Embed Size (px)
Citation preview
AUTOMAÇÃO INDUSTRIAL EM UM
PROCESSO DE INJEÇÃO PLÁSTICO
Adriana Vaz Procopio Leite (Unisociesc )
Kazuo Hatakeyama (Unisociesc )
A intensa instabilidade do atual ambiente de negócios tem forçado as
empresas à contínua adaptação de suas estratégias, cuja temática
darwinista de que somente os mais fortes e mais adaptados
sobreviverão é uma realidade. Quem poderia prever a crise financeira
mundial e quem poderia imaginar seus efeitos colaterais em escala
global de forma tão intensa? A resposta certamente todos perceberam.
Sendo assim, a única medida de sobrevivência neste ambiente, cujas
certezas são traduzidas por incertezas é buscar estratégias
competitivas que busquem minimizar os efeitos imprevisíveis advindos.
Atualmente, as empresas já maduras no mercado, buscam
incessantemente a melhoria de desempenho operacional buscando a
redução de custos variáveis e fixos, introduzindo melhorias de
processos, qualificação de mão de obra a nível operacional, técnico e
estratégico, bem como desenvolvendo novos fornecedores e clientes a
nível global. Neste sentido, a otimização de processos pela automação
visa a maximização da produtividade e redução de custos fixos que são
os que em tempos de instabilidade mais contribuem para a corrosão do
fluxo de caixa e consequentemente sobrevivência da organização. O
lucro, tão condenado no período da idade média é sem qualquer
sombra de dúvida o pulmão, o estoque de energia, sem o qual as
empresas não podem sobreviver, pois necessita realizar contínuos
reinvestimentos de capital quer seja em recursos humanos, quer seja
em recursos materiais. A automatização dos processos incorre num
montante de investimento, porém, no médio prazo se recupera, pela
redução de custos de mão de obra, problemas relacionados a causas
trabalhistas e refugos entre outros. Por outro lado a automatização
reduz postos de trabalho, exige mais mão de obra qualificada, porém
resta pouca opção: maximizar ou perecer!
Palavras-chaves: Desempenho, Automação, Custos
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
Automação Industrial em um Processo de Injeção Plástico
1. IDENTIFICAÇÃO DO PROBLEMA
Diante de um mercado cada vez mais competitivo a necessidade de redução de custos
fixos na produção é eminente. Uma análise de prioridades da linha de produção dos produtos
médicos da empresa especializada foi realizada. Foi possível perceber que com a redução de
custo fixo e aumento da produtividade poderia representar maior competitividade no mercado.
O produto “X” é um produto de grandes volumes e baixo valor agregado no qual o que
oneram seu custo é a matéria-prima e custo fixo de industrialização para um estoque
empurrado.
Os gestores devem perceber a empresa como um sistema dinâmico, entendo como
todos os componentes funcionais se interagem, influenciando o desempenho total, em termos
de custos, qualidade, serviços e diferenciação. Para que a mesma se transforme em uma
empresa manufatureira de classe mundial é preciso que haja dinâmica crucial entre as
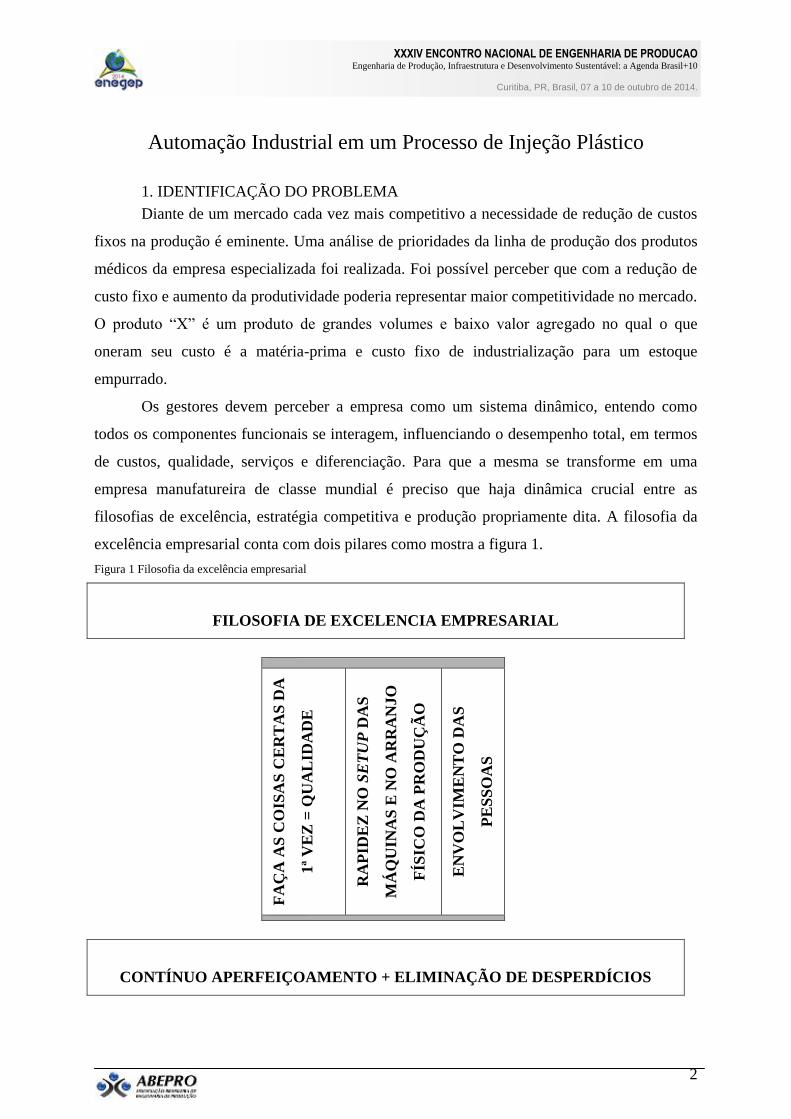
filosofias de excelência, estratégia competitiva e produção propriamente dita. A filosofia da
excelência empresarial conta com dois pilares como mostra a figura 1.
