Embed Size (px)
Citation preview

State of delivery
Ring Roll
Assembled Roll
Rolling mill
/stand
/product size
Block mill 6" ring ro11,#25 Finisher, d#9.2RB
Three-roll mill #20 pre-finisher d~25Pg
Wire rod finisher ~16PB
Flat bar Pre-finisher 6 t x 32 w
Angle section finisher AB50
Spec for Osprey roll
gradelHRc
SOX-20
63_+1
SOX-20
63_+1
SOX-30
65_+ 1
SOX-20
61 _+1
SOX-10
60-+ 1
Rolling perfomances tonffpass (dressing In die)
Osp roll Cony roll
90-100 30-50
1900-2000 1100-1200
600 200
(~1.0 mm) (~3,0 mm)
72O 200
2000pc/gr 40pc/gr
(~0.5mm) (~l.0mm)
Improvd. rate
%
200
-300
160
-180
900
360
1000
Spec for conventional roll
Mat'IIHRc
Cony high speed tool steel 63__.1
Cony high speed tool steel 63_+1
Definite chilled iron 59_+ 1
Definite chilled iron 62_+1
Spheriodal graphite iron 46_+1
TABLE 2 Rolling performances of Osprey rolls.
New grades of tool steel based Osprey material have been developed. At present, these can be divided into two types: high carbon and vanadium content; a n d h i g h c a r b o n a n d molybdenum content. Hamabe reported that, judging by v a l u e s s t a t e d in o t h e r manufacturers catalogues, the Sumitomo Heavy Industries' grades have equal or better properties than rolls made by
PM, including those which contain some ceramic powder such as titanium nitride. He claimed that Osprey rolls perform between 5 and 15 times better than conventional rolls, with a Osprey roll lasting for 2583 pieces per groove compared to 400 pieces per groove for c o n v e n t i o n a l i r o n ro l l s . Performances of Osprey rolls in each kind of rolling mill are given in Table 2.
FUTURE DEVELOPMENT AND EXPANSION
Development of Osprey rolls at SHI has been making good p r o g r e s s , H a m a b e s a i d . However, other Japanese roll m a n u f a c t u r e r s have been engaged in the development of new tool steel roll materials which which are providing strong competition to the Osprey rolls. To survive this challenge SHI has
c omme nc e d an e x p a n s i o n programme. This covers scaling up manufacture to produce roll rings up to 800 mm diameter, producing a composite ring with tough steel, and the manufacture of ring preforms with hard powders added during spray deposition. The Osprey process is said to have considerable advantages for producing large (over 500 mm diameter), thick rings, and compound materials by the addition of hard powders, over other methods such as CPC (continuous pouring process for cladding). At present the most advanced m e t h o d for p r o d u c i n g a composite Osprey roll ring is d i f fus ion bond i ng by hot isostatic pressing (HIP). Studies have been carried out and trial applications of the composite Osprey ring have just started. SHI says that it regards the Osprey process as one of the best methods for producing tool steel based rolls. To date the company has supplied some 14 customers with around 360 Osprey rolls, and, as a mark of its confidence in the process is constructing a further plant for the commercial production of roll products, which it expects to be operational by February 1991. This will permit the manufacture of rolls up to 800 mm in diameter.
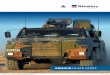
Armour Plate by Rapid Solidification
The effective use of armour as a p ro tec t ive device may be considered a basic tenet of defence. In practice, however, there is a problem in acquiring limited quantities of advanced steel armour plate, such as might be required for the production of spares or for medium or small government contracts. This is because to satisfy the economic requirements of steel companies a minimum heat of some 150 tons is needed. The use of rapid solidification technology to produce armour plate is the answer to this dilemma, according to Dr Carlo Sonnino of Emerson Electric, USA. S o n n i n o , who was speaking at the 1st International
Conference on Spray Forming in Swansea, UK, September 1990, says that rapid solidification permits the production of special metallic materials with unique properties such as grain size, metallographic structure and
mechanical, physical and ballistic properties. In addit ion, it enables the production of relatively small quantities and has the flexibility to switch from one metallic product or alloy to another.
After careful evaluation of the options Emerson adpoted the spray deposi t ion approach offered by Osprey Metals of Neath, UK.
TEST MATERIALS
An initial study was carried out on 14 preforms fabricated by Osprey Metals. Sonnino says
Alloy
EN24 0.35-0.45
4340 0.38-0.43
EN19 0.35-0.45
4140 0.38-0.43
C Cr Mn
0.9-1,4
0.7-0.9
0.80-1.10
0.80-1.10
0.45-0.70
0.60-0.80
0.75-1.00
0.75-1,00
Mo
0.20-0.35
0.20-0.30
0.15-0.25
0.15-0.25
NI p S
1,30-1.80 0.05 0.05 max max
1.65-2.00 0.04 0.04 max max
- - 0,050 0.050 max max
- - 0.035 0.040 max max
SI
0.10-0,35
0.20-0.35
0.10-0.35
0.15-0.35
TABLE 1 Chemical composition of British alloy steel, EN24 and EN19 and the US equivalents, AIS14340 and AISI 4140.
814 MPR December 1990

ISOSTATIC PR For all your Isostatic Pressing requirements:
• WET BAG
• DRY BAG
• HIP's
• PRODUCTIOI
• RESEARCH
v) sv)5
U~ Energy Service Co. B200 Walker Building 734 15th Street NW Washington DC 20005 Tel. 010 1 202 737 6018
t-HL~ Gwr gmbH Posffach 1148 D2000 Tangstedt Tel: 010 49 41 09 67 89 Fax: 010 49 41 09 67 90

