Embed Size (px)
Citation preview

1
Modern Manufacturing Management
• JIT, Kanban, Toyota Production System (TPS)
• LEAN Manufacturing
• Theory of Constraints (TOC), Drum Buffer Rope (DBR)
• Quick Response Manufacturing (QRM)
• Agility (the ability of a firm to sense and respond to business opportunities in order to stay innovative and competitive in a turbulent and rapidly changing environment. )
APICS Definition of JIT
“A philosophy of manufacturing based on planned elimination of waste and continuous improvement of productivity ……”

2
APICS Definition of JIT
“The primary elements of Just-in-Time are:– to have only the required inventory when
needed;
– to improve quality to zero defects;
– to reduce lead times by reducing setup times, queue lengths, and lot sizes;
– to incrementally revise the operations themselves;
– and to accomplish these things at minimum cost”.
JIT Synonyms
• IBM - Continuous Flow Manufacturing
• HP - Stockless Production
- Repetitive Manufacturing System
• GE - Management by Sight
• Motorola - Short Cycle Manufacturing
• Japanese - The Toyota System
• Boeing - Lean Manufacturing

3
APICS Definition of Lean Manufacturing
“A philosophy of production that emphasizes the minimization of the amount of all the resources (including time) used in the various activities of the enterprise. It involves:– … identifying and eliminating non-value-adding activities,
– … employing teams of multi-skilled workers,
– … using highly flexible, automated machines”
• American Production and Inventory Control Society (APICS) is an organization for professionals working in the field of Operations Management
Just in Time Manufacturing
ผลิตตามความตองการของลูกคา:
• ส่ิงท่ีตองการ• เวลาท่ีตองการ• ปริมาณท่ีตองการ
จุดสําคัญ - การผลิตอยางตอเนื่อง-ระบบดึง

4
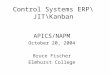
JIT Element - Pull System
Following processes withdraw what they need when they need it.Preceding processes replenish what is taken away.
UpstreamProcesse
s
Downstream
ProcessesNew
Product
NeededProduct
Pull
Withdrawal KanbanProduction Kanban
Store
ABCDEFGHIJKLMNOPQ

5
Uncovering Production Problems
QualityQualityProblemsProblems
MaterialMaterialShortagesShortages
MachineMachineBreakdownsBreakdowns
WorkloadWorkloadImbalancesImbalances
WorkerWorkerAbsenteeismAbsenteeism
OutOut--ofof--SpecSpecMaterialsMaterials
QualityQualityProblemsProblems
InIn--ProcessProcessInventoryInventory
We must lower the water level!We must lower the water level! Visible ProductionVisible ProductionProblems are Only Problems are Only 5% of the Total!5% of the Total!

6
Ideas for Cutting lot sizes
Ideas for improving JIT
delivery performance
Ideas for controlling
defect
Deliberate withdrawal of buffer inventories/workers
Productivity Improvement– Smaller lot size inventories
– Smaller buffer inventories
– Less scrap
– Less direct labor wasted on rework
– Less indirect cost of inventories
– Less space for inventories
– Less equipment to handle inventories
– Less inventory accounting
– Less physical inventory control effort

7
Elimination of unnecessaries, especially inventory
Cost reduction
Increase of profit(P/L)
Increase of net worthTo total capital (B/S)
Increase of capital turnover ratio
Continuous flow of production
Just-in-time(produce necessary unitsIn necessary quantities
At necessary time)
Autonomation(autonomous
defects control)
Production methods Information systemControl by teamwork
QC
SmoothingOf
production
SmallLot size
ShortSetup time
Design ofprocesses
Multi-Functioned
worker
Standardizationof jobs
KanbanYo-i-don
System andAndon
AutomaticStop deviceBakayoke
Job finishingWithin
Cycle time
(Output)
The Toyota Production System
Changes Required for JIT
• JIT requires certain changes to the factory and the way it is managed:– Stabilize production schedules
– Make the factories more focused
– Increase work center capacities
– Improve product quality
– Cross-train workers
– Reduce equipment breakdowns
– Develop long-term supplier relations