Figura 1 Filosofia da excelência empresarial
FILOSOFIA DE EXCELENCIA EMPRESARIAL
F
AÇ
A A
S C
OIS
AS
CE
RT
AS
DA
1ª
VE
Z =
QU
AL
IDA
DE
RA
PID
EZ
NO
SE
TU
P D
AS
MÁ
QU
INA
S E
NO
AR
RA
NJO
FÍS
ICO
DA
PR
OD
UÇ
ÃO
EN
VO
LV
IME
NT
O D
AS
PE
SS
OA
S
CONTÍNUO APERFEIÇOAMENTO + ELIMINAÇÃO DE DESPERDÍCIOS
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
O princípio do contínuo aperfeiçoamento implica reconhecer que a produtividade,
qualidade, serviços ao consumidor e a flexibilidade com relação às mudanças de desempenho
e programação de produção de produtos devem melhorar continuadamente. O princípio da
eliminação de desperdícios implica reconhecer que o desperdício é algo que não adiciona
qualquer valor ao produto.
Estes princípios são sustentados pela qualidade pelo setup rápido cujo objetivo é
produzir em massa maximizando a produtividade da mão de obra. A redução do custo por
unidade dos gastos gerais da fábrica é importante pelo envolvimento das pessoas que implica
utilizar energias criativas de todos para a resolução dos problemas o que requer alto grau de
comprometimento.
2. OBJETIVOS DO PROJETO
O objetivo do presente projeto é elaborar uma análise de redução de custo que não agregam
valor além do aumento de produtividade de uma linha produtiva. Uma atividade que não
adiciona valor ao produto é aquela que pode ser eliminada, sem que os atributos do produto.
Sendo assim, a prioridade da linha produtiva do produto “X” é reduzir seu custo que não
adiciona valor e aumentar sua produtividade mantendo o padrão de qualidade. Analisando as
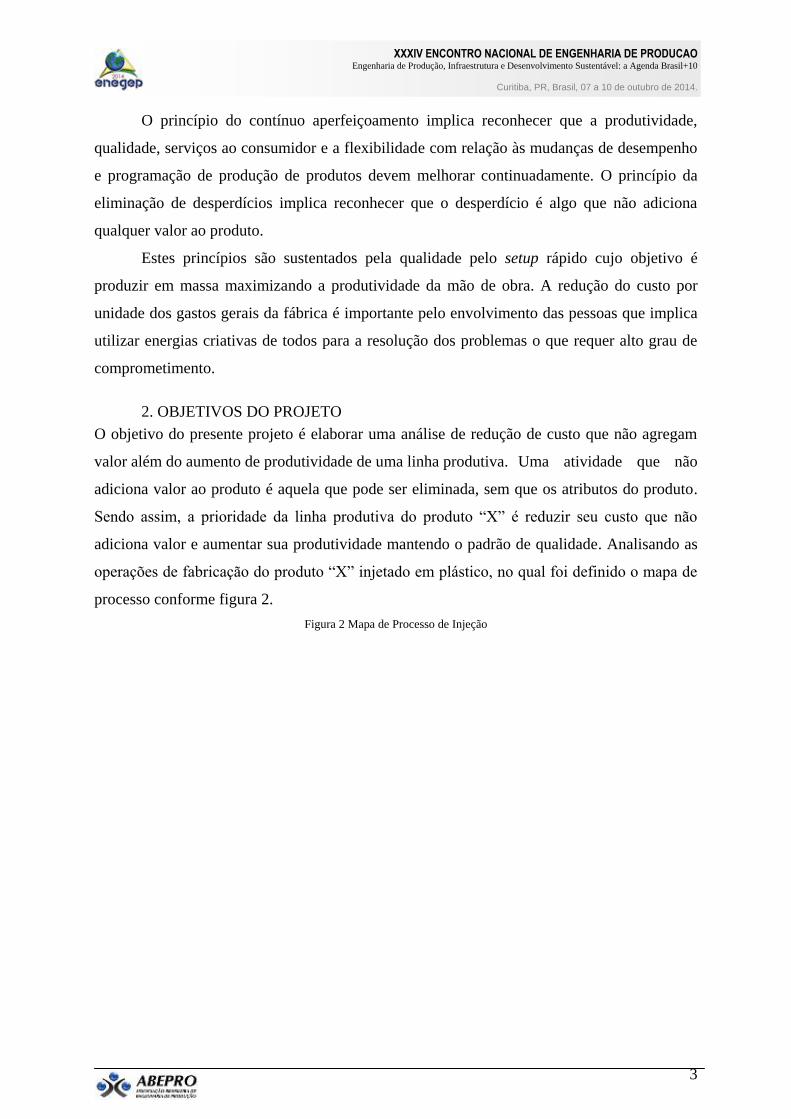
operações de fabricação do produto “X” injetado em plástico, no qual foi definido o mapa de
processo conforme figura 2.
Figura 2 Mapa de Processo de Injeção
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
Nº Detalhamento da Operação
x 0 Início
x 1 Ordem de Produção
x 2 Preparação de Matéria-Prima
x 3 Preparação de Ferramental
x 4 Setup de Ferramental
x 5 Progração conforme Ficha de Processo
x 6 Injeção
x 7 Montagem
x 8 Armazenagem
x 9 Preparação de Parafuzadeira
x 10 Setup de Molde por tamanho - produto "X"
x 11 Alimentação da parafuzadeira
x 12 Parafuzamento
x 13 Inspeção
x 14 Armazenagem
x 15 Transporte
x 16 Fim
Mapa de processo
Início/ Fim - Operação Operação e Inspeção
Inspeção Transporte
Estocagem
No mapa de processo da figura 2 determina quais operações não adicionam valor ao
produto destacadas nas operações 7, 10, 11 e 13, foco principal do projeto, ou o
desenvolvimento de uma tecnologia capaz de substituir esta operação.
3. DESCRIÇÃO DA EMPRESA
A empresa foi fundada em 1992 e tem como missão transformar e gerenciar recursos
a fim de desenvolver soluções para os mercados médico hospitalar e Agro Industrial. A
empresa adquiriu know-how para desenvolver produtos que contribuam para a redução dos
custos de manutenção e aumento de produtividade nas linhas de produção dos frigoríficos; e
no segmento médico hospitalar, tendo como principal incentivador a utilização do espéculo
vaginal que até então eram de aço inox, para um tipo descartável produzido em plástico.
A internacionalização dos mercados vem exigindo das indústrias, linhas de produções
altamente produtivas e com o menor custo. Inserida nesse contexto a empresa tem como
política da qualidade atender os requisitos dos clientes, por meio da qualidade e
competitividade com melhoria contínua dos processos, tendo como base a certificação de
BPF, emitido pela ANVISA.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
O espírito empreendedor do fundador tem resultado em melhorias significativas na
eficiência da empresa na qualidade de seus produtos, bem como a sua sustentabilidade. Em
seu slogan “Qualidade a serviço da vida” a empresa demonstra a sua preocupação com a
qualidade de vida da sociedade, crescendo de modo sustentável. Pautando em valores sólidos,
tais como honestidade, transparência, responsabilidade, integração, trabalho em equipe,
motivação, superação, foco no cliente e comprometimento com a qualidade vivenciado pelos
seus 120 colaboradores. A sua nova sede na qual todos os esforços foram condicionados para
as melhorias e a segurança de processos de fabricação se encontra em pleno funcionamento.
