Embed Size (px)
Citation preview

ANZEIGE
Multitalent unter den Signalleuchten
I O - L i n k S m a r t - L i g h t v o n B a l l u f f
6/14 Eine Publikation der WIN-Verlag GmbH & Co. KG D, A, CH: 6,50 Euro, weitere EU-Länder: 8,70 Euro
www.digital-manufacturing-magazin.de AU F B AU U N D O P T I M I E R U N G I T - G E S T Ü T Z T E R P R O D U K T I O N S P R O Z E S S E

Premium-Sponsor: Mit Unterstützung von:
3. März 2015 ■ Messe Stuttgart
■ Der führende Fachkongress für Konstruk teure und IT-Spezialisten im Maschinen- und Anlagenbau
■ 16 Spitzenreferenten aus Wissenschaft und Praxis berichten zu den aktuellsten Themen rund um Sicherheit bei Industrie 4.0
■ Begleitende Fachausstellung mit Herstellern und Dienstleistern aus der Automation und Informations technologie
Alle Informationen und Anmeldung unter:www.sicherheitundautomation.de
Safety meets Security
S+A_2015_Anz_210x297mm.indd 1 04.11.14 11:10

Wunsch und WirklichkeitLiebe Leser,in den letzten Wochen des Jahres blicken zahlreiche Verbände und Wirtschaftsexperten wieder tradi-tionell in die Zukunft. So auch der Verband Deutscher Maschinen- und Anlagenbauer (VDMA). Für 2015 erwarten die Maschinenbau-er ein Produktionsplus von zwei Prozent. Dieses Ziel ist durchaus realistisch. Die derzeitige Abwer-tung des Euro und die damit ein-hergehende verbesserte preisli-che Wettbewerbsfähigkeit dürften auch nächstes Jahr für positive Im-pulse beim Exportwachstum sor-gen. Dagegen stehen zahlreiche Belastungsfaktoren wie die regel-mäßigen Negativ-Schlagzeilen aus den Top-Exportmärkten Frank-reich, Russland und Italien. Sollte sich die Ukraine-Krise – und damit das Verhältnis zu Russland – nächs-tes Jahr wieder entspannen, würde sich dies sicherlich positiv auf die Wirtschaft auswirken und könnte den Export von deutschen Maschi-
nenbaugütern weiter beflügeln. Hoffentlich bleibt dies nicht nur Wunschdenken!
Soviel zum Thema Wirtschafts-aussichten. Wie sieht es aber am technologischen Horizont aus? Hier dürfte die Digitalisierung in der Industrie weiter voranschrei-ten und die großen Ausrüsterun-ternehmen künftig verändern. Die meisten Neuentwicklungen im Zuge der Digitalisierung basie-ren nämlich auf Software und da-rauf müssen sich Automatisierer einstellen. Wer diese Herausfor-derung meistern kann, hat gute Aussichten, im Bereich der Fabrik- Digitalisierung eine führende Rolle zu übernehmen. Für die deutsche Industrie mit ihrem starken Maschi-nenbau- und Automatisierungs-sektor stehen die Chancen gut.
Eine informative Lektüre wünscht IhnenRainer Trummer, Chefredakteur
04 Aktuell News aus der Branche
06 Leuchtende Botschaften Titelstory: Beim Automobilzulieferer Brose kommt die neue IO-Link-LED-Signalleuchte „Smart Light“ von Balluf zum Einsatz.
08 Besser geht‘s mit RFID Mit RFID-Transpondern lassen sich bei Wartungs- und Instandhaltungs-arbeiten viele Probleme lösen.
10 Sichere Freizeit auf vier Rädern Der Wohnmobil-Hersteller Capron setzt beim Malwareschutz in der Produktion auf Security-Lösungen von ESET.
12 ERP zum kontinuierlichen Fluss Ein neues ERP-System schafft IT-Inseln in der Systemlandschaft des Pumpen-herstellers Andritz Ritz ab.
14 Technologiesprung dank ERP Der Textilmaschinen-Hersteller SANTEX optimierte seine Geschäftsprozesse mit der ERP-Lösung PSIPENTA.
16 Konventionell und additiv DMG Mori stellt neue Lasertec-Modelle vor, die Frästechnologie mit additiver Fertigung kombinieren.
18 Flexibel und schnell Fräsen Die Portalfräsmaschine FZ33 compact von F. Zimmermann im Einsatz beim Luftfahrtzulieferer Quast.
20 Aus der Sackgasse Ein Produzent von Betonfertigbauteilen führt zeitgleich eine neue Produktions-planung, ein MES und eine BDE ein.
22 Die Mischung macht‘s Schlanke Prozesse und Fertigungs-IT schließen sich nicht gegenseitig aus, sondern können sich optimal ergänzen.
24 Werksübergreifend Prozesse meistern Mit einem integrierten Management-system lassen sich interne Abläufe über Werksgrenzen hinweg optimieren.
26 Anlagenrealität und Dokumentation im Einklang Nur wenn alle Daten konsistent sind, lassen sich Neueingaben vermeiden. Hilfreich ist hier ein PLT-CAE-System.
28 Effizient zur effizienten Anlage Das Upgrade des Siemens-Leitsystems Simatic PCS 7 verhilft Projektplanern, Anlagenfahrern und Betreibern zu mehr Effizienz im Projekt.
30 Vorschau, Impressum
Titelbild: Balluff IO-Link-Signalleuchte
Die bekannte IO-Link Smart-Light von Balluff ist ab sofort in drei Varianten verfügbar. Neben der bis-herigen Ausführung mit maximal fünf Segmenten gibt es jetzt zwei weitere
mit drei beziehungsweise einem Segment und dies wahlweise mit oder ohne akustischer Signalisierung. Die IO-Link Smart Light von Balluff verfügt über alle Features, um den Bereich der Sig-nalleuchten grundlegend zu revolutionieren. Sie lässt sich ohne aufwändige Konfiguration per Hardware an nahezu alle möglichen Erfor-dernisse flexibel anpassen. Das sonst übliche aufwändige Kombinieren verschiedenfarbiger
Module zu einer Leuchte entfällt, denn sie lässt sich ad hoc über die Steuerung auch on the fly an ihre neue Aufgabe anpassen. Die IO-Link Smart Light ist ein richtiges Multitalent, denn sie kann viel mehr als nur mit drei Farben dem Anlagenführer bestimmte vordefinierte Betriebszustände signalisieren. Es lassen sich sogar Tendenzen, Verläufe und Trends von physikalischen Größen darstellen. Temperaturzustände, Füllstände von Anlagen oder auch die Position eines Schlittens über ein Wegmesssystem können auf der bis zu 20 LED-Leuchten hohen Säule visualisiert werden.
Balluff GmbHSchurwaldstraße 9, D-73765 Neuhausen a.d.F.Telefon: +49 (0) 71 58 / 173-0Fax +49 (0) 71 58 / 50 10E-Mail: [email protected]: www.balluff.de
6 / 2 0 1 4 3
Redaktionell erwähnte Firmen und Institionenabas [S. 12], Andritz Ritz [S. 12], Arburg [S. 4], Balluff [S. 6], Brose [S. 6], Camstar Systems [S. 4], Capron [S. 10], Consense [S. 24], Delta Barth [S. 4], DMG Mori [S. 16], ESET [S. 10], Gfos [S. 20], Honeywell [S. 26], Leibnitz-Universität (PZH) [S. 5], Mönninghoff [S. 20], MPDV Mikrolab [S. 5, 22], Phoenix Contact [S. 8], PSIPENTA [S. 14], Quast [S. 18], Reis [S. 4], Rösberg Engineering [S. 26], SANTEX [S. 14], Siemens [S. 28], Siemens PLM Software [S. 4], Treibacher [S. 24], F. Zimmermann [S. 18].

6 / 2 0 1 44
N E W S
S I E M E N S P L M S O F T W A R E
Zukauf bei MES-Cloud- und -Big-Data-LösungenSiemens möchte den US-ame-rikanischen MES-Anbieter Camstar Systems übernehmen und hat eine entsprechende Vereinbarung bereits Ende Ok-tober unterzeichnet. Mit dem Zukauf zielt Siemens auf die Analyseverfahren, die Camstar entwickelt hat, um tiefere Ein-blicke in komplexe, globale Prozesse zu bieten. Hierzu hat Camstar cloudbasierte Funkti-onen in petto, die den Einsatz moderner Big-Data-Strategien über die weltweite Lieferkette hinweg ermöglichen sollen.
Chuck Grindstaff, Präsident und CEO von Siemens PLM Software, erklärte zur geplan-ten Übernahme: „Indem wir die Lösungen von Camstar übernehmen, beschleunigen wir die Integration von PLM in den Bereich Manufactu-ring Operations Management
(MOM). In einem integrierten digitalen Unternehmen sorgen wir dafür, dass PLM, MOM und Industrieautomatisierung zu-sammenspielen.“
1984 gegründet, hat Camstar seinen Hauptsitz in Charlotte, North Carolina, und beschäf-tigt 250 Mitarbeiter – auch in Niederlassungen in Singapur, Malaysia, China und den Nie-derlanden. Mit dem Camstar-Portfolio möchte Siemens sein Angebot im Bereich der inte-grierten Produktentwicklung und Produktionsautomation erweitern; im Konzern einge-ordnet wird das Unternehmen im Bereich Siemens PLM Soft-ware, wo Camstar das MES-Produktportfolio „Simatic IT“ verstärkt. Der Zukauf soll noch im November über die Bühne gehen; über Konditionen wird geschwiegen.
A R B U R G
Freeforming auf der EuromoldArburg Kunststoff-Freiformen (AKF) nennt der Hersteller von klassischen Kunstoffspritzma-schinen sein industrietaugli-ches Verfahren zur additiven Fertigung. Der Clou: Funk-tionsfähige Teile lassen sich aus Standardgranulaten ohne Spritzform herstellen. Erst das zweite Jahr auf der Euromold vertreten, zeigt Arburg vom 25. bis 28. November in Frank-furt Fortschritte des letztes Jahr vorgestellten Verfahrens. Die zwei neuen „Freeformer“ genannten Maschinen sind mit einem über drei Achsen beweglichen Bauteilträger und zwei feststehenden Aus-tragseinheiten aus-gestattet. Die zweite Austragseinheit lässt sich für eine zusätz-liche Komponen-te nutzen, um etwa ein Bauteil in ver-schiedenen Farben,
mit spezieller Haptik oder als Hart-Weich-Verbindung zu erzeugen. Zudem lassen sich jetzt auch wasserlösliche Strukturen aus Stützmaterial aufbauen, wie vom 3D-Druck bekannt. Auf diese Weise sind komplexere Bauteilgeomet-rien realisierbar. Arburg zeigt auf der Messe das Potenzi-al des Verfahrens am Beispiel eines Ersatzteils aus ABS – in diesem Fall ein zweiteiliger Verschlussschieber, der in All-rounder-Spritzgießmaschinen verbaut wird.Als weitere Opti-on kann eine Stützstruktur aus dem gleichen Material wie das Bauteil aufgebaut werden.
R E I S
Optimal in FormDas Unternehmen Reis zeigt vom 25. bis 28. November 2014 auf der Messe Euro-mold in Frankfurt sein Port-folio an Tuschierpressen für den Formenbau. Durch eine Verbesserung der Oberflä-chenqualität der Formen ermöglichen solche Pres-sen bessere Endprodukte und sparen im besten Fall Zeit und Kosten durch Weg-fall aufwendiger Probeläufe in der Produktion. Das be-sondere der Reis-Pressen ist eine hohe Genauigkeit der Druckverteilung unter ande-rem durch gegossene Kas-tenprofile und Aufspann-platten, die, verglichen mit geschweißten Stahlprofilen, sehr verzugsarm arbeiten. Bei der horizontalen Posi-
tioniergenauigkeit der Wa-genplatte gibt der Herstel-ler 0,04 Millimeter an und bei der Planparallelität der beiden Aufspannplatten +/- 0,1 Millimeter pro Me-ter. Für eine komfortable Be-dienung soll ein stufenloser Joystick für Druck und Ge-schwindigkeit und die Mög-lichkeit sorgen, die obere Formhälfte um 180 Grad auszuschwenken, um leich-ter Veränderungen an ihr vornehmen zu können.
Reis liefert acht verschie-dene Tuschierpressen, de-ren Aufspannflächen von 800 mal 1.100 Millimeter bis 4.000 mal 3.000 Millime-ter reichen. Als Schließdruck sind bis zu 4.000 Kilonewton möglich.
D E L T A B A R T H
Projektmanagement und ERP in einem
Mit Deleco 6.32 hat der Soft-ware-Hersteller Delta Barth das neue Release seines ERP-Systems vorgestellt. Die Soft-ware beinhaltet ein vollstän-diges Projektmanagement, das dank der Informationen aus dem ERP hohe Planungs-genauigkeit realisiert.
Grundgerüst ist das Zeit-management: Auf Basis de-finierter Parameter wie den einzelnen Aufgaben oder gesetzten Fristen berechnet Deleco automatisch einen optimierten Terminplan. Pufferzeiten zwischen den
Projektschritten kalkulieren klei-nere Verzögerun-gen der täglichen Arbeitspraxis di-rekt mit ein. Zeit-kritische Aufga-
ben, die nicht verschoben werden können, werden in einer festen Terminkette dargestellt, dem „kritischen Pfad“. Dieser wird, ebenso wie die einzelnen Phasen und gesteckten Ziele, in ei-nem Gantt-Diagramm visua-lisiert. Alle Eckdaten sind so auf einen Blick ersichtlich.
Durchgeplant und den-noch flexibel: Projektpläne lassen sich jederzeit model-lieren; während der Planung ebenso wie im laufenden Projekt. Die Software Plan-abweichungen in Echtzeit.
Bild
: Rei
s
Immer auf dem neusten Stand: Projektma-nagement ins ERP integriert.Bild: Delta Barth
Reif für die indus-trielle Fertigung: „Freeformer“ verarbeiten Stan-dardgranulate in einem additiven Verfahren.Bild: Arburg

L E I B N I Z - U N I V E R S I T Ä T
Prozessketten für die automobile FertigungGleich mit zwei Projekten ist das pro-duktionstechnische Zentrum (PZH) der Leibniz-Universität bei der aktu-ellen BMBF-Ausschreibung zur Hoch-leistungsfertigung dabei: Ziel beider Forschungsprojekte mit einer Förder-summe von insgesamt knapp fünf Milli-onen Euro über drei Jahre sind effiziente Prozesse für die automobile Fertigung von morgen. Die „Entwicklung einer Hochleistungsprozesskette für die Großserienfertigung“ ist gemeinsames Ziel des IFW, des Projektkoordinators Volkswagen und sechs weiterer Indus-triepartner im Projekt HLProKet. Der-zeit werden Maschinenelemente wie etwa Antriebsgelenkwellen noch in drei Schritten gefertigt: Nach der so-genannten Weichbearbeitung wird die Welle im zweiten Schritt gehärtet, an-schließend muss sie sich einer Hart-feinbearbeitung unterziehen, da durch das Härten Verzüge auftreten. Der For-
schungsverbund will die Prozesskette auf zwei Schritte verkürzen. Die Hart-feinbearbeitung soll wegfallen; sie ist aufwendig und kostenintensiv. Koordi-nator des zweiten geförderten Projekts „Innovative Prozesskette zur Massivteil-fertigung aus einem neuartigen Leicht-baustahl“, IPROM ist die Daimler AG. Sie hat gemeinsam mit den Deutschen Edelstahlwerken AG einen neuartigen Stahl entwickelt und patentieren las-sen, der im Vergleich zu den heute im Automobilbau verwendeten Stählen gleiche Eigenschaften hat, aber um rund zehn Prozent leichter ist. Die ak-tuelle Herausforderung dieses neuen, zukunftsweisenden Stahls sei dessen Gefüge, erläutert IFW-Projektbetreuer Marc-André Dittrich, da es sich anders verhalte als herkömmlicher Stahl und neue, entsprechend angepasste Ferti-gungsverfahren erfordere, bevor eine wirtschaftliche Fertigung möglich sei.
M P D V M I K R O L A B
Offener Dialog um MES und die ZukunftAm 24. September 2014 fand das 6. „Fo-rum Effektive Fabrik“ in der Stadthal-le Hockenheim statt. Das Resümee des Veranstalters MPDV: „Viel zu lange schon wird Industrie 4.0 als rein technologi-sche Revolution gesehen.“ Beispielswei-se unterstrich Prof. Dr. Ernst Ulrich von Weizsäcker, Umweltwissenschaftler, Kli-maforscher und Schirmherr des Forums, dass der effiziente Umgang mit materiel-len und energetischen Ressourcen künf-tig noch mehr Bedeutung hat als heute schon. MPDV-Chef Dr.-Ing. Jürgen Kletti zeigte auf, was das mit dem Wirtschafts-standort Deutschland und Industrie 4.0 zu tun hat, indem er die bisherigen Er-folge von Manufacturing Execution Sys-tems (MES) und die Erwartungen an de-ren Weiterentwicklung darstellte.
Nach Jochen Schumacher, Director MPDV Campus, beginnt Ressourceneffizi-enz jedoch bereits im Kleinen – in jedem einzelnen Fertigungsbetrieb. Durch eine zielgerichtete Kombination aus Lean Ma-nufacturing und Fertigungs-IT können
sich Unternehmen Schritt für Schritt ei-ner perfekten Produktion annähern. Als MES-Anwender sprach unter anderem Thomas Dinter, Geschäftsführer Gerhar-di Kunststofftechnik, und stellte dar, wel-che Vorteile sein Unternehmen auch der implementierten MES-Lösung verdanke. Mit viel Geduld und vor allem Akzeptanz bei den Werkern führte Gerhardi vor mehr als zehn Jahren ein MES-System ein und steigerte damit nachhaltig sowohl die Transparenz in der Fertigung als auch die Produktivität. Fazit der von Prof. Dr.-Ing. Daniel Großmann von der Technischen Hochschule Ingolstadt moderierten Podi-umsdiskussion war, dass MES zwar bereits ein erster Schritt in Richtung Industrie 4.0 sei, aber noch lange nicht das Ziel. Insbe-sondere warnte er, nicht bereits vorhan-dene Technologien einfach mit einem In-dustrie-4.0-Aufkleber zu versehen. Jedes Unternehmen müsse sich die jeweils pas-senden Impulse aus Industrie 4.0 heraus-nehmen und sich auf die eigene Wettbe-werbsfähigkeit konzentrieren.
345 Teilnehmer diskutierten zu MES und Indust-rie 4.0.Bild: MPDV
www.digital-manufacturing-magazin.de
Bild
: fot
olia
.com
DIGITAL MANUFACTURING – denn Erfolg ist buchbar!
• Digitale Lösungen für die Fertigung, für alle, die heute schon an morgen denken
• Wir begleiten den revolutionären Weg zu Industrie 4.0
• Weil 85 % der professionellen Entscheider Fachmedien lesen
• Die crossmediale Plattform für Ihre Werbebotschaften
• Fertigungsrelevante Innovationen für Sie auf den Punkt gebracht
Digital Manufacturing Magazin
ePaper & AppDigital Manufacturing Magazin
Probeabo
AU F B AU U N D O P T I M I E R U N G I T - G E S T Ü T Z T E R P R O D U K T I O N S P R O Z E S S E
weil Qualität entscheidend ist
DM_Anzeigen_2014_1.indd 3 28.10.14 10:50

