Embed Size (px)
Citation preview

88
Universidade Federal de Minas Gerais. Escola de Engenharia.
Programa de Pós-Graduação em Engenharia Mecânica.
Processo de Soldagem por Arame Tubular - FCAW
Disciplina: Processo de Soldagem. Professor: Alexandre Queiroz Bracarense, PhD.
Belo Horizonte Maio de 2000.

89
PROCESSO DE SOLDAGEM COM ARAME TUBULAR - FCAW 1. Descrição do Processo 1.1. Fundamentos e Características Histórico Os processos de soldagem com proteção gasosa tiveram início na década de 20. Experiências deste período já demonstravam significantes melhorias nas propriedades das soldas quando o arco e o metal fundido estão protegidos da contaminação pela atmosfera. De qualquer modo, o desenvolvimento do eletrodo revestido no final desta década, reduziu o interesse por estes processos. A utilização comercial do processo de soldagem com eletrodo de tungstênio na década de 40 reacendeu o interesse pela soldagem com proteção gasosa. O argônio e o hélio foram os primeiros gases de proteção a serem utilizados. Posteriormente, estudos sobre o processo de soldagem com eletrodo revestido demonstraram que o gás gerado pela decomposição do revestimento é, predominantemente, o CO2. Como conseqüência, iniciaram-se testes para a utilização deste gás como proteção até que, nos anos 50, começaram a ser aceitos comercialmente. Na década de 50, a introdução da combinação do gás de proteção CO2 com eletrodos contendo fluxo interno (arames tubulares) propiciou significantes melhorias nas condições de operação e na qualidade da solda. A primeira apresentação pública deste processo (conhecido como FCAW) foi no ano de 1954 e, em 1957, os equipamentos utilizados já possuíam uma configuração similar a atual. Posteriormente, surgiram variações deste processo como, por exemplo, arames tubulares que não necessitam de gás de proteção (auto-protegidos) ou que utilizam fluxo aglomerado para proteção do arco e metal fundido. Fundamentos FCAW é um processo de soldagem onde a coalescência entre metais é obtida através de arco elétrico entre o eletrodo e a peça a ser soldada. A proteção do arco neste processo é feita pelo fluxo interno do arame podendo ser, ou não, complementada por um gás de proteção. Além da função de proteger o arco elétrico da contaminação pela atmosfera, o fluxo interno do arame pode também atuar como desoxidante através da escória formada, acrescentar elementos de liga ao metal de solda e estabilizar o arco. A escória formada, além de atuar metalúrgicamente, protege a solda durante a solidificação. A soldagem com arame tubular possui inúmeras semelhanças com relação ao processo GMAW no que diz respeito aos equipamentos e princípios de funcionamento. Este fato lhe permite compartilhar o alto fator de trabalho e taxa de deposição característicos da soldagem GMAW. Por outro lado, através da soldagem FCAW é possível obter a alta versatilidade da soldagem com eletrodos revestidos no ajuste de composição química e facilidade de trabalho em campo. Características Os benefícios da soldagem com arames tubulares estão relacionados a três características gerais : • Produtividade relacionada a utilização de arames contínuos • Benefícios metalúrgicos provenientes do fluxo interno do arame

90
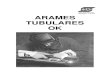
• Auxílio da escória na forma e aspecto do cordão de solda O processo de soldagem com arame tubular duas variações. Na primeira (eletrodo com proteção gasosa) o fluxo interno tem principalmente a função de desoxidante e de introdutor de elementos de liga. As funções de proteção do arco e ionização da atmosfera ficam mais a cargo do gás introduzido a parte. O gás de proteção usualmente é o dióxido de carbono ou uma mistura de argônio e dióxido de carbono. O processo de proteção a gás é apropriado para produção de peças pequenas e soldagem de profunda penetração. No processo com proteção a gás, o extremo do arame emerge do interior de um tubo que estabelece o contato elétrico e há um outro tubo que forma uma coifa de onde flui o gás de proteção do arco.
Figura 1 - Soldagem com proteção gasosa
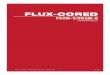
Na segunda variação (eletrodo autoprotegido) a proteção é obtida pelo os ingredientes do fluxo, que vaporizam e deslocam com o ar para os componentes da escória que cobrem a poça para protege-la durante a soldagem. O arame tubular emerge de um tubo guia eletricamente isolado e o contato elétrico fica mais distante da extremidade do arame.
Figura 2 – Soldagem com arame tubular autoprotegido
Uma das características dos eletrodos autoprotegidos é o uso de eletrodos com grande extensão. A extensão dos eletrodos é o comprimento não fundido até o tubo de contato durante

