Embed Size (px)
Citation preview
ASME Sustainable Manufacturing:Preparing for a New Business Imperative
Open Research Forum (ORF-2)
June 18, 2013Washington, DC
Report & Recommendations
2 ASME Sustainable Manufacturing: Preparing for A New Business Report
Disclaimer
© 2014, ASME, 2 Park Avenue, New York, NY 10016, USA (www.asme.org)All rights reserved. Printed in the United States of America. Except as permitted under the UnitedStates Copyright Act of 1976, no part of this publication may be reproduced or distributed in anyform or by any means, or stored in a database or retrieval system, without the prior written permissionof the publisher.
INFORMATION CONTAINED IN THIS WORK HAS BEEN OBTAINED BY THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS FROM SOURCES BELIEVED TO BE RELIABLE. HOWEVER, NEITHER ASME NOR ITS AUTHORS OR EDITORS GUARANTEE THE ACCURACYOR COMPLETENESS OF ANY INFORMATION PUBLISHED IN THIS WORK. NEITHER ASMENOR ITS AUTHORS AND EDITORS SHALL BE RESPONSIBLE FOR ANY ERRORS, OMISSIONS,OR DAMAGES ARISING OUT OF THE USE OF THIS INFORMATION. THE WORK IS PUBLISHEDWITH THE UNDERSTANDING THAT ASME AND ITS AUTHORS AND EDITORS ARE SUPPLYINGINFORMATION BUT ARE NOT ATTEMPTING TO RENDER ENGINEERING OR OTHER PROFESSIONAL SERVICES. IF SUCH ENGINEERING OR PROFESSIONAL SERVICES AREREQUIRED, THE ASSISTANCE OF AN APPROPRIATE PROFESSIONAL SHOULD BE SOUGHT.
ASME shall not be responsible for statements or opinions advanced in papers or printed in its publications (B7.1.3). Statement from the Bylaws.
For authorization to photocopy material for internal or personal use under those circumstances notfalling within the fair use provisions of the Copyright Act, contact the Copyright Clearance Center(CCC), 222 Rosewood Drive, Danvers, MA 01923, Tel: 978-750-8400, www.copyright.com.
Requests for special permission or bulk reproduction should be addressed to the ASME PublishingDepartment, or submitted online at: http://tinyurl.com/p72hgfu
ASME Sustainable Manufacturing: Preparing for A New Business Report 3
Table of ContentsDisclaimer ..........................................................................................................2
Acknowledgements ............................................................................................4
Section I – Background on Sustainable Manufacturing ......................................5
1.1 Defining Sustainable Manufacturing.............................................................7
1.2 ASME’s Role..................................................................................................9
Section II – Open Research Forum .....................................................................10Sustainable Manufacturing: Preparing for a New Business Imperative
Section III – Overview of Presentations..............................................................12
3.1 Scranton Army Ammunition Plant.................................................................12
3.2 SKF’s Environmental Approach.....................................................................12
3.3 Preparing for a New Business Imperative ....................................................17
3.4 Sustainability and the National Network for Manufacturing Innovation......18
3.5 Integrating Sustainability into DoD Acquisition Programs...........................21
3.6 Summary of Topics Discussed by the Participants: ......................................22
Section IV – Sustainable Manufacturing: Forum Viewpoints ..............................24
4.1 Drivers for Sustainable Manufacturing? .......................................................24
4.2 How to Achieve Sustainable Manufacturing? ...............................................25
SKF’s Approach...................................................................................................25
NCDMM’s Approach...........................................................................................25
NIST’s Approach .................................................................................................26
4.3 Sustainable Manufacturing Barriers ..............................................................26
Section V – Recommendations and Next Steps .................................................29
5.1 Academic Perspective...................................................................................29
5.2 Industrial Perspective ...................................................................................30
5.3 ASME’s Opportunities for the Future...........................................................30
5.4 ASME Sustainable Manufacturing Worksheets.............................................32
Appendix A. Meeting Agenda...........................................................................34
Appendix B. Acronym List .................................................................................35
Appendix C. List of Attendees ..........................................................................36
Appendix D. Participant Presentations .............................................................38

4 ASME Sustainable Manufacturing: Preparing for A New Business Report
Acknowledgements
This ASME Sustainable Manufacturing: Preparing for a New Business Imperative OpenResearch Forum Workshop Reportwas prepared under the guidance of Dr. Michael Tinkleman,Director, Research and Mr. Petr Spurney, Director, Development ASME Foundation at theAmerican Society of Mechanical Engineers (ASME) with the assistance of Dr. John W. Sutherland,Professor and Fehsenfield Family Head of Environmental and Ecological Engineering, PurdueUniversity and Bill Bernstein, Ph.D. Candidate, School of Mechanical Engineering, Purdue University.On behalf of ASME, we would like to express our appreciation to the participants in the ASMESustainable Manufacturing Open Research Forum (see Appendix A) for their input and recommendations.
ASME Sustainable Manufacturing: Preparing for A New Business Report 5
Section I – Background on Sustainable ManufacturingIn 1972, the Club of Rome published Limits to Growth, which foresaw that the economic growth ofthe time would not continue due to the limited availability of natural resources, most notably, oil.1More than a decade later, the Brundtland Commission, formerly known as the World Commissionon Environment and Development (WCED), released the report, officially titled Our Common Future.The report described a framework that suggested human resource development is crucial for formulating strategies for environmental conservation. Similar to the Limits to Growth, the reportrecognized that there exist limits on economic growth bounded by environmental availability.Defining critical terms for achieving environmental sustainability eventually became the most significant contribution of the Brundtland Commission. They defined sustainable development as“development that meets the needs of the present without compromising the ability of future generations to meet their own needs.2”
Extending such efforts, the triple bottom line (TBL), coined by John Elkington in 1997, originallycategorized corporate responsibilities into three pillars of sustainability, i.e., society, environment,and economy (also referred to as people, planet and prosperity).3 In the decade that followed, theterm was popularized by international organizations, e.g., the United Nations, in the context ofurban and community development. Ubiquitous in today’s parlance, the TBL concept is used as ageneral framework to aid in analyzing the sustainability of products, processes, and systems from aholistic perspective. Together, these concepts have been widely accepted and have influenced perspectives of numerous disciplines, e.g., the manufacturing engineering community.
The U.S. manufacturing sector presents an interesting domain for balancing economic growth,environmental impacts, and societal implications. Manufacturing is critical to the U.S. economy. TheU.S. manufacturing sector is the largest in the world—the size of the world’s ninth-largest economy.4The manufacturing sector comprises all of the processes required to extract and process raw materials, fabricate finished goods on a commercial scale, and transport products to consumers.These manufactured goods represent 69 percent of the country’s exports, which is particularlyimportant, as increasing exports is critical to reducing the U.S. trade deficit and supporting economic growth.5 From a societal perspective, manufacturing represents a significant portion ofthe U.S. workforce.
1 Meadows, D. H., Meadows, D. H., Randers, J., & Behrens III, W. W. (1972). The Limits to Growth: A Report toThe Club of Rome (1972). Universe Books, New York.
2 Brundtland Commission. (1987). Our common future.
3 Elkington, J. (1998). Partnerships from cannibals with forks: The triple bottom line of 21st-century business.Environmental Quality Management, 8(1), 37-51.
4 Executive Office of the President, A Framework for Revitalizing American Manufacturing (Washington, DC,December 2009), http://www.whitehouse.gov/sites/default/files/microsites/20091216-maunfacturing-frame-work.pdf.
5 Ibid

6 ASME Sustainable Manufacturing: Preparing for A New Business Report
According to the U.S. Bureau of Labor Statistics, preliminary results for September 2013 report atotal workforce of nearly 12 million with average hourly earnings of $24.54, more than three timesthe current federal minimum wage. However, as essential as manufacturing is to economic andsocietal stability, it also consumes vast amounts of energy and natural resources, produces significant emissions, and creates significant quantities of waste. Industrial manufacturing processesuse large amounts of energy (more than 15.6 trillion BTU in 2006) and remove large amounts ofraw materials (natural resources) from the environment, while returning large quantities of wastesand emissions to the ecosystem. Each year, approximately 7.6 billion tons of industrial solid wasteare generated and disposed of by American industrial facilities,7 and industrial processes alone produce 5 percent of U.S. greenhouse gas emissions.8
Current manufacturing trends are not helping to mitigate these impacts. The need to both manufacture goods in a way that increases economic gain, enhances the quality of societal life, andreduces the environmental impact of manufacturing is a challenging issue. Recent efforts to pursuethese goals within production systems are often referred to as sustainable manufacturing.
Sustainable manufacturing can be achieved through multiple approaches, e.g., realize holistic productdesign for sustainability, implement sustainable manufacturing processes by optimizing existingprocesses, system architecture and developing alternative process solutions, and adopt improvedmethods for material and waste management, including water management.
6 U.S. Energy Information Administration, “Manufacturing Fuel Consumption Has Declined 3.8 Percent From2002 to 2006,” table based on data from Manufacturing Energy Consumption Survey (Washington, DC, 2002and 2006), accessed February 2011, http://www.eia.doe.gov/emeu/mecs/.
7 U.S. Environmental Protection Agency. 2010. “Introduction.” EPA’s Guide to Industrial Waste Management.http://www.epa.gov/epawaste/nonhaz/industrial/guide/pdf/intro.pdf.
8 U.S. Environmental Protection Agency, “Industrial Processes” in 2010 U.S. Greenhouse Gas Inventory Report: Inventory of U.S. Greenhouse Gas Emissions and Sinks; 1990–2008, April 2010, 4-1–4-78,http://www.epa.gov/climatechange/emissions/downloads10/US-GHG-Inventory-2010_Chapter4-IndustrialProcesses.pdf.

ASME Sustainable Manufacturing: Preparing for A New Business Report 7
1.1 Defining Sustainable ManufacturingAccording to the U.S. Department of Commerce (DOC), sustainable manufacturing is “the creationof manufactured products that use processes that minimize negative environmental impacts; conserve energy and natural resources; are safe for employees, communities, and consumers; andare economically sound” (U.S. Department of Commerce, 2009). Built from the TBL perspective,this definition attempts to encompass all three pillars of sustainability. However, achieving thisimperative is quite difficult since current evaluation techniques for environmental and societalimpacts are not completely standardized. Furthermore, the definition fails to include designingproducts, processes and systems as a critical enabler for sustainable manufacturing, and it providesa rather narrow social dimension for sustainable manufacturing. Recent efforts have been focusedon defining clearly measureable goals and developing core methodologies that will help to betterunderstand best practices for sustainable manufacturing.
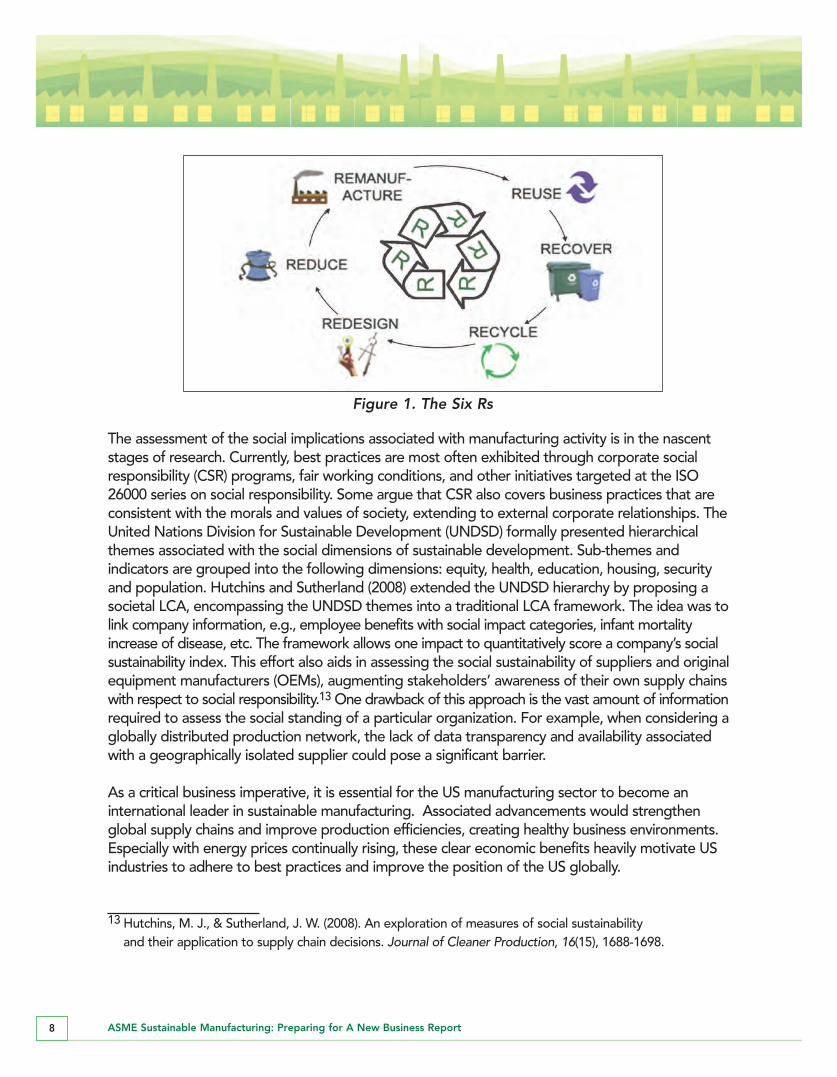
For evaluating the environmental impact of both traditional and novel processes, life cycle assessments(LCAs), based on the ISO14040/140419 standards, still remains the most widely acceptablemethod. However, LCA is time consuming and cost intensive and, in many cases, is not well suitedfor simply considering “what-if” scenarios, e.g., end-of-life alternatives. Higher-level frameworks,e.g., the six-R paradigm, have been developed to generalize best practices for energy and resourceconservation. As seen in Figure 1, the six Rs are reduce, reuse, recycle, recover, redesign, andremanufacture, all of which strongly align with the fundamental principle of closing material loops,e.g., funneling used material, components, and entire products back into sourcing streams.10
An outcome of the six-R paradigm is the creation of post-use market opportunities. Similarly, industrialecology, presents a scenario in which the entire industrial system behaves like an ecosystem, in which“wastes of a species may be a resource to another species.”11 Such a model requires multipleorganizations to work together within a systems-orientated framework. Industrial ecology considersdesign and manufacturing processes as living organisms within a product development and realizationenvironment in which these development phases “are not performed in spoliation from their surroundings, but rather are influenced by them and, in turn, have influence on them.”12 The development of novel evaluation techniques that critically assess the environmental “hot spots” of production systems remains a popular research topic.
9 International Organization for Standardization. (1998). ISO 14041: Environmental Management-Life CycleAssessment-Goal and Scope Definition and Inventory Analysis. ISO.
10 Jaafar, I. H., Venkatachalam, A., Joshi, K., Ungureanu, A. C., De Silva, N., Dillon Jr, O. W., & Jawahir, I. S.(2007). Product design for sustainability: a new assessment methodology and case studies. Handbook ofEnvironmentally Conscious Mechanical Design, (Editor: M. Kutz), John Wiley & Sons, Chapter 2, 25-65.
11 Frosch, R. A., & Gallopoulos, N. E. (1989). Strategies for manufacturing. Scientific American, 261(3), 144-152.
12 Graedel, T. (1994). Industrial ecology: definition and implementation. Industrial ecology and global change,23-41.
8 ASME Sustainable Manufacturing: Preparing for A New Business Report
The assessment of the social implications associated with manufacturing activity is in the nascentstages of research. Currently, best practices are most often exhibited through corporate socialresponsibility (CSR) programs, fair working conditions, and other initiatives targeted at the ISO26000 series on social responsibility. Some argue that CSR also covers business practices that areconsistent with the morals and values of society, extending to external corporate relationships. TheUnited Nations Division for Sustainable Development (UNDSD) formally presented hierarchicalthemes associated with the social dimensions of sustainable development. Sub-themes and indicators are grouped into the following dimensions: equity, health, education, housing, securityand population. Hutchins and Sutherland (2008) extended the UNDSD hierarchy by proposing asocietal LCA, encompassing the UNDSD themes into a traditional LCA framework. The idea was tolink company information, e.g., employee benefits with social impact categories, infant mortalityincrease of disease, etc. The framework allows one impact to quantitatively score a company’s socialsustainability index. This effort also aids in assessing the social sustainability of suppliers and originalequipment manufacturers (OEMs), augmenting stakeholders’ awareness of their own supply chainswith respect to social responsibility.13 One drawback of this approach is the vast amount of informationrequired to assess the social standing of a particular organization. For example, when considering aglobally distributed production network, the lack of data transparency and availability associatedwith a geographically isolated supplier could pose a significant barrier.
As a critical business imperative, it is essential for the US manufacturing sector to become an international leader in sustainable manufacturing. Associated advancements would strengthenglobal supply chains and improve production efficiencies, creating healthy business environments.Especially with energy prices continually rising, these clear economic benefits heavily motivate USindustries to adhere to best practices and improve the position of the US globally.
13 Hutchins, M. J., & Sutherland, J. W. (2008). An exploration of measures of social sustainability and their application to supply chain decisions. Journal of Cleaner Production, 16(15), 1688-1698.
Figure 1. The Six Rs
ASME Sustainable Manufacturing: Preparing for A New Business Report 9
1.2 ASME’s RoleAs seen in President Obama’s comments shown in Figure 2, it is imperative for the AmericanSociety of Mechanical Engineering (ASME) to play a significant role in sustainable manufacturing.Despite economic pressures on the manufacturing industry, there is a need to enable managersand policymakers to evaluate alternative solutions, options, policies, and programs. In a recent survey by ASME/Autodesk14, 65% of companies expected that their companies would have anincreasing involvement with green or sustainable design specifications over the next year, due inlarge part to regulatory requirements, rising energy costs, and client demand. ASME is well positioned to play a significant role in supporting this effort; ASME is able to bring objectivity andexpertise to defining what constitutes a sustainable product or process. Furthermore, ASME’sreach across both academia and industry can promote state-of-the-art research targeted at solvingglobal challenges.
“Clean air and water and lower greenhouse gas emissions are important to the American public, and appropriately,companies operating on our soil must do their part to mitigate or avoid adverse impacts. At the same time,companies that adopt sustainable manufacturing strategies can both benefit the environment and gain competitive advantage.”
Excerpt from A Framework for Revitalizing American Manufacturing, Executive Office of the President,December 2009
ASME’s Center for Research and Technology Development (CRTD) through its Research Committeeon Sustainable Products and Processes has been working since 2006 to examine the societal, environmental, and economic aspects of sustainability and to identify what ASME and its memberscan do to help improve and promote a more sustainable economy with societal and environmentalbenefits.
Continuing these efforts, the ASME Center for Research and Technology Development (CRTD)with its Research Committee on Sustainable Products and Processes and ASME EmergingTechnologies (ET) jointly convened an Open Research Forum at the ASME offices in Washington,DC on June 18, 2013. The forum was entitled: Sustainable Manufacturing: Preparing for a NewBusiness Imperative, and had the purpose of identifying and evaluating the challenges and opportunities in sustainable manufacturing. National leaders from industry, government, academia,and associations came together for a detailed one-day discussion on issues facing companiesinvolved in sustainable manufacturing.
The goals of the Open Research Forum were to identify and evaluate the challenges and barriers inimplementing sustainable manufacturing; to identify the opportunities for more sustainable productsand for more sustainable processes and systems; to discuss how mechanical engineers in the sustainable manufacturing community can address these challenges and opportunities; and to discuss how ASME can best assist in moving sustainable manufacturing forward.
14 American Society of Mechanical Engineers & Autodesk, Inc. (2012). Survey Results Overview: SustainableDesign Trend Watch Survey. http://images.autodesk.com/adsk/files/asme_autodesk_survey_results_final.pdf
Figure 2. Excerpt from Statement by the Office of President Obama
10 ASME Sustainable Manufacturing: Preparing for A New Business Report
Section II – Open Research Forum
Sustainable Manufacturing: Preparing for a NewBusiness ImperativeThe ASME Engineering Research and Technology Development (ERTD) Sector has created theOpen Research Forum concept. The forums are a joint effort of the Center for Research andTechnology Development (CRTD) and Emerging Technologies (ET), and serve as vehicles for bringingtogether industry, government, and academic research leaders to gather knowledge and intelligencethat can lead to new ASME products and services in key focus areas. By enhancing the community’sunderstanding of the issues and opportunities, the goal is to expedite content development and toidentify how ASME can best help move these key focus areas forward. Current focus areas include:energy-water nexus, integrated/sustainable building equipment and systems, thermal energy storage,sustainable manufacturing, risk management, advanced manufacturing, nanomanufacturing, andnano-engineering for medicine and biology.
On June 18, 2013, a workshop (Open Research Forum) was held that focused on sustainable manufacturing as a whole and advancing ASME’s involvement further in this critical area. One contribution of the workshop was to reach a consensus on an appropriate definition for “sustainablemanufacturing.” The ASME Research Committee on Sustainable Products and Processes reviewedsome of the most common definitions, seen in Figure 3 (NIST) and Figure 4 (EPA). Please note thatthe forum attendees are listed in Appendix C.
National Institute of Standards and Technology (NIST):From NIST website: http://www.mel.nist.gov/msid/SSP/introduction/manufacturing.html
The Department of Commerce’s Sustainable Manufacturing Initiative defines 'sustainable manufacturing' as:
“the creation of manufactured products that use processes that minimize negative environmentalimpacts, conserve energy and natural resources, are safe for employees, communities, and consumersand are economically sound.”
