Embed Size (px)
Citation preview

Inst
ytut
Obr
abia
rek
i TBM
PŁ
Autor - dr inż. Józef Zawada
Instrukcja do ćwiczenia nr 9
Temat ćwiczenia
P O M I A R Y S T O Ż K Ó W
Cel ćwiczenia:
Celem ćwiczenia jest zapoznanie studentów ze sposobami wymiarowania i tolerowania
powierzchni stożkowych, a także wybranymi sposobami pomiarów i kontroli poprawności
wykonania tych powierzchni.
Program ćwiczenia:
1. Pomiar kąta stożka zewnętrznego trzema różnymi metodami: za pomocą kątomierza, za
pomocą liniału sinusowego oraz na mikroskopie warsztatowym. Porównanie
uzyskanych wyników pod względem ich zgodności oraz zastosowanych metod pod
względem ich dokładności.
2. Pomiar i ocena poprawności wykonania stożka zewnętrznego z wykorzystaniem metody
„dwóch wałeczków”.
3. Pomiar i ocena poprawności wykonania stożka wewnętrznego z wykorzystaniem meto-
dy „dwóch kulek”.
Literatura:
1. W. Jakubiec, J. Malinowski - „Metrologia wielkości geometrycznych”, Wydawnictwa
Naukowo - Techniczne, Warszawa, 1999 r.
2. J. Zawada - „Wybrane zagadnienia z podstaw metrologii”, skrypt PŁ, Łódź, 2002r;
3. PN - 93 / M – 01149 - „Rysunek techniczny maszynowy. Wymiarowanie i tolerowanie
stożków”
4. PN – 82 / M – 02121 – Stożki i złącza stożkowe. Terminologia
Ł Ó D Ź 2 0 0 9

Inst
ytut
Obr
abia
rek
i TBM
PŁ
2
WPROWADZENIE
Jednym z podstawowych elementów geometrycznych używanych do modelowania
kształtów części maszyn, narzędzi czy przyrządów jest powierzchnia stożka obrotowego
prostego. Powierzchnia ta określona jest przez obrót prostej, zwanej tworzącą stożka,
względem drugiej prostej, zwanej osią stożka, przy czym tworząca i oś posiadają punkt
wspólny nazywany wierzchołkiem stożka (rys. 1a). W praktyce mamy najczęściej do czynienia
ze stożkami ściętymi, tj. bryłami zawartymi pomiędzy powierzchnią stożkową i dwoma
płaszczyznami, zwanymi odpowiednio dolną i górną podstawą stożka (rys. 1b,c). Dodatkowo
stożki te można podzielić na zewnętrzne (rys. 1b) i wewnętrzne (rys. 1c).
a) b) c)
tworząca stożka
oś stożka
wierzchołek stożka dolna podstawa stożka górna podstawa stożka
Rys.1. Powierzchnie stożkowe; a) definicja powierzchni stożka obrotowego prostego; b) stożek ścięty
zewnętrzny (materiał wewnątrz powierzchni stożkowej); c) stożek ścięty wewnętrzny (materiał na
zewnątrz powierzchni stożkowej)
W celu jednoznacznego zdefiniowania stożka ściętego należy określić trzy jego
parametry:
a) odległość podstaw stożka (parametr ten nazywany jest długością stożka i oznaczany
symbolem L [3,4]);
b) średnicę stożka; w praktyce realizuje się to na trzy różne sposoby (rys. 2):
1) podając średnicę dolnej podstawy stożka, czyli tzw. średnicę dużą (oznaczenie D);
2) podając średnicę górnej podstawy stożka, czyli tzw. średnicę małą (oznaczenie d);
3) podając średnicę stożka w określonej płaszczyźnie przekroju poprzecznego (oznacze-
nie średnicy Ds, oznaczenie wymiaru określającego położenie przekroju - Ls);
Płaszczyzna, w której leży średnica określająca definiowany stożek nazywana jest pła-
szczyzną podstawową, natomiast płaszczyzna wykorzystana do zdefiniowania położe-
nia płaszczyzny podstawowej nosi nazwę płaszczyzny bazowej [4]. W szczególnych
przypadkach płaszczyzna bazowa może pokrywać się z płaszczyzną podstawową.
c) parametr charakteryzujący położenie tworzącej względem osi, w praktyce stosuje się
alternatywnie trzy parametry:
1) kąt stożka (kąt pomiędzy skrajnymi tworzącymi oznaczany symbolem rys. 3a,c);
2) zbieżność;
Zbieżnością nazywamy stosunek różnicy średnic stożka w dwóch różnych
przekrojach do odległości pomiędzy tymi przekrojami. Oznaczana jest symbolem C.

Inst
ytut
Obr
abia
rek
i TBM
PŁ
3
2tg2
L
dD
LL
DDC
12
12
xx
xx
(1)
gdzie x1, x2 – wyróżniki przekrojów wybranych do zdefiniowania zbieżności;
3) różnicę średnic w dwóch różnych przekrojach, w praktyce sprowadza się to do
podania drugiej średnicy stożka (rys. 3d);
d
D
Ds
Ls
płaszczyzna podstawowa
płaszczyzna bazowa
Rys. 2. Średnice stożka wykorzystywane do definiowania jego kształtu
Z podanych wyżej informacji wynika, że stożek ścięty można definiować na wiele
różnych sposobów (p. rys. 3). Przyjęta kombinacja parametrów powinna być najbardziej odpo-
wiednia z punktu widzenia funkcji jakie definiowany element pełni w konstrukcji.
a) b) c) d)
D
L
C
d
L
d
L
D
Ls
L
Ds
Rys. 3. Przykłady różnych sposobów definiowania kształtu stożków
Wymagania odnośnie kształtu i położenia powierzchni stożkowych określa się poprzez
tolerowanie definiujących je parametrów. Całość wymagań określają dwie tolerancje wymiaru:
tolerancja średnicy stożka i tolerancja położenia tworzącej (kąta stożka lub zbieżności stożka)
oraz dwie tolerancje kształtu: tolerancja okrągłości zarysu przekroju poprzecznego i tolerancja
prostoliniowości tworzącej. W przypadku stożków ściętych dochodzi do tego tolerancja
długości stożka,.
Istnieją dwie różne metody (sposoby) tolerowania stożków:
Metoda pierwsza polega na zastąpieniu wszystkich tolerancji powierzchni stożkowej
przez jedną (wypadkową) tolerancję T średnicy stożka. Tolerancja ta określa obszar
przestrzeni, który ograniczony jest dwoma stożkami granicznymi i w którym winny zmieścić
się wszystkie punkty rzeczywistej powierzchni stożka (rys. 4). Przykład zapisu wymagań
dotyczących powierzchni stożkowej zgodnego z metodą pierwszą pokazano na rys. 4a, a
interpretację tego zapisu na rys. 4b.

