Embed Size (px)
Citation preview

DOI: 10.1002/srin.200900128 steel research int. 81 (2010) No. 3
Analyzing the Fluid Flow in Continuous Ca
sting through Evolutionary Neural Nets andMulti-Objective Genetic AlgorithmsDeepak Govindan1), Suman Chakraborty1), and Nirupam Chakraborti2)*
1) Department of Mechanical Engineering, Indian Institute of Technology, Kharagpur 721 302, India2) Department of Metallurgical & Materials Engineering, Indian Institute of Technology, Kharagpur 721 302, India,
*Corresponding author
The flow fields computed for a typical continuous caster are analysed using the basic concepts of Pareto-optimality in the context of multi-
objective optimization. The data generated by the flow solver FLUENTTM are trained through Evolutionary Neural Networks that emerged
through a Pareto-tradeoff between the complexity of the network and its accuracy of training. A number of objectives constructed this way are
subjected to optimization using a Multi-objective Predator-Prey Genetic Algorithm. The procedure is repeated using the software mode-
FRONTIERTM and the results are compared and analysed.
Keywords: Genetic Algorithms, Continuous Casting, Evolutionary Neural Networks, Evolutionary Computation, Predator-Prey Genetic
Algorithm, Multi-objective optimization
Submitted on 14 September 2009, accepted on 4 December 2009
Introduction
Although ubiquitous in the steel making industry, theanalysis of the continuous casting process [1] is still far fromcomplete. The flow and the associated heat transfers are quitecomplex in the caster and optimizing the process is acomplicated task. In recent times the biologically inspiredGenetic Algorithms [2–5] are being increasingly used forstudying the various features of continuous casters [6–12] andnow there are enough convincing evidences that these natureinspired optimizers could be successfully utilized to optimizecomplex flow configurations [13–15]. This study utilizes datadriven models constructed from the flow simulation outputswhich, in turn, are used to optimize various parameters of thecasting process in a multi-objective way [16], for which aGenetic Algorithm could be applied very effectively. Furtherdetails are provided below.
Modeling the Caster
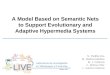
The regions of the caster modeled in this study are shownschematically in Figure 1. Cylindrical billet geometry of15 cm diameter was assumed throughout. The flow inducedsolidification that takes place in these regions is directlydependent on the mode of heat transfer, namely, theconvection in the liquid pool, heat conduction down thetemperature gradients in the solidified shell, forced con-vection in the spray cooling zone and also the heat transferby radiation and conduction to the surroundings, once themetal comes out of the mold. A reliable fluid flow modelshould incorporate all these effects. The transport equationsused during this study to generate the flow and temperaturefields are summarized below along with the pertinent
www.steelresearch-journal.com � 2010 W
boundary conditions. The symbols used in the transportequations have their conventional meanings (seeNomenclature).
Continuity:@r
@tþr � ðr~VÞ ¼ Sm
The source Sm is the mass added to the continuous phasefrom the dispersed second phase.
Momentum:
@ðr~VÞ@t
þr � ðr~V ~VÞ ¼ �rpþr � ðtÞ þ r~g � ~Sv
The stress tensor t is given byt ¼ m ðr~Vþ
�r~VT Þ � 2
3r � ~VI �Due to porosity considerations, a momentum sink ~Sv isincluded, such that
~Sv ¼ð1� bÞ2
ðb3þ 2ÞAmushð~v�~vpÞ
where b is the liquid fraction and Amush is the mushy zoneconstant that decides how fast the velocity gets damped dueto the solidified material. And 2 is a small scaling factorused to avoid division by zero error during computation.
Turbulence: A sink term gets added to the turbulenceequations due to porosity considerations
k � emodel:@k
@tþ ~V :rk ¼ r
� nt
skrk
�þ P� e� Sk ;
@e@t
þ ~V :re ¼ r nt
sere
� �þ Ce1
P
k� Ce2
e2
k� Se
iley-VCH Verlag GmbH & Co. KGaA, Weinheim 197

steel research int. 81 (2010) No. 3 Process Metallurgy
Figure 1. Schematic of the simulated section.
where P is the production term and Sf ¼ ð1�bÞ2ðb3þ2ÞAmushf
where f ¼ k; e
Energy:Solidification Model: (Enthalpy – porosity Technique)
@ðrHÞ@t
þr � ðr~VHÞ ¼ r � ðkrTÞ þ Sl
Enthalpy is given by, H ¼ hs þ DHl
where the latent heat content DHl ¼ bL and L is the specificlatent heat capacity
b ¼ 0 for T < Tsolidus; b ¼ 1 forT > Tliquidus andLiquid fraction;
b ¼ ðT � TsolidusÞforT < T < T
Table 1. Selected ranges of variation for the input parameters.
