Embed Size (px)
Citation preview

“DISEÑO DE SECADORA DE CAFÉ ROTATIVA CON APROVECHAMIENTO DE
LA ENERGIA BIOMASA”
SANDRA MILENA VIVAS CARMONA GABRIELA PAZ TORRES
ALVARO HERNAN ROJAS CARVAJAL
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE AUTOMATICA Y ELECTRONICA DEPARTAMENTO DE ENERGETICA Y MECANICA
PROGRAMA DE INGENIERIA MECATRONICA PROGRAMA DE INGENIRIA MECANICA
SANTIAGO DE CALI 2007
2
“DISEÑO DE SECADORA DE CAFÉ ROTATIVA CON APROVECHAMIENTO DE
LA ENERGIA BIOMASA”
SANDRA MILENA VIVAS CARMONA GABRIELA PAZ TORRES
ALVARO HERNAN ROJAS CARVAJAL
Trabajo de grado para optar el titulo de Ingeniero Mecatrónico
Ingeniero Mecánico
Director JULIÁN PORTOCARRERO HERMANN
Ingeniero Mecánico
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERIA
DEPARTAMENTO DE AUTOMATICA Y ELECTRONICA DEPARTAMENTO DE ENERGETICA Y MECANICA
PROGRAMA DE INGENIERIA MECATRONICA PROGRAMA DE INGENIRRIA MECANICA
SANTIAGO DE CALI
2007

3
Nota de aceptación:
Aprobado por el comité de grado en cumplimiento con los requisitos exigidos por la Universidad Autónoma de Occidente para optar al titulo de Ingeniera mecatronica, Ingeniería Mecánica Ing. JIMMY TOMBE ANDRADE . Jurado
Ing. JUAN CARLOS MENA . Jurado
Santiago de Cali, Febrero 18 de 2007

4
Dedico este logro primeramente a Dios por ser mi luz, mi guía y no dejarme
desfallecer, a mis Padres José Joaquín y Esther Julia por darme todo el apoyo,
sacarme adelante y culminar con satisfacción cada propósito que emprendo, a mis
hermanas Lorena y Leidy por ser uno de mis principales motores, a toda mi
familia, seres queridos por apoyarme y creer en mi trabajo. A mi grupo de trabajo
por que todos realizamos una gran labor sacando este proyecto adelante Gabriela
y Álvaro por que sin estas personas no se hubiera dado vida a un sueño conjunto
que ya subió su primer escalón.
Sandra Milena Vivas Carmona
Primero Gracias a Dios, por regalarme de su espíritu de entendimiento, fe y
sabiduría, en todos los campos de mi vida, segundo gracias a mis padres Simeón
Paz Muños y Carmenza Torres de Paz, por su amor, esfuerzo constante, sus
concejos y su animo que me imprimieron durante toda la carrera, tercero a mis
hermanas Jazmín Paz Torres y Diana Milena Paz Torres, por su comprensión,
animo y su preocupación persistente para alcanzar mi sueño.
Gabriela Paz Torres A mi familia por creer en mí y estar siempre apoyando mi trabajo muy
especialmente a mi hijo Alvaro David.
Alvaro Hernán Rojas Carvajal

5
AGRADECIMIENTOS
Los autores expresan su agradecimiento a todas las personas que estuvieron
pendientes del desarrollo del proyecto y entidades que prestaron su colaboración.
Al Centro Nacional de Investigaciones de Café - CENICAFE muy especialmente al
Ingeniero Mecánico, Ph.D. de la Disciplina de Ingeniería Agrícola Juan Rodrigo
Sanz Uribe gracias por su aporte sobre el conocimiento y acuidadados del manejo
del café, colaboración e interés en el proyecto; También a las secretarias del
Edificio del Café por los datos técnicos y enseñarnos la el censo nacional de
cafeteros para tener mayor información sobre si el diseño de esta máquina es
viable para los caficultores.
Al sector Cafetero del Cauca: Pescador, Siveria, al Municipio de Caldono por
trasmitirnos sus ventajas e inconvenientes del proceso del secado.
Muy especialmente al director del proyecto Ingeniero Julián Portocarrero Hermann
por orientarnos en todo el proceso de investigación y por creer en el desarrollo de
este trabajo. Gracias por su aporte, colaboración e interés en el proyecto al
Ingeniero Héctor Fabio Rojas y a todo el grupo de profesores directivos y
secretarias de los programas de Ingeniería Mecatrónica y Mecánica de la
Universidad Autónoma de Occidente.

6
CONTENIDO
Pág. GLOSARIO 16 RESUMEN DEL PROYECTO 19 INTRODUCCIÓN 20 1. MARCO TEÓRICO 23 1.1. PROCESO DEL SECADO DEL CAFÉ 23 1.2. CONTENIDO DE HUMEDAD DE CAFÉ 23 1.3. SISTEMAS DE SECADO 29 1.4. MEDIDAS DE PREVENCIÓN EN EL PROCESO DE SECADO POR CONTAMINACIÓN 31 1.5. CASCARILLA O PERGAMINO DE CAFÉ 32 1.6. COSTO DE COMBUSTIBLE 33 1.7. VENTAJAS DEL SECADO DEL CAFÉ 33 2. ANTECEDENTES 34 2.1. A NIVEL MUNDIAL 34 2.2. A NIVEL NACIONAL 39 3. OBJETIVO GENERAL 42 3.1. OBJETIVOS ESPECÍFICOS 42 4. JUSTIFICACIÓN 43 5. PLANIFICACION DEL DISEÑO 44 5.1. PLANTEAMIENTO DEL PROBLEMA 44 5.2. DESCRIPCION DE CLIENTES 45 5.3. REQUERIMIENTOS DE CADA UNO DE LOS CLIENTES 45 5.4. IDENTIFICACIÓN DE LAS NECESIDADES 46 5.5. REQUERIMIENTOS ESPECÍFICOS DE INGENIERÍA 48 5.6. BENCHMARKING COMPETITIVO 48 6. DESARROLLO CONCEPTUAL 53 6.1. DESCOMPOSICION FUNCIONAL DEL PROBLEMA 53 6.2. GENERACIÓN DE CONCEPTOS 57 7. CALCULOS DE INGENIERIA 66 7.1. DISEÑO DEL HORNO TIPO CILINDRO HORIZONTAL 66 7.2. DISEÑO Y CALCULO DE HORNILLA PARA QUEMAR BIOMASA 110 7.3. CALCULO DEL RADIADOR O INTERCAMBIADOR DE CALOR 120 7.4. SELECCIÓN DEL VENTILADOR CENTRÍFUGO REQUERIDO PARA EL HORNILLO 128 7.5. VENTILADOR OXIGENADOR DEL HORNILLO 130 7.6. CALCULO DEL 88% DEL VOLUMEN DEL CAFÉ CONTENIDO EN EL CILINDRO. 134

7
7.7. CÁLCULOS ESTRUCTURALES 138 8. DISEÑO A NIVEL DE SISTEMAS 171 8.1. ANÁLISIS DE LA ARQUITECTURA DEL PRODUCTO 171 9. DISEÑO INDUSTRIAL 179 10. DISEÑO PARA LA MANUFACTURA (DPM) 183 10.1. ASPECTOS DE MANUFACTURA 183 10.2. PRINCIPALES CARACTERÍSTICAS DEL DISEÑO PARA MANUFACTURA 185 11. DISEÑO DETALLADO 189 11.1. SISTEMA MECÁNICO 189 11.2. DESCRIPCIÓN DEL EQUIPO CONTROL. 189 11.3. DISEÑO DE CONTROL DEL SISTEMA 196 11.4. PLANOS DE ENTRADAS Y SALIDAS 224 11.5. PLANOS DE DISTRIBUCIÓN ELÉCTRICA. 224 12. PROTOTIPO 225 12.1. PROTOTIPO ANALÍTICO: SISTEMA MECÁNICO 225 13. CONCLUSIONES 227 14. POSIBLES MEJORAS DEL PROYECTO 228 BIBLIOGRAFÍA 229 ANEXOS 231

8
LISTA DE FIGURAS
Pág.
Figura 1. Fases de Desarrollo 22 Figura 2. Grafico Psicrométrico Para Bajas Temperaturas. 25 Figura 3. Variables físicas antes y después de traspasar el cilindro contenedor de café 26 Figura 4.Curvas del contenido de humedad de equilibrio durante la adsorción y desorciónde vapor. 28 Figura 5. Curva de Contenido de humedad de Equilibrio del Café Pergamino. 29 Figura 6. Secador por bandejas 35 Figura 7. Secadores de Capa Fija 36 Figura 8. Secadores por Convención Natural6 37 Figura 9. Secador en contracorriente 37 Figura 10. Secado en combinación. 37 Figura 11. Secado de flujos cruzados 38 Figura 12. Secador de flujos concurrentes 38 Figura 13. Secadores de flujos mixtos 38 Figura 14.Secador solar rotativo para café 39 Figura 15. Secador Solar Rotativo 40 Figura 16. Equipo de secado "EScafé" para el aprovechamiento de energía calorífica en los hogares campesinos. 41 Figura 17. Secadora tipo Guardiola 49 Figura 18.Secadora rotativa – Guardiola industrial 50 Figura 19. Secadora tipo Guardiola a Gas Semi- industrial 51 Figura 20. Secadora estática tipo torre 52 Figura 21. Representación Caja Negra Del Sistema 53 Figura 22. Descomposición en Sub Problema 54 Figura 23. Combinación de Sub-funciones 58 Figura 24. (1) Primera alternativa, (2) Segunda alternativa 59 Figura 25. (3) Tercera alternativa, (4) Cuarta alternativa 60 Figura 26. Concepto Seleccionado 62 Figura 27. Concepto Seleccionado modificado 65 Figura 28. Vista del flujo de aire en el horno 66 Figura 29. Estrategia de Diseño del horno 67 Figura 30. Horno Cilíndrico Contenedor de Café 68 Figura 31. Cilindro contenedor de Café para ilustrar los diferentes elementos por los que esta compuesto 74 Figura 32.La grafica de la tabulación 76 Figura 33.pérdidas por rozamiento en conductos Redondos. 89

9
Figura 34. Sistema de distribución del aire 91 Figura 35. (1) Boca del Ventilador; (2) Transformación de sección redonda a rectangular a la entrada del ventilador. 92 Figura 36. Distribución geométrica del intercambiador 94 Figura 37. Parte Nula. 94 Figura 38. Vista Frontal superior del anillo separador. 95 Figura 39. Vista Frontal de la zona de los tubos del intercambiador 95 Figura 40 Indicación de Aproximación de elementos dentro del hornillo. 97 Figura 41. Vista de la parte nula del cilindro 103 Figura 42. Vista transversal de la parte nula del cilindro. 104 Figura 43. Diseño Hornillo 108 Figura 44. Partes del hornillo 109 Figura 45. Esquema de estrategia para el diseño del hornillo 110 Figura 46. Bosquejo de la forma de aletas circunferencial. 122 Figura 47. Eficiencias de aletas circunferenciales de espesor constante. 124 Figura 48. Diagrama de diseño de la aleta y tubo 127 Figura 49. Ventilador oxigenador del hornillo 130 Figura 50. Centro de masa 135 Figura 51. Distribución Geométrica dentro del cilindro 136 Figura 52. Esquema de estrategia para los cálculos estructurales. 139 Figura 53.Selección estándar de la el numero de cadena 143 Figura 54. Cilindro Rotativo 149 Figura 55. Diagrama Y Z 149 Figura 56. Diagrama X Z 150 Figura 57. Diagramas de Cortante y Momento flector del árbol. 154 Figura 58.Factores superficiales para diversos acabados en acero 155 Figura 59. Varias curvas de falla para esfuerzos fluctuantes 160 Figura 60. Cilindro contenedor de café distribuido en las dos bases 161 Figura 61. Diagrama de cuerpo libre del pedestal 161 Figura 62. Relación analítica y experimental entre la razón de excentricidad y el número de Ocvirk NO 165 Figura 63. Viscosidad absoluta en función de la temperatura de aceites lubricantes de petróleo en grados. 167 Figura 64. Ángulos max y como función del numero de ocvirk 167 Figura 65. Transportador Helicoidal 169 Figura 66.Arquitectura Modular 172 Figura 67. Esquema del conjunto del sistema de interacciones entre elementos físicos y funcionales (A). 173 Figura 68. Esquema del conjunto del sistema de interacciones entre elementos físicos y funcionales (B). 174 Figura 69.Interacciones Fundamentales (A) 175 Figura 70. Interacciones Fundamentales (A) 176

10
Figura 71.Distribución Geométrica 177 Figura 72. Valoración el Diseño Industrial 179 Figura 73. Evaluación de la Calidad del Diseño Industrial 181 Figura 74. Naturaleza del Producto 182 Figura 75. Modelo del Sistema de Manufactura 183 Figura 76. Elementos del costo de manufactura 185 Figura 77.Horno Cilindro Contenedor de Café 191 Figura 78. Hornillo 191 Figura 79. Partes principales 193 Figura 80. Ubicación de la parte de Instrumentación y control 194 Figura 81. Pantalla de control HMI (PC-01) 195 Figura 82. Corrientes principales. 196 Figura 83. Vista física de la secadora de café. 197 Figura 84. Modo Manual o Automático 202 Figura 85. Diseño lógico del Manual 203 Figura 86. Diseño lógico de Automático 204 Figura 87. Diseño lógico para fallo térmico de motores o alarma de temperatura. 205 Figura 88. Diseño lógico de Guarda variable PesF si ocurre algún fallo. 205 Figura 89. Diseño lógico de llamada de verificación si existe algún dato en la variable de proceso PesF. 206 Figura 90. Etapa de escoger entre modo Manual y Automático 214 Figura 91. Subrutina de Manual en Grafcet. 215 Figura 92. Subrutina de Automático en Grafcet. 216 Figura 93. Subrutina de interrupciones para fallo de motores o fallo de temperatura 217 Figura 94. Subrutina de Fallo. Guarda el Dato de PesF en PesF1 hasta volver a iniciar el proceso. 217 Figura 95. Llamada a subrutina de toma de dato PesF1 y lo asigna a la variable de proceso PesF 218 Figura 96. Aviso de Logo de la empresa 219 Figura 97. Tipo de control 220 Figura 98. Modo Manual 220 Figura 99. Modo Automático 221 Figura 100. Motores en modo Automático 221 Figura 101. Motores en modo Manual. 222 Figura 102. Estado de las variables 222 Figura 103. Estado de los Motores 223 Figura 104. Alarmas 223 Figura 105. Esquema de Fuerza 224 Figura 106. Prototipo virtual modelado en Solid Edge 226 Figura 107.El sistema visión 237 Figura 108. Control del OPLC 238

11
Figura 109. Vista posterior del Tablero 238 Figura 110. Adaptador del Modulo de expansión. 239 Figura 111. Conexión del OPLC para el adaptador EX – A1 240 Figura 112. Conexión del adaptador al modulo de Expansión. 241 Figura 113. Visión física del HMI, el modulo de I/O, el adaptador y los módulos de Expansión. 241 Figura 114. Modulo de Expansión para celda de carga 242 Figura 115. Modulo de Expansión para termocupla. 243 Figura 116. Comunicaciones con diferentes dispositivos. 244 Figura 117. Pines del puerto RS232 244 Figura 118. Adaptador de conexión. 245 Figura 119. Carga y Descarga de Programa. 245 Figura 120. Secuencia lógica de control del OPLC 246 Figura 121. Vista del programa del OPLC 247 Figura 122. Entrada al software (VisiLogic para configurar el Hardware. 248 Figura 123. Señales análogas. (Celda de carga y termocupla.) 249 Figura 124. Señal para manejo de PWM 250 Figura 125 Configuración de señal PWM 251 Figura 126. Editor del Ladder. 252 Figura 127. Selección de dispositivos a usar en programación. 253 Figura 128. Modo de supervisión en línea. 254 Figura 129. Panel de operación de Visión OPLC-230 255

12
LISTA DE TABLAS
Pág.
Tabla 1. Necesidades Del Cliente 47 Tabla 2.Requerimientos Específicos 48 Tabla 3. Selección De Criterios 61 Tabla 4. De Posibles Dimensiones Del Cilindro 70 Tabla 5 Dimensiones Del Cilindro Interior Seleccionado 71 Tabla 6. Dimensiones Del Cilindro Exterior Seleccionado 71 Tabla 7. Características Conductivas De Los Diferentes Materiales Que Esta Compuesto El Contenedor De Café 72 Tabla 8. Cálculo De Las Resistencias Térmicas De Cada Cilindro Y Potencia Disipada 73 Tabla 9. Cálculos De Las Resistencias Térmicas De Los Dos Círculos Y Potencia Disipada 74 Tabla 10.Espesor De Aislamiento Vs. La Perdida De Calor 75 Tabla 11. Datos Aislamiento De 4mm. 76 Tabla 12. Medidas De Elementos Del Horno 77 Tabla 13. Propiedades Térmicas Y Densidad Del Aire 79 Tabla 14. Interpolación Densidad 79 Tabla 15. Interpolación De La Capacidad Calorífica 79 Tabla 16. Humedad Del Café A Extraer. 82 Tabla 17. Datos Cálculos Para La Energía Total Del Sistema 83 Tabla 18. Energía De Cada Sistema 83 Tabla 19. Necesidad Del Horno De Acuerdo Al Tiempo De Secado 18 Horas 84 Tabla 20. Condiciones Del Flujo De Aire Sistema De Unidades SI 86 Tabla 21. Condiciones Del Flujo De Aire Sistema Ingles De Unidades 86 Tabla 22. Datos Del Ducto. 87 Tabla 23. Rozamiento En Codos Sección Circular. 90 Tabla 24. Datos De Entrada Del Hornillo. 93 Tabla 25. Datos Del Intercambiador 95 Tabla 26. Rozamiento En Los Elementos De Un Sistema De Conductos Rectangulares. 98 Tabla 27. Presiones Dinámicas. 100 Tabla 28.Rozamiento En Los Elementos De Un Sistema De Conductos Rectangulares. 101 Tabla 29. Presiones Calculadas 107 Tabla 30. Composición Química De Diferentes Tipos De Biomasa 111 Tabla 31. Poder Calorífico De Diferentes Tipos De Combustibles Y Biomasa 112 Tabla 32. Composición Química De La Biomasa Cascarilla De Café 114

13
Tabla 33. Valores Representativos Coeficiente Convectivo De Transferencia De Calor 122 Tabla 34. Tubería Seleccionada 123 Tabla 35. Datos Arandela 123 Tabla 36. Características Del Ventilador Seleccionado 129 Tabla 37. Calculo Ventilador Oxigenador Del Hornillo. 131 Tabla 38. Calculo Del Motor Del Ventilador Oxigenador Del Hornillo 132 Tabla 39. Formulas Cálculo Del Sistema De Aletas Ventilador Oxigenador Del Hornillo. 133 Tabla 40. Resultados Cálculo Del Sistema De Aletas Ventilador Oxigenador Del Hornillo. 134 Tabla 41. Centros De Gravedad De Formas Geométricas Usadas En El Cilindro. 137 Tabla 42. Área Y Para Cada Área Del Cilindro 137 Tabla 43. Calculo De Masa E Inercia Del Horno 139 Tabla 44. Calculo De Relación De Transmisión Y Potencia 140 Tabla 45.Factores De Servicio Para Cadenas De Rodillos Tomada Link Belt C-5 142 Tabla 46. Cadena Numero 50 - Paso 0.625 In 144 Tabla 47. Diámetro Del Piñón Y La Corona 145 Tabla 48. Sprockets Numero 50 Paso 0.625 In 146 Tabla 49.Propiedades De Las Cadenas De Rodillos 147 Tabla 50. Descomposición De Fuerzas 149 Tabla 51. Resumen De Fuerzas En Los Diferentes Ejes. 151 Tabla 52. Momentos En Los Ejes X,Y,Z 152 Tabla 53. Ángulos De Ubicación Para El Motor Del Cilindro Rotativo 152 Tabla 54. Datos Para Realizar Los Gráficos De Cortante Y Flector 153 Tabla 55. Máxima Fuerza Cortante Y Máximos Momentos Flectores 153 Tabla 56 Coeficientes Para La Ecuación De Factor Superficial 156 Tabla 57. Factores De Confiabilidad Para 08.0dS 156 Tabla 58.Factores De Resistencia 157 Tabla 59. Cálculos De Ma, Tm Y Fuerza Cortante 158 Tabla 60. Datos Cilindro Exterior Seleccionados. 158 Tabla 61. Cálculos Cilindro Exterior. 158 Tabla 62. Datos Cilindro Interior Seleccionados 159 Tabla 63. Cálculos Cilindro Interior 159 Tabla 64. Factor De Seguridad Debido A Esfuerzos Fluctuantes 160 Tabla 65. Lista De Partes Estándares Preliminares. 184 Tabla 66. Lista De Partes Propias (Preliminar) 184 Tabla 67.Materia Prima (Preliminar) 185 Tabla 68. Elementos Utilizados (A). 186 Tabla 69. Elementos Utilizados (B) 187

14
Tabla 70. Descripción De Partes Principales. 192 Tabla 71. Descripción De Instrumentación Y Control. 194 Tabla 72. Descripción De Corrientes Principales. 195 Tabla 73. Entradas En La Secuencia Lógica De Control. 200 Tabla 74. Salidas En La Secuencia Lógica De Control. 201 Tabla 75. Teclas A Usar Del HMI En La Secuencia Lógica De Control 201 Tabla 76. Memorias Para Fallo, Peso Y Temperatura. 201 Tabla 77. Variables De Entrada Del Sistema. 213 Tabla 78. Salidas Del Sistema. 213 Tabla 79. Teclas Usadas Del HMI En El Sistema 213 Tabla 80. Memorias Usadas En El Sistema. 214

15
LISTA DE ANEXOS
Pág.
Anexo 1. Casa de las calidades QFD 231 Anexo 2. Ventilador para la circulación de aire. 232 Anexo 3. Selección de Transportador Helicoidal Catalogo Martin 234 Anexo 4. Calibres Estándar De Tubos Para Intercambiadores 235 Anexo 5. Descripción Equipo De Control 237 Anexo 6.Plano Hornillo 256 Anexo 7. Cubierta de suministro de aire limpio caliente 257 Anexo 8. Intercambiador 258 Anexo 9.Cascaron Cilindrico 259 Anexo 10.Cilindro Espiral 260 Anexo 11. Deposito de ceniza 261 Anexo 12. Alimentador de Combustible 262 Anexo 13. Tolva 263 Anexo 14.Caja de alimentación 264 Anexo 15. Cañón 265 Anexo 16. Tornillo Sin Fin 266 Anexo 17. Plano Ducto 267 Anexo 18.Interior perforado 268 Anexo 19. Cilindro Exterior 269 Anexo 20. Soporte 270 Anexo 21.Chumacera 271 Anexo 22.Buje en Bronce 272 Anexo 23 Chumacera Parte Inferior 273 Anexo 24. Chumacera Base Superior 274 Anexo 25. Ensamble Ducto 275 Anexo 26. Ensamble Pedestal 276 Anexo 27. Cilindro rotativo 277 Anexo 28. Hornillo 278 Anexo 29.Alimentador de Combustible. 279 Anexo 30.Conexión de Entradas y Salidas Módulos de Expansión del PLC Celdas de Carga y Termocupla 280 Anexo 31. Plano de Entradas y Salidas Digitales PLC (Unitronics) 281 Anexo 32. Entradas Análogas (Termocuplas y celdas de carga) 282 Anexo 33.Conexión de Salida Análoga con PWM 283

16
GLOSARIO
BENEFICIADERO DE CAFÉ: complejo agroindustrial donde se procesa el fruto
del cafeto para obtener el café excelente.
BENEFICIADO SECO: es el proceso por medio del cual al café pergamino seco
se le elimina la cascarilla y luego se clasifica por densidad, tamaño y apariencia
para producir el café óptimo. El beneficio del secado del café es que tiene como
finalidad disminuir el contenido de humedad del grano, hasta un porcentaje tal,
que permita su almacenamiento seguro sin adquirir mal olor o sabor.
BENEFICIADO HÚMEDO: proceso por el cual el café cosechado es transformado
en café de excelente calidad, utilizando agua para clasificarlo, despulparlo y
desmucilaginarlo (eliminación de película que rodea la semilla) y finalmente el
grano húmedo es secado. Todo este proceso se lleva a cabo en un centro de
procesamiento llamado beneficiadero.
CAFÉ-CEREZA: fruto maduro del cafeto.
CAFÉ-ORO: café que se obtiene al procesar el café-cereza en los beneficios.
Consiste en la semilla del fruto del cafeto seca a la cual se le ha eliminado el
epicarpio, mesocarpio y endocarpio.
CAFÉ PERGAMINO: grano de café que sale del despulpe (café pergamino
húmedo) o grano de café que sale del proceso de secado (café pergamino seco)

17
CASCARILLA: subproducto que se obtiene en el trillado, y consiste en el
endocarpio del fruto del cafeto que está entre la parte pulposa o pericarpio y la
membrana plateada.
CEREZA SECA: fruto del cafeto que no es despulpado sino secado después de
cortado.
DESPULPADORA: máquina que se encarga de separar la semilla de la materia
carnosa que la envuelve.
MUCÍLAGO: es el mesocarpio del fruto del cafeto y consiste en una película que
rodea la semilla del café antes de entrar al proceso de fermentación.
PATIO: superficie plana con cierto grado de inclinación cubierta de concreto o
ladrillos de barro cocido y se utiliza para secar el café al sol.
PULPA: epicarpio del fruto del café que se separa en las despulpadoras.
PUNTO DE FERMENTACIÓN: momento cuando la fermentación del mucilago del
grano ha llegado a un punto tal que permite su remoción fácilmente.
PUNTEO O PUNTO DE SECADO: momento en el cual el café pergamino alcanza
un nivel de humedad entre el 10% –12%
PRESECADORA: máquina que se encarga de reducir la humedad del grano de
café desde su contenido inicial como fruto fresco (55%) hasta alrededor de 35%.
RESACAS: café de baja calidad que se utiliza para el consumo doméstico en los
países productores.

18
SECADORA: máquina que se utiliza para secar el café normalmente hasta su
punto final (12% de humedad) utilizando una corriente de aire caliente.

19
RESUMEN
En la industria alimenticia se cuenta con múltiples productos diseñados para el
benéfico particular o personal. Este proyecto se enfoco hacia el sector cafetero, el
cual hace parte de esta gran industria, particularmente hacia las fincas cafeteras
medianas; dado que estos cultivadores presentan un nivel de producción
relativamente alto comparado con las fincas pequeñas, pero no poseen el nivel
económico de los grandes productores para importar este tipo de maquinaría.
Estos campesinos comienzan desde su proceso con la recolección del café hasta
tener un producto empacado; la mayoría de estos procesos son de manera
manual como lo es el lavado, secado y empacado del café.
En este proyecto se diseñó una máquina para el secado del café, pretendiendo
cumplir con las exigencias de esta industria; para lo cual siguiendo los puntos
establecidos para la etapa de planeación, se efectuó investigaciones, tales como,
entrevistas de campo, cuyo objetivo principal fue procurar un acercamiento
enfocado a conocer las necesidades e inquietudes más frecuentes que presentan
los propietarios de fincas cafeteras de rango medio y las alternativas de solución
que ellos han intentado establecer, revisión permanente de los diferentes trabajos
publicados por los centros de investigación en Colombia como lo es CENICAFE
que trabajan en este campo, tomando como parámetros equipos existentes para
realizar el proceso de secado de grano lo cual permitió recopilar toda la
información necesaria y sugerida para el desarrollo de este proyecto.
Es necesario conocer el elemento a secar y el proceso del beneficio del secado
de café, para realizar un buen diseño de la maquina que cumpla con las
expectativas planteadas y sin dañar el producto. A partir de las características del
café y la capacidad de secado se procede al diseñote la maquina secadora de
café rotativa con aprovechamiento de la biomasa cascarilla de café.

20
INTRODUCCIÓN
CENICAFE dice que: “El cultivo del café fue introducido a Colombia a principios
del siglo XVIII, se convirtió en el principal producto de la economía nacional en el
siglo XIX y se consolidó como el mayor motor de la economía colombiana en el
siglo XX”1.
La industria cafetera colombiana a través de los años ha sido factor fundamental
del desarrollo económico y social del país. Los dirigentes cafeteros de todas las
épocas han demostrado su compromiso con la Nación y no han escatimado
esfuerzos para hacer del café el principal producto.
En los últimos años, Colombia ha registrado una producción cafetera que oscila
entre los 10 y los 12 millones de sacos de café verde por año. De otro lado, se
registra una reducción del área sembrada equivalente a unas 300.000 hectáreas.
Para mantener la producción global con una menor área, los caficultores han
hecho un gran esfuerzo, al adoptar nuevas prácticas de cultivo, generadas por
Cenicafé y divulgadas por el Servicio de Extensión de la Federación.
En nuestro territorio Nacional, la caficultura a logrado posesionar a través de los
años como un sector muy importante dentro de las cadenas agrícolas productivas
del País, siendo uno de los productos abanderados para exportación de Colombia.
Por lo tanto es muy importante desarrollar sistemas que no solo mejoren sus
procesos en cuanto a cantidad de producción si no también en cuanto a calidad
del producto
1 CADENA, G.: Desarrollos científicos de Cenicafé en la última década. En: Rev. Acad. Colombia. Ciencia, Chinchiná- Caldas. Vol. 29, No.110 (Mar. 2005); p. 29 (110): 89-99.

21
Este proyecto se enfocara en las dificultades que se presenta en la etapa de
secado, dado que generalmente es en época tiempo húmedo donde se cosecha,
por lo cual se presenta la mayor acumulación de granos húmedos y es por este
periodo donde el precio del grano se incrementa aun mas; debido a estas
circunstancias parte de la cosecha se desvaloriza, principalmente al pequeño y
mediano caficultor, debido a que el grano pierde calidad al estar mucho tiempo
húmedo, el grano se deteriora, pues surge respiración en los granos (le salen
poros), aparición de hongos y la proliferación de broca.
Una mínima cantidad de pequeños y medianos caficultores poseen máquinas
secadoras de café, pero estas no son lo suficientemente eficientes por que
algunas de ellas no secan uniformemente el grano, son complicadas de manejar,
requieren de gran consumo de combustible, otras dan olor y sabor de combustible
al grano; Además son muy pocas las empresas que producen este tipo de
máquinas a nivel nacional. Adicionalmente los caficultores de mediana
envergadura exigen procesos más eficientes que puedan brindar mayor
productividad y calidad para los clientes.
Aprovechando esta necesidad que hay en el sector caficultor en el proceso de
secado de grano, se optó por dar solución a este problema con el diseño de una
máquina secadora de café para suplir los requerimientos de este importante sector
de la economía Nacional.
El diseño mecatrónico optimiza los parámetros en las fases de producción de un
producto de calidad en un corto ciclo de tiempo. De igual forma se pretende
diseñar una máquina que permita secar el café, con el fin de optimizar el proceso
de producción, obteniendo un producto en mejores condiciones, sin perdidas en el
grano y rentable. Por consiguiente, se plantean el problema para poder realizar el
proyecto originando diversas soluciones para hacer posible la implementación del

22
sistema; el proceso de diseño se enfoco en las fases de desarrollo, siguiendo el
esquema mostrado en la figura 1.
Figura 1. Fases de Desarrollo
En la etapa de planificación se presenta la descripción del problema de acuerdo a
los requerimientos planteados por los clientes, las especificaciones de ingeniería
del diseño que se hallan después de analizar cada uno de los requerimientos y
encontrar las necesidades que rigen el diseño. Dentro del desarrollo conceptual se
realiza el análisis funcional del producto identificando la función principal y
descomponiéndola en subfunciones para poder generar conceptos que satisfagan
las necesidades de los clientes, además dentro de esta etapa se realizan los
cálculos de ingeniería necesarios para que la generación de conceptos sea la
adecuada. Para la etapa de diseño a nivel de sistema se debe definir la
arquitectura que tendrá el producto, como se desarrollará (manufactura), como se
realizará el ensamble y cuales son los prototipos que se van a desarrollar. La
etapa de diseño detallado comprende todo lo referente a la selección de
actuadores, sensores y demás dispositivos necesarios para el óptimo desarrollo
del producto; es la etapa de mayor cuidado en el proceso de desarrollo de un
producto ya que de acuerdo a los elementos seleccionados se podrá o no realizar
el proyecto

23
1. MARCO TEÓRICO
1.1. PROCESO DEL SECADO DEL CAFÉ
El secado del café esta basado en la higrometría (Estudio del aire). El medio
utilizado para el secado de granos es por aire natural o por aire caliente.
1.2. CONTENIDO DE HUMEDAD DE CAFÉ
El contenido de humedad de la cereza del café es de aproximadamente 67%,
base húmeda. Esto quiere decir que la cantidad de agua en las cerezas del café
es aproximadamente igual a las dos terceras partes de la masa total; la tercera
parte restante la constituyen los sólidos. El contenido de humedad de la cereza del
café expresado en base seca del es del 200% (dos veces más agua que materia
seca). El fruto del café es altamente perecedero, y presenta una intensa actividad
fisiológica inmediatamente después de la cosecha. Para evitar la pérdida de
calidad del café la cual se inicia después de pasado un día de la cosecha, se debe
secar inmediatamente después de cosechado.
El proceso más adecuado para disminuir la humedad del café consiste primero en
retirarle la pulpa y el mucílago por medios manuales o mecánicos de forma rápida
para evitar el deterioro del café. Así se obtiene el café pergamino húmedo, cuyo
contenido de humedad en base húmeda es aproximadamente el 50%, y el 100%
en base seca. Con éste método (beneficio vía húmeda) se procesa en Colombia el
café suave de “mejor calidad en el mundo”.
La cantidad de agua a retirar en el secado del café es muy superior al agua que
hay que extraer en los cereales y leguminosas para obtener la misma cantidad de

24
producto seco. Por ejemplo, para secar maíz del 20% y del 16.5% de humedad al
12%, hay que evaporar 8.7 y 16.2, respectivamente, veces menos de agua en
comparación con el agua que se debe evaporar para obtener café pergamino seco
con el mismo valor del 12%.
En el caso del secado del café cereza, la dificultad del proceso no es sólo de
evaporar una gran cantidad de agua, sino que también se trata de un producto de
muy difícil manejo, que no es mecánicamente consistente, que pierde fácilmente la
pulpa, principalmente si no se inicia el secado inmediatamente y que además
obstruye el paso uniforme del aire de secado, requisito indispensable para la
buena calidad del producto final.
Sabiendo que el contenido de humedad inicial del café es del 55% base húmeda,
Las normas vigentes para la comercialización del café pergamino seco, establecen
un contenido final de humedad entre el 10 y el 12%, de tal forma que se pueda
almacenar sin riesgo.
Las propiedades físicas del aire que afectan de modo elemental la velocidad del
secado de los granos son:
La humedad relativa
La temperatura de bulbo seco
El volumen específico
La entalpía.
La humedad relativa (HR) del aire es la razón entre la presión actual de vapor de
las moléculas de agua en el aire y la presión de saturación en la misma
temperatura. La humedad relativa normalmente se expresa en porcentaje. Un
25
segundo término que expresa el contenido de humedad del aire es la razón de
humedad (W) o sea, la masa de vapor de agua por la masa de aire seco (Kg. /kg).
La temperatura del bulbo seco (T) del aire es la temperatura medida con un
termómetro usual.
La temperatura de bulbo húmedo la medida de la temperatura de bulbo húmedo
es hecha cubriendo el bulbo del termómetro con una mecha húmeda.
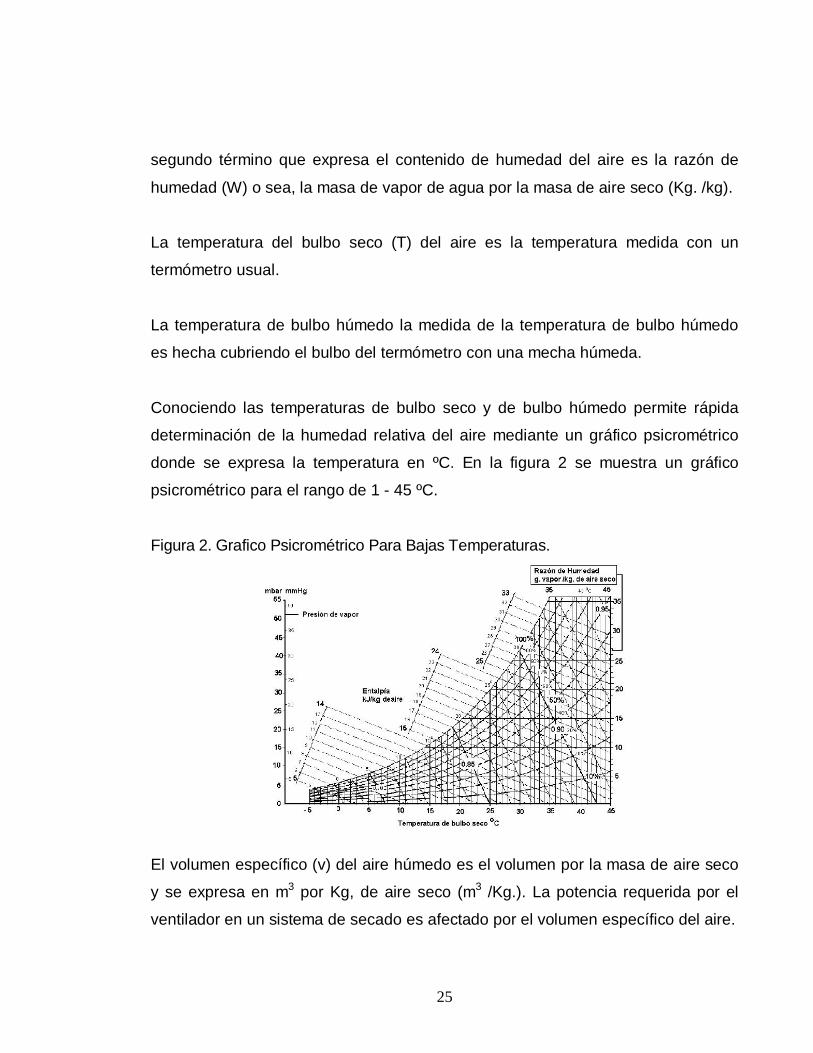
Conociendo las temperaturas de bulbo seco y de bulbo húmedo permite rápida
determinación de la humedad relativa del aire mediante un gráfico psicrométrico
donde se expresa la temperatura en ºC. En la figura 2 se muestra un gráfico
psicrométrico para el rango de 1 - 45 ºC.
Figura 2. Grafico Psicrométrico Para Bajas Temperaturas.
El volumen específico (v) del aire húmedo es el volumen por la masa de aire seco
y se expresa en m3 por Kg, de aire seco (m3 /Kg.). La potencia requerida por el
ventilador en un sistema de secado es afectado por el volumen específico del aire.

