel modo voluto. Il valore dell’alterazione delle caratteristiche può essere messo in relazione a un valore di soglia sotto il quale l’effetto può ritenersi trascurabile. Nel caso di effetto negativo, l’alterazione dovrà, in generale, essere contrastata e le azioni correttive avranno un certo costo (in termini economici, di tempo o di prestazioni); nel caso di effetto positivo, l’alterazione comporta, in generale, un vantaggio (in termini economici, di tempo o di prestazioni) da gestire opportunamente anche mediante azioni correttive. Se non altrimenti specificato e comunque senza perdita di generalità, considereremo i soli effetti di tipo negativo, quindi dannosi. 8.1.1. Definizione del contesto Nel porre in atto il processo di gestione del rischio è fondamentale definire i confini del sistema in esame, ovvero del contesto da analizzare per il quale si richiede di identificare le eventualità degli accadimenti che possono alterarne le caratteristiche. È opportuno definire tali confini non solo dal punto di vista fisico ma anche logico e organizzativo. Pertanto, è necessario individuare correttamente le attività che si svolgono nel sistema in esame, nonché le loro correlazioni, le persone e le cose coinvolte, i rapporti con il contesto esterno, le regole di funzionamento organizzative, tecnologiche, fisiche, economiche e così via. In tal modo, sarà possibile definire le caratteristiche che presumibilmente definiscono il sistema, in modo tale da poterne gestire le alterazioni non volute. Al termine sistema possiamo associare il concetto di azienda, stabilimento, territorio, impianto, mercato finanziario, Stato o altro, presupponendo, come sopra ricordato, la definizione dei suoi confini dal punto di vista fisico (confini territoriali, mura di cinta ecc.), organizzativo (rapporti di dipendenza lavorativa, rapporti cliente-fornitore, contratti, partecipazioni societarie ecc.) e logico (trasferimento di informazioni, reti di comunicazione, sistemi di autenticazione e così via). 8.1.2 Accadimento e gestione del rischio Processo di identificazione .individuare i potenziali eventi che, manifestandosi, determinano gli accadimenti di rischio.
Eventi e accadimenti possono essere rappresentati mediante i diagrammi causa-effetto, sia in forma tabellare sia sotto forma di alberi di guasto (fault trees), che ne evidenziano le relazioni.
Evidenziare i cosiddetti fattori di rischio, ovvero quelli che si ritengono i parametri e le variabili da tenere sotto osservazione mediante misure di controllo, al fine di

comprendere, il più possibile in anticipo, il verificarsi o meno degli eventi che comportano un accadimento di rischio.
Qualora la struttura del sistema evidenzi una scomposizione in sottosistemi, ferma restando l’interconnessione tra questi, si può procedere all’identificazione del rischio per ciascuno di essi. L’interazione tra i diversi sottosistemi può essere evidenziata me-diante diagrammi di flusso illustranti i processi che avvengono nei e tra i sottosistemi stessi.
Ne considereremo alcune che possono essere impiegate anche nelle altre fasi del processo di gestione del rischio (analisi e risposta).
o Il metodo Delphi o La tecnica del brainstorming o L’erogazione di questionari è la tecnica classica con cui si intervistano le
persone ritenute esperte nell’identificare i potenziali accadimenti di rischio.
Una tecnica finalizzata a identificare i potenziali accadimenti con un orizzonte il più possibile ampio, è la cosiddetta analisi SWOT (Strengths, Weaknesses, Opportunities, Threats), si utilizza di solito in fase di pianificazione strategica di un sistema.
Oltre alle tecniche di raccolta di nuove informazioni, è importante utilizzare analoghi dati storici raccolti precedentemente per il sistema in esame o per sistemi simili. I dati vengono presentati in liste di controllo che, se aggiornate, sono un’ottima base di partenza per il processo di identificazione.
Una tecnica più accurata e utilizzabile, oltre al coinvolgimento degli esperti, è quella di riprodurre in un ambiente virtuale il funzionamento del sistema in esame con un modello di calcolo. Quest’analisi di scenario può essere portata avanti efficacemente con tecniche di simulazione.
Processo di analisi. prende in considerazione gli accadimenti identificati precedentemente e ne determina gli effetti sulle persone, sulle cose e sull’ambiente.
o Fase analisi qualitativa. La prima prevede un’analisi del rischio e degli effetti associati al fine di ordinare gli accadimenti di rischio secondo una scala di priorità che indica l’importanza con cui prenderli in considerazione, così da definire le azioni correttive di prevenzione e protezione. Alla fase di analisi qualitativa sono strettamente legati i tre concetti di: 1. probabilità dell’accadimento di rischio. 2. identificazione dei parametri coinvolti. 3. impatto sul sistema in esame dell’accadimento. Tale fase termina, generalmente, con la definizione di matrici bidimensionali di probabilità/impatto, una per ogni parametro o insieme di parametri coinvolti, che esprimono la relazione tra probabilità dell’accadimento di rischio e relativo impatto.
o Fase analisi quantitativa. La seconda analizza più in dettaglio gli accadimenti di rischio e ne misura gli effetti sul sistema in esame, concentrandosi, di solito, sugli accadimenti prioritari che emergono dalla fase di analisi qualitativa. La fase di analisi quantitativa prevede la stima numerica della probabilità dell’accadimento di rischio, così come la valutazione numerica degli effetti che questo determina sul sistema in esame. Generalmente, segue la fase di analisi qualitativa che viene effettuata per quell’insieme di accadimenti di rischio considerati a più alta priorità. Per ogni accadimento da analizzare si definisce, mediante il coinvolgimento di esperti del settore e comunque con un’apposita raccolta dei dati, il tipo di distribuzione di probabilità con cui rappresentare l’accadimento che, come detto, dipenderà dalla distribuzione di probabilità degli eventi che lo caratterizzano. Sempre per ogni
accadimento, si definisce poi il valore dell’impatto sul parametro o sui parametri del sistema relativamente alterati. La distribuzione di probabilità, definita individuando i valori dei parametri che la caratterizzano, mette quindi in relazione la probabilità dell’accadimento di rischio con le sue conseguenze sul sistema in esame. La fase di quantificazione dovrebbe prevedere un’analisi di sensibilità, ovvero lo studio di come l’incertezza nella conoscenza di qualche aspetto incide sulla valutazione delle distribuzioni di probabilità e degli impatti degli accadimenti. Questo tipo di analisi necessita di strumenti metodologici complessi come l’approccio simulativo. Anche la fase di analisi quantitativa del rischio, al pari di quella qualitativa, si conclude fornendo, come risultato, un elenco quantificato degli accadimenti di rischio, in ordine di priorità secondo la misura dell’impatto sui parametri del sistema.
Percezione del rischio. Un ruolo significativo una serie di aspetti soggettivi collegati a colui che effettua l’analisi. Alcuni fattori, quali la probabilità di un accadimento di rischio, sono fortemente influenzati dalla percezione soggettiva, ovvero dal processo psicologico di creazione di una propria immagine del contesto esterno; la gravità e la quantificazione dell’effetto dello stesso sono funzioni, oltre che dell’esperienza, della percezione personale e della propensione al rischio. In diversi ambiti, per ridurre l’impatto soggettivo sono state redatte precise linee guida che, riconosciute a livello internazionale, facilitano il processo di analisi del rischio nel settore cui si riferiscono. L’ambito industriale,per es., l’analisi di operabilità (HAZOP, HAZard and OPerability analysis), vengono individuate le anomalie di funzionamento che possono comportare incidenti rilevanti, siano esse dovute a malfunzionamento o a guasti di parti di impianto come a errori umani nella conduzione dell’impianto stesso, la tecnica di analisi dei guasti FMECA (Failure Mode, Effects, and Criticality Analysis) che, dopo la scomposizione del sistema in unità elementari, suggerisce, al fine di analizzare il rischio, di elencare tutte le possibili anomalie di funzionamento e di determinare per ognuna di esse le possibili cause, i probabili effetti e i controlli da attuare in modo da individuarne con anticipo l’accadimento. Si può definire una scala di priorità moltiplicando tra loro i valori assegnati alla probabilità di accadimento, alla gravità dell’effetto e all’impossibilità di individuarne l’accadimento in anticipo. Processo di risposta. Prende in considerazione la pianificazione delle azioni di prevenzione e di protezione per contrastare gli accadimenti di rischio analizzati, oltre alla messa in opera di tali azioni e al monitoraggio e al controllo del sistema al fine di identificare il rischio residuo e collaterale da analizzare ed eventualmente gestire. Quindi, il processo di risposta prosegue per tutto l’orizzonte temporale di funzionamento del sistema in esame; nel momento in cui si identifica il rischio residuo e collaterale, vengono riattivati i processi di identificazione e di analisi sopra esposti. Pianificazione della risposta. Deve prevedere le specifiche per mettere in atto le azioni da intraprendere allo scopo di contrastare gli accadimenti, in termini sia di attività da svolgere sia di risorse necessarie (persone, strumenti, tempi e così via). Per ogni rischio identificato e analizzato si possono considerare più azioni correttive tra cui scegliere quella da utilizzare. Inoltre, un’azione correttiva può, a sua volta, contrastare più di un accadimento. Le azioni di prevenzione, che rendono minore la probabilità di un accadimento di rischio, vengono pianificate valutando il compromesso tra il loro costo e il valore del danno legato al manifestarsi del rischio; ovverosia, in senso generale, il costo delle azioni di prevenzione deve essere commisurato al valore dell’effetto negativo sul sistema in cui vi è probabilità che possa verificarsi un accadimento di rischio. Quando il costo dell’azione di prevenzione non è sostenibile, si possono prevedere determinate azioni di protezione per ridurre l’effetto
negativo sul sistema; anche in tal caso le azioni correttive vengono valutate in base al compromesso tra il proprio costo e il valore della riduzione del danno. Se gli accadimenti sono ritenuti molto improbabili è possibile non pianificare nel dettaglio le azioni di risposta, ma prevedere un piano di azioni generali da prendere in considerazione se e quando il rischio dovesse tradursi in atto; in tal caso, è importante il monitoraggio dei fattori di rischio. Infine, per gli accadimenti i cui effetti non superano la soglia considerata durante il processo di analisi, è possibile non prevedere alcuna azione, riservandone la definizione al momento in cui tale rischio si manifesti e il suo effetto contingente si riveli più dannoso del previsto.
La valutazione del compromesso sopra esposto può essere effettuata utilizzando alberi di decisione, ovvero strutture matematiche che permettono di analizzare le decisioni (di intraprendere azioni di prevenzione e di protezione) in modo alternativo e concatenato confrontandole con gli effetti sul sistema.
Modelli di simulazione che virtualmente riproducono le dinamiche di un sistema reale possono essere utilizzati efficacemente anche per questa fase della gestione del rischio. Avendo un modello virtuale del sistema, si possono provare tutte o molte delle alternative di risposta misurandone i costi e gli effetti, oltre che riscontrandone il potenziale rischio residuo e collaterale. Quanto più accurato è il modello di simulazione nel descrivere i processi da tenere sotto controllo, tanto maggiore è l’efficacia nel definire e tarare la risposta al rischio.
Come risultato della fase di pianificazione si ha una correlazione tra gli accadimenti di rischio analizzati e le risposte da mettere in atto, sia preventive sia protettive, prima che l’accadimento si manifesti e dopo che questo eventualmente si verifichi. Viene inoltre evidenziato il rischio residuo e collaterale dopo l’attuazione delle azioni correttive.
Monitoraggio e controllo. Misurare i fattori di rischio, in modo tale da anticipare le azioni correttive prima che questo si manifesti, nonché quello di misurare l’efficacia delle azioni di risposta pianificate evidenziando eventuali correzioni su di esse.
Tenere aggiornato il piano della risposta al rischio, è opportuno prevederne una revisione ogni qual volta viene evidenziato uno scostamento significativo nel comportamento del sistema rispetto a quanto ci si aspetta.
Scostamento che può far manifestare accadimenti di rischio non precedentemente identificati. Una revisione periodicamente, in quanto possono nascere nuovi effetti, sia endogeni sia esogeni, che vanno a incidere sul funzionamento del sistema in esame. Inoltre, occorre considerare che il progresso tecnico apre ulteriori scenari su nuovi accadimenti di rischio potenziali e su nuove misure atte a contrastarli. Chiaramente, tutti i dati che vengono raccolti durante il processo di gestione del rischio costituiscono una fonte di informazioni per il futuro.
Prospettive. In molti ambiti sta progressivamente aumentando l’attenzione nel considerare l’intero ciclo di vita (life cycle) dei sistemi generici al fine di renderli più efficaci, nel senso del raggiungimento degli obiettivi cui sono preposti, e più efficienti, riguardo un migliore uso delle risorse che richiedono. Questo risulta più importante quando sono coinvolte problematiche legate all’inquinamento ambientale, al sostegno delle fasce di cittadini socialmente deboli, alla sicurezza degli ambienti di lavoro e così via.
Le attività di gestione del rischio dovrebbero essere considerate in ognuno dei processi del ciclo di vita del sistema al fine di poter diminuire la probabilità degli accadimenti e la loro

incidenza, garantendone un funzionamento sostenibile dal punto di vista economico, sociale e ambientale.
8.2 Scelta del metodo per il Risk Assessment
Lo stabilimento Unilever Italia Manufacturing S.r.l che si inserisce nella categoria Savory realizzando dei prodotti alimentari destinati al mercato italiano ed estero, ha deciso di lavorare applicando un sistema di gestione strutturato integrando le aree Salute, sicurezza, Qualità e ambiente, secondo i più elevarti standard di riferimento OHSAS 18001, ISO 9001, ISO 14001 e FSSC 2000. Per la valutazione dei rischi si fa riferimento principale al D. Lgs. 81/08 e s.m.i. ed ai requisiti OHSAS 18001:2007; cosi come gli standard e le procedure del gruppo Unilever vigenti nel campo della sicurezza e dell’igiene del lavoro. 8.2.1 Acquisizione delle informazioni preliminare Le informazione e i dati preliminari che hanno consentito di fornire indicazioni utili per definire l’organizzazione, le attività e i relativi pericoli e rischi sono consistite in:
JOB SAFETY ANALYSIS;
Requisiti di legge standard Unilever;
Audit Interni;
Cross Audit;
Behaviour Safety Audit;
Effettuazione di sopraluoghi allo scopo di verificare le condizioni dei luoghi elle attrezzature di lavoro, la loro rispondenza agli adempimenti relative alle normative vigenti; durante queste sopraluoghi è stata presa visione anche del rispetto da parte dei lavoratori di obblighi di legge relativamente alla sicurezza e la salute dei lavoratori, del corretto uso dei sistemi di protezione collettivi e di DPI, del rispetto di procedure interne aziendali già predisposte allo scopo di garantire la sicurezza e la salute dei lavoratori;
Lay-out dell’azienda, suddivisione in reparti e relative fasi della produzione, mansioni assunte dai lavoratori in ogni reparto, compiti assunti dai vari preposti, orari di lavoro, turni, presenza di lavoratori stagionali o con contratto a termine, e tutte le informazioni ritenute necessarie; sono state considerate anche quelle operazioni che vengono eseguite in situazioni non ordinarie o a margine del ciclo produttivo dove comunque vi è impiego del personale aziendale (manutenzione delle macchine, pulizia dei locali, ecc.)
Verifica documentale di impianti e apparecchi presenti in azienda soggetti a verifica di legge;
Elenco dei DPI attualmente in dotazione, analizzando le caratteristiche tecniche di ogni tipo;
Eventuali procedure interne già previste per gestire la sicurezza del lavoro;
Risultati delle misurazioni strumentali di agenti fisici e chimici già effettuate;
Relazione sanitarie redatte dal medico competente;
Verbali di spedizione e prescrizione redati dall’organi di vigilanza;
Piani d’intervento/ristrutturazione/sviluppo già programmati dalla direzione aziendale o già in corso:
Ricerca di tutte le sostanze e prodotti in uso, ed è stato redatto un elenco di tutte le schede di sicurezza di ciascun prodotto;
Analisi del registro infortuni dell’azienda, relativamente agli ultimi anni

8.2.2 Individuazione delle fonte di pericolo e dei potenziali eventi Allo scopo di assegnare ad ogni lavoratore i rischi ai propri compiti è stata eseguita un’analisi dell’organizzazione aziendale da cui è stato possibile conoscere in modo dettagliato il ciclo di produzione e individuare per ogni reparto le mansione esercitate dai lavoratori. Questa fase è necessaria per poter valutare i rischi a cui è soggetto ogni singolo lavoratore, in modo da ottenere un’analisi dettagliata e precisa. Per effettuare la valutazione del rischio di esplosione occorre individuare i relativi pericoli. A tal scopo occorre:
Verificare se sono presenti sostanze infiammabili (sotto forma di gas, vapori, nebbie, liquidi, polveri e fibre);
Valutare se i processi produttivi possono dar luogo ad atmosfere potenzialmente esplosive.
Una volta individuati i pericoli si deve:
Individuare le sorgenti di emissione;
Valutare la probabilità che si formi un’atmosfera esplosiva e la sua durata;
Valutare se i volumi di atmosfera esplosiva sono pericolosi;
Valutare se esistono sorgenti di accensione efficaci e con quale probabilità;
Valutare i possibili effetti di una esplosione (onda di pressione, fiamme e gradiente di temperatura, proiezione di materiale e sostanze pericolose) ed i danni ad essi connessi (relativi alla presenza di persone).
Secondo la definizione data dal D. Lgs. 81/2008 il “pericolo” è la proprietà o qualità intrinseca di un determinato fattore avente il potenziale di causare danni, mentre il “rischio” è la probabilità di raggiungimento del livello potenziale di danno nelle condizioni di impiego o di esposizione ad un determinato fattore o agente oppure alla loro combinazione. L’analisi dei pericoli è stata eseguita per ogni reparto e per ogni mansione per i lavoratori si sono considerati anche i lavoratori esterni, i visitatori e la popolazione quando gli effetti dell’attività aziendale possono causare un impatto all’esterno dell’stabilimento. 8.2.3 Valutazione dei rischi generici In considerazione del fatto che solo alcuni rischi sono stati misurati, cosi come previsto da normative specifiche, e che occorre dare una “stima” univoca ma che tenga conto della diversa natura di tutto i rischi, ognuno uno di essi è stato valutato in base a due parametri fondamentali;
Probabilità di accadimento o frequenza (P);
Dimensioni possibili del danno o gravita dell’evento (G).
Ogni rischio può quindi essere idealmente raffigurato come punto ben preciso in un diagramma ad assi cartesiani dove l’asse verticali rappresenta livelli crescenti di gravita e l’asse orizzontale rappresenta livelli crescenti di frequenza. Questa schematizzazione (diagramma dei rischi) permette di ordinare i rischi in base alla loro “importanza” e sarà utile in fase di programmazione degli interventi per scegliere le priorità d’interventi. I parametri “probabilità d’accadimento” e “gravita del danno” sono stati suddivisi in 4 livelli cosi come indicato di seguito. In base alla stima dei livelli di P e G viene assegnata la posizione nel diagramma dei rischi facendo in calcolo del rischio in questo modo:
R = P x G 2