8
15
An Introductionto
Lean Manufacturing
เร็วกวาแข็งแกรงกวา
ปราดเปรียวกวา
• Definition and Introduction
• Lean Strategy
• Lean Principles
• Elements of Lean manufacturing

9
Definition of “Lean”
• ลดเวลาในการทํางาน
• ลดขอบกพรองของผลงาน
• ลดเวลาสําหรับงานดานวิศวกรรม
• ใชพื้นท่ีนอยลง
• งานระหวางทํา(Work-in-process)ลดลง
Source: The Machine that Changed the WorldWomack, Jones, Roos 1990
ความสูญเปลา
“ส่ิงใดก็ตามท่ีเพิ่มตนทุนลงในผลิตภัณฑ โดยท่ีไมไดเพิ่มมูลคา”

10
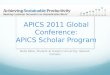
7 Forms of Waste
Typesof
Waste
CORRECTION
WAITING
PROCESSING
MOTION
INVENTORYCONVEYANCE
OVERPRODUCTION
Repair orRework Any wasted motion
to pick up parts or stack parts. Also wasted walking
Wasted effort to transportmaterials, parts, or finished goods into or out of storage, or between processes.
Producing morethan is needed before it is needed
Maintaining excessinventory of raw mat’ls,parts in process, orfinished goods.
Doing more work thanis necessary
Any non-work timewaiting for tools, supplies, parts, etc..

11
The 5 Interdependent Lean Principles
After Womack and Jones,Lean Thinking, BanishWaste and Create Wealth in Your Corporation, Simon andShuster, 1996
1. Value Definition
• นิยามถึงความตองการของลูกคา
• ใชเปนตัววัดสมรรถนะของการดําเนินการ

12
2. Value Stream Analysis
• จัดทําผังของกระบวนการเพ่ิมมูลคา(กระบวนการผลิต)
• ประเมินจุดท่ีเปนการเพิ่มมูลคาในแตละข้ันตอน
• กําจัดหรือลดกิจกรรมท่ีไมเปนการเพิ่มมูลคา(ขจัดความสูญเปลา)
A Current-State

13

14
3. Flow
• จัดใหมีการไหลอยางตอเนื่องในกระบวนการเพิ่มมูลคา
• ผลิตสินคาแตละชนิดในแตละวันตามสัดสวนของปริมาณความตองการ
4. JIT/Pull
• ใชรูปแบบของการดึงงานผานกระบวนการเพ่ิมมูลคา– การผลิตเกิดโดยการอนุมัติจากข้ันตอนตัดไป

15
5. Perfection
• กําหนดภาพท่ีชัดเจนของสภาพความสมบูรณแบบ– การผลิตในอุดมคติ– สิ่งที่ลูกคาตองการ
• ทําใหความสูญเปลาปรากฎใหเห็นอยางชัดเจน
• การแกปญหา
Quality functiondeployment
Target Costing
Value Engineering
Design for assembly / manufacturability
The Forms of Waste
Process mappingand analysis
Structural designfor flow
Group technology
Facilities layout
Work balance
Stability
Reliability
Quality
Total ProductiveMaintenance
Standardized WorkMistake-proofing
Lean inspectionstrategies
FlexibilityCapacityProduct Mix
Visibility
Visual ControlProductionstop policy
Machine idlepolicy
Right-sizedmachinery
Separate manfrom machine
Teamwork
Cross-training
Autonomation
Parameter control
Flexiblemachinery
Rapidsetup
DemandAnalysis
and Control
Takt time
Leveled pull
JIT ProductionControl
SupplyJIT
PropagationThrough
Supply Chain
JITLogistics
KaizenManager/teacher
Workeras empowered
Intellectual
Perfectionthe only
benchmark
Visibilityand
Standards
ProblemPrioritizattion
Team D.M.
ProblemSolvingMethods
One pieceflow ideal

16
• LEAN is not tools!!””• LEAN focuses on Waste Prevention• LEAN focuses on Value• LEAN focuses on System• LEAN focuses on Process• LEAN focuses on Revolution and Evolution• LEAN focuses on Distributed Decisions• LEAN focuses on Service• LEAN focuses on Built to Order• LEAN focuses on Green• LEAN is only beginning• LEAN is Core

17
Seven design practices of lean processes
1. Linked processes are placed near one another – move from a functional layout to a product layout.
2. Standardized procedures –documentation, quality checks, etc.
3. Efficient Process, no loop-backs –
Seven Design Principles (continued from 3. efficient process)
4. Set a common tempo – “takt” time.
5. Balance loads – balance work evenly among employees.
6. Segregate complexity – complex & long duration vs. simple & quick jobs.
7. Post performance results.

