Embed Size (px)
Citation preview

T
A
Na
b
a
ARAA
KMFTC
1
vmdcsoais
atptgtapttos
1d
Journal of Manufacturing Processes 14 (2012) 90–97
Contents lists available at SciVerse ScienceDirect
Journal of Manufacturing Processes
j our na l ho me p age: www.elsev ier .com/ locate /manpro
echnical Paper
utomated micro-transfer printing with cantilevered stamps
umair Ahmeda, Andrew Carlsonb, John A. Rogersb, Placid M. Ferreiraa,∗
Department of Mechanical Science and Engineering, University of Illinois, 1206 W Green St. Urbana, IL 61801, USADepartment of Material Science and Engineering, University of Illinois, 1304 W Green St. Urbana, IL 61801, USA
r t i c l e i n f o
rticle history:eceived 23 August 2011ccepted 11 October 2011vailable online 9 November 2011
eywords:
a b s t r a c t
This paper demonstrates the use of a flexible instrumented stamp to enable automated micro transferprinting as a route to large-area, deterministic assembly of microstructured device components or ‘inks’.The ability to instrument the stamp, a critical component for retrieval and placement of a micro device,to detect contact and monitor localized forces during critical events in the printing process not onlyallows for the development of a robust manufacturing process, but also for a unique vantage point from
icro transfer printinglexible electronics manufacturingransfer printingantilevered stamps
which to study fundamental issues and phenomena associated with adhesion and delamination of thinfilms from a variety of substrate materials. This paper presents basic design analysis on the requirementsof the cantilevers for compatibility with a typical transfer printing environment. Off-the-shelf thin filmstrain gages are integrated with a thin elastomeric post as a preliminary prototype and the feasibilityof transfer printing with it is demonstrated. Further, the set-up is calibrated to produce force signals forevent detection and in situ diagnosis of the process.
iety o
© 2011 The Soc. Introduction
Micro-transfer printing is a process in which a patternediscoelastic stamp is used to pick up and transfer functionalicrostructures made by standard microfabrication techniques in
ense arrays on typical growth/handle substrates (such as sili-on, germanium, sapphire or quartz) to a broad range of receivingubstrates such as transparent, flexible and stretchable polymersr biocompatible silks. This allows the creation of devices suchs flexible electronics, transparent displays, wearable electron-cs, conformal bio-compatible sensors and many more [1,2]. Achematic picture of the process is depicted in Fig. 1.
The stamp is made of molded polydimethylsiloxane (PDMS)nd patterned with posts to selectively engage microstructures onhe donor substrate. The microstructures (referred to as ‘ink’) areicked up by adhesion to the PDMS posts. Printing occurs whenhe ‘inked’ stamp is subsequently brought into contact with a tar-et substrate, followed by slow removal of the stamp. Adhesivelessransfer printing exploits the viscoelastic rate-dependent adhesiont the stamp-microstructure interface to enable either retrieval orrinting via control of the separation velocity [3,4]. This approacho printing fabricated microstructures without adhesives simplifies
he processes needed for interconnection and allows for embeddingf the devices at any desired areal density into a functional sub-trate. Fig. 2 shows an automated micro-transfer printing machine∗ Corresponding author.E-mail address: [email protected] (P.M. Ferreira).
526-6125/$ – see front matter © 2011 The Society of Manufacturing Engineers. Publisheoi:10.1016/j.jmapro.2011.10.003
f Manufacturing Engineers. Published by Elsevier Ltd. All rights reserved.
developed at the University of Illinois. The major components ofthe system include (a) an automated XY-stage for positioning, (b)a Z-stage for moving the stamp up and down and controlling theseparation speed and force, (c) an orientation stage that assists inobtaining parallel alignment between stamp and the receiving anddonor substrates and (d) imaging system used for alignment andmonitoring the printing process. Fig. 3 shows some examples ofsystems that have been realized using transfer printing technique[1,5–8].
The typical size of the microfabricated structure ranges from10’s of microns up to millimeter scale. The microstructure donorsubstrate is usually densely packed and can be of centimeter scale.The functional substrates’ dimensions are in the centimeter scalewith the devices often sparsely distributed on the substrate. Thestamp surfaces are typically patterned with features with the samesize as the microstructures being printed. For parallel printing,these posts are distributed at distances that correspond to thepitch at which the microstructures are assembled into the func-tional substrate. Clearly, for high-rate, throughput printing, thetrend is towards larger stamps that pick and print larger numbersof microstructures in a single step.