6 / 2 0 1 46
W E N N I N D E R Produktionsstätte von Brose in Kopřivnice bei Ostrava in Tsche-chien ein blaues Blinklicht leuchtet, zieht dies die Aufmerksamkeit des Anlagen-führers auf sich. Dies ist kein Notfall, son-dern lediglich die dringende und nicht zu übersehende Aufforderung einer Signal-leuchte an den Mitarbeiter, die Material-zufuhr einer weitgehend vollautomatisch arbeitenden Schweißzelle mit Nach-schub zu bestücken. Der international tä-tige Automobilzulieferer mit Hauptsitz in Coburg und 57 Standorten weltweit pro-duziert in Tschechien komplette Vorder- und Rücksitzstrukturen, Sitzverstellun-gen und -komponenten, Seitentür- und Heckklappenschlösser, Fensterheber, An-triebe für Heiz- und Klimagebläse sowie EBS-Motoren für elektronische Bremssys-
teme für rund zwanzig Fahrzeugmarken, beispielsweise Audi, BMW, Mercedes-Benz, PSA, Volkswagen und Volvo sowie für führende Zulieferer.
Die in Kopřivnice eingesetzten Schweißzellen fertigen Chassis-Modu-le für Autositze und werden von einem Sechsachs-Roboter bestückt und ent-laden. Dieser entnimmt die erforder-lichen Teile aus den in abgesicherten Zuführstationen bereitgestellten Kis-ten und legt sie auf den Werkstückträ-ger eines Rundschalttisches mit drei Plätzen. Zu Identifikationszwecken ist dieser mit einem RFID-System von Bal-luff ausgestattet, ebenfalls mit IO-Link-Schnittstelle. Unter jedem „Nest“ ist ein Datenträger angebracht: Damit ist stets klar, welches der drei sich gerade beim
Mitarbeiter befin-det. Diese eindeuti-ge Identifikation ist hilfreich bei Störun-gen wie bei Strom-ausfällen. Gleich-zeitig lassen sich Statistiken erstellen, um beispielsweise bei erhöhter Fehler-häufigkeit rechtzei-tig Wartungsmaß-nahmen einleiten zu können. Der frü-her bei der Monta-ge von mehreren Endschaltern und Nocken übliche Auf-wand entfällt.
Der Roboter greift die fertig geschweiß-ten Werkstücke und legt sie in Behälter, die in der gegenüberliegenden Station positioniert sind. Die Schweißzelle ar-beitet dabei vollautomatisch, nur für die Teilezu- und -abführung ist ein Mitarbei-ter verantwortlich. Zeigte die über einer Station für bearbeitete Werkstücke ange-brachte Signalleuchte noch vor wenigen Minuten lediglich zu einem Drittel ihrer Höhe grünes Licht, erstrahlt sie nun na-hezu vollständig in Grün: Für den Bedie-ner der Hinweis, dass die Behälter gleich voll sind und ihn die Smart-Light-Signal-säule in Kürze gelb blinkend zum Leeren auffordern wird. Ein blaues Lauflicht über der Zuführstation nebenan nimmt der Mitarbeiter eher beiläufig zur Kenntnis: Das Rack hat die eben eingeschobenen Leerbehälter erkannt und befindet sich nun in der Initialisierungsphase. Gleich wird die Signalleuchte über ihre gesam-te Höhe blau aufleuchten und dem Befül-lungszustand entsprechend nach unten abnehmen. An anderer Stelle signalisiert ein gelbes Lauflicht, dass sich die Füllsta-tion ebenfalls gerade initialisiert. Bei Ein-tritt eines gefährlichen Zustandes leuch-tet die IO-Link Smart Light sofort rot.
FarbbotschaftenRot steht für Stopp, grün für Go: Farben haben im öffentlichen wie im beruflichen Umfeld Symbolcharakter, häufig sind da-mit Botschaften und Handlungsanwei-sungen verbunden, die jeder unmittel-bar versteht. Beim Betrieb von Maschinen und Anlagen dienen Signalleuchten mit ihren diversen Farbbotschaften dazu, kon-krete Maschinen- und Betriebszustände auch über bestimmte Entfernungen hin-weg optisch und mitunter zusätzlich auch
Leuchtende BotschaftenZur klaren und sichtbaren Übermittlung von Betriebszuständen und Handlungsanweisungen bleiben
Signalleuchten bei Maschinen und Anlagen auch in Zukunft unverzichtbar. Beim Automobilzulieferer
Brose kommt erstmals die neue LED-Signalleuchte „Smart Light“ von Balluff zum Einsatz. Im Gegensatz
zu herkömmlichen Signallampen entfällt das sonst übliche aufwändige Kombinieren verschiedenfarbiger
Module zu einer Leuchte.
V O N W O L F G A N G Z O S E L
T I T E L S T O R Y : I O - L I N K - S I G N A L L E U C H T E A N Z E I G E
Schweißzelle (Hintergrund) mit Einhausung.

6 / 2 0 1 4 7
A N Z E I G E T I T E L S T O R Y : I O - L I N K - S I G N A L L E U C H T E
akustisch zu vermitteln. Was bei Brose in Kopřivnice in mehreren Farben leuchtet, blinkt oder als Lauflicht Signale unter-schiedlichster Art an den Maschinenbe-diener sendet, hat mit einer gewöhnlichen Signallampe kaum mehr etwas zu tun. Die neue IO-Link Smart Light von Balluff ist ein Multitalent. „Was diese in ihren drei Be-triebsarten Stacklight, Level und Run an Hinweisen, Zustandsanzeigen, Warnbot-schaften oder Handlungsaufforderungen übermitteln kann, übertrifft den Funkti-onsumfang herkömmlicher Leuchten bei weitem. Der rund 30 Zentimeter hohe Leuchtstab kann deutlich mehr, als dem Anlagenführer mit nur drei Farben vorde-finierte Betriebszustände zu signalisieren“, meint Stefan Horcher, Vertriebsingenieur und bei Balluff zuständiger Berater für die Region Nordbayern.
Sachverhalte visualisierenDie 20 übereinander gereihten farbi-gen Leuchtdioden (LEDs), beliebig in ein bis fünf Zonen aufgeteilt, erstrahlen oder blinken je nach Wunsch und Auf-gabe in mehreren wählbaren Farben. So kann man beispielsweise im Run-Modus (Lauflicht), bei dem ein Segment belie-biger Größe automatisch durch die Sig-nalleuchte läuft, nicht nur die Farbe des sich bewegenden Segmentes frei wäh-len, sondern auch die Hintergrundfarbe. Mit Smart Light lässt sich eine Vielzahl bislang kaum oder nur sehr schwer dar-stellbarer Sachverhalte visualisieren. Im Gegensatz zu Signallampen herkömm-lichen Typs sind die Farben und Zonen nicht fest zugewiesen, sondern frei an-steuer- und programmierbar. Bei Än-derungen müssen so weder die Lam-pe demontiert noch Segmente neu verschraubt werden. Die Definition der Farben und die entsprechende Program-mierung erfolgt auf einfache Weise über die SPS durch eine Bit-Adressierung des IO-Link-Adressbereichs. Sie kann sogar „on the fly“ während des Maschinenbe-triebs erfolgen. Im Level-Modus wird ein Analogwert optisch dargestellt.
„Die IO-Link Smart Light von Balluff bietet für den täglichen Einsatz eine Fle-xibilität, die es bislang nicht gab“, sagt Alexander Gran, Leiter der Abteilung Be-triebsmitteltechnik, Softwareentwick-lung und Elektrotechnik bei Brose und führt weiter aus: „Wir können mit dieser Signalleuchte auf einfachste Weise nicht nur Ist-Stände, sondern auch Verläufe
und physikalische Größen wie Tempera-turzustände oder Füllstände visualisie-ren.“ Als einer der ersten professionellen Anwender will er Smart Light in Zukunft auch bei anderen Anlagen und Maschi-nen einsetzen. „Die Smart Light kann auch die exakte Position eines Positions-gebers auf der Wegmesstrecke eines Wegaufnehmers darstellen“, nennt Ale-xander Gran ein weiteres Anwendungs-beispiel.
Keine aufwändige Installation und KonfigurationMit der neuen Smart Light auf IO-Link-Basis ist nicht nur das früher übliche Kombinieren verschiedenfarbiger Modu-le zu einer Leuchte Vergangenheit. Dank IO-Link ist keine aufwändige Installati-on und Konfiguration mehr notwendig, denn die innovative Signalleuchte be-gnügt sich mit einem einfachen, unge-schirmten vieradrigen Standardkabel. Per Standardstecker wird sie über einen IO-Link-Master mit der Steuerungsebe-ne verbunden. Selbst Signalleuchten, die per Dip-Schalter einstellbar sind, stellen zur IO-Link Smart Light keine Alternati-ve dar, lassen sie sich doch im laufenden Betrieb nicht mehr verändern. Die Bal-luff-Lösung optimiert darüber hinaus die Lagerhaltung: Anstelle von fünf bis zehn einzelnen Segmenten und diversen Zu-behörteilen muss jetzt nur noch die kom-plette Signalleuchte bevorratet werden.
IO-Link ist eine weltweit nach IEC 61131-9 standardisierte herstellerüber-greifende IO-Technologie unterhalb der Bussysteme. Die digitale Punkt-zu-Punkt-Verbindung kommuniziert mit Sensoren und Aktoren, sie ist feldbusunabhängig und somit in sämtliche Feldbusse integ-rierbar. Mit weiteren IO-Link-Produkten will Balluff auch in Zukunft die Installati-on unterhalb der Bus-Ebene weiter ver-einfachen. Die bidirektionale Kommuni-kationsschnittstelle ermöglicht darüber hinaus auch eine einfachere und trans-parentere Parametrierung und Diagnose. Für IO-Link sieht man bei Brose ein brei-tes Einsatzfeld: „Wenn wir mit IO-Link Pro-zesse einfacher und kompakter gestalten können, macht das unsere Maschinen produktiver und erhält unsere Wettbe-werbsfähigkeit“, stellt Alexander Gran fest. r t
Wolfgang Zosel ist freier Fachredakteur in Reutlingen.
Materialdepots innerhalb der Einhausung.
Signalleuchte zeigt blau: Der Kistenvorrat ist voll bestückt.
Einfache Installation: Per Standardstecker wird die IO-Link Smart Light über einen IO-Link-Master mit der Steuerungsebene ver-bunden. Bilder: Balluff/Brose

6 / 2 0 1 48
D I E K E N N Z E I C H N U N G von Ob-jekten in aggressiver Umgebung stellt immer höhere Anforderungen an die Beständigkeit der Bedruckung. Reini-gungsmittel, Lösungsmittel oder andere aggressive Medien können der Bedru-ckung schwer zusetzen oder diese sogar vollständig vom Kennzeichnungsschild abtragen. Zudem kann der Montageort noch aus anderen Gründen problema-tisch sein. Schwer zugängliche Bereiche – zum Teil ohne Licht oder stark ver-schmutzt – erschweren das Ablesen der Kennzeichnung. Derartige Unwägbar-keiten kosten viel Zeit und machen alle Arbeiten an den Betriebsmitteln zu kost-spieligen Prozessen.
Papiergestützte Wartungs- und In-standhaltungsarbeiten stellen in vie-lerlei Hinsicht eine Herausforderung dar. Das Mitführen von Prüfunter lagen, Wartungsprotokollen und Objekt-Dokumenta tionen erschwert die Wege zwischen den Wartungs punkten. Um-welteinflüsse wie Regen oder Wind kön-nen die Unterlagen aus Papier im Au-ßenbereich zudem beeinträch tigen. Nach dem Wartungsrundgang wird aus-gewertet und die Ergebnisse auf den Pa-pierprotokollen in das IT-System über-tragen. Auch dieser Prozess verschlingt Zeit und Kosten und birgt zudem Feh-lerpotenzial. Änderungen oder Ergän-zungen an Objekten müssen immer ordnungsgemäß dokumentiert werden. Typenschilder oder Kennzeichnungs-schilder muss man daraufhin oft neu bedrucken und austauschen. All diese Maßnahmen bringen zusätzliche Auf-wände und hohe Kosten mit sich.
Papiergestützte Arbeiten ersetzenEinfachere und effizientere Instandhal-tungsprozesse helfen, dem steigenden Kostendruck entgegenzuwirken. Die papiergestützten Arbeiten lassen sich durch moderne und industrietaugliche Identifikations- und Kommunikations-möglichkeiten ersetzen, ein papierloser Informations austausch über das zentrale Dokumentations- und Instandhaltungs-system ist durchaus möglich. Wenn hier RFID-Technik zum Einsatz kommt, gehö-ren kostspielige Wartungsarbeiten der Vergangenheit an.
Als „Radiofrequenz-Identifikation“ er-möglicht RFID eine berührungslose Iden-tifikation, einen Austausch von Daten so-wie eine Lokalisierung von Transpondern oder Tags ohne den direkten Sichtkon-takt. Ein Transponder besteht aus einem Mikrochip, einer Antenne sowie einem Träger oder Gehäuse. Die digitalen In-formationen werden im Mikrochip ge-speichert, als Stromversorgung für den Mikrochip während des Kommunikati-onsvorganges dient die Antenne (siehe Bild 1).
Bei den Transpondern unterscheidet man zwischen aktiv und passiv. Aktive RFID-Transponder verfügen über eine ei-gene Energiequelle – meist in Form einer Batterie. Sie versorgt den Mikrochip und erzeugt ein Rücksignal. Durch die hohe Reichweite von mehreren Hundert Me-tern sind aktive Transponder prädesti-niert für die Logistik.
Kompakte RFID-Transponder Passive RFID-Transponder enthalten kei-ne eigenen Energiequellen und sind da-her wartungsfrei. Sie versorgen sich aus den Funksignalen des Abfrage geräts und haben dadurch eine geringere Reich-weite. Bei den passiven Transpondern unterscheidet man zudem zwischen• Low-Frequency-Transpondern
(LF – 125-135 kHz),• High-Frequency-Transpondern
(HF – 13,56 MHz) und• Ultra-High-Frequency-Transpondern
(UHF – 886 MHz).RFID-Transponder werden aufgrund ihrer kompakten Bauweise in immer mehr Bau-teilen integriert. Die Anforderungen an ei-
Besser geht´s mit RFIDDurch den Einsatz von RFID-Transpondern lassen sich bei Wartungs- und
Instandhaltungsarbeiten viele Probleme lösen, zum Beispiel die Prüfung
in schwer zugänglichen Bereichen. Das Dokumentenmanagement erfolgt
dann nicht mehr in herkömm lichen Aktenordnern, sondern digital – und
damit sicherer und effizienter.
V O N P A T R I C K O S T E R
G E R ÄT E - U N D A N L A G E N M A R K I E R U N G M I T R F I D
Bild 2: Die Kennzeichnung von Anlagen und Rohren in Kraftwerken erfolgt gemäß KKS-Code und DIN 2403 – hier ist bereits eine RFID-unterstütze Datenerfassung möglich.
Bild 1: Der RFID-HF-Transponder besteht aus einer Antenne, einem Speicher-Chip sowie dem Trägermaterial.
Neue Wege bei der Markierung: über ein Schreib- und Lesegerät werden Informationen auf dem RFID-Transponder kon-taktlos beschrieben und ausgelesen.

6 / 2 0 1 4 9
G E R ÄT E - U N D A N L A G E N M A R K I E R U N G M I T R F I D
nen Transponder – wie Lesereichweite und Performance – hängen von der Größe der Antenne und den physikalischen Eigen-schaften des Mikrochips ab. Daher kann dieser in seinen Dimensionen variieren. Das maximale Datenvolumen – also die Menge der Informationen, die sich auf dem Speicherchip hinterlegen lässt – hängt von der Speicherkapazität des Chips ab.
Heute druckt man bereits Codierungen auf Schilder, um mehr Informationen in der Kennzeich nung zu hinterlegen. So-wohl der Barcode als auch der QR-Code lassen sich für eine zukunftsweisende mo-bile Instandhaltung in der Anlagenkenn-zeichnung einsetzen. Für das Abscannen der Codes benötigt man einen direkten Sichtkontakt – die Reichweite zwischen Lesegerät und Code beträgt nur wenige Zentimeter. Außerdem sind die Informati-onen statisch und lassen sich nicht mehr ändern. Auch Schmutz, Dunkelheit und Alterung des Schildes oder Etiketts beein-trächtigen das Abscannen der Codes.
Für das Auslesen der Informationen aus dem RFID-Transponder wird hinge-gen kein direkter Sichtkontakt benötigt. Die Ausleseeinheit in Form eines Hand-helds oder einer stationären Antenne muss sich nur in der unmittelbaren Nähe des Transponders befinden. Je nach Transpondertyp und Umgebung kön-nen RFID-Transponder und Leseeinheit durchaus mehrere Meter auseinander liegen. Von Vorteil ist auch, dass die Da-ten dynamisch sind, sie lassen sich so im Speicher ändern oder erweitern.
Spezielle KennzeichnungssystemeIn den Applikationsbereichen KKS (Kraft-werk-Kennzeichensystem) und RDS-PP (Reference Designation System for Po-wer Plants) erkannte man ebenfalls die Vorteile der RFID-Technik für zusätzliche Kennzeichnungen. Das KKS dient der einheitlichen und systematischen Kenn-zeichnung von Kraftwerksanlagen, und RDS-PP ist ein zeitgemäßer Ersatz für das Kraftwerk-Kennzeichensystem KKS mit einer Reihe von Neuerungen und Erwei-terungen. Bedruckt werden die Kenn-zeichnungsschilder mit einem KKS- oder
RDS-PP-Code, einem Kurztext und einem Barcode. Durch die zusätzliche Integra-tion eines RFID-Transponders im Schild bieten sich nun neue Möglichkeiten, zum Beispiel die RFID-unterstütze Datenerfas-sung bei Kontroll-, Rund- und Inspekti-onsgängen (siehe Bild 2).
Im Bereich der Anlagenkennzeichnung mit RFID-Technik bietet Phoenix Contact ein aufeinander abgestimmtes Produkt-programm, das aus folgenden Kompo-nenten besteht:• Markierungs-Software Clip Project• Drucksystem Bluemark CLED• Handgeräte RF-Mark HF und RF-Mark
UHF• Kennzeichnungsschilder PMP-RFID/HF
und PMP-RFID/UHF• Medienkennzeichnungsschilder PMST• Schildträger PMPDie Kennzeichnungsschilder PMP-RFID/HF und PMP-RFID/UHF sind jeweils mit einem RFID HF- oder UHF-Transponder ausgestattet. Diese sind komplett im Schild integriert, nicht auftragend und so vor äußeren Einflüssen geschützt. Die Mikrochips der RFID-Schilder lassen sich mit dem jeweiligen RFID-Handgerät be-schreiben. Für die HF-Transponder wird der RF-Mark-HF und für die UHF-Trans-ponder der RF-Mark-UHF verwendet.
Für eine bedienerfreundliche Montage der Schilder sind bei Phoenix Contact di-verse Schildträger erhältlich. Je nach Ap-
plikation lässt sich der Träger mit Hilfe der schraubbaren Schlauchschelle SCRT auf Rohre oder mittels Schrauben auf Wänden, Türen oder Deckeln montieren. Für die Kennzeichnung von Rohren kann man die Schilder mit den Medienkennzeichnungs-schildern vom Typ PMST erweitern. Diese nach DIN 2403 definierten Farbplättchen dienen der Kennzeichnung des Flussmit-tels in den Rohren.
Die Bedruckung der RFID-Schilder er-folgt mit dem Drucker Bluemark CLED mittels UV-LED-Technik. Gemeinsam mit der Markierungs- und Planungssoftware Clip Project bilden Drucker und Markie-rungsmaterialien ein System. Zusammen mit Planungsprogrammen wie Eplan lässt sich die Kennzeichnung von der Pla-nung bis zur fertigen Markierung durch-gängig erstellen (siehe Bild 3).
Fazit: Die RFID-Technik ist vielseitig einsetzbar. Die Kombination aus Mar-kierungsmaterial und RFID ermöglicht eine hohe Qualität bei der Kennzeich-nung von Objekten. Dem Anwender bie-tet diese Art der Kennzeichnung eine Vielzahl von Optimierungen und Verein-fachungen im täglichen Arbeitsprozess, beispielsweise bei Wartung und Doku-mentation. r t
Patrick Oster ist staatlich geprüfter Techniker und arbeitet im Produktmarketing Marking and Installation bei Phoenix Contact in Blom-berg.
Bild 3: Von der Pla-nung bis zum fertig
markierten Schild – Phoenix Contact
liefert die dafür not-wendigen Kompo-
nenten. Bilder: Phoenix Contact

6 / 2 0 1 410
D I E C A P R O N G M B H (Caravan Pro-duktion Neustadt) ist eine Tochtergesell-schaft der Erwin Hymer Group und wurde 2005 als Gemeinschaftsunternehmen der Hymer AG und der Dethleffs GmbH & Co. KG gegründet. Der Sitz der Gesellschaft befindet sich am Rande der Sächsischen Schweiz in Neustadt. Jährlich verlassen rund 5.000 Caravans und Reisemobile der Marken Carado und Sunlight das Produk-tionswerk. Gefertigt werden die Fahrzeu-ge auf der mit 450 Meter längsten Produk-tionsstraße Europas in dieser Branche.
Schwieriger „Malwareschutz“ in der ProduktionUnter dem Stichwort Industrie 4.0 steigt die Vernetzung und der Austausch gro-ßer Datenmengen in Produktionsbetrie-
ben. Dies bedeutet für viele Hersteller ein Umdenken in puncto Sicherheit. So müs-sen Anlagen und Produkte, aber auch Daten und Know-how vor unbefugtem Zugriff und Missbrauch geschützt wer-den. Der Schutz vor Malware steht dabei an erster Stelle: Denn in der Vergangen-heit wurden Netzwerke in der Produk-tion zumeist als Insellösung oder hinter sicheren Firewalls betrieben. So konnten sie relativ ungestört von Malware ihrer Tätigkeit nachgehen.
Capron setzt in der Fertigung seiner Caravans und Reisemobile auf das Know-how seiner Mitarbeiter und auf eine aus-geklügelte IT. Beides zusammen ermög-licht die Herstellung von 28 Fahrzeugen pro Tag, und das unter Einhaltung eines hohen Qualitätsstandards. Ralph Mohr,
IT-Administrator bei Capron, achtete von Anfang an auf einen zuverlässigen Vi-renschutz auf den Produktionsmaschi-nen. „Malware auf unseren Anlagen hät-te weitreichende Folgen. Sie könnte im schlimmsten Fall die Fertigung unter-brechen oder sogar unser Firmen-Know-how in fremde Hände geben“, berichtet der Sicherheitsfachmann.
Sicherheitssoftware verursacht AusfälleDoch es kam anders als gedacht: Nicht Schadsoftware, sondern die eingesetzte Sicherheitslösung sorgte für ungewoll-te Ausfallzeiten. „Die Antivirensoftware bremste unsere Geräte so stark aus, dass streckenweise das Herunterfahren und Neustarten als letzte Option herhalten
Sichere Freizeit auf vier RädernDie Wohnmobile der Marken „Carado“ und „Sunlight“ zählen zu den beliebtesten Fahrzeugen in Deutschland für
den individuellen Camping-Urlaub. Der Hersteller Capron setzt in der Produktion auf die bewährten Hände von
rund 290 Mitarbeitern, beim Malwareschutz vertraut man auf die Security-Lösungen von ESET.
V O N M I C H A E L K L A T T E
S E C U R I T Y I N D E R P R O D U K T I O N