Inst
ytut
Obr
abia
rek
i TBM
PŁ
4
Metoda druga polega na określaniu wartości dopuszczalnych odchyłek dla każdego z w/w
parametrów oddzielnie. Przykład zapisu wymagań zgodnego z tą metodą pokazano na rys. 4c.
a)
T
D
08,0
16,050
b)
Dmin
1 2 3
T/2
Dmax
dmin dmax
c) 0,01
'54,6
-0,10
10,0
15,050
0,01
Rys. 4. Przykładowe sposoby zapisu wymagań dotyczących stożków: a) zapis zgodny z metodą tolerancji
wypadkowej; b) interpretacja tego zapisu (przestrzeń tolerancji ograniczona stożkiem granicznym
minimalnym 1 i stożkiem granicznym maksymalnym 2; wewnątrz nich winien się zmieścić stożek
rzeczywisty 3); c) zapis zgodny z metodą tolerancji indywidualnych;
Pomiary parametrów określających stożki
Długość stożka L jest najczęściej (rys. 1b,c, rys. 2, rys. 3) odległością pomiędzy dwoma
realnie istniejącymi i nominalnie równoległymi płaszczyznami. W przypadkach takich jej
pomiar nie nastręcza specjalnych trudności i może zostać wykonany za pomocą wielu różnych
przyrządów: suwmiarki, mikrometru, czujnika, mikroskopu, długościomierza, itp., w zależnoś-
ci od wymaganej dokładności i możliwości pobrania wymiaru. Znacznie trudniejszą sytuację
mamy w przypadkach, gdy powierzchnia stożkowa przechodzi w sposób ciągły (promieniem
zaokrąglenia) w inną powierzchnię obrotową (np. walec czy kulę). Ze względu na przyjęty
zakres niniejszego ćwiczenia przypadki tego typu nie będą tu rozpatrywane.
Znacznie więcej trudności niż pomiar długości nastręcza pomiar średnicy stożka. Należy
zauważyć, że ze względu na konieczność zaokrąglania ostrych krawędzi średnica D dolnej
podstawy i średnica d górnej podstawy stożka realnie nie istnieją (rys. 5) i nie można w
związku z tym dokonać bezpośredniego ich pomiaru. Przy pomiarze średnicy stożka musimy
zatem wykorzystać te punkty tworzących, które leżą w pewnej odległości od podstaw stożka,
czyli mierzyć średnicę Dx, gdzie x jest wyróżnikiem wybranego przekroju.
Do najczęściej spotykanych metod pomiaru średnicy Dx wg [1] należą:
- pomiar średnicy stożka zewnętrznego na mikroskopie warsztatowym;
- pomiar średnicy stożka zewnętrznego metodą dwóch wałeczków;
- pomiar średnicy stożka wewnętrznego za pomocą kulek pomiarowych;
d
D
Dx
Lx
Lx
Dx
Rys.5. Średnice podstaw stożka realnie nie istnieją,
mają wyłącznie abstrakcyjny charakter
Rys.6. Pomiar średnicy stożka na mikroskopie
warsztatowym

Inst
ytut
Obr
abia
rek
i TBM
PŁ
5
Przy pomiarze średnicy stożka zewnętrznego na mikroskopie (rys. 6) ważne jest
właściwe ustawienie stożka. Jego oś winna być równoległa do kierunku przesuwu stolika.
Z reguły zapewnia to mocowanie stożka w będącym na wyposażeniu mikroskopu uchwycie
kłowym. Przy innym sposobie ustawiania jako bazy kierunkowej należy użyć zarysu podstawy.
Zasadę pomiaru stożka zewnętrznego metodą „dwóch wałeczków” pokazano na rys. 7.
Metoda ta umożliwia wyznaczenie wartości średnicy stożka w dowolnie wybranym przekroju.
Umożliwia również wyznaczenie wartości parametrów charakteryzujących położenie tworzącej
tj. kąta stożka lub zbieżności stożka.
a) b)
M1
M2
dw
2
3
4
h
D2
L2 /2
L1
/2
dw
Mx
Dx
Lx
hx
Rys. 7. Pomiar stożka metodą „dwóch wałeczków”:1 – mierzony stożek, 2 - stos
płytek wzorcowych, 3 - płyta miernicza, 4 - wałeczek mierniczy
Metoda „dwóch wałeczków” sprowadza się do bezpośredniego pomiaru dwóch wymia-
rów liniowych. Pierwszy z nich, oznaczony na rys. 7 symbolem M1, jest odległością skrajnych
tworzących wałeczków umieszczonych bezpośrednio na płycie mierniczej. Drugi, oznaczony
symbolem M2, jest odległością tych samych tworzących przy wałeczkach usytuowanych
możliwie wysoko, ale tak, by stykały się z mierzonym stożkiem na prostoliniowej części jego
tworzącej.
Z zależności geometrycznych pokazanych na rys. 7b wynika, że:
2sin1
2
dhL w
xx i
2cos1dMD wxx (2)
W takim razie przyjmując h1 = 0 oraz h2 = h mamy:
2sin1
2
dL w
1 i
2cos1dMD w11 oraz (3)
2sin1
2
dhL w
2 i
2cos1dMD w22 (4)
Powyższe równania pozwalają na określenie wartości zbieżności oraz kąta rozwarcia
stożka, a także wartości średnicy stożka w dowolnym jego przekroju.

Inst
ytut
Obr
abia
rek
i TBM
PŁ
6
Uwzględniając zależności (3) i (4) w równaniu definicyjnym zbieżności (1) dostajemy:
h
MM
LL
DD
LL
DDC 12
12
12
xx
xx
12
12
(5)
Wyznaczona w ten sposób zbieżność stożka obarczona jest niepewnością
2
u
2
12
2
2u
2
1u
2
2u hMMMMhh
1C (6)
gdzie:
uC = niepewność wyniku pomiaru zbieżności;
uM1, uM2 = niepewności wyników pomiarów wymiarów M1 i M2;
uh = niepewność wartości długości odtwarzanej przez stosy płytek wzorcowych;
Dla kąta stożka mamy:
h2
M M
L L 2
D D
2tg 12
12
12
skąd
h2
M Mtg car2 12
(7)
Zależność (7) umożliwia wyznaczenie wartości kąta stożka, przy czym zgodnie z zasadami
podanymi w [2] niepewność tak wyznaczonej wartości określona jest zależnością:
2
u
2
12
2
2u
2
1u
2
2
12
2u hMMMMhMMh4
4
(8)
gdzie:
u - niepewność wyniku pomiaru kąta stożka;
Obliczona z wzoru (8) wartość niepewności kąta stożka wyrażona jest w radianach.
Chcąc wyrazić ją w minutach kątowych należy zastosować zależność (9).
u [mi n] = u [ r a d ] 10800 / (9)
Wartość średnicy stożka w dowolnym jego przekroju można obliczyć odpowiednio
wykorzystując w tym celu zależność (1). Przyjmując, że Dx2 = Dx oraz Dx1
= D1 dostajemy:
1x
1x
LL
DDC
skąd
Dx = D1 + C(Lx – L1) (10)
uwzględniając w (10) zależności (3) i (5) dostajemy
2sin1
2
dL
h
MM
2cos1dMD w
x12
w1x (11)
Równanie (11) umożliwia obliczenie średnicy stożka w dowolnym przekroju określonym
wymiarem Lx odmierzanym od górnej podstawy stożka. Jeżeli, co w praktyce zdarza się
bardzo często, interesujący nas przekrój jest określony wymiarem Ls odmierzanym od dolnej
podstawy stożka (tak jak na rys. 3c), to wymiar Lx należy zastąpić odpowiednią funkcją
wymiaru Ls (Lx = L – Ls). Należy przy tym zauważyć, że o ile wymiar Lx miał charakter stałej