As the parallelism increases, it becomes increasingly challeng-ing to monitor and control what happens at a single post, leadingto a general loss of robustness of the entire process. Small mis-alignments between the substrate and the stamp get magnified as
the size of the stamp increases causing substantial variations in theprinting conditions at posts in different areas of the stamps leadingto printing failures. Failure to print a microstructure in one cyclecan result in repeated failures at that post in subsequent cyclesd by Elsevier Ltd. All rights reserved.

N. Ahmed et al. / Journal of Manufacturing Processes 14 (2012) 90–97 91
Fig. 1. Schematic representation of the transfer printing process. (a) PDMS stampmoving down to pickup the device, (b) PDMS stamp in contact with the device,(c) device is attached to the stamp after the pickup step, (d) PDMS stamp movingdownwards to place the device on the acceptor substrate, (e) device in contact withthe acceptor substrate, (f) PDMS stamp removed leaving the device onto the acceptorsubstrate.
Fig. 2. Automated transfer printing machine, showing the four axes motion andintegrated optics.
Fig. 3. Some examples of devices made using transfer printing. (a)Transparent carbon nanotube based transistors [5]. (b) GaN transistors on plastic substrate [7]. (c) LED onstretchable substrate [1]. (d) OLED display with printed electronics [6]. (e) Ultra thin silicon solar microcells [11]. (f) A hemispherical electronic eye camera [8].

92 N. Ahmed et al. / Journal of Manufactu
Fig. 4. Schematic representation of some failure modes encountered during transferpA
uraieputatsoFc
mbiotsutstiv
st
Fa
rinting process. (a) Angular misalignment of stamp. (b) PDMS stamp collapse. (c)cceptor substrate defect (waviness/bowing).
ntil the failure is indentified and the residual micro-structure isemoved. When large receiving substrates are involved, flatnessnd waviness of the substrates give rise to non-repeatable variabil-ty in printing conditions across the stamp. Finally, when large areaxpansions are involved, i.e., the printed microstructures has a highitch or low areal density on the receiving substrates, the stampssed have posts that are spaced far apart and are therefore suscep-ible to stamp collapse [9,10], especially when larger printing forcesre used to compensate for misalignments between the stamp andhe substrate. Such collapses, when they occur on the donor sub-trate, damage it by peeling out microstructures wherever contactccurs. Some of these failure modes are shown schematically inig. 4. It is therefore important to explore strategies to monitor andontrol the process at the scale of individual posts on the stamp.
In this paper we explore the feasibility of printing witheso-scale instrumented cantilevers. Conceptually, the bulk PDMS
ehind the posts is replaced by an array of cantilevers, each carry-ng a PDMS post and anchored on a rigid substrate. The compliancef the bulk PDMS is now replaced by that of the cantilever array, buthe deflections/forces at each post can be observed individually bytrain gages embedded in each cantilever. This information can besed to detect measure and compensate misalignments betweenhe stamp and donor or receiving substrates. The deflection/forceignals can also be used to detect contact between the stamp andhe substrate. This circumvents the need to program the print-ng cycle in terms of positions, a strategy that makes the process
ulnerable to failure modes identified above.Here we present the initial study done on using such cantilevertrain gauge based instrumented stamps for transfer printing. Ini-ially we discuss the design concept along with the modeling,
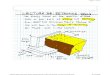
ig. 5. 3D concept drawing of a transfer printing stamp made of cantilevers with integrttached to a rigid support. (b) Single post unit view. (c) Stamp face showing multiple can
ring Processes 14 (2012) 90–97
integration and calibration of such a cantilevered stamp. Thenresults of printing with a single cantilevered post are presented.Finally, we draw up conclusions and suggest direction for futurework.
2. Cantilever stamp design
The basic concept for instrumenting the stamp is to use a com-pliant cantilever with an embedded strain gage and a PDMS postattached to its free end. This arrangement allows for a compliantsystem that can be tuned by varying the dimension of the cantilever.The whole system is designed to have stiffness such that the smallforces encountered during the transfer printing process can deflectthe cantilever enough to produce a measurable strain at the gage.Such an arrangement provides a facile approach to stamp manufac-turing that is inexpensive and easily integrated into an automatedtransfer printer. In this work, for the purposes of prototyping a can-tilevered stamp, a commercial-off-the-shelf strain gage is used asthe sensor.