26
La entalpía (h) de aire húmedo es la energía contenida por unidad de masa del
aire seco basada en una cierta temperatura de referencia (normalmente 0ºC). Se
expresa la entalpía en kJ por Kg. de aire seco. Para calcular las dimensiones de
un quemador para calentamiento del aire para secado de granos de un secador
específico se requiere el conocimiento de los valores de las entalpías del aire
antes y después de calentarlo.
En la Figura 3 se muestra que sucede con el comportamiento de estas variables
físicas antes y después de traspasar el cilindro contenedor de café.
Figura 3. Variables físicas antes y después de traspasar el cilindro contenedor de
café
Donde
Q = calor de aire.
h = entalpía
P = Presión del aire.
T = Temperatura de aire.
W = humedad del aire.
Tbs = Temperatura de bulbo seco.
Tbh = Temperatura de bulbo húmedo.
h P T W
h P T W
Cilindro contenedor
de café. Tbs Tbh Tbs Tbh
Entrada Del Aire
Salida Del Aire
Q Q

27
Las propiedades físicas del aire a la entrada del cilindro, son diferentes a la salida
de este, no solo por la pérdida de calor si no también por la ganancia de masa de
agua en forma de vapor, donde el aire es saturado llegando al máximo nivel de
humedad.
Q = h x m donde m es la masa del aire y h es la diferencia de entalpías.
Hallando el flujo másico del gas o sea el gasto másico que usara el cilindro en
determinada cantidad de tiempo.
En este caso para obtener el flujo másico lo obtenemos multiplicando la velocidad
de descarga del fluido por la densidad del la sustancia en este caso vapor de
agua.
.
m = Qcaudal x = s
Kgmkgx
sm
3
3
.m = Qcaudal x
1 = s
Kg
Kgm
xs
m3
3 1
Donde v es el volumen especifico
Contenido De Humedad De Equilibrio. El Contenido de Humedad de
Equilibrio (CHE) de un tipo de grano, es el contenido de humedad que el grano
tendrá después de un largo periodo de tiempo de exposición a una determinada
condición de aire de secado. La Humedad de Equilibrio de una muestra de granos
depende o es función de la temperatura, de la humedad relativa del aire (HR) y de
las especies de granos. Hasta cierto punto,”la historia de la muestra afecta el

28
contenido de humedad de equilibrio, a través del fenómeno de histéresis (ver
Figuras 4 y 5) da valores de CHE para el café”2.
Figura 4.Curvas del contenido de humedad de equilibrio durante la adsorción y
desorción de vapor.
La ecuación utilizada por CENICAFE para el cálculo del Contenido de Humedad
de Equilibrio fue la siguiente:
)0.035177-0.070114(-0.037047)74.461059108.37141-61.030848(32
32 eCHE
En donde, CHE = Contenido de humedad de equilibrio del café pergamino, %, base seca = Humedad relativaza, decimal
= Temperatura del aire, grados centígrados
2DE JUAREZ, SOUZA SILVA, E. Secado y almacenamiento de granos en los trópicos [en Línea]. Brasil: Pos-Colheita, 2006. [consultado 10 de junio, 2006]. Disponible en Internet: www.pos-colheita.com.br

29
Figura 5. Curva de Contenido de humedad de Equilibrio del Café Pergamino.
0
5
10
15
20
25
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1Humedad Relativa, decimal
Hum
edad
de
Equ
ilibrio
, %, b
h
5 30
25 35
45 55
Temperaturaen grados
centígrados
Fuente: Cenicafé [foto] Centro de Investigación Nacional del Café. Chinchiná
Caldas, 2006.
1.3. SISTEMAS DE SECADO
El café pergamino seco tiene un olor característico para que éste no se afecte, es
necesario que en el secado mecánico se evite el contacto directo de los granos
con los gases de la combustión, mas un control de la temperatura para evitar la
cristalización. El sistema de secado depende del tamaño de la plantación y de la
capacidad económica del caficultor, pudiéndose recurrir al sistema natural, al sol,
o al sistema artificial, mecánico.

30
1.3.1. Secado al sol o natural. En el secado al sol, se emplea el sistema Casa
Elbas que son plataformas de madera o metal como cajas de poco fondo cubiertas
con techo corredizo de lámina de acero galvanizado.
En el proceso particular del café, el mecanismo de secado solar se empieza con
una etapa de velocidad constante de secado, en donde se origina la evaporación
del agua superficial. En seguida le sigue una segunda etapa en la cual la
velocidad de secado es descendiente y el agua debe desplazarse del interior del
grano hacia la superficie del mismo, debiendo atravesar la película plateada para
luego pasar a una cámara de aire, la cual será mayor a medida que avanza el
proceso de secado. Luego el agua en forma de vapor atravesará la cubierta o
pergamino antes de que la corriente de aire pueda arrastrarlo.
El tiempo de secado al sol depende del clima imperante, del espesor de la capa de
café y de la frecuencia con que este se mezcle. Necesita en promedio de 30 a 40
horas siempre y cuando la capa del grano no pase de cuatro centímetros; este
sistema tiene como ventaja el no necesitar combustible.
1.3.2. Secado mecánico. Para producciones de mas de 25 t/año se requiere
de terrenos extensos para el secado, por lo tanto, en estos casos se utiliza
el sistema de secado mecánico, que además presenta las siguientes
ventajas: no depende de la energía solar, la cual se hace escasa durante la
época de invierno, incrementando tanto el tiempo de secado como la mano
de obra. Los secadores mecánicos utilizan aire caliente por medio de intercambiadores de
calor, que calientan el aire de secado por medio de los gases de combustión
provenientes del horno, que funcionan con varios tipos de combustible. Es

31
importante tener presente que la temperatura del aire no debe sobrepasar los
50ºC durante el proceso de secado, para no dañar el grano.
Para realizar la operación correctamente, deben controlarse los siguientes
factores:
Humedad del grano
Temperatura del grano
Humedad del aire
Temperatura del aire
Los instrumentos necesarios para cuantificar la humedad del grano, la humedad
del aire y sus respectivas temperaturas son:
Termómetro
Higrómetro
Determinador de humedad
Para determinar el punto de secado se trilla un poco el café y este debe presentar
una coloración del grano debe ser verde azulosa.
1.4. MEDIDAS DE PREVENCIÓN EN EL PROCESO DE SECADO POR CONTAMINACIÓN
En la etapa de secado se debe tener las siguientes medidas de prevención por
contaminación:
En los equipos de secado o de las máquinas de secado, donde este
normalmente consta de un hogar donde se quema el combustible y un sistema de
intercambio de calor donde se calienta el aire de secado. Los intercambiadores de

32
calor actualmente en uso tienen muy baja eficiencia (entre 19% - 30%) al transferir
el calor contenido en los gases de combustión hacia el aire de secado.
Se recomienda utilizar principalmente como fuente de calor los combustibles
generados por el proceso de producción de café como podría ser la cascarilla
(pergamino seco) y la leña proveniente de la plantación.
En la fase de evaporación constante (de 55% a 35% de humedad), la
evaporación del agua es fácil y rápida y en dicha fase se recomienda el uso de
presecadoras o patios. En la fase crítica (35% - 20% de humedad) se recomienda
el uso de secadoras de tipo rotativo. Si se usan secadoras mecánicas su
temperatura deberá ser menor de 60 grados centígrados.
Es preferible descartar el uso de secadoras que tienen altos requerimientos de
energía para evaporar el agua contenida en el grano.
1.5. CASCARILLA O PERGAMINO DE CAFÉ
La cascarilla de café constituye un 20% en peso del grano de café (base seca),
con un contenido de humedad del 12 %. Su composición química (en base seca)
es de: 47.2% de carbono, 4.6 % de hidrógeno, 0.12% de azufre, 48.1% de oxígeno
y 9-12 % de humedad. Su poder calorífico es de 17,500 kJ/kg y por sus
características físicas y químicas constituye un excelente combustible para ser
utilizado en los hornos de las máquinas de secado de café.
Además de constituir un excelente combustible que se puede almacenar todo el
año, la cascarilla seca es un buen sustrato para el crecimiento de hongos
comestibles (basidiomicetos).

33
1.6. COSTO DE COMBUSTIBLE
Los costos de combustibles varían mucho de unas zonas a otras, debido al costo
mínimo de combustible, el de los transportantes y a la facilidad de obtenerlo.
Cualquier comparación significativa de costos entre combustibles exigirá los
costos actuales basados en las cantidades utilizadas en un lugar geográfico dado,
las eficiencias de utilización o datos sobre los índices de energía para los equipos
que se utilizan, el hacer uso de la cascarilla de café como combustible es
favorable ya que es asequible en la zona cafetera.
1.7. VENTAJAS DEL SECADO DEL CAFÉ
El secado es la etapa del beneficio que tiene como finalidad reducir el contenido
de humedad del grano, hasta un porcentaje tal, que permita su almacenamiento
seguro sin adquirir mal olor o sabor, trillarlo o venderlo sin correr riesgo de tener
perdidas de grano. Si se realiza el secado de acuerdo a las normas vigentes para
la comercialización del café pergamino seco, también procediendo a secar el café
inmediatamente después de lavado.
Con el secado se tiene un café el cual llaman oro por que se puede vender muy
bien teniendo reconocimiento en Colombia por café de exportación suave y por un
agradable aroma. No se debe vender Café húmedo por que de esta manera si se
realiza se pierde dinero y se atenta contra la calidad del café colombiano.

34
2. ANTECEDENTES
2.1. A NIVEL MUNDIAL
Uno de los países más desarrollados en el área de secadores mecánicos de
semillas a nivel mundial es Francia; se tomara entonces este país como referencia
de investigación para hablar de los diferentes secadores de semillas, donde solo
se enfocara aquellos secadores utilizados en la industria del café.
Dentro del marco internacional, se sacan al mercado diversos tipos de máquinas
secadoras. De los secadores mecánicos encontramos dos tipos de secado:
Secadores discontinuos
Secadores continuos
2.1.1. Secadores discontinuos. Aquellos secadores los cuales se encuentren
separados por divisiones de cámaras. A continuación se presentan el secador por
bandejas.
En el Secador por bandejas el café se distribuye en bandejas que se colocan en
un compartimiento aislado de exposición a aire caliente y seco (ver Figura 6). El
calentador puede ser directo o indirecto (serpentines a vapor, intercambiadores o
resistencias eléctricas). Se usan velocidades de aire entre 2 y 5 m/s. Su principal
problema es la des-uniformidad del secado entre bandejas en distintas
ubicaciones. El alimento que se va a secar se coloca en capas delgadas (1cm a
6cm de espesor) en una bandeja. El aire se calienta y circula entre las bandejas

35
en flujo cruzado como en la figura siguiente o en flujo a través de bandejas
perforadas (perpendicular al plano de ellas).
Figura 6. Secador por bandejas
Se busca que la circulación del aire sea homogénea, situación que se alcanza en
alguna medida en equipos bien diseñados. Pueden operarse al vacío lo que
incrementa la velocidad de secado pero encarece la operación por el costo de la
inversión y operación del sistema de vacío.
2.1.2. Secadores continuos. Secadores continuos aquellos secadores en los
cuales no hay compartimentos de separación entre los elementos a secar. Entre
estos se tiene:
Secador rotatorio o Guardiola. Es un cilindro horizontal que rota alrededor
de su eje principal. El café húmedo entra por un extremo y se mueve hacia delante
por una combinación de la acción de la gravedad y el arreglo de bafles dentro del
cilindro. A medida que este rota el aire atraviesa el producto cuando el cae. Las
secadoras rotativas fueron inventadas en Guatemala y mejoradas en Brasil
cuando se pensó trabajarlas con cereza y también para pergamino. Los flujos de
36
aire en las secadoras modernas son muy importantes porque antes se tenía
celdas o cámaras individuales y ahora es una sola cámara, el aire viaja de
izquierda a la derecha, del centro a la periferia, esto es importante para permitir la
distribución de calor casi perfecta. Aún si la distribución de calor no es perfecta, el
grano siempre se está moviendo de un lado a otro y del centro a la periferia.
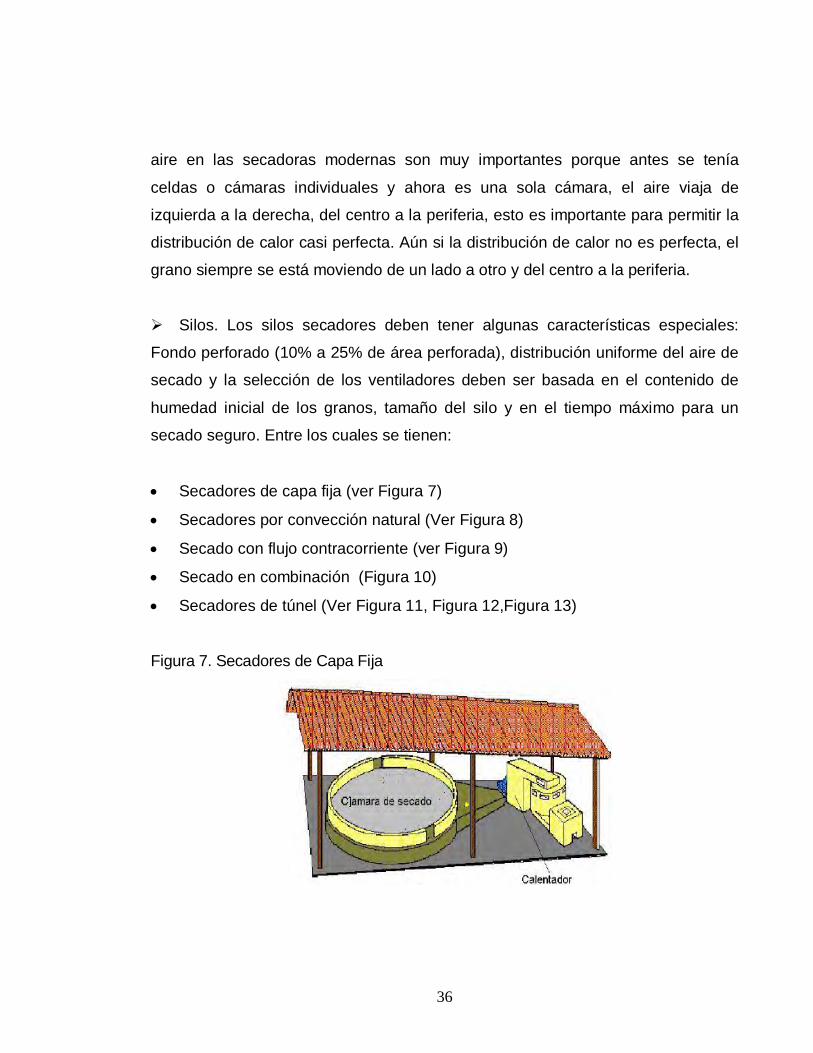
Silos. Los silos secadores deben tener algunas características especiales:
Fondo perforado (10% a 25% de área perforada), distribución uniforme del aire de
secado y la selección de los ventiladores deben ser basada en el contenido de
humedad inicial de los granos, tamaño del silo y en el tiempo máximo para un
secado seguro. Entre los cuales se tienen:
Secadores de capa fija (ver Figura 7)
Secadores por convección natural (Ver Figura 8)
Secado con flujo contracorriente (ver Figura 9)
Secado en combinación (Figura 10)
Secadores de túnel (Ver Figura 11, Figura 12,Figura 13)
Figura 7. Secadores de Capa Fija

37
Secadores por convección natural
Figura 8. Secadores por Convención Natural
Figura 9. Secador en contracorriente
Figura 10. Secado en combinación.

38
Figura 11. Secado de flujos cruzados
Figura 12. Secador de flujos concurrentes
Figura 13. Secadores de flujos mixtos

39
Secador de banda. En este tipo el movimiento del producto se hace mediante
una banda transportadora. La configuración más común es la de flujo transversal
de aire. Actualmente no es usado para el secado de café.
2.2. A NIVEL NACIONAL
Básicamente existen dos métodos de secado del café en Colombia desarrollados
por Cenicafé son: el secado natural o al sol y el secado mecánico:
2.2.1. Secadores Solares. Los secadores solares de café de uso común en
Colombia son:
Patio común (se riega en un patio)
Elbas (Secado en trechos de casas)
Camillas y carros secadores
Secador Solar Rotatorio (Ver Figura 14)
Secador solar parabólico (ver Figura 15)
Figura 14.Secador solar rotativo para café
Colombia [Foto] secado solar se practica desde el mismo momento en que se
inició la producción del café tomada en Cenicafe

40
Figura 15. Secador Solar Rotativo
Fuente: Colombia [Foto] secado solar se practica desde el mismo momento en
que se inició la producción del café tomada en Cenicafe
2.2.2. Secadores Mecánicos. Los secadores mecánicos se dividen en:
Estufas. Este sistema fue desarrollado y puesto en marcha básicamente en
Cenicafé es por esto que no es colocado en el marco de máquinas secadoras a
nivel mundial. Dadas las dificultades del secado en los sistemas solares existentes
durante la cosecha, fundamentalmente por factores climáticos (lluvia, alta
nubosidad, etc.) se planteó como una alternativa de secado mecánico de café
para pequeños productores, mediante el empleo de elementos disponibles en la
propia finca cafetera (estufa y leña de café proveniente de la zoca). El equipo de
secado se denominó “EScafé” Estufa Secadora para café, para una capacidad de
125kg y consta de: una estufa modificada, una cámara de secado, un ventilador y
un ducto (Figura 16). La estufa modificada constituye el hogar de combustión y el
intercambiador de calor.

41
Figura 16. Equipo de secado "EScafé" para el aprovechamiento de energía
calorífica en los hogares campesinos.
Fuente: Colombia [Foto], El equipo de secado se denominó “EScafé” Estufa Secadora para café realizada por Cenicafe
Silo- secador. Actualmente el sistema de secado mecánico mas utilizado en
Colombia es el silo secador Cenicafé y sus modificaciones. Este tipo de secado
es de capa fija, de fácil construcción y del que se obtiene un café aceptable en
calidad. A pesar de su popularidad este secador presenta desventajas no presenta
uniformidad en el secado, el control de secado es complicado, considerable
tiempo de secado, requiere de una persona durante el proceso de secado.
Guardiola. Este último año la Cooperativa de Caficultores de Chinchiná-Caldas
han importado tres Guardiolas modernas traídas desde el Brasil las cuales son
muy costosas.

42
3. OBJETIVOS
3.1. OBJETIVO GENERAL Diseñar una máquina secadora de café rotativa con aprovechamiento de la
energía de la biomasa de la cascarilla del café.
3.2. OBJETIVOS ESPECÍFICOS
Diseñar un sistema de secado uniforme.
Realizar un aprovechamiento de la energía de la biomasa de la cascarilla de
café el cual se usara como combustible para el secado del café.
Seleccionar la instrumentación necesaria a fin de permitir un secado
automático.
Diseñar un sistema de control que gobierne toda la etapa de instrumentación
así como los actuadores y sensores con que contará el sistema.
Diseñar un equipo donde sus partes y elementos sean de fácil adquisición y
construcción por industrias con tecnología a nivel nacional.

43
4. JUSTIFICACIÓN
El café es el principal cultivo en Colombia, es el segundo productor mundial
después del Brasil y el primero en producir “Café Suave”. Es un elemento
primordial para la base de nuestra economía.
El proceso de secado de café es uno de los parámetros el cual presenta mayor
problema ya que hasta el momento en la zona cafetera no se ha encontrado una
máquina realmente eficiente en cuanto al secado uniforme del grano además dar
un aviso automático una vez el grano este seco; Nuestro diseño tomara en cuenta
que los elementos de la máquina que sea de fácil adquisición y construcción de
sus partes a nivel nacional. Donde la operación del equipo sea amigable con el
usuario.
Este proyecto se orienta a la mediana y pequeña industria cafetera pues son estos
los que proporcionan gran parte del producto, para mejorar la calidad y el nivel de
producción mediante automatización, la producción, dado que este sector de gran
importancia en nuestro país. Dejando atrás las técnicas manuales como el secado
al sol, dado que este depende las condiciones atmosféricas y si estas no son
ideales en los primeros dos días, se inicia el deterioro de la calidad del producto y
a menudo se observa la proliferación de hongos en la superficie de las cerezas de
café.
Es importante destacar que se cuenta con el apoyo del Centro Nacional de
Investigación del Café – CENICAFE Planalto, km. 4 vía Chinchiná – Manizales,
que es un importante laboratorio a nivel nacional y de América Latina.

44
5. PLANIFICACION DEL DISEÑO
5.1. PLANTEAMIENTO DEL PROBLEMA
La gran mayoría de caficultores en Colombia secan el café en silos, teniendo el
inconveniente del tiempo de secado que dura aproximadamente de 10 a 15 días
siempre y cuando las condiciones atmosféricas sean favorables. En las épocas de
lluvia estos caficultores tiende a perder utilidades en la venta del café, por mala
calidad, mala presentación del grano encontrándose con manchas y
adicionalmente con humedad a consecuencia de esto el café adquiere hongos
dando mal olor y sabor.
La adquisición de máquinas secadoras de café con tecnología extranjera son
costosas para la gran mayoría de campesinos, las máquinas fabricadas
nacionalmente presenta insuficiencia en el secado del café dejando granos
húmedos durante el proceso, por ser máquinas estáticas, adicionalmente de gran
dificultad en la operación teniendo que estar un operario durante todo el tiempo
atento al funcionamiento para evitar que el grano se le “cristalice” por altas
temperaturas.
¿Es posible diseñar una máquina secadora de café que genere un secado
uniforme y que además por poseer un control de temperatura adecuado no dañe
ni el aroma ni el sabor del café?

5.2. DESCRIPCION DE CLIENTES
Medianos y Grandes Caficultores: Todos aquellos productores de café
Representante de Manufactura: Entidad encargada de fabricar los elementos que
componen el sistema mecánico del dispositivo.
5.3. REQUERIMIENTOS DE CADA UNO DE LOS CLIENTES
Obtención de los datos primarios
Se obtuvieron las siguientes necesidades basadas en entrevistas personales y
grupos de enfoque.
Requerimientos básicos de la máquina:
Que sea de fácil utilización.
Que tenga su respectiva documentación y manuales de usuario.
Que sea de fácil conexión y ensamble para evitar accidentes.
Que realice un control de secado del café.
Que presente bajo consumo de energía.
Que sea duradero y robusto.
Que presente un alto ciclo de trabajo.
Requerimientos de los compradores:
Que el tamaño y peso de la máquina sea bajo, haciéndolo maniobrable.
Que posea una estética aceptable.
Que la máquina sea segura y confiable.
Que el secado del café sea efectivo y no distorsione la calidad del grano.
Que presente un alto grado de automatización.

46
Que el precio de venta sea asequible.
Que sea de alta durabilidad.
Que presente una buena capacidad de almacenamiento del grano.
Que se pueda utilizar combustibles económicos (Cascarilla de café).
Que el tiempo de secado sea inferior a 24 horas.
Requerimientos de los Representantes de Manufactura:
Que la máquina sea de fácil comercialización (costo/beneficio).
Que la máquina presente facilidad de mantenimiento y reparación.
Que los elementos para su fabricación sean de fácil adquisición en el mercado
nacional.
5.4. IDENTIFICACIÓN DE LAS NECESIDADES Se establecen las prioridades de acuerdo con las ideas que ha planteado el
cliente, teniendo en cuenta que la escala de valoración es entre 1 y 5 donde 5 es
la máxima importancia y 1 la Mínima. El * denota que es de obligatorio
cumplimiento.
En la tabla 1 aparece la lista de prioridades tomadas con base en las necesidades
del cliente.

47
Tabla 1. Necesidades del cliente
# Sistema Necesidad Imp 1 Máquina Equipo seguro 5 2 Máquina robusto 4 3 Máquina Poco mantenimiento 4 4 Máquina Piezas comerciales 4 5 Máquina reparación 3 6 Máquina Es de tamaño adecuado 3 7 Máquina De peso adecuado 3 8 Máquina Es eficiente 4 9 Máquina Es resistente * 10 Máquina Es adaptable 3 11 Máquina Es de fácil ensamble 3 12 El soporte estructural Es confiable 5 13 El soporte estructural Es transportable 5 14 El soporte estructural resistente * 15 Software Tiempo de secado <24 horas * 16 Máquina Consume poca energía. 4 17 Máquina Podrá trabajar por largas horas 5 18 Máquina Económico combustible cascarilla de café * 19 Máquina Soporte máximo de la máquina 40 @ 5 20 Interfaz Es agradable 4 21 Interfaz Fácil de usar 4 22 El software Es robusto 5 23 El software Es fácil instalar y puesta en marcha 3 24 El software Proporciona datos del proceso 5 25 El software Controla la máquina * 26 El software Es confiable * 27 El software Es configurable 4 28 El software Es de fácil montaje 3 29 El software Es precisa 5 30 El software Puede variar la producción dentro del margen de la
máquina 4
31 El software Permite visualizar aspectos de la máquina 4 32 El software Funciona bien después de cortes en el sistema
eléctrico. 4
33 El software Apagado automático * 34 El software El equipo dispondrá de un aviso de alarma 5 36 El software Funciona bien después de cortes en el sistema
eléctrico
37 El software Apagado Automático/Manual 38 El software Dispone de alarma en caso de fallo en el sistema

48
5.5. REQUERIMIENTOS ESPECÍFICOS DE INGENIERÍA
El resumen de los requerimientos anteriores se presenta en unas especificaciones
de ingeniería contenidas en la siguiente Tabla 2:
Tabla 2.Requerimientos específicos
5.6. BENCHMARKING COMPETITIVO
La razón fundamenta para realizar la Casa de Calidades - QFD en el desarrollo del
diseño de un producto, una vez clara las necesidades del cliente, es que permite
# Métrica Unidades
1 Tiempo de vida útil Años. 2 Factor de seguridad >2 4 Consumo de potencia W /H 5 Tiempo de secado 18h 6 Seguridad 99% 7 Tiempo de ensamble 48h 8 Actualizable y expandible control si 9 Temperatura de secado 50 ºC 10 Capacidad de carga 40@ 11 Materiales Acero Inoxidable 12 Peso del equipo 346 Kg. 13 Temperatura máxima 52ºC 14 Temperatura mínima 25ºC 15 Combustible volumen de cascarilla 86.6 dm3/h
16 Calidad de la interfaz Muy intuitiva 17 Interacción con el usuario necesaria 18 Controlabilidad si 19 Espacio de trabajo 3 m2 20 Mantenimiento 2 veces por año 21 Ensamble Tolerancia de 1mm 23 Aislamiento térmico Poliuretano expandido 24 Diseño Agradable si 25 Fabricante de repuestos y piezas Lista

49
ayudar al grupo de desarrollo a entender y clarificar sus especificaciones
preliminares. Para lograr esto es necesario realizar comparaciones entre diversos
productos con características similares al que se desea desarrollar. En el se
resume toda la información de resultado del análisis QFD en el BENCHMARKING
COMPETITIVO. Los equipos utilizados en esta comparación aparecen en las
Figura 17,Figura 18, Figura 19 y Figura 20.
Figura 17. Secadora tipo Guardiola
Secadora Tipo Guardiola con Aprovechamiento de la cascarilla de café
Capacidad De: 680 Kg. Húmedos Hasta: 9090Kg Húmedos
Esta secadora es más eficiente secar con bajos volúmenes de aire del orden de diez a
once mil metros por hora para este modelo. Volúmenes de aire menores atrasan el
secado y mayores volúmenes se pierden sin aportar nada importante al tiempo de
secado. En todos los casos se recomiendan temperaturas del aire de 50º hasta máximo
65º. En reglones bajas con cafés poco densos, se recomienda secar alrededor de los
50ºC

50
Figura 18.Secadora rotativa – Guardiola industrial
Secadora Rotativa- Guardiola Industrial
Una secadora de 15,000 Litros por carga puede recibir estimadamente 220 qq. De
café.
Secadora rotativa modelo tubular, sistema intermitente (batch), con cuerpo cilíndrico
y tambor homogenizador rotativo suministrada con turbina inyectora de aire caliente
de alta presión, elevador de huacales (cangilones o noria) para carga y descarga,
tolva metálica arriba para carga con motores de 220/380 V y 50/60 hz.
Todos los motores incluidos en estos precios son eléctricos trifásico, 220/380/440 V,
4 polos, 1800 r.p.m. - 50/60 hz

51
Figura 19. Secadora tipo Guardiola a Gas Semi- industrial
Secadora Tipo Guardiola a Gas Semi-Industrial
Máquina secadora rotatoria fabricada totalmente de metal.
Fuentes de Energía: Electricidad de 220voltios y combustible Diesel.
Capacidad: 25 quintales húmedo, Tiempo de secado: 24 horas promedio, Fuente
de Calor: quemador diesel con capacidad de 1 galón por hora, marca Carlin
Modelo 99 FRD con Manual técnico acoplado a un hogar de ladrillo refractario,
Impulsor de aire: Ventilador tipo turbina de 14" de diámetro accionado por un motor
eléctrico de 3 HP 220voltios marca Baldor.
Tambor: con un sistema reductor de velocidad a 2 revoluciones por minuto
accionado por un motor eléctrico de 2 HP 220voltios marca Baldor.
Controles: un sistema de control térmico acolado al quemador para encendido y
apagado automático. Un termómetro exterior para control de la temperatura del
aire de secado en grados centígrados.

52
Figura 20. Secadora estática tipo torre
Secadora estático tipo-torre.
DESCRIPCION:
Capacidad total: 12, 21 ó 39 arrobas,
Secador de tres pisos.
Cambio de aire en el secado.
Con doble válvula de seguridad).
Quemador de gas propano, incluye: encendido eléctrico, válvulas de seguridad que cortan
el gas, si hay falta de llama y válvula solenoide que corta el gas si hay falla de corriente
eléctrica.
CAPACIDAD TOTAL (arrobas) 12, 21 a 31.
CAPACIDAD DE SECADO (arrobas / 8 horas) 4 7 y 13 horas.
CAPACIDAD DE PRESECADO (arrobas) 8, 14 y 26.
NUMERO DE CAPAS 3
VOLTAJE DE ALIMENTACION (volt.) 110/220.
CONSUMO DE GAS PROPANO (lb./ hr) 0,6 1,0 y 2,0
CONSUMO DE ENERGIA (Kw.) 0,25 0,4 y 0,75.
POTENCIA MOTOR VENTILADOR ( HP ) 1/3 1/2 y 1

53
6. DESARROLLO CONCEPTUAL 6.1. DESCOMPOSICION FUNCIONAL DEL PROBLEMA
Se representa el problema como una caja negra (Figura 21) sobre un material
energía y flujo de señales.
Descripción de la función general del producto Este diseño de una máquina
secadora de café, pretende proporcionar un sistema de secado que cumpla con
las normas del secado de café realizándose como un sistema modular pensando
en que debe ser un producto asequible en el mercado. Este diseño debido a su
funcionalidad requiere de un control de Temperatura y peso para el secado; los
dos factores anteriores son los más críticos debido a que de ellos depende la
sustentación teórica y un secado optimo.
Figura 21. Representación Caja Negra Del Sistema
6.1.1. Descomposición En Subsistemas Más Simples. Se realiza
subdivisiones en la caja negra que especifique y describa cada elemento para
implementar la función principal (Figura 22).
SECADORA DE CAFÉ
Energía
Material (Granos de Café)
Señales (Producción) Señales
(Variables del Proceso)
Producto Terminado
Señales (Variables del Proceso)

54
Figura 22. Descomposición en Sub Problema
Recibir Energía
80% lleno
Suministro de Calor
Dosificar Grano
Inicio de Producción
Agitar Grano
Recibir y Decodificar Señal
Comparar Valores
Preparar Producción
Almacenar Datos
Medir Variables
Sensar Variables
Material Masa
Energía
Señales (Producción)
Señales Variables
Producto Terminado
Eléctrica
Térmica
Alimenta o no Sistema
Generar Acciones Correctivas
Señales (Variables del Proceso)

55
6.1.2. Búsqueda Sistemática. Conceptos generados para cada sub. Función:
Subfunción: Admite Energía externa
Red eléctrica, señal monofásica (110v)
Subfunción: Sensar Variables de proceso
Sensores de temperatura Red
Termocupla.
RTD.
Integrado (LM 35).
Infrarrojo
Sensores peso
Infrarrojos.
balanza
Ultrasonido.
Medidor de nivel
Celdas de carga
Subfunción: Proceso de datos
Microcontrolador.
PLC
PC
Subfunción: Inicio producción
Interruptor.
Mando a distancia.
Consola de usuario.