Figura 3 Instalações da Empresa
4. ANÁLISE DE MERCADO
No contexto dos principais mercados de atuação da empresa, o segmento médico-
hospitalar é o foco, sendo responsável por aproximadamente setenta por cento do
faturamento. Sendo o principal produto o espéculo vaginal descartável, de baixo valor
agregado, faz-se necessário, face as constantes pressões por preços advindos dos mercados
externo e interno, que a empresa direcione esforços no sentido de minimizar custos produtivos
diretos e indiretos.
O produto é direcionado aos distribuidores em todas as regiões do país, tendo como
consumidores finais médicos que utilizam e validam seus produtos juntamente com o público
feminino. O mercado se restringe a conscientização pela saúde, da mulher na prevenção e
principalmente pelo poder público que investe poucos recursos no tratamento de doenças e tão
pouco na prevenção, promovendo campanhas públicas.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
De acordo com o IBGE (Instituto Brasileiro de Geografia e Estatística) a população
brasileira no censo de 2007 aproxima-se em 187.654.604 pessoas sendo 49,22% homens e
50,78% mulheres.
Avaliando os números de mulheres o percentual equivale a 95.291.008 mulheres.
Considerando 40% ativas, uma população de aproximadamente 38.116.404 mulheres que
devem realizar os exames ginecológicos. O mercado é ainda muito amplo para o crescimento
do produto na escala Brasil. Considerando market share de empresa em xx% a.a com um
potencial de mercado é alto principalmente pelo diferencial do produto na ergonomia,
desenvolvida com a ajuda de profissionais atuantes no ramo para melhor atender a demanda
dos consumidores nacionais. A empresa procura investir em inovações como fonte de
contínua geração de novas receitas lançando novos produtos, e principalmente em processos
de manufatura mais competitivos que minimizam retrabalhos e aumentam a produtividade
gerando produtos com menores custos totais. A empresa recentemente obteve o certificado de
BPF o que abriu uma janela para expansão do mercado consumidor, sobretudo nos setores os
quais a regulamentação é um fator determinante.
No contexto de uma política de atendimento às necessidades de seus clientes, a
empresa realizou recentemente uma detalhada pesquisa de mercado na qual foi destacado os
seguintes pontos relevantes: qualidade e preço. Com essa prática contínua de feedback com o
mercado a empresa visa sempre ser flexível com relação ao mesmo buscando o melhor
atendimento de suas necessidades sem perder o foco do crescimento em bases sustentáveis.
5. REVISÃO BIBLIOGRÁFICA
5.1 Automação Industrial
Automação Industrial (AI) é a aplicação de técnicas, softwares e/ou equipamentos
específicos em uma determinada máquina ou processo industrial, com o objetivo de aumentar
a sua eficiência, maximizar a produção com o menor consumo de energia e/ou matérias
primas, menor emissão de resíduos de qualquer espécie, melhores condições de segurança,
seja material, humana ou das informações referentes a esse processo, ou ainda, de reduzir o
esforço ou a interferência humana sobre esse processo ou máquina. A parte mais visível da
automação, atualmente, está relacionada à robótica, mas também é utilizada nas indústrias
química, petroquímicas e farmacêuticas, com o uso de transmissores de pressão, vazão,
temperatura e outras variáveis necessárias para um Sistema Digital de Controle Distribuido -
ADCD ou Controlador Lógico Programável - CLP. AI visa, principalmente, a produtividade,
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
qualidade e segurança em um processo. Em um sistema típico toda a informação dos sensores
é concentrada em um controlador programável o qual de acordo com o programa em memória
define o estado dos atuadores. Atualmente, com o advento de instrumentação de campo
inteligente, funções executados no controlador programável tem uma tendência de serem
migradas para estes instrumentos de campo. AI possui vários barramentos de campo (mais de
10, incluindo vários protocolos como: can open, interbus-s, field bus foundation, modbus, std
32, ssi, profibus, devicenet, etc) específicos para a área industrial, mas controlando
equipamentos de campo como válvulas, atuadores eletromecânicos, indicadores, e enviando
estes sinais a uma central de controle. A partir destes barramentos que comunicam com o
sistema central de controle e podem também comunicar com o sistema administrativo da
empresa. Uma contribuição adicional importante dos sistemas de AI é a conexão do sistema
de supervisão e controle com sistemas corporativos de administração das empresas. Esta
conectividade permite o compartilhamento de dados importantes da operação diária dos
processos, contribuindo para a agilidade do processo decisório e maior confiabilidade dos
dados que suportam as decisões da empresa para assim melhorar a produtividade.
5.2 Robótica
Robótica é um ramo da tecnologia que engloba mecânica, eletrônica e computação,
que atualmente trata de sistemas compostos por máquinas e partes mecânicas automáticas e
controladas por circuitos integrados, tornando sistemas mecânicos motorizados, controlados
manualmente ou automaticamente por circuitos elétricos. As máquinas, pode-se dizer que são
vivas, mas ao mesmo tempo são uma imitação da vida que não passam de fios unidos e
mecanismos. Esta tecnologia, atualmente adotada por muitas fábricas e indústrias, de um
modo geral, êxito em questões sobre a redução de custos, aumento de produtividade e os
problemas trabalhistas com funcionários.
A ideia de se construir robôs começou a tomar força no início do século XX com a
necessidade de aumentar a produtividade e melhorar a qualidade dos produtos. É nesta época
que o robô industrial encontrou suas primeiras aplicações, cujo inventor da robótica industrial
foi George Devol.
Atualmente, devido aos inúmeros recursos que os sistemas de microcomputadores
oferecem, a robótica atravessa uma época de contínuo crescimento que permitirá, em um
curto espaço de tempo, o desenvolvimento de robôs inteligentes fazendo assim a ficção do
homem antigo se tornar a realidade do homem atual.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
A robótica tem possibilitado às empresas redução de custos com o operariado e um
significativo aumento na produção. O país que mais tem investido na robotização das
atividades industriais é o Japão, um exemplo disso é observado na Empresa Toyota.
