Embed Size (px)
Citation preview

1
BIODEGRADATION OF COMPOSITE NONWOVENS MADE OF NATURAL FIBERS AND SYNTHETIC POLYMERS
Ioan I. Negulescu1, Jonathan Chen1, Qinglin Wu1, Kelly Rusch, Xiaoqun Zhang, Ben
Stevens and Maria T. Gutierrez-Wing, Louisiana State University and 1LSU AgCenter, Baton Rouge, LA
Dharnid V. Parikh
USDA ARS Southern Regional Research Center, New Orleans, LA
ABSTRACT Composite nonwovens have been prepared from bagasse and cotton fibers and a series of synthetic and biobased polymers, such as poly(tetramethylene adipate-co-terephthalate) and poly(hydroxy butyrate). Some nonwoven compositions have been treated with flame retardants containing phosphorus or boron which might act aggressively on the development of microbial colonies responsible for biodegradation. For other compositions the presence of plasticizers used for reducing polymer crystallinity could act as inhibitors for biodegradation, particularly in anaerobic conditions. Biodegradation of composite nonwovens is described based on their morphological (microscopy) and physical properties (thermal transitions, tensile strength) at different time periods after submission to bio-derivative conditions.
INTRODUCTION Today, we live in the plastic age: The world use and consumption of polymers/plastics averages 20Kg/year and 50- 10 kg per capita per year in industrialized countries [1]. World consumption of these versatile polymers is in excess of 150 million metric tons per year, compared with only 3 million metric tons 50 years ago. And this development continues apace: This demand will continue to increase as developed/industrialized countries push for more convenient life styles and developing countries increase their economic bases. By 2010, global consumption of polymers is expected to rise by more than 5 percent per year. In the same period, per capita consumption is projected to climb by 85 percent in Southeast Asia alone. In brief, plastics will be the materials of the 21st century [2]. Currently, nonrenewable petroleum-based plastics make up more than 80% of this annual utilization. Until recently, little consideration was given to the disposability of these plastics. In particular, the single-use applications have become a tremendous environmental and ecological problem. In the United States, about 30% (20 billion pounds) of the synthetic polymers are utilized for single-use applications [3]. From the ecological point of view, these non-biodegradable plastics constitute 5 percent by weight of waste generated in this country, and ultimately creating a space problem in landfills [4]. The return to biologically originated products will move the world away from a finite fuel and raw material resource to one that is renewable and sustainable [5]. Recent advances in research, such as the development of cost-effective methods for producing/extracting plastics from microbial and plant agents, have opened the door for an economical and ecological response to these problems. At the same time, as the application of polymer
2
composites in modern industry has intensified, more attention has been paid to the non-renewable nature of the petroleum-based polymer products as well as to the associated problems created by the waste disposal. Woody biomass (agricultural residues, wood fibers, etc.), containing cellulose, hemicelluloses and lignin, is an abundant alternative source of renewable polymers that are also highly biodegradable. Fibers derived from annual plants, alone or together with low quality greige cotton fibers have a high potential in the manufacturing of composite nonwovens that are quite promising marketing materials, especially in building and automobile insulation markets [6-10]. The extent of nonwoven applications increased dramatically in the last decades. Due to the low production cost in manufacturing, explained by the fact that some of the regular steps in the technological process of textile creation are skipped (i.e. yarn), nonwovens imposed their presence in almost all the aspects of the industry. Nonwovens can be found nowadays in automotive manufacturing, building construction, medical applications, petroleum industry (as sorbents), civil engineering, etc. There are two important steps in nonwoven manufacturing that are going to influence the characteristics of the final product. First is the preparation of the fiber web and the second one is bonding of the fibers in the web. In addition a main influence is given by the composition of the nonwoven. It is customary to use a thermoplastic polymer in order to improve the final characteristics. In web bonding step the presence of the polymer will assure a better bonding, influencing positively the mechanical properties, as tensile strength and flexural rigidity. If the final product is a board, the thermoplastic polymer will melt by heating, gluing together the natural fibers, in the desired shape. This is specifically important in manufacturing boards and side panel in automotive industry. More often than not the polymers used for manufacturing of nonwoven materials are oil-derived synthetic thermoplastics (e.g., polypropylene) or thermosets (e.g., epoxy) [11, 12]. However, the time came to recognize bioderived fibers and polymers as partners and/or replacements of synthetic equivalents [13]. Very promising from this point of view are the plant derived polyesters, better known as polyhydroxyalkanoates. They are both biobased and biodegradable. The aim of this paper was to investigate the biodegradability of nonwovens made of natural fibers (cotton, bagasse) reinforced with either oil-derived synthetic co-polyester, poly(tetramethylene adipate-co-terephthalate), or bioderived polyester, poly(hydroxy butyrate).