Inst
ytut
Obr
abia
rek
i TBM
PŁ
7
odniesienia, o niepewności wartości uLx = 0, to wprowadzona zań funkcja L – Ls zawierająca
wymiar rzeczywisty L, ma niepewność wartości większą od zera, co wpływa na wzrost
niepewności wyniku pomiaru interesującej nas średnicy.
Aby oszacować niepewność wyniku pomiaru uDx należy wyrazić średnicę Dx jako
funkcję wielkości mierzonych bezpośrednio. W tym celu z zależności h2
M M
2tg 12
należy
obliczyć funkcje 2
sin
oraz 2
cos
i stosowne zależności podstawić do równania (11).
Wykonując te podstawienia i dokonując stosownych przekształceń ostatecznie otrzymujemy:
2
12
2
12wx
12
2
12
2w1x
MMh4
MM1
2
dL
h
MM
MMh4
h21dMD (12)
Niestety okazuje się, że powyższa zależność, chociaż spełnia warunek wzajemnej
niezależności wielkości definiujących średnicę stożka, nie nadaje się do analitycznego wyzna-
czenia niepewności uDx. Przyczyną jest nadmierna złożoność obliczeń. Zależność (12) można
jednak wykorzystać metodami numerycznymi. Przeprowadzone obliczenia wykazały, że przy
założeniu typowej dla metody „dwóch wałeczków” relacji
ud uh << uM1 ≈ uM2
niepewność uDx można z wystarczająco dobrym przybliżeniem obliczać z zależności:
2
2u1x
2
1ux2
xu Mh
LLM
h
LLD
(13)
a w przypadku, gdy interesujący nas przekrój jest określony wymiarem odmierzanym od dolnej
postawy stożka (jak na rys. 3c)
2
u12
2
2u
1s
2
1u
s2
su Lh
MMM
h
LLLM
h
LLLD
(13)
Poza metodą dwóch wałeczków położenie tworzącej stożka zewnętrznego wyznacza się
jeszcze kilkoma innymi metodami. Do najczęściej stosowanych zaliczyć można:
- pomiar kąta stożka kątomierzem uniwersalnym;
- pomiar kąta stożka na mikroskopie;
- pomiar kąta stożka za pomocą liniału sinusowego;
Zasadę pomiaru kąta stożka za pomocą kątomierza uniwersalnego pokazano na rys. 8.
Jest to pomiar metodą pośrednią o równaniu definicyjnym Wynik tego
pomiaru należy opracować zgodnie z algorytmem:
z,p = 180 - (1 – m1) - (2 – m2) (14)
2
2u
2
1uu (15)
gdzie:
z,p – wartość zaobserwowana poprawna kąta stożka (wierzchołkowego);
1, 2 – wartości zaobserwowane surowe kątów nachylenia tworzących wzgl. podstawy;
m1, m2 – wartości średnie błędów pomiaru kątów 1 i 2;

Inst
ytut
Obr
abia
rek
i TBM
PŁ
8
mierzony stożek
podstawka
kątomierza
kątomierz uniwersalny
płyta miernicza
2 1
1
2
Rys. 8. Pomiar kąta stożka za pomocą kątomierza uniwersalnego: 1- zacisk przesuwu osiowego ramienia obro-
towego, 2 – pokrętło zacisku blokującego obrót tarczy, – kąt stożka, – kąty nachylenia tworzą-
cych (mierzone bezpośrednio przez kątomierz);
u - niepewność wyniku pomiaru kąta rozwarcia stożka;
u1, u2 – niepewności wyników pomiaru kątów 1 i 2;
Wartość średnią m błędu pomiaru, spowodowanego m.in. przez odchyłki wykona-
wcze podstawki kątomierza, można wyznaczyć poprzez kilkakrotny pomiar wzorcowego kąta
prostego (np. kąta odtwarzanego przez kątownik walcowy umieszczony na płycie mierniczej).
Można przyjąć, że m = średnia wartość wskazań - 90. Niepewność wskazań kątomierzy
jest określona w ich dokumentacji technicznej. Dla kątomierzy wykorzystywanych w niniej-
szym ćwiczeniu można przyjąć, że u = 5.
Pomiaru kąta stożka na mikroskopie można dokonywać metodą bezpośrednią (obracając
płytkę głowicy goniometrycznej tak, by jej główna linia pokryła się ze skrajnymi tworzącymi
stożka – rys. 9a) lub metodą pośrednią (przez pomiar odcinków pokazanych na rys. 9b i
obliczeniu kąta stożka z zależności trygonometrycznych).
W przypadku a) mamy do czynienia ze standardowym sposobem pomiaru kąta na mikro-
skopie warsztatowym. Wartość mierzonego kąta jest równa różnicy współrzędnych kątowych
płytki głowicy goniometrycznej w położeniach 1 i 2. Niepewność tak wyznaczonej wartości
zależy od rodzaju użytego mikroskopu i jest określona w dokumentacji technicznej przyrządu.
W większości przypadków oblicza się ją z zależności u = C1 + C2 / f gdzie C1 i C2
oznaczają stałe zależne od typu użytego mikroskopu, natomiast f - długość styku linii głowicy
a)
2
1
b)
3
1
y1,2
y3,4
x
4
2
Rys. 9. Pomiary kąta stożka na mikroskopie warsztatowym: a) metodą bezpośrednią; b) metodą pośrednią

Inst
ytut
Obr
abia
rek
i TBM
PŁ
9
goniometrycznej z zarysem mierzonego przedmiotu wyrażoną w milimetrach. Obliczona w ten
sposób wartość niepewności jest wyrażona w minutach kątowych. W przypadku, gdy zarys
przedmiotu nie mieści się w polu widzenia, w miejsce f podstawiamy średnicę pola widzenia
okularu. Zależy ona od stosowanego powiększenia i wynosi: 21mm dla p = 10x, 14mm dla
p = 15x, 7mm dla p = 30x oraz 4,2mm dla p = 50x.
Pomiar metodą pośrednią (rys. 9b) nie wchodzi w zakres niniejszego ćwiczenia.
Zasadę pomiaru kąta stożka za pomocą liniału sinusowego pokazano na rys. 10. Celem
wykonywanych czynności pomiarowych jest znalezienie takiej wysokości h stosu płytek wzor-
cowych 2, przy której górna tworząca stożka 4 będzie równoległa do powierzchni płyty mier-
niczej 5. Zauważmy, że tworząca stożka będzie równoległa do powierzchni płyty mierniczej
wtedy, gdy pochylenie liniału sinusowego będzie równe kątowi stożka , czyli gdy różnica
wartości obu tych kątów będzie równa zeru. Można więc stwierdzić, że celem wykonywanych
czynności jest sprowadzenie wartości różnicy – do zera. Wynikałoby stąd, że pomiar kąta
stożka za pomocą liniału sinusowego dokonywany jest metodą zerową kompensacyjną. W ta-
kim razie zgodnie z zasadami podanymi w [2] mamy:
M
h
L
1
2
3
4
5
Rys. 10. Zasada pomiaru kąta stożka za pomocą liniału sinusowego: 1 – liniał sinusowy; 2 – stos
płytek wzorcowych; 3 – czujnik; 4 – mierzony stożek; 5- płyta miernicza;
=
2
D
2
uu
gdzie:
– wartość zaobserwowana poprawna kąta pochylenia liniału sinusowego (rys 10);
u - niepewność odnośnie wartości tego kąta;
D- niepewność odnośnie rzeczywistej wartości różnicy – (niepewność odnośnie
równoległości górnej tworzącej stożka do płaszczyzny płyty mierniczej);
Kąt pochylenia liniału sinusowego zależy od wysokości stosu płytek h i rozstawu osi
wałeczków liniału L i wynosi:
= arc sin (h / L) (20)
Natomiast niepewność odnośnie wartości tego kąta:

Inst
ytut
Obr
abia
rek
i TBM
PŁ
10
22
2
u
22
u
22
u
2
uuh L
LhhL
L
1L
Lh
h
(21)
przy czym wartość u jest wyrażona w radianach
Aby ustawić górną tworzącą stożka równolegle do powierzchni płyty mierniczej mie-
rzymy za pomocą czujnika (3) wysokość tej tworzącej w dwóch przekrojach usytuowanych
możliwie daleko od siebie i tak dobieramy wysokość stosu płytek h, aby różnica wysokości
tworzącej w obu przekrojach była równa zeru. W rzeczywistości różnicy tej nie udaje się
sprowadzić do zera, a przyczynami tego są:
- błędy odczytu wskazań czujnika w położeniach I i II;
- zauważona różnica wskazań czujnika w obu położeniach, którą ze względów
praktycznych jesteśmy skłonni uznać za nieistotną;
- błąd powtarzalności wskazań czujnika;
Zakładając wzajemną niezależność w/w błędów możemy oszacować niepewność
odnośnie rzeczywistej wartości różnicy wskazań czujnika w obu przekrojach. Wynosi ona:
2
PW
2
R
2
II
2
IuH (22)
gdzie:
I i niepewności odczytu wskazań czujnika w położeniach I i II;
R - maksymalna zauważona, ale ze względów praktycznych uznaną za nieistotną,
wartość różnicy wskazań czujnika w obu przekrojach;
PW – niepewność odnośnie powtarzalności wskazań czujnika;
Znajomość niepewności odnośnie rzeczywistej wartości różnicy wysokości tworzącej w
obu przekrojach uH pozwala na oszacowanie niepewności odnośnie równoległości tworzącej.
Można wykorzystać w tym celu zależność:
M
Hsin arc
M
H tg arc uu
D (23)
gdzie M (p. rys. 10) oznacza odległość miedzy przekrojami, w których sprawdzamy wysokość
tworzącej;
W przypadku stożków wewnętrznych dostęp do tworzących powierzchni stożkowej jest
znacznie utrudniony, co sprawia, że ilość stosowanych w tym przypadku metod jest niewielka.
Jedną z najczęściej stosowanych jest metoda „dwóch kulek”.
Zasadę pomiaru stożka wewnętrznego za pomocą dwóch kulek wzorcowych o różnych
średnicach pokazano na rys. 11. Średnice kulek należy dobrać tak, aby jedna z nich stykała się
z powierzchnią stożkową możliwie nisko, a druga możliwie wysoko. Jeżeli kulka wystaje
ponad płaszczyznę podstawy stożka, to na płaszczyźnie tej ustawia się dwa stosy płytek
wzorcowych o jednakowej wysokości.
Z zależności geometrycznych przedstawionych na rys 11b wynika, że
1221
12
21
1
12
21
2
ddMM2
dd
2
2dM
2
dM
2
d
2
d
OO
CO
2sin
(22)

Inst
ytut
Obr
abia
rek
i TBM
PŁ
11
a)
M1d2
d1
M2
b) M2
M1
O2
O1
/2
A
BC
c)
M1
d1/2
L1
D1
Rys.11. Pomiar kąta stożka wewnętrznego metodą „dwóch kulek”: a) zasada pomiaru, b) i c) zależności
geometryczne;
w takim razie
1221
12
ddMM2
ddsinarc2
(23)
Wartość kąta rozwarcia stożka obliczona z zależności (23) obarczona jest niepewnością
2
2u
2
2
1u
1
2
2u
2
2
1u
1
u MM
M
M
d
d
d
d
(24)
przy czym:
212
2
12211221
21
21 ddddMM2ddMM2
MM4
d
d
212
2
12211221
12
21 ddddMM2ddMM2
dd4
M
M
Obliczona z zależności (24) niepewność u jest wyrażona w radianach. Aby wyrazić
ją w minutach należy dokonać przeliczenia zgodnie ze wzorem (9).
Dysponując danymi na temat wartości kąta rozwarcia i niepewności tej wartości u
możemy określić zbieżność stożka. Obowiązują zależności:
2tg2C
oraz
2cos
C2
u
u
(25)
przy czym wartość unależy wyrazić w radianach
W celu wyznaczenia wartości średnicy w dowolnym przekroju stożka wykorzystamy
odpowiednio zależność (1). Przyjmując Dx1 =D1 oraz Dx2 =Dx dostajemy:
x11x
x1
1x
1x
1x
xx
xxLLCDD
LL
DD
LL
DD
LL
DDC
12
12
(26)