Porém tal adoção de robôs nas empresas não deixa de apresentar pontos negativos. Se
de um lado a robótica beneficia as empresas diminuindo gastos e agiliza processos, cria-se
também o desemprego estrutural, que é aquele que não gerado por crises econômicas, mas
pela substituição do trabalho humano por máquinas.
Um robô industrial é oficialmente definido pela ISO como um "manipulador
multipropósito controlado automaticamente, reprogramável, programável em três ou mais
eixos". O campo da robótica industrial pode ser definido como o estudo, desenvolvimento e
uso de sistemas robóticos para a manufatura.
5.3.1 Tipos de robôs
As configurações de robôs utilizadas mais comumente na automação industrial
incluem os robôs articulados, os robôs SCARA, e os robôs cartesianos. No contexto da
robótica geral, a maior parte dos robôs industriais seria categorizada como braços robóticos.
Os robôs industriais possuem diferentes níveis de autonomia. Alguns robôs são
programados para realizarem ações repetidamente sem nenhuma variação, com um nível
elevado de precisão. Estas ações são determinadas por rotinas pré-programadas que
especificam a direção, aceleração, velocidade e distância de uma série de movimentos
coordenados. Outros são mais flexíveis com relação à orientação do objeto em que trabalham,
o qual pode eventualmente ser identificado pelo robô. Por exemplo, para uma orientação mais
precisa, os robôs geralmente possuem câmeras, ligadas a computadores ou controladores. A
inteligência artificial, e suas variações, possui uma importância crescente nos robôs industriais
modernos.
5.3.2 Programação de robôs
A configuração ou programação dos movimentos e sequências de um robô industrial é
tipicamente inserida conectando-se o controlador por meio de um cabo de comunicações à
Ethernet, FireWire, USB ou porta serial de um computador. O computador possui instalado
um software de interface correspondente. O uso do computador simplifica significativamente
o processo de programação. Um software de robótica é rodado no controlador do robô, no
computador ou em ambos, dependendo do sistema utilizado. O PC é comumente
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
desconectado após a programação e então o robô utiliza o programa que foi instalado em seu
controlador.
Além disso, os operadores de máquinas comumente utilizam dispositivos de interface
homem-máquina, tipicamente telas sensíveis ao toque, que servem como o painel de controle
do operador. O operador pode trocar ou ajustar o programa, e também operar um controlador
dos dispositivos periféricos que pode ser integrado ao mesmo sistema robótico. Estes
dispositivos periféricos incluem manipuladores para agarrar objetos, geralmente pelo
dispositivo à vácuo ou de dispositivos eletromecânicos ou pneumáticos. Também estão
incluídos os controles de parada de emergência, os sistemas de visão, travas de segurança,
impressoras de código de barras e uma série de outros dispositivos industriais que são
acessados e controlados pelo painel de controle do operador.
5.4 Robótica na injeção de peças plásticas
Outra aplicação na qual a presença do robô é obrigatória é a da fabricação de peças
plásticas com insertos de outros materiais. O uso de operadores humanos para efetuar a
operação, em determinados casos, é impossível. Um exemplo: algumas máscaras de aparelho
celular contam com vários insertos de metal do tamanho de um milímetro. Alguns entraves
ainda dificultam a proliferação dos robôs em velocidade mais elevada. Entre eles, talvez o
mais grave seja o da falta de cultura do uso do equipamento. Uma das causas desse problema
se encontra na sensação de que o equipamento “rouba” empregos em um País onde as
condições sociais são muito desiguais.
De acordo com os fornecedores, esse pensamento precisa ser avaliado com cuidado.
Em primeiro lugar, as máquinas substituem os operários em operações com condições de
trabalho desumanas. Muitas vezes, a presença do robô não dispensa a de um trabalhador, que
recebe as peças do robô e tem mais tempo para efetuar operações como o corte de canaletas
ou o controle de qualidade. Além disso, a competitividade da economia globalizada impele as
empresas a adotarem soluções competitivas.
Alguns entraves também são decorrentes das condições de trabalho de boa parte dos
transformadores brasileiros. A idade avançada das injetoras instaladas nas empresas é um dos
problemas. As máquinas mais antigas não contam com comandos para a interação com os
robôs, precisam ser adaptadas a partir de reformas com custos nem sempre viáveis. Quanto
mais moderno for o equipamento, maior a eficácia da automação. Os controles das máquinas
mais avançados permitem a programação de operações que vão além da simples extração das
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
peças do molde. Com a ajuda da informática pode-se, por exemplo, programar operações
automáticas de controle de qualidade e de armazenamento das peças aprovadas em locais
diferentes das defeituosas.
Outro problema a ser contornado se encontra nos moldes utilizados pela indústria, a
grande maioria com projetos inadequados. As ferramentas precisam ser projetadas levando-se
em conta o movimento feito pelos braços do robô durante a retirada das peças injetadas.
A gama de robôs disponíveis no mercado é bastante elevada. Todos os fabricantes
fornecem linhas com preços variáveis entre R$ 15 mil e algumas centenas de milhares de
reais. Os modelos podem equipar injetoras com as mais variadas forças de fechamento. Eles
manipulam peças de algumas gramas até outras com peso na casa de dezenas de quilos.
Os robôs oferecidos podem ser divididos em três categorias principais. Os mais
simples são dotados com movimentos feitos em três eixos a partir de sistemas pneumáticos,
que atuam como um “pegador de galhos”, ou seja, retiram as peças das máquinas e as
colocam em locais determinados. Os modelos intermediários contam com movimentos em
dois eixos a partir de sistemas pneumáticos e em um terceiro eixo feitos por meio de
mecanismo elétrico, com a ajuda de um servo-motor. Esses robôs coletam as peças nas
máquinas, as levam para os locais determinados e podem realizar algum tipo de operação
complementar. Os mais sofisticados são dotados com movimentos feitos a partir de servo-
motores nos três eixos. São os mais precisos e permitem a programação de operações
diferenciadas. Com os eixos movidos por equipamentos elétricos é possível colocar insertos e
fazer outras operações. A seleção feita pelo comprador depende de uma série de variáveis.
Entre elas, se encontram o tipo da injetora utilizada, a duração dos ciclos, a quantidade e as
propriedades das peças produzidas. Os mais vendidos no Brasil são os “pegadores de galhos”.
Os com movimentos híbridos e os totalmente elétricos são procurados pelas empresas com
maior capacidade de investimento.
De acordo com a Revista Plástico Moderno (Maio 2009),
a Star Seiki nasceu no Japão em 1964 e chegou ao Brasil no início dos anos 90 a partir de um
acordo de representação firmado com a fabricante de injetoras Romi. Em 1997, a empresa
resolveu abrir escritório próprio por aqui. Atualmente conta com 1.350 robôs instalados no
País.
