Embed Size (px)
Citation preview

ISSN0040-1862
CHIRIOTTI EDITORI10064 PINEROLO (ITALIA) - Tel. 0121 393127 - Fax 0121 794480 - E-mail: [email protected] - Sped. in A.P. - D.L. 353/2003 (Conv. in L. 27/02/2004 n° 46) art. 1 comma 1 DCB TO - n. 2 anno 2007 - IP
TECNICA
MOLITORIAMANGIMIFICI - PASTIFICI - MOLINI - SILI
febbraIo 2007aNNo 58 - N. 2
SQ n° 50 100 1339impianti per pastifici
Soluzioni tecnicheper la massima affidabilità esicurezza.... da sempre
Soluzioni tecnicheper la massima affidabilità esicurezza.... da sempre

Tecnica Molitoria - Febbraio 2007 141
Palmenti
PREMESSA
N egli ultimi anni si è registrata una crescente domanda, da par-te dei consumatori, di prodotti
biologici e tradizionali, il che ha dato nuo-vo impulso a tutta la filiera dei prodotti cerealicoli che ha così trovato un ulteriore sbocco alternativo: a partire dal recupero e coltivazione di varietà di cereali con pro-duttività magari non competitive, ma con caratteristiche organolettiche – o anche solo caratteristiche di “tradizionalità” – che il consumatore percepisce come uniche e alle quali attribuisce un valore superiore rispetto ai prodotti cerealicoli “di massa”... passando dalle tecniche di macinazione che prediligono “i vecchi sistemi”... fino ai pro-dotti finiti commercializzati come alimenti cerealicoli premium, “tradizionali”, “sani”, biologici, “equi e solidali” o quant’altro.Grazie a questo ampio movimento cul-tural-gastronomico che coinvolge tutto il
comparto alimentare in genere, anche il settore molitorio trova il suo spazio. Ne sono la prova i numerosi molini artigianali che offrono farine prodotte sia con vecchi laminatoi che, sopprattutto, con le macine in pietra. E ne è la prova anche l’aumentato interesse verso le tecniche di macinazione con i palmenti.Proprio per rispondere a queste domande che ci vengono poste dai mugnai, ripro-poniamo un articolo sulle macine a pietra pubblicato su Tecnica Molitoria del giugno 1955, che prende in esame i vari aspetti pratici e tecnologici per la conduzione dei molini a palmenti.
INTRODUZIONE
O ggi, poco a poco, le macine a pie-tra hanno riacquistato dignità e ci sono ancora ampie possibilità
d’impiego. Esse hanno ancora dei meriti,
Note pratiche di condottae manutenzione delle macine
Practical aspects of stone milling
Gustavo Maier
Parole chiave: macina a pietra, rabbigliatura, macinazioneKey words: millstone, stone dressing, milling

Febbraio 2007 - Tecnica Molitoria142
Palmenti
per le farine biologiche, speciali e di nicchia giacché la manutenzione delle macine sarà la sola cosa a cui si dovrà badare.Fin dai tempi primordiali il mugnaio sape-va che nell’attività di macinazione si deve cercare di ottenere il massimo rendimento possibile con il minor spreco di energia. La questione era dunque circoscritta al pal-mento dove si doveva ottenere un prodotto destinato alla panificazione, fine e soffice, sin dal primo passaggio. Il prodotto che si otteneva dalla setacciatura fatta a mano era sufficiente per ottenere una bassa porzione di crusca, cioè una notevole resa in farina.Per ottenere questo risultato, la rabbi-gliatura delle macine deve essere senza difetti; la direzione e posizione dei canali possono passare in second’ordine, purché si ottenga una farina che soddisfi il cliente. La rigatura, cioè rabbigliatura finissima, era – ed è tuttora – un lavoro importante
Macine La Fertè. fig. 1
del mugnaio che presupponeva una lunga pratica ed una grande abilità.Particolare cura deve essere inoltre posta nella scelta delle macine. Un antico prover-bio ci viene in aiuto e deve essere tenuto ben presente: “due pietre dure macinano male”. Nella coppia quella che gira deve sempre essere la più dura, mentre quella fissa la più tenera, per cui non è consiglia-bile lasciare che due pietre uguali lavorino assieme.I palmenti per secoli hanno dato garanzia di efficienza specie con l’impiego nella ma-cinazione delle macine francesi di quarzo di La Ferté (fig. 1 e 2). Questa pietra di acqua dolce è di colore bianco-grigio blu; le sue superfici hanno delle asperità aguzze, fini e piccole, che esaltano al massimo la porosità e il potere di attrito indispensabile per le pietre. Queste macine sono compo-ste di pezzi, messi assieme e cementati in