6 / 2 0 1 4 11
S E C U R I T Y I N D E R P R O D U K T I O N
musste“, erinnert sich Mohr. Für ihn be-deutete das auch immer einen langen Fußmarsch, denn dies ließ sich nicht per Remoteverbindung aus seinem Büro he-raus erledigen. „Unser Firmengelände ist 25.000 Quadratmeter groß – da wird der Gang zur betroffenen Maschine schnell zu einer kleinen Wanderung. Diese Zeit hätte ich besser nutzen können.“
So fasste Ralph Mohr den Entschluss, sich nach einer anderen Sicherheitslö-sung umzusehen. Aus der leidvollen Erfahrung mit der vorhandenen Anti-virensoftware waren die Hauptanforde-rungen schnell definiert:• Gute Performance bei gleichzeitig ge-
ringer Ressourcenbelastung• Hohe Wirksamkeit gegen Malware und
starke Bereinigung der Systeme• Möglichkeit der zentralen Remote-Ver-
waltungSchnell fiel die Wahl auf ESET Endpoint Security, das nicht nur die oben genann-ten Bedingungen erfüllte. „ESET spielt seine Stärken auch auf Windows XP Em-bedded aus, was wir auf unseren Produk-tionsmaschinen ausnahmslos einsetzen“, erklärt der IT-Administrator und fügt hin-zu: „Andere Anbieter unterstützen die Plattform bereits nicht mehr oder be-sitzen einen großen Ressourcenhunger, so dass wir keine Verbesserung unserer Situation erwartet haben.“
Schnelle UmsetzungNach einem kurzen und erfolgreichen Pilotprojekt wurden alle Geräte in der Fertigung umgestellt. Die gesamte Um-rüstung erfolgte innerhalb von zwei Ta-gen. Zuweilen dauerte die Deinstallation der eingesetzten Lösung länger als das eigentliche Aufspielen der Security-Soft-ware.
„Der Umstieg auf ESET hat sich voll und ganz gelohnt“, erzählt Ralph Mohr. Ausfälle und Fußmärsche zu den Rech-nern in der Produktionshalle gehören der Vergangenheit an. Zum einen sorgt die geringe Systembelastung für die ge-wünschte Leistungsfähigkeit. Zum ande-ren erfolgt die Kontrolle der Netzwerksi-cherheit von einer einzigen Konsole aus. Dank der erweiterten Überwachungs- und Reporting-Tools kann der Sicher-heitsbeauftrage schnell agieren.
Die Sicherheits-Lösung läuft so ruhig und unauffällig im Hintergrund, dass so mancher Mitarbeiter gar nicht an die Existenz der Software glaubt: „Es nerven
keine Virenmeldungen oder wir werden nicht zu irgendwelchen Aktionen auf-gefordert. Die Software übernimmt ein-fach alles“, freut sich Ralph Mohr. Für den studierten Ingenieur zählt Endpoint Security zu den klassischen „Install-and-forget“-Programmen, die nahezu voll-ständig den Administrator entlasten. Da wird der professionelle Virenschutz, der bislang fehlerfrei arbeitete, fast schon zur Nebensache.
Letztlich hat sich der Umstieg auch finanziell gelohnt – nicht nur, weil die Kosten durch Ausfallzeiten wegfallen. Anschaffung und Betrieb von Endpoint Security sind deutlich günstiger als bei der Vorgänger-Lösung. Zudem fallen keine weiteren Kosten für teure Hard-ware-Upgrades an. Nicht zuletzt er-laubt das „Unilicense“-Modell von ESET eine einfache Anpassung des Endpoint-Schutzes nach den geschäftlichen Be-dürfnissen. r t
Michael Klatte arbeitet als PR-Manager DACH bei ESET in Jena.
MES sicher migrierenSAP ME/MII Migration Readiness Check
Trebing & Himstedt Prozeßautomation GmbH & Co. KG | Tel.: +49 385 39572-0 | [email protected]
SAP MES Migration Readiness Check bestellen unter www.t-h.de/fit4migration
Sind Sie bereit für die nächste Generation?
Check!
Die SAP MES-Experten
?
SAP ME 5.2. 6.0SAP MII 12.0. 12.1
SAP ME 6.0. 6.1SAP MII 14.0. 15
Die Capron GmbH (Caravan Produktion Neustadt), eine Tochtergesellschaft der Erwin Hymer Group, hat ihren Firmensitz in Neustadt/Sachsen. Bilder: ESET

6 / 2 0 1 412
S E I T Ü B E R einem Jahrhundert steht der Name Ritz für Qualität und solide Wertarbeit in der Pumpenindustrie. Er-fahrung ist die Grundlage, auf der an-spruchsvolle technologische Heraus-forderungen zuverlässig gemeistert werden. Technologische Kompetenz und flexible Dienstleistungen begeis-tern die Kunden des Schwäbisch Gmün-der Traditionsunternehmens immer wieder aufs Neue.
Damit unterscheidet sich Ritz nicht von vielen anderen mittelständischen Unternehmen, die vor der Herausfor-derung stehen, sich aller Tradition zum Trotz immer wieder ein stückweit neu zu erfinden.
Umso wichtiger war es in die Zukunft zu investieren, um bei der Organisation der unternehmensinternen und -über-
greifenden Prozesse am Ball zu bleiben. Diesmal sollte der nächste Schritt ein modernes ERP-System sein, das sich ste-tig mit dem Unternehmen weiterentwi-ckelt und sich permanent an wechselnde Anforderungen anpasst.
Mit einer Migration in eine vereinheit-lichte Systemlandschaft wollte Ritz ins-besondere Einsparpotenziale erschlie-ßen, eine größere Transparenz schaffen, eine verbesserte Liefertreue und Aus-kunftsfähigkeit ermöglichen und eine permanente Optimierung der unterneh-mensinternen und -übergreifenden Pro-zesse erreichen. In abas fand man eine passende Softwarelösung.
Papierflut eingedämmtVor dem neuen ERP-System beschäftig-te Ritz ein Team von acht Mitarbeitern,
die sich um die IT-Inseln im Haus küm-merten. Das Programmspektrum reich-te dabei vom eigenentwickelten System für den Vertrieb, einem Produktionspla-nungs-System (PPS), das die Material-wirtschaft, Kalkulation, Produktionspla-nung und Disposition abdeckte, über ein System für den Einkauf bis hin zur sepa-raten Finanzbuchhaltung und Kosten-rechnung. Da bis dato auch kein Doku-menten-Management-System im Einsatz war, benötigte das Papierarchiv viel Platz und dessen Pflege viel Zeit.
IT-Leiter Hans-Jürgen Steeb erklärt: „Direkt nach der Einführung eines neuen ERP-Systems haben wir unser Papierar-chiv aufgelöst. Alle Dokumente wurden digitalisiert und nach Kundennummer, Auftragsnummer und Produktbezeich-nung verschlagwortet.“
ERP zum kontinuierlichen Fluss Pumpen und Motoren für den Transport von Flüssigkeiten – das ist das Geschäft der Andritz Ritz GmbH.
Im Laufe der Zeit bildeten sich in der IT-Landschaft des Unternehmens viele Inseln und hemmten den
Fluss der kontinuierlichen Verbesserungen. Da beschloss der Pumpenlieferant, umzustellen auf ein
neues System, das viele der Einzellösungen integriert.
E N T E R P R I S E R E S O U R C E P L A N N I N G
Neues ERP schafft IT-Inseln in der Systemlandschaft des Pumpenherstellers ab. Bilder: abas und Andritz Ritz

6 / 2 0 1 4 13
E N T E R P R I S E R E S O U R C E P L A N N I N G
Kosten sparenMit der Einführung einer integrierten ERP-Lösung verfolgte Ritz nicht nur das Ziel die Kosten für Personal und IT-Sys-teme zu senken. Die Standardsoftware sollte das Unternehmen auch unabhän-giger vom Wissen einzelner Mitarbeiter machen. Zudem sollte eine einheitliche Datenbasis her und damit weniger In-sellösungen, reduzierte Schnittstellen und schlussendlich eine Vereinfachung der komplexen Hard- und Softwarein-frastruktur.
System-EinführungDas Projektteam zur Implementierung der Software aus vier internen Mitarbei-tern aus den Bereichen Finanzen, Ver-kauf, Einkauf und Produktion und Mit-arbeitern von Abas leitete Hans-Jürgen Steeb. Das Projektteam definierte Prozes-se, die die Projektmitarbeiter (Keyuser) mit ihren jeweiligen Abteilungen getes-tet und freigegeben haben. Ziel war eine schlanke ERP-Einführung.
Überall wo es möglich war, sollte der Systemstandard implementiert wer-den. Angepasst wurden hauptsächlich die Auftragsstücklistenauswahl und die Produktionsplanungssicht. Eine Schnitt-stelle zur eingesetzten Lohn- und Ge-haltssoftware war ebenfalls schnell eingerichtet. Da das Projektteam weitrei-chende Befugnisse und den Rückhalt der Geschäftsleitung hatte, konnte die stan-dardnahe Einführung in allen Abteilun-gen durchgesetzt werden.
Herausforderung DatenübernahmeDie größte Herausforderung im Projekt war die Datenaufbereitung und -über-nahme. Auch die Akzeptanz der neu-en Prozesse musste erst bei manchem Anwender hergestellt werden. Die Er-fahrung, neue Prozesse mitgestalten zu können, waren viele Mitarbeiter nicht ge-wohnt. Ein Projektleitsatz, der jedem die Wahl der Mitwirkung überließ, lautete: „Wir brauchen qualifizierte Mitarbeiter, jeder kann auf diesen Zug aufspringen, die Rolle im Unternehmen wird dann möglicherweise eine andere sein, aber der Zug fährt jetzt ab.“ Viele Mitarbeiter sahen die Einführung als Chance, sich im Rahmen der ERP-Einführung zusätzlich zu qualifizieren.
Das Projekt bewegte sich am Ende im vorher definierten Kosten-, aber in einem während der Projektlaufzeit neu definier-
ten Zeitrahmen. Der Übergang vom alten ins neue System verlief fließend.
Schlanke Prozesse„Als die Disposition im neuen System das erste Mal lief und auf Knopfdruck exak-te Planungswerte lieferte, merkte der eine oder andere Anwender, was es be-deutet, mit einem integrierten System zu arbeiten“, sagt Hans-Jürgen Steeb. „Die anfängliche Skepsis für die neue ERP-Software verwandelte sich im Laufe des Optimierungszeitraumes zu einem kons-truktiven Dialog zwischen Fachabteilung und IT. Waren vorher Excel-Listen an der Tagesordnung, haben wir heute ein in-tegriertes Tool, um damit Themen wie Lagerbestand oder Reservezeiten in der Produktion zu optimieren.“ Das erhöht Li-quidität und Produktivität.
Die Anforderungen, die Ritz an die ERP-Software hat, sind hoch. Von der Kleinserie bis zur komplexen kundenin-dividuellen Einzelfertigung: alle Produk-tionsszenarien sollen immer wieder aufs Neue in der Software abzubilden sein. Die Planbarkeit wird für das ERP-Sys-tem wegen komplexer Anforderungen der Ritz-Kunden immer anspruchsvol-ler. Zum Beispiel werden eine wachsen-de Stückliste und notwendige Enginee-ring-Leistungen im System verwaltet, das auch eine volle Projektkostenkont-rolle liefert.
„Wir haben das ERP so modifiziert, dass pro Arbeitsplatz sofort die für den Arbeitsbereich wichtigen Kennzahlen visualisiert werden“, erklärt IT-Leiter Steeb. „Beispielsweise gibt es in der Auf-tragsmaske einen Reiter, der die Kolle-gen aus dem Verkauf über Nettopreis, Listenpreis oder die Sondereinzelkos-ten informiert. Wird die Vor- und Nach-kalkulation dagegen gestellt, weiß man sofort, wo Geld verdient wird und wo nicht. Der Trend in unserem Haus geht zum Einzelprojektgeschäft, da sind die-se Informationen essenziell.“
Neues Werk angebundenEnde Juli des vergangenen Jahres star-tete der Betrieb der abas Business Suite bei Andritz Atro in Nürnberg, einer Hun-dert-Prozent-Tochter von Andritz Ritz. Auf dem Server der schwäbischen Mut-ter wurden zuerst die Finanzbuchhal-tung, der Einkauf und Verkauf sowie der Produktkonfigurator in Betrieb genom-men. Mit Einsatz des neuen Systems sol-
len nun auch am Andritz-Standort Nürn-berg organisatorische Inseln aufgelöst und in der integrierten Lösung abgebil-det werden.
Steeb ist auch dort für die IT zustän-dig und sagt: „Wir profitieren bei der Ein-führung des ERP-Systems bei unserer Tochter von den Erfahrungen aus dem Stammwerk in Schwäbisch Gmünd.“ Ein Ziel ist, Prozesse an allen Andritz-Ritz-Werken gleich in der Unternehmenssoft-ware abzubilden. ERP-Know-how und Synergien sollen so als Qualitätssiche-rungsinstrument für die Produktion der verschiedenen Produkte über alle Stand-orte hinweg nutzbar werden. jbi
Ritz liefert Pumpen für die Wasserversorgung von Las Vegas, die mit großem Aufwand für die Zukunft gesichert wird.
Im Bergbau und in Minen ist die Technologie zur Wasserhaltung fast unverzichtbar, vor allem, wenn es in große Tiefen geht.

6 / 2 0 1 414
V E R E D E LT E T E X T I L I E N sind aus unserem Alltag nicht mehr wegzuden-ken: Sie finden Anwendung im Wohn-bereich, bei funktionaler und modischer Bekleidung, als Verbandsstoffe in der Me-dizin, bei der Herstellung von Sportgerä-ten sowie Fahr- und Flugzeugen und bei Schutzbekleidung. Je nach Verwendung sind unterschiedliche Eigenschaften ge-fordert. Diese lassen sich beispielsweise durch das Anbringen von Beschichtun-gen oder durch die Verbindung verschie-dener Materialien erreichen. Auf dieses Verfahren der Textilveredelung hat sich das Schweizer Unternehmen SANTEX AG spezialisiert, das seit 1982 Maschi-nen für die Veredelung von Maschenwa-re in wichtige Textilmärkte der Welt ex-portiert. Entwickelt werden die Anlagen inklusive Elektronik und Software in To-
bel im Kanton Thurgau, wo auch die Be-schaffung der benötigten Komponenten erfolgt bis hin zur Montage mit Endkon-trolle und Testläufen. Die Aktiengesell-schaft gehört heute zur internationalen SANTEX Group.
Technologische VeränderungenKurz vor dem Jahrtausendwechsel sah sich SANTEX wie viele andere Unterneh-men mit tiefgreifenden technologischen Veränderungen im IT-Umfeld konfron-tiert. Der Trend hin zu Windows-basier-ten Systemen hatte auch Auswirkungen auf das bisher beim Schweizer Maschi-nenbauer eingesetzte ERP-System. Hinzu kam, dass zum damaligen Unternehmen zwei weitere Betriebe mit unterschied-lichen Lösungen gehörten. Der Zugriff auf eine zentrale Datenbank war nicht
möglich, was sich besonders bei der ge-meinsamen Verwendung von Artikeln als ineffizient erwies und die Betriebsab-läufe verlangsamte. Redundante Infor-mationen und Fehlerquellen machten die Einführung von schlanken Prozessen unmöglich. Im Jahr 1997 entschied das Management, eine moderne Gesamt-lösung für sämtliche Unternehmensberei-che zu evaluieren.
Von der Einführung eines neuen Ge-samtsystems erhoffte man sich einiges. Zum einen sollten mit einer durchgängig nutzbaren Lösung alle Firmenbereiche auf denselben Artikelstamm zugreifen kön-nen. Zum anderen wollte man ein System auswählen, das zur Optimierung der Un-ternehmensprozesse einen wesentlichen Beitrag leisten konnte. Hintergrund waren die komplexen Auftragsstrukturen beim Anlagenbau mit Laufzeiten von drei bis vier Monaten und Auftragswerten in Milli-onenhöhe. Ziel war es, mit einer integrier-ten Lösung alle Bereiche vom Engineering über die Beschaffung und Produktion bis hin zur Montage und Demontage der An-lage im Werk mit anschließendem Trans-port und Aufbau vor Ort beim Kunden abzudecken. Ganz wichtig dabei war das Handling von Ersatzteilen, da die Anlagen nicht selten 20 Jahre und länger im Einsatz sind.
Hinzu kam der bereits erwähnte Tech-nologiewechsel. Mit der neuen Software wollte man auch einen technologischen Sprung schaffen.
Zusammen mit einem externen Un-ternehmensberater wurde die Evaluati-on einer neuen Gesamtlösung in Angriff
Technologiesprung dank GesamtlösungWas sich als textiles Rohprodukt den Weg durch eine SANTEX-Anlage bahnt, ist für Höheres bestimmt:
Die Maschinen für Textilveredelung sorgen dafür, dass Stoffe bügelfrei, atmungsaktiv und wetterfest sind sowie
UV-Schutz bieten. Verschiedenste Anwendungsgebiete und dynamische Märkte stellen den Anbieter vor große
Herausforderungen. Die ERP-Lösung von PSIPENTA soll dabei helfen, die Geschäftsprozesse zu optimieren.
V O N C H R I S T I A N B Ü H L M A N N
E N T E R P R I S E R E S O U R C E P L A N N I N G
Bei einer Hotmelt Beschichtungs- und Laminieran-lage von SANTEX hat man die Möglichkeit, mehrere Auftragstechnologien auf einer Anlage zu fahren.

