-
APLICAO DA TEORIA DAS
RESTRIES E O INDICADOR TEEP
PARA O AUMENTO DA
PRODUTIVIDADE EM UMA INDSTRIA
DE REFRIGERANTES
REYNALDO PALOMINO CHILE (UNIVASF)
[email protected]
ANDRE LIUZ DA SILVA POMPEU ()
[email protected]
SRGIO JOS BARBOSA ELIAS (UFCE)
[email protected]
VERUSCHKA VIEIRA FRANCA (UFS)
[email protected]
Resumo: A FALTA DE CAPACIDADE DE PRODUO GERALMENTE LEVA S
EMPRESAS A TOMAR DECISES COMO HORAS EXTRA, ABRIR UM
SEGUNDO TURNO OU COMPRA DE NOVOS EQUIPAMENTOS. EM
MUITOS CASOS, ESSA FALTA DE CAPACIDADE DEVE-SE AO MAU
GERENCIAMENTO DOS POSTOS DE TRABALHO E MAU USO DOS
EQUIPAMENTOS. NESTE SENTIDO, O PRESENTE ARTIGO BUSCA A
APLICAO DA TEORIA DAS RESTRIES JUNTO AO NDICE DE
PRODUTIVIDADE TOTAL EFETIVA DOS EQUIPAMENTOS (TEEP) COMO
FERRAMENTA DE MELHORIA CONTNUA, PARA O AUMENTO DA
CAPACIDADE PRODUTIVA, SEM A NECESSIDADE DE SE ADOTAR AS
MEDIDAS ANTERIORMENTE MENCIONADAS. APS O USO DESSAS
FERRAMENTAS, OBTEVE-SE UM INCREMENTO INICIAL NA
CAPACIDADE PRODUTIVA ATUAL, EM TORNO DE 175%, O QUAL PROVA
QUE O BOM GERENCIAMENTO DOS POSTOS DE TRABALHO E
CONHECIMENTO DO NDICE TEEP, PERMITE EXPLORAR AS
RESTRIES SEM O USO DE INVESTIMENTOS ADICIONAIS.
Palavras-chaves: TEORIA DAS RESTRIES, NDICE TEEP, GERENCIAMENTO
DOS
POSTOS DE TRABALHO
APPLICATION OF THEORY OF
CONSTRAINTS AND TEEP INDICATOR
-
XVIII SIMPSIO DE ENGENHARIA DE PRODUO Gesto de projetos e
Engenharia de produo
Bauru, SP, Brasil, 08 a 10 de novembro de 2010
2
FOR INCREASED PRODUCTIVITY IN A
SOFT DRINK INDUSTRY
Abstract: THE LACK OF CAPACITY OFTEN LEADS COMPANIES TO MAKE
DECISIONS AS OVERTIME, OPENING A SECOND ROUND OR THE
PURCHASE OF NEW EQUIPMENT. IN MANY CASES, THIS LACK OF
CAPACITY DUE TO POOR WORKPLACE MANAGEMENT AND MISUSE
OF EQUIPMENT. IN THIS SENSE,, THIS ARTICLE SEEKS TO APPLY
THE
THEORY OF RESTRICTIONS BY THE RATIO OF TOTAL EFFECTIVE
EQUIPMENT PRODUCTIVITY (TEEP) AS A TOOL FOR CONTINUOUS
IMPROVEMENT TO INCREASE PRODUCTIVE CAPACITY WITHOUT THE
NEED TO ADOPT THE MEASURES MENTIONED ABOVE. AFTER USING
THESE TOOLS, WE OBTAINED AN INCREASE IN CURRENT
PRODUCTION CAPACITY OF AROUND 175%, WHICH PROVES THAT
THE PROPER WORKPLACE MANAGEMENT AND KNOWLEDGE OF TEEP
RATIO, LETS YOU EXPLORE THE RESTRICTIONS WITHOUT THE USE
OF ADDITIONAL INVESTMENTS
Keyword: THEORY OF CONSTRAINTS, TEEP RATIO, WORKPLACE
MANAGEMENT
-
XVIII SIMPSIO DE ENGENHARIA DE PRODUO Gesto de projetos e
Engenharia de produo
Bauru, SP, Brasil, 08 a 10 de novembro de 2010
3
1. Introduo:
Os processos de manufatura na conjuntura atual so tanto mais
efetivos quando a
gesto da produtividade seja mais bem gerenciada em contra posio
a necessidade de se
realizar investimentos adicionais de capital.