OBJECTIVES
• To prepare biodegradable nonwoven flexible sheets containing at least 50% cellulosic fibers reinforced with synthetic or biobased polymers.
• To determine the biodegradability in an anaerobic environment.
FORESEEN END USES A number of disposable and limited use applications are foreseen, including sound proofing materials, building materials, seed mats and other seasonal agricultural nonwovens.
3
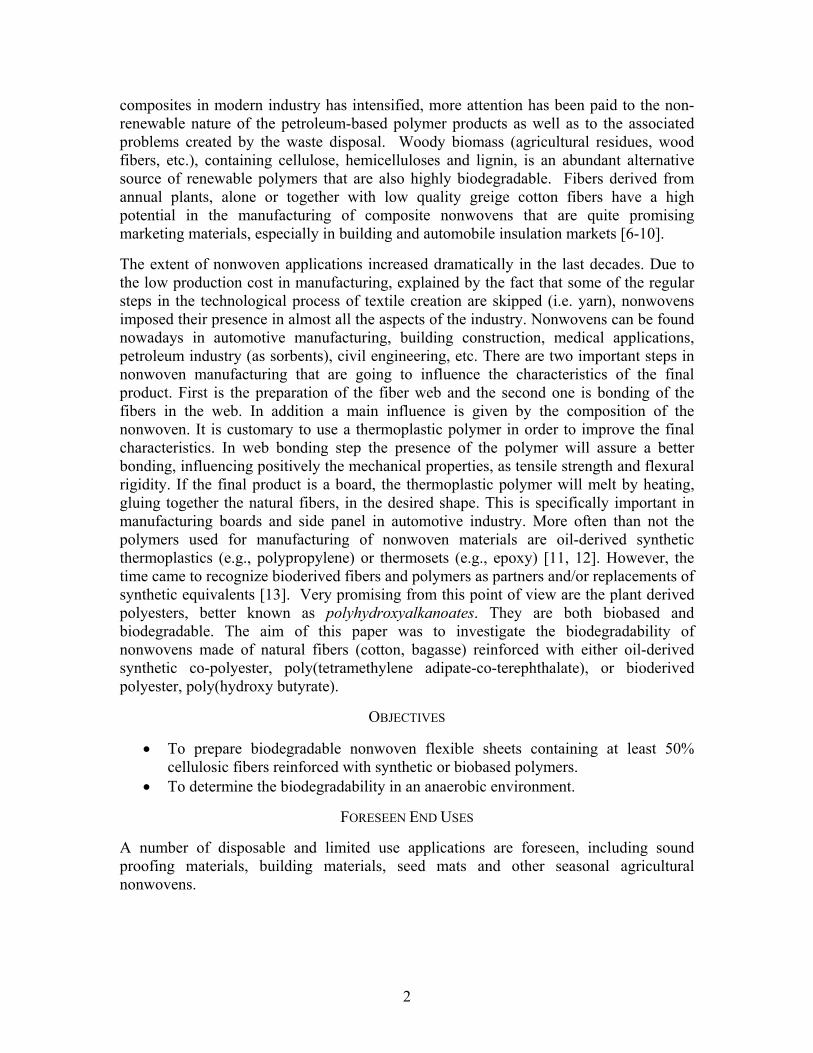
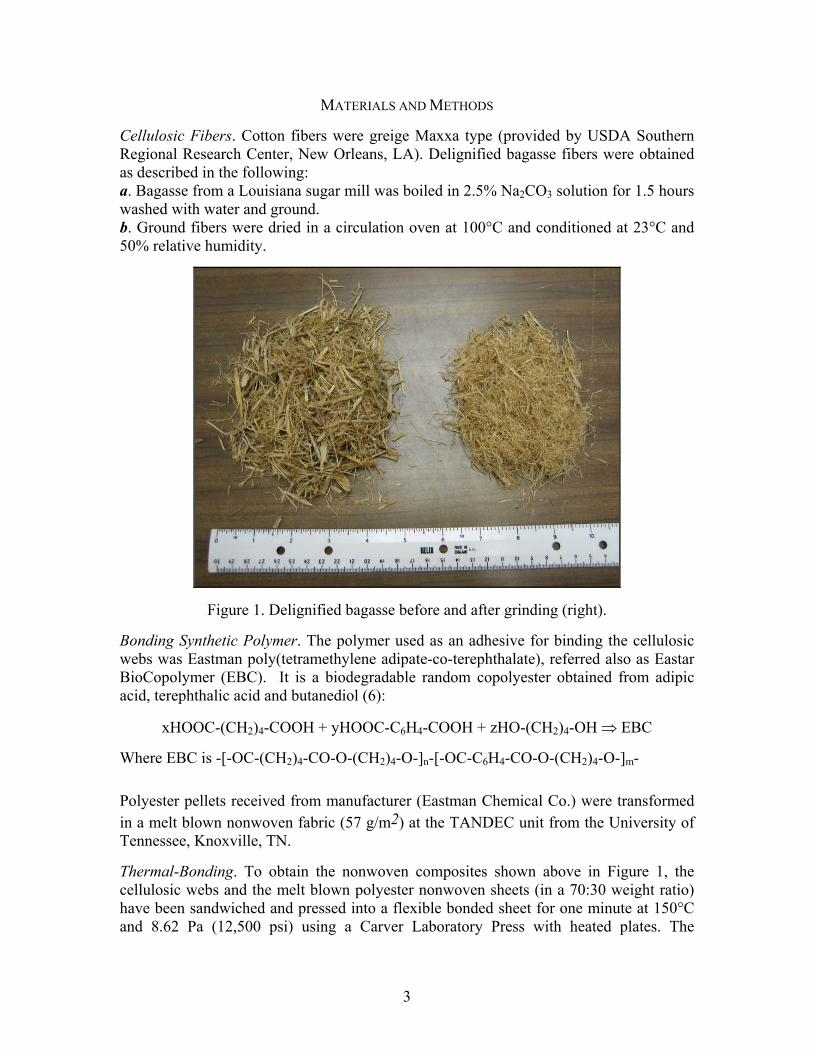
MATERIALS AND METHODS Cellulosic Fibers. Cotton fibers were greige Maxxa type (provided by USDA Southern Regional Research Center, New Orleans, LA). Delignified bagasse fibers were obtained as described in the following: a. Bagasse from a Louisiana sugar mill was boiled in 2.5% Na2CO3 solution for 1.5 hours washed with water and ground. b. Ground fibers were dried in a circulation oven at 100°C and conditioned at 23°C and 50% relative humidity.
Figure 1. Delignified bagasse before and after grinding (right).
