Embed Size (px)
Citation preview

The Science & Business of Biopharmaceuticals
INTERNATIONAL
www.biopharminternational.com
INTERNATIONAL
Bio
Pharm
Intern
ation
al JU
LY 2
015
M
edia Sup
plem
ents I Sing
le-Use Tech
nolo
gies I Risk M
itigation
Vo
lum
e 28
Nu
mb
er 7
July 2015
Volume 28 Number 7
ASEPTIC PROCESSING:
KEEPING IT SAFE
QUALITY/ANALYTICALVIRAL DETECTION
TECHNOLOGIES MUST CONTINUE TO EVOLVE
PEER-REVIEWEDENDOTOXIN
AS A QUALITY INDICATOR
REGULATIONSBREAKTHROUGH DRUGS
RAISE DEVELOPMENT AND PRODUCTION CHALLENGES
IGNITING INDUSTRY CHANGE.
CALL TO LEARN MORE
The Americas +1.888.COVANCE | Europe/Africa +00.800.2682.2682
Asia Pacific +800.6568.3000 | Or go to covance.com
Covance Inc., headquartered in Princeton, NJ, is the drug development business of Laboratory
Corporation of America® Holdings (LabCorp®). Covance is the marketing name for Covance Inc.
and its subsidiaries around the world. © Copyright 2015. Covance Inc.
ES637365_BP0715_COVANCE1_FP.pgs 07.01.2015 00:58 ADV blackyellowmagentacyan

RESHAPING THE INDUSTRY
TO TAKE FLIGHT.
CALL TO LEARN MORE
The Americas +1.888.COVANCE | Europe/Africa +00.800.2682.2682
Asia Pacifi c +800.6568.3000 | Or go to covance.com
Covance Inc., headquartered in Princeton, NJ, is the drug development business of Laboratory
Corporation of America® Holdings (LabCorp®). Covance is the marketing name for Covance Inc.
and its subsidiaries around the world. © Copyright 2015. Covance Inc.
ES637361_BP0715_COVANCE2_FP.pgs 07.01.2015 00:49 ADV blackyellowmagentacyan

The Science & Business of Biopharmaceuticals
INTERNATIONAL
www.biopharminternational.com
INTERNATIONAL
Bio
Ph
arm
Intern
atio
nal
JULY 2
015
M
ed
ia S
up
ple
men
ts I Sin
gle
-Use
Tech
no
log
ies I R
isk Mitig
atio
n
Vo
lum
e 2
8 N
um
ber 7
July 2015
Volume 28 Number 7
ASEPTIC PROCESSING:
KEEPING IT SAFE
QUALITY/ANALYTICAL
VIRAL DETECTION
TECHNOLOGIES MUST
CONTINUE TO EVOLVE
PEER-REVIEWED
ENDOTOXIN
AS A QUALITY
INDICATOR
REGULATIONS
BREAKTHROUGH DRUGS
RAISE DEVELOPMENT AND
PRODUCTION CHALLENGES
ES639436_BP0715_cv1.pgs 07.07.2015 04:15 ADV blackyellowmagentacyan

zŽƵƌ�ƉĂƌƚŶĞƌ�ŝŶ�ďŝŽƉŚĂƌŵĂĐĞƵƟĐĂů�ĐŽŶƚƌĂĐƚ�ŵĂŶƵĨĂĐƚƵƌŝŶŐ�ŽĨ�
ƚŚĞƌĂƉĞƵƟĐ�ƉƌŽƚĞŝŶƐ�ĂŶĚ�ĂŶƟďŽĚŝĞƐ�ĨƌŽŵ�ŵĂŵŵĂůŝĂŶ�ĐĞůů�
ĐƵůƚƵƌĞ�ĂŶĚ�ŵŝĐƌŽďŝĂů�ĨĞƌŵĞŶƚĂƟŽŶ�
ES638793_BP0715_CV2_FP.pgs 07.02.2015 21:01 ADV blackyellowmagentacyan

INTERNATIONAL
BioPharmThe Science & Business of Biopharmaceuticals
EDITORIALEditorial Director Rita Peters [email protected] Editor Agnes Shanley [email protected] Editor Susan Haigney [email protected] Editor Randi Hernandez [email protected] Science Editor Adeline Siew, PhD [email protected] Editor Ashley Roberts [email protected] Director Dan Ward [email protected] Editors Jill Wechsler, Jim Miller, Eric Langer, Anurag Rathore, Jerold Martin, Simon Chalk, and Cynthia A. Challener, PhD Correspondent Sean Milmo (Europe, [email protected]) ADVERTISING
Publisher Mike Tracey [email protected]/Mid-West Sales Manager Steve Hermer [email protected] Coast Sales Manager Scott Vail [email protected] Sales Manager Chris Lawson [email protected] Sales Manager Wayne Blow [email protected] List Rentals Tamara Phillips [email protected] 877-652-5295 ext. 121/ [email protected] Outside US, UK, direct dial: 281-419-5725. Ext. 121 PRODUCTION Production Manager Jesse Singer [email protected] AUDIENCE DEVELOPmENT Audience Development Rochelle Ballou [email protected]
UBm LIfE SCIENCES
Joe Loggia, Chief Executive Officer Tom Ehardt, Executive Vice-President, Life Sciences Georgiann DeCenzo, Executive Vice-President Chris DeMoulin, Executive Vice-President Rebecca Evangelou, Executive Vice-President, Business Systems Julie Molleston, Executive Vice-President, Human Resources Mike Alic, Executive Vice-President, Strategy & Business Development Tracy Harris, Sr Vice-President Dave Esola, Vice-President, General Manager Pharm/Science Group Michael Bernstein, Vice-President, Legal Francis Heid, Vice-President, Media Operations Adele Hartwick, Vice-President, Treasurer & Controller
UBm AmERICAS
Sally Shankland, Chief Executive Officer Brian Field, Chief Operating Officer Margaret Kohler, Chief Financial Officer
UBm PLC
Tim Cobbold, Chief Executive Officer Andrew Crow, Group Operations Director Robert Gray, Chief Financial Officer Dame Helen, Alexander Chairman
© 2015 Advanstar Communications Inc. All rights reserved. No part of this publication may be reproduced or transmitted in any form or by any means, electronic or mechanical including by photocopy, recording, or information storage and retrieval without permission in writing from the publisher. Authorization to photocopy items for internal/educational or personal use, or the internal/educational or personal use of specific clients is granted by Advanstar Communications Inc. for libraries and other users registered with the Copyright Clearance Center, 222 Rosewood Dr. Danvers, MA 01923, 978-750-8400 fax 978-646-8700 or visit http://www.copyright.com online. For uses beyond those listed above, please direct your written request to Permission Dept. fax 440-756-5255 or email: [email protected].
UBM Life Sciences provides certain customer contact data (such as customers’ names, addresses, phone numbers, and e-mail addresses) to third parties who wish to promote relevant products, services, and other opportunities that may be of interest to you. If you do not want UBM Life Sciences to make your contact information available to third parties for marketing purposes, simply call toll-free 866-529-2922 between the hours of 7:30 a.m. and 5 p.m. CST and a customer service representative will assist you in removing your name from UBM Life Sciences’ lists. Outside the U.S., please phone 218-740-6477.
BioPharm International does not verify any claims or other information appearing in any of the advertisements contained in the publication, and cannot take responsibility for any losses or other damages incurred by readers in reliance of such content.
BioPharm International welcomes unsolicited articles, manuscripts, photographs, illustrations, and other materials but cannot be held responsible for their safekeeping or return.
To subscribe, call toll-free 888-527-7008. Outside the U.S. call 218-740-6477.
EDITORIAL ADVISORY BOARDBioPharm International’s Editorial Advisory Board comprises distinguished specialists involved in the biologic manufacture of therapeutic drugs, diagnostics, and vaccines. Members serve as a sounding board for the editors and advise them on biotechnology trends, identify potential authors, and review manuscripts submitted for publication.
K. A. Ajit-Simh President, Shiba Associates
Rory Budihandojo Director, Quality and EHS Audit
Boehringer-Ingelheim
Edward G. Calamai Managing Partner
Pharmaceutical Manufacturing
and Compliance Associates, LLC
Suggy S. Chrai President and CEO
The Chrai Associates
Leonard J. Goren Global Leader, Human Identity
Division, GE Healthcare
Uwe Gottschalk Vice-President,
Purification Technologies
Sartorius Stedim Biotech GmbH
Fiona M. Greer Global Director,
BioPharma Services Development
SGS Life Science Services
Rajesh K. Gupta Vaccinnologist and Microbiologist
Jean F. Huxsoll Senior Director, Quality
Product Supply Biotech
Bayer Healthcare Pharmaceuticals
Denny Kraichely Associate Director
Johnson & Johnson
Stephan O. Krause Principal Scientist, Analytical
Biochemistry, MedImmune, Inc.
Steven S. Kuwahara Principal Consultant
GXP BioTechnology LLC
Eric S. Langer President and Managing Partner
BioPlan Associates, Inc.
Howard L. Levine President
BioProcess Technology Consultants
Herb Lutz Principal Consulting Engineer
EMD Millipore Corporation
Jerold Martin Sr. VP, Global Scientific Affairs,
Biopharmaceuticals
Pall Life Sciences
Hans-Peter Meyer Lecturer, University of Applied Sciences
and Arts Western Switzerland,
Institute of Life Technologies.
K. John Morrow President, Newport Biotech
David Radspinner Global Head of Sales—Bioproduction
Thermo Fisher Scientific
Tom Ransohoff Vice-President and Senior Consultant
BioProcess Technology Consultants
Anurag Rathore Biotech CMC Consultant
Faculty Member, Indian Institute of
Technology
Susan J. Schniepp Fellow
Regulatory Compliance Associates, Inc.
Tim Schofield Managing Director
Arlenda, USA
Paula Shadle Principal Consultant,
Shadle Consulting
Alexander F. Sito President,
BioValidation
Michiel E. Ultee Principal
Ulteemit BioConsulting
Thomas J. Vanden Boom Vice-President, Global Biologics R&D
Hospira, Inc.
Krish Venkat CSO
AnVen Research
Steven Walfish Principal Statistician
BD
Gary Walsh Professor
Department of Chemical and
Environmental Sciences and Materials
and Surface Science Institute
University of Limerick, Ireland
ES638633_BP0715_003.pgs 07.02.2015 03:27 ADV blackyellowmagentacyan

4 BioPharm International www.biopharminternational.com July 2015
Contents
BioPharmINTERNATIONAL
BioPharm International integrates the science and business of
biopharmaceutical research, development, and manufacturing. We provide practical,
peer-reviewed technical solutions to enable biopharmaceutical professionals
to perform their jobs more effectively.
COLUMNS AND DEPARTMENTS
BioPharm International ISSN 1542-166X (print); ISSN 1939-1862 (digital) is published monthly by UBM Life Sciences 131 W. First Street, Duluth, MN 55802-2065. Subscription rates: $76 for one year in the United States and Possessions; $103 for one year in Canada and Mexico; all other countries $146 for one year. Single copies (prepaid only): $8 in the United States; $10 all other countries. Back issues, if available: $21 in the United States, $26 all other countries. Add $6.75 per order for shipping and handling. Periodicals postage paid at Duluth, MN 55806, and additional mailing offices. Postmaster Please send address changes to BioPharm International, PO Box 6128, Duluth, MN 55806-6128, USA. PUBLICATIONS MAIL AGREEMENT NO. 40612608, Return Undeliverable Canadian Addresses to: IMEX Global Solutions, P. O. Box 25542, London, ON N6C 6B2, CANADA. Canadian GST number: R-124213133RT001. Printed in U.S.A.
BioPharm International is selectively abstracted or indexed in: • Biological Sciences Database (Cambridge Scientifc Abstracts) • Biotechnology and Bioengineering Database (Cambridge Scientifc Abstracts) • Biotechnology Citation Index (ISI/Thomson Scientifc) • Chemical Abstracts (CAS) • Science Citation Index Expanded (ISI/Thomson Scientifc) • Web of Science (ISI/Thomson Scientifc)
Cover: Andreas Dalmann/EyeEm/Getty Images; Maria Toutoudaki/Getty Images; Dan Ward
6 From the Editor As biopharma enjoys success, it cannot ignore pressing patient access questions Rita Peters
8 US Regulatory Beat Manufacturers and FDA look for innovative strategies to meet accelerated timeframes. Jill Wechsler
12 European Beat The European Union has a challenging task ahead as it strives to harmonize regulations on advanced therapy medicinal products. Sean Milmo
16 Perspectives on Outsourcing While all market signs are pointing up, memories of past setbacks may discourage CDMOs from expanding. Jim Miller
40 Analytical Best Practices Approaches to the generation of process models, optimization techniques, and application of a design space are explored. Thomas A. Little
45 Product Spotlight
45 New Technology Showcase
46 Gene Therapies Update
46 Ad Index
Aseptic processing
Aseptic Processing: Keeping it SafeRandi Hernandez
Humans represent the greatest
risk for microbial contamination
in an aseptic process. 18
UpstreAm processing
Optimizing the Delivery of Cell-Culture AdditivesAshley Roberts
When using media supplements
in biologics, it is important to have
a key understanding of both the
supplement and the base medium
to ensure high titer and stability. 22
DownstreAm processing
Using Single-Use Technologies in Downstream ProcessingSusan Haigney
The use of single-use systems in
downstream processing offers benefits in
filtration and sampling and may reduce
the risk of contamination. 24
peer-revieweD
Endotoxin Test Concerns of Biologics: The Role of Endotoxin as a Quality Indicator in Biologic Manufacturing ProcessesKevin L. Williams
Low endotoxin recovery represents
an opportunity to add value to the
characterization of biologic
drug products. 28
risk Assessment AnD mitigAtion
Risk Assessment and Mitigation in Biopharmaceutical ManufacturingSusan Haigney
The challenges and strategies of assessing
and mitigating risk in biopharmaceutical
manufacturing are discussed. 34
QUAlity/AnAlyticAl
Viral Detection Technologies Must Continue to EvolveCynthia A. Challener
Advances in adventitious agent detection
methodology are bringing benefits, but
more work needs to be done. 37
Volume 28 Number 7 July 2015
fEATURES
ES638634_BP0715_004.pgs 07.02.2015 03:27 ADV blackyellowmagentacyan

www.gelifesciences.com/MAbs
MAbs on your mind.Our extensive MAb portfolio.
What makes your MAb process stronger, smarter, faster? Chromatography media with high binding capacity or outstanding selectivity? Process expertise or scale-up flexibility? None of these alone. It takes performance and expertise at every step. To help optimize your MAb process, we are a partner like no other.
GE works.
upstream downstream single-use services
GE and GE monogram are trademarks of General Electric Company. © 2014 General Electric Company - All rights reserved. First published July 2014. GE Healthcare Bio-Sciences AB. Björkgatan 30, 751 84 Uppsala, Sweden
29-1201-44 AA 11/2014
ES638807_BP0715_005_FP.pgs 07.02.2015 21:16 ADV blackyellowmagentacyan

6 BioPharm International www.biopharminternational.com July 2015
From the Editor
As biopharma
enjoys success,
it cannot ignore
pressing patient
access questions.
For Big Ideas, Big Action Is Needed
At the 2015 Biotechnology Industry Organization (BIO) convention, held
in Philadelphia in mid-June, all indicators showed that the industry was
riding a record wave of success.
According to a BIO post-event press release (1), more than 15,800 industry
players from 69 countries, 47 states, the District of Columbia, and Puerto Rico
attended. A record number of partnering meetings—27,279 meetings between
3100 companies—illustrated the convention’s business focus.
Business was good for the biotech industry in 2014; in fact, it was a record-
setting year, reports Ernst & Young (E&Y) in its 29th annual report, Beyond
Borders, Biotechnology Industry Report 2015 (2). The report cites record revenues,
profitability, financing, and drug approvals as signs of a healthy market.
In the established biotech areas of the United States, Europe, Australia, and
Canada, revenues increased 24% in 2014; R&D spending increased by 20%. A
robust stock market and large number of initial public offerings pushed the
biotech industry capitalization in the US to more than $1 trillion for the first
time, E&Y reports.
The report authors, however, warned that the biotechnology industry can-
not afford to become complacent, but must work with patients, payers, provid-
ers, and governments to develop new products for unmet medical needs, as
well as ways to improve care delivery and health outcomes. The industry must
also play a role in developing payment schemes to give patients better access
to breakthrough drugs.
In a keynote discussion, Tom Brokaw, the award-winning journalist, reiter-
ated the need for a discussion about patient access to crucial drugs. A long-time
observer of US business, politics, culture, and society, Brokaw has added first-
person experience as a patient undergoing treatment for multiple myeloma.
Brokaw noted that patients, drug companies, and doctors do not speak the
same language. The nation, he says, needs an all-inclusive health plan that
makes the price of drugs affordable to all.
To achieve this, the US needs a “big idea” debate on healthcare, Brokaw
said. However, in the current American political system, there are no big
ideas. Partisan politics, cable news, social media, and professional and amateur
political commentators contribute to a lack of direction and desire to solve the
nation’s pressing issues.
To illustrate how the desire to achieve a “big idea” requires cooperation
and sacrifice, Brokaw recounted the efforts of US paratroopers in the D-Day
invasion of Europe in 1944. When the soldiers dropped behind enemy lines
in France, they were separated from their units and were scattered across the
countryside. They assembled with others near them to form makeshift units
and accepted their new orders. The soldiers did not stop to argue about what
platoons or units the fighters were from; they simply went about the business
of liberating Europe, a “big idea” of those times. In his 1998 best-selling book,
The Greatest Generation, Brokaw related that the soldiers who fought in World
War II did so because it was the right thing to do.
The current generation of politicians, payers, patients, and drug companies
are challenged with determining “the right thing to do” to achieve one of
today’s “big ideas”—affordable, effective drug therapies for all patients. This
time, the enemy may be us.
References
1. Biotechnology Industry Organization, “The 2015 BIO International Convention Closes
in Philadelphia,” Press Release (Philadelphia, PA, June 18, 2015).
2. Ernst & Young, Beyond Borders, Biotechnology Industry Report 2015 (2015). ◆
Rita Peters is the editorial director of
BioPharm International.
ES637895_BP0715_006.pgs 07.01.2015 16:37 ADV blackyellowmagentacyan