The operating principle of the sensor is based on the straininduced in the cantilever by the external/printing force. Theseforces produce bending in the cantilever; this bending producesa strain in the cantilever which is sensed as a change in resistancein the serpentine conductor. This change in resistance is convertedinto a voltage signal by subsequent signal conditioning and ampli-fication. Fig. 5 shows a 3D concept image of the cantilever sensorbased stamp.
A typical transfer printing application involves printingmicrostructures whose lateral dimensions range from 10’s ofmicrons to several 100’s of microns. For this paper we use250 �m × 250 �m squares of polished silicon as the nominal designfor the ink. The cantilevers will therefore be integrated with PDMSposts of the same dimensions that are 100 microns tall. Previousresearch has shown that one might expect maximum forces, whenprinting with a 100 �m × 100 �m PDMS post, of around 1.5 mN [4].
For reference a test was conducted on a 100 �m tall,250 �m × 250 �m PDMS post with a 1 mm thick backing layer. ThePDMS used has a polymer to cross-linker ratio of 10:1. The post wasformed using the well-developed casting and curing technique ofpatterned layers of photoresist (SU8-50, MicroChem Corp.) on sili-con wafer as template/mold for PDMS posts. Fig. 6 shows the forceversus deflection curves obtained for this post. The experimentalmeasurement described below, shows that the PDMS post has a
ated strain gages. (a) Side view of a single post showing the stamp and cantilevertilevered posts for parallel printing.
stiffness of 600 N/m.Force-sensing measurements were performed in a custom setup
utilizing a 10 g loadcell (GSO-10, Transducer Techniques) mountedto the automated printing tool shown in Fig. 2. During tests, the

N. Ahmed et al. / Journal of Manufactu
Ft
msl3tisaucptttmCiwpf
3
wa[Tc
asoaocttcsistaso
ig. 6. Force displacement curve for stiffness test of a 250 �m × 250 �m, 100 �mall PDMS post with 1 mm thick back layer.
olded stamp was brought into contact with clean, bare piece ofilicon mounted to the load cell and allowed to relax for 5 s. Fol-owing relaxation, the Z-axis of the transfer printer was moved by
�m increments, pressing the stamp into the silicon and recordinghe change in load. The procedure was repeated for both load-ng and unloading conditions. The average stiffness of the PDMStamp measured from these experiments is 600 N/m. This gives usn upper bound on the stiffness of the cantilever, since for a partic-lar applied force; the strain will be divided between the post andantilever. Thus if the cantilever stiffness is much greater than theost, most of the strain will be produced in the post and the stain inhe cantilever will be small. Also the signal coming out of the can-ilever strain gauge is directly proportional to the strain induced inhe cantilever, thus it is advantageous for the cantilever to undergo
ore strain than the post since it improves the signal to noise ratio.hoosing a cantilever with much more compliance than the stamp
s helpful to the process of signal transduction. For our applicatione selected the ratio of compliance of the cantilever to the PDMSost to be 10:1 so that a large strain can be induced in the cantileveror relatively small strain values of the PDMS.
. Cantilevered stamp modeling and fabrication
The SGD-2/350 LY13 strain gage from Omega Engineering Inc.as selected to form the cantilever stamp. The strain gage has
nominal length and width of 7.6 mm and 5.8 mm, respectively12], the thickness of the cantilevers is measured to be 0.65 mm.he strain gage consists of a polyimide base with an integratedonstantan sensing element.