91
a soldagem, essa extensão varia de 19 a 95 mm, que são usados dependendo da aplicação. Aumentando a extensão do eletrodo aumenta a resistência ao calor do eletrodo, este pré aquece e diminui a tensão requerida do arco. Em alguns casos a corrente de soldagem diminui a qual reduz o calor disponível para fundir o metal de base, resultando assim uma solda estreita e rasa. Grandes extensões dos eletrodos não podem ser igualmente aplicadas para os métodos de proteção a gás, por causa de efeitos desfavoráveis na proteção. Alguns eletrodos autoprotegidos têm sido desenvolvidos especificamente para soldagem de aços com revestimento de zinco e aços ligados ao alumínio muito comuns na indústria automobilística. Normalmente, o processo com eletrodo auto-protegido é usado para trabalhos em campo, porque eles permitem correntes de ar maiores. Parâmetros de Soldagem Corrente de Soldagem A corrente de soldagem é proporcional a velocidade de alimentação do arame para um determinado diâmetro, composição e extensão do eletrodo. Se as outras variáveis forem mantidas constantes, para um determinado diâmetro de eletrodo, o aumento da corrente de soldagem irá provocar: aumento da taxa de deposição do eletrodo, aumento da penetração e um cordão de solda convexo com aparência ruim para aumentos excessivos a corrente. Por outro lado, uma corrente insuficiente irá produzir transferência do tipo spray, respingos excessivos e porosidade no metal solda devido a absorção de hidrogênio (quando soldado com arame tubular autoprotegido). A corrente de soldagem é aumentada ou diminuída através da variação da velocidade de alimentação do eletrodo. Para uma taxa de alimentação a corrente vai variar em função do comprimento do eletrodo. Aumentado a extensão do eletrodo, a corrente de soldagem tende a diminuir e vice-versa. Tensão de Soldagem A tensão do arco e o seu comprimento estão diretamente relacionados. A aparência, penetração e propriedades do cordão de solda obtido através do processo FCAW podem ser afetadas pela tensão do arco. Altas tensões (comprimento de arco maior) podem resultar respingos excessivos e contorno irregular do cordão de solda. Em eletrodos autoprotegidos, o aumento da tensão pode provocar aumento na absorção de hidrogênio. Com eletrodo de aço baixo carbono podem causar porosidade. Em eletrodos de aço inoxidável podem originar trincas pela redução do teor de ferrita no metal depositado. Tensões baixas (arco menor) resultarão em uma superfície estreita, excesso de respingos e redução de penetração. Extensão do Eletrodo Extensão do eletrodo é seu o comprimento não fundido a partir do bico de contato. Aumento na extensão do eletrodo tende a aumentar a temperatura do eletrodo devido ao efeito Joule. A temperatura do eletrodo afetará a taxa de deposição e a penetração. Os fabricantes recomendam a extensão de 19 a 38 mm para eletrodos com proteção gasosa e 19 a 95 mm com eletrodos autoprotegidos, dependendo da aplicação. Vazão do Gás de Proteção Na soldagem com proteção gasosa, a vazão do gás é uma variável que afeta diretamente na qualidade do metal depositado. Vazão inadequada propiciará pouca proteção da poça de fusão e consequentemente ocorrência de poros e oxidação. Vazão excessiva de gás resultará em

