Embed Size (px)
Citation preview
ANALISIS PENGURANGAN VALUE INVENTORY
KEMASAN SEKUNDER DENGAN
MENGGUNAKAN METODE PEMESANAN
ECONOMIC ORDER QUANTITY DI PT. FARMASI
X, TBK
Oleh
Sidik Gunawan
004200900132
Diajukan untuk Memenuhi Persyaratan Akademik
Mencapai Gelar Strata Satu
pada Fakultas Teknik
Program Studi Teknik Industri
2016
ii
LEMBAR REKOMENDASI PEMBIMBING
Laporan skripsi ini berjudul "Analisis Pengurangan Value
Inventory Kemasan sekunder Dengan menggunakan Metode
Pemesanan Economic Order Quantity Di PT. Farmasi X,TBK”
yang disusun dan diajukan oleh Sidik Gunawan sebagai salah satu
persyaratan untuk memperoleh gelar Strata Satu (S1) pada Fakultas
Teknik telah ditinjau dan dianggap memenuhi persyaratan sebuah
skripsi. Oleh karena itu, skripsi ini dapat dijadikan rekomendasi untuk
persyaratan sidang.
CIKARANG, INDONESIA, 30 Maret 2016
Herwan Yusmira, Bsc. MET, MTech.
iii
LEMBAR PERNYATAAN ORISINALITAS
Skripsi yang berjudul "Analisis Pengurangan Value
Inventory Kemasan sekunder Dengan menggunakan Metode
Pemesanan Economic Order Quantity Di PT. Farmasi X,TBK”
adalah hasil dari pengetahuan terbaik dan belum pernah diajukan ke
Universitas lain maupun diterbitkan baik sebagian maupun secara
keseluruhan.
Cikarang, Indonesia, 30 Maret 2016
Sidik Gunawan

iv
ANALISIS PENGURANGAN VALUE INVENTORY
KEMASAN SEKUNDER DENGAN
MENGGUNAKAN METODE PEMESANAN
ECONOMIC ORDER QUANTITY DI PT. FARMASI
X, TBK
(Studi Kasus di PT. X)
Oleh
Sidik Gunawan
NIM. 004200900132
Disetujui oleh,
Herwan Yusmira, B.Sc. MET, MTech Hery Hamdi Azwir, ST, MT
Pembimbing Skripsi 1 Pembimbing Skripsi 2
Ir. Andira, MT
Ketua Program Studi Teknik Industri
i
ABSTRAK
Perkembangan ekonomi global yang pesat. Setiap industri farmasi harus
memiliki pengendalian terencana terhadap proses produksi. Sistem pengendalian
itu dapat menunjang seluruh aktifitas produksi sehingga dapat mencapai semua
tujuan perusahaan. Sebuah sistem pengendalian juga tidak terlepas dari kenyataan
bahwa suatu organisasi melibatkan individu-individu. Aktifitas individu ini
diarahkan untuk mencapai tujuan organisasi. Dalam menunjang produksi
dibutuhkan kesiapan bahan baku untuk menunjang proses produksi, dimana
master box adalah salah satu bahan baku yang dibutuhkan dalam proses produksi.
Dalam menunjang proses produksi ini maka dilakukan persediaan master box
sebanyak 7000 dus besar perbulan, yang dalam hal ini menyebabkan kelebihan
stok pada gudang kemasan, ini disebabkan kekhawatiran kekurangan master box
pada saat proses produksi. Tujuan penelitian ini adalah untuk mengurangi stock
inventory yang berlebih guna memenuhi permintaan pada departement produksi
dan menjalankan target perusahaan pada divisi Gudang Kemasan. Untuk
menentukan rencana bahan baku dengan nilai optimal pengorderan pada periode
yang akan datang, maka perlu Perencanaan material master box menggunakan
metode Economic Order Quantity System (EOQ System). Setelah dilakukan
perhitungan menggunakan metode Economic Order Quantity System (EOQ
System), maka besaran pembelian bahan baku master box yang ekonomis sebesar
200 dus besar per sekali pemesanan.
Kata kunci: Pengendalian terencana, master box, Economic Order Quantity, stock
inventory, proses produksi, interval pemesanan.

ii
KATA PENGANTAR
Segala puji dan syukur penulis panjatkan kepada Alloh SWT, yang telah
memberikan rahmat, hidayah dan karunia-Nya hingga penulis dapat
menyelesaikan skripsi dengan judul “ANALISIS PENGURANGAN VALUE
INVENTORY KEMASAN SEKUNDER DENGAN MENGGUNAKAN
METODE PEMESANAN ECONOMIC ORDER QUANTITY DI PT.
FARMASI X, TBK”. Penulisan skripsi ini dilakukan dalam rangka memenuhi
salah satu syarat dalam mencapai gelar Sarjana Teknik pada Departemen Teknik
Industri Fakultas Teknik President University.
Penulis sangat menyadari bahwa tanpa dukungan, bantuan dan bimbingan
dari berbagai pihak, sejak masa perkuliahan hingga proses penyusunan skripsi,
sulit bagi penulis untuk menyelesaikan skripsi ini. Maka dari itu, penulis ingin
menyampaikan rasa terimakasih yang sangat mendalam kepada:
1. Ibu Anne Prima Heryanti Sebagai Manager Departemen Quality Assurance.
2. Ibu Rosa Lusia Wahyuni Sebagai Supervisor Departemen Kalibrasi dan
Validasi Quality Assurance, sebagai pembimbing dalam pembuatan laporan
ini.
3. Bapak Herwan Yusmira dan Bapak Hery Hamdi Azwir Sebagai dosen
pembimbing.
4. Seluruh karyawan perusahaan yang telah memberikan dukungannya.
5. Orang tua dan teman – teman Industrial Engineering angkatan 2009, yang
telah memberikan dukungannya.
Penulis berharap semoga laporan ini bisa memberikan manfaat positif dan
informasi yang baik untuk PT. Farmasi X maupun President University,
khususnya untuk mahasiswa yang akan menyelesaikan program perkuliahannya.
Cikarang, 30 Maret 2016
Penulis
iii
DAFTAR ISI
LEMBAR REKOMENDASI PEMBIMBING ...... Error! Bookmark not defined.
LEMBAR PERNYATAAN ORISINALITAS ..................................................... vi
ABSTRAK... ............................................................................................................ v
KATA PENGANTAR ............................................................................................ ii
DAFTAR ISI .......................................................................................................... iii
DAFTAR TABEL .................................................................................................... v
DAFTAR GAMBAR ............................................................................................. vi
DAFTAR ISTILAH .............................................................................................. vii
BAB I PENDAHULUAN ........................................................................................ 1
1.1 Latar Belakang Masalah ..................................................................................... 1
1.2 Rumusan Masalah .............................................................................................. 2
1.3 Tujuan Penelitian ............................................................................................... 2
1.4 Manfaat Penelitian ............................................................................................. 3
1.5 Batasan Penelitian .............................................................................................. 3
1.6 Asumsi.... ........................................................................................................... 3
1.7 Sistematika Penulisan ........................................................................................ 4
BAB II LANDASAN TEORI .................................................................................. 4
2.1 Logistik.. ............................................................................................................ 5
2.2 Persediaan .......................................................................................................... 8
2.2.1 Pengertian Persediaan .............................................................................. 8
2.2.2 Bentuk Sistem Persediaan ........................................................................ 9
2.2.3 Fungsi Persediaan .................................................................................. 11
2.2.4 Jenis – Jenis Persediaan ........................................................................ 12
2.2.5 Pengawasan Persediaan .......................................................................... 15
2.2.6 Pengendalian Persediaan ......................................................................... 17
2.3 Sistem Tarik dan Sistem Dorong ..................................................................... 19
2.4 Pengendalian Persediaan Secara Deterministik ............................................... 21
2.5 Safety stock ....................................................................................................... 26
2.6 Pengertian Peramalan ....................................................................................... 26
2.6.1 Syarat – syarat Peramalan Operasi ......................................................... 27
iv
2.6.2 Metode Peramalan .................................................................................. 27
2.6.3 Jenis Peramalan ...................................................................................... 29
2.6.4 Prosedur Peramalan ................................................................................ 30
2.6.5 Karakteristik peramalan ......................................................................... 31
2.6.5.1 Karakteristik Constant ............................................................. 31
2.6.5.2 Karakteristik Trend .................................................................. 33
2.6.6 Kriteria Performance Peramalan ............................................................ 34
2.6.6.1 Mean Square Error (MSE) ...................................................... 34
2.6.6.2 Standard Error of Estimated (SEE) ......................................... 34
2.6.6.3 Precentage Error (PE) ............................................................. 34
2.6.6.4 Mean Absolute Deviation (MAD) ............................................ 34
BAB III METODOLOGI PENELITIAN............................................................... 35
3.1 Kerangka penelitian ......................................................................................... 36
3.2 Pengamatan Awal............................................................................................. 36
3.3 Identifikasi Masalah ......................................................................................... 36
3.4 Landasan Teori ................................................................................................. 36
3.5 Teknik Pengumpulan Data ............................................................................... 36
3.6 Teknik Analisis Data ........................................................................................ 38
3.7 Simpulan dan Saran.......................................................................................... 38
BAB IV HASIL PENELITIAN DAN PEMBAHASAN ....................................... 39
4.1 Data Awal Penelitian........................................................................................ 39
4.1.1 Karakteristik Constant ........................................................................... 41
4.1.2 Karakteristik Trend ................................................................................ 47
4.1.3 Pemilihan Metode Peramalan ................................................................ 53
4.2 Perhitungan safety stock .................................................................................. 56
4.3 Perhitungan EOQ ............................................................................................. 59
4.4 Pembahasan ...................................................................................................... 55
BAB V SIMPULAN DAN SARAN ..................................................................... 65
5.1 Simpulan .......................................................................................................... 65
5.2 Saran....... .......................................................................................................... 65
DAFTAR PUSTAKA ............................................................................................ 66
LAMPIRAN. .......................................................................................................... 67

v
DAFTAR TABEL
Tabel 2.1 Rentang waktu dan peramalan ......................................................... 28
Tabel 4.1 Jumlah Pemesanan MB Promag Periode 2014 ................................. 40
Tabel 4.2 Peramalan menggunakan single moving average ......................... ....42
Tabel 4.3 Koefisien bobot WMA ..................................................................... 43
Tabel 4.4 Peramalan menggunakan WMA ....................................................... 44
Tabel 4.5 Peramalan menggunakan single exponential smoothing .................. 46
Tabel 4.6 Peramalan menggunakan double moving average ............................ 49
Tabel 4.7 Peramalan menggunakan double exponential smoothing browns ... 53
Tabel 4.8 Peramalan menggunakan regression analysis pola linier ............... 54
Tabel 4.9 Perbandingan nilai kesalahan peramalan dengan means absolute
deviation ............................................................................................ 54
Tabel 4.10 Perbandingan nilai kesalahan peramalan dengan means square error54
Tabel 4.11 Perbandingan pemesanan master box periode berikutnya berdasarkan
metode single exponential smoothing ............................................... 55
Tabel 4.12 Tabel kurva normal ........................................................................... 57
Tabel 4.13 Permintaan master box promag ........................................................ 58
Tabel 4.14 Perbandingan pemesanan berdasarkan kebutuhan produksi dan stock
di gudang kemasan ........................................................................... 62
Tabel 4.15 Jumlah kebutuhan master box periode berikutnya .......................... 62

vi
DAFTAR GAMBAR
Gambar 2.1 Pengaruh sistem persediaan ............................................................... 9
Gambar 2.2 Sistem berjenjang dalam persediaan ................................................. 10
Gambar 2.3 Perbandingan sistem dorong dan sistem tarik ................................... 20
Gambar 2.4 Total biaya persediaan ...................................................................... 24
Gambar 2.5 Titik pemesanan ulang dan tenggang waktu ..................................... 25
Gambar 3.1 Kerangka penelitian .......................................................................... 35
Gambar 4.1 Flow chart permintaan sampel MB ke gudang kemasan .................. 39
Gambar 4.2 Grafik jumlah pemesanan master box sebelum dan setelah pemesanan
berdasarkan peramalan ..................................................................... 56
Gambar 4.3 Grafik titik pemesanan ulang dengan tenggang waktu ..................... 61
Gambar 4.4 Grafik jumlah pemesanan sebelum dilakukan EOQ sistem .............. 63
Gambar 4.5 Grafik pemesanan master box sesuai permintaan produksi .............. 63
Gambar 4.6 Grafik jumlah pemesanan sebelum dan setelah dilakukan metode
EOQ..................................................................................................64
1
DAFTAR ISTILAH
1. QA: Quality Assurance, merupakan salah satu departement dalam suatu
organisasi perusahaan yang berfungsi menjamin mutu dari suatu proses dan mutu
dari produk.
2. MRO: Maintenance/repair/ operating, suatu kegiatan dalam rangka
merawat, memperbaiki dan proses pada suatu sistem produksi yang menghasilkan
suatu produk.
3. EOQ: Economic Order Quantity, salah satu teknik pengendalian yang
paling bagus, tangguh dan paling dikenal secara luas.
4. PPIC: Production Planning In Control, merupakan salah satu departement
dalam suatu organisasi perusahaan yang berfungsi merencanakan dan
mengendalikan rangkaian proses produksi agar berjalan sesuai dengan rencana
yang sudah ditetapkan serta mengendalikan jumlah inventory agar sesuai dengan
kebutuhan yang ada.
5. MB: Master box, suatu kemasan sekunder yang berfungsi sebagai tempat
dari suatu produk.
6. PM: Packaging Material, bagian terluar yang membungkus suatu produk
dengan tujuan untuk melindungi produk dari cuaca, guncangan, dan benturan-
benturan terhadap benda lain.
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Perkembangan dunia industri pada saat ini mengakibatkan persaingan yang
sangat ketat khususnya industri farmasi. Biaya produksi cenderung meningkat dari
tahun ke tahun, sementara komitmen untuk tetap menjamin kualitas produk harus
tetap dipertahankan, maka perlu suatu upaya untuk terus melakukan perbaikan
berkelanjutan. Untuk menghasilkan produk obat yang berkualitas, aman, dan
berkhasiat, industri farmasi di Indonesia perlu menerapkan pengendalian
menyeluruh untuk menjamin bahwa konsumen menerima produk obat tersebut
sesuai dengan yang diharapkan.
Industri farmasi merupakan sarana pelayanan kesehatan yang posisinya
berada di hulu dalam rantai kegiatan pelayanan kesehatan masyarakat. Industri
farmasi berfungsi melakukan kegiatan produksi guna menyediakan kebutuhan
obat bagi masyarakat. Dalam rangka memenuhi tuntutan dan kebutuhan
konsumen akan obat dan untuk bertahan dalam persaingan pasar dalam memenuhi
kebutuhan konsumen, PT. Farmasi X, Tbk berusaha untuk menyesuaikan diri
dengan kebutuhan pasar.
Salah satu upaya yang dilakukan perusahaan adalah menerapkan sistem
manajemen persediaan bahan kemas sebagai antisipasi terhadap beberapa faktor
yang menjadi penghambat proses produksi. Berdasarkan pengamatan digudang
2
kemasan terdapat stok master box berlebih untuk beberapa produk disetiap
bulannya, terutama master box promag ukuran 475x355x300 mm di stok
sebanyak 7000 dus besar, sedangkan permintaan produksi yang fluktuatif,
sehingga membutuhkan tempat untuk menyimpan master box tersebut. Dengan
stok yang berlebih ini menimbulkan biaya berlebih untuk penyimpanan stok
tersebut.
1.2 Rumusan Masalah
1. Bagaimana menentukan value stock inventory yang ideal dengan metode
EOQ agar sesuai dengan permintaan dus besar dari bagian produksi?
2. Bagaimana menentukan safety stock dus besar yang sesuai dengan
kebutuhan produksi?
1.3 Tujuan Penelitian
Adapun maksud dari penelitian ini sebagai berikut:
1. Untuk mengurangi stock inventory yang berlebih dengan metode Economic
Order Quantity guna memenuhi permintaan pada departement produksi dan
menjalankan target perusahaan pada divisi Gudang Kemasan.
2. Untuk menentukan besarnya stok minimum dan besarnya pemesanan master
box berdasarkan Metode Pemesanan yang ekonomis atau EOQ (Economic
Order Quantity).
3
1.4 Batasan Penelitian
1. Penelitian hanya dilakukan di seksi Gudang Kemasan.
2. Penelitian hanya dilakukan untuk kemasan sekunder produk MB
PROMAG/475 X 355 X 300 MM.
3. Data-data yang digunakan pada periode tahun 2014 selama 12 bulan.
1.5 Asumsi
Pada penelitian ini diasumsikan pemesanan yang dilakukan dengan
metode pemesanan yang ekonomis atau EOQ (Economic Order Quantity) secara
deterministik.
1.6 Sistematika Penulisan
BAB I Pendahuluan, berisi:
Latar belakang, rumusan masalah, tujuan penelitian, manfaat
penelitian, batasan penelitian, dan sistematika penulisan.
BAB II Landasan Teori, berisi:
Teori penunjang yang berisi cara-cara untuk menyelesaikan
penelitian tersebut.
BAB III Metodologi Penelitian, berisi:
Kerangka penelitian, pengamatan awal, identifikasi masalah,
landasan teori, teknik pengumpulan data, teknik analisis data
dan simpulan dan saran.
BAB IV Data dan Analisis, berisi:
4
Data penelitian, rancangan metode penelitian, variabel
penelitian, objek penelitian, pengumpulan data, analisis data
dan pembahasan.
BAB V Simpulan dan saran, berisi:
Simpulan dari penelitian yang dilakukan dan saran terhadap
penelitian yang dilakukan.
Uraian diatas merupakan gambaran dilakukannya penelitian ini, dan teori
yang mendukung dalam penelitian ini akan diuraikan pada bab selanjutnya.