56
Subfunción: Fuente de calor para generar la energía necesaria para calentar
Nota: los elementos resaltados se les realizo un análisis como primera instancia
que sean asequibles en la región cafetera zonas rurales, costos y otros.
Solidó:
Carbón
Bagazo
Cascarilla de arroz
Cascarilla de café
Aserrín
Basura
Liquido:
Crudo de Castilla
Fuel oil
ACPM
Queroseno
Crudo rubiales
Gaseoso:
Gas Natural
Propano GLP
Gas Butano
Gas coke
Eléctrica:
Resistencia
Compresor
Extractor
Radiador
Turbina

57
Subfunción: Esparcir Grano
Eje revolución por medio de engranes:
Engrane recto
Engrane cónico.
Espátula
aspas
Presión
Tornillo sin fin
6.2. GENERACIÓN DE CONCEPTOS En la Figura 23 se puede observar las combinaciones que presentan cada uno de
los bloques funcionales seleccionados por el grupo de desarrollo son los más
relevantes para organizarlos en un árbol de clasificación.
Sensar variables del proceso Proceso de datos Inicio de Producción
Fuente de Calor Esparcir Grano

58
Figura 23. Combinación de Sub-funciones
Energía Sensar Variables del proceso
Proceso de Datos
Fuente de Calor
Esparcir Grano
Infrarrojos
LM35
Termocupla
RTD
Infrarrojo Medidor de nivel
Balanza
Celdas de carga
Microcontrolado
PLC
Solidó
Liquido
Gaseoso
Electrica
PC
Espátula
Aspas
Presión
Tornillo Sin Fin
Eje de Rev. por
engranajes
Concepto A Concepto B Concepto C Concepto D
Inicio Producción
Interruptor
Mando a Distancia
Consola Usuario

59
Para llegar a la selección de este concepto se tuvo en cuenta las necesidades
planteadas por los usuarios, encuestas, maquinaria de este tipo, los costos
facilidad de producción y otros; También es importante tamizar los conceptos
generados, para lo cual se necesita tener unos criterios de selección los cuales
son: Facilidad en el montaje y mantenimiento, Robustez, transportabilidad, fácil
manejo, disponibilidad de elementos en el mercado y que los equipos utilizados
sean para ambiente industrial, no perdiendo el enfoque del mercado que va
dirigido hacia medianos y grandes caficultores. Dado que en el mercado nacional
son muy pocos los fabricantes de estos equipos las máquinas que existen para el
secado de café son de estáticas y uno de sus problemas más relevante es la
deficiencia de su secado ya que no es homogéneo debido a su diseño mecánico.
Esta etapa previamente se ha definido que se usara la energía eléctrica en la
etapa de potencia que requiera la parte electrónica en la ejecución y transmisión
de datos.
Posibles Soluciones Conceptos:
A. Primera alternativa (Figura 24) consta de elementos como: RTD, Balanza,
Microcontrolador, Interruptor, Gaseoso, Tornillo Sin Fin
B. Segunda alternativa (Figura 24) consta de elementos como: Termocupla,
Celdas de Carga, PlC, Consola Usuario, Solidó, Aspas
Figura 24. (A) Primera alternativa, (B) Segunda alternativa
(A) (B)

60
C. Tercera alternativa (Figura 25) consta de elementos como: Termocupla,
Celdas de carga, Microcontrolador, Interruptor, Eléctrica, Eje de Revoluciones por
engranajes.
D. Cuarta alternativa (Figura 25) consta de elementos como: LM35, Celdas de
Carga, PC, Mando a Distancia, Sólido, Espátula.
Figura 25. (C) Tercera alternativa, (D) Cuarta alternativa
(C) (D)
6.2.1. Concepto de Referencia. Debido a lá dificultad para encontrar secador
de café rotativo tipo Guardiola a nível nacional, se tomo como referente el
Concepto de Referencia una Guardiola moderna Industrial para 60 quintales de
café (Tabla 3).
Al observar los datos obtenidos en la tabla 3, existen dos conceptos que podrían
seleccionados en el desarrollo del dispositivo final, debido a que los conceptos
aplicados en el desarrollos son mas viables, por el costo, la facilidad de
implementación, producción y el desarrollo son mas favorables para un producto
comercial y un ambiente industrial.

61
Tabla 3. Selección de criterios
6.2.2. Selección y Prueba de Conceptos. En la Figura 26 se puede observar
un dibujo del concepto que se ha seleccionado. Para llegar a la selección de este
concepto se tuvo en cuenta las necesidades planteadas por los usuarios, las
encuestas, maquinaria de este tipo, los costos tanto de manufactura como de
ensamble.
Es importante realizar una tamización de los conceptos generados, para lo cual
se necesita tener unos criterios básicos de selección, los cuales son:
Disponibilidad de Tecnología, Facilidad de producción, mantenimiento, costos,
transportabilidad, fácil manejo y disponibilidad de elementos en el mercado,
combustible económico.
CRITERIO DE SELLECCION A B C D Ref1 Producción máxima - + + 0 0 Facilidad de uso - + + - 0 Ahorro de energía - 0 0 - 0 Cumplirá con las normas de seguridad - 0 - 0 0 La máquina. contará con estética aceptable 0 0 - 0 0 Durabilidad + - - + 0 Fácil adquisición de repuestos 0 - 0 + 0 Medición de la carga 0 + + + 0 Carga total - + 0 + 0
POSITIVOS 1 4 3 4 IGUALES 3 3 3 3
NEGATIVOS 5 2 3 3 TOTAL -4 2 0 1 ORDEN 4 1 3 2
¿CONTINUAR? No si no combinación

62
Figura 26. Concepto Seleccionado
También es necesario aclarar que las máquinas que utilizan para este proceso son
máquinas construidas de forma empírica por lo cual el grupo de diseño se basa en
el conocimiento adquirido para la selección de la mejor alternativa de desarrollo.
6.2.2.1. Análisis De Viabilidad Del Concepto. Dado que los elementos
mecánicos necesarios son de fácil adquisición en el comercio, adicionalmente la
manufactura necesaria es simple y se puede realizar en la región y los elementos
se encuentran alineados con lo cual el modelo cinemático se simplifica la máquina
presenta muy buena viabilidad desde el punto de vista de ingeniería y desarrollo
tecnológico.
6.2.2.2. Disponibilidad de tecnología. Para hacer el análisis de disponibilidad
de tecnología se tomaron como base tres segmentos tecnológicos:
Materiales y Procesos de Manufactura. Empresas locales de maquinado CNC
y Distribuidores de materiales comerciales.
Electrónica. Mundialmente los dispositivos electrónicos son muy conocidos y
comerciales como son los PLC, sensores y otros.

63
Potencia. Es este segmento se tiene la generación de potencia al sistema
teniendo en cuenta elementos comerciales tales como, relés, motores eléctricos y
circuitos de potencia digital (PWM).
También las herramientas se tomaron dentro del análisis de disponibilidad
tecnológica por que estas ayudan al desarrollo del diseño del proyecto se realice
de manera rápida y eficaz; por ejemplo las herramientas computacionales Solid
Edge, Software legal o demo en Internet del PLC, Automation Studio entre otros
de alguna manera el manejo de estos están disponibles.
6.2.2.3. Descripción de conceptos del proyecto. El concepto
anteriormente seleccionado es solo para satisfacer la línea de mayor importancia
dentro del diagrama funcional, las líneas restantes corresponden a otros
conceptos que fueron seleccionados bajo criterios propios del grupo desarrollador.
El concepto desarrollado se puede observar en la Figura 26, y consta de otros
módulos para que puedan funcionar los cuales son:
HMI: Es el dispositivo encargado de servir de controlador e interfaz, por medio
de este se configura el sistema de control, se monitorean todas las variables y se
visualiza el proceso.
Sistema de Control: Este será controlado por medio del PLC, etapas de
acondicionamiento y rutinas de control. Buscando que sea un equipo duradero en
un ambiente industrial y que tenga mayor flexibilidad para la expansión del equipo
de forma modular y no afecta el funcionamiento de la máquina.

64
Sensores: Los sensores son los elementos encargados de brindarle al sistema
de control los valores en los que se encuentran cada una de las variables del
proceso. Las celdas de carga indican el estado de peso del sistema, las
termocuplas dan la medición de temperatura del sistema, los interruptores dan la
información del encendido del proceso, paro de emergencia.
• Actuadores: Dentro del sistema se cuenta con actuadores eléctricos, se tiene
los motores monofásicos ya que la energía es de 110V para el mecanismo de
rotación del cilindro.
Sistema Mecánico - Estructura: Dentro de este se encuentra la estructura de
soporte, el sistema del cilindro secador, acoples del motor, el mecanismo para el
movimiento rotacional del sistema del cilindro secador. Es el soporte de todas las
cargas existentes y darle la estabilidad al horno necesaria para que tolere todas
las perturbaciones de un ambiente de trabajo hostil.
• Sistema de Calentamiento: Este sistema es una estructura o fenómeno de
transferencia de calor desde un cuerpo a mayor temperatura a un cuerpo a menor
temperatura mediante la aplicación de alguna forma de trabajo mecánico.
• Aislamiento térmico: Este sistema es importante en el horno ya que este es
una barrera al paso del calor entre dos medios que naturalmente tenderían a
igualarse en temperatura. Es un material caracterizado por su alta resistencia
térmica, su baja conductividad térmica y un bajo coeficiente de absorción de la
radiación; por lo cual reduce las perdidas de calor del interior del horno hacia el
exterior. Para realizar la selección del aislamiento será basado en los cálculos y
requerimientos del sistema de transferencia de calor, para de esta manera dar un
mejor aprovechamiento y ahorro de energía.
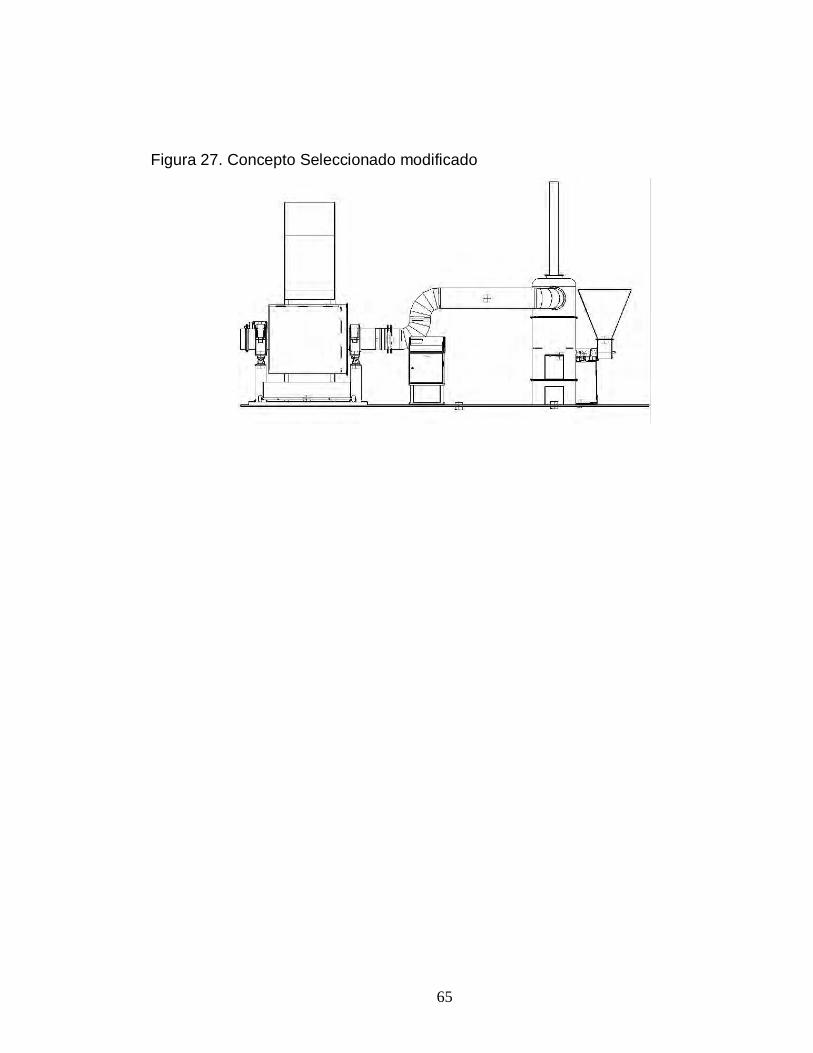
65
Figura 27. Concepto Seleccionado modificado

66
7. CALCULOS DE INGENIERIA
7.1. DISEÑO DEL HORNO TIPO CILINDRO HORIZONTAL
Este horno está compuesto por un eje y dos secciones cilíndricas horizontales,
una de ellas el cilindro interior perforado es el contenedor de café, la segunda
sección es un cilindro exterior el cual contendrá el cilindro interior y llevara un
aislante para reducir las perdidas de calor en el interior del horno.
Se inyecta aire caliente por el interior del eje el cual sale por los orificios laterales
de el mismo ingresando a la región donde se encuentra almacenado el café para
salir finalmente por los orificios de la pared cilíndrica que contiene el café y
finalmente es evacuado por el ducto formado entre los dos cascarones cilíndricos.
(Ver Figura 28), El aire expulsado de este sistema puede ser utilizado como
oreador.
Figura 28. Vista del flujo de aire en el horno

67
7.1.1. Esquema Del Diseño Del Horno. A partir de las características del café y
la capacidad de secado se calcula la dimensión amientos y cálculos térmicos del
horno de acuerdo a la Figura 29:
Figura 29. Estrategia de Diseño del horno
En la Figura 30 se muestra el sistema de horno a diseñar. La primera etapa
consiste en calcular la dimensiones del cilindro que va a contener el café, calcular
Datos de entrada Densidad del café.
Peso a secar. Humedad inicial
Dimensiones del cilindro que contiene el café
“Horno”
Calculo del flujo de aire para secar el café
Calculo de perdidas de calor en las superficies del horno por transferencias de
calor
Calculo de la energía necesaria para calentar todo el sistema:
Materiales del horno aire circulante
Análisis del tiempo en el que se desea secar y verificación del flujo
de aire

68
del flujo de aire dentro del horno, calculo del calor necesario para llevar todo el
sistema a una temperatura adecuada para el secado del café (50 ºC). Con esta
información ya se pasa a una segunda etapa de calcular el hornillo de combustión.
Figura 30. Horno Cilíndrico Contenedor de Café
Los parámetros iniciales para el diseño del horno se basan en: el peso del café a
secar, la humedad inicial que contiene el grano de café, y la humedad final a que
se pretende llegar con el secado y las condiciones ambientales.
7.1.2. Parámetros Iniciales:
Cantidad de café a secar 40 arrobas = 500 Kg
Humedad inicial del café 60 %
Humedad final café requerida 11 %
Densidad del café seco 0.357 3dmkg
Densidad del café húmedo 0.8173 3dmkg
Contenido de agua = Kg 300100
% 60 secara café de Cantidad

69
Peso del café seco = Kg 200100
secara café de CantidadInicial Humedad100
Humedad en el café seco= Kg. 24,7
requerida final Humedad-100 secocafé del Peso-requerida final Humedad
Humedad a extraer del café= Kg. 275,3 secocafé el en Humedad-agua de Contenido
Temperatura ambiente: 25 ºC
Dimensiones Del Cilindro Las dimensiones del cilindro se realizan teniendo en
cuenta la densidad del café
Densidad = Masa / volumen
Volumen = Masa / densidad café húmedo
Volumen del café seco 3
3
6128173.0
500 dm
dmkgkgVcafe
Tabulación de varias dimensiones que puede tener el cilindro
A=área; t =espesor; l =longitud; cilindroV =Volumen del cilindro contenedor de café
Carga=es el % de carga del cilindro contenedlo de café
4
2 22 tA extext
ext
cafeVl
1000
2
4ext
cilindrolV
Los parámetros para escoger el cilindro:
Que no sea muy grande y sea maniobrable.

70
Si el volumen del cilindro es menor el ventilador es de menos caudal flujo
másico donde se puede economizar energía.
Necesitamos que el volumen del Café húmedo ocupe un 89% del volumen del
cilindro para que este pueda tener movimiento dentro del tanque
En la Tabla 4. Las Dimensiones tentativas del Cilindro.
Tabla 4. De Posibles Dimensiones del Cilindro
# Día Ext. Diá. de tubería Área Long Vol. cilindro [m] [m] [m2] Mt [m3] 1 0,75 0,320 0,3614 1,91 0,691 2 0,8 0,320 0,4222 1,64 0,691 3 0,85 0,320 0,4870 1,42 0,691 4 0,9 0,320 0,5557 1,24 0,691 5 0,95 0,320 0,6284 1,10 0,691 6 1 0,320 0,7050 0,98 0,691 7 1,05 0,320 0,7855 0,88 0,691 8 1,1 0,320 0,8699 0,79 0,691 9 1,15 0,320 0,9583 0,72 0,691
10 1,2 0,320 1,0505 0,66 0,691 11 1,25 0,320 1,1468 0,60 0,691 12 1,3 0,320 1,2469 0,55 0,691 13 1,35 0,320 1,3510 0,51 0,691
Dimensiones Del Cilindro Interior. Teniendo los anteriores aspectos y la Tabla 4
donde se puede observar las diferentes dimensiones que puede tener el cilindro.
De acuerdo a la mejor selección se considero tener para el diseño del cilindro
interior que es perforado, las siguientes dimensiones que se pueden observar en
la Tabla 5.
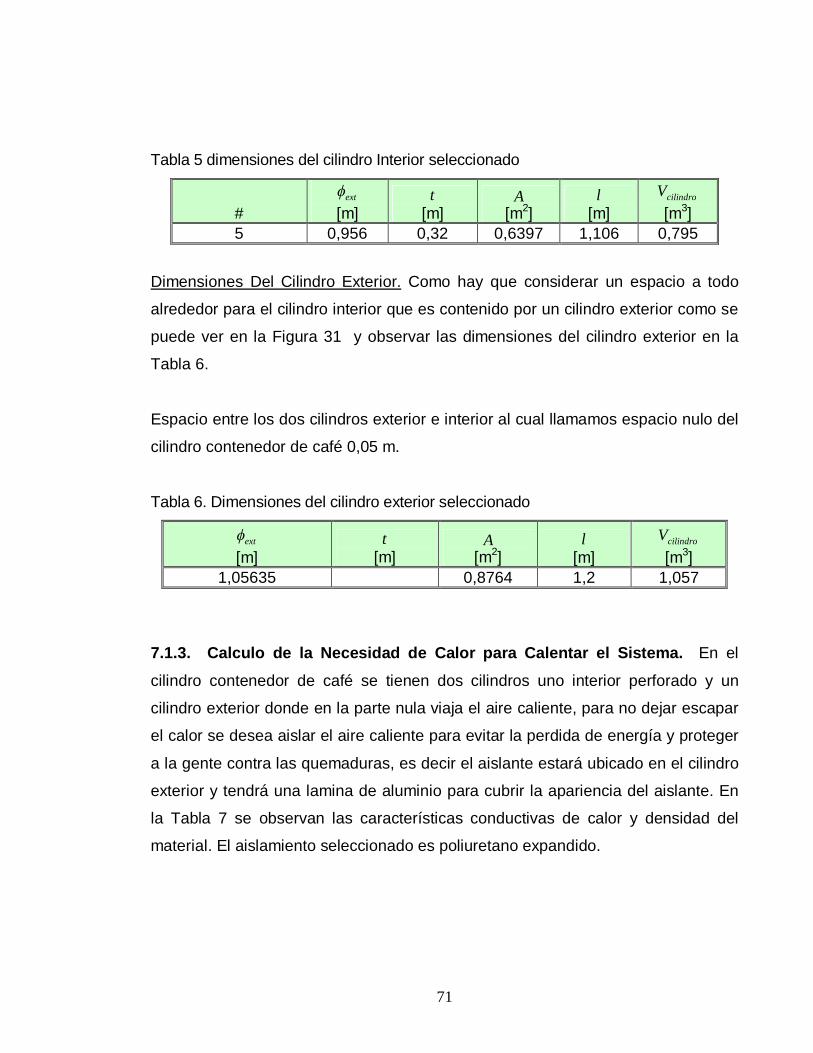
71
Tabla 5 dimensiones del cilindro Interior seleccionado
# ext
[m] t
[m] A
[m2] l
[m] cilindroV
[m3] 5 0,956 0,32 0,6397 1,106 0,795
Dimensiones Del Cilindro Exterior. Como hay que considerar un espacio a todo
alrededor para el cilindro interior que es contenido por un cilindro exterior como se
puede ver en la Figura 31 y observar las dimensiones del cilindro exterior en la
Tabla 6.
Espacio entre los dos cilindros exterior e interior al cual llamamos espacio nulo del
cilindro contenedor de café 0,05 m.
Tabla 6. Dimensiones del cilindro exterior seleccionado
ext [m]
t [m]
A [m2]
l [m]
cilindroV [m3]
1,05635 0,8764 1,2 1,057
7.1.3. Calculo de la Necesidad de Calor para Calentar el Sistema. En el
cilindro contenedor de café se tienen dos cilindros uno interior perforado y un
cilindro exterior donde en la parte nula viaja el aire caliente, para no dejar escapar
el calor se desea aislar el aire caliente para evitar la perdida de energía y proteger
a la gente contra las quemaduras, es decir el aislante estará ubicado en el cilindro
exterior y tendrá una lamina de aluminio para cubrir la apariencia del aislante. En
la Tabla 7 se observan las características conductivas de calor y densidad del
material. El aislamiento seleccionado es poliuretano expandido.

72
Tabla 7. Características conductivas de los diferentes materiales que esta
compuesto el contenedor de café
Densidad K Cp Elemento
Material
3mkg Km
W2 KKg
J
Material del cilindro Acero
Inoxidable 7833 50 465
Material aislante Poliuretano expandido 10 0,043
Material exterior cilindro
Acero Inoxidable 7833 50 465
Resistencia Térmica para un cilindro hueco largo
Resistencia térmica =cilindro
ext
lkrr
2
lnint
Se puede decir que la resistencia de la tubería es demasiado pequeña y por tanto
la conductividad térmica del material del cilindro acero inoxidable es grande y
intln rrext es pequeño. De esta manera la caída de temperatura a través de las
paredes del cilindro será muy pequeña.
Donde el calor total a través de las paredes es total
ext
rTTq
int
Los datos de temperatura de trabajo del horno nunca podrán exceder de 50ºC
debido a que se degrada la almendra del café, perdiendo calidad, sabor y aroma,
quedando este en una baja calidad de producto. Se asume la temperatura
exterior de 25ºC para trabajar en clima templado. Las condiciones son las
siguientes:
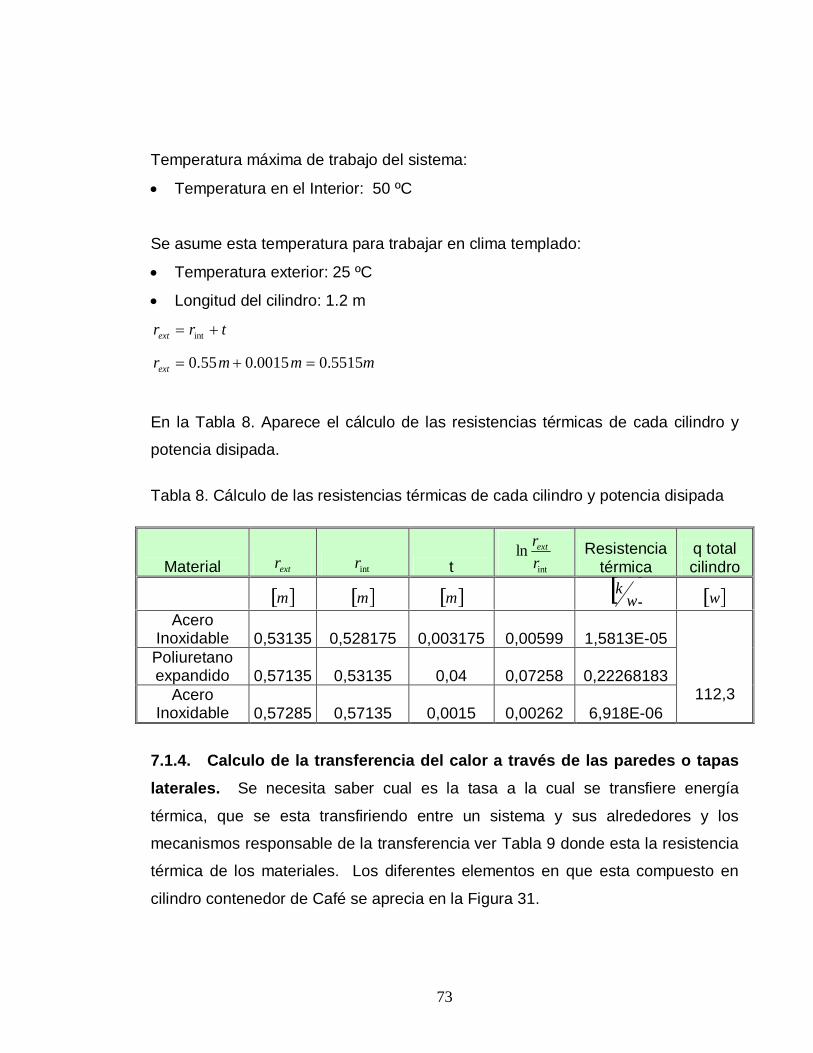
73
Temperatura máxima de trabajo del sistema:
Temperatura en el Interior: 50 ºC
Se asume esta temperatura para trabajar en clima templado:
Temperatura exterior: 25 ºC
Longitud del cilindro: 1.2 m
trrext int
mmmrext 5515.00015.055.0
En la Tabla 8. Aparece el cálculo de las resistencias térmicas de cada cilindro y
potencia disipada.
Tabla 8. Cálculo de las resistencias térmicas de cada cilindro y potencia disipada
7.1.4. Calculo de la transferencia del calor a través de las paredes o tapas
laterales. Se necesita saber cual es la tasa a la cual se transfiere energía
térmica, que se esta transfiriendo entre un sistema y sus alrededores y los
mecanismos responsable de la transferencia ver Tabla 9 donde esta la resistencia
térmica de los materiales. Los diferentes elementos en que esta compuesto en
cilindro contenedor de Café se aprecia en la Figura 31.
Material extr intr t int
lnrrext Resistencia
térmica q total cilindro
m m m wk w
Acero Inoxidable 0,53135 0,528175 0,003175 0,00599 1,5813E-05 Poliuretano expandido 0,57135 0,53135 0,04 0,07258 0,22268183
Acero Inoxidable 0,57285 0,57135 0,0015 0,00262 6,918E-06
112,3

74
Se calcula la resistencia térmica de cada material
Resistencia térmica = kArea
paredEspesor
Donde el calor total a través de las paredes y tapas es:
total
ext
rTTq
int
Área superficial de la tapa = 22max 031.1 mr
Tabla 9. Cálculos de las resistencias térmicas de los dos círculos y potencia disipada
Espesor pared Resistencia térmica q total de 2 tapas Material
m wk w
Acero Inoxidable 0,003175 6,15945E-05 Poliuretano expandido 0,04 0,90291843 Acero Inoxidable 0,0015 2,90998E-05
55,4
Figura 31. Cilindro contenedor de Café para ilustrar los diferentes elementos por los
que esta compuesto
Perdida de calor a través de las paredes:
wqq tapascilindro 7.167
Energía que pierde a través de las paredes del horno: juliosQ ciatransferen 91.603588

75
7.1.5. Análisis del comportamiento de la potencia de disipación térmica de
acuerdo al espesor de la pared.
Poliuretano Expandido Como Aislante Térmico. La capacidad de aislamiento
térmico de un material está definida por su coeficiente de conductividad térmica, al
igual que las propiedades mecánicas, con la densidad aparente. Realizar el
cálculo apropiado del aislamiento térmico nos dará un mejor aprovechamiento de
la energía térmica. El material Poliuretano Expandido standard que se utiliza
habitualmente para el aislamiento térmico tiene la densidad media aparente de 10
kg/m3, es auto extinguible y la conductividad térmica para la densidad media
aparente de: 10 Kg/m3 es de 0,043 W/m K.
La selección del espesor del aislante térmico se obtuvo por tabulación al realizar
varios cálculos y determinar cual seria la mejor alternativa aislante donde se
pierda menos calor a través de las paredes del horno. En la Tabla 10 y figura 32
se muestra la curva de perdida de calor vs. espesor del aislamiento. Con un
espesor de aislamiento de 4 cm se estaría conservando el 90% de calor que
podría disipar el cilindro sin aislamiento (ver Tabla 11).
Tabla 10.Espesor de aislamiento vs. la perdida de calor
Espesor aislamiento Poliuretano expandido Potencia disipada cm W %
10 75 5,90 8 90,6 7,12 6 116,8 9,18 5 137,7 10,83 4 169,2 13,30 2 326,7 25,68 1 641,9 50,46
0,5 1272 100,00
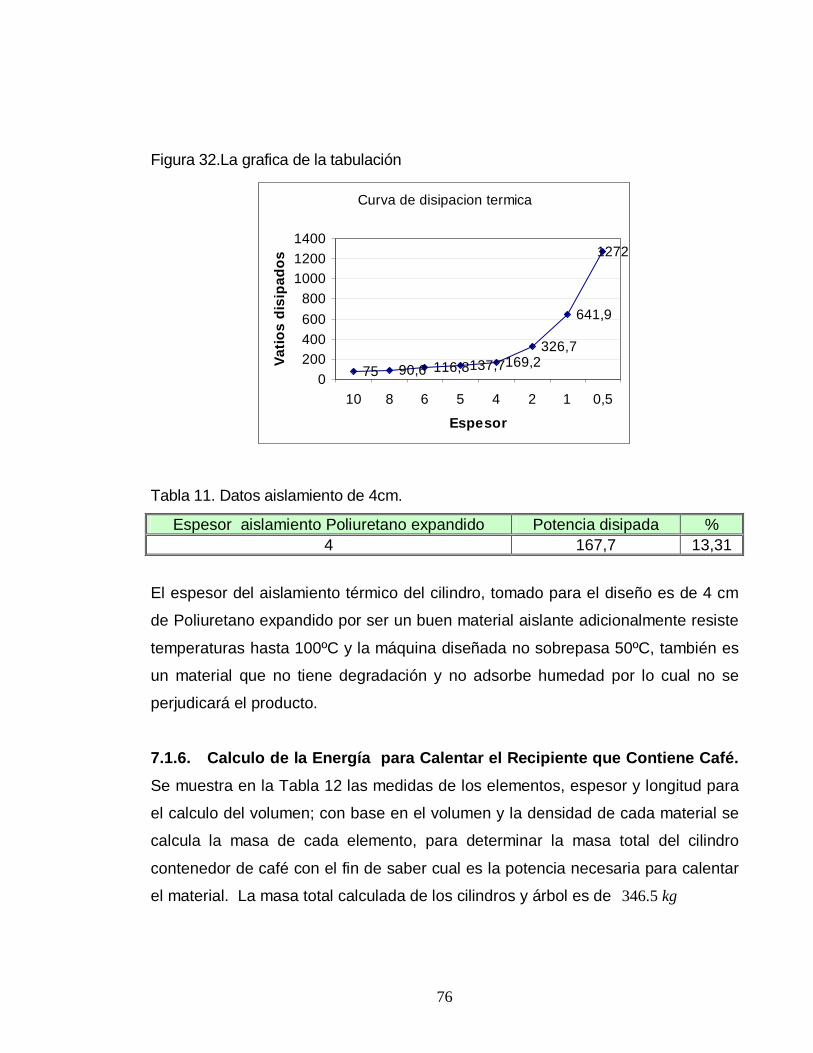
76
Figura 32.La grafica de la tabulación
Curva de disipacion termica
75 90,6 116,8137,7169,2326,7
641,9
1272
0200400600800
100012001400
10 8 6 5 4 2 1 0,5
Espesor
Vatio
s di
sipa
dos
Tabla 11. Datos aislamiento de 4cm.
El espesor del aislamiento térmico del cilindro, tomado para el diseño es de 4 cm
de Poliuretano expandido por ser un buen material aislante adicionalmente resiste
temperaturas hasta 100ºC y la máquina diseñada no sobrepasa 50ºC, también es
un material que no tiene degradación y no adsorbe humedad por lo cual no se
perjudicará el producto.
7.1.6. Calculo de la Energía para Calentar el Recipiente que Contiene Café.
Se muestra en la Tabla 12 las medidas de los elementos, espesor y longitud para
el calculo del volumen; con base en el volumen y la densidad de cada material se
calcula la masa de cada elemento, para determinar la masa total del cilindro
contenedor de café con el fin de saber cual es la potencia necesaria para calentar
el material. La masa total calculada de los cilindros y árbol es de kg5.346
Espesor aislamiento Poliuretano expandido Potencia disipada % 4 167,7 13,31

77
Tabla 12. Medidas de elementos del horno
Diámetro exterior Área Longitud Espesor Volumen Masa Elementos
m 2m mm 3dm kg Cilindro interior perforado 0,956 3,32 1,1 3,175 10,55 82,67 Tapa lateral perforada 0,956 0,72 3,175 4,56 35,73 Cilindro exterior 1,056 4,00 1,2 3,175 12,71 99,57 Tapas lateral 1,056 0,88 3,175 5,57 43,59 Cilindro interior difusor de aire 0,226 0,82 1,156 3,175 2,61 20,45 Eje en acero 0,0762 0,0046 1,806 8,24 64,53
Es necesario saber cual es la energía que absorbe la estructura del cilindro
rotativo que esta compuesta de dos cilindros interior fabricados en acero
inoxidable, más el árbol central que soporta el peso. Para calcular la energía
necesaria para aumentar la temperatura de kg5.346 de material desde 25ºC a
50ºC se debe utilizar la siguiente formula:
TCmasaQ p
CT º25
JQ
CkgJkgQ
6.4028493
º254655.346
La energía térmica transferida es de J6.4028493 para calentar el material de la
estructura del cilindro rotativo contenedor de café.
La transferencia de energía térmica es la forma de transferencia de energía que
ocurre como consecuencia de una diferencia de temperatura en nuestro caso
llevar la temperatura ambiente que es la que esta en su estado inicial y elevarla

78
hasta los 50ºC que es la temperatura en la cual se permite secar el café. La
capacidad calorífica del material la necesitamos para saber cual es la cantidad de
energía térmica necesaria para elevar la temperatura del material en un grado
Celsius. La energía térmica necesaria para cambiar la temperatura de la estructura
del cilindro rotativo es CT º25 .
7.1.7. Calculo de la energía necesaria para calentar el flujo de aire que
circula en el interior del sistema. Para calcular la energía requerida es
necesario conocer la masa de aire dentro del horno, esta se calcula por medio del
volumen del cilindro y la densidad del aire, de la siguiente manera:
vilindroV =Volumen del cilindro
airevilindroVmasa
Luego de conocer la masa se calcula el calor para calentar el aire aireQ .
TCpmasaQ aireaire
Los datos del calor específico del aire Cp y la densidad del aire se pueden
observar al ver en la Tabla 13 y si es necesario se interpola los datos (Tabla 14,
Tabla 15).