A empresa vende robôs para injetoras de 35 toneladas até 4.500 mil toneladas de força
de fechamento. “O mercado brasileiro absorve mais robôs voltados para injetoras entre 150 e
300 toneladas”.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
Figura 4 Inovações da Linha de Robôs – Revista Plástico Moderno
A novidade é a linha de robôs CS,
recém-lançada na última edição da
K, na exposição mundial da indústria
do plástico realizada na Alemanha,
no final de outubro. A principal
característica da linha é a de atuar
com servo-motores e contar com
preços 20% inferiores aos demais
modelos do gênero oferecidos pela
empresa. São modelos mais simples
do que os similares e que atendem o
mercado nacional”.
Robô da linha CS, da Star Seike, lançado em outubro na K
6. REESTRUTURAÇÃO
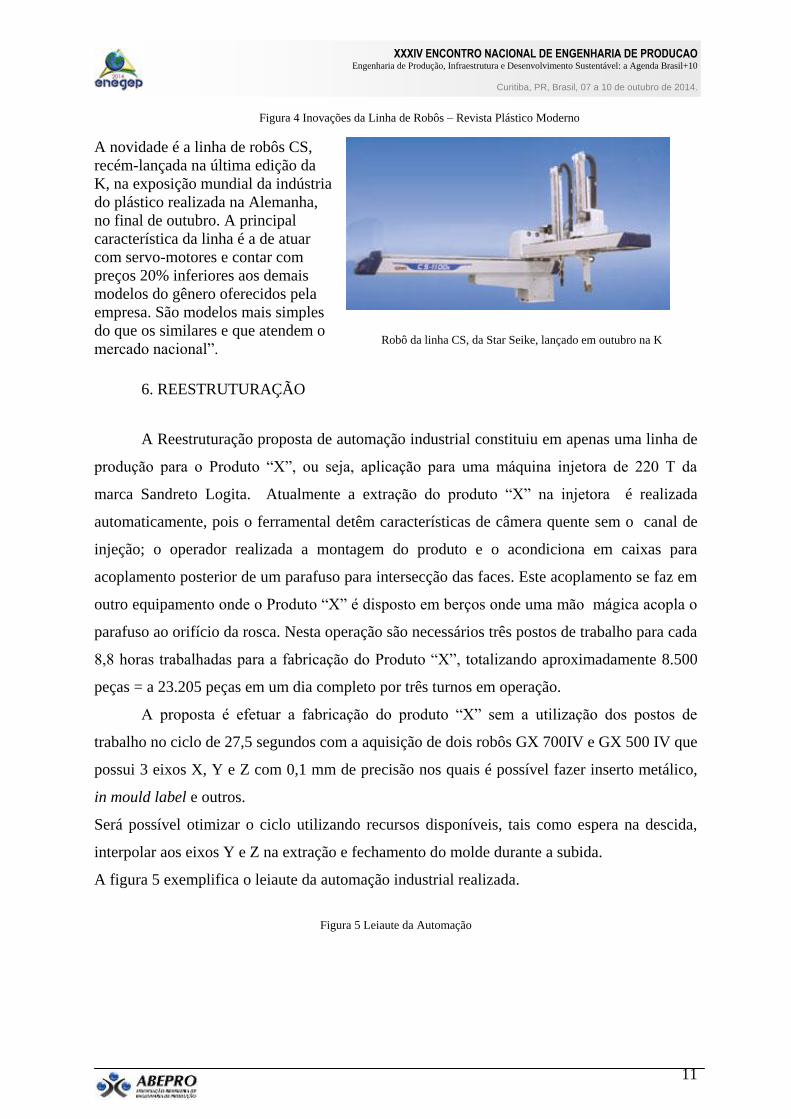
A Reestruturação proposta de automação industrial constituiu em apenas uma linha de
produção para o Produto “X”, ou seja, aplicação para uma máquina injetora de 220 T da
marca Sandreto Logita. Atualmente a extração do produto “X” na injetora é realizada
automaticamente, pois o ferramental detêm características de câmera quente sem o canal de
injeção; o operador realizada a montagem do produto e o acondiciona em caixas para
acoplamento posterior de um parafuso para intersecção das faces. Este acoplamento se faz em
outro equipamento onde o Produto “X” é disposto em berços onde uma mão mágica acopla o
parafuso ao orifício da rosca. Nesta operação são necessários três postos de trabalho para cada
8,8 horas trabalhadas para a fabricação do Produto “X”, totalizando aproximadamente 8.500
peças = a 23.205 peças em um dia completo por três turnos em operação.
A proposta é efetuar a fabricação do produto “X” sem a utilização dos postos de
trabalho no ciclo de 27,5 segundos com a aquisição de dois robôs GX 700IV e GX 500 IV que
possui 3 eixos X, Y e Z com 0,1 mm de precisão nos quais é possível fazer inserto metálico,
in mould label e outros.
Será possível otimizar o ciclo utilizando recursos disponíveis, tais como espera na descida,
interpolar aos eixos Y e Z na extração e fechamento do molde durante a subida.