1
BAB II
LANDASAN TEORI
Dalam memecahkan dan mengintegrasikan masalah pada penulisan tugas
akhir ini, maka perlu diuraikan terlebih dahulu dasar-dasar teori yang
berhubungan dengan pokok masalah yang akan dibahas. Hal ini diperlukan
sebagai landasan dalam melakukan langkah-langkah pemecahan masalah.
2.1 Logistik
Logistik yang merupakan bagian dari suatu ilmu pengetahuan atau seni
serta proses yang menguraikan tentang perencanaan dan penentuan pemenuhan
dari kebutuhan pengadaan, penyimpanan bahan dan alat-alat. Dalam pelaksanaan
pembangunan, pengelolaan logistik merupakan salah satu unsur penunjang utama
daripada sistem administrasi lainnya. (Aditama, 2002)
Kegiatan logistik secara garis besar memiliki tiga tujuan. Salah satu
tujuannya adalah tujuan operasional yang bermaksud agar tersedia barang, serta
bahan dalam jumlah yang tepat dan mutu yang sesuai. Setelah itu ada juga tujuan
keuangan yang bermaksud bahwa segala upaya dari tujuan operasional dapat
dilakukan dengan biaya yang rendah dan disesuaikan. Sementara itu, tujuan
pengamanan bermaksud agar ketersediaan barang tidak terganggu oleh hal-hal
seperti kerusakan, dan penggunaan yang tidak semestinya. (Aditama, 2002)
Aditama (2002), menyatakan bahwa tugas dan kegiatan logistik meliputi
antara lain mengadakan pembelian, inventory dan stock control, penyimpanan

2
serta terkait dengan kegiatan pengembangan, produksi dan operasional, keuangan,
akuntansi manajemen, penjualan dan distribusi serta informasi.
Menurut Subagya, fungsi-fungsi manajemen logistik merupakan suatu
proses yang terdiri dari:
a. Fungsi Perencanaan dan Penentuan Kebutuhan
Fungsi perencanaan mencakup aktifitas dalam menetapkan sasaran-
sasaran, pedoman, pengukuran penyelenggaraan bidang logistik.
Penentuan kebutuhan merupakan perincian dari fungsi perencanaan,
bila perlu semua faktor yang mempengaruhi penentuan kebutuhan harus
diperhitungkan.
b. Fungsi Penganggaran
Fungsi ini merupakan usaha-usaha untuk merumuskan perincian
penentuan kebutuhan dalam suatu skala standar yakni skala mata uang
dan jumlah biaya dengan memperhatikan pengarahan dan pembatasan
yang berlaku terhadapnya.
c. Fungsi Pengadaan
Fungsi ini merupakan usaha dan kegiatan untuk memenuhi kebutuhan
operasional yang telah digariskan dalam fungsi perencanaan dan
penentuan kepada instansi-instansi pelaksana.
d. Fungsi Penyimpanan dan Penyaluran
Fungsi ini merupakan penerimaan, penyimpanan dan penyaluran
perlengkapan yang telah diadakan melalui fungsi-fungsi terdahulu
untuk kemudian disalurkan kepada instansi-instansi pelaksana.

3
e. Fungsi Pemeliharaan
Fungsi Pemeliharaan adalah usaha atau proses kegiatan untuk
mempertahankan kondisi teknis, daya guna dan daya hasil barang
inventaris.
f. Fungsi Penghapusan
Fungsi ini adalah berupa kegiatan dan usaha pembebasan barang dari
pertanggungjawaban yang berlaku. Dengan perkataan lain, fungsi
penghapusan adalah usaha untuk menghapus kekayaan karena
kerusakan yang tidak dapat diperbaiki lagi, dinyatakan sudah tua dari
segi ekonomis maupun teknis, kelebihan, hilang, susut dan karena hal-
lain lain menurut peraturan perundang-undangan yang berlaku.
g. Fungsi Pengendalian
Fungsi ini merupakan fungsi inti dari pengelolaan perlengkapan yang
meliputi usaha untuk memonitor dan mengamankan keseluruhan
pengelola logistik.
Dalam fungsi ini di antaranya terdapat kegiatan pengendalian persediaan
(inventory control) dan expediting yang merupakan unsur-unsur utamanya.
Menurut Assauri (2004), Persediaan merupakan suatu aktiva yang meliputi
barang-barang milik perusahaan dengan maksud untuk dijual dalam suatu
periode usaha yang masih dalam proses produksi. Para manajer operasi di
seluruh dunia telah mengetahui bahwa manajemen persediaan yang baik sangat
penting. Pada sisi yang lain, produksi dapat terhenti dan pelanggan menjadi
tidak terlayani ketika pesanannya tidak tersedia. Oleh karena itu,perusahaan
4
harus dapat mengatur keseimbangan antara iinvestasi persediaan dan layanan
pelanggan. Anda tidak akan pernah mencapai strategi biaya rincian tanpa
manajemen persediaan yang baik.
Semua organisasi memiliki beberapa bentuk perencanaan dan sistem
kontrol persediaan. Sebuah bank memiliki metode-metode untuk mengendalikan
persediaan uang tunai. Sebuah rumah sakit mempunyai metode untuk mengontrol
persediaan darah dan obat-obatan. Instansi pemerintahan, sekolah, dan tentu saja
hamper semua pabrik serta organisasi memiliki keterkaitan dengan perencanaan
dan kontrol persediaan.
Pada kasus produk fisik, organisasi harus menentukan apakah akan
memproduksi barang-barang atau membelinya. Setelah keputusan ini dibuat,
maka organisasi dapat segera melakukan aktifitas selanjutnya untuk menjaga
keefektifan produksi dan menentukan berapa persediaan yang harus dipenuhi.
Persediaan adalah setiap sumber daya yang disimpan (stored resource) yang
digunakan untuk memuaskan kebutuhan pelanggan pada saat ini atau masa depan.
2.2 Persediaan
2.2.1 Pengertian Persediaan
Persediaan (inventory), didalam perusahaan dibagian produksi, dapat
diartikan sebagai segala sesuatu yang menunggu untuk dipergunakan. (idle
resource). Sumber daya menganggur ini belum digunakan karena menunggu
proses lebih lanjut.Yang dimaksud proses selanjutnya disini dapat berupa kegiatan
produksi seperti dijumpai pada suatu perusahaan. Keberadaan persediaan atau
sumber daya menganggur ini dalam suatu sistem mempunyai tujuan tertentu.

5
Dengan adanya persediaan atau inventory dapat menimbulkan biaya-biaya
tambahan dalam proses produksi, selain biaya dengan adanya persediaan yang
berlebih bisa mengakibatkan kerusakan sebelum digunakan.
2.2.2 Bentuk Sistem Persediaan
Secara umum suatu sistem persediaan diklasifikasikan menjadi:
1. Sistem Sederhana
Sistem sederhana yaitu sistem persediaan yang berdasarkan atas input dan output.
(Sumber : Ishak, 2010. Hal 160)
Gambar 2.1 Pengaruh sistem persediaan.
Gambar 2.1 menunjukan sistem persediaan yang dipengaruhi oleh proses
input dan proses output. p(t) adalah rata rata material atau bahan yang masuk
kedalam sistem persediaan t. sedangkan w(t) adalah rata rata suatu material atau
bahan keluar dari sistem persediaan.Output w(t) dipengaruhi oleh permintaan atau
kebutuhan terhadap material atau bahan, dengan rata rata D(t),yang berasal dari
pihak luar perusahaan dan berada di luar wewenang perusahaan.
Walaupun terkadang kita dapat mempengaruhi permintaan dengan
kebijaksanaan harga dan iklan, atau kebutuhan akan suatu bahan dapat
dikendalikan melalui proses produksi yang dapat dijalankan, D(t) dapat dianggap

6
sebagai variable yang berada di luar wewenang perusahaan, rata rata output w(t)
akan sama dengan rata rata permintaan d(t), kecuali jika permintaan mengalami
kekurangan,dengan kata lain d(t) lebih besar dari pada p(t),atau yg disebut juga
sebagai kondisi “out of stock” dan “stockout”.
Kekurangan yang timbul dapat dipenuhi dengan rush order tentu tidak
dapat diprediksi waktu dan jumlahnya. Karena itu,rush order tentu harus
dilakukan kepada supplier yang memiliki sistem dengan tingkat responsif
tinggi.Tingkat responsif yang tinggi didukung oleh sistem yang fleksibel,yang
mampu mengubah volume dan waktu dari output yang dihasilkan.
Proses input merupakan bagian dari sistem persediaan yang dapat di
kontrol perusahaan melalui kebijaksanaan kapan dan berapa banyak pemesananan
perlu dilakukan. Walaupun demikian,keterlambat-keterlambatan pemenuhan
pemenuhan pemesanan dari pemasok bisa saja terjadi, sehingga rata-rata input
aktual (P(t)), akan berdeviasi atau berbeda dari harapan perusahaan.
2. Sistem Berjenjang (Multi Echelon Inventory System)
Ada beberapa fasilitas persediaan yang saling berkaitan
(Sumber : Ishak, 2010. Hal 162)
Gambar 2.2 Sistem berjenjang dalam persediaan.

7
2.2.3 Fungsi Persediaan
Fungsi utama persediaan yaitu sebagai penyangga, penghubung antar
proses produksi dan distribusi untuk memperoleh efisiensi. Fungsi lain persediaan
yaitu sebagai penyeimbang harga terhadap naik turunnya permintaan. Lebih
jelasnya, persediaan dapat diklasifikasikan berdasarkan fungsinya sebagai berikut:
A. Persediaan dalam lot size
B. Persediaan cadangan
C. Persediaan antisipasi
D. Persediaan pipeline
Persediaan juga mempunyai beberapa fungsi lain seperti:
1. Untuk mengantisipasi fluktuasi permintaan.
2. Untuk menyeimbangkan permintaan produksi selama musim permintaan
yang tinggi dan musim permintaan yang rendah.
3. Untuk memisahkan sistem operasi dan distribusi.
4. Untuk mengurangi stock out.
5. Pengiriman yang terlambat dan kenaikan permintaan yang tidak
diperkirakan dapat meningkatkan stok out, oleh karena itu harus adanya
safety stock.
6. Untuk melancarkan operasi produksi dan distribusi.
8
2.2.4 Jenis – jenis persediaan
Pada umumnya persediaan dalam perusahaan industri atau pabrik
dikategorikan menjadi lima tipe dasar, yaitu:
1. Persediaan bahan baku
Persediaan bahan baku (raw material inventory) dibeli tetapi tidak
dilakukan proses. Persediaan ini digunakan untuk men-decouple
(memisahkan) para pemasok dari proses produksi. Maka pendekatan yang
lebih disukai adalah menghapuskan keragaman mutu, kualitas atau waktu
pengiriman pemasok sehingga pemisahaan tidak lagi diperlukan.
2. Persediaan barang setengah jadi (working in proses-WIP inventory)
Persediaan barang setengan jadi adalah bahan baku atau komponen yang
mengalami beberapa perubahan tetapi belum selesai. Adanya WIP
disebabkan oleh waktu yang dibutuhkan untuk membuat sebuah produk
(siklus waktu/cycle time). Mengurangi siklus waktu berarti mengurangi
persediaan, sering kali tugas ini mudah dilakukan. Dalam sebagian besar
waktu yang digunakan sebuah produk ketika sedang dibuat sebenarnya
produk tersebut tidak mengalami apapun.
3. Persediaan pemeliharaan / perbaikan / operasi (maintenance/repair/
operating)
Yang diperlukan untuk menjaga agar permesinan dan proses produksi
tetap produktif. Maintenance/repair/ operating (MRO) tetap ada karena
kebutuhan dan waktu pemeliharaan dan perbaikan beberapa peralatan tidak
diketahui. Meskipun permintaan persediaan MRO sering menjadi sebuah
9
fungsi jadwal pemeliharaan, maka permintaan MRO lain yang tidak
dijadwalkan harus diantisipasi.
4. Persediaan barang jadi (finished goods inventory)
Persediaan barang jadi adalah produk yang sudah selesai dan menunggu
pengiriman. Barang jadi bisa disimpan, karena permintaan pelanggan di
masa yang akan datang.
5. Persediaan distribusi
Secara spesifik jenis – jenis persediaan dapat diklasifikasikan sebagai berikut:
1. Batch Stock
Batch stock yaitu persediaan yang diadakan karena kita membeli atau
membuat bahan-bahan dalam jumlah yang lebih besar daripada jumlah
yang dibutuhkan pada saat itu. Keuntungan yang diperoleh dari adanya
batch stock ialah:
a. Memperoleh potongan harga pada harga pembelian
b. Memperoleh efisiensi produksi
c. Adanya penghematan di dalam biaya angkutan
2. Fluctuation Stock
Persediaan yang diadakan untuk menghadapi fluktuasi permintaan
konsumen yang tidak dapat diramalkan. Bila terdapat fluktuasi permintaan
yang sangat besar maka persediaan ini dibutuhkan sangat besar pula untuk
menjaga kemungkinan naik turunnya permintaan tersebut.
10
3. Anticipation Stock
Persediaan yang diadakan untuk menghadapi fluktuasi permintaan yang
dapat diramalkan, berdasarkan pola musiman yang terdapat dalam satu
tahun dan untuk menghadapi penggunaan atau penjualan yang meningkat.
Sedangkan biaya-biaya yang timbul dari adanya persediaan adalah (Assauri
2004):
1. Biaya Pemesanan (Ordering Costs)
Biaya pemesanan adalah biaya yang dikeluarkan berkenaan dengan
pemesanan barang-barang dari penjual, sejak dari pesanan dibuat dan
dikirim ke penjual sampai barang tersebut dikirim dan diserahkan serta
diinspeksi di gudang. Jadi biaya ini berhubungan dengan pesanan tetapi
sifatnya agak konstan, dimana besarnya biaya yang dikeluarkan tidak
tergantung pada besarnya atau banyaknya barang yang dipesan. Yang
termasuk dalam biaya pemesanan ialah semua biaya yang dikeluarkan
dalam rangka mengadakan pemesanan bahan tersebut, di antaranya:
a. Biaya administrasi pembelian dan penempatan order
b. Biaya pengangkutan dan bongkar muat
c. Biaya penerimaan dan biaya pemeriksaan.
2. Biaya Penyimpanan (Holding Cost)
Biaya penyimpanan adalah biaya-biaya yang diperlukan berkenaan dengan
adanya persediaan yang meliputi seluruh pengeluaran yang dikeluarkan
perusahaan sebagai akibat adanya jumlah persediaan. Yang termasuk
dalam biaya ini ialah semua biaya yang timbul karena barang disimpan
yaitu biaya pergudangan yang terdiri dari:
11
a. Biaya sewa gudang
b. Upah dan gaji tenaga pengawas dan pelaksana pergudangan
c. Biaya peralatan material dan yang lainnya
3. Biaya Kekurangan Persediaan (Out of Stock Costs)
Biaya kekurangan persediaan adalah biaya yang timbul sebagai akibat
terjadinya persediaan yang lebih kecil daripada jumlah yang diperlukan
seperti kerugian atau biaya-biaya tambahan yang diperlukan karena
seorang pelanggan meminta atau memesan suatu barang sedangkan barang
atau bahan yang dibutuhkan tidak tersedia. Selain itu juga dapat
merupakan biaya-biaya yang timbul akibat pengiriman kembali pesanan
tersebut.
4. Biaya-biaya yang berhubungan dengan kapasitas (Capacity Associated
Costs)
Biaya-biaya yang berhubungan dengan kapasitas adalah biaya-biaya terdiri
atas biaya kerja lembur, biaya latihan, dan biaya pengangguran (idle time
stock). Biaya-biaya ini terjadi karena adanya penambahan atau
pengurangan kapasitas atau bila terlalu banyak atau terlalu sedikitnya
kapasitas yang digunakan pada suatu waktu tertentu.
2.2.5 Pengawasan Persediaan
Setiap perusahaan haruslah dapat mempertahankan suatu jumlah
persediaan yang optimum yang dapat menjamin kebutuhan bagi kelancaran
kegiatan perusahaan dalam jumlah dan mutu yang tepat serta dengan biaya yang
serendah-rendahnya. Persediaan yang terlalu berlebihan akan merugikan