6 / 2 0 1 4 15
E N T E R P R I S E R E S O U R C E P L A N N I N G
genommen. Als erstes erstellte man ein ausführliches Lastenheft, das man an mögliche Anbieter verschickte. Die ein-gegangenen Angebote wurden sorg-fältig verglichen und Workshops sowie Referenzbesuche durchgeführt. Nebst funktionalen und finanziellen Kriterien spielte auch die langfristige Sicherheit der Zusammenarbeit eine zentrale Rol-le. Aus diesem Grund gab das Projekt-team größeren Anbietern mit interna-tionalen Erfahrungen den Vorzug. Am meisten überzeugen konnte sie dabei die PSI AG mit einer ausgezeichneten Darstellung des Kundennutzens und der Betreuungsmöglichkeiten. Für die Schweizer war der Entscheid klar: Die Wahl fiel auf PSIPENTA. Damit erfolgte der Startschuss für die Einführung des neuen Systems, die mit dem Go-live 1999 abgeschlossen werden konnte.
Umfassende IndustrielösungMit PSIPENTA entschied man sich für eine umfassende Industrielösung. Die Er-fahrung und das Know-how des Anbie-ters waren einer der Gründe, weshalb die Wahl auf das deutsche Software-Produkt fiel. Im Vordergrund stand jedoch die In-tegration der bisherigen Teilanwendun-gen der Schwesterbetriebe. Dies gelang problemlos, brachte die neue Lösung doch eine umfassende Funktionalität so-wie ausreichende Flexibilität mit, um al-len Anforderungen zu entsprechen. Dabei war kaum ein Eingriff in die Standardversi-on nötig, wie Thomas Thiemann, Projekt-leiter bei der SANTEX AG, berichtet: „Wir setzten von Anfang an auf den Standard. Lediglich ein Datenfeld mussten wir zu-sätzlich programmieren lassen. Alle an-deren Informationen fanden in bereits
dafür vorgesehenen Feldern oder in den frei verfügbaren Datenfeldern Platz.“ Um den Anwendern das Arbeiten mit der neuen Lösung zu erleichtern, wurden die Benutzerfenster zum Teil vereinfacht. So können sich die Benutzer auf das Wesent-liche konzentrieren. Bewusst hatte man mit PSIPENTA eine Lösung gewählt, die vom Funktionsumfang großzügig ausge-legt ist. Im Blick auf etwaige Veränderun-gen im und um das Unternehmen ist man somit für alle Eventualitäten gewappnet. Trotz der umfassenden Funktionalität hält sich die Komplexität der Software in Grenzen. So jedenfalls die Erfahrung von Thomas Thiemann: „Nach der Schulung durch den Anbieter haben wir intern die Benutzerschulung übernommen und aus-reichend Know-how aufgebaut, um das System heute praktisch in Eigenregie zu verwalten. Das geht soweit, dass ich mich nur noch im „Nebenjob“ um das ERP-Sys-tem kümmere und mich auf andere Auf-gaben konzentrieren kann.“ Sein Geheim-nis: Das in das ERP-System eingeflossene Wissen ist perfekt auf die Industrie abge-stimmt; warum also ein funktionieren-des System groß verändern? Eingesetzt
wird das ERP-System in den Bereichen Vertrieb, Beschaffung, Produktion, Mon-tage sowie für die Lagerbewirtschaftung. Seit 2010 übernimmt eine Schnittstelle den Abgleich zwischen CAD-Daten und ERP-Stücklisten. Für die Zeiterfassung verwendet das Unternehmen ein integ-riertes Modul von PSIPENTA. Eine weitere Schnittstelle versorgt das separate Buch-haltungsprogramm mit aktuellen Daten.
Richtiger ZeitpunktFazit: Die Umstellung auf das neue ERP-System kam zum richtigen Zeitpunkt und verschaffte den Schweizern den ge-wünschten Technologiesprung. Als inte-grierte Gesamtlösung ist PSIPENTA heute aus dem Unternehmen nicht mehr wegzu-denken. Für Thomas Thiemann liegen die Vorteile gegenüber dem Vorgängersys-tem klar auf der Hand: eine durchgängige Prozessunterstützung, die zentrale Daten-haltung, bessere Reporting-Möglichkeiten und weniger Aufwand beim Unterhalt. Dies führte beispielsweise dazu, dass man den Lagerwert um zwei Drittel reduzie-ren konnte, ohne dass sich die Lieferfris-ten dadurch spürbar verlängerten. Mit der ERP-Einführung kann Thomas Thiemann auf ein erfolgreiches Projekt zurückbli-cken. Eine der Erfahrungen, die er dabei gemacht hat, ist die Auswirkung eines sol-chen Vorhabens auf die Unternehmensor-ganisation und die involvierten Mitarbei-tenden. Damit verbunden rät er allen, die vor der Implementierung eines ERP-Sys-tems stehen, Kader- und Führungskräfte von Anfang an ins Boot zu nehmen. Nur so steht im Bedarfsfall auch die notwendige Entscheidungskompetenz zur Verfügung. Dass sich die Einführung gelohnt hat, ist für SANTEX klar. Mit der Optimierung sei-ner Geschäftsprozesse ist das Unterneh-men für die Anforderungen der Zukunft bestens ausgerüstet. r t
Das Modell Cavimelt wird für Gravurrollen-beschichtung und -la-minierung eingesetzt. Bilder: PSIPENTA/SANTEX
Santashrink ermöglicht spannungsloses Trocknen, Krumpfen und Relaxieren.

6 / 2 0 1 416
I N Z E I T E N zunehmend kürzerer Pro-duktlebenszyklen und komplexer, in-dividualisierter Bauteile gewinnt der Werkzeug- und Formenbau stetig an Be-deutung. Zudem steigt der Anspruch an Qualität und Präzision. Auf der EuroMold stellt DMG Mori vom 25. bis 28. Novem-ber 2014 neue Fertigungslösungen vor. Beispielsweise die Baureihe HSC linear und die Lasertec 65 3D.
Konventionell, aber HighspeedDie Modelle der HSC-linear-Baureihe hat DMG Mori speziell für den Werkzeug- und Formenbau und für die Fertigung von Formeinsätzen oder Gesenken mit hohen Anforderungen an Oberflächen-güten entwickelt. Bei dem Modell HSC 30 linear und der HSC 70 linear verhindert ein thermosymmetrisches Maschinen-bett in Kombination mit einem speziel-lem Kühlkonzept temperaturbedingte Abweichungen. In die durchdachte Küh-lung sind sowohl das Maschinenbett und das Portal eingeschlossen als auch Linear antriebe und Linearführungen.
Bei den Spindeln setzt der Herstel-ler ebenfalls auf ein Temperaturma-nagement. Beispielsweise verfügen die 28.000er- und 40.000er-Spindeln über eine Wellen-, Flansch- und Mantelküh-lung. Daraus ergeben sich thermisch stabile Prozessbedingungen und eine deutlich geringere axiale Werkzeugaus-dehnung. Damit lassen sich Oberflächen kleiner Ra 0,15 erreichen. Zudem verkür-zen sich Warmlaufzeit und Abkühlzeit um den Faktor 5, was bei jedem Werk-zeugwechsel bei der Präzisionsbearbei-tung zum Tragen kommt. Werkzeugseitig gehört ein 30er-Werkzeugmagazin zur Grundausstattung. Außerdem stehen Va-rianten für 60 oder 120 Werkzeuge optio-nal zur Verfügung.
Mit integrierten 5-Achs-Lösungen ist die Baureihe auf komplexe Fertigungs-aufgaben ausgelegt. Durch die Anstel-lung der Werkzeuge können Anwender
Konventionell und additivZur EuroMold zeigt DMG Mori neben klassischen Werkzeugmaschinen auch weiterentwickelte Modelle der
Lasertec-Reihe, die die Frästechnologie mit additiver Fertigung in Form von Auftragsschweißen kombiniert.
W E R K Z E U G M A S C H I N E N
Der grundlegende Unterschied der Lasertec-Maschi-nen zu konventionellen Bearbeitungsmaschinen wie der HSC 30 linear ist die zusätzliche Möglichkeit zum generativen Materialaufbau.
6 / 2 0 1 4 17
W E R K Z E U G M A S C H I N E N
deutlich kürzere Werkzeuge einsetzen und bessere Oberflächen erzielen. Bei dem 30-er Modell wird die 5-Achs-Bear-beitung durch einen Schwenk-Rundtisch realisiert. Das maximale Werkstückge-wicht beträgt 200 Kilo oder 80 Kilo bei der Nutzung des Schwenk-Rundtischs.
Die HSC 70 linear hingegen realisiert die 5-Achs-Bearbeitung durch eine Rund-achse im NC-Tisch und eine Schwenk-spindel. Diese Maschine trägt 700 Kilo auf dem Starrtisch beziehungsweise 500 Kilo in der 5-Achs-Konfiguration.
Als Steuerung kommt das Celos-Kon-zept mit 21,5-Zoll-Touchscreen zum Ein-satz. Celos soll den Prozess von der Idee zum fertigen Produkt vereinfachen und beschleunigen und eine Basis zu einer papierlosen Fertigung bieten. Auf der Steuerungs-/HMI-Kombination überneh-men spezielle „APPs“ Funktionen wie die Verwaltung, Dokumentation und Visuali-sierung von Auftrags-, Prozess- und Ma-schinendaten.
Generativ nicht nur im PrototypenbauEinen Schritt weiter geht die Lasertec 65 3D. Sie vereint das generative Laserauf-tragsschweißen und 5-Achs-Fräsen in ei-ner Aufspannung. Dies ermöglicht neue Applikations- und Geometriemöglichkei-ten. Das Verfahren basiert auf einem Auf-tragsprozess mit Metallpulver. Es ist mit einer Baurate von bis zu 1 Kilo pro Stunde bis zu zehnmal schneller als das Generie-ren im Pulverbett. Auch sind weitaus grö-ßere Bauteile realisierbar als bisher.
Während das additive Verfahren bis dato auf die Herstellung von Prototypen und Kleinteilen beschränkt war, die sonst mit keinem anderen herkömmlichen Verfahren gefertigt werden konnten, so erweitert die Kombination aus Metall-pulverdüse und Fräsbearbeitung das An-wendungsspektrum der traditionellen Bearbeitungsmethoden spürbar.
Die Kombimaschine ist für die gene-rative Fertigung mit einem 2-Kilowatt-Diodenlaser für das Laserauftragschwei-ßen ausgerüstet, wobei die vollwertige 5-Achs-Fräsmaschine in stabiler Bau-weise hochpräzise Fräsoperationen er- möglicht.
„Die Maschine eignet sich wegen des vollautomatischen Wechsels zwischen Fräs- und Laserbetrieb für die Fertigbe-arbeitung komplexer Bauteile mit Hinter-schnitt, aber auch für Reparaturarbeiten
und das Aufbringen von partiellen oder kompletten Beschichtungen für den For-men- und Maschinenbau oder auch die Medizintechnik“, erläutert Friedemann Lell, Vertriebsleiter Sauer Lasertec, einer Tochter der DMG Holding.
Das Bauteil lässt sich in mehreren Stu-fen aufbauen, wobei zwischen dem Auf-tragsschweißen gefräst werden kann, um auch Stellen auf Endgenauigkeit zu bear-beiten, die beim fertigen Bauteil wegen der Bauteilgeometrie vom Fräser nicht mehr erreichbar sind.
Die Hybrid-Maschine kombiniert die Vorteile des Fräsens, zum Beispiel hohe Präzision und Oberflächengüten, mit der Flexibilität und der hohen Aufbau-rate des Pulver-Auftragschweißens. „Bei Integralbauteilen, bei denen heute mit-tels Fräsbearbeitung 95 Prozent Materi-al zerspant wird, wird mit additiven Ver-fahren nur dort Material aufgebaut, wo es benötigt wird. Das führt zu signifikan-ten Rohmaterial- und Kosteneinsparun-gen“, erklärt Lell.
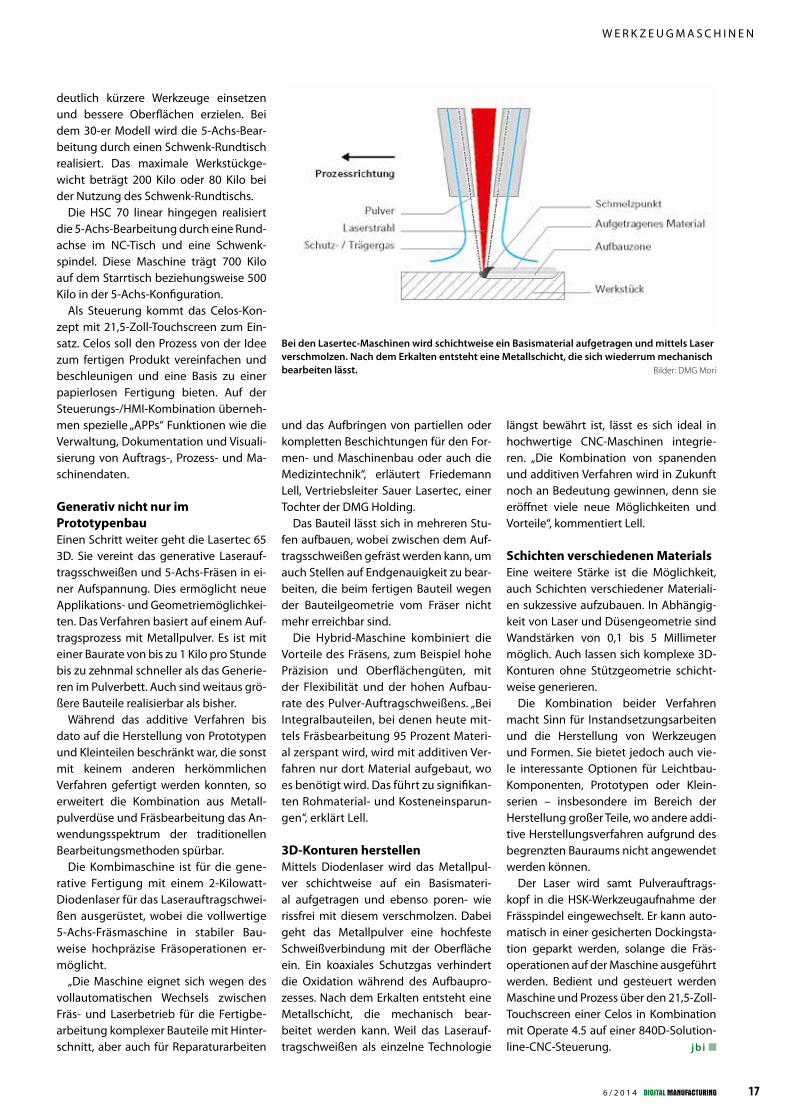
3D-Konturen herstellenMittels Diodenlaser wird das Metallpul-ver schichtweise auf ein Basismateri-al aufgetragen und ebenso poren- wie rissfrei mit diesem verschmolzen. Dabei geht das Metallpulver eine hochfeste Schweißverbindung mit der Oberfläche ein. Ein koaxiales Schutzgas verhindert die Oxidation während des Aufbaupro-zesses. Nach dem Erkalten entsteht eine Metallschicht, die mechanisch bear-beitet werden kann. Weil das Laserauf-tragschweißen als einzelne Technologie
längst bewährt ist, lässt es sich ideal in hochwertige CNC-Maschinen integrie-ren. „Die Kombination von spanenden und additiven Verfahren wird in Zukunft noch an Bedeutung gewinnen, denn sie eröffnet viele neue Möglichkeiten und Vorteile“, kommentiert Lell.
Schichten verschiedenen MaterialsEine weitere Stärke ist die Möglichkeit, auch Schichten verschiedener Materiali-en sukzessive aufzubauen. In Abhängig-keit von Laser und Düsengeometrie sind Wandstärken von 0,1 bis 5 Millimeter möglich. Auch lassen sich komplexe 3D-Konturen ohne Stützgeometrie schicht-weise generieren.
Die Kombination beider Verfahren macht Sinn für Instandsetzungsarbeiten und die Herstellung von Werkzeugen und Formen. Sie bietet jedoch auch vie-le interessante Optionen für Leichtbau-Komponenten, Prototypen oder Klein-serien – insbesondere im Bereich der Herstellung großer Teile, wo andere addi-tive Herstellungsverfahren aufgrund des begrenzten Bauraums nicht angewendet werden können.
Der Laser wird samt Pulverauftrags-kopf in die HSK-Werkzeugaufnahme der Frässpindel eingewechselt. Er kann auto-matisch in einer gesicherten Dockingsta-tion geparkt werden, solange die Fräs-operationen auf der Maschine ausgeführt werden. Bedient und gesteuert werden Maschine und Prozess über den 21,5-Zoll-Touchscreen einer Celos in Kombination mit Operate 4.5 auf einer 840D-Solution-line-CNC-Steuerung. jbi
Bei den Lasertec-Maschinen wird schichtweise ein Basismaterial aufgetragen und mittels Laser verschmolzen. Nach dem Erkalten entsteht eine Metallschicht, die sich wiederrum mechanisch bearbeiten lässt. Bilder: DMG Mori

6 / 2 0 1 418
S AU B E R U N D aufgeräumt wirkt die Werkshalle, in der Olaf Schreyer auf einen umfangreichen und modernen Maschi-nenpark zeigt. Rund 30 drei- bis fünfach-sige CNC-Dreh- und Fräsmaschinen und ein neunachsiges Bearbeitungszentrum rattern im Takt. „Unser Ziel ist, unser Leis-tungsspektrum kontinuierlich zu erwei-tern, um damit noch flexibler zu sein und unseren Kunden einen noch besseren Service bieten zu können“, erklärt der ge-schäftsführende Gesellschafter des Luft-fahrtzulieferers Quast gelassen.
Quast ist eine von mehr als 300 Fir-men in und um Hamburg, die sich mit der Luftfahrt beschäftigen – allen voran Airbus, Lufthansa Technik und der Flug-hafen Hamburg – 36.000 Menschen gibt diese Industrie hier Arbeit. Neben den großen Unternehmen sind es viele kleine und mittelständisch geprägte Zulieferer.
Die Halle liegt in direkter Nachbarschaft zum Montagewerk des Flugzeugherstel-lers Airbus, eines der wichtigsten Kun-den. 1985 gegründet, fräsen und drehen hier 50 Mitarbeiter auf einer Produktions-fläche von 4.000 Quadratmetern hoch-präzise oft komplexe sicherheitsrelevan-te Bauteile.
„Wir konstruieren und stellen Sonder-fertigungsmittel her – hauptsächlich für die Luftfahrtindustrie, aber auch für die Hafenwirtschaft und die Metallindustrie“, sagt Schreyer. Zu den Produkten gehö-ren beispielsweise Sonderanfertigungen, Prototypen, Kleinserien, Verschleiß- und Ersatzteile.
Das Erfolgsrezept heißt Dienstleistung rund ums Produkt: „Wir übernehmen auch Reparaturen oder Vormontagen“, sagt er. Auch entwickeln und fertigen die Hamburger größere Projekte gemeinsam
mit den Kunden. Bearbeitet werden vor-wiegend Aluminium, Stahl und verschie-dene Kunststoffe. Zudem kooperiert das Unternehmen mit den Forschungsein-richtungen von Hochschulen in Ham-burg und Bremen sowie dem Luftfahrt-cluster Hamburg Aviation und der Hanse Aerospace.
Gut aufgestellt im globalem WettbewerbDie Hamburger Luftfahrtindustrie ist gut gerüstet, um im internationalen Wettbe-werb bestehen zu können. Trotzdem ste-hen Zulieferer ähnlich wie in der Auto-mobilindustrie unter Druck. Denn auch hier vollzieht sich weltweit ein Prozess der Konzentration und der Konsolidie-rung. „Würden wir nur die Komponente fertigen, könnten wir uns am Markt wohl nicht halten“, kommentiert Schreyer lä-chelnd. „Wer als Zulieferer für die Luft-fahrtindustrie wettbewerbsfähig sein will, muss sein Unternehmen auf die stei-genden Anforderungen ausrichten.“ Das beziehe sich besonders auf Prozesse ent-lang der Wertschöpfungskette wie Ein-kauf, Engineering und Produktion.
„Große Flugzeughersteller wie Airbus wollen Partner, die von der Entwicklung über die Fertigung bis hin zu weiteren Bearbeitungsschritten wie der komplet-ten Montage von Baugruppen oder ver-schiedenen Oberflächenbeschichtungen alles aus einer Hand liefern“, erläutert Schreyer seine Erfahrungen. „Je mehr wir dem Kunden anbieten können, des-to weniger austauschbar sind wir. Dieser Mehrwert schafft zudem Bindung und Vertrauen.“
Um für jeden Auftrag gut gerüstet zu sein, hat sich Quast mit verschiedenen Unternehmen ein gut funktionierendes Netzwerk aufgebaut. „Bei Bedarf können wir jederzeit auf Leistungen anderer Spe-zialisten zurückgreifen, beispielsweise
Portalfräsmaschine flexibel und schnellWas macht einen mittelständischen Zulieferer erfolgreich – eine neue Maschine – Philosophie aus Japan –
Vernetzung unter Gleichen? Nichts von alledem für sich – sondern die Kombination.
V O N M A R C U S L E N G E R E R
W E R K Z E U G M A S C H I N E N
Mit der neuen Portalfräsmaschine ist Quast in der Lage, komplexe Bauteile kleinerer und mittlerer Größe genau und wirtschaftlich zu fertigen.