Material
4340* EN24/ W/AI203 EN24 EN24
Specimen Thickness (inch)
0.214 0.238
0.238 0.441
YS (Kal)
186 150
186 186
UTS (Ksl)
329 154
297 265
HRC
54/55 48/49
51.5/52.5 49/50
Charpy at RT (ft-lbs)
3.5 2.25
1.58 1.67
Charpy at 10°F (It-lb,)
2.83 2.0
0.75 1.25
TABLE 2 Mechanical properties of rapidly solidified, rolled and heated treated EN24 steel plates. (*4340 specimens were not taken from rapid solidification stock.)
Plate Plate number thickness
(inch)
17 0.470 19 0.465 20 0.470 18 0.262 22 0.248 23 0,257
Projectile (calibre)
0.50 AP M2 0.50 AP M2 0.50 AP M2 0.30 AP M2 0.30 AP M2 0.30 AP M2
Obliquity (degree)
0 0 30 0 0 30
Ballistic limit V . (fps)
1690 1602 2554 2191 2646* 2420
TABLE 3 Ballistic limit of EN24 steel 7lates. Plate were repidly solidified and rolled to final thickness. (*Backed with 0.520 in. AL (5083).
The ballistic testing was carried out at the Army Materials Technology Laboratory (MTL) in Watertown, Massachusetts, USA. The plates were tested with 7.62 mm and 12.7 mm calibre (0.30 AP M2 and 0.50 AP M2) a r m o u r p ie rc ing projectiles at 0 ° and 30 ° . The 0.25 in. plates showed results similar to ESR 4340 when shot with 0.30 AP M2 projectiles at 0 ° and 30 ° . The 0.5 in. plates
(MR) textured armour plate by rapid solidification. The company also aimed to control cool the steel plates to obtain the desired textured metallographic structure and heat treat per MIL-A-46193 (MP) and test for ballistic properties. The rapidly solidified s l abs were p r o d u c e d by Mannesman Demag Research in Duisburg, Germany. Following heat treatment they were rolled to thicknesses of approximately 0.5 and 0.25 in. Ballistic testing was again carried out at MTL. The results of the test (Table 4) show that the rapidly solidified material rolled to 0.5 in., following the MIL-A-46193 (MR) specification, has the same ballisitic characteristics as the MIL-A-46193 steel produced and fabricated by conventional methods, Sonnino claimed. The 0.25 in. thick samples had lower ballistic characteristics. Sonnino was enthusiastic about
that this showed that: - rapid solidification of Ni-Cr-
Mo steel shows similar beha- viour to the electro-slag refined equivalent;
- i t is possible to produce small quantities of armour plate by rapid solidification techniques; and
- the size of the rapidly solidified preforms minimizes the num- ber of rolling phases to produce the final thickness.
The charge material used was EN24, which, Sonnino says, was chosen as be ing the UK equivalent of AISI 4340, a material which has known ballistic characteristics. Chemical compositions of both materials are given in Table 1. The sprayed preforms were rolled to 0.5 in. or 0.25 in. thicknesses. Tensile and Charpy impact properties were determined on a substandard size specimen cut from the rolled disk and compared with a sample taken from conventionally produced 4340 plate. The results are shown in Table 2. It was found that the yield strength values for EN24 and 4340 agreed but the ultimate tensile strength (UTS) for EN24 was somewhat lower than that of 4340. Charpy impact values for all specimens were low but, because of the substandard size of the test pieces, these could not compared with known 4340 values tested with standard
specimens. Sonnino claims that these low values reinforce the notion that impact values do not predict ballistic performance.
BALLISTIC PERFORMANCE
Ballistic testing of the rapidly solidified material was carried out on samples cut from plates which has been hot rolled in the range 900-1204°C, with a 15% reduction per pass. Prior to testing the samples were heat treated by austeni t iz ing at 871°C, quenching in oil, and tempering immediately at 171 °C.
performed well against the 0.50 AP M2 projectile at 30 °, but at 0 ° was 35% below ESR 4340 p r o p e r t i e s . Bo th p l a t e s demonstrated excellent resistance to back spall. Results are shown in Table 3. Sonnino claimed that the test results show that rapid solidification is a technically feasible process for producing speciality metals in limited quantities, and can produce armour plate with good ballistic properties.
PRODUCTION OF ARMOUR PLATE STEEL
The second phase of Emerson Electric's investigation involved the production of MIL-A-46193
the production of armour plate us ing rap id s o l i d i f i c a t i o n technology. It is a desirable process for the production of limited quantities of armour p l a t e , he said , and th is investigation is likely to result in the construction of a commercial facility. It was notable that some of Sonnino's audience appeared to be less enthusiastic about his results than he was, in particular Dick Lewis of Lockheed who queried the considerable strength differences between EN24 and 4340 and expressed his concern about the results, some of which, he said, were in fe r io r to conventionally produced plates.
Code
G
Thickness (inches)
0.534
0.534
0.287
0.287
0.288
0.276
Obl. (degrees)
30
30
30
30
30
30
Cal proJ.
0.050 AP M2
0.050 AP M2
0.30 AP M2
0.30 AP M2
0.30 AP M2
0.30 AP M2
Ballistic Limit VS0 fpa Typical MII-A-46193
2744
2744
2284
2720
2721
2631
i Test results
2676 plate fractured after second shot
2762 plate fractured after fourth shot
1422
2326
2541
2326
TABLE 4 Ballistic test results
816 MPR December 1990