The strain gage is integrated into the stamp by bonding it usingn adhesive (SG410, Omega Engineering Inc.) to the edge of a glasside that serves as the stamp holder. The nominal length and widthf the cantilever after being attached to the glass are 3.0 ± 0.1 mmnd 5.8 ± 0.1 mm, respectively. The stiffness of the cantilevers with-ut the PDMS post on them was tested first. The experiment wasonducted using a 10 g loadcell (GSO-10, Transducer Techniques)hat had a sharp tip attached to it. After mounting the stamp ontohe transfer printer the free end of the cantilever was brought intoontact with the sharp tip attached to the loadcell and then thetamp was moved through prescribed distances while force read-ngs from the load cell were recorded, four test were done on eachtamp with three different stamps of the same dimension being
ested. Later the force-deflection data was plotted and the aver-ge stiffness of the cantilevers was extracted from the data. Fig. 7hows the force–displacement curve and the value of the stiffnessbtained for 3 stamps.ring Processes 14 (2012) 90–97 93
A mathematical model of the cantilever stamp was also devel-oped. Even though the constantan used in the strain gage is only5 �m thick, the large elastic modulus of 162 GPa compared withan elastic modulus of 3.2 GPa for polyimide [13] cannot be ignoredwhen considering the effects on cantilever stiffness. Thus a simpli-fied approximation ignoring the constantan cannot be used. Insteada composite model for the cantilever is developed to predict thestiffness of the cantilever more accurately.
The force–deflection relationship of a cantilever using the sim-plified model is given by
y = FL3
3EI(1)
where y is the deflection of the free end of the cantilever, F is theapplied force, L is the length of the cantilever, E is the Young’s Mod-ulus and I is the moment of inertia of the cantilever section. Thestiffness is given by
K = 3EI
L3(2)
Using the composite section the force–displacement relation-ship is give by
y = C2
E1I1(3)
Where,
C2 = r
(Fx3
6+ C3x + C4
)−
(Fx3
6+ C1x
)(4)
r = I1I2
(5)
C1 = r
(Fx2
2− FL2
2
)− Fx2
2(6)
C3 = −FL2
2(7)
C4 = −FL3
6− FL3
2(8)
In the above equations y is the deflection of the free end of thecantilever, F is the applied force at the free end, E1 is the elasticmodulus of polyimide, I1 is the moment of inertia of the polyimidesection, I2 is the moment of inertia of the polyimide and constan-tan composite section, L is the total length of the cantilever, and xis the length of the part of the cantilever that only consists of poly-imide. Fig. 7 shows the force–displacement curves obtained fromthe experiments and from the simplified and composite model.The difference between the values predicted by the two modelsis almost 12%.
The cantilever senses forces applied to it as a change in resis-tance in its sensing element, which is produced by the straininduced by the applied force. The strain produced in the cantileveris given by
ε = 1x
x∫0
F(L − x)yEI
dx =F(
L − x2
)y
EI(9)
Here, x is the length of the sensing element, y is the distanceof the sensing element from the neutral plane, E is the Young’smodulus of polyimide, I is the moment of inertia of the polyimideand constantan composite section and F is the applied force. Thechange in resistance of the of the sensing element is given by
�Rg = εGRg (10)
where ε is the strain, G is the gage factor and Rg is the nominalresistance of the strain gage. The strain gage is then connected to a

94 N. Ahmed et al. / Journal of Manufacturing Processes 14 (2012) 90–97
s for 3
Wtfsv
V
wbgs
pa4o
lco
K
dctb2tst
Fig. 7. Force displacement curve and measured stiffnes
heatstone bridge whose output is connected to an Instrumenta-ion Amplifier that amplifies the signal by 4000 times. The outputrom the amplifier is interfaced with a computer using a data acqui-ition system (NI USB-6009, National Instruments). The final outputoltage of the system is given by
o = A × R × �Rg × Ve
(R + Rg)2(11)
here R is the resistance of a single resistor in the Wheatstoneridge, Ve is the excitation voltage and Rg is the nominal strainauge resistance and A is the amplifier gain. Fig. 8 shows the mea-ured and predicted values of force versus output voltage.
The PDMS post was attached to the free end of the cantilever byressure after cleaning the two surfaces with oxygen plasma. Afterttaching the PDMS post the length of the cantilever is reduced by00 �m. Using the reduced length, the model predicts the stiffnessf the cantilever to become 80.2 N/m.
Using the stiffness of the PDMS post of 600 N/m; measured ear-ier and noting the fact that the PDMS post and the cantileverombined should behave like springs in series, the stiffness of theverall system is given by,
t = KpKc
Kp + Kc(12)
This comes out to be 70.6 N/m. An experiment similar to thoseescribed earlier was done to characterize the stiffness of theantilevered stamp; the experiment showed that the stiffness ofhe cantilevered stamp is 68.7 ± 1.5 N/m, producing a discrepancyetween experimental and theoretically predicted value of about
.5%. The stiffness of the overall system comes out to be 11.45% ofhat of the PDMS post alone which is close to the originally intendedtiffness ratios. Fig. 9 shows the force–deflection relationship forhe stamp and image of the final fabricated stamp.Fig. 8. Force voltage curve and measured sens
cantilevers used for sensing in the cantilevered stamp.