Para tanto se faz necessrio identificar as oportunidades de
melhoria nos processos
atravs de aes conjuntas entre os nveis operao e gerencial
fazendo uso de mtodos bem
definidos por indicadores slidos e eficazes que consigam mapear
os passivos relacionados
funo produo no sentido de nortear a tomada de deciso aps a
utilizao de metodologias
de resoluo de problemas.
A necessidade de tomada de deciso rpida e certa, vem-se tornando
cada vez mais
factvel atravs da implementao da Gesto de Postos de Trabalho
(GPT) a qual se
fundamenta pela sinergia entre a Teoria das Restries (TOC)
proposta pelo fsico israelense
Eliyahu Goldratt e pelos mtodos do Sistema Toyota de Produo
proposto por Shingo
Shigeo e Taiichi Ohno.
Segundo Antunes et.al algumas questes importantes envolvem a
operao de um
posto de trabalho, uma vez que muitos fatores e relaes
influenciam o comportamento dos
recursos produtivos. As relaes sistmicas do posto de trabalho
tendem a envolver diversos
setores da empresa bem como seus respectivos profissionais. As
principais reas envolvidas
so: i) Produo; ii) Qualidade; iii) Processo; iv) Manuteno; v)
Segurana; vi) Melhorias.
O presente trabalho prope a aplicao da teoria das restries e a
implementao do
indicador de produtividade efetiva total dos equipamentos - TEEP
em uma indstria de
bebidas carbonatadas (Refrigerantes) utilizando a sopradora de
garrafas PET como mquina
piloto, por ser considerada a mquina gargalo do processo
produtivo, para que sirva como
base para o aprimoramento da Gesto de Postos de Trabalho no
setor principalmente no que
tange aos aspectos relacionados a: i) treinamento; ii) busca de
sadas para o aumento do tempo
disponvel de produo atravs da redues de tempos de setup; iii)
anlises das causas de
anomalias; iv) melhoria no relato de paradas pelos operadores
(dirio de bordo); v)
Elaborao de Instrues de trabalho.
2. Referencial Terico
2.1. O Sistema Toyota de Produo
O SPT (Sistema Toyota de Produo) como um dos fundamentos
conceituais do
presente estudo, esclarece de acordo com Antunes (1998), que
Duas ticas inter relacionadas norteiam o SPT, segundo seus autores
clssicos Shigeo Shingo (1996 a, 1996b) e
Taiichi Ohno (1997). A primeira relaciona-se com a necessidade
de gerir eficazmente os
postos de trabalho, ou seja, uma gesto conjunta das pessoas e
mquinas. No sentido amplo
consideram-se trs aspectos: i) Viso sistmica da empresa que
implica na subordinao da
utilizao dos recursos de melhorias dos postos de trabalho em
determinados locais da
empresa; ii) Integrada/Unificada na medida em que as aes nestes
Postos de Trabalho devem
ser feitas em conjunto com os profissionais envolvidos; iii)
Voltada aos resultados. Na
abordagem do GPT, utilizando-se do IROG (ndice de Rendimento
Operacional Global),
-
XVIII SIMPSIO DE ENGENHARIA DE PRODUO Gesto de projetos e
Engenharia de produo
Bauru, SP, Brasil, 08 a 10 de novembro de 2010
4
possvel analisar as aes que provocam as paralisaes de mquina. A
GPT tambm permite
analisar outros aspectos como ferramental utilizado, instrues de
trabalho e ergonomia. Na
lgica do SPT, as melhorias no Posto de Trabalho devem ser
executadas a partir das
operaes que restringem a operao do sistema de produo em termos
qualitativos e
quantitativos (gargalos produtivos).
A segunda tica que norteia o STP est relacionada com as
melhorias dos processos na organizao, atravs das melhorias
realizadas no fluxo das matrias primas/materiais no
tempo e no espao, as quais esto relacionadas com: i) Sincronizao
da Produo e ii)
Melhorias nas operaes mais lentas do Sistema ( gargalos).
Chiaradia (2004) afirma que o STP, apoiado nos pilares do JIT e
Autonomao, tem
sua operacionalizao conduzida a partir de tcnicas e sistemas
desenvolvidos ao da
consolidao desse sistema. Pode-se citar como exemplo o sistema
Kanban, Poka yokes,
Troca rpida de Ferramentas (TRF), Andon, Leiaute em forma de U,
flexibilizao da mo de
obra (Shojinka), a busca pela causa raiz dos problemas
perguntando-se 5 porqus, entre outros
que juntos, buscam a completa eliminao das perdas, que a essncia
do STP.