Input parameter Range of Variation
Casting velocity 1–2m �min�1
Mold heat transfer coefficient 100–50000W �m�2 K�1
Length of spray cooling zone 3–5m
Spray water flux intensity(peak value)
4–16 l �m�2 s�1
ðTliquidus � TsolidusÞ solidus liquidus
The heat evolved due to liquid fraction changes ismodeled as the source term Sl in the energy equation.
Boundary conditions:
Inlet :V ¼ Vcasting
T ¼ Tpouring
Outlet : � k@T
@z¼ 0
Axis=Centerline : � k@T
@r¼ 0
198 � 2010 Wiley-VCH Verlag GmbH & Co. KGaA, Wein
Mold exterior: � k@T ¼ hmoldðTmold � TambientÞ
@rSpray cooling zone:
@v
@r¼ 0; � k
@T
@r¼ hsprayðT � TambientÞ and
hspray ¼ 708 _W 0:75T�1:2 þ 0:116KW=m2K
where _W is the water flux – [17]
Radiation cooling zone :
@v
@r¼ 0; � k
@T
@r¼ seðT4 � T4
ambÞ
In this study we have performed two bi-objectiveoptimizing tasks:
(i) S
heim
imultaneous maximization of casting velocity and theshell thickness at mold exit
(ii) Min
inimization of reheat at the spray-radiation coolingterface to reduce internal stresses, along with asimultaneous maximization of casting velocity.
In both cases the objectives are conflicting to each otherand it might not be possible to set each of them at theirindividual best. Here the optima consist of a set of solutions,known as the Pareto-frontier [16] representing the bestpossible tradeoffs between the objectives. Each member ofthis frontier represents an optimum solution, and utilizingany specific one generally remains a user’s prerogative.Closed form solutions of the transport equations presented
earlier were obtained using FLUENTTM software. Here wehad selected four important decision variables, namely,casting velocity, mold heat transfer coefficient, length ofspray cooling zone and spray water flux intensity. In thisstudy, the casting velocity also constitutes an objectivefunction. An initial dataset of 100 points was generatedthrough parameter variation; the ranges of it are summarizedinTable 1. It should be noted here that a rather wide range ofparameter variation has been considered here to maintaindiversity in the solution space that Genetic Algorithmsrequire. Since a set of alternate solutions are obtainedthrough the multi-objective optimization procedure adoptedhere, it is up to the decision maker, familiar with the plantpractice, to weed out any solutions that can not be practicallyimplemented or unacceptable due to some other reasons.In this study the outputs of the FLUENTTM calculations
were fed to an evolutionary neural network [16] that itselfevolved as a bi-objective tradeoff between the training error
www.steelresearch-journal.com

Process Metallurgy steel research int. 81 (2010) No. 3
Figure 2. Crossover scheme between two neural nets.
and the complexity of network, measured by the totalnumber of connections in the lower part of the network,including the biases. The upper part evolved through aLinear Least Square technique and a Predator Prey GeneticAlgorithm was employed for the bi-objective optimizationtask, as in many of our earlier work [16, 18–20]. In thisprocedurewe dealtwith a population of neural nets, ofwhichthe random parents were subjected to a crossover operationto produce the children networks. A typical crossoverbetween the lower parts of two networks is shownschematically in Figure 2. The weights in the childrennetworks were also subjected to a mutation procedure. ThePareto frontier in this case consisted of a family of neural
Table 2. Parameters used in optimization.
Predator-Prey Genetic Algorithm
Parameter Value
Lattice size 50� 50–100� 100
Number of predators 50–70
Number of prey (target) 200–300
Probability of crossover 0.8–0.95
Probability of mutation 0.6–0.8
Mutation constant 0.16
Probability of prey movement 0.3–0.5
Maximum steps for prey movement 10
Maximum steps for predator movement Adjusted dynamically
Number of hidden layers 1
Upper bound randomly generated weights 5
Lower bound for randomly generated weights �5
Maximum no. of nodes in the hidden layer 9
modeFRONTIERTM
Parameter Value
Initial population size 100
Probability of directional crossover 0.5
Probability of mutation 0.1
Probability of selection 0.05
www.steelresearch-journal.com � 2010 W
nets, out of which a specific one was selected using AkaikeCriterion, which rewards a network for its accuracy and atthe same time penalizes for the increasing complexity. Thedetails of the procedure are elaborated elsewhere [18].Each of the three objective functions, describing casting
velocity, shell thickness and the reheat are thus constructedusing this evolutionary procedure and for their subsequentbi-objective optimizations, the Predator-Prey GeneticAlgorithm (PPGA) was once again employed. The calcu-lations were then repeated using the Neural Network andMulti-objective Genetic Algorithms modules (MOGA2 andNSGA2) in the modeFRONTIERTM software. The param-eters used in both the methods are summarized in Table 2.