EMD Millipore Corp. is a subsidiary of Merck KGaA, Darmstadt, Germany
EMD Millipore and the M mark are registered trademarks of Merck KGaA, Darmstadt, Germany.
Cellvento is a trademark of Merck KGaA, Darmstadt, Germany.
© 2015 EMD Millipore Corporation, Billerica, MA, USA. All rights reserved.
Selecting the right medium for your cell line can
be challenging. With Cellvento™ CHO chemically
defined cell culture media, we now offer a
platform of media and companion feeds that
deliver superior cell growth and productivity for
recombinant CHO suspension cells. Our milling
and mixing expertise provides excellent powder
homogeneity and consistency for our products.
Comprehensive regulatory information on the
manufacture, characterization, and control of
our media greatly simplifies your registration
processes. The products are available in powder
and liquid form for use in batch and fed-batch
mode or perfusion applications.
For more information, visit:
www.emdmillipore.com/cellvento
Performance. Consistency. Homogeneity.
Cellvento™ CHO chemically defined cell culture media.
ES640060_BP0715_A7_FP.pgs 07.08.2015 02:46 ADV blackyellowmagentacyan

8 BioPharm International www.biopharminternational.com July 2015
Regulatory Beat
Vis
ion
so
fAm
eri
ca
/Jo
e S
oh
m/G
ett
y Im
ag
es
The FDA program to expedite the devel-
opment and approval of innovative
drugs for serious and life-threatening
conditions is a great success, but the abbrevi-
ated development timeframe involved raises
numerous difficulties for manufacturers seek-
ing to ensure product quality and timely sup-
ply. Expert review teams in the Center for
Drug Evaluation and Research (CDER) and the
Center for Biologics Evaluation and Research
(CBER) are meeting deadlines and goals for
assessing breakthrough designation requests
and for expediting reviews of these drugs, but
the process is resource intensive and has raised
questions about how FDA can keep up with a
growing number of candidates.
When the breakthrough program was estab-
lished as part of the FDA Safety and Innovation
Act of 2012, stakeholders envisioned about two to
three designations a year. By the end of May 2015,
FDA had received 308 requests for breakthrough
status and had granted the designation for 90,
approximately 30%. Nearly 15 important new
therapies have come to market more quickly as a
result, contributing to the recent rise in new drug
approvals. FDA acting commissioner
Stephen Ostroff pointed out at the
annual meeting of the Food & Drug
Law Institute (FDLI) in April 2015 that
two-thirds of 2014’s near-record 51
new molecular entities (NMEs) took
advantage of at least one expedited
review program, and many were first-
in-class therapies.
Achieving fast approval of a break-
through therapy creates challenges
for manufacturers looking to develop
CMC data in roughly half the
time, noted Brian Kelley, vice-presi-
dent for bioprocess development at
Genentech. The process, he explained
at the April 2015 CMC workshop sponsored
by the Drug Information Association (DIA), is
resource intensive, and accelerated timelines
necessitate new approaches to product and pro-
cess development to ensure a reliable supply of
a quality product at launch. The breakthrough
designation “does not mean that sponsors can
do less,” he said; they just “need to start sooner.”
This may involve front-loading of crucial prod-
uct and process characterization activities, and
reaching agreement with FDA on which actions
for optimizing process and methods can wait
until after launch.
HigH priority for fDAExpedited quality assessments raise difficulties
for FDA, as well. New drug applications (NDAs)
for breakthrough therapies often contain less
manufacturing information than usual, requir-
ing innovative risk-mitigation strategies to ensure
product safety. Agency reviewers are agreeing to
less stability data at submission, accepting amend-
ments during the review cycle, and increasing
postmarketing commitments to cover residual
risk, explained Dorota Matecka, acting branch
chief in the Office of New Drug Products in
CDER’s Office of Pharmaceutical Quality (OPQ),
at the DIA workshop and again at the ISPE/FDA/
PQRI Quality Manufacturing Conference in June
2015. Matecka noted that CDER will schedule
CMC-specific meetings during development to
Breakthrough Drugs Raise Development and Production ChallengesManufacturers and FDA look for innovative strategies to meet accelerated timeframes.
Jill Wechsler is BioPharm
International’s Washington editor,
Chevy Chase, MD, 301.656.4634,
Achieving fast approval
of a breakthrough
therapy creates challenges
for manufacturers.
ES638641_BP0715_008.pgs 07.02.2015 03:29 ADV blackyellowmagentacyan

July 2015 www.biopharminternational.com BioPharm International 9
regulatory Beat
advise on these issues, often includ-
ing CDER upper management and
subject matter experts.
Robert Wittof t, pharmacist
in OPQ’s Office of Process and
Facilities (OPF), similarly urged early
discussion of residual product qual-
ity risks. Manufacturers need to
decide dosage form and methods
validation strategies much sooner,
he said at the CMC workshop, and
should “plan for the unexpected,”
such as facility qualification fail-
ures and changes in manufacturing
schedules. Effective communication
with contract manufacturers is cru-
cial, as is a transparent presentation
in the application of design evolu-
tion and a rationale for commercial
manufacturing process and controls.
John Groskoph, senior director
at Pfizer, observed that for most
breakthrough therapies, market
applications are being filed with
FDA after Phase II studies, approxi-
mately two years ahead of a tradi-
tional NDA that is based on Phase
III data. The time reduction pres-
ents “significant challenges to the
development team,” he commented,
and may be further complicated if
the firm seeks to file simultaneous
applications in Europe, Japan, and
emerging markets, as well as in the
United States.
Japan, for example, has estab-
lished the SAKIGAKE designation
program for innovative medicines
and medical devices that are devel-
oped first in Japan and offer “radical
improvement” over existing ther-
apies to treat critical diseases,
explained Yoshihiro Matsuda of
Japan’s Pharmaceut ica ls and
Medical Devices Agency (PMDA), at
the CMC workshop. He described
a greatly accelerated development
and approval process for such
therapies, combined with stronger
postmarketing oversight. The initia-
tive, he noted, requires risk-based
assessment strategies and a prod-
uct quality lifecycle management
plan, combined with clear analysis
of what can be evaluated during
review, and what can be analyzed
later after approval.
Groskoph noted that success-
ful launch of a breakthrough drug
involves addressing numerous
issues: data availability, meaning-
ful and practical specifications,
robust manufacturing processes,
clinical or commercial site produc-
tion, site readiness for pre-approval
inspection, deferral of Phase III
studies to post approval, and the
need for comparability protocols
to facilitate postapproval changes.
Communicat ion with FDA is
important throughout the break-
through development process, he
added, to facilitate agreement on
strategies for dealing with unex-
pected production problems.
For biologics, breakthrough des-
ignation may prompt greater focus
on the reliability of the Phase I cell
line, process and formulation, as
shorter pivotal trials may truncate
optimization of the Phase III pro-
cess, added Kelley of Genentech. A
key decision for manufacturers is
whether to devote more resources to
the project early to front-load pro-
cess characterization and validation
activities, even before gaining the
breakthrough designation. Such an
approach may involve testing lots
before assay validation is completed;
filing with broader specifications
with the aim of tightening them
post-launch; launching from the
clinical site and transferring to com-
mercial post-launch; and including
a postapproval lifecycle manage-
ment plan in the application to
support deferral of certain activi-
ties. But, Kelley commented, “you
can’t place bets” on potential break-
throughs too frequently without
overly straining company resources.
SuStAinABle progrAM?The growth in breakthrough des-
ignation requests is prompting
FDA and stakeholders to examine
options for refining breakthrough
criteria so that FDA will be able to
manage the program. The agency
is examining past designation
decisions and why it turned down
certain requests to see if the bar is
too low; a goal is to better educate
manufacturers on which promising
experimental products really qualify
for breakthrough status.
FDA “can’t sustain a program
where everything is a break-
through,” commented John Jenkins,
director of CDER’s Office of New
Drugs, at an April 2015 workshop
on breakthrough therapy desig-
nation criteria organized by the
Brookings Institution. FDA offi-
cials explained that extensive
resources are involved in determin-
ing designations and in support-
ing development and accelerated
review of breakthrough candidates.
Manufacturers acknowledged that
designation denials could decrease
if sponsors sought breakthrough
status only for therapies that offer
truly substantial improvements in
patient care. And they indicated
that additional resources from
industry are warranted to sup-
port the unexpectedly large break-
through program.
While FDA can quickly approve
products with clear outstanding
value, Jenkins noted that such
efforts may be stymied by man-
ufacturing problems and inspec-
tion delays. There are situations
where the clinical data are good,
but where sponsors “have to get
manufacturing and facilities in
line,” he said. Sites for inspections
need to be identified early, Jenkins
advised, especially for overseas
facilities that may raise travel diffi-
culties. Kay Holcombe, senior vice-
president of the Biotechnology
Industry Organization, urged close
examination of ways to prevent
approval delays due to difficul-
ties in making a drug according to
specifications. “If this is a hurdle
at the end,” she said, “we need to
deal with it more effectively.” ◆
ES638642_BP0715_009.pgs 07.02.2015 03:29 ADV blackyellowmagentacyan

10 BioPharm International July 2015
Product & Service Innovations Advertorial
Premium Class Bioprocess Solutions from EppendorfEppendorf is a leading life-science company that develops
and sells instruments, consumables, and services for liquid
handling, sample handling, and cell handling. It was founded
in Hamburg, Germany in 1945 and has about 2850 employ-
ees worldwide. The company has subsidiaries in 25 countries
and is represented in all other markets by distributors.
With the New Brunswick™ and DASGIP® product lines,
Eppendorf has been an industry leader in the bioprocess field
for more than 50 years, building a reputation as a reliable and
innovative supplier. This longevity is largely due to a contin-
ued emphasis on high quality service and support, along with
the ability to develop innovative new products that meet cur-
rent and future market needs.
Explore the Versatility of the BioFlo® 320 Control Station—Our Latest DevelopmentWhether your process includes cell culture or fermentation, au-
toclavable or single-use vessels, the new BioFlo 320 seamlessly
combines form and function in one state-of-the-art package. A
robust industrial design, intelligent sensors, Ethernet connec-
tivity, and enhanced software capabilities are only a few of the
features that set it apart from the competition. Combined with
a sincere commitment to quality, the BioFlo 320 truly is the
premium choice in bench-scale bioprocess control stations.
Flexible
• Autoclavable vessels and our comprehensive portfolio of
BioBLU® Single-Use Vessels provide process customization
• Exclusive packed-bed and cell lift impeller designs for con-
tinuous processes
• Universal connections for analog or digital Mettler
Toledo® ISM sensors reduce sensor complexity
• Thermal mass flow controllers for sparge and overlay gas
can be upgraded in the field
• Universal gas control strategy for both microbial and cell
culture applications removes process limitations
Powerful
• Extensive working volume range of 250 mL–40 L on a
single control platform
• High-powered direct and magnetic drive motor assemblies
• Up to six integrated pumps capable of operating in variable
speed mode
• Industry standard Ethernet communication for multi-unit
control of up to eight systems, Eppendorf SCADA soft-
ware, and remote monitoring
Industrial
• Industrial design featuring stainless steel front, back, and
utility panels
• Left- and right-handed orientations to maximize lab
space efficiency
• Hemispherical vessel nest design for minimum footprint
• Robust protection of sensitive electronic components
(IP68-rated connections on utility panel and IP22-rated
connection for power entry)
* Mettler Toledo® is a registered trademark of Mettler Toledo AG, Switzerland. Eppendorf®, the
Eppendorf logo, and BioBLU® are registered trademarks of Eppendorf AG, Germany. BioFlo® is a
registered trademark of Eppendorf, Inc., USA. US Design Patents are listed on www.eppendorf.
com/ip. All rights reserved, including graphics and images. Copyright © 2015 by Eppendorf AG.
Eppendorf AG
Eppendorf AG22331 Hamburg, Germany 22331
Email: [email protected]
www.eppendorf.com
ES638683_BP0715_010.pgs 07.02.2015 18:13 ADV blackyellowmagentacyan

www.eppendorf.comEppendorf®, the Eppendorf logo, and BioBLU® are registered trademarks of Eppendorf AG, Germany. New Brunswick™ is a trademark of Eppendorf AG, Germany.
DASGIP® and DASbox® are registered trademarks of DASGIP Information and Process Technology GmbH, Germany. U.S. Design Patents are listed on www.eppendorf.com/ip.
All rights reserved, including graphics and images. Copyright ©2015 by Eppendorf AG.
> Fully address the specifi c needs of
fermentation
> High performance mass & heat transfer
> Liquid-free Peltier exhaust condenser
> Sealed magnetic drive with encapsulated
bearings and Rushton-type impellers
> Working volume range of 65mL – 1.25L
BioBLU 0.3f and BioBLU 1f rigid wall
stirred-tank single-use vessels have been
specifi cially designed for high cell density
fermentation with bacteria, fungi and
yeasts. They can be used with the
Eppendorf DASbox® and DASGIP®
Parallel Bioreactor Systems.
BioBLU® f – Single-use vessels that meet microbial demands
Bacteria Welcome
Single-use solutions for
microbial applications
ES638792_BP0715_011_FP.pgs 07.02.2015 21:01 ADV blackyellowmagentacyan

12 BioPharm International www.biopharminternational.com July 2015
Vis
ion
so
fAm
eri
ca
/Jo
e S
oh
m/G
ett
y Im
ag
es
European Beat
The European Medicines Agency is
approving a growing number of advanced
therapy medicinal products (ATMP)
despite claims that their commercialization is
being hampered by increasingly complex regula-
tory and standards requirements. The creation of
ATMPs by a 2007 European Union regulation (1),
backed by a specialist committee for advanced
therapies (CAT) within EMA, aimed to boost
development of medicines derived from progress
in cellular and molecular biology.
Initially, the regulation seemed to have little
impact on the number of advanced medicines on
the market after the start of its implementation
in early 2009. By mid-2013, there were only four
marketing authorizations from 10 applications
in the three ATMP categories of gene therapy,
somatic cell therapy, and tissue engineering (2).
Over the past few years, however, there have
been signs of a surge in ATMP development. The
number of medicine applications recommended
by CAT to be classified as advanced therapies rose
by 26% in 2014 (3). In late 2014, EMA recom-
mended for EU approval the first advanced ther-
apy medicine containing stem cells. It is also the
first drug for the treatment of moderate to severe
limbal stem cell deficiency (LSCD), a rare eye con-
dition due to physical or chemical burns to the
eyes that can result in blindness.
complEX REgUlationsAt the same time, the quality, safety,
and efficacy rules under existing and
proposed EMA guidelines on ATMPs
have been becoming more complex.
One reason is that expanding knowl-
edge about the new therapies has raised
new concerns, particularly relating to
issues regarding the quality of starting
materials and drug substances. The reg-
ulators have gradually become more
aware of the biological variability and intricacy of
ATMPs. This tightening of standards seems to be
deterring big pharmaceutical companies rather
than small- and medium-sized enterprises (SMEs)
from developing advanced therapy products.
In a 2014 report (2) on the application of the
2007 regulation, the European Commission, the
Brussels-based EU executive, found that the
majority of ATMP research was being done by
small companies and entities. Approximately 70%
of sponsors of ATMP clinical trials were SMEs or
not-for-profit organizations, while large pharma-
ceutical companies accounted for less than 2%.
The report concluded that because there are
“still many unknowns” with advanced therapies,
“it is important to put in place adequate controls
to prevent detrimental consequences for public
health” (2). Nonetheless, it is also acknowledged
that “too burdensome requirements” could have
adverse consequences for public health because
they could prevent the marketing of valid treat-
ments for unmet medical needs.
One onerous requirement is the amount of
data needed on starting materials, such as the
source and history of cells, and their detailed
characterization. In addition, a complete descrip-
tion, including source, characteristics, and testing
details, of all materials used during the manu-
facture of products is needed. Some developers
of ATMP products complain about the regulators
making demands for data that existing analytical
technologies cannot yet provide. There have also
been complaints about EMA wanting unnecessary
high levels of purity in cell-therapy treatments,
especially those comprising mixtures of undiffer-
entiated cells.
Another matter of contention has been EMA’s
insistence that marketing authorization appli-
cants for tissue-engineered products must demon-
strate through pharmacokinetics the longevity or
persistence of their medicines. “From the point of
Unravelling the Complexity of EU’s ATMP Regulatory FrameworkThe European Union has a challenging task ahead as it strives to harmonize regulations on advanced therapy medicinal products.
Sean Milmo is a freelance
writer based in Essex, Uk,
ES638852_BP0715_012.pgs 07.03.2015 00:07 ADV blackyellowmagentacyan