6 / 2 0 1 4 19
W E R K Z E U G M A S C H I N E N
aus der Schweiß- oder Beschichtungs-technik“, erklärt Schreyer. Für die großen Auftraggeber können so auch die klei-nen Mittelständler alle Prozesse wie ge-wünscht abdecken.
Portalfräsmaschine erweitert SpektrumAls es darum ging, den Maschinenpark durch eine neue Portalfräsmaschine zu ergänzen, stießen die Hamburger auf die Firma F. Zimmermann. „Im Gespräch stell-te sich sehr schnell heraus, dass sich für diesen Betrieb die neue FZ33 compact ideal eignet“, schildert Rüdiger Hellwig, Vertriebsmitarbeiter bei F. Zimmermann.
Diese 5-Achs-Portalfräsmaschine bie-tet Verfahrwege von bis zu 2.500 Mil-limetern in X-, 3.000 in Y- und 1.250 in Z-Richtung bei relativ geringen Außen-abmessungen der Anlage. „Wir haben sie konzipiert, um Bauteile aus Aluminium und Verbundwerkstoffen 5-achsig kom-plett und schnell zu bearbeiten“, sagt Hellwig. Die Maschine bearbeite auch Stahl und Guss mit hoher Dynamik.
Schnell und hochgenau„Wegen standardisierter Baugruppen, einem modularen Aufbau und Vorrats-fertigung konnten wir die Maschine zu einem attraktiven Preis und kurzfristig anbieten“, erklärt Hellwig. In Verbindung mit dem Anwendernutzen amortisiere sich die Anlage binnen kürzester Zeit. Die Portalfräsmaschine ist mit einem Werk-zeugwechselsystem ausgestattet. Eine vollautomatische Laser-Werkzeugver-messung und ein Funktaster runden die Ausrüstung ab.
Der in die Portalfräsmaschine integ-rierte Funktaster sichert ein schnelles Einmessen des Bauteils. Zur Ausstattung gehört weiterhin ein Späneförderer. Die-ser kann für die Trockenbearbeitung ver-schlossen werden. Dies ermöglicht einen
sehr schnellen Wechsel zwischen Nass- und Trockenbearbeitung.
Zum Einsatz kommt bei Quast Präzisi-onstechnik ein Fräskopf, dessen A-Achs-antrieb zwei elektronisch verspannte, spielfreie Torque-Doppelmotoren über-nehmen. Die C-Achse verfügt über einen Torque-Direktantrieb. Dies ermöglicht in Verbindung mit einem hochauflösenden Messsystem ein schnelles und hochpräzi-ses Positionieren. Der Fräskopf verbindet somit hohe Haltemomente mit hohen Rotationsgeschwindigkeiten in der A- und C-Achse. „Durch den symmetrischen Aufbau und die nach unten verjüngte kompakte Bauform des Fräskopfs besitzt dieser außerdem eine geringe Störkon-tur“, berichtet Hellwig.
60 Meter Vorschub die MinuteMöglich sind Vorschubgeschwindigkei-ten bis zu 60 Metern in der Minute, die Achsbeschleunigung im Eilgang reicht bis zu 5 Meter pro Quadratsekunde. „Damit lassen sich sehr effizient exzel-lente Oberflächen fräsen“, kommentiert Schreyer. Der Zahnstangenantrieb arbei-te präzise und kraftvoll, ist aber dennoch sehr leise und energiesparend.
Fundament überflüssigEin wichtiger Grund, sich für diese Anlage zu entscheiden, war der eigensteife Basis-körper aus Guss mit integrierter Tischplat-te, den aufgesetzten, mit Spezialbeton gefüllten Seitenwänden, sowie dem struk-tursteifen Portal. „Das Maschinenbett be-steht aus etwa 15 Tonnen Guss“, erläutert Hellwig. Das bietet die Grundlage für die Aufstellung der Maschine auf einem her-kömmlichen Hallenboden, ein Maschine-fundament ist nicht notwendig.
„Wir können uns jetzt noch schnel-ler auf unterschiedliche Größen, Mate-rialien und Komplexitäten der Bauteile einstellen“, kommentiert Schreyer seine
Neuanschaffung. „Aufträge, die wir we-gen ihrer Dimensionen vorher ablehnen oder an Betriebe aus unserem Cluster ab-geben mussten, können wir jetzt selbst übernehmen.“ Dazu gehören beispiels-weise Bohrschablonen aus Aluminium, die gerade auf der neuen Maschine ge-fräst werden. Zum Einsatz kommen diese Komponenten, um Bohrungen am Flug-zeug vorzunehmen. Es geht bei diesem Bauteil um sehr hohe Genauigkeit in der 5-Achsbearbeitung, diese kann Quast dank des sehr genau positionierenden Zimmermann-Fräskopfs nun leichter her-stellen. Alle diese Bauteile werden im hauseigenen Messraum einer komple-xen Messung unterzogen, die auch die Genauigkeit der Maschine belegt.
Ein Hauch aus JapanDass sich Qualität und Effizienz bei Quast Präzisionstechnik nicht nur am Maschi-nenpark auswirkt, zeigt die besondere Übersichtlichkeit der Arbeitsplätze. Da-bei analysieren, diskutieren und optimie-ren die Mitarbeiter selbst schrittweise die Prozesse. „So verbessern wir permanent unseren Betrieb“, sagt Schreyer. jbi
Marcus Lengerer arbeitet in Vertrieb und Mar-keting der Firma F. Zimmermann.
„Wir haben unseren Betrieb nach dem Kaizen-Prinzip auf Vordermann gebracht“, Olaf Schreyer mit seiner Frau Dorit Kleinerüsch-kamp, beide Mitglieder der Geschäftsführung von Quast Präzisionstechnik.
F. Zimmermann hat die Anlage so konzipiert, dass Bauteile aus Aluminium und Verbundwerkstoffen schnell von fünf Seiten komplett bearbeitet werden können. Bilder: F. Zimmermann GmbH
6 / 2 0 1 420
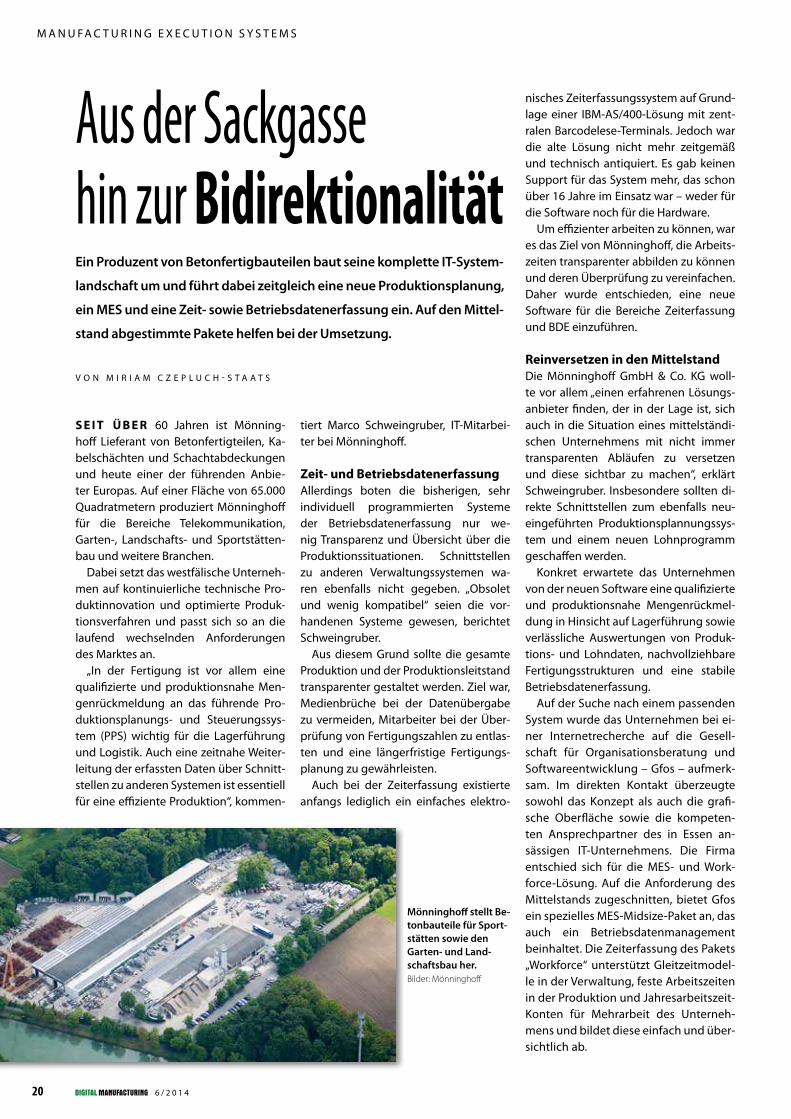
S E I T Ü B E R 60 Jahren ist Mönning-hoff Lieferant von Betonfertigteilen, Ka-belschächten und Schachtabdeckungen und heute einer der führenden Anbie-ter Europas. Auf einer Fläche von 65.000 Quadratmetern produziert Mönninghoff für die Bereiche Telekommunikation, Garten-, Landschafts- und Sportstätten-bau und weitere Branchen.
Dabei setzt das westfälische Unterneh-men auf kontinuierliche technische Pro-duktinnovation und optimierte Produk-tionsverfahren und passt sich so an die laufend wechselnden Anforderungen des Marktes an.
„In der Fertigung ist vor allem eine qualifizierte und produktionsnahe Men-genrückmeldung an das führende Pro-duktionsplanungs- und Steuerungssys-tem (PPS) wichtig für die Lagerführung und Logistik. Auch eine zeitnahe Weiter-leitung der erfassten Daten über Schnitt-stellen zu anderen Systemen ist essentiell für eine effiziente Produktion“, kommen-
tiert Marco Schweingruber, IT-Mitarbei-ter bei Mönninghoff.
Zeit- und BetriebsdatenerfassungAllerdings boten die bisherigen, sehr individuell programmierten Systeme der Betriebsdatenerfassung nur we-nig Transparenz und Übersicht über die Produktionssituationen. Schnittstellen zu anderen Verwaltungssystemen wa-ren ebenfalls nicht gegeben. „Obsolet und wenig kompatibel“ seien die vor-handenen Systeme gewesen, berichtet Schweingruber.
Aus diesem Grund sollte die gesamte Produktion und der Produktionsleitstand transparenter gestaltet werden. Ziel war, Medienbrüche bei der Datenübergabe zu vermeiden, Mitarbeiter bei der Über-prüfung von Fertigungszahlen zu entlas-ten und eine längerfristige Fertigungs-planung zu gewährleisten.
Auch bei der Zeiterfassung existierte anfangs lediglich ein einfaches elektro-
nisches Zeiterfassungssystem auf Grund-lage einer IBM-AS/400-Lösung mit zent-ralen Barcodelese-Terminals. Jedoch war die alte Lösung nicht mehr zeitgemäß und technisch antiquiert. Es gab keinen Support für das System mehr, das schon über 16 Jahre im Einsatz war – weder für die Software noch für die Hardware.
Um effizienter arbeiten zu können, war es das Ziel von Mönninghoff, die Arbeits-zeiten transparenter abbilden zu können und deren Überprüfung zu vereinfachen. Daher wurde entschieden, eine neue Software für die Bereiche Zeiterfassung und BDE einzuführen.
Reinversetzen in den MittelstandDie Mönninghoff GmbH & Co. KG woll-te vor allem „einen erfahrenen Lösungs-anbieter finden, der in der Lage ist, sich auch in die Situation eines mittelständi-schen Unternehmens mit nicht immer transparenten Abläufen zu versetzen und diese sichtbar zu machen“, erklärt Schweingruber. Insbesondere sollten di-rekte Schnittstellen zum ebenfalls neu-eingeführten Produktionsplannungssys-tem und einem neuen Lohnprogramm geschaffen werden.
Konkret erwartete das Unternehmen von der neuen Software eine qualifizierte und produktionsnahe Mengenrückmel-dung in Hinsicht auf Lagerführung sowie verlässliche Auswertungen von Produk-tions- und Lohndaten, nachvollziehbare Fertigungsstrukturen und eine stabile Betriebsdatenerfassung.
Auf der Suche nach einem passenden System wurde das Unternehmen bei ei-ner Internetrecherche auf die Gesell-schaft für Organisationsberatung und Softwareentwicklung – Gfos – aufmerk-sam. Im direkten Kontakt überzeugte sowohl das Konzept als auch die grafi-sche Oberfläche sowie die kompeten-ten Ansprechpartner des in Essen an-sässigen IT-Unternehmens. Die Firma entschied sich für die MES- und Work-force-Lösung. Auf die Anforderung des Mittelstands zugeschnitten, bietet Gfos ein spezielles MES-Midsize-Paket an, das auch ein Betriebsdatenmanagement beinhaltet. Die Zeiterfassung des Pakets „Workforce“ unterstützt Gleitzeitmodel-le in der Verwaltung, feste Arbeitszeiten in der Produktion und Jahresarbeitszeit-Konten für Mehrarbeit des Unterneh-mens und bildet diese einfach und über-sichtlich ab.
Aus der Sackgasse hin zur BidirektionalitätEin Produzent von Betonfertigbauteilen baut seine komplette IT-System-
landschaft um und führt dabei zeitgleich eine neue Produktionsplanung,
ein MES und eine Zeit- sowie Betriebsdatenerfassung ein. Auf den Mittel-
stand abgestimmte Pakete helfen bei der Umsetzung.
V O N M I R I A M C Z E P L U C H - S T A A T S
M A N U FA C T U R I N G E X E C U T I O N S Y S T E M S
6 / 2 0 1 4
M A R K E T P L A C E
21
COSMO CONSULT GmbHSchöneberger Str. 15
10963 BerlinTel.: 030 343815-192E-Mail: [email protected]:Berlin | Dresden | HamburgMünster | Nürnberg | Stuttgart
Als Branchenspezialist für die Fertigungsindustrie und projektorientierte Dienstleister sowie für die Zulieferindustrie verfügt die Cosmo Consult über ein umfangreiches Angebot an zerti� zierten Branchen- und Speziallösungen auf Basis von Microsoft Dynamics NAV und AX. Darüber hinaus ergänzen wir unser Leistungsspektrum mit dem Customer Relationship Management-System Microsoft Dynamics CRM, dem Dokumentenmanagement- und Portalsystem Microsoft O� ce SharePoint sowie dem BI-System, die sich nahtlos in die Systemwelt des ERP-Systems einfügen.
WIN-Verlag GmbH & Co. KGJohann-Sebastian-Bach-Str. 5D-85591 VaterstettenTel.: +49-(0)8106-350-0Internet: www.win-verlag.de
Mit einer Platzierung hier im Marketplace erreichen Sie ein Jahr lang durch-gängige Präsenz in einem etablierten Fachmagazin. Mit sehr geringen Kos-ten präsentieren Sie Ihr Unternehmen und ihre Vertriebspartner regelmäßig einer hochkarätigen Zielgruppe. Damit erhöhen Sie Ihre Kontaktchancen erheblich.
Martina SummerTel. 0 81 06/306-164, E-Mail: [email protected]
Andrea HornTel. 0 81 06/350-241, E-Mail: [email protected]
FASTEC GmbHTechnologiepark 2433100 PaderbornTel.: +49 5251 1647-0Fax: +49 5251 1647-99E-Mail: [email protected]
FASTEC liefert branchenübergreifende Lösungen zur E� zienzsteigerung in der Produktion – vom sofort einsatzbereiten OEE-Messgerät bis hin zum umfangreichen MES-System: Produktivitätsmessgerät easyOEE zur Opti-mierung einzelner Maschinen. Auch zur Miete. MDE-Box compactOEE zur Optimierung von bis zu 20 Maschinen. Lücken-los und in Echtzeit Maschinendaten erfassen. MES-System FASTEC 4 PRO zur Optimierung der gesamten Produktion mit Modulen wie MDE/OEE , Produktion/BDE, Planung, Traceability, TPM/Instandhaltung, Monitoring, Alarmierung etc.
MPDV Mikrolab GmbHRömerring 174821 MosbachFon: +49 6261 9209-0Fax: +49 6261 18139E-Mail: [email protected]: www.mpdv.de
MPDV entwickelt seit mehr als 35 Jahren Manufacturing Execution Systeme (MES)und bietet Dienstleistungen zur Implementierung der MES-Lösungen an. Das Systemhaus beschäftigt 210 Mitarbeiter an elf Standorten in Deutschland, Schweiz, Frankreich, Singapur, China und USA. Als TOP100-Unternehmen gehört MPDV zu den innovativsten Mittelständlern Deutsch-lands. Über 850 Firmen aller Größen und Branchen setzen die integrierten MES-Lösungen des Marktführers ein. Als Vordenker gibt MPDV mit dem Zukunftskonzept MES 4.0 Antworten auf Industrie 4.0.
DM_2014_06_Marketplace.indd 21 03.11.14 14:18
Mönninghoff stellt Be-tonbauteile für Sport-stätten sowie den Garten- und Land-schaftsbau her. Bilder: Mönninghoff

6 / 2 0 1 4 21
M A N U FA C T U R I N G E X E C U T I O N S Y S T E M S
SystemimplementierungNachdem die Entscheidung gefallen war, erfolgte die Einführung und Konfigurati-on des Systems mithilfe eines Testmandan-ten. Nach einer dreimonatigen Testphase wurden alle Parameter sukzessive für den Echtmandanten übernommen. Während dieser Testphase konnten zum einen die Funktionsfähigkeit aller Abläufe sicher-gestellt werden. Zum anderen diente die Phase der Eingewöhnung der Mitarbeiter. Nach anfänglicher Skepsis gegenüber dem neuen System konnte bereits nach kurzer Zeit eine sehr hohe Akzeptanz festgestellt werden und seit Januar 2014 läuft das Sys-tem nach einigen kleineren, anfänglichen Schwierigkeiten reibungslos. Dabei sind die kleineren Anfangsprobleme darauf zu-rückzuführen, dass „uns die Tragweite der Anforderungen an die Einführung einer neuen BDE nicht bewusst war. Viele Pro-zesse, die wir abbilden mussten, waren uns nicht in ihrem tatsächlichen Ablauf be-kannt. Das hat immer wieder zu massiven Verzögerungen geführt. Auch die Tatsa-che, dass wir gleichzeitig ein PPS, eine BDE/PZE-Lösung und ein neues Lohn-System
einführten, machte den Ablauf nicht leich-ter“, kommentiert Schweingruber. Jedoch habe sich die Einführung vor allem in der Art gerechnet, „dass alle Beteiligten einen positiven Einfluss aus der Einführung ge-spürt haben und dass unreflektierte Abläu-fe und Gedankenstrukturen aufgebrochen wurden. Durch die Einführung der BDE und die Möglichkeiten der Software haben wir viele unserer Prozesse erstmalig selbst in Gänze verstanden und umsetzen kön-nen. Zudem konnten viele Prozesse erst dadurch vereinfacht und komplizierte Be-rechnungsprozesse aus alten Zeiten über Bord geworfen werden“, erklärt Schwein-gruber. Das Unternehmen erfasst mit dem MES vor allem Stückzahlen und Zeitrück-meldungen. Die Rückmeldungen werden beispielsweise pro Person und Zeitgraden ausgewertet und für die Generierung von Fertigungsreporten angewendet.
FazitNach der Implementierung des Systems müssen noch etwa 15 Prozent der Bewe-gungsdaten korrigiert werden. Das ist ein recht geringer Wert und die Korrekturen
sind zu großen Teilen den nicht linear statt-findenden Fertigungsprozessen im Be-tonfertigteilwerk zuzuschreiben. Stetige Prozessanpassungen minimieren diesen Wert fortlaufend. Zusammenfassend stellt Marco Schweingruber fest: „Unsere Erwar-tungen konnten durch die Lösung erfolg-reich umgesetzt werden. Und die Produkti-on ist dank der Software transparenter und übersichtlicher als vorher.“ jbi
Miriam Czepluch-Staats ist Leiterin Unterneh-menskommunikation bei der Gesellschaft für Organisationsberatung und Softwareent-wicklung – Gfos – in Essen.
6 / 2 0 1 4
M A R K E T P L A C E
21
COSMO CONSULT GmbHSchöneberger Str. 15
10963 BerlinTel.: 030 343815-192E-Mail: [email protected]:Berlin | Dresden | HamburgMünster | Nürnberg | Stuttgart
Als Branchenspezialist für die Fertigungsindustrie und projektorientierte Dienstleister sowie für die Zulieferindustrie verfügt die Cosmo Consult über ein umfangreiches Angebot an zerti� zierten Branchen- und Speziallösungen auf Basis von Microsoft Dynamics NAV und AX. Darüber hinaus ergänzen wir unser Leistungsspektrum mit dem Customer Relationship Management-System Microsoft Dynamics CRM, dem Dokumentenmanagement- und Portalsystem Microsoft O� ce SharePoint sowie dem BI-System, die sich nahtlos in die Systemwelt des ERP-Systems einfügen.
WIN-Verlag GmbH & Co. KGJohann-Sebastian-Bach-Str. 5D-85591 VaterstettenTel.: +49-(0)8106-350-0Internet: www.win-verlag.de
Mit einer Platzierung hier im Marketplace erreichen Sie ein Jahr lang durch-gängige Präsenz in einem etablierten Fachmagazin. Mit sehr geringen Kos-ten präsentieren Sie Ihr Unternehmen und ihre Vertriebspartner regelmäßig einer hochkarätigen Zielgruppe. Damit erhöhen Sie Ihre Kontaktchancen erheblich.
Martina SummerTel. 0 81 06/306-164, E-Mail: [email protected]
Andrea HornTel. 0 81 06/350-241, E-Mail: [email protected]
FASTEC GmbHTechnologiepark 2433100 PaderbornTel.: +49 5251 1647-0Fax: +49 5251 1647-99E-Mail: [email protected]
FASTEC liefert branchenübergreifende Lösungen zur E� zienzsteigerung in der Produktion – vom sofort einsatzbereiten OEE-Messgerät bis hin zum umfangreichen MES-System: Produktivitätsmessgerät easyOEE zur Opti-mierung einzelner Maschinen. Auch zur Miete. MDE-Box compactOEE zur Optimierung von bis zu 20 Maschinen. Lücken-los und in Echtzeit Maschinendaten erfassen. MES-System FASTEC 4 PRO zur Optimierung der gesamten Produktion mit Modulen wie MDE/OEE , Produktion/BDE, Planung, Traceability, TPM/Instandhaltung, Monitoring, Alarmierung etc.
MPDV Mikrolab GmbHRömerring 174821 MosbachFon: +49 6261 9209-0Fax: +49 6261 18139E-Mail: [email protected]: www.mpdv.de
MPDV entwickelt seit mehr als 35 Jahren Manufacturing Execution Systeme (MES)und bietet Dienstleistungen zur Implementierung der MES-Lösungen an. Das Systemhaus beschäftigt 210 Mitarbeiter an elf Standorten in Deutschland, Schweiz, Frankreich, Singapur, China und USA. Als TOP100-Unternehmen gehört MPDV zu den innovativsten Mittelständlern Deutsch-lands. Über 850 Firmen aller Größen und Branchen setzen die integrierten MES-Lösungen des Marktführers ein. Als Vordenker gibt MPDV mit dem Zukunftskonzept MES 4.0 Antworten auf Industrie 4.0.
DM_2014_06_Marketplace.indd 21 03.11.14 14:18
Die Betonfertigteile wiegen bis zu 64 Tonnen.
M A R K E T P L A C E