12
perusahaan karena ini berarti lebih banyak uang atau modal yang tertanam dan
biaya yang ditimbulkan dengan adanya persediaan tersebut. Sebaliknya suatu
persediaan yang terlalu kecil akan merugikan perusahaan karena kelancaran dari
kegiatan produksi dan distribusi terganggu. Untuk dapat mengatur tersedianya
suatu tingkat persediaan yang optimum yang dapat memenuhi kebutuhan bahan-
bahan dalam jumlah, mutu dan pada waktu yang tepat serta jumlah biaya yang
rendah seperti yang diharapkan, maka diperlukan suatu sistem pengawasan
persediaan yang harus memenuhi persyaratan-persyaratan berikut (Assauri,
2004):
a. Terdapatnya gudang yang cukup luas dan teratur dengan pengaturan
tempat bahan/barang yang tetap dan identifikasi bahan/barang
tertentu.
b. Sentralisasi kekuasaan dan tanggung jawab pada satu orang yang
dapat dipercaya.
c. Suatu sistem pencatatan dan pemeriksaan atas penerimaan
bahan/barang.
d. Pengawasan mutlak atas pengeluaran barang.
e. Pencatatan yang cukup teliti yang menunjukkan jumlah yang dipesan,
yang dikeluarkan dan yang tersedia dalam gudang.
f. Pemeriksaan fisik barang yang ada dalam persediaan secara langsung.
g. Perencanaan untuk menggantikan barang yang telah dikeluarkan,
barang yang telah lama dalam gudang dan barang yang sudah usang
dan ketinggalan zaman.
13
h. Pengecekan untuk menjamin dapat efektifnya kegiatan rutin. Jadi
kegiatan pengawasan persediaan meliputi perencanaan persediaan,
penjadwalan untuk pemesanan, pengaturan penyimpanan dan yang
lainnya.
Adapun fungsi utama dari suatu pengawasan persediaan yang efektif
adalah:
a. Memperoleh barang, yaitu menetapkan prosedur untuk memperoleh
suatu suplai yang cukup dari barang yang dibutuhkan baik kuantitas
maupun kualitas.
b. Menyimpan dan memelihara dan melindungi barang yang telah
dimasukkan ke dalam persediaan.
c. Pengeluaran barang, yaitu menetapkan suatu pengaturan atas
pengeluaran dan penyampaian barang dengan tepat pada saat serta
tempat di mana dibutuhkan.
d. Meminimalisasi investasi dalam bentuk barang (mempertahankan
persediaan dalam jumlah yang optimum setiap waktu).
2.2.6 Pengendalian Persediaan
Menurut Subagya, pengendalian merupakan fungsi yang mengatur dan
mengarahkan cara pelaksanaan dari suatu rencana baik dengan pengaturan
dalam bentuk tata laksana yaitu: manual, standar, kriteria, ataupun prosedur
melalui tindakan untuk memungkinkan optimasi dalam penyelenggaraan suatu
program oleh unsur dan unit terkait. Fungsi pengendalian mengandung kegiatan:
a. Inventarisasi, menyangkut kegiatan-kegiatan dalam perolehan data
logistik.
14
b. Pengawasan, menyangkut kegiatan-kegiatan untuk menetapkan ada
tidaknya deviasi-deviasi penyelenggaraan dari rencana-rencana
logistik.
c. Evaluasi, menyangkut kegiatan-kegiatan memonitor, menilai dan
membentuk data-data logistik yang diperlukan hingga merupakan
informasi bagi fungsi logistik lainnya.
Untuk itu, agar fungsi pengendalian dapat dilaksanakan dengan baik
diperlukan sarana-sarana yang sesuai dengan perkembangan yang meliputi:
1. Struktur organisasi.
Agar dapat melaksanakan pengendalian seefektif mungkin, suatu
organisasi harus mempunyai struktur organisasi agar dapat
mengetahui dengan jelas ruang lingkup, tugas pokok, wewenang dan
tanggung jawabnya.
2. Sistem dan prosedur
Landasan peraturan merupakan dasar utama pengendalian. Untuk itu
system merupakan alat bantu yang flexible dalam memperlancar
penyelesaian. Sistem informasi yang kontinyu dengan pemberitaan
bahan yang lengkap, dapat dipercaya dan mutakhir dapat lebih
membantu pengendalian yang efektif, efisien dan produktif.
3. Petugas
Personil yang disiplin, cakap dan terampil sangat meringankan beban
pengendalian. Dengan demikian peningkatan akan kecerdasan,
ketrampilan dan mental para karyawan perlu diperhatikan.

15
4. Peralatan
Peralatan yang dimaksud tidak selalu harus berwujud barang fisik
seperti alat-alat bantu tapi bisa merupakan suatu buku petunjuk,
standar ataupun pedoman yang merupakan sarana dalam
memperlancar suatu sistem.
2.3 Sistem Tarik dan Sistem Dorong
Di berbagai negara di seluruh dunia banyak orang yang mempelajari
sistem produksi yang selalu dan akan terus berkembang sesuai dengan kebutuhan
industri dan manufaktur. Ciri sistem produksi adalah suatu rangkaian dari banyak
langkah dan proses yang melibatkan seluruh sumber yang ada dengan
menggunakan sistem dorong (push sistem) dan sistem tarik (pull sistem).
Dalam sistem dorong,yang yang merupakan sistem umum digunakan oleh
industri manufaktur perpindahan material dan pembuatan produk dilakukan
dengan cara mendorong material dari satu proses ke proses berkutnya tanpa
mempertimbangkan bagaimana yang akan terjadi dalam proses paling akhir.
Sekali beroperasi, maka pekerjaan akan mengalir terus dari satu proses ke proses
berikutnya tanpa mempertimbangkan bagaimana dan apa yang akan terjadi pada
proses paling akhir. Aktivitas ini akan berlangsung terus menerus meskipun
proses-proses sesudah (subsequent process) tidak menkonsumsi jumlah material
pada tingkat yang sama dengan material yang didorong dari proses sebelum
(preceding process).
Sistem tarik adalah suatu sistem pengendalian produksi di mana proses
paling akhir dijadikan sebagai titik awal produksi. Dengan demikian rencana

16
produksi yang dikehendaki, dengan jumlah dan tanggal yang telah
ditentukan,diberikan kepada proses paling akhir. Dalam sistem tarik,proses
sesudah akan meminta dan menarik material dari proses sebelum dengan
berdasarkan pada kebutuhan aktual dari proses sesudah. Dalam hal ini proses
sebelum tidak boleh memproduksi dan mendorong atau memberikan komponen
kepada proses sesudah sebelum ada permintaan dari proses sesudah dengan cara
ini rencana proses produksi akan berjalan dari departeme produksi akhir ke
departeme produksi paling awal.
Dalam sistem tarik jumlah persediaan diusahakan sekecil mungkin dan
biasanya disimpan dalam lot yang berukuran standar dengan membatasi jumlah
dari lot tersebut.
Perbedaan antara sistem dorong dan sistem tarik dalam hal aliran material dan
penyusunan jadwal produksi dapat dilihat pada gambar 2.3
(Sumber : Ishak, 2010. Hal 191)
Gambar 2.3 Perbandingan sistem dorong dan sistem tarik.
17
Dari gambar 2.3 diketahui bahwa sistem dorong merupakan proses beraliran
tunggal (single flow process),dimana aliran jadwal yang disusun dan aliran
material dalam proses berada pada arah yang sama. Sedangkan sistem tarik
merupakan proses beraliran ganda (double flow process),dimana aliran material
berada pada arah yang berbeda dengan aliran jadwal yang disusun.dalam hal
ini,sistem kanban digunakan untuk mengkomunikasikan jadwal yang disusun
tersebut dari satu workcenter ke workcenter lain.Perbedaan yang lebih spesifik
antara sistem dorong dan sistem tarik adalah dimana sistem dorong
mengendalikan hasil produksi (output) Dengan mengendalikan pekerjaan yang
dilakukan berdasarkan “pesanan yang diperkirakan “,kemudian mengukur tingkat
persediaan work in process(WIP). Sedangkan sistem tarik mengendalikan WIP
dengan cara mengendalikan lantai produksi baru kemudian mengukur tingkat
persediaan WIP.
2.4 Pengendalian Persediaan Secara Deterministik
Untuk menentukan kebijaksanaan persediaan yang optimum dibuthkan
informasi mengenai parameter-parameter berikut:
1. Perkiraan kebutuhan
2. Biaya-biaya persediaan
3. Lead time
Dalam model perdiaan deterministik parameter-parameter yang
berpengaruh terhadap sistem persediaan dapat diketahui dengan pasti.
Rata-rata kebutuhan dan biaya-biaya persediaan diasumsi diketahui
18
dengan pasti. Lamanya lead time juga diasumsikan selalu tetap.karena
semua parameter bersifat deterministik maka tidak dimungkinkan adanya
kekurangan persediaan. Dalam dunia nyata, akan sangat jarang
ditemukan situasi dimana seluruh parameter dapat diketahui dengan
pasti. Karena itu, akan lebih masuk akal jika digunakan model-model
probabilistik yang mempertimbangkan ketidakpastian pada parameter-
parameternya. Namun, model deterministik terkadang merupakan
pendekatan yang sangat baik, atau paling tidak merupakan langkah awal
yang baik untuk menggambarkan fenomena persediaan. Salah satu model
yang sangat populer didalam sistem deterministik adalah model wilson.
Model wilson ini merupakan dasar dari berbagai pengembangan metode-
metode persediaan. Berikut ini akan dijelaskan beberapa metode untuk
model persediaan deterministik.
a. Model Wilson (EOQ)
Dalam model EOQ digunakan asumsi-asumsi berikut untuk
menyederhanakan sistem persediaan yang ada (Ishak, 2010):
Permintaan (kebutuhan) diketahui dengan pasti dan konstan sepanjang
waktu.
Pemesanan kembali dilakukan ketika persediaan mencapai titik nol,
dan akan langsung terima seketika, sesuai ukuran pemesanan yang
dilakukan, sehingga tidak akan terjadi kekurangan persediaan.
Model EOQ ini mencari ukuran pemesanan yang ekonomis dengan
meminimalkan total biaya. Ada dua macam biaya yang dipertimbangkan, yaitu:
19
1. Biaya penyimpanan
Biaya penyimpanan pertahun merupakan perkaliaan antara rata-rata
persediaan pertahun dengan biaya simpan perunit pertahun. Jika rata-
rata persediaan pertahun = , dimana Q adalah ukuran pemesanan,
dan biaya simpan perunit pertahun adalah h, maka: total biaya
penyimpanan pertahun = .
2. Biaya pemesanan dan pembelian
Biaya pembelian pertahun (annual purchase cost) merupakan total
harga yang dikeluarkan untuk membeli suatu barang, yaitu perkaliaan
antara harga barang perunit (C) dengan banyaknya barang yang dibeli
sepanjang tahun, yaitu sebesar demand (D).
Total biaya pembelian pertahun = , sedangkan total biaya
pemesanan pertahun merupakan perkalian antara biaya per pemesanan
(A) dikalikan banyaknya pemesanan dalam satu tahun ( ), dimana D
adalah banyaknya kebutuhan selama satu tahun.
Total biaya pemesanan pertahun =
Sehingga,
Total biaya pertahun (TC) = biaya pembeliaan pertahun + biaya
pemesanan pertahun + biaya penyimpanan pertahun
20
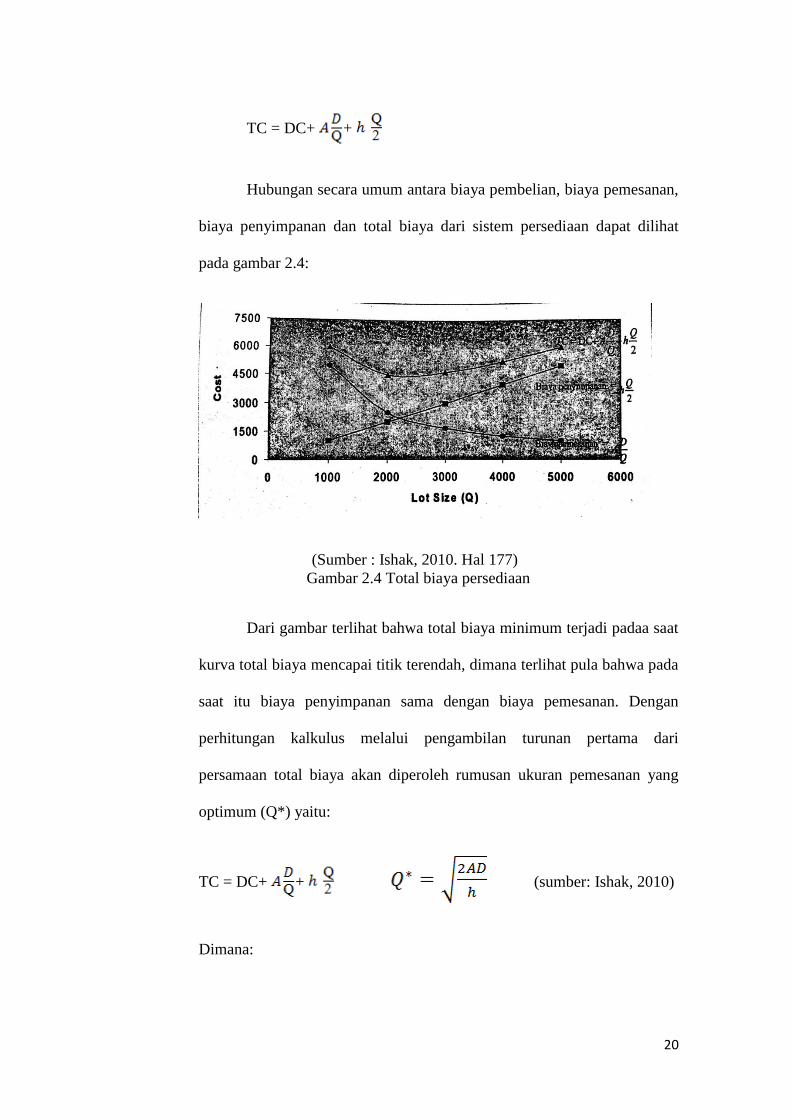
TC = DC+ +
Hubungan secara umum antara biaya pembelian, biaya pemesanan,
biaya penyimpanan dan total biaya dari sistem persediaan dapat dilihat
pada gambar 2.4:
(Sumber : Ishak, 2010. Hal 177)
Gambar 2.4 Total biaya persediaan
Dari gambar terlihat bahwa total biaya minimum terjadi padaa saat
kurva total biaya mencapai titik terendah, dimana terlihat pula bahwa pada
saat itu biaya penyimpanan sama dengan biaya pemesanan. Dengan
perhitungan kalkulus melalui pengambilan turunan pertama dari
persamaan total biaya akan diperoleh rumusan ukuran pemesanan yang
optimum (Q*) yaitu:
TC = DC+ + (sumber: Ishak, 2010)
Dimana:

21
D = tingkat permintaan, unit pertahun
A = biaya perpemesanan
h = biaya penyimpanan perunit pertahun
Q* = ukuran pemesanan ekonomis
b. Model EOQ dengan titik pemesanan ulang (reorder point)
Pada model EOQ sebelumnya, informasi lead time belum dipertimbangkan,
sehingga diasumsikan bahwasanya pemesanan akan langsung diterima seketika,
sesuai ukuran pemesanan yang dilakukan. Tentunya asumsi ini tidak realistis
karena sesungguhnya pesanan akan diterima setelah selang waktu tertentu setelah
dilakukannya pemesanan. Pada model EOQ dengan titik pemesanan ulang
(reorder point) asumsi tersebut ditiadakan. Pemesanan harus dilakukan sebelum
tingkat persediaan menjadi nol, yaitu ketika persediaan mencapai titik pemesanan
ulang (reorder point). Secara grafis situasi ini dapat digambarkan seperti pada
gambar 2.5:
(Sumber : Ishak, 2010. Hal 179)
Gambar 2.5 Titik pemesanan ulang dan tenggang waktu