Inst
ytut
Obr
abia
rek
i TBM
PŁ
12
Z rys. 11c wynika, że
2cosdD 11
i
2sin1
2
dML 1
11 (27)
Uwzględniając powyższe w drugiej z zależności (26) i dokonując odpowiednich
przekształceń dostajemy:
x
111x L
2sin1
2
dM
2tg2
2cosdD (28)
Równanie (28) umożliwia obliczenie średnicy stożka w dowolnym przekroju poprzecz-
nym. Należy jednak pamiętać, że określający ten przekrój wymiar Lx jest odmierzany od tej
samej bazy, względem której określano położenie kulek (wymiary M1 i M2). Jeżeli w doku-
mentacji konstrukcyjnej stożka płaszczyzna podstawowa jest określona względem innej bazy
(Ls Lx ), to wartość wymiaru Lx należy obliczyć z odpowiednich zależności geometrycznych
Lx = f (Ls, L1, L2,...), gdzie L1, L2,... oznaczają wymiary rzeczywiste W przypadkach takich
wymiar Lx traci charakter stałej odniesienia (uLx = 0), a obliczona wartość Lx charakteryzuje
się niepewnością ...LL
LL
L
LL
2
2u
2
x
2
1u
1
xxu
> 0. Niepewność ta zwiększa
niepewność wyniku pomiaru interesującej nas średnicy.
Aby określić niepewność pomiaru średnicy Dx należy wyrazić ją jako funkcję wielkości
mierzonych bezpośrednio. W tym celu z równania (27) musimy wyeliminować funkcje kąta .
Wiedząc że 1221
12
ddMM2
dd
2sin
obliczamy funkcje
2cos
i
2tg
. Po podstawie-
niu obliczonych zależności do równania (27) i wykonaniu odpowiednich przekształceń
ostatecznie dostajemy:
x
1221
1211
212121
12
1221
212121
1x
LddMM2
dd1
2
dM
ddMMMM4
)dd(2
(29) ddMM2
ddMMMM4dD
Ze względu na złożoną postać zależności (29) niepewność uDx można wyznaczyć z niej
wyłącznie metodami numerycznymi. Przeprowadzone obliczenia, przy założeniu typowej dla
metody „dwóch kulek” relacji ud1 ud2 <<uM1 uM2 wykazały, że wartość uDx można
z wystarczająco dobrym przybliżeniem obliczać z zależności:
2
xu
2
2u
21
x1
2
1u
21
2xxu LM
LL
LLM
LL
LLCD
(30)
przy czym jeżeli bazy wymiarów Lx i Ls są zgodne (Lx = Ls) , to uLx = 0
Inst
ytut
Obr
abia
rek
i TBM
PŁ
13
PRZEBIEG ĆWICZENIA
Zadanie 1
We wskazanym przez prowadzącego eksponacie pomierzyć kąt stożka za pomocą kąto-
mierza, liniału sinusowego oraz na mikroskopie warsztatowym. Porównać uzyskane wyniki
pod względem ich zgodności oraz zastosowane metody pod względem ich dokładności.
1A. W celu pomiaru kąta stożka za pomocą kątomierza należy:
1. Zainstalować w kątomierzu krótsze z jego ramion obrotowych, zamocować go w podstaw-
ce i ustawić na płycie mierniczej.
2. Dosunąć kątomierz do mierzonego stożka i tak ustawić osiowo jego ramię, aby uzyskać
możliwie długą linię styku (po zetknięciu ze stożkiem koniec ramienia winien znajdować
się 2 3 mm powyżej powierzchni płyty – rys. 8). Po ustawieniu ramienia zablokować jego
przesuw osiowy za pomocą zacisku 1.
3. Pokrętło zacisku tarczy 2 ustawić tak, aby tarcza kątomierza obracała się z wyraźnie
wyczuwalnym tarciem.
4. Pomierzyć minimum trzykrotnie kąt wzorcowy, odtwarzany przez kątownik walcowy,
dokonując odczytu z rozdzielczością 1. Obliczyć wartość średnią błędu wskazań kątomie-
rza m i zanotować ją w karcie pomiarów.
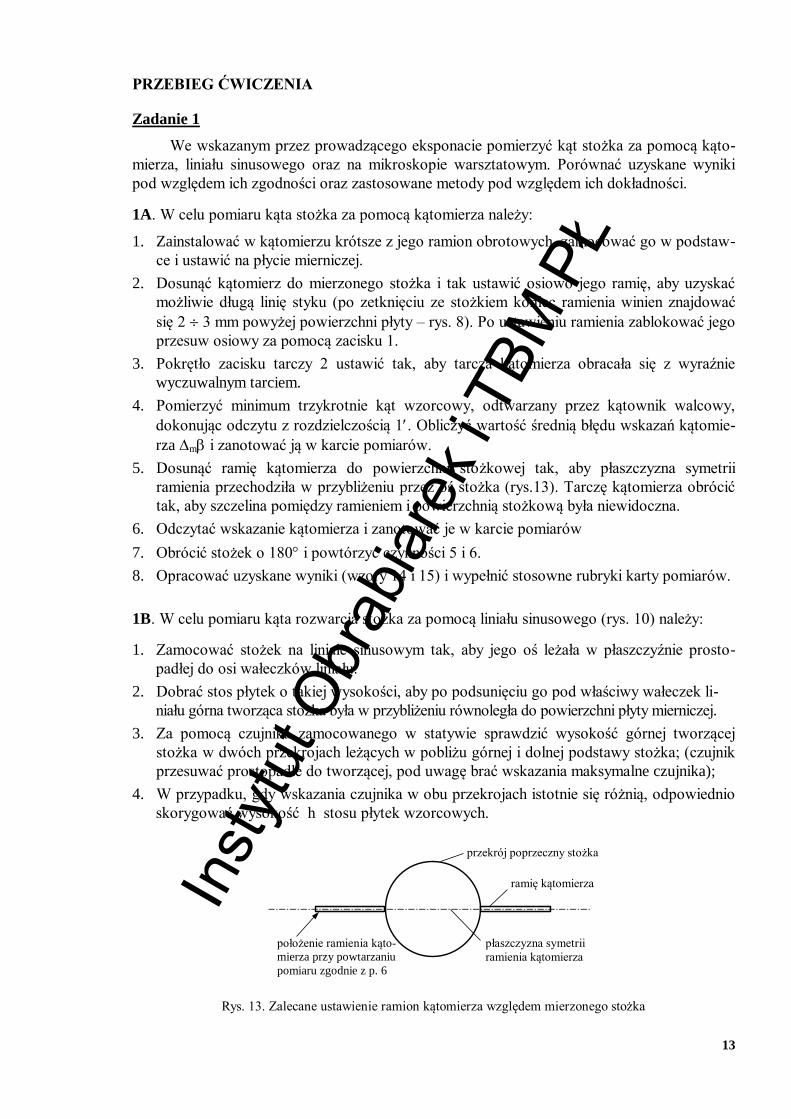
5. Dosunąć ramię kątomierza do powierzchni stożkowej tak, aby płaszczyzna symetrii
ramienia przechodziła w przybliżeniu przez oś stożka (rys.13). Tarczę kątomierza obrócić
tak, aby szczelina pomiędzy ramieniem i powierzchnią stożkową była niewidoczna.
6. Odczytać wskazanie kątomierza i zanotować je w karcie pomiarów
7. Obrócić stożek o 180 i powtórzyć czynności 5 i 6.
8. Opracować uzyskane wyniki (wzory 14 i 15) i wypełnić stosowne rubryki karty pomiarów.
1B. W celu pomiaru kąta rozwarcia stożka za pomocą liniału sinusowego (rys. 10) należy:
1. Zamocować stożek na liniale sinusowym tak, aby jego oś leżała w płaszczyźnie prosto-
padłej do osi wałeczków liniału.
2. Dobrać stos płytek o takiej wysokości, aby po podsunięciu go pod właściwy wałeczek li-
niału górna tworząca stożka była w przybliżeniu równoległa do powierzchni płyty mierniczej.
3. Za pomocą czujnika zamocowanego w statywie sprawdzić wysokość górnej tworzącej
stożka w dwóch przekrojach leżących w pobliżu górnej i dolnej podstawy stożka; (czujnik
przesuwać prostopadle do tworzącej, pod uwagę brać wskazania maksymalne czujnika);
4. W przypadku, gdy wskazania czujnika w obu przekrojach istotnie się różnią, odpowiednio
skorygować wysokość h stosu płytek wzorcowych.
przekrój poprzeczny stożka
ramię kątomierza
położenie ramienia kąto-
mierza przy powtarzaniu
pomiaru zgodnie z p. 6
płaszczyzna symetrii
ramienia kątomierza
Rys. 13. Zalecane ustawienie ramion kątomierza względem mierzonego stożka

Inst
ytut
Obr
abia
rek
i TBM
PŁ
14
5. Czynności 3 i 4 powtarzać do momentu, gdy różnicę wskazań czujnika w obu przekro-
jach można uznać za nieistotną; o ile prowadzący nie określi inaczej za nieistotną możemy
uznać różnicę nie przekraczającą połowy działki elementarnej zastosowanego czujnika.
6. Rozłożyć stos płytek, informacje o poszczególnych płytkach stosu zanotować w sto-
sownych rubrykach karty pomiarów.
7. Obliczyć wartość kąta stożka i niepewność tej wartości u. Przyjąć:
- niepewności długości odtwarzanych przez płytki wzorcowe: 0,0005mm dla L 10mm;
0,0006 mm dla 10 mm < L 25 mm i 0,0008 mm dla 25 mm < L 50 mm;
- rozstaw wałeczków liniału sinusowego L = (100 0,002) mm;
- niepewności odczytów wskazań czujnika równe 0,2 wartości działki elementarnej czujnika;
- błąd powtarzalności wskazań na podstawie dokumentacji zastosowanego czujnika
8. Obliczone wartości, wyrażone w stopniach, minutach i/lub ew. sekundach kątowych
wpisać w odpowiednie rubryki karty pomiarów.
1C. W celu pomiaru kąta rozwarcia stożka za pomocą mikroskopu (rys. 9a) należy:
1. Włączyć zasilanie mikroskopu.
2. Za pomocą pokręteł korekcyjnych ustawić odpowiednią ostrość widzenia linii odniesienia
w okularze głównym i kres podziałki kątowej w okularze pomocniczym.
3. Obrócić stół mikroskopu tak, aby współrzędna jego kątowego położenia była równa 0.
4. Zamocować mierzony stożek w przystawce kłowej mikroskopu.
5. Przystawkę kłową ustawić na stole mikroskopu w takim położeniu, aby, o ile to możliwe,
wszystkie interesujące nas punkty zarysu stożka mieściły się w zakresach pomiarowych śrub
mikrometrycznych
6. Ustawić odpowiednią ostrość widzenia zarysu stożka (właściwą odległość obiektywu od
eksponatu).
7. Ustawić stół oraz obrócić płytkę głowicy goniometrycznej tak, aby jej linia główna pokryła
się z dolnym zarysem stożka (rys. 9a, poz. 1)
8. Odczytać współrzędną kątowego położenia płytki i zanotować ją w stosownej rubryce karty
pomiarów.
9. Powtórzyć czynności przedstawione w pkt 7 i 8 dla górnej tworzącej (rys. 9a, poz. 2)
10. Opracować uzyskane wyniki. W tym celu należy:
- obliczyć zaobserwowaną wartość kąta rozwarcia stożka: = |1 – 2|, gdzie1 i 2
oznaczają współrzędne kątowego położenia płytki głowicy goniometrycznej w poło-
żeniach 1 i 2.
- obliczyć niepewność zmierzonej wartości kąta; w przypadku mikroskopów użytych w
niniejszym ćwiczeniu niepewność wyniku należy obliczać z zależności u = 2 + 1,7 / f
gdzie f oznacza długość styku linii głowicy goniometrycznej z zarysem mierzonego
przedmiotu wyrażoną w milimetrach. Obliczona w ten sposób wartość niepewności jest
wyrażona w minutach kątowych.
W celu oceny zgodności uzyskanych wyników należy nanieść je (w postaci odcinków) na
oś liczbową. Jeżeli odcinki reprezentujące różne wyniki mają punkty wspólne to oznacza, że