6 / 2 0 1 422
D I E S E L B S T R E G E LU N G der Ferti-gung mit Hilfe des Kanban-Prinzips kann den Planungs- und Steuerungsaufwand deutlich reduzieren. Auch die Reaktions-fähigkeit der Produktion lässt sich durch die Selbstregelung drastisch steigern. Dennoch hat das Prinzip einige Schwach-stellen, die sich aber durch geeignete IT-Unterstützung vermeiden lassen.
Zur Steuerung der Produktion gibt es die beiden Strategien Push und Pull. Beim Push-Prinzip (Schiebeprinzip) werden in einer der Produktion übergeordneten Ebene Vorgaben erstellt, die dann in der Fertigung umzusetzen sind. Das Ziel ist dabei, den Auftrag so durch die Produk-tion zu „schieben“, dass er zum geplan-ten Endtermin fertig ist. Beim Pull-Prinzip (Ziehprinzip) löst ein Kundenauftrag ei-nen Bedarf an der im Materialfluss vorge-lagerten Stelle aus. Ein aus Japan stam-mender Vorschlag zur Implementierung des Pull-Prinzips wird als Kanban-Metho-
de bezeichnet. Diese Methode wurde An-fang der 1960er Jahre als Teil des Toyota-Produktionssystems entwickelt.
Fertigung mit SupermarktDas Grundprinzip ist denkbar einfach: Der gesamte Materialfluss im Unternehmen ist wie in einem Supermarkt organisiert. In den Regalen steht ein bestimmter Vorrat an Produkten. Der Verbraucher entnimmt
die Produkte in der Menge, in der er sie benötigt. Die so entstandene Lücke wird so schnell wie möglich beziehungsweise so schnell wie wirtschaftlich möglich wie-der aufgefüllt. Der große Vorteil des Kan-ban-Prinzips liegt darin, dass es mit einem geringen Steuerungsaufwand auskommt und auf sehr einfachen Regelmechanis-men aufbaut. Man kann hier vom Prinzip der Selbstregelung sprechen, da sich das Fertigungssystem im Falle einer Störung ohne Eingriff von außen selbsttätig re-guliert. Die Abbildung 1 zeigt den prinzi-piellen Ablauf. Nach der Entnahme eines Materials aus dem Kanban-Supermarkt durch Arbeitsgang 3 wird diese Entnah-me in Form einer Kanban-Karte oder ei-nes leeren Kanban-Behälters dem produ-zierenden Arbeitsgang 1 mitgeteilt. Mit Arbeitsgang 1 und 2 produziert man das entnommene Material wieder nach und füllt damit den Kanban-Supermarkt er-neut auf. In der Praxis wird dieses Prinzip häufig noch um eine Ampelsteuerung für den produzierenden Arbeitsgang 1 erwei-tert. Dies bewirkt, dass man nicht wegen jeder einzelnen Karte beziehungsweise jedem Behälter nachproduzieren muss, sondern erst dann, wenn sich eine für Ar-beitsgang 1 sinnvolle Losgröße ergibt. Bei grün ist noch genügend Bestand im Su-permarkt, das heißt, es darf nicht produ-
Die Mischung macht’sSchlanke Prozesse (Lean Manufacturing) und Fertigungs-IT schließen sich nicht gegenseitig aus. Dieser Beitrag
zeigt am Beispiel eKanban, wie sich Lean-Methoden und der Einsatz eines Manufacturing-Execution-Systems
(MES) sogar optimal ergänzen.
V O N J O C H E N S C H U M A C H E R
T R A N S PA R E N T E R E G E L K R E I S E M I T M E S U N D E - K A N B A N
Abbildung 1: Kanban-Methode: Selbstregelung der Produktion über Kanban-Supermärkte.Grafik: MPDV Campus
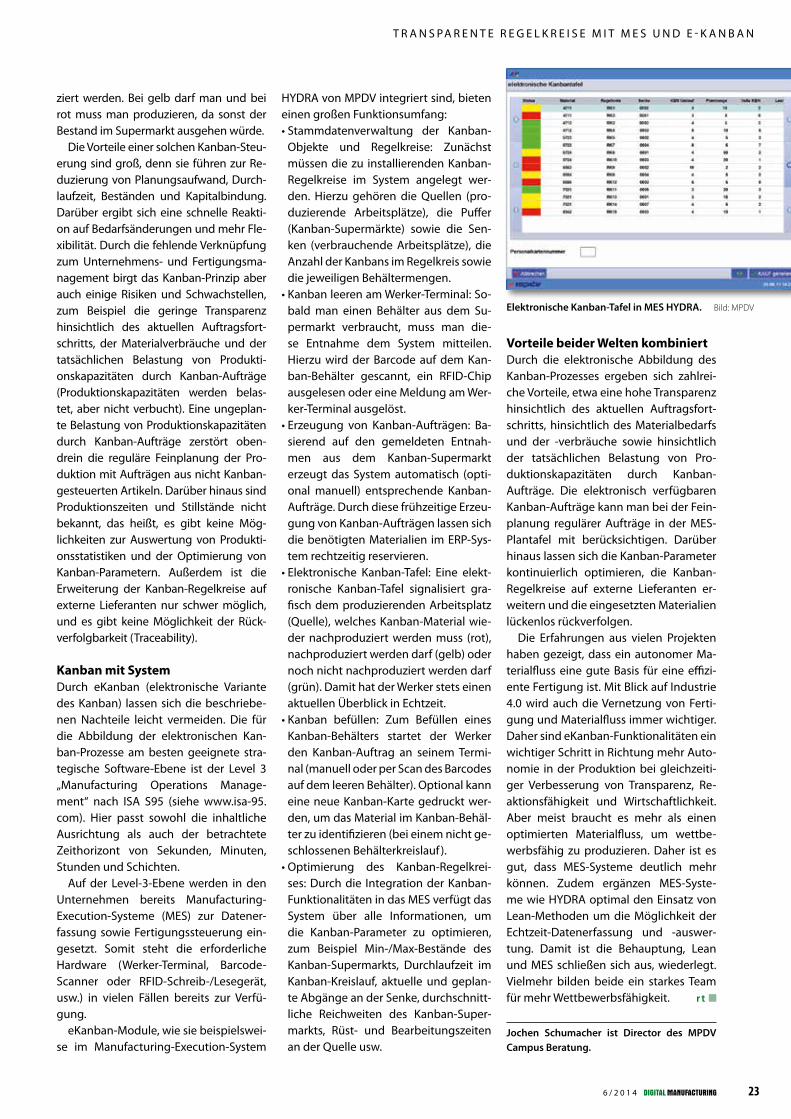
6 / 2 0 1 4 23
T R A N S PA R E N T E R E G E L K R E I S E M I T M E S U N D E - K A N B A N
ziert werden. Bei gelb darf man und bei rot muss man produzieren, da sonst der Bestand im Supermarkt ausgehen würde.
Die Vorteile einer solchen Kanban-Steu-erung sind groß, denn sie führen zur Re-duzierung von Planungsaufwand, Durch-laufzeit, Beständen und Kapitalbindung. Darüber ergibt sich eine schnelle Reakti-on auf Bedarfsänderungen und mehr Fle-xibilität. Durch die fehlende Verknüpfung zum Unternehmens- und Fertigungsma-nagement birgt das Kanban-Prinzip aber auch einige Risiken und Schwachstellen, zum Beispiel die geringe Transparenz hinsichtlich des aktuellen Auftragsfort-schritts, der Materialverbräuche und der tatsächlichen Belastung von Produkti-onskapazitäten durch Kanban-Aufträge (Produktionskapazitäten werden belas-tet, aber nicht verbucht). Eine ungeplan-te Belastung von Produktionskapazitäten durch Kanban-Aufträge zerstört oben-drein die reguläre Feinplanung der Pro-duktion mit Aufträgen aus nicht Kanban-gesteuerten Artikeln. Darüber hinaus sind Produktionszeiten und Stillstände nicht bekannt, das heißt, es gibt keine Mög-lichkeiten zur Auswertung von Produkti-onsstatistiken und der Optimierung von Kanban-Parametern. Außerdem ist die Erweiterung der Kanban-Regelkreise auf externe Lieferanten nur schwer möglich, und es gibt keine Möglichkeit der Rück-verfolgbarkeit (Traceability).
Kanban mit SystemDurch eKanban (elektronische Variante des Kanban) lassen sich die beschriebe-nen Nachteile leicht vermeiden. Die für die Abbildung der elektronischen Kan-ban-Prozesse am besten geeignete stra-tegische Software-Ebene ist der Level 3 „Manufacturing Operations Manage-ment“ nach ISA S95 (siehe www.isa-95.com). Hier passt sowohl die inhaltliche Ausrichtung als auch der betrachtete Zeithorizont von Sekunden, Minuten, Stunden und Schichten.
Auf der Level-3-Ebene werden in den Unternehmen bereits Manufacturing-Execution-Systeme (MES) zur Datener-fassung sowie Fertigungssteuerung ein-gesetzt. Somit steht die erforderliche Hardware (Werker-Terminal, Barcode-Scanner oder RFID-Schreib-/Lesegerät, usw.) in vielen Fällen bereits zur Verfü-gung.
eKanban-Module, wie sie beispielswei-se im Manufacturing-Execution-System
HYDRA von MPDV integriert sind, bieten einen großen Funktionsumfang:• Stammdatenverwaltung der Kanban-
Objekte und Regelkreise: Zunächst müssen die zu installierenden Kanban-Regelkreise im System angelegt wer-den. Hierzu gehören die Quellen (pro-duzierende Arbeitsplätze), die Puffer (Kanban-Supermärkte) sowie die Sen-ken (verbrauchende Arbeitsplätze), die Anzahl der Kanbans im Regelkreis sowie die jeweiligen Behältermengen.
• Kanban leeren am Werker-Terminal: So-bald man einen Behälter aus dem Su-permarkt verbraucht, muss man die-se Entnahme dem System mitteilen. Hierzu wird der Barcode auf dem Kan-ban-Behälter gescannt, ein RFID-Chip ausgelesen oder eine Meldung am Wer-ker-Terminal ausgelöst.
• Erzeugung von Kanban-Aufträgen: Ba-sierend auf den gemeldeten Entnah-men aus dem Kanban-Supermarkt erzeugt das System automatisch (opti-onal manuell) entsprechende Kanban-Aufträge. Durch diese frühzeitige Erzeu-gung von Kanban-Aufträgen lassen sich die benötigten Materialien im ERP-Sys-tem rechtzeitig reservieren.
• Elektronische Kanban-Tafel: Eine elekt-ronische Kanban-Tafel signalisiert gra-fisch dem produzierenden Arbeitsplatz (Quelle), welches Kanban-Material wie-der nachproduziert werden muss (rot), nachproduziert werden darf (gelb) oder noch nicht nachproduziert werden darf (grün). Damit hat der Werker stets einen aktuellen Überblick in Echtzeit.
• Kanban befüllen: Zum Befüllen eines Kanban-Behälters startet der Werker den Kanban-Auftrag an seinem Termi-nal (manuell oder per Scan des Barcodes auf dem leeren Behälter). Optional kann eine neue Kanban-Karte gedruckt wer-den, um das Material im Kanban-Behäl-ter zu identifizieren (bei einem nicht ge-schlossenen Behälterkreislauf ).
• Optimierung des Kanban-Regelkrei-ses: Durch die Integration der Kanban-Funktionalitäten in das MES verfügt das System über alle Informationen, um die Kanban-Parameter zu optimieren, zum Beispiel Min-/Max-Bestände des Kanban-Supermarkts, Durchlaufzeit im Kanban-Kreislauf, aktuelle und geplan-te Abgänge an der Senke, durchschnitt-liche Reichweiten des Kanban-Super-markts, Rüst- und Bearbeitungszeiten an der Quelle usw.
Vorteile beider Welten kombiniertDurch die elektronische Abbildung des Kanban-Prozesses ergeben sich zahlrei-che Vorteile, etwa eine hohe Transparenz hinsichtlich des aktuellen Auftragsfort-schritts, hinsichtlich des Materialbedarfs und der -verbräuche sowie hinsichtlich der tatsächlichen Belastung von Pro-duktionskapazitäten durch Kanban-Aufträge. Die elektronisch verfügbaren Kanban-Aufträge kann man bei der Fein-planung regulärer Aufträge in der MES-Plantafel mit berücksichtigen. Darüber hinaus lassen sich die Kanban-Parameter kontinuierlich optimieren, die Kanban-Regelkreise auf externe Lieferanten er-weitern und die eingesetzten Materialien lückenlos rückverfolgen.
Die Erfahrungen aus vielen Projekten haben gezeigt, dass ein autonomer Ma-terialfluss eine gute Basis für eine effizi-ente Fertigung ist. Mit Blick auf Industrie 4.0 wird auch die Vernetzung von Ferti-gung und Materialfluss immer wichtiger. Daher sind eKanban-Funktionalitäten ein wichtiger Schritt in Richtung mehr Auto-nomie in der Produktion bei gleichzeiti-ger Verbesserung von Transparenz, Re-aktionsfähigkeit und Wirtschaftlichkeit. Aber meist braucht es mehr als einen optimierten Materialfluss, um wettbe-werbsfähig zu produzieren. Daher ist es gut, dass MES-Systeme deutlich mehr können. Zudem ergänzen MES-Syste-me wie HYDRA optimal den Einsatz von Lean-Methoden um die Möglichkeit der Echtzeit-Datenerfassung und -auswer-tung. Damit ist die Behauptung, Lean und MES schließen sich aus, wiederlegt. Vielmehr bilden beide ein starkes Team für mehr Wettbewerbsfähigkeit. r t
Jochen Schumacher ist Director des MPDV Campus Beratung.
Elektronische Kanban-Tafel in MES HYDRA. Bild: MPDV

6 / 2 0 1 424
I M L AU F E der Geschichte hat sich ei-niges bei der Gewinnung des Rohstoffs Korund getan und seit Ende des 19. Jahr-hunderts lässt er sich auch synthetisch herstellen. Die Firma Treibacher Schleif-mittel Laufenburg ist einer der Erzeu-ger des synthetischen Korunds und ver-sorgt die Industrien mit großen Mengen. Das Unternehmen gehört zur Treibacher
Schleifmittel-Gruppe mit Hauptsitz im österreichischen Villach, die weltweit zehn Produktionsstandorte sowie eine Reihe von Vertriebsbüros unterhält und auch ein eigenes Forschungszentrum am Standort Villach. „Laufenburg“, eines der beiden deutschen Werke, produziert vor-nehmlich Schmelzkorunde und kerami-sche Pulver.
The working MineralSeine vielseitige Einsetzbarkeit hat dem Werkstoff Korund den Beinamen „The working Mineral“ eingebracht. Mit seinen scharfkantigen, extrem harten Körnern ist es beispielsweise das meistverwende-te Mineral in der Schleifmittelindustrie.
Die bei Treibacher produzierten Korun-de werden für Produkte wie Schleifpapier oder -scheiben eingesetzt. In anderen Bereichen sorgen Korunde für die Ab-riebs- und Verschleißfestigkeit beispiels-weise von Fliesen, Laminaten, Lacken oder Betonböden.
Dank der hohen Temperaturbeständig-keit mit einem Schmelzpunkt von über 2.000 Grad Celsius setzt man Edelko-runde auch zur Herstellung von Feu-erfestauskleidungen für Brenn- und Schmelzöfen oder zur Produktion von Metallgussformen ein. In Pulverform sind sie ein wichtiger Bestandteil von Filter-technologie oder Sensoren.
In der ProduktionIn der Produktion nutzt das Unterneh-men elektrischen Lichtbogenöfen, um aus Bauxiten und Tonerden syntheti-sches Korund zu gewinnen. Kornform und -größe erhält das Produkt in Hoch-leistungsmühlen entsprechend dem Kundenwunsch und internationalen Standards, sortiert nach unterschiedli-chen Klassifizierverfahren.
Eine sorgfältige Auswahl der geeig-neten Rohstoffe, die weltweit beschafft werden, ist Voraussetzung für hochwerti-ge Endprodukte, die die Unternehmens-gruppe an ihren verschiedenen Produkti-onsstandorten herstellt. Ein zuverlässiges Qualitätsmanagement nimmt daher ei-nen besonderen Stellenwert im gesam-ten Unternehmen ein.
Um die verschiedenen Anforderungen der anspruchsvollen Kunden aus ganz unterschiedlichen Branchen jederzeit zu garantieren, werden bei Treibacher alle Aktivitäten nach der Qualitätsmanage-mentnorm ISO 9001 abgewickelt. Dane-ben gilt es, viele weitere Normen und Vorgaben zu berücksichtigen. Beispiels-weise die ISO TS 16949, die einen Stan-dard für Lieferanten in der Automobilin-dustrie darstellt.
Elektronische Formulare2003 entschied sich Treibacher für die Einführung des integrierten Manage-mentsystems IMS Enterprise von Con-sense. Es führt alle relevanten Normen
Werksübergreifend Prozesse meisternSchleifscheiben, Lack oder Laminat. Korund – fast so robust wie Diamant, thermisch hoch beständig und
chemisch widerstandsfähig ist dieses Mineral in zahlreichen Branchen begehrt. Einer der Hersteller setzt
seit einigen Jahren auf ein integriertes Managementsystem und konnte so seine internen Abläufe über
Werksgrenzen hinweg optimieren.
I N T E G R I E R T E M A N A G E M E N T S Y S T E M E
Treibacher produziert synthetisches Korund, beispielsweise für Schleifmittel.
Treibacher Schleifmittel Laufenburg nutzt das integ-rierte Managementsystem in immer mehr Unterneh-mensbereichen und -prozessen.