Bonding Synthetic Polymer. The polymer used as an adhesive for binding the cellulosic webs was Eastman poly(tetramethylene adipate-co-terephthalate), referred also as Eastar BioCopolymer (EBC). It is a biodegradable random copolyester obtained from adipic acid, terephthalic acid and butanediol (6):
xHOOC-(CH2)4-COOH + yHOOC-C6H4-COOH + zHO-(CH2)4-OH ⇒ EBC
Where EBC is -[-OC-(CH2)4-CO-O-(CH2)4-O-]n-[-OC-C6H4-CO-O-(CH2)4-O-]m-
Polyester pellets received from manufacturer (Eastman Chemical Co.) were transformed in a melt blown nonwoven fabric (57 g/m2) at the TANDEC unit from the University of Tennessee, Knoxville, TN. Thermal-Bonding. To obtain the nonwoven composites shown above in Figure 1, the cellulosic webs and the melt blown polyester nonwoven sheets (in a 70:30 weight ratio) have been sandwiched and pressed into a flexible bonded sheet for one minute at 150°C and 8.62 Pa (12,500 psi) using a Carver Laboratory Press with heated plates. The

4
designed composition was 70(70/30 Bagasse/Cotton)/30 EBC. The actual bagasse content was ~54%. Table 1. Construction characteristics of nonwoven bagasse/cotton/EBC samples
Sample No.