79
Tabla 13. Propiedades térmicas y densidad del aire
T Cp
Cº
KKg
J
3mkg
0 1011 1,252 20 1012 1,164 40 1014 1,092 60 1017 1,025 80 1019 0,968
100 1022 0,916 300 1035 0,723 350 1047 0,596 400 1059 0,508 500 1076 0,442
1000 1139 0,268
Temperatura ambiente o exterior 25°C
Volumen aire dentro del cilindro contenedor de café 306.1 m aire
Tabla 14. Interpolación densidad
Interpolación para hallar densidad 20 1,164 2 50 1,200 40 1,092 3
Tabla 15. Interpolación de la capacidad calorífica
Interpolación para hallar Cp 40 1014 3
50,0 1016 60 1017 4
Densidad del aire a temperatura máxima 3200.1max m
kgtaire
Masa de aire = cilindroelenaireaire V Kg269.1

80
Temperatura máxima dentro del horno CT º50max
Capacidad calorífica del aire kkgJCpaire 1016
La energía necesaria para calentar el aire dentro del cilindro contenedor de café –
horno es:
JTCpmq 5.32210
7.1.8. Calculo de la energía para calentar el café y evaporar la humedad. Es
importante conocer que el grano de café no puede conservarse almacenado si no
está seco y este es el fin del proyecto diseñar una máquina que seque el café por
esta razón se debe determinar cuándo un grano se considera "seco". Como
término general, para el café una humedad del 10-12% se considera el límite para
estimarlo como "seco".
Para cumplir con esta condición del contenido de humedad final se debe calcular
el balance de energía y para ello es necesario conocer el peso del agua que
queda en el producto aguaP , peso total del café húmedo Pmh y humedad final del
producto fH .
Fórmula para calcular el balance de energía.
f
fiagua H
HHPmhP
100
Donde:
aguaP = Peso del agua que contiene el café
Pmh = Peso total del café húmedo

81
iH = Humedad inicial del café
fH = Humedad final del producto
kgPagua 3.275
111001160500
Temperatura de secado Cº50
El calor necesario es:
Q = latentecalorevaporadaaagua Lmasa
Humedad del café final que se desea %11fH que equivalga al contenido de
humedad que debe tener el café seco.
Para hallar la energía necesaria para evaporar la húmeda del grano de café se
debe calcular el Calor latente (L) de vaporización de café que indica exactamente
la cantidad de calor necesaria para evaporar el agua contenida en el grano (Tabla
16), esta depende de la temperatura y la humedad del producto; la formula es
emperica obtenida por Cenicafé.
Calor latente de vaporización del café pergamino [Ecuación Calor latente de
vaporización del café pergamino, Empírica realizada por Cenicafé].
100044408.11495.24.2502 10050.21
sec
deseadaH
adoTL
Donde:
L= Calor latente de vaporización del café pergamino,
kgkJ
adoTsec = Temperatura, (grados centígrados) M = Contenido de humedad del café, (decimal, base seca)

82
Tabla 16. Humedad del café a extraer.
Masa L Q MATERIAL kg
kgJ J
Húmeda del café a extraer 275,3 2700187 743310035
La energía necesaria para evaporar la humedad del café se puede por medio de la
expresión encontrada para calcular el calor específico del café.
Ecuación 1. Calor específico del café
1000100
.7859.53556.1
sHbcs
Kkg
JcafedelEspecificoCalorcs º
Calor especifico KkgJcs º1992
Calor necesario para calentar el café = TcM scafe
Calor necesario para calentar el café = J5.24900612
7.1.9. Energía total del sistema. Se debe conocer el calor total necesario en el
cilindro contenedor de café- horno, por medio de la ecuación de balance térmico
se debe tener en cuenta la energía necesaria par calentar el aire dentro del
cilindro, la energía para extraer la humedad del café, la energía para calentar las
paredes del cilindro.
Tiempo estimado en secar el café es adotiemposec = h0.18
Formulas Generales:
• Calor necesario por hora para evaporar la humedad el café=ado
Total
tiempoQ
sec

83
• Calor total necesario para elevar la temperatura Q total
cafeelcalentarextraeracafedelHumedadTotal QQQ
• Energía total que requiere el sistema es:
TotaluevoaireairemasamaterialciatransferensistemadelTotal QQQQQQ
En la Tabla 17 se muestran los cálculos para la energía total del sistema y en la Tabla 18 se muestra energía de cada sistema.
Tabla 17. Datos cálculos para la energía total del sistema
DATOS CALCULADOS Calor total necesario para elevar la temperatura
cafeelcalentarextraeracafedelHumedadTotal QQQ J768210647
Calor necesario por hora para evaporar la humedad ado
Total
tiempoQ
sec
hJ42678369
Energía total que requiere el sistema
Totaluevoaireairemasamaterialciatransferen QQQQQ J772874799
Tabla 18. Energía de cada sistema
La potencia necesaria del Quemador o calentador que se requiere para todo el
sistema es de KJKW 4734315.13
Energía Potencia Porcentaje MATERIALES A CALENTAR J W Energía a transferencia pared del horno 603589 168 1,275 Energía en calentar material del horno 4028494 1119 8,509 Energía en calentar el aire del horno 32210 9 0,068 Energía en calentar el aire reposición 0 0 0,0 Energía para la Húmeda del café 42678369 11855 90,1 Total 47342662 13151 100,0

84
7.1.10. Análisis energético. En la Tabla 19 se puede observar que gran parte
de energía esta dirigida a evaporar el agua, lo que indica que la eficiencia del
sistema y de los aislamiento térmicos utilizados es de 90.1%.
Tabla 19. Necesidad del horno de acuerdo al tiempo de secado 18 horas
Energía Potencia Porcentaje MATERIALES A CALENTAR J W Energía a transferencia pared del horno 10864600 3018 1,39 Energía en calentar material del horno 4028352 1119 0,51 Energía en calentar el aire del horno 32210 9 0,00 Energía en calentar el aire reposición 0 0 0,00 Energía para la Húmeda del café 768210647 213392 98,09
Energía total en hora 783135810 217538 100,0
Energía necesaria que se necesita por hora 43507545 Julios=43508 KJulios para
calentar el sistema total del cilindro contenedor de café-horno.
7.1.11. Calculo de Flujo de Aire por Transferencia de Calor.
Tomando:
Densidad = 3200.1 mkg
kgkJ
KkgJ
CpCp aire 016.11000
1016
1000
T = CCC º25º25º50
TCpMasaQaire
TCpaireFlujoQ airwaire
Flujo de aire = CKgKJ
mkgKJ º25016,1120043508 3

85
Flujo de aire = hm 1428,12
3
Energía que maneja el aire = TCpairedeFlujo aire
Energía que maneja el aire = kJ43508
7.1.12. Calculo de Flujo de Aire y Dimensión de Tubería. Conocida la
cantidad de agua a evaporar y calculado el consumo energético, es importante
determinar la cantidad de aire para transportar la cantidad de calor ya establecida
sin superar una temperatura de trabajo prefijada. Tomando el flujo de aire
constante, se determina el caudal por la ecuación de Foster
Caudal min3m = consumo energético
17T
hkcal
Donde:
17: constante de Foster
T : Diferencia entre la temperatura del aire de secado y la temperatura ambiente
Caudal min3m = min
3m24,45
Caudal hm3
= hm1467
3
Las velocidades recomendadas en los diseños para transportar aire son de 5 m/s
o 1000 cfm para evitar altas pérdidas de presión y generación de sonidos
perturbadores. De acuerdo a esto se tiene (ver Tabla 20, Tabla 21):
Velocidad máxima de aire recomendada dentro de tuberías 1000 inFt
Área de Tubería =60airevelocidad
Airedeflujo

86
Área de Tubería = 2
3
08.06008.5
min53.24m
sm
m
Diámetro = mm
320.04min50.24
3
El conocimiento de este dato permite seleccionar el tamaño del ventilador a
utilizar.
Tabla 20. Condiciones del flujo de aire Sistema de unidades SI
Flujo de aire Velocidad aire Área de tubería Diámetro
min3m sm 2m m
24,50 5,08 0,08 0,320
Tabla 21. Condiciones del flujo de aire Sistema Ingles de unidades
Flujo de aire Velocidad aire Área de tubería Diámetro cfm
minft 2ft ft
865,2 1000 0,8662 1,050
De acuerdo a lo anterior el ventilado debe tener un caudal como mínimo de 1667
hm3
o 980 cfm y el diámetro de tubería es de 0.345 m .
Luego se calculara las perdidas por fricción en la tubería en la sección de “Calculo
perdidas de presión en tubería”
7.1.13. Calculo de Perdidas de Presión en el Ducto. En este sistema se
escoge un ducto transmisor de aire, que va desde el ventilador hasta el cilindro

87
contenedor de café, se utiliza un sistema de distribución de alta velocidad, que
proporcione velocidades y presiones mayores, aportando así una buena
distribución de aire caliente dentro del hornillo. Para tal fin se tiene en cuenta
algunas restricciones establecidas en diseño de tuberías, como:
espacio disponible
perdidas de presión por rozamiento
velocidad
nivel de ruido
perdidas o ganancias de calor
fugas
En el siguiente análisis se contemplará las perdidas o ganancias de presión en la
línea de distribución de aire, a través del hornillo y del ducto, por el cual atraviesa.
7.1.14. Pérdida por Rozamiento en el Ventilador. En la Tabla 22 se toman
algunos datos ya calculados
Tabla 22. Datos del ducto.
DATOS DEL DUCTO Ductodel.. m32,0
Espesor mm1 ....min CalibreaceroenaLa 20#
airedelcaudalQ ... hm31428 = sm339666.0
Calculando la velocidad de descarga de aire del ventilador dentro de la tubería:
AVQ

88
AQV
2
3
08042.0
39666.0
ms
mV
smV 932.4
Ahora se halla la pérdida de carga por unidad de longitud, de la cual se manejan
los datos de velocidad y caudal de aire, ubicamos de la Figura 33 se obtiene una
perdida de carga por rozamiento en el conducto de OmmH 20825,0 por cada metro
de longitud equivalente.
Perdida por rozamiento en el ventilador = OmmH 20825,0

89
Figura 33.pérdidas por rozamiento en conductos Redondos.
7.1.15. Pérdida por Rozamiento en Accesorios (Codos).
Selección de codo: Se presentan perdidas de carga en elementos del conducto
tales como codos. Tales codos se dividen en diferentes tipos: Codos rectangulares
y Codos circulares. En el sistema del ducto utilizará un codo circular. Para que

90
haya una mínima perdida de carga o caída de presión en el codo, al tiempo que se
espera reducir el ruido producido por la presión al paso en el tubo se elige un codo
de 90º de 5 piezas. Tomando una relación de codo de 90º de 1,5 (Manual de aire
acondicionado. Perdida por Rozamiento en conducto redondo de 1,5 (Carrier
Conditioning Company. Editorial Marcombo Pág. 2-38). D: Diámetro del ducto =
32cm
5,132
r
Dr
r: Radio de curvatura del codo 48 cm
Con los datos anteriores se halla la perdida en el codo de la Tabla 23. Rozamiento
en Codos Sección Circular.
Tabla 23. Rozamiento en Codos Sección Circular.
unidadmrozamientoporPerdida 84.3..

91
Se halla la perdida de carga total en el conducto desde el ventilador a la tubería y
sus acoplamientos.
Longitud total de la tubería: mTubo 5,1.1
En este sistema de distribución de aire se utilizan tres codos entonces la longitud
equivalente de los acoples (Figura 34) es:
mUnidadmCodos 52,1184,3.3
La longitud total de sistema de distribución de aire es: mTotalLong 02,13.
Con datos anteriores se calcula la perdida de carga debido a la fricción.
OmmHmOmmHmFriccionporPerdida 22 074,10825,002,13..
Figura 34. Sistema de distribución del aire
7.1.16. Perdida de Presión Debido al cambio de Sección del Ducto.
Además de la perdida de carga en conductos encontrada anteriormente, debe
tenerse en cuenta la perdida ocasionada por el cambio de sección redonda a
rectangular a la entrada del ventilador.
1,5m

92
Figura 35. (1) Boca del Ventilador; (2) Transformación de sección redonda a
rectangular a la entrada del ventilador.
(1) (2)
El área del conducto del ventilador es:
2036455,0115.0317,0 mmmArea
La velocidad de salida de aire del ventilador es:
sm
ms
m
AQV 88,10
036485,0
39666,02
3
Comparando la velocidad de descarga y la del conducto:
88,10932,4
Como la velocidad de descarga del ventilador es mayor que la del conducto,
entonces hay un aumento de presión estática, por lo cual se debe utilizar la
formula de aumento de presión estática:
22
7.2424.24275.0 VelVfGanancia
22
7.242min60932.4
4.242min6088.10
75.0mm
Ganancia
OmmHGanancia 23217.4

93
La presión estática total en la tubería será:
Presión Estática en la Tubería OmmHOmmHmmCa 22 247.33217.4074.1
Nota: La presión estática favorece el desempeño del equipo (a Favor).
7.1.17. Calculo de Perdida de Presión en el Hornillo. En la figura 36 se
aprecia la distribución de las diferentes partes del hornillo a analizar. Hallando la
velocidad en cada uno de los elementos que componen el hornillo, en cada uno se
tendrá en cuenta el caudal, dado en la tabla.
A. Entrada del hornillo (Tabla 24).
Tabla 24. Datos de entrada del hornillo.
DATOS DE ENTRADA = hornillodeEntradam ....239.0 A = 204486.0 m Q =
sm3
3966.0
Ahora la velocidad de entrada es:
AQV s
mV 84.8
B. Parte nula. Ver ( Figura 36, Figura 37).

94
Figura 36. Distribución geométrica del intercambiador
Figura 37. Parte Nula.
Área Transversal entre los Parte nula (aletas circunferenciales). 22 057072.0116.0492.0 mmmA
2114144.02 mATotal
smaireVel 4745.3..
Parte Nula
Parte Nula
0,116m
0,492m
0,492m

95
C. Área transversal (Figura 37, Figura 38)
Figura 38. Vista Frontal superior del anillo separador.
2222
1045.436070
4mArea IntExt
smaireVel 9123.8.
D. Intercambiador. Ver (Figura 39, Figura 36 y tabla 25)
Figura 39. Vista Frontal de la zona de los tubos del intercambiador
Tabla 25. Datos del intercambiador
Datos Tubos.
"411 = 0.03175m
aleta mm70 Espesor mm15.0
aletasdeN ..º cm
Aleta215.3
Área (lugar por donde va a pasar el calor)
m744,0 m512,0
70º
0,486m
0,28m
96
Hallando el área transversal del intercambiador.
Longitud de un tubo = m486.0
Son tres tubos, entonces: mm 458.13486.0
Área de tubos
TubosTuboslong .. = 20462.003175.0458.1 mmm
Área de las aletas.
tuboespesoraletadealetacadadeespesorTuboslong ....... 2004922.000015.0070.0215.38.145 mmm
cmaletacm
Ahora la suma de las áreas de tubo mas las aletas da: 222 04891.004398.0004922.0 mmm
Hallando el área efectiva del intercambiador:
Área efectiva = mm 486.028.0
Área efectiva = 0.0871m2
Por lo tanto la velocidad del aire es smaireVel 55.4.
Salida al sistema del ducto
= 0.32m
A = 0.0804m2
E. V = sm93.4

97
7.1.18. Selección de Elementos Encontrados Dentro del Hornillo. A
continuación se escoge y aproxima geométricamente los elementos encontrados
dentro del hornillo con elementos de las Tabla 26, Tabla 27 y Tabla 28
Figura 40 Indicación de Aproximación de elementos dentro del hornillo.
Con los datos anteriores se aplica las formulas de perdidas y ganancias de
acuerdo a la forma escogida de elemento situado a la corriente de aire.
Ventilador A Entrada Al Hornillo. De la (Tabla 26. Rozamiento en los elementos
de un sistema de conductos rectangulares.) Escogemos el rozamiento de un
sistema de ductos rectangulares el accesorio seleccionado de acuerdo a nuestra
necesidad.

98
Tabla 26. Rozamiento en los elementos de un sistema de conductos rectangulares.
El elemento a seleccionar fue: Expansión.
Para este caso se toma la velocidad del ventilador y la velocidad a la entrada del
hornillo.

99
Datos:
V1Ventilador = sm88.10
V2 hornilloalEntrada .. = sm84.8
Por medio de estos factores de velocidad y el ángulo tomado se puede hallar el
valor de n que seleccionamos en la (Tabla 26. Rozamiento en los elementos de
un sistema de conductos rectangulares.).
8125.021
VV
Angulo tomado: º33
Teniendo estos valores anteriores el valor es n =0.24
La Ganancia de recuperación que permite el seleccionar este elemento por tabla
Donde ganancia es igual a 21 hvhvnGanancias
El valor n es el número representativo de la presión dinámica, perdida de presión
dinámica o ganancia de velocidad en el accesorio, y puede ser convertida en
longitud adicional equivalente del conducto.
Vh Presión dinámica para 1V o 2V , acmm .
n Valor para un determinado accesorio.
Factor de velocidad. Según (Tabla 19)
n =0.24

100
Se escoge la presión dinámica, según el dato de velocidad. Ver (Tabla 27).
Tabla 27. Presiones dinámicas.
Presión dinámica hv
1hv = 7.5 OHmm 2.
2hv = 5 OHmm 2.
Entonces
55.724.0 Ganancias
OmmHGanancias 26.0

101
Tabla 28.Rozamiento en los elementos de un sistema de conductos rectangulares.
Entrada Hornillo a la Parte Nula del Hornillo. Se escoge el ducto de Expansión
abrupta. Ver (Tabla 26)
Datos:
102
V1 hornilloalentrada .. = sm84.8
V2 hornillodelNulaParteSalida .... = sm4745.3
De aquí en adelante se procede de igual forma que en el caso anterior.
4.0393.01
2 VV
De la Tabla 26. Rozamiento en los elementos de un sistema de conductos
rectangulares., se obtiene: 1hVnGanancia
De la Tabla 27. Presiones dinámicas., se obtiene:
1hv = 5 OHmm 2.
514.0 Ganancia OHmm 2.
OmmHGanancia 27.0
7.1.19. Salida de Parte Nula al Intercambiador. A continuación se hallan las
Perdidas o Ganancias entre la parte nula del cilindro y la salida del hornillo (Ver
Figura 36). Para esto se compara un accesorio en este caso un codo de radio de
sección rectangular para llevar el aire hacia la tubería. De la Tabla 28.Rozamiento
en los elementos de un sistema de conductos rectangulares., se seleccionamos el
Codo de radio de sección rectangular. Hallando el tramo del ducto que se
distribuye como reaprecia en la Figura 41.

103
Figura 41. Vista de la parte nula del cilindro
483.8
116.0492.02
DW
707.2116.0314.0
DR
De (Tabla 28.Rozamiento en los elementos de un sistema de conductos
rectangulares.) se obtiene:
36DW Y 5.1
DR 7
Para tres secciones de estas que se distribuyen en todo el hornillo se tiene:
mm 2173
Calculando las pérdidas de fricción en parte nula del cilindro (Figura 42), como se
tiene un tramo del Ducto de 21m, se tomaran como base los siguientes datos:
V1 hornillodelNulaParte ... = sm4745.3

104
Q airedelcaudalQ ... = sm3
3966.0
Area = 211392.0 m
4
A m38.0
Figura 42. Vista transversal de la parte nula del cilindro.
Con el dato de velocidad y caudal de aire, se va a la Figura 33, se obtiene:
Perdidas por fricción = 0.03 OHmm 2.
Ahora hallando la pérdida total donde esta es igual a la longitud del ducto, por la
pérdida unitaria.
Perdidas = friccióndePerdidasL .. =m
OmmHm 203.021
Perdidas a lo largo del ducto = OmmH 263.0
Como la velocidad del ducto es menor que la velocidad del ventilador, por lo tanto
se presenta una ganancia.
smVs
mV VentiladorDucto 88.10474.3
Aplicando la formula de ganancia:

105
22
4.2424.24275.0 DuctoF VVGanancia
22
4.24247.208
4.2428.65275.0
OmmHGanancia 28847.4
Para la Parte Nula del Hornillo a Anillo Separador, de la Tabla 26, se selecciona
contracción abrupta.
Analizando para un Anillo (Restricción: escogemos este tipo de elemento debido al
cambio de velocidad debido al cambio de las áreas), los datos son:
V1 hornillodelnulaParteEntrada .... = sm4745.3
V2 separadoranilloSalida .. = sm9123.8
Por tanto: 3898.02
1 VV
En este tipo de elemento se presenta pérdida, en donde la pérdida para este tipo
de elementos según la Tabla 26, es por interpolación: = 0.33
De la Tabla 27 se obtiene la presión dinámica, por tanto:
2hv = 5 OHmm 2.
2hVPerdida 533.0 OHmm 2.
OmmHPerdida 265.1
Existen dos anillos, por lo cual:
OmmHPerdida 265.12 OmmHPerdida 23.3
Para la Parte Nula del Hornillo a Intercambiador, de la Tabla 26, se selecciona
contracción abrupta, los datos son:

106
V1 hornillodelNulaParte ... = sm4745.3
V2 rercambiadoalEntrada int.. = sm55.4
Por tanto: 7636.02
1 VV
En este tipo de elemento se presenta pérdida, en donde la perdida para este tipo
de elementos según la Tabla 26 es igual.
De La Tabla 26 75.02
1 VV 15.0n
De la Tabla 27 de presiones dinámicas, se obtiene:
2hv = 1.25 OHmm 2.
Por tanto:
Perdidas= 2nhV = 25.115.0 OHmm 2.
Perdidas= OmmH 21875.0
Para el Intercambiador a la Salida del Cilindro, de la Tabla 26, se selecciona
contracción abrupta, los datos son:
V1 hornillodelNulaParte ... = sm4745.3
V2 cilindrodelSalida .. = sm93.4
Por tanto: 7046.02
1 VV

107
De La Tabla 26 75.02
1 VV 15.0n
De la Tabla 27 de presiones dinámicas, se obtiene:
2hv = 1.5 OHmm 2.
Por tanto: Perdida = 2nhV = 5.115.0 OHmm 2.
Perdida = OmmH 2225.0
7.1.20. Presión Estática. Ahora sumando las ganancias y pérdidas
anteriormente calculadas (Tabla 29) se sabrá si se tiene una presión estática a
favor o en contra.
Tabla 29. Presiones Calculadas
1 Ventilador a entrada hornillo Ganancia 0.6 OmmH 2 2 Entrada hornillo a la parte nula del hornillo Ganancia 0.7 OmmH 2
Perdida 0.63 OmmH 2 3 Salida parte nula al intercambiador Ganancia 4.8847 OmmH 2
4 Parte nula del hornillo a anillo separador Perdida 3.3 OmmH 2 5 Parte nula del hornillo a intercambiador Perdida 0.1875 OmmH 2 6 Intercambiador a salida del cilindro Perdida 0.225 OmmH 2
OmmHOmmHOmmHOmmHOmmHOmmHOmmHTotal
2
222222
225.01875.03.38847.463.07.06.0
OmmHTotal 28457.1 Por lo cual se tiene una presión Estática a favor.

108
7.1.21. Diseño del Hornillo. En la Figura 43 se puede apreciar el Diseño de
Hornillo que se realizó.
Figura 43. Diseño Hornillo
Esta secadora está compuesta por una columna cilíndrica vertical, formada por la
unión de tres secciones cilíndricas circulares y una de ellas, la inferior, se halla
totalmente perforada con agujeros circulares, la cual es el cenicero. Internamente
y en forma concéntrica a esta sección cilíndrica perforada, se encuentra un cilindro
que esta rodeado en su exterior por un espiral, el cual sirve para que viaje el flujo
de calor, obligándolo a pasar a través del espacio anular que queda entre el
cilindro interno y la pared externa. En el interior de este se realizara la quema de
combustible, la punta del cilindro intermedio es decir la segunda sección se
encuentra con una perforación circular, la cual hace que los gases de combustión
salgan por los tubos que tiene el intercambiador y por ultimo al ambiente por
medio de una chimenea. La ultima sección cilíndrica tiene en un costado de la
pared externa una perforación circular para suministrar el calor a una tubería la
cual se extrae por un ventilador, en el interior de este se encuentra los tubos del
intercambiador (Ver Figura 44).

109
Figura 44. Partes del hornillo C
enic
ero
Depósito de ceniza.
Cascaron Cilíndrico
Cilin
dro
de C
alor
Li
mpi
o
Cilindro con Espiral
Cubierta para Suministro de Aire Limpio Caliente
Sum
inis
tro d
e A
ire a
la T
uber
ía
Intercambiador
7.1.22. Esquema del Diseño del Hornillo. En esta etapa (Figura 45) se parte
de la necesidad de calor y flujo de aire calculado en la primera etapa, para
comenzar calcular la cantidad de combustible (Cascarilla de Café), calcular el flujo
de aire para la combustión, calcular la dimensión del horno de combustión y
calcular el tiempo necesario para alcanzar a secar la semilla de café.

110
Figura 45. Esquema de estrategia para el diseño del hornillo
7.2. DISEÑO Y CALCULO DE HORNILLA PARA QUEMAR BIOMASA
Para realizar el cálculo de la biomasa es importante analizar los datos que
aparecen en las Tabla 30 y Tabla 31.
Análisis de diferentes tipos de combustibles de biomasa y su poder
caloríficos
Selección del combustible a utilizar
Calculo de la masa de combustible para desarrollar la energía requerida por el
sistema
Calculo de necesidad de flujo de aire para la
combustión
Dimensiones del hornillo para quemar el combustible
Calculo de intercambiador de calor “radiador” entre los gases de combustión
y aire limpio para el secado del café
Calculo del flujo de combustible y aire para combustión

111
Tabla 30. Composición química de diferentes tipos de Biomasa
Material Contenido de humedad (% b.h.)
C H N O S Cl Cenizas Total
Aserrín pino 52,49 6,24 0,15 40,45 0,03 0,04 0,6 100 Bagazo de caña 46,95 5,47 0,38 39,55 0,01 0,12 9,79 102,27 Brizna de trigo 39,07 4,77 0,58 50,17 0,08 0,37 4,96 100 Caña de azúcar 44,8 5,35 0,38 39,55 0,01 0,12 9,79 100 Carbón mineral 71,7 4,7 1,9 8,3 0,64 0,06 20,7 108 Cascarilla de arroz 38,68 5,14 0,41 37,45 0,05 0,12 18,15 100 cascarilla de café 12,00 47,2 4,6 48,1 0,12 100,02 Corteza de madera dura
50,35 5,83 0,11 39,62 0,07 0,03 3,99 100
Corteza de pino 52,3 5,8 0,29 38,76 0,03 0,01 2,9 100,09 Eucalipto 50,43 6,01 0,17 41,53 0,08 0,02 1,76 100 Fibra de coco 50,29 5,05 0,45 39,63 0,63 0,28 4,14 100,47 Madera 1 0 50,3 6,2 0,04 43,08 0 0,37 99,99 Madera 2 20 40,24 4,96 0,03 34,46 0 0,31 80 Madera 3 40 30,18 3,72 0,02 25,85 0 0,23 60 Madera dura 50,48 6,04 0,17 42,43 0,08 0,02 0,78 100 Madera Suave 52,1 6,1 0,2 39,9 1,7 100 Olote de maíz 47,79 5,64 0,44 44,71 0,01 0,21 1,2 100 Paja de arroz 39,65 4,38 0,02 35,77 0,12 0,5 18,16 98,6 Paja de maíz 46,91 5,47 0,56 42,78 0,04 0,25 3,99 100 Roble 49,89 5,98 0,21 42,57 0,05 0,01 1,29 100 Sauce 47,66 5,2 0,3 44,7 0,03 0,01 1,45 99,35 C=Carbón; H=Hidrogeno; N= Nitrógeno; O=Oxigeno; S=Azufre; Cl=Cloro.
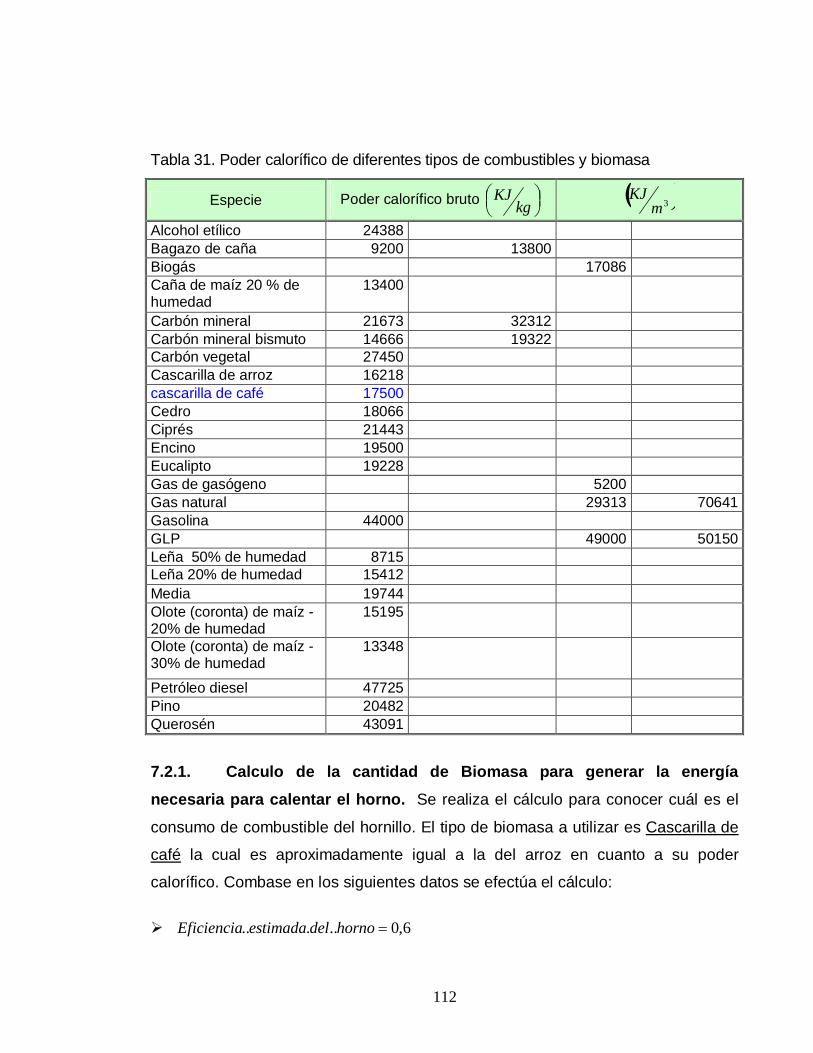
112
Tabla 31. Poder calorífico de diferentes tipos de combustibles y biomasa
Especie Poder calorífico bruto
kgKJ 3m
KJ
Alcohol etílico 24388 Bagazo de caña 9200 13800 Biogás 17086 Caña de maíz 20 % de humedad
13400
Carbón mineral 21673 32312 Carbón mineral bismuto 14666 19322 Carbón vegetal 27450 Cascarilla de arroz 16218 cascarilla de café 17500 Cedro 18066 Ciprés 21443 Encino 19500 Eucalipto 19228 Gas de gasógeno 5200 Gas natural 29313 70641 Gasolina 44000 GLP 49000 50150 Leña 50% de humedad 8715 Leña 20% de humedad 15412 Media 19744 Olote (coronta) de maíz - 20% de humedad
15195
Olote (coronta) de maíz - 30% de humedad
13348
Petróleo diesel 47725 Pino 20482 Querosén 43091
7.2.1. Calculo de la cantidad de Biomasa para generar la energía
necesaria para calentar el horno. Se realiza el cálculo para conocer cuál es el
consumo de combustible del hornillo. El tipo de biomasa a utilizar es Cascarilla de
café la cual es aproximadamente igual a la del arroz en cuanto a su poder
calorífico. Combase en los siguientes datos se efectúa el cálculo:
6,0..... hornodelestimadaEficiencia

113
Poder calorífico café KgKJHi 17500
Qt Calor Total del Horno
1000Kjul47342521
1000calentar..mats..de.Energia
Qt julK.47343
El hornillo es el lugar donde se quema el combustible (biomasa cascarilla de café)
es donde la energía química potencial del combustible se transforma en energía
térmica, con cierta cantidad recomendada de aire en exceso. La energía liberada
se incorpora a los gases antes de salir del horno y todos los compuestos volátiles
se deben quemar antes de salir de éste pero se debe saber cual es la cantidad de
combustible que se requiere por hora.
horno..del..estimada..eficienciacalorifico..PoderQtMbiomasa
= 6,0jul.K.16720
Jul.K.47343
hKgM biomasa 5.4
La cantidad de biomasa que se requiere por hora es de: hKg5.4 .
7.2.2. Calculo de la Necesidad de Aire por Kilogramo de Masa. Se debe
calcular la necesidad de aire por kilogramo de masa para tener un control de la
combustión se debe realizar mediante un análisis de la variación en el contenido
de 2C0 de los gases de combustión, el cual varía según el exceso de aire que se
utiliza en la combustión. Por esto cuando se necesita saber el contenido de 2C0
presente en los gases de combustión. Para calcular este volumen de aire es

114
necesario saber la composición química de la biomasa que se puede observar en
la Tabla 32.
Tabla 32. Composición química de la biomasa cascarilla de café
Combustible C H N O S Cl Cenizas cascarilla de café 47,2 4,6 0 48,1 0,12 0 0
Datos:
Humedad del combustible W = 20%
Temperatura del medio ambiente 25ºC
Densidad del aire a temperatura máxima 3max_ 1200 mKg
Taire
Porcentaje de aire adicional para una buena combustión = 20%
Calculo Volumen específico del aire max............
1tempaairedelDensidadaire
Kgm83.0
mKg1200
1 3
3
aire
Masa especifica del aire Kg
m0833,0
201.
W13
aire.a.
344,1 mKg
a
Masa de aire requerida 3232412.37931,1 XoXsXhXc
aM requeridaaire
De la Tabla 32 composición química de la biomasa se tiene:

115
321,48
3212,0
46,4
122,47
44,137931,1.
3
......
mKgMasa requeridoaire
KgmMasa requeridoairede
3
...... 433,3.
Porcentaje de aire adicional para una buena combustión 20%
Cantidad de aire = bioMMa .
Cantidad de aire =
10020100
5,4433,33
hKg
Kgm
Cantidad de aire = CFMhm 116,18
3
7.2.3. Calculo de la Dimensiones del Horno para Quemar el Combustible.
Para calcular las dimensiones del hornillo donde se realizar la combustión de la
biomasa cascarilla de café, consiste en calcular la potencia necesaria para
calentar el aire, la cual esta en función de: la cantidad de aire que hay que
calentar, la masa especifica del aire, del incremento de temperatura, del calor
específico del aire y del rendimiento térmico estimado del horno.
Hay que calcular la masa de aire a calentar = Flujo de aire por densidad especifica
Tomando la Regulación de aire = 18h, Se procede a calcular:
Masa de aire a calentar: a aire de Cantidad
Masa de aire a calentar = hKg78,26m
Kg44,1hm6,18 3
3

116
De la Tabla 13 y Tabla 15 se saca la Capacidad calorífica del aire:
KkgJCpaire 1016
Eficiencia estimada del horno: =0,6
Incremento de Temperatura: CCpMa
PotenciaT
1050
Potencia del hornillo =
TCpcalentaraaireM ...
Potencia del hornillo = KJCKKg
KJh
Kg47532
6,0
º1050016,17,26
La potencia necesaria para calentar el aire es KJ47532
Se calcula la masa de combustible que se consumirá:
Consumo de Combustible = HicascarillaladeCalorificoPoder
hornillodelPotencia.........
..
Consumo de Combustible = hKJ
KgKJ
KJ 53,46,017500
47532
Tiempo en horas de secado = hKJ
KJHornilloPot
hornodeltotalCalorQt/47532
47343..
........
Tiempo en horas de secado = h00,1

117
Se calcula por un “método empírico la superficie de la parrilla y el volumen del
horno”3.
El cálculo de la superficie de la parrilla del horno se realiza en función de la tasa
de combustión que indica la cantidad de combustible que se requiere quemar por
unidad de área de la parrilla,
El volumen que se debe calcular del hornillo corresponde a la zona de combustión.
En el hornillo para la combustión de la biomasa hay dos zonas de combustión, una
es el lugar de carga del combustible y la otra zona es el lugar de combustión de
las materias volátiles es decir las cenizas.
Se calcula del área de la parrilla y el volumen del hornillo para la cascarilla de
café, con la carga dosificada por un transportador helicoidal y la parrilla plana o
cenicero, teniendo en cuenta:
Los hornos para combustibles en polvo, como la cáscara de arroz y la cáscara
de café presentan una mayor velocidad de reacción, debido a la reducción de
tamaño de las partículas. Por esta razón los hornos de combustible pulverizado se
queman en suspensión, con menor cantidad de aire en exceso (15 a 20%), lo que
permite una mayor temperatura de la llama. El tipo más simple de estos hornos es
el de parrilla inclinada con alimentación por eje giratorio con ranuras. La rotación
del eje y el tamaño de las ranuras se deben calcular de acuerdo con la cantidad de
combustible que se ha debe de quemar
3 Calentamiento de Granos [en línea]. V. A. Dalpasquale: Deposito de documentos de la FAO, 1991 X5059/S. [consultado 04 de Junio de 2006].Disponible en Internet: http://www.fao.org/docrep/x5059S/x5059S05.htm#Hornos%20para%20combustibles%20s%F3lidos.