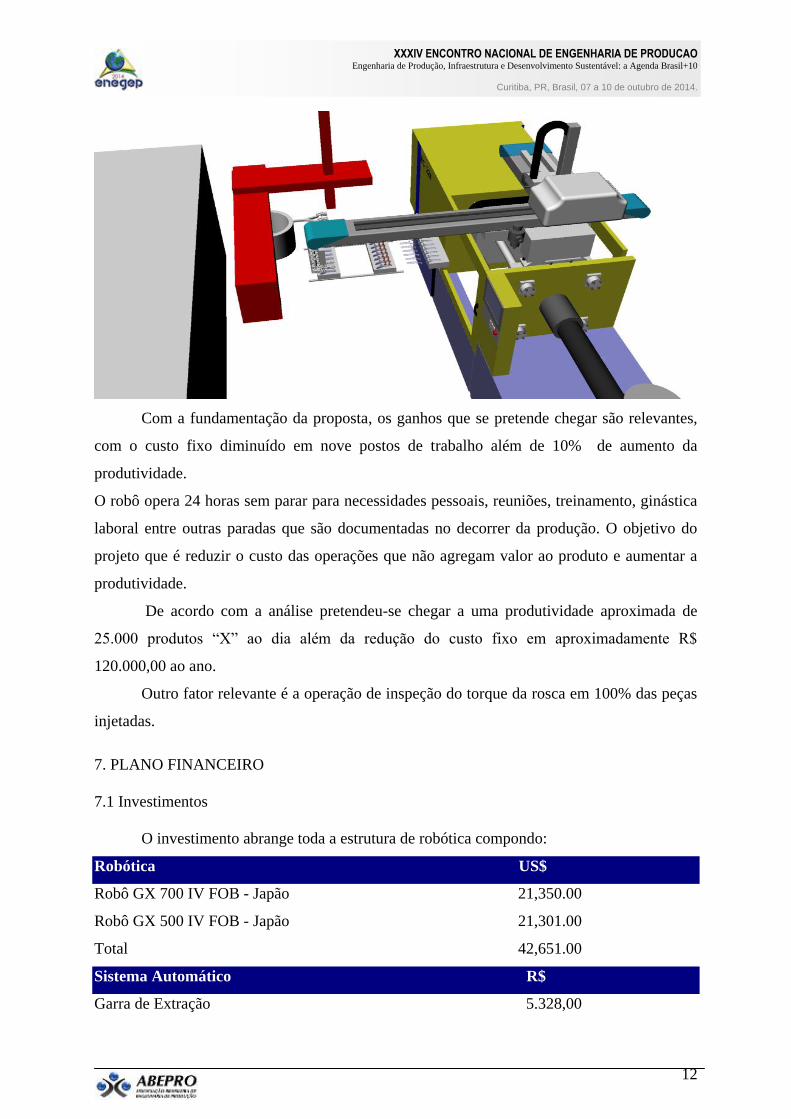
A figura 5 exemplifica o leiaute da automação industrial realizada.
Figura 5 Leiaute da Automação
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
Com a fundamentação da proposta, os ganhos que se pretende chegar são relevantes,
com o custo fixo diminuído em nove postos de trabalho além de 10% de aumento da
produtividade.
O robô opera 24 horas sem parar para necessidades pessoais, reuniões, treinamento, ginástica
laboral entre outras paradas que são documentadas no decorrer da produção. O objetivo do
projeto que é reduzir o custo das operações que não agregam valor ao produto e aumentar a
produtividade.
De acordo com a análise pretendeu-se chegar a uma produtividade aproximada de
25.000 produtos “X” ao dia além da redução do custo fixo em aproximadamente R$
120.000,00 ao ano.
Outro fator relevante é a operação de inspeção do torque da rosca em 100% das peças
injetadas.
7. PLANO FINANCEIRO
7.1 Investimentos
O investimento abrange toda a estrutura de robótica compondo:
Robótica US$
Robô GX 700 IV FOB - Japão 21,350.00
Robô GX 500 IV FOB - Japão 21,301.00
Total 42,651.00
Sistema Automático R$
Garra de Extração 5.328,00
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
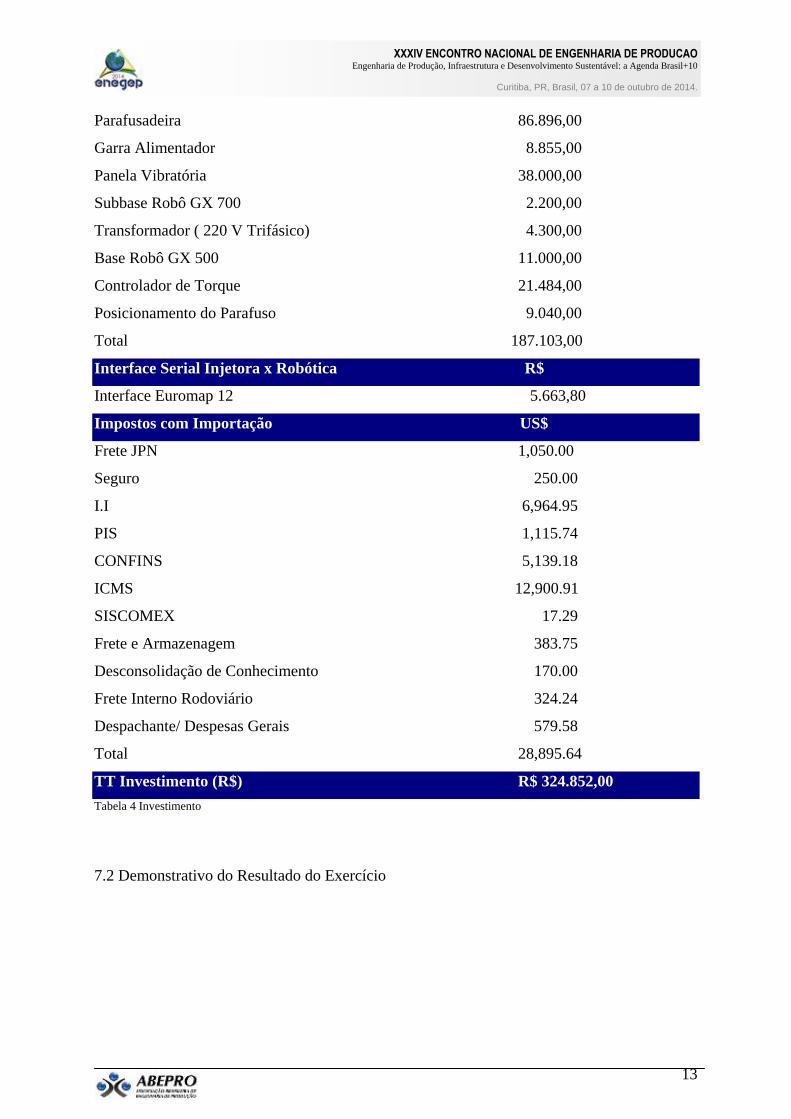
Parafusadeira 86.896,00
Garra Alimentador 8.855,00
Panela Vibratória 38.000,00
Subbase Robô GX 700 2.200,00
Transformador ( 220 V Trifásico) 4.300,00
Base Robô GX 500 11.000,00
Controlador de Torque 21.484,00
Posicionamento do Parafuso 9.040,00
Total 187.103,00
Interface Serial Injetora x Robótica R$
Interface Euromap 12 5.663,80
Impostos com Importação US$
Frete JPN 1,050.00
Seguro 250.00
I.I 6,964.95
PIS 1,115.74
CONFINS 5,139.18
ICMS 12,900.91
SISCOMEX 17.29
Frete e Armazenagem 383.75
Desconsolidação de Conhecimento 170.00
Frete Interno Rodoviário 324.24
Despachante/ Despesas Gerais 579.58
Total 28,895.64
TT Investimento (R$) R$ 324.852,00
Tabela 4 Investimento
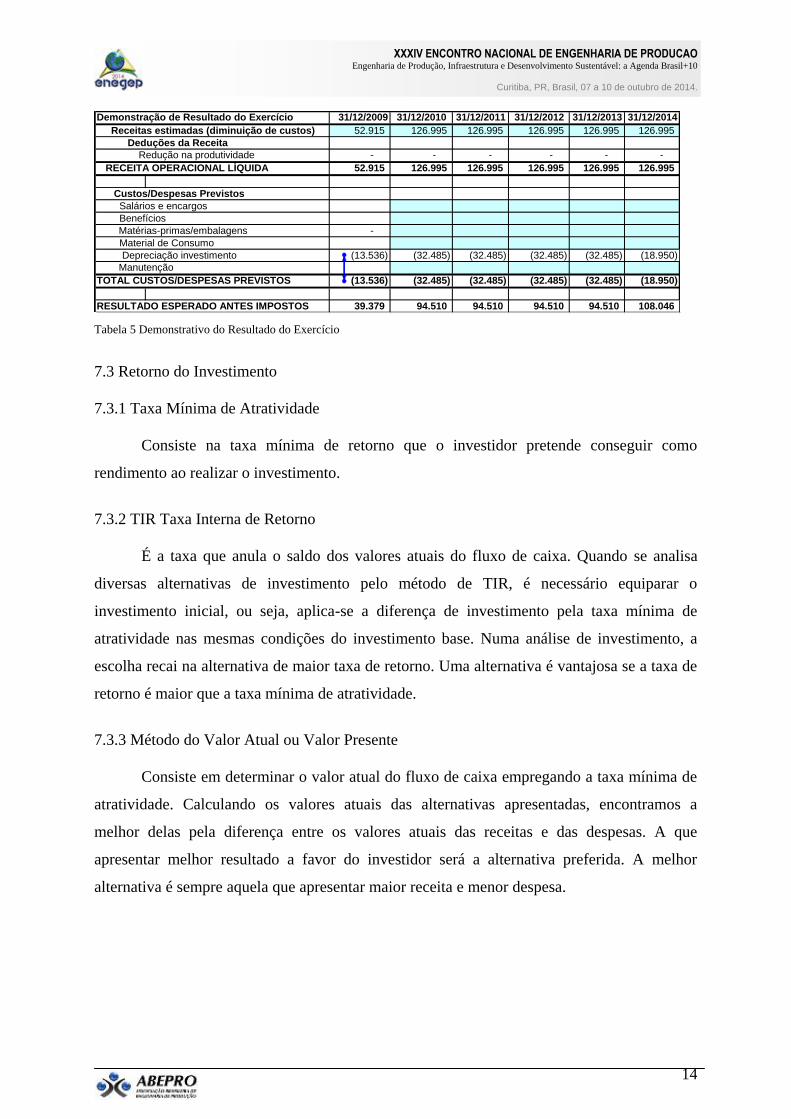
7.2 Demonstrativo do Resultado do Exercício
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14