Results and Discussion
The Pareto frontiers obtained using the EvolutionaryNeural Network approach (PPNNGA) are shown inFigures 3 and 4 respectively, for shell thickness at the moldexit and the reheat at the spray exit. Each diamond in thosefrontiers denotes a unique optimum network with adistinctive combination of the network topology and themagnitude of weights and the darkened diamonds indicatethe networks picked up through Akaike Criterion [18] andactually used in the subsequent optimization task.
Figure 3. Pareto frontier of the optimum networks for the objective
shell thickness at mold exit.
Figure 4. Pareto frontier of the optimum networks for the objective
reheat at spray exit.
iley-VCH Verlag GmbH & Co. KGaA, Weinheim 199

steel research int. 81 (2010) No. 3 Process Metallurgy
Figure 5. NeuralNetestimationsof theobjective functionfor the initial
data set for shell thickness at mold exit (using PPNNGA).
Figure 6. Neural Net estimations of the objective function for the
initial data set for shell thickness at mold exit (using modeFRON-
TIERTM).
Figure 7. Neural Net estimations of the objective functions for the
initial data set for reheat at spray exit using PPNNGA.
igure 8. Neural Net estimations of the objective functions for the
itial data set for reheat at spray exit using modeFRONTIERTM.
Figure 9. Objective function responses to variations in casting veloc-
ity shown in the topmost panel.
Figure 10. Objective function response for variations in mold heat
transfer coefficient shown in the topmost panel.
F
in
200 � 2010 Wiley-VCH Verlag GmbH & Co. KGaA, Wein
The models constructed using the evolutionary neuralnetworks (PPNNGA), shown in Figures 5 and 7, arecompared with modeFRONTIERTM in Figures 6 and 8.(Since modeFRONTIERTM does not allow its Neural Net tobe decoupled with its optimization routines, all the NeuralNet property predictions reported here were conducted byrunning an optimization routine just for one generation).Both strategies have worked well for this data set. Thenetwork formed by modeFRONTIERTM seems to have aslight tendency of over-fitting, which can be controlledreasonably in case of the evolutionary procedure by takingadvantage of the computed Pareto-frontier and the ultimateselection of a network through the Akaike criterion.
heim www.steelresearch-journal.com

Process Metallurgy steel research int. 81 (2010) No. 3
Figure 11. Objective function response for variations in length of
spray zone shown in the topmost panel.
Figure 12. Objective function response for variations in spray water
flux intensity shown in the topmost panel.
Figure 13. Pareto frontiers obtainedby bothmethods for the tradeoff
between shell thickness at mold exit and casting velocity.
It was also deemed essential to analyze the role played bythe individual variables in altering the magnitude of theobjective functions.Figures 9 to 12 show the response of theobjective functions to input variable variations, as predictedby the Neural Nets in both methods. Here one input variablewas varied at a time keeping the others fixed, following aprocedure described in our earlier work [21]. In each of thesefigures the top panel indicates the variation induced in aparticular variable and lower panels indicate the correspond-ing responses in the objective function. The input variation,although arbitrary, is planned with a strategy of examiningthe impacts of sharp decrease, increase and steady nature ofthe input variables in question, and this testing was done onthe networks obtained by the evolutionary procedure andalso on those provided by modeFRONTIERTM. The resultsobtained through both the strategies have agreed almosteverywhere, except for a case each in Figures 9 and 11. In bothcases evolutionary procedure showed very little sensitivitytowardsa change, in contrast tomodeFRONTIERTMnetworkswhich remained sensitive to every perturbation in the decisionvariable space, ultimately leading to a slight over fitting.The various trends revealed through a careful evaluation
of Figures 9–12 require some special attention. Any changein casting velocity is inversely reflected in the shell thickness
www.steelresearch-journal.com � 2010 W