118
La tasa de liberación de energía de estos hornos varia entre 420 y 840 Kw/m³
(100.000 a 200.000 kcal/h/m³), lo que corresponde, aproximadamente, a un
consumo de combustible de 15 a 25 kg/h/m³.4
De acuerdo a lo anterior se toman los datos de la tasa de liberación de energía,
tasa de alimentación y la tasa de transferencia superficial:
Tasa de liberación de energía = 200000KJ/m2
Tasa de alimentación Nc = 230 mhkg
Tasa de transferencia superficial = 23700 KJ / m2
Volumen del hogar = 3200000
01,47532.......
..
mKJ
KJenergiadeliberaciondeTasa
hornilloPotencia
Volumen del hogar = 324,0 m
Área de Parrillas =
230
53,5....
mHKg
hKg
NchoraporecombustiblConsumo
Área de Parrillas = 2151,0 m
Área superficie total de transferencia = erficialciaTransferendeTasa
hornilloPotenciasup....
..
Área superficie total de transferencia = 2
2
01,223700
01,47532 mm
KJKJ
4 Ibíd. , p.117

119
Diámetro Aproximado =
4151,04.. 2
mparrillasdeArea
Diámetro Aproximado = m438,0
Altura de hogar = mmm
parrillasdeAreahogarVol 58,4
151,024,0
....
2
3
Densidad cascarilla aproximada = 306.0 dmKg
Volumen Cascarilla =
306,0
53,4
......
dmKg
hKg
aproxcascarillaDensidadecombustibldeConsumo
Volumen Cascarilla = hdm3
4,75
Relación de volumen = h
dmm
cascarillaladeVolhogardelVol
3
3
4,75
100024,0...
1000..
Relación de volumen = 2,3
De esta manera ya se tiene las dimensiones del hornillo.

120
7.3. CALCULO DEL RADIADOR O INTERCAMBIADOR DE CALOR
Como propósito de acumular la transferencia de calor desde una superficie dada
hacia el medio ambiente que la radia, es ventajoso aumentar artificialmente el área
de contacto entre la superficie mencionada y el gas, adicionando delgadas laminas
metálicas del mismo material de la superficie u otro, llamadas aletas.
El análisis de la transferencia de calor con superficies extendidas se realiza para
condiciones de estado estacionario y flujo de calor unidimensional y uniforme (por
conducción) a lo largo de la aleta.
La selección de una geometría aconsejable para una aleta, requiere un
compromiso entre el costo, peso espacio utilizable y la caída de presión del medio
fluido/ gas en contacto con las aletas.
Si se tiene una superficie cualquiera, de área A, en contacto con un medio fluido o
gas, la resistencia convectiva de esta superficie será Ah1 . Al adicionar aletas
para aumentar su área de transferencia de calor por convección, al mismo tiempo
se está adicionando una mayor resistencia por conducción a la pared a la cual van
unidades las aletas, ya que el calor que se desplace por conducción tendrá que
efectuar un recorrido mas largo, puesto que solamente tendrá que pasar a través
de la pared, si no que también tiene que recorrer las aletas a lo largo de esta.
Puede suceder entonces que la adición de aletas no incremente la disipación de
calor de la forma esperada y se obtenga un aumento de transferencia de calor
muy pequeño en comparación con el tiempo, trabajo y dinero invertido.
121
Para una aleta de sección uniforme, la condición limitante puede obtenerse
derivando la rata de flujo de calor con respecto a la longitud de la aleta para los
valores dados de ,h P, A e igualando el resultado obtenido a cero. Esta
operación demuestra que puede incrementarse la transferencia de calor mediante
la adición de aletas siempre y cuando. 0.1
PkAh
En la practica sin embargo la adición de aletas se justifica solamente cuando
25.0
PkAh
Usando los valores dados para los coeficientes de transferencia de calor por
convección en la Tabla 33 como guía, se observa que las aletas efectivamente
incrementan la transferencia de calor hacia un gas o desde un gas, son menos
efectivas cuando el medio es un liquido en convección forzada, y no ofrecen
ventajas para la transferencia de calor cuando se trata de líquidos en ebullición a
vapor e condensación.
El análisis se desarrolla para una aleta circunferencial utilizada en el
intercambiador, el espesor de las aletas es uniforme ver Figura 46. Esta disipando
calor de un tubo y se calculara el calor máximo, hacia el aire ambiente, ver la
Tabla 33 para el coeficiente convectivo del aire o vapor sobrecalentado
convección forzada.
Datos Aleta circunferencial:
h Coeficiente convectivo de transferencia de calor = Ffthbtu
26.6
K Conductividad térmica del material que constituye a la aleta propuesta,

122
FfthbtuK
221
oT Temperatura en la base de la barra = Fº977
T Temperatura del aire que la rodea = Fº122
T : Fº887 Figura 46. Bosquejo de la forma de aletas circunferencial.
Tabla 33. Valores representativos coeficiente convectivo de transferencia de calor
Temperatura de la base de la aleta FCTo º977º1050
Temperatura de Los alrededores FCT º122º50
Diferencial de temperatura FT º855
El resumen de la tubería seleccionada aparece en la Tabla 34.
El calor necesario para calentar el flujo de aire para secar el café en el horno es:
horajulKQt /.47343

123
Tabla 34. Tubería Seleccionada
En la Tabla 35 se encuentran los datos seleccionados de la arandela del tubo
seleccionado (ver Anexo 4. Calibres Estándar De Tubos Para Intercambiadores).
Tabla 35. Datos Arandela
Diámetro 1,25in Arandelas por ft 98 Espesor 0,00049 ft Diámetro exterior 0,23 ft
Se justifica la adición de aletas cuando se cumple la siguiente condición:
25,0
KPAh
00008.0210472.11058.26.6 4
25,000008,0 Se justifica tener un sistema con aletas
Se requiere el radio interior 0r y exterior ir de la arandela para hallar el área.
ftArandelaExtDiametror 30,114583332
....0
No de tubos 3 Longitud 1,3 ft Tubería escogida 22 Calibre 14BWG Espesor 0,00692 ft D interior 0,09033 ft D exterior 0,10417 ft

124
ftTuberiaExtDiametror 0521,02
....1
Figura 47. Eficiencias de aletas circunferenciales de espesor constante.
Se hace un análisis para una aleta circunferencial de sección transversal
rectangular para calcular las razones de flujo de calor de la aleta.
L La longitud de aleta circunferencial. io r-r L = 0,0625 ft
cL La longitud de aleta corregida para aletas circunferenciales.
t Espesor de la arandela = 0,00049 ft
mA Área del perfil trr c 12 = 41058.2 2ft

125
P Perímetro de la aleta. ft 1,0472rr2= P i0
m Una constante que queda determinada por las propiedades de la aleta.
tKhm 2 = 35,739 ft
mL = tkhL
2 = 2.234 ft
20,2rr 1o
Calculo el siguiente parámetro de acuerdo a la Figura 47.
tKhL 2 La abscisa para la Figura 47.
00049.21
6.620625.0 = 2.234
De la Figura 47, con 1o rr se lee la eficiencia de la aleta a .
20.20521.01146.0
1
0 rr
De la Figura 47: 37.0a
Como el sistema requiere de aletas se debe calcular las aletas que contiene toda
la longitud de tubería.
ftporArandelaLNN TuboTubosdesisteltodoenaletasde ..ºº .............
ftftN sitseltodoenaletasde 983,13º ..........
unidadesN sisteltodoenaletasde .386º ..........

126
Longitud de tubos sin aletas es:
aletasTotalA = arandelasisteltodoenaletasdeTuboTubosde tNLN ....... ºº
aletasTotalA = ftft 00049,03863,13
aletasTotalA = ft747.3
El área superficial de una aleta que esta en contacto con el aire es:
trrrAAleta 02
12
0 22
00049.01145833,02052,01145833,02 AletaA
206580,0 ftAAleta
Ahora teniendo el área superficial de una aleta y su eficiencia se calcula la
capacidad de calor que puede transferir una sola aleta con la siguiente formula:
TAhQ AletafAleta Fº887ft0658,0fthBtu6,637,0 2
2
hBtuQAleta 4,144 Este es el calor que puede transferir una sola aleta
Nota: Es importante tener en cuenta que son 386 aletas de todo el sistema del
intercambiador más la superficie del tubo sin aletas, toda esta superficie transfiere
el calor al aire.
Realizando el cálculo transferencia de calor para una aleta longitud infinita de
disipación:
)(. LmTanTAKPhQ AletaAleta
)ft63,074,35(TanFº887ft06580,0FºfthBtu21ft472,1Fºfth
Btu6,6Q 222Aleta
hBtuQAleta 6,167 Calor que puede transferir una sola aleta
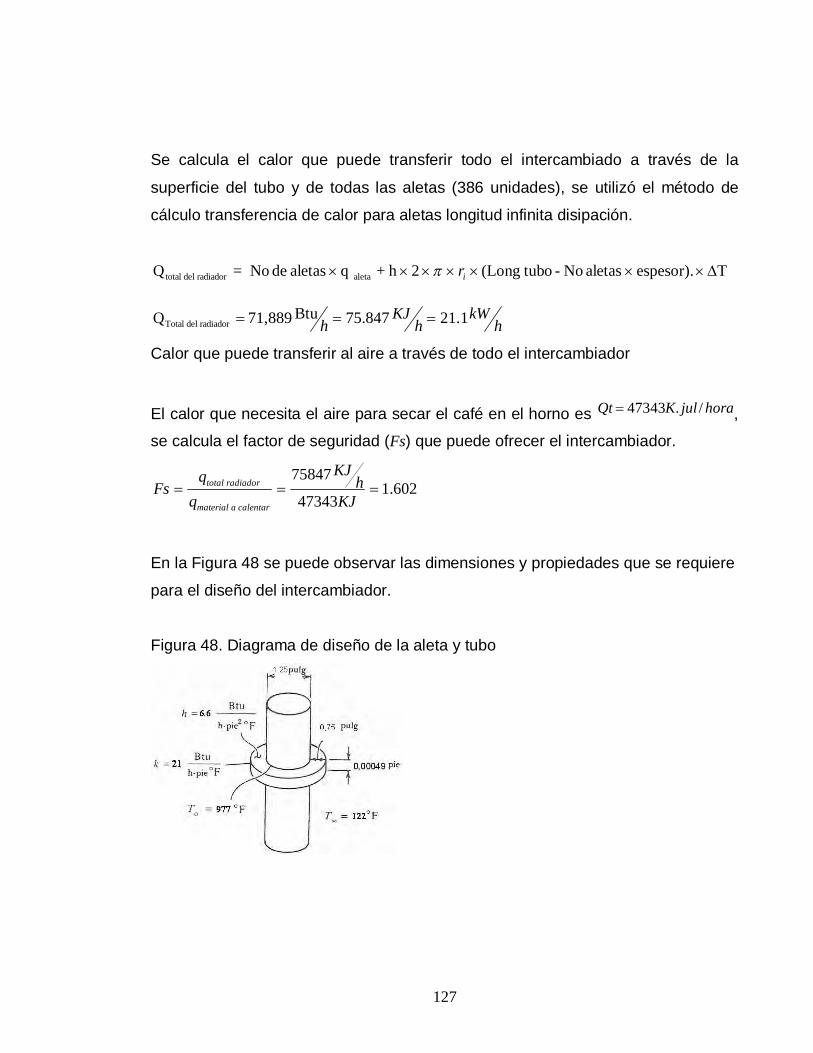
127
Se calcula el calor que puede transferir todo el intercambiado a través de la
superficie del tubo y de todas las aletas (386 unidades), se utilizó el método de
cálculo transferencia de calor para aletas longitud infinita disipación.
Tespesor).aletas No - tubo(Long 2h + qaletas de No = Q aletaradiador del total ir
hkW
hKJ
h 1.21847.75Btu71,889 Q radiador del Total
Calor que puede transferir al aire a través de todo el intercambiador
El calor que necesita el aire para secar el café en el horno es horajulKQt /.47343 ,
se calcula el factor de seguridad (Fs) que puede ofrecer el intercambiador.
602.147343
75847
KJh
KJ
Fscalentaramaterial
radiadortotal
En la Figura 48 se puede observar las dimensiones y propiedades que se requiere
para el diseño del intercambiador.
Figura 48. Diagrama de diseño de la aleta y tubo

128
7.4. SELECCIÓN DEL VENTILADOR CENTRÍFUGO REQUERIDO PARA EL
HORNILLO
La información necesaria para seleccionar adecuadamente el ventilador es la
siguiente:
La presión estática que debe desarrollar para circular el aire a través del
sistema.
El numero de pies cúbicos de aire por minuto que van a circular.
El tipo disponible de fuerza motriz.
El grado de ruido permitido.
La naturaleza de la carga, como cantidad variable o presión del aire.
Par seleccionar el ventilador adecuado los fabricantes de estos equipos
proporcionan tablas y curvas, que muestran con una amplia gama de presiones
estáticas los siguientes factores para cada tipo de ventilador:
Velocidad del aire a la salida.
Velocidad del ventilador e RPM.
Velocidad periférica o velocidad tangencial de las aletas, en RPM.
La potencia al freno HP.
Presión estática en pulgadas de agua.
Volumen de aire Standard en CFM.
Los parámetros de selección del ventilador para un adecuado funcionamiento del
sistema son:
Presión del viento: OmmH 28.51
Caudal: CFM865

129
Temperatura: 50ºC
Velocidad: 1800 rpm
Elevación: 3264 pies
Gas a manejar: Aire caliente
Con base en esta información se selecciono el ventilador EMERSON E-LINE que
presenta las características que aparecen en la Tabla 36 (Ver Anexo 2).
Tabla 36. Características del Ventilador Seleccionado
Marca EMERSON E-LINE Tipo Centrífugo Diseño 16 LS Tamaño 11 Clase 2 Arreglo 9 Rotor Radial Caudal 900CFM Presión estática 4,3 Densidad pielb060,0 Eficiencia estática 62,2% Potencia al freno 1,0 HP Velocidad de rotación 1588 RPM Nivel de ruido 1,5 m dBA71 en campo abierto Materiales de construcción
Carcasa Acero Inox AISI 304 Rotor Acero Inox AISI 304 Eje Acero Inox AISI 304 Manzana Acero Inox AISI 304
Accesorios: Brinda en la succión, Puerta de inspección, Drenaje en la carcasa, Torillos Min grado 5, Guarda eje
Sistema de transmisión de potencia Transmisión por bandas, Guarda de poleas tipo OSHA, Poleas en hierro fundido con bus hing tipo QD
Motor Marca COIN Voltaje 3/60/230/460 H.P 1.5 RPM 1800 Tipo arranque Directo Rodamientos SKF, Diámetro 1,500 in, Duración 20.000 horas

130
7.5. VENTILADOR OXIGENADOR DEL HORNILLO
Para el cálculo del ventilador oxigenador del hornillo (ver Figura 49) se tienen los
siguientes datos:
Presión del viento: OmmH 20.8
Caudal: CFM93.10
Temperatura: 50ºC
Velocidad: 3600 rpm
Elevación: 3264 pies
Gas a manejar: Aire caliente
No de rodetes: 1
Diámetro de polea: 4 lgpu
Diámetro de ejes: 1 m
Ventiladot : 0,7%
Factor de presión: 1.5
No. De aletas 8
Figura 49. Ventilador oxigenador del hornillo
El calculo ventilador oxigenador del hornillo aparece en la Tabla 37.

131
Tabla 37. Calculo ventilador oxigenador del hornillo.
Dato Calcular Formula Resultado
Velocidad del periférica 30....Pr vientodelesion 15.5 sm
Velocidad del aire vientodelesion ....Pr85,2 8.06 sm
sección útil AIRE
CAUDAL
VelQ
0,000640 2m
Flujo de aire = caudalQ CFM93.10 0.00516M³/s
Diámetro Exterior
VENTILADOR
PERIFERICA
VelVel 60
0.082m
Diámetro Interior ExteriorDiametro68,0 0.056m
Espesor esrodeNDiametroutilSeccion
Esterior det.º.8,0..
0.003099m
Velocidad Ventilador poleaDiametro
poleaDiametroVelMOTOR
....
3600 rpm
Calculando la potencia al freno:
PerifericaVcaudalQfrenoalPotencia .20..... OmmHsm 20.800516,020
3
WatiosfrenoalPotencia .83.0.....
4
...2
InteriorDiametroentradadeArea
mmsalidadeArea 01,007,0... 20007.0 m
entradadeArea
QentradadeAreaairedelVelocidad Caudal
..........
salidadeArea
QsalidadeAreaairedelVelocidad Caudal
..........

132
Área de entrada = 0,0025 2m
Velocidad Aire = 2,10 sm = 414,0 min
ft
Área de salida = 0,0007 2m
Velocidad Aire = 7,37 sm =1450,9 min
ft
Se requiere saber el motor a utilizar con el ventilador calculado; paro lo cual se
cuenta con los siguientes datos:
Voltaje: 220Vol
Velocidad: 3600rpm
Diámetro de polea: 4,0pulg
motor: 0,8%
Factor de servicio: 1,2
El cálculo del motor aparece en la Tabla 38. Tabla 38. Calculo del motor del ventilador oxigenador del hornillo
Amperaje 76,0732,1746
VoltagePotenciaAmperaje 2.58Amp
Potencia eje VENTILADOR
frenoalPotenciaejedelPotencia
176
....... 0.00170HP
Potencia motor
motorserviciodefactorejedelPotenciaPotenciamotor ......
0,0255HP
Como la potencia del eje del motor es muy baja, el ventilador se acoplado directo
al eje del motor. Redondeamos la potencia del motor a HP.HP/ 25041 que es un
valor estándar comercial y cumple con la potencia requerida.
El cálculo del sistema de aletas ventilador oxigenador del hornillo aparece en la
Tabla 39 y Tabla 40.

133
Tabla 39. Formulas cálculo del sistema de aletas ventilador oxigenador del hornillo.
Calculo Formula Diámetro exterior
21000mmDiametroDiametro InteriorExterior
Diámetro interior 501000ventiladorEspesor Área
aletasaletasext iametroDiamtroD int
Peso/u
100085,7 AreaEspesor
Ale
tas
Peso aletasuPeso 8/ Diámetro exterior mmm 2.82082.0 Diámetro interior mmm0 9.55056. Área
4int.... 22
eriorDiametroexteriorDiametro
Plat
o N
o.1
Peso/u
100085,7 AreaEspesor
Diámetro exterior mm2.82
Diámetro interior 1,1...... manzanaladeDiametro Área
4int.... 22
eriorDiametroexteriorDiametro
Plat
o N
o2
Peso/u
100085,7 AreaEspesor
Diámetro exterior mm9.55
Diámetro interior mmmanzanaladeDiametro 77.647,1...... Área
4int.... 22
eriorDiametroexteriorDiametro
Plat
o N
o3
Peso/u
100085,7 AreaEspesor
Diámetro exterior mm60 Diámetro interior mm25,40.5 7.12 Área
4int.... 22
eriorDiametroexteriorDiametro
Man
zana
Peso/u
100085,7 AreaEspesor
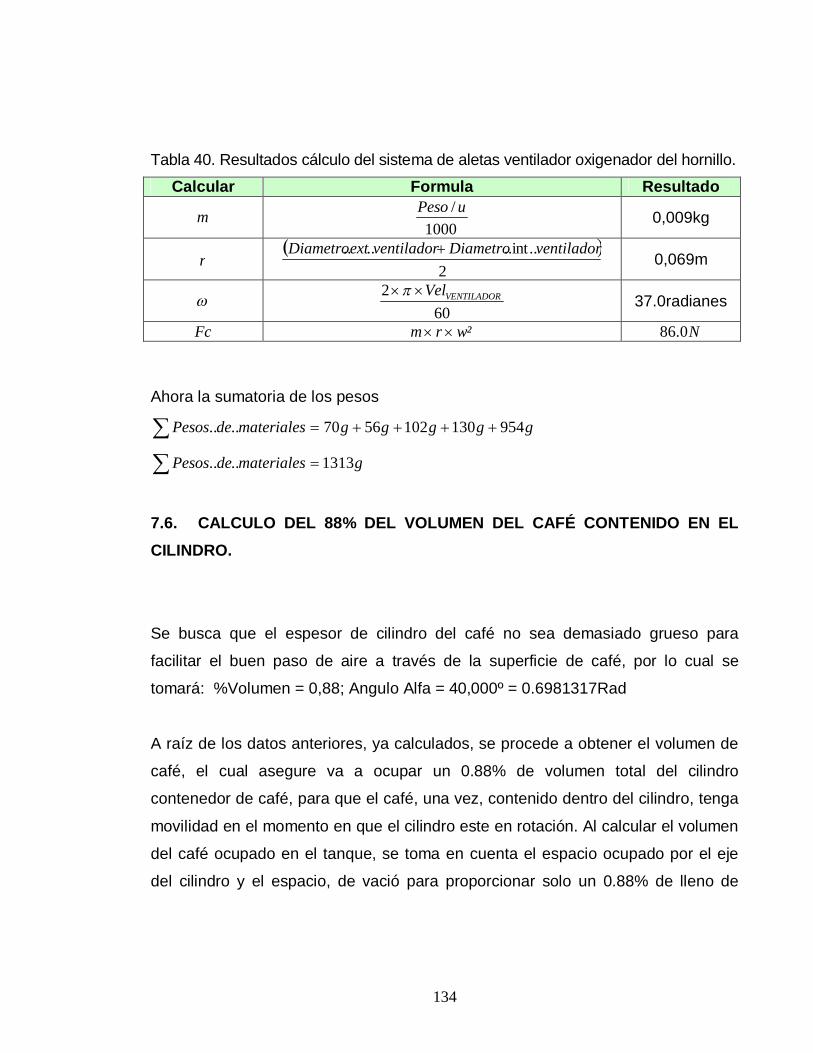
134
Tabla 40. Resultados cálculo del sistema de aletas ventilador oxigenador del hornillo.
Calcular Formula Resultado
m 1000
/ uPeso 0,009kg
r
2..int...... ventiladorDiametroventiladorextDiametro 0,069m
60
2 VENTILADORVel 37.0radianes
Fc w² r m N0.86
Ahora la sumatoria de los pesos
gggggmaterialesdePesos 9541301025670....
gmaterialesdePesos 1313....
7.6. CALCULO DEL 88% DEL VOLUMEN DEL CAFÉ CONTENIDO EN EL CILINDRO.
Se busca que el espesor de cilindro del café no sea demasiado grueso para
facilitar el buen paso de aire a través de la superficie de café, por lo cual se
tomará: %Volumen = 0,88; Angulo Alfa = 40,000º = 0.6981317Rad
A raíz de los datos anteriores, ya calculados, se procede a obtener el volumen de
café, el cual asegure va a ocupar un 0.88% de volumen total del cilindro
contenedor de café, para que el café, una vez, contenido dentro del cilindro, tenga
movilidad en el momento en que el cilindro este en rotación. Al calcular el volumen
del café ocupado en el tanque, se toma en cuenta el espacio ocupado por el eje
del cilindro y el espacio, de vació para proporcionar solo un 0.88% de lleno de

135
café, dejando un 0.12% desocupado en el tanque cilíndrico. Por la formula de área
de centro de masa tenemos. Ver (Figura 50):
Ahora se multiplica por la longitud del tanque para hallar el TanqueV :
4
int.... 22 TanqueLongeriorDiametroexteriorDiametroVTanque
Figura 50. Centro de masa
Retomando los datos del cilindro: Diámetro exterior = 0,95m; Diámetro Interior =
0,32m; Longitud tanque = 1,15m
Por lo tanto el volumen del tanque es 3723.0 mVTanque
Hallando el volumen del café seco
Volumen del café seco = Masa
húmedo café
Datos del café: Peso del café a secar = 500kg; Densidad de café Mojado = 0,8173
El volumen del café seco es:

136
33
3
cafe m61177,0dm61177
dmkg8173.0
kg500V
Volumen del tanque = 0,723 m³
Peso del café = 510,0 Kg
Se procede a calcular el centro de masa del cilindro, para verificar a que distancia
esta por encima o por debajo del (NR) nivel de referencia, para calcular la fuerza
que se genera por el descentramiento del eje de rotación y el centro de masa, y
determinar si la carga aplicada por el café en rotación es concéntrica o por el
contrario es excéntrica ec . La ec es la distancia entre el centro de rotación del
cilindro y el centro de masa que genera la carga aplicada cuando esta en rotación.
En la Figura 51, se realiza un corte transversal al cilindro se muestra la distribución
geométrica que se realizó para los cálculos inerciales y en la Tabla 41 aparece los
centros de gravedad de formas geométricas usadas en el cilindro
Figura 51. Distribución Geométrica dentro del cilindro

137
Tabla 41. Centros de gravedad de formas geométricas usadas en el cilindro. Figura Área y
8
2
34 r
2r
322
2 sensen Ext
22cos
4
2
senExt 32
2 sen
De lo anterior calcula el área y el respectivo y para cada elemento (Tabla 42).
Tabla 42. Área y para cada área del cilindro
Área y A y Vol Area 1 0,35441 -0,2016 -0,0714 0,4076 Area 2 0,15752 0,0997 0,0157 0,1811 Area 3 0,11110 0,2035 0,0226 0,1278 Area 4 " vacía " -0,04021 -0,0679 0,0027 -0,0462 Área 5 "vacía" -0,01787 0,0336 -0,0006 -0,0206 Área 6 "vacía" -0,02234 0,0602 -0,0013 -0,0257 Total 0,54260 -0,0323 0,6240
A
Ay y = -0,0596
Al ser negativo el y , este se encuentra por debajo del eje x o NR, lo que indica que la carga del cilindro a analizar es excéntrico.
Ahora
Del cálculo hecho en diseño del horno se tiene:
ricomotorelectVel = 1800rpm;

138
ductornTransmisiolacion ReRe = 60
cadeanTransmisiolacionRe = 5
Velocidad de rotación cilindrocadeaductor
electtricomotor
nTransmisiolacionnTransmisiolacionVel
ReRe Re
rpm833,5
Velocidad angular del cilindro s
cilindrorotacionVel60
2
s
Radianes61086.0
Tomando la excentricidad del cilindro, se halla la aceleración y la fuerza aplicada
en este.
Excentricidad máxima ec = Y
Aceleración del cilindro = dadExcentricicilindro delAngular 2 = 0,0236863 2sm
Fuerza tangencial = cilindro deln Aceleracio cafe del Masa = 11,858N
7.7. CÁLCULOS ESTRUCTURALES
En este punto que corresponde a la Tercera etapa (Figura 50) de realiza los
cálculos estructurales del horno y cálculos estructurales del quemador de
combustible “hornillo”

139
Figura 52. Esquema de estrategia para los cálculos estructurales.
Para realizar el calculo estructural del horno hay que establecer la masa, la inercia
de estas masas (ver Tabla 43), el calculo de relación de transmisión y potencia
para generar el movimiento rotativo del Cilindro.
Tabla 43. Calculo de masa e Inercia del horno
Elementos ext A L t V m or extr I
kg/dm³ m m² m mm dm³ Kg m m kgm² Cilindro interior perforado
7,833 0,956 0,0095 1,11 3,175 10,5 82,4 0,475 0,478 18,715
Tapa lateral perforada
7,833 0,956 0,638 0,003175 3,175 2,0 31,7 0,160 0,478 4,034
Cilindro exterior 7,833 1,056 0,0105 1,21 3,175 12,7 99,3 0,525 0,53 27,527
Tapas lateral 7,833 1,056 0,796 0,003175 3,175 2,5 39,6 0,160 0,53 6,029
Cilindro interior difusor de aire
7,833 0,320 0,0032 1,71 3,175 5,4 42,2 0,157 0,160 1,059
Café 0,8173 0,950 0,628 1,11 695,3 502,9 0,160 0,475 63,170 Eje en acero 0,076 0,00456 1,91 8,7 62,10 0,038
860,24 120,53
HORNO CILINDRO CONTENEDOR DE
CAFE
HORNLLO QUEMADOR DE COMBUSTIBLE
Resistencia De Materiales Espesor
Calculo De Inercias
Relación De Transmisión Y Potencia Para Generar El
Movimiento Rotativo Del Cilindro
Calculo De Pedestal
Calculo De buje
Diseño Del Transportador
Helicoidal

140
L =Longitud, A =área, t =espesor, V = Volumen, m =masa, =Densidad, ext =Diámetro Ext,
I =Inercia = 222oext rrm .
Tabla 44. Calculo de Relación de Transmisión y Potencia Velocidad Relación
transmisión Piñón
g Piñón
p Eficiencia Inercia Potencia Torque
rpm w ratio dientes dientes kgm² vatios N * m Motor eléctrico
1750 183,260 1 0,85 26,40 0,12
Reductor 29,17 60 0,9 6,61 Transmisión cadena
6,02 4,842 92 19 0,95
Cilindro o tanque
6,02 0,631 120,53 19,18 30,41
Potencia: Torque = t totalI = I ; tiempo de arranque 2,5s
seficiencia n trasmisiórelaciónmotor delangular velocidad cilindro Torque =motor Potencia
7.7.1. Transmisión de cadena. El mecanismo que se utilizará para tener un
movimiento de la máquina motriz a la máquina conducida que es el cilindro
contenedor de café se realiza con el fin de tener el movimiento deseado en la
salida que es rotativo producido por el motor y trasmitir la potencia del elemento
motriz a la carga por la cadena.
Para la selección de la cadena es preciso saber:
Potencia requerida en la máquina conducida [HP]
Tipo de máquina motora y máquina conducida
Velocidad de la máquina motora [rpm]
Velocidad de la máquina conducida [rpm]
Distancia tentativa entre ejes

141
Datos para cálculo de cadena:
Velocidad cilindro = 6,00 RPM
Velocidad motor reductor 30 RPM
Inercia máxima cilindro120.53 mKg
Tiempo en máximo arranque2.5 s
Potencia motor a utilizar0.33HP
Relación transmisión = 00.5cilindroVelocidad
reductormotorVelocidad
Potencia cilindro =arranquedeTiempo
cilindroVelocidadI cilindro
2
max 602
Potencia cilindro = HPvatios 0255.003.19
Debido a que el cilindro rotativo conducido puede tener formas particulares de
funcionamiento, se deben prevenir fallas debido a los choques moderados,
violentos. De forma similar, las máquinas motoras tienen formas particulares de
funcionamiento, algunas a sus condiciones de servicio u horas trabajadas. Estas
situaciones se consideran a través de un factor de servicio que aumenta la
potencia a transmitir para obtener la potencia de diseño que considera las
características de la máquina y el motor utilizado.
De la Tabla 45 se selecciona 24 horas diarias de trabajo y por los choques
moderados que se presentan durante el secado, el factor de servicio es 1,3. La
potencia de diseño que debe transmitir la cadena es la potencia nominal del motor
multiplicada por un factor de servicio.
Potencia de motor eléctrico a utilizar HP31
HP de la cadena = acHPserviciodeFactor arg

142
HP de la cadena = HP429.0
Tabla 45.Factores de servicio para cadenas de rodillos Tomada de: Link belt C-5
Tipo de Condiciones de Servicio 10 horas por día 24 horas * día Carga uniforme Normales 1 1,3 Choque moderados Anormales 1,2 1,4 Choques violentos Anormales 1,4 1,7 Carga reversible Anormales 1,5 1,9
Utilizando estos factores de servicio para la selección de la cadena, su duración
promedia será de 15000 horas, se realiza la selección de la cadena con la
potencia, RPM y Número de cadena de la Figura 53 Cadena seleccionada:
Cadena No.:50
Hileras1

143
Figura 53.Selección estándar de la el numero de cadena
Con la potencia de la cadena y la velocidad se selecciona el paso. Ver Tabla 46.
Cadena No 50, Paso 0,625in (5/8in), Lubricación Tipo A

144
Tabla 46. Cadena numero 50 - paso 0.625 in
Se comprueba en la Tabla 47 si el diámetro del eje que se conectará al engrane
tiene un tamaño adecuado, de ser muy grande, debe escogerse un engrane con
más dientes. El diámetro del engrane piñón y de la corona seleccionada satisfacen
las dimensiones solicitadas.

145
Tabla 47. Diámetro del piñón y la corona
piñondientesdeNo dientesNp 16
PIÑ
ÓN
Diametro cmin
P
P
14.8204.3
relacionpiñondientesNocoronadientesdeNo coronadientesdeNo
dientesNg 80
CO
RO
NA
Diametro cmin
g
g
44.40
92.15
Sprockets No 50 Type B
Se busca el numero de dientes del piñón y el numero de dientes de la corona para
saber las dimensiones de cada uno resaltados en la Tabla 48.
Ahora se puede calculara la nueva relación de velocidad con el número de dientes
del piñón y de la corona, ya que la razón entre la velocidad del eje más rápido
dividido por la velocidad del eje más lento, es la relación de transmisión. Con este
valor se obtiene el tamaño de las catalinas a utilizar. La relación de transmisión
debe corresponder a la razón entre la cantidad de dientes de la catalina grande (la
del eje más lento) denominada corona dividida por la cantidad de dientes de la
catalina pequeña (la del eje más rápido) denominada piñón.
5dientes16dientes80
piñondientesdeNocoronadientesdeNovelocidadderelacionNueva
Velocidad que gira el cilindro = (Velocidad motor reductor)/(nueva relación de
velocidad)
RPM65RPM30
locidadción de venueva relactormotor reduVelocidad l cilindroque gira eVelocidad

146
Tabla 48. Sprockets numero 50 paso 0.625 in
12RPMDgcadenadelinealVelocida
12692.15
RPMcadenadelinealVelocida
min01.25 ftcadenadelinealVelocidad

147
Con las dimensiones principales que son el paso, el diámetro de los rodillos y el
ancho dados en la Tabla 49 se puede observar las propiedades de la cadena a
cumplir.
Tabla 49.Propiedades de las cadenas de rodillos
La velocidad lineal de la cadena es menor a la velocidad límite en fpm
BTipoftftcadenadelinealVelocidad min2000min01.25
angularVelocidadcadenaladeHPimoTorque max
inlbfRPM
imoTorque
3.4506
6026
55012429.0max
Fuerza máxima de la cadena lb06.283in92.15
inlbf3.4506piñonDiametro
Torque

148
Fuerza máxima de la cadena lbf6250lbf06.283
Fuerza máxima de la cadena N38.27801N11.1259
Ahora se calcula la distancia entre centros (C):
in522.172
in204,3in92.152
C Pg
Calculando la longitud de la cadena.
C
pNpNgNgNppCL402
22
in
inininL22.1740
625.16802
8016625.522.17222
cminL 1.171366.67
7.7.2. Calculo de Resistencia del árbol del Tanque. Se determina y se trazan
las funciones de corte y de momentos para el árbol apoyado en los cojinetes, con
carga distribuida que es la del cilindro rotativo con el peso del café, que aparece
en la Figura 54. Hay una fuerza adicional que es la de la cadena que ejerce una
tensión que le hace al eje.
Cargas y fuerzas: Las cargas transversales máximas sobre el árbol en los
cojinetes que es la carga distribuida del peso del cilindro más el café, hay una
fuerza que ejerce tensión al eje que es la de la cadena y para esto se debe
determinar el ángulo que produzca la menor fuerza en el eje.