Tecnica Molitoria - Febbraio 2007 143
Palmenti
un blocco unico per mezzo di un legante colato nelle fessure, e poi ancora assicurato con diverse cerchiature di ferro, per cui le parti non si possono disgiungere. Questo palmento offre una buona macinazione per ottenere farina di grano, di segale, di mais, ecc. tanto per rottura che per rimacina. È particolarmente importante per rimacina purché la rigatura sia fine e di tracciato netto. La particolare porosità del materiale viene aumentata con la rabbigliatura fine: si vengono così a formare tante sporgenze e asperità di cui non è possibile contare il numero per cm2.Tutta la superficie della macina dovrebbe avere la stessa durezza, ma ciò capita assai di rado. Si deve quindi avere tatto ed intel-ligenza e trattare i punti teneri e porosi con una rabbigliatura leggera e distanziata e, per contro, i punti duri vanno trattati con righe strette e profonde. Occorre far attenzione a che in nessun modo si possa consumare completamente la rigatura precedente, perché in questo caso resterebbe troppo gravosa e difficile la nuova rabbigliatura.
LA RAbbIgLIATURA
a questi accenni risulta evidente che per dare la necessaria ed omo-genea rugosità ad un palmento
non è sufficiente una certa abilità, bensì
Dimensioni normali di una macina. fig. 2
occorre la buona volontà e l’interesse per-ché il lavoro riesca come si deve.In pratica si è constatato che se il mugnaio fa lavorare le macine oltre i limiti consen-titi, la rigatura si consuma sempre più, lavorando sempre meno bene, sino a che sia la portante, sia la girante diventano a poco a poco lisce. Nessuna meraviglia quindi se la capacità di produzione si ridu-ca fortemente e diventi assai maggiore il consumo di energia.Si deve quindi principalmente badare che le macine presentino ancora ben visibili le vecchie rigature, e la nuova rigatura resterà un lavoro facile a compiersi.Se le macine presentano un forte “impasta-mento” è necessario inumidire e lavare con acqua calda la superficie, prima di rigarle, ed eliminare così la crosta liscia che si è formata. La superficie del palmento riac-quista in tal modo la sua naturale porosità e si può pure vedere meglio lo stato della rigatura. Dopo il lavaggio e l’asciugatura, la superficie della macina dovrà essere passata con un grosso righello di legno il cui piano sia ricoperto di una vernice fresca di color rosso; lo si pone sopra la macina esattamente nel punto centrale e lo si fa scorrere in senso circolare. I punti più alti verranno tinti di rosso, i punti più bassi per contro non possono venir toccati dal colore: questa è la segnalazione che le superfici del palmento non sono uniformi. Se questo squilibrio è notevole, è necessa-rio lavorare con pazienza, con il martello apposito (fig. 3), a superficie rugosa, per spianare i punti più sporgenti segnati in rosso, fino a che il righello non arrivi a tin-gere in rosso tutta intera la superficie della macina. Per raggiungere questo risultato si deve continuare la spianatura e quindi di
D