No final dos anos 80 intensificou-se no mundo ocidental a
publicao de artigos e a
realizao de debates sobre o STP tanto sob a tica macro das
cadeias produtivas, como do
ponto de vista mais estrito da Engenharia Industrial/Engenharia
de Produo (ANTUNES,
2008). O que se percebe, segundo o autor, que na maioria das
vezes, uma tendncia
simplificao do Sistema Toyota de Produo, ora sendo tratado como
sinnimo de Just in
Time, ora considerado um sinnimo de Just in Time/ Controle da
Qualidade Total, passando
a idia de que possvel adaptar o modelo japons de gesto.
2.2. A Teoria das Restries
A Teoria das Restries desenvolvida pelo fsico israelense Eliyahu
M. Goldratt,
trouxe um entendimento mais amplo a respeito de como uma
organizao pode obter lucro no
presente e no futuro (sua meta) atravs da proposio de
indicadores globais ( Lucro Lquido
LL, Retorno sobre Investimento RSI e Caixa C) e indicadores
operacionais (ganho G, Investimento ou Inventrio I e Despesas
Operacionais DO) bem como da definio clara de gargalos produtivos e
recursos com capacidade restrita CCRs elaborando tambm os cinco
passos para o atingimento da meta.
Posteriormente, Goldratt ampliou sua viso da meta global das
empresas adicionando
outros dois tpicos que se referem a: i) Satisfazer os empregado
hoje e no futuro e ii) Satisfazer os clientes hoje e no futuro
(ANTUNES, apud ALVAREZ, 1996). Segundo Goldratt, as idias de
satisfazer os empregados e clientes hoje e no futuro so
pressupostos bsicos sem os quais torna-se impossvel de atingir a
meta econmica de ganhar dinheiro hoje
e no futuro.
As trs medidas para relacionar o impacto de uma determinada ao
no cho de
fbrica, sobre medidas financeiras, os chamados indicadores
operacionais, so definidos
como: i) Ganho (G) o ndice pelo qual a empresa gera dinheiro
atravs das vendas; ii)
Investimento ou Inventrio (I) todo o dinheiro que a empresa
investe na compra de coisas
que pretende vender e iii) Despesas Operacionais (DO) todo o
dinheiro que a empresa gasta
para transformar investimento em ganho (KLIPPEL, 2003).
Segundo Antunes (2008), a abordagem hierrquica, em termos dos
indicadores operacionais, proposta por Goldratt completamente
coerente com o conceito sntese mecanismo da funo produo. A viso dos
indicadores operacionais ganho e investimentos
-
XVIII SIMPSIO DE ENGENHARIA DE PRODUO Gesto de projetos e
Engenharia de produo
Bauru, SP, Brasil, 08 a 10 de novembro de 2010
5
(com exceo dos aspectos relativos aos equipamentos que, na viso
da TOC, se relacionam
aos investimentos) est vinculada, essencialmente, ao fluxo de
materiais no tempo e no
espao. Neste sentido, esto ligados funo processo, que priorizada
no mbito do Sistema
Toyota de Produo/produo enxuta. Por sua vez, o indicador
operacional despesas operacionais est fortemente ligado s pessoas,
utilizao dos equipamentos e relao
entre pessoas e equipamentos. Nesse sentido, as despesas
operacionais so diretamente
afetadas por melhorias que possam ser realizadas a partir da noo
de funo operao.
Os cinco passos utilizados pela TOC (Antunes, 1998) so: Passo 1
Identificar as restries do sistema (mercado, capacidade); Passo 2
Explorar da melhor maneira possvel as restries pois a empresa no
poder vender mais do que possvel fluir pela restrio;
Passo 3 Subordinar ou sincronizar os demais recursos a trabalhar
pelo ritmo da restrio; Passo 4 Elevar a capacidade das restries;
Passo 5 Voltar ao passo 01 aps quebrada um restrio (melhoria
contnua) no permitindo que a inrcia se transforme em restrio.
Dentro do escopo do presente estudo se faz necessrio mencionar
luz da TOC dois
conceitos importantes: o de gargalo e o de Recursos com
Capacidade Restrita (CCRs).
Entende-se como gargalo como aqueles onde a capacidade de produo
inferior a demanda.
Os Recursos com Capacidade Restrita so aqueles em que em mdia a
capacidade superior a
demanda, porm devido a um conjunto de aspectos conjunturais
acabam restringindo o
desempenho global do sistema (Antunes, 1998).
2.3. Gesto de Postos de Trabalho
Segundo Antunes e Klippel (2001), a maneira pela qual os postos
de trabalho de um
sistema produtivo de uma organizao so gerenciados, consiste em
uma das questes mais
relevantes no que tange a administrao da produo.