22
Titik pemesanan ulang dihitung dengan mengalikan tenggang waktu (L)
dengan permintaan perhari. Jika kita mengasumsikan bahwa satu tahun terdiri dari
365hari, maka permintaan perhari adalah . Jadi, rumus untuk titik pemesanan
ulang, R, adalah
Asumsi-asumsi yang digunakan dalam model EOQ klasik adalah:
Rata-rata kebutuhan diketahui dan konstan
Lamanya leadtime diketahui dan konstan
Pesanan tiba sekaligus pada satu waktu sesuai ukuran pesanan
Tidak terjadinya kekurangan persediaan
Struktur biaya tetap; biaya pesan tetap untuk tiap kali pemesanan, biaya
simpan merupakan fungsi linier berdasarkan rata-rata inventory, dan tidak
ada potongan harga untuk pembelian dalam jumlah besar.
Terdapat tempata penyimpanan, kapasitas dan biaya yang cukup untuk
mendatangkan sejumlah kuantitas pemesanan yang diinginkan.
2.5 Safety Stock
Safety stock merupakan kemampuan perusahaan untuk menciptakan
kondisi persediaan yang selalu aman atau penuh pengamanan dengan harapan
perusahaan tidak akan pernah mengalami kekurangan persediaan. Sedangkan
menurut joel G. Dan jae K.Shim safety stock adalah persediaan tambahan yang
disiapkan sebagai proteksi terhadap kemungkinan habisnya persediaan.
2.6 Pengertian Peramalan

23
Peramalan (Forecasting) adalah suatu proses untuk memperkirakan berapa
jumlah kebutuhan dimasa yang akan datang yang meliputi kebutuhan dalam
ukuran kuantitas, kualitas, waktu dan lokasi yang dibutuhkan dalam rangka
memenuhi permintaan barang ataupun jasa. Peramalan tidak terlalu dibutuhkan
dalam kondisi permintaan pasar yang stabil, karena perubahan permintaannya
relatif kecil. Tetapi peramalan akan sangat dibutuhkan bila kondisi permintaan
pasar bersifat kompleks. (EL Qodri, Zainal Mustafa. Supardi, “Alat-alat Analisa
Perencanaan dan Pengawasan Produksi).
2.6.1 Syarat-Syarat Peramalan Operasi
Fungsi peramalan permintaan mempunyai manfaat manajerial yang luas,
baik dalam organisasi nirlaba maupun non laba. Agar dapat berguna bagi
perencanaan dan pengendalian operasi. Syarat-syarat peramalan operasi antara
lain:
a. Data peramalan permintaan harus tersedia dalam bentuk yang dapat
diterjemkan ke dalam permintaan akan material, permintaan akan waktu
pada kelompok peralatan tertentu, dan permintaan akan keahlian tenaga
kerja tertentu.
b. Perencanaan dan pengendalian operasi dilakukan pada berbagai tingkat
yang berbeda. (Elwoods Buffa. 1983 ”manajemen produksi/operasi
modern”).
2.6.2 Metode Peramalan
Salah satu cara untuk mengklasifikasikan permasalahan pada peramalan
adalah mempertimbangkan skala waktu peramalannya yaitu seberapa jauh rentang
24
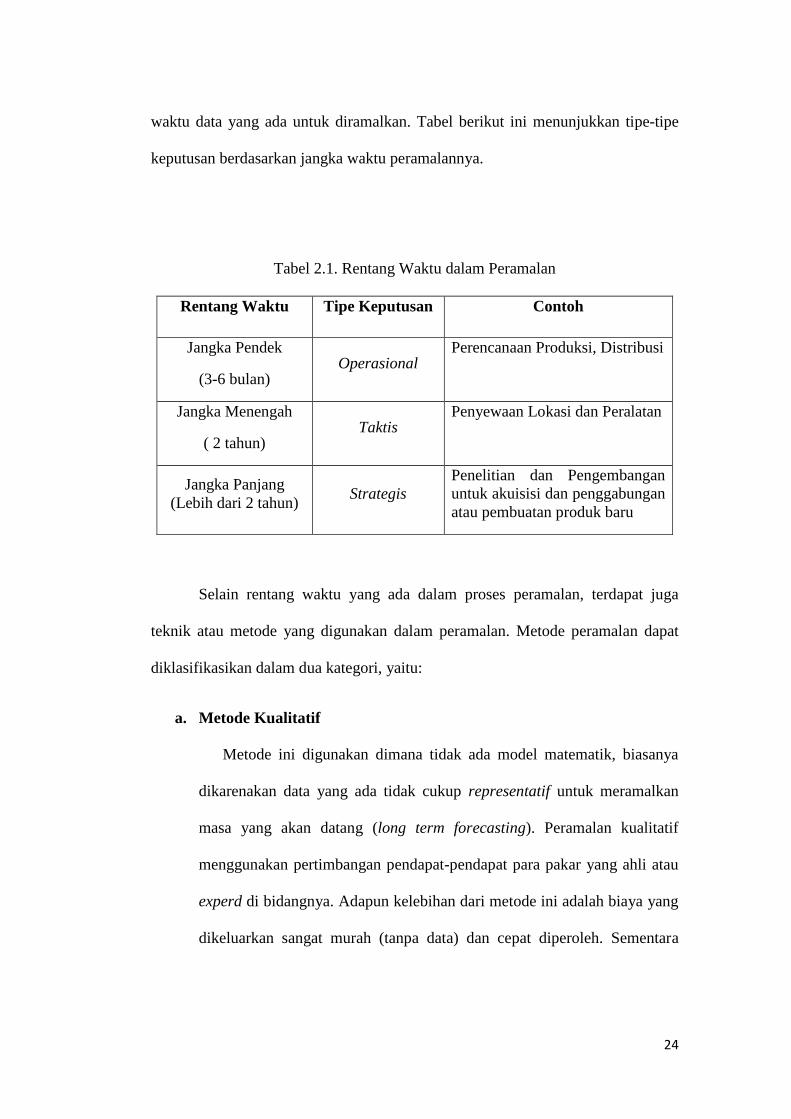
waktu data yang ada untuk diramalkan. Tabel berikut ini menunjukkan tipe-tipe
keputusan berdasarkan jangka waktu peramalannya.
Tabel 2.1. Rentang Waktu dalam Peramalan
Rentang Waktu Tipe Keputusan Contoh
Jangka Pendek
(3-6 bulan) Operasional
Perencanaan Produksi, Distribusi
Jangka Menengah
( 2 tahun) Taktis
Penyewaan Lokasi dan Peralatan
Jangka Panjang
(Lebih dari 2 tahun) Strategis
Penelitian dan Pengembangan
untuk akuisisi dan penggabungan
atau pembuatan produk baru
Selain rentang waktu yang ada dalam proses peramalan, terdapat juga
teknik atau metode yang digunakan dalam peramalan. Metode peramalan dapat
diklasifikasikan dalam dua kategori, yaitu:
a. Metode Kualitatif
Metode ini digunakan dimana tidak ada model matematik, biasanya
dikarenakan data yang ada tidak cukup representatif untuk meramalkan
masa yang akan datang (long term forecasting). Peramalan kualitatif
menggunakan pertimbangan pendapat-pendapat para pakar yang ahli atau
experd di bidangnya. Adapun kelebihan dari metode ini adalah biaya yang
dikeluarkan sangat murah (tanpa data) dan cepat diperoleh. Sementara

25
kekurangannya yaitu bersifat subyektif sehingga seringkali dikatakan
kurang ilmiah.
Salah satu pendekatan peramalan dalam metode ini adalah teknik
delphi, dimana menggabungkan dan merata-ratakan pendapat para pakar
dalam suatu forum yang dibentuk untuk memberikan estimasi suatu hasil
permasalahan di masa yang akan datang. Misalnya: berapa estimasi
pelanggan yang dapat diperoleh dengan realisasi teknologi 3G.
b. Metode Kuantitatif
Penggunaan metode ini didasari ketersediaan data mentah disertai
serangkaian kaidah matematis untuk meramalkan hasil di masa depan.
Terdapat beberapa macam model peramalan yang tergolong metode
kualitatif, yaitu:
1. Model-model Regresi
Perluasan dari metode regresi linier digunakan untuk meramalkan
suatu variabel yang memiliki hubungan secara linier dengan variabel
bebas yang diketahui atau diandalkan.
2. Model Ekonometrik
Menggunakan serangkaian persamaan-persamaan regresi dimana
terdapat variabel-variabel tidak bebas yang menstimulasi segmen-
segmen ekonomi seperti harga dan lainnya.
3. Model Time Series Analysis (Deret Waktu)

26
Memasang suatu garis trend yang representatif dengan data-data
masa lalu (historis) berdasarkan kecenderungan datanya dan
memproyeksikan data tersebut ke masa yang akan datang.
2.6.3 Jenis Peramalan
Organisasi pada umumnya menggunakan tiga tipe peramalan yang utama
dalam perencanaan operasi dimasa depan yaitu:
a. Peramalan ekonomi, menjelaskan siklus bisnis dengan memprediksikan
tingkat inflasi, ketersediaan uang, dana yang dibutuhkan untuk
membangun perumahan dan indikator perencanaan lainnya.
b. Peramalan teknologi, memperhatikan tingkat kemajuan teknologi yang
dapat meluncurkan produk baru yang menarik, yang membutuhkan pabrik
dan peralatan baru.
c. Peramalan permintaan adalah proyeksi permintaan untuk produk atau jasa
perusahaan disebut juga peramalan penjualan, mengarahkan produksi,
kapasitas dan sistem penjadwalan perusahaan dan bertindak sebagai
masukkan untuk perencanaan keuangan, pemasaran dan personalia.
(Jay,Heizer.Barry Render,”Menejemen Operasi”).
2.6.4 Prosedur Peramalan
Dalam melakukan peramalan terdiri dari beberapa tahapan khususnya jika
menggunakan metode kuantitatif. Tahapan tersebut adalah:
a. Menetapkan tujuan peramalan.
b. Memilih unsur apa yang akan diramal.
27
c. Menentukan horizon waktu peramalan.
d. Memilih tipe model/metode peramalan.
e. Mengumpulkan data yang diperlukan untuk melakukan peramalan.
f. Membuat peramalan.
Memvalidasi dan menerapkan hasil peramalan. (Bernard W.”Sain Manajemen”)
2.6.5 Karakteristik peramalan
Karakteristik peramalan dibagi menjadi dua yaitu karakteristik constant
dan karakteristik trend.
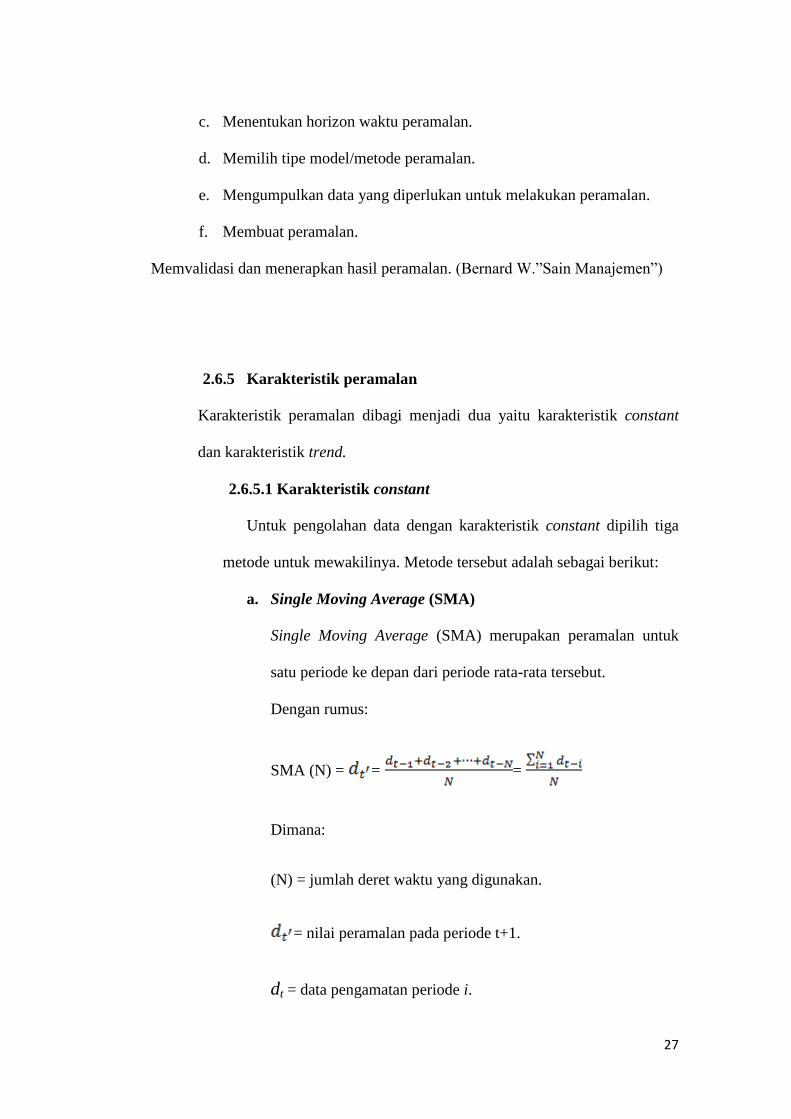
2.6.5.1 Karakteristik constant
Untuk pengolahan data dengan karakteristik constant dipilih tiga
metode untuk mewakilinya. Metode tersebut adalah sebagai berikut:
a. Single Moving Average (SMA)
Single Moving Average (SMA) merupakan peramalan untuk
satu periode ke depan dari periode rata-rata tersebut.
Dengan rumus:
SMA (N) = = =
Dimana:
(N) = jumlah deret waktu yang digunakan.
= nilai peramalan pada periode t+1.
dt = data pengamatan periode i.

28
b. Weighted Moving Average (WMA)
Weighted Moving Average (WMA) adalah metode dengan
perhitungan bobot, dimana permintaan yang paling akhir
mendapatkan bobot yang lebih besar dari sebelumnya.
Dengan rumus:
WMA(N)= = = ,
Dimana:
(N) = jumlah deret waktu yang digunakan.
= nilai peramalan pada periode t+1.
dt = data pengamatan periode i.
ct = bobot yang diberikan pada periode t-1
c. Single Exponential Smoothing (SES)
Single Exponential Smoothing (SES) adalah metode
perhitungan peramalan dengan menggunakan koefisien
pemulusan yang melakukan perbandingan besarnya nilai a,
dimana a = koefisien smoothing atau pemulusan. Nilai a yang
biasa digunakan adalah 0,1, 0,5, dan 0,9. Hal ini mengacu pada
nilai a yang antara 0 dan 1 (0<a<1).
Dengan rumus:
SES (N) = = a
29
Dimana:
(N) = jumlah deret waktu yang digunakan.
= nilai peramalan pada periode t+1.
a = faktor atau konstanta pemulusan.
dt-1 = data permintaan pada periode t.
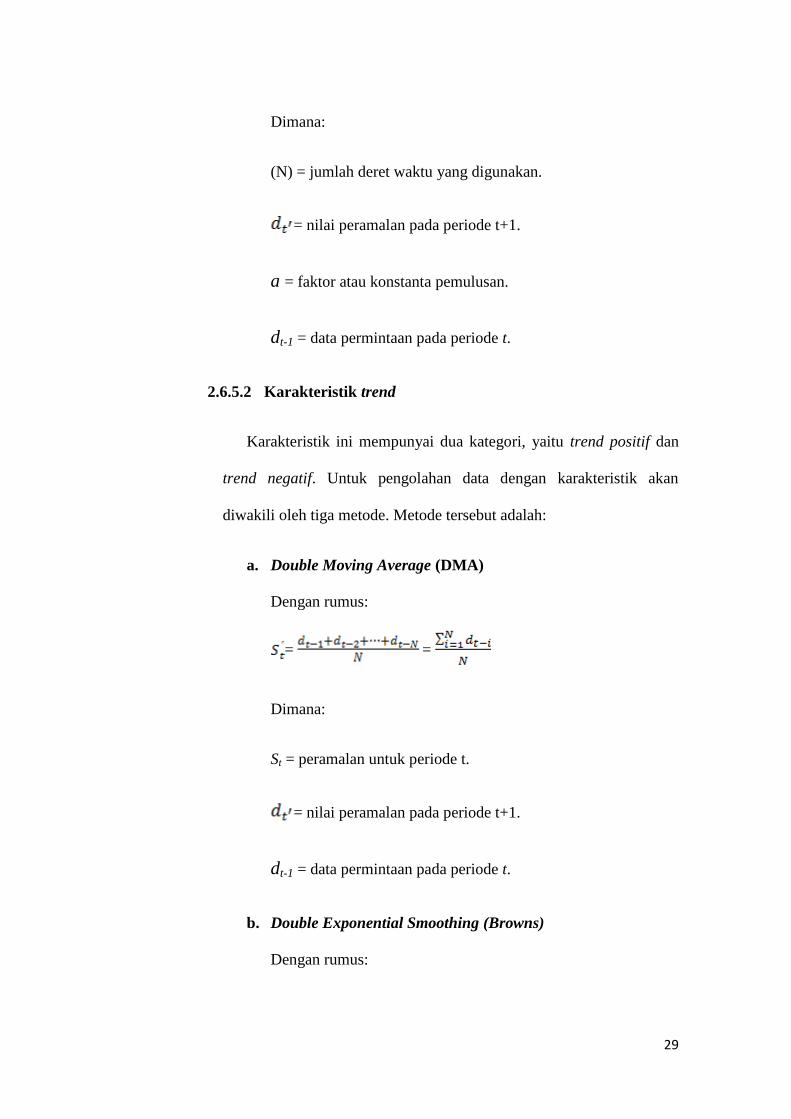
2.6.5.2 Karakteristik trend
Karakteristik ini mempunyai dua kategori, yaitu trend positif dan
trend negatif. Untuk pengolahan data dengan karakteristik akan
diwakili oleh tiga metode. Metode tersebut adalah:
a. Double Moving Average (DMA)
Dengan rumus:
= =
Dimana:
St = peramalan untuk periode t.
= nilai peramalan pada periode t+1.
dt-1 = data permintaan pada periode t.
b. Double Exponential Smoothing (Browns)
Dengan rumus:

30
Dimana:
St = peramalan untuk periode t.
a = nilai peramalan pada periode t+1.
a = faktor atau konstanta pemulusan.
2.6.6 Kriteria performance peramalan
Dalam perkiraan peramalan suatu ketepatan dan ketelitian merupakan
hal yang diinginkan. Maka dari itu ketepatan dan ketelitian merupakan
kesalahan dalam peramalan. Semakin tinggi peramalan maka semakin
tinggi keakuratannya. Besar kesalahan suatu peramalan dapat dihitung
dengan beberapa cara, antara lain:
2.6.6.1 Mean Square error (MSE)
Mean Square Error (MSE) =
2.6.6.2 Standard error of estimate(SEE)
Standard error of estimate (SEE) =
2.6.6.3 Percentage error (PE)
Percentage error (PE) =
2.6.6.4 Mean Absolute Deviation (MAD)
Mean Absolute Deviation (MAD) =

31
Uraian diatas merupakan teori pendukung dalam penelitian ini, untuk metodologi
penelitian dalam penelitian ini akan diuraikan pada bab selanjutnya.