A technical version of this definition is as follows:
“Sustainable manufacturing is a systems approach for the creation and distribution (supply chain) of innovativeproducts and services that: minimizes resources (inputs such as materials, energy, water, and land); elimi-nates toxic substances; and produces zero waste that in effect reduces greenhouse gases, e.g., carbonintensity, across the entire life cycle of products and services.”
Figure 3. NIST Definition
ASME Sustainable Manufacturing: Preparing for A New Business Report 11
Environmental Protection Agency (EPA):A large and growing number of manufacturers are realizing substantial financial and environmental benefitsfrom sustainable business practices. Sustainable manufacturing is the creation of manufactured productsthrough economically-sound processes that minimize negative environmental impacts while conserving energyand natural resources. Sustainable manufacturing also enhances employee, community, and product safety.
Sustainable manufacturing helps companies to save money, enhance competitiveness, and reduce environmental,health, and safety impacts. According to a recent survey, two-thirds of nearly 3,000 company officials surveyedresponded that “sustainability was critically important to being competitive in today’s marketplace.”15
In addition, as an indication of company sustainability initiatives and stakeholder interest, 93 of the S&P 100companies reported sustainability information on their websites in 2008.16
There are a number of reasons why companies are pursuing sustainability: - Increase operational efficiency by reducing costs and waste - Respond to or reach new customers and increase competitive advantage - Protect and strengthen brand and reputation and build public trust - Build long-term business viability and success - Respond to regulatory constraints and opportunities
Detailed information on the business case for sustainable manufacturing can be found at:http://www.epa.gov/sustainablemanufacturing/business-case.htm
Based on the results developed from the CRTD survey, “Sustainable manufacturing” considers twoseparate, but related topics. First, it seeks to support the development of sustainable products,i.e., products that consume a minimum of material/energy resources and produce a minimum ofenvironmental impacts across their life cycle stages. Second, it promotes the development of sustainable processes, manufacturing systems, and supply chains that conserve material/energyresources and generate a minimum of environmental impacts. In addition, sustainable manufacturingis also interested in being economically sound and responsive to the social needs of relevant stake-holders.
Additionally, the Open Research Forum provided a platform for experts to present various perspectives related to sustainable manufacturing. The next section summarizes these presentations.
15 Kiron, et al., Sustainability Nears a Tipping Point, MIT Sloan Management Review, Vol. 53, No. 2, Winter2012, pp. 69-74.
16 Mohan, A., S&P companies reporting on sustainability jumps by more than 33%, report shows,GreenerPackage.com, January 6, 2010.
Figure 4. EPA Definition
12 ASME Sustainable Manufacturing: Preparing for A New Business Report
Section III – Overview of PresentationsFollowing is a brief summary of the five presentations given at the Open Research Forum tointroduce and help define the discussions. The PowerPoint slides for each of these presentationsare provided in Appendix E.
3.1 Scranton Army Ammunition Plant Presenter: Dean Bartles, Vice President, General Dynamics Ordnance and Tactical Systems (OTS) Mr. Bartles presented the operations and best practices at the Scranton Army Ammunition Plant, agovernment owned facility operated by General Dynamics. Some key points are listed below: • Sustainability Issues (reductions in energy intensity)• The Scranton Army Ammunition Plant is a government owned facility, operated by GeneralDynamics.
• The primary products are large caliber artillery and mortar projectiles; 28 million projectilesmanufactured.
• Products for oil drilling and gas fracking are also manufactured.• The Plant’s Energy Management program set a goal of a 25% decrease in energy intensity by2020.
• Energy efficiency plant implementation costs at Scranton Plant were $254,000. Cost savings inone year were $536,000.
• Conservation projects have led to a 30% reduction in emissions.• Process Changes to implement costs savings include:
o Weekend Shutdownso Coordinated Production Scheduleso Employee Cooperation Program to report maintenance problems such as air leaks. Theair leak detection program has saved almost $50K
o Cooling Tower Temperature Set Pointso Other new equipment
• The Scranton Army Ammunition Plant is the first Defense Contractor in the world to becomecertified by Superior Energy Performance cm: Recognizing Excellence in Energy Management.
3.2 SKF’s Environmental Approach Presenter: Eric Huston,Global Business Manager, SKF USA, Inc.Mr. Huston summarized the sustainability efforts of SKF, a Swedish bearing company that suppliesa variety of bearings, seals, lubrication systems, mechatronics products, power transmission products,and related services. Some key points are listed below:• You are as green as your supply chain• SKF’s Sustainability program started in 1989 and is strongly supported by leadership.• Drivers to implement the sustainability program were investors, customers, society, and government.
• Sustainability is called SKF Care (four-fold)o Business Care (SKF Beyond ZeroTM ) o Employee Careo Environmental Careo Community Care
ASME Sustainable Manufacturing: Preparing for A New Business Report 13
SKF Beyond ZeroTM
Sustainable Processes and SystemsReduce the negative environmental impact from our own operations and those of our suppliers.
Sustainable ProductsInnovate and offer our customers new technologies, products and services with enhanced environmental performance characteristics.
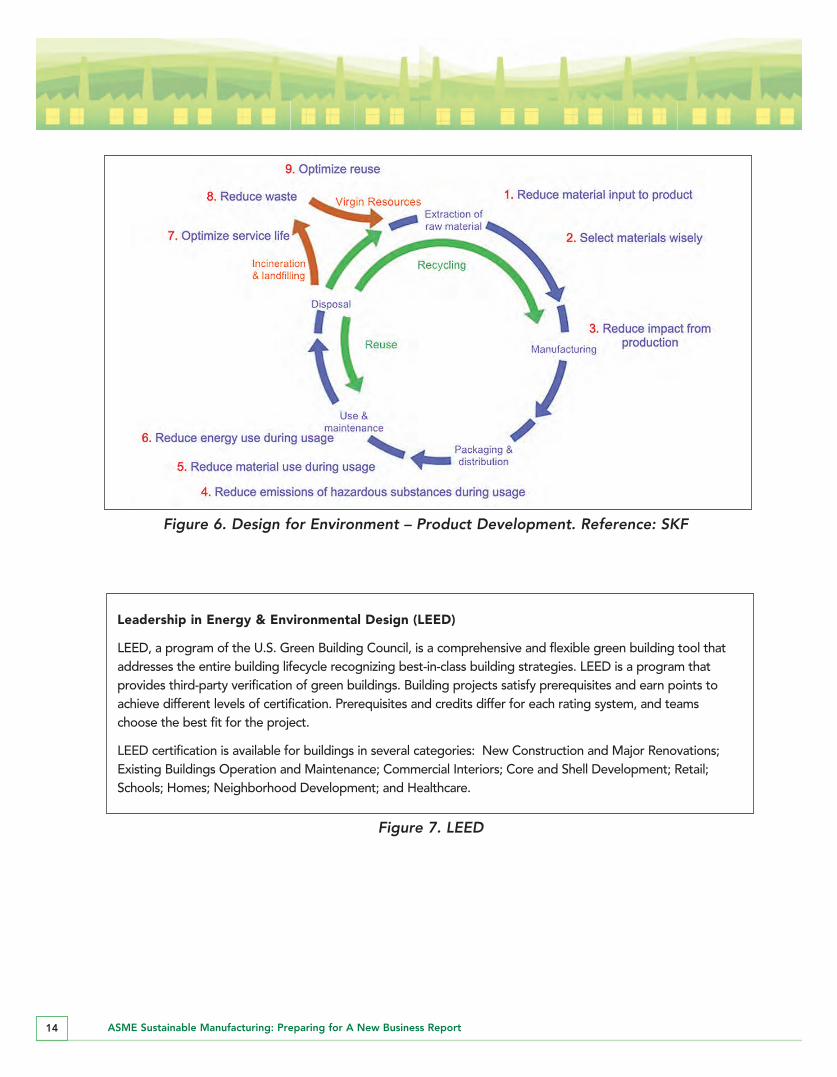
• SKF’s Environmental Life Cycle Approach to Product Design (see Figure 6)o Suppliers
• Reduce material input• Select materials wisely
o Manufacturing• Reduce Impact from production
o Customers• Reduce material use • Reduce energy use • Reduce emissions of hazardous substances during usage
o End of Use• Optimize reuse• Optimize service life• Reduce waste• Design for Environment – product development
o Reduce material input to producto Select materials wiselyo Reduce impact from productiono Reduce emissions of hazardous substances during usageo Reduce material use during usageo Reduce energy use during usageo Optimize service lifeo Reduce wasteo Optimize reuse
• All SKF factories are LEED-certified (see Figure 7). Extension to LEED called Sustainable Factories• Climate Strategy Beyond Zero Targets for SKF:
o Customer Solutions - Increase revenue from SKF BeyondZero™ portfolio from 2.5B SwedishKroner (SEK) [~$375M in US dollars] in 2011 to 10B SEK [~$1.5B in US dollars) in 2016.
o Raw Materials and Components - 100% of energy intensive suppliers to comply with ISO50001 by end of 2016. See Figure 8
o SKF’s Own Operations - Reduce annual energy use of SKF by 5% below usage in 2006 by2016. Reduce energy use per production output 5% year-over-year (2012-2016)
o Transport and Distribution - Reducing CO2 emissions/tonne-km for SKF Logistics Services by30% compared to 2011 by 2016
o Participates in World Wildlife Fund’s Climate Savers Program. See Figure 11
Figure 5. SKF Outlook
14 ASME Sustainable Manufacturing: Preparing for A New Business Report
Leadership in Energy & Environmental Design (LEED)
LEED, a program of the U.S. Green Building Council, is a comprehensive and flexible green building tool thataddresses the entire building lifecycle recognizing best-in-class building strategies. LEED is a program that provides third-party verification of green buildings. Building projects satisfy prerequisites and earn points toachieve different levels of certification. Prerequisites and credits differ for each rating system, and teamschoose the best fit for the project.
LEED certification is available for buildings in several categories: New Construction and Major Renovations;Existing Buildings Operation and Maintenance; Commercial Interiors; Core and Shell Development; Retail;Schools; Homes; Neighborhood Development; and Healthcare.
Figure 7. LEED
Figure 6. Design for Environment – Product Development. Reference: SKF
ASME Sustainable Manufacturing: Preparing for A New Business Report 15
ISO 50001:2011 – Energy Management System
ISO 50001 is based on the management system model of continual improvement also used forother well-known ISO standards such as ISO 9001 or ISO 14001. This makes it easier for organizationsto integrate energy management into their overall efforts to improve quality and environmentalmanagement.
ISO 50001:2011 provides a framework of requirements for organizations to:
• Develop a policy for more efficient use of energy
• Fix targets and objectives to meet the policy
• Use data to better understand and make decisions about energy use
• Measure the results
• Review how well the policy works, and
• Continually improve energy management.
ISO 9000 - Quality Management
The ISO 9000 family addresses various aspects of quality management and contains some of ISO’s bestknown standards. The standards provide guidance and tools for companies and organizations who want to ensure that their products and services consistently meet customer’s requirements, and that quality is consistently improved.
There are many standards in the ISO 9000 family, including:
ISO 9001:2008 - sets out the requirements of a quality management system
ISO 9000:2005 - covers the basic concepts and language
ISO 9004:2009 - focuses on how to make a quality management system more efficient and effective
ISO 19011:2011 - sets out guidance on internal and external audits of quality management systems.
Figure 8. ISO 50001
Figure 9. ISO 9000
16 ASME Sustainable Manufacturing: Preparing for A New Business Report
ISO 14000 - Environmental Management
The ISO 14000 family addresses various aspects of environmental management. It provides practical tools forcompanies and organizations looking to identify and control their environmental impact and constantlyimprove their environmental performance. ISO 14001:2004 and ISO 14004:2004 focus on environmental management systems. The other standards in the family focus on specific environmental aspects such as lifecycle analysis, communication and auditing.
ISO 14001:2004 sets out the criteria for an environmental management system and can be certified to. Itdoes not state requirements for environmental performance, but maps out a framework that a company or organization can follow to set up an effective environmental management system. It can be used by any organization regardless of its activity or sector. Using ISO 14001:2004 can provide assurance to company management and employees as well as external stakeholders that environmental impact is being measuredand improved.
The benefits of using ISO 14001:2004 can include:
Reduced cost of waste management
Savings in consumption of energy and materials
• Lower distribution costs
• Improved corporate image among regulators, customers and the public
World Wildlife Fund (WWF) Climate Savers
WWF works in partnership with companies as part of WWF’s Climate Savers Program to set and meet goalsto reduce carbon emissions, advance projects to protect their resources from climate impacts, and ensure the sustainability of their core business. WWF feels that businesses have a responsibility to reduce their contributionto climate change.
Leading corporations partner with WWF to establish ambitious targets to voluntarily reduce their greenhousegas (GHG) emissions. Since the initiative began in 1999, WWF’s 30 Climate Savers partners have reducedGHG emissions by over 100 million tons – equivalent to taking 20 million cars off the road. By improvingenergy efficiency and other measures, Climate Savers companies have saved hundreds of millions of dollars,proving again that protecting the environment makes good business sense.
Figure 10. ISO 14000
Figure 11. WWF
ASME Sustainable Manufacturing: Preparing for A New Business Report 17
3.3 Preparing for a New Business Imperative Presenter: Steve Hellem, Executive Director, Mission Ready Sustainability Initiative (MRSI)/National Center for Defense Manufacturing and Machining (NCDMM)
Mr. Hellem summarized NCDMM initiatives targeted at sustainable manufacturing. Some key pointsare listed below:
NCDMM Initiatives:• Sustainable Aerospace Manufacturing Initiative (SAMI)• Energy Monitoring for Defense Readiness and Availability (EMDRA)
o EDMRA led to development of VIPER, software which can measure a company’s actualreal time energy use. Benefits: Real-time decision making to improve sustainability,Machine-level and process-level optimization of sustainability, Granular control of processand product impacts. Rich Data + Effective Decisions
• Sustainable Cell Initiative (SCI)• Mission Ready Sustainability Initiative (MRSI) - Forum for industry leaders and the Departmentof Defense (DoD) community to learn and showcase the quantifiable value of sustainabilityactivities and processes
o How to drive initiatives that insure that military and defense companies are mission ready.Vision: “Mission ready sustainable products and services that generate economic valueand address environmental imperatives for the Department of Defense and the military.”
o 3 working groups. Sustainable Manufacturing Technologies• Vision: Deliver sustainable manufacturing innovation and technologies throughout the defenseindustrial base to achieve maximum economic efficiencies and environmental sustainabilitywhile maintaining the mission ready status of the warfighter.
• Action Items:o Conduct a one day strategic discussion addressing sustainable manufacturing challengesand opportunities to discuss key issues including chemical and material resources, sustainable metrics, and reviewing available assessment tools. The goal is not to breakdown silos but to integrate them.
o Explore “insertion points” where sustainability concepts can be beneficially combinedwith presently utilized industry metrics such as ‘buy to fly’ ratios, and manufacturingreadiness levels (MRL’s) to improve results for DoD and the Services and the private sector
Streamlined Life Cycle Assessment and Life Cycle Costs• Vision: Enable sustainability in acquisition through Streamlined Life Cycle Assessments (SLCA)to address environmental impacts, as well as Life Cycle Costs (LCC) analysis to establish theTotal Cost of Ownership, for products and services in order to achieve maximum economic efficiencies and environmental sustainability while maintaining the mission ready status of thewarfighter.
• Action Item – Succinctly articulate the business value for MRSI members of performing anSLCA/Life Cycle Cost project.
18 ASME Sustainable Manufacturing: Preparing for A New Business Report
Resource Management and Sustainability Logistics• Vision: Create a new generation of resource management activities which permeate traditionalsustainability silos to include energy, water, waste and material efficiency, and sustainability inlogistics to create efficiencies, innovative technologies and economic opportunities while benefitting the warfighter and the environment.
• Action Items:o Develop a resource management roadmap that include specific projects, programs andpolicy changes that can create value for both DoD and private sector companies thatsupport DoD addressing energy, water, and waste and material efficiencies
o Create a “tool box” of information that will include good practices and the most efficientway to connect with knowledgeable resources that can be made available to organizationsthat are working toward sustainable resource management
o Address the question, “What do I need to change to be more sustainable and make thebusiness case for those changes?”
3.4 Sustainability and the National Network forManufacturing Innovation Presenter: Michael F. Molnar, Chief Manufacturing Officer, Inter-Agency AdvancedManufacturing National Program Office (AMNPO) housed at the Department ofCommerce/National Institute of Standards and Technology (NIST)
Mr. Molnar presented the NIST Sustainable and Energy-Efficient Manufacturing, Materials, andInfrastructure Focus areas, including:• Lifecycle Engineering• Engineering Design• Systems Engineering• Information Science• Modeling & Simulation• Environmental science
Other Federal Government Sustainable Manufacturing activities were also listed:• Department of Energy – The Energy Efficiency and Renewable Energy (EERE), and AdvancedManufacturing Office have several programs involved in sustainable manufacturing. Theseinclude:
o Energy Innovation Hubs – Help to advance promising areas of energy science and engineering from the earliest stages of research to the point of commercialization –- technologies that can move to the private sector by bringing together leading scientiststo collaborate on critical energy challenges.
o Manufacturing Demonstration Facility – a collaborative manufacturing community thatshare a common research, development, and demonstration infrastructure which pro-vides affordable access to advanced physical and virtual tools for rapidly demonstratingnew manufacturing technologies and optimizing critical processes.

ASME Sustainable Manufacturing: Preparing for A New Business Report 19
o Industrial Assessment Centers (IAC) – Small- and medium-sized manufacturers may be eligible toreceive a no-cost assessment provided by DOE IACs. IACs assessments are in-depth evaluationsof a facility conducted by engineering faculty with upper class and graduate students from aparticipating university in the same area to examine potential savings from energy efficiencyimprovements, waste minimization and pollution prevention, and productivity improvement.
o Better Buildings, Better Plants Challenge – the industrial component of the BetterBuildings Challenge – a national, multi-sector energy efficiency leadership initiative.Leading CEOs and executives of U.S. companies, universities, school districts, and stateand local governments are taking the challenge and committing to reduce the energy usedacross their building portfolios by 20% or more by 2020. Twelve leading manufacturershave stepped up to the Better Buildings, Better Plants Challenge. Challenge partnersprovide transparency around their market-leading strategies, actions, and results to helpother organizations replicate their results.
o Clean Energy Manufacturing Initiative – Goal to accelerate US-based manufacturing ofcost-competitive clean energy technologies such as wind, solar, geothermal, batteries,and biofuels.
• Department of Defense o Sustainable Aerospace Manufacturing Initiative (SAMI) – an initiative of the Air Force (AF)ManTech Program which will fulfill Department of Defense (DoD), AF, and industry strategicintent for sustainability by maturing sustainable manufacturing practices that will enhancethe production capability necessary to process and fabricate DoD weapons systems withoptimized energy footprints and environmentally sustainable processes while preservingperformance requirements.
o Mission Ready Sustainability Initiative (MRSI) – created by the National Center for DefenseManufacturing and Machining (NCDMM) to promote sustainability collaboration amongthe defense industry, the Department of Defense (DoD), and the Military Services. MRSIprovides a platform from which industry leaders in the defense industrial base may learnfrom peers, showcase successes, and launch new sustainable activities and processes toimprove the mission ready capabilities of warfighter products and services and createeconomic opportunities within the defense sector.
o Energy Monitoring for Defense Readiness (EMDRA) – a program of NCDMM, EMDRA isa Baseline Energy Consumption (BEC) test and metric to standardize assessment of energyconsumption of metal cutting machine tools. Users of the BEC will be able to get anunbiased insight into their machine tool energy efficiency
o Sustainable Cell Initiative (SCI) – A machining cell that will serve as a benchmark for sustainable machining technology and will incorporate sustainable manufacturing technologies that will conserve energy, reduce waste streams and minimize overall environmental impact.