4. Scalability
To study the usability of instrumentation with the transfer print-ing process we started with commercially available strain gauges.These strain gauges have dimensions on the order of several mil-limeters and are not feasible for the formation of dense arrays ofthese sensors.
To form dense arrays of such sensors, future work will uti-lize micro-fabrication techniques for the formation of sensors withmicrometer dimensions. Current literature has many reports onthe development of SU-8 and polyimide based cantilevers withintegrated strain gauges. An array of six free-standing parallel can-tilevers, with a length of 500 �m, width of 100 �m, and thicknessof 10.8 �m have been presented by [14]. Fabrication of SU-8 can-tilever with integrated NiCr strain gauge is demonstrated by [15].SU-8 cantilevers 100 �m in length were reported by [16], sug-gesting the feasibility of dense array of sensors for use in transferprinting.
5. Experimental results
The cantilever stamp was attached to the transfer printer andexperiments were conducted to verify the ability of the stampto print the micro devices and detect contact and forces dur-ing the printing process. For printing experiments 3 �m thick,250 �m × 250 �m squares of silicon were fabricated on SOI waferto serve as the micro-structures to be printed. Three experimentswere conducted. The first experiment was to test the ability ofthe printer to detect contact and to maintain a specific preload.The second experiment compared the delamination forces of the
cantilever stamp to a simple stamp and studies the viscoelasticbehavior of the cantilever stamp. For the final experiment a 3 × 3array of microdevices was printed using automated printing withcontact detection.itivity of the 3 cantilevered strain gages.

N. Ahmed et al. / Journal of Manufactu
Fa
5
wb
Fmo
ig. 9. Force deflection curve of the cantilevered stamp. (b) Image of cantileverttached to glass. (c) Image of stamp loaded onto the printer.
.1. Contact detection
To test the ability of the cantilever stamp to sense contact itas mounted onto the transfer printer in place of a conventional
ulk patterned stamp as shown in Fig. 9. The printer was then
ig. 10. Output voltage from the cantilevered stamp: the red curve is the filtered output froving average smoothing filter. (a) Output voltage waveform for 50 �m/s approach veloc
f the references to color in this figure legend, the reader is referred to the web version o
ring Processes 14 (2012) 90–97 95
programmed to move the stamp at a constant speed (in the Z direc-tion of the printer) so that it made contact with a silicon substratethat was mounted on the printer’s table. The evolution of the outputvoltage from the stamp is shown in Fig. 10 for approach velocitiesof 50 �m/s and 200 �m/s.
As the stamp approaches the substrate, electrostatic forces causethe cantilever to bend towards the substrate. Eventually after con-tact is made, further, motion of the stage towards the substratecauses the loading of the stamp. This loading of the stamp initiallyrelaxes the strain caused by the bending of the stamp towardsthe substrate under electrostatic attraction. If the motion is con-tinued, the cantilever is deflected upwards, causing the voltageto decrease. The rate of decrease is proportional to the speed atwhich the stage presses the post on the cantilever into the sub-strate. This type of signal is seen in every contact event involvinga cantilevered stamp. The sharp reversal of the voltage signal pro-vides a facile and robust means of detecting contact. The gradualincrease in voltage when the post is close but not yet in con-tact is a good predictor of impending contact and can be used toadjust the stage velocity to more accurately control the contactforce.
5.2. Delamination forces
The transfer printing process depends on the viscoelastic natureof PDMS and uses the velocity dependent adhesion of PDMS topickup and print functioning microdevices, thus studying the effectof the cantilever stamp on the rate dependent adhesion of the PDMSpost is very important. To study the effect of the cantilever on theprinting process, delamination forces encountered when using apatterned bulk PDMS stamp and a cantilevered stamp for differentvelocities were measured using a 10 g load cell.