Inst
ytut
Obr
abia
rek
i TBM
PŁ
15
wyniki te są zgodne. W przeciwnym przypadku wyniki należy uznać za sprzeczne. Jeżeli
zostanie stwierdzona sprzeczność należy ustalić jej przyczynę bądź powtórzyć pomiary.
W celu porównania dokładności zastosowanych metod należy uszeregować je pod
względem wartości odpowiadających im niepewności pomiarowych.
Wnioski z oceny zgodności uzyskanych wyników oraz porównania dokładności
zastosowanych metod zamieścić w odpowiedniej rubryce karty pomiarów
Zadanie 2
Dokonać pomiaru i oceny poprawności wykonania wskazanego stożka zewnętrznego.
Zastosować metodę „dwóch wałeczków. Wymagania odnośnie sprawdzanego stożka określi
prowadzący zajęcia.
W celu pomiaru stożka w/w metodą należy:
1. Ustalić symbol mierzonego stożka i wpisać go do karty pomiarów.
2. Zmierzyć długość stożka L. Przyrząd do pomiaru długości stożka dobrać tak, aby został
spełniony warunek uL 0,1TL, gdzie TL oznacza tolerancję długości stożka;
3. Dobrać z kompletu dwa wałeczki pomiarowe o jednakowej średnicy.
4. Dobrać mikrometr (mikrometry) o odpowiednim zakresie pomiarowym i sprawdzić popra-
wność jego (ich) wskazań. W przypadku stwierdzenia błędów systematycznych wskazań
odnotować ich wartości w celu późniejszej kompensacji.
5. Ustawić wskazany przez prowadzącego eksponat na płycie mierniczej w sposób pokazany
na rys. 7, położyć na płycie wałeczki i zmierzyć mikrometrem wielkość M1. Aby nacisk
pomiarowy mikrometru nie powodował podnoszenia stożka należy docisnąć go do płyty,
umieszczając na nim jakiś obciążnik. Mikrometr winien być tak ustawiony, aby oś pomiaru
przecinała w przybliżeniu oś stożka. Pomiaru należy dokonać minimum trzykrotnie,
a w przypadku stwierdzenia istotnych różnic w wynikach ilość powtórzeń zwiększyć.
6. Złożyć dwa stosy z płytek wzorcowych o jednakowej wysokości h dobranej tak, aby była
możliwie duża, lecz zapewniała styk wałeczka z prostoliniową częścią tworzącej stożka.
Ułożyć na nich wałeczki i zmierzyć mikrometrem wymiar M2 postępując analogicznie jak w
przypadku pomiaru wymiaru M1.
7. Opracować wyniki bezpośrednich pomiarów wymiarów M1 i M2. Ze względu na trudności
związane z pobraniem wielkości mierzonych przyjąć, że niepewności wyników tych
pomiarów są równe co najmniej 0,012 mm.
8. Obliczyć wartości tych parametrów, które są niezbędne do dokonania oceny sprawdzanego
stożka, przy czym:
- C i uC obliczamy na podstawie zależności (5) i (6);
- i uobliczamy na podstawie zależności (7) i (8);
- d, D i Ds obliczamy na podstawie zależności (11), należy przy tym pamiętać, że w meto-
dzie dwóch wałeczków wymiar Lx odmierza się zawsze od górnej podstawy stożka.
Jeżeli w dokumentacji konstrukcyjnej stożka wymiar Ls posiada inną bazę, należy odpo-
wiednio przeliczyć Ls na Lx;
- ud, uD, uDs obliczamy na podstawie zależności (13) lub (13’);
Występującą we wzorach (6) i (8) niepewność długości odtwarzanej przez stos
płytek wzorcowych obliczamy z zależności 2
iu Lh , gdzie: uh - niepew-

Inst
ytut
Obr
abia
rek
i TBM
PŁ
16
ność długości odtwarzanej przez stos płytek, uLi - niepewność długości odtwarzanej
przez i-tą płytkę stosu.
Niepewności długości odtwarzanych przez poszczególne płytki podano w treści zadania
1B, punkt 7.
9. Dokonać oceny sprawdzanego stożka, wynik oceny wraz z jej uzasadnieniem zamieścić w
odpowiedniej rubryce karty pomiarów;
Zadanie 3
Dokonać pomiaru i oceny poprawności wykonania wskazanego stożka wewnętrznego.
Zastosować metodę „dwóch kulek o różnych średnicach”. Wymagania odnośnie sprawdza-
nego stożka określi prowadzący zajęcia.
W celu realizacji zadania należy:
1. Ustalić symbol mierzonego stożka i wpisać go do karty pomiarów.
2. Zmierzyć długość stożka L. Przyrząd do pomiaru długości stożka dobrać tak, aby został
spełniony warunek uL 0,1TL, gdzie TL oznacza tolerancję długości stożka;
3. Określić, obliczeniowo lub empirycznie, średnice kulek, które należałoby w trakcie pomia-
ru wykorzystać; dobrać odpowiednie kulki i ustalić rzeczywiste wartości ich średnic:
- w przypadku wykorzystania do pomiaru kulek wzorcowych wartości ich średnic oraz
graniczną wartość błędu odtwarzania należy określić na podstawie danych producenta;
- w przypadku kulek o nieznanych parametrach zmierzyć ich średnice za pomocą mikro-
metru dokonując odczytu z rozdzielczością 0,001mm;
4. Zmierzyć odległość kulek od płaszczyzny bazowej (wymiary M1 i M2)
a) dobrać końcówkę pomiarową głębokościomierza tak, aby posiadał on właściwy zakres
pomiarowy;
b) zainstalować wybraną końcówkę pomiarową w przyrządzie i dokonać sprawdzenia jego
wskazania; ewentualny błąd tego wskazania, odczytany z rozdzielczością 0.001 mm,
potraktować jako średni błąd wskazań głębokościomierza i uwzględnić przy opracowy-
waniu wyniku;
c) pomierzyć odległość kulki od płaszczyzny bazowej dokonując odczytu z rozdzielczością
0,001 mm;
d) opracować wynik pomiaru przyjmując graniczną wartość błędu równą 0.012 mm;
e) czynności ad powtórzyć dla drugiej kulki;
5. Obliczyć wartości tych parametrów, które są niezbędne do dokonania oceny sprawdzanego
stożka, przy czym:
- i uobliczamy na podstawie zależności (23) i (24);
- C i uC obliczamy na podstawie zależności (25);
- d, D i Ds obliczamy na podstawie zależności (28), należy przy tym pamiętać, że w meto-
dzie dwóch kulek wymiar Lx odmierza się zawsze od płaszczyzny, względem której
określamy położenie kulek (rys. 11, wymiary M1 i M2). Jeżeli w dokumentacji kons-
trukcyjnej stożka wymiar Ls posiada inną bazę, należy odpowiednio przeliczyć Ls na Lx;
- ud, uD, uDs obliczamy na podstawie zależności (30);
6. Dokonać oceny sprawdzanego stożka, wynik oceny wraz z jej uzasadnieniem zamieścić w
odpowiedniej rubryce karty pomiarów;