20 ASME Sustainable Manufacturing: Preparing for A New Business Report
• Department of Education o Graduate Assistance in Areas of National Need (GAANN)
• Multidisciplinary instruction and research• Encourage outstanding students to pursue PhD degrees and become leaders• Create a national education model
o Trade Adjustment Assistance Community College and Career Training Grant Program (TAACCCT)
• $2B to support community colleges with funds to enhance ability to deliver training programs to prepare students for employment in high-wage, high-skilloccupations.
o Jobs Accelerator Program• $20M to support American manufacturing - 10 public-private partnerships – strengthenadvanced manufacturing at local level
• National Network for Manufacturing Innovation (NNMI) – Flagship initiative. A place where industryand government collaborate. Important to industry development of innovative methodologies andpractices for the supply chain. Focus on scale up, address the missing middle – Institute forManufacturing Innovationo First center funded - National Additive Manufacturing Innovation Institute (NAMII). o Next three solicitations for new centers:
• Next generation power electronics (e.g. Wide band gap semiconductors) (new) – solicitationrun by DOE Advanced Manufacturing Office
• Lightweight and Modern Metals Manufacturing Innovation Institute (new) – solicitationrun by DoD Office of Naval Research
• Digital Manufacturing & Design Innovation Institute (new) – solicitation to be run byDoD/Army, Army Aviation and Missile Research Development and Engineering Center(AMRDEC)
• Advanced Manufacturing Technology Consortia (AMTech). o Deliverables: technology roadmaps and R&D. Will issue grants next year.o Sustainable manufacturing is important to the White House:
• US Trade balance of advanced technology • Products are invented here but made elsewhere• If we invent it, why are we producing it elsewhere??• Focus on scale up – Place where industry and government can partner
ASME Sustainable Manufacturing: Preparing for A New Business Report 21
3.5 Integrating Sustainability into DoD AcquisitionPrograms Presenter: Paul Yaroschak, Deputy for Chemical and Material Risk Management – USDepartment of Defense• Focus is not green procurement but design products and services to last 30 years or more.• Goal of Sustainability Initiative - Better informed & earlier acquisition. Decisions leading to:
o Increased sustainability of systems, platforms and supporting infrastructureo Lower Total Ownership Cost
• Lead to the development of Sustainability Analysis Using Life Cycle Assessment (LCA) Methodso Streamlined Life Cycle Assessment (SLCA) – relative impacts must be doable
o Life Cycle Costs (LCC) – must be compatible with DoD cost structure• Sustainability Analysis Outputs
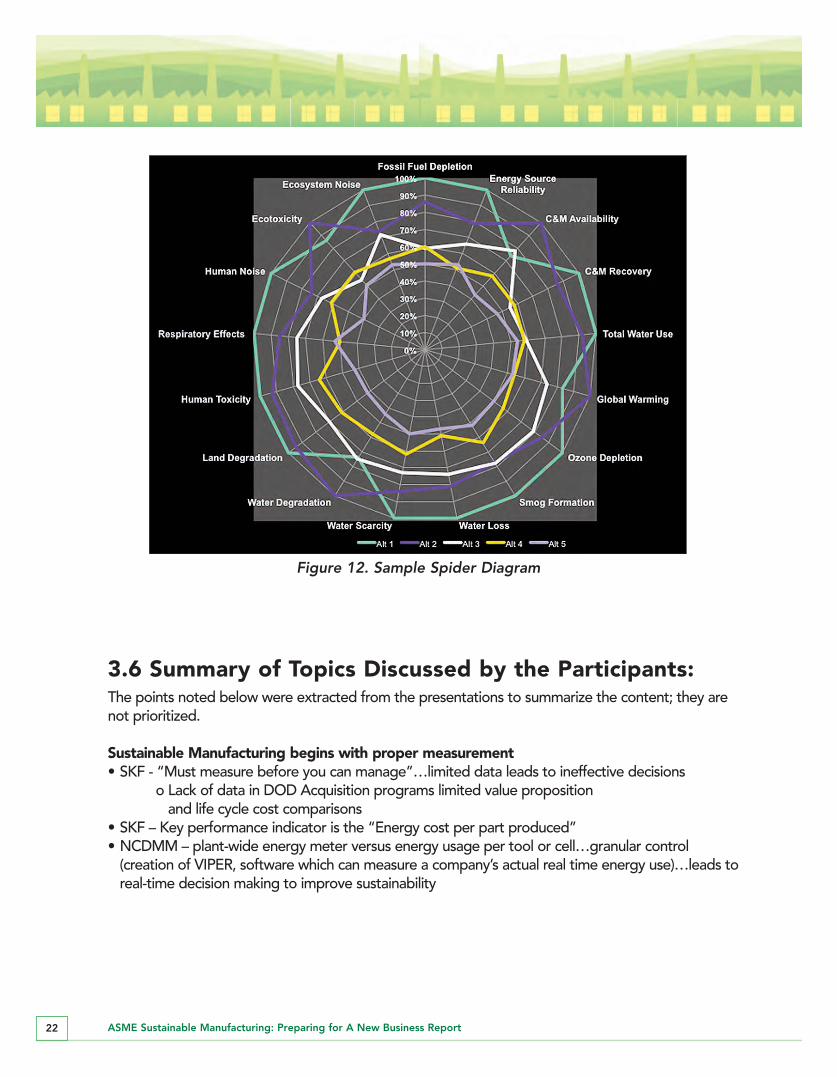
o “Spider-web” diagram that compares alternatives by showing their relative life cyclehuman health and environmental impacts. A decision tool for making sustainable decisions. (Figure 10)
o Life cycle costs for each alternative…informs Total Ownership Cost estimates• Internal (to DoD)• External (to society)• Contingent (risks)
• Sustainability costing for DoD – Look at conventional costs and hidden costs, contingent andexternal costs
• Benefits of sustainability analysis o Provides a practical yet rigorous and consistent analysiso Forces thinking about life cycle activities of system: Human health & environmentalimpacts and Life cycle costs of impacts
• Future plans: Integrate SLCA/LCC into Defense Acquisition Regulations or as a deliverable aspart of a contract.
o Need to have better tracking to determine all costs over life cycle
22 ASME Sustainable Manufacturing: Preparing for A New Business Report
3.6 Summary of Topics Discussed by the Participants:The points noted below were extracted from the presentations to summarize the content; they arenot prioritized.
Sustainable Manufacturing begins with proper measurement• SKF - “Must measure before you can manage”…limited data leads to ineffective decisions
o Lack of data in DOD Acquisition programs limited value proposition and life cycle cost comparisons
• SKF – Key performance indicator is the “Energy cost per part produced”• NCDMM – plant-wide energy meter versus energy usage per tool or cell…granular control (creation of VIPER, software which can measure a company’s actual real time energy use)…leads toreal-time decision making to improve sustainability
Figure 12. Sample Spider Diagram
ASME Sustainable Manufacturing: Preparing for A New Business Report 23
Much of Sustainable Manufacturing’s focus to date has been on reducing “waste” in theprocess.• Scranton Army Ammunition Plant – Decreasing energy “intensity” by 25% by 2020. Employeecooperation program (identified air leaks), Cooling tower temperature set points, weekendshutdowns, adaptive control to reduce cycle times
o Reductions come from both system upgrades and process improvements• SKF – Environmental Life Cycle Approach
o Reduce material input, select materials wisely, reduce impact from production, reduceemissions of hazardous substances during usage, reduce material use during usage,reduce energy use during usage, optimize service life, reduce waste, optimize waste
Employees represent first opportunity for Sustainable Manufacturing awareness and savings• Scranton Plant – Found Air Leaks• SKF – Invest in team training (values, beliefs, drivers)…energy coordination. Focus of companyon sustainability started in 1989 with the strong support of leadership. Energy coordinatorspresent in all SKF factories worldwide.
• SKF – Need strong process engineering team after employee engagement to carry out andimplement initiatives proposed
Sustainable Manufacturing struggles to demonstrate a comparatively strong ROI• How much demand for a product is created by the goodwill generated by sustainable manufacturing? This has been tough to analyze for SKF
• NCDMM – 1st Priority – to be mission ready. 2nd Priority – Sustainability• Gap in manufacturing initiatives between government, universities (academia) and the privatesector
Company’s approach to sustainable manufacturing should be evolutionary• Set goals, set policy, reduce waste to neutralize any negative environmental impact fromCompany’s operations….expand neutralization to company’s supply chain…to company’s customerusage of its products…to the community surrounding the company and its customers.
• Move from reducing waste to improving product and process design for a positive environmentalimpact (e.g., SKF Beyond Zero)
o Move from a manufacturing-oriented approach to an environmental life cycle management approach (e.g., SKF)
• Greater challenge for smaller companies with limited resourceso Do not have access to measurement data
24 ASME Sustainable Manufacturing: Preparing for A New Business Report
List of Sustainable Manufacturing Success Stories“Payback of Sustainable Manufacturing Investments is Significant and Immediate”• Scranton Plant - $1.5 million in utility cost avoidance per year so far• DOE – Battery and Energy storage hub (5x more power and 5x less expensive)• DOD – 60% of partners have formal green initiatives, 25% using renewable energy (NIST)• Manufacturing innovations – Three new government Advanced Manufacturing NNMI Initiatives(e.g., Wide bandgap (WBG) semiconductors, lightweight and modern metals, digital manufacturingand Design) – NIST presentation
• DOD’s Sustainability Analysis Pilot Project – Boeing P-8A and Sikorsky MH-60R – chromatedcoating vs. non-chromated system for primer is Life Cycle Cost Analysis and shows cost savingsfrom using non-chromated primer.
Section IV – Sustainable Manufacturing: Forum ViewpointsDescribed below are some salient themes outlined from the Forum’s discussion regarding the fundamental drivers (4.1), objectives (4.2), and barriers (4.3) that relate to sustainable manufacturing.
4.1 Drivers for Sustainable Manufacturing?The forum attendees were asked to discuss in detail the drivers associated with sustainable manufacturing. According to the forum attendees, the drivers of sustainable manufacturing can begeneralized into three categories:
Regulatory enforcement.Developing regulation and the subsequent enforcement techniques forenvironmental issues is not straightforward for many reasons. However, it is clear that companiesare anticipating increasingly stringent environmental regulations by developing strategies centered on sustainability.
Societal demands. “Think green.” In recent years, public demand for environmentally efficientproducts has grown considerably. In turn, the public image and corporate culture of companieswith respect to the environment is increasingly a significant focus of industry. Demands for environmentally efficient products often require that a company internalize environmental actionsthrough their strategies, operations, and practices.
Customer expectations. “Doing more with less.” Borrowed from lean manufacturing, main driversof sustainable manufacturing include economic and productivity improvements, e.g., continuousimprovement, waste reduction, and cost savings. Some of these concepts could also reduce negative environmental impacts if conducted appropriately.
ASME Sustainable Manufacturing: Preparing for A New Business Report 25
4.2 How to Achieve Sustainable Manufacturing?One of the salient themes throughout the forum was the development of proper evaluation techniquesfor sustainable manufacturing. Properly assessing the environmental, social and economic performanceof production systems is an important step towards achieving sustainable manufacturing. This sectionsummarizes approaches from three organizations, i.e., SKF, NCDMM, and NIST, each presentingunique assessment methodologies. Each of these frameworks aims to evaluate each stage of aproduct’s life cycle in order to identify opportunities to mitigate environmental “hot spots” withrespect to the production system.
SKF’s ApproachDetailed in Section 3.2, SKF employs an approach that specifies nine key areas to mitigate environmental impact:1) Reduce material input2) Select materials wisely3) Reduce impact from production4) Reduce emissions of hazardous substances during usage5) Reduce material use during usage6) Reduce energy use during usage7) Optimize service life8) Reduce waste9) Optimize waste
Using a circle diagram, shown in Figure 6, SKF highlights specific entities to measure, evaluate andmodify through various paths, e.g., resource extraction, material selection, production processes,packaging/distribution, as well as use and maintenance. It should be noted that throughout theirpresentation, SKF pointed to the importance of data transparency within suppliers, stating thatone “must measure before [one] can manage.”
NCDMM’s ApproachFrom an alternative perspective, NCDMM’s first priority is to be mission ready with issues relatedto sustainability are secondary. As a result, NCDMM uses Streamlined Life Cycle Assessment(SLCA) in order to estimate life cycle costs and assess a system’s sustainability from a high level.One initiative, VIPER, emphasizes quick, real-time decision making. As an outcome of the EnergyMonitoring for Defense Readiness (EMDRA) project, VIPER indexes live plant-wide energy meteringwith energy usage per tool or manufacturing cell. This leads to granular control of the productionsystem itself. Additionally, NCDMM employs various high level evaluation techniques, e.g., the spiderweb diagram that qualitatively estimates life cycle efficiencies.
26 ASME Sustainable Manufacturing: Preparing for A New Business Report
NIST’s ApproachResponsible for developing national standards for production systems, NIST aims to identify thecore related domains in the area of sustainable manufacturing. From the presentation, six key areaswere identified:1) Life Cycle Engineering2) Engineering Design3) Systems Engineering4) Information Science5) Modeling & Simulation6) Environmental Science
Another point of emphasis from NIST is the general practice of knowledge sharing, includingemployee training and disseminating best practices across the supply chain. This includes two specific programs listed below:- Department of Education’s Graduate Assistance in Areas of National Need (GAANN) program(NIST presentation) whose broad goals include multidisciplinary instruction and research;encourages outstanding students to pursue Ph.D. degrees and become leaders; and to create anational education model.- Trade Adjustment Assistance Community College and Career Training Grant Program (TAACCCT) - $2B allocated to support community colleges with funds to enhance ability to delivertraining programs to prepare students for employment in high-wage, high-skill occupations.
4.3 Sustainable Manufacturing BarriersThe forum categorized barriers for achieving sustainable manufacturing into six broad categories. • Cultural
o Lack of senior leadership’s commitment to drive sustainable focuso Resistance to Change (both overt and covert)o Sustainable manufacturing practices are not currently embedded into ways of workingo Separate product development from manufacturing processes and systems, but independentmetrics must be valuable for being separate
o Getting “buy-in” to pay attention to Sustainable Manufacturing o Old infrastructure and culture creates large inertia to overcomeo Economic feasibility of sustainable manufacturing for small to medium-sized enterprises
• Financialo Challenges in defining and making the Business Case (e.g., cost, financing, ROI)o Lack of data for calculating accurate value propositiono Must be able to solve environmental problems at a profito Financing alternatives for required capital investmentso Cost accounting systems are insufficient… Aggregated costs need to be dis-aggregated.Would be desirable to have activity or source-based cost accounting.
o Small companies are especially constrained by budgets
ASME Sustainable Manufacturing: Preparing for A New Business Report 27
• Competitiveo First priority is to remain competitive (i.e., competing priorities)o Priority of sustainability initiatives vs. running/growing a businesso Time and funding to test, evaluate, and certify new measures and processeso Fast-paced product development processes are different from the past. Therefore,Sustainable Manufacturing must be integrated from the outset or it risks being left out.
o Must be both “doable” and “relevant” to industryo Intellectual property issues that surround Sustainable Manufacturing, especially in a collaborative problem solving framework
• System-related issueso System level thinking/integration required to drive Sustainable Manufacturing philosophyo Entire life cycle thinking is neededo Supply chain is everything. “You are only as green as your supply chain!”o Absence of collaborative problem solving, shared IP, competitive edge implicationso Difficult for OEMs to mandate Sustainable Manufacturing practices through its entire “supply chain; smaller suppliers do not have knowledge/expertise/technology/resources tobecome more sustainable.
o Emphasize design improvements over manufacturing process improvements. In manycases, the use stage of the product life cycle has a far greater impact on the environmentthan the manufacturing stage. Thus, an improvement in the product design may have a biggeroverall impact than improving manufacturing.
• Customerso Fragmented customer pull (customers must drive requirements). Not all customers arepulling for greater sustainability.
o Lack of demand for training, certificationo It is perceived that sustainability improvements may lead to higher costs. Many customers arenot currently willing to pay more for sustainability improvements.
o Economic feasibility of sustainable manufacturing for small to medium-sized enterpriseso Small to medium-sized businesses really don’t have a good understanding of SustainableManufacturing opportunities and practices
28 ASME Sustainable Manufacturing: Preparing for A New Business Report
• Knowledge/Resourceso Education needed at the University Level (teaching “what it means to create a gooddesign;” educators need to be emphasize sustainability considerations as part of design)
o Software & analysis tools are inadequate (e.g., granularity of costing, and measuring energy usage)
o Standards needed. A common yardstick. (e.g., similar to “Energy Star” standard).o Translate customer requirements into manufacturing design specificationso Regulations (can turn a “want” into a “must have”)o Technology Barriers (e.g., information models, energy metrics, tool support)o Measurement Barriers (e.g., what to measure, how to measure, data conversion and insight)o Knowledge has not been aggregated/disseminated, especially for smaller companieso Need for industry case studies/best practiceso Globally accepted definition of sustainable manufacturing neededo Training needed at company levelo Need body of engineering knowledge (BOK) related to sustainable manufacturing o “Lean” manufacturing followed similar path…apply lessons learned, and move from leanto green to sustainable?
Lean Manufacturing Sourced From Wikipedia
Lean manufacturing, lean enterprise, or lean production, often simply, “Lean”, is a production practice that considers the expenditure of resources for any goal other than the creation of value for the end customer tobe wasteful, and thus a target for elimination. Working from the perspective of the customer who consumes aproduct or service, “value” is defined as any action or process that a customer would be willing to pay for.
Essentially, lean is centered on preserving value with less work. Lean manufacturing is a management philosophyderived mostly from the Toyota Production System (TPS) (hence the term Toyotism is also prevalent) and identifiedas “Lean” only in the 1990s. TPS is renowned for its focus on reduction of the original Toyota seven wastes toimprove overall customer value, but there are varying perspectives on how this is best achieved. The steadygrowth of Toyota, from a small company to the world's largest automaker, has focused attention on how ithas achieved this success.
Figure 13. Lean Manufacturing

ASME Sustainable Manufacturing: Preparing for A New Business Report 29
Section V – Recommendations and Next Steps
5.1 Academic PerspectiveAccording to Haapala et al. (2013), required future research directions with respect to sustainablemanufacturing can be generalized into four categories: (1) manufacturing process and equipment,(2) manufacturing systems, (3) changes in life cycle paradigms, and (4) education.17
Improving existing manufacturing processes requires new methods of capturing knowledge andinformation already existing in the manufacturing domain. With a sufficient process repository thatholds scalable process attributes, alternative analyses could be completed quickly to assess newprocesses from multiple perspectives, e.g., energy, material, and water. Good examples of suchefforts include the Cooperative Effort On Process Emission In Manufacturing (CO2PE!) worldwideresearch consortium and the Unit Process Life Cycle Inventories (UPCLI) collaborative research initiative, both focusing on improving data transparency of unit processes and the development ofuniform data representations for common processes. These efforts are still in the early stages andrequire more input from domain leaders from academia and industry. ASME could play a key roledisseminating the work completed here in order to facilitate additional partnerships to pushprogress forward.
From a system’s point of view, best practices still do not strongly align with the six-R paradigm orthe former concepts of industrial ecology. Though monitoring facility operations have improvedsignificantly with the pervasive use of lean engineering principles, attention to resource consumption,waste production, and reduction of environmental impacts must remain emphasized. According toGutowski et al. (2005), it was estimated that it is feasible to achieve 5-10% in energy savings byimplementing low-cost modifications, and an estimated 50% energy savings after more significantchanges.18 In general, opportunities within manufacturing science research include advanced logisticsstrategies, production scheduling, recovery processes of scrap material, production line optimizationand supply chain considerations.
Likewise, design plays a critical role in following the six-R paradigm. Changing the life cycle paradigmthrough remanufacturing, for example, introduces additional product life cycles to an existing productscheme. However, there still exists a significant gap between assessment techniques of a manufacturedproduct and how it relates to a new design, early in its development stages. Predictive modelingfor projecting downstream information, e.g., remanufacturing potential and social considerations isstill a nascent area of research. It is thus critical to incorporate streamlined lifecycle assessment(SLCA) into new manufacturing process and system evaluation to avoid potential environmentalpitfalls. It should be noted that often LCA data is not available in the early stages of design. Tocompensate, environmental indicators that aim to estimate absolute environmental impacts couldbe suited well for upstream design activity that is infamously burdened with uncertainty and ambiguity.
17Haapala, K. R., Zhao, F., Camelio, J., Sutherland, J. W., Skerlos, S. J., Dornfeld, D. A., Jawahir, I. S., Clarens, A.F., Rickli, J. L., (2013). A Review of Engineering Research in Sustainable Manufacturing. ASME Journal ofManufacturing Science and Engineering, 135(4), Art No. 041013.
18 Gutowski, T., Murphy, C., Allen, D., Bauer, D., Bras, B., Piwonka, T., Sheng, P., Sutherland, J., Thurston, D., & Wolff, E. (2005). Environmentally benign manufacturing: observations from Japan, Europe and the United States.Journal of Cleaner Production, 13(1), 1-17.

30 ASME Sustainable Manufacturing: Preparing for A New Business Report
In order to disseminate these opportunities into real-world application, it is essential to equip engineering graduates with (1) the awareness of sustainability-related global challenges, (2) adequateknow-how of existing tools, methods and frameworks, and (3) real-world case studies that presentdomain-specific obstacles for incorporating best practices related to sustainable manufacturing.Traditional engineering courses might not provide an adequate platform for disseminating sustainability-related learning objectives. Education-related research with proper outcome evaluationassessment is essential. Whether it is appropriate to overhaul entire curricula, initiate novel degreeoptions for incoming undergraduate students, or infuse specific modules into existing curricula isstill a matter of debate. Evaluation techniques should be a primary focus with the aim of validatingeducation efforts and creating benchmarks from which institutions can be measured and assessed.
5.2 Industrial PerspectiveIt is envisioned that in the near future, sustainable manufacturing will become an integral componentfor being globally competitive as a manufacturer. To provide support for U.S. manufacturers to prepare for this vision, the National Network for Manufacturing Innovation (NNMI) will support thedevelopment of sustainable manufacturing principles, technologies, and practices. Broadly, thegoal for NNMI is to create an effective manufacturing research infrastructure for the U.S. industryand academia to solve industry-relevant problems. The NNMI consists of linked Institutes forManufacturing Innovation (IMIs) with common goals, but unique concentrations. In an IMI, industry,academia, and government partners leverage existing resources, collaborate, and co-invest to nurture manufacturing innovation and accelerate commercialization. An example of a potential collaborative project is the production of resilient products, with service lifetimes of 30 years or more.
As innovation hubs, IMIs will create, showcase, and deploy new capabilities, new products, andnew processes that can impact commercial production; sustainable manufacturing is expected topart of an IMI’s portfolio. IMIs will build workforce skills at all levels and enhance manufacturingcapabilities in companies large and small. Institutes will draw together the best talents and capabilities from all the partners to build the proving grounds where innovations flourish and tohelp advance American domestic manufacturing. This outlook motivates the utility of the cohesiveintegration of industry, academia and government laying the foundation for new manufacturing initiatives, e.g., NNMI flagship, Lightweight and Modern Metals Manufacturing Innovation (LM3I)Institute, Digital Manufacturing and Design Innovation (DMDI) Institute, AMTech and SKF’s newfactories.