Demonstração de Resultado do Exercício 31/12/2009 31/12/2010 31/12/2011 31/12/2012 31/12/2013 31/12/2014
Receitas estimadas (diminuição de custos) 52.915 126.995 126.995 126.995 126.995 126.995
Deduções da Receita
Redução na produtividade - - - - - -
RECEITA OPERACIONAL LÍQUIDA 52.915 126.995 126.995 126.995 126.995 126.995
Custos/Despesas Previstos
Salários e encargos
Benefícios
Matérias-primas/embalagens -
Material de Consumo
Depreciação investimento (13.536) (32.485) (32.485) (32.485) (32.485) (18.950)
Manutenção
TOTAL CUSTOS/DESPESAS PREVISTOS (13.536) (32.485) (32.485) (32.485) (32.485) (18.950)
RESULTADO ESPERADO ANTES IMPOSTOS 39.379 94.510 94.510 94.510 94.510 108.046
Tabela 5 Demonstrativo do Resultado do Exercício
7.3 Retorno do Investimento
7.3.1 Taxa Mínima de Atratividade
Consiste na taxa mínima de retorno que o investidor pretende conseguir como
rendimento ao realizar o investimento.
7.3.2 TIR Taxa Interna de Retorno
É a taxa que anula o saldo dos valores atuais do fluxo de caixa. Quando se analisa
diversas alternativas de investimento pelo método de TIR, é necessário equiparar o
investimento inicial, ou seja, aplica-se a diferença de investimento pela taxa mínima de
atratividade nas mesmas condições do investimento base. Numa análise de investimento, a
escolha recai na alternativa de maior taxa de retorno. Uma alternativa é vantajosa se a taxa de
retorno é maior que a taxa mínima de atratividade.
7.3.3 Método do Valor Atual ou Valor Presente
Consiste em determinar o valor atual do fluxo de caixa empregando a taxa mínima de
atratividade. Calculando os valores atuais das alternativas apresentadas, encontramos a
melhor delas pela diferença entre os valores atuais das receitas e das despesas. A que
apresentar melhor resultado a favor do investidor será a alternativa preferida. A melhor
alternativa é sempre aquela que apresentar maior receita e menor despesa.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
15
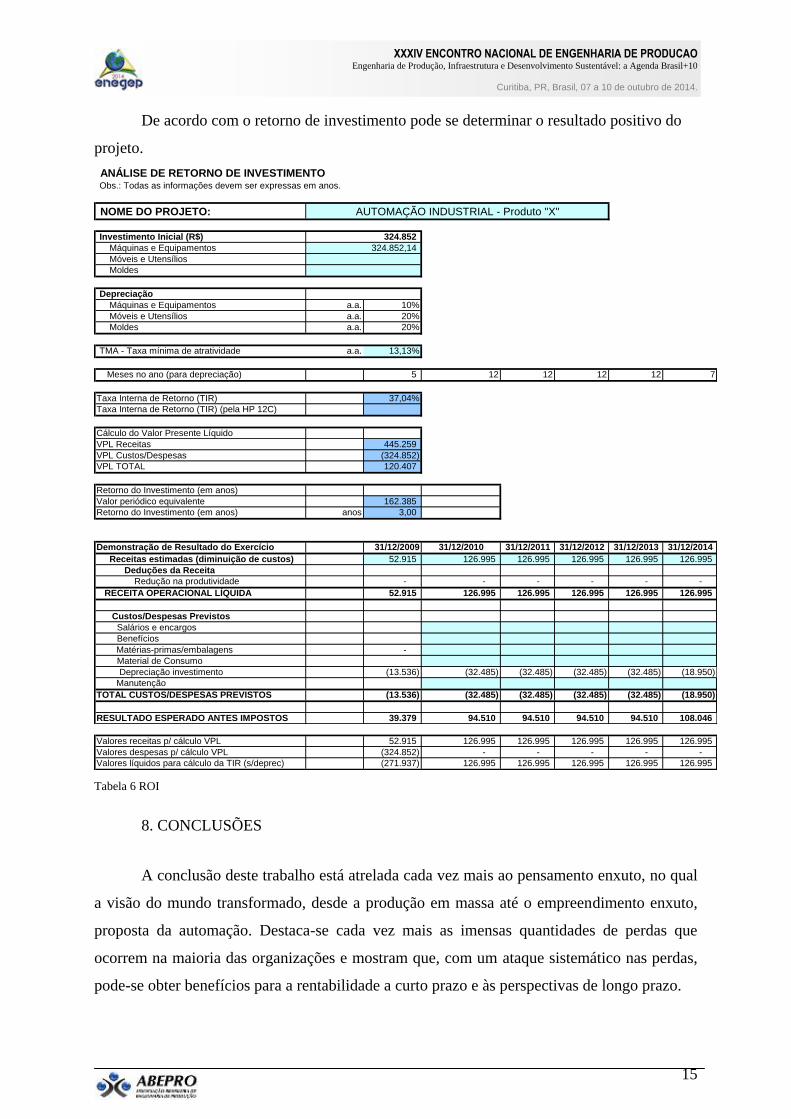
De acordo com o retorno de investimento pode se determinar o resultado positivo do
projeto.