A gesto dos postos de trabalho tem sua eficcia garantida, na
medida em que todos os
esforos de uma equipe multidisciplinar de profissionais ligada
aos setores industriais so
aplicados com foco nos resultados. Para tanto, uma rotina de
trabalho deve ser traada para: i)
entender a mtrica utilizada como linguagem de mensurao dos
resultados; ii) utilizar
mtodos de resoluo de problemas para a identificao e bloqueio das
causas fundamentais
da anomalias que impediro o atingimento das metas.
2.4. Clculo dos Indicadores OEE e TEEP
Segundo Rodrigues Silva (2003), A Eficincia Global dos
Equipamentos (OEE) teve
origem no TPM (Total Productive Maintenance) parte integrante do
SPT (Sistema Toyota de
Produo) e seu criador Seiichi Nakajima, desenvolveu-o como meio
de quantificar no
apenas o desempenho dos equipamentos, mas tambm como mtrica da
melhoria contnua dos
equipamentos e processos produtivos.
Para Santos (2007) a OEE uma ferramenta utilizada para medir as
melhorias
implementadas pela metodologia TPM. A utilizao desse indicador
conforme a metodologia
TPM permite que as empresas analisem as reais condies da
utilizao de seus ativos. Essas
anlises das condies ocorrem a partir da identificao das perdas
existentes em um
ambiente fabril, envolvendo ndices de disponibilidade,
performance e qualidade dos
equipamentos.
Com respeito s perdas, Rosa apud Fujioo Cho (2008), define as
mesmas como
qualquer coisa alm do mnimo de quantidade de equipamentos,
materiais, componentes, espao e homem hora, que no seja
absolutamente essencial para agregar valor ao produto.
-
XVIII SIMPSIO DE ENGENHARIA DE PRODUO Gesto de projetos e
Engenharia de produo
Bauru, SP, Brasil, 08 a 10 de novembro de 2010
6
Por outro lado, Silva (2003), afirma que, segundo Nakajima, as
perdas de produo se do
devido a problemas relacionados com equipamentos e tm trs
origens: i)Perdas causadas
pelas paradas no planejadas; ii) Perdas resultantes do
equipamento no funcionar
velocidade nominal e iii) Perdas de produtos que no cumprem as
especificaes.
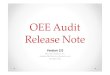
Segundo Chiaradia (2004) as seis grandes perdas identificadas
por Nakajima nos
equipamentos esto associadas a trs ndices que formam o clculo da
OEE, conforme mostra
a Figura 1. Nesta figura, a perda 1 quebra e 2 Setup e
regulagens fazem parte do ndice de disponibilidade; as perdas 3
pequenas paradas e 4 queda de velocidade influenciam a performance,
enquanto que o ndice de Qualidade composto pelas perdas 5 Problemas
de qualidade e re-trabalho e 6 queda de rendimento.
OEE
ndice Disponibilidade
ndice Performance
Operacional
ndice Qualidade
2 Set-up/regulagem
1 Quebra/falha
3 Pequenas paradas
4 Queda de velocidade
5 Produtos defeituosos
6 Queda de rendimento
FIGURA 1 Relacionamento entre a OEE e as seis grandes perdas.
Fonte: Chiaradia (2004)
Clculo da OEE
Segundo Chile (2009), o OEE Overrall Equipment Effectiveness ou
Eficincia Global dos Equipamentos usado para identificar as 6
maiores perdas. Essas perdas so as causas mais comuns dos
desperdcios de tempo e de eficincia de produo de ativos
industriais. Seu clculo obtido atravs da multiplicao dos ndices
de disponibilidade,
performance e qualidade, conforme mostra a Equao 1.
OEE = 1 x 2 x 3 (1)
Onde:
1 = ndice de disponibilidade (ou ndice de tempo operacional -
ITO)
2 = ndice de performance operacional (ou ndice de performance
operacional IPO)
3 = ndice de qualidade (ou ndice de produtos acabados IPA)
O ndice de disponibilidade calculado atravs da seguinte
frmula
programado Tempo
lOperaciona Tempo1
Onde;
Tempo programado = Tempo disponvel Paradas programadas
Tempo operacional = Tempo disponvel Paradas programadas e no
programadas
-
XVIII SIMPSIO DE ENGENHARIA DE PRODUO Gesto de projetos e
Engenharia de produo
Bauru, SP, Brasil, 08 a 10 de novembro de 2010
7
O tempo programado, tambm chamado de Tempo de Carga (HANSEN,
2006),
representa uma poro do tempo dispnvel que o recurso est
programado para produzir
O Tempo Operacional (TO) ou tempo real de operao, tambm chamado
de runtime
ou uptime, representa a poro do tempo total disponvel no qual o
sistema est realmente
produzindo.