1
BAB III
METODOLOGI PENELITIAN
3.1 Kerangka Penelitian
Dalam penelitian ini dengan meneliti peristiwa yang sudah ada di PT.
Farmasi X, Tbk dan mencoba menganalisis menggunakan teori yang ada. Dengan
teori yang ada akan diketahui kuantitas pesanan ekonomis.
Dalam hal ini dapat difikirkan secara sistematis dengan membuat kerangka
penelitian, adapun tahapannya sebagai berikut dibawah ini:
Gambar 3.1 Kerangka Penelitian
Pada penelitian ini variabel yang akan diteliti adalah persediaan dan
pemesanan kemasan sekunder.
Pengamatan Awal
Identifikasi
Permasalahan
Landasan Teori
Simpulan dan Saran
Pengumpulan
Data
Analisa Data

2
3.2 Pengamatan Awal
Pengamatan yang dilakukan disini adalah melakukan observasi atau
melihat secara langsung kegiatan proses pemesanan dan handling material pada
gudang kemasan, sehingga diketahui bagaimana alur proses pemesanan master
box, sehingga di dapat master box sampai pada bagian produksi.
3.3 Identifikasi Masalah
Dengan mengacu pada proses produksi yang semakin padat, dan setiap
proses produksi harus sesuai dengan jadwal yang telah ditentukan. Maka
ketersediaan dari bahan baku penunjang proses produksi tersebut harus siap dalam
menunjang proses tersebut. Maka dilakukan pemesanan master box sejumlah
7000 dus besar master box perbulan. Dengan pemesanan seperti ini terjadi
penumpukan master box pada gudang kemasan.
3.4 Landasan Teori
Untuk mendukung dari penelitian ini, maka teori pendukung telah
dijelaskan pada bab 2, seperti metode pemesanan (economic order quantity).
3.5 Teknik Pengumpulan Data
Berbagai cara yang dapat dilakukan dalam menyelesaikan penelitian ini
adalah dengan mengumpulkan data seperti:
1. Data utama atau primer yaitu merupakan data utama yang diperoleh melalui
sumber langsung dari yang diteliti dan dikumpulkan dengan menggunakan teknik:
3
a. Tes, yaitu instrumen (pertanyaan, latihan, alat) untuk mengukur
tingkat pengetahuan, kemampuan, intelegensi atau bakat yang
dimiliki perorangan atau kelompok.
a. Kuesioner, yaitu pertanyaan tertulis (tertutup, terbuka atau
setengah terbuka) untuk mendapatkan informasi dari koresponden.
Kuesioner ini bisa dibawa sambil menjelaskan atau bisa juga
dikirimkan melalui pos.
b. Wawancara, yaitu pertanyaan lisan (dialog) yang dilakukan oleh
pewancara untuk mendapatkan informasi dari koresponden.
2. Pengamatan, yaitu kegiatan langsung yang menggunakan seluruh panca
indera untuk merekam kejadian, menghitung, mengukur dan mencatatnya.
Sebelum digunakan instrumen harus diuji terlebih dahulu dengan uji validitas dan
uji rentabilitas.
3. Data sekunder yaitu merupakan data yang diambil dari orang lain yang
merupakan data pengolahan. Data tersebut dikumpulkan dengan menggunakan
teknik dokumentasi. Data sekunder yang berbentuk benda atau bahan terlulis
dapat juga dikumpulkan dengan menggunakan pedoman dokumenatsi, check list,
literatur dan CD (compact disk).
Berdasarkan pengertian di atas maka dalam mengumpulkan data
menggunakan data sekunder mendapatkan melalui data yang telah ada di PT.
Farmasi X, Tbk.

4
3.6 Teknik Analisis Data
Data dapat dianalisis dengan berbagai teknik tergantung masalah, tujuan
dan hipotesisnya. Ada beberapa teknik analisis data antara lain:
1. Deskriptif (persentase, rata-rata, kisaran, modus, median) seperti uji
tabel, grafik dan lain-lain.
2. Uji statistik (uji parametik dan uji non parametik) seperti regresi,
korelasi, uji hipotesis, analisis skala (skala likert, guttman, rating
scale) dan lain-lain.
3. Analisis dengan menggunakan rumus tertentu (bidang keuangan,
pemasaran, operational, Sumber Daya Manusia) contohnya analisis
linier programming, benefit cost ratio, analisis input-output, analisis
Economic Order Quantity, analisis rasio, analisis varian, analisis BEP
atau kombinasi dari model tersebut seperti analisis SWOT dan lain-
lain.
3.7 Simpulan dan Saran
Berdasarkan pengertian di atas maka dalam menganalisa data
menggunakan Deskriptif dan menggunakan rumus tertentu seperti EOQ
(Economic Order Quantity).
Uraian diatas merupakan metodologi dan kerangka berfikir dalam penelitian
ini, untuk hasil penelitian dan pembahasan yang dilakukan dapat diterangkan
pada bab selanjutnya.
1
BAB IV
DATA DAN ANALISIS
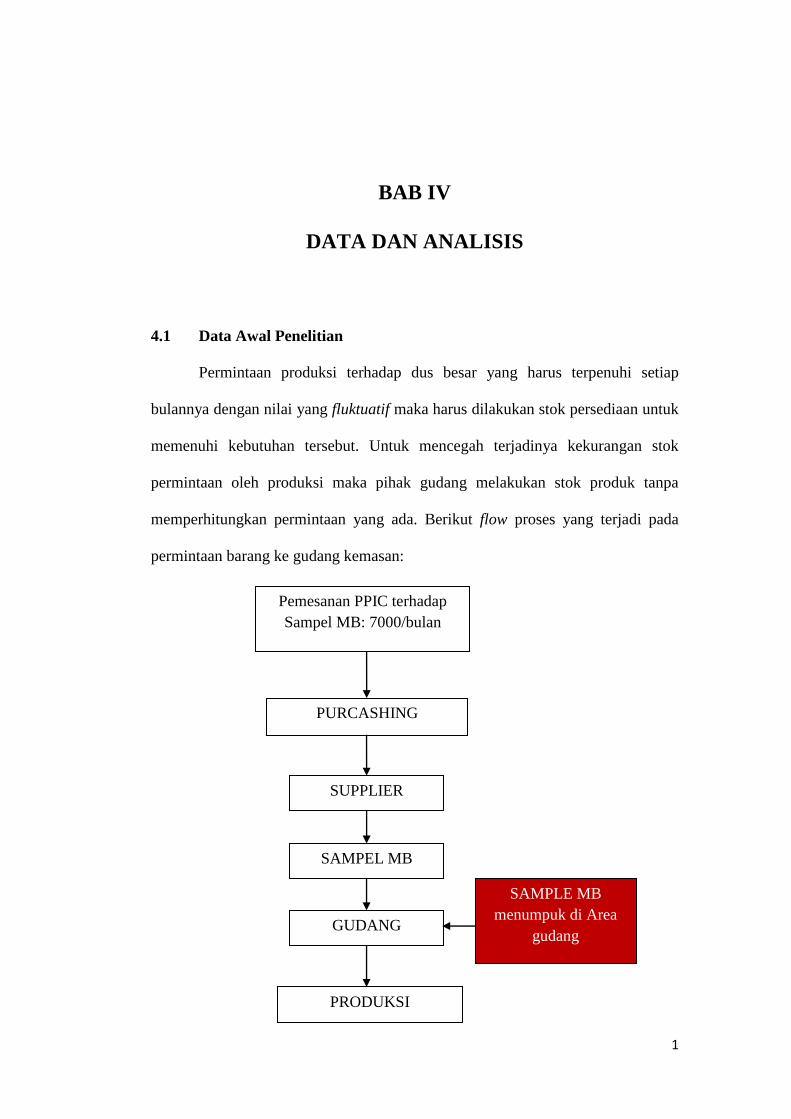
4.1 Data Awal Penelitian
Permintaan produksi terhadap dus besar yang harus terpenuhi setiap
bulannya dengan nilai yang fluktuatif maka harus dilakukan stok persediaan untuk
memenuhi kebutuhan tersebut. Untuk mencegah terjadinya kekurangan stok
permintaan oleh produksi maka pihak gudang melakukan stok produk tanpa
memperhitungkan permintaan yang ada. Berikut flow proses yang terjadi pada
permintaan barang ke gudang kemasan:
Pemesanan PPIC terhadap
Sampel MB: 7000/bulan
PURCASHING
SUPPLIER
PRODUKSI
SAMPEL MB
GUDANG
SAMPLE MB
menumpuk di Area
gudang

2
Gambar 4.1 Flow chart permintaan sampel MB ke gudang kemasan
Jumlah pemesanan master box promag untuk periode satu tahun sebelumnya bisa
dilihat pada tabel 4.1 dibawah ini.
Tabel 4.1 Jumlah Pemesanan Master box Promag Periode Tahun 2014
Periode (Bulan) Pemesanan master box (Dus besar)
Januari 3432
Februari 3432
Maret 3432
April 5148
Mei 5148
Juni 5148
Juli 5148
Agustus 3432
September 3432
Oktober 5148
November 3432
Desember 3432
Total 49764
Setelah mengetahui jumlah pemesanan dalam periode sebelumnya dengan nilai
fluktuatif, maka harus dilakukan peramalan pemesanan untuk mengetahui jumlah
pemesanan untuk masa yang akan datang. Peramalan permintaan yang digunakan
dibagi menjadi beberapa karakteristik, yaitu constant dan trend.
3
4.1.1 Karakteristik Constant
Untuk pengolahan data dengan karakteristik constant dipilih tiga metode
untuk mewakilinya. Metode tersebut adalah sebagai berikut:
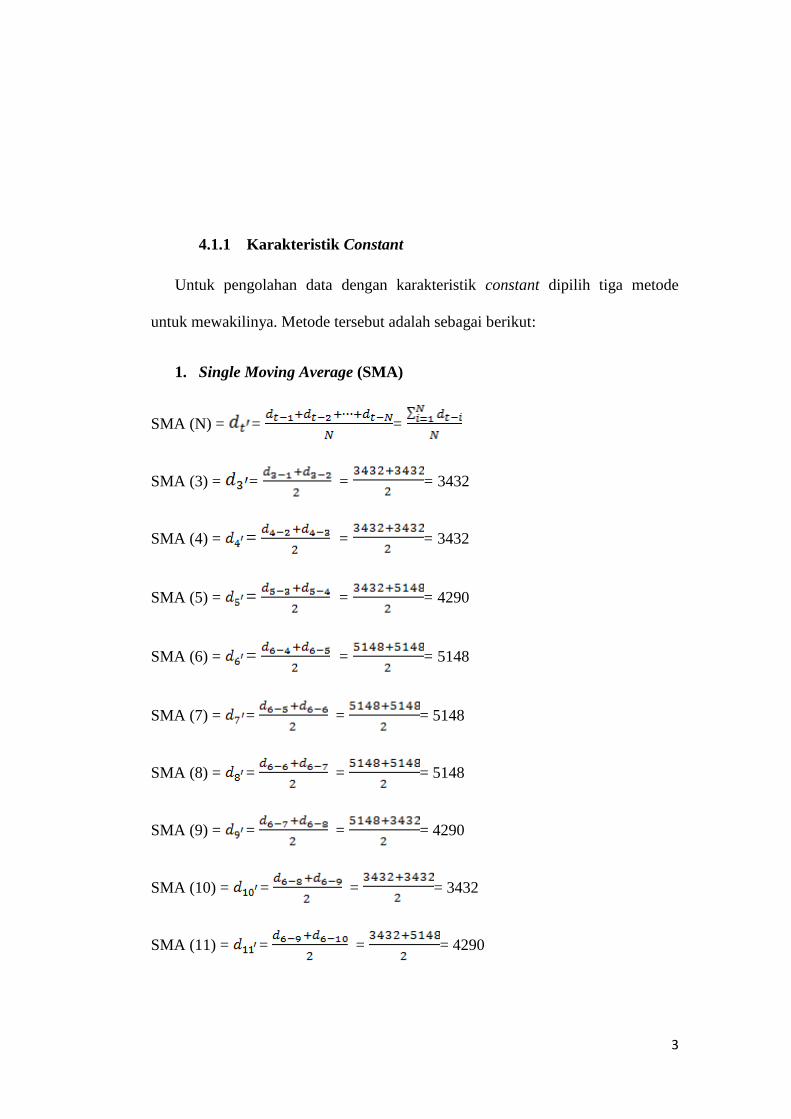
1. Single Moving Average (SMA)
SMA (N) = = =
SMA (3) = = = = 3432
SMA (4) = = = = 3432
SMA (5) = = = = 4290
SMA (6) = = = = 5148
SMA (7) = = = = 5148
SMA (8) = = = = 5148
SMA (9) = = = = 4290
SMA (10) = = = = 3432
SMA (11) = = = = 4290