Febbraio 2007 - Tecnica Molitoria144
Palmenti
nuovo il passaggio del colore fin tanto che la superficie risulti uniforme.Questo lavoro è di importanza capitale, e purtroppo la maggior parte delle volte vie-ne condotto in modo troppo superficiale. Non fa quindi meraviglia se la capacità di macinazione non è soddisfacente, perché si può ottenere un buon lavoro del palmento solamente se la macina ha la superficie uniformemente piana. In caso contrario, so-lamente i punti in rilievo, più alti, potranno macinare e solamente su questi poggerà la capacità di macinazione di cui si è parlato.Talvolta si utilizzano dei righelli per il livel-lamento che hanno pochi cm di larghezza, ma con questi non si può ottenere uno
Vari tipi di martelline per rabbigliare le macine. fig. 3
spianamento perfettamente uniforme. La superficie del righello di livellamento dovrà avere almeno un’ampiezza di 8 cm ed essere di legno duro, possibilmente compensato con diversi pezzi longitudinali uniti insieme.
LA MACINAZIONE
ediamo ora come lavorano le due macine. Il percorso dei cereali sulla girante descrive una curva
a spirale fra le pietre che li porta verso la periferia. La macina in rotazione grava con il suo peso sul prodotto da macinare e questo viene condotto in senso rotatorio verso l’esterno fino a che non sarà scaricato fuori della macina.Le superfici delle macine, sia quella rotante che quella sottostante fissa, sono porose; a questo viene ancora ad aggiungersi la rabbigliatura le cui righe, nel movimento di rotazione, vengono ad incrociarsi conti-nuamente producendo così lo sfregamento atto a lavorare il chicco (fig. 4). La macina girante compie all’incirca otto giri prima che il prodotto lavorato fuoriesca. Questo percorso di macinazione si può abbreviare od allungare per mezzo della sistemazione dei canali o solchi di areazione. Si può quindi aumentare o diminuire il tempo di macinazione e si potrà ottenere qualsiasi risultato desiderato.
V
Azione delle macine sul chicco. fig. 4

Tecnica Molitoria - Febbraio 2007 145
Palmenti
Il percorso dei cereali macinati, visto sulla macina girante.
Il percorso dei cereali macinati, visto sulla macina fissa.
fig. 5
fig. 6
Nella fig. 5 si vede segnato il tracciato del percorso dei cereali tra le macine rispetto alla macina girante, tra l’entrata nel centro e l’uscita periferica; nella fig. 6 si vede in-vece il percorso sulla macina fissa, sempre con canali areatori normali: i cereali ven-gono spinti fuori anche per merito della forza centrifuga.
Sezione delle due macine. fig. 7
Nella fig. 7 si vedono sezionate le due ma-cine; con sezione dei canali areatori a bordi aguzzi il cereale scorre più facilmente verso l’uscita; nel centro si vede il foro d’entrata dei cereali e la svasatura per l’inizio della rottura.Questo incavo, la cosiddetta entrata, ha la funzione di permettere al prodotto una distribuzione più regolare ed uniforme, e deve avere la profondità variante da 3 a 5 m/m. Questa luce all’entrata deve ridursi a poco a poco, passando verso la superficie di macinazione e deve essere perfettamente spianata. Se la macina superiore non è abbastanza incavata, il palmento non può assorbire abbastanza cereale, e quindi non può fare sufficiente produzione. Al-l’apertura centrale d’entrata della macina superiore la forza centrifuga è minima ed il potere di alimentazione è assai ridotto. La velocità periferica aumenta in modo considerevole verso la sezione periferica della pietra, ed accelera il cereale verso la parte esterna. Quando non siano sufficien-ti la rifinitura e la profondità dell’apertura di alimentazione alla macina superiore, si ha un’alimentazione insufficiente in con-fronto al potere macinante delle superfici e non si potrà mai ottenere un buon lavoro di macinazione o di rottura.Per quanto concerne l’operazione di rottura è necessario fare bene attenzione poiché l’apertura di alimentazione ha lo scopo di impedire un’eccessiva e troppo rapida