Thickness (in)
Number of Layers
Surface density (g/m2)
Volume density (g/cm3)
Sample#1 0.5 12 6045 0.762 Sample#2 0.25 6 3430 0.792 Sample#3 0.25 6 3115 0.803
Figure 2. Layered bagasse/cotton mats and EBC melt blown nonwovens before (top) and after hot-pressing (bottom).
Biodegradation of EBC Composite Nonwovens. Duplicate samples were soil-buried for 1, 2, 3, 4, 5 and 6 weeks and analyzed thereafter for lost of mechanical strength.
Figure 3. Duplicate samples of melt blown EBC and composite nonwoven with bagasse and cotton mats have been buried for 1 to 6 weeks in soils of controlled pH (Dr. Mary Warnock, University of Arkansas, Fayetteville, AK). Biobased Polyhydroxyalkanoates (PHAs) are a family of biodegradable thermoplastic polymers originally produced naturally by a limited number of bacteria as part of their energy storage mechanisms. PHAs are produced in specific plant tissues, such as seeds or

5
leaves, directly, by photosynthesis, using carbon dioxide and water as the raw materials. PHA plastics are currently produced by engineered fermentation o sugars. They have a wide range of physical properties that facilitate a broad spectrum of applications from stiff plastics to rubbers. It is estimated that the PHA family has the physical characteristics that would allow them to compete with over fifty percent of the petrochemical based synthetic thermoplastics currently used in the world.
If x = 0 and R = CH3, PHA is Poly(lactic acid), PLA; if x = 1 and R = CH3, PHA is Poly(hydroxy butyrate), PHB PHA has been obtained from a US company as pellets. Bio-polyester films have been obtained by pressing at T > melting temperature of the polymer (163°C). In order to obtain the nonwoven composites, cellulosic webs and PHA films have been sandwiched and pressed at 180°C to form a flexible bonded sheet as shown in Figure 4. The architecture before pressing contained 3-4 layers of PHA films intercalated with 3-4 layers of bagasse or bagasse/cotton webs.
Figure 4. Bagasse/Cotton/PHA nonwoven composite after pressing. A series of Bagasse/Cotton/PHA nonwoven composite samples have been tested for biodegradability (Table 2). However, at the conference only biodegradation of pure PHA was presented because of the time constraint. Anaerobic Biodegradation Studies. Anaerobic biodegradation studies were performed according to ASTM D 5210-92 (Standard Test Method for Determining the Anaerobic Biodegradation of Plastic Materials in the Presence of Municipal Sewage Sludge). The sludge was obtained (and filtered through a 2 mm sieve) from an anaerobic digester (solids retention time of approximately 15-30 days) located at the Central Wastewater Treatment Facility, Baton Rouge, Louisiana. The gases evolved due to biodegradation of the test substances were collected and measured using graduated cylinders inverted in acidified water (pH<3 with sulfuric acid) which would prevent carbon dioxide (CO2)

6
from dissolving into the water. Evolved gases were also analyzed by gas chromatography (GC) to determine the amounts of methane (CH4) and CO2 produced which provides helpful in making stoichiometric determinations of the biodegradation process. Table 2. Samples prepared to test biodegradability.