92
turbulência e aumento de impurezas no metal depositado. A escolha correta da vazão do gás dependerá do tipo e diâmetro do bocal da tocha, distância do bocal até a peça de trabalho e correntes de ar durante a soldagem. Taxa de Deposição e Eficiência Taxa de deposição é a quantidade de eletrodo (em peso) depositado por unidade de tempo. A taxa de deposição depende de variáveis de soldagem como: diâmetro do eletrodo, composição, extensão do eletrodo e corrente de soldagem. Eficiência é a quantidade de metal depositado por quantidade de eletrodo consumido. Velocidade de Soldagem A velocidade de soldagem influencia na penetração e contorno do cordão. Para altas velocidades de soldagem a penetração é baixa. Baixas velocidades e altas correntes podem resultar na ocorrência de inclusões de escórias e fusão do metal de base. 1.2. Aplicações FCAW é utilizada para soldar aços carbono, baixa liga, inoxidáveis na construção de vasos de pressão e tubulações para a indústria química, petrolífera e de geração de energia. Na indústria automotiva e de equipamentos pesados, vem sendo usado na fabricação de partes de chassi, eixo diferencial, cambagem de rodas, componentes de suspensão e outras partes. Arames tubulares com diâmetros menores vêm sendo utilizados no reparo de chassis de automóveis.Este processo é utilizado também na soldagem de algumas ligas de níquel. O método a ser usado depende do tipo de eletrodo desenvolvido, das propriedades mecânicas exigidas, do tipo de junta, do tipo de adaptador e etc. Metal Base Entre os metais base soldáveis pelo processo FCAW podemos citar: • Aços baixo carbono • Aços estruturais resistentes a corrosão atmosférica • Aços cromo-molibdênio resistentes a altas temperaturas • Aços ligados ao níquel • Aços temperados • Aços médio carbono, tratados termicamente e baixa liga • Aços inoxidáveis • Ligas de níquel 1.3. Equipamentos Equipamentos para soldagem pelo processo FCAW são similares aos utilizados para na soldagem pelo processo GMAW. Poucas mudanças são necessárias na adequação de um equipamento que está utilizando arame sólido para utilizar arame tubular, exceto na soldagem com arame autoprotegido. O equipamento para soldagem com arames tubulares é constituído por fonte de energia, sistema de alimentação de arame e tocha. Na soldagem com gás de proteção equipamentos auxiliares são utilizados. A soldagem FCAW pode ser automática ou semi-automática :

93
Equipamento para Soldagem Automática Na soldagem FCAW automática geralmente são utilizadas fontes de corrente constante com ciclo de trabalho de 100%. Para determinadas aplicações podem ser necessárias fontes com capacidade de até 1000A.
Figura 3 - Equipamento automático para soldagem com arame tubular
Na soldagem automática a tocha é, geralmente, montada junto ao sistema de alimentação de arame eliminando assim, a necessidade do conduíte. Tochas com sistemas de refrigeração a ar ou água podem ser utilizadas dependendo dos níveis de corrente e gás de proteção. Para soldagem com CO2 em correntes superiores a 500A geralmente se utiliza tocha com resfriamento a ar. Quando o gás de proteção possui altos teores de argônio, para correntes superiores 300A, já se utiliza tocha resfriada a ar. Correntes superiores as citadas podem requerer tochas com sistema de resfriamento a água. Na soldagem com arames autoprotegidos não é comum o uso de tochas com sistema de resfriamento.