6 / 2 0 1 4 25
I N T E G R I E R T E M A N A G E M E N T S Y S T E M E
und Regelwerke, etwa aus dem Quali-tätsmanagement und dem Umwelt- und Arbeitsschutz, auf einer einheitlichen Oberfläche zusammen.
Durch zahlreiche Module ist die Lö-sung skalierbar und wächst mit den Be-dürfnissen der Anwender. Andrea Kalten-bach, Qualitätsmanagerin bei Treibacher am Standort Laufenburg, erklärt: „Uns war besonders wichtig, nicht mit einer überdimensionierten Lösung zu starten, sondern ein frei konfigurierbares System zu haben, das sich den Gegebenheiten unseres Unternehmens anpassen lässt.“
2004 ging das System in Laufenburg in der Enterprise-Version live, das für komplexe Organisationen mit mehreren Standorten vorbereitet ist. Später führ-ten auch das Werk in Zschornewitz und der Hauptsitz in Villach Consense IMS ein.
Andrea Kaltenbach kommentiert: „Ich habe mich sehr für eine papierarme Do-kumentation eingesetzt. Seit der Ein-führung nutzen wir das elektronische Formularwesen Consense Forms. Damit lassen sich unternehmensweit intelligen-te und dynamische Formulare für belie-bige Zwecke erstellen, verwalten und auswerten. Die Formulare durchlaufen vordefinierte Workflows und sorgen da-mit für einen einfachen und schnellen Informationsfluss im Unternehmen. So können wir die internen Abläufe fehler-frei und jederzeit nachvollziehbar orga-nisieren.“
Zunächst hat das Unternehmen Abläu-fe aus dem Personalbereich wie Urlaub-santräge mit den elektronischen Formu-laren abgebildet und Schritt für Schritt die Potenziale weiter ausgeschöpft. In-zwischen sind die elektronischen Formu-lare unter anderem für die Bearbeitung von Reklamationen, für Musteraufträge, Herstellbarkeitsanalysen, Anträge für technische Änderungen oder für die Lie-ferantenüberwachung im Einsatz.
„Unseren Mitarbeitern hat das die all-tägliche Arbeit erheblich erleichtert, denn Forms sorgt für eindeutige Zustän-digkeiten und ermöglicht unseren Mitar-beitern von jedem Ort aus Zugang zu ak-tuellen Informationen. Dokumente wie Sicherheitsdatenblätter oder Zeugnis-se können wir direkt bei den jeweiligen Formularen hinterlegen. Auch wichtige Unterlagen für Auditierungen stehen auf Knopfdruck bereit. Das gestaltet un-ser Dokumentenmanagement äußerst transparent und lässt uns in vielen Berei-
chen inzwischen komplett papierlos ar-beiten“, erklärt Kaltenbach.
Eines für alleInzwischen setzt das Unternehmen eine Reihe weiterer Module ein und dehnt die Nutzung stetig aus. Jüngste Neuerung ist das Projektmanagement, das standort-übergreifend Projekte und zugehörige Workflows abbildet.
So werden unter anderem Dokumen-tation, Informationsfluss und Auswer-tung einzelner ganz unterschiedlicher unternehmensinterner Vorhaben über ein zentrales System abgewickelt – ganz gleich, ob ein neues Produkt im Feld ge-testet oder in den Markt eingeführt wird, ein bestehendes Produkt optimiert wird oder eine technische Programmierung der Anlagen ansteht. Alle Workflows fol-gen zuvor im System festgelegten Ab-läufen und Verantwortlichkeiten. Eine gemeinsame Datenbank für die beiden deutschen Standorte und den österrei-chischen Hauptsitz der Gruppe ist im Aufbau. „Jetzt können wir jedes einzel-ne Projekt auch über Standortgrenzen hinweg steuern. Das sorgt für noch mehr Transparenz und ermöglicht uns eine op-timale Auswertung“, erklärt Kaltenbach.
Damit die einzelnen Standorte in Zu-kunft noch enger zusammenarbeiten, plant das Unternehmen, künftig die Da-tenblätter, die für das produzierende Ge-werbe erforderlich sind, in einer gemein-samen Datenbank vorzuhalten. „Bisher werden diese Unterlagen noch einzeln verteilt, etwa auf einem Stick. Mit einer zentralen Datenbank vereinfachen wir die Aktualisierung. Unsere Vertriebsmit-arbeiter aus den verschiedenen Ländern haben dann immer Zugriff auf die gülti-ge Version – eine enorme Arbeitserleich-terung“, kommentiert Kaltenbach.
Mitwirkung erwünschtDie Qualitätsmanagerin schätzt beson-ders, dass die Firma Consense die An-wender in die kontinuierliche Weiterent-wicklung des Systems einbindet. Dr. Iris Bruns, Geschäftsführerin bei Consense, erklärt: „Ein enger Austausch mit unseren Usern ist uns sehr wichtig. Auf unserem einmal jährlich stattfindenden Anwen-dertag laden wir dazu ein, eigene Ideen und Anregungen aus der Praxis einzu-bringen.“
Das nutzt auch Andrea Kaltenbach und hat einige ihrer eigenen Vorschlä-
ge in den aktuellen Versionen der Soft-ware wiedergefunden: „Wir, auch meine Kollegen Klaus Schellander und Andreas Kindermann in den Werken Villach und Zschornewitz, hatten uns unter anderem eine systemweite Einstellung gewünscht, die es ermöglicht, die Zugriffsberechti-gung spezifisch für einzelne Dokumente und nicht nur Dokumentengruppen fest-legen zu können, um die Sicherheit zu erhöhen. Diese Möglichkeit ist von den Entwicklern schnell umgesetzt worden.“
Für Neueinsteiger in ein integriertes Managementsystem haben die Quali-tätsmanager bei Treibacher einen Tipp: Beim Start sollte man sich auf das We-sentliche konzentrieren. Sie hatten im ersten Schritt schon eine große Men-ge Dokumente in das System übernom-men. Aus heutiger Sicht würden sie mit den Prozessen beginnen und diese zu-sammen mit den Mitarbeitern model-lieren. Die Darstellung der verschiede-nen Abläufe vereinfacht und verbessert das Verständnis füreinander – gerade an Schnittstellen zwischen verschiedenen Prozessen oder Abteilungen. jbi
Elektronische Formulare schaffen eindeutige Zustän-digkeiten und einen schnellen Informationsfluss.
Das Korund wird nach Kundenwunsch oder interna-tional unterschiedlichen Klassifizierungsverfahren sortiert. Bilder: Consense und Treibacher Gruppe
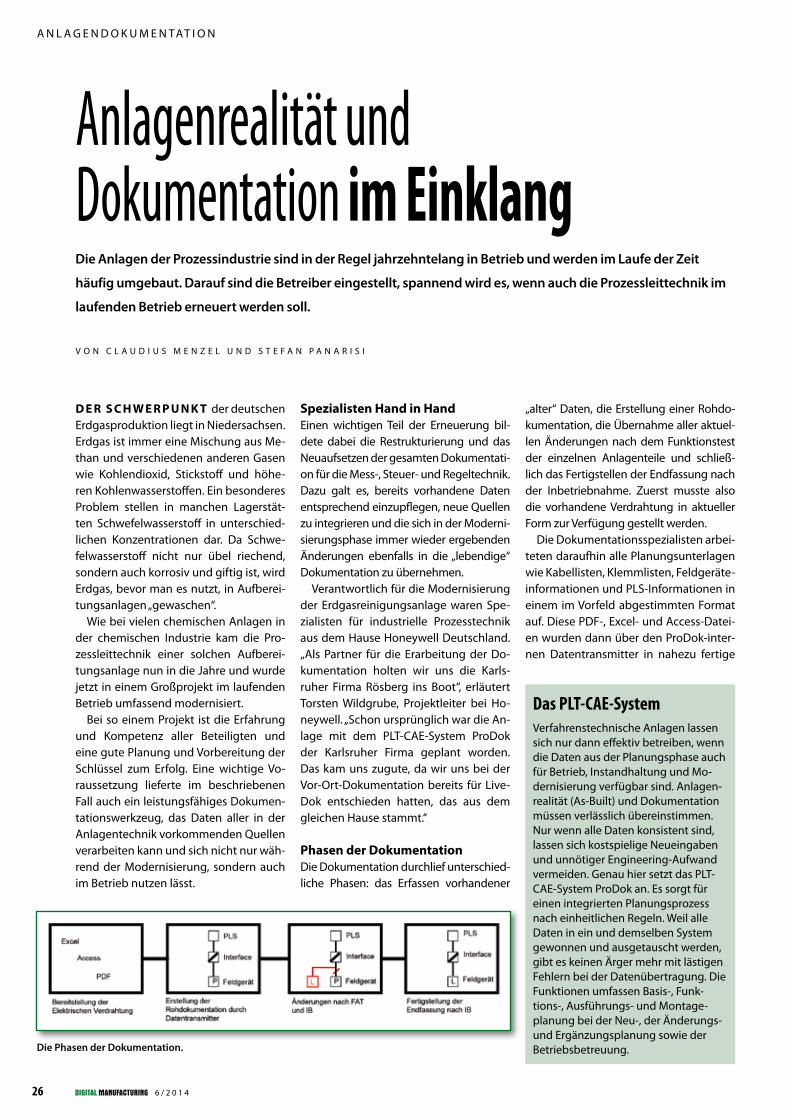
6 / 2 0 1 426
D E R S C H W E R P U N K T der deutschen Erdgasproduktion liegt in Niedersachsen. Erdgas ist immer eine Mischung aus Me-than und verschiedenen anderen Gasen wie Kohlendioxid, Stickstoff und höhe-ren Kohlenwasserstoffen. Ein besonderes Problem stellen in manchen Lagerstät-ten Schwefelwasserstoff in unterschied-lichen Konzentrationen dar. Da Schwe-felwasserstoff nicht nur übel riechend, sondern auch korrosiv und giftig ist, wird Erdgas, bevor man es nutzt, in Aufberei-tungsanlagen „gewaschen“.
Wie bei vielen chemischen Anlagen in der chemischen Industrie kam die Pro-zessleittechnik einer solchen Aufberei-tungsanlage nun in die Jahre und wurde jetzt in einem Großprojekt im laufenden Betrieb umfassend modernisiert.
Bei so einem Projekt ist die Erfahrung und Kompetenz aller Beteiligten und eine gute Planung und Vorbereitung der Schlüssel zum Erfolg. Eine wichtige Vo-raussetzung lieferte im beschriebenen Fall auch ein leistungsfähiges Dokumen-tationswerkzeug, das Daten aller in der Anlagentechnik vorkommenden Quellen verarbeiten kann und sich nicht nur wäh-rend der Modernisierung, sondern auch im Betrieb nutzen lässt.
Spezialisten Hand in HandEinen wichtigen Teil der Erneuerung bil-dete dabei die Restrukturierung und das Neuaufsetzen der gesamten Dokumentati-on für die Mess-, Steuer- und Regeltechnik. Dazu galt es, bereits vorhandene Daten entsprechend einzupflegen, neue Quellen zu integrieren und die sich in der Moderni-sierungsphase immer wieder ergebenden Änderungen ebenfalls in die „lebendige“ Dokumentation zu übernehmen.
Verantwortlich für die Modernisierung der Erdgasreinigungsanlage waren Spe-zialisten für industrielle Prozesstechnik aus dem Hause Honeywell Deutschland. „Als Partner für die Erarbeitung der Do-kumentation holten wir uns die Karls-ruher Firma Rösberg ins Boot“, erläutert Torsten Wildgrube, Projektleiter bei Ho-neywell. „Schon ursprünglich war die An-lage mit dem PLT-CAE-System ProDok der Karlsruher Firma geplant worden. Das kam uns zugute, da wir uns bei der Vor-Ort-Dokumentation bereits für Live-Dok entschieden hatten, das aus dem gleichen Hause stammt.“
Phasen der DokumentationDie Dokumentation durchlief unterschied-liche Phasen: das Erfassen vorhandener
„alter“ Daten, die Erstellung einer Rohdo-kumentation, die Übernahme aller aktuel-len Änderungen nach dem Funktionstest der einzelnen Anlagenteile und schließ-lich das Fertigstellen der Endfassung nach der Inbetriebnahme. Zuerst musste also die vorhandene Verdrahtung in aktueller Form zur Verfügung gestellt werden.
Die Dokumentationsspezialisten arbei-teten daraufhin alle Planungsunterlagen wie Kabellisten, Klemmlisten, Feldgeräte-informationen und PLS-Informationen in einem im Vorfeld abgestimmten Format auf. Diese PDF-, Excel- und Access-Datei-en wurden dann über den ProDok-inter-nen Datentransmitter in nahezu fertige
Anlagenrealität und Dokumentation im EinklangDie Anlagen der Prozessindustrie sind in der Regel jahrzehntelang in Betrieb und werden im Laufe der Zeit
häufig umgebaut. Darauf sind die Betreiber eingestellt, spannend wird es, wenn auch die Prozessleittechnik im
laufenden Betrieb erneuert werden soll.
V O N C L A U D I U S M E N Z E L U N D S T E F A N P A N A R I S I
A N L A G E N D O K U M E N TAT I O N
Das PLT-CAE-SystemVerfahrenstechnische Anlagen lassen sich nur dann effektiv betreiben, wenn die Daten aus der Planungsphase auch für Betrieb, Instandhaltung und Mo-dernisierung verfügbar sind. Anlagen-realität (As-Built) und Dokumentation müssen verlässlich übereinstimmen. Nur wenn alle Daten konsistent sind, lassen sich kostspielige Neueingaben und unnötiger Engineering-Aufwand vermeiden. Genau hier setzt das PLT-CAE-System ProDok an. Es sorgt für einen integrierten Planungsprozess nach einheitlichen Regeln. Weil alle Daten in ein und demselben System gewonnen und ausgetauscht werden, gibt es keinen Ärger mehr mit lästigen Fehlern bei der Datenübertragung. Die Funktionen umfassen Basis-, Funk-tions-, Ausführungs- und Montage-planung bei der Neu-, der Änderungs- und Ergänzungsplanung sowie der Betriebsbetreuung.Die Phasen der Dokumentation.
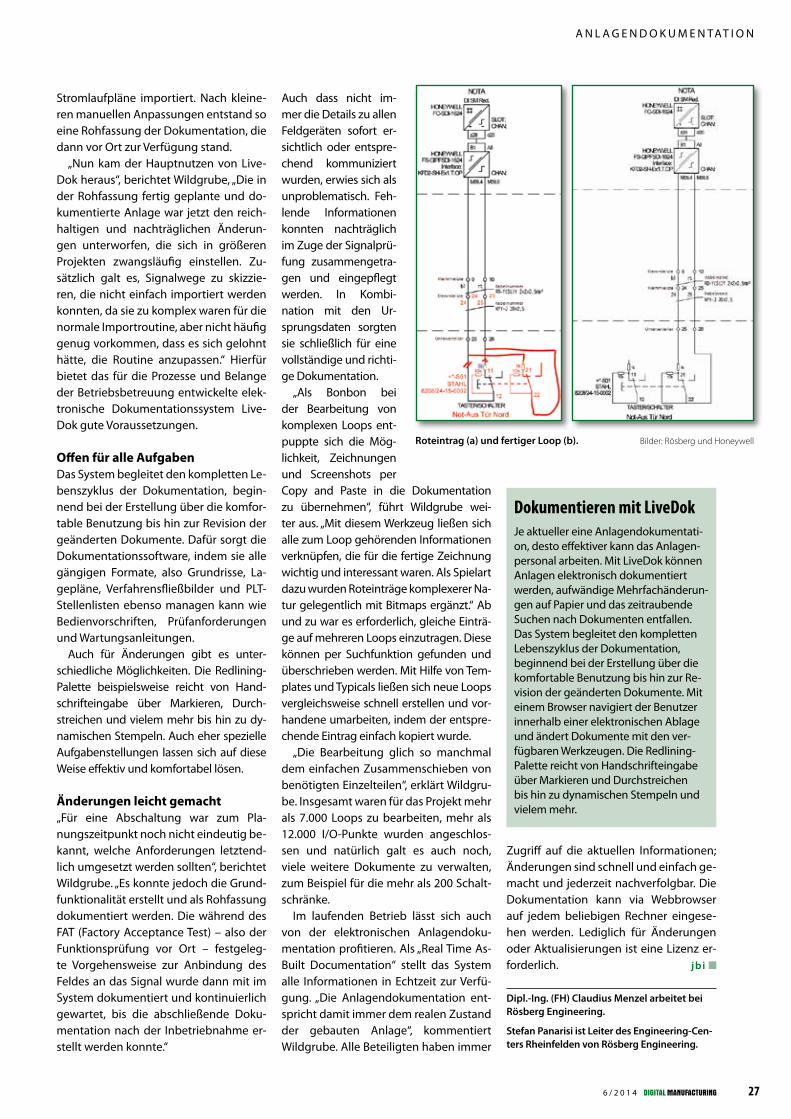
6 / 2 0 1 4 27
A N L A G E N D O K U M E N TAT I O N
Stromlaufpläne importiert. Nach kleine-ren manuellen Anpassungen entstand so eine Rohfassung der Dokumentation, die dann vor Ort zur Verfügung stand.
„Nun kam der Hauptnutzen von Live-Dok heraus“, berichtet Wildgrube, „Die in der Rohfassung fertig geplante und do-kumentierte Anlage war jetzt den reich-haltigen und nachträglichen Änderun-gen unterworfen, die sich in größeren Projekten zwangsläufig einstellen. Zu-sätzlich galt es, Signalwege zu skizzie-ren, die nicht einfach importiert werden konnten, da sie zu komplex waren für die normale Importroutine, aber nicht häufig genug vorkommen, dass es sich gelohnt hätte, die Routine anzupassen.“ Hierfür bietet das für die Prozesse und Belange der Betriebsbetreuung entwickelte elek-tronische Dokumentationssystem Live-Dok gute Voraussetzungen.
Offen für alle AufgabenDas System begleitet den kompletten Le-benszyklus der Dokumentation, begin-nend bei der Erstellung über die komfor-table Benutzung bis hin zur Revision der geänderten Dokumente. Dafür sorgt die Dokumentationssoftware, indem sie alle gängigen Formate, also Grundrisse, La-gepläne, Verfahrensfließbilder und PLT-Stellenlisten ebenso managen kann wie Bedienvorschriften, Prüfanforderungen und Wartungsanleitungen.
Auch für Änderungen gibt es unter-schiedliche Möglichkeiten. Die Redlining- Palette beispielsweise reicht von Hand-schrifteingabe über Markieren, Durch-streichen und vielem mehr bis hin zu dy-namischen Stempeln. Auch eher spezielle Aufgabenstellungen lassen sich auf diese Weise effektiv und komfortabel lösen.
Änderungen leicht gemacht„Für eine Abschaltung war zum Pla-nungszeitpunkt noch nicht eindeutig be-kannt, welche Anforderungen letztend-lich umgesetzt werden sollten“, berichtet Wildgrube. „Es konnte jedoch die Grund-funktionalität erstellt und als Rohfassung dokumentiert werden. Die während des FAT (Factory Acceptance Test) – also der Funktionsprüfung vor Ort – festgeleg-te Vorgehensweise zur Anbindung des Feldes an das Signal wurde dann mit im System dokumentiert und kontinuierlich gewartet, bis die abschließende Doku-mentation nach der Inbetriebnahme er-stellt werden konnte.“
Auch dass nicht im-mer die Details zu allen Feldgeräten sofort er-sichtlich oder entspre-chend kommuniziert wurden, erwies sich als unproblematisch. Feh-lende Informationen konnten nachträglich im Zuge der Signalprü-fung zusammengetra-gen und eingepflegt werden. In Kombi-nation mit den Ur-sprungsdaten sorgten sie schließlich für eine vollständige und richti-ge Dokumentation.
„Als Bonbon bei der Bearbeitung von komplexen Loops ent-puppte sich die Mög-lichkeit, Zeichnungen und Screenshots per Copy and Paste in die Dokumentation zu übernehmen“, führt Wildgrube wei-ter aus. „Mit diesem Werkzeug ließen sich alle zum Loop gehörenden Informationen verknüpfen, die für die fertige Zeichnung wichtig und interessant waren. Als Spielart dazu wurden Roteinträge komplexerer Na-tur gelegentlich mit Bitmaps ergänzt.“ Ab und zu war es erforderlich, gleiche Einträ-ge auf mehreren Loops einzutragen. Diese können per Suchfunktion gefunden und überschrieben werden. Mit Hilfe von Tem-plates und Typicals ließen sich neue Loops vergleichsweise schnell erstellen und vor-handene umarbeiten, indem der entspre-chende Eintrag einfach kopiert wurde.
„Die Bearbeitung glich so manchmal dem einfachen Zusammenschieben von benötigten Einzelteilen“, erklärt Wildgru-be. Insgesamt waren für das Projekt mehr als 7.000 Loops zu bearbeiten, mehr als 12.000 I/O-Punkte wurden angeschlos-sen und natürlich galt es auch noch, viele weitere Dokumente zu verwalten, zum Beispiel für die mehr als 200 Schalt-schränke.
Im laufenden Betrieb lässt sich auch von der elektronischen Anlagendoku-mentation profitieren. Als „Real Time As-Built Documentation“ stellt das System alle Informationen in Echtzeit zur Verfü-gung. „Die Anlagendokumentation ent-spricht damit immer dem realen Zustand der gebauten Anlage“, kommentiert Wildgrube. Alle Beteiligten haben immer
Zugriff auf die aktuellen Informationen; Änderungen sind schnell und einfach ge-macht und jederzeit nachverfolgbar. Die Dokumentation kann via Webbrowser auf jedem beliebigen Rechner eingese-hen werden. Lediglich für Änderungen oder Aktualisierungen ist eine Lizenz er-forderlich. jbi
Dipl.-Ing. (FH) Claudius Menzel arbeitet bei Rösberg Engineering.
Stefan Panarisi ist Leiter des Engineering-Cen-ters Rheinfelden von Rösberg Engineering.
Dokumentieren mit LiveDokJe aktueller eine Anlagendokumentati-on, desto effektiver kann das Anlagen-personal arbeiten. Mit LiveDok können Anlagen elektronisch dokumentiert werden, aufwändige Mehrfachänderun-gen auf Papier und das zeitraubende Suchen nach Dokumenten entfallen. Das System begleitet den kompletten Lebenszyklus der Dokumentation, beginnend bei der Erstellung über die komfortable Benutzung bis hin zur Re-vision der geänderten Dokumente. Mit einem Browser navigiert der Benutzer innerhalb einer elektronischen Ablage und ändert Dokumente mit den ver-fügbaren Werkzeugen. Die Redlining-Palette reicht von Handschrifteingabe über Markieren und Durchstreichen bis hin zu dynamischen Stempeln und vielem mehr.
Roteintrag (a) und fertiger Loop (b). Bilder: Rösberg und Honeywell
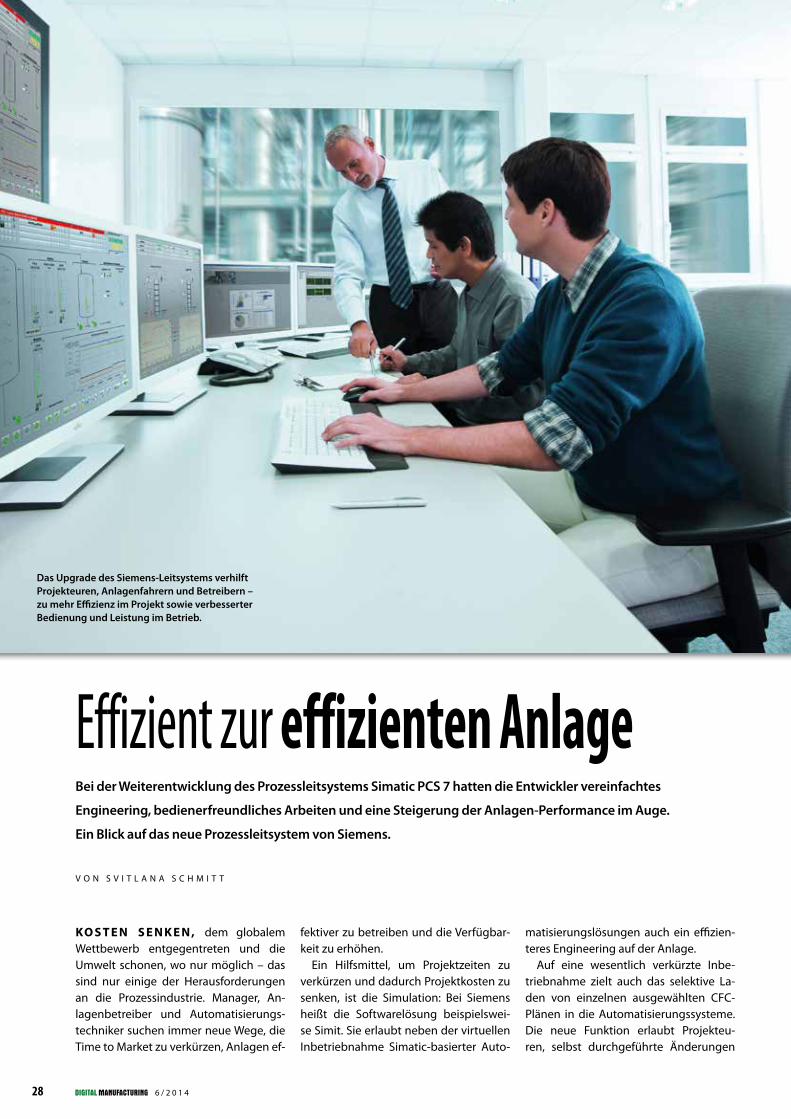
6 / 2 0 1 428
KO S T E N S E N K E N , dem globalem Wettbewerb entgegentreten und die Umwelt schonen, wo nur möglich – das sind nur einige der Herausforderungen an die Prozessindustrie. Manager, An-lagenbetreiber und Automatisierungs-techniker suchen immer neue Wege, die Time to Market zu verkürzen, Anlagen ef-
fektiver zu betreiben und die Verfügbar-keit zu erhöhen.
Ein Hilfsmittel, um Projektzeiten zu verkürzen und dadurch Projektkosten zu senken, ist die Simulation: Bei Siemens heißt die Softwarelösung beispielswei-se Simit. Sie erlaubt neben der virtuellen Inbetriebnahme Simatic-basierter Auto-
matisierungslösungen auch ein effizien-teres Engineering auf der Anlage.
Auf eine wesentlich verkürzte Inbe-triebnahme zielt auch das selektive La-den von einzelnen ausgewählten CFC-Plänen in die Automatisierungssysteme. Die neue Funktion erlaubt Projekteu-ren, selbst durchgeführte Änderungen
Effizient zur effizienten AnlageBei der Weiterentwicklung des Prozessleitsystems Simatic PCS 7 hatten die Entwickler vereinfachtes
Engineering, bedienerfreundliches Arbeiten und eine Steigerung der Anlagen-Performance im Auge.
Ein Blick auf das neue Prozessleitsystem von Siemens.
V O N S V I T L A N A S C H M I T T
Das Upgrade des Siemens-Leitsystems verhilft Projekteuren, Anlagenfahrern und Betreibern – zu mehr Effizienz im Projekt sowie verbesserter Bedienung und Leistung im Betrieb.
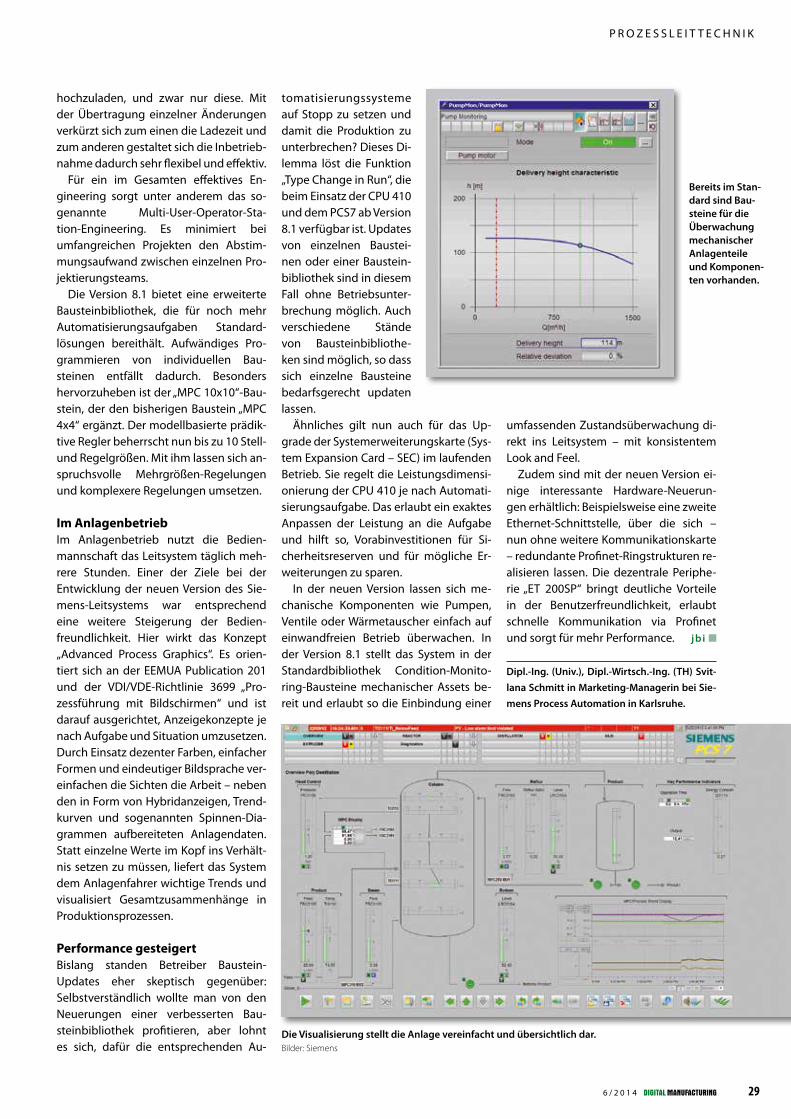
6 / 2 0 1 4 29
P R O Z E S S L E I T T E C H N I K
hochzuladen, und zwar nur diese. Mit der Übertragung einzelner Änderungen verkürzt sich zum einen die Ladezeit und zum anderen gestaltet sich die Inbetrieb-nahme dadurch sehr flexibel und effektiv.
Für ein im Gesamten effektives En-gineering sorgt unter anderem das so-genannte Multi-User-Operator-Sta-tion-Engineering. Es minimiert bei umfangreichen Projekten den Abstim-mungsaufwand zwischen einzelnen Pro-jektierungsteams.
Die Version 8.1 bietet eine erweiterte Bausteinbibliothek, die für noch mehr Automatisierungsaufgaben Standard-lösungen bereithält. Aufwändiges Pro-grammieren von individuellen Bau-steinen entfällt dadurch. Besonders hervorzuheben ist der „MPC 10x10“-Bau-stein, der den bisherigen Baustein „MPC 4x4“ ergänzt. Der modellbasierte prädik-tive Regler beherrscht nun bis zu 10 Stell- und Regelgrößen. Mit ihm lassen sich an-spruchsvolle Mehrgrößen-Regelungen und komplexere Regelungen umsetzen.
Im AnlagenbetriebIm Anlagenbetrieb nutzt die Bedien-mannschaft das Leitsystem täglich meh-rere Stunden. Einer der Ziele bei der Entwicklung der neuen Version des Sie-mens-Leitsystems war entsprechend eine weitere Steigerung der Bedien-freundlichkeit. Hier wirkt das Konzept „Advanced Process Graphics“. Es orien-tiert sich an der EEMUA Publication 201 und der VDI/VDE-Richtlinie 3699 „Pro-zessführung mit Bildschirmen“ und ist darauf ausgerichtet, Anzeigekonzepte je nach Aufgabe und Situation umzusetzen. Durch Einsatz dezenter Farben, einfacher Formen und eindeutiger Bildsprache ver-einfachen die Sichten die Arbeit – neben den in Form von Hybridanzeigen, Trend-kurven und sogenannten Spinnen-Dia-grammen aufbereiteten Anlagendaten. Statt einzelne Werte im Kopf ins Verhält-nis setzen zu müssen, liefert das System dem Anlagenfahrer wichtige Trends und visualisiert Gesamtzusammenhänge in Produktionsprozessen.
Performance gesteigertBislang standen Betreiber Baustein-Updates eher skeptisch gegenüber: Selbstverständlich wollte man von den Neuerungen einer verbesserten Bau-steinbibliothek profitieren, aber lohnt es sich, dafür die entsprechenden Au-
tomatisierungssysteme auf Stopp zu setzen und damit die Produktion zu unterbrechen? Dieses Di-lemma löst die Funktion „Type Change in Run“, die beim Einsatz der CPU 410 und dem PCS7 ab Version 8.1 verfügbar ist. Updates von einzelnen Baustei-nen oder einer Baustein-bibliothek sind in diesem Fall ohne Betriebsunter-brechung möglich. Auch verschiedene Stände von Bausteinbibliothe-ken sind möglich, so dass sich einzelne Bausteine bedarfsgerecht updaten lassen.
Ähnliches gilt nun auch für das Up-grade der Systemerweiterungskarte (Sys-tem Expansion Card – SEC) im laufenden Betrieb. Sie regelt die Leistungsdimensi-onierung der CPU 410 je nach Automati-sierungsaufgabe. Das erlaubt ein exaktes Anpassen der Leistung an die Aufgabe und hilft so, Vorabinvestitionen für Si-cherheitsreserven und für mögliche Er-weiterungen zu sparen.
In der neuen Version lassen sich me-chanische Komponenten wie Pumpen, Ventile oder Wärmetauscher einfach auf einwandfreien Betrieb überwachen. In der Version 8.1 stellt das System in der Standardbibliothek Condition-Monito-ring-Bausteine mechanischer Assets be-reit und erlaubt so die Einbindung einer
umfassenden Zustandsüberwachung di-rekt ins Leitsystem – mit konsistentem Look and Feel.
Zudem sind mit der neuen Version ei-nige interessante Hardware-Neuerun-gen erhältlich: Beispielsweise eine zweite Ethernet-Schnittstelle, über die sich – nun ohne weitere Kommunikationskarte – redundante Profinet-Ringstrukturen re-alisieren lassen. Die dezentrale Periphe-rie „ET 200SP“ bringt deutliche Vorteile in der Benutzerfreundlichkeit, erlaubt schnelle Kommunikation via Profinet und sorgt für mehr Performance. jbi
Dipl.-Ing. (Univ.), Dipl.-Wirtsch.-Ing. (TH) Svit-lana Schmitt in Marketing-Managerin bei Sie-mens Process Automation in Karlsruhe.
Die Visualisierung stellt die Anlage vereinfacht und übersichtlich dar.Bilder: Siemens
Bereits im Stan-dard sind Bau-steine für die Überwachung mechanischer Anlagenteile und Komponen-ten vorhanden.