Molte fonte bibliografiche riportano metodologie analoghe che impostano la valutazione in base a una funzione simile a quella sopra riportata, quasi sempre senza elevare al quadrato il parametro G. Si è voluto usare G2 perché si ritiene che nella funzione la gravita dell’evento abbia un peso maggiore della probabilità e che questo metodo dia più garanzie soprattutto nel caso di errori di stima. Per avere uniformità di valutazione per tutti i rischi sono stati assegnati i livelli P e G anche per quei rischi che sono stati misurati secondo criteri quantitativi (es. valutazione del rumore), specificando in una nota a quali livelli di valutazione corrispondono i risultati ottenuti nella valutazione specifica del rischio. Il digramma dei rischi è rappresentato in figura 1. Infine sono state redate delle schede (tabelle numerate) in cui, per ogni reparto e per attività sono descritti i rischi e viene eseguita la loro valutazione secondo il criterio descritto. Probabilità di accadimento P
Valore di P Livello Significato
1 Improbabile L’accadimento richiederebbe la concomitanza di più eventi poco probabili. Non si sono praticamente mai verificati fatti analoghi.
2 Poco probabile L’accadimento prevede circostanze non comuni. Si sono già verificati pochi fatti analoghi.
3 Probabile Si sono già verificati alcuni fatti analoghi.
4 Molto probabile Si sono già verificati svariati fatti analoghi.
Gravita dell’evento o Danno
Valore Classificazione
Criteri di assegnazione Esempi semplificativi
1 Lieve Infortunio o episodio di esposizione acuta, con inabilita nulla, rapidamente reversibile o temporaneamente in tempi brevi. Un agente che rappresenta poche probabilità di causare malattia in soggetti umani.
Abrasioni, irritazioni degli occhi per introduzione polvere. Ferite superficiali, tagli lievi, contusioni. Nausea ed irritazione, mal di testa, disturbi dovuti a malessere temporaneo. Affiancamenti oculari o muscolo-scheletrici
2 Medio Infortunio o episodio di esposizione acuta con effetti di invalidità temporanea in tempi medi fini a 40 giorni. Un agente che può causare malattie in soggetti umani e costituire un rischio per i lavoratori, è poco probabile che si propaghi nella comunità; sono di norma disponibili efficaci misure profilattiche o terapeutiche. Disturbi reversibili.
Dermatiti, irritazione oculare, tagli estesi, ustioni minori. Fratture minori.
3 Grave Infortunio o episodio di esposizione acuta, con effetti permanenti di
Ustioni di 2° grado non estese, fratture multiple,
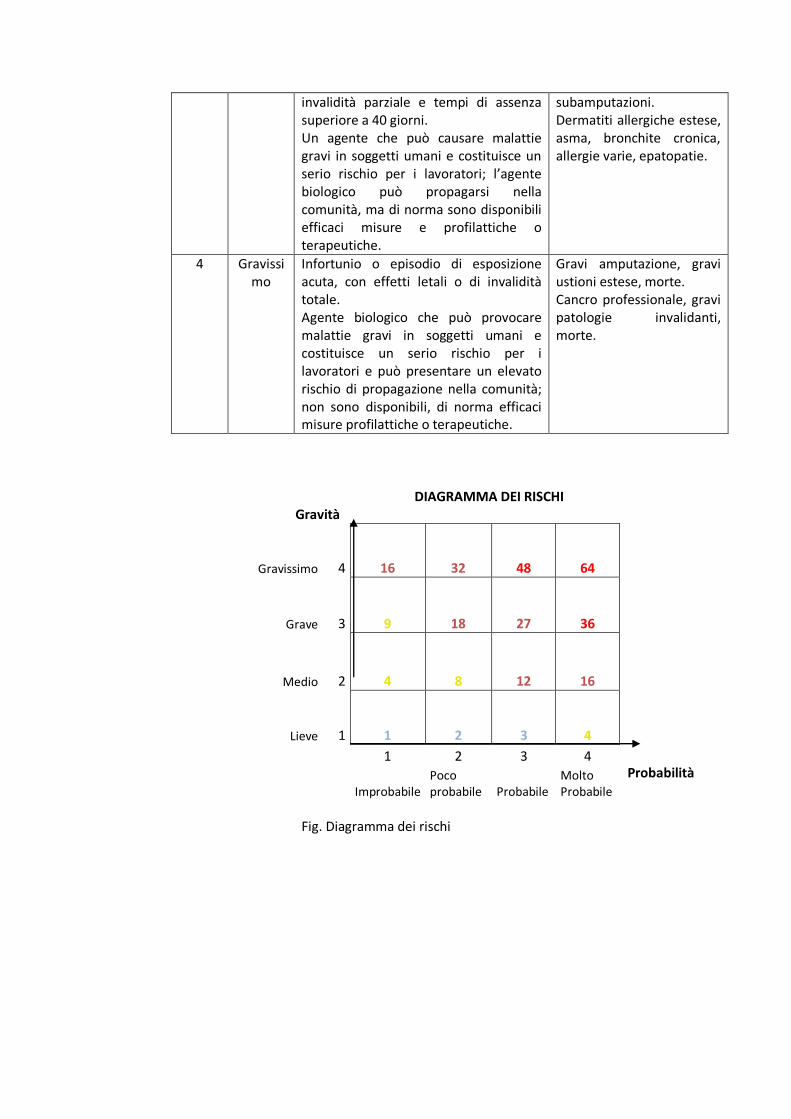
invalidità parziale e tempi di assenza superiore a 40 giorni. Un agente che può causare malattie gravi in soggetti umani e costituisce un serio rischio per i lavoratori; l’agente biologico può propagarsi nella comunità, ma di norma sono disponibili efficaci misure e profilattiche o terapeutiche.
subamputazioni. Dermatiti allergiche estese, asma, bronchite cronica, allergie varie, epatopatie.
4 Gravissimo
Infortunio o episodio di esposizione acuta, con effetti letali o di invalidità totale. Agente biologico che può provocare malattie gravi in soggetti umani e costituisce un serio rischio per i lavoratori e può presentare un elevato rischio di propagazione nella comunità; non sono disponibili, di norma efficaci misure profilattiche o terapeutiche.
Gravi amputazione, gravi ustioni estese, morte. Cancro professionale, gravi patologie invalidanti, morte.
DIAGRAMMA DEI RISCHI Gravità
Gravissimo 4 16 32 48 64
Grave 3 9 18 27 36
Medio 2 4 8 12 16
Lieve
1 1
2 3 4
1 2 3 4
Improbabile Poco probabile Probabile
Molto Probabile
Fig. Diagramma dei rischi
Probabilità
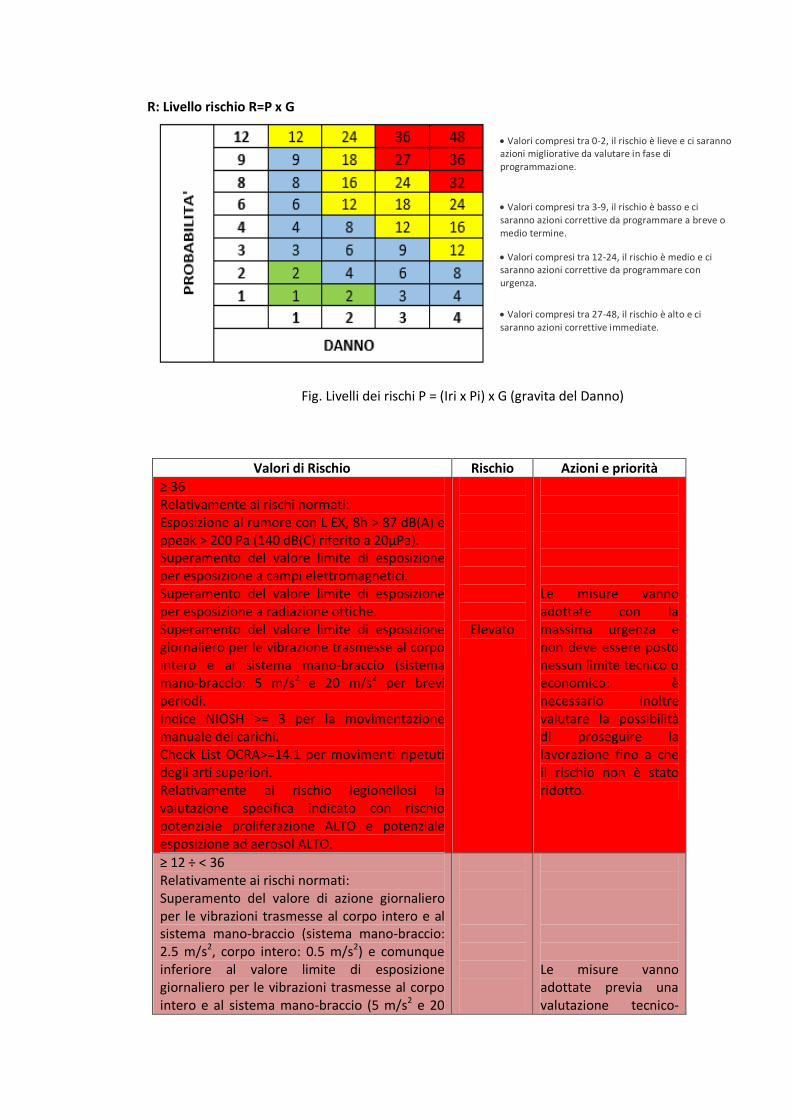
R: Livello rischio R=P x G
Valori compresi tra 0-2, il rischio è lieve e ci saranno azioni migliorative da valutare in fase di programmazione.
Valori compresi tra 3-9, il rischio è basso e ci saranno azioni correttive da programmare a breve o medio termine.
Valori compresi tra 12-24, il rischio è medio e ci saranno azioni correttive da programmare con urgenza.
Valori compresi tra 27-48, il rischio è alto e ci saranno azioni correttive immediate.
Fig. Livelli dei rischi P = (Iri x Pi) x G (gravita del Danno)
Valori di Rischio Rischio Azioni e priorità
≥ 36 Relativamente ai rischi normati: Esposizione al rumore con L EX, 8h > 87 dB(A) e ppeak > 200 Pa (140 dB(C) riferito a 20µPa). Superamento del valore limite di esposizione per esposizione a campi elettromagnetici. Superamento del valore limite di esposizione per esposizione a radiazione ottiche. Superamento del valore limite di esposizione giornaliero per le vibrazione trasmesse al corpo intero e al sistema mano-braccio (sistema mano-braccio: 5 m/s2 e 20 m/s2 per brevi periodi. Indice NIOSH >= 3 per la movimentazione manuale dei carichi. Check List OCRA>=14.1 per movimenti ripetuti degli arti superiori. Relativamente al rischio legionellosi la valutazione specifica indicato con rischio potenziale proliferazione ALTO e potenziale esposizione ad aerosol ALTO.
Elevato
Le misure vanno adottate con la massima urgenza e non deve essere posto nessun limite tecnico o economico: è necessario inoltre valutare la possibilità di proseguire la lavorazione fino a che il rischio non è stato ridotto.
≥ 12 ÷ < 36 Relativamente ai rischi normati: Superamento del valore di azione giornaliero per le vibrazioni trasmesse al corpo intero e al sistema mano-braccio (sistema mano-braccio: 2.5 m/s2, corpo intero: 0.5 m/s2) e comunque inferiore al valore limite di esposizione giornaliero per le vibrazioni trasmesse al corpo intero e al sistema mano-braccio (5 m/s2 e 20
Le misure vanno adottate previa una valutazione tecnico-