In both cases, the stamp is brought in contact with a siliconsubstrate, preloaded by the same force. The stamp is then with-drawn and the peak force during delamination is measured. Thispeak force is then plotted for different speeds of withdrawal ofthe stamp. Fig. 11 shows experimentally measured delaminationforce. It shows a typical force–time plot of repeated delamination ofthe stamp from a silicon substrate at different withdrawals speeds.The peak forces from such an experiment for the two stamps arethen plotted against delamination velocity. The black squares cor-respond to data for the simple PDMS post while the red squarescorrespond to data for the cantilever stamp.
The experimental results show that the delamination forces arereduced in the case of the cantilevered stamp due to the large com-pliance of the cantilever. While these reduced delamination forces
between the stamp and silicon may pose problems during the pick-up phase of the printing cycle, they are advantageous during thedeposition phase of the cycle. In the next section, the use of thecantilever stamp for pick up and printing is discussed.om a low pass filter with a cutoff frequency of 30 Hz, the black line is the output of aity. (b) Output voltage waveform for 200 �m/s approach velocity. (For interpretationf the article.)

96 N. Ahmed et al. / Journal of Manufacturing Processes 14 (2012) 90–97
Fig. 11. Comparison between delamination force and its dependence on the delam-ination velocities for a plain PDMS stamp and a cantilevered stamp. Data in black isfpw
5
oswcidwtatssd
Pasqt
5
tspv
Fig. 13. Images showing the automated printing process. (a) Image of the microde-vices on the mother wafer occluded by the cantilevered stamp. (b) Image of a deviceattached to the post after being detached from the mother wafer. (c) Image of the
Ft
rom the plain PDMS stamp, data in red is from the cantilevered stamp. (For inter-retation of the references to color in this figure legend, the reader is referred to theeb version of the article.)
.3. Automated printing with cantilever stamps
To demonstrate that the cantilever stamps are a viable technol-gy for transfer printing, a 3 × 3 array of 250 �m × 250 �m × 3 �milicon chips was transfer printed from a microfabricated donorafer to a PDMS-glass receiving substrate. The printing cycle is
ompletely automated and, instead of programming stage positionsnto the printing cycle, contact events are detected by the stage andifferent phases (e.g. loading of the stamp against the ink/substrate,ithdrawal of the stamp, etc.) of the printing cycle are executed by
he controller. For contact detection a threshold value was selected,s the stamp made contact and the output voltage dropped belowhe threshold the Z axis movement was stopped, to avoid over-hoots the approach velocity was kept constant at 50 �m/s. Fig. 12hows a typical force trace of the pick-up phase of the printing cycle,uring which events can be clearly seen in the signal.
The silicon chips were printed onto a glass slide coated withDMS. Fig. 13 shows the images taken during the printing processs well as a micrograph of a completed 3 × 3 array of printed siliconquares on the PDMS-glass substrate. Because of the poor surfaceuality of the COTS cantilevers, some of the images taken throughhem appear distorted.
.4. In-situ diagnostics
With the ability to monitor the interaction of the stamp with
he micro-structures, the output signal from the strain gage in thetamp can be used to diagnose the process as it is running. This wasreviously not possible with bulk PDMS stamps. Instead, constantisual inspection by the machine user was relied upon.final printed array.
ig. 12. Voltage/force evolution with time trace during the pick-up phase of a transfer printing cycle. Events such as contact and delamination of the microstructure fromhe donor substrate can be clearly detected in the signal trace.

N. Ahmed et al. / Journal of Manufactu
Fmp
wnTtIttim
ttkdomtct
6
ctmscttscsMatcso
R
[
[
[
[
[
[
[
ig. 14. Output voltage for two consecutive pickup steps; showing the difference ineasured pickup force. The first downwards peak corresponds to an unsuccessful
ickup, the second negative peak corresponds to a successful pickup.
In most of the cases if the device is picked up cleanly then itill be printed, thus detecting if a device was actually picked up orot will be very beneficial to the overall robustness of the process.he microdevices that are being retrieved are designed to be lightlyethered to the mother wafer such that release is easily facilitated.f the device is not properly undercut and the force to break theethers is greater than the force to separate the stamp/ink interfacehen the device will not be picked up. During printing the situations reverse where adhesion of the device to the acceptor substrate
ust be large enough to break the PDMS–silicon interface.It is this difference in the magnitude of force than can allow us
o detect if a device was picked up/printed successfully or not, oncehe magnitude of the force to break the PDMS–silicon interface isnown. Fig. 14 shows the output waveform of two pickup steps,uring the first step the device was not picked up and in the sec-nd pickup step another device was picked up. The difference inagnitude of the two negative peaks is 40 mV which corresponds
o a force difference of 325 �N. This demonstrates the fact that theantilevered stamp can be used to diagnose critical process stepshus increasing the robustness of the transfer printing process.