Inst
ytut
Obr
abia
rek
i TBM
PŁ
P O L I T E C H N I K A Ł Ó D Z K A
INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN
SPRAWOZDANIE Z LABORATORIUM METROLOGII WIELKOŚCI GEOMETRYCZNYCH
Ćwiczenie nr MWG 09
Temat ćwiczenia: „POMIARY STOŻKÓW”
Autorzy sprawozdania: Ocena: Data: ....................................
1. ........................................... Dzień tyg. ......... godz. ........
2. ...........................................
3. ........................................... Grupa: ..................................
4. ........................................... Symbol prowadzącego: ...........
Zadanie 1. Pomiar kąta rozwarcia stożka Symbol eksponatu ...................................
A. Pomiar kąta rozwarcia stożka kątomierzem uniwersalnym
Rodzaj
kątomierza:
Odczyty wskazań
kątomierza:
Wartość średnia błędu
wskazań kątomierza
Niepewność wyników
pomiarów bezpośrednich
m1 = m2 = u1 = u2 =
Równanie definicyjne pomiaru Wartość zaobser-
wowana poprawna
Niepewność
wyniku pomiaru
Wynik pomiaru
= = u =
B. Pomiar kąta rozwarcia stożka za pomocą liniału sinusowego
Parametry charakteryzujące zbudowany stos płytek [mm]
w1 uw1 w2 uw2 w3 uw3 h uh
Parametry charakteryzujące liniał sinusowy [mm] Parametry kąta wzorc. [,,]
Rozstaw osi wałecz-
ków liniału L
Wart. śred. bł. rozst. osi
wałeczków mL
Niepewn. rozst. osi
wałecz. uL
Wart. kąta
wzorc.
Niepewność wart. kąta
wzorc. u
100
Parametry charakteryzujące dokładność ustawienia tworzącej stożka (błąd detekcji)
I [mm] II [mm] R [mm] PW [mm] H [mm] M [mm] D
Wart. zaobs. kąta stożka [,,] Niepewn. wyniku pom. u Wynik pomiaru kąta stożka [,,]
Inst
ytut
Obr
abia
rek
i TBM
PŁ
18
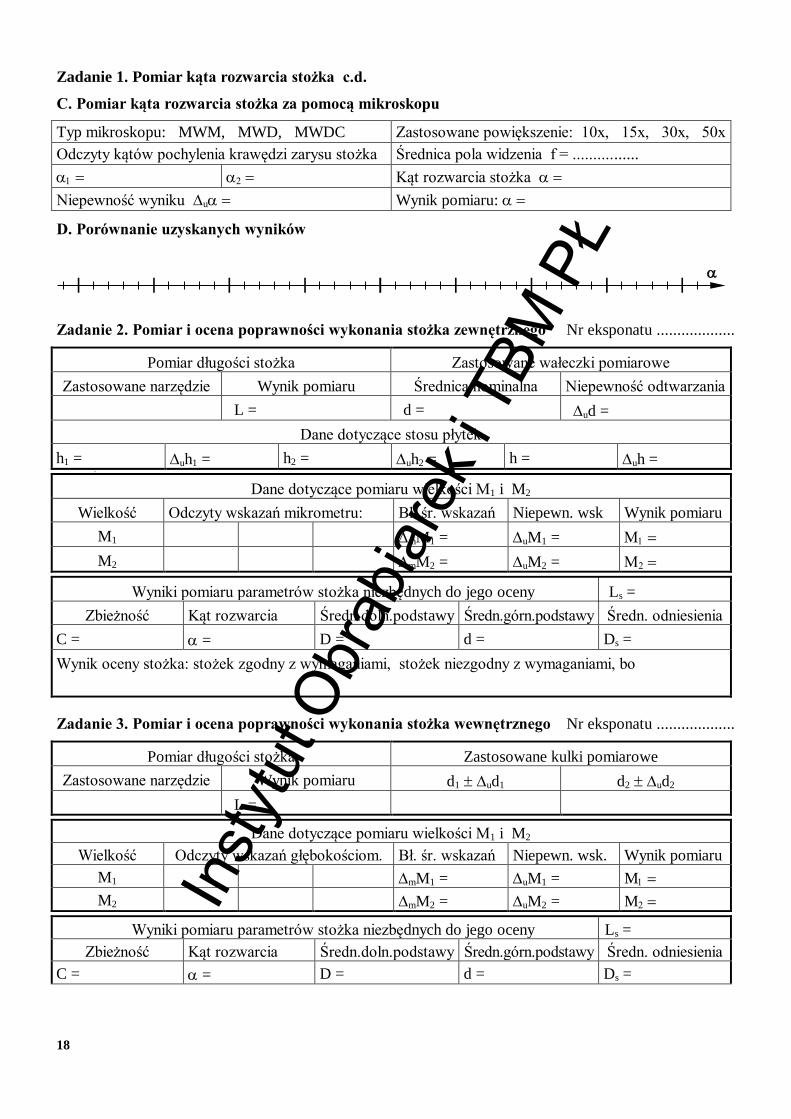
Zadanie 1. Pomiar kąta rozwarcia stożka c.d.
C. Pomiar kąta rozwarcia stożka za pomocą mikroskopu
Typ mikroskopu: MWM, MWD, MWDC Zastosowane powiększenie: 10x, 15x, 30x, 50x
Odczyty kątów pochylenia krawędzi zarysu stożka Średnica pola widzenia f = ................
Kąt rozwarcia stożka
Niepewność wyniku u Wynik pomiaru:
D. Porównanie uzyskanych wyników
Zadanie 2. Pomiar i ocena poprawności wykonania stożka zewnętrznego Nr eksponatu ...................
Pomiar długości stożka Zastosowane wałeczki pomiarowe
Zastosowane narzędzie Wynik pomiaru Średnica nominalna Niepewność odtwarzania
L = d = ud =
Dane dotyczące stosu płytek
h1 = uh1 = h2 = uh2 = h = uh = 4
Dane dotyczące pomiaru wielkości M1 i M2
Wielkość Odczyty wskazań mikrometru: Bł. śr. wskazań Niepewn. wsk Wynik pomiaru
M1 mM1 = uM1 =
M2 mM2 = uM2 =
Wyniki pomiaru parametrów stożka niezbędnych do jego oceny Ls =
Zbieżność Kąt rozwarcia Średn.doln.podstawy Średn.górn.podstawy Średn. odniesienia
C = = D = d = Ds =
Wynik oceny stożka: stożek zgodny z wymaganiami, stożek niezgodny z wymaganiami, bo
Zadanie 3. Pomiar i ocena poprawności wykonania stożka wewnętrznego Nr eksponatu ...................
Pomiar długości stożka Zastosowane kulki pomiarowe
Zastosowane narzędzie Wynik pomiaru d1 ud1 d2 ud2
L =
Dane dotyczące pomiaru wielkości M1 i M2
Wielkość Odczyty wskazań głębokościom. Bł. śr. wskazań Niepewn. wsk. Wynik pomiaru
M1 mM1 = uM1 = M
M2 mM2 = uM2 = M
Wyniki pomiaru parametrów stożka niezbędnych do jego oceny Ls =
Zbieżność Kąt rozwarcia Średn.doln.podstawy Średn.górn.podstawy Średn. odniesienia
C = = D = d = Ds =