m/s2 per brevi periodi, corpo intero: 1 m/s2) e 1.5 m/s2 per brevi periodi. Esposizione al rumore con L EX, 8h tra 85 dB(A) e 87 dB(A) e ppeak tra e ppeak tra 140 Pa (137 dB(C) riferito a 20µPa) e 200 Pa (140 dB(C) riferito a 20µPa). Superazione del valore di azione relativamente all’esposizione a campi elettromagnetici e radiazione otiche. Indice NIOSH compreso tra 1 e 2 per la movimentazione manuale dei carichi. Check List OCRA compreso tra 11.1 e 14 per movimenti ripetuti degli arti superiori. Relativamente al rischio legionellosi la valutazione specifica indicato con rischio potenziale proliferazione ALTO.
Medio economica dei singoli interventi ma entro tempi ravvicinati (massimo entro 1 anno per le misure che richiedono un impegno di spesa sostenibile) in funzione del valore de rischio.
≥ 4 ÷ < 12 Esposizione al rumore con L EX, 8h tra 80 dB(A) e 85 dB(A) e ppeak tra 112 Pa (135 dB(C) riferito a 20µPa) e 140 Pa (137 dB(C) riferito a 20µPa). Esposizione inferiore al valore di azione ma entro il 90% del limite di azione per vibrazioni, radiazione elettromagnetiche e radiazione otiche. Indice NIOSH compreso tra 0.86 e 1 per la movimentazione manuale dei carichi. Check List OCRA compreso tra 7.6 e 11 per movimenti ripetuti degli arti superiori. Relativamente al rischio legionellosi la valutazione specifica indicato con rischio potenziale proliferazione MODERATO.
Basso
Le misure vanno adottate previa una valutazione tecnico-economica dei singoli interventi ma entro tempi non ravvicinati in funzione del valore di rischio; in molti casi possono essere sufficienti solo misure organizzative e procedurali.
1 ÷ 4 Relativamente ai rischi normati: Livello di vibrazione e al sistema mano-braccio e al corpo intero inferiore al livello di azione giornaliero (sistema mano-braccio: 2.5 m/s2, corpo intero: 0.5 m/s2). Rumore con L EX, 8h tra 80 dB(A) e ppeak tra 112 Pa (135 dB(C) riferito a 20µPa). Esposizione inferiore al valore di azione per esposizione a campi elettromagnetiche. Indice NIOSH compreso <0.86 per la movimentazione manuale dei carichi. Check List OCRA inferiore a 7.5 per movimenti ripetuti degli arti superiori. Relativamente al rischio legionellosi la valutazione specifica indicato con rischio potenziale proliferazione BASSO.
Accettabile
Rischio chimico
irrilevante per salute
o basso per la
sicurezza.
Area di rischio accettabile; è necessario solo il controllo dell’efficacia delle misure di prevenzione e protezione già attuate.
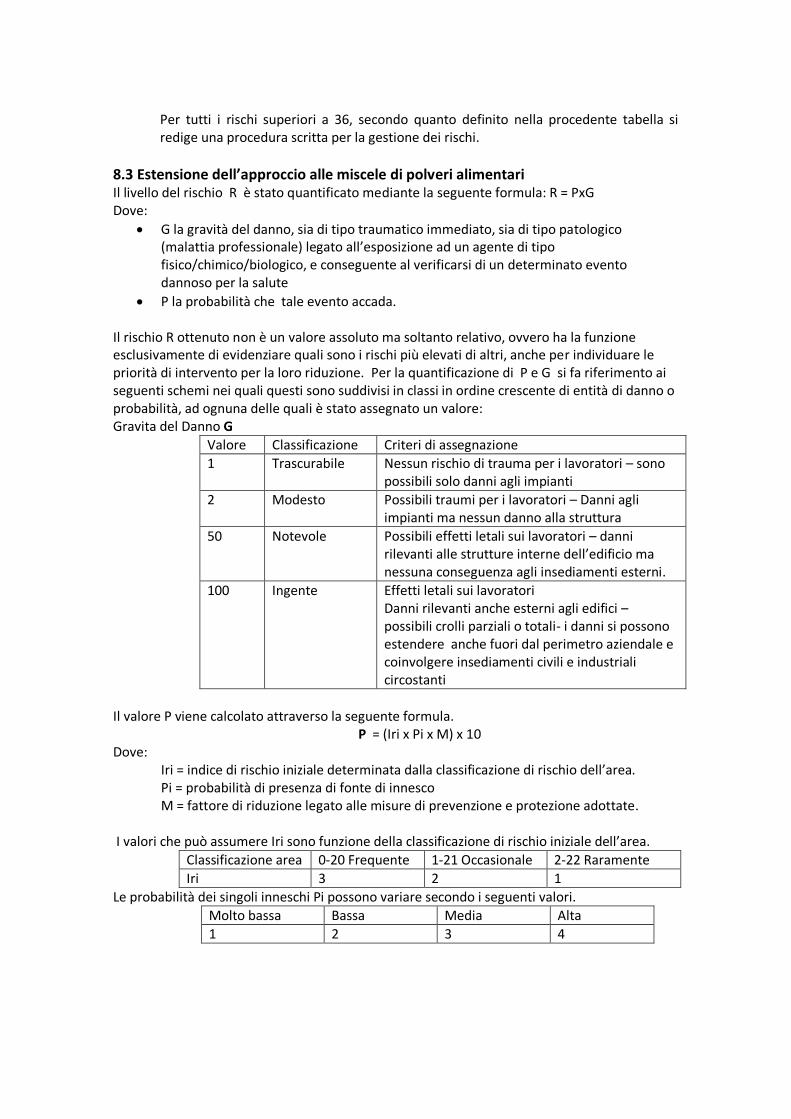
Per tutti i rischi superiori a 36, secondo quanto definito nella procedente tabella si redige una procedura scritta per la gestione dei rischi.
8.3 Estensione dell’approccio alle miscele di polveri alimentari Il livello del rischio R è stato quantificato mediante la seguente formula: R = PxG Dove:
G la gravità del danno, sia di tipo traumatico immediato, sia di tipo patologico (malattia professionale) legato all’esposizione ad un agente di tipo fisico/chimico/biologico, e conseguente al verificarsi di un determinato evento dannoso per la salute
P la probabilità che tale evento accada.
Il rischio R ottenuto non è un valore assoluto ma soltanto relativo, ovvero ha la funzione esclusivamente di evidenziare quali sono i rischi più elevati di altri, anche per individuare le priorità di intervento per la loro riduzione. Per la quantificazione di P e G si fa riferimento ai seguenti schemi nei quali questi sono suddivisi in classi in ordine crescente di entità di danno o probabilità, ad ognuna delle quali è stato assegnato un valore: Gravita del Danno G
Valore Classificazione Criteri di assegnazione
1 Trascurabile Nessun rischio di trauma per i lavoratori – sono possibili solo danni agli impianti
2 Modesto Possibili traumi per i lavoratori – Danni agli impianti ma nessun danno alla struttura
50 Notevole Possibili effetti letali sui lavoratori – danni rilevanti alle strutture interne dell’edificio ma nessuna conseguenza agli insediamenti esterni.
100 Ingente
Effetti letali sui lavoratori Danni rilevanti anche esterni agli edifici – possibili crolli parziali o totali- i danni si possono estendere anche fuori dal perimetro aziendale e coinvolgere insediamenti civili e industriali circostanti
Il valore P viene calcolato attraverso la seguente formula.
P = (Iri x Pi x M) x 10 Dove:
Iri = indice di rischio iniziale determinata dalla classificazione di rischio dell’area. Pi = probabilità di presenza di fonte di innesco M = fattore di riduzione legato alle misure di prevenzione e protezione adottate.
I valori che può assumere Iri sono funzione della classificazione di rischio iniziale dell’area.
Classificazione area 0-20 Frequente 1-21 Occasionale 2-22 Raramente
Iri 3 2 1
Le probabilità dei singoli inneschi Pi possono variare secondo i seguenti valori.
Molto bassa Bassa Media Alta
1 2 3 4
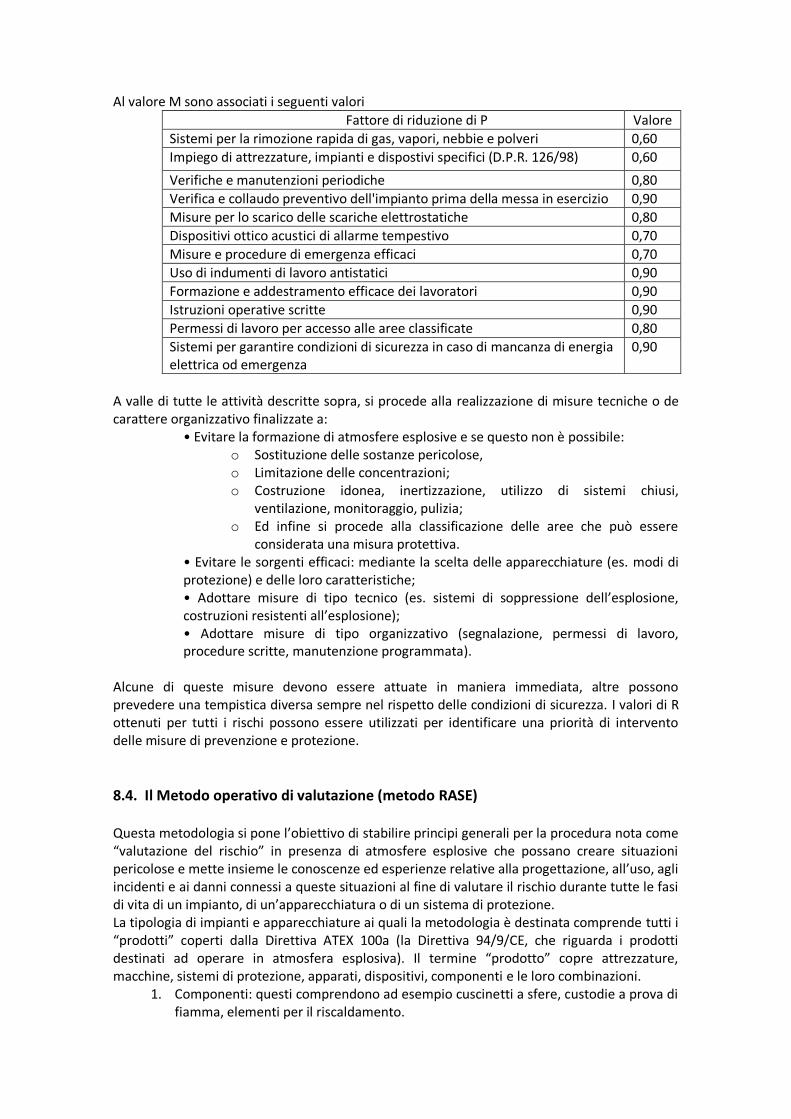
Al valore M sono associati i seguenti valori
Fattore di riduzione di P Valore
Sistemi per la rimozione rapida di gas, vapori, nebbie e polveri 0,60
Impiego di attrezzature, impianti e dispostivi specifici (D.P.R. 126/98) 0,60
Verifiche e manutenzioni periodiche 0,80
Verifica e collaudo preventivo dell'impianto prima della messa in esercizio 0,90
Misure per lo scarico delle scariche elettrostatiche 0,80
Dispositivi ottico acustici di allarme tempestivo 0,70
Misure e procedure di emergenza efficaci 0,70
Uso di indumenti di lavoro antistatici 0,90
Formazione e addestramento efficace dei lavoratori 0,90
Istruzioni operative scritte 0,90
Permessi di lavoro per accesso alle aree classificate 0,80
Sistemi per garantire condizioni di sicurezza in caso di mancanza di energia elettrica od emergenza
0,90
A valle di tutte le attività descritte sopra, si procede alla realizzazione di misure tecniche o de carattere organizzativo finalizzate a:
• Evitare la formazione di atmosfere esplosive e se questo non è possibile: o Sostituzione delle sostanze pericolose, o Limitazione delle concentrazioni; o Costruzione idonea, inertizzazione, utilizzo di sistemi chiusi,
ventilazione, monitoraggio, pulizia; o Ed infine si procede alla classificazione delle aree che può essere
considerata una misura protettiva. • Evitare le sorgenti efficaci: mediante la scelta delle apparecchiature (es. modi di protezione) e delle loro caratteristiche; • Adottare misure di tipo tecnico (es. sistemi di soppressione dell’esplosione, costruzioni resistenti all’esplosione); • Adottare misure di tipo organizzativo (segnalazione, permessi di lavoro, procedure scritte, manutenzione programmata).
Alcune di queste misure devono essere attuate in maniera immediata, altre possono prevedere una tempistica diversa sempre nel rispetto delle condizioni di sicurezza. I valori di R ottenuti per tutti i rischi possono essere utilizzati per identificare una priorità di intervento delle misure di prevenzione e protezione.
8.4. Il Metodo operativo di valutazione (metodo RASE) Questa metodologia si pone l’obiettivo di stabilire principi generali per la procedura nota come “valutazione del rischio” in presenza di atmosfere esplosive che possano creare situazioni pericolose e mette insieme le conoscenze ed esperienze relative alla progettazione, all’uso, agli incidenti e ai danni connessi a queste situazioni al fine di valutare il rischio durante tutte le fasi di vita di un impianto, di un’apparecchiatura o di un sistema di protezione. La tipologia di impianti e apparecchiature ai quali la metodologia è destinata comprende tutti i “prodotti” coperti dalla Direttiva ATEX 100a (la Direttiva 94/9/CE, che riguarda i prodotti destinati ad operare in atmosfera esplosiva). Il termine “prodotto” copre attrezzature, macchine, sistemi di protezione, apparati, dispositivi, componenti e le loro combinazioni.
1. Componenti: questi comprendono ad esempio cuscinetti a sfere, custodie a prova di fiamma, elementi per il riscaldamento.

2. Attrezzature: queste includono piccoli oggetti singoli come motori, scatole del cambio, freni, interruttori, lampade, pompe.
3. Macchine o attrezzature complete: queste sono caratterizzate da comandi piuttosto semplici, come aspirapolvere, essiccatori, elevatori a tazze.
4. Prodotti complessi: questi si considerano caratterizzati da comandi complessi, eventualmente con sistemi protettivi incorporati, e composti da vari oggetti singoli, come pompe di benzina, unità di distillazione, carrelli elevatori, impianti di estrazione di olio di semi.
5. Sistemi di protezione autonomi: questi possono comprendere inibitori di fiamma, sistemi di sfogo della pressione, sistemi di soppressione dell’esplosione, sistemi che evitano la propagazione dell’esplosione, ecc.
La procedura si basa su vari passaggi che devono essere portati avanti con la comprensione del funzionamento dell’impianto e/o delle unità operative e del modo in cui un incidente si può sviluppare. 8.4.1 Descrizione del sistema Il primo passaggio nella valutazione del rischio di un sistema o di una parte di impianto è determinarne l’uso previsto. Dal momento che il rischio di esplosione viene sia dall’impianto stesso che dai prodotti manipolati, sia le caratteristiche dell’impianto che quelle dei prodotti devono essere documentate. Devono essere descritte le caratteristiche dell’impianto rilevanti per il suo funzionamento, includendo in particolare gli aspetti relativi alla possibilità che l’impianto agisca come sorgente di ignizione, i materiali di costruzione e la formazione di atmosfera esplosiva. Devono essere poi elencate le caratteristiche di infiammabilità ed esplosività dei materiali/prodotti trattati. Per impianti complessi può essere utile tracciare un diagramma di processo e/o di flusso alla luce di un’analisi di stato e funzionale con l’inclusione dei livelli di energia (ad es. temperature, pressioni ecc.) per ogni fase operativa dell’impianto. Un diagramma di questo tipo serve a considerare e/o definire lo stato dei materiali trattati e la disponibilità di attrezzature. Un diagramma di flusso fatto in questo modo, oltre ad aiutare a definire l’uso previsto, può anche essere usato come una parte importante del processo iterativo di valutazione del rischio. Collega le caratteristiche del prodotto ATEX alle energie coinvolte e/o allo stato operativo, oltre che allo stato fisico della sostanza. Seguendo questo approccio ci sono collegamenti dipendenti dalla funzione e/o dipendenti dagli effetti tra l’ingresso e l’uscita, all’interno di un processo di valutazione del rischio, per cui si arriva a determinare cosa, come e perché può succedere, specialmente quando si ha a che fare con macchine complete o prodotti più complessi. Il diagramma è basato sul fatto che ogni prodotto ATEX ha dei limiti alla sua funzionalità e al suo uso, in particolare l’uso previsto, la durata della sua vita e lo spazio che occupa (configurazione).

Stato fisico della sostanza Unità operative Energie/stato operativo
Solido, granuli, polvere, gassoso, liquido, emulsione, pastoso
Macinazione, miscelazione, fluidizzazione, essiccazione, evacuazione, stoccaggio, trasporto
Dinamica, statica, pressione, temperatura
Ingresso
Solido S1 A E1 Riscaldamento
V1
Polvere S2 B E2 Raffreddamento
V2
Liquido S3 C E3
V3
Pastoso S4 D E4
Vn
Sn XYZ En
Uscita
S: Stato fisico della sostanza A…XYZ: Unità operative E: Energia/stato operativo V: Collegamento (dipendente dalla funzione/dipendente dall’effetto)
Questi limiti fanno parte degli elementi o parametri che devono essere tenuti in conto in ogni fase dell’analisi. Possono essere usati per valutare ad esempio:
fasi della vita dell’impianto;
limiti in termini di uso, tempo, spazio;
definizione accurata delle funzioni
selezione dei materiali usati per la costruzione;
proprietà relative alla combustione.
8.4.2. Identificazione dei pericoli, delle situazioni pericolose e degli eventi pericolosi L’identificazione dei pericoli è la parte più importante di ogni valutazione del rischio. Una volta che un pericolo è stato identificato, il progetto può essere cambiato, o possono essere fatti interventi sull’impianto per minimizzare il pericolo, che il grado di rischio (inteso come combinazione di probabilità e di danno) sia stato stimato o no. In questa fase è di primaria importanza anche una piena comprensione degli usi previsti e degli usi scorretti ragionevolmente prevedibili. Un impianto o un processo ha una progettazione accettabilmente sicura quando si giudica che siano state prese adeguate misure preventive o protettive. Il termine “misure adeguate” si riferisce a procedure di sicurezza, ingegneristiche, scientifiche, di produzione, operative e di manutenzione generalmente accettate in relazione ai rischi coinvolti. I rischi considerati possono essere di danni alle persone, allo stabilimento o all’ambiente.
Il sistema deve essere esaminato per determinare quali sorgenti di ignizione sono presenti. La tabella 3.3 a contiene un elenco di possibili sorgenti di ignizione fornito dalla norma UNI EN 1127. Dove un certo tipo di sorgente di ignizione può presentarsi nel sistema questo deve essere annotato nella colonna “Pertinente” della tabella. Le singole sorgenti di ignizione pertinenti deve essere poi considerate rispetto alle atmosfere potenzialmente esplosive presenti e, dove appropriato, bisogna decidere se sono significative per il sistema e devono essere considerate nella valutazione del rischio. Per esempio, se sono possibili scariche elettrostatiche a spazzola ma non sono presenti atmosfere esplosive di gas o vapori e l’energia minima di ignizione dell’atmosfera esplosiva di polveri in esame è 100 mJ (molto maggiore di quella fornita da questo tipo di scarica) verrà inserito un “SI” nella colonna “Pertinente” e “NO – MIE della nube di polveri 100 mJ” nella colonna “Significativa”. Il risultato principale della fase di identificazione dei pericoli è un elenco numerato di eventi pericolosi registrati come nella tabella 3.3 b, che possono risultare dalle unità operative e dagli impianti coinvolti come un dato di ingresso per la successiva fase di stima del rischio. L’identificazione dei pericoli deve analizzare il sistema per identificare tutte le possibili situazioni di presenza di un’atmosfera potenzialmente esplosiva. Il tipo di atmosfera esplosiva che si può presentare deve essere indicato nella colonna “Tipo” della tabella. L’operazione che la causa e un’indicazione della frequenza o di quando è presente è indicata nella colonna “Frequenza di presenza o rilascio”, mentre la posizione dove si presenta è indicata nella colonna “Posizione”. Il principale riferimento per il reperimento di queste informazioni è la classificazione dell’impianto/area nelle zone di cui all’Allegato XV- bis D.L.vo 626/94, redatta secondo le norme CEI 31-30 e/o 31-52. Similarmente, ogni sorgente di ignizione significativa che potrebbe causare l’accensione dell’atmosfera esplosiva deve essere inserita nella colonna “Tipo” corrispondente con la causa e la probabilità di presenza. Infine, l’efficacia della sorgente di ignizione nel causare l’accensione dell’atmosfera esplosiva (classificata come alta, media, bassa) è inserita, insieme alla ragione, nella colonna finale.
Sorgenti di ignizione Possibile Pertinente
(Sì/No) Significativa
(specificare i motivi)
Superfici calde
Fiamme e gas caldi (comprese le particelle calde)
Scintille di origine meccanica
Impianti elettrici
Correnti elettriche vaganti, protezione catodica contro la corrosione
Elettricità statica:
Scariche a corona
Scariche a spazzola
Scariche a spazzola propagante
Scariche a cono
Scariche a scintilla
Fulmini
Onde elettromagnetiche in radiofrequenza
(RF) da 104 Hz a 31012 Hz
Onde elettromagnetiche da 31011 Hz a
31015 Hz