Febbraio 2007 - Tecnica Molitoria146
Palmenti
rottura del grano, e permettere una maci-nazione graduale ed uniforme. Perciò nella macinazione con un solo passaggio non si faccia uso di aperture superiori ai 5 m/m; invece per la macinazione in serie (diversi passaggi) si può avere, senza alcun timore, una profondità assai maggiore nell’apertu-ra di alimentazione.Quando l’apertura di alimentazione è scarsa il mordente al cuore della macina si consuma troppo in fretta, l’alimentazione delle macine non è completa ed il consumo di energia è troppo alto in rapporto alla resa di macinazione.La fig. 8 permette una visione di assieme del lavoro svolto dalle macine, lavoro che il più delle volte non risulta evidente. Le linee piene indicano le scanalature della macina inferiore fissa e le punteggiate quelle della macina superiore mobile, girante secondo le lancette di un orologio. L’intervallo pia-no fra le scanalature limitrofe si tiene liscio nella zona centrale, e nella zona esterna, ossia verso la periferia, lo si munisce di striature poco profonde, ottenute con la martellina, distanti fra loro di circa 2 mm, ossia in numero di circa 5 per ogni cm; nella figura sono indicate con dei tratteggi.L’inclinazione dei canali è una particolarità della macinazione che deriva dalla rifles-
Le linee piene indicano le scanalature della macina inferiore fissa e le tratteggiate quelle della
superiore.
fig. 8
sione e dall’esperienza pratica offrendo una giusta direzione, corrispondente alla necessità dell’aria ed a quella del prodotto (fig. 9).I canali sono tracciati lungo il diametro del-la pietra. Il diametro del cerchio di trazione (che dà l’inclinazione dei canali) è ancora in relazione con la potenza del palmento. Per grandi cerchi di trazione il prodotto della macinazione scorre veloce nel suo percorso e la potenza è maggiore. Per piccoli cerchi di trazione il prodotto da macinare indugia più a lungo fra le superfici delle macine e verrà lavorato più finemente. Il cerchio di trazione crea inoltre la base dell’angolo d’incrocio dei canali e delle rigature (ma-cinazione finissima della farina) e si ha quindi maggior sicurezza, se il palmento ruota più adagio. A seconda dei casi, si dovrà fare attenzione affinché la macina abbia una potenza di lavoro efficiente. I più grandi cerchi di trazione (per tracciare l’inclinazione dei canali) vanno calcolati sul diametro della macina diviso 6 oppure 8.
Rigatura comune per macine. fig. 9

Tecnica Molitoria - Febbraio 2007 147
Palmenti
fig. 11
Profilo dei solchi per diversi prodotti: bassa e alta macinazione.
fig. 10
Per esempio, una macina del diametro di 1,30 m deve avere il cerchio di trazione di circa 22 cm oppure 16 cm circa, a seconda della necessità di macinazione.C’è una grande quantità di sistemi di ri-gature e di canali per palmenti (fig. 10). Per ottenere una buona distribuzione del prodotto da macinare sulla superficie del palmento, gli angoli di incrocio di entram-bi i canali devono andare diminuendo a partire dal foro centrale andando verso la circonferenza esterna dove diventano più piccoli. Così il prodotto viene accelerato anche dal foro centrale della pietra. Verso l’esterno della macina, dove si ha maggiore superficie, anche il prodotto da macinare verrà a trovarsi in uno strato più sottile e perciò il macinato verrà espulso più lentamente. In questo modo si raggiunge la condizione desiderata, cioè una giusta ripartizione del prodotto.La fig. 11 mostra una scanalatura rettilinea della superficie, per la quale l’incrocio degli
Macine con scanalatura rettilinea.