94
Figura 4 - Tocha para soldagem automática com arame tubular com refrigeração a água e
proteção gasosa.
Figura 5 - Detalhe de um bico utilizado na soldagem automática com arame tubular
autoprotegido. Para se obter elevada deposição de material na soldagem com eletrodo auto-protegido, podemos usar tochas em série. Para superfícies em grande escala, além do uso de tochas em série (múltiplos eletrodos), pode-se usar um sistema de oscilação das mesmas.
Equipamento para Soldagem Semi-automática Neste tipo de soldagem normalmente são utilizadas fontes de tensão constante e corrente contínua. A maior parte das fontes de energia para soldagem FCAW semi-automática usa correntes abaixo de 600A. Equipamentos com ciclo de trabalho de, no mínimo, 60% atendem perfeitamente a maioria das aplicações industriais semi-automáticas. Em soldas de reparo e manutenção equipamentos com ciclo de trabalho inferiores a 60% podem ser suficientes. Em fontes de tensão constante, para uma determinada tensão e velocidade de alimentação de arame, a corrente se ajusta com o objetivo de manter o arco. A velocidade de alimentação do arame pode ser controlada mecanicamente ou por meio eletrônico sendo que, para

95
velocidades de alimentação maiores teremos, como resultado, acréscimo na corrente durante a soldagem.
Figura 6 - Equipamento semi-automático para soldagem com arame tubular.
Este processo requer o uso de roldanas para evitar que o arame não seja torcido. A tocha típica para soldagem semi-automática é projetada de modo que forneça conforto e tranqüilidade de manobra durante a soldagem. Para correntes mais altas torna-se necessário o uso de tochas com sistema de resfriamento a ar ou a água.
Figura 7 - Detalhe de duas tochas para soldagem FCAW semi-automática com proteção
gasosa.

96
Figura 8 - Detalhe de uma tocha para soldagem semi-automática com arame tubular
autoprotegido.
Acessórios Extratores de fumos Para que haja controle da poluição, são tomadas algumas providências como adaptar na pistola de soldagem um extrator de fumos. O extrator de fumo normalmente consiste de um bocal extrator que circula o bocal da pistola. Ele pode ser adaptado para pistola com proteção a gás ou autoprotegida. Este bocal é ligado a um recipiente filtrante e bombeado para fora. O bocal de extração de fumo é colocado a uma distância suficiente do bocal da pistola de modo que não cause distúrbio no gás de proteção do arco. Uma desvantagem do extrator de fumo é que ele adiciona peso e aumenta o volume do equipamento de soldagem. Em uma área de soldagem bem ventilada não é necessário ter o extrator de fumos. 1.4. Consumíveis Eletrodos No processo de fabricação de arames tubulares uma fita ou fio máquina passa por um conjunto de rolos de conformação até sua secção transversal possuir o perfil "U", a seguir o fluxo interno é alimentado e outro conjunto de rolos de conformação fecha sua secção. Posteriormente, o arame tem seu diâmetro reduzido até atingir a dimensão desejada. Esta redução pode ser através da trefilação utilizando fieiras ou rolos (roller dies). Durante este processo, caso a redução da secção seja efetuada por trefilação, são utilizados lubrificantes que serão posteriormente queimados em fornos para remoção do excesso. A figura abaixo representa, esquematicamente, o processo de fabricação de arames tubulares utilizando fita.

97
Figura 9 - Processo de fabricação (esquematicamente)
Os arames tubulares podem ter diferentes tipos de seção. As mais usuais são com fechamento de topo e sobreposto (overlap).
Figura 10 - Secções de arames tubulares
O percentual de fluxo no interior do arame pode variar de 15 a 50% do seu peso. Este percentual vai depender, entre outros fatores, das funções a serem desempenhadas pelo fluxo. Arames tubulares auto-protegidos possuem percentuais de fluxo consideravelmente superiores aos que utilizam proteção gasosa. Com relação a composição do fluxo interno os arames podem ser básicos, rutílicos ou metal cored. Os básicos produzem soldas com excelentes propriedades mecânicas e baixos teores de hidrogênio, os rutílicos proporcionam uma soldagem "suave" e um cordão com excelente aspecto visual e os do tipo metal cored, que possuem alto percentual de pó de ferro em sua composição, proporcionam altas taxas de deposição e rendimento. Com relação ao metal depositado podemos ter arames tubulares que produzem soldas de aço carbono, baixa liga, inoxidável, entre outros. Gás de Proteção Dentre as diversas opções de gases e misturas destes disponíveis no mercado, a opção deve ser feita por aquele que atenda os requisitos de qualidade requeridos com o menor custo possível. Entre os mais usados pode-se citar o dióxido de carbono e misturas deste com o argônio. Os gases hélio e oxigênio também estão bastante presentes em misturas para soldagem FCAW.