V O R S C H A U
Impressum Herausgeber und Geschäftsführer: Hans-J. Grohmann ([email protected])
DIGITAL MANUFACTURING im Internet: http://www.digital-manufacturing-magazin.de
So erreichen Sie die Redaktion:Chefredaktion: Rainer Trummer (v.i.S.d.P.), [email protected], Tel.: 0 81 06 / 350-152, Fax: 0 81 06 / 350-190 Redaktion: Jan Bihn (-161, [email protected])Textchef: Armin Krämer (-156, [email protected])Mitarbeiter dieser Ausgabe: Christian Bühlmann, Michael Klatte, Marcus Lengerer, Claudius Menzel, Patrick Oster, Stefan Panarisi, Svitlana Schmitt, Jochen Schumacher, Miriam Czepluch-Staats, Wolfgang Zosel
So erreichen Sie die Anzeigenabteilung:Anzeigenverkaufsleitung: Martina Summer (0 81 06 / 30 61 64, [email protected])Mediaberatung: Andrea Horn (0 81 06 / 350-241, [email protected])Anzeigendisposition: Chris Kerler (-220; [email protected])
So erreichen Sie den Abonnentenservice:Güll GmbH, Aboservice DIGITAL MANUFACTURING, Heuriedweg 19a, 88131 Lindau, Tel. 01805-260119*, Fax. 01805-260123*, E-Mail: [email protected], *14 Cent/Min. aus dem dt. Festnetz, Mobilfunk max. 42 Cent/Min.
Vertrieb: Helga Wrobel, ([email protected]), Tel.: 0 81 06 / 350-132, Sabine Immerfall, ([email protected]), Tel.: 0 81 06 / 350-131, Vertrieb Fax: 0 81 06 / 350-190
Layout und Titelgestaltung: Saskia Kölliker Grafik, MünchenBildnachweis/Fotos: falls nicht gekennzeichnet: Werkfotos, PhotoDisc, aboutpixel.de, fotolia.de Titelbild: Balluff GmbHProduktion/Herstellung: Jens Einloft (-172; [email protected])Verlagsleitung : Bernd Heilmeier (-251; [email protected]), anzeigenverantw.Objektleitung: Rainer Trummer (-152, [email protected])
Anschrift Anzeigen, Vertrieb und alle Verantwortlichen:WIN-Verlag GmbH & Co. KG, Johann-Sebastian-Bach-Straße 5, 85591 Vaterstetten, Tel.: 0 81 06 / 350-0, Fax: 0 81 06 / 350-190
Bezugspreise:Einzelverkaufspreis: 6,50 Euro in D, A, CH und 8,70 Euro in den weiteren EU-Ländern inkl. Porto und MwSt. Jahresabonnement (6 Ausgaben): 39,00 Euro in D, A, CH und 52,20 Euro in den weiteren EU-Ländern inkl. Porto und MwSt. Vorzugspreis für Studenten, Schüler, Auszubildende und Wehrdienstleistende gegen Vorlage eines Nachweises auf Anfrage.Bezugspreise außerhalb der EU auf Anfrage.
Erscheinungsweise: sechsmal jährlichEine Haftung für die Richtigkeit der Veröffentlichungen kann trotz Prüfung durch die Redaktion vom Heraus geber nicht übernommen werden. Honorierte Artikel gehen in das Verfü-gungsrecht des Verlags über. Mit Übergabe der Manuskripte und Abbildungen an den Verlag erteilt der Verfasser dem Verlag das Exklusivrecht zur Veröffentlichung. Für unverlangt eingeschickte Manuskripte, Fotos und Abbildungen keine Gewähr.
Copyright © 2014 für alle Beiträge bei der WIN-Verlag GmbH & Co. KG. Kein Teil dieser Zeitschrift darf ohne schriftliche Genehmi-gung des Verlages vervielfältigt oder verbreitet werden. Unter dieses Verbot fallen insbesondere der Nachdruck, die gewerbliche Vervielfältigung per Kopie, die Aufnahme in elektronische Datenbanken und die Vervielfältigung auf CD-ROM und allen anderen elektronischen Datenträgern.ISSN 1867-9781 Dieses Magazin ist umweltfreundlich auf chlorfrei gebleich-tem Papier gedruckt.Außerdem erscheinen bei der WIN-Verlag GmbH & Co. KG: Magazine: AUTOCAD & Inventor Magazin, digitalbusiness CLOUD, DIGITAL ENGINEERING Magazin, e-commerce Magazin Partnerkataloge: Autodesk Partnerlösungen, DIGITAL ENGINEERING SOLUTIONS, IBM Business Partner Katalog, Partnerlösungen für HP Systeme.
Im nächsten Heft (Ausgabe 1/2015 – erscheint am 3. März 2015
RobotikRoboter spielen in Produktionsanlagen mit hohem Automatisierungsgrad eine wichtige Rol-le. Doch bevor Roboter in Betrieb gehen können, muss ihr Einsatz exakt geplant werden. Und zwar unabhängig davon, ob man neue Anlagen ent-werfen oder bestehenden Systeme optimieren möchte. Für die 3D-Visualisierung und -Simula-tion, die Auslegung von Lasten und Offline-Pro-grammierung von Robotern und Anlagen stehen dabei vielfältige Werkzeuge zur Verfügung. Da-mit kann man sich bereits im Vorfeld auf verän-derte Aufgaben einstellen und die Anlagen ent-sprechend vorbereiten, ohne den Betrieb der Produktion zu unterbrechen.
Manufacturing-Execution-Systeme (MES)MES-Systeme gelten als zentrale Informations- und Datendrehscheibe in produzierenden Unter-nehmen. Das Wissen eines MES unterstützt den Fertigungsleiter und seine Mitarbeiter dabei, die Produktivität zu steigern. Darüber hinaus stellt ein MES die benötigten Kennzahlen und Auswertun-gen für Managemententscheidungen zur Verfü-gung. Mit einem integrierten MES-System können Fertigungsunternehmen ihre Wettbewerbsfähig-keit erhöhen und nachhaltig sichern. In Anwen-derberichten zeigen wir den MES-Einsatz in der Praxis.
Qualitätsmanagement und -kontrolleDie Produkt- und Prozessqualität entscheidet oft über den Erfolg von Produktionsunternehmen. Ein effizientes Qualitätsmanagement senkt die Kosten und sorgt durch mehr Produktqualität für eine hö-here Kundenzufriedenheit. Allerdings erfüllt nicht jedes QM-System die Bedürfnisse von mittelstän-dischen Fertigungsunternehmen. Die besonderen Anforderungen seitens der KMUs an ein Qualitäts-managementsystem, zum Beispiel intuitive Hand-habung und einfache Parametrierung, erfordern deshalb mittelstandsgerechte Lösungen. Mehr dazu in der nächsten Ausgabe.
Weitere Themen:• Advanced Planning and Scheduling (APS)• Hardware für extreme Umgebungsbedingungen• Werkzeugmaschinen
Aus aktuellem Anlass sind Themenänderungen möglich.
6 / 2 0 1 430
Bild
: KU
KABi
ld: P
roxi
a So
ftwar
eBi
ld: m
icha
_h @
foto
lia.c
om
B2B-Entscheideranalyse 2013/14 Studie zu Informationsverhalten und Mediennutzung Professioneller Entscheider
Studie der Deutschen Fachpresse Das B2B-Network
B2B-Entscheideranalyse 2013/14Informationsverhalten und Mediennutzung Professioneller Entscheider
Jetzt abrufen
Fachmedien sind
Infoquelle Nr. 1 für 7,6 Mio.
Professionelle Entscheider
Werbung in Fachmedien
stärkt positiv das Image Werbetreibender und ihrer Produkte
www.deutsche-fachpresse.de
SIMATIC SCADA SystemeEfficient to a new level
Entscheiden Sie sich für ein SCADA-System mit Zukunft!• Effizienz: mehr Produktivität durch effizientes
Engineering mit leistungsstarker Archivierung und höchster Datensicherheit
• Skalierbarkeit: stationäre oder mobile Lösungen für wachsende Anforderungen
• Innovation: jederzeit und überall informieren – auch mit vorhandener Tablet- oder Smartphone-Hardware
• Offenheit: Sonderwünsche einfach realisierbar durch Unterstützung internationaler Standards sowie system-eigener Script- und Programmierschnittstellen
SIMATIC SCADA – auf einen Blick!
E200
01-F
570-
P810
siemens.de/scada
SPS IPC Drives 201425. – 27. November Halle 11
siemens.de/sps-ipc-drives
E20001-F570-P810_AZ_SCADA_Systeme_210x297_SPS.indd 1 05.11.14 08:33





