Febbraio 2007 - Tecnica Molitoria148
Palmenti
angoli diminuiscono andando dal foro cen-trale della pietra verso il perimetro esterno e i canali, tanto i principali quanto i corti, hanno uguale larghezza. Questa solcatura è sicura e si può applicare per qualsiasi macinazione; l’ampiezza del piano di ma-cinazione è in questo caso al massimo una sesta parte del diametro della pietra. Le solcature principali e quelle di accompa-gnamento si vengono a trovare sull’uguale cerchio di trazione, cioè inclinazione su diametro diviso 6.
LE MACINE SINTETICHE
L’ industria delle macine da molino si è servita anche dell’aiuto della chimica per
ottenere delle pietre sintetiche che, sotto qualsiasi aspetto, non sono da meno delle pietre naturali; anzi, per quanto concerne la durezza, sono ancora migliori. La loro costruzione può variare al fine di ottenere il rapporto desiderato per la giusta granula-zione e per la porosità necessaria. Quando la pietra artificiale è stata fabbricata con buon materiale non perde la sua rigatura: le superfici che macinano conservano immutate le loro porosità, consistenza e compattezza e per esse non è necessario tutto il lavoro per renderle perfettamente livellate e piane. Queste macine si dovran-no solamente sistemare con la massima esattezza e si dovrà aver cura affinché siano ben a posto le solcature dell’alimentazione e dell’aria. Questo è il lavoro normale, per la messa a punto della pietra artificiale. In alcuni molini che lavorano con pietre sintetiche, i mugnai si servono di canali di rinforzo per ottenere effettivamente una
grande quantità di macinato. La porosità e compattezza delle superfici macinanti delle pietre artificiali non necessitano della rigatura, e questo è uno dei vantaggi maggiori.
LE SOLCATURE
A ffinché un palmento abbia una buona produzione e lavori senza riscaldarsi occorre che
le macine siano fornite di solcature prin-cipali: queste partono dal foro centrale della pietra e vanno fino al bordo esterno. Le solcature secondarie invece, quelle che non partono dal foro centrale della pie-tra, hanno principalmente la funzione di distribuire il prodotto da macinare accen-tuare il mordente ed aiutare l’evacuazione del materiale (figg. 9 e 11). Questi canali si possono fare di 25 e 35 mm e di circa 5 mm di profondità. Senza difficoltà i canali principali si potrebbero fare alquanto più ampi e profondi, e si può considerare un vantaggio in quanto si accentua la poten-za di rottura.Onde ottenere delle buone rabbigliature della pietra è necessario disporre sempre di utensili adatti, e questo è proprio il par-ticolare il più delle volte trascurato. Non si possono assolutamente fare delle buone rigature alle macine con utensili inadatti e mal forgiati. Quando ci si accinge a prati-care le rigature non si può perdere tempo a causa degli utensili.Innanzitutto è necessario avere a dispo-sizione un buon numero di buoni utensili per praticare le scanalature, così pure per effettuare un’efficace rigatura delle macine (fig. 3).