. Conclusion
In this paper we have demonstrated the ability to print withantilevered stamps. The use of such a stamp design allows forhe incorporation of a sensing element into the stamp while still
aintaining all the characteristics of the overall process. The sen-ors used in this study were commercially available off the shelfomponents. All the pertinent tests and analyses were performedo gauge the feasibility of an instrumented stamp based on can-ilevered strain gages. Printing results have shown the ability toense important process events, allowing for a more robust pro-ess design. In-situ monitoring for failure conditions were alsohown to be feasible. In the future, strain gages using standardEMS based fabrication techniques will be developed. This will
llow us better customization to specific transfer printing situa-ions and increased precision in the control characteristics of theantilevered stamps, allowing for more sensitive and smaller sen-ors to create dense arrays of cantilevered stamps. The possibilityf actuated cantilevers will also be explored.
eferences
[1] Kim R, Kim D, Xiao J, Kim B, Park S, Panilaitis B, Ghaffari R, Yao J, Li M, Liu Z,Malyarchuk V, Kim D, Le A, Nuzzo RG, Kaplan D, Omenetto F, Huang Y, Kang Z,Rogers JA. Waterproof AlInGaP optoelectronics on stretchable substrates with
applications in biomedicine and robotics. Nature Materials 2010;9:929–37.[2] Kim DH, Viventi J, Amsden JJ, Xiao J, Vigeland L, Kim YS, Blanco JA, Panilaitis B,Frechette ES, Contreras D, Kaplan DL, Omenetto FG, Huang Y, Hwang KC, ZakinMR, Litt R, Rogers JA. Dissolvable films of silk fibroin for ultrathin, conformalbio-integrated electronics. Nature Materials 2010;9:511–7.
ring Processes 14 (2012) 90–97 97
[3] Meitl MA, Zhu ZT, Kumar V, Lee KJ, Feng X, Huang YY, Adesida I, Nuzzo RG,Rogers JA. Transfer printing by kinetic control of adhesion to an elastomericstamp. Nature Materials 2006;5:33–8.
[4] Kim S, Wu J, Carlson A, Jin SH, Kovalsky A, Glass P, Liu Z, Ahmed N, Elgan SL,Chen W, Ferreira PM, Sitti M, Huang Y, Rogers JA. Microstructured elastomericsurfaces with reversible adhesion and examples of their use in deterministicassembly by transfer printing. Proceedings of the National Academy of SciencesUSA 2010;107(40):17095–100.
[5] Ishikawa FN, Chang HK, Ryu K, Chen PC, Badmaev A, De Arco LG, Shen G, ZhouC. Transparent electronics based on transfer printed aligned carbon nanotubeson rigid and flexible substrates. ACS Nano 2009;3:73–9.
[6] Bower CA, Menard E, Bonafede E. Active-matrix OLED display backplanes usingtransfer-printed microscale integrated circuits. In: Proceeding of the 59th Elec-tronic Component and Technology Conference. 2010.
[7] Lee KJ, Meitl MA, Ahn JH, Rogers JA, Nuzzo RG, Kumar V, Adesida I. BendableGaN high electron mobility transistors on plastic substrates. Journal of AppliedPhysics 2006;100(12), 124507-124507-4.
[8] Ko HC, Stoykovich MP, Song J, Malyarchuk V, Choi WM, Yu CJ, Geddes JB, XiaoJ, Wang S, Huang Y, Rogers JAA. Hemispherical electronic eye camera based oncompressible silicon optoelectronics. Nature 2008;454:748–53.
[9] Hsia KJ, Huang Y, 0 Menard E, Park JU, Zhou W, Rogers JA, Fulton JM. Collapse ofstamps for soft lithography due to interfacial adhesion. Applied Physics Letters2005;86(15):1900303.