98
Dióxido de Carbono O dióxido de carbono (CO2) é muito usado para proteção durante a soldagem com arames tubulares. Duas vantagens deste gás são o baixo custo e alta penetração. Embora ele usualmente é usado nas transferências globular, algumas formulações de fluxo produzem transferência spray com o uso de CO2. O dióxido de carbono é relativamente inativo na temperatura ambiente. Quando ele é aquecido a altas temperaturas pelo arco elétrico, dissocia formando o monóxido de carbono (CO) e o oxigênio (O2) como indicado na equação abaixo: 2CO2 → 2CO + O2 O oxigênio proveniente desta dissociação irá reagir com os elementos do metal fundido oxidando-os. Assim, materiais desoxidantes são adicionados ao fluxo do eletrodo para compensar os efeitos oxidantes do CO2. Mistura de Gases O uso da mistura de gases na soldagem com arames tubulares pode combinar as vantagens separadas de dois ou mais gases. O aumento de gás inerte aumenta a eficiência de transferência dos desoxidantes que estão no fluxo do arame. Por outro lado, a penetração do será reduzida. O Argônio é capaz de proteger a poça de fusão em todas as temperaturas de soldagem. Sua presença em quantidade suficiente resulta na diminuição da oxidação comparativamente a proteção com CO2 (100%).
Figura 11 - Efeito do gás de proteção no perfil do cordão de solda usando DCEP
Atualmente, diversos tipos de mistura estão disponíveis no mercado. A mais usada no FCAW é 75% de Argônio e 25% de CO2. O metal de solda depositado com esta mistura tem alto limite de escoamento e resistência à tração, comparado com o metal depositado com 100% de proteção com CO2. Classificação dos consumíveis para FCAW A AWS (American Welding Society) possui três especificações destinadas aos consumíveis para soldagem pelo processo FCAW (A5.20 - arames tubulares de aço carbono, A5.29 - arames tubulares de baixa liga e A5.22 - arames tubulares inoxidáveis). Eletrodos de aço carbono e baixa liga A maior parte dos eletrodos de aço carbono e baixa liga para o FCAW são classificados de acordo com os requisitos (exigências) da AWS A5.20 - Specification for Carbon Steel Electrodes for Flux Cored Arc Welding e da A5.29 - Specification for Low Alloy Steel Electrodes for flux Cored Arc Welding O sistema de classificação usado nestas especificações segue basicamente a figura abaixo.

99
Figura 12 - Sistema de classificação segundo a AWS para
consumíveis de aço carbono e baixa liga Para os eletrodos baixa liga é acrescentada a esta classificação, após a letra T, um número que indica a composição química do metal depositado.
Tabela 1 - Classificação dos eletrodos para aços carbono
Eletrodo Nº de passes Proteção externa Corrente Polaridade Transferência EXXT-1 Passes
Múltiplos CO2 e mistura de Argônio com CO2
CC Eletrodo Positivo
Spray
EXXT-2 Passe Único CO2 e mistura de Argônio com CO2
CC Eletrodo Positivo
EXXT-3 Passe Único Nenhuma CC Eletrodo Positivo
Spray
EXXT-4 Passes Múltiplos
Nenhuma CC Eletrodo Positivo
Globular
EXXT-5 Passes Múltiplos
CO2 e mistura de Argônio com CO2
CC Eletrodo Positivo
Globular
EXXT-6 Passes Múltiplos
Nenhuma CC Eletrodo Positivo
Spray
EXXT-7 Passes Múltiplos
Nenhuma CC Eletrodo Negativo
EXXT-8 Passes Múltiplos
Nenhuma CC Eletrodo Negativo
EXXT-10 Passe Único Nenhuma CC Eletrodo Negativo
EXXT-11 Passes Múltiplos
Nenhuma CC Eletrodo Negativo
Spray
* EXXT-G Passes Múltiplos