O ndice de eficincia, por sua vez, calculado de acordo com a
seguinte equao:
lOperaciona Tempo
ciclo] de Tempo x produzida e[Quantidad 2
Onde, o numerador representa o tempo de agregao de valor
(TAV).
Finalmente, o ndice de qualidade, pode ser representado pela
equao:
ciclo] de x tempoproduzida e[Quantidad
ciclo] de x tempos)retrabalho e Refugos - produzida
de[(Quantida3
Aqui, o numerador representa o tempo de agregao de valor, apenas
dos produtos
bons.
Uma vez conhecido o indicador OEE, pode-se obter a capacidade
disponvel (CD) de
um equipamento, em unidades de tempo, a partir da seguinte
equao
CD = Tempo programado x OEE
A capacidade disponvel, tambm chamada de Capacidade lquida
(MOELLMANN,
2005) e representa a quantidade de tempo padro produzido, em
condies normais de
funcionamento, isto , levando em considerao todos os tipos de
paradas.
Para o clculo da capacidade disponvel em unidades de produto,
caso a mquina
produza apenas um nico produto, basta dividir o resultado
anterior pelo tempo de ciclo, isto
:
CD = (Tempo programado x OEE)/Tempo de ciclo terico
A capacidade Bruta (CB) pode ser calculada da seguinte
maneira:
CB = Tempo programado/Tempo de ciclo (em unidades de
produto)
O uso deste indicador, usado para a anlise de recursos
considerados no-gargalos.
Calculo da TEEP
Segundo Chile (2009), a TEEP - Total Effective Equipment
Productivity ou Produtividade efetiva total dos equipamentos, a
diferena da OEE, leva em considerao,
alm das 6 grandes perdas (ver figura 1), perdas de tempo que no
dizem respeito ao
funcionamento da mquina, e que so chamadas de paradas
programadas (refeies, ginstica
laboral, manuteno preventiva, etc). O clculo da TEEP
representado pela seguinte
equao e usado para a anlise de recursos considerados
gargalos:
TEEP = 1 x 2 x 3 (1)
Onde:
1 = ndice de utilizao do equipamento (U)
-
XVIII SIMPSIO DE ENGENHARIA DE PRODUO Gesto de projetos e
Engenharia de produo
Bauru, SP, Brasil, 08 a 10 de novembro de 2010
8
2 = ndice de performance operacional (ou ndice de performance
operacional IPO)
3 = ndice de qualidade (ou ndice de produtos acabados IPA)
O ndice de utilizao calculado atravs da seguinte frmula
disponvel Tempo
lOperaciona Tempo1
A capacidade disponvel e bruta so representadas pelas seguintes
equaes:
CD = Tempo disponvel x TEEP (em unidades de tempo)
CD = {Tempo disponvel x TEEP}/tempo de ciclo (em unidades de
produto)
CB = Tempo disponvel / tempo de ciclo
No processo de aplicao da TOC em processos produtivos, a
explorao do gargalo
(Passo 2) realizada atravs do uso do ndicador TEEP, num processo
de melhoria contnua,
o qual ser aplicado no presente trabalho.
3. Estudo do Caso
O presente estudo de caso foi realizado em uma indstria de
bebidas carbonatadas
(refrigerantes) onde foi utilizada a mtrica TEEP como
metodologia de mensurao de perdas
e implementao de aes para a reduo do tempo de paradas
programadas e no
programadas com o intuito de aumentar a produtividade sem a
necessidade de realizar
investimentos de compra de maquinrio. Prope-se tambm a
implementao da abordagem
GPT de forma sistemtica para a manuteno dos resultados obtidos
bem como aumentar a
eficincia operacional.
Para tanto, foi escolhida como mquina piloto, a sopradora de
garrafas PET por se
tratar de um equipamento restritivo (considerada gargalo) em
funo de sua produo nominal
quando comparada mquina de envasamento de refrigerantes.
A mquina de envasamento processa 10.000 garrafas/hora enquanto a
sopradora
processa 4000garrafas/hora. O sistema off line ou seja, as
garrafas sopradas so
armazenadas no armazm at atingir uma quantidade suficiente
(pulmo) para serem
envasadas de acordo com a programao de produo.
A linha de sopro operava 18:00hs/dia dividida em dois turnos:
06:00 16:00 e 22:00 06:00 de segunda sbado, ficando ociosa seis
horas por dia (de 16:00 22:00).