Cell Line Development in CHO, NS0 & Sp2/0with enhanced PQA assessment for biosimilar development
Antitope of ers CHO, NS0 and Sp2/0
biosimilar cell line development
programmes with bespoke quality
assessment tailored to individual projects
Enhanced PQA assessmentContinuous assessment of product quality attributes
(PQA) during cell line development helps ensure
biosimilars retains the desired product characteristics and
function, avoiding redevelopment costs and delays to the
market. PQA assessment includes:
• Product integrity
• Product activity
• Product aggregation
• Product glycan pro7 ling
• QC testing
Meeting modern expectationsEf cient production is key to biosimilar development and
Antitope has developed technologies such as Composite
CHOTM and pANT vectorsTM to ensure key cell line
development requirements can be met, including:
• High expression levels of your antibodies or proteins
• Free of animal derived products throughout the
process in a chemically de7 ned medium
• Management of transfer to a GMP facility for a
smooth transition to scale-up
Visit www.antitope.com/cell-line-development
ES639568_BP0715_013_FP.pgs 07.07.2015 19:47 ADV blackyellowmagentacyan

14 BioPharm International www.biopharminternational.com July 2015
Regulatory BeatEuropean Beat
view of our members, pharmacoki-
netics does not include longevity,
but resorption, distribution, and
excretion of a drug,” Matthias
Wilken, head of European drug reg-
ulatory affairs at the German
Pharmaceutical Industry Association
(BPI), told BioPharm International.
“The requirement to demonstrate
longevity might lead to extensive
clinical studies that would be an
undue burden to pharmaceutical
entrepreneurs,” he explained.
Also in some cases with ATMPs,
the regulators are seen as taking too
much of a “generic” approach to
advanced technologies and not
making a strong enough distinction
with conventional pharmaceuticals.
“The assessors and members of EMA
scientific committees often come
from the field of conventional
medicinal products,” said Wilken.
“Initially, there was a lack of under-
standing of the peculiarities of
ATMPs. But this [understanding] is
getting better, as is shown, for exam-
ple, by the fact that EMA, along
with the Commission, is currently
working on tailoring GMP require-
ments for ATMPs.”
Risk managEmEntThe big regulatory differences
between ATMPs and chemical-
based pharmaceuticals is the greater
emphasis needed with biological
products on quality issues, mainly
because with many of them, there
are gaps in knowledge about ways of
managing their risks. However, EMA
has acknowledged the limitations of
applying uniform rules to ATMPs by
adopting a risk-based approach that
allows the products to be assessed
on a case-by-case basis.
The distinct approach needed
for ATMPs has been highlighted
by the latest EMA guidance (4) on
advanced therapies, which covers
the quality, preclinical, and clinical
aspects of gene therapy. The draft
guideline (4) on gene therapy was
issued in May 2015 for a period
of public consultation ending in
August. It replaces a guidance note
(5) published in the early phase of
gene-therapy development in 2001.
Since the 2007 ATMP regulation
was implemented, EMA has had
to deal with three applications
for gene-therapy authorizations,
only one of which has so far been
successful. “[From a quality perspec-
tive], there were no major changes
or inconsistencies in the 2001
guideline that required an immedi-
ate revision,” an EMA spokesman
informed BioPharm International.
“However, some updates were
necessary, for example, to reflect
novel methodologies for testing and
characterization, and also to ensure
cross references to new legislation
and guidelines that were developed
separately.”
Also, the format of the sections
on quality and manufacturing
aspects in the revised guideline has
been changed to follow that in the
harmonized Common Technical
Document (CTD) for marketing
authorization application dossiers,
according to EMA. “This is expected
to be helpful for the small develop-
ers of gene-therapy products when
compiling their dossiers,” said the
EMA spokesman. As a result, 40% of
the 42-page draft guideline covers
quality matters, 30% non-clinical
issues, many of which relate to
assessing risks linked to quality
management, and only 10–15% to
clinical development.
A lot of the obligations in the
guideline requirements relate to the
quality of the components in the
vectors or delivery systems of the
products. Details of the quality of all
starting materials and their sources
have to be provided, including virus
seed as well as mammalian and
bacterial cell banks. All raw materi-
als used during manufacture have to
be tested and characterized.
Hospital-BasEd REsEaRcHPartly due to the detailed EU qual-
ity and safety requirements for
advanced therapies, companies
developing ATMPs are critical of
an exemption to EU rules granted
to hospitals involved in R&D and
the manufacture of the products.
Hospital-based research and pro-
duction in the sector are increasing
rather than contracting in Europe.
This trend is mainly because some
EU states are using these hospitals
as ATMS development centers at
the core of national regenerative
medicine programs.
The United Kingdom, which is
seeking global leadership in the sec-
tor has, for example, a network of
cell therapy centers of excellence
based in leading hospitals. “The
establishment [of these centers] is
essential if we are to build a con-
centrated critical mass of knowledge,
skills, and therapeutic know-how,”
according to a UK government-
commissioned report on regenera-
tive medicine (6).
Under the 2007 EU regulation on
ATMPs, member states are allowed
to give hospitals exemption from
the legislation as long as the hospi-
tal’s advanced therapies are being
provided on a “non-routine basis” to
its own individual patients. Some
organizations are calling for the
“non-routine” provision, which is
open to different interpretations, to
be extended to cover products only
when a fully validated, EU-approved
advanced therapy alternative cannot
be used.
“While the hospital exemption
rule allows the early development
and delivery of ATMPs that meet
an otherwise unmet clinical need
in a patient, the exemption should
only be used to deliver a product if
there is no licensed alternative, with
proven efficacy and safety, available,”
says Michael Werner, executive
director of the US-based Alliance
for Regenerative Medicines, a
Contin. on page 23
ES638851_BP0715_014.pgs 07.03.2015 00:07 ADV blackyellowmagentacyan

Enabling our customers to bring drug candidates from preclinical stages
through to clinical trials and commercial-scale manufacturing.
You Make Discoveries.
We’ll Turn Them
into Products.
Pharmaceutical Development and
Manufacturing Services
Patheon is a leading provider of contract development and
commercial-scale manufacturing services to the global pharmaceutical
industry with a full array of solid and sterile dosage forms, including
large and small molecule API, helping our customers deliver on the
promise of life changing therapies for the patients of the world.
a business unit of DPx Published 11/14 PATH0516R0
Visit www.patheon.com
ES639569_BP0715_015_FP.pgs 07.07.2015 19:47 ADV blackyellowmagentacyan

16 BioPharm International www.biopharminternational.com July 2015
Perspectives on Outsourcing
Do
n F
arr
all/G
ett
y Im
ag
es
These are high times for contract devel-
opment and manufacturing organiza-
tions (CDMOs) and contract research
organizat ions (CROs). A record f lood of
external financing is flowing into the bio/
pharmaceutical industry. Global bio/pharma-
ceutical companies are outsourcing more of
their development activity, and FDA is being
especially accommodating. R&D spending is
growing, and the clinical development pipe-
line is really coming to life.
The explosion of development activity is
pushing the contract services industry capac-
ity to its limits, particularly for early devel-
opment. Providers of preclinical research
services, such as Charles River Laboratories
and Covance, are rushing to reactivate capac-
ity that was mothballed following the finan-
cial crisis. CDMOs that were fighting for
survival two years ago are now telling clients
there is a three- to six-month wait for a pro-
duction slot.
To expand or noT To expandDespite the strong market envi-
ronment, the decision to expand
capacity is not an easy one for
CDMO execut ives, who were
burned twice in the past decade.
After a period of robust activity
in the late 1990s, funding and
development activity declined
sharply in the early 2000s as a
result of the dotcom bust and
some major c l in ica l fa i lures .
Then just as things were recov-
ering in mid-decade, the global
f inancial crisis once again cut
the product development pipe-
line to a trickle.
New manufacturing and analytical capac-
ity can take a year or more to construct,
equip, and validate, and in that time an
upset in industry or macroeconomic condi-
tions can leave CDMOs with a lot of unused
capacity that still has to be paid for. So it
is not surprising that CDMO executives are
careful in committing to new capacity.
Executives’ concerns are warranted because
the surge in funding that is propell ing
demand is driven by the skyrocketing valu-
ations of biopharma companies. Valuations
of publicly-traded bio/pharma companies (as
measured by the Nasdaq Biotech Index) have
climbed 300% since 2010, three times faster
than the broader stock market (as measured
by the S&P 500). Thanks to that surge in
equity prices, nearly 60% of the increased
external funding f lowing into early stage
bio/pharma companies has come from initial
public offerings (IPOs) and secondary offer-
ings by companies that are already public (see
Figure 1). But the rapid run-up in bio/pharma
stock prices has given rise to increased con-
cern about whether the “biotech bubble” is
about to pop.
The explosion of
development activity
is pushing the contract
services industry
capacity to its limits.
CDMOs Cautiously Address Expansion While all market signs are pointing up, memories of past setbacks may discourage CDMOs from expanding capacity.
Jim Miller is president of
pharmSource Information
Services, Inc., and publisher of Bio/
pharmaceutical outsourcing report,
Twitter@JimpharmSource,
www.pharmsource.com.
ES638653_BP0715_016.pgs 07.02.2015 17:47 ADV blackyellowmagentacyan
tel. 703.383.4903,

July 2015 www.biopharminternational.com BioPharm International 17
perspectives on outsourcing
FundIng STaBIlITyPharmSource has been
looking closely at the
funding issue, and
while the possibility of
the biopharma bubble
bursting is a concern,
a disruption in indus-
try funding activity
is not likely to be as
damaging today as it
was in 2008. This opti-
mism is based on sev-
eral key observations:
Global bio/pharma
companies inc reas -
i n g l y d e p e n d o n
ea r ly- s t age compa-
n ie s to feed t he i r
ow n pipe l i nes , so
they have a st rong
interest in suppor t ing them.
Pa r tnered or acqu i red prod-
ucts account for 50% or more
of approvals received by global
bio/pharma companies in recent
years, while upfront payments
f rom pa r t ner ing dea l s w it h
globa l biopharma companies
provided 20% of the total fund-
ing received by early-stage com-
panies. Investment in partner
relationships, including licens-
ing, may exceed 30% of total
R&D spending at the global bio/
pharmaceutical companies.
Venture capital is not nearly
as volatile as public financing.
Venture capital funding for bio/
pharma companies stayed fairly
consistent through the financial
crisis and has risen only grad-
ually in the past several years.
Globa l bio/pharma l icensing
activity will continue to provide
an exit for venture capital inves-
tors even if public equity mar-
kets shrink.
T h e e a r l y - s t a g e c o m p a -
n i e s h av e p l e nt y o f c a s h .
PharmSource analysis indicates
that 70% of the publ ic bio -
pharma companies have more
than two year’s cash on hand,
a s su m i ng c u r r e nt l eve l s o f
spending.
C D M O s , t h e r e f o r e , c a n
expand with the confidence that
demand for their services should
remain robust for the foreseeable
future. Capital for expansion
should be readily available given
market conditions and a growing
willingness on the part of bank-
ers to lend, but the biggest chal-
lenge for CDMOs will be getting
enough technical and project
management staff to meet the
growing demand. CDMOs and
contract labs are a lready hir-
ing aggressively, and poaching
of staff, fed by r ising salaries,
has become a big problem. This
poaching is especially true for
people with the higher-order
technical skills needed for prime
growth segments like advanced
formulations and analytical ser-
vices for biopharmaceuticals.
Restrained growth of capacity
may not be the worst thing for
CDMOs, however. Tight capac-
ity conditions are likely to help
CDMOs improve their prof it-
ability, just like they have for
the airlines. After years of being
beaten up on price by clients,
especially the global biopharma
companies, CDMOs and con-
tract labs finally find themselves
with some pricing power and the
ability to improve their bottom
lines. A healthy and profitable
CDMO sector is in the best inter-
est of the bio/pharmaceutical
industry as outsourcing becomes
increasingly core to its business
model. ◆
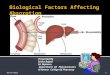
Figure 1: External fnancing for early-stage bio/pharmaceutical companies.
$-
$5.0
$10.0
$15.0
$20.0
$25.0
$30.0
$35.0
2008 2009-12 2013/14
Upfront license fees
Venture capital
Secondary offering
IPO
Private equity
Other
global bio/pharma
licensing activity
will continue to
provide an exit for
venture capital
investors.
ES638652_BP0715_017.pgs 07.02.2015 17:47 ADV blackyellowmagentacyan

18 BioPharm International www.biopharminternational.com July 2015
And
reas
Dalm
ann/E
yeE
m/G
ett
y Im
ag
es;
Maria T
outo
ud
aki/G
ett
y Im
ag
es;
Dan W
ard
Aseptic processing has garnered
some increased scrutiny from
FDA in recent years, primarily
because it is considered a high-
risk activity by the agency, says Rainer
Newman, consultant at Aseptic Process
Technology, LLC. In addition, says Satish
Singh, research fellow and group leader at
Pfizer, “Microbiologically-related recalls
have always been a significant portion
of the enforcement actions by FDA.” In
fact, more than 75% of FDA recalls dur-
ing 2004–2011 involved sterile products,
and approximately 80% of these recalls
were linked to “lack of sterility assurance.”
Many of the remaining 20% of recalls were
attributed to microbial contamination or a
failed fill/finish product test (1). Although
packaging failures factored into a majority
of the “lack of sterility assurance” cases,
many of the remaining contamination
cases were associated with GMP issues or
manufacturing errors such as incomplete
sterilization or non-sterile components
being added to sterile products (1).
The large-scale meningitis outbreak in
2012 has been attributed to poor aseptic
processes, when contaminated vials in lots
of preservative-free methylprednisone ace-
tate sickened 751 people and killed at least
64 people (2). Although states currently
oversee the activities of compounding
pharmacies, FDA released new draft guid-
ance documents in February 2015 seeking
to exert more regulatory control over drugs
produced by state-licensed pharmacies,
federal facilities, and outsourcing facilities.
The documents released by the agency
state that medications compounded in
an outsourcing facility “that meet certain
Aseptic Processing: Keeping it Safe
Randi Hernandez
Humans represent the greatest risk
for microbial contamination in an aseptic
process.
Aseptic Processing
ES638940_BP0715_018.pgs 07.03.2015 01:01 ADV blackyellowmagentacyan