100
* EXXT-GS Passe Único * Eletrodos relativamente recentes
Tabela 2- Classificação dos eletrodos para aços de baixa liga
Eletrodo Nº de passes Proteção externa Corrente Polaridade Transferência
EXXT1 – X Passes Múltiplos
CO2 e mistura de Argônio com CO2
CC Eletrodo Positivo
Spray
EXXT4 – X Passes Múltiplos
Nenhuma CC Eletrodo Positivo
Globular
EXXT5 – X Passes Múltiplos
CO2 e mistura de Argônio com CO2
CC Eletrodo Positivo
Globular
EXXT - 8X Passes Múltiplos
Nenhuma CC Eletrodo Negativo
EXXTX – G Passes Múltiplos
NE NE NE NE
NE : Não especificado Eletrodos de aços inoxidáveis
Os eletrodos de aço inoxidável para soldagem FCAW são classificados de acordo com os requisitos (exigências) da AWS A5.22 Specification for Stainless Steel Electrodes for Flux Cored Arc Welding and Stainless Steel Flux Cored Rods For gás Tungsten Arc Welding. O sistema de classificação usado nesta especificação segue a figura abaixo
Figura 13 - Sistema de classificação segundo a AWS A5.22
2. Vantagens e limitações A soldagem com eletrodo tubular tem muitas vantagens em relação ao processo SMAW. O FCAW também proporciona vantagens sobre os processo SAW e GMAW. Em muitas

101
aplicações o processo FCAW proporciona uma solda de alta qualidade e um custo mais baixo, com menor esforço do soldador do que no processo SMAW. As diversas vantagens da soldagem FCAW estão listadas abaixo: • Alta qualidade do metal depositado • Ótima aparência da solda (solda uniforme) • Excelente contorno em soldas de ângulo • Solda vários tipos de aços e em grandes faixas de espessuras • Fácil operação devido a alta facilidade de mecanização • Alta taxa de deposição devido a alta densidade de corrente • Relativamente alta eficiência de deposição • Economiza engenharia para projeto de juntas • Arco visível • Requer menor limpeza do que no GMAW • Distorção reduzida sobre o SMAW • Uso de eletrodos autoprotegidos elimina a necessidade do uso de aparelhos de gás além
de ser mais tolerante para condições ao ar livre. • Alta tolerância com relação a contaminantes que podem originar trincas • Resistente a trincas do cordão • Alta produtividade Por outro lado, as limitações da soldagem FCAW são: • Limitado a soldagem de metais ferrosos e liga a base de níquel. • Necessidade de remoção de escória • O arame tubular é mais caro na base de peso do que o arame de eletrodo sólido, entretanto,
a medida que aumentam os elementos de ligas esta relação diminui • O equipamento é mais caro se comparado ao utilizado para soldagem pelo processo
SMAW, mas a alta produtividade compensa • Restrição da soldagem ao ar livre (somente para soldagem FCAW com gás de proteção) • O alimentador de arame e a fonte de energia devem estar próximos ao local de trabalho • São gerados mais fumos do que os processos GMAW e SAW 3. Qualidade da Solda O Processo FCAW se destaca por apresentar metal depositado de alta qualidade e solda com boa aparência visual. A qualidade da solda produzida por este processo depende do tipo de eletrodo utilizado, do método (com proteção gasosa ou autoprotegido), das condições do metal de base, do projeto da junta e do procedimento de soldagem. A ocorrência de descontinuidades está diretamente relacionada a procedimentos e práticas inadequadas. A tabela a seguir relaciona os principais tipos de problemas que podem ocorrer com suas prováveis causas e ações corretivas para soluciona-los.
Tabela 3 – Principais problemas na soldagem FCAW
Problema Possíveis causas Ações corretivas Porosidade Baixo fluxo de gás Aumentar o fluxo de gás Alto fluxo de gás Reduzir o fluxo de gás para minizar a
turbulência Correntes de ar Proteger a região da solda das