A mquina tinha de parar para a refeio, pois o horrio da mesma
impedia o
revezamento dos operadores (11:00 s 13:00 e 23:00 01:00). O
setup (troca de molde) era
realizado em 00:52.
Em funo do aumento da demanda, fruto de um incremento nas vendas
que a
empresa est vivenciando, as rotinas de manuteno autnoma
relativas limpeza(inspeo),
lubrificao, reaperto e pequenas intervenes por parte do operador
ficaram prejudicadas
bem como a realizao das manutenes peridicas culminando em um
aumento das
quebras/falhas da mquina (reduo do IPO).
A tabela 1, mostra os resultados da produo em um perodo de um
semana de
trabalho e o indicador TEEP para a mquina sopradora.
TABELA 1 Planilha de Acompanhamento de Paradas
-
XVIII SIMPSIO DE ENGENHARIA DE PRODUO Gesto de projetos e
Engenharia de produo
Bauru, SP, Brasil, 08 a 10 de novembro de 2010
9
Paradas de mquina 22/fev 23/fev 24/fev 25/fev 26/fev 27/fev
Classifica
o Motivo Paradas programadas (em minutos)
MA Manuteno 120 120 120 120 120 120
DE Almoo 60 60 60 60 60 60
SE Setup 52 52
HSMO Horas sem mo de obra 360 360 360 360 360 360
Somatrio das Paradas Programadas 540 592 540 592 540 540
Paradas No Programadas (em minutos)
Componentes da Sopradora
CJ
Conjunto de
transferncia 100 15 20 20 57
MO Molde 40 80 331
AL Alimentador 21 16 14 20 8
TRP Transporte 15 25
CE
Conjunto de
Estiramento 30 65 107 74 33
FO Forno 103 30 25 15 38
CH Chiller
Tempo Total de Parada no
programadas 254 166 181 174 399 128
Tempo Disponvel 1080 1080 1080 1080 1080 1080
Tempo Programado 540 488 540 488 540 540
Tempo Real de operao 286 322 359 314 141 412
Volume de Produo em unidades de garrafas
Produo Total 18.876 21.252 23.694 20.724 9.306 27.192
Perda de Garrafas (refugo) 249 120 102 156 114 252
Produo de garrafas boas 18.627 21.132 23.592 20.568 9.192
26.940
Clculo dos indicadores
ndice de Utilizao (U) 26,48% 29,81% 33,24% 29,07% 13,06%
38,15%
ndice de Performance Operacional
(IPO) 99,00% 99,00% 99,00% 99,00% 99,00% 99,00%
ndice de Produtos Aprovados (IPA) 98,68% 99,44% 99,57% 99,25%
98,77% 99,07%
TEEP= U x IPO x IPA 25,87% 29,35% 32,77% 28,57% 12,77%
37,42%
Capacidade disponvel (unid/dia) 18627 21132 23592 20568 9192
26940
Capacidade Bruta (TEEP) 72000 72000 72000 72000 72000 72000
Nestas condies de trabalho, a capacidade disponvel da mquina
sopradora de 120.051 garrafas por semana para uma TEEP mdia semanal
de 27,79%
Em funo dos valores obtidos para a TEEP, percebe-se que h muito
espao para
melhorias; podendo aumentar a capacidade produtiva do
equipamento acima de 120.051
unidades por semana.
De acordo com a planilha de acompanhamento de paradas
observou-se algumas
oportunidades de melhoria com relao reduo das paradas
programadas e no
programadas para aumento dos tempos programado e real de operao
e conseqente aumento da TEEP.