July 2015 www.biopharminternational.com BioPharm International 19
conditions may be entitled to exemp-
tions from certain provisions of the
Federal Food, Drug, and Cosmetic
Act (FD&C Act), including the new
drug approval requirements and the
requirement to label drug products
with adequate directions for use” (3).
Just because validation of a sterile
effluent typically occurs under the
“worst-case scenario” tenet, it does
not mean that facilities should oper-
ate with this frame of mind when
ironing out their aseptic processing
capabilities. Negative agency inspec-
tion, increasing operating costs, and
poor media fill results are among
the reasons many manufacturing
organizations are deciding to update
or replace aging aseptic processing
equipment. Many newer facilities,
such as SAFC’s new antibody-drug
conjugate-focused floor in its St.
Louis, MO campus, have spaces that
are designed to handle media fill for
various types of products and have
isolators for both highly potent com-
pounds and biologic products.
While investigational medicinal
products are not typically expected
to be validated at the same stan-
dards as are products for rou-
tine production, sterile products
must have validated processes “of
the same standard as for products
authorized for marketing,” accord-
ing to the European Commission’s
EU Guidelines to Good Manufacturing
Practice: Medicinal Products for
Human and Veterinary Use Annex 13,
Investigational Medicinal Products (4).
PhySicAl environmentEnvironmental monitoring, no mat-
ter how necessary it may be, is always
an intervention in the process, notes
Newman. There are various schemes
and equipment, however, that can
support minimized interventions
when manufacturing sterile biologics
in a controlled environment, he says.
Environmental monitoring, when
it involves personnel moving in
and out of the suite, can actually
increase contamination risks if per-
formed too frequently, asserts Singh.
“Suites are qualified to handle a
certain maximum number of peo-
ple, but it does not mean that the
maximum personnel load should be
used, especially for long periods of
time, whereby the air handling sys-
tems may be overwhelmed.” Singh
adds, “Routine monitoring activity
is an integral part of the normal pro-
cesses and should be qualified as
such.” Smoke studies are often per-
formed to ensure a facility is meet-
ing expectations for air balance and
airflow in aseptic areas.
Clean water requirements
The demand for high-quality water
for aseptic processing is of para-
mount importance, as water is not
only an ingredient in many aseptic
formulations, but is also as a cleaning
agent in cleanrooms (5). Microbial,
chemical, or endotoxin contami-
nants in feed water sources can occur
in excess of a system’s ability to clear
them, and this has periodically been
a problem with water sourcing, says
Newman. A concise environmental
monitoring program can help a man-
ufacturer assess product bioburden
that may be attributable to water-
derived organisms.
oPerAtor interventionSThe most common introduction
of contaminants by operators in
aseptic processing is during set up,
during interventions, and during
material additions, notes Newman.
Failed media fills are often the result
of an operator action, he adds. Singh
says that humans most frequently
introduce contaminants when inter-
ventions are required on the line,
during filling. “Interventions can be
repeated, for example, if sampling for
fill-weight check is not automated,”
Singh notes. “Or, they can be epi-
sodic, [such as] if a vial falls over or
gets stuck in transport, for example.
Compounding, if not carried out
properly, can also introduce micro-
bial loads. Normally, these would be
filtered out, but can [still] result in
high prefiltration bioburden levels.”
Future GMP initiatives should
focus on the minimization of human
intervention in the aseptic process,
suggests Bill Hartzel, director of stra-
tegic execution at Catalent Pharma
Solutions, who says, “Humans are
among the highest contributors
to microbial and particulate con-
tamination.” According to Hartzel,
expanded use of isolators and
increased automation will help miti-
gate the risk of product adulteration.
Protecting operators
Protecting drug product from micro-
bial contamination is a key concern
when making biologics, which is why
aseptic filling typically occurs in a
positive pressure isolator. In a closed
system, positive pressure is generally
used within an isolator (wherein air
flows out of the isolator) to protect
biologics from outside contaminants
that may be airborne in the environ-
ment. Conversely, negative pressure
inside an isolator is used when deal-
ing with a highly potent product to
prevent egress of toxic material out of
the closed system. Concerns related
to operator safety exist when deal-
ing with highly potent or cytotoxic
drugs, such as is the case with the
manufacture of antibody drug con-
jugates (ADCs) with cytotoxic pay-
loads. To protect the worker making
these specific types of ADCs, a more
complex, negative pressure isolator
is typically used, notes Newman.
Gary Partington, technical sales
and marketing manager of Walker
Barrier Systems, says that an isolator
blower or fan pulls air through a safe-
change high-efficiency particulate air
(HEPA) filter into the isolator and out
through a safe-change double HEPA
filter into the facility exhaust system.
“If there is a leak in this isolator, the
negative flow keeps the potent mate-
rial from escaping,” notes Partington.
For highly potent materials, says
Singh, “isolator technology is a basic
requirement.” Bioconjugates must be
Aseptic Processing
ES638860_BP0715_019.pgs 07.03.2015 00:09 ADV blackyellowmagentacyan

20 BioPharm International www.biopharminternational.com July 2015
assessed for compatibility with pro-
cessing equipment, Singh adds, and
for these products, as well as with all
biologics, “light sensitivity, interfa-
cial stresses, and temperature impact
must be assessed.”
Blow-fill-SeAl technologyThe chances of contamination by
operator are greatly reduced by
incorporating automated blow-fill-
seal (BFS) technology for the aseptic
preparation of sterile pharmaceuti-
cals. The container closure is auto-
matically formed, filled, and sealed
within the confines of a class A
internal environmental in a matter
of seconds, which drastically reduces
the risk of contamination. While the
manufacturing of the final prod-
uct may benefit from this contained
process, Hartzel highlights that fea-
sibility studies of small quantities of
drug product comparing the bulk
substances to the filled product in a
BFS container may be beneficial, as
the inherent steps in the BFS pro-
cess are significantly different than
they are in traditional vial filling.
“First, the BFS process uses heat to
convert the virgin plastic pellets into
a vial and the filling takes place sec-
onds after the container is formed,”
says Hartzel, emphasizing that the
heat of the process could potentially
impact thermally sensitive biologic
drugs. “The second caveat is that
plastics are semipermeable and are
not impervious like glass,” Hartzel
adds. Manufacturers must under-
stand how storage conditions affect
permeation rates and design appli-
cable stability programs.
Singh agrees that products manu-
factured using BFS have to be com-
patible with exposure to momentary
high temperatures as well as long-
term exposure to the polymer,
including migration of oxygen in
and water out. BFS technology is
characterized by an efficient heat
transfer and rapid cooling process
within the body of the container,
hence in a matter of a few seconds,
the temperature of the molten plas-
tic (~385 ˚F to 450 ˚F) equilibrates
to the mold temperature (80–90 ˚F),
says Hartzel. “There are multiple fac-
tors influencing temperature of the
drug product during fill, including
wall thickness, fill speed, surface-
to-volume ratio, and temperature of
the incoming variables. By control-
ling these variables, you can keep the
temperature from spiking to less than
90 ˚F,” he says.
Singh adds that in spite of the con-
cerns about thermal stress on the
formulation of biologics, the short
heat stress in BFS may be acceptable,
as long as it has been evaluated and
addressed during the development
process—but the long-term compat-
ibility concerns remain. Systems can
be added to a standard BFS system
that can minimize the heat impact,
notes Tim Kram, general manager,
rommelag. “How much heat is added
to the system is a function of con-
tainer design, type of plastic resin
used, and the fill volume,” he says.
“The product temperature can be
controlled to the point of fill and
heat added to the system can be
removed after filling. For most prod-
ucts and fill volumes, it is possible
to keep the final filled product tem-
perature under 20 ˚C (68 ˚F).” Kram
says that regardless of the presence
of systems to minimize the impact of
heat on product formulation, some
biologics may still not be compatible
with a BFS system.
cleAning And diSinfection of ASePtic AreASDaily or weekly cleaning of aseptic
processing areas is usually appro-
priate, says Newman, depending
on the level of activity in the area.
He explains that cleaning regimens
are rather detailed, have to be val-
idated, and must periodically be
requalified. Current disinfection
protocols for an isolator commonly
make use of vaporized hydrogen
peroxide (VHP), although according
to Newman, it is “questionable if
VHP should be considered a steril-
ization process or a high-level dis-
infectant.”
Partington notes that isolators are
generally validated to a 106 steril-
ity assurance level (SAL), which he
says “is far better than a cleanroom.”
VHP reduces the availability of the
isolator, however, due to the time
needed to expose the isolator, evacu-
ate the VHP, and allow for aeration.
Hydrogen peroxide (H2O2) cleaning
of an isolator, therefore, reduces the
output of the isolator line, at least for
a small time. “H2O2 is absorbed by
plastic materials in the isolator and
[these materials] need time to outgas
so that the residual H2O2 level in
the isolator is 1 ppm or less before
processing can begin,” Partington
explains. Singh points out that
newer technologies, such as cata-
lytic converters, are being developed
that can speed up the cycle time
to achieve the target residual levels
of H2O2, improve turnaround time,
and consequently, improve the over-
all utilization of isolators.
Single-use containers for aseptic
processing—such as filters, tubing,
connectors, and bags to hold bulk
products—are already relatively
common in aseptic filling, and can
also help keep contamination events
low. Most of these items are pre-ster-
ilized. Other product contact parts,
such as pumps or needles, are often
dedicated to their specific processes,
says Singh, but “even in these opera-
tions, single-use systems are being
introduced.”
The introduction of new containers
While all containers and closure sys-
tems require a material compatibility,
extractability, and container-closure
integrity evaluation, according to
Newman, problems can arise when a
manufacturer is considering changes
in container-closure design. “New
containers that have unusual or
novel dimensions, shapes, or other
attributes may impact the design and
function of filling and other han-
Aseptic Processing
ES638859_BP0715_020.pgs 07.03.2015 00:09 ADV blackyellowmagentacyan

July 2015 www.biopharminternational.com BioPharm International 21
Aseptic Processing
dling equipment,” Newman asserts.
“Depending on the change, there
may be more fundamental challenges,
e.g., sterilization of materials and
components.” To determine if any
of the packaging components have a
negative impact on the product, the
product is typically tested in its final
packaging format under controlled
conditions, says Kram.
New container presentations and
closures can offer innovative drug-
delivery solutions, but they can also
introduce variables into the process
of sterile filling. “The market space
has changed, and the delivery of the
medication is rising in importance,”
Hartzel observes. “In addition, the
recent manufacturing challenges of
traditional glass vials have opened the
minds of [people] in the market to
explore new technologies to improve
drug manufacturing and container-
closure systems.”
Despite the willingness of industry
to try new materials, Singh says that
new containers/closures are fairly rare
in sterile products, and Type 1 glass
is likely to remain the industry work-
horse for a while. “For new containers/
closures with new contact materials,
development studies would have to
be performed to determine compat-
ibility (chemical and physical) with
the intended final product, provid-
ing adequate stability with low risk
[for] leachables.” The new container
or closures would also have to fit with
the processing facility with change
parts as required, as well as provide a
significant added benefit, Singh adds.
New product contact materials or
components are generally tested for
extractables under exaggerated-use
conditions of solution composition,
temperature, and time of contact,
says Singh. “Preferably, this is some-
thing that the vendor of the compo-
nent performs and has available as
a data packet for the user. The user
of the component can then assess
these compounds (i.e., extractables)
for safety and toxicity, and make a
risk-based decision to monitor specific
species under actual-use conditions
(i.e., leachables). In this case, method
development for detection and quali-
fication of the leachable in the prod-
uct solution would be required once
the compounds of concern have been
identified.”
Filter integrity testing
According to Newman, there are
two camps of thought on when fil-
ter integrity testing should be done.
Testing post-use is something that is
done every time. Pre-use testing of
filters, however—especially pre-use,
post-sterilization testing—is only
required depending on whom you
ask, as Europe and the United States
have differing views regarding the
risks and benefits associated with pre-
use testing of filters. Europe requires
pre- and post-testing for filters for
some products, and the US is expected
to follow suit. Singh says that for ster-
ilization filters, both pre-use and post-
use testing is common practice. For
bioburden reduction filters, however,
post-use is most common, and pre-use
“may be dependent on the procedures
adopted by the company.”
A filter’s bacterial retention capabili-
ties post-use must be tested through
qualification and validation proce-
dures, by the manufacturer and the
final user, respectively. Validation of
a sterile filter to see how it affects a
processing stream can include vari-
ous elements, including integrity
testing, “fit-for-use” requirements,
sterilization, stability, binding, com-
patibility, extractables and leachables,
and retention (6). Filters, in particu-
lar, should be analyzed for removal
of bacteria (such as challenge organ-
ism Brevundimonas diminuta) from the
stream per ASTM 838-05, and investi-
gators should be able to demonstrate
that the process stream does not nega-
tively impact the filter. The presence
of extractables and leachables from
compounds that may have moved
from the filter to the process stream
should also be assessed (6). Historical
successes with “similar formulations,
filtration dynamics, membrane types,
and process parameters,” could help
a sponsor satisfy FDA Phase I GMP
Guidance requirements, but may not
satisfy EU guidance requirements (6).
In case of disruption
In the event of a contamination, the
question of when processes should
resume relies on the disruption,
according to Newman. It’s important
to account for all elements of the dis-
turbance—such as how long a room
may have lost positive pressure—to
determine the degree of the disrup-
tion and if a short disinfection process
would suffice, or if a full room qualifi-
cation will be necessary before manu-
facturing resumes. Partington points
out that in the event of a power loss
or if the blower on an isolator ceases,
the isolator interior is protected by
HEPA filters, so the disruption is not
immediately disastrous. Nonetheless,
he also says that both positive and
negative pressure isolators need to
be periodically tested for leaks, and
gloveboxes should be examined and
tested frequently.
referenceS 1. S. Sutton and L. Jimenez,
American Pharmaceutical Review
15 (1), pp. 42–57 (2012).
2. The United States Department of
Justice, “14 Indicted in Connection with
New England Compounding Center and
Nationwide Fungal Meningitis Outbreak,”
www.justice.gov/opa/pr/14-indicted-
connection-new-england-compounding-
center-and-nationwide-fungal-
meningitis, accessed May 30, 2014.
3. FDA, “FDA issues new draft documents
related to compounding of human drugs,”
www.fda.gov/NewsEvents/Newsroom/
PressAnnouncements/ucm434270.
htm, accessed June 1, 2015.
4. EC, EudraLex, Volume 4 EU, Guidelines to
Good Manufacturing Practice Medicinal
Products for Human and Veterinary Use,
“Annex 13, Investigational Medicinal
Products” (Brussels, Feb. 3, 2010).
5. J. Chua, “Pharma’s thirst for pure,
clean water,” www.eco-business.com/
news/pharmas-thirst-for-pure-clean-
water/, accessed May 22, 2015.
6. R.W. Acucena, “Defining a Strategy
for the Validation and Qualification
of Sterile Filtration Processes of
Investigational Medicinal Compounds,”
presentation at the PDA Metro
Chapter Dinner, March 4, 2014. ◆
ES638862_BP0715_021.pgs 07.03.2015 00:09 ADV blackyellowmagentacyan

22 BioPharm International www.biopharminternational.com July 2015
Elk
or/
Gett
y Im
ag
es
Media supplements can be
used to support or stabi-
lize cell growth, increase
concentration, and main-
tain cell productivity when used in cell
cultures. BioPharm International spoke
with Becky Moore, PhD, and Mark J.
Stramaglia, RPh, MBA, Gibco, Thermo
Fisher Scientific, about the importance
of understanding the cell line of the bio-
logic when adding supplements, how
the physical state of the supplement can
affect the base medium, and how to get
the most out of the feeding process.
BioPharm: When are supplements
incorporated into the biologic formula-
tion process?
Moore and Stramaglia: Simple supple-
mentation is often incorporated earlier
in the formulation process to prepare
for more complex process development
efforts. More complex supplementation
is usually first engaged during process
development between stable produc-
tion cell-line development and Phase I
clinical research. Complete feeding
solutions extend fed-batch culture life
and volumetric protein production.
Media supplements encompass a range
of additives from simple additions like
L-glutamine to more complex additives,
like FunctionMAX TiterEnhancer, used to
help maintain cell productivity.
BioPharm: What is the most important
aspect to consider when determining if
a supplement will be compatible with a
medium?
Moore and Stramaglia: The cell line
being used is most important. Some
parental lines are more sensitive to highly
Optimizing the Delivery of Cell-Culture Additives
Ashley Roberts
When using media supplements
in biologics, it is important
to have a key understanding
of both the supplement and
the base medium to ensure high
titer and stability.
Upstream Processing
ES638923_BP0715_022.pgs 07.03.2015 00:55 ADV blackyellowmagentacyan