# Fiber Composition Bonding material Density (g/cm3)
1 Bagasse 70%, Cotton 30%
0.5% Cotton in NMMO solution 0.75
2 Bagasse 70%, Cotton 30%
0.5% Cotton, 0.2% acetate
in NMMO solution 1.15
3 Bagasse 32%, cotton 13%* PHA 55% 0.94
4 Pure PHA PHA 100% 1.25
5 Pure bagasse 0.97 *Also replicas containing fire retardant and/or plasticizer as described in the paper presented at INTC 2006, September 24-26, Houston, TX (published in Conference CD-ROM). The tested specimens were the MBX-3400 raw powder and melt-pressed plates of the material (1.2-mm thick plates). Sigmacell® cellulose powder was used as a positive control to verify viability of the sludge inoculum in both EXP1 and EXP2. In both experiments, serum vials with an approximate volume of 240 mL were used which contained 150 mL of the ASTM-defined sludge medium. The quantity of MBX-3400 powder and of the cellulose powder used in each vial was the amount sufficient for 500 mg/L of carbon in the form of the test substance in EXP1, and was 1,000 mg/L in the form of the test substance in EXP2. Additionally, melt-pressed plates of the bioplastic were tested for biodegradation in both experiments to illustrate the effects of degrading specimens with a lower surface area to mass ratio as compared to the raw powder. In EXP1, each vial containing melt-pressed plates (1.2 mm x 11 mm x 45 mm) contained 4 of the plates, while in EXP2, 2 plates were added to each vial. The melt-pressed plates of the anaerobic mass loss study were also degraded in the ASTM-defined sewage sludge medium. The plates were inoculated in the medium in concentrations sufficient to yield the same surface area to medium ratio as that used for the melt-pressed plates in EXP1. The sizes of plates used were determined based on size requirements of samples for two of the characterization analyses that would be performed. Plates of sufficient size for DEA analysis (0.5 mm x 25 mm x 25 mm) and for Izod Pendulum Impact testing (3.5 mm x 12.7 mm x 64 mm) were used. Another plate size (1.2 mm x 15 mm x 70 mm) was used and its dimensions were arbitrarily chosen to be those that may simulate a thickness of plastic materials that are more

7
commonly found in the waste stream. Mass loss calculations were completed after 2, 4, 8, 12, and 19 weeks of degradation. Mass loss was not reported after 16 weeks of degradation since degradation of these samples had been hindered due to aggregation of some of the plates, therefore decreasing the available surface area for biodegradation.
RESULTS AND DISCUSSION
Biodegradation of EBC nonwovens. The main reason to use EBC polyester as a bonding agent for nonwoven fabrication was its biodegradable character. The EBC polyester is designed to perform for the useful life of a manufactured item and then fully degrade within a composting environment. In a time frame comparable to cellulosics (paper), this aliphatic-aromatic polyester fully degrades to CO2, water and biomass. Within 12 weeks in an active composting site, an article made from this copolymer typically becomes invisible to the naked eye and completely biodegrades within six month [14]. It is assumed therefore that biodegradation of composite bagasse/cotton/EBC nonwovens will imply a degradation of components in the same time frame. Biodegradation of nonwovens was monitored as the loss of mechanical properties after 6 weeks in soil (Figure 5).
0 1 2 3 40
50
100
150
200
250
Week 3 Week 4 Week 5Week 2Initial
Com
plex
Mod
ulus
(E*)
, MP
a
Time in soil
Figure 5. Decaying in time of the complex elastic modulus of elasticity (E*) of bagasse/cotton/EBC composite nonwovens after soil burial.
The initial modulus of the composite nonwoven is significantly higher than that of the melt blown biodegradable polyester nonwoven fabric (Table 3). Therefore a loss of mechanical properties after soil burial is indicative of the degradation of cellulosic components and/or of the bonding polymer. Indeed, except for the sample soil buried for three weeks, all the others show a descending trend of the strength (i.e., stress at maximum load), strain and modulus, lower values being recorded after 6 weeks (Table 3). This can be explained by the fact that the cellulosic components, cotton and bagasse, and the biodegradable polyester started to degrade. The rate of degradation was almost constant in time. The same trend was shown by the variation of the complex modulus of

8
elasticity (E*) with the time in soil (Figure 5). After 5 weeks E’ was almost 2.5 less than the initial values. However, by visual examination it has been seen that the rate of degradation for cellulosic components was higher that that of the EBC polyester. Table 3. Mechanical properties of nonwoven materials before and after soil degradation
Material
Stress at Max Load
(kPa)
Strain at Max Load (cm/cm)
Maximum Percent Strain
(%)
Modulus
(kPa) EBC Melt Blown Nonwoven Fabric
1004 0.79 133.5 35
Composite Nonwoven (CN)
10209 0.11 52.9 1289
CN Week 1 11473 0.21 47.5 1280 CN Week 2 10688 0.23 62.6 1257 CN Week 3 7039 0.16 35.4 878 CN Week 4 8720 0.20 59.8 1020 CN Week 5 9072 0.20 35.8 972 CN Week 6 7756 0.23 30.4 825
Biodegradation of PHA nonwovens.