Foi realizado um brainstorming com a participao dos
coordenadores de Produo,
Qualidade, Manuteno, RH e Diretoria industrial e elaborado o
plano de ao (5W1H)
abaixo:
-
XVIII SIMPSIO DE ENGENHARIA DE PRODUO Gesto de projetos e
Engenharia de produo
Bauru, SP, Brasil, 08 a 10 de novembro de 2010
10
TABELA 2 Plano de ao 5W1H
O QUE POR QUE QUEM QUAND
O
ONDE COMO
Elaborar
escala 6X2 na
sopradora
Para reduo de
Horas Sem Mo de
Obra (HSMO) e
aumento do tempo
disponvel
Coorden
ador de
Produo
Imediato Soprador
a ESA
4000
Elaborand
o as
escalas
6x2
Mudar o
Horrio de
refeio para
10:30 s 13:30
Para que os
operadores possam
se revezar nos
horrios de
refeio
Coorden
ador de
RH
Imediato Soprador
a ESA
4000
Contatar a
prestadora
de servio
de
alimenta
o
Aquisio de
porta molde
reserva
Para reduo do
tempo de Setup
Diretor
industrial
Imediato Soprador
a ESA
4000
Aprovando
oramento
j
realizado
pela
coordena
o de
Produo
Reorganizar
metodologia
de check list
de
Manuteno
Autnoma
Para que as
manutenes
autnomas seja
realizadas nos
horrios pr
determinados
Coorden
ador de
manuten
o
Imediato Soprador
a ESA
4000
Elaborand
o
cronogram
a com o
PCM
Aps a execuo das aes que levaram pouco mais de 01 ms, os
resultados de
aumento do tempo programado (reduo das paradas programadas) e do
tempo operacional
(relacionado com a reduo das paradas no programadas) foram
visveis e refletiram
sobremaneira no aumento do ndice de Utilizao (U). Alguma demora
se deveu aos
treinamentos realizados com os operadores e auxiliares novatos
que incluram treinamentos de
integrao na CIA, treinamentos nos padres sistmicos (BPF e
Segurana) bem como
treinamento nas Instrues de trabalho da mquina sopradora ESA
4000 (on the job). A tabela
3, mostra os valores obtidos em uma semana de produo, aps a
implementao das
melhorias.
TABELA 3 Planilha de Acompanhamento de Paradas
Paradas de mquina 12/abr 13/abr 14/abr 15/abr 16/abr 17/abr
Classificao Motivo Paradas Programadas em minutos
MA Manuteno Autnoma 120 120 120 120 120 120
AL Almoo
-
-
-
-
-
-
SE Setup 20 20 20
-
XVIII SIMPSIO DE ENGENHARIA DE PRODUO Gesto de projetos e
Engenharia de produo
Bauru, SP, Brasil, 08 a 10 de novembro de 2010
11
Aps a implementao das melhorias propostas pelo plano de ao
(5W1H), observa -
se um aumento considervel nos resultados nos ndices de utilizao
(U) e tempo operacional
(ITO), restando que a empresa mantenha uma gesto focada na
sistemtica da GTP para a
manuteno e melhoria dos resultados alcanados.
Percebeu-se um aumento substancial da capacidade produtiva da
mquina de sopro em
funo das melhorias aplicadas o qual praticamente triplicou,
passando de 120.051 para
330.313 garrafas por semana; isto , um incremento de 175,14%.
Sendo sua capacidade bruta
semanal de 432.000 garrafas por semana; tendo margem para mais
melhorias.
Fica, pois como proposta a disseminao da metodologia do clculo
do IROG bem
como a aplicao da GTP em toda a fbrica no que concerne a
treinamentos sistemticos aos
operadores quanto ao correto preenchimento do dirio de bordo e
clculo da mtrica TEEP
(para mquinas gargalos) ou OEE (para mquinas no-gargalos),
treinamento nas instrues
de trabalho, manuteno das reunies das equipes multidisciplinares
da gesto da empresa
com a participao de membros da funo operao, implementao do
sistema de
monitoramento das restries (SMR) como forma de mapeamento do
processo produtivo, nas
outras mquinas da linha de produo para a obteno de resultados
ainda mais consistentes.
Concluses:
A mtrica do ndice TEEP foi aplicada em uma empresa de
refrigerantes como uma
ferramenta de melhoria contnua, para explorar o gargalo no
processo descrito na teoria das
restries e nos conceitos delineados pela GPT para que pudesse
alcanar o objetivo a que se
HSMO Horas sem mo de obra
-
Somatrio de PP 120 140 120 140 120 140
2 2,33 2 2,33 2 2,33
Paradas no Programadas em minutos
Componentes da Sopradora
CJ Conjunto de transferncia 30 15
MO Molde 8 34 8 8
33
AL Alimentador 46 29 28 54 74 76
TRP Transporte 12
3
15
CE Conjunto de Estiramento
21
FO Forno
CH Chiller
Tempo Total de Parada no programadas 96 78 60 62 74 124
Tempo Disponvel 1080 1080 1080 1080 1080 1080
Tempo Programado 960 940 960 940 960 940
Tempo real de operao 864 862 900 878 886 816
Volume de produo em unidades de garrafas
Produo Total 54804 55002 58038 56388 56652 50976
Perda de Garrafas (refugo) 225 338 375 263 263 83
Produo de garrafas boas 54579 54664 57663 56125 56389 50893
Clculo dos indicadores
ndice de Utilizao (U) 80,00% 79,81% 83,33% 81,30% 82,04%
75,56%
ndice de Performance Operacional (IPO) 95,15% 95,71% 96,73%
96,33% 95,91% 93,71%
ndice de Produtos Aprovados (IPA) 99,59% 99,39% 99,35% 99,53%
99,54% 99,84%
TEEP= U x IPO x IPA 75,80% 75,92% 80,09% 77,95% 78,32%
70,68%
Capacidade Disponvel (unid/dia) 54579 54664 57663 56125 56389
50893
Capacidade Bruta (TEEP) 72000 72000 72000 72000 72000 72000
-
XVIII SIMPSIO DE ENGENHARIA DE PRODUO Gesto de projetos e
Engenharia de produo
Bauru, SP, Brasil, 08 a 10 de novembro de 2010
12
prope que mostrar que as melhorias dos processos produtivos so
factveis no apenas no
mbito dos grandes investimentos em tecnologias, mas e
principalmente, atravs de aes
conjuntas de equipes multidisciplinares utilizando metodologias
de melhoria de resultados to
amplamente descritos na literatura.