Radiazioni ionizzanti
Ultrasuoni
Compressioni adiabatiche e onde d’urto
Reazioni esotermiche, compresa l’autoaccensione delle polveri
Tabella 3.3 a
Atmosfera esplosiva Sorgente di ignizione Rif. Tipo Frequenza di
presenza o rilascio
Posizione Tipo Causa Probabilità Efficacia della sorgente di ignizione
1 Miscela vapori esano con aria
Per un breve periodo alla fine del riempimento
All’esterno del boccaporto di riempimento
Superficie del motore dell’agitatore
Sovraccarico del motore
In occasione di guasti
Alta poiché la temperatura della superficie è > della temperatura di ignizione
2 Nube esplosiva di polvere di zucchero
Presente di frequente nella normale operatività
All’interno dell’alloggia-mento dell’elevatore
Scintille per attrito nell’elevatore a tazze
Strofinamento tra tazze e alloggiamento
Occasionale nella normale operatività
Bassa per la bassa velocità delle tazze
Etc.
Tabella 3.3 b
Quando deve essere svolta la valutazione dei rischi di un sistema protettivo, questa valutazione deve includere l’identificazione e le possibili conseguenze di guasti nell’operatività del sistema di protezione, al fine di determinare se esiste la possibilità che sia lo stesso sistema di protezione a causare l’innesco dell’atmosfera esplosiva. Come risultato aggiuntivo dell’identificazione dei pericoli, ci può essere un elenco di possibili misure protettive contro i pericoli che sono stati identificati. Questo elenco può poi essere usato anche nelle fasi di valutazione dei rischi e di riduzione dei rischi. 8.4.3 Stima dei rischi In linea di principio, la stima dei rischi deve essere portata a termine per ogni pericolo di esplosione identificato nella fase di identificazione dei pericoli. Il rischio, per quanto riguarda la sicurezza contro le esplosioni, è fondamentalmente costituito da due elementi: la gravità del possibile danno e la probabilità che quel danno si verifichi. Il rischio è generalmente espresso in tre possibili modi: Qualitativamente, per esempio come alto, medio, basso, tollerabile, intollerabile, accettabile. Quantitativamente, calcolando la frequenza o la probabilità che un determinato evento si verifichi. Semi-quantitativamente, attribuendo a elementi di rischio come le conseguenze, l’esposizione e la probabilità un punteggio numerico; questi punteggi vengono poi combinati in qualche modo per dare un valore pseudo-quantitativo del rischio, che permette di confrontare i rischi tra loro e stilare una classifica. In molte situazioni, non è possibile determinare esattamente tutti i fattori che influenzano il rischio, in particolare quelli che contribuiscono alla probabilità che uno specifico evento si verifichi. Perciò il rischio viene spesso espresso in maniera qualitativa piuttosto che quantitativa.
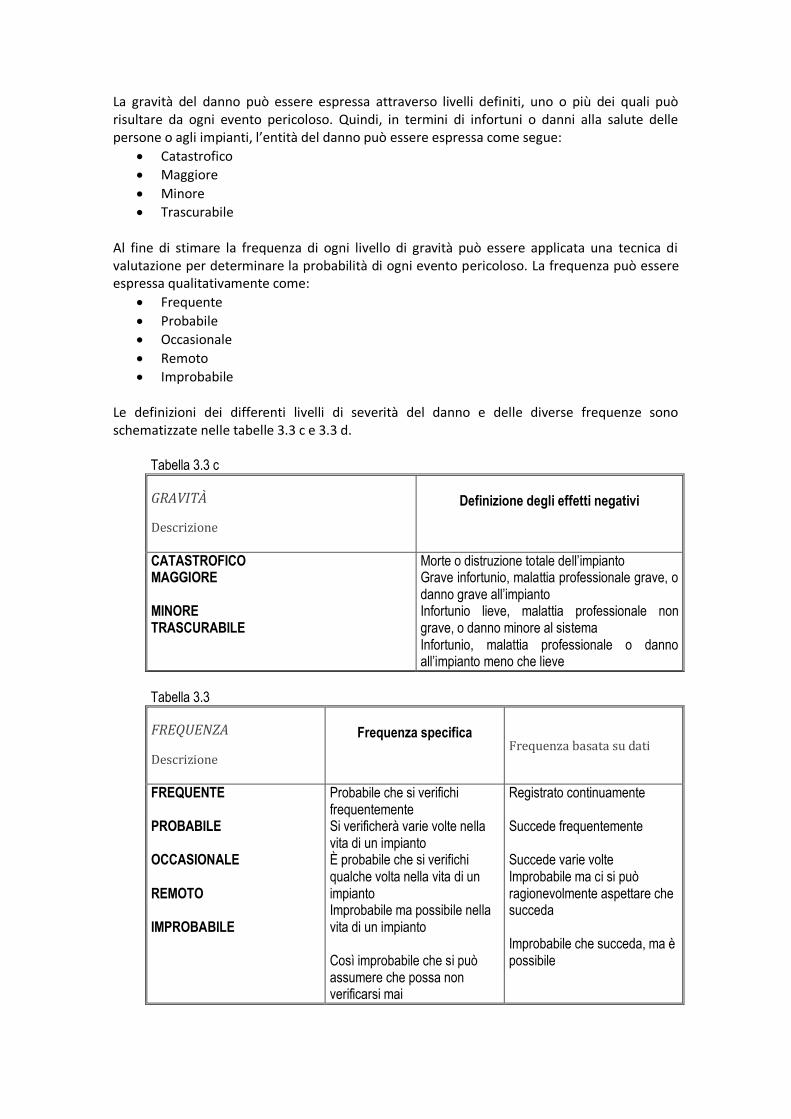
La gravità del danno può essere espressa attraverso livelli definiti, uno o più dei quali può risultare da ogni evento pericoloso. Quindi, in termini di infortuni o danni alla salute delle persone o agli impianti, l’entità del danno può essere espressa come segue:
Catastrofico
Maggiore
Minore
Trascurabile Al fine di stimare la frequenza di ogni livello di gravità può essere applicata una tecnica di valutazione per determinare la probabilità di ogni evento pericoloso. La frequenza può essere espressa qualitativamente come:
Frequente
Probabile
Occasionale
Remoto
Improbabile Le definizioni dei differenti livelli di severità del danno e delle diverse frequenze sono schematizzate nelle tabelle 3.3 c e 3.3 d.
Tabella 3.3 c
GRAVITÀ
Descrizione
Definizione degli effetti negativi
CATASTROFICO MAGGIORE MINORE TRASCURABILE
Morte o distruzione totale dell’impianto Grave infortunio, malattia professionale grave, o danno grave all’impianto Infortunio lieve, malattia professionale non grave, o danno minore al sistema Infortunio, malattia professionale o danno all’impianto meno che lieve
Tabella 3.3
FREQUENZA
Descrizione
Frequenza specifica
Frequenza basata su dati
FREQUENTE PROBABILE OCCASIONALE REMOTO IMPROBABILE
Probabile che si verifichi frequentemente Si verificherà varie volte nella vita di un impianto È probabile che si verifichi qualche volta nella vita di un impianto Improbabile ma possibile nella vita di un impianto Così improbabile che si può assumere che possa non verificarsi mai
Registrato continuamente Succede frequentemente Succede varie volte Improbabile ma ci si può ragionevolmente aspettare che succeda Improbabile che succeda, ma è possibile

Tabella 3.3 d
Frequenza Gravità del danno
Catastrofico Maggiore Minore Trascurabile
Frequente A A A C
Probabile A A B C
Occasionale A B B D
Remoto A B C D
Improbabile B C C D
Tabella 3.3 e
La connessione tra livello di gravità da una parte e frequenza dall’altra è fornita da una matrice (tabella 3.3 e). I punti di corrispondenza in questa matrice sono assegnati ai livelli di rischio A, B, C e D. I livelli di rischio rappresentano una classificazione del rischio che rende possibile una valutazione su quali azioni ulteriori sono richieste, se necessario. Quindi:
Livello di rischio A: Livello di rischio alto
Livello di rischio B:
Livello di rischio C:
Livello di rischio D: Livello di rischio basso
A seguito della stima del rischio, deve essere portata a termine la valutazione del rischio per stabilire se è necessaria una riduzione del rischio o se è stata raggiunto un livello accettabile di sicurezza. È evidente che se la stima porta ad un livello di rischio A, il rischio è così alto da essere considerato intollerabile e sono richieste misure di riduzione del rischio addizionali. Similarmente, un livello di rischio D può essere considerato accettabile e non è richiesta alcuna ulteriore riduzione. Perciò il rischio può essere descritto come:
Intollerabile: se il rischio ricade in questa categoria devono essere prese misure di sicurezza appropriate per ridurlo.
Accettabile: se il rischio ricade in questa categoria non è richiesta una riduzione del rischio e la valutazione del rischio è completa.
I livelli di rischio B e C sono livelli intermedi, che normalmente richiedono qualche forma di riduzione del rischio, attraverso misure di prevenzione e/o protezione, per rendere il rischio stesso accettabile. Il grado di severità di queste misure sarà minore rispetto al caso di livello A e nel caso di un livello di rischio C saranno spesso sufficienti misure di riduzione del rischio di tipo organizzativo.
Una volta che il rischio è stato stimato e valutato, l’analisi delle scelte adottate per la riduzione del rischio porta alla decisione finale che stabilisce se le soluzioni adottate riducono il rischio ad un livello accettabile. Dopo che tutte le misure di prevenzione e protezione per ridurre la probabilità e le conseguenze di uno specifico evento pericoloso sono state prese, bisogna gestire i rischi residui. I rischi residui sono quelli contro i quali la riduzione attraverso misure progettuali e tecniche di salvaguardia non è, o non è totalmente, efficace. I rischi residui devono essere documentati e inclusi nelle istruzioni per l’uso degli impianti. Se tutti i rischi sono classificati come accettabili, allora non è richiesta alcuna riduzione del rischio e la valutazione del rischio è completa.

Quando rimangono rischi giudicati inaccettabili, la valutazione del rischio deve essere ripetuta. Questo dovrà essere fatto in maniera iterativa, dopo aver modificato la situazione di sicurezza prevista per l’impianto o il suo uso previsto, finché tutti i rischi siano stati ridotti ad un livello accettabile.
8.5 Il fattore umano: come analizzare e prevenire gli errori Il progresso tecnologico ha spostato l’intervento umano da un diretto impegno manuale al controllo dei processi automatici della macchina e, dunque, l’affidabilità delle macchine si è proporzionalmente innalzata così come i sistemi di protezione. In questa situazione l’importanza di studiare il fattore umano “scaturisce dalla necessità di portare allo stesso livello di affidabilità l’operatore che deve condurre, sorvegliare e prendere decisioni relativamente alla macchina in una complessità dei sistemi produttivi e del numero dei singoli elementi che li compongono”. Infatti “un’interazione tra lavoratore e fonte di pericolo (macchina, impianto, attrezzatura, ambiente di lavoro) non corretta a causa di errori dovuti a lacune cognitive e/o mancata percezione della situazione di pericolo, decisioni sbagliate e incomprensioni, decisioni corrette ma fallite, può causare un rischio per la salute e per la sicurezza dello stesso”: la prevenzione degli infortuni sul lavoro e delle malattie professionali è “possibile se esiste un adattamento e un equilibrio reciproci tra le componenti fondamentali di un sistema complesso costituito dall’uomo, dalla macchina e dall’ambiente”. L’intervento ricorda che la “casistica relativa agli infortuni sul lavoro attribuisce al fattore umano una responsabilità predominante nella maggior parte degli infortuni, degli incidenti o dei quasi-incidenti”. Spesso la ridotta efficacia delle misure di prevenzione nei luoghi di lavoro è dovuta proprio “alla mancanza di attribuzione della qualifica di ‘componente del sistema’ all’uomo ed all’organizzazione”. L’errore umano – continuano gli autori – “avviene spesso a causa di una mancata percezione degli stessi rischi a livello individuale e/o dell’organizzazione” e la percezione del rischio è “un fenomeno cognitivo complesso” influenzato da diversi fattori: fattori sociali, comunicativi, culturali. L’accettabilità di un rischio non dipende solo da vincoli di legge, regolamenti o norme tecniche “ma anche da fattori non razionali connessi con la percezione dello stesso, la cultura, l’emotività, l’atteggiamento psicologico, le convinzioni politiche o l’esperienza del singolo e/o della collettività a cui appartiene. Essa dipende da considerazioni soggettive ed oggettive legate alla natura volontaria o involontaria del rischio, alla familiarità con la situazione, al numero di persone coinvolte in un eventuale evento dannoso, al tipo di evento, al valore che il singolo o la collettività attribuisce alla vita e all’immediatezza ed alla gravità delle conseguenze: maggiormente vicine all’evento e più gravi sono le conseguenze, maggiore è la percezione del rischio”. In particolare nel campo della sicurezza sul lavoro “viene spesso invocato l’errore umano come generica chiave di interpretazione di molti incidenti, ma dagli studi sull’errore umano e sulle condizioni in cui si verifica si è visto come questo, nella maggior parte dei casi, sia in realtà un ‘errore organizzativo’, dove la componente umana agisce in seguito a una non adeguata progettazione della sua attività”. Infatti le costrizioni organizzative “giocano un ruolo importante nell’induzione degli errori, in quanto sono in grado di ridurre la soglia di attenzione necessaria per svolgere le operazioni in sicurezza”. Riguardo alla prevenzione e “partendo dal presupposto che condizioni organizzative che causano stress, affaticamento mentale o sottocarico mentale sono spesso propedeutiche al

verificarsi di errori”, l’accurata “valutazione di queste condizioni nell’ambito dell’organizzazione del lavoro può aiutare a ridurre il rischio”. Inoltre “si può intervenire sugli errori dovuti a conoscenze tramite una formazione adeguata, e verificando che le informazioni e l’addestramento forniti entrino a far parte del patrimonio culturale degli operatori: in questo modo essi saranno in grado di riconoscere le situazioni di rischio e le azioni da compiere per evitarlo”. Riguardo agli errori dovuti a distrazioni “l’addestramento deve essere mirato a rendere gli operatori coscienti delle loro azioni, svolte spesso per abitudine, ma possono anche essere effettuati interventi che individuino le cause della mancata attenzione per correggerle (lavoro monotono, lavoro con scarsa necessità di attenzione), mentre nel caso di errori basati sulle regole, una costante supervisione di queste, l’aggiornamento e la diffusione delle informazioni sono metodi per evitare l’applicazione di procedure inadeguate o obsolete”. Nel caso invece di violazioni coscienti delle regole o procedure, “l’analisi deve valutare le motivazioni alla base dell’errore, definendo se si tratta di una procedura comunque sicura, e che quindi può essere adottata in sicurezza riformulando le procedure previste, oppure se si tratta di una procedura insicura che non deve essere applicata, e in questo caso la valutazione dell’errore e delle sue motivazioni deve permettere di intraprendere azioni che evitino il ripetersi dell’errore (adeguata formazione alla sicurezza, ma anche interventi strutturali o organizzativi)”. Per rendere più efficaci le misure di prevenzione è necessario “non solo agire su macchine, impianti ed ambienti di lavoro, ma anche intervenire per diminuire il verificarsi di comportamenti caratterizzati da inosservanza di norme operative o regolamentari o comunque non conformi alle comuni pratiche di sicurezza, ed al tempo stesso incrementare comportamenti ‘positivi’ in relazione a tali ambiti”.
8.5.1 Sicurezza basata sui comportamenti (o Behavior Based Safety – BBS) La Sicurezza basata sui comportamenti (o Behavior Based Safety – BBS) è un protocollo scientifico basato sulle leggi del comportamento umano che fornisce tecniche e strumenti operativi per l'applicazione pratica in qualsiasi ambito lavorativo. I risultati ottenuti a partire dagli anni ‘80 con l'adozione di metodi basati sull’analisi dei comportamenti di sicurezza sono ben documentati e mostrano significativi tassi di diminuzione della frequenza di incidenti e conseguentemente dei dati infortunistici. Nel paradigma del ‘condizionamento operante’, i comportamenti umani sono prevedibili e controllabili attraverso una opportuna gestione di due classi di stimoli dell’ambiente fisico: gli stimoli “antecedenti” che il soggetto riceve prima di attuare un comportamento e gli stimoli “conseguenti” che vengono erogati immediatamente dopo che il comportamento è stato attuato. La Sicurezza basata sui comportamenti parte dunque dall’assunto che tutti i comportamenti sul lavoro (per esempio: indossare la cintura di sicurezza alla guida di un carrello elevatore, seguire correttamente una procedura, esprimere opinioni positive riguardo alla sicurezza sul lavoro, ecc.) sono evocati da stimoli fisici antecedenti (come ad esempio ordini di servizio, cartellonistica, suggerimenti, ecc.) ma vengono modificati da stimoli immediatamente conseguenti alla messa in atto di quel comportamento (ad esempio: approvazione da parte del collega più anziano, irrisione da parte dei compagni di lavoro, caffè offerto dal capoturno, ecc.) Secondo la BBS occorre dunque avere il controllo
degli stimoli antecedenti ma anche degli stimoli conseguenti.
Le fasi principali di un Behavioral Safety Process possono essere così riassunte:
Pinpointing: individuazione dei comportamenti da cui dipendono i risultati di sicurezza.
Assessment iniziale: misurazione oggettiva del comportamento individuato, sia esso un
comportamento che si intende aumentare oppure al contrario estinguere, preliminarmente all’applicazione del protocollo. La misura deve essere effettuata utilizzando parametri oggettivi dei comportamenti di sicurezza: frequenza, durata, intensità, latenza.
Analisi funzionale: individuazione delle cause, in termini di antecedenti e conseguenti, del comportamento correlati ad una situazione di rischio: se il comportamento crea un rischio a causa della sua messa in atto esso andrà diminuito, mentre se è legato ad una situazione di rischio in quanto trascurato si vorrà che esso aumenti in frequenza, durata, intensità e latenza.
Intervento di modificazione del comportamento: applicazione di nuovi antecedenti o di diverse conseguenze, con lo scopo di ottenere il cambiamento dei parametri osservati.
Secondo Assessment (monitoring): viene effettuato in corso d’opera, durante l’intervento di modificazione, osservando le variazioni dei comportamenti di sicurezza sotto l’influenza delle nuove contingenze.
Terzo Assessment (evaluation): al termine del periodo di applicazione dell’intervento si procede ad un confronto tra i dati rilevati prima e dopo l’intervento.
Il processo di applicazione della BBS non si considera mai veramente terminato, in quanto vanno tenuti attivi meccanismi di mantenimento dei comportamenti desiderati (schemi variabili di rinforzo, sistemi di performance feedback, ecc.). È evidente che un approccio di questo tipo supera la visione classica della gestione della sicurezza basata sulla ‘sola’ analisi dei rischi e sulla somministrazione di formazione ed informazione svincolata da un’analisi mirata della situazione. Va infine sottolineato come l’adozione di un metodo di implementazione della sicurezza sul lavoro basato sui comportamenti, oltre a rispondere – in termini di eccellenza – alle indicazioni contenute nel D.Lgs. 81/08, si integra perfettamente con sistemi di gestione della qualità e/o della sicurezza, in quanto anche questi si pongono l’obiettivo di incidere sull’organizzazione