Tecnica Molitoria - Febbraio 2007 149
Palmenti
Non si deve dare una durezza eccessiva ai martelli quando sono fucinati perché assai spesso vengono trattati in un mo-do che non è proprio da specializzati, e quindi diventano troppo fragili. Per prima cosa occorre trovare un fabbro che sappia dare la giusta ed esatta tem-pera agli utensili, e questa è proprio la cosa difficile. L’affilatura dei martelli da taglio e da punta si esegue nel molino stesso e di regola quest’operazione deve essere eseguita anche e sui nuovi prima di impiegarli per fare le rabbigliature. Con questi utensili si deve dapprima eseguire una leggera percussione su tutta la superficie e poi si procede con facilità alla rigatura.
VELOCITÀ DELLE MACINEE CONSUMO ENERgETICO
P er concludere, si deve porre gran cura anche nel bilanciare la macina superiore, la girante.
Difatti la migliore esecuzione della rigatura sarà un lavoro inutile se il bilanciamento non è perfetto: non si potrà mai ottene-re una farina esente da inconvenienti, e l’intera macinazione procederà in modo irregolare.Sono fattori importanti il numero dei giri, la potenza, il consumo di energia, e di que-sti il mugnaio deve avere piena conoscenza. La velocità periferica del palmento ha un significato del tutto particolare: quella più idonea del palmento rotante si estende fra i 7 e i 9 m e la media è quindi sugli 8 m/sec.A tale velocità la potenza della macina viene a trovarsi in giusto rapporto con il
fabbisogno di energia; per quanto riguarda il limite della sicurezza occorre che la ve-locità periferica della macina girante non oltrepassi i 90 m/sec.Si indica come velocità periferica quel per-corso fatto dalla parte esterna del palmento in un secondo. Per la determinazione della velocità periferica ci si serve del diametro (d) della macina girante e del numero di giri (n), è ciò indica quanto sovente un determinato punto del palmento girevole passa nell’unità di tempo. Come unità di tempo per il numero di giri si prenderà il minuto.Quindi per la velocità periferica intesa come sopra si avrà:- lo spazio percorso da un giro di rotazio-ne = dx3,14;- lo spazio percorso in n. giri di rotazione in 1 min = dx3,14xn;- lo spazio percorso in n. giri di rotazione in 1 sec =
dx3,14xn=
60
Prendiamo come esempio il diametro di un palmento di 1,30 m, la cui velocità pe-riferica non deve superare gli 8 m/sec. In questo caso deve ora essere determinato il numero dei giri.
8x60n = = 117,5 giri al minuto.
1,3x3,14
Vi è una formula più pratica e semplice che si tiene facilmente a memoria: il numero di giri si ottiene con il numero fisso 250 meno il diametro della pietra in cm, si ha

Febbraio 2007 - Tecnica Molitoria150
Palmenti
così il valore medio abbastanza esatto per un diametro usuale.Esempio: n = 250-130 cm = 120 giri al min.n. fisso 250 - diametro 120 cm = 130 giri.Vediamo che il numero dei giri ricavati dalla formula pratica, differenzia di poco dal calcolo fatto prima (117,5 giri).Anche per il consumo di energia di una macina vi è una formula pratica. Il valore utile per un rapido calcolo si ottiene co-sì: si deve moltiplicare il diametro della macina (espresso in metri), 3 volte per se stesso e poi questo risultato lo si mol-tiplica ancora per 3; alla fine si ottiene il consumo di energia di una pietra in HP (cavalli vapore).Se il palmento rotante ha il diametro di 1,3 m da qui si ricava il consumo di energia:
1,3 x 1,3 x 1,3 x 3 = 6,60 CV.
Riportiamo, per concludere, i valori dei
Tabella 1 - Prontuario per l’impianto di mulini a macine per cereali.
Diametro delle macine, m 1,000 1,100 1,200 1,300 1,400
Spessore della macina girante, m 0,300 0,310 0,325 0,350 0,350Spessore della macina fissa, m 0,250 0,250 0,275 0,300 0,300Diametro dell’occhio della macina girante, m 0,300 0,315 0,330 0,345 0,350Diametro dell’occhio della macina fissa, m 0,250 0,265 0,280 0,295 0,310Superficie della macina girante (escluso l’occhio), d2 71,45 87,25 105,50 123,40 144,30Numero dei giri della macina al minuto (1), n 140 130 120 110 100Velocità periferica della macina al minuto, m 7,25 7,48 7,53 7,48 7,33Spessore della pietra utile quarzosa(il resto cemento o gesso), mm 100 110 120 130 140Forza effettiva occorrente per macina, HP 6,5 7 10 12 14Massima produzione per ora, kg 190 240 300 360 420
(1) La velocità periferica della macina non deve superare gli 8 m/sec.
principali elementi da tenere in conside-razione per la condotta di un molino a palmenti, sotto forma di tabella per una più rapida consultazione (tab. 1).
da “Tecnica Molitoria” n. 6, giugno 1955
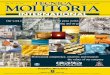
Macina La Ferté nel mulino di Bobbio Pellice (TO).
fig. 12