10] Huang YGY, Zhou WX, Hsia KJ, Menard W, Park JU, Rogers JA, Alleyne AG. Stampcollapse in soft lithography. Langmuir 2005;21(17):8058–68.
11] Yoon J, Baca AJ, Park AI, Elvikis P, Geddes JB, Li L, Kim RH, Xiao J, Wang S,Kim TH, Motala MJ, Ahn BY, Duoss EB, Lewis JA, Nuzzo RG, Ferreira PM, HuangY, Rockett A, Rogers JA. Ultrathin silicon solar microcells for semitransparent,mechanically flexible and microconcentrator module designs. Nature Materials2008;7:907–15.
12] Precision Strain Gage Catalog, Omega Engineering Inc. http://www.omega.com/toc asp/frameset.html?book =Pressure&file=GP StrainSpec Ref.
13] Djakaria R, Chandran BI, Gordon MH, Schmidt MF. Determination of Young’smodulus of thin films used in embedded passive devices. In: Proceedings of the47th Electronic Components and Technology Conference. 1997.
14] Ransley JHT, Watari M, Sukumaran D, McKendry RA, Seshia AA. SU8 bio-chemical sensor microarrays. Microelectronics Engineering 2006;83(4–9):1621–5.
15] Allen NJ, Wood D, Rosamond MC, Sims-Williams DB. Fabrication of an in-planeSU-8 cantilever with integrated strain gauge for wall shear stress measure-ments in fluid flows. Prodecia Chemistry 2009;1(1):923–6.
16] Calleja M, Tamayo J, Johansson A, Rasmussen P, Lechuga LM, Boisen A. Poly-meric cantilever arrays for biosensing applications. Sensor Letters 2003;1(1):20–4.
Numair Ahmed is currently a graduate student at the department of MechanicalScience and Engineering at the University of Illinois at Urbana-Champaign, wherehe is pursuing a Ph.D. degree. He received his BS in Mechatronics Engineering fromthe National University of Science and Technology, Pakistan followed by MS degreein mechanical engineering from University of Illinois at Urbana-Champaign. He isa Research Assistant at the Center for Nanoscale Chemical-Electrical-MechanicalManufacturing Systems (nano-CEMMS). His research interests include manufactur-ing systems, micro and nano manufacturing, control and automation.
Andrew Carlson received his B.Sc. and M.S. degrees in Materials Science and Engi-neering from Stanford University in 2006. He is currently a Ph.D. candidate in theMaterials Science and Engineering department at the University of Illinois at Urbana-Champaign, working in the research group of Prof. John A. Rogers. Andrew’s researchinterests include the physics of adhesion at low and high modulus material inter-faces, fabrication, manipulation, and assembly of multi-dimensional semiconductornanomaterials (nano-masonry), as well as materials and device designs for uncon-ventional electronics.
John A. Rogers obtained BA and BS degrees in chemistry and in physics fromthe University of Texas, Austin. From MIT, he received SM degrees in physicsand in chemistry and the Ph.D. degree in physical chemistry. Rogers is the Lee J.Flory-Founder Chair in Engineering at University of Illinois at Urbana-Champaignwith a primary appointment in the Department of Materials Science and Engi-neering. He also holds joint appointments in the Departments of Chemistry,Bioengineering, Mechanical Science and Engineering, and Electrical and Com-puter Engineering. He currently serves as the Director of Center for NanoscaleChemical-Electrical-Mechanical Manufacturing Systems (nano-CEMMS). Rogers’research includes fundamental and applied aspects of nano and molecular scalefabrication as well as materials and patterning techniques for unusual elec-tronic and photonic devices, with an emphasis on bio-integrated and bio-inspiredsystems.
Placid M. Ferreira is the Grayce Wicall Gauthier Professor in Department ofMechanical Science and Engineering, University of Illinois at Urbana-Champaign.He is currently the department head of the Department of Mechanical Scienceand Engineering at the University of Illinois at Urbana-Champaign. He receivedhis MS and Ph.D. degrees in Mechanical Engineering and Industrial Engineering
respectively from Purdue University. Professor Ferreira’s research focuses on indus-trial automation, particularly computer-controlled machine tools, nanopositioningand nanosensing, computational geometry and solid modeling as they relate toautomated process planning and the discrete-event control of large-scale, flexiblyautomated systems.