149
Figura 54. Cilindro Rotativo
Se realiza un análisis de falla por fatiga debido a que los esfuerzos son dinámicos,
ya que cambian respecto al tiempo. Se realizan los diagramas de esfuerzos
(Figura 55 y Figura 56) con base en el Angulo de instalación del motor (135º : 2,36
Rad), Fuerza que ejerce la tensión de la cadena (1259,5N); la descomposición de
las fuerzas (Tabla 46).
Tabla 50. Descomposición de Fuerzas Fuerza descompuesta en eje X 36.21259 SenN -890,6N Fuerza descompuesta en eje Y 36.21259 CosN 890,6N
Figura 55. Diagrama Y Z
Sumatoria de fuerzas = 0

150
N Fyf Fyb FyEFbYFy
4.7548
00)7.6681263.1(06.8900
Sumatoria de Momentos = 0
NmFyf
FyfMx5.4336
0542.104.65440500745.1425.1420
Se remplaza Fyf en la siguiente formula para despejar Fyb :
NFybN Fyf Fyb
8.32114.7548
Figura 56. Diagrama X Z
Sumatoria de fuerzas = 0
N Fxf Fxb FxfNmFxbN
FxfNmmFxbNFy
4.754800858.1106.890
00)4.9263.1(06.8900
Sumatoria de Momentos = 0
NmFyf
Fxfmmm
mmmNmNMx
4.860135.0263.1144.0
02
263.1144.0263.14.9006.8900

151
Despejando Fyb :
NFxbN Fxf Fxb
9.9884.7548
Sumatoria de fuerzas = 0
0Fz
N2.15N2.15N8.22Nm41.30Nm41.30Nm41.300bMz
En la Tabla 51 se resume las fuerzas en los diferente ejes x,y,z y se determina la
máxima fuerza cortante en el plano y,z.
Tabla 51. Resumen de fuerzas en los diferentes ejes.
FUERZAS X Y Z Máximo Fuerza cortante en el plano y,z
22 yx
Fuerzas en A -890,6 890,6 0 1259,5 Fuerzas en B 988,9 3211,8 0 3360,6 Fuerzas en C 0,0 0,0 0 0,0 Fuerzas en D 11,9 8439,0 0 8439,0 Fuerzas en E 0,0 0,0 0 0,0 Fuerzas en F -86,4 4336,5 0 4337,4 Sumatorias = 23,7 16878 0
Máximo fuerza cortante en el plano yz = 4337.4N
Se resume en la Tabla 52 los momentos que se aplica en los diferente ejes x,y,z y
se determina el máximo momento flector en el plano y,z.
Reacción de las fuerzas en los apoyos con la variación de posición del motor. En
la Tabla 53 se puede observar en que ángulo se puede ubicar el motor para que
genere una fuerza menor, con un buen análisis al respecto de su ubicación.

152
Tabla 52. Momentos en los ejes x,y,z
MOMENTOS X Y Z Máximo momento flector plano y,z
222 zyx
Momentos en A 0 0 30,4 0,0 Momentos en B 142,501 -142,5 30,4 201,5 Momentos en C 0 0 30,4 0,0 Momentos en D 6506,5 9,1 22,8 6506,5 Momentos en E 0 0 15,2 0,0 Momentos en F 0 0 15,2 0,0
Tabla 53. Ángulos de ubicación para el motor del cilindro rotativo
Nota: de acuerdo a los calculo la mejor posición del motor que ayuda a mejorar la
carga con la tensión de la cadena, es cuando se encentra a 90º esto quiere decir
que la cadena esta en una posición vertical. Pero para el diseño se estimara la
posición del motor en otra oposición que es de 135º con la ventaja que el motor
quedara hacia la parte posterior de la máquina por encima del eje principal del
horno.
En la Tabla 54 aparecen tabulados los datos para realizar los gráficos de Cortante
y Flector y en la aparecen Máxima Fuerza Cortante y Máximos Momentos
Flectores
Grados Máx. F Cortante 0 45 90 135 180 225 270 315
Fuerzas en A 1259,5 1259,5 1259,5 1259,5 1259,5 1259,5 1259,5 1259,5 1259,5 Fuerzas en B 3360,6 4417,4 3357,2 2804,6 3360,6 4421,1 5271,5 5585,1 5269,3 Fuerzas en C 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 Fuerzas en D 8439,0 8439,0 8439,0 8439,0 8439,0 8439,0 8439,0 8439,0 8439,0 Fuerzas en E 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 Fuerzas en F 4337,4 4246,3 4337,7 4374,8 4337,4 4246,0 4152,6 4113,4 4152,9

153
Tabla 54. Datos para realizar los gráficos de Cortante y Flector
Tabla 55. Máxima Fuerza Cortante y Máximos Momentos Flectores
Max fuerza cortante Max momento flector Nt Nt * m
1259,5 0,0 4103,6 201,5 4103,6 671,7 149,1 1955,9 4337,4 585,5
0,0 0,0
Calculo Del Diámetro Del Árbol por Fatiga. Se diseña el árbol para soportar los
aditamentos que se muestran en la Figura 54, donde se verifica si se cumple con
un factor de seguridad de acuerdo a los criterios de falla por fatiga.
Material del árbol Acero Inoxidable SAE 316:
Dureza Brinell : 165
Resistencia a la tracción SUT: 29.57 mmkg = Pa567999000 = Psi82381
Limite Elástico Sy : 2mmkg135.28 = Pa276004350 = Psi40031
Densidad : 28.7 dmkg
Cortante Momento Distancia x y z x y z
A 0 -890,6 890,6 0,0 0,0 0,0 30,4 B 0,16 98,3 4102,5 0,0 142,5 142,5 30,4 C 0,30 98,3 4102,5 0,0 659,3 128,3 30,4 D 0,94 92,4 -117,0 0,0 1954,7 68,1 22,8 E 1,567 86,4 -4336,5 0,0 585,4 11,7 15,2 F 1,702 0,0 0,0 0,0 0,0 0,0 15,2

154
Figura 57. Diagramas de Cortante y Momento flector del árbol.
Limite de Resistencia a la Fatiga para los aceros:
ute SS 5.0 MpaKsiSut 1400200
MpaKsiS e 700100 MpaKsiSut 1400200
Factores de corrección aplicables a la resistencia a la fatiga o al límite de
resistencia a la fatiga teóricos.
1suparg edadconfiabiliatemperaturerficialtamañoace SCCCCCS
La carga es a flexión por lo que el factor de carga es (Juvinall14): 1arg acC
Factor de tamaño para
mmd 8 1tamañoC

155
mm250dmm8 097.0189.1 dCtamaño
Como el diámetro tendrá aproximadamente mm4,1056 (estimado)
097.0)4,1056(189.1tamañoC 605.0
La siguiente Figura 58 sirve para seleccionar un factor superficial para varios
acabados comunes en acero, también se puede determinar el factor superficial a
partir del acabado superficial con la formula: Buterficiesup SAC , en la Tabla 56
aparecen los datos de los coeficientes.
Como el árbol se encuentra rolado en caliente:
608.0SAC Buterficiesup
Figura 58.Factores superficiales para diversos acabados en acero5
5 NORTON, Robert. Diseño de Máquinas. México: Prentice Hall, 1999. p. 378.

156
Tabla 56 Coeficientes para la ecuación de factor superficial6
Acabado superficial A [MPa] B [MPa] Rectificado 1,58 -0,085 Maquinado o estriado en frió 4,51 -0,265 Rolado en caliente 57,7 -0,718 Forjado 272 -0,995
El factor de temperatura es:
CT º450 1atemperaturC
CTC º550º450 4500058.01 TC atemperatur
Como la temperatura a la que trabaja la máquina es de Cº50 : 1atemperaturC
El factor de confiabilidad se toma de la Tabla 57.
Tabla 57. Factores de confiabilidad para 08.0dS
Confiabilidad dadconfiabiliC
50 1 90 0,897 99 0,814
99,9 0,753 99,99 0,702
99,999 0,659
Para un 99.9% de confiabilidad
753.0dadconfiabiliC
Efectos de corrosión 1corrosionC
6 SHIGLEY; MISCHKE. Mechanical Engineering Design, Coeficientes para la ecuación de factor superficial. 5 ed. Nueva Cork: McGraw-Hill, 1989. p. 283.

157
El límite de resistencia a la fatiga corregido IeS ahora se puede calculara a partir
de los factores definidos en la Tabla 58.
Tabla 58.Factores de Resistencia
Factores de Reducción de Resistencia
acC arg 1
tamañoC 605.0
erficieCsup 608.0
atemperaturC 1
dadconfiabiliC 753.0
corrosionC 1
tk : Factor concentración de esfuerzo teórico
dadconfiabiliatemperaturerficialtamañoact CCCCCK suparg
Factores 277.0tK
eS Resistencia a la fatiga
Ahora se calcula eS
PsiPaSS
SKS
e
e
utte
0.11403786211345679990005.0277.0
5.0
En la Tabla 59 aparecen los cálculos de Ma, Tm y fuerza cortante.

158
Tabla 59. Cálculos de Ma, Tm y fuerza cortante
El máximo momento flector Punto = D
Consiguiente momento flector Punto = C
Ma mN9.1955 mN7.671 Tm mN8.22 mN4.30
Fuerza cortante N1.149 N6.4103
De acuerdo al espesor de la lámina seleccionada y a los datos tomados para el
cilindro exterior (Tabla 60 y Tabla 61) e interior (Tabla 61 y Tabla 62) se verifica si
cumplen con los requerimientos para que no halla fallo por fatiga.
Tabla 60. Datos cilindro Exterior seleccionados.
Diámetro Exterior ext m0564.1 Espesor lamina m0032.0 Diámetro Interior 2int ext m0500.1
Tabla 61. Cálculos Cilindro Exterior.
Cálculo de Inercia
444 0015.064
mI extextcilindro
Distancia entre centros mC ext 5282.02
Esfuerzo Flexión MPaPam
mNmI
MC 709.07092690015.0
5282.09.19554max
Calculo de inercia polar 44444 0029.00500.10564.13232
mmmJ ext
Esfuerzo torsional
MPaPa
m
mNm
JrT
004.09.41100029.0
2050.18.22
4int
Calculo área sección transversal
22
int2 0105.0
4mA ext
Esfuerzo cortante MPa,PamN
AF tecor 01407.14193
0105.01.149
2tan

159
Tabla 62. Datos cilindro Interior seleccionados
Diámetro Exterior ext m3199.0 Espesor lamina m0032.0 Diámetro Interior 2int ext m3136.0
Tabla 63. Cálculos Cilindro Interior
Cálculo de Inercia 444 0,00003962
64mI extIntcilindro
Distancia entre centros mC ext 90,1600,3192
Esfuerzo Flexión MPaPam
mNmI
MC 2,7122711715,00,00003962
160.07.6714max
Calculo de inercia polar 4444int
4 0,00010,31360,31993232
mmmJ ext
Esfuerzo torsional MPaPam
mNm
JrT 0,06161387,1
0,00012
0,319930,44
int
Calculo área sección transversal
2
2int
2
0,00324
mA
A ext
Esfuerzo cortante MPa,PamN
AF tecor 29911298900,7
0,00324103,6
2tan
n Factor de Seguridad
a Esfuerzo alterno
m Esfuerzos Medios
utS Esfuerzo Último Ruptura
PsiMPaSut 82381567
yS Esfuerzo Fluencia
PsiMPaS y 40030276

160
PsiMPaS e 1141067,78
a Para nuestro caso son los esfuerzos a Flexión
m Son los Esfuerzo a Torsión
Los factores de seguridad por esfuerzos Fluctuantes aparecen en la Tabla 64 y en
la Figura 59 aparecen los criterios de falla mas comunes por fatiga.
Tabla 64. Factor de Seguridad debido a esfuerzos Fluctuantes
Formula Para el cilindro Ext. Para el cilindro Int.
Soderberg S
+
1
y
m
e
Sn
a 110,67
28,81
Goodman S
+ 1
ut
m
e
Sn
a 110,8 28,90
Asme 2
y
m
2
e2 S
+ 1
Sn
a 110,8 28,99
Figura 59. Varias curvas de falla para esfuerzos fluctuantes7
7 . NORTON, Robert. Diseño de Máquinas. Varias líneas de falla para esfuerzos fluctuantes. México: Prentice Hall, 1999. p. 410.

161
7.7.3. Diseño del Pedestal Para el Horno. En la Figura 60 aparece el cilindro
contenedor de café y base soporte, en la Figura 61 se muestra el diagrama de
cuerpo libre del soporte o pedestal.
Figura 60. Cilindro contenedor de café distribuido en las dos bases
Base Soporte
Figura 61. Diagrama de cuerpo libre del pedestal
La carga que llevan los soportes, es la masa de todo el sistema del horno secador,
la cual es 860,24Kg.
P= 4219.49N
0.7m Espesor = 0.011m
0.1682m
ec = 0.0596m

162
Hallando el peso que soporta el pedestal, se debe tener en cuenta que este peso
será repartido entre dos soportes como se ve en la Figura 60, se tiene:
2gmP
281.924.860 2smKg
N475.4219
Pero en el análisis del cálculo de la resistencia del cilindro ver Tabla 51. Resumen
de fuerzas en los diferentes ejes., se encuentra que la máxima fuerza cortante a la
que estará expuesto cada soporte, no es la carga del cilindro contenedor de café;
si no que hay una máxima fuerza la cual es:
NP 5,4336
En este caso se analizara los soportes como columnas excéntricas, al hacer girar
el cilindro contenedor de café pieza circular denominada excéntrica debido a que
el contenido de café dentro del cilindro es de un 88% rotando alrededor de un
punto de giro no situado en el centro. El análisis de la carga aplicada se toma
como la carga excéntrica en relación con el eje centroidal de la columna. En este
caso se toma la mayor excentricidad e para saber cual es el máximo momento
generado por la carga.
Datos de la columna
mEXT 168.0 2007417.0 mArea
mINT 1159.0 m0109728.0
NP 475.4219 mec 0596.0

163
Ahora se calcula la inercia y el área de la columna para hallar el radio de giro de la
columna.
nerciaI I = 44
64dD
4510686.1 m
Area A = 22
4dD
22 1159.016827.04
mm 2310427.5 m
columnaladegirodeRadioK ..... 23
45
10427.510686.1
mm
AIK
m210574.5
44 1463.016827.064
mmI
Ahora el momento generado por esta carga es
EAP
KKec
AP
c 41sec1 2
Donde: P carga axial, A Área de la sección transversal, ec Excentricidad de la
columna, K Radio de giro de la columna y E Modulo de young del material.
)10427.5)(10200(4
54.433610574.5
1sec)10574.5(
0596.0110427.554.4336
23922223 mPaN
mmm
mN
c
Mpac 16.16
7.7.4. Calculo de cojinetes para cargas.
Buje en Bronce. Las familias de aleaciones de cobre principalmente los bronces
son una excelente elección para operar contra acero o hierro fundido.

164
Se conoce la carga y la velocidad, como el eje fue diseñado en función de
esfuerzos y deflexiones, su diámetro es conocido. Debe escogerse una longitud de
cojinete o una razón dl , con base en consideraciones de espacio. Debe tenerse
en cuenta las Razones dl mayores darán en la película presiones inferiores.
Razón de Holgura 75,0dl
Temperatura Máxima Cº65.6Fº150
La fuerza se calculo con la máxima fuerza que se genera en los apoyos calculada
en los diagramas del cálculo del cilindro.
Carga del cilindro P= 2
.. hornodelmasa
224.860 Kg Kg12.430 lb26.948
Diámetro de la chumacera de Bronce
bronceChumacera.. 02.0cilindroEspesordel 02.032.0 m m34.0
Diámetro del cojinete
54.2
100... bronceChumaceraCojinete
54.2
10034.0 m in39.13
Velocidad angular del cilindro ( ) = 6,02 RPM
Se convierte la velocidad dada en rpm a rps y se determina la velocidad tangencial
U :
rpsseg
revn 10039251.060
min1min
02.6
ndU rpsin 1003925.039.13 sin22.4
Se determinan las tolerancias diametrales y radiales a partir del diámetro dado y
de la razón supuesta de holguras:

165
Cálculo de la tolerancia diametral (Cd)
in0,0080in13,390,0006 d Rh dC
Cálculo de la tolerancia radial (Cr)
in 0,00402
Cd C r
Se determina la longitud del cojinete a partir de la razón supuesta dl de 0,75.
m102.0in64,0113,390,3.DIl Cojinete
Tomando un valor sugerido de NO =30, se calcula el valor experimental de
excentricidad a partir de la Figura 62 o de siguiente ecuación17:
Figura 62. Relación analítica y experimental entre la razón de excentricidad y el
número de Ocvirk NO

166
0,807)6030(0008.030log38517.021394.0)60(0008.0log38517.021394.0
x
NNx OO
Se determina el parámetro no dimensional K según la siguiente ecuación17
6,168807.014
807.016807.01807.014
161K 22
21
222
22
21
222
Ahora se puede calcular la viscosidad del lubricante de acuerdo a la carga P:
reyn9,3204,0164,226,168
0,0040974,56lUK
CP 2
3
2r
En la siguiente Figura 63 se determinar el tipo de aceite SAE de acuerdo a la
viscosidad y la temperatura, el tipo de lubricante es W 140 o SAE 60.
La presión promedio en la película del aceite se calcula de acuerdo a la siguiente
ecuación:
psi1,1813,394,016
974,56dl
PPprom
El Angulo en la cual la presión es máxima se puede determinar ya sea a partir de
la siguiente ecuación mediante el valor experimental de 0,807
162,5º2,84rad0,8074
0,8072411cos4
2411cos2
12
1max
Se puede leer de la curva experimental de la Figura 64 siguiente para NO =30,
como 162,5ºmax .

167
Figura 63. Viscosidad absoluta en función de la temperatura de aceites lubricantes
de petróleo en grados.
Figura 64. Ángulos max y como función del numero de ocvirk
Ahora se puede calcular la presión máxima de acuerdo al ángulo hallado

168
psi65,4
cos1sen3z
4l
rcUp 3
22
2r
Ahora se puede calcular la presión máxima de acuerdo al ángulo hallado
29,9rad 522,00,80740,8071tan
41tan
21
21
Ya se puede calcular los pares de torsión estacionario y en rotación de los ejes
según el ángulo
in - 18,7470lb1c
nnldT2
12
2
d
123
s
lb - in9268,18522,0sen00037.056,9747470,18senPTT sr
Las pérdidas de potencia en el cojinete se determinan a partir:
HP001,0 slbin - 94,11)00,10039251(18,92682)nn(Tr2 12
Calculo del coeficiente de fricción en el cojinete
0,608313,394,65
18,92682PdT2 r
Se determina el espesor mínimo de la película de aceite
µin775,5in00077551,00,807-10,00401ch rmin
Nota: este valor es razonable debido a que los materiales tienen una aspereza
aproximadamente de 30-40 micras in

169
7.7.5. Diseño Del Transportador Helicoidal. El transportador helicoidal
aparece en la Figura 65
Figura 65. Transportador Helicoidal
El volumen por una vuelta del transportador helicoidal es:
l4
dDV22
05,0
4025,01,0 22
3m0036,0 3dm67,3
Por medio de los cálculos térmicos la cantidad de biomasa total ( cV = Volumen de
cascarilla) necesaria para generar la energía necesaria para calentar el horno
necesario es hdm6,86V
3c durante todo el proceso del secado del café, su
tiempo de duración calculado es de 18 h.
La cantidad de biomasa requerida para mantener el horno caliente durante 18 h de
manera que la alimentación del hornillo nunca le falte combustible es

170
Numero de vueltas por hora: vuelta
dm67,3h
dm6,86N 3
3
c hvuela69,23
cN min3932.0min60
169.23 vueltashh
vueltas
La velocidad en rpm es:
rpm96,1minvueltasvueltas5min
vueltas39,0nr
Velocidad del tornillo 600rpm96,1rpm1200
Velocidad motor reductor 1060
600
srad
srevrev 6283.0min
6012
min10
Relación de transmisión 6010
600
Requisitos de caballos de fuerza de la transmisión
1256,06283,0 22
Ver. Anexo 3. Selección de Transportador Helicoidal Catalogo Martin.

171
8. DISEÑO A NIVEL DE SISTEMAS
8.1. ANÁLISIS DE LA ARQUITECTURA DEL PRODUCTO
La arquitectura de productos es el arreglo de elementos funcionales en conjuntos
físicos (chunks) que constituirán los elementos básicos del producto o de la familia
de productos y el análisis de sus interacciones.
La selección de la arquitectura del proyecto es modular, ya que busca ser un
producto para ser difundido entre los clientes y para el servicio de las personas
que tengan la posibilidad de adquirir todo el equipo de secado o armarlo por
módulos.
La interacción entre los conjuntos esta bien definida. La arquitectura modular tiene
la ventaja de la simplicidad y reutilización para la familia de productos de esta
manera se esta proporcionando la capacidad de actualizaciones en el hardware o
software, flexibilidad en los componentes.
En la Figura 66 se observa el esquema de la arquitectura empleada, de los
elementos funcionales y físicos organizados en Conjuntos que componen el
producto.
En la Figura 67 y en la Figura 68 se puede observar las interacciones incidentales
existentes entre los conjuntos funcionales.
En la Figura 69 y Figura 70 se aprecian las Interacciones Fundamentales.

172
Figura 66.Arquitectura Modular

173
Figura 67. Esquema del conjunto del sistema de interacciones entre elementos físicos y funcionales (A).

174
Figura 68. Esquema del conjunto del sistema de interacciones entre elementos físicos y funcionales (B).

175
Figura 69.Interacciones Fundamentales (A)

176
Figura 70. Interacciones Fundamentales (A)

177
8.1.1. Distribución geométrica (Layout). Se puede ver en la Figura 71 como
es la distribución de los conjuntos. En este caso, la ubicación de los componentes
del diseño de la máquina juega un papel muy importante, ya que el horno-cilindro
contenedor de café y el hornillo donde se realiza la combustión para generar el
calor, están comunicados por un ducto para que viaje el aire caliente, depende de
las propiedades del ventilador empleado, la longitud de la tubería y factores que
pueden variar de acuerdo a la ubicación del equipo de tal manera que la
distribución del espacio puede causar variaciones en su funcionamiento, y otros
factores como la ubicación de los motores, componentes de control e
instrumentación.
Figura 71.Distribución Geométrica

178
8.1.2. Sistema Electrónico. El sistema electrónico es modular, de tal manera
que se tiene como objetivo facilitar el ensamblé, mantenimiento y expandible para
que se pueda actualizar, debe:
Sensar las variables relativas al proceso (Temperatura y peso del tanque).
En el Modulo de Control debe adquirir las señales de los sensores, actuadores
y generar las acciones correctivas necesarias para el correcto funcionamiento del
proceso, además de proporcionar la información del estado de la máquina al
usuario.
Controlar la potencia requerida para los motores
Controlar la alimentación energía eléctrica que se entrega al sistema.

179
9. DISEÑO INDUSTRIAL
Se realizo una valoración industrial del producto teniendo en cuenta que es un
equipo muy útil en la agroindustria cafetera. En el diseño industrial es muy
importante analizar las necesidades ergonómicas y estéticas del producto
asumiendo la posición del diseñador, ver Figura 72. Aunque hay muchas
secadoras de café en el mercado tienen grandes diferencias, en cuanto a su
diseño industrial, además se debe tener presente que esta tendrá interacción con
el usuario, aspecto muy importante, por ello se da una importancia de cómo se
quiere que el dispositivo responda a cada ítem:
Figura 72. Valoración el Diseño Industrial

180
Calidad de las Interfaces del Usuario
• El dispositivo es seguro para todo tipo de usuario.
• Las funciones del dispositivo correspondientes a cada una de sus partes, bien
definidas.
• El dispositivo esta diseñado para un sector muy amplio del mercado.
Requerimientos Emocionales
• El dispositivo es atractivo al usuario.
• El producto refleja robustez.
• La forma de hacer trabajar el equipo es agradable al usuario.
• El dispositivo inspira orgullo de posesión.
Facilidad De Mantenimiento Y Reparación
• Dispone de opciones de mantenimiento para el usuario; pero es necesario
conocer el funcionamiento del sistema electromecánico del dispositivo.
• Es relativamente complejo de limpiar.
• El cable de conexión es de fácil reemplazo.
• El procedimiento de ensamble y desensamble es un tanto complejo.
Uso Apropiado De Los Recursos
• El material del dispositivo es resistente a impactos.
• El material es durable.
• El dispositivo tiene características de sobre-diseño.
Diferenciación Del Producto
• Debido a su complejidad de funcionamiento y efectividad en el proceso de
secado es fácil de recordar.
• Por su necesidad en el área cafetera dispondrá de alta publicidad.
• Hay pocas secadoras de café similares en el mercado.

181
Valoración Del Diseño Industrial
Se puede observar los conceptos que se tuvieron en cuenta para valorar el diseño
industrial en la Figura 73.
Figura 73. Evaluación de la Calidad del Diseño Industrial
La calidad de la interfaces de este producto es muy alta, debido a que la
interacción hombre-máquina es intuitiva. El sistema de manufactura de este
producto esta ligado la estética vs. Servicio, dado que se busca que el producto
sea difundido por los usuarios y clientes, por este motivo requiere de un impacto
de tipo emocional y su nivel de diferenciación del producto sea medio alto, que en
su medida expresa calidad, seguridad y confiabilidad. En cuanto al mantenimiento
y reparación es de medio impacto, debido a que es un dispositivo que se rige por
gran contenido técnico pero que a nivel industrial su mantenimiento es fácil.
Teniendo en cuenta la valoración que se le a dado al diseño industrial, se observa
que el producto requiere un diseño industrial; lo cual quiere decir que el como luce
Calidad de las interfas
Facilidad de uso
Facilidad de mantenimiento y reparación.
Uso apropiado de los recursos.
Bajo Medio Alto
Diferenciación del producto.

182
el dispositivo dentro de su espacio de trabajo es importante pero no tanto como su
servicio que es de mayor importancia.
Máquina para Secar Café, es una máquina que va a contar con las dos
naturalezas: el beneficio principal está basado su habilidad de acometer una tarea
técnica específica que es la de secar café, pero también es importante la
ergonomía de la máquina y que está sea estéticamente agradable a la vista, sin
afectar la ingeniería del producto (ver Figura 74).
Figura 74. Naturaleza del Producto

183
10. DISEÑO PARA LA MANUFACTURA (DPM)
10.1. ASPECTOS DE MANUFACTURA
El diseño para manufactura (DPM) es una práctica de desarrollo que se utilizo
para enfatizar en los aspectos de manufactura (producción) a través de todo el
proceso de desarrollo, dado que se debe tener en cuenta en el diseño conceptual
para ahorrar costos; en la Figura 75 se plantea el modelo del sistema de
manufactura para cuando se desarrolle el producto.
Figura 75. Modelo del Sistema de Manufactura
Las herramientas necesarias para la construcción de las partes mecánicas del
producto son: Torno, Fresadora. Taladro, Máquina Fresadora CNC y Equipo de
Soldadura entre otros. Con respeto a la Mano de Obra las empresas que se
pensado contratar (se han establecido contactos) para la elaboración del
maquinado de las piezas es: Láminas y cortes industriales, Taller Victoria,
Representaciones industriales, Ing. Y Filtraciones Ltda.

184
La lista preliminar de Componentes aparece en Tabla 65, preliminar de las Partes
Propias aparece se aprecia en la Tabla 66 y la lista preliminar de la Materia Prima
muestra en la Tabla 67
Tabla 65. Lista de partes estándares preliminares.
CANTIDAD DESCRIPCION 1 Ventilador del cilindro 1 Reductor de velocidad del cilindro 1 Motor eléctrico del Reductor de velocidad del cilindro 1 Guarda motor 1 Ventilador del hornillo 1 Variador de velocidad 1 Reductor de velocidad del tornillo sin fin 1 Motor eléctrico del Reductor de velocidad del tornillo sin fin 2 Celdas de carga 1 Caja sumatoria 2 Termocuplas 1 Controlador Lógico Programable con Panel Integrado de Operación. HMI 1 Modulo de entrada y salida digital 1 Modulo para expansión de celda de carga 1 Modulo de expansión de termocupla
Tabla 66. Lista de Partes Propias (Preliminar)
CANTIDAD DESCRIPCION 1 Cilindro Exterior 2 Tapa lateral 1 Cilindro Interior 2 Tapa lateral 1 Cilindro interior difusor de aire 1 Eje en acero 1 Aislante térmico 1 Engrane 1 Piñón 1 Cadena 2 Buje

185
Tabla 67.Materia Prima (Preliminar)
DESCRIPCION Acero inoxidable “A36” Poliuretano expandido
Acero 10-40 Acero inoxidable “A36”
Se debe tener presente el costo de los componentes los cuales se subdividen en
partes o componentes estándares y partes o componentes propios para saber el
costo de manufactura, los elementos del costo de manufactura aparecen en la
Figura 76.
Figura 76. Elementos del costo de manufactura
10.2. PRINCIPALES CARACTERÍSTICAS DEL DISEÑO PARA MANUFACTURA
A continuación para cada pieza (ver Tabla 68 y Tabla 69) se describe el Proceso
de manufactura utilizado (Proceso), el costo de maquinado y material (Costo),
otras características (Detalles).

186
Tabla 68. Elementos utilizados (A).
Nombre Material Proceso Costo Detalles
Lamina sin perforar $1 221 259 Espesor 1,9. Calibre 14, 1,2m x 3,3186m
Curvado $59 598 Cilindro Exterior Acero inoxidable “A36”
Soldado $400 000
Lamina sin perforar $272 00 + IVA Espesor 1,9; Calibre 14, 1,056m x 1,056m Tapa lateral Acero inoxidable
“316” Corte del disco $20 000
Lamina perforada $480 000 + IVA Agujero de 3mm, Espesor 4mm 1,71m x 1,005312m
Curvado $55 000 Cilindro Interior Acero inoxidable “316”
Soldado $375 000
Tapa lateral Acero inoxidable “316” Lamina sin perforar $250 000 + IVA Diámetro 0,956mts.
Cilindro interior difusor de aire
Acero inoxidable “A36”
Filtro circular Lamina perforada
$865 000+ IVA.
Diámetro 0,32m Longitud 1,71mts Agujeros 4mm.
Lamina sin perforar $445 000 Curvado $30 000 Eje en acero Acero inoxidable
“A36” Soldado $35 000
Espesor 3/2” o 1,5cm Longitud 1,8m Diámetro 35cm
1,09956m x 1,8m
Aislante térmico Poliuretano expandido $350 000 Espesor 4cm
Engrane Acero 10-40 $261 219+IVA con tratamiento térmico Piñón Acero 10-40 $32 035+IVA. Tratamiento térmico. Cadena Acero $26 730 + IVA 1,62m
Unión Cadena $1 500 + IVA
Buje Bronce Diámetro 0,32mts

187
Tabla 69. Elementos utilizados (B)
NOMBRE COSTO DETALLES Nº Ventilador oxigenador hornillo $230 000 + IVA. Diámetro 10” 766CFM 110Volt 1 Reductor de velocidad del cilindro $1 237 000 + IVA Velocidad salida 29RPM 0,4HP 1 Motor eléctrico del Reductor de velocidad del cilindro $272.000 + IVA 1/3Hp 1800RPM 110-220Volt marca Siemens 1
Guarda motor $384 563 Monofásico Siemens. Cerrado. Norma IP 55 (protegidos contra el polvo) de 110 a 230Volt. 1
Ventilador del hornillo $2 000 000+ IVA 900 CFM , 4.3H2O, 1588RPM 1 Variador de velocidad ventilador oxigenador 1
Reductor de velocidad del tornillo sin fin $980 000+IVA Velocidad salida 1,96RPM 0.4HP 1
Motor eléctrico del Reductor de velocidad del tornillo sin fin 1/3Hp 1200RPM 110-220Volt marca Siemens
Celdas de carga $1 956 000 compresión 1500lb para tanques 2
Caja sumatoria $434 000 Para 4 celdas de carga 1 Termocuplas $60 000 Tipo J 2 Controlador Lógico Programable con Panel Integrado de Operación. HMI $1.196.000 Graphic 64128 ,CAN
2 RS232
Modulo de entrada y salida digital $450.000 18 Digital Inputs, 15 Relay Output, 2 transistor output,4 analog input, 4 analog output
Modulo para expansión de celda de carga $596.000 1 celda de carga , 1 digital input / 1 setpoint digital output
Modulo de expansión de termocupla $706.000 8 termocuplas /Analog Inputs
Modulo de expansión $150.000 Expansión adaptador 12/24 VDC

188
10.2.1. Reducción Del Costo De Los Componentes. La mayoría de las
partes que lo conforman el diseño del producto son propias, ya que son diseñadas
por el grupo de trabajo, el uso de partes estándares esta un poco restringido, ya
que todas estas piezas deben ser maquinadas. Sin embargo en el diseño de las
piezas propias se buscó minimizar el tiempo de maquinado, utilizando formas poco
complejas que permitieran un maquinado más fácil y rápido.
10.2.2. Reducción De Costos Para Ensamblaje. La integración de partes
permite reducir el número de las mismas, reduciendo tiempo estimado del
Ensamblaje:
Tiempo Estimado de Ensamble: 48 horas
ensamble para estimado total Tiempo segundos3 (teórico) partes de mínimo #DPEIndice
Para reducir el tiempo de ensamble se debe tener en cuenta:
• Minimizar el numero de partes
• Valorar uma arquitetura modular
• Apilar los ensambles
• Eliminar ajustes
• Eliminar cables
• Usar partes auto ajustables
• Usar partes auto localizables
• Eliminar la reorientación
• Facilitar la manipulación
• Especificar partes estándares

189
11. DISEÑO DETALLADO
Dentro de este se determina los elementos, piezas y dispositivos que finalmente
serán desarrollados. Este proyecto por ser de carácter mecatrónico consta de
diferentes áreas del conocimiento como son la ingeniería mecánica, electrónica y
de software.
11.1. SISTEMA MECÁNICO El sistema mecánico esta compuesto por la parte térmica y estructural del equipo
(horno- cilindro contenedor de café y el hornillo que genera la combustión para
suministrar el aire caliente al sistema.
Es fundamental tener un sistema de diseño mecánico estable estructuralmente,
buena relación resistencia-costo de materiales y alta precisión; cumpliendo estas
características se le brinda mayor robustez a los demás sistemas permitiéndole un
mejor funcionamiento en conjunto y una disminución en el error de las variables
involucradas en el proceso Ver Figura 77 y Figura 78.
11.2. DESCRIPCIÓN DEL EQUIPO CONTROL.
Se describe el sistema de control del equipo, en especial aquellas que van a ser
utilizadas en la etapa de control, se ilustran sus partes, se da una breve inducción
sobre el manejo de su programación, además de todo sobre la funcionalidad del

190
equipo a operar. Se tomo como equipo de control el autómata: Unitronics Visión
OPLC-230 (Grafico Operador Lógico Programable). Ver Anexo 5. Descripción
Equipo De Control.

191
Figura 77.Horno Cilindro Contenedor de Café
HORNO CILINDRICO CONTENEDOR DE CAFÉ
Horno Contenedor de Café rotativo: este es el deposito de para 40@
de café
Pedestal : Soporte del Horno
Figura 78. Hornillo
HORNILLO
Ventilador Pequeño: Oxigena el hornillo
Hornillo : quemador de combustible
Alimentador de Combustible: proporciona la
cascarilla al hornillo.
Ducto: permite viajar el aire
caliente a través de su interior
Ventilador Grande: Proporciona el flujo de aire necesario para secar el café

192
Tabla 70. Descripción de partes principales.
CLAVE NOMBRE DE LA PARTE C-CC Contenedor de combustible TS-01 Tornillo sin fin alimentador. Mot1 Motor del TS-01 H-01 Hornillo
CH-01 Chimenea Ce-01 Cenicero (Zona de descarga de cenizas.) V-H01 Ventilador – hornillo Mot4 Motor del V-H01
V-C02 Ventilador del cilindro Mot2 Motor del Ventilador del Cilindro
D-EAC Ducto de entrada del aire al Cilindro C-S01 Cilindro Secador de Café. Z-C01 Compuerta del Cilindro
B-DC01 Bandeja de descarga del café E-01 Engrane del sistema de transmisión de potencia P-01 Piñón del Cilindro de transmisión de potencia Mot3 Motor del sistema de transmisión de potencia T-C01 Tolva contenedora de café.