July 2015 www.biopharminternational.com BioPharm International 23
concentrated feeding versus others
that may be more metabolically
demanding. The key is having the
flexibility to deliver complete feed-
ing supplements at various concen-
trations based on the needs of the
cells. Options such as EfficientFeed
A+, B+, and C+ provide maximum
flexibility to super-concentrate
nutrient delivery up to 200 g/L
concentrations. Straightforward,
water-only reconstitution that
does not require pH adjustment
is an important aspect for work-
flow considerations. Additionally,
eliminating the need for pH adjust-
ment and reconstitution of mul-
tiple feeds can reduce risk of errors
associated with overshooting salt
addition, reconstitution errors,
or extreme pH handling that can
impact bioreactor control.
BioPharm: Is there a standard sup-
plement that you find works best
across an array of biologics?
Moore and Stramaglia: An ideal
feeding supplement would provide
the flexibility to deliver the opti-
mal level of nutrient supplemen-
tation while complementing the
original base medium and avoiding
unneeded salt content. A part of
delivering the optimal concentra-
tion is allowing super concentration
to either work within the bioreac-
tor constraints or to avoid product
dilution. There are commercially
available supplement options with
matched catalog basal formulations
that offer the flexibility needed to
super-concentrate up to 3X or 200
g/L without pH adjustments that
add salt content.
BioPharm: How does the supple-
ment’s physical state affect the
process of inclusion into the for-
mulation?
Moore and Stramaglia: Supplements
are most economically shipped
from vendors to end users in a dry-
format state. Methods for reconsti-
tution have an impact on the salt
or osmolarity contribution to the
culture. This can impact the total
amount of nutrients delivered
before having negative impacts on
the health of cells. To deliver the
most nutrient-rich components,
users should choose supplements
that only require water addition—
no acids or base—over those requir-
ing pH adjustments.
BioPharm: How does the type of
supplement, or amount added to
a base medium, affect a biologic’s
stability?
Moore and Stramaglia: More and
more we find customers analyz-
ing protein quality characteristics
when modifying feeding strategies
or supplements. To provide better
total-end biologic delivery, it is
important to ensure that the sup-
plement used to gain a higher titer
also hits the target product quality
profile. Therefore, use of supple-
ments shown not to impact prod-
uct quality from an original state
is essential. Further, the capability
to modify product quality param-
eters in a predictable and repro-
ducible way is becoming more
important.
BioPharm: Are there any advan-
tages or disadvantages associated
with using media kits?
Moore and Stramaglia: In sets
of media options for finding a
base medium, if a kit provides a
designed group of options to help
find the best composition for a
new production cell line, one must
test enough conditions to gain the
full benefit of the kit or panel.
High-throughput process develop-
ment is required to understand the
impact of multiple formulations,
as well as process parameters.
Design of experiments investigate
multiple conditions in the quest
to select the appropriate base and
feed solutions. ◆
global advocacy group representing
stakeholders in the ATMP sector.
Its European arm has been among
the leading critics of criteria applied
for the exemption, particularly those
relating to manufacturing stan-
dards. Sceptics about the potential
of exempted hospital-based devel-
opment systems contend that they
encourage the avoidance of the
strict EU data requirements because
the hospitals have to adhere only
to national quality and safety stan-
dards, although these standards
should be consistent with those at
the EU level.
Even the European Commission
in its report (3) on the impact of
the ATMP regulations concedes that
the exemption can enable hospital-
based centers to have lower develop-
ment costs than commercial ATMP
organizations because of the advan-
tages of being subject to less rigor-
ous standards. A major objective
behind the EU’s ATMP regulation
was the introduction of harmonized
standards across Europe. The way
the hospital exemption is operating
shows that there is still some dis-
tance to go before full harmoniza-
tion is achieved.
RefeRenCes 1. EC 1394/2007 Regulation on advanced
therapy medicinal products (Brussels,
November 2007).
2. European Commission, Repor t in
accordance with Ar ticle 25 of EC
1394/2007 on advanced therapy
medicinal products (Brussels, March
2014).
3. EMA, Annual Report 2014 (London, April
2015).
4. EMA, Guideline on the quality, non-clinical
and clinical aspects of gene therapy
medicinal products–draft (London, March
2015).
5. EMEA, Note for guidance on the quality,
preclinical and clinical aspects of gene
therapy medicinal products (London, April
2001).
6. UK Department of Health, “Building
on our own potential: a UK pathway
for regenerative medicine,” Report of
Regenerative Medicine Expert Group,
March 24, 2015 (London). ◆
Upstream Processing
European Beat—Contin. from page 14
ES638924_BP0715_023.pgs 07.03.2015 00:55 ADV blackyellowmagentacyan

24 BioPharm International www.biopharminternational.com July 2015
The use of single-use systems
(SUS) in biopharmaceut i-
cal manufacturing has been
steadily increasing. While
the industry has used SUS in upstream
processing for some time now, the use
of single-use technologies is becom-
ing popular in downstream processes
as well. And it appears that the sin-
gle-use trend will continue to grow.
According to Nilesh Mehta, senior
process engineer, Merck GTO, Sterile
and Validation COE, “as new tech-
nologies become available or exist-
ing technologies are converted into
a single-use format, the number of
single-use systems used for biophar-
maceutical applications will continue
to grow.” The benefits of SUS may also
influence the switch to SUS. Mehta
states that the use of SUS in down-
stream processing may “reduce risk
of cross contamination and carryover
due to inadequate cleaning steps.”
BioPharm International spoke with
Nilesh Mehta about the benefits and
challenges of using SUS in down-
stream processing.
The BenefiTs of single Use in DownsTream ProcessingBioPharm: Are there specific aspects of
downstream processing that benefit
from the use of single-use systems?
Mehta: Yes, single-use systems pro-
vide significant advantage over tra-
ditional stainless-steel systems for
downstream processing. Some exam-
ples are f i lt rat ion systems, buffer
preparation systems, and sampling/
dispensing systems. Key advantages of
using single-use systems are speed of
implementation, which is crucial for
high-impact new product launches,
and increased operational efficiency
related to a reduction in the resources
required for cleaning and setup.
Normal flow filtration (NNF) sys-
tems are now available in capsule
format; these systems are entirely
single-use without any need for a
stainless-steel holder. Systems can
be designed, tested (with good scale-
down models), and implemented
fairly quickly without the need for
procur ing sta inless-steel par ts or
developing related cleaning cycles.
In addition to offering the same
advantages as NFF systems (speed,
reduced cleaning, etc.), tangential
f low f i ltration (TFF) systems with
completely single-use fluid paths also
allow for greater flexibility when try-
ing to achieve extremely low operat-
ing volumes for product concentration
steps that may not be possible with
traditional stainless-steel systems.
challenges of sUs in DownsTream ProcessingBioPharm: What specific challenges do
manufacturers face when using sin-
gle-use systems in downstream pro-
cessing?
Using single-Use Technologies in Downstream Processing
Susan Haigney
The use of single-use systems in
downstream processing
offers benefits in filtration and sampling and
may reduce the risk of
contamination.
Downstream Processing
Tangential flow
filtration systems with
completely single-use
fluid paths allow for
greater flexibility.
ES638880_BP0715_024.pgs 07.03.2015 00:24 ADV blackyellowmagentacyan

25 BioPharm International July 2015
Product & Service Innovations Advertorial
Our CompanyCytovance® Biologics is a leading contract development and
manufacturing provider of both mammalian and microbial
service offerings to the biopharmaceutical industry.
ServicesR&D services include cell-line development using
Freedom® CHO-S® (Life Technologies), microbial
strain development using GeneGPSTM Codon
Optimization Technology (DNA2.0) and Cytovance®
Biologics’ KeystoneTM Expression System; research
cell bank production; process development; process
optimization using statistical design-of-experiments
(DoE); technology transfer, scaled-down model
development; and process characterization using a
QbD framework.
Each customers’ project is customized to match the
required scope and clinical phase. In-house mammalian
and microbial platform processes enable efficient
movement from development to commercialization.
A strong Analytical Development team is integrated
into R&D services and ensures a seamless transition
into Quality Control for in-process and release testing.
Core competencies include method development,
method transfer, method optimization, method
qualification, preformulation development, and
product characterization. For early-phase customer
needs, Cytovance offers manufacturability assessments
for antibodies, other mammalian expressed proteins,
and expression feasibility studies for microbial
expressed proteins.
Since it’s inception 10 years ago in Oklahoma City,
Cytovance® Biologics has successfully manufactured a
wide array of biological products for our customers in
the US, European, and Asian markets.
Product Types
• Monoclonal antibodies
• Recombinant proteins
• Enzymes
• Transgenics
• Fragment antibodies
• Fusion proteins
• Scaffold molecules
• Vaccines
• PEGylated proteins
Expression Systems
• Keystone™ Expression System (microbial)
• Freedom® CHO-S® (mammalian)
cGMP Cell Banking
• Microbial & Mammalian
cGMP Manufacturing
• Mammalian Production
• 100 L Mammalian Bioreactor Suite
• 500 L Mammalian Bioreactor Suite
• 1000 L Mammalian Bioreactor Suite
• 5000 L Mammalian Bioreactor Suite (coming soon)
• 50 L, 200 L, 250 L, and 1000 L SUBs
• Flex cGMP Suites
Microbial Production
• 10 L Microbial Fermentation Suite
• 200 L Microbial Fermentation Suite
• 1000 L Microbial Fermentation Suite
GMP Fill/Finish
•Automated Liquid Vial Filling
Our MissionCytovance® Biologics’ mission is to become a value-
added partner to our clients by providing an integral
pathway in converting today’s novel protein discoveries
into future life-saving therapies and diagnostics.
Cytovance® Biologics
Cytovance® Biologics800 Research Parkway, Suite 200
Oklahoma City, OK 73104
Phone: 405.319.8310
Fax: 405.319.8339
www.cytovance.com
ES638131_BP0715_025.pgs 07.01.2015 20:01 ADV blackyellowmagentacyan

26 BioPharm International www.biopharminternational.com July 2015
VISIT OUR WEBSITE TO SUBSCRIBE FOR FREE TODAY! www.BioPharmInternational.com
www.twitter.com/BioPharmIntl
www.linkedin.com/groups/BioPharm-International-4027200
BIOPHARM
INTERNATIONALFIRST LOOK
Preview the latest
issue of BioPharm
International with quick
links to online content,
expanded coverage,
and the digital edition
of the magazine.
BIOPHARM’S SCIENCE & BUSINESS
BULLETIN
Monthly newsletter that
features in-depth articles
and timely news on
technologies for biotech
drug development and
manufacturing, and
regulatory developments,
as well as coverage of
deals, alliances, new
products, people moves,
and industry events.
BIOPHARM’S E-APPLICATION
NOTE ALERT
Receive monthly
application notes
categorized by
technique.
Sign up for BioPharm International FREE eNewsletters
Mehta: Extractables and leach-
ables a re usua l ly a cause of
concern with downstream pro-
cessing, especially since product
streams are fairly clean at this
point and there may not be fur-
ther processing that would clear
anything that is introduced into
the process stream from single-
use components. Most often, the
risk to a patient is fairly low and
can be justified through under-
standing the type and amount of
compounds that can potentially
leach into product streams.
Material compatibility could
also be an issue for downstream
steps where organic solvents or
harsh chemicals are used as part
of a purification process. If there
is not sufficient level of review
to confirm compatibility with
process streams or if all mate-
rials of construction in a given
single-use system are not known
upfront, this issue could easily
be missed during initial design
process and can result in re-work
and delays during implementa-
tion.
Another challenge with sin-
gle -use is re lated to amount
of waste that is generated due
to use of single-use systems.
Diligent design efforts should
focus on reducing amount of
pla s t ic a nd ot her mate r ia l s
used as part of manufacture of
each single-use system to what
is absolutely required to make
the design work. Special efforts
need to focus on minimizing
amount of packaging material
used to transport single-use sys-
tems from supplier to end-user.
Smart packaging designs and use
of recyclable/re-usable packaging
material should help in signifi-
cantly reducing waste generated
and minimize impact on the
environment.
TrenDs in single-Use sysTemsBioPharm: What trends are you
seeing in the use of SUS in down-
stream processing for the future?
Mehta: S t a nda rd i z at ion of
designs should allow for greater
adoption and easier implemen-
tation of single-use systems in
the future. This [standardiza-
tion] will also reduce the risk of
unanticipated fai lures related
to untested designs or products.
Having standards will also allow
suppliers to focus on improv-
ing in areas of higher risk with
respect to single-use systems
while maintaining key features
of standard design that have
been proven to be robust through
years of testing and use. ◆
Downstream Processing
ES638879_BP0715_026.pgs 07.03.2015 00:24 ADV blackyellowmagentacyan

27 BioPharm International July 2015
Product & Service Innovations Advertorial
Company DescriptionWith a proven track record of providing quality
testing services for the largest pharmaceutical
and biopharmaceutical companies in the world,
Eurofins Lancaster Laboratories is a global leader
in bio/pharmaceutical laboratory services providing
comprehensive, innovative, and timely solutions to
streamline all of your CMC testing requirements.
As a member of Eurofins Scientific’s BioPharma
Product Testing Group—the largest network of
harmonized bio/pharmaceutical GMP product
testing laboratories worldwide—Eurofins Lancaster
Laboratories provides comprehensive laboratory
services to support all functional areas of bio/
pharmaceutical production.
FacilitiesWith a global capacity of more than 500,000 square
feet, our network of GMP laboratories operates
under the same strict quality procedures, LIMS,
and centralized billing system across 14 locations
worldwide to make working with any of our global
operations seamless. In addition to these laboratory
locations, we also have teams of scientists placed at
more than 40 client facilities throughout the US and
Europe through our Professional Scientific Services
(PSS) insourcing program. We also provide secure
24-hour data access from all of our laboratories via
LabAccess.comSM.
Markets ServicedWe provide complete CMC Testing Services to support
more than 800 virtual to large bio/pharmaceutical
companies and CMOs, including testing of all starting
material, process intermediates, drug substance, finished
product, and manufacturing support through our broad
technical expertise in Biochemistry, Molecular & Cell
Biology, Virology, Chemistry, and Microbiology.
Comprehensive ServicesWe offer the flexibility to manage your testing programs
more efficiently through your choice of three unique
service models, including our award-winning Professional
Scientific Services (PSS), Full Time Equivalent (FTE), or
traditional fee-for-service. You can choose the best, most
cost-effective service solution for your project goals.
Our breadth of services include:
• Method establishment, including method
development, feasibility, optimization, cGMP
qualification and validation, as well as verification
of compendial methods
• Comprehensive stability and release programs for
clinical and marketed products
• Complete biochemical and chemical
characterization and microbial identification
• Raw material and excipient testing (USP/NF, EP, JP)
• Production and non-production cell banking
including full characterization
• Lot release/unprocessed bulk testing
• Process/facilities validation, including viral clearance,
residual impurities testing, extractables & leachables,
water testing, environmental monitoring, disinfectant
efficacy, and on-site sample collection
• Consulting/protocol writing.
Eurofins Lancaster Laboratories, Inc.
Eurofins Lancaster Laboratories, Inc. 2425 New Holland Pike
Lancaster, PA 17601
Phone: 717.656.2300
www.EurofnsLancasterLabs.com
ES637899_BP0715_027.pgs 07.01.2015 16:37 ADV blackyellowmagentacyan

28 BioPharm International www.biopharminternational.com July 2015
“
Lipid A is … an information-
rich molecule, with many
possibilities for specific rec-
ognition by prokaryotic and
eukaryotic proteins,” says Christian
Raetz (1). Recent Parenteral Drug
Association (PDA) conferences in
Bethesda (October 2014) and Berlin
(February 2015) highlight the ongoing
disagreement among drug manufactur-
ers, Limulus amebocyte lysate (LAL) test
manufacturers, and regulators as to
the significance of the low endotoxin
recovery (LER) phenomenon. The con-
troversy on endotoxin detection can
be summarized by two different views
or philosophies of microbiological con-
taminant control (Figure 1). The first
philosophy would maintain that only
“biologically active” components of
bacteria are relevant to microbiological
control. The second would seek to con-
trol microbiological process ingress by
monitoring important markers or qual-
ity indicators such as endotoxin. Here,
endotoxin and lipopolysaccharide
(LPS) are used interchangeably. The lat-
ter philosophy does not need to answer
the question, “Is the microbiological
artifact biologically active?” to use it as
a gauge as to the purity or contamina-
tion status of a given aseptic biologics
process. In fact, the demonstration of
“biological activity” is not as clear-cut
as some would currently maintain.
Consider that the GMP context for
product contamination is the concept
of “adulteration,” which does not distin-
guish biologically active contaminants
from those that are not biologically
active. The mere proximity of “filth” is
the traditional criteria for adulteration.
The “old time” verbiage of the Code
of Federal Regulations (CFR) is, “(1) if
it consists in whole or in part of any
filthy, putrid, or decomposed substance;
or (2)(A) if it has been prepared, packed,
or held under insanitary conditions
whereby it may have been contaminated
with filth,” and the GMP concept of
“adulteration” via contamination portray
product/process contamination in the
context of probability, proximity, and
severity of its occurrence (2). A valid end-
product United States Pharmacopeia (USP)
Bacterial Endotoxin Test (BET) <85> test
of a finished drug or active pharmaceuti-
cal ingredient is a legal requirement.
ABSTRACT
Low endotoxin recovery represents an opportunity to add value
to the characterization of biologic drug products.
Endotoxin Test Concerns of Biologics: The Role of Endotoxin as a Quality Indicator in Biologic
Manufacturing ProcessesKevin L. Williams
Kevin L. Williams is senior
scientist of R&D at Lonza.
peer-revieWed
Article submitted: Apr. 22, 2015.
Article accepted: May 12, 2015.
Peer-Reviewed: Endotoxin Testing
ES639083_BP0715_028.pgs 07.06.2015 17:05 ADV blackyellowmagentacyan