5.3 ASME’s Opportunities for the FutureMembers of the Open Research Forum brainstormed specific opportunities for ASME to improveits active role in sustainable manufacturing.
ASME Sustainable Manufacturing: Preparing for A New Business Report 31
What are ASME’s opportunities to better disseminate concepts related to sustainable manufacturing?
• Make the business case for Sustainable Manufacturing• Develop a Sustainable Manufacturing conference to provide the education and training necessary,especially focused on small to medium-sized enterprises
• Promote Life Cycle Analysis• Define best practices around an integrated, system-level approach to SustainableManufacturing. Demonstrate how companies can work with government and academia toeffectively define, evaluate, and improve a product’s life cycle.
• Develop Remanufacturing Best Practices• Develop a guide on how to measure/evaluate sustainability• Create a toolbox for sustainable manufacturing• Survey customer input/requirements for sustainability. Send out updated survey• Aggregate the information available around Sustainable Manufacturing. Disseminate throughmultiple channels (e.g., print, website, webinars)
o Provide global perspective (Russia, India, China)o Series of Webinars, online sessions (see sustainable manufacturing webinar series one-pager)o Best Practices, Case Studies (see sustainable manufacturing best practices guide seriesone-pager)
o Portal or engagement platform (ASME.org) with current information• Develop Sustainable Manufacturing training materials…Employee training program
o Training Sessions (work with ASME Continuing Education Institute)• Develop Sustainable Manufacturing metrics and standards• Develop Sustainable Manufacturing certification program• Define possible role of ASME in the Global Sustainable Manufacturing space• Connecting the dots within ASME itself. Great products from Standards and Certification needto be integrated with technical divisions, districts, and sections.
• Government relations approach…what regulations are appropriate/sufficient?• What’s the one thing we’d ask the administration for in Sustainable Manufacturing? summarize answers.
• Provide subject matter experts (SME) in Sustainable Manufacturing• Reach out to ASME membership for help in placing articles (e.g., in Wall Street Journal)• Work with asme.org to highlight sustainable manufacturing area
Based on the list of core opportunities, Forum members formed breakout sessions to create planstargeted at achieving the most significant opportunities. The worksheets are listed in the followingsection.
32 ASME Sustainable Manufacturing: Preparing for A New Business Report
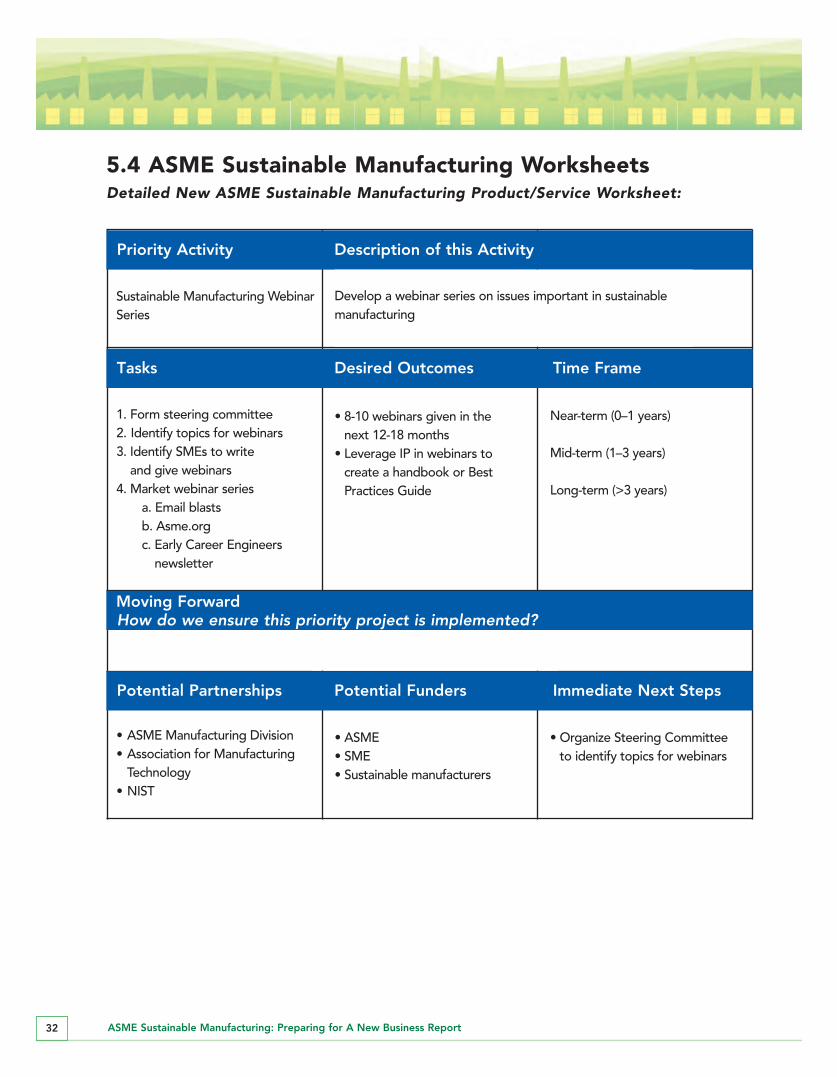
Sustainable Manufacturing WebinarSeries
1. Form steering committee2. Identify topics for webinars3. Identify SMEs to write and give webinars
4. Market webinar seriesa. Email blastsb. Asme.orgc. Early Career Engineersnewsletter
• ASME Manufacturing Division• Association for ManufacturingTechnology
• NIST
Priority Activity Description of this Activity
Tasks Desired Outcomes Time Frame
Potential Partnerships Potential Funders Immediate Next Steps
Moving ForwardHow do we ensure this priority project is implemented?
Develop a webinar series on issues important in sustainablemanufacturing
• 8-10 webinars given in thenext 12-18 months
• Leverage IP in webinars tocreate a handbook or BestPractices Guide
Near-term (0–1 years)
Mid-term (1–3 years)
Long-term (>3 years)
• ASME• SME• Sustainable manufacturers
• Organize Steering Committee to identify topics for webinars
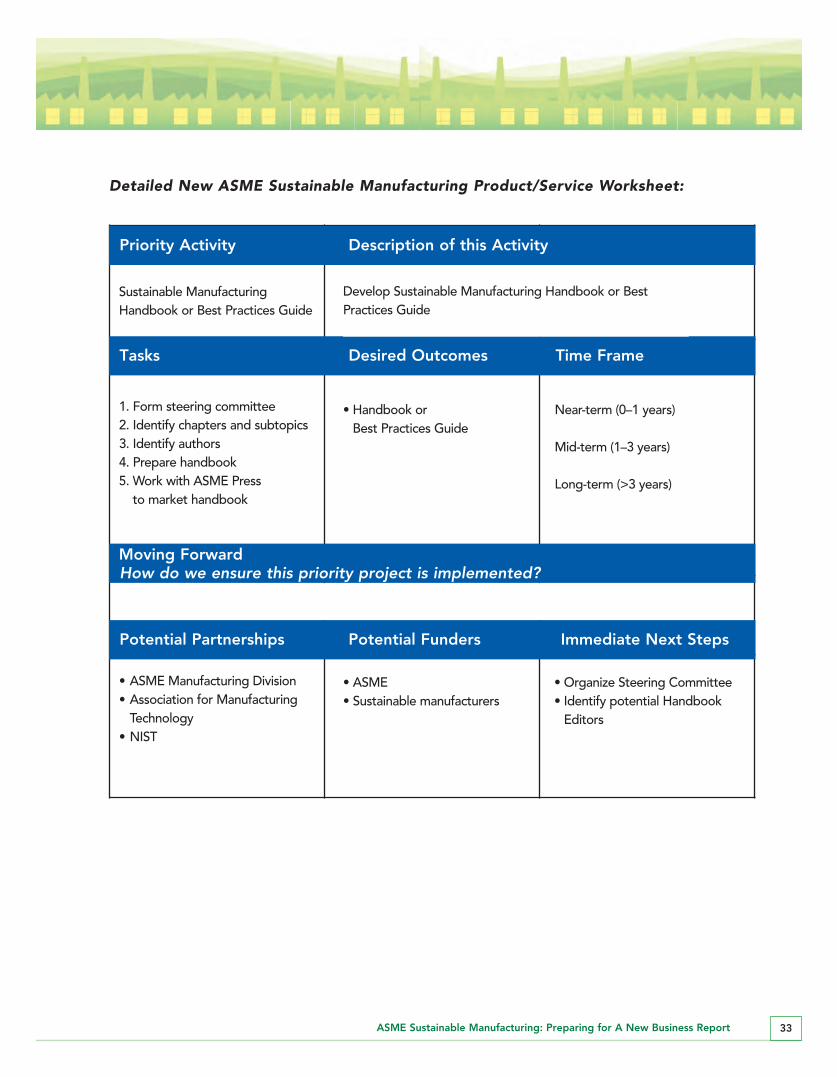
5.4 ASME Sustainable Manufacturing WorksheetsDetailed New ASME Sustainable Manufacturing Product/Service Worksheet:
ASME Sustainable Manufacturing: Preparing for A New Business Report 33
Sustainable ManufacturingHandbook or Best Practices Guide
1. Form steering committee2. Identify chapters and subtopics3. Identify authors4. Prepare handbook5. Work with ASME Press to market handbook
• ASME Manufacturing Division• Association for ManufacturingTechnology
• NIST
Detailed New ASME Sustainable Manufacturing Product/Service Worksheet:
Priority Activity Description of this Activity
Tasks Desired Outcomes Time Frame
Potential Partnerships Potential Funders Immediate Next Steps
Moving ForwardHow do we ensure this priority project is implemented?
Develop Sustainable Manufacturing Handbook or BestPractices Guide
• Handbook or Best Practices Guide
Near-term (0–1 years)
Mid-term (1–3 years)
Long-term (>3 years)
• ASME• Sustainable manufacturers
• Organize Steering Committee• Identify potential HandbookEditors
34 ASME Sustainable Manufacturing: Preparing for A New Business Report
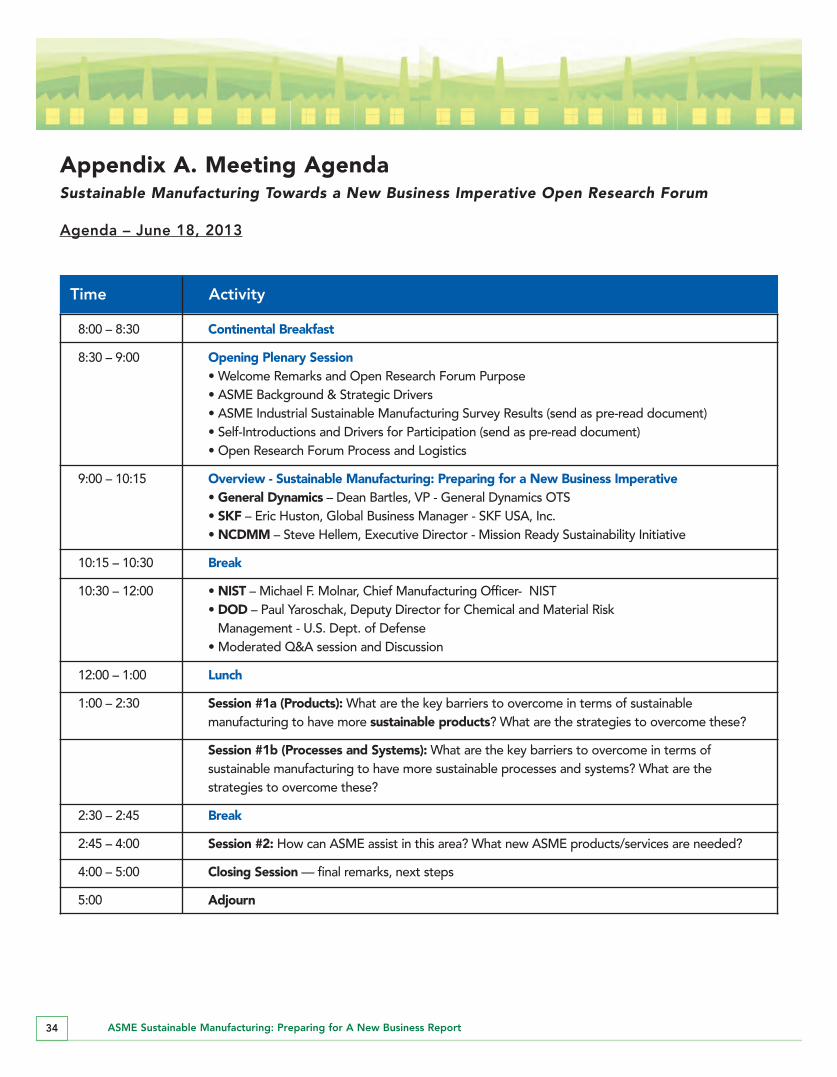
Appendix A. Meeting AgendaSustainable Manufacturing Towards a New Business Imperative Open Research Forum
Agenda – June 18, 2013
Time Activity
8:00 – 8:30 Continental Breakfast
8:30 – 9:00 Opening Plenary Session• Welcome Remarks and Open Research Forum Purpose• ASME Background & Strategic Drivers• ASME Industrial Sustainable Manufacturing Survey Results (send as pre-read document)• Self-Introductions and Drivers for Participation (send as pre-read document)• Open Research Forum Process and Logistics
9:00 – 10:15 Overview - Sustainable Manufacturing: Preparing for a New Business Imperative• General Dynamics – Dean Bartles, VP - General Dynamics OTS• SKF – Eric Huston, Global Business Manager - SKF USA, Inc.• NCDMM – Steve Hellem, Executive Director - Mission Ready Sustainability Initiative
10:15 – 10:30 Break
10:30 – 12:00 • NIST – Michael F. Molnar, Chief Manufacturing Officer- NIST• DOD – Paul Yaroschak, Deputy Director for Chemical and Material Risk Management - U.S. Dept. of Defense
• Moderated Q&A session and Discussion
12:00 – 1:00 Lunch
1:00 – 2:30 Session #1a (Products):What are the key barriers to overcome in terms of sustainablemanufacturing to have more sustainable products? What are the strategies to overcome these?
Session #1b (Processes and Systems):What are the key barriers to overcome in terms of sustainable manufacturing to have more sustainable processes and systems? What are thestrategies to overcome these?
2:30 – 2:45 Break
2:45 – 4:00 Session #2: How can ASME assist in this area? What new ASME products/services are needed?
4:00 – 5:00 Closing Session— final remarks, next steps
5:00 Adjourn
ASME Sustainable Manufacturing: Preparing for A New Business Report 35
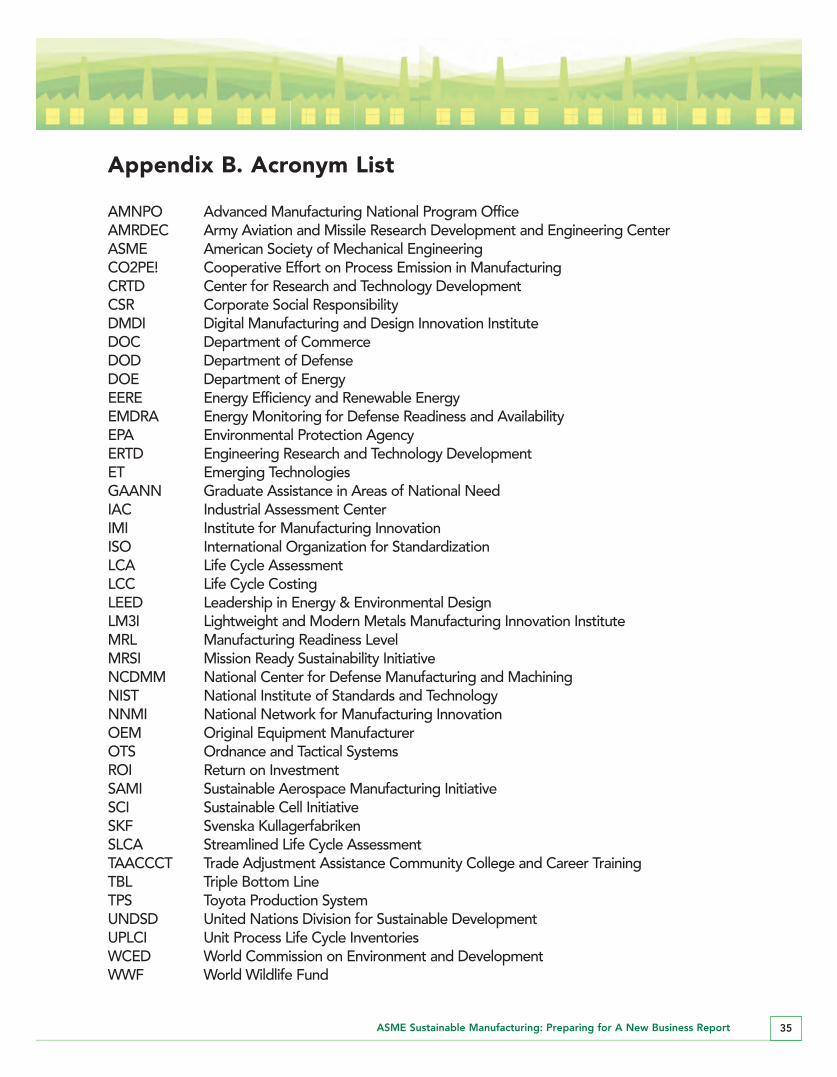
Appendix B. Acronym List
AMNPO Advanced Manufacturing National Program OfficeAMRDEC Army Aviation and Missile Research Development and Engineering CenterASME American Society of Mechanical EngineeringCO2PE! Cooperative Effort on Process Emission in ManufacturingCRTD Center for Research and Technology DevelopmentCSR Corporate Social ResponsibilityDMDI Digital Manufacturing and Design Innovation InstituteDOC Department of CommerceDOD Department of DefenseDOE Department of EnergyEERE Energy Efficiency and Renewable Energy EMDRA Energy Monitoring for Defense Readiness and Availability EPA Environmental Protection AgencyERTD Engineering Research and Technology DevelopmentET Emerging TechnologiesGAANN Graduate Assistance in Areas of National NeedIAC Industrial Assessment CenterIMI Institute for Manufacturing InnovationISO International Organization for Standardization LCA Life Cycle AssessmentLCC Life Cycle CostingLEED Leadership in Energy & Environmental DesignLM3I Lightweight and Modern Metals Manufacturing Innovation InstituteMRL Manufacturing Readiness LevelMRSI Mission Ready Sustainability InitiativeNCDMM National Center for Defense Manufacturing and MachiningNIST National Institute of Standards and TechnologyNNMI National Network for Manufacturing InnovationOEM Original Equipment ManufacturerOTS Ordnance and Tactical SystemsROI Return on InvestmentSAMI Sustainable Aerospace Manufacturing InitiativeSCI Sustainable Cell InitiativeSKF Svenska KullagerfabrikenSLCA Streamlined Life Cycle AssessmentTAACCCT Trade Adjustment Assistance Community College and Career TrainingTBL Triple Bottom LineTPS Toyota Production SystemUNDSD United Nations Division for Sustainable DevelopmentUPLCI Unit Process Life Cycle InventoriesWCED World Commission on Environment and DevelopmentWWF World Wildlife Fund
36 ASME Sustainable Manufacturing: Preparing for A New Business Report
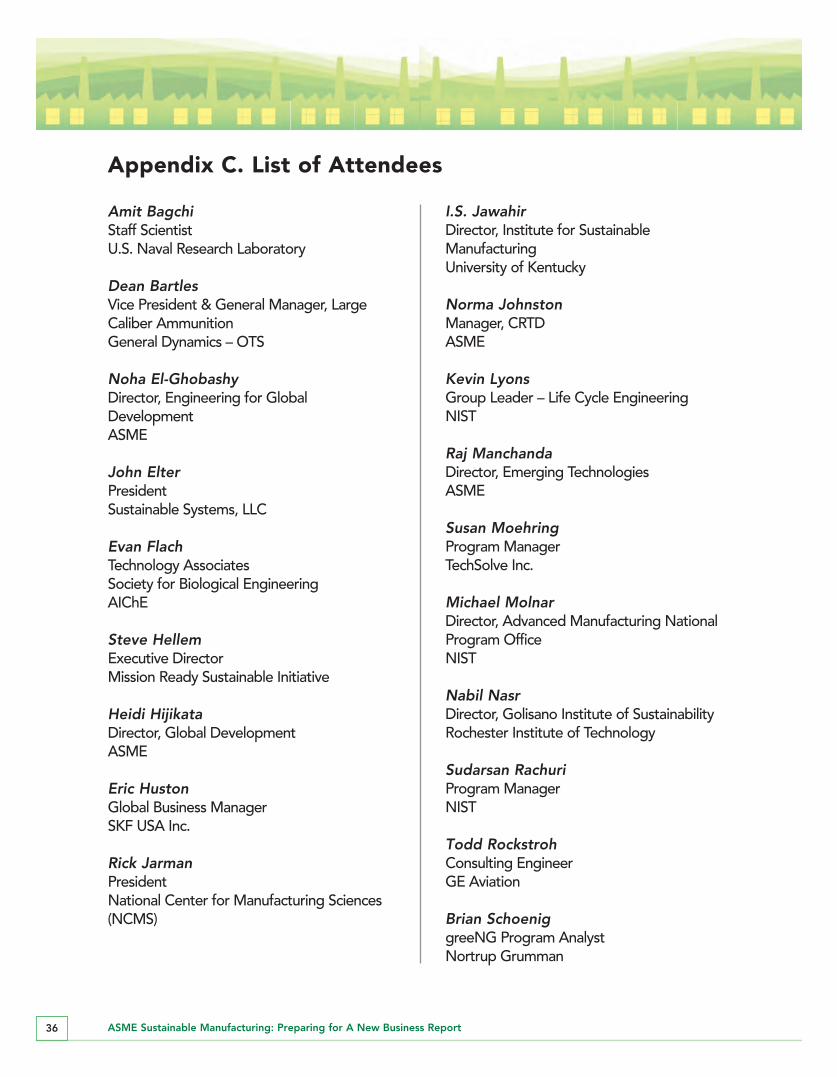
Amit BagchiStaff ScientistU.S. Naval Research Laboratory
Dean BartlesVice President & General Manager, LargeCaliber AmmunitionGeneral Dynamics – OTS
Noha El-GhobashyDirector, Engineering for GlobalDevelopmentASME
John ElterPresidentSustainable Systems, LLC
Evan FlachTechnology Associates Society for Biological EngineeringAIChE
Steve HellemExecutive DirectorMission Ready Sustainable Initiative
Heidi HijikataDirector, Global DevelopmentASME
Eric HustonGlobal Business ManagerSKF USA Inc.