18
Synchronous Manufacturing and Theory of Constraints
• Goldratt’s Rules
• Goldratt’s Goal of the Firm
• Performance Measurement
• Capacity and Flow issues
• Synchronous Manufacturing
OBJECTIVES

19
Goldratt’s Rules of Production Scheduling
• Do not balance capacity balance the flow• The level utilization of a nonbottleneck
resource is not determined by its own potential but by some other constraint in the system
• Utilization and activation of a resource are not the same
• An hour lost at a bottleneck is an hour lost for the entire system
• An hour saved at a nonbottleneck is a mirage
Goldratt’s Rules of Production Scheduling (Continued)
• Bottlenecks govern both throughput and inventory in the system
• Transfer batch may not and many times should not be equal to the process batch
• A process batch should be variable both along its route and in time
• Priorities can be set only by examining the system’s constraints and lead time is a derivative of the schedule

20
Goldratt’s Theory of Constraints (TOC)
• Identify the system constraints• Decide how to exploit the system
constraints• Subordinate everything else to that
decision• Elevate the system constraints• If, in the previous steps, the
constraints have been broken, go back to Step 1, but do not let inertia become the system constraint
Goldratt’s Goal of the Firm
The goal of a firm is to make money

21
Performance Measurement:Financial
• Net profit– an absolute measurement in
dollars
• Return on investment– a relative measure based on
investment
• Cash flow– a survival measurement
Performance Measurement:Operational
• 1. Throughput– the rate at which money is generated by
the system through sales
• 2. Inventory– all the money that the system has invested
in purchasing things it intends to sell
• 3. Operating expenses– all the money that the system spends to
turn inventory into throughput

22
Productivity
• Does not guarantee profitability– Has throughput increased?– Has inventory decreased?– Have operational expenses
decreased?
Unbalanced Capacity
• Balancing assembly lines– The goal was a constant cycle time
across all stations
• Synchronous manufacturing views constant workstation capacity as a bad decision

23
Capacity Related Terminology
• Capacity is the available time for production
• Bottleneck is what happens if capacity is less than demand placed on resource
• Nonbottleneck is what happens when capacity is greater than demand placed on resource
• Capacity-constrained resource (CCR) is a resource where the capacity is close to demand placed on the resource
Time Components of Production Cycle
• Setup time is the time that a part spends waiting for a resource to be set up to work on this same part
• Process time is the time that the part is being processed
• Queue time is the time that a part waits for a resource while the resource is busy with something else

24
Time Components of Production Cycle (Continued)
• Wait time is the time that a part waits not for a resource but for another part so that they can be assembled together
• Idle time is the unused time that represents the cycle time less the sum of the setup time, processing time, queue time, and wait time
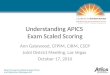
Drum, Buffer, Rope
A B C D E F
Bottleneck (Drum)
Inventorybuffer
(time buffer)Communication
(rope)
Market
Exhibit 18.9

25
Quality Implications
• More tolerant than JIT systems– Excess capacity throughout system
• Except for the bottleneck– Quality control needed before
bottleneck
Comparing Synchronous Manufacturing to MRP
• MRP uses backward scheduling
• Synchronous manufacturing uses forward scheduling

26
Comparing Synchronous Manufacturing to JIT
• JIT is limited to repetitive manufacturing
• JIT requires a stable production level
• JIT does not allow very much flexibility in the products produced
Comparing Synchronous Manufacturing to JIT (Continued)
• JIT still requires work in process when used with kanban so that there is “something to pull”
• Vendors need to be located nearby because the system depends on smaller, more frequent deliveries