Inst
ytut
Obr
abia
rek
i TBM
PŁ
19
Wynik oceny stożka: stożek zgodny z wymaganiami, stożek niezgodny z wymaganiami, bo
WYMAGANIA DLA STOŻKÓW ZEWNĘTRZNYCH
Eksponat nr 9/3-1
A) B) C) D)
'54,6
-0,10
10,0
15,050
16
10,0
15,050
0,54
54,6
0,540,005
05,0
12,046
0,1 0,1
54,6
10,0
20,050
08,0
16,050
Eksponat nr 9/3-2
A) B) C) D)
'62,5 0,1
0
10,05,49
27
0
10,05,49
0,83
62,5
0,83 0,01
0
08,040
0,1 0,1
62,4
0
1,05,49
0
08,05,49
Eksponat nr 9/3-3
A) B) C) D)
'35,2
-0,1
03,05,49
22
0,28
35,2
0,28 0,005
0
08,029
0,1 0,1
35,1
03,05,49
03,05,49
03,05,49
Inst
ytut
Obr
abia
rek
i TBM
PŁ
20
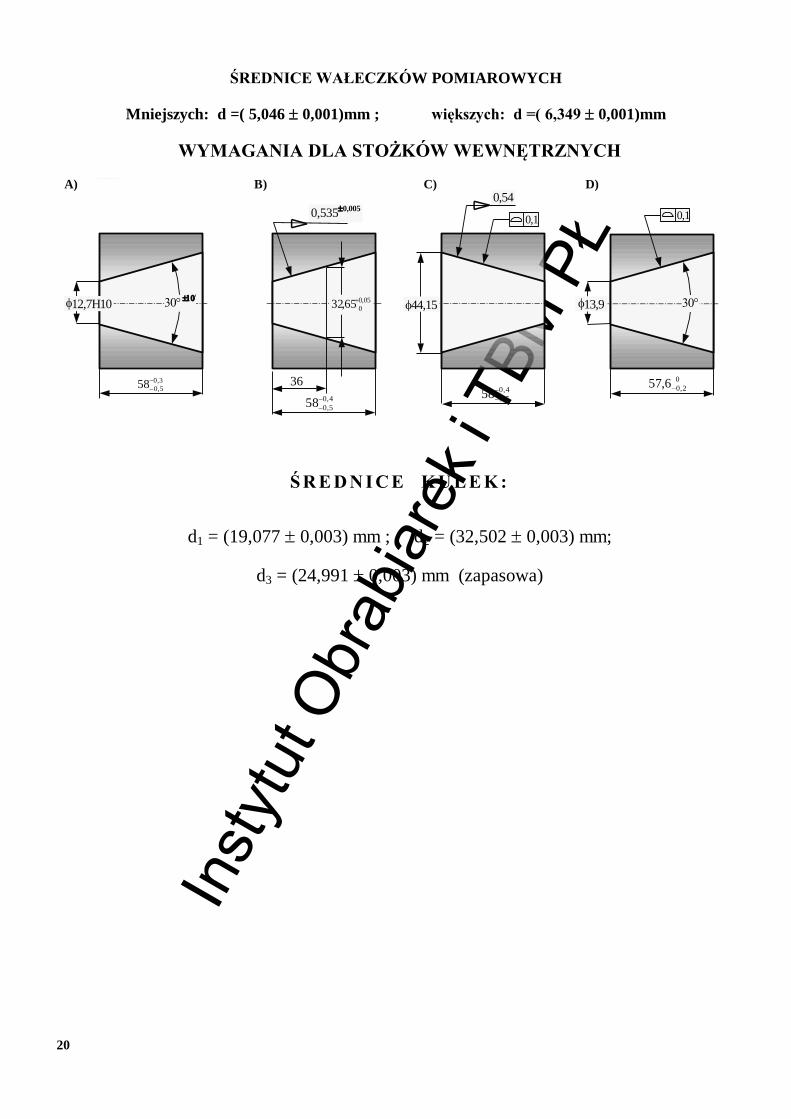
ŚREDNICE WAŁECZKÓW POMIAROWYCH
Mniejszych: d =( 5,046 0,001)mm ; większych: d =( 6,349 0,001)mm
WYMAGANIA DLA STOŻKÓW WEWNĘTRZNYCH
A) B) C) D)
3,0
5,058
36
4,0
5,058
0,54
44,15
0,5350,005
05,0
065,32
0,1 0,1
4,0
5,058
'12,7H10
0
2,06,57
13,9
Ś R E D N I C E K U L E K :
d1 = (19,077 0,003) mm ; d2 = (32,502 0,003) mm;
d3 = (24,991 0,003) mm (zapasowa)

Inst
ytut
Obr
abia
rek
i TBM
PŁ
21
BRUDNOPIS
a) b)
M
d
M
d/2
Lx
Dx
Rys. 11. Pomiary stożka wewnętrznego za pomocą kulek wzorcowych
Pomiaru kąta rozwarcia stożka na mikroskopie można dokonywać metodą bezpośrednią (obracając
płytkę głowicy goniometrycznej tak, by jej główna linia pokryła się ze skrajnymi tworzącymi stożka – rys.
9a) lub metodą pośrednią (przez pomiar odcinków pokazanych na rys. 9b). a)
2
1
b)
3
1
y1,2
y3,4
x
4
2
Rys. 9. Pomiary kąta rozwarcia stożka na mikroskopie warsztatowym: a) metodą bezpośrednią; b) metodą
pośrednią
W przypadku a mamy do czynienia ze standardowym sposobem pomiaru kąta na mikro-skopie
warsztatowym. Wartość mierzonego kąta jest równa różnicy współrzędnych kątowych płytki głowicy
goniometrycznej w położeniach 1 i 2. Niepewność tak wyznaczonej wartości zależy od rodzaju użytego
mikroskopu i jest określona w dokumentacji technicznej przyrządu.

Inst
ytut
Obr
abia
rek
i TBM
PŁ
22
W przypadku b wartość kąta rozwarcia stożka wyznaczana jest metodą pośrednią,
a równanie definicyjne pomiaru ma postać:
x
ytg arc
x
ytg arc
4,32,1 (16)
gdzie:
y1,2 = |y2 – y1|; y3,4 = |y4 – y3|; x = |x2- x1| = |x4 – x3|
x1, ..., x4, y1, ..., y4 - współrzędne x i y stołu w położeniach odpowiednio 1, 2, 3 i 4;
Zgodnie z zasadami podanymi w [2] niepewność tego pomiaru obliczymy z zależności
2
u
2
4,3u
4,3
2
2,1u
2,1
u xx
yy
yy
(17)
przy czym:
2
2,1
2
2,1 yx
x
y
;
2
4,3
2
4,3 yx
x
y
2
4,3
2
4,3
2
2,1
2
2,1
yx
y
yx
y
x
Pomiary długości odcinków x, y1,2 i y3,4 należą do standardowych pomiarów długości na mikroskopie
warsztatowym. Niepewności wyników tych pomiarów: ux, uy1,2 oraz uy3,4 zależą od rodzaju użytego
mikroskopu i są określone w dokumentacji technicznej przyrządu. Obliczona z zależności (15) wartość
niepewności u jest wyrażona w radianach.





