9. ANALISI DI CASI La valutazione dei rischi che è stata effettuata nell’impianto ha gli scopi seguenti:
Nella movimentazione manuale ha lo scopo di considerare gli interventi umani che potrebbero creare la formazione di atmosfere di polvere combustibile (zucchero);
Nel trasporto pneumatico con lo scopo di trovare rischi non considerati nel sistema. Si tiene come buona la classificazione delle aree a rischio, e partendo da lì si fa la valutazione. La valutazione si e fatta su tutto il percorso dello zucchero, da quando arriva all’impianto fino a che e miscelato con altre materie prime o non è più polvere di zucchero.
La metodologia utilizzata per gli analisi dei casi per prevenire il rischio da esplosioni, che va ad integrare il documento sulla protezione dalle esplosioni previsto dall’art. 294 del D. Lgs. 81/08, contiene:
a) Una descrizione del processo produttivo e dell’impianto; b) La valutazione del rischio; c) Le misure tecniche; d) Le misure di carattere organizzativo; e) Eventuali annessi.
Identificazione dell’azienda:
Ragione sociale: Unilever Italia Manufacturing Srl.
Unità produttiva: Via Roma, 23 – 37058 Sanguinetto (VR)
Attività: Produzione alimenti confezionati. 9.1.Descrizione della sostanze impiegata per l’analisi dei rischi/ elenco dei parametri di sicurezza
La polvere per analizzare e valutare i rischi in questo lavoro è lo zucchero, che è una delle polvere presente in maggiore quantità. È distribuito nell’impianto nel seguente modo:
AREA REPARTO Quantità Prodotto
WET-MOZART
Magazzino WET 20 000 kg Knorr Jelly Boullion (dado in gel)
WET JAMS
Silos S1-S2 100 000 kg Santa Rosa Jams (marmellate)
DRY Magazzino DRY 60 000 kg Knorr dado in cubo, Knorr barattoli di disidratato, Knorr buste di riso e secchi con pasta.
Di seguito si riportano i dati della sostanza analizzata nella valutazione, dove si elencano i parametri di sicurezza rilevanti ai fini della protezione contro le esplosioni: Sostanza: Zucchero
Granulom. Granulometria 52%<0,2 mm
LEL Limite inferiore di esplosione 15 g/m3
UEL Limite superiore di esplosione 60 g/m3
MIE Minima energia di accensione 10-30 mJ

Pmax Massima sovrapressione di esplosione 7,6-8,3 bar
Kst Costante caratteristica della polvere 90 bar m/s
Ta nube Temperatura di autoignizione in nube 330 °C
Ta strato Temperatura di accensione in strato 470 °C
Cond. Polvere elettroconduttrice. NO
Classe Esp. Classe di Esplodibilità St1
*N.B. i dati di granulometria sono stati forniti dall’Azienda. Per le caratteristiche di esplosività delle polveri si può fare riferimento a fonti di letteratura, ad es. la Guida CEI 31-56, il BIA Report e “Guida allo Studio e alla Valutazione delle Esplosioni di Polveri” di P. Cardillo.
9.2 Descrizione dei posti di lavoro e delle aree
Il posto di lavoro è suddiviso in reparti e aree. Nel documento sulla protezione contro le esplosioni vengono descritte le aree di lavoro a rischio per la presenza di atmosfere esplosive. La descrizione può contenere, ad es., il nome dello stabilimento, il tipo di impianto, l’edificio/ il locale interessato, il responsabile il numero dei lavoratori addetti. I dati relativi agli elementi architettonici e topografici possono essere presentati sotto forma grafica, ad es., con la planimetria e i progetti di costruzione, in cui sono inclusi anche i piani di fuga e di soccorso.
Nell’impianto ci sono 3 sistemi diversi.
Reparto DRY
Reparto WET-JAMS
Reparto WET-MOZART
9.3 Descrizione delle fasi dei diversi processi produttivi e/o delle attività dove presente lo zucchero
Stoccaggio e movimentazione dello zucchero Nello stabilimento di Sanguinetto lo zucchero è utilizzato in tutti i processi per l’elaborazione dei prodotti e viene impiegato sia nell’area WET che nell’area DRY.
Nell’area WET lo zucchero è stoccato in diversi punti per la produzione dei vari prodotti: nel magazzino di materie prime per la fabbricazione del dado in gel Knorr; nei silos S1 ed S2 e si usa per la fabbricazione delle marmellate Santa Rosa.
Nell’area DRY lo zucchero è stoccato solamente nel magazzino materie prime e viene impiegato per la produzione di: dado in cubo Knorr, barattoli di disidratato Knorr, buste di riso Knorr e secchi con pasta Knorr.
a) Knorr Jelly Boullion (dado in gel)

Fig. Stoccaggio e movimentazione dello zucchero nell’area WET per la fabbricazione dadi in gel. Lo zucchero arriva allo stabilimento trasportato tramite camion e diviso in bancali da 1000 kg composti da sacchi di 25 kg ciascuno, in quantità che variano secondo la richiesta e la domanda del periodo e viene scaricato e posizionato nel magazzino materie prime WET da un addetto, munito di montacarichi. L’aerea destinata allo stoccaggio ha una capienza massima di 20 bancali e da qui, sempre tramite montacarichi, viene trasportato all’area di preparazione del dado in gel. Normalmente la quantità necessaria alla produzione giornaliera di quest’area è di 2 bancali. Quando comincia la preparazione di una ricetta, i sacchi (o il bancale secondo lo spazio disponibile) sono portati da un operaio con il montacarichi in alto su una piattaforma che si trova vicino alla tramoggia mix polveri. I sacchi dello zucchero vengono aperti da un operaio, che successivamente li svuota nella tramoggia mix polveri per essere poi miscelati con altri ingredienti secondo la ricetta che si sta preparando. In questo passaggio lo zucchero è introdotto nella miscela per esaltare il sapore degli ingredienti. La tramoggia internamente è dotata di un sistema di aspirazione, che aspira le polveri nel momento in cui si svuotano i sacchi. Il sistema si attiva tramite un sensore magnetico, ingaggiato dall’ apertura della porta. In caso di guasto la ventola che si trova all’interno della tramoggia viene messa in sicurezza tramite un’emergenza che la disattiva. b) Santa Rosa Jams (marmellate)
Fig. Stoccaggio e movimentazione dello zucchero nell’area WET per la fabbricazione delle marmellate. Per la preparazione delle marmellate lo zucchero viene portato in stabilimento con camion cisterna o container, all’interno del quale si trova in un big bag sostenuto da

ganci per evitare il contatto con le superfici del container. Il carico è approssimativamente di 30000 kg. Una volta entrato nello stabilimento, il camion si dirige verso i due silos S1 ed S2 dell’area WET. Nel momento in cui arriva il camion, due tubi dal silo S1 mediante un sensore magnetico vengono collegati automaticamente e comincia così lo scarico dello zucchero all’interno del silo tramite trasposto pneumatico con aria deumidificata. Fig.Flusso polvere zucchero per la fabbricazione delle marmellate Il percorso dello zucchero dal silo al serbatoio 1 è visualizzabile su un pannello di controllo. Il corretto funzionamento dell’operazione, è indicata da una lampada di colore verde accesa. Ogni silo ha una porta superiore ed una inferiore. La porta inferiore serve per accedere al fondo, dove si trova la strumentazione per i prelievi, quindi valvole, coclea e rompi grumi. Quando si apre una valvola per il trasporto, lo zucchero è spinto mediante l’aiuto del compressore e la coclea. Ogni silo ha due compressori: uno in funzione e l’altro in stand-by e quindi utilizzato in caso di guasto del primo. La porta superiore invece è parte del sistema antiscoppio. Questa porta normalmente è sempre. In caso di fenomeno di deflagrazione, dei micro-sensori attivano l’apertura della porta in modo da scaricare la sovra-pressione creatasi all’interno. Vi sono poi dei sensori di sicurezza che in caso di guasto o scoppio delle porte attivano la procedura di emergenza, fermando quindi tutto l’impianto. Ogni silo ha una portata di 60000 kg, circa due camion. Dal 2005 è stata introdotta la normativa ATEX nell’impianto e sono state definite le soglie di livello di sicurezza all’interno del silos, chiamati livelli Massimo e Minimo. Il livello minimo è stato definito tra 5000 e 6000 kg di zucchero. Questo per evitare che il livello di zucchero nel silo arrivi a zero ed entri dell’aria nella conduttura creando una miscela potenzialmente esplosiva.

Lo zucchero dal silo è trasportato al serbatoio 1 tramite compressore e coclea, attraverso un tubo di diametro approssimativo di 6” e circa 150 metri di lunghezza. Il serbatoio 1 nella parte superiore ha una sonda per la soglia di livello massimo e nella parte inferiore una sonda per il livello minimo. Tra queste si trova una stella o palla che gira e permette la discesa dello zucchero. Questa ha una capacita approssimativa di 700-800 kg. Dal serbatoio 1 lo zucchero passa attraverso una bilancia per misurare la quantità necessaria alla ricetta e successivamente al vibrovaglio con l’aiuto di una coclea. Qui lo zucchero attraversa due setacci per togliere le impurità ed evitare di contaminare il prodotto. Le impurità vengono scaricate liberamente a terra a fianco del vibrovaglio in modo da non avere nessun tipo di intralcio sullo svuotamento. Da qui, la quantità di zucchero richiesta, viene lasciata cadere nella marna con la frutta congelata, mentre il sistema di aspirazione automatico delle polveri assorbe la nube di zucchero che si forma durante la caduta. Ogni volta che è effettuato un dosaggio il sistema d’aspirazione viene avviato automaticamente. Le polveri assorbite sono trasportate al filtro a maniche chiamato Muster attraverso una tubazione. Questo filtro si trova all’esterno, accanto al Silo 1. Lo zucchero catturato è poi scaricato da un sistema automatico di abbattitori che scuotono le maniche liberandole dalle polveri. Sul serbatoio 1 e il Muster ci sono delle bombole rosse con all’interno carbonato di calcio. Nel caso in cui la pressione interna al serbatoio o al Muster dovesse superare un set-point stabilito, viene liberato carbonato di calcio lungo la tubatura per bloccare ogni principio di esplosione. c) Knorr dado in cubo, d) Knorr barattoli di disidratato, e) Knorr buste di riso e f)Secchi con pasta
Fig. Stoccaggio e movimentazione dello zucchero nell’area DRY per la fabbricazione dadi, granulare e buste riso. Per la preparazione di tutti questi prodotti lo zucchero arriva allo stabilimento in un camion che porta grandi sacchi chiamati anche big bag con un peso totale lordo di 1000 kg. Questi grandi sacchi sono scaricati dal camion e messi da un operaio con il montacarichi nel magazzino materie prime DRY.

Nel magazzino lo stoccaggio dei big bag, viene effettuato su due scaffali che possono contenere fino a 60 big bag. In basse alla richiesta di produzione vengono trasportati da un operaio con il montacarichi all’area prelevamento vicino ad una rampa tramite cui si accede alla zona di produzione. Un operaio dell’area dosaggio prende questi big bag con un montacarichi per portarli nell’area dedicata alla produzione giornaliera del magazzino, dove si trovano altri sacchi di altri ingredienti. La richiesta massima giornaliera di zucchero è di 5 big bag. Dopo di che un operaio, sempre con montacarichi porta ciascuno di questi sacchi all’area dosaggio automatico, dove sono agganciati con una gru e portati su una piattaforma dove il contenuto viene svuotato in una botola per arrivare ad una tramoggia. Successivamente, tramite tubo e coclea arriva al container appoggiato sulla bilancia. Il dosaggio del big bag viene effettuato automaticamente ed il processo viene controllato da un panello di controllo. Nella tramoggia si trova la tubatura del sistema aspirazione polveri che funziona per tutto il tempo di svuotamento. 9.4 L’identificazione dei rischi, eventi critici e zone. Questa fase è finalizzata a mettere in evidenza tutti i pericoli e gli eventi che possono essere origine di situazioni incidentali gravi. Questa analisi deve essere sistematica e completa al fine di non trascurare nessuno dei pericoli presenti.
9.4.1. Identificazione delle zone e dei pericoli in Reparto DRY Dalla precedete identificazione delle zone, si aggiunge che il magazzino non è stato considerato nella loro valutazione. Dopo diversi anni si è fatto da recente lo spostamento de la materia prima (zucchero) a un magazzino nel piano 0 (sotto terra). Dove da uno stoccaggio su scafali, sono passati a uno stoccaggio a cella.
Si evidenziano le zone aggiunte all’analisi come: il magazzino materie prime attualmente, il ascensore dove trasportano lo zucchero, lo stoccaggio in reparto per la produzione giornaliera e tutti trasporti.
Fig. Magazzino materie prime DRY.

Fig. piano 2° mostra area ascensore, piano 3° mostra area sosta big bag.
Di seguito si riporta il diagramma di analisi stato/funzionale con i trasporti e gli scarichi nelle diverse aree:
Stato fisico della sostanza Unità operative Energie/stato operativo
Scarico camion Big bag (900kg)
Trasporto
Materie prima (zucchero) Scarico big bag
Magazzino materie prime
Aria secca (max umidità 20%) Max temperatura aria 25°C
Trasporto
Materie prima (zucchero) Scarico big bag
Area sosta reparto 3° piano
Trasporto
Polvere Stoccaggio nel
dosatore automatico
Dosaggio tramite
valvole nel miscelatore
Polvere Miscelazione nel
container
Aggiunta di liquidi, grassi, spezie (preparate manualmente o in impianto separato)
Prodotto liquido Fasi di processo a
valle
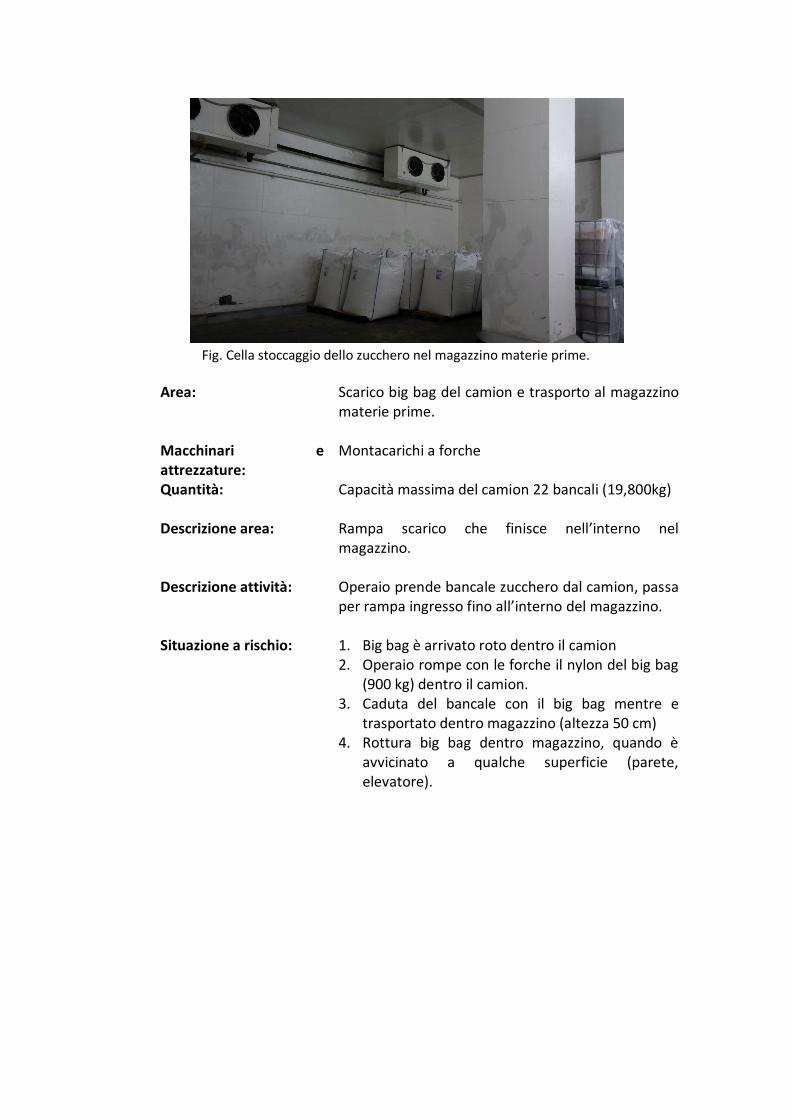
Fig. Cella stoccaggio dello zucchero nel magazzino materie prime.
Area: Scarico big bag del camion e trasporto al magazzino materie prime.
Macchinari e attrezzature:
Montacarichi a forche
Quantità:
Capacità massima del camion 22 bancali (19,800kg)
Descrizione area: Rampa scarico che finisce nell’interno nel magazzino.
Descrizione attività: Operaio prende bancale zucchero dal camion, passa per rampa ingresso fino all’interno del magazzino.
Situazione a rischio:
1. Big bag è arrivato roto dentro il camion 2. Operaio rompe con le forche il nylon del big bag
(900 kg) dentro il camion. 3. Caduta del bancale con il big bag mentre e
trasportato dentro magazzino (altezza 50 cm) 4. Rottura big bag dentro magazzino, quando è
avvicinato a qualche superficie (parete, elevatore).

Fig. Postazione dello zucchero in reparto per la produzione giornaliera
Area: Interno magazzino materie prime e trasporto in area
sosta reparto 3° piano.
Macchinari e attrezzature:
Montacarichi a forche
Quantità:
Bancale con big bag (900 kg)
Descrizione area: Cella zucchero con capacità di 36 big bag = 32,400kg totale. Dimensione della cella 11,20 x 8 x 4 metri.
Descrizione attività: Operaio prende bancale della stanza zucchero per portarlo all’area mixer.
Situazione a rischio:
1. Perdita di zucchero del big bag en magazzino. 2. Operaio rompe con le forche il nylon del big bag (900
kg) dentro stanza zucchero. 3. Caduta del bancale dentro stanza zucchero quando e
trasportato all’area mixer. (altezza 50 cm) 4. Rottura del big bag nel percorso, quando e
trasportato all’area mixer, per strofinamento con qualche superficie.