Rick JarmanPresidentNational Center for Manufacturing Sciences(NCMS)
I.S. JawahirDirector, Institute for SustainableManufacturingUniversity of Kentucky
Norma JohnstonManager, CRTDASME
Kevin LyonsGroup Leader – Life Cycle EngineeringNIST
Raj ManchandaDirector, Emerging TechnologiesASME
Susan MoehringProgram ManagerTechSolve Inc.
Michael MolnarDirector, Advanced Manufacturing NationalProgram OfficeNIST
Nabil NasrDirector, Golisano Institute of SustainabilityRochester Institute of Technology
Sudarsan RachuriProgram ManagerNIST
Todd RockstrohConsulting EngineerGE Aviation
Brian SchoeniggreeNG Program AnalystNortrup Grumman
Appendix C. List of Attendees

ASME Sustainable Manufacturing: Preparing for A New Business Report 37
continued – Appendix C. List of Attendees
K. Daniel SeeversDirector of Product Assurance and Technical OperationsLexmark International Inc.
Devanand ShenoyChief EngineerU.S. DOE Advanced Manufacturing Office
Joey SkodolaDirector of Business DevelopmentMission Ready Sustainable Initiative
Brandes SmithProgram Manager, Emerging TechnologiesASME
Petr SpurneyDirector, DevelopmentASME Foundation
John SutherlandFehsenfeld Family Head Environmental &Ecological EngineeringPurdue University
Michael TinklemanDirector, ResearchASME