PHA MBX-3400 Powder
0
10
20
30
40
50
60
70
80
0 5 10 15 20 25 30
Time (days)
Gas
Vol
ume
(mL)
TotalCH4CO2
Sigmacell® Cellulose Powder
0
10
20
30
40
50
60
70
80
0 5 10 15 20 25 30
Time (days)
Gas
vol
ume
(mL)
TotalCH4CO2
Melt-Pressed PHA Plates
0
200
400
600
800
1000
1200
1400
1600
0 20 40 60 80
Time (days)
Gas
Vol
ume
(mL)
TotalCH4CO2
Figure 6. Graphs representing the net cumulative-average gas production from degradation of PHA powder, Sigmacell® cellulose powder and the melt-pressed PHA plates for the mass loss study. The values shown are for total gas production, methane (CH4) and carbon dioxide (CO2) production.

9
Figure 7. Anaerobic biodegradation of 1.2 mm plates.
Table 4. Percentages of maximum theoretical gas production (ThGP) reached by degradation of three test specimens of 3.5 mm thickness.
PHA MBX-3400 powder 179.5 ± 12.7 280.0 ± 0.0 64.1% ± 4.5%Sigmacell® cellulose powder 182.4 ± 29.2 280.0 ± 0.0 65.2% ± 10.4%
Melt-pressed PHA plates 764.5 ± 20.7 1170.1 ± 8.5 65.3% ± 1.3%
% ThGP
Mean values ± Standard DeviationMax. Gas
Production (mL)Theor. Gas
Production (mL)
Table 5. Summary of mass loss before and after degradation in the anaerobic mass loss study for 3.5-mm melt-pressed PHA plates. Calculations involving surface area refer to initial surface area of the plates.
Time of DegradationBefore After Before After Before After Before After Before After3.328 3.1468 3.415 2.7964 3.2536 1.384 3.2016 - 3.3881 -
3.1999 3.0531 3.1931 2.8131 3.2624 1.4955 3.2618 - 3.453 -3.2416 3.1131 3.2378 2.6432 3.3657 1.3247 3.358 - 3.2408 -3.4079 3.2776 3.2116 2.7171 3.2874 0.8272 3.2627 - 3.3774 -3.3183 3.1463 3.4094 2.7726 3.146 0.7872 3.3182 - 3.3369 -
Total Weight (g) 16.4957 15.7369 16.4669 13.7424 16.3151 5.8186 16.4023 1.2351 16.7962 0.0583Mass Loss (g)
Mass Loss/Surface Area (g/cm2)Rate of Mass Loss (g/Day)
Percentage of Mass Loss
19 weeks
Observed Mass (g)
16.7379
99.65%4.60% 16.55% 64.34% 92.47%
0.7588 2.7245 10.4965 15.1672
12 weeks2 weeks 4 weeks 8 weeks
0.15480.0542 0.0973 0.1874 0.1806 0.12580.0070 0.0252 0.0971 0.1403

10
The PHA and cellulose powders did not produce as much gas as expected as can be seen in Table 4 and Figure 6. In order for the test to be regarded as valid for reporting degradability, 70% of theoretical gas production (ThGP) would need to have been observed from the positive control (cellulose) to indicate that the sludge inoculum had sufficient activity. However, the PHA plates in serum vials, because of the elevated carbon content in these vials, reached a higher percent of ThGP than the powders. The summary of mass loss before and after degradation in the anaerobic mass loss study for 3.5-mm melt-pressed PHA plates is reported in Table 5. While only ≅ 5% weight loss has been registered after 2 weeks, after a month it reached 16% and the plates were completely degraded after 19 weeks. Microscopy investigations revealed also the dramatic degradation of PHA plates as illustrated in Figures 7 and 8.
Figure 8. Anaerobic biodegradation of 3.5 mm plates.

11
Biodegradation of 3.5 mm PHA plates was also monitored by loss of mechanical strength as illustrated by Izod impact data. A Tinius Olsen Model 892 Pendulum Impact tester was used for this analysis and the test was performed according to ASTM D 256-97. The results are presented in Table 6. Izod samples are shown in Figure 9. Some data were not regarded as representative due to the irregular breakage of samples (see Figure 9). Table 6. Summarized results of Izod impact testing of 3.5 mm PHA melt-pressed plates. Data without asterisks were not regarded as representative due to the irregular breakage of samples.