Fig. Postazione dosaggio automatico. Fig. Container per la miscelazione.
Area: Area sosta reparto 3° piano e trasporto nel dosatore automatico.
Macchinari e attrezzature:
Montacarichi a forche
Quantità:
Bancale con big bag (900 kg)
Descrizione area: 3° Piano con area de sosta dei big bag per la produzione giornaliera (massimo 5 big bag = 4500 kg totale).
Descrizione attività: Operaio prende big bag con il montacarichi per collocarlo nel paranco, dove rimane appeso per il dosaggio automatico.
Situazione a rischio:
1. Operaio rompe con le forche il nylon del big bag (900 kg) nell'area sosta big bag.
2. Caduta del bancale mentre e trasportato all’area dosaggio automatico. (altezza 50 cm)
3. Rottura del big bag ( rottura delle bretelle) mentre e sollevato.
4. Caduta del big bag mentre e sollevato per fare il cambio big bag (altezza 2m).
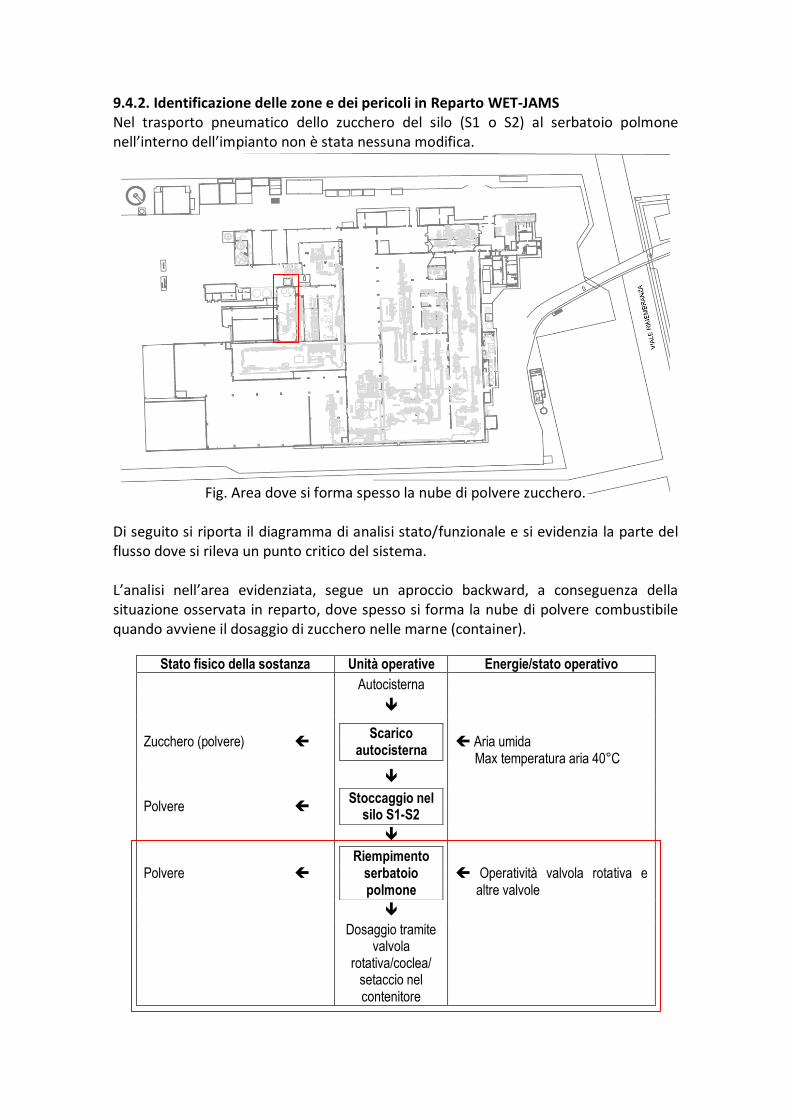
9.4.2. Identificazione delle zone e dei pericoli in Reparto WET-JAMS Nel trasporto pneumatico dello zucchero del silo (S1 o S2) al serbatoio polmone nell’interno dell’impianto non è stata nessuna modifica.
Fig. Area dove si forma spesso la nube di polvere zucchero. Di seguito si riporta il diagramma di analisi stato/funzionale e si evidenzia la parte del flusso dove si rileva un punto critico del sistema. L’analisi nell’area evidenziata, segue un aproccio backward, a conseguenza della situazione osservata in reparto, dove spesso si forma la nube di polvere combustibile quando avviene il dosaggio di zucchero nelle marne (container).
Stato fisico della sostanza Unità operative Energie/stato operativo
Autocisterna
Zucchero (polvere) Scarico
autocisterna
Aria umida Max temperatura aria 40°C
Polvere Stoccaggio nel
silo S1-S2
Polvere Riempimento
serbatoio polmone
Operatività valvola rotativa e
altre valvole
Dosaggio tramite valvola
rotativa/coclea/ setaccio nel contenitore

Di seguito se mostra la divisione dei piani dello scarico frutta nelle marne, dove avviene anche il processo di dosaggio e recupero dello zucchero. Se identifico una Zona 22 che dovrebbe essere Zona 21. La classificazione delle aree a rischio non è stata eseguita come prevede il titolo XI- Protezione da atmosfere esplosive del D. Lgs. 81/08, al essere identificata una zona 21 che non è stata identificata nel analisi fatto nel 2005 e dove speso si forma la nube di polvere durante la normale attività dell’impianto.
Identificazione delle zone e dei pericoli in Area WET-MOZART
Fig. Area dosaggio pneumatico e recupero zucchero.
2° piano 1° piano Piano sotto terra

Fig. Panoramica dell’interno impianto, area di scarico frutta e zucchero nelle marne.
Fig. Vibrovaglio e cappa aspirazione
Fig. tubo flessibile del Vibrovaglio (blu) e cappa aspirazione (grigio).

Fig. Manovra scarico zucchero nel silo
Area: Scarico camion zucchero nel Silo (S1 o S2)
Macchinari e attrezzature:
Camion container materie sfuse.
Quantità:
Massima portata camion 29 000 kg zucchero
Descrizione area: Parte esterna dell'impianto dove avviene lo scarico dello zucchero in S1o S2, altezza del silo 12,5 m., capacita massima 60,000 kg, ma normalmente mettono solo 45,000 kg.
Descrizione attività: Operaio (autista del camion) scarica lo zucchero nel silo, aggancia tubo flessibile con tubo scarico silo.
Situazione a rischio:
1. Operaio Unilever apre il tubo scarico del Silo contrario, di dove si deve scaricare lo zucchero (invece di S1 scarica su S2 o viceversa).
2. Autista aggancia tubo flessibile del camion nel tubo scarico silo contrario, di dove si deve scaricare lo zucchero (invece di S1 scarica su S2 o viceversa).
3. Autista non aggancia correttamente il tubo flessibile del camion nel tubo scarico silo.
4. Autista non colloca correttamente la borsa plastica
con lo zucchero nella rotocella, dove è spinto lo zucchero con l’aria compresa.
5. Autista imposta la pressione dello scarico zucchero superiore a quella indicata.
6. Autista non collega il cavo terra al camion. 7. Autista lascia la manovra dello scarico zucchero.
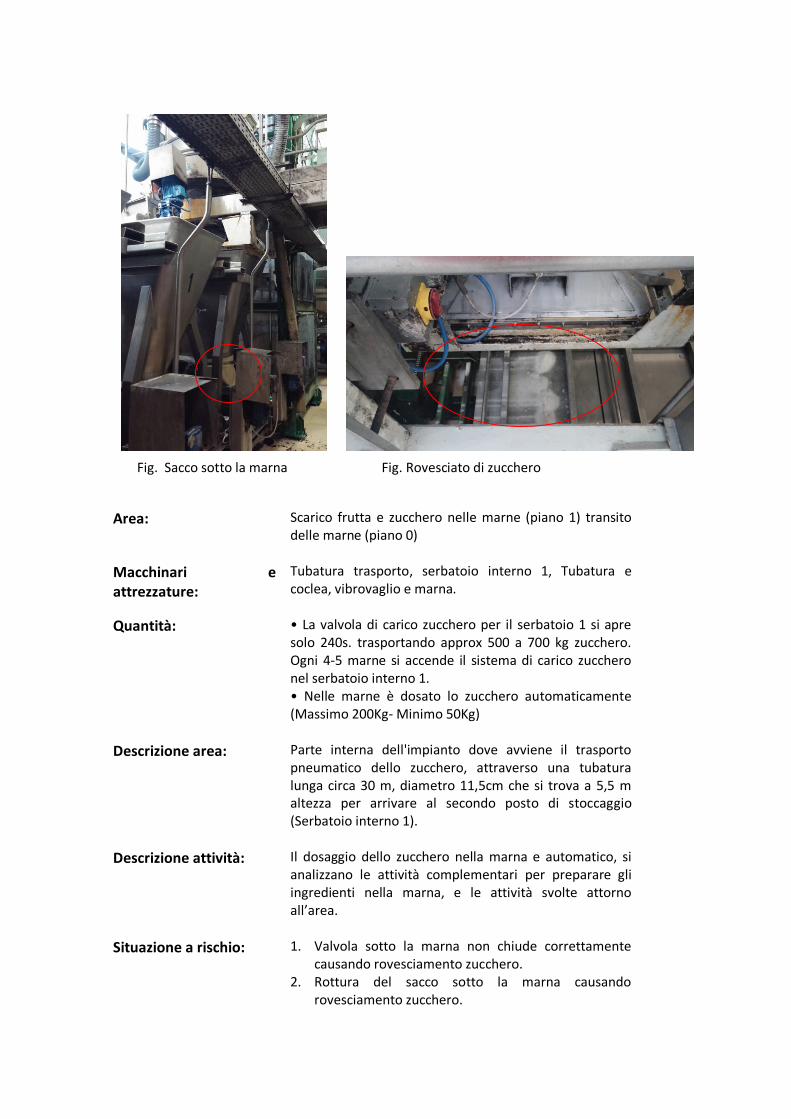
Area: Scarico frutta e zucchero nelle marne (piano 1) transito delle marne (piano 0)
Macchinari e attrezzature:
Tubatura trasporto, serbatoio interno 1, Tubatura e coclea, vibrovaglio e marna.
Quantità:
• La valvola di carico zucchero per il serbatoio 1 si apre solo 240s. trasportando approx 500 a 700 kg zucchero. Ogni 4-5 marne si accende il sistema di carico zucchero nel serbatoio interno 1. • Nelle marne è dosato lo zucchero automaticamente (Massimo 200Kg- Minimo 50Kg)
Descrizione area: Parte interna dell'impianto dove avviene il trasporto pneumatico dello zucchero, attraverso una tubatura lunga circa 30 m, diametro 11,5cm che si trova a 5,5 m altezza per arrivare al secondo posto di stoccaggio (Serbatoio interno 1).
Descrizione attività: Il dosaggio dello zucchero nella marna e automatico, si analizzano le attività complementari per preparare gli ingredienti nella marna, e le attività svolte attorno all’area.
Situazione a rischio:
1. Valvola sotto la marna non chiude correttamente causando rovesciamento zucchero.
2. Rottura del sacco sotto la marna causando rovesciamento zucchero.
Fig. Sacco sotto la marna Fig. Rovesciato di zucchero

3. Catena de movimentazione delle marne bloccata per zucchero rovesciato.
Fig. Distanza tra cappa aspirazione e marna.
Fig. Cumulo zucchero sulla cappa aspirazione

Area: Sistema recupero zucchero (piano 1) transito delle marne (piano 0)
Macchinari e attrezzature:
Tubatura recupero zucchero, Muster esterno.
Quantità:
• Nelle marne è dosato lo zucchero automaticamente (massimo 200Kg- Minimo 50Kg) • In una giornata fanno 190 marne approssimativamente.
Descrizione area: Parte interna dell'impianto dove avviene il recupero zucchero, attraverso una tubatura lunga circa 25 m, diametro 10 cm, che si trova a 5,5 m altezza, che arriva al vibrovaglio e cappa aspirazione. Il sistema aspirazione entra in funzionamento automaticamente quando inizia il processo del dosaggio nella marna.
Descrizione attività: Il recupero dello zucchero (sistema aspirazione) è automatico, entra in funzione quando inizia il processo dosaggio zucchero nella marna. Si analizzano le attività complementari per preparare gli ingredienti nella marna e le attività svolte attorno all’area.
Situazione a rischio:
1. Sistema aspirazione non funziona correttamente (otturazione tubatura recupero), creando la nube polvere combustibile nella parte sotto dove c’è il transito delle marne (piano 0).
2. La cappa aspirazione e la marna non sono a contatto (3 cm distanza), da lì viene fuori lo zucchero, creando la nube polvere combustibile nel dosaggio.
3. La marna inizia a muoversi subito dopo e finito il carico (Raggiunti i kg richiesti), a volte continua a cadere zucchero e la marna non è più.
4. La marna inizia a muoversi subito dopo e finito il carico (Raggiunti i kg richiesti), lasciando e portando in avanti la nube di polvere.
5. Il tubo aspirazione del vibrovaglio o il tubo cappa aspirazione si sgancia, creando la nube polvere combustibile.
6. Operaio apre le porte (ingresso-uscita o scarico anticella a 0°C) creando corrente d'aria) facilitando la creazione nube polvere combustibile.
Fig. Area transito delle marne, e inizio formazione nube polvere combustibile in area.