4
SMA (12) = = = = 4290
SMA (13) = = = = 3432
Setelah didapatkan nilainya, maka langkah selanjutnya adalah melakukan
perhitungan tingkat kesalahan peramalan SMA yang dilakukan dengan cara:
Mean Absolute Deviation (MAD) =
MAD = =858
Mean Square Error (MSE) =
MSE = =1177862
Pada tabel 4.2 dibawah ini dapat dilihat hasil perhitungan dalam 1 tahun.
Tabel 4.2 Peramalan Menggunakan Single Moving Average (Master box Promag)
T Master box
(MB)
Forecast Absolute
deviation
(MB-
Forecast)2
1 3432
2 3432
3 3432 3432 0 0
4 5148 3432 1716 2944656
5 5148 4290 858 736164
6 5148 5148 0 0
7 5148 5148 0 0
8 3432 5148 1716 2944656
9 3432 4290 858 736164
5
10 5148 3432 1716 2944656
11 3432 4290 858 736164
12 3432 4290 858 736164
13 3432
MAD 8580
MSE 11778624
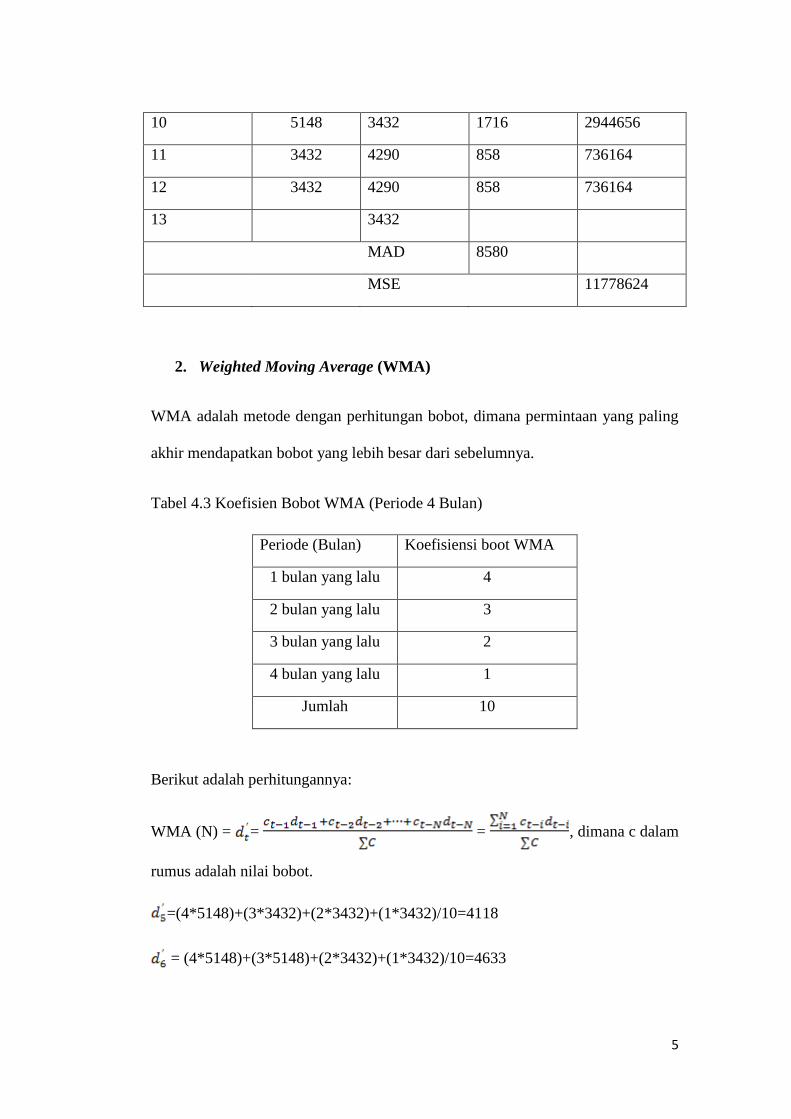
2. Weighted Moving Average (WMA)
WMA adalah metode dengan perhitungan bobot, dimana permintaan yang paling
akhir mendapatkan bobot yang lebih besar dari sebelumnya.
Tabel 4.3 Koefisien Bobot WMA (Periode 4 Bulan)
Periode (Bulan) Koefisiensi boot WMA
1 bulan yang lalu 4
2 bulan yang lalu 3
3 bulan yang lalu 2
4 bulan yang lalu 1
Jumlah 10
Berikut adalah perhitungannya:
WMA (N) = = = , dimana c dalam
rumus adalah nilai bobot.
=(4*5148)+(3*3432)+(2*3432)+(1*3432)/10=4118
= (4*5148)+(3*5148)+(2*3432)+(1*3432)/10=4633

6
(4*5148)+(3*5148)+(2*5148)+(1*3432)/10=4976
(4*5148)+(3*5148)+(2*5148)+(1*5148)/10=5148
(4*3432)+(3*5148)+(2*5148)+(1*5148)/10=4462
(4*3432)+(3*3432)+(2*5148)+(1*5148)/10=3947
(4*5148)+(3*3432)+(2*3432)+(1*5148)/10=4290
(4*3432)+(3*5148)+(2*3432)+(1*3432)/10=3947
(4*3432)+(3*3432)+(2*5148)+(1*3432)/10=3775
Setelah melakukan penghitungan dan didapatkan nilainya, maka langkah
selanjutnya adalah melakukan perhitungan kesalahan peramalan WMA yang
dilakukan, yaitu dengan cara:
Mean Absolute Deviation (MAD) =
MAD=
=880
Mean Square Error (MSE) = =
MSE= /8 = 975546
Untuk perhitungan 1 tahun dapat dilihat pada tabel 4.4, dibawah ini
Tabel 4.4 Peramalan Menggunakan Metode Weighted Moving Average (WMA)
T Master box
(MB)
WMA Absolute
deviation
(MB-
Forecast)2
1 3432
2 3432
3 3432 0 0
4 5148 1716 2944656
7
5 5148 4118 1030 1060076
6 5148 4633 515 265019
7 5148 4976 172 29447
8 3432 5148 1716 2944656
9 3432 4462 1030 1060900
10 5148 3947 1201 1442881
11 3432 4290 858 736164
12 3432 3947 515 265225
13 3775
MAD 7036
MSE 7804368
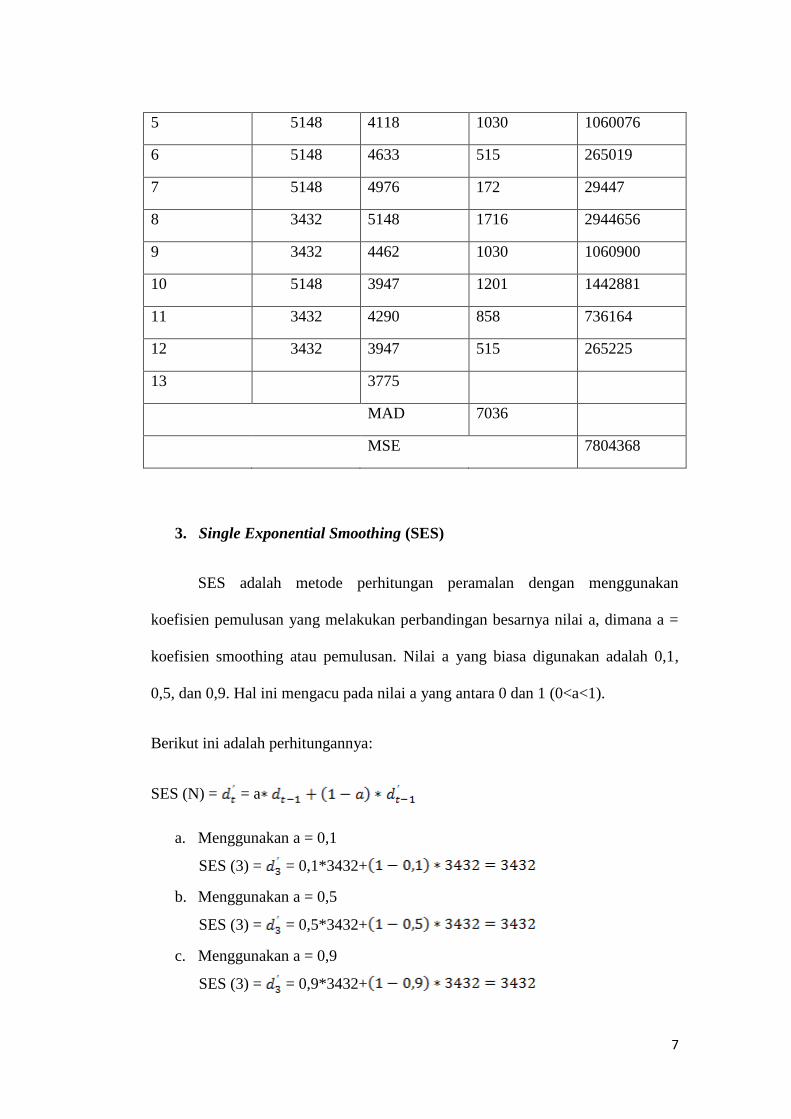
3. Single Exponential Smoothing (SES)
SES adalah metode perhitungan peramalan dengan menggunakan
koefisien pemulusan yang melakukan perbandingan besarnya nilai a, dimana a =
koefisien smoothing atau pemulusan. Nilai a yang biasa digunakan adalah 0,1,
0,5, dan 0,9. Hal ini mengacu pada nilai a yang antara 0 dan 1 (0<a<1).
Berikut ini adalah perhitungannya:
SES (N) = = a
a. Menggunakan a = 0,1
SES (3) = = 0,1*3432+
b. Menggunakan a = 0,5
SES (3) = = 0,5*3432+
c. Menggunakan a = 0,9
SES (3) = = 0,9*3432+

8
Setelah mendapatkan nilainya, maka langkah selanjutnya adalah
melakukan perhitungan tingkat kesalahan peramalan single exponential smoothing
(SES) yang dilakukan dengan cara:
Mean Absolute Deviation (MAD) =
Mean Square Error (MSE) =
a. Perhitungan kesalahan pada a = 0,1
MAD = = 561
MSE = = 866886
b. Perhitungan kesalahan pada a = 0,5
MAD = = 312
MSE = = 267696
c. Perhitungan kesalahan pada a = 0,9
MAD = = 62
MSE = = 10708
Untuk perhitungan periode 1 tahun dapat dilihat pada table 4.5, berikut ini.
Tabel 4.5 Peramalan Menggunakan Single Exponential Smoothing (SES)
t
MB PROMA
G a=0,1 absolute deviation
(MB PROMAG-a=0,1)^2 a=0,5
absolute deviatio
n
(MB PROMAG-a=0,5)^2
a=0,9
absolute deviatio
n
(MB PROMAG-a=0,9)^2
1 3432
2 3432 3432 0 0 3432 0 0 3432 0 0
3 3432 3432 0 0 3432 0 0 3432 0 0
4 5148 3604 1544 2383936 4290 858 736164 4976 172 29447
5 5148 5148 0 0 5148 0 0 5148 0 0
6 5148 5148 0 0 5148 0 0 5148 0 0

9
7 5148 5148 0 0 5148 0 0 5148 0 0
8 3432 4976 1544 2383936 4290 858 736164 3604 172 29447
9 3432 3432 0 0 3432 0 0 3432 0 0
10 5148 3604 1544 2383936 4290 858 736164 4976 172 29447
11 3432 4976 1544 2383936 4290 858 736164 3604 172 29447
12 3432 3432 0 0 3432 0 0 3432 0 0
13
6176 9535744 3432 2944656 686 117786
MAD 561 MAD 312 MAD 62
MSE 866886 MSE 267696 MSE 10708
4.1.2 Karakteristik Trend
Pada karakteristik trend, alur data digambarkan pada sebuah garis lurus.
Karakteristik ini mempunyai dua kategori, yaitu trend positif dan trend negatif.
Untuk pengolahan data dengan karakteristik akan diwakili oleh tiga metode.
Metode tersebut adalah:
1. Double Moving Average (DMA)
Pada metode ini terdapat lima tahap untuk peramalannya, tahap tersebut
adalah:
1. Menghitung Moving Average pertama dari data dan dinotasikan
dengan St’
2. Menghitung Moving Average kedua dari SMA (St’) yang dinotasikan
dengan St’’
3. Menghitung komponen at
4. Menghitung komponen trend bt
5. Peramalan untuk m periode kedepan (dt’) setelah t
Perhitungan peramalan pada double moving average adalah sebagai
berikut:
10
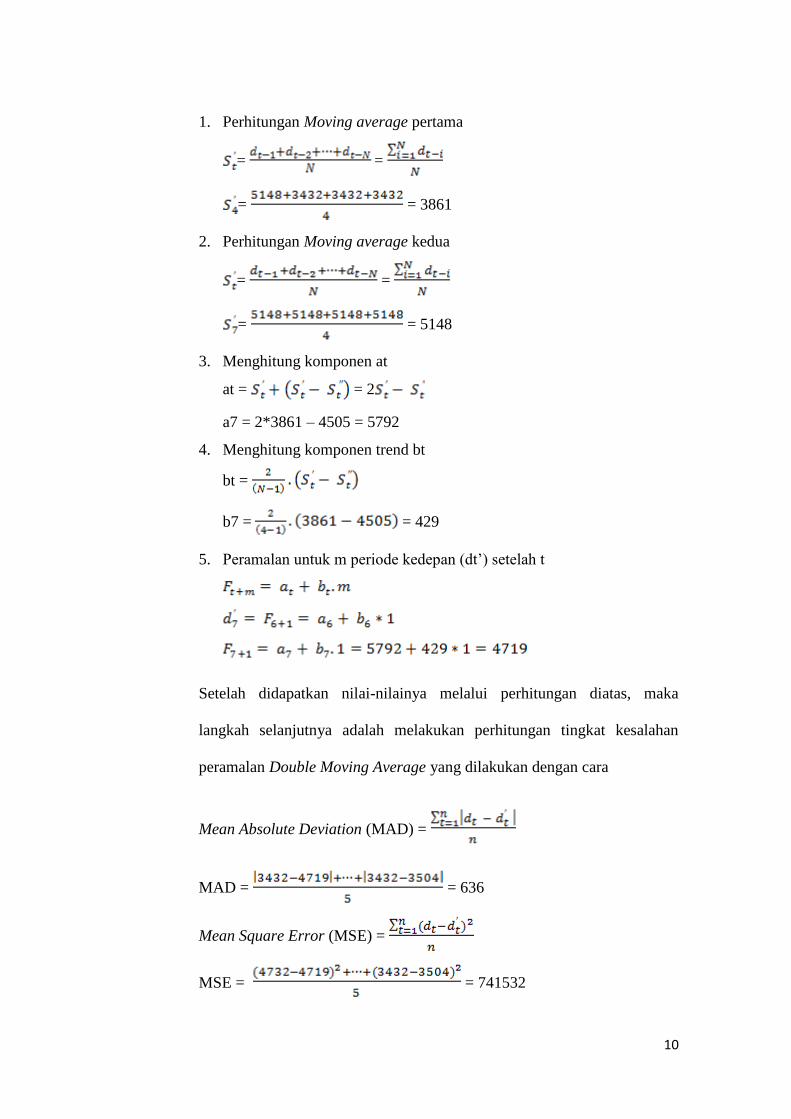
1. Perhitungan Moving average pertama
= =
= = 3861
2. Perhitungan Moving average kedua
= =
= = 5148
3. Menghitung komponen at
at = = 2
a7 = 2*3861 – 4505 = 5792
4. Menghitung komponen trend bt
bt =
b7 = = 429
5. Peramalan untuk m periode kedepan (dt’) setelah t
Setelah didapatkan nilai-nilainya melalui perhitungan diatas, maka
langkah selanjutnya adalah melakukan perhitungan tingkat kesalahan
peramalan Double Moving Average yang dilakukan dengan cara
Mean Absolute Deviation (MAD) =
MAD = = 636
Mean Square Error (MSE) =
MSE = = 741532

11
Untuk perhitungan periode 1 tahun dapat dilihat pada tabel berikut.
Tabel 4.6 Peramalan Menggunakan Double Moving Average (DMA)
tMB
PROMAGSt'(4) St''(4)(4) at bt
Ramalan
Permintaa
n (dt')
absolute
deviation
(MB
PROMAG-
dt')^2
1 3432
2 3432
3 3432
4 5148 3861
5 5148 4290
6 5148 4719
7 5148 5148 4505 5792 429
8 3432 4719 4719 4719 0 4719 1287 1656369
9 3432 4290 4719 3861 -286 3575 143 20449
10 5148 4290 4612 3968 -214.5 3754 1394 1943933
11 3432 3861 4290 3432 -286 3146 286 81796
12 3432 3861 4076 3647 -143 3504 72 5112
13
MAD 636 3182 3707659
MSE 741532
Double Moving average
2. Double Exponential Smoothing (Browns)
Pada metode ini terdapat lima tahap untuk peramalannya. Contoh nilai a
pada metode ini = 0,2. Lima tahap tersebut adalah:
1. Menghitung Exponential Smoothing pertama
2. Menghitung Exponential Smoothing kedua
3. Menghitung komponen at
4. Menghitung komponen trend bt
5. Peramalan untuk m periode kedepan (dt’) setelah t