Figure 9. Breakage of five replicas of samples biodegraded for 2, 4 and 8 weeks (left to right) shown after Izod test.
CONCLUSIONS
While the biodegradation testing of PHA composite samples was not over at the time of the presentation of this work at the 2007 Beltwide Conference, some preliminary conclusions can be drawn as follows:
• The soil burial method clearly evidenced the starting of the biodegradation process after three weeks by the diminution of the mechanical strength of test nonwoven samples reinforced both with synthetic and biobased polymer.
• PHA is prone to biodegrade in an anaerobic environment at a rate equal if not higher than that of pure cellulose in the same time frame.

12
REFERENCES 1. Information from IFPS.org. The International Fluid Power Society website. Posted on June 06 2006; accessed on July 27 2006. 2. BASF Aktiengesellschaft. Annual Report 2002 (Information from BASF website http://berichte.basf.de/en/2002/jahresbericht/kunststoffe-fasern accessed on July 27 2006) 3. Narayan, R. 1993. Biodegradable Plastics. In: “Opportunities for Innovation in Biotechnology”, National Institute of Standard & Technology. 4. USEPA. 2002. Municipal Solid Waste in the United States: 2000 Facts and Figures, Office of Solid Waste and Emergency Response, EPA530-S-02-001. 5. National Research Council. Biobased Industrial Products: Priorities for Research and Commercialization. Committee on Biobased Industrial Products; Board on Biology; Commission on Life Sciences. National Academy Press, Washington, D.C. (1999). 6. I. I. Negulescu, Y. Chen, O. I. Chiparus and D. V. Parikh, Composite Nonwoven Materials Based on Kenaf and Other Natural Fibers, in International Development of Kenaf and Allied Fibers, Aimin Liu Editor, CCG International Inc., Minneapolis, MN, 2004, pp. 84-98. 7. Chen, Y., Chiparus, O., Sun, L., Negulescu, I., Parikh, D. V. and Calamari, T. A. "Waste Bagasse for Production of Nonwoven Composites" International Sugar Journal, 106(NO 1262): 86-92 (2004). 8. J. Y. Chen, O. I. Chiparus, L. Sun, I. I. Negulescu, J. Kuttruff and V. G. Yachmenev, Comparative Study on Kenaf Nonwoven for Automobile Headliner, in International Development of Kenaf and Allied Fibers, Aimin Liu Editor, CCG International Inc., Minneapolis, MN, 2004, pp. 65-83. 9. Chen, Y., Chiparus, O., Sun, L., Negulescu, I., Parikh, D. V., and Calamari, T. A. Natural fibers for automotive nonwoven composites. Journal of Industrial Textiles, 35, 47-62, (2005). 10. Yan Chen, Liangfeng Sun, Ovidiu Chiparus, Ioan Negulescu, Val Yachmenev and Mary Warnock, Kenaf/Ramie Composite for Automotive Headliner, J. Polymer and Environment, 13(2), 107-114 (2005). 11. Vasile, C. and A. K. Kulshreshtha. 2002. Handbook of Polymer Blends and Composites, Vol. 1, Rapra Technology Ltd., Shawbury, UK. 12. Jacob, Amanda. 2004. Comment “Generic Brand for the Composites Industry Unveiled”, Reinforced Plastics, Vol. 48, 3:78-79. 13. Heyde, M. 1998. Ecological Considerations on the Use and Production of Biosynthetic and Synthetic Biodegradable Polymers. Polymer Degradation and Stability, 59:3-6.

13
14. Haile, W. A., M. E. Tincher and C. M. Tanner, “New Biodegradable Copolyester for Fibre and Nonwoven Applications”, EDANA’s 2001 Nonwovens Symposium.
ACKNOWLEDGMENTS The authors are grateful to the Organizing Committee of the Cotton Utilization Conference: Nonwovens for extending the invitation to attend this internationally renowned event. The authors (IIN, KR and BS) would like to acknowledge the support of the Consortium for Plant Biotechnology Research, Inc (CPBR Project 2006-07) for this work. The authors (IIN, YC) would like to acknowledge the support of the LSU AgCenter (Project # 93547).