July 2015 www.biopharminternational.com BioPharm International 29
EnDoToxIn In ITs MAny foRMsSome have sought to solve the LER conun-
drum by substituting naturally occurring
endotoxins (NOEs) that are not purified
standards and that often show better recov-
ery from spiked biologics subject to LER.
However, when viewed by the second philos-
ophy, that of choosing a quality indicator, it
can be seen that only switching out the posi-
tive control (reference standard endotoxin
[RSE] or control standard endotoxin [CSE] for
NOE) does not provide any additional char-
acterization of the drug process itself. A NOE
spike may recover better than a standard
CSE or RSE spike, but the recovered positive
control does not represent the endotoxin
content of the non-spiked sample. Rather, it
assumes that the non-spiked sample contains
monomers that are not biologically active
with the LAL reagent and thus, concludes
that the sample is not contaminated. The
basic theory of LER is that LPS disaggrega-
tion to monomers occurs via the chelation of
ions needed by LPS to maintain its aggregate
form in solution by buffer (citrate or phos-
phate). The disaggregation is followed by the
subsequent coating of LPS monomers with
abundant polysorbate molecules, thereby
forming a non-LAL-reactive or masked endo-
toxin-drug solution that does not allow LPS
to react with LAL.
The assumption that resides in the first
philosophy is that “monomers don’t mat-
ter,” because they are not active with LAL
(although the monomers are sometimes
active and sometimes inactive with the
rabbit pyrogen test)(3) and thus, are of no
concern to patients. However, the effect
of monomers in the mammalian body is
still unknown. What is known is that the
monomer is the active endotoxic principle
for all endotoxins (RSE, CSE, NOE; aggre-
gated and disaggregated). This fact, that the
sub-monomer Lipid A is the active princi-
ple of endotoxin response, has been estab-
lished beyond doubt by various studies of
the toll-like receptor 4 (TLR4) and associated
co-receptor myeloid differentiation protein
(MD-2), which show how the monomer fits
into the hydrophobic pocket of MD-2 and
how MD-2 with LPS fits into the TLR4 dimer
to bring about the transmembrane signaling
event that instructs the cell nucleus to pro-
duce cytokines (4).
MD-2, as the co-receptor of TLR4, holds
the prototypically configured endotoxic
Lipid A (hexa-acylated) in a hydrophobic
pocket. Five of the six acyl group fingers
rest inside the MD-2 hydrophobic pocket
(glove) and the sixth finger (in the proto-
typical agonistic Escherichia coli LPS) must
stick out to attach to a second TLR4 to
help form the dimer. There are 10 func-
tional TLRs in humans (TLR11, 12, and 13
have been lost from the human genome)
(5), which are mixed and matched in like
or different dimers (homodimers and het-
erodimers, respectively) to detect dozens AL
L F
IGU
RE
S A
RE
CO
UR
TE
SY
OF
TH
E A
UT
HO
RPeer-Reviewed: Endotoxin Testing
Figure 1: Alternative philosophies of microbial contaminant detection via the endotoxin marker.
Philosophy 1 relies on the tenet that “monomers don’t matter,” whereas Philosophy 2 is based on
the fact that “monomers may matter.”
Philosophy 1: Extrapolation to perceived patient health
• Seems biologically inactive• No harm to the patient• “Unnatural” to "x it
• Low Endotoxin Recovery (LER)=nuisance (bother)• “Monomers don’t matter”
Philosophy 2: Drug manufacturing characterization
• Testing is masked in production• Can’t gauge product quality or process change effects• Need valid release tests
• Lipopolysaccharide (LPS) remains an important quality indicator• “Monomers may matter”
ES639084_BP0715_029.pgs 07.06.2015 17:06 ADV blackyellowmagentacyan

30 BioPharm International www.biopharminternational.com July 2015
of microbial artifacts. The TLR structure is
based upon the leucine-rich repeat (LRR)-
type sequence of alternating loops of
hydrophobic and basic amino acids. Lipid
A antagonists can prevent the activation of
TLR4 by displacing the active monomer in
the dimer structure and thus, preventing
fulfillment of the conditions for activation.
It is the fine structural detail of the Lipid
A molecule that determines the endotoxin
response, with a wide degree of variants
demonstrating a wide spectrum of mam-
malian host responses (from agonistic to
antagonistic).
The first TLR was discovered by the knock-
out of a receptor in Drosophila that subse-
quently allowed the fly to be invaded and
overgrown by fungal hyphae (6), thereby
beginning the quest for various additional
TLRs and the various associated microbial
artifacts that activate them. It should be
noted that monomer structure of Lipid IVa
(a precursor to Lipid A in bacterial Lipid A
metabolism) and Eritoran are antagonists
and do not fit into MD-2 as well as the E. coli
LPS, and thus, cause blockage of the TLR4
receptor and its activity. The drug candidate
Eritoran was hoped to be used to treat sep-
sis, but the drug failed in Phase III clinical
trials. This shows that while the knowledge
of what happens to endotoxin within the
body is advanced, it is not yet complete. Also,
the blocking of the TLR4 pathway does not
negate the potential for the activation of the
complement–coagulation system.
ThE BLA AnD ThE unIQuE RoLE of LPs As A QuALITy InDICAToRThe biological license application (BLA) sub-
mission has become the focal point for the
demonstration of time-dependent LPS spike
recovery as a quality indicator in biologic
products and constituents subject to LER.
According to FDA, “Sponsors of BLA sub-
missions have reported unacceptable time-
dependent recovery of endotoxin spiked
into undiluted drug product using the
LAL USP <85> methods for endotoxin”(7).
Manufacturers that submit BLAs are now
being required to perform follow-up studies
to demonstrate recovery of LER-prone sam-
ples and to perform rabbit pyrogen testing
in lieu of LAL testing for such samples on an
interim basis, until such a time as an alterna-
tive detection protocol may be developed.
In its simplest form, a quality indicator
such as LPS provides information on a manu-
facturing process. It answers critical ques-
tions, such as:
• Was a microbial contaminant present?
• Where did it come from?
• Which type of microbial contaminant
was it?
• How much of it was present?
• How might its presence (and the quantity
present) have affected product quality?
Therefore, as a quality indicator of a manu-
facturing process, it is not always the bio-
logical activity of the indicator itself that
tells the story, but rather, the mere presence
of the artifact. For example, the presence
of coliforms indicates poor sanitary condi-
tions (i.e., from waste water) in certain food
processing environments or in non-sterile
drug manufacturing. Coliforms are defined
as Gram-negative rods that ferment lactose
and produce acid and gas at 35 °C, while
fecal coliforms are further distinguished
by their ability to ferment lactose at higher
temperatures (44.5–45.5 °C). Whether a spe-
cific coliform is a disease- or illness-causing
organism does not negate its use as a qual-
ity indicator. Likewise, endotoxin found in
a manufacturing process (in various forms)
should still tell a story specific to its own
historical occurrence in the process. It will
be difficult to detect contaminants of a pro-
cess when the analyte (LPS) of such testing
is masked. Losing the visibility of what has
occurred in a specific drug manufacturing
process means losing the ability to assure
characterization of the product itself. The
ability to gauge LPS content via LAL testing,
therefore, is diminished. Again, an indica-
tor is significant not only for what it is (i.e.,
its own biological activity), but for what it
means (i.e., microbial ingress has occurred
and thus biological activity at the time of
occurrence could have adversely affected the
product). This nuanced distinction doesn’t
seem widely appreciated. If monomers can be
re-aggregated and detected, then the meaning
of such a measurement can serve its historical
purpose, namely, that of indicating the occur-
rence of Gram-negative bacterial ingress.
Therefore, LPS, even as a monomer, is
significant both in its mere presence and,
more importantly, as a microbial artifact,
Peer-Reviewed: Endotoxin Testing
ES639087_BP0715_030.pgs 07.06.2015 17:05 ADV blackyellowmagentacyan

July 2015 www.biopharminternational.com BioPharm International 31
given its historical complexity—eons of
history in prokaryotic and metazoan inter-
actions, including shaping the genome of
man. Nobel Prize-winner Bruce Beutler,
who discovered TLR4, said, “Particularly
because they strike down so many people
before or during reproductive age, microbes
constitute the strongest selective pressure
with which our species must contend, and
we may assume that microbes have shaped
the human genome more than any other
selective pressure in recent times” (8). The
LPS monomer is not a depyrogenated or
incinerated fragment of LPS, but rather, the
entire bacterial pathogen-associated molec-
ular pattern (PAMP, now largely called a
MAMP or microbe-associated molecular
pattern) that has served for an estimated
one billion years (beginning in plants) as
a target of metazoan immune systems in
terms of recognition and response to pro-
karyotic invasion. If LPS were to be lost as
a quality indicator during drug process-
ing, it is hard to envision what might take
its place. A risk-assessment philosophy (in
terms of process testing points using alter-
nate methods) of some sort would have
to be used to justify the improbability of
microbial ingress during processing of
LPS-masked solutions; this represents a
less-than-desirable situation. What is unde-
sirable here is that contamination is a time-
linked occurrence, and by its very nature, is
unpredictable. At present, there is no good
substitute for endotoxin detection.
BIoLogIC MoLECuLEs AnD MAnufACTuRIng PRoCEssEsSome have argued that the presence of
monomers causes no harm to the patient.
While this has not been scientifically proven,
the harm envisioned from LER is not neces-
sarily directly derived from drug solutions
containing monomers of LPS, but rather,
from poorly or under-characterized biolog-
ics as end-products. Biologics are typically
large and complex molecules. The molec-
ular weight of a monoclonal antibody is
approximately 150,000 Daltons; compare
that with an early therapeutic protein, such
as r-human insulin, at approximately 5800
Daltons. Therefore, the characterization of
the process that produces these biologics
is paramount. A review of life-threatening
adverse events that have occurred from first-
in-human (FIH) doses of modern biologics
(mAbs and therapeutic proteins) shows some
tragic instances that arose from less-than-
perfectly characterized drug products (Table
I). In other words, some slight change in the
manufacturing process produced a product
that was slightly different at the molecular
level. These molecules appeared to be charac-
terized at the time, but had somehow, during
Peer-Reviewed: Endotoxin Testing
Table I: Summary of points from references on the adverse events associated with frst-in-human
(FIH) dosage of a monoclonal antibody (mAb) development compound.
“Giving Monoclonal Antibodies to Healthy Volunteers in Phase I Trials: Is it Safe?” from the British Journal of Clinical Pharmacology (10).
• “We identified 70 completed trials of mAbs in healthy volunteers, but the published data were too sparse to allow confident assessment of the risks of mAbs in healthy volunteers. Our best estimate of risk of a life-threatening adverse event was between 1:425 and 1:1700 volunteer-trials, but all such events occurred in a single trial (of TGN1412).”
• “There is substantial under-reporting of phase I trials of mAbs in healthy volunteers, so their safety record is difficult to assess.”
• “The risk of life-threatening adverse reactions in FIH trials of mAb exposed by the TGN1412 incident…”
• Six healthy volunteers experienced life-threatening cytokine storm from which it took six months to recover.
• The authors compared events with small-molecule trials to risks in everyday life of ~1:1,000,000.
• Researchers also noted a “Lack of animal models to predict immunotoxicity.”
“Cytokine Storm in a Phase I Trial of the Anti-CD28 Monoclonal Antibody TGN1412”
from the New England Journal of Medicine (11).
• “Cytokine release had not been observed in the preclinical studies of TGN1412…”
• “Regulatory authorities, who tested TGN1412 from the same batch as the infused drug, found no errors in its manufacture, formulation, or administration and found no contamination with endotoxin, pyrogen, or microbiologic or other agents.”
• Today, clinicians would not dose such patients simultaneously.
ES639085_BP0715_031.pgs 07.06.2015 17:06 ADV blackyellowmagentacyan

32 BioPharm International www.biopharminternational.com July 2015
the manufacturing process, accrued slight
changes in fine structure (e.g., 3D structure,
glycosylation, charge, hydrophobicity, fold-
ing, heterogeneity, bioactivity, truncation,
oxidation, deamination, or aggregation) (9).
ThE CLInICAL MAnIfEsTATIon of EnDoToxIn MonoMERs vs. AggREgATEs CAnnoT BE REsoLvEDThe two questions presented as a duality
of competing hypotheses from Figure 1:
“Monomers don’t matter” versus “Monomers
matter”, in terms of biological activity when
presented in drug products, may seem criti-
cal to the ongoing LER debate, but this issue
cannot be easily solved. For every determina-
tion that “only” aggregates are biologically
active, there are two other studies indicating
that under specific physiological conditions,
monomers are indeed the active physical
unit of endotoxin (12, 13, 14). Levin showed
one such example where, in the presence of
hemoglobin, LPS disaggregation produced
increasing LAL gelation times (15, 16). Aside
from hemoglobin, “there are more than
200 acute phase proteins (APP) in mammals
responding to endotoxin” (17). Short of pro-
ducing and giving endotoxin monomers to
compromised patients, such as those with
sepsis, disseminated intravascular coagu-
lation (DIC), or via the intrathecal route—
something which would never be done—the
harm or lack thereof of monomers cannot
be established with any certainty. It is worth
highlighting that there are challenges in
determining “biological activity” given that
the endotoxin response is partitioned in the
body amongst different tissue types—for
example, the gut tolerates a huge load of
endotoxin-bearing Gram-negative bacteria,
whereas the spinal column is very sensitive
to extremely minute levels of endotoxin.
Moreover, the body’s response may vary with
different disease states such as inflammation,
infection or DIC, for example.
Additionally, some small molecules that
mimic Lipid A but are of different (sometimes
widely unrelated) structures have been found
to ameliorate the host response to LPS, hence
making it difficult to rationalize that only the
aggregate is active during the initial recogni-
tion of LPS. If only the aggregate were the
active configuration of LPS, one wonders how
small molecules could find their way to TLR4/
MD-2 to mimic the LPS behavior in a disrup-
tive manner. The corresponding aggregate
behavior of small molecules seems unlikely
to mimic that of LPS. Neal et al. used a small
molecule (MW of ~390 versus ~1700 for Lipid
A) to inhibit the host reaction to LPS both in
vitro and in vivo (18). Slivka et al. used a 17-res-
idue peptide (MD2-I), synthesized to repro-
duce the TLR4-binding region of the MD2
protein that contains all the critical interact-
ing residues, and showed evidence that this
sequence targets TLR4 directly as an antago-
nist (19). At any rate, the biological activity
question cannot yet be answered definitively
and does not affect the use of LPS as a biolog-
ics manufacturing process quality indicator.
LPS is viewed as a fever-causing substance
first and foremost; however, as seen by F.
Bang in 1955, it was the gelation of the
Limulus blood—the coagulation dysfunction
caused by endotoxin—that prompted the
development of LAL as a detection method
(gel clot). Therefore, careful consideration
should be given to blood dysfunction pos-
sibilities that may come through the com-
plement-activation pathway via monomeric
endotoxin, as well as singularly focusing on
the fever-causing activation of TLR4 (20). It is
the TLR4 receptor-activated route that brings
about the production of fever-causing cyto-
kines and is the route that many presume
requires an aggregated endotoxin presenta-
tion to activate. While rabbit pyrogen test
can detect fever, it cannot detect blood-clot-
ting dysfunction, nor can it be relied upon to
consistently predict the occurrence of fever
from masked or disassociated endotoxin,
which may process differently and along a
different timeline compared with traditional
drug injections into rabbits.
Drug regulators, along with each thera-
peutic protein manufacturer, will have to
determine the safeguards that will consti-
tute cGMP activities for LER-prone solu-
tions, be it increased process controls
(increased microbial monitoring, hazard
analysis, or validation of process hold-
times) and/or a form of pretreatment for
BET samples to re-aggregate disassociated
endotoxin. It should at the very least be
agreed that philosophically viewpoint 2
of Figure 1 would be the more appropriate
paradigm for drug manufacturing control
of contaminants.
Peer-Reviewed: Endotoxin Testing
ES639082_BP0715_032.pgs 07.06.2015 17:05 ADV blackyellowmagentacyan