193
Figura 79. Partes principales

194
Tabla 71. Descripción de instrumentación y control.
Clave Nombre T-01 Termocupla No 1 T-02 Termocupla No 2
CC-01 Celda De Carga No1 CC-02 Celda De Carga No2 C-Z01 Caja Sumatoria VV-01 Variador De Velocidad PC-01 Pantalla De Control (HMI) ZC-01 Zona De Control Del O’PLC
TKP-01 Teclas De Mando Del O’PLC STA Star. ST Stop #0 Automático #1 Manual #2 Manual encender Mot1 #3 Manual encender Mot2 #4 Manual encender Mot3 #5 Velocidad Mot4 (velocidad. Alta) #6 Velocidad Mot4 (velocidad. Media) #7 Velocidad Mot4 (Velocidad. Baja) #8 Reset de Alarmas TA Temperatura ambiente y final del proceso Tpe Temperatura por encima de 55ºC Ce Alarma Para Apertura de compuerta para enfriamiento Fm Fallo de Alguno de los motores
Figura 80. Ubicación de la parte de Instrumentación y control

195
Figura 81. Pantalla de control HMI (PC-01)
Tabla 72. Descripción de corrientes principales.
CLAVE CORRIENTE Aire de proceso Café Cascarilla de café Aire de descarga (co2)

196
Figura 82. Corrientes principales.
11.3. DISEÑO DE CONTROL DEL SISTEMA
Constituye una parte muy importante en el sistema de control de manejo del
proceso de secado del café, por esto el análisis se da en:
Análisis de las diferentes partes del sistema de secado del café.
Funcionamiento global del sistema
Diseño lógico de control.
Funcionamiento detallado del sistema.
Diseño de control en Grafcet.
En esta parte se proporciona una descripción del equipo y su funcionamiento,
donde se analizan las diferentes etapas por las cuales atraviesa el proceso de

197
secado en la máquina. A raíz de esto se expone el flujo de control y del equipo a
funcionar, para una mejor compresión se presenta una vista de la secadora de
café en la Figura 83.
El sistema de secado consta de las siguientes partes:
Contenedor de combustible
PRE-secadora y suministradora (tolva de café)
Hornillo
Secadora de café (Cilindro contenedor de café)
La instrumentación y control(PLC)
Contenedor de combustible: incluye un depósito contenedor del combustible
(cascarilla de café), un tornillo sin fin, un motor de accionamiento del tornillo sin fin.
(Ver Figura 83)
Figura 83. Vista física de la secadora de café.

198
Presecadora y suministradora: incluye un recipiente contenedor de café, cilindros
de inyección de calor.
Hornillo: incluye un cenicero, un sistema de intercambiador de café, un ventilador
de oxigenación del hornillo. (Ver Figura 83)
Cilindro contenedor de café: incluye tres cilindros, poliueretano expandido (sistema
de aislamiento de calor), un ventilador, un sistema de transmisión de cadena
compuesta por una catalina, un piñón y su respectiva cadena. (Ver Figura 83)
Instrumentación: incluye dos celdas de carga, una caja sumatoria, dos
termocuplas, un variador de velocidad para el ventilador del hornillo.
11.3.1. Funcionamiento global del sistema. Se describe de manera global el
funcionamiento del sistema. Antes de dar accionamiento al autómata se debe
llenar la tolva, en forma manual esta proporcionara la medida exacta de un 88%
del volumen que se debe suministrar al cilindro contenedor de café ya presecado.
Lleno el cilindro de café, se da paso a llenar de nuevo la tolva, que aprovechando
el aire caliente que sale del cilindro, presecara el café contenido en ella. Una vez
se lleno el cilindro de café, se debe tapar, previamente se prendera una hoguera
dentro del hornillo en forma manual para dar inicio al sistema de combustión de la
cascarilla de café. ; Luego se da arranque al autómata, continuación la celda de
carga sensa el peso total del cilindro, en el cual por programación interna del
autómata, se dan los parámetros del peso inicial y final del café.
Rápidamente, se da arranque inicial al ventilador del hornillo, este proporciona aire
caliente (proveniente del hornillo) al cilindro, al tiempo se activa el motor que hace
rotar el cilindro contenedor de café; inmediatamente el sensor de temperatura

199
registra la temperatura del cilindro, dependiendo de la temperatura registrada, el
ventilador oxigenador logra tres rangos de flujo de aire (mayor, media o baja)
cantidad de oxigeno, al tiempo que activara o desactivara la alimentación del
hornillo dependiendo del registro de temperatura entregada.
Como se sabe que la variable de temperatura es una señal difícil de controlar
entonces esta controlada por la velocidad del ventilador del hornillo, manejado a
través de un PWM, el cual si es mayor de la temperatura ambiente y menor que
los 45ºC esta activara una velocidad del ventilador del hornillo a alta velocidad,
proporcionando mayor cantidad de aire al cilindro, al mismo tiempo el tornillo sin
fin dosifica combustible al hornillo en proporción constante.
Si la temperatura registrada se encuentra entre los 45ºC y es menor de 49ºC
mantendrá una velocidad media, aquí también el tornillo sin fin dosifica
combustible al hornillo en proporción constante, para cuando esta entre los 49 y
los 52ºC este bajara la cantidad de aire proporcionado al hornillo, mientras el
tornillo sin fin se detiene y deja de dosificar combustible al hornillo. Ya cuando la
temperatura es mayor de los 52ºC, no se modificara la velocidad, al igual el tornillo
sin fin no dosifica combustible al hornillo, para disminuir la cantidad de calor
presente en el hornillo.
Una vez se llega al peso deseado, se apagara el ventilador del cilindro, el motor
que da movimiento al cilindro. El ventilador del hornillo debe mantenerse
encendido proporcionando una velocidad baja para mantenerlo caliente, luego se
debe ubicar el cilindro con la tapa hacia la parte superior para abrir la compuerta
permitiéndole a este sacar el calor contenido en el hacia el exterior. Una vez el
cilindro llegue a temperatura ambiente, se debe cerrar la tapa del cilindro para
ubicar de nuevo la tapa en posición para sacar el café.

200
11.3.2. Diseño lógico de control. Las variables que se usaran en el diseño lógico de control son: Variables de entrada: Se presentan en la Tabla 73, Variables de salida: Se presentan en la Tabla 74, Variables usadas en el HMI: Se presentan en la Tabla 75, Variables para Fallo peso y Temperatura: Se presentan en la
11.3.3. Tabla 76.
El sistema de modo manual o automático aparece en la Figura 84, en la Figura 85
el diseño lógico del manual, en la Figura 86 el diseño lógico de automático, en la
Figura 87 diseño lógico para fallo térmico de motores o alarma de temperatura, en
la Figura 88 el diseño lógico de guarda variable PesF si ocurre algún fallo y en la
Figura 89 el diseño lógico de llamada de verificación si existe algún dato en la
variable de proceso PesF
Tabla 73. Entradas en la secuencia lógica de control.
Nombre de variable Descripción Te0 Señal Térmico del motor Tornillo sin fin Te1 Señal Térmico del motor Ventilador Cilindro Te2 Señal Térmico del motor Giro del Cilindro Te3 Señal Térmico del motor Ventilador Hornillo STA Start ST Stop Pe1 Señal de Peso proveniente de la caja sumatoria T1 Señal 1 de Temperatura T2 Señal 2 de Temperatura

201
Tabla 74. Salidas en la secuencia lógica de control. Nombre de
variable Descripción
Mot1 Motor tornillo sin fin (dosificador de combustible) Mot2 Motor del hornillo Mot3 Motor Giro del Cilindro M4Va Motor ventilador Oxigenador(proporciona aire al hornillo mayor flujo de aire) M4Vm Motor ventilador oxigenador(proporciona aire al hornillo mediano flujo de aire) M4Vb Motor Ventilador oxigenador(Proporciona aire al hornillo bajo flujo de aire)
TA Temperatura ambiente y final del proceso Tpe Temperatura por encima de 55ºC Fm Fallo de Alguno de los motores Ce Alarma de aviso de Apertura de compuerta para enfriamiento
Tabla 75. Teclas a usar del HMI en la secuencia lógica de control
Nombre de variable Descripción A Seleccione el Control del PLC “Automático” M Seleccione el Control del PLC “Manual” M1 Manual encender Mot1 M2 Manual encender Mot2 M3 Manual encender Mot3 Va Vent oxigenador (vel. Alta) Vm Vent oxigenador (vel. Media) Vb Vent oxigenador (vel. Baja) RA Reset de Alarmas
Tabla 76. Memorias para fallo, peso y temperatura.
Nombre de variable Descripción Pes Guarda el peso
PesF Guarda el Peso Final Tp Señal Temperatura Ambiente
Ter0 Memo interna para fallo en Térmico 1 Ter1 Memo interna para fallo en Térmico 2 Ter2 Memo interna para fallo en Térmico 3 Ter3 Memo interna para fallo en Térmico 4

202
Figura 84. Modo Manual o Automático

203
Figura 85. Diseño lógico del Manual

204
Figura 86. Diseño lógico de Automático

205
Figura 87. Diseño lógico para fallo térmico de motores o alarma de temperatura.
Figura 88. Diseño lógico de Guarda variable PesF si ocurre algún fallo.

206
Figura 89. Diseño lógico de llamada de verificación si existe algún dato en la
variable de proceso PesF.
11.3.4. Funcionamiento detallado del sistema control. Al dar Inicio el PLC le
pregunta al usuario si desea dar funcionamiento al sistema en forma manual o
automática ver (Figura 84, Figura 90 y Figura 97, del Manual de HMI). El usuario
podrá escoger por medio del Keypad la opción de automático o manual a través
de las teclas #0 me da al modo automático o #1 que da al modo manual.
Modo Automático Ver (Figura 86, Figura 92, y Figura 99): Si el usuario escoge la
opción de automático por medio del Keypad #0, una vez activada la forma
automático se da paso a la lectura del peso del café, el programa internamente
toma la señal de la celda de carga, la procesa y la guarda en la memoria M1
(“Pes”), por procesamiento de datos obtiene el peso final, el dato obtenido es
guardado en la memoria M2 llamada “PesF”, luego compara el peso actual con el
peso al cual tiene que llevar el café, si este “Pes” es mayor que “PesF” entonces

207
se activa la salida O2 (“Mot2”), esta salida “Mot2” energiza un temporizador T1 el
cual después de 10s, activa la salida O3 (“Mot3”).
Una vez es activada el Mot3 se da paso a la lectura de temperatura, el programa
internamente toma la señal procedente de las dos Termocuplas, procesa las dos
señales, las promedia, y guarda el dato obtenido en la memoria M3 (“Tp)”, este
dato de la memoria entra en un ciclo AND donde dependiendo de la temperatura
registrada podrá actuar de cuatro formas:
Si el dato registrado Tp es mayor o igual a 26ºC y menor que 45ºC si se
activa, este activara la señal del PWM el cual energiza una señal de salida OA
(M4Va), esta aumentara la velocidad del ventilador del hornillo proporcionando
mayor porcentaje de oxigeno al hornillo para una buena combustión y así
incrementar la temperatura. En este caso se activa la señal O1 (“M1”) que es el
motor del tornillo sin fin el cual proporciona combustible al hornillo.
Si el dato registrado Tp es mayor o igual a 45ºC y menor que 49ºC si se
activa, este energizara la señal del PWM el cual activa una señal de salida OA
(M4Vm) la cual proporciona una mediana cantidad de aire, oxigenando al hornillo
para mantener una buena combustión y así tratar de aumentar en poca cantidad
esta temperatura. Aquí también activa la señal O1 (“M1”) que es el motor del
tornillo sin fin el cual proporciona combustible al hornillo.
Si el dato registrado Tp es mayor o igual a 49ºC y menor que 52ºC si se
activa, este energizara la señal del PWM el cual activa la señal de salida OA
(M4Vb), donde esta señal proporciona en baja cantidad aire, oxigenando al
hornillo para mantener la temperatura en este rango que es la optima para un
secado de café. De igual forma se desactiva la señal OD1 llamada “M1” que es el
motor del tornillo sin fin el cual proporciona combustible al hornillo.

208
Si el dato registrado Tp es mayor a 52ºC se activa, este des-activa la salida
OA des-energizando las opciones del PWM llamadas M4Va, M4Vm y M4Vb, los
cuales desactivadas no proporcionan aire, des-oxigenando al hornillo logrando así
bajar la temperatura de este. Aquí también se desactiva O1.
Una vez el peso actual que esta siendo actualizado en la variable “Pes”, es menor
o igual que “PesF” se energiza la salida OA (M4Vb), y se desactivan las salidas
O1, O2, O3, al tiempo que se activa la salida O10 llamada Ce que es la alarma de
aviso de abrir la compuerta para enfriamiento, en este momento se debe ubicar el
cilindro de modo que la tapa que sella el cilindro, quede en la parte de arriba, así
lograr que el calor contenido en el salga al exterior, así lograr mas rápidamente
que la temperatura del cilindro llegue a temperatura ambiente.
Ahora una vez el dato registrado Tp es menor o igual a 26ºC, entonces se
energiza la señal de salida de temperatura ambiente y final del proceso llamada
TA, de igual forma se tapa la compuerta para ubicar cilindro contenedor de café a
la posición en la cual sea más viable sacar el café. Ahora estará en el usuario la
decisión de alimentar o no de nuevo el cilindro de café, para así seguir con el
proceso de secado, de un nuevo suministro de café.
Si el usuario quiere seguir con el proceso de secado, entonces llena de nuevo
tanto el cilindro contenedor de café, así como también el dosificador de café (ver
Figura 83); luego tapa el cilindro contenedor de café, pulsa la tecla # 4 del Keypad,
esta tecla energiza las salidas de TA, al tiempo que se energizan las salidas O2
llamada Mot2 que es el motor del ventilador del cilindro, una vez energizado la
salida Mot2 se energiza un temporizador T2 de 10s, pasado este tiempo, se
energiza la salida O3, (Mot3), que se encarga de darle movimiento al cilindro
contenedor de café, y así de nuevo continuar con el inicio del proceso. Es
importante saber que no se desaprovecha la energía contenida en el hornillo, dado

209
que la salida del ventilador OA (M4Vb), continúa energizada para igualmente no
apagar el ardor contenido en el hornillo y esta energía sea reutilizada de nuevo,
una vez el usuario halla tomado la decisión de volver a depositar una nueva
cantidad de café.
Modo manual: Ver (Figura 85, y Figura 98). Si el usuario escoge la opción de
manual por medio del Keypad #1, una vez activado de modo automático se da
paso a la lectura del peso del café; el programa internamente toma la señal de la
celda de carga, la procesa y la guarda en la memoria M1 (Pes), por procesamiento
de datos obtiene el peso final; el dato obtenido es guardado en la memoria M2
(PesF), luego compara el peso actual con el peso al cual tiene que llevar el café, si
este Peso es mayor que PesF, entonces el usuario por medio del keypad debe
pulsar la tecla #3 (llamada M2), energiza OD2 (Mot2), de igual forma esta salida
Mot2 energiza un temporizador T1 el cual después de 10s, el usuario debe pulsar
la tecla #4, llamada M3, que energiza la salida OD3 (Mot3).
Una vez es activada el Mot3 se da paso a la lectura de temperatura, el programa
internamente toma la señal procedente de las dos Termocuplas, procesa las dos
señales, las promedia, y guarda el dato obtenido en la memoria M3 (Tp). Si el dato
de temperatura registrado es menor que 50ºC, entonces el usuario estará en
disponibilidad de usar las teclas del Keypad, para aumentar en mayor o menor
grado la temperatura del cilindro dependiendo de la velocidad del ventilador del
hornillo, usando las teclas #5, #6 o #7 que energiza la salida del ventilador del
hornillo para una mayor, mediana o baja velocidad respectivamente. Al igual se
activa la salida OD1 (Mot1) solo para cuando la temperatura del cilindro esté por
debajo de los 50ºC, de lo contrario este se desactivará. Una vez éste llegue a los
48ºC por la inercia del sistema, es muy probable que ella siga aumentando, si el
usuario tiene una velocidad alta o media en el ventilador del hornillo, de pronto
puede llegar a obtener una temperatura inadecuada, la cual puede quemar el café,

210
entonces el programa automáticamente energiza la opción M4Vb activando la
salida OA, y desenergiza las demás opciones de velocidad M4Va y M4Vm, para
mantener esta temperatura, dándole opción al usuario de manejar esta velocidad
de nuevo, solo si ésta baja de los 48ºC.
Una vez el peso actual que está siendo actualizado en la variable Pes es menor o
igual que PesF se energiza la salida OA (M4Vb); ésto para que no se apague el
hornillo y siga ardiendo, para mantener el calor dentro de éste, al tiempo que se
activa la salida O10 (Ce) que es la alarma de aviso de abrir la compuerta del
cilindro para enfriamiento. Ver Figura 104 del Manual de HMI.
Para lograr más rápidamente que la temperatura del cilindro llegue a temperatura
ambiente, aquí también se desenergiza la salida del motor del ventilador del
cilindro O2 (Mot2) y del motor del giro del cilindro O3 (mot3), para así poder abrir
la compuerta del cilindro para enfriamiento. Ver Figura 83.
.
Ahora una vez el dato registrado Tp es menor o igual a 26ºC, entonces se des-
energiza la señal de salida de temperatura ambiente y final del proceso (TA), al
tiempo que se des-energiza la salida del motor del ventilador del cilindro O2 (Mot2)
y del motor del giro del cilindro O3 (mot3), para así poder sacar el café.
Ahora estará en el usuario la decisión de alimentar o no de nuevo el cilindro de
café, para continuar con el proceso de secado, de un nuevo suministro de café. Si
el usuario quiere seguir con el proceso de secado, llena de nuevo el cilindro
contenedor de café, lo tapa, llena de igual forma el dosificador de café y pulsa la
tecla # 4 del Keypad; esta tecla, energiza las salidas de TA, para volver al estado
inicial de ella, al tiempo que se energiza O2 (Mot2), que es el motor del ventilador
del cilindro. Luego se energiza un temporizador T2 de 10s, pasado este tiempo se
energiza la salida O3 (Mt3), que es la encargada de darle movimiento al cilindro

211
contenedor de café, y continuar con el inicio del proceso. Cabe notar que no se
desaprovecha la energía contenida en el hornillo, ya que la salida del ventilador
OA (M4Vb) continúa energizada, para igualmente no apagar el ardor contenido en
el hornillo y esta energía sea reutilizada una vez se halla depositado la nueva
cantidad de café.
Interrupciones. La interrupción guarda el peso final si ocurre algún fallo. Si de
alguna forma ocurre alguna falla, se desenergizan todos los motores, pero antes,
una subrutina de fallo. Ver (Figura 88 y Figura 94) verifica si el dato de peso actual
de la variable Pes, es mayor o igual, que el peso al cual tiene que llevar el café. Si
Pes, es mayor que PesF, entonces el proceso guarda el dato del peso, al cual
tiene que llevar el café “PesF”, en una memoria protegida (No volátil) “PesF1”. Si
el sistema, de nuevo se enciende, este peso guardado, es de nuevo llamado Ver
(Figura 89 y Figura 95) y lo que había en “PesF1”, es dado a la variable “PesF” y
así continúa con el proceso.
A modo de fallo Tanto en el modo automático como a modo manual verifican a
modo de fallo.
Para fallo en motores: La subrutina a modo de fallo (Ver Figura 86, Figura 93 y
Figura 103), se inicia en un ciclo AND donde recorre todas las entradas de los
térmicos. Si se desenergiza alguna de las entradas de los térmicos de los cuatro
motores (Te0, Te1, Te2, Te3), esto activará, dependiendo del térmico y la
memoria correspondiente, el Ter0, Ter1, Ter2 o Ter3 respectivamente. Al tiempo
ésta desenergizará la alarma de fallo Fm, dando alerta de fallo de alguno de los
motores; entonces el programa guarda la variable PesF en una memoria no volátil
PesF1, para no perder el dato, y así, si desea seguir con el proceso este dato se
mantenga; inmediatamente, el programa, se queda esperando que el usuario
resetee (reset) las alarmas por medio del Keypad usando la tecla #8 (Ra), como

212
se aprecia en la Figura 129, esta desenergiza las memorias internas para fallo en
los térmicos, al mismo tiempo que energiza la salida Q9 (Fm).
Cuando la temperatura es mayor a 55ºC y ninguno de estos térmicos se
encuentra activo y que la temperatura dentro del cilindro sea igual o mayor a 55ºC,
entonces se desenergiza la salida O3 (Tpe), que indica que el cilindro esta por
encima de esta temperatura, la cual no es deseable para el café, dado que lo
puede quemar. Luego cualquiera que sea el caso, el usuario debe dar click a la
señal de reset por medio del Keypad, pulsando la tecla #8, que es (Ra) ver Figura
129, al darse esta señal, resetea los térmicos y la señal de salida Tpe se
energiza. Ver Figura 104. Si por el contrario esto no ocurre el programa debe
continuar con el proceso normal.
11.3.5. Diseño de control en grafcet. A continuación se modela por medio de
Grafcet el cual es un programa estándar.
Variables de entrada: se presentan en la Tabla 7
Variables de salida: Se presentan en la Tabla 78
Teclas usadas del HMI: Se presentan en la Tabla 79
Memorias usadas en el sistema: Se presentan en la Tabla 80.

213
Tabla 77. Variables de entrada del sistema.
Tipo Dirección PLC
Nombre de variable Descripción
Entrada Digital I1 STA Start Na Entrada Digital I1 ST Stop Nc
Entrada Análoga OA3 Pe1 Señal de Peso proveniente de la caja sumatoria X
Entrada Análoga OA0 T1 Señal 1 de Temperatura X Entrada Análoga OA1 T2 Señal 2 de Temperatura X
Tabla 78. Salidas del sistema.
Tipo Dirección PLC
Nombre de variable Descripción
Salida Digital OD0 Mot1 Motor tornillo sin fin Na Salida Digital OD1 Mot2 Motor del cilindro Na Salida Digital OD2 Mot3 Motor Giro del Cilindro Na
M4Va Motor ventilador oxigenador(proporciona aire al hornillo a mayor flujo de aire) Na
M4Vm Motor ventilador oxigenador (proporciona aire al hornillo a mediano flujo de aire) Na Salida
análoga OA
M4Vb Motor Ventilador oxigenadro (Proporciona aire al hornillo a bajo flujo de aire) Na
Salida Digital OD3 TA Temperatura ambiente y final del proceso Nc Salida Digital OD4 Tpe Temperatura por encima de 55ºC Nc
Salida Digital OD5 Ce Alarma de aviso de Apertura de compuerta para enfriamiento Nc
Salida Digital OD6 Fm Fallo de Alguno de los motores Nc
Tabla 79. Teclas usadas del HMI en el sistema
Tipo Dirección PLC
Nº de la tecla.
Nombre de variable Descripción
Key Pad SB40 Key #0 A Seleccione el Control del PLC “Automático” Na
Key Pad SB41 Key #1 M Seleccione el Control del PLC “Manual” Na Key Pad SB43 Key #2 M2 Manual encender Mot1 Na Key Pad SB43 Key #3 M2 Manual encender Mot2 Na Key Pad SB44 Key #4 M3 Manual encender Mot3 Na Key Pad SB45 Key #5 Va Vent oxigenador (vel. Alta) Na Key Pad SB46 Key #6 Vm Vent oxigenador (vel. Media) Na Key Pad SB47 Key #7 Vb Vent oxigenador (vel. Baja) Na Key Pad SB48 Key #8 RA Reset de Alarmas

214
Tabla 80. Memorias usadas en el sistema.
Tipo Dirección PLC
Nombre de variable Descripción Tipo
Memoria M1 Pes Guarda el peso X Memoria M2 PesF Guarda el Peso Final X Memoria M3 Tp SeñalTemperatura Ambiente X Memoria M4 Ter0 Memo interna para fallo en Térmico 1 X Memoria M5 Ter1 Memo interna para fallo en Térmico 2 X Memoria M6 Ter2 Memo interna para fallo en Térmico 3 X Memoria M7 Ter3 Memo interna para fallo en Térmico 4 X
11.3.6. Funcionamiento de grafcet. El funcionamiento Grafcet se plantea mediante: la etapa de escoger entre modo Manual y Automático (Figura 90), subrutina de manual Grafcet (Figura 91), subrutina de automática Grafcet (Figura 92), subrutina de interrupciones para fallo de motores o fallo de temperatura (Figura 93), subrutina de Fallo (Figura 94) y llamada a subrutina de toma de dato (Figura 95),
11.3.7. Figura 92.
Figura 90. Etapa de escoger entre modo Manual y Automático

215
Figura 91. Subrutina de Manual en Grafcet.

216
Figura 92. Subrutina de Automático en Grafcet.
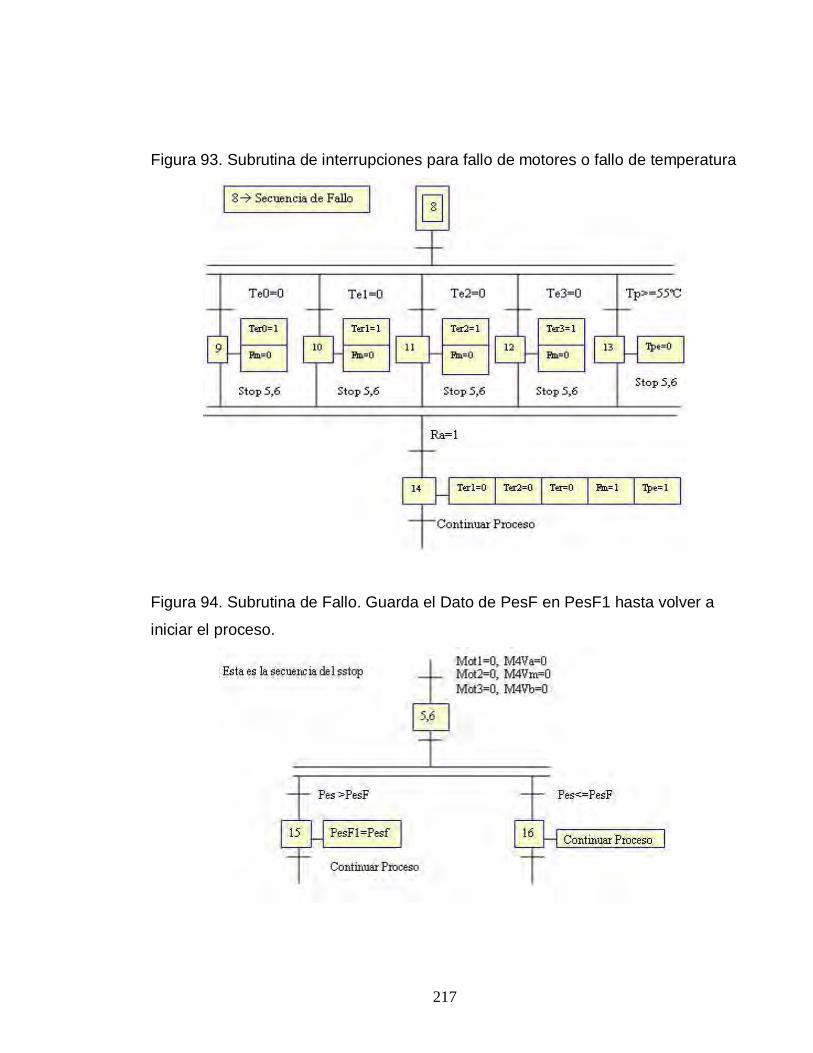
217
Figura 93. Subrutina de interrupciones para fallo de motores o fallo de temperatura
Figura 94. Subrutina de Fallo. Guarda el Dato de PesF en PesF1 hasta volver a
iniciar el proceso.

218
Figura 95. Llamada a subrutina de toma de dato PesF1 y lo asigna a la variable de
proceso PesF
11.3.8. El HMI de Planta de Secafé. Una de las herramienta dadas por el PLC
a operar es el de poseer interfaz grafica con el usuario, para esto se dan los
diferentes pantallas, con las que el usuario sabrá la situación actual del equipo
cuando este operando y además podrá estar en contacto con el equipo, por medio
del teclado.
Manual HMI versión.
La Figura 96 es de aviso de entrada al logo.
La Figura 97 Figura 98 y Figura 99 son de selección de control.
La Figura 100, Figura 101 y Figura 102 son de mando, operación y monitoreo
de dispositivos de campo
La Figura 103 muestra el estado de avisos y alarmas de los motores, al tiempo
que le da la opción al usuario de reset desde la pantalla para reiniciar el proceso si
aun no ha terminado el proceso.

219
La Figura 104 muestra el estado de avisos y alarmas de Proceso, y como en
la anterior le da la opción al usuario de reset desde la pantalla para reiniciar el
proceso si aun no ha terminado el proceso.
Diferentes visualizaciones del HMI. Una de las características ofrecidas por el
equipo, es la interfaz grafica. Con esta se logra un mejor manejo del sistema de
control ya que el usuario interactúa con la máquina.
11.3.9. Descripción de las pantallas. Aparece un aviso general de entrada al
proceso en la Figura 96.
Figura 96. Aviso de Logo de la empresa
En la Figura 97 el usuario escoge el modo de entrar en el sistema si de forma
automática o manual.

220
Figura 97. Tipo de control
En la Figura 98 se puede ver el HMI confirma de nuevo la opción registrada por el
usuario si lo desea de forma manual lo confirmara oprimiendo la tecla Star dando
arranque al programa en forma manual, si por el contrario tomar la opción de
automático oprimirá la tecla stop
Figura 98. Modo Manual
En la Figura 99 el HMI confirma de nuevo la opción registrada por el usuario, si lo
desea de forma Automático, lo confirmara oprimiendo la tecla Star, dando
arranque al programa en modo Automático, si por el contrario toma la opción de
manual oprimirá la tecla stop

221
Figura 99. Modo Automático
El HMI dará un ON en caso de energizarse algún motor del sistema de secado de
café o un OFF en caso de estar apagado, alguno de estos motores como se
puede ver en la Figura 100.
Figura 100. Motores en modo Automático
Al igual que en el caso anterior el usuario podrá darse cuenta a través del interfaz
del HMI, que motor será energizado dando como señal un ON o cual esta des-
energizado apagado recibiendo como señal de OFF esto para cada motor (Figura
100).

222
Figura 101. Motores en modo Manual.
En la Figura 102, el usuario podrá observar a través del interfaz del HMI que dato
arroja las dos termocuplas y la celda de carga para mirar la temperatura y el peso
respectivamente, este es importante, dado que si se encuentra en forma manual
garantizara un mejor control del proceso de acuerdo a los datos suministrados en
la pantalla.
Figura 102. Estado de las variables
El usuario podrá observar a través del interfaz del HMI que dato que arroja las
alarmas para cada uno de los motores en caso de falla de alguno de los térmicos,
al tiempo que da aviso para reiniciar las variables del sistema, ver Figura 103.

223
Figura 103. Estado de los Motores
En la Figura 104 el usuario podrá observar si se ha finalizado el proceso de
secado de café a través de la activación del aviso “Tem Amb y Fin Proceso” el
cual le indicara que ya es hora de sacar el café.
Figura 104. Alarmas
Otra de las alarmas que se puede observar en caso de encendida es “Tem
Excedió 55ºC” en este caso se encenderá al lado izquierdo el botón de cuadro.

224
El sistema da aviso por medio de la interfaz de abrir la compuerta una vez el peso
halla alcanzado el peso ideal, para que el sistema tome la temperatura ambiente y
así poder sacar el café mas rápidamente.
11.4. PLANOS DE ENTRADAS Y SALIDAS
Se suministra la distribución a la conexión de las diferentes entradas y salidas
usadas dependiendo del equipo escogido. Ver Anexo 30, Anexo 31, Anexo 32,
Anexo 33).
11.5. PLANOS DE DISTRIBUCIÓN ELÉCTRICA.
Se muestra la distribución eléctrica de los diferentes motores, que va a manejar el
proyecto. Ver Figura 105.
Figura 105. Esquema de Fuerza

225
12. PROTOTIPO
12.1. PROTOTIPO ANALÍTICO: SISTEMA MECÁNICO
Usando el software de SOLI EDGE, que es un sistema de diseño asistido por
ordenador (CAD) para el modelo de conjuntos y de piezas mecánicas y la
producción de planos, se detalló cada uno de los elementos planteados del diseño
de la máquina, para tener clara la ubicación del dispositivo dentro de un espacio y
para tener una ilustración clara de su apariencia real.
Estas observaciones contribuyeron a realizar cambios de carácter estético y
funcional al proyecto. Tal es el caso de la ubicación del cilindro contenedor de
café, el ducto que requiere para el suministro de aire caliente, la ubicación del
sistema de control que debe de estar a una cierta distancia del hornillo y el horno-
contenedor de café debido a la temperatura por cuestiones de precaución. Al
observar todo el modelo planteado se puede hacer un mejor aprovechamiento del
espacio con componentes anexos como motor, ventilador, tolva descarga de café,
tolva de combustible, etc.
El desarrollo de los planos se realizó utilizando herramientas Solid Edge (Planos
Mecánicos del diseño de la máquina). En la Figura 106 aparece el prototipo virtual
modelado en Solid Edge.

226
Figura 106. Prototipo virtual modelado en Solid Edge

227
13. CONCLUSIONES
En el proyecto se logro reforzar y ampliar nuestros conocimientos, adquiridos
en el desarrollo de la parte académica recibida en la Universidad.
Se compacta un buen desarrollo a nivel de diseño de ingeniería de equipo,
dado que se trabajo en forma interdisciplinaria entre estudiantes de Ingeniería
Mecatrónica e Ingeniería Mecánica, al igual, se complementa o se tiene muy en
cuenta el factor ergonómico y económico.
Se logró que todos sus componentes a nivel estructural, sean totalmente de
consecución y fabricación nacional.
Los componentes electrónicos y eléctricos de la máquina, se seleccionaron
dependiendo de su funcionalidad, calidad, economía y fácil adquisición nacional.
En el momento de cotizar y seleccionar elementos, funcionales del equipo
secador, se aprende a manejar el tipo de exigencias que se tratan y requieren
dependiendo del componente a evaluar.
Se tiene en cuenta que el sector cafetero aunque es un sector líder en el país
y que se caracteriza por su excelencia, necesita que se desarrollen nuevas
tecnologías para aumentar su producción, mejorar la calidad y la cantidad del
producto a exportar. En la manera en que se tecnifique el sector no solo cafetero
si no la agricultura será mayor las entradas económicas sustanciales para el país.

228
14. POSIBLES MEJORAS DEL PROYECTO
Lo mas importante seria reutilizar el aire caliente que sale del hornillo, pero el
problema es que este tiene alta humedad debido a que fue extraído del café. Para
poder reutilizar este aire caliente se debe deshumedificarlo, para llevarlo
nuevamente al hornillo y calentarlo un poco mas para su reutilización, de esta
manera se bajara los cotos por consumo de combustible dado que se esta
utilizando un aire caliente .

229
BIBLIOGRAFÍA
BEER, Ferdinand; RUSSELL, E. Mecánica Vectorial Para Ingenieros: Dinámica, 7 ed. Madrid: McGraw-Hill, 2004. 1067 p. CADENA, G. Desarrollos científicos de Cenicafé en la última década. En: Revista Académica de Ciencia Colombia, Chinchiná - Caldas. Vol. 29, No.110 (Mar. 2005); p. 89-99. Calentamiento de Granos [en línea]. V. A. Dalpasquale: Deposito de documentos de la FAO, 1991. [consultado 03 de Junio, 2006]. Disponible en Internet: http://www.fao.org/docrep/x5059S/x5059S05.htm#Hornos%20para%20combustibles%20s%F3lidos DUQUE. Cenicafé y divulgadas por el Servicio de Extensión de la Federación. En: Cenicafe, Chinchiná-Caldas: (Feb. 2002); p. 1-4. DE JUAREZ; SOUZA. S. E. Secado y almacenamiento de granos en los trópicos [en Línea]. Brasil: Pos-Colheita, 2006. [Consultado 10 de junio, 2006]. Disponible en Internet: www.pos-colheita.com.br INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS. Tesis y otros trabajos de grado. Santafé de Bogotá, D.C.: ICONTEC, 2002. p 34. NTC 1486 KARLEKAR B; DESMOND R. M. Transferencia de Calor. 2 ed. México: McGraw-Hill, 1994. 1254 p. MENCHÚ, J. F. Manual Práctico De Beneficios De Café. En: Asociación Nacional del Café (ANACAFE). Boletín No. 13.Guatemala 1998. p 2-10. NORTON, Robert. Diseño De Maquinas. México: Prentice Hall, 1999. 1048 p. PERRY, Robert; CHILTON, Cecil H. Manual Del Ingeniero Químico. 5 ed. México McGraw-Hill, 1982. 1542 p. PORRES, C. Secado De Pulpa De Café. En: Memorias Del Tercer Simposio Sobre La Utilización Integral De Los Subproductos Del Café, Ciudad De Guatemala: (Feb. 1987); p. 20 - 22. ROA, M. G; ÁLVAREZ, G. J. Secado Del Café, Ingeniería Agrícola. En: Cenicafé –Centro Nacional de Investigación del Café, Chinchiná- Caldas: (Feb. 2002); 3 p.