12
Berikut adalah perhitungan peramalan dengan metode Double Exponential
Smoothing Browns:
1. Menghitung exponential smoothing pertama untuk bulan kedua
2. Menghitung exponential smoothing kedua
3. Menghitung komponen at
at =
a2 = 2* 3432 – 3432 = 3432
4. Menghitung komponen trend bt
bt =
b2 =
5. Peramalan untuk m periode kedepan (dt’) setelah t
Setelah didapatkan nilai-nilainya melalui perhitungan diatas, maka
langkah selanjutnya adalah melakukan perhitungan tingkat kesalahan
13
peramalan Double Exponential Smoothing Browns yang dilakukan dengan
cara:
Mean Absolute Deviation (MAD) =
MAD = = 858
Mean Square Error (MSE) =
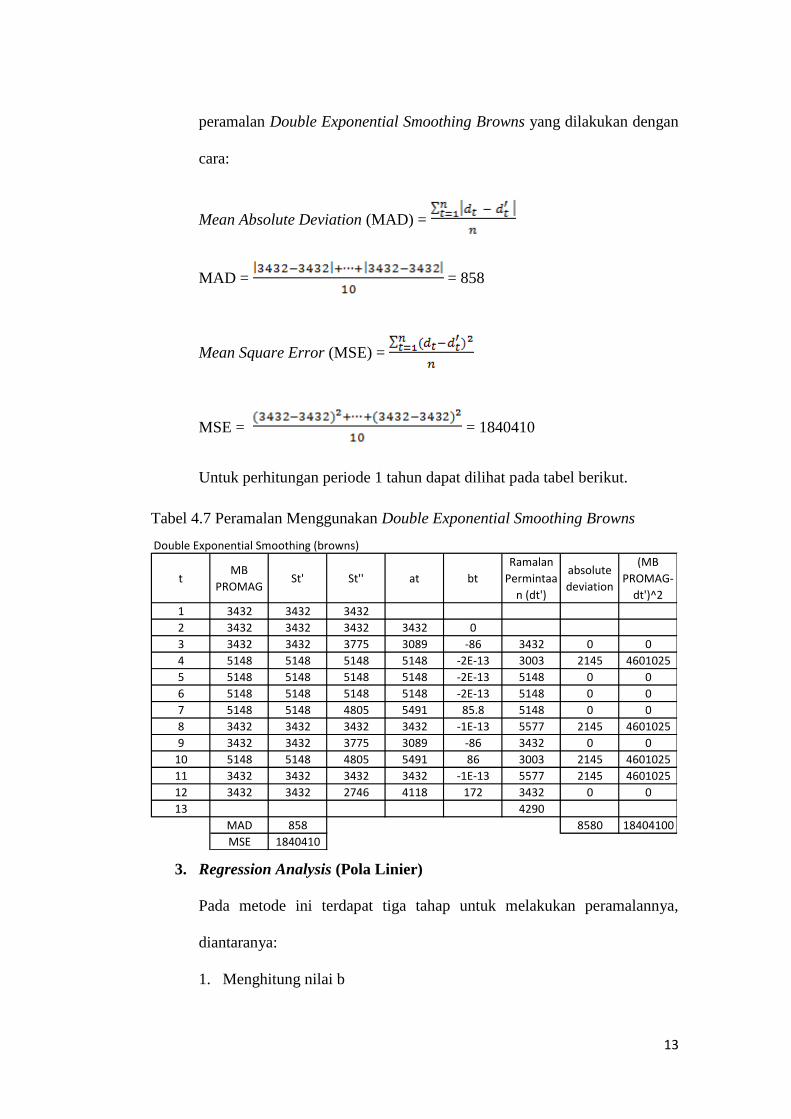
MSE = = 1840410
Untuk perhitungan periode 1 tahun dapat dilihat pada tabel berikut.
Tabel 4.7 Peramalan Menggunakan Double Exponential Smoothing Browns
tMB
PROMAGSt' St'' at bt
Ramalan
Permintaa
n (dt')
absolute
deviation
(MB
PROMAG-
dt')^2
1 3432 3432 3432
2 3432 3432 3432 3432 0
3 3432 3432 3775 3089 -86 3432 0 0
4 5148 5148 5148 5148 -2E-13 3003 2145 4601025
5 5148 5148 5148 5148 -2E-13 5148 0 0
6 5148 5148 5148 5148 -2E-13 5148 0 0
7 5148 5148 4805 5491 85.8 5148 0 0
8 3432 3432 3432 3432 -1E-13 5577 2145 4601025
9 3432 3432 3775 3089 -86 3432 0 0
10 5148 5148 4805 5491 86 3003 2145 4601025
11 3432 3432 3432 3432 -1E-13 5577 2145 4601025
12 3432 3432 2746 4118 172 3432 0 0
13 4290
MAD 858 8580 18404100
MSE 1840410
Double Exponential Smoothing (browns)
3. Regression Analysis (Pola Linier)
Pada metode ini terdapat tiga tahap untuk melakukan peramalannya,
diantaranya:
1. Menghitung nilai b

14
2. Menghitung nilai a
3. Menghitung peramalan pada periode t
Perhitungan peramalan pada Regression Analysis (Pola Linier) adalah
sebagai berikut:
1. Menghitung nilai b
b =
b = = -6
2. Menghitung Nilai a
a =
a = = 4186
3. Menghitung peramalan pada periode t
= 4162
Setelah didapatkan nilai semuanya, maka langkah selanjutnya adalah
melakukan perhitungan tingkat kesalahan peramalan Regression
Analysis Pola Linier yaitu dengan cara:
Mean Absolute Deviation (MAD) =
MAD = = 834
15
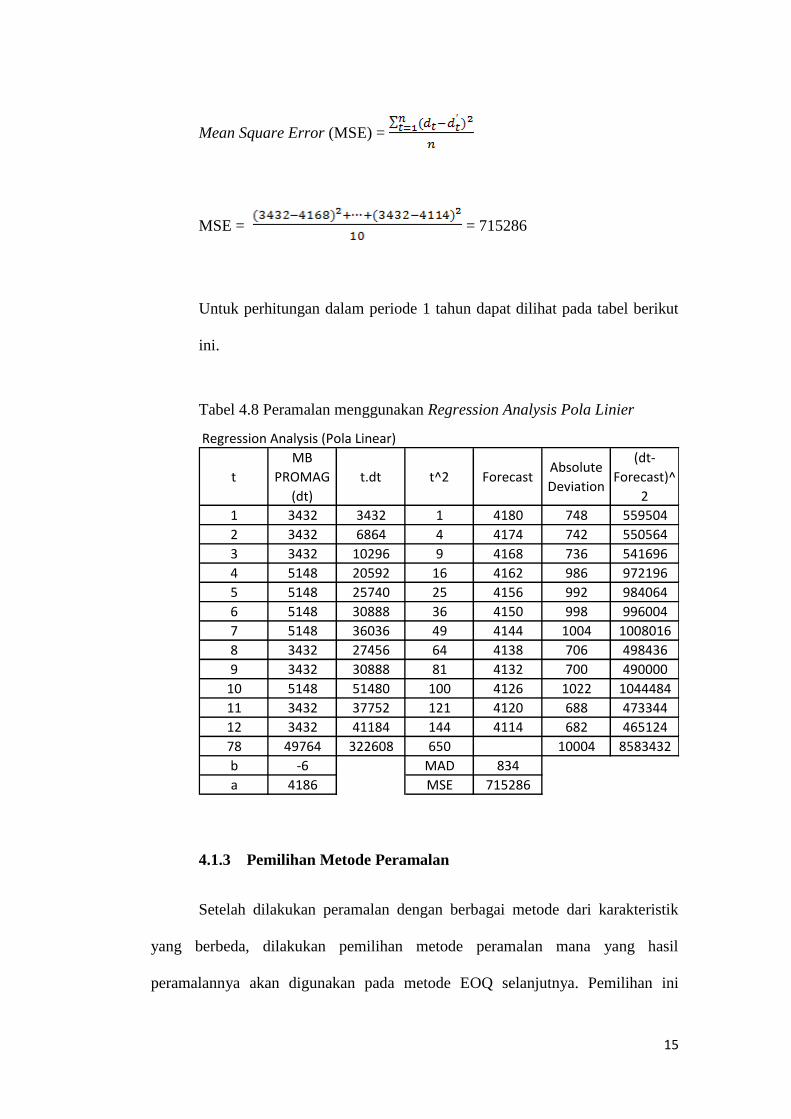
Mean Square Error (MSE) =
MSE = = 715286
Untuk perhitungan dalam periode 1 tahun dapat dilihat pada tabel berikut
ini.
Tabel 4.8 Peramalan menggunakan Regression Analysis Pola Linier
t
MB
PROMAG
(dt)
t.dt t^2 ForecastAbsolute
Deviation
(dt-
Forecast)^
2
1 3432 3432 1 4180 748 559504
2 3432 6864 4 4174 742 550564
3 3432 10296 9 4168 736 541696
4 5148 20592 16 4162 986 972196
5 5148 25740 25 4156 992 984064
6 5148 30888 36 4150 998 996004
7 5148 36036 49 4144 1004 1008016
8 3432 27456 64 4138 706 498436
9 3432 30888 81 4132 700 490000
10 5148 51480 100 4126 1022 1044484
11 3432 37752 121 4120 688 473344
12 3432 41184 144 4114 682 465124
78 49764 322608 650 10004 8583432
b -6 MAD 834
a 4186 MSE 715286
Regression Analysis (Pola Linear)
4.1.3 Pemilihan Metode Peramalan
Setelah dilakukan peramalan dengan berbagai metode dari karakteristik
yang berbeda, dilakukan pemilihan metode peramalan mana yang hasil
peramalannya akan digunakan pada metode EOQ selanjutnya. Pemilihan ini
16
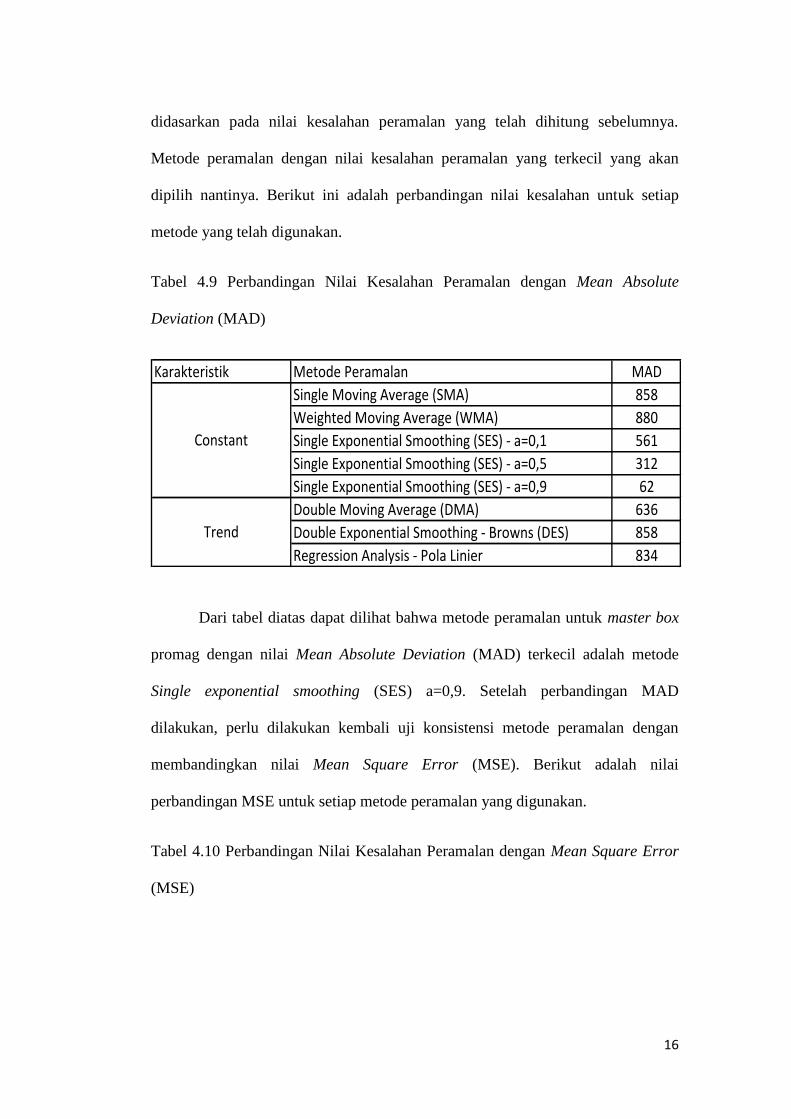
didasarkan pada nilai kesalahan peramalan yang telah dihitung sebelumnya.
Metode peramalan dengan nilai kesalahan peramalan yang terkecil yang akan
dipilih nantinya. Berikut ini adalah perbandingan nilai kesalahan untuk setiap
metode yang telah digunakan.
Tabel 4.9 Perbandingan Nilai Kesalahan Peramalan dengan Mean Absolute
Deviation (MAD)
Karakteristik Metode Peramalan MAD
Single Moving Average (SMA) 858
Weighted Moving Average (WMA) 880
Single Exponential Smoothing (SES) - a=0,1 561
Single Exponential Smoothing (SES) - a=0,5 312
Single Exponential Smoothing (SES) - a=0,9 62
Double Moving Average (DMA) 636
Double Exponential Smoothing - Browns (DES) 858
Regression Analysis - Pola Linier 834
Constant
Trend
Dari tabel diatas dapat dilihat bahwa metode peramalan untuk master box
promag dengan nilai Mean Absolute Deviation (MAD) terkecil adalah metode
Single exponential smoothing (SES) a=0,9. Setelah perbandingan MAD
dilakukan, perlu dilakukan kembali uji konsistensi metode peramalan dengan
membandingkan nilai Mean Square Error (MSE). Berikut adalah nilai
perbandingan MSE untuk setiap metode peramalan yang digunakan.
Tabel 4.10 Perbandingan Nilai Kesalahan Peramalan dengan Mean Square Error
(MSE)

17
Karakteristik Metode Peramalan MSE
Single Moving Average (SMA) 1177862
Weighted Moving Average (WMA) 975546
Single Exponential Smoothing (SES) - a=0,1 866886
Single Exponential Smoothing (SES) - a=0,5 267696
Single Exponential Smoothing (SES) - a=0,9 10708
Double Moving Average (DMA) 741532
Double Exponential Smoothing - Browns (DES) 1840410
Regression Analysis - Pola Linier 715286
Constant
Trend
Dilihat dari tabel.. diatas, didapatkan bahwa metode peramalan dengan nilai Mean
Square Error (MSE) terkecil adalah metode Single Exponential Smoothing (SES)
a=0,9. Metode peramalan Single Exponential Smoothing (SES) a=0,9 dari hasil
perhitungan memiliki nilai MAD dan MSE yang terkecil dari metode yang
lainnya, maka metode inilah yang akan digunakan. Berikut perbandingan jumlah
pemesanan master box sebelum dan pemesan master box menggunakan metode
peramalan single exponential smoothing a=0.9.
Tabel 4.11 Perbandingan Pemesanan master box dengan Pemesanan master box
periode berikutnya berdasarkan metode single exponential smoothing a=0,9
Periode (Bulan) Pemesanan
master box (Dus
besar)
Pemesanan master box periode
berikutnya berdasarkan metode
single exponential smoothing
a=0,9
Januari 3432
Februari 3432 3432
Maret 3432 3432
April 5148 4976
Mei 5148 5148
Juni 5148 5148

18
Juli 5148 5148
Agustus 3432 3604
September 3432 3432
Oktober 5148 4976
November 3432 3604
Desember 3432 3432
Pemesanan master box periode sebelum dan pemesanan master box
menggunakan metode peramalan single exponential smoothing a=0.9 dapat dilihat
pada grafik berikut:
Gambar 4.2 Merupakan grafik Pemesanan master box sebelum dan pemesan
master box menggunakan metode peramalan single exponential smoothing
a=0.9.
4.2 Perhitungan Safety Stock