July 2015 www.biopharminternational.com BioPharm International 33
ConCLusIonRegulators, drug manufacturers, and LAL pro-
viders are still adjusting to LAL testing subse-
quent to the knowledge of the occurrence of
LER. The BLA is the choke point for efforts to
commercialize a biologic drug relative to LER,
as BLA approval requires the demonstration of
valid hold-time endotoxin spike studies that
may demonstrate masked recovery due to LER.
LER is most relevant when viewed from a
drug product characterization perspective.
Important questions from a risk-analysis per-
spective regarding LER include:
• What is the time-course profile of the
process constituents in regard to microbial
ingress? Does it lend itself to transient
contamination events from a microbial
control strategy vantage (21)?
• Could theproduct be contaminatedwith
endotoxin and could this contamination
be subsequently masked by an LER or LER-
like effect?
• How could a contamination event of live
Gram-negative bacteria, as evidenced by
the detection of LPS, affect a drug’s prop-
erties as they relate to patient safety?
Each specific drug manufacturing pro-
cess flow puts LER in context relative to risk
management given the formulation constitu-
ents, hold times, temperatures, and container
types. The “no patients are being harmed”
argument associated with philosophy 1
seems premature. Even if this assumption
turns out to be valid, there does not appear
to be a valid substitute or replacement for a
longstanding quality indicator such as LPS.
The risk to patients from poorly character-
ized biologics is not negligible. It is well known
that the presence of both Gram-negative bacte-
ria and endotoxin can induce changes to drug
molecules during expression and purification
processes. The new LER paradigm is reminis-
cent of the early mycoplasma debate, wherein
the effect of mycoplasma on cell cultures used
to produce drug products was up for debate
(22, 23). Subsequently, as better methods of
detection were developed, product charac-
terization improved, and today mycoplasma
testing is viewed as a critical routine quality
indicator. Analogously, new sample treatments
are needed to reveal the presence of endotoxin
regardless of the aggregation state. LER repre-
sents an opportunity to add value to the char-
acterization of biologic drug products.
REfEREnCEs 1. C. Raetz, J. Bacteriol. 175 (18), pp. 5745–5753
(Sept. 1993). 2. CFR Title 21, Part 351, (Government Printing
Office, Washington, DC), pp. 114. 3. P. Hughes, “FDA Regulations and Endotoxin
Detection,” presentation at the PDA Conference (Bethesda, MD, Oct. 21, 2014).
4. T. Scior et al, Comput. Struct. Biotechnol. J. 7 (9), pp. 1–11 (May 2013).
5. T. Kawai and S. Akira, Nature Immunol. 11 (5), pp. 373–384 (2010).
6. B. Lemaitre et al., Cell 86 (6), pp. 973–983 (September 20, 1996).
7. P. F. Hughes et al., “Low Endotoxin Recovery: An FDA Perspective,” BioPharm Asia, http://biopharma-asia.com/magazine-articles/low-endotoxin-recovery-an-fda-perspective/, accessed June 12, 2015.
8. B. Beutler, “How Mammals Sense Infection: From Endotoxin to the Toll-like Receptors,” Nobel lecture presentation at the Center for Genetics of Host Defense, (The University of Texas Southwestern Medical Center, Dallas, TX, Dec. 7, 2011).
9. E. Narke, “Journey in the Development of Biologics Through End of Phase III,” slide presentation for raps.org, www.slideshare.net/enarke/cmc-biologics-pathwaydraft8, accessed June 12, 2015.
10. E. Tranter et al., Br. J. Clin. Pharmacol. 76 (2), pp. 164–172.
11. G. Suntharalingam, et al., N. Engl. J. Med. 355, pp. 1018–1028 (September 7, 2006).
12. M. Mueller et al., J. of Bio. Chem. 297, pp. 26307–26313 (2004).
13. H. Sasaki and S.H. White, Biophys. J. 95 (2), pp. 986–993 (2008).
14. K. Takayama et al., J. of Bio. Chem. 269, pp. 2241–2244 (1994).
15. R.J. Roth and J. Levin, “Effects of Human Hemoglobin on Bacterial Endotoxin In Vitro and In Vivo,” in Endotoxin in Health and Disease, H. Brade et al., Eds., (Marcel Dekker, Inc., New York, NY, 1999), pp. 389–402.
16. J. Levin, “The Original Description of the Limulus Amebocyte Lysate (LAL) Test: From Past to Present,” presentation at the PDA 9th Annual Global Conference on Pharmaceutical Microbiology (Bethesda, MD, 2014).
17. S. Chemonges, J.P. Tung, and J.F. Fraser, Proteome Sci. 12 (1), pp. 12 (2014).
18. M.D. Neal et al., PLoS ONE, 8 (6), pp. e65779 (June 2013).
19. P.F. Slivka, et al., Chembiochem. 10 (4), pp. 645–649 (Mar. 2, 2009).
20. P. Libby and D.I. Simon, Circulation 103 (13), pp. 1718–1720 (Apr. 3, 2001).
21. K. Suvarna et al., American Pharm. Rev. 14 (1) (January/February 2011), www.americanpharmaceuticalreview.com/Featured-Articles/36755-Case-Studies-of-Microbial-Contamination-in-Biologic-Product-Manufacturing/, accessed June 12, 2015.
22. D.K.F Chandler, D.V. Volokhov, and V.E. Chizhikov, American Pharm. Rev., 14 (4) (May/June 2011), www.americanpharmaceuticalreview.com/Featured-Articles/37370-Historical-Overview-of-Mycoplasma-Testing-for-Production-of-Biologics/, accessed June 12, 2015.
23. R.J. Geraghty et al., Br. J. Cancer 111, pp. 1021–1046 (2014). ◆
Peer-Reviewed: Endotoxin Testing
ES639086_BP0715_033.pgs 07.06.2015 17:05 ADV blackyellowmagentacyan

34 BioPharm International www.biopharminternational.com July 2015
Fatih
do
nm
ez/
Gett
y Im
ag
es
BioPharm International spoke with
Stephan Krause, director of qual-
ity assurance, Laura Jeannel, asso-
ciate director of quality assurance,
and Paul Davis, senior manager of business
resilience, at AstraZeneca Biologics to get
the latest on performing risk management
in biopharmaceutical manufacturing.
Risk Assessment ChAllenges in BiophARmABioPharm: What top challenges do compa-
nies face when performing risk assessment
in biopharmaceutical manufacturing com-
pared with solid-dosage manufacturing?
AstraZeneca: In biopharmaceutical
manufacturing, microbial contamina-
tion is usually the greatest overall risk.
The primary factors that affect the risk of
microbial proliferation during hold times
are the growth-promoting properties of
the in-process materials, initial bioburden
level, and storage conditions. In general,
when risk ranking is performed for a par-
ticular manufacturing site, microbial fail-
ure events are only infrequently observed,
and similar, future events are difficult
to predict. It is challenging when poten-
tial risks are scored and then ranked.
Available risk scoring tools such as failure
mode and effects analysis (FMEA) should
be properly modified to allow suitable risk
ranking of high-impact risks with respect
to other less-impact risks due to the exist-
ing uncertainty factor(s) of some of the
high-impact risks.
Management reviews need to capture
and aggregate risks across manufacturing
campaigns to mitigate potential risks dur-
ing changeover. In general, a biopharma-
Risk Assessment and mitigation in Biopharmaceutical manufacturing
Susan Haigney
The challenges and strategies of
assessing and mitigating risk in
biopharmaceutical manufacturing are discussed.
Risk Assessment and mitigation
ES638692_BP0715_034.pgs 07.02.2015 18:39 ADV blackyellowmagentacyan

July 2015 www.biopharminternational.com BioPharm International 35
AL
L F
IGU
RE
S A
RE
CO
UR
TE
SY
OF
TH
E A
UT
HO
RS
ceutical manufacturer faces similar
business continuity risks as those of
traditional pharmaceutical manu-
facturers.
BioPharm: Does the use of single-
use systems (SUS) and/or equipment
present any specific challenges or
considerations when performing a
risk assessment?
AstraZeneca: The use of SUS
removes some of the risks that
would otherwise come with the
required cleaning process (e.g.,
cross-contamination and cleaning
residues). Risks that may arise with
the use of SUS may be the depen-
dency on the SUS supply/vendor
from a business continuity perspec-
tive. From a quality risk manage-
ment (QRM) perspective, the risks
are usually around product/material
compatibility (e.g., leachables, etc.).
While one risk source may effec-
tively be transferred outside, the
internal focus then turns toward
ensuring comprehensive controls are
in place for ensuring vendor quality
and continued supply.
Risk mitigAtion stRAtegiesBioPharm: What strategy does your
company use to mitigate risk in the
manufacture of biopharmaceuticals?
AstraZeneca: To obtain the most
valuable risk mitigation plans out of
the formal risk-scoring process, we
review and manage all risks cross-
functionally. Whenever possible, we
use the same risk identification, col-
lection, and analysis tools, regardless
of whether they may impact product
quality and/or business continuity.
Once collected, we primarily sepa-
rate risks based on either potential
quality/patient impact or production
impact (only). Depending on the
risk priority numbers, higher-scor-
ing risks are mitigated and results
reviewed and monitored by senior
management. Lower-scoring risks,
although individually of lesser con-
cerns, can be trended within a given
category and/or among different cat-
egories as needed.
For business continuity, all risks
are assessed and have action deci-
sions made by management, regard-
less of scoring level. The documented
actions are tracked through to com-
pletion. Multiple risk identifying
methods are maintained on an ongo-
ing basis. To account for changes in
the business environment, previ-
ously accepted risks are periodically
reviewed to determine if mitigation
is now required. Risk management
should be a continuous process to be
effective.
Using the same risk management
tool and a standardized process for
QRM, and all other business conti-
nuity risks, allows employees to
communicate risks as they are iden-
tified within all functional areas,
in a consistent manner. It is part
of our quality culture to encourage
all employees to submit their per-
ceived risks. It is important that all
CAPAs [corrective actions and pre-
ventive actions] identified fully
address the corresponding risks and
failure modes. Within our company,
we have a tiered approach, which
includes risk registers, for both qual-
ity and business continuity, at the site
and corporate level.
RegulAtoRy RequiRementsBioPharm: What are the specific
regulatory requirements for risk
assessment and mitigation in bio-
pharmaceutical manufacturing?
AstraZeneca: We are required to
follow International Conference on
Harmonization (ICH) Q9 for QRM
and ICH Q10 (1, 2) for the risk over-
sight by senior quality manage-
ment. Regulatory expectations exist
that risk assessments are performed
as part of individual quality sys-
tems including proactive systems
(e.g., training programs, self-inspec-
tions, change control, validation,
etc.) and reactive systems (e.g., devi-
ations, out of specification, supplier
complaints, etc.).
It should be in the interest of the
manufacturer to invest time and
resources into the QRM process as
the QRM results may ultimately
allow for less testing, auditing, con-
trol elements, etc. Although QRM
should not be used entirely for the
purpose of avoiding work, it can
reduce time and work required com-
pared with when QRM is not used
and all risks are equally addressed.
Risk Assessment toolsBioPharm: What current tools are used
in risk assessment and mitigation in
biopharma manufacturing? Are there
tools in development?
AstraZeneca: We often use a modi-
fied version of the FMEA tool, similar
to what is published in Parenteral
Drug Association (PDA) Technical
Report (TR) 44 and PDA TR 54 (for
biopharmaceuticals) (3, 4). An FMEA
is appropriate for managing risks for
processes in late-stage clinical and/
or commercial manufacturing. A
modification of the standard FMEA
table(s) may be required, or a differ-
ent/simpler QRM tool can be used
when assessing risks with an associ-
ated high uncertainty component.
For example, when assessing initial
and post-mitigation risks as part of
the manufacturing plant’s control
strategy for virus contamination pre-
vention, there is likely no previous
occurrence within a specific plant
to score likelihood based on history
(microbial contamination) and/or
detectability. Although the impact
score would likely be at its maxi-
mum, the occurrence/likelihood can
be difficult to scale in a meaning-
Risk Assessment and mitigation
it is important that
all CApAs identified
fully address the
corresponding risks
and failure modes.
ES638693_BP0715_035.pgs 07.02.2015 18:39 ADV blackyellowmagentacyan

36 BioPharm International www.biopharminternational.com July 2015
ful way. In addition, the detectabil-
ity score also contains a relatively
high uncertainty score as we may
not have data for all critical sampling
points and/or not all viruses may be
detected by the available method(s).
Within development, simpler and
less formal QRM tools are preferred.
For example, it can be challenging
to score and rank meaningfully the
critical quality attributes (CQA) when
developing a control strategy. Most
often, there is not much patient data
from the clinical studies or adverse
events cannot be directly linked to
specific CQA levels. The uncertainty
factor often outweighs any avail-
able data or knowledge and typically
drives the need for a low occurrence
rating in manufacturing prior to set-
ting the (final) control strategy.
Regardless of the tools being uti-
lized, the most important element
for success is fostering a risk-manage-
ment culture throughout the orga-
nization. Risk management should
be seen as the responsibility of every
employee. All employees should be
empowered and accountable for iden-
tifying and mitigating risk.
the pRoBlem of DRug shoRtAgesBioPharm: What role does risk mitiga-
tion play in drug shortages? Does this
role affect biopharmaceuticals more or
less than solid-dosage manufacturing?
AstraZeneca: For drug shortages,
risk mitigation is important for
many drugs, and biopharmaceuti-
cals are no exception. Some of the
reasons leading to supply short-
ages could be increased market
demand, poor product quality and/
or GMP practice, increasing regu-
latory expectations, or limited or
competing manufacturing capac-
ity. PDA TR 68, Risk-Based Approach
for Prevention and Management of
Drug Shortages, provides an excel-
lent overview of the QRM process
to prevent/manage supply shortages
for biopharmaceuticals (and other
drugs) (5).
When mitigating the risk of drug
shortages, it is important to take a
global view of the overall supply
chain, in addition to establishing
comprehensive risk-management
programs at each manufacturing
location. Each location and/or critical
supply function then becomes a link
in the overall supply chain. It is then
a matter of developing recovery plans
in the event of a disruption.
RefeRenCes 1. ICH, Q9 Quality Risk Management
(ICH, June 2006).
2. ICH, Q10 Pharmaceutical Quality
System (ICH, 2009).
3. PDA, Technical Report 44, Quality
Risk Management for Aseptic
Processes (PDA, 2008).
4. PDA, Technical Report 54, Implementation
of Quality Risk Management for
Pharmaceutical and Biotechnology
Manufacturing Operations (PDA, 2012).
5. PDA Technical Report 68, Risk-Based
Approach for Prevention and Management
of Drug Shortages (PDA, 2014). ◆
Risk Assessment and mitigation
When mitigating the
risk of drug shortages,
it is important to take
a global view of the
overall supply chain.
Call for Papers * Call for Papers * Call for Papers
BioPharm International integrates the science and business of biopharmaceutical development and manufacturing. We provide practical, peer-reviewed technical solutions to enable biopharmaceutical professionals to perform their jobs more effectively.
We are currently seeking novel research articles for our peer-reviewed journal as well as manuscripts for our special issues. Submitted manuscripts should be sufficiently novel to be of interest to an experienced audience. Articles should be data driven and provide sufficient technical detail to support the main thesis or should offer a novel synthesis of existing data. Topics should be timely and useful and should focus on the development of peptides, monoclonal antibodies, fusion proteins, other thera-peutic proteins, nucleic acids, vaccines, cells for cell therapy, and any other class of biotechnologically generated molecular class.
For peer-reviewed papers, members of BioPharm International’s Editorial Advisory Board and other industry experts review manuscripts on technical and regulatory topics. The review process is double-blind. Manuscripts are reviewed on a rolling basis.
Our single-themed issues, which include literature reviews and tutorials, cover a range of topics. Upcoming issues address out-sourcing and bioprocessing.
BioPharm International readers are involved in product and process development, manufacturing, quality control/quality assur-ance, analytical technologies, regulatory affairs, plant and project engineering and design, and corporate management for the entire scope of biopharmaceutical products, including therapeutic peptides, proteins, nucleic acids, and cells for cell therapies and regenerative medicine, as well as both therapeutic and prophylactic vaccines.
Please visit our website, www.BioPharmInternational.com, to view our full Author Guidelines. Manuscripts may be sent to Editorial Director Rita Peters at [email protected].
WWW.BiophARminteRnAtionAl.Com
ES638691_BP0715_036.pgs 07.02.2015 18:39 ADV blackyellowmagentacyan

July 2015 www.biopharminternational.com BioPharm International 37
Jaso
n B
utc
her/
Gett
y Im
ag
es
The raw materials used in the
manufacture of biologic drugs
come from different sources:
animals (although use of such
materials is decreasing), plants, and—
more frequently—chemically derived
ingredients. As a result, it is not pos-
sible to know all of the possible viral
contaminants that may be present.
The biopharmaceutical industry has
consequently taken extensive mea-
sures to prevent contamination and
continues to develop advanced ana-
lytical methods to detect both known
and unknown viruses. Traditional
cell-based assays are broad-based and
generally effective, but do suffer limi-
tations, such as lengthy test times.
Rapid nucleic acid-based techniques
have been developed as alternatives,
but they often only target specific
viral agents. The methods under inves-
tigation today enable the identifica-
tion of multiple viruses, but issues
must be addressed before they can be
fully adopted by industry.
Technology advances drive inTeresT in new meThodsAdventit ious agents are microbial
contaminants that are introduced
inadvertently into a biopharmaceu-
tical manufacturing process. Even
if they are not harmful to patients,
they are impurities and are undesired.
Although current industry processes
and analytical techniques have been
effective in keeping biologic drugs safe
from viral contamination, there has
been significant scientific progress
viral detection Technologies must continue to evolve
Cynthia A. Challener
Advances in adventitious
agent detection
methodology are bringing benefits, but more work
needs to be done.
Cynthia A. Challener, PhD,
is a contributing editor at
BioPharm International.
Quality/analytical
ES637902_BP0715_037.pgs 07.01.2015 16:38 ADV blackyellowmagentacyan