230
SERWAY. Física II. 4 ed. México: McGraw- Hill, 1994. 537 p. Línea de profundización II “Procesamiento de secado de alimentos [en línea]. Manizales: Universidad Nacional de Colombia, 2005. [consultado 22 de Septiembre, 2005]. Disponible en Internet: www.virtual.unal.edu.co/cursos/sede/manizales/4070035/lecciones/cap7/cap7.htm

231
ANEXOS Anexo 1. Casa de las calidades QFD

232
Anexo 2. Ventilador para la circulación de aire.

233
Continuación Anexo 2. Ventilador para la circulación de aire

234
Anexo 3. Selección de Transportador Helicoidal Catalogo Martin

235
Anexo 4. Calibres Estándar De Tubos Para Intercambiadores
Item Diámetro Exterior Calibre B.W.G
Espesor de la Pared (pulg)
Diámetro Interior (pulg)
Sección Transversal (pulg²)
Area transversal Interior (pulg²) I (pulg)
Peso por pie , lb/pie
1 1/2 12 0,109 0,282 0,1339 0,06246 0,00276 0,46 2 1/2 14 0,083 0,334 0,1087 0,08762 0,00246 0,37 3 1/2 16 0,065 0,370 0,0888 0,10752 0,00215 0,30 4 1/2 18 0,049 0,402 0,0694 0,12692 0,00179 0,24 5 1/2 20 0,035 0,430 0,0511 0,14522 0,00139 0,17 6 3/4 12 0,109 0,532 0,2195 0,22229 0,01160 0,75 7 3/4 13 0,095 0,560 0,1955 0,24630 0,01070 0,66 8 3/4 14 0,083 0,584 0,1739 0,26786 0,00982 0,59 9 3/4 15 0,072 0,606 0,1534 0,28843 0,00891 0,52 10 3/4 16 0,065 0,620 0,1399 0,30191 0,00828 0,48 11 3/4 17 0,058 0,634 0,1261 0,31570 0,00760 0,43 12 3/4 18 0,049 0,652 0,1079 0,33388 0,00666 0,37 13 1 12 0,109 0,782 0,3051 0,48029 0,0307 1,04 14 1 13 0,095 0,810 0,2701 0,51530 0,0280 0,92 15 1 14 0,083 0,834 0,2391 0,54629 0,0253 0,81 16 1 15 0,072 0,856 0,2099 0,57549 0,0227 0,71 17 1 16 0,065 0,870 0,1909 0,59447 0,0210 0,65 18 1 17 0,058 0,884 0,1716 0,61375 0,0191 0,58 19 1 18 0,049 0,902 0,1464 0,63900 0,0166 0,50 20 1 1/4 12 0,109 1,032 0,3907 0,83647 0,0642 1,33 21 1 1/4 13 0,095 1,060 0,3447 0,88247 0,0579 1,17 22 1 1/4 14 0,083 1,084 0,3043 0,92289 0,0521 1,03 23 1 1/4 15 0,072 1,106 0,2665 0,9607 0,0464 0,91 24 1 1/4 16 0,065 1,120 0,2420 0,9852 0,0426 0,82 25 1 1/4 17 0,058 1,134 0,2172 1,0100 0,0387 0,74 26 1 1/4 18 0,049 1,152 0,1849 1,0423 0,0334 0,63

236
Continuación Anexo 4. Calibres Estándar De Tubos Para Intercambiadores
Item Diámetro Exterior Calibre B.W.G
Espesor de la Pared (pulg)
Diámetro Interior (pulg)
Sección Transversal (pulg²)
Area transversal Interior (pulg²) I (pulg)
Peso por pie , lb/pie
27 1 1/2 12 0,109 1,282 0,4763 1,2908 0,1159 1,62 28 1 1/2 13 0,095 1,310 0,4193 1,3478 0,1039 1,43 29 1 1/2 14 0,083 1,334 0,3695 1,3977 0,0931 1,26 30 1 1/2 15 0,072 1,356 0,3230 1,4441 0,0825 1,10 31 1 1/2 16 0,065 1,370 0,2930 1,4741 0,0756 1,00 32 1 1/2 17 0,058 1,384 0,2628 1,5044 0,0684 0,89 33 1 1/2 18 0,049 1,402 0,2234 1,5438 0,0589 0,76 34 1 3/4 10 0,134 1,482 0,6803 1,7250 0,224 2,31 35 1 3/4 11 0,120 1,510 0,6145 1,7908 0,205 2,09 36 1 3/4 12 0,109 1,532 0,5619 1,8433 0,190 1,91 37 1 3/4 13 0,095 1,560 0,4939 1,9113 0,170 1,68 38 1 3/4 14 0,083 1,584 0,4347 1,9706 0,151 1,48 39 1 3/4 15 0,072 1,606 0,3796 2,0257 0,134 1,29 40 1 3/4 16 0,065 1,620 0,3441 2,0612 0,122 1,17 41 2 10 0,134 1,732 0,7855 2,3561 0,344 2,67 42 2 11 0,120 1,760 0,7087 2,4328 0,314 2,41 43 2 12 0,109 1,782 0,6475 2,4941 0,290 2,20 44 2 13 0,095 1,810 0,5685 2,5730 0,259 1,93 45 2 14 0,083 1,834 0,4999 2,6417 0,230 1,70 46 2 15 0,072 1,856 0,4361 2,7055 0,203 1,48 47 2 16 0,065 1,870 0,3951 2,7465 0,185 1,34

237
Anexo 5. Descripción Equipo De Control
Figura 107.El sistema visión
AUTÓMATA: Visión OPLC (Grafico Operador Lógico Programable) Características y generalidades
• Controlador Lógico Programable. • Panel Integrado de Operación. HMI • Diseño compacto. • Módulos I/O. • Comunicación RS232. • CANbus NetWork. • RTClock. • Pantalla LCD gráfica. • Teclado. • 6 Softkeys(teclas programable)

238
Continuación Anexo 5. Descripción Equipo De Control
VISION OPLC: COMPONENTES
Figura 108. Control del OPLC
Aplicación de Voltaje: El Controlador requiere una fuente de alimentación externa 12 o 24VDC. CANbus: Habilita al PLC a conectarse a una red de computadoras para intercambiar los datos con otros 60 PLCs conectados. 2 puertos RS232 1 Puerto Opcional
Figura 109. Vista posterior del Tablero
PUERTO SERIE 1 Selecciona el cambio o quema la nueva configuración. PUERTO SERIE 2 Inspecciona y revisa las escenas de comunicación.

239
Continuación Anexo 5. Descripción Equipo De Control
Expansión del puerto.
Figura 110. Adaptador del Modulo de expansión.
Entradas/Salidas.
• 171 I/Os Digitales, Análogas y de Alta Velocidad. • Módulo Snap-in I/O (V200-18-E2B)
• Fácil Conexión. • I/O Digitales y Análogas. • 16 Entradas Digitales, 10 reles de Salida, 4 Transistores de
salida, 2 entradas análogas y dos salidas análogas. • Adaptador
• Fácil Conexión. Adaptador puede ser conectado para 8 módulos.

240
Continuación Anexo 5. Descripción Equipo De Control
Forma de conexión del Adaptador y los módulos de expansión
Figura 111. Conexión del OPLC para el adaptador EX – A1
El suministro de Power 12VDC o 24VDC El rango permisible 10.2 a 28.8VDC El consumo máximo 4Watt típico. El suministro actual para Los módulos del E/S 1A máximo. de 5V Los indicadores de estado LEDs.

241
Continuación Anexo 5. Descripción Equipo De Control
Figura 112. Conexión del adaptador al modulo de Expansión.
Módulo de Expansión I/O Conexión a través del Puerto de Expansión. 8 I/O Módulos de Expansión por Controlador.
Vista Física y Planos de I/O de Módulos de Expansión.
Figura 113. Visión física del HMI, el modulo de I/O, el adaptador y los módulos de
Expansión.
El número indica la situación del E/S en el sistema. El Número relaciona la posición de posición del módulo de expansión en el sistema y a la posición del E/S en ese módulo.

242
Continuación Anexo 5. Descripción Equipo De Control
Figura 114. Modulo de Expansión para celda de carga
El módulo E/S-LC3 ofrece 3 entradas de Celdas de Carga. La interfaz entre el módulo y el OPLC se proporciona por un adaptador. Suministro de voltaje. El voltaje de operación nominal 12 / 24VDC Máx. el consumo de corriente Es 5VDC 60mA El Conversor de A/D Método de conversión: Sigma-Delta Resolución: De 24 bits. Conversión período: 12.5mseg (80Hz) Máximo Error lineal 0.01% de full escala. Calibración y cero —2 a 12 puntos de calibración (el punto-cero no es usado) La polaridad del funcionamiento: puede ser bipolar, valores de tensión positivos o negativos. Temperatura de funcionamiento de 0°a 50°C (32 a 122° F)

243
Continuación Anexo 5. Descripción Equipo De Control
Figura 115. Modulo de Expansión para termocupla.
I/O Expansion Module 8 Analog/Thermocouple Inputs Máximo. Consumo de corriente 40mA. Numero de entradas. 8 Tipo de entrada: Termocupla. Método de conversión: voltaje a frecuencia Resolución: 0.1ªC. Compensación de la unión fría: Local, automático El error de compensación de unión frío: +/-1.5ªC el máximo

244
Continuación Anexo 5. Descripción Equipo De Control
VISION OPLC: COMUNICACIONES.
Figura 116. Comunicaciones con diferentes dispositivos.
• CANbus: 1 Puerto.
• Redes CAN.
• Otras: • Ethernet • RS485
Figura 117. Pines del puerto RS232
• RS232: 2 COM.
• Descarga de programas desde el PC. • Comunicación con dispositivos. • Los datos la Lectura Terminal

245
Continuación Anexo 5. Descripción Equipo De Control
Figura 118. Adaptador de conexión.
Conecte su PC a cualquier controlador en la red. Use el cable de la programación proporcionada con el equipo del controlador. Diferentes PCs pueden acceder a la red al mismo tiempo.
Figura 119. Carga y Descarga de Programa.
Use este icono Download para descargar los proyectos transmitidos desde su PC al Controlador. Seleccione Upload para cargar por medio de el icono del menú de Conexión; la Comunicación al PC la configuración de la ventana de visión se abre.

246
Continuación Anexo 5. Descripción Equipo De Control
CÓMO TRABAJA EL PLCS
Ciclo del PLC. El ciclo se realiza continuamente.
Figura 120. Secuencia lógica de control del OPLC
Cómo Trabajan los PLCs En la figura arriba da las muestras el ciclo de PLC. Este ciclo se llama Scan. El ciclo Scan es realiza continuamente. Lee los datos de entrada. Procesa los datos Transmite datos.

247
Continuación Anexo 5. Descripción Equipo De Control
Figura 121. Vista del programa del OPLC
Cuando el programa encuentra la Entrada Física Leída, el programa lee inmediatamente la entrada física que entro en el PLC, pone al día la memoria de PLC, y ejecuta el resto del programa usando el nuevo dato de entrada. Entradas Las entradas reciben los signos de los dispositivos externos como los interruptores, botones de pulso y el voltaje inconstante señala de los dispositivos analógicos. Las entradas convierten el voltaje a señales que el PLC puede procesar. Panel de operación El panel de operación proporciona lo que se llama el HMI, o Interfaz entre Máquina y Humano, entre usted y el PLC. El panel está compuesto de una pantalla de LCD y un teclado pequeño personalizable. El dato tiene dos fuentes den entrada: Las entradas físicas del PLC Datos que se entran vía el teclado pequeño del PLC. Luego, el programa se ejecuta. El programa está compuesto de instrucciones, que están escritas en Ladder y este se escribe usando el software de propiedad del PLC. Todas las instrucciones del programa son ejecutadas en cada ciclo.

248
Continuación Anexo 5. Descripción Equipo De Control
Entrada Al Software Para Configurar De Hardware
Figura 122. Entrada al software (VisiLogic para configurar el Hardware.
Configuración de hardware: Cree un nuevo proyecto, automáticamente se habré la opción para configurarlo. Haga clic en el icono apropiado para seleccionar: Tipo de PLc. Módulo del E/S. Módulo de Expansión de E/S requerido por su aplicación.
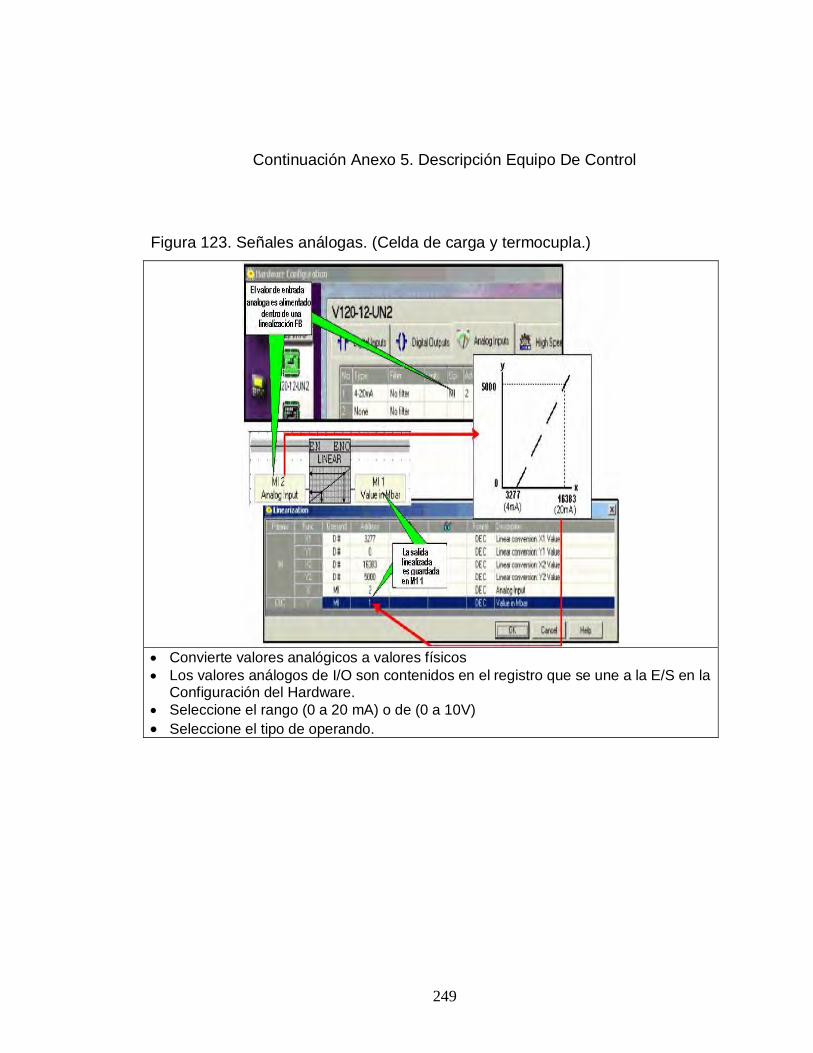
249
Continuación Anexo 5. Descripción Equipo De Control
Figura 123. Señales análogas. (Celda de carga y termocupla.)
Convierte valores analógicos a valores físicos Los valores análogos de I/O son contenidos en el registro que se une a la E/S en la
Configuración del Hardware. Seleccione el rango (0 a 20 mA) o de (0 a 10V) Seleccione el tipo de operando.

250
Continuación Anexo 5. Descripción Equipo De Control
Figura 124. Señal para manejo de PWM
Si los valores se encuentran fuera del rango del “ON”, sus valores permanecen inalterados. Ya que los operando retienen los últimos valores guardados.
Como F=1/T dónde el T es el tiempo de duración de un ciclo completo. Valores de Frecuencia: Varían según la salida tipo npn a pnp. npn: Usted puede usar un valor de 0, o un valor de 8-50000Hz (50kHz). pnp: Usted puede usar un valor de 0, o un valor de 8-2000HZ. Otros valores de frecuencia no son soportados. Pueden usarse ciertas entradas digitales en ambos Snap en E/S y módulos de Expansión de E/S como: Medidor de frecuencia

251
Continuación Anexo 5. Descripción Equipo De Control
Configuración Para Manejo De Señal Analoga (PWM).
Figura 125 Configuración de señal PWM
1
2
3
4
5
6
Se hace un despliegue del manejo de algunos parámetros de entrada a la Configuración de software para manejo de PWM.

252
Continuación Anexo 5. Descripción Equipo De Control
Manejo De Elementos Del Software
Figura 126. Editor del Ladder.
Lenguaje para Aplicación de mando: LADDER. Los diagramas de Ladder están
compuestos de contactos, bobinas, y elementos en función de bloques colocados
en red.
Contactos: representan las condiciones de la entrada Pueden arrastrarse
elementos de Ladder, las funciones y pueden dejarse caer entre la red. Las teclas
directas también están disponibles para la programación fácil.

253
Para empezar al Editor de Ladder
Pulse el botón el botón de la Escalera de mano en la barra de herramientas.
Pulse el botón los elementos perfilados en el azul para más información.
Los Comentarios se colocan en el lugar de la red de Ladder
Tiene Aplicaciones como: Comparación, Aplicaciones Matemáticas, Lógica, Timer,
guardar datos (memoria RAM), y funciones vectorial.
Figura 127. Selección de dispositivos a usar en programación.
Se hace una acción de despliegue de uso de un contacto, colocado en el editor para especificar el manejo del programa.

254
Figura 128. Modo de supervisión en línea.
“Online” a modo de Prueba, usted puede ver el flujo de voltage, y ver el valor
del operando de fuerza y estado del elemento. El controlador puede enviar y recibe mensajes de SMS cuando el
controlador está a modo de Prueba. Abra el acceso remoto para depurar los controladores remotos vía red o
conexiones del módem.

255
Continuación Anexo 5. Descripción Equipo De Control
HMI.
Figura 129. Panel de operación de Visión OPLC-230
Panel de operación. 255 Pantallas. Asignación de funciones para teclas. Configuración para Entradas de Usuario. Despliegue de texto, gráficos y variables.

256
Anexo 6.Plano Hornillo

257
Anexo 7. Cubierta de suministro de aire limpio caliente

258
Anexo 8. Intercambiador

259
Anexo 9.Cascaron Cilindrico

260
Anexo 10.Cilindro Espiral

261
Anexo 11. Deposito de ceniza

262
Anexo 12. Alimentador de Combustible

263
Anexo 13. Tolva

264
Anexo 14.Caja de alimentación

265
Anexo 15. Cañón

266
Anexo 16. Tornillo Sin Fin

267
Anexo 17. Plano Ducto

268
Anexo 18.Interior perforado

269
Anexo 19. Cilindro Exterior

270
Anexo 20. Soporte

271
Anexo 21.Chumacera

272
Anexo 22.Buje en Bronce

273
Anexo 23 Chumacera Parte Inferior

274
Anexo 24. Chumacera Base Superior

275
Anexo 25. Ensamble Ducto
LISTADO DE PARTES DUCTO
1. Codo 1 (90º)
2. Codo2 (90º)
3. Codo3 (90º)
4. Tubo

276
Anexo 26. Ensamble Pedestal
LISTADO DE PARTES PEDESTAL
1. Buje Bronce Parte 1
2. Buje Bronce Parte 2
3. Chumacera Parte Superior
4. Chumacera Parte Inferior
5. Pista Interior
6. Platina
7. Soporte1 Celda de Carga
8. Soporte2 Celda de Carga
9. Celda de carga
10. Pata1

277
Anexo 27. Cilindro rotativo
LISTADO DE PARTES CILINDRO ROTATIVO
1. Tubo1
2. Tapa
3. Cilindro Interior
4. Eje Difusor de aire
5. Cilindro exterior
6. Compuerta de Carga
7. Bisagra1
8. Bisagra2
9. Bisagra3
10. Tubo2

278
Anexo 28. Hornillo
LISTADO DE PARTES HORNILLO
1. Depósito de ceniza
2. Cascaron Cilíndrico Exterior
3. Cilindro Interior con Espiral
4. Intercambiador
5. Cubierta para Suministro de Aire Limpio Caliente
6. Chimenea

279
Anexo 29.Alimentador de Combustible.
LISTADO DE PARTES ALIMENTADOR DE COMBUSTIBLE
1. Cañón
2. Tornillo Sin Fin
3. Cajá Alimentación
4. Cajá superior
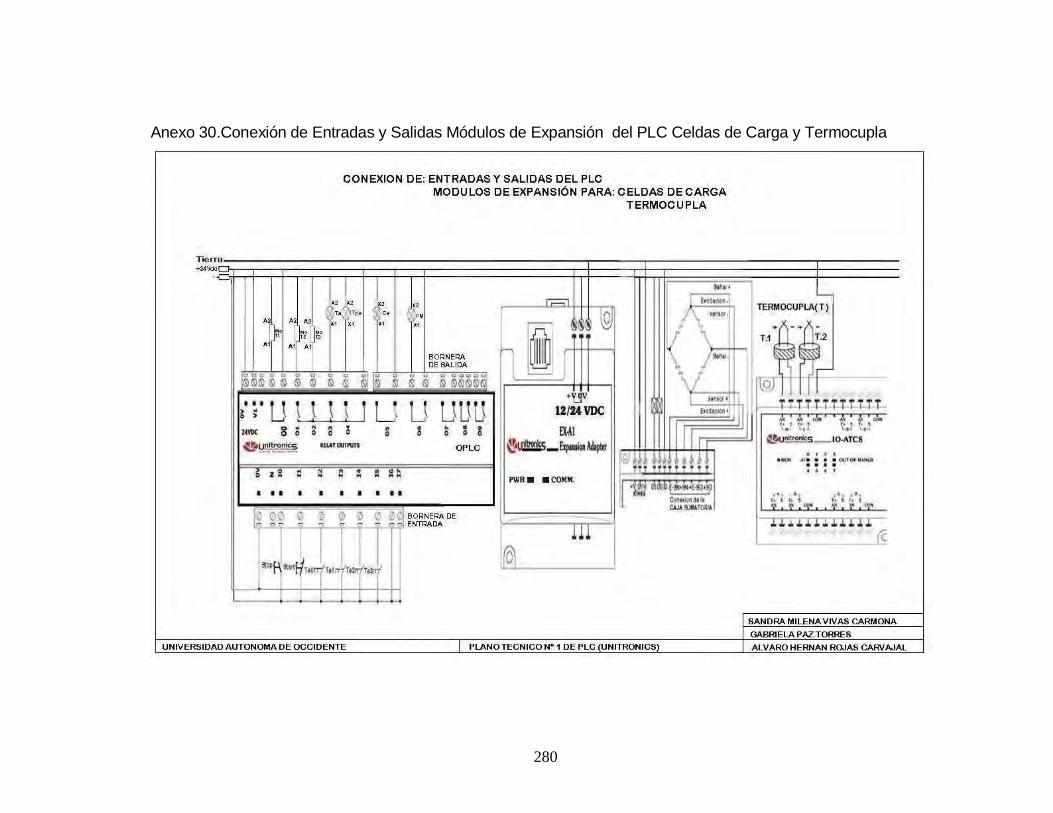
280
Anexo 30.Conexión de Entradas y Salidas Módulos de Expansión del PLC Celdas de Carga y Termocupla

281
Anexo 31. Plano de Entradas y Salidas Digitales PLC (Unitronics)

282
Anexo 32. Entradas Análogas (Termocuplas y celdas de carga)

283
Anexo 33.Conexión de Salida Análoga con PWM

DISEÑO DE SECADORA DE CAFÉ ROTATIVA CON APROVECHAMIENTO DE LA ENERGIA BIOMASA
Sandra Milena Viva Carmona Gabriela Paz Torres
Álvaro Hernán Rojas Carvajal
Universidad Autónoma de Occidente
Facultad De Ingeniería Programa De Ingeniería Mecatronica
Programa De Ingeniería Mecánica
[email protected] [email protected]
Abstract: En la primera etapa se enfoca en el proceso de secado de café donde realiza un estudio de diferentes maquinas secadoras de café para tener un panorama mas amplio sobre este y realizar conceptos viables para el diseño de la secadora de café; el proyecto esta dirigido a cubrir las necesidades en cuanto a secado del grano del mediano y alto caficultor, preocupados por tecnificar sus procesos para ser mas competitivos a nivel nacional e internacional. En la segunda etapa, entramos en el diseño del equipo, se desarrolla el mejor concepto teniendo en cuenta todos los objetivos planteados en la primera etapa, logrando así un sistema mecatronico de alta calidad.
Hornillo. Quema de combustible. Cascarilla: Se utiliza como combustible. Presecadora: se desarrolla solo en la etapa 3. Recibe café recién lavado. Aprovecha el aire caliente que sale de la secadora. . Secadora: máquina que seca el café hasta un 12% de humedad. OPLC (Controlador Lógico Programable con HMI y panel operador).
1. INTRODUCCIÓN La industria cafetera colombiana a través de los años ha sido factor fundamental del desarrollo económico y social del país. Los dirigentes cafeteros de todas las épocas han demostrado su compromiso con la Nación y no han escatimado esfuerzos para hacer del café el principal producto. En los últimos años, Colombia ha registrado una
producción cafetera que oscila entre los 10 y los 12 millones de sacos de café verde por año. De otro lado, se ha registrado una reducción del área sembrada equivalente a unas 300.000 hectáreas. Debido a esto para mantener la producción global con una menor área, los caficultores, adoptaron nuevas prácticas de cultivo, generadas por Cenicafé y divulgadas por el Servicio de Extensión de la Federación.

En nuestro territorio Nacional, la industria cafetera a logrado posesionar este producto a través de los años como un sector muy importante dentro de las cadenas agrícolas productivas del País, siendo uno de los productos abanderados para exportación de Colombia. Por lo tanto es muy importante desarrollar sistemas que no solo mejoren sus procesos en cuanto a cantidad de producción si no también en la calidad del producto En el café para obtener una buena calidad en el grano, este tiene que atravesar por una serie de etapas entre las cuales tenemos: Recolección, despulpado, lavado y secado. Todas estas etapas tienen que darse de manera continua, ya que se trata de una semilla, la cual pierde sus cualidades físicas y químicas, si se dan lapsos de tiempo largo entre una y otra etapa. De las diferentes etapas, por las que atraviesa el proceso de café, en este proyecto, se enfoca en la dificultad que presenta, la etapa de secado, dado a que generalmente en esta época prevalece el tiempo húmedo y hay mayor recolección de granos. En fincas cafeteras, donde no exista algún mecanismo, el cual proporcione un secado inmediato, una vez este lavado, el caficultor no debe dejar pasar un lapso de tiempo largo, para secarlo, ya que si esto ocurre, el grano pierde calidad, debido a que surge respiración en los granos (le salen poros), aparecen hongos y prolifera la broca. Es por esto que al caficultor se le desvaloriza su producto, perdiendo a si rentabilidad. Una mínima cantidad de pequeños y medianos caficultores poseen máquinas secadoras de café, pero estas no son lo suficientemente eficientes por que algunas de ellas no secan uniformemente el grano, son complicadas de manejar, requieren de gran consumo de combustible, dan olor y sabor de combustible al grano; Además son muy pocas las empresas que producen este tipo de máquinas a nivel nacional. Adicionalmente los caficultores que producen a mediana y gran escala, exigen procesos más eficientes que puedan brindar mayor productividad y calidad para los clientes. Aprovechando esta necesidad que hay en el sector caficultor en el proceso de secado de grano, se optó por dar solución a este problema con el diseño de una máquina secadora de café que cumpla los estándares de calidad en su diseño basados en los requerimientos de este importante sector de la economía Nacional.
2. DESARROLLO DEL CONCEPTO Se tiene un conocimiento del panorama actual, los problemas y las posibles soluciones que se han dado a este tipo de equipos. Con base en esto, se presenta la etapa donde se han identificado las necesidades. Con base a las necesidades planteadas, se esbozan diferentes conceptos, del cual se escoge y desarrolla el mejor, con una arquitectura integral, en el cual el equipo sea totalmente confiable, eficiente y cumpla los requerimientos a nivel de secado del grano. Ver Figura 1.
Figura 1. Concepto seleccionado.
2.1. Esquema De Diseño Mecánico Del Horno Teniendo ya el concepto totalmente claro, se procede a la etapa de desarrollo del producto, basándonos en un diseño concurrente del equipo, optimizando así el diseño total de la máquina, simultáneamente se manejaran los demás sistemas: térmicos, mecánicos, eléctricos y de control que son etapas de nuestro proyecto. Nivel 1 En el primer punto se tratara sobre características especiales del café los cuales proporcionen un correcto diseño de la maquina que cumpla con un buen diseño del equipo sin dañar el producto. Luego se procede hacer un dimensionamiento del cilindro contenedor de café. En el segundo punto para este nivel se manejara flujo, energías, y pérdidas del aire requerido por el sistema

Procesos del Nivel 1:
Primer punto: Parámetros iniciales del café para su secado. Dimensiones del contenedor de café. Segundo punto: flujo de aire para secar el café. perdidas de calor en las superficies del horno por transferencias de calor. energía necesaria para calentar todo el sistema: Materiales del horno aire circulante. energía necesaria para evaporar la humedad del café y obtener la humedad deseada. Análisis del tiempo en el que se desea secar y verificación del flujo de aire. Características Del Café Para Su Secado: Cantidad de café a secar 40@ = 500 Kg Humedad del café mojado 60 % Humedad final café seco 11 % Temperatura ambiente 25 ºC Densidad del café seco 0.357 kg / dm³ Densidad del café húmedo 0.8173 kg / dm³
Nivel 2 En este nivel ya conocida la energía requerida por todo el sistema se analizan los combustibles a ser utilizados, sus poderes caloríficos, su combustión para poder realizar el dimensionamiento del hornillo siguiendo el siguiente esquema:
Procesos del Nivel 2
Análisis Residuos vegetales (biomásicos) características físico químicas vs. La cascarilla de café “Combustible”:
Análisis de diferentes tipos de combustibles de biomasa y su poder caloríficos Análisis del combustible seleccionado a utilizar que es la cascarilla de café.
Diseño del Hornillo:
Masa de combustible para desarrollar la energía requerida por el sistema.
Calculo de necesidad de flujo de aire para la combustión. Dimensiones del hornillo para quemar el combustible. Calculo de intercambiador de calor “radiador” entre los gases de combustión y aire limpio para el secado del café. Calculo del flujo de combustible y aire para combustión
NIVEL 3 Este nivel se elaborará los cálculos estructurales del horno y cálculos estructurales del quemador de combustible “hornillo”.
Procesos del Nivel 3:
Elaboración de los cálculos estructurales de los componentes del contenedor de café, Planos y dibujos de simulación. Elaboración de los cálculos estructurales de los componentes del hornillo de Combustible, Planos y dibujos de simulación. NIVEL 4 En este nivel se desarrolla el análisis final con seguimiento desde el inicio de todos los resultados obtenidos en los niveles anteriores que rigen nuestro sistema y a partir de esto se pueden realizar la estrategia de control e instrumentación el cual nos proporcione un desempeño optimo en la maquina.
Para llevar la cometida se dan una serie de puntos los cuales nos sirven para el desarrollo de este:
Escogencia del equipo: Dependiendo de las características buscadas en nuestro proyecto que sea un equipo robusto, fiable, económico y de las diferentes ofertas dadas por el mercado se procede a escoger el mejor de los equipos. Descripción del equipo: Se hace una descripción detallada del equipo escogido: Características técnicas y funcionales. Explicación de la parte de control y programación: Análisis del funcionamiento, integral del sistema, donde se analizan las diferentes etapas por las cuales atraviesa el proceso de secado en la maquina.

A raíz de esto se explica el flujo de control y del equipo a funcionar.
Manejo del HMI: Una de las características ofrecidas por el equipo, es la interfaz grafica. Con esta se logra un mejor manejo del sistema de control ya que el usuario interactúa con la maquina. Planos de entradas y salidas: Se da la distribución a la conexión de las diferentes entradas y salidas usadas dependiendo del equipo escogido. Planos de distribución eléctrica: Se da la distribución eléctrica de los diferentes motores, que va a manejar el proyecto. Instructivo del equipo: Como sabemos toda maquina debe llevar un manual de usuario, el cual le proporcione de manera clara, sencilla y eficaz, la mejor forma de operar el equipo.
3. CONCLUSIONES
Se diseño una maquina secadora de café rotativa con aprovechamiento de la energía de la biomasa de la cascarilla del café, logrando reducir su tiempo de secado a 18 horas
Se realizo un aprovechamiento de la energía de la biomasa de la cascarilla de café el cual se usa como combustible para el secado del café
Se logró que todos sus componentes a nivel estructural, sean totalmente de consecución y fabricación nacional
Los componentes electrónicos y eléctricos de la máquina, se seleccionaron dependiendo de su funcionalidad, calidad, economía y fácil adquisición nacional
Se diseño un sistema de control que gobierna toda la etapa de instrumentación así como los actuadores y sensores con que contará el sistema.
Se logra tener una mejor visión sobre cuan importante es el sector cafetero, en el que aun siendo el café uno de los productos abanderados de nuestro país, necesita se desarrollen nuevas tecnologías para mejorar la calidad y la cantidad del producto a exportar. Se compacta un buen desarrollo a nivel de diseño ingenieril del equipo, al igual, se complementa o se tiene muy en cuenta el factor ergonómico y económico.
REFERENCIAS
BEER, Ferdinand; RUSSELL, E. Mecánica Vectorial Para Ingenieros: Dinámica, 7 ed. Madrid: McGraw-Hill, 2004. 1067 p.
CADENA, G. Desarrollos científicos de Cenicafé
en la última década. En: Revista Académica de Ciencia Colombia, Chinchiná - Caldas. Vol. 29, No.110 (Mar. 2005); p. 89-99.
Calentamiento de Granos [en línea]. V. A.
Dalpasquale: Deposito de documentos de la FAO, 1991. [consultado 03 de Junio, 2006]. Disponible en Internet: http://www.fao.org/docrep/x5059S/x5059S05.htm#Hornos%20para%20combustibles%20s%F3lidos
DUQUE. Cenicafé y divulgadas por el Servicio de Extensión de la Federación. En: Cenicafe, Chinchiná-Caldas: (Feb. 2002); p. 1-4.
DE JUAREZ; SOUZA. S. E. Secado y
almacenamiento de granos en los trópicos [en Línea]. Brasil: Pos-Colheita, 2006. [Consultado 10 de junio, 2006]. Disponible en Internet: www.pos-colheita.com.br
INSTITUTO COLOMBIANO DE NORMAS
TÉCNICAS. Tesis y otros trabajos de grado. Santafé de Bogotá, D.C.: ICONTEC, 2002. p 34. NTC 1486
KARLEKAR B; DESMOND R. M. Transferencia
de Calor. 2 ed. México: McGraw-Hill, 1994. 1254 p.
MENCHÚ, J. F. Manual Práctico De Beneficios De
Café. En: Asociación Nacional del Café (ANACAFE). Boletín No. 13.Guatemala 1998. p 2-10.
NORTON, Robert. Diseño De Maquinas. México: Prentice Hall, 1999. 1048 p. PERRY, Robert; CHILTON, Cecil H. Manual Del Ingeniero Químico. 5 ed. México McGraw-Hill, 1982. 1542 p. PORRES, C. Secado De Pulpa De Café. En: Memorias Del Tercer Simposio Sobre La Utilización Integral De Los Subproductos Del Café, Ciudad De Guatemala: (Feb. 1987); p. 20 - 22. ROA, M. G; ÁLVAREZ, G. J. Secado Del Café,

Ingeniería Agrícola. En: Cenicafé –Centro Nacional de Investigación del Café, Chinchiná- Caldas: (Feb. 2002); 3 p. SERWAY. Física II. 4 ed. México: McGraw- Hill, 1994. 537 p. Línea de profundización II “Procesamiento de secado de alimentos [en línea]. Manizales: Universidad Nacional de Colombia, 2005. [consultado 22 de Septiembre, 2005]. Disponible en Internet: www.virtual.unal.edu.co/cursos/sede/manizales/4070035/lecciones/cap7/cap7.htm





