Jim TurnerSenior Counsel & Director of Energy ProgramsAssociation of Public and Land GrantUniversities
Richard WrightNIST – retired
Paul YaroschakDeputy for Chemical & Material RiskManagementOffice of the Secretary of Defense
38 Presentation — Dean Bartles
Appendix D. Participant Presentations—Dean Bartles
39Presentation — Dean Bartles
40 Presentation — Dean Bartles
41Presentation — Dean Bartles
42 Presentation — Dean Bartles
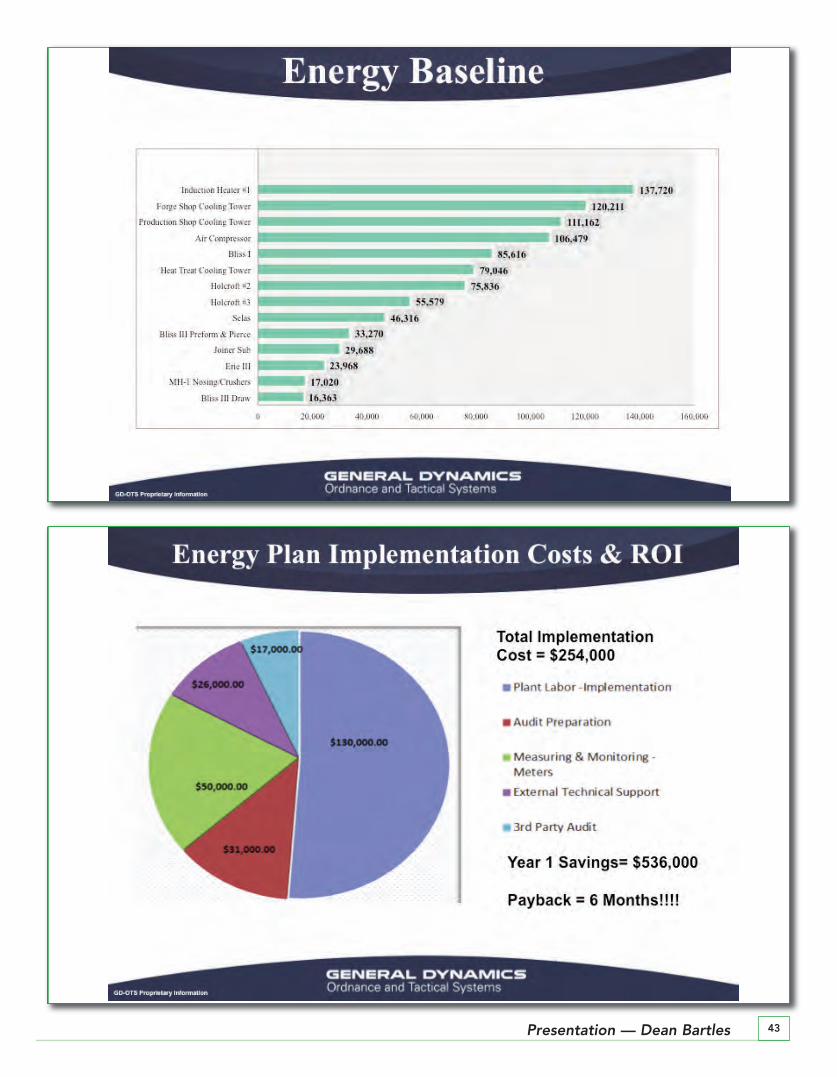
43Presentation — Dean Bartles
44 Presentation — Dean Bartles
45Presentation — Dean Bartles
46 Presentation — Dean Bartles
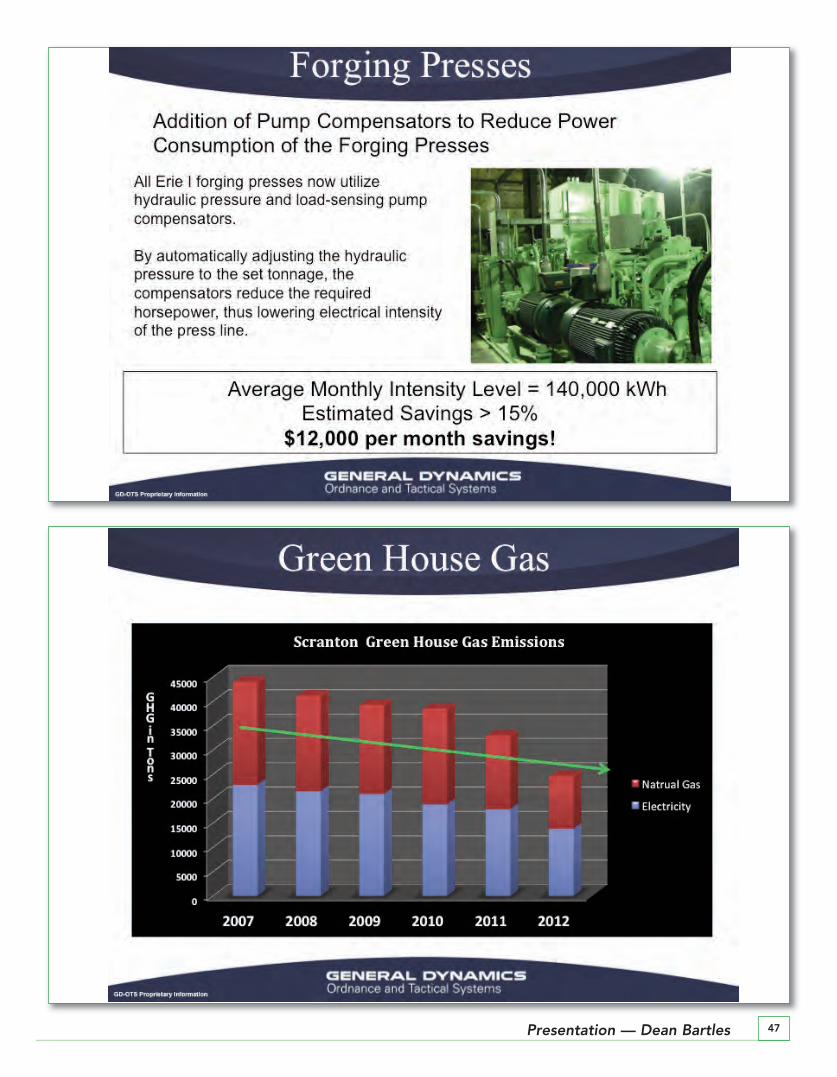
47Presentation — Dean Bartles
48 Presentation — Dean Bartles
49Presentation — Dean Bartles
50 Presentation — Eric Huston
Appendix D. Participant Presentations—Eric Huston
51Presentation — Eric Huston
52 Presentation — Eric Huston

53Presentation — Eric Huston
54 Presentation — Eric Huston
55Presentation — Eric Huston
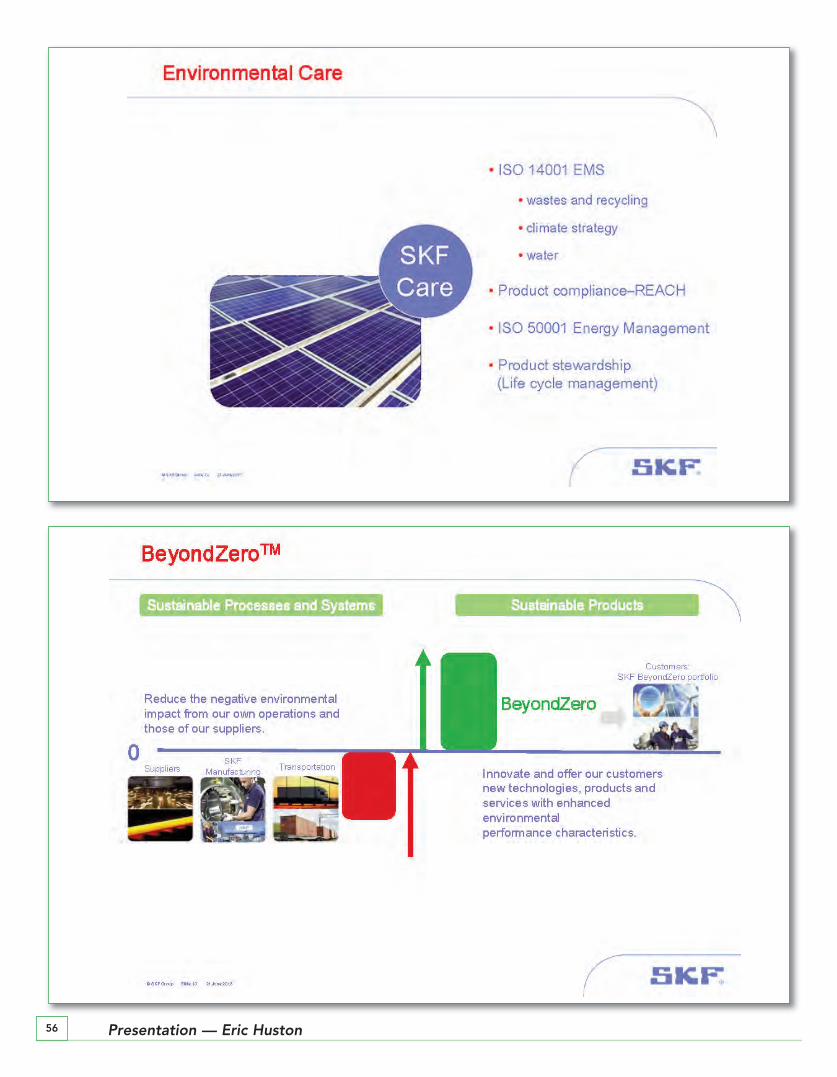
56 Presentation — Eric Huston
57Presentation — Eric Huston
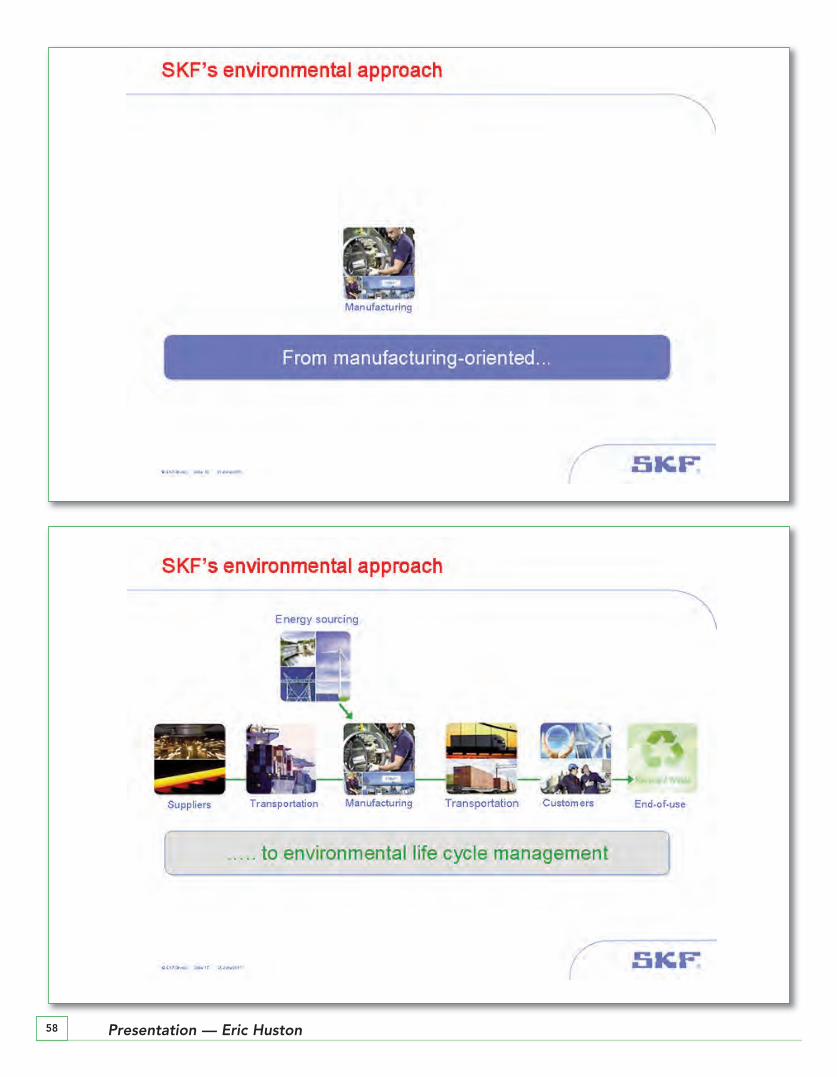
58 Presentation — Eric Huston
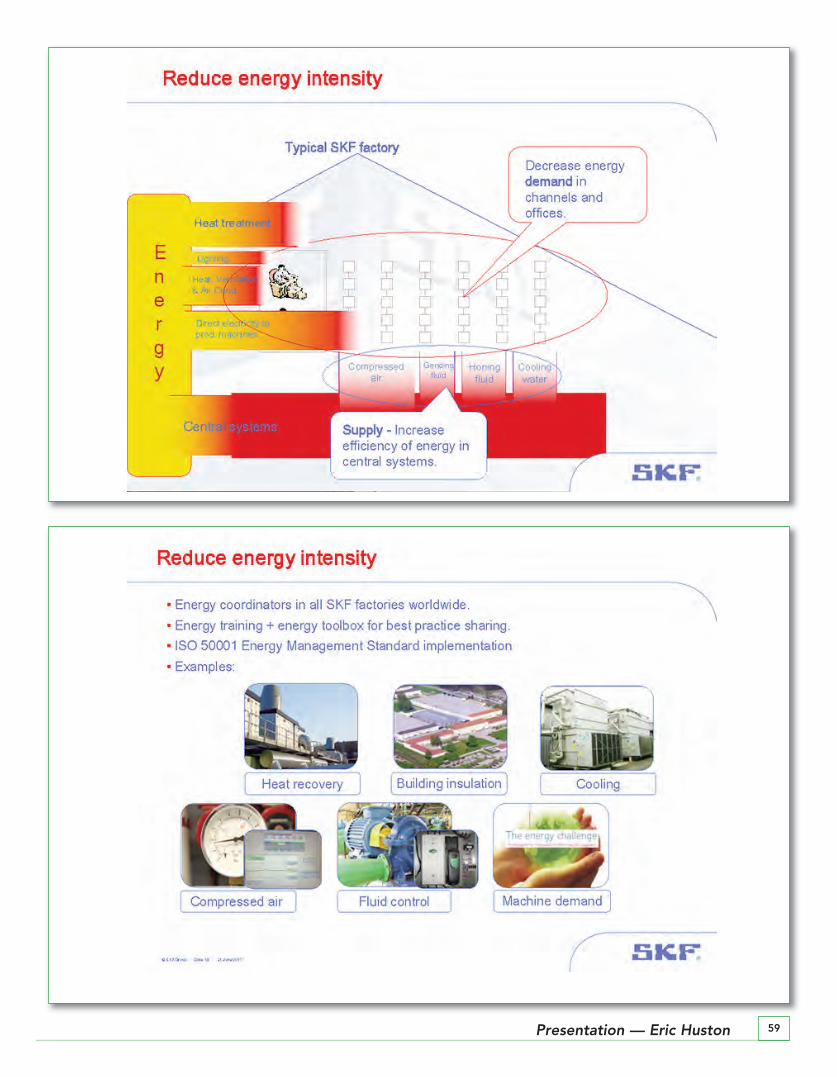
59Presentation — Eric Huston
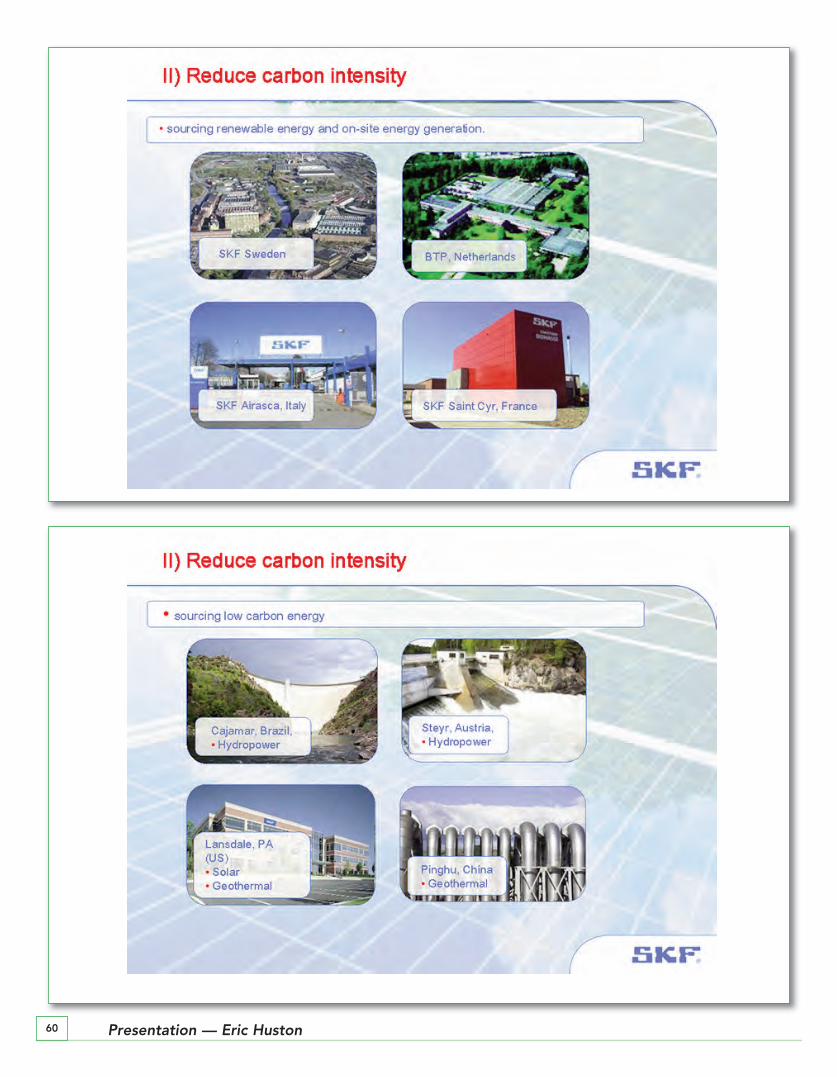
60 Presentation — Eric Huston