Aps uma primeira anlise e aplicao da metodologia de melhoria
contnua TEEP,
foi obtido um incremento de 175,14% na produo atual, tendo espao
para um incremento
ainda maior, j que sua capacidade bruta semanal (432.000) ainda
superior produo
semanal alcanada aps as melhorias (330.313). O mtodo consistiu
em unir os conceitos da
Teoria das Restries, Sistema Toyota de Produo e TPM para obter
dados necessrios que
pudessem servir de base para a implantao de melhorias no que diz
respeito reduo das
paradas programadas e no programadas (relacionadas com o
funcionamento do
equipamento) na mquina sopradora a que se constitua uma mquina
restritiva ao processo de
fabricao de bebidas carbonatadas (refrigerantes).
Referncias
ANTUNES,J..Sistemas de Produo: Conceitos e prticas para projeto
e gesto da produo enxuta . Porto
Alegre: Bookman, 2008
ANTUNES, J. Em Direo a uma Teoria Geral do Processo na
Administrao da Produo: Uma Discusso
Sobre a Possibilidade de Unificao da Teoria das Restries e da
Teoria que Sustenta a Construo de
Sistemas de Produo com Estoque Zero, Dissertao de Doutorado no
PPGA/UFRGS, Porto Alegre, 1998
ANTUNES, Jos Antonio Valle & KLIPPEL, Marcelo. (2001) Uma
Abordagem Metodolgica para oGerenciamento das Restries dos Sistemas
Produtivos: A Gesto Sistmica, Unificada/Integrada e Voltada
aos Resultados do Posto de Trabalho, Anais do XXI Encontro
Nacional de Engenharia de Produo (ENEGEP).
Salvador BA
ROSA, B..Manuteno com foco no operador. Fundao Vale do Rio
Doce
CHIARADIA, A. J. P.. Utilizao do Indicador de Eficincia Global
de Equipamentos na gesto e melhoria
contnua dos equipamentos: Um estudo de caso na indstria
automobilstica. (Dissertao de Mestrado, UFGRS)
Porto Alegre, 2004
CHILE, Reynaldo Palomino. Apostila da disciplina de Planejamento
e Controle da Produo. Curso de
Engenharia de Produo, Universidade Federal de Sergipe, 2009.
FALCONI, Vicente Campos.. Gerenciamento da Rotina do Trabalho do
Dia -a -Dia INDG, 2004
HANSEN, R. C.. Eficincia Global dos Equipamentos: Uma poderosa
ferramenta de produo / manuteno
para o aumento dos lucros. Porto Alegre: Bookman, 2006.
264p.
KLIPPEL, Altair Flamarion, ANTUNES, Jos Antnio Valle, KLIPPEL,
Marcelo, & JORGE, Rafael Rovaris
Estratgia da Gesto dos Postos de Trabalho Um Estudo de Caso na
Indstria de Alimentos, Anais do XXIII Encontro Nacional de
Engenharia de Produo
MOELLMANN, Artur Henrique et al. Aplicao da teoria das restries
e do indicador de eficincia global do
equipamento para melhoria de produtividade em uma linha
deFabricao. XII SIMPEP Bauru, SP, Brasil, 7 a 9 de novembro de
2005
SANTOS, Ana CarolinaOliveira & Santos, Marcos Jos.. Utilizao
do Indicador de Eficcia Global de
Equipamentos (OEE) na Gesto de melhoria Contnua do Sistema de
Manufatura Um Estudo de Caso, Anais do XXVII Encontro Nacional de
Engenharia de Produo