19
Setelah hasil peramalan maka harus diketahui juga safety stock yang akan
menjadi acuan untuk melakukan pengorderan kembali untuk memenuhi hasil
peramalan yang telah dilakukan. Besarnya safety stock yang ditetapkan
perusahaan dengan tingkat level 95%, hal ini berarti mentolerir terjadinya stock-
out master box sebesar 5%. Nilai 5% ini akan menjadi nilai kemungkinan
kekurangan pada tabel kurva normal standar. Nilai kemungkinan kekurangan ini
akan menjadi acuan untuk mencari nilai deviasi normal yang nantinya akan
digunakan pada penghitungan safety stock. Pada tabel 4.12 dapat dilihat
penentuan nilai deviasi normal tersebut.
Tabel 4.12 Tabel Kurva Normal
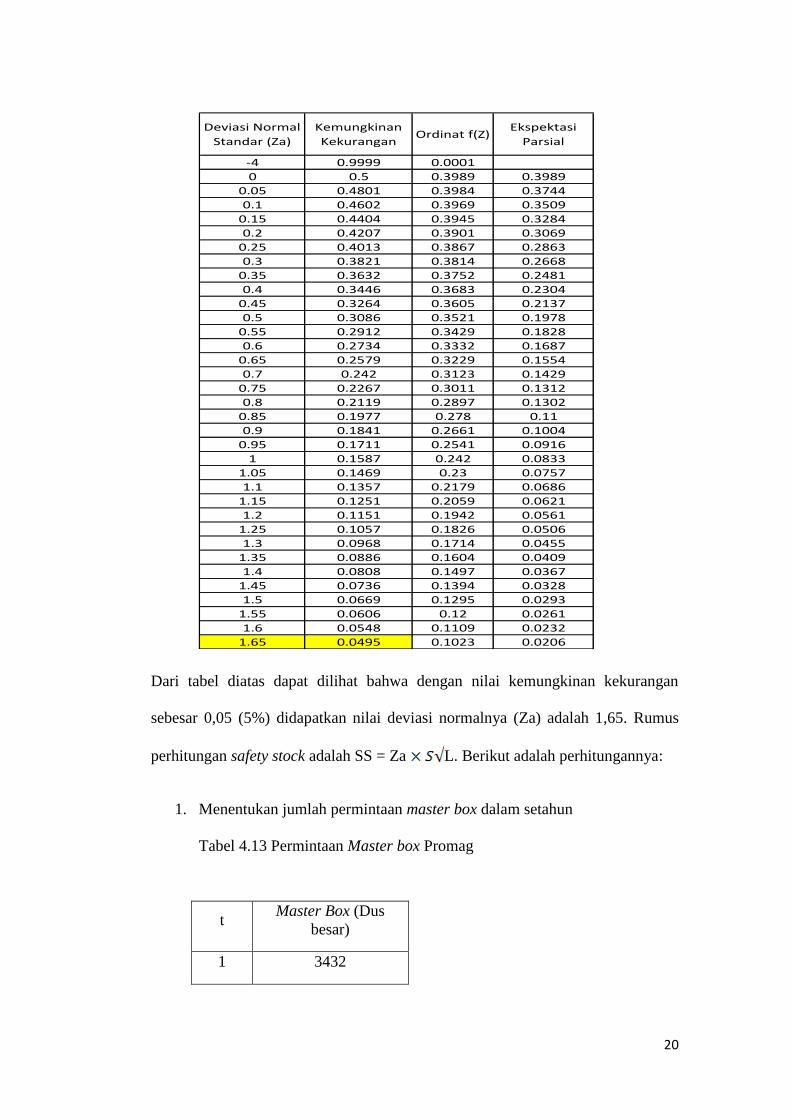
20
Deviasi Normal
Standar (Za)
Kemungkinan
KekuranganOrdinat f(Z)
Ekspektasi
Parsial
-4 0.9999 0.0001
0 0.5 0.3989 0.3989
0.05 0.4801 0.3984 0.3744
0.1 0.4602 0.3969 0.3509
0.15 0.4404 0.3945 0.3284
0.2 0.4207 0.3901 0.3069
0.25 0.4013 0.3867 0.2863
0.3 0.3821 0.3814 0.2668
0.35 0.3632 0.3752 0.2481
0.4 0.3446 0.3683 0.2304
0.45 0.3264 0.3605 0.2137
0.5 0.3086 0.3521 0.1978
0.55 0.2912 0.3429 0.1828
0.6 0.2734 0.3332 0.1687
0.65 0.2579 0.3229 0.1554
0.7 0.242 0.3123 0.1429
0.75 0.2267 0.3011 0.1312
0.8 0.2119 0.2897 0.1302
0.85 0.1977 0.278 0.11
0.9 0.1841 0.2661 0.1004
0.95 0.1711 0.2541 0.0916
1 0.1587 0.242 0.0833
1.05 0.1469 0.23 0.0757
1.1 0.1357 0.2179 0.0686
1.15 0.1251 0.2059 0.0621
1.2 0.1151 0.1942 0.0561
1.25 0.1057 0.1826 0.0506
1.3 0.0968 0.1714 0.0455
1.35 0.0886 0.1604 0.0409
1.4 0.0808 0.1497 0.0367
1.45 0.0736 0.1394 0.0328
1.5 0.0669 0.1295 0.0293
1.55 0.0606 0.12 0.0261
1.6 0.0548 0.1109 0.0232
1.65 0.0495 0.1023 0.0206
Dari tabel diatas dapat dilihat bahwa dengan nilai kemungkinan kekurangan
sebesar 0,05 (5%) didapatkan nilai deviasi normalnya (Za) adalah 1,65. Rumus
perhitungan safety stock adalah SS = Za L. Berikut adalah perhitungannya:
1. Menentukan jumlah permintaan master box dalam setahun
Tabel 4.13 Permintaan Master box Promag
t Master Box (Dus
besar)
1 3432

21
2 3432
3 3432
4 5148
5 5148
6 5148
7 5148
8 3432
9 3432
10 5148
11 3432
12 3432
Total 49764
Dapat dilihat bahwa permintaan MB Promag selama setahun adalah 49764
dus besar.
2. Menentukan standar deviasi MB
S = kemungkinan kekurangan x D
S = 5% x 49764 = 2488,2 = 2488 dus besar.
3. Menghitung safety stock
SS = SS = Za L
SS = 1,65 x
SS = 1184,8 = 1185 dus besar.
4.3 Perhitungan Economic Order Quantity (EOQ)
22
EOQ digunakan untuk menentukan order quantity yang akan
meminimumkan jumlah biaya pemesanan dan biaya persediaan. Berikut adalah
perhitungan EOQ untuk master box promag:
1. Penentuaan total biaya permintaan (A)
Total biaya permintaan hanya berasal dari biaya penggunaan telepon
sebesar Rp. 2.000.
2. Penentuaan biaya simpan (h)
Total biaya simpan ditentukan dari 20% harga produk. Untuk harga
produk adalah Rp. 25.000. Maka biaya simpan master box adalah 20%
* Rp. 25.000 = Rp. 5.000
3. Perhitungan EOQ dengan menggunakan persamaan:
Dimana:
D = tingkat permintaan, unit pertahun (dus besar)
A = biaya perpemesanan (Rp/dus besar)
h = biaya penyimpanan perunit pertahun (Rp/dus besar)
Q* = ukuran pemesanan ekonomis
Dengan nilai:
D = 49764 dus besar
23
A = Rp. 2.000, biaya pemesanan perdus besar
h = Rp. 5.000, biaya penyimpanan perdus besar
EOQ =
EOQ = 199,5 = 200 dus besar.
1.4 Perhitungan Reorder point
Titik pemesanan ulang (reorder point) dihitung dengan mengalikan
tenggang waktu (L) dengan permintaan perhari. Jika kita mengasumsikan bahwa
satu tahun terdiri dari 365hari, maka permintaan perhari adalah . Jadi, rumus
untuk titik pemesanan ulang, R, adalah
dimana:
R = Titik pemesanan ulang (dus besar)
L = Tenggang waktu pemesanan ulang/Leadtime (hari)
D = tingkat permintaan, unit pertahun (dus besar)
maka = ≈137dus besar

24
Gambar 4.3. Grafik titik pemesanan ulang dengan tenggang waktu
Dengan nilai EOQ adalah 200 dus besar dan ketika persediaan turun
menjadi 137 dus besar maka dilakukan pemesanan kembali.
4.4 Pembahasan
Jumlah pemesanan periode sebelumnya dan stock master box yang ada di
divisi gudang kemasan terdapat selisih yang cukup besar, sehingga membutuhkan
tempat penyimpanan yang lebih. Data tersebut dapat dilihat pada tabel dibawah
ini.
Tabel 4.14 Perbandingan Pemesanan berdasarkan kebutuhan Produksi dan
Stock di Gudang kemasan
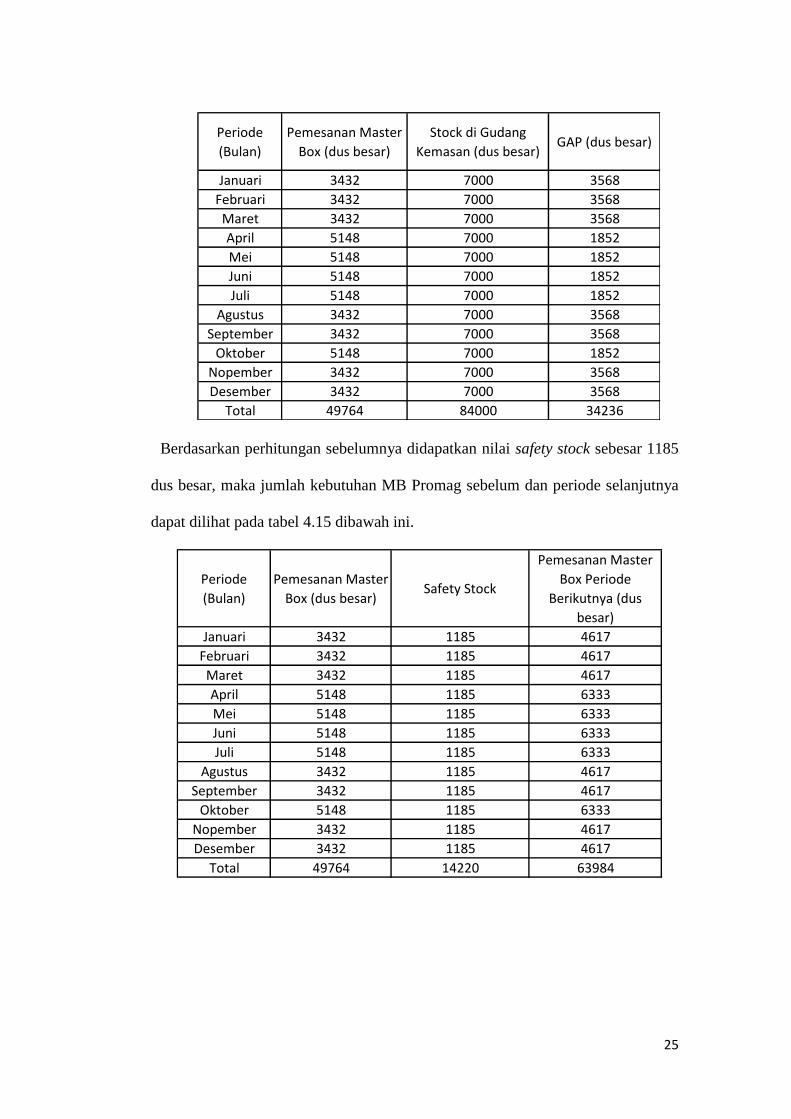
25
Periode
(Bulan)
Pemesanan Master
Box (dus besar)
Stock di Gudang
Kemasan (dus besar)GAP (dus besar)
Januari 3432 7000 3568
Februari 3432 7000 3568
Maret 3432 7000 3568
April 5148 7000 1852
Mei 5148 7000 1852
Juni 5148 7000 1852
Juli 5148 7000 1852
Agustus 3432 7000 3568
September 3432 7000 3568
Oktober 5148 7000 1852
Nopember 3432 7000 3568
Desember 3432 7000 3568
Total 49764 84000 34236
Berdasarkan perhitungan sebelumnya didapatkan nilai safety stock sebesar 1185
dus besar, maka jumlah kebutuhan MB Promag sebelum dan periode selanjutnya
dapat dilihat pada tabel 4.15 dibawah ini.
Periode
(Bulan)
Pemesanan Master
Box (dus besar)Safety Stock
Pemesanan Master
Box Periode
Berikutnya (dus
besar)
Januari 3432 1185 4617
Februari 3432 1185 4617
Maret 3432 1185 4617
April 5148 1185 6333
Mei 5148 1185 6333
Juni 5148 1185 6333
Juli 5148 1185 6333
Agustus 3432 1185 4617
September 3432 1185 4617
Oktober 5148 1185 6333
Nopember 3432 1185 4617
Desember 3432 1185 4617
Total 49764 14220 63984
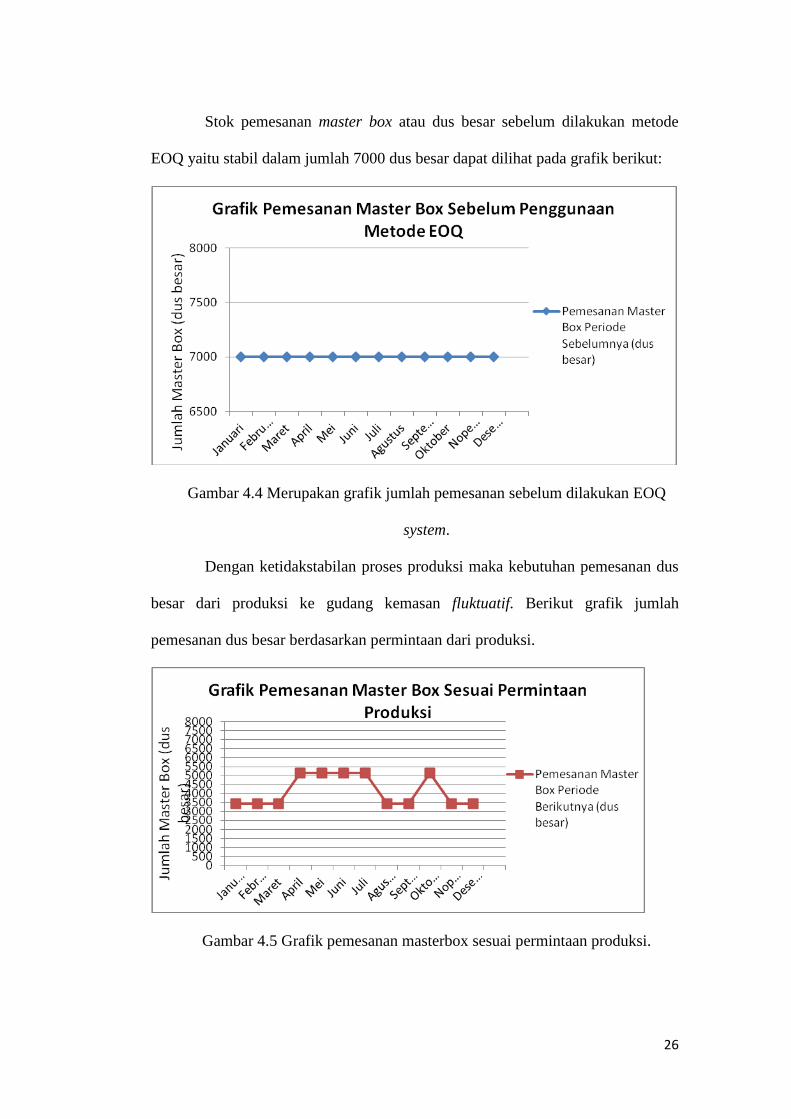
26
Stok pemesanan master box atau dus besar sebelum dilakukan metode
EOQ yaitu stabil dalam jumlah 7000 dus besar dapat dilihat pada grafik berikut:
Gambar 4.4 Merupakan grafik jumlah pemesanan sebelum dilakukan EOQ
system.
Dengan ketidakstabilan proses produksi maka kebutuhan pemesanan dus
besar dari produksi ke gudang kemasan fluktuatif. Berikut grafik jumlah
pemesanan dus besar berdasarkan permintaan dari produksi.
Gambar 4.5 Grafik pemesanan masterbox sesuai permintaan produksi.

27
Jumlah pemesanan sebelum dan setelah dilakukan system EOQ dapat
dilihat pada grafik berikut:
Gambar 4.6 Grafik jumlah pemesanan sebelum dan setelah dilakukan EOQ
system.
Dari grafik diatas, dapat dilihat jumlah pemesanan sebelumnya sebesar
84000 dus besar, sedangkan setelah menggunakan system EOQ sebanyak 63984
dus besar atau turun sekitar 23,82%. Hal tersebut dapat berdampak pula pada
penurunan biaya penyimpanan dan biaya pemesanan.
Uraian diatas merupakan hasil dari penelitian yang telah lakukan dan
merupakan hasil dari pembahasan dari penelitian ini, untuk simpulan dan saran
diuraikan pada bab selanjutnya.
1
BAB V
SIMPULAN DAN SARAN
5.1 Simpulan
1. Setelah dilakukan proses perhitungan menggunakan metode EOQ
(Economic Order Quantity) didapatkan besaran pembelian Sample MB
yang ekonomis sebesar 200 dus besar untuk sekali pemesanan dengan nilai
reorder point 137 dus besar.
2. Safety stock sebesar 1185 dus besar, prosentase penurunan inventory
setelah dilakukan metode EOQ sebesar 23,82%.
5.2 Saran
1. Penelitian ini bisa dikembangkan lagi guna memudahkan dalam proses
perencanaan material dengan metode yang lain seperti metode ABC dan
system kanban.
2. Penelitian ini terdapat beberapa kekurangan baik dalam hal penyajian data-
data dan dalam hal menganalisis data-data tersebut. Untuk itu dapat
diharapkam terdapat penelitian selanjutnya dan disempurnakan untuk
kemasan produk yang lainnya.

1
DAFTAR PUSTAKA
Aditama. 2002. Manajemen Administrasi Rumah Sakit, Edisi kedua,
Penerbit Universitas Indonesia (UI-Press), Jakarta
Assauri, Sofyan. 2004. Manajeman Produksi dan Operasi. Edisi Revisi.
Jakarta: BPFE UI
Bernard W. 2001. Sains Manajemen, Terjemahan Chaerul Djakman dan
Vita Silvira, Edisi Kedua. Jakarta: Salemba empat
EL Qodri, Zainal Mustafa. Supardi. 1999. Alat-alat Analisa Perencanaan
dan Pengawasan Produksi. Yogyakarta: BPFEUII Andi Offset.
Elwood S, Buffa. 1983. Manajemen Produksi/Operasi. Jakarta.
Erlangga.(terjemahan).
Fahmi, Irham. 2012. Manajemen Operasi dan Operasi. Bandung:
Alfabeta
Ishak, Aulia. 2010. Manajemen Operasi. Yogyakarta: Graha Ilmu
Jay Heizer and Barry Render. 2004. Operations Management. United
state of America. Pearson Education International.
Joel G, Seigel dan Jae K. Shim. 1999. Kamus Istilah Akuntansi. Elex
Media Komputindo. Jakarta
Subagya, M.S. 1994. Manajemen Logistik. Cetakan Keempat. Haji
Masagung, Jakarta
1
LAMPIRAN
Master box PROMAG/475 X 355 X 300 MM