ANÁLISE DE RETORNO DE INVESTIMENTOObs.: Todas as informações devem ser expressas em anos.
NOME DO PROJETO:
Investimento Inicial (R$)
Máquinas e Equipamentos
Móveis e Utensílios
Moldes
Depreciação
Máquinas e Equipamentos a.a. 10%
Móveis e Utensílios a.a. 20%
Moldes a.a. 20%
TMA - Taxa mínima de atratividade a.a. 13,13%
Meses no ano (para depreciação) 5 12 12 12 12 7
Taxa Interna de Retorno (TIR) 37,04%
Taxa Interna de Retorno (TIR) (pela HP 12C)
Cálculo do Valor Presente Líquido
VPL Receitas 445.259
VPL Custos/Despesas (324.852)
VPL TOTAL 120.407
Retorno do Investimento (em anos)
Valor periódico equivalente 162.385
Retorno do Investimento (em anos) anos 3,00
Demonstração de Resultado do Exercício 31/12/2009 31/12/2010 31/12/2011 31/12/2012 31/12/2013 31/12/2014
Receitas estimadas (diminuição de custos) 52.915 126.995 126.995 126.995 126.995 126.995
Deduções da Receita
Redução na produtividade - - - - - -
RECEITA OPERACIONAL LÍQUIDA 52.915 126.995 126.995 126.995 126.995 126.995
Custos/Despesas Previstos
Salários e encargos
Benefícios
Matérias-primas/embalagens -
Material de Consumo
Depreciação investimento (13.536) (32.485) (32.485) (32.485) (32.485) (18.950)
Manutenção
TOTAL CUSTOS/DESPESAS PREVISTOS (13.536) (32.485) (32.485) (32.485) (32.485) (18.950)
RESULTADO ESPERADO ANTES IMPOSTOS 39.379 94.510 94.510 94.510 94.510 108.046
Valores receitas p/ cálculo VPL 52.915 126.995 126.995 126.995 126.995 126.995
Valores despesas p/ cálculo VPL (324.852) - - - - -
Valores líquidos para cálculo da TIR (s/deprec) (271.937) 126.995 126.995 126.995 126.995 126.995
AUTOMAÇÃO INDUSTRIAL - Produto "X"
324.852
324.852,14
Tabela 6 ROI
8. CONCLUSÕES
A conclusão deste trabalho está atrelada cada vez mais ao pensamento enxuto, no qual
a visão do mundo transformado, desde a produção em massa até o empreendimento enxuto,
proposta da automação. Destaca-se cada vez mais as imensas quantidades de perdas que
ocorrem na maioria das organizações e mostram que, com um ataque sistemático nas perdas,
pode-se obter benefícios para a rentabilidade a curto prazo e às perspectivas de longo prazo.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
16
Foi especificado o que cria e o que não cria valor na perspectiva do cliente e na
perspectiva da empresa. Identificados os passos necessários para projetar e fabricar o produto
pelo fluxo de valor. Realizada ações que criam fluxo de valores sem interrupção. Feito o
que o cliente solicitou. Empenhou-se pela perfeição, removendo as sucessivas camadas
de perdas no momento em que elas apareceram.
A manufatura é um celeiro vasto, na qual todas as ideias possíveis que possam ocorrer
como o aumento da produtividade, ou seja, um crescimento de produtividade implica em um
melhor aproveitamento de colaboradores, máquinas, energia, matéria-prima. O senso comum
acaba por ligar a produtividade a uma melhoria de competitividade e aumento dos lucros, e
com o aumento destes a empresa terá mais condições de investir no seu próprio crescimento.
Agradecimentos- Os autores agradecem a colaboração da Empresa Adlin Plásticos para a
elaboração do presente artigo.
9.BIBLIOGRAFIA
CAMBRUZI, Jacson; Dias, Kelly Patrícia; Sacchelli, Carlos Mauurício; Farias, Mazely
Gorges. Análise de projetos de moldes de injeção de duas placas. Anais do 3º. Congresso
Brasileiro de Engenharia de Fabricação – 12 a 15/4/2005 – Joinville – SC.
KUHNEN, Osmar Leonardo, et.al. Matemática Financeira Aplicada e Análise de
Investimentos. São Paulo: Editora Atlas, 1996.
MARTINS, Petronio G. et al. Administração da Produção. São Paulo: Editora Saraiva, 2006.
MASCARENHAS, Wesley N.; Ahrens, Carlos H.; Oligari, André. Defeitos de componentes
de plástico moldados por injeção: Análises de causas e soluções através de um sistema CAE.
Anais do 3º. Congresso Brasileiro de Engenharia de Fabricação – 12 a 15/4/2005 – Joinville –
SC.
MOREIRA, Daniel A. Administração da Produção e Operações. São Paulo: Editora Thomson,
2004.
Revista Plástico Moderno, Maio 2009.
Site: www. ibge.gov.br
Site: www.sistemas.aids.gov.br

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
17





