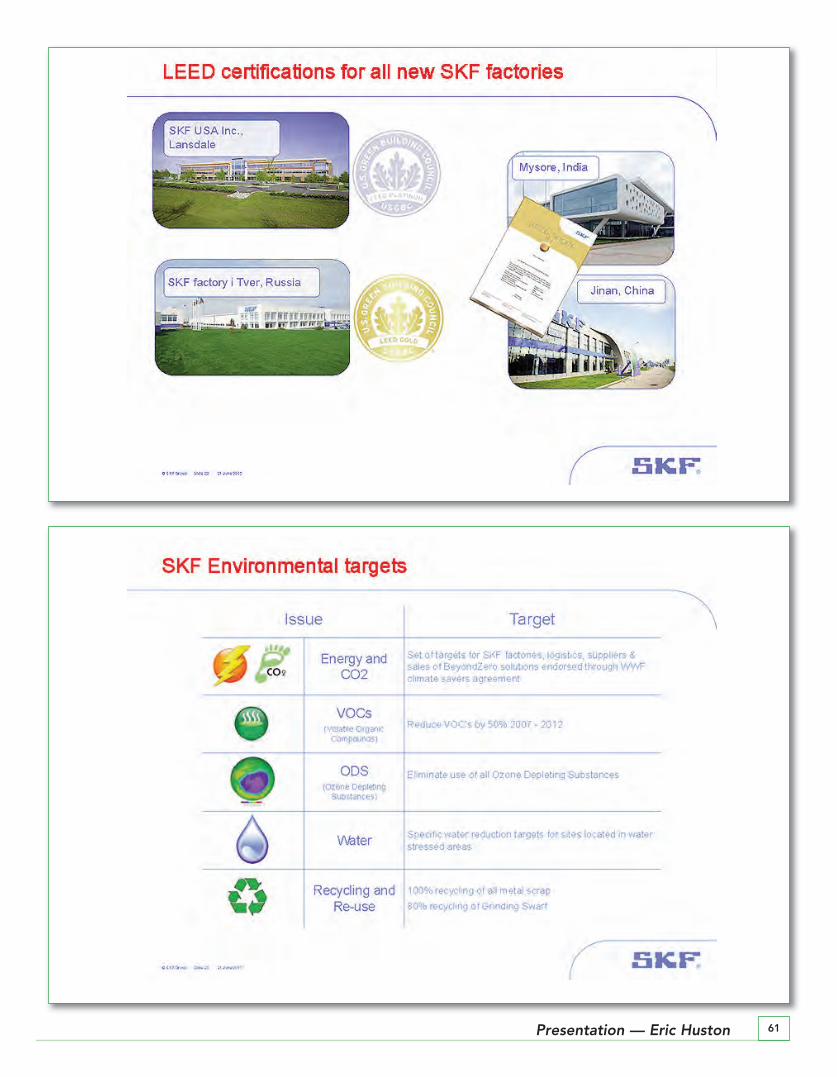
61Presentation — Eric Huston
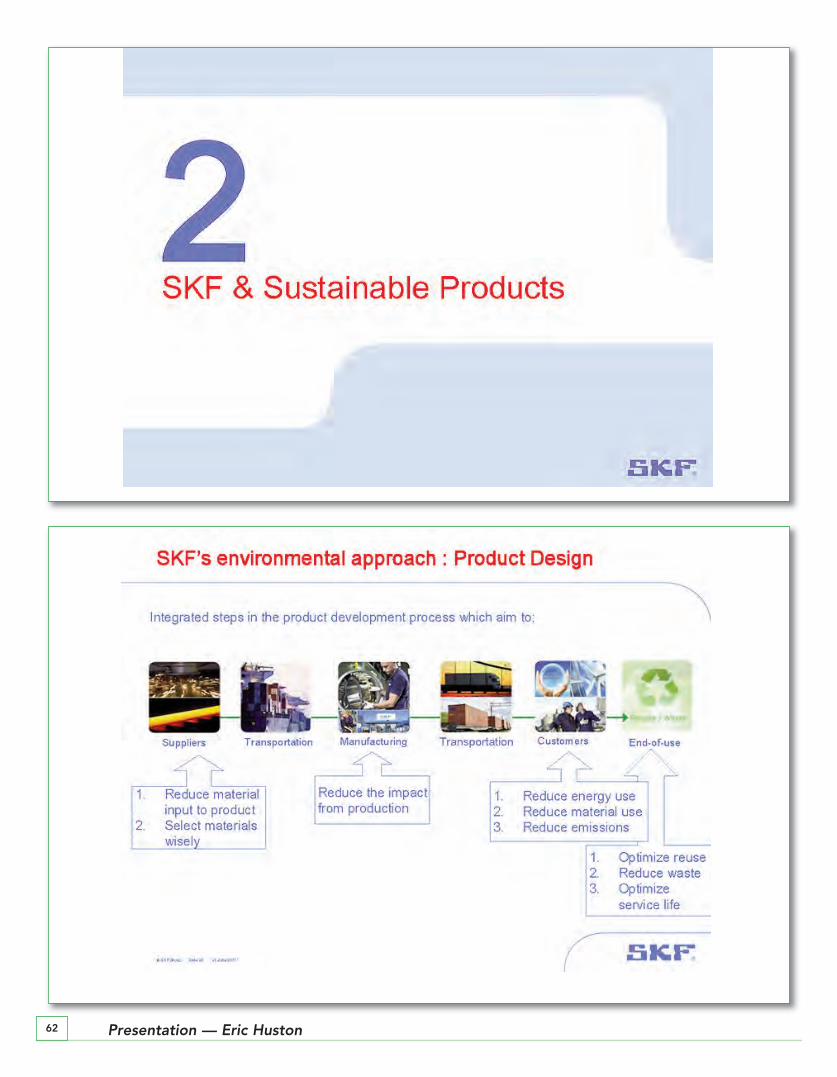
62 Presentation — Eric Huston
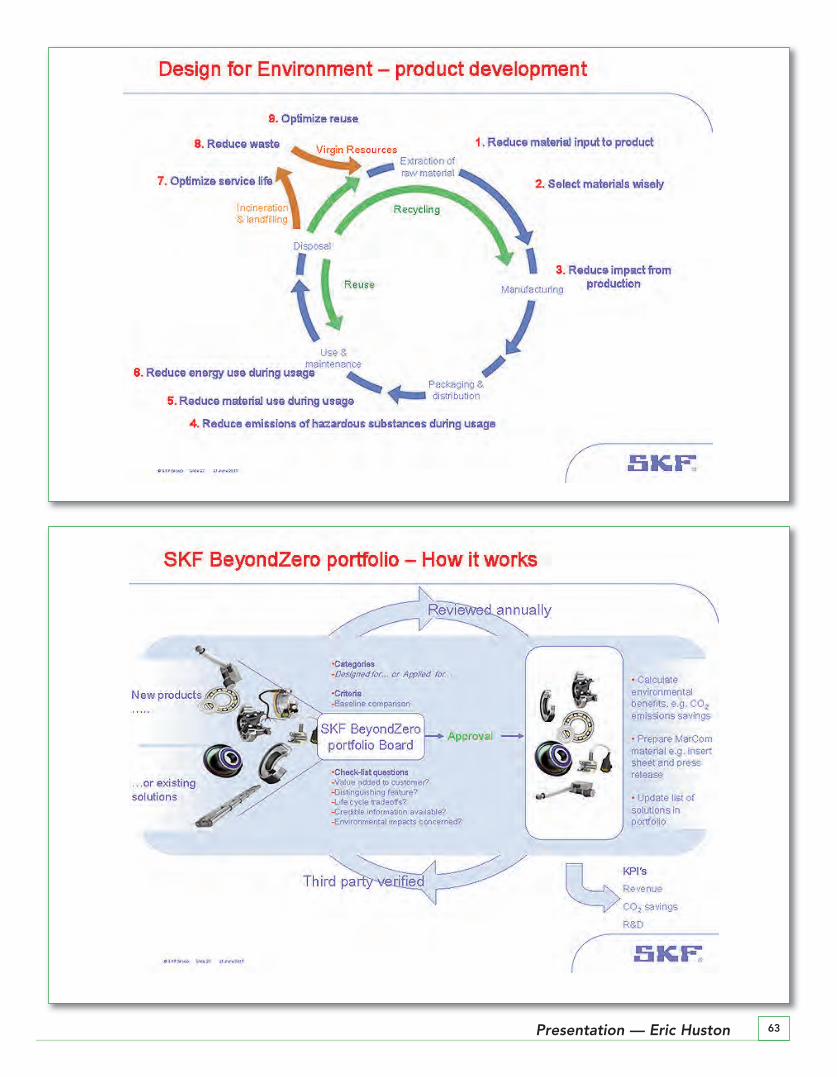
63Presentation — Eric Huston
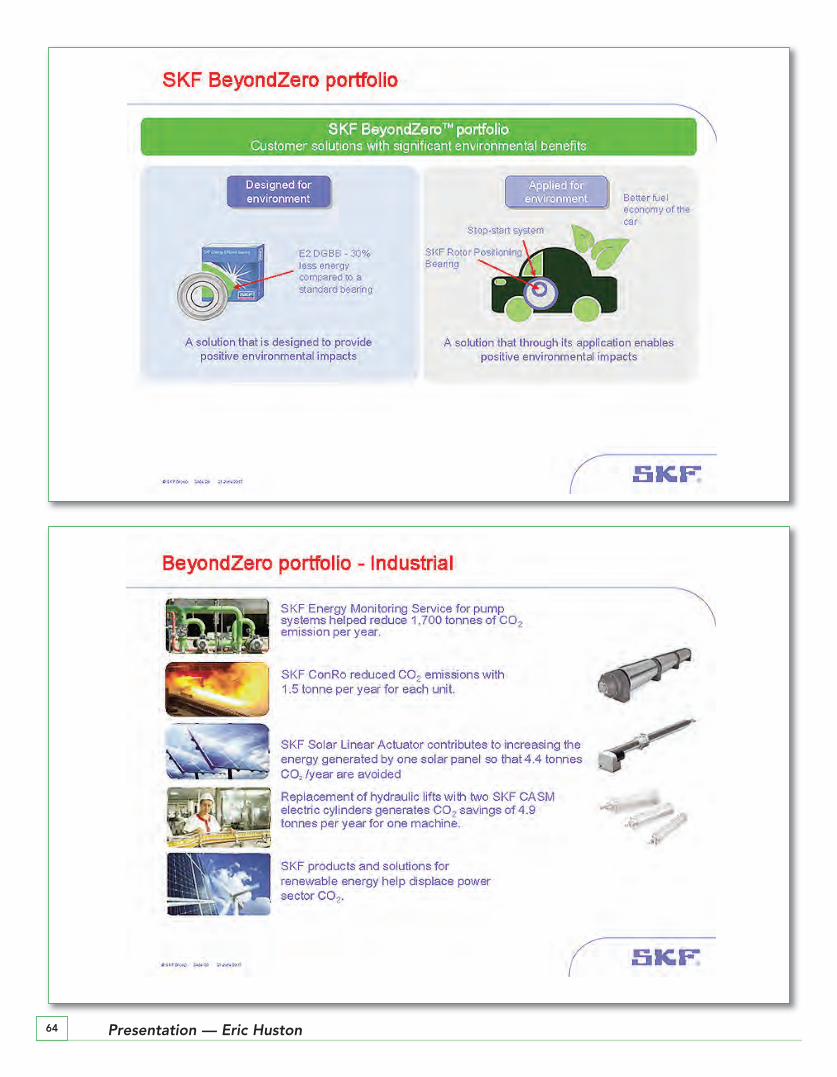
64 Presentation — Eric Huston
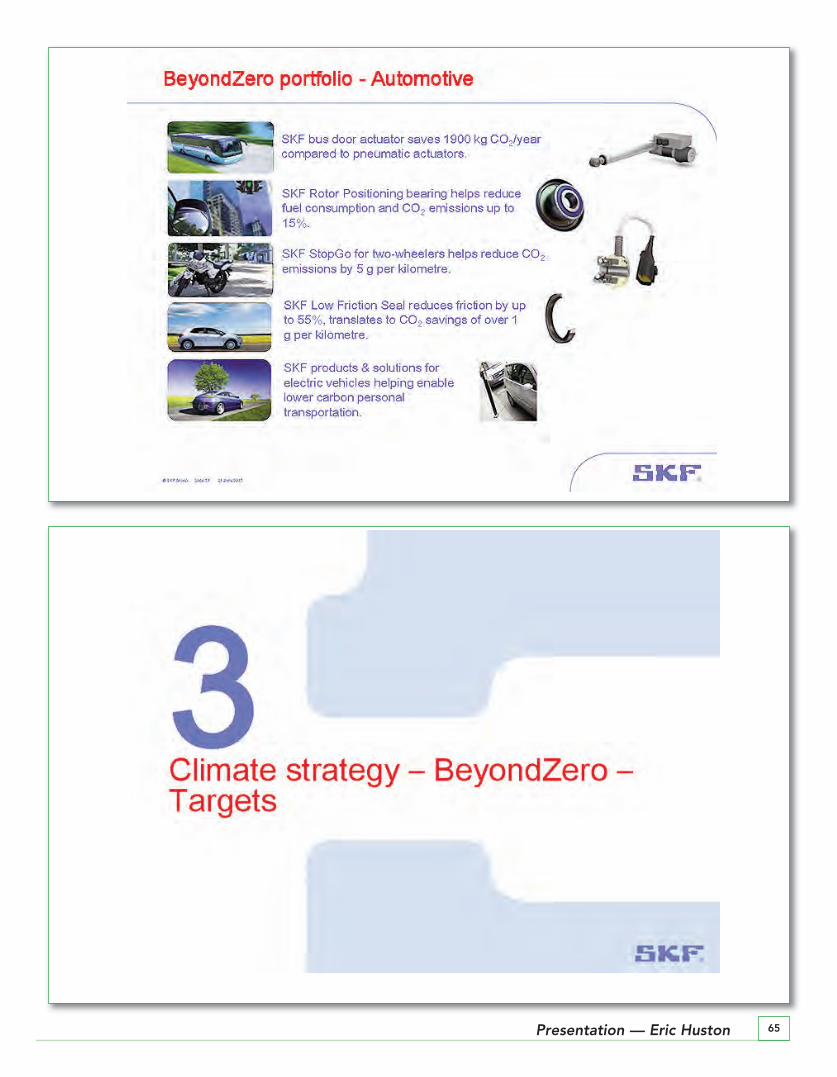
65Presentation — Eric Huston
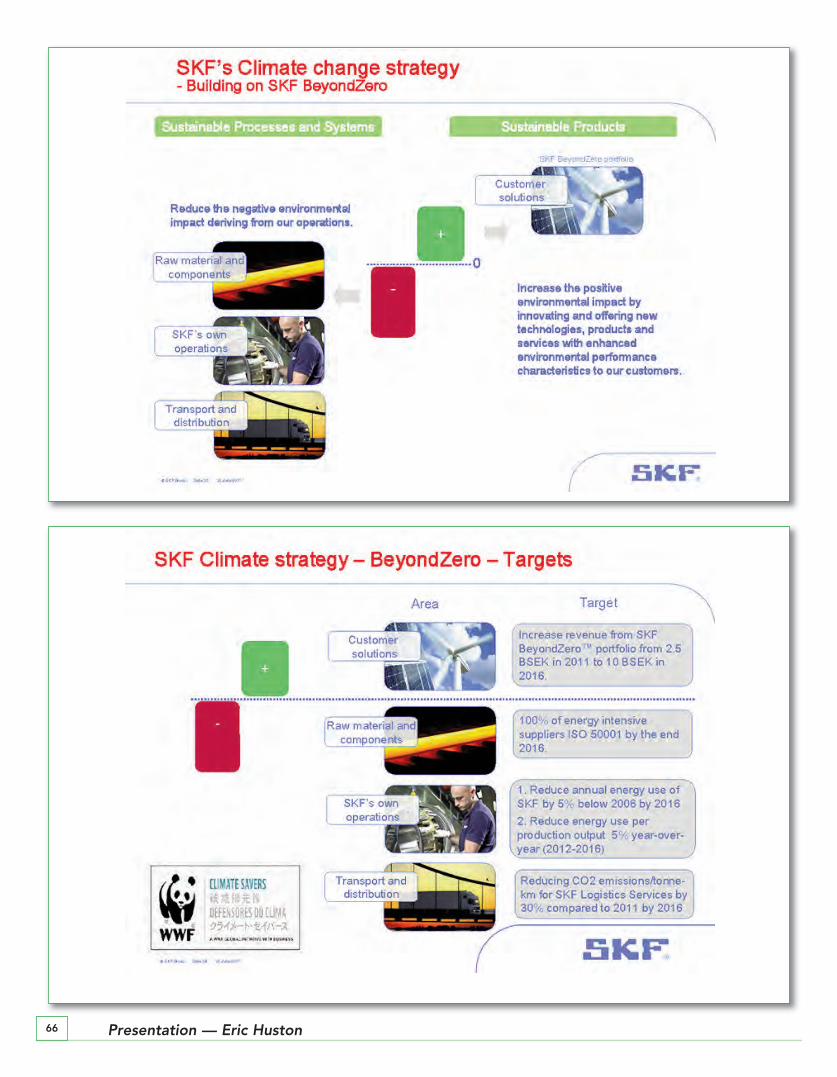
66 Presentation — Eric Huston
67Presentation — Eric Huston
68 Presentation — Steve Hellem
Appendix D. Participant Presentations—Steve Hellem
69Presentation — Steve Hellem
70 Presentation — Steve Hellem
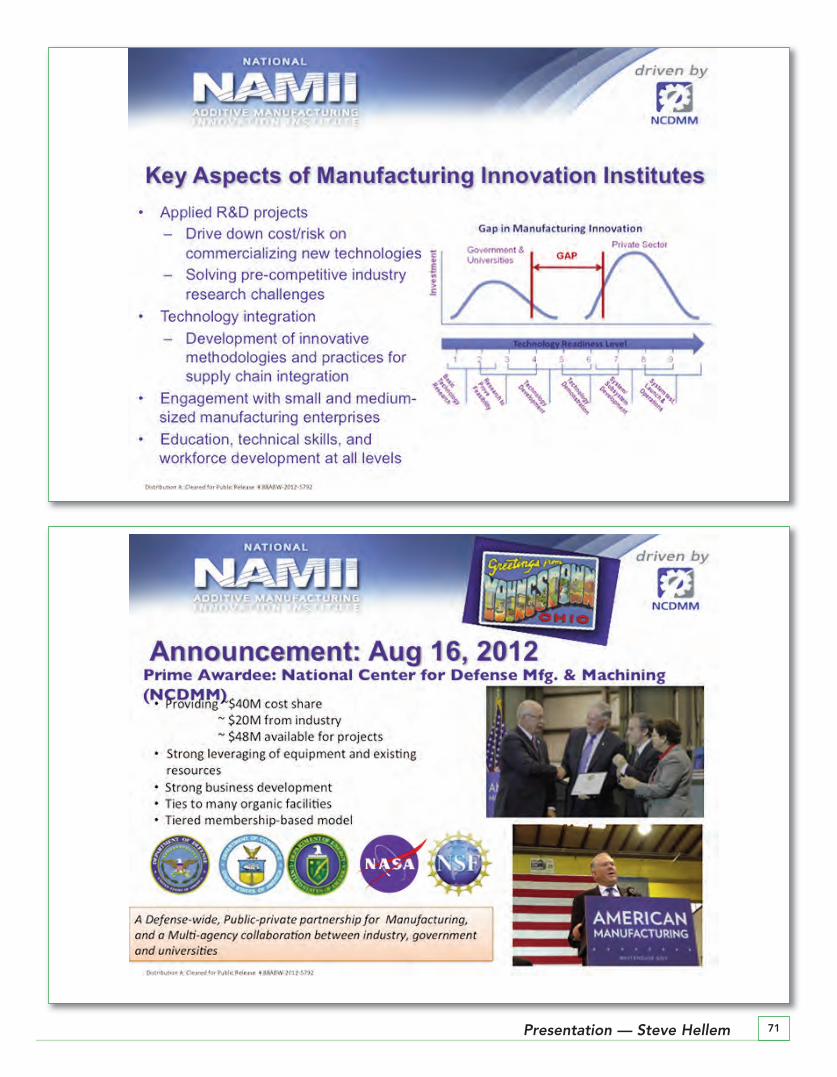
71Presentation — Steve Hellem

72 Presentation — Steve Hellem
73Presentation — Steve Hellem
74 Presentation — Steve Hellem
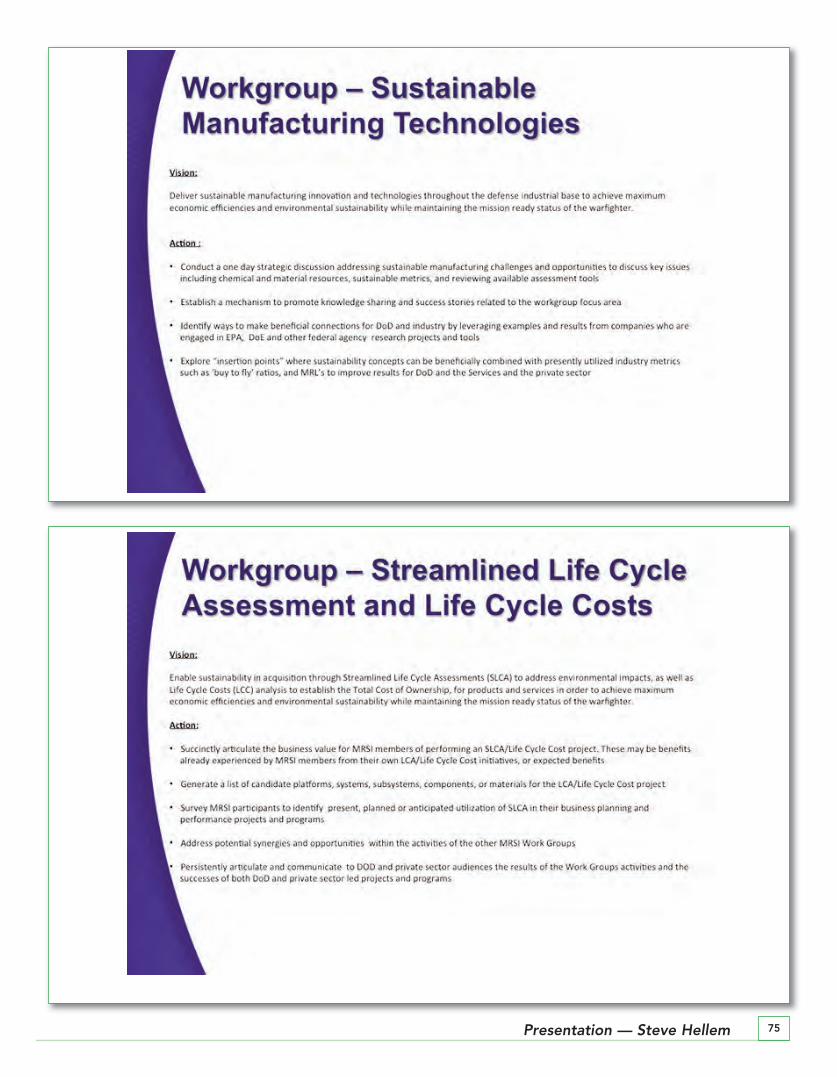
75Presentation — Steve Hellem
76 Presentation — Steve Hellem
77Presentation — Michael Molnar
Appendix D. Participant Presentations—Michael Molnar
78 Presentation — Michael F. Molnar
79Presentation — Michael F. Molnar
80 Presentation — Michael F. Molnar
81Presentation — Michael F. Molnar
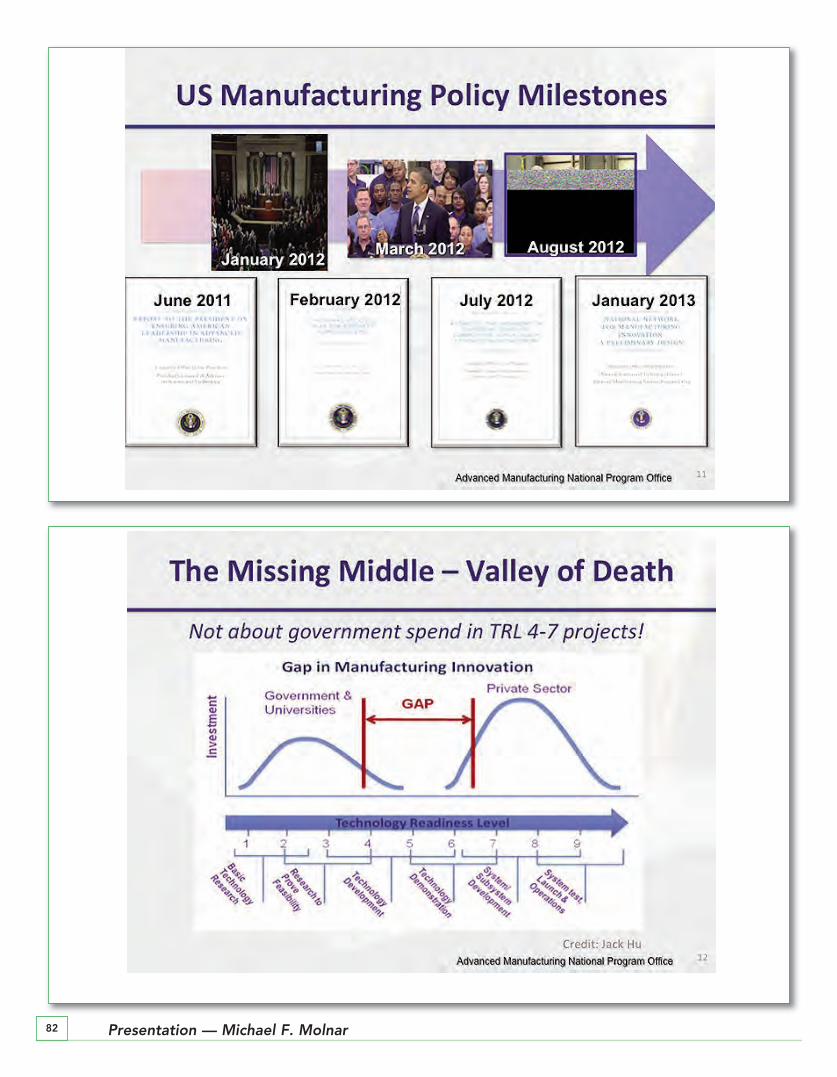
82 Presentation — Michael F. Molnar
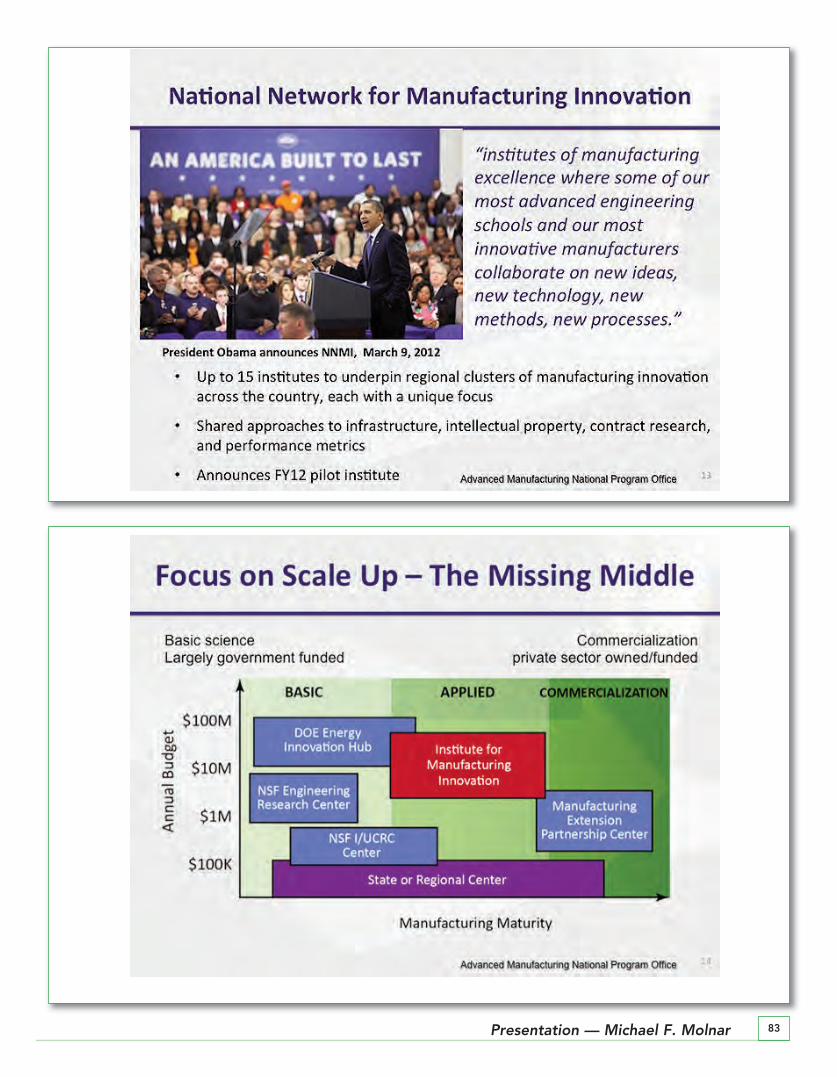
83Presentation — Michael F. Molnar
84 Presentation — Michael F. Molnar