9.4.3. Identificazione delle zone e dei pericoli in Reparto WET-MOZART
Fig. Magazzino materie prime WET e area mixer
Di seguito si riporta il diagramma di analisi stato/funzionale con i trasporti e gli scarichi nelle diverse aree:
Stato fisico della sostanza Unità operative Energie/stato operativo
Bancale (1000 kg)
Trasporto
Materie prima (zucchero) Scarico bancale
Magazzino meterie prime
Aria secca (max umidità 20%) Max temperatura aria 25°C
Trasporto
Materie prima (zucchero) Scarico bancale Area sosta mixer
per pesatura
Trasporto
Sacco 25 kg
Polvere Tramoggia del
mixer Aria secca (max umidità 20%) Max temperatura aria 25°C
Polvere Miscelazione nel mixer con altri
ingredienti
Aggiunta di liquidi, grassi, spezie (preparate manualmente o in impianto separato)
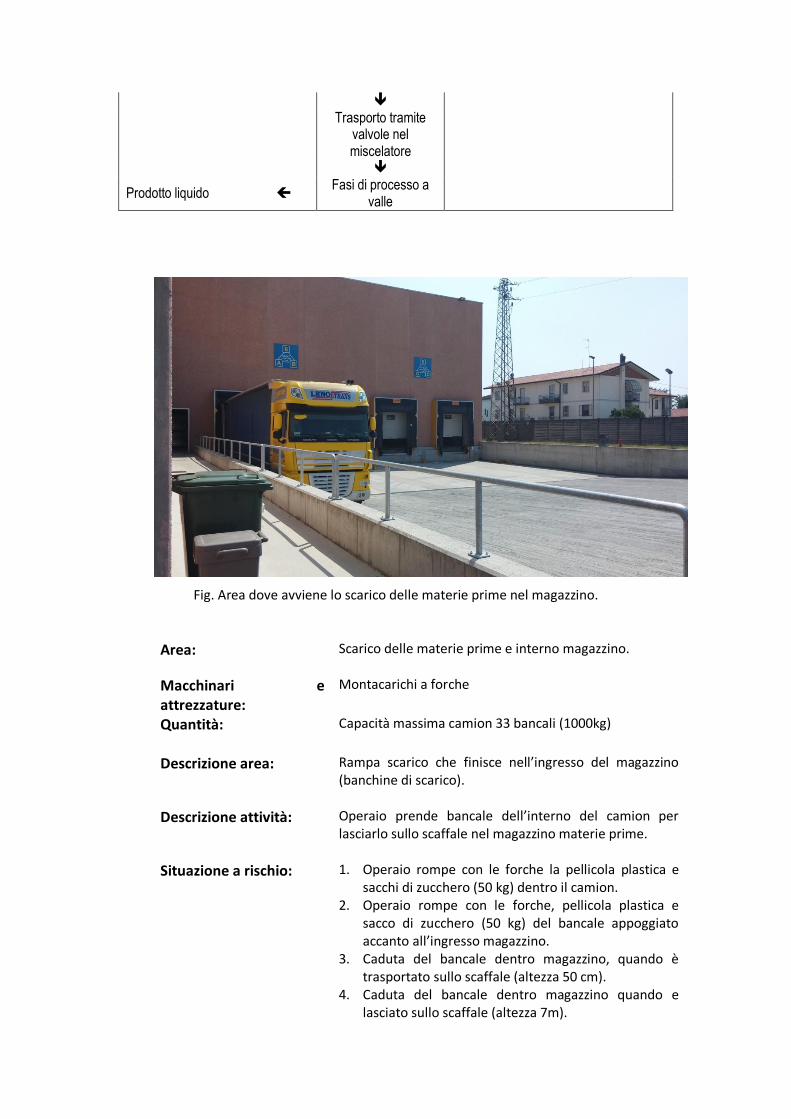
Trasporto tramite
valvole nel miscelatore
Prodotto liquido Fasi di processo a
valle
Fig. Area dove avviene lo scarico delle materie prime nel magazzino.
Area: Scarico delle materie prime e interno magazzino.
Macchinari e attrezzature:
Montacarichi a forche
Quantità:
Capacità massima camion 33 bancali (1000kg)
Descrizione area: Rampa scarico che finisce nell’ingresso del magazzino (banchine di scarico).
Descrizione attività: Operaio prende bancale dell’interno del camion per lasciarlo sullo scaffale nel magazzino materie prime.
Situazione a rischio:
1. Operaio rompe con le forche la pellicola plastica e sacchi di zucchero (50 kg) dentro il camion.
2. Operaio rompe con le forche, pellicola plastica e sacco di zucchero (50 kg) del bancale appoggiato accanto all’ingresso magazzino.
3. Caduta del bancale dentro magazzino, quando è trasportato sullo scaffale (altezza 50 cm).
4. Caduta del bancale dentro magazzino quando e lasciato sullo scaffale (altezza 7m).
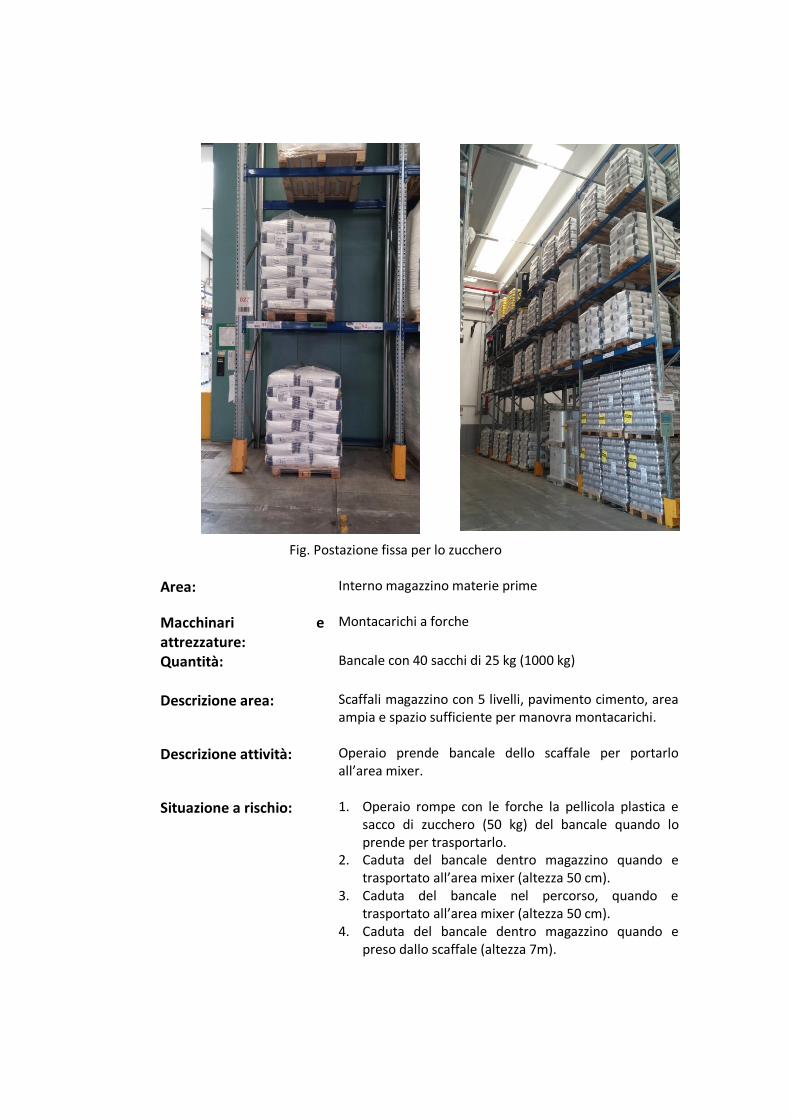
Fig. Postazione fissa per lo zucchero
Area: Interno magazzino materie prime
Macchinari e attrezzature:
Montacarichi a forche
Quantità:
Bancale con 40 sacchi di 25 kg (1000 kg)
Descrizione area: Scaffali magazzino con 5 livelli, pavimento cimento, area ampia e spazio sufficiente per manovra montacarichi.
Descrizione attività: Operaio prende bancale dello scaffale per portarlo all’area mixer.
Situazione a rischio:
1. Operaio rompe con le forche la pellicola plastica e sacco di zucchero (50 kg) del bancale quando lo prende per trasportarlo.
2. Caduta del bancale dentro magazzino quando e trasportato all’area mixer (altezza 50 cm).
3. Caduta del bancale nel percorso, quando e trasportato all’area mixer (altezza 50 cm).
4. Caduta del bancale dentro magazzino quando e preso dallo scaffale (altezza 7m).

Fig. Area corridoio, in alto ci sono i mixer 1, 2, 4, 5
Area: Mixer 1, 2, 4, 5 e area corridoio.
Macchinari e attrezzature:
Montacarichi a forche
Quantità:
Bancale con 40 sacchi di 25 kg (1000 kg)
Descrizione area: Area in basso: scale per ingresso ai mixer e corridoio per passaggio personale e manovra il montacarichi.
Area in alto: Mixer e piattaforme dei mixer dove sono lasciati gli ingredienti.
Descrizione attività: Operaio prende bancale in basso per portarlo in alto sulla piattaforma del mixer.
Situazione a rischio:
1. Operaio rompe con le forche la pellicola plastica e sacco di zucchero (50 kg) del bancale quando lo prende per lasciarlo sopra la piattaforma mixer in alto.
2. Caduta del bancale dentro area mixer quando e trasportato. (Altezza 50 cm).
3. Caduta del bancale dentro area mixer quando e lasciato sulla piattaforma mixer (altezza 6m).
Commenti: Zona identificata come ATEX. Cartellonistica affissa alle porte ingresso e all’interno sulla parete.
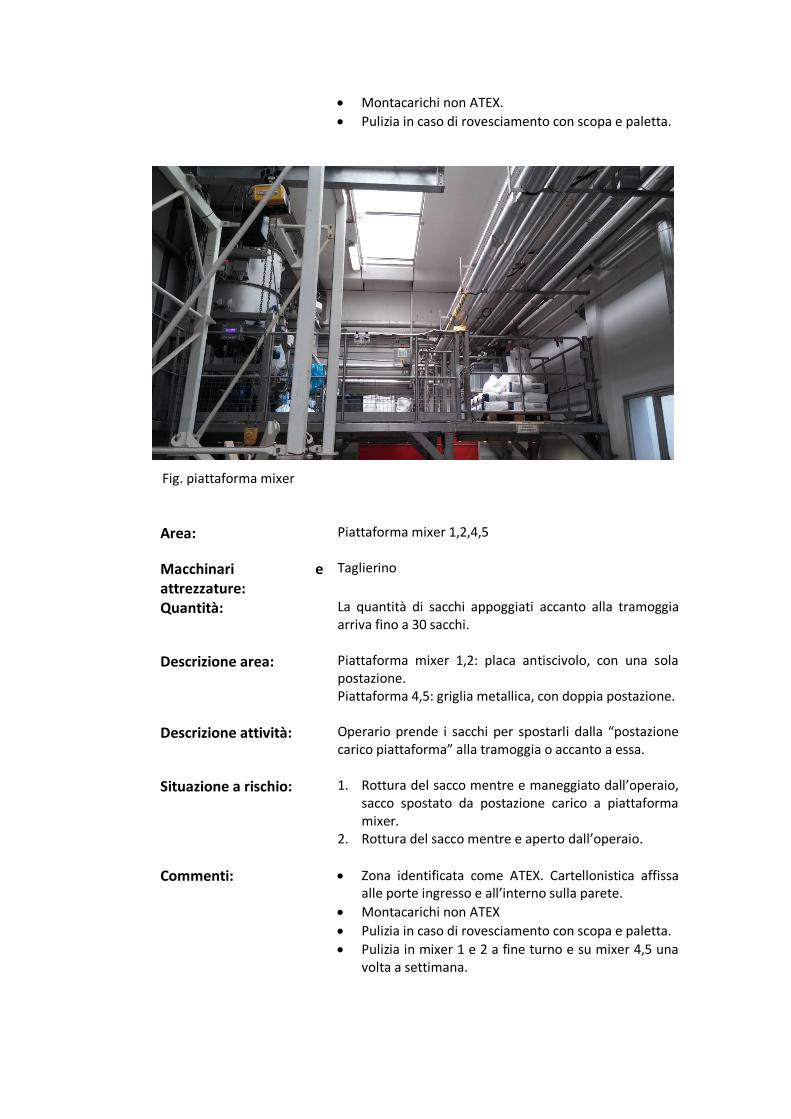
Montacarichi non ATEX.
Pulizia in caso di rovesciamento con scopa e paletta.
Fig. piattaforma mixer
Area: Piattaforma mixer 1,2,4,5
Macchinari e attrezzature:
Taglierino
Quantità:
La quantità di sacchi appoggiati accanto alla tramoggia arriva fino a 30 sacchi.
Descrizione area: Piattaforma mixer 1,2: placa antiscivolo, con una sola postazione. Piattaforma 4,5: griglia metallica, con doppia postazione.
Descrizione attività: Operario prende i sacchi per spostarli dalla “postazione carico piattaforma” alla tramoggia o accanto a essa.
Situazione a rischio:
1. Rottura del sacco mentre e maneggiato dall’operaio, sacco spostato da postazione carico a piattaforma mixer.
2. Rottura del sacco mentre e aperto dall’operaio.
Commenti: Zona identificata come ATEX. Cartellonistica affissa alle porte ingresso e all’interno sulla parete.
Montacarichi non ATEX
Pulizia in caso di rovesciamento con scopa e paletta.
Pulizia in mixer 1 e 2 a fine turno e su mixer 4,5 una volta a settimana.
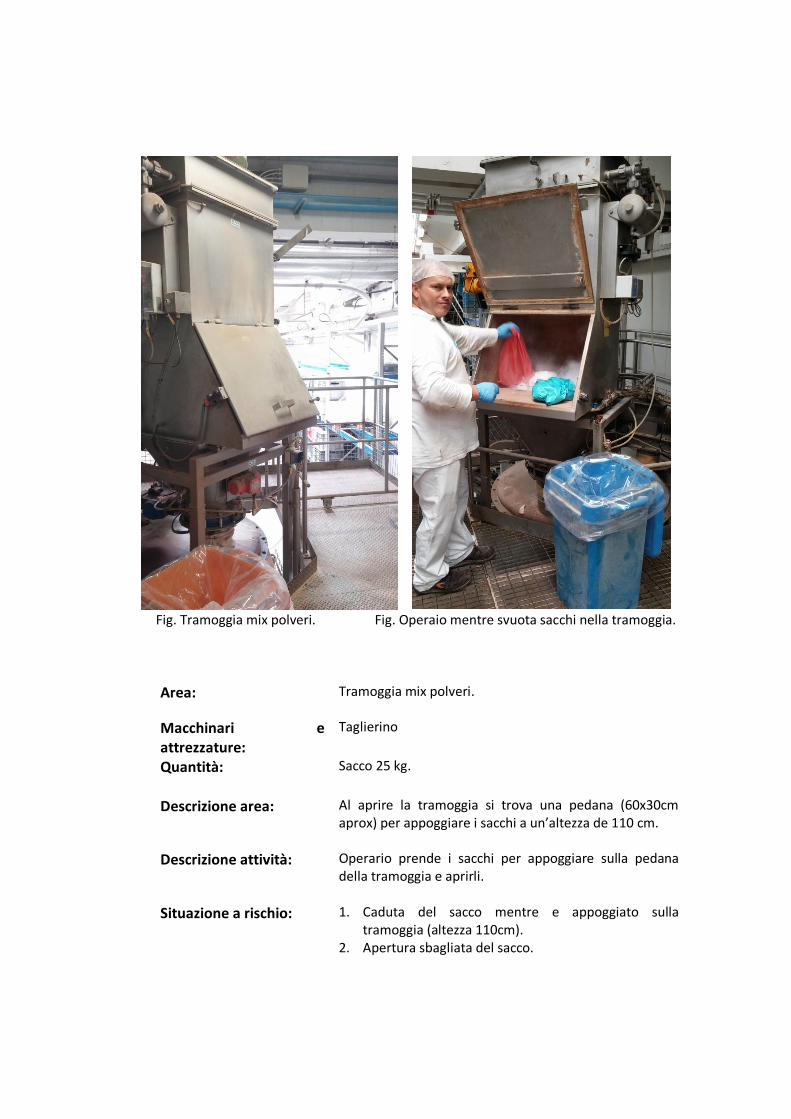
Fig. Tramoggia mix polveri. Fig. Operaio mentre svuota sacchi nella tramoggia.
Area: Tramoggia mix polveri.
Macchinari e attrezzature:
Taglierino
Quantità:
Sacco 25 kg.
Descrizione area: Al aprire la tramoggia si trova una pedana (60x30cm aprox) per appoggiare i sacchi a un’altezza de 110 cm.
Descrizione attività: Operario prende i sacchi per appoggiare sulla pedana della tramoggia e aprirli.
Situazione a rischio:
1. Caduta del sacco mentre e appoggiato sulla tramoggia (altezza 110cm).
2. Apertura sbagliata del sacco.
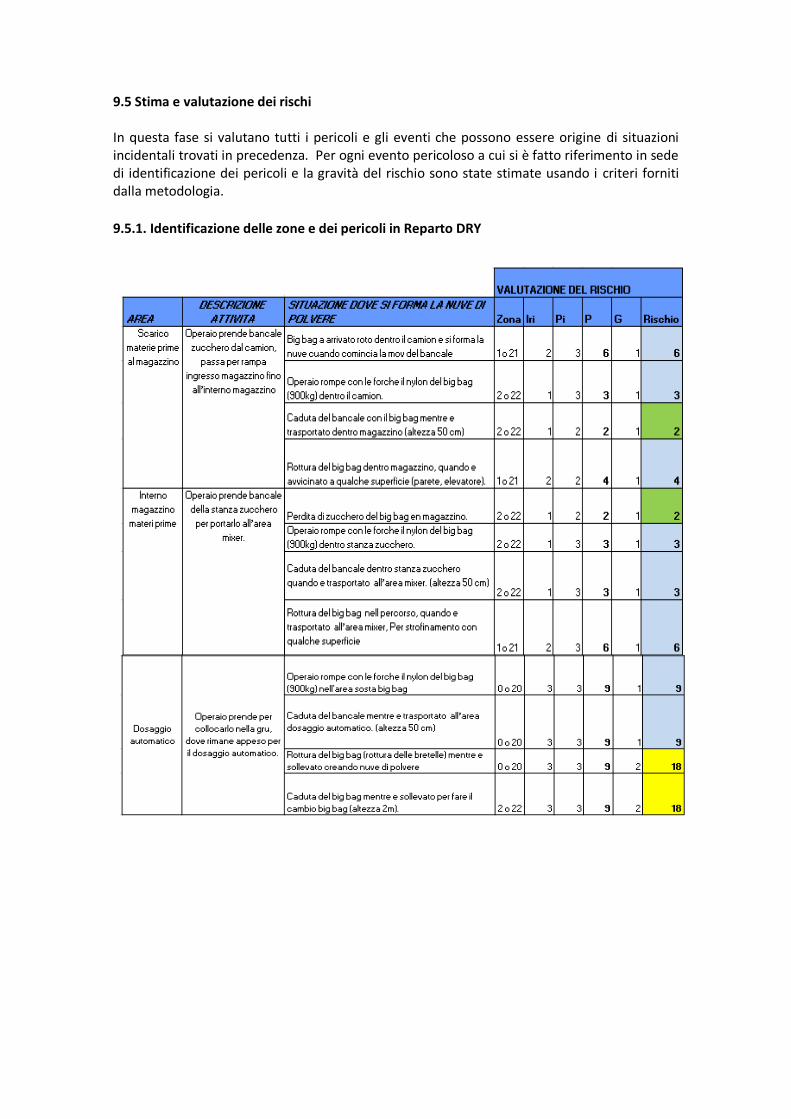
9.5 Stima e valutazione dei rischi In questa fase si valutano tutti i pericoli e gli eventi che possono essere origine di situazioni incidentali trovati in precedenza. Per ogni evento pericoloso a cui si è fatto riferimento in sede di identificazione dei pericoli e la gravità del rischio sono state stimate usando i criteri forniti dalla metodologia.
9.5.1. Identificazione delle zone e dei pericoli in Reparto DRY
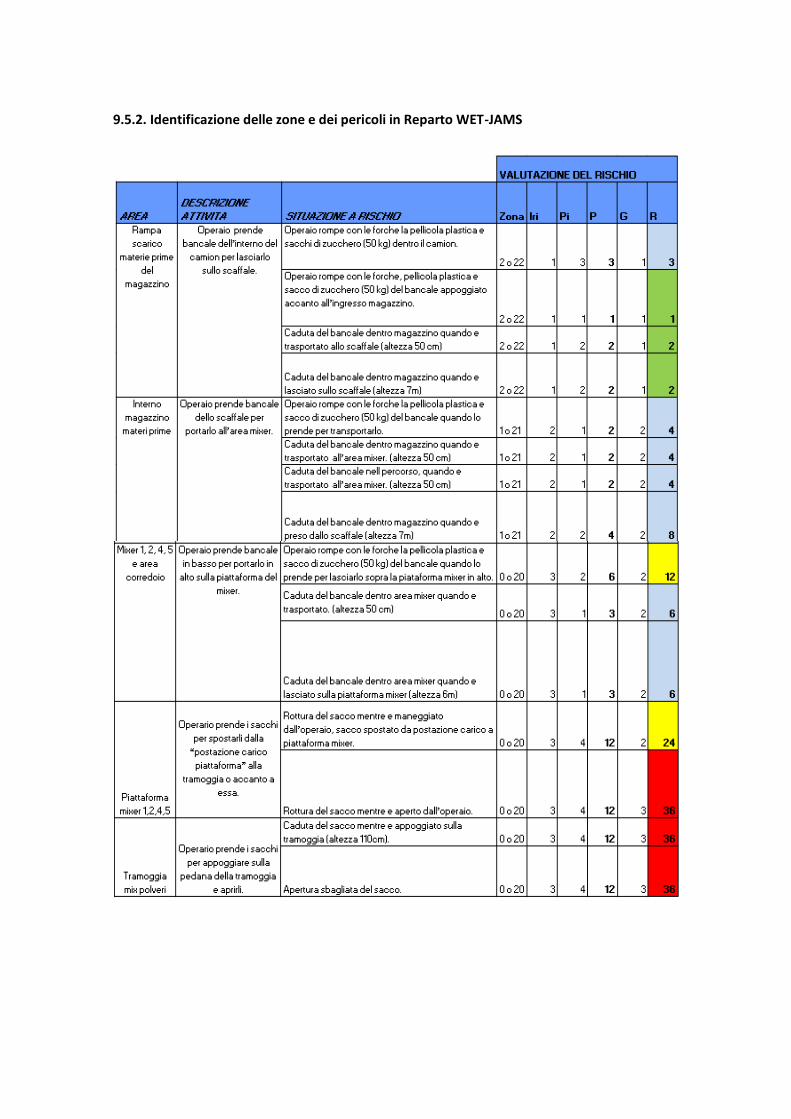
9.5.2. Identificazione delle zone e dei pericoli in Reparto WET-JAMS
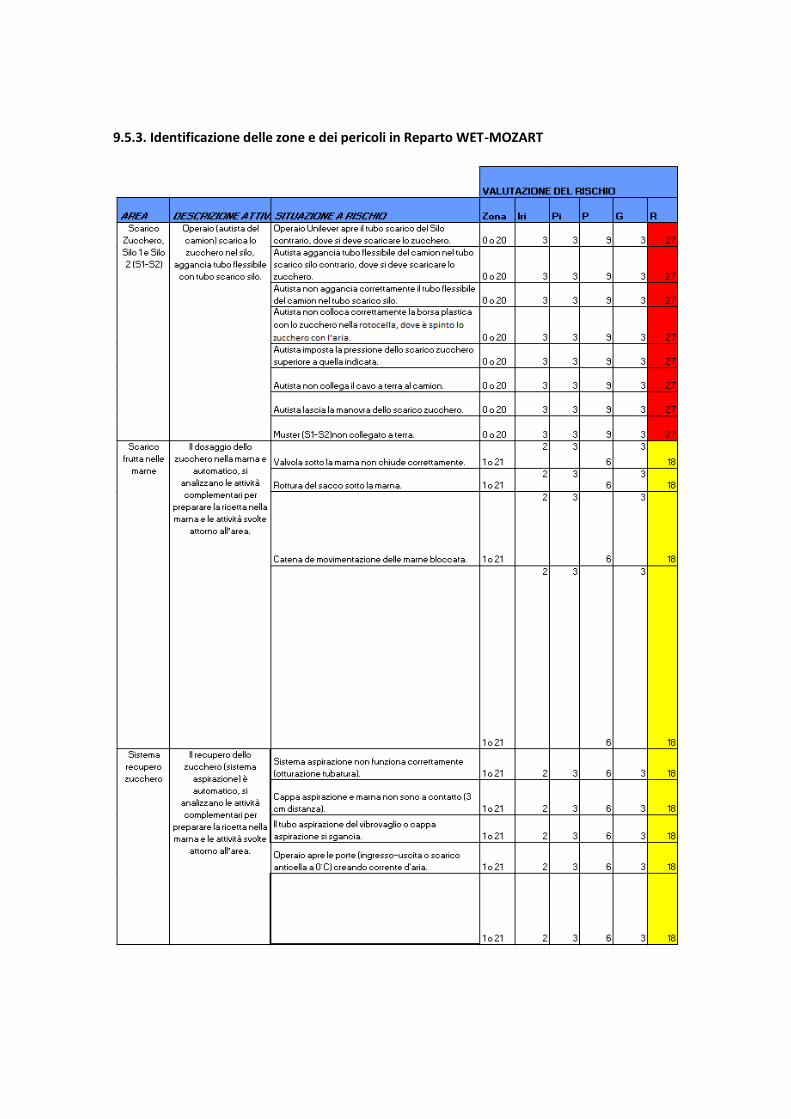
9.5.3. Identificazione delle zone e dei pericoli in Reparto WET-MOZART