at the mold exit. This is a realistic trend that the shellthickness would go down with increasing velocity and viceversa, which both modeFRONTIERTM and the evolutionaryneural net could capture quite efficiently (Figure 9).However, with changes in the casting velocity, reheat atthe spray exit predicted by the modeFRONTIERTM modelfailed to produce any definite trends: the variation is direct insome cases and inverse for the rest. Here the evolutionaryapproach has shown a far less sensitivity towards velocityfluctuations.With the changes in the mold heat transfer coefficient, the
shell thickness is expected to be directly correlated: anincrease in the heat transfer coefficient would lead to athicker shell at the exit and vice versa, which was quiteconvincingly reflected through both modeFRONTIERTM
and the evolutionary approaches (Figure 10). In thesenumerical experiments the mold heat transfer coefficientseems to be directly correlated to the reheat at the spray exit.As the heat transfer coefficient increases, the reheat at sprayexit also increases. This may be attributed to perpetualaugmentations in the net heat flux at the walls (qw) such thatthe effective temperature difference (DT) driving the heattransfer also increases simultaneously (qw¼ hDT). Itappears that both, modeFRONTIERTM and the evolutionaryapproach could capture this trend quite efficiently.For a similar reason the reheat at the spray exit should also
be directly correlatedwith the variation in the length of sprayzone (Figure 11) and also with the spray water flux intensity(Figure 12). This trend is convincingly captured bymodeFRONTIERTM in both the cases, while the evolu-tionary approach demonstrated this only in case of spraywater flux intensity.The objective functions constructed through the neural
network models have been optimized through multi-objective Genetic Algorithms; a Predator-Prey GeneticAlgorithm in case of the evolutionary approach(PPNNGA) and two well known multi-objective GeneticAlgorithms, MOGA2 and NSGA2 in case ofmodeFRONTIERTM. Figure 13 shows the Pareto frontiersobtained by both methods for the simultaneous max-imization of shell thickness at mold exit and the castingvelocity. These two objectives are conflicting in nature and
iley-VCH Verlag GmbH & Co. KGaA, Weinheim 201

steel research int. 81 (2010) No. 3 Process Metallurgy
Figure 14. Pareto frontiers obtainedby bothmethods for the tradeoff
between shell thickness at mold exit and reheat at spray exit.
each point on the frontier would correspond to an optimumtradeoff between them. Both the approaches performedreasonably well and the results are nearly comparable.Although results obtained by modeFRONTIERTM are anotch better than its counterpart, they show some regions ofdiscontinuity, where no Pareto-points could be converged.The PPNNGA frontier on the other hand, is much betterdistributed and covers the search space more completely.Figure 14 shows the Pareto frontier for another set of
conflicting objectives, the shell thickness at mold exit andthe reheat at spray exit: the former we had attempted tomaximize, while minimizing the latter. In this casemodeFRONTIERTM has provided slightly better values forthe lower shell thickness ranges, but the Pareto points ofPPNNGA are considerably better when the shell thicknessgoes up. In general terms however, one could conclude thatboth PPNNGA and modeFRONTIERTM have providedsome fairly equivalent Pareto frontiers in both bi-objectiveoptimization tasks undertaken during the presentinvestigation.
Concluding Remarks
Although the literature on continuous casting is veryextensive [1, 22], the effort to study the process using softcomputing approaches is surprisingly limited and only ahandful of studies are known where Neural Networks orsome Artificial Intelligence (AI) techniques [23–25] wereapplied in this domain. Although the applications of singleand multi-objective Genetic Algorithms have begun in thisarea [6–12], the multi-objective Genetic Algorithms andNeural Network combine, as demonstrated in this paper, hasso far not been tried out here. In this particular study, withoutthe evolutionary neural networkmeta-model, the optimizingtask would have required solving the flow equations overand over again, taking an unacceptable toll on the availablecomputing resources, and that factor alone would beadequate to justify its usage. The efficacy of this approachhas been demonstrated in many other problems of generalmaterials interest [16, 18, 20] and is expected to reinforce thecurrent trends of continuous casting research as well.