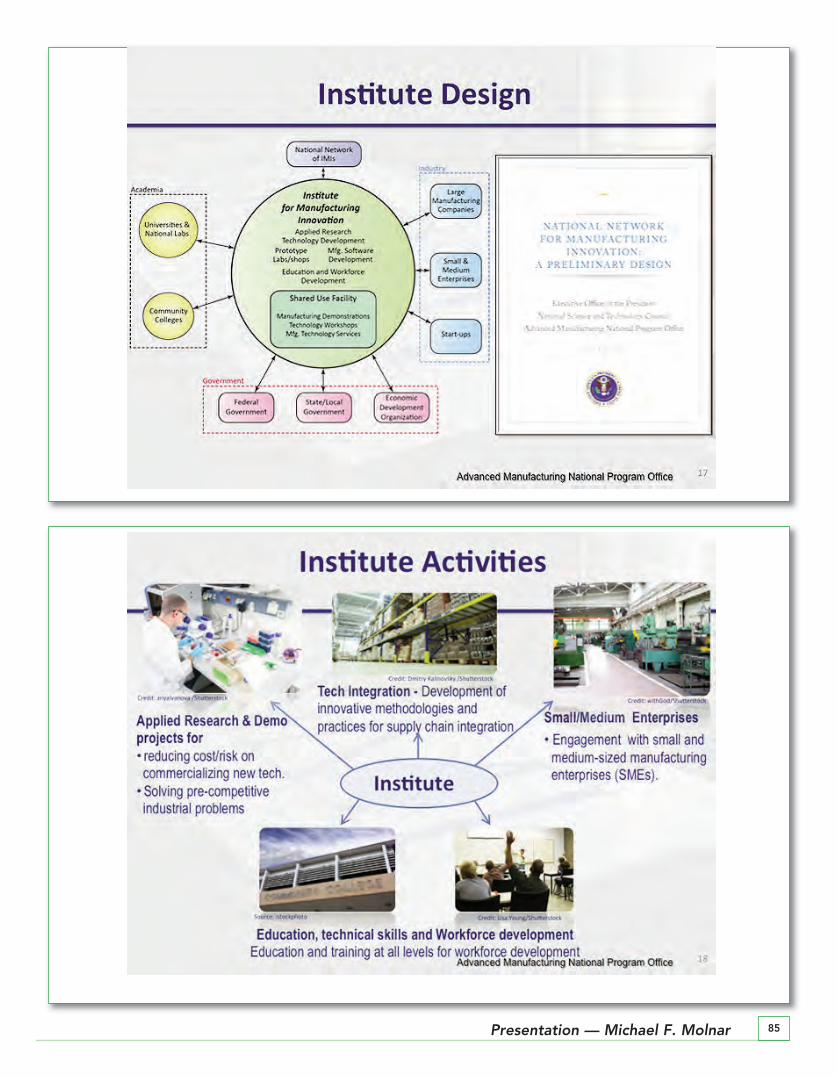
85Presentation — Michael F. Molnar
86 Presentation — Michael F. Molnar
87Presentation — Michael F. Molnar
88 Presentation — Michael F. Molnar
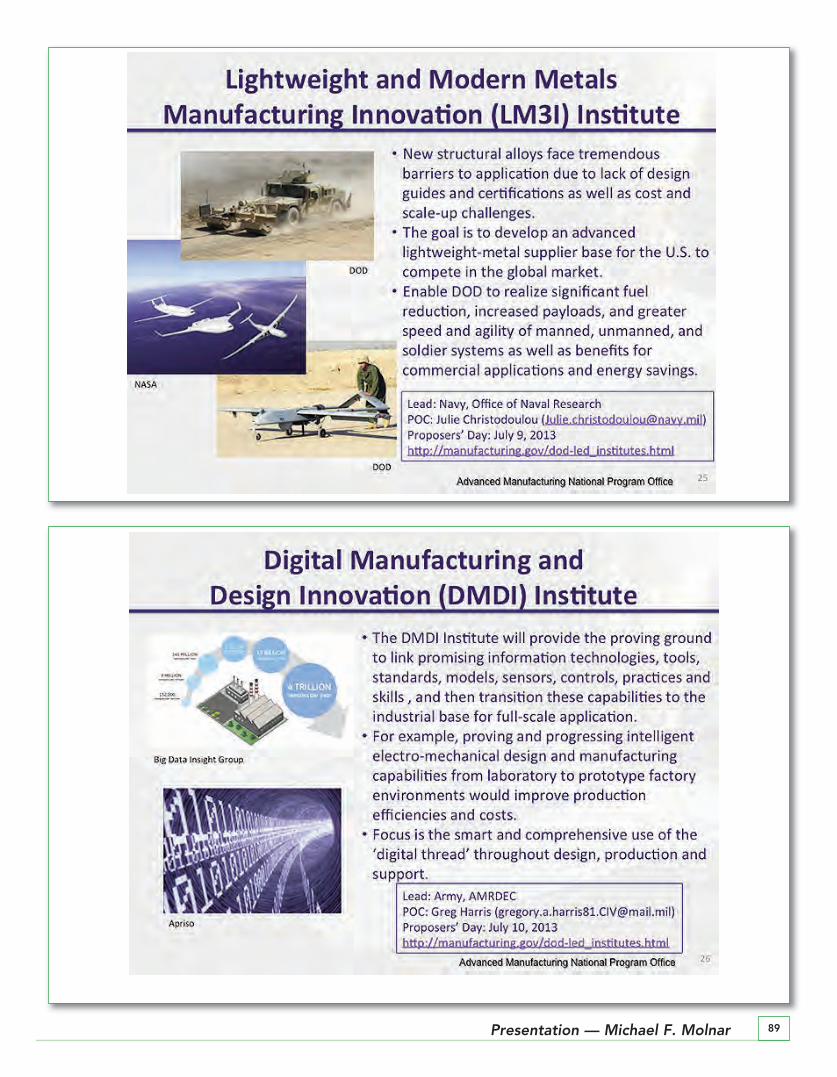
89Presentation — Michael F. Molnar
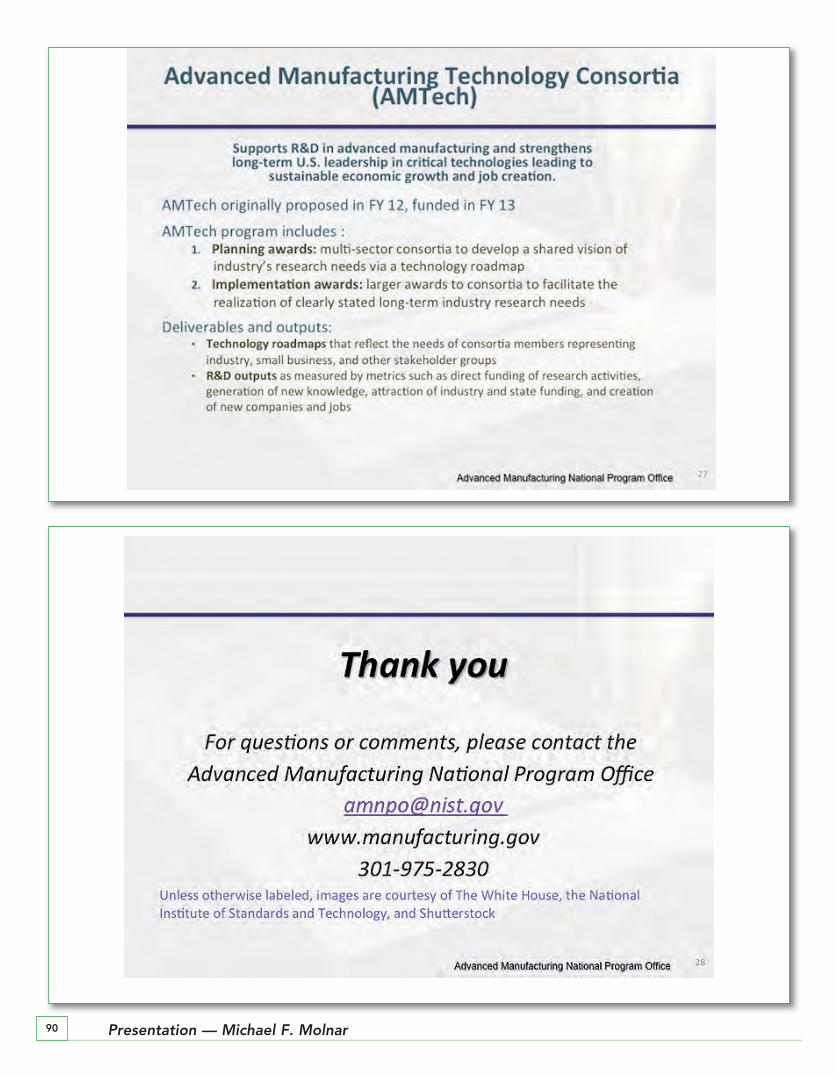
90 Presentation — Michael F. Molnar
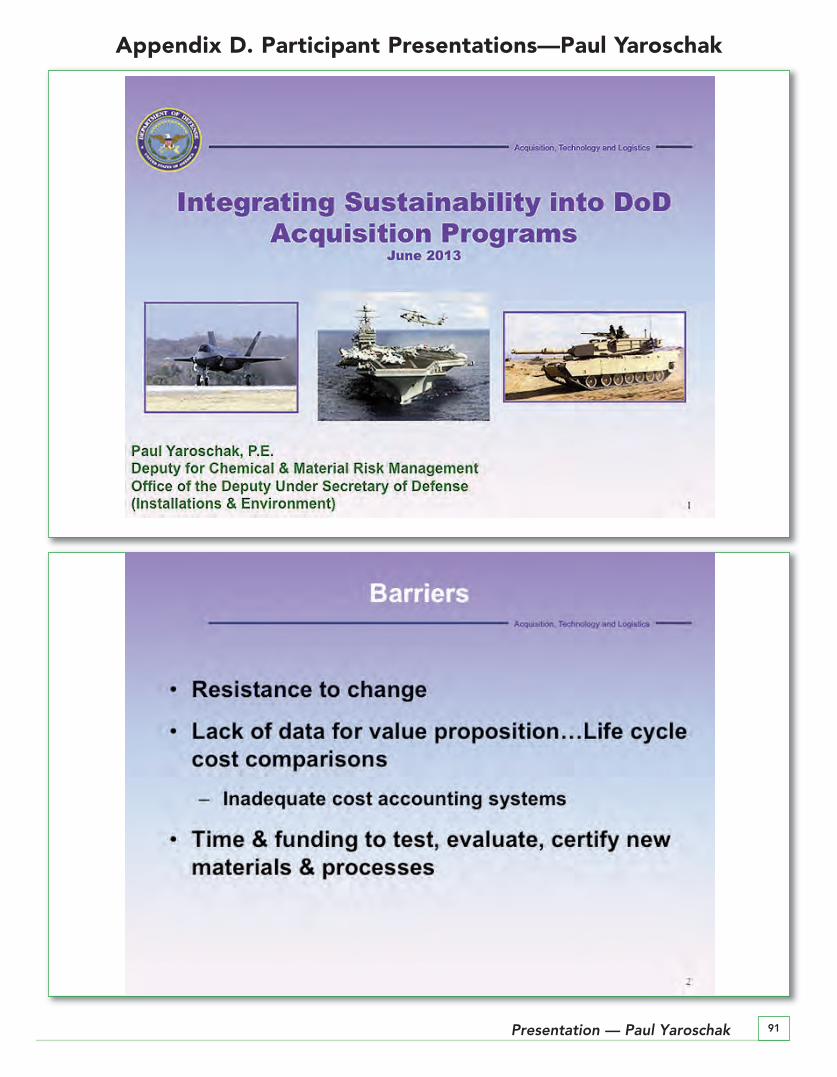
91Presentation — Paul Yaroschak
Appendix D. Participant Presentations—Paul Yaroschak
92 Presentation — Michael F. Molnar
93Presentation — Michael F. Molnar
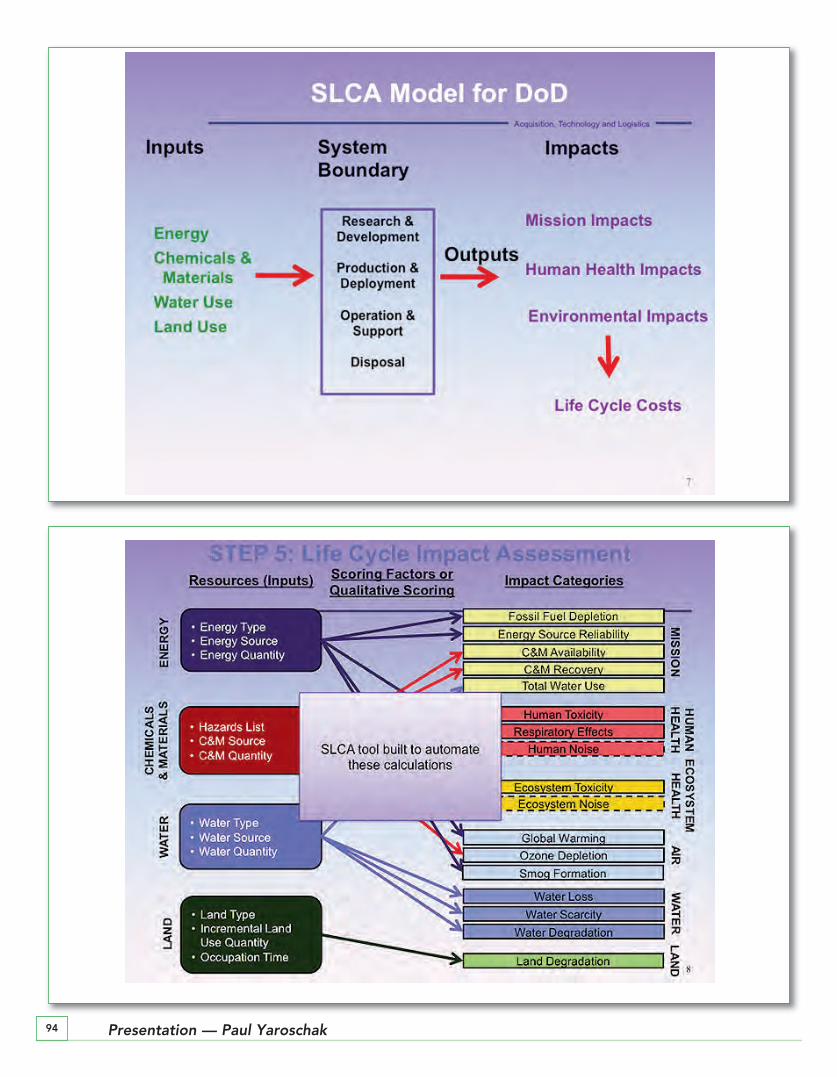
94 Presentation — Paul Yaroschak
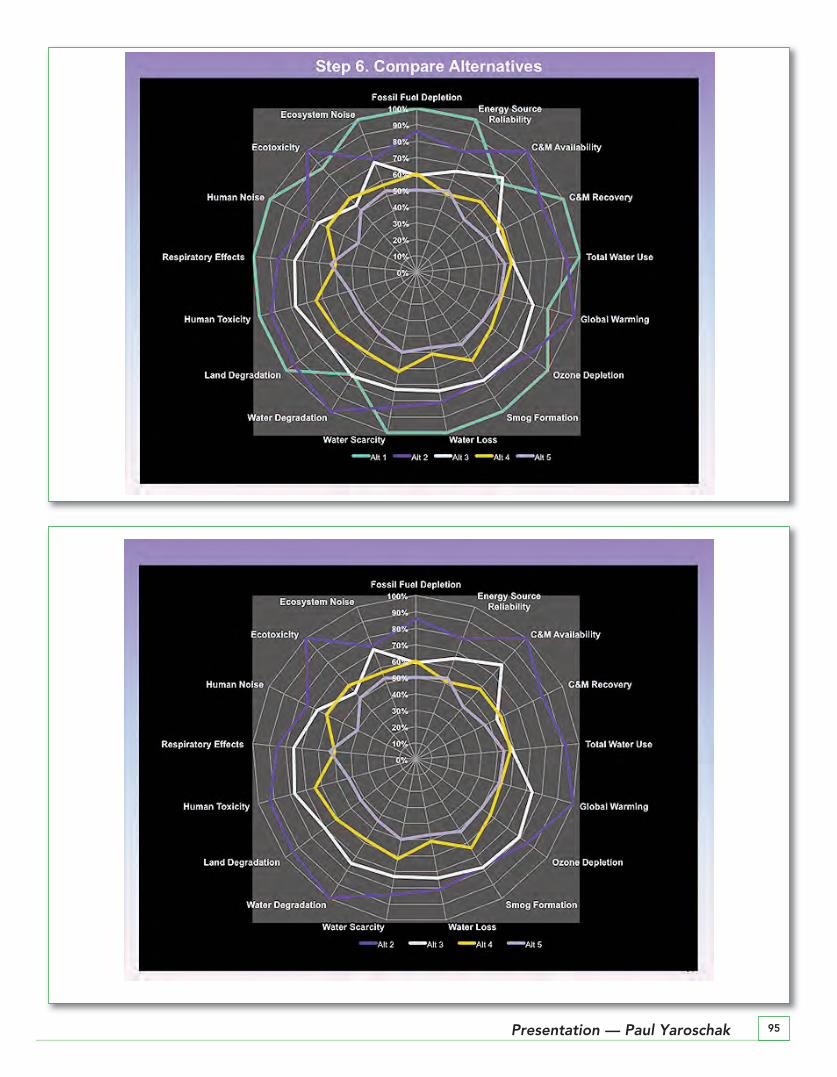
95Presentation — Paul Yaroschak
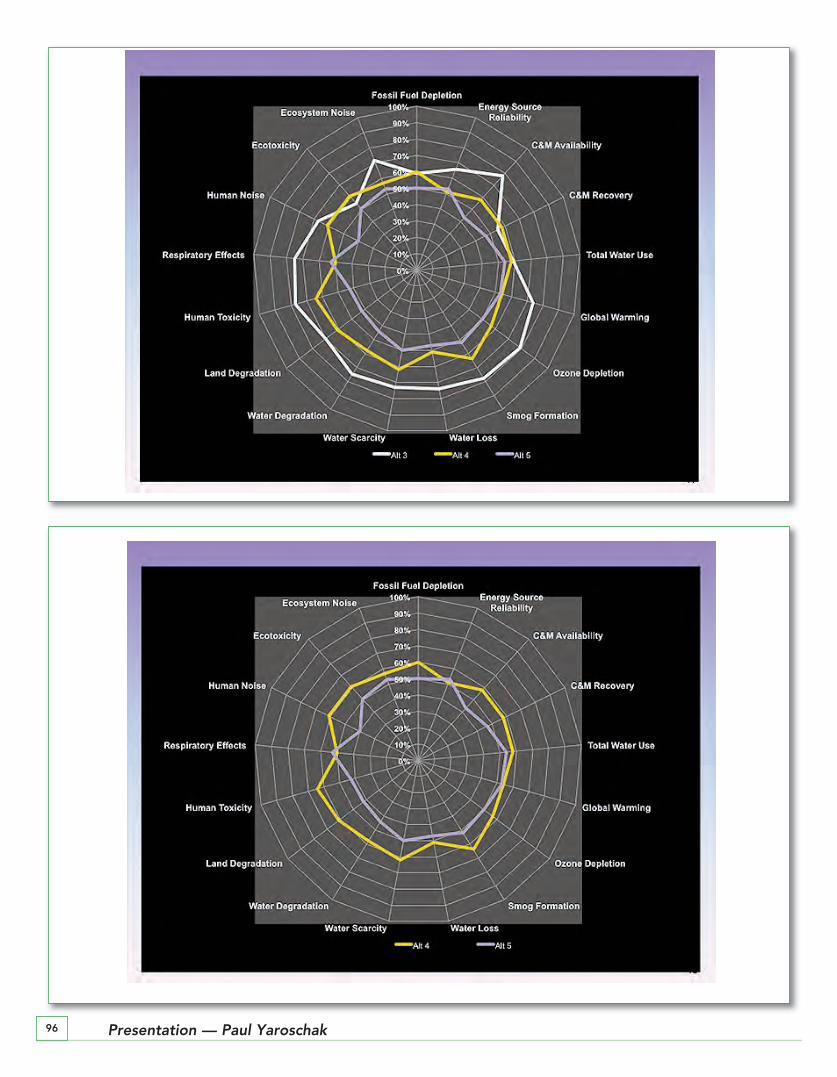
96 Presentation — Paul Yaroschak
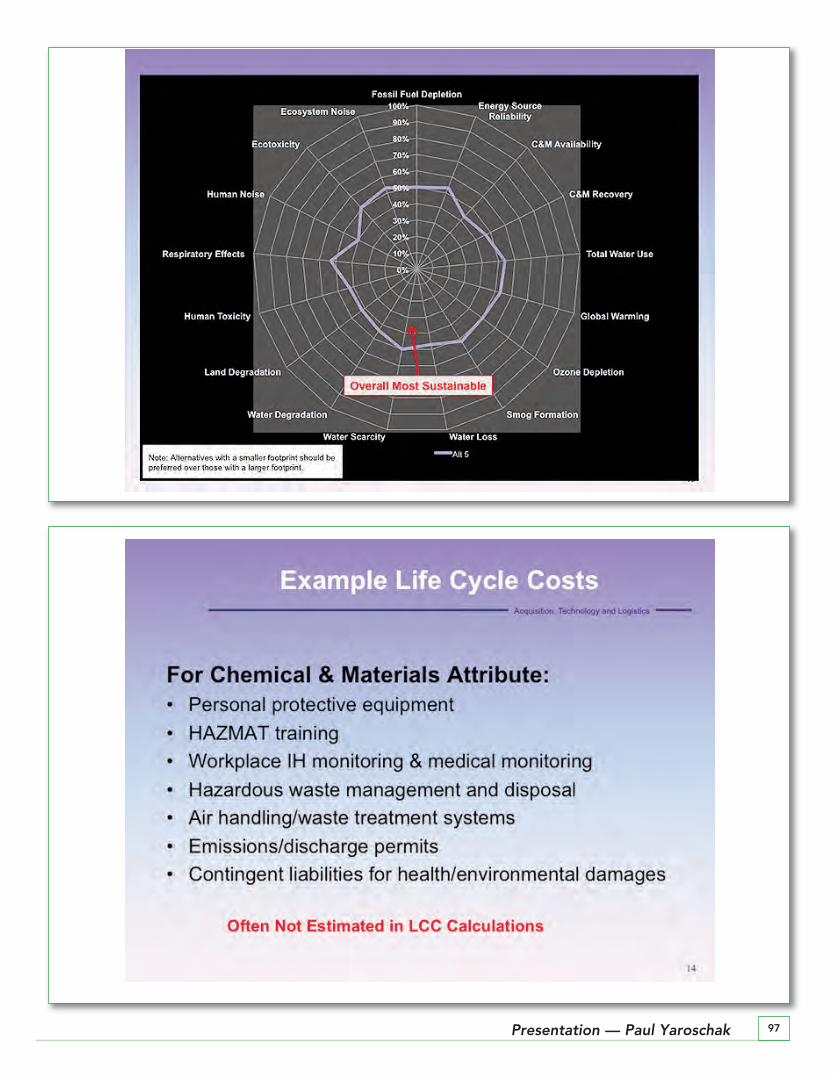
97Presentation — Paul Yaroschak
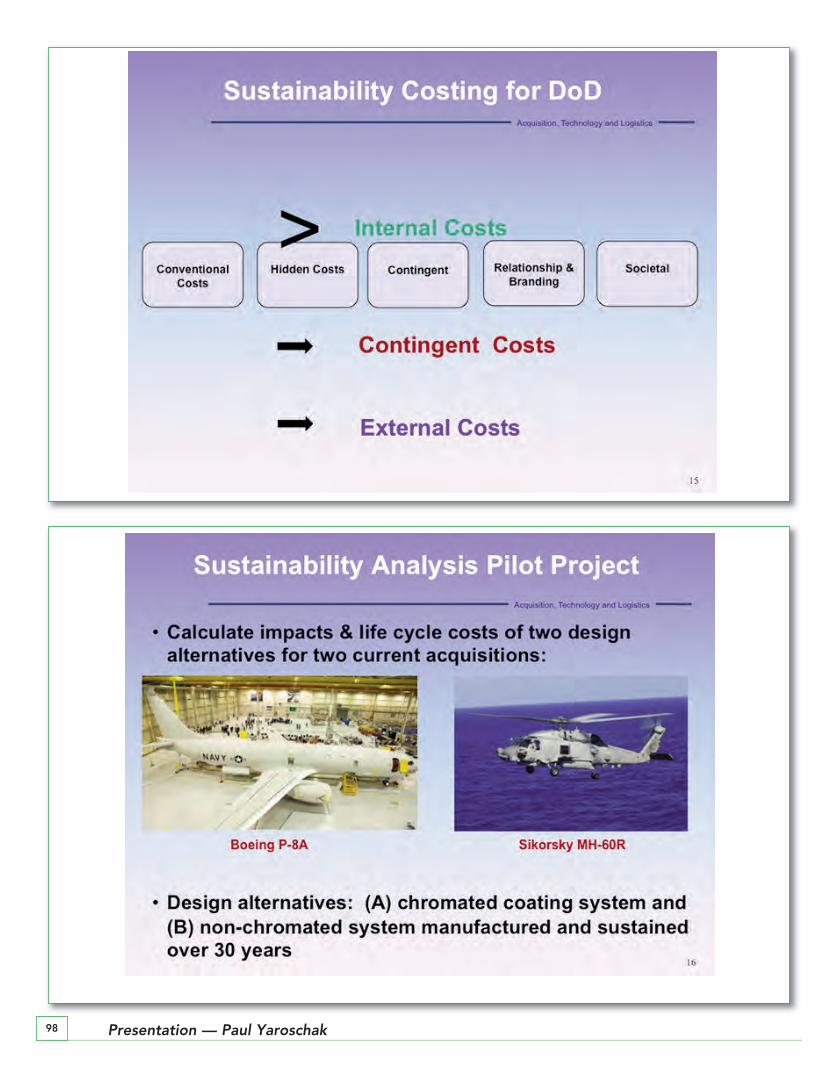
98 Presentation — Paul Yaroschak
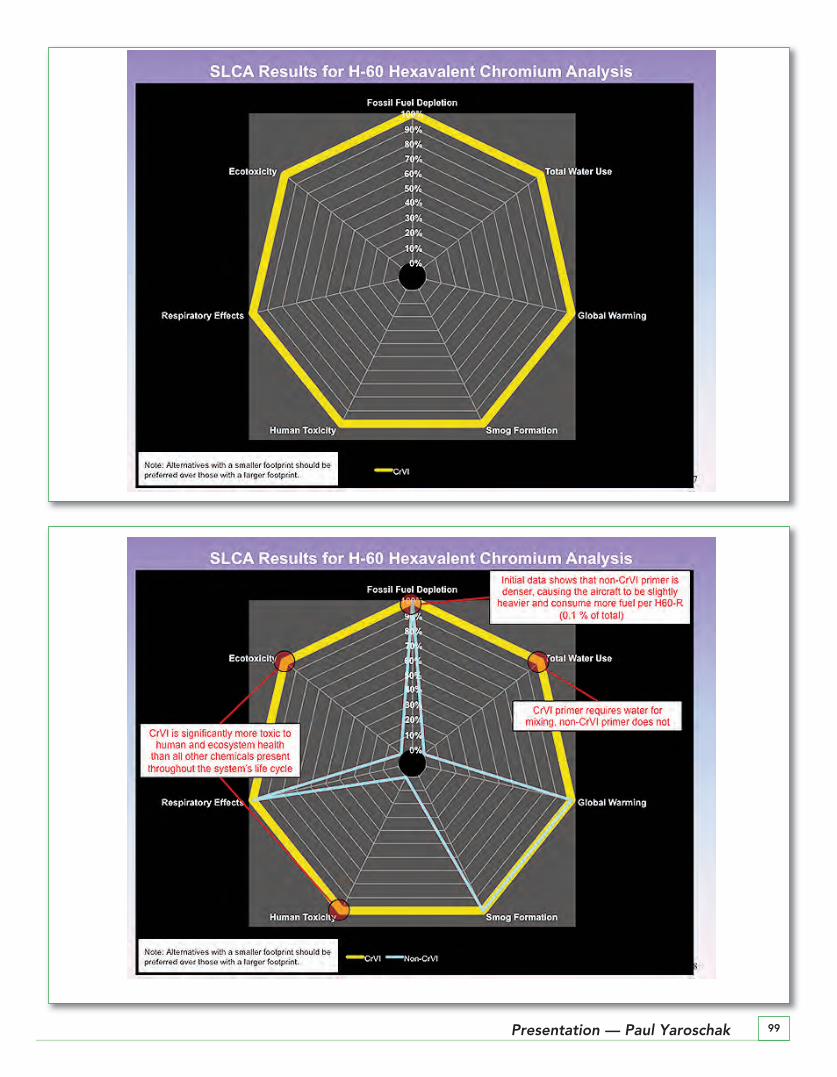
99Presentation — Paul Yaroschak
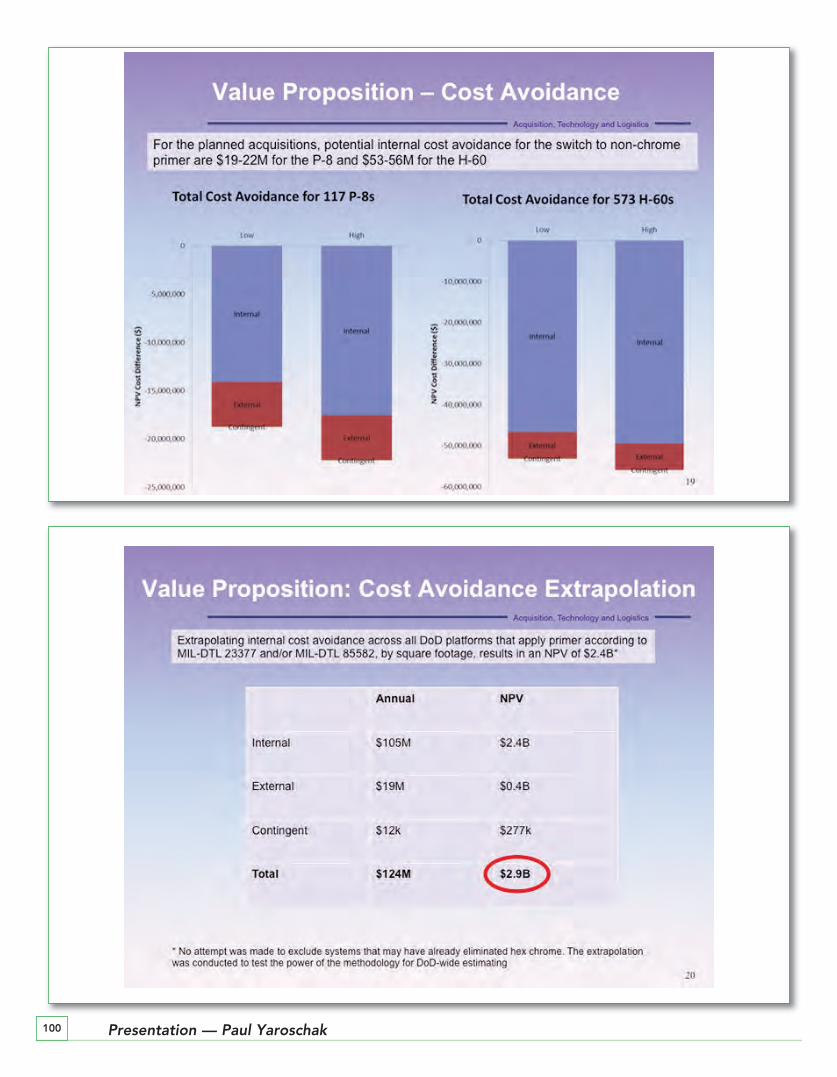
100 Presentation — Paul Yaroschak
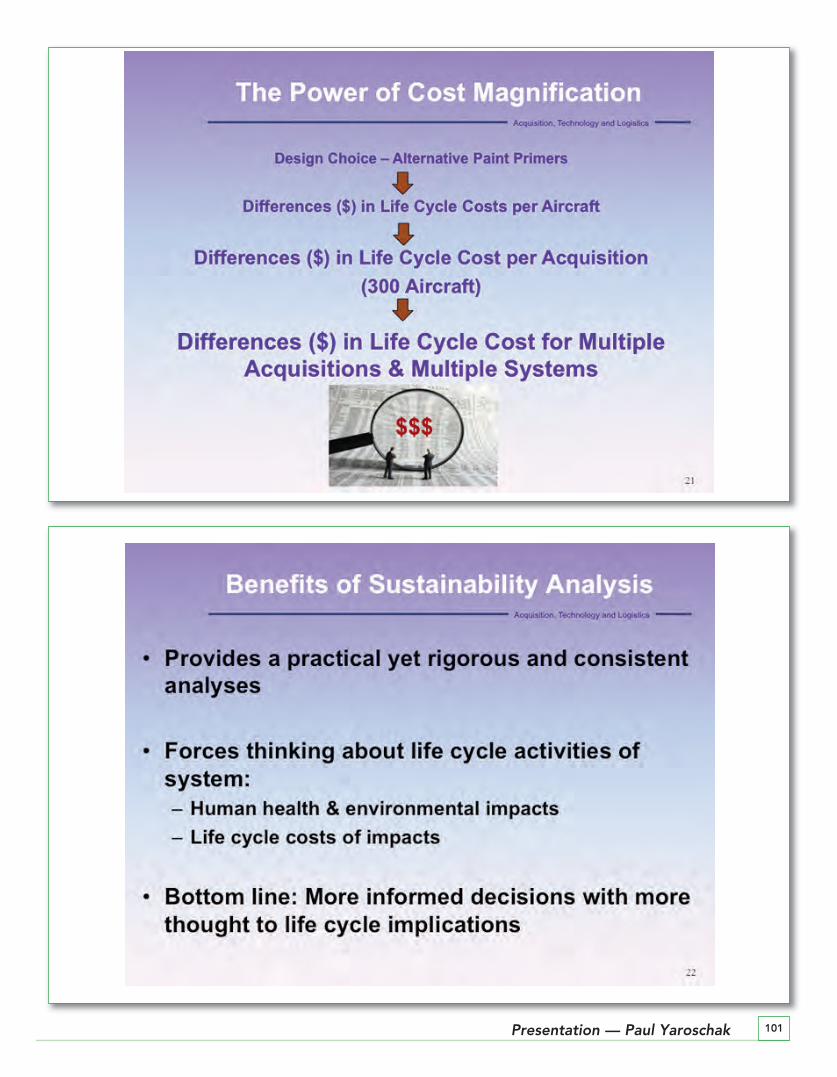
101Presentation — Paul Yaroschak
102 Presentation — Paul Yaroschak
103
Notes
1828 L Street, N.W.
Suite 810
Washington, DC 20036
Phone: 202.785.3756
Fax: 202.429.9417
www.asme.org