27
Business Process Analysis
ภาพรวมของกระบวนการผลิต:What is a Process?
Inputs OutputsGoods
Services
Labor & Capital
Informationstructure
Network ofActivities and Buffers
Flow units(customers, data, material, cash, etc.)
Resources
ProcessManagement

28
กระบวนการท่ีดีPerformance: Financial Measures
• Absolute measures: – revenues, costs, operating income, net
income
– Net Present Value (NPV) =
• Relative measures:– ROI, ROE
– ROA =
• Survival measure:– cash flow
Assets Total Average
TaxEBIT
T
tt
t
r
C
0 1
องคกรอยูรอดไดดวยการมีผลติภัณฑท่ีด ีซ่ึงจําเปนท่ีจะตองมีกระบวนการผลิตท่ีมคีวามเหนอืกวา
QualityQuality
FlexibilityVariety
Flow timeResponse time
CostCost
ความสามารถของกระบวนการ (Internal)
คุณลักษณะของผลิตภัณฑ(External)

29
• Flow time T
• Throughput rate R
• Inventory I
• Quality Q
• Process Cost
การกําหนดและพิจารณาตัวชี้วดัผลการดาํเนินงาน
ความสัมพันธระหวางตัวช้ีวัด(flow time T, throughput R & inventory I) with Little’s Law
• Inventory = Throughput x Flow Time
I = R x T
• Inventory Turnover = Throughput /Inventory
= 1/ T
Inventory I[units]
Flow rate/Throughput R[units/hr]... ...... ......
Flow Time T [hrs]

30
Little’s Law applied to different process flow examples
Customer Flow:รานอาหารแหงหนึง่โดยเฉลี่ยแลวจะบริการลูกคาได 1500 คนในชวงเวลา 15 ชั่วโมงของการเปดทําการในแตละวัน และในเวลาใดเวลาหน่ึงจะมีลูกคาในราน 75 คน
ดังนั้น R = 1500 คน/15 ชั่วโมง หรือ 100 คน/ชั่วโมง
I = 75เวลาท่ีลูกคาแตละคนใชเวลาอยูในราน T = I/R = 75/100 = 0.75 ชั่วโมง
Job Flow:สํานักงานบริษัทประกันแหงหนึ่ง ดําเนินการกับใบเคลม 10000 รายการตอป ระยะเวลาโดยเฉลีย่ในการดําเนินการกับแตละรายการคือ 3 สัปดาห กําหนดใหทํางานปละ 50 สัปดาห
R = 10000T = 3 สัปดาห =3 / 50 ป
ดังนั้นในขณะใดขณะหน่ึงจะมีเอกสารคางอยู I = R x T = 10000*3/50=600 รายการ
Little’s Law applied to different process flow examples
Material Flow:รานอาหารจานดวนแหงหนึง่ บริการอาหารใหกับลูกคาไดเปนจํานวน 5000 กิโลกรัมตอสัปดาหโดยเฉลี่ย โดยทั่วไปจะมีพัสดุคงเหลือ 2500 กิโลกรัม
ดังนั้น R = 5000
I = 2500และ T = I/R = 0.5 สัปดาห
ซ่ึงหมายความวา โดยเฉลี่ยแลววัตถุดิบจะใชเวลาประมาณคร่ึงสัปดาหเพื่อแปรสภาพเปนอาหาร
Cash Flow:โรงงานผลิตเหลก็แหงหนึง่ดําเนินการแปรสภาพวัตถุดิบท่ีมีมูลคา $400 ลานในแตละป โดยมีตนทุนในการแปรสภาพ(ตนทุนการผลิต)เทากับ $200 ลาน ปริมาณพัสดุคงคางโดยเฉล่ียมีมูลคา $100ลาน โดยมูลคาของพัสดุคงคางไดรวมเอามูลคาวัตถุดิบและตนทุนการแปรสภาพไวดวยกันแลว
R = $600I = $100T = I / R = 100/600 = 1/6 ป= 2เดือน
โดยเฉลี่ยแลวทุกๆหนึง่หนวยของเงินจะใชเวลาอยูในโรงงานนาน 2 เดือน