202 � 2010 Wiley-VCH Verlag GmbH & Co. KGaA, Wein
Nomenclature
Amush mushy zone constant
Cm;Ce1;Ce2 k � e model constantsg! accelerationduetogravity
H enthalpy contenthmold mold heat transfer coefficienths sensible enthalpy contenthspray spray heat transfer coefficientsk turbulence kinetic energyL specific latent enthalpyp pressureP turbulence production term in turbulence
kinetic energy equationqw net heat flux at mold wallsr radial coordinateSk source term in turbulence kinetic energy
equation due to porosity considerationsSe source term in turbulence dissipation rate
equation due to porosity considerationsSl source term in energy equation associated
with latent heat evolved/absorbed due tophase changes
Sm source term in continuity equation due tophase changes
Sv!
sink/source term in momentum equationdue to porosity consideration
T temperatureTambient ambient temperatureTliquidus liquidus temperature of steelTmold mold temperature on the outer surfaceTpouring pouring temperature of molten steel in the
casterTsolidus solidus temperature of steelV!
velocityVcasting casting speed of the billetvp! pull velocity of the solidified material from
the domain_W water flux intensity at the spraysz axial coordinate
Greek Symbols
b liquid fractionDHl latent enthalpy contente turbulence dissipation rate2 small number to avoid division by zerosk effective Prandtl number for diffusion of
turbulent kinetic energyse effective Prandtl number for diffusion of turbulent
dissipation rater densityt stress tensor due to viscous effects in momentum
equationsvt turbulent viscosity
heim www.steelresearch-journal.com

Process Metallurgy steel research int. 81 (2010) No. 3
References
[1] T. Bolender, R. Fandrich, H. A. Jungblut, G. Kemper, R. Muller, H. P.Narzt, G. Ney, H. Schnitzer: Stahl und Eisen., 129 (2009), 22.
[2] N. Chakraborti: Int. Mater. Rev., 49 (2004), 246–260.[3] W. Paszkowicz: Mater. Manuf. Process., 24 (2009), 174–197.[4] K. Mitra: Int. Mater. Rev., 53 (2008), 275–297.[5] C. A. C. Coello, R. L. Becerra: Mater. Manuf. Process., 24 (2009),
119–129.[6] N. Chakraborti, R. S. P. Gupta, T. K. Tiwari: Ironmaking Steelmak-
ing, 30 (2003), 273–278.[7] N. Chakraborti, K. S. Kumar, C. G. Roy: J. Mater. Eng. Perform., 12
(2003), 430–435.[8] C. A. Santos, J. A. Spim, A. Garcia: Eng. Appl. Artif. Intel., 16
(2003), 511–527.[9] N. Cheung, C. A. Santos, J. A. Spim, A. Garcia: Appl. Math. Model.,
30 (2006), 104–115.[10] K. Miettinen: Mater. Manuf. Process., 22 (2007), 585–593.[11] A. Kumar, S. Chakraborty, N. Chakraborti: Steel Research Int., 78
(2007), 517–521.[12] K. Mitra, S. Ghosh: Mater. Manuf. Process., 24 (2009), 88–99.[13] A. Kumar, D. Sahoo, S. Chakraborty, N. Chakraborti: Mater. Manuf.
Process., 20 (2005), 363–379.
www.steelresearch-journal.com � 2010 W
[14] N. Chakraborti, A. Shekhar, A. Singhal, S. Chakraborty, S. Chowdh-ury, R. Sripriya: Inverse Probl. Sci. En., 16 (2008), 1023–1046.
[15] S. Bag, A. De, T. Debroy: Mater. Manuf. Process., 24 (2009), 384–397.
[16] F. Petterson, N. Chakraborti, H. Saxen: Appl. Soft Comput., 7 (2007),387–397.
[17] K. Sasaki, Y. Sugitani, M. Kawasaki: Tetsu To Hagane, 65 (1979),90–96.
[18] F. Pettersson, A. Biswas, P. K. Sen, H. Saxen, N. Chakraborti: Mater.Manuf. Processes, 24 (2009), 320–330.
[19] A. Agarwal, F. Pettersson, A. Singh, C. S. Kong, H. Saxen, K. Rajan,S. Iwata, N. Chakraborti: Mater. Manuf. Process., 24 (2009), 274–281.
[20] B. Bhattacharya, G. R. Dinesh Kumar, A. Agarwal, S. Erkoc, A.Singh, N. Chakraborti: Comp. Mater. Sci., 46 (2009), 821–827.
[21] M. Helle, F. Pettersson, N. Chakraborti: Steel Research Int., 77(2006), 75–81.
[22] J. K. Brimacombe: CIM Bull., 67-748 (1974), 46–46.[23] J. H. Zietsman, S. Kumar, J. A. Meech, I. V. Samarasekera, J. K.
Brimacombe: Ironmaking Steelmaking, 25 (1998), 476–483.[24] J. K. Brimacombe: Metall. Trans. B., 24 (1993), 917–935.[25] P. Y. Li, J. Z. Li, W. C. Chen: J. Iron Steel Res. Int., 16 (2009), 541–
550.
iley-VCH Verlag GmbH & Co. KGaA, Weinheim 203