102
correntes de ar Gás contaminado Checar a fonte de gás
Checar a existência de vazamentos em mangueiras e encaixes
Metal de base contaminado Limpar as faces da junta Alimentador de arame
contaminado Remover os componentes que estão originando a contaminação Retirar óleo das roldanas Evitar acúmulo de sujeira no sistema de alimentação
Fluxo insuficiente no eletrodo Trocar o eletrodo Tensão alta Ajustar tensão “Stickout” exccessivo Ajustar ”Stickout” e corrente “Stickout” insuficiente (eletrodos
autoprotegidos) Ajustar ”Stickout” e corrente
Velocidade de soldagem excessiva
Ajustar a velocidade
Falta de penetração ou fusão incompleta
Tocha posicionada de maneira inadequda
Direcionar o eletrodo para a raiz da solda
Parâmetros inadequados Aumentar a corrente Reduzir a velocidade de soldagem Reduzir o “Stickout” Reduzir o diâmetro do arame Aumentar a velocidade de soldagem (p/ arames autoprotegidos)
Solda com perfil inadequado Aumentar a abertura da raiz Reduzir a face da raiz
Trinca Juntas com restrição excessiva Reduzir as restrições Aplicar pré-aquecimento Usar um metal de solda mais dúctil Realizar martelamento
Eletrodo inadequado Checar a fórmula e os componentes do fluxo
Desoxidantes em quantidade insuficiente no fluxo do arame
Checar a fórmula e os componentes do fluxo
Falha de alimentação
Contato excessivo do arame no bico
Reduzir a pressão das roldanas
Fusão do bico de contato Reduzir tensão Utilizar tocha refrigerada
Conduíte sujo Limpar o conduíte ou trocá-lo
4 Considerações quanto a segurança Em qualquer operação de solda com arco elétrico devem ser tomados cuidados com o objetivo de evitar choques elétricos, queimaduras, exposição a radiação eletromagnética e aspiração de gases ou fumos metálicos. Montagem das instalações de forma adequada, utilização de equipamentos de proteção individual (luvas e avental de raspa de couro, touca, sapatos de segurança e máscara) e instalação de sistemas de exaustão são recomendados com o objetivo de minimizar os riscos envolvidos neste tipo de operação. Com relação a choques elétrico, queimaduras e radiação eletromagnética as precauções a serem tomadas devem ser as mesmas dos outros processos de soldagem com arco elétrico. Entretanto, na soldagem FCAW são necessários cuidados especiais com relação a gases e fumos metálicos. Isto se deve ao fato deste processo geralmente apresentar taxas de emissão

103
de fumos (g/min) superiores a processos como o GMAW e SMAW, principalmente quando se utiliza arame tubular auto-protegido. 5 Aplicações especiais O desenvolvimento da soldagem FCAW vem aumento consideravelmente seu campo de aplicações. O uso de arames tubulares autoprotegidos no revestimento e recuperação de peças onde se desejam ligas com propriedades especiais como resistência ao desgaste abrasivo é um exemplo de aplicação recente. Este tipo de aplicação é economicamente interessante pois aumenta significativamente a vida útil de peças além de permitir sua recuperação quando desgastadas. Indústrias de construção pesada, mineradoras e usinas de cana de açúcar são hoje os maiores clientes deste tipo de aplicação. A soldagem robotizada utilizando arames tubulares do tipo "metal cored" é também um exemplo de aplicação desenvolvida recentemente.
Figura 14 – Placa revestida pelo processo FCAW com eletrodo autoprotegido



















![CUADERNO FCAW[1]](https://img.pdfslide.net/doc/110x75/5571f32049795947648d8b51/cuaderno-fcaw1.jpg)