9.6 Misure di carattere organizzativo
Sulla base della valutazione dei rischi effettuata, si è proceduto alla verifica dell’adeguatezza delle misure preventive e protettive esistenti.
Si è predisposto l’immagazzinamento delle sostanze e materiali infiammabili e/o combustibili in attrezzature appositamente destinate a tale scopo ed aventi caratteristiche costruttive adeguate.
Dove è impossibile prevenire concentrazioni pericolose di sostanze infiammabili sono eliminate le fonti di accensione.
È possibile aumentare il livello di sicurezza in azienda provvedendo ad una sufficiente
ed adeguata formazione in materia di protezione dalle esplosioni dei lavoratori impegnati in luoghi dove possono formarsi atmosfere esplosive.
Si sono predisposte procedure sulle misure di sicurezza da osservare nei lavori di manutenzione, con particolare riferimento ai lavori a caldo, quali gli interventi di saldatura elettrica, l'uso di fiamme libere, gli interventi di molatura con flessibile.
È applicato un sistema di autorizzazioni al lavoro per le attività pericolose e per le attività che possono diventare pericolose quando interferiscono con altre operazioni di lavoro. Le autorizzazioni al lavoro sono rilasciate prima dell'inizio dei lavori da una persona abilitata a farlo.
È possibile migliorare la visibilità delle segnalazioni nei punti di accesso delle aree in
cui possono formarsi atmosfere esplosive in quantità tali da mettere in pericolo la sicurezza e salute dei lavoratori, utilizzando segnaletica a norma dell’allegato XV-quater del D.L.vo 626/94.

10. CONCLUSIONE Ci sono diverse metodologie per l’analisi dei rischi delle aree dove è possibile la formazione di una nube di polvere combustibile. Tutte le metodologie hanno come primo paso la identificazione delle zone, una volta identificate le zone, si fa la valutazione dei rischi per capire la probabilità di accadimento di un evento non desiderato cosi come le conseguenze a tale evento. Un’atmosfera esplosiva potenziale precedentemente individuata sara un’atmosfera esplosiva pericolosa a partire dal volume dell’atmosfera esplosiva e dei danni che si verificherebbero in caso di accensione. In generale si può partire dal presupposto che un’esplosione comporti danni elevati, di modo che dove si formi o si possa formare un’atmosfera esplosiva è anche possibile la formazione di un’atmosfera esplosiva pericolosa e si è in presenza di un’area a rischio di esplosione. E importante considerare che sommato al rischio esplosione, c’e anche il rischio incendio. Il approccio in questa tesi vuole tenere conto delle conseguenze dei danni dove si forma una atmosfera di polvere combustibile a causa degli interventi umani in tutti livelli di rischio, tenendo conto che si è un rischio basso comporta ugualmente delle perdite in diversi ambiti, alcuni si possono tradurre in termini di costi è saranno maggiormente misurabili. Vengono considerati i parametri tradizionali per la valutazione dei rischi e per la valutazione delle conseguenze dei danni si fa una distinzione tra:
Conseguenze sulle persone
Conseguenze Materiali (Asset e perdite materie prime)
Conseguenze sulla continuità di Business (mancata produzione e danno d’immagine)
Conseguenze sull’ambiente esterno La finalità è portare allo stesso livello di affidabilità l’operatore che deve condurre, sorvegliare e prendere decisioni relativamente alle macchine in una complessità dei sistemi produttivi e del numero dei singoli elementi che li compongono. Evitando la mancata percezione degli stessi rischi a livello individuale e/o dell’organizzazione, per prevenire errori dovuti a conoscenze sbagliate, a distrazioni o violazioni coscienti delle regole o procedure.

11. BIBLIOGRAFIA DANTE MELITO: Il rischio elettrico negli ambienti di lavoro. Con CD-ROM, Maggioli Editore, 2008, ISBN 88-387-4757-1. J. BARTON: Dust explosion, prevention and protection. F.P. LEES: Loss prevention in the process industries. P. CARDILLO: Guida allo studio e alla valutazione delle esplosioni di gas e vapori. Monografia, Stazione sperimentale per i Combustibili, San Donato Milanese (in corso di stampa). P. CARDILLO: Guida allo studio e alla valutazione delle esplosioni di polveri. Monografia, SC Sviluppo Chimico, Milano, 2002.
MARZIO MARIGO: Rischio atmosfere esplosive. Classificazione, Valutazione, Prevenzione Protezione. Seconda edizione, Milano 2013.
Wikipedia. Antecedentes y concetto https://it.wikipedia.org/wiki/Esplosione_di_polveri Tesi Laurea POLIMI. ESPLOSIONI DA POLVERI ANALISI E CRITICA DI DUE INCIDENTI INDUSTRIALI.https://www.politesi.polimi.it/bitstream/10589/111345/3/2015_09_Morigino.pdf
Libro Rischio atmosfere esplosive, Class, Valutazione, Prevenzione e protezione. MARZIO MARIGO.https://books.google.com.mx/books?id=51qA0vxSqxoC&pg=PA101&lpg=PA101&dq=Esplosione+primaria+e+secondaria&source=bl&ots=EVTzMxOjgS&sig=Nmp1MXSADPdMhcqTWssIo6p2dR0&hl=es&sa=X&ei=sQh2Vf66NefMygPnkIH4Cg&ved=0CCMQ6AEwAQ#v=onepage&q=Esplosione%20primaria%20e%20secondaria&f=false
U.S. CSB (Chemical, Safety & Hazard Investigation Board), Investigation Report, Sugar dust explosion and fire, Report No. 2008-05-I-GA, Settembre 2009.
INAIL, PERA F., GIUFFRIDA M., Settore Ricerca, Certificazione e Verifica Dipartimento Tecnologie di Sicurezza. Il rischio di esplosione, misure di protezione ed implementazione delle Direttive ATEX 94/9/CE e 99/92/CE. 2013.
CLASSIFICAZIONE DEI LUOGHI CON PERICOLO DIESPLOSIONE – Report ARPA https://www.arpa.piemonte.gov.it/arpa-comunica/events/eventi-2015/atex/classificazione-luoghi-alviano.pdf
http://www.perindps.it/documentazione/atex/ATEX_PALA_RA_08.pdf http://sicurezzasullavoro.inail.it/PortalePrevenzioneWeb/wcm/idc/groups/prevenzione/documents/document/ucm_portstg_116782.pdf
Esplosione polveri. Un rischio sottovalutato. Party Color, Taiwan 2015. http://www.nattabg.gov.it/wp-content/uploads/2015/07/POLVERI-KILLER_Zucchero-esplosivo.pdf ESPLOSIONE AL MOLINO CORDERO DI FOSSANO.http://www.dors.it/cosenostre/testo/201603/storia13_Ambrogio.pdf
2. L' E S P L O S I V I TA' DELLE POLV E R I - Periti Industriali .http://www.peritiindustrialibl.it/?wpfb_dl=174
3. La valutazione dei rischi in impianti a rischio di esplosione per la presenza di polveri infiammabili http://www.3asi.it/articoli_file/Convegni/Sess%20II_3%20Zani-Caserio.pdf
4. LE ESPLOSIONI DI GAS, VAPORI E POLVERI per Paolo Cardillo p10 http://www.unipd-org.it/rls/Lineeguida/Esplosione/Esplosioni_Gas_Vapori_Polveri.pdf 5. Esplosioni di polveri organiche naturali TESI http://dspace.unitus.it/bitstream/2067/1248/1/vtonetto_tesid.pdfù ASLA MILANO pasticceria http://www.google.it/url?sa=t&rct=j&q=&esrc=s&frm=1&source=web&cd=3&ved=0CC8QFjAC&url=http%3A%2F%2Fwww.asl.milano.it%2Fuser%2Fdownload.aspx%3FFILE%3DOBJ06575.PDF%26TIPO%3DFLE%26NOME%3DLBEL_Atex_Panificazione_1&ei=BqJQVYmmNoX3Uoj3gfAF&usg=AFQjCNHhftw5s6DsnYNfLQDig7FZG-GFyg&bvm=bv.92885102,d.d24
DIRETTIVA EUROPEA ATEX (94/9 99/92/EC), entrata in vigore il 01/07/2003
http://www.google.it/url?sa=t&rct=j&q=&esrc=s&frm=1&source=web&cd=5&ved=0CDwQFjAE&url=http%3A%2F%2Fwww.saccheriafranceschetti.it%2Ffileup%2FAllegati%2Fatex_e_polveri_esplosive.doc&ei=BqJQVYmmNoX3Uoj3gfAF&usg=AFQjCNGWmxP_kbq0c2VRn2-dAsqxDRfPpg&bvm=bv.92885102,d.d24 Rischio atmosfere esplosive. Classificazione Valutazione Prevenzione
Protezione per Marzio Marigo http://shop.wki.it/documenti/00144242_sample.pdf rischio_esplosione_DIRETTIVE ATEX slide http://modulob1.mannelli.info/files/rischio_esplosione_modalita_compatibilita.pdf
APPLICAZIONE DELLE DIRETTIVE ATEX per Arturo Cavaliere (libro)
http://servizio.vvftrento.it/sites/default/files/ATEX_VVF.pdf Centro Risorse http://www.tiger-vac.it/risorse/centro-risorse.html
http://www.amblav.it/download/valutazione_rischi_atmosfere_esplosive.pdf La stima dei rischi nei luoghi di lavoro- Autore: Sara Leon – Centro Studi CGN http://www.provincia.torino.gov.it/protciv/iper/parte3/risch_antr/risch_tecn.htm

http://www.eteasicurezza.it/dati/pagine/consequence_analysis_05%20Esplosioni.pdf
https://books.google.it/books?id=Yuwkkz535OIC&pg=PA131&lpg=PA131&dq=CALCOLO+mancata+produzione&source=bl&ots=2tIDI399Sb&sig=ewBv6RVnE5kNafdsfwRAvfDu58k&hl=it&sa=X&ved=0ahUKEwjdy5Put-3LAhWFDA8KHSxJB-cQ6AEIIjAB#v=onepage&q=CALCOLO%20mancata%20produzione&f=false Principi generali di gestione della manutenzione, Luciano Furlanetto, Marco Garetti, Ed. FrancoAngeli s.r.l, Milano, Italia, 2006. http://www.studiomarigo.it/profiles/marigo/images/file/2325119843.pdf http://www.provincia.torino.gov.it/protciv/iper/parte3/risch_antr/risch_tecn.htm http://www.ordingtaranto.it/wp-content/uploads/downloads/tematiche/818//ESPLOSIONI%20DA%20POLVERE%20-%20rev2.pdf
Project management institute, A guide to the project management body of knowledge,
Newtown Square (Pa.) 2000 (trad. it. 2003).
G. Stoneburner, A. Goguen, A. Feringa, Risk management guide for information
technology systems, NIST special publication, 800, 30, July 2002.
H.L. Tosi, M. Pilati, N.P. Mero, J.R. Rizzo, Comportamento organizzativo. Persone,
gruppi e organizzazione, Milano 2002.
European cooperation for space standardization, Space project management. Risk
management, Noordwijk 2004.
T. Altiok, B. Melamed, Simulation modeling and analysis with Arena, Amsterdam
2007.
C. Giustozzi, La sindrome di Fort Apache. La sicurezza delle informazioni nella società
postindustriale, Pescara 2007.
https://it.wikipedia.org/wiki/Sistema_di_gestione_della_sicurezza_sul_lavoro http://www.santannapisa.it/sites/default/files/regolamento_del_sistema_di_gestione_per_la_salute_e_la_sicurezza_dei_lavoratori_sul_luogo_di_lavoro_0.pdf
I PROCESSI PRODUTTIVI
https://www.plis.it/tecnologie_a_tutela_della_vita_e_dell'_occupazione/processi%20produttivi2.htm
La valutazione dei rischi in impianti a rischio di esplosione per la presenza di polveri
infiammabili Fausto Zani1, Marco Caserio 1SYRECO
S.r.l.,http://www.3asi.it/articoli_file/Convegni/Sess%20II_3%20Zani-Caserio.pdf
LE METODOLOGIE DI ANALISI DI RISCHIO PER I DEPOSITI DI RIFIUTI
RADIOATTIVI http://www.enea.it/it/Ricerca_sviluppo/documenti/ricerca-di-sistema-elettrico/nuovo-nucleare-fissione/lp4/lp4-010-1159-cirten-uniroma1-rl.pdf
Il fattore umano: come analizzare e prevenire gli errori. http://www.puntosicuro.it/sicurezza-sul-
lavoro-C-1/altro-C-8/il-fattore-umano-come-analizzare-prevenire-gli-errori-AR-9425/
Principali tecniche di analisi del comportamento umano e indicando soluzioni e prevenzioni applicabili con l’obiettivo di migliorare la sicurezza in ambito lavorativo.
“Il fattore umano: tecniche di analisi, soluzioni, prospettive”, un intervento a cura di P. Clerici, A. Guercio e N. Todaro.
IL FATTORE UMANO: TECNICHE DI ANALISI, SOLUZIONI,
PROSPETTIVE http://www.puntosicuro.info/documenti/documenti/091117_Contarp_prevenzione_rischi_fattore_umano.pdf
McSween T. E.: Scienza & Sicurezza sul lavoro: costruire
comportamenti per ottenere risultati – Ed. italiana a cura di Fabio
Tosolin, Adriano Bacchetta, A.A.R.B.A. (2008)
Geller E. S. : The Psychology of Safety, Chilton Book Company (1996)
Krause T. R.: The Behavior-Based Safety Process: Managing
Involvement for an Injury-Free Culture, John Wiley and Sons (1997)





