38 BioPharm International www.biopharminternational.com July 2015
with respect to viral detection,
and these advances are attracting
the interest of the biopharmaceu-
tical industry.
Several important steps have
been taken by the industry to
prevent contamination, includ-
ing the movement away from
a n ima l -based to chemica l ly
der ived mater ia ls, the use of
well-characterized cell lines, and
the implementation of risk-miti-
gation and control strategies for
sourcing activities. The imple-
mentation of process steps that
minimize the risk of viral infec-
tion, such as heat treatment and
viral f i ltration, has also been
highly effective.
In fact, it is important that
these approaches be combined
with extensive analytical testing,
according to Ivar Kljavin, direc-
tor of adventitious agent man-
agement with Genentech. “It is
not possible to prove a negative
result with analytical testing, and
therefore, testing, while a critical
part of an effective solution for
viral contamination prevention,
is not sufficient alone,” he asserts.
T he convent iona l in v i t ro
adventitious virus assay, which
uses various indicator cell lines
for detection of viruses, is sensi-
tive and can potentially detect
one infectious virus particle, but
the virus must replicate in at least
one of the indicator cell types
and produce some type of detect-
able effect (visual for cytopathic
effects and/or hemadsorption
or hemagglutination for specific
red blood cells). False negatives
are possible if a virus replicates
but does not cause a detectable
effect or is present but does not
replicate in the specific indica-
tor cells. There is also some vari-
ability with cell-based assays, and
these tests typically take 14–28
days, during which time con-
taminated materials may be sent
downstream for further process-
ing. The need to decontaminate
a production facility can lead to
significant disruption of the drug
supply, a situation that is unac-
ceptable, according to Kljavin.
Despite t hese l imitat ions ,
when used in conjunction with
other risk-mitigating steps like
viral clearance validation, cell-
based assays are effective. New,
broader, more sensit ive, and
more rapid assays have been
developed, however, that are
attracting the interest of the bio-
pharmaceutical industry.
sTaTe of The arTThe Parenteral Drug Association
(PDA) has been work ing on
a technical report represent-
ing some of the best thinking
of technology developers, users,
and regulators on viral detec-
t ion methods . Accord ing to
Paul Duncan, senior principal
scientist for vaccine analytical
development in vaccine biopro-
cess R&D with Merck Research
Laboratories, based on this work,
it appears that the profile for the
polymerase chain reaction (PCR)
mass spectrometry approach has
decreased somewhat in recent
years, perhaps due to a shift in
focus to clinical diagnostic appli-
cations. He also notes that vari-
ous microarray opt ions ex ist
and have interesting advantages,
including rapid turnaround, but
their accessibility is limited. A
compelling ‘product presenta-
tion’ that would fit into factories
as in-process rapid decision-mak-
ing tools (not necessar i ly for
product release, though) is still
lacking. “On the other hand,” he
says, “massively parallel sequenc-
ing is now readily available, and
some commercial test ing labs
are quite good at processing the
datasets and reaching reasonable
conclusions. Of course, several
large pharma companies are also
developing their own expertise
and capabilities.” He does note,
though, that the turnaround
time for the sequencing approach
is longer, and bioinformat ic
analysis is still an area of active
development.
gmP validaTion a key issueUse of new viral detection meth-
ods in commercial biopharma-
ceut ica l manufac tur ing in a
GMP testing environment may
require system validation, lock-
down, and archival, business and
regulatory acceptance, which
are challenging issues to address
at this time. “There is a need to
continue evolving these systems
to keep up with expanding data-
bases, improvements in comput-
ing infrastructure, analysis tools,
and algorithms, yet at the same
time maintain GMP change con-
trol,” Duncan explains. In addi-
tion, he points out that replacing
existing tests with any of these
newer techniques involves the
added complexity of defending
the suitability (breadth and sen-
sitivity of detection) of the new
methods to regulators in not just
one, but every intended market.
Manufacturers would also have
to come to terms with new types
of specifications and manage the
risk of false positives.
Having said that, at the present
time newer viral detection analy-
ses do have a use in biopharma-
ceutical development and perhaps
even manufacturing as character-
ization and investigation tools,
according to Duncan. “These new
analytical tools certainly have
a place where scientific validity
through suitable controls is the
main concern,” he says.
PreParaTion is of Primary imPorTanceSample selection and process-
ing determine what is possible to
detect and how results must be
interpreted, according to Duncan.
Quality/analytical
ES637903_BP0715_038.pgs 07.01.2015 16:38 ADV blackyellowmagentacyan

July 2015 www.biopharminternational.com BioPharm International 39
In particular, sample selection
requires understanding the differ-
ent ‘compartments’ and the types
and packaging of nucleic acids to
be expected in each. Cell pellets
and whole culture lysates present
different challenges and oppor-
tunities than cell-free superna-
tants or raw material solutions,
for instance. “There are tradeoffs
in the selection of any given
compartment, and also tradeoffs
in sampling all compartments at
once,” he observes.
In add it ion, the se lec t ion
of just one sample type with-
out adequate controls can make
interpretation of results unnec-
essarily complex. On the other
hand, the preparation of sepa-
rate RNA and DNA extractions
instead of combined total nucleic
acid extractions may help differ-
entiate the relevance of some sig-
nals. Concentrating samples from
some matrices to achieve higher
sensitivity can also be surpris-
ingly challenging; there may be,
for example, differential effects
on recovery of different viruses,
according to Duncan.
For e ac h c a s e , t he r e a r e
likely many viable alternative
approaches, but defending any
selected approach requires a sig-
nificant effort, because the goal is
to detect all possible viruses—or
adding even more complexity—
the detection of all possible bac-
teria and fungi as well. Sample
processing also creates an oppor-
tunity for cross-contamination,
and therefore, Duncan notes that
significant care is needed to pre-
vent false positives and unneces-
sary investigation.
huge role for bioinformaTicsBioinformatic analysis must parse
meaningful information from
a noisy background. The chal-
lenge is detection of not only
glaringly obvious viral signatures
(high levels of complete cover-
age of known viral genomes),
but also hints of signatures of
agents that are unknown and/or
unexpected, that may be pres-
ent at low levels in the midst of
tens to hundreds of millions of
other sequence reads. The com-
putational infrastructure must be
sufficiently scaled, or else even
terrific software will have lim-
ited success, given the analysis
challenges. That isn’t the only
issue. “Not all software can be
readily translated across different
computational platforms, so per-
haps bioinformatics analysis solu-
tions may need to be developed
to some extent in the context of
the specif ic high-performance
computational infrastructure,”
Duncan adds. He also notes that
once detected, some interpreta-
tion of these signatures is then
required to determine if they sug-
gest actual infectious contamina-
tion or just normal inactivated
process residual nucleic acid from
input materials.
enhancing accePTanceBeyond further improvement in
the newer, advanced viral detec-
t ion technologies themselves,
Duncan believes that there are
additional steps the biopharma-
ceutical manufacturing industry
can take to improve their accep-
tance. Better control of upstream
bioprocessing could make it less
necessary to rely solely on con-
ventional non-real-time testing
for assurance of culture integ-
rity, and perhaps allow for more
in-line or near-real-time process
monitoring approaches. “Such
an approach may be a tougher
sell in the viral vaccines space,
but could be a realistic oppor-
tunity for some biologics where
there are extremely robust down-
stream viral inactivation/clear-
ance systems in place,” he says.
“Examples of such advances
cou ld a rg uably inc lude, for
instance, single-use processing
and otherwise better use of closed
systems, chemica l ly- de f ined
media, and a better understand-
ing of other inputs including cell
substrates,” Duncan continues.
He adds that longer-term perfu-
sion cultures and continuous
downstream processing will also
require better in-line and near-
real-time means for defending
culture integrity.
PracTical fuTureFor practical use in the future,
Duncan would also like to see
factory-friendly presentations of
systems that do not rely on de
novo sequencing and would like
to have the opportunity to evalu-
ate in some detail how well they
work at detecting real contamina-
tions, because they might be the
most rapid options in the near
term. “It is possible that such sys-
tems already approach the sensi-
tivity needed to be meaningful
and practical,” he notes.
In the longer term, Duncan
be l ieve s t hat shor te r t u r n-
a round t imes w ith sequenc-
ing might be achievable, but at
the cost of generating an astro-
nomica l amount of data for
which archiving could become
a real issue. “For applications of
sequencing that may not require
such rapid turnaround, such as
cell-substrate characterization in
early development, there is also
still a need to raise the under-
stand ing of many technica l
issues among technology devel-
opers, service laboratories, bio-
pharmaceutical companies, and
regulators in order to assure that
potential adventitious or endog-
enous agent-related issues in bio-
logical production systems can
be detected and addressed,” he
asserts. An interest group spon-
sored by PDA is actively pursu-
ing this goal and welcomes active
contributors. ◆
Quality/analytical
ES637901_BP0715_039.pgs 07.01.2015 16:37 ADV blackyellowmagentacyan

40 BioPharm International www.biopharminternational.com July 2015
Analytical Best Practices
Imag
e: P
AS
IEK
A/S
cie
nce P
hoto
Lib
rary
/Gett
y.
Robust Optimization, Simulation, and Effective Design Space Approaches to the generation of process models, optimization techniques, and application of a design space are explored.
Developing product knowledge and
process understanding is at the
heart of modern drug development.
Establishing a clear line of sight between crit-
ical quality attributes (CQAs), process param-
eters, and material attributes is a primary
goal of drug development. Even though there
are ICH guidance documents such as Q8 and
Q11 that define what a design space is, there
is still a poor understanding of the meaning
and application of a design space.
ICH Q8, Pharmaceutical Development (1)
defines a design space as:
“The multidimensional combination and
interaction of input variables (e.g., material
attributes) and process parameters that have
been demonstrated to provide assurance of
quality. Working within the design space is
not considered as a change. Movement out of
the design space is considered to be a change
and would normally initiate a regulatory post
approval change process. Design space is pro-
posed by the applicant and is subject to regula-
tory assessment and approval.“
This paper explores technically rigorous
approaches to the generation of process mod-
els, optimization techniques for selection of
set points, and application of a design space to
defined CQAs and safe operational ranges.
Design of experiments (DOE) and other mul-
tivariate analysis techniques assist the developer
in mapping out the design space and building
process models. Once the DOE is complete, the
developer can use the DOE to build a process
model, define the design space, and run simula-
tions for various optimums and to determine
effective factor ranges where the out-of-specifi-
cation (OOS) rates will be acceptable.
In reference to modern drug development
ICH Q11, Development and Manufacture of Drug
Substances states (2):
“R isk assessment can be used dur ing
development to identify those parts of the
manufacturing process l ikely to have an
impact on potent ia l CQAs. Fur ther r isk
assessments can be used to focus devel-
opment work on areas for which bet ter
understanding of the link between process
and quality is needed. Using an enhanced
approach, the determination of appropriate
material specifications and process param-
eter ranges could follow a sequence such as
the one shown below:
• Identify potential sources of process vari-
ability.
• Identify the material attributes and pro-
cess parameters likely to have the greatest
impact on drug substance quality. This
can be based on prior knowledge and risk
assessment tools.
• Design and conduct studies (e.g., mecha-
nistic and/or kinetic evaluations, multi-
variate design of experiments, simulations,
modelling) to identify and confirm the
links and relationships of material attri-
butes and process parameters to drug sub-
stance CQAs.
• Analyze and assess the data to establish
appropriate ranges, including establish-
ment of a design space if desired.”
The following are generally accepted key
steps for building a process model and using
the model for development of product knowl-
Optimization works to find
the best solution that meets
all cQA requirements.
ES638877_BP0715_040.pgs 07.03.2015 00:24 ADV blackyellowmagentacyan

July 2015 www.biopharminternational.com BioPharm International 41
Analytical Best Practices
edge, process understanding, and
regulatory submission:
1. State all CQAs of interest and
their limits (upper specifica-
tion limit [USL] and lower
specification limit [LSL]).
2. Define the scale (small and/
or at scale).
3. Def ine a l l processes and
materials that will be used.
4. Complete a risk assessment
(high level for all unit opera-
tions and low level for indi-
vidual unit operations and
materials).
5. Develop all single-factor and
multiple-factor study designs
and DOEs, include interac-
tions and quadratics where
indicated by the risk assess-
ment.
6. Bui ld the process model
from the analysis of experi-
mental data and determine
all crit ical process param-
eters and critical material
attributes.
7. Optimize the process and
def ine the recipe and set
points at their best value
(robust optimization).
8. Evaluate the set points using
the design space to evaluate
margin.
9. Evaluate the design space
using simulation and evalu-
ate parts per million (PPM)
OOS.
10. S e t n o r m a l o p e r a t i n g
ranges and proven accept-
able ranges with margin.
11. Verify the small-scale and
at-scale results. Rescale the
small-scale model to match
the at scale process.
12. Define the effective design
space used for process con-
trol and define the purpose
of the design space.
Steps 7–12 will be discussed in
detail in this paper.
SteP Seven: OPtimize the PrOceSS And define the Set POintSW hen de te r m i n i ng t he r e c-
ipe for a formulat ion or pro -
cess (set points) there are two
methods that can be used. The
f irst is optimization, and the
second is robust optimization.
Opt imizat ion work s to f ind
the best solution that meets all
CQA requirements (see Figure
1), robust optimizat ion works
to assure the minimum trans-
mitted variation occurs for all
CQA goals. The dif ference in
the two approaches is optimiza-
tion works to achieve all goals
and limits for all CQAs; robust
opt imizat ion does the same
but in addition it works to find
the point in the design space
where the first derivative (SAS/
JMP) (see Figure 2) equals zero,
also known as the sweet spot.
Mathematically, the sweet spot
is found where the f irst deriv-
at ive of each response w ith
respect to each noise factor are
zero. Software programs such
as SAS/JMP have these features
built in. Robust optimization
reduces var iat ion at the oper-
ational target and is generally
preferred over other optimiza-
tion strategies.
Figure 1: Robust optimization for a target concentration.
Figure 2: Partial derivative for robust optimization.
Optimization
Optimization
Optimization
Optimization
11
10
9
8
7
6
5
4
22 23 24 25 26 27 28 29 30Temp
NaCl
Robust
Optimization
AL
L F
IGU
RE
S A
RE
CO
UR
TE
SY
OF
TH
E A
UT
HO
R.
ES638878_BP0715_041.pgs 07.03.2015 00:24 ADV blackyellowmagentacyan

42 BioPharm International www.biopharminternational.com July 2015
Analytical Best Practices
To achieve superior results and to
find the robust optimum, two-fac-
tor interactions and quadratic terms
must be included in the model.
Main effects, quadratics, and inter-
actions must be considered during
the risk assessment and part of the
DOE design. Main effects only and/
or screening type experiments will
not result in a robust solution.
SteP eight: evAluAte the Set POintS uSing the deSign SPAceOnce the set points have been
selected, the visualization of the
design space can be generated.
Every DOE can create a design
space. Care needs to be exercised
in understanding and interpret-
ing a design space. The visualiza-
tion of the design space is of the
mean (average) in the response
surface (see Figure 3) relative to
the limits of the CQAs. Many
think that being anywhere in the
white space will achieve a good
result and being in the colored
or shaded area is bad. That is an
incorrect interpretation of the
graph. Just being in the white
area is no assurance that each
batch, vial, or syringe will be
in specification, only that the
average from the process model
will be within the limits. Also
any visualization of the design
space is static; the actual design
space is dynamic depending on
the settings of the other factors.
Only simulation (3) can explore
and evaluate settings within the
design space, examine potential
failure rates, and evaluate the
dynamic nature of the process.
SteP nine: evAluAte the deSign SPAce uSing SimulAtiOnTo simulate batch-to-batch, unit-
to-unit, or vial-to-vial variation
at the set point, Monte Carlo
simulation is used. OOS capabil-
Figure 3: Visualization of the design space.
3
4
5
6
7
8
9
10
11
Titer
Concentration
%HMW
100 125 150 175 200
Load (OD)
NaC
l
NOR Ranges 4.5 Sigma PAR Ranges 6 Sigma PAR Ranges
FactorsSet
Point
% of
Mean
1 Std at
Set PointParameters -3 Nominal 3 -4.5 Nominal 4.5 -6 Nominal 6
Load OD 150.2 5% 5 Load OD 135.20 150.20 165.20 127.70 150.20 172.70 120.20 150.20 180.20
NaCl 10 1% 0.15 NaCl 9.55 10.00 10.45 9.33 10.00 10.68 9.10 10.00 10.90
Temperature 28.6 1% 0.1 Temperature 28.30 28.60 28.90 28.15 28.60 29.05 28.00 28.60 29.20
Flow Rate 21.07 5% 1 Flow Rate 18.07 21.07 24.07 16.57 21.07 25.57 15.07 21.07 27.07
Nominal PPM* 0 2 10
Success Rate 100.0000% 99.9998% 99.9990%
Based on 100,000 simulated purfication runs
*parts per million
Table I: Normal operating range and proven acceptable range evaluation.
ES638876_BP0715_042.pgs 07.03.2015 00:24 ADV blackyellowmagentacyan

July 2015 www.biopharminternational.com BioPharm International 43
Analytical Best Practices
ity in PPM should be targeted to
less than 100 for each CQA or
lower. The simulation includes
three key sources of variation:
the mathematical expression or
model from the characterized
product or process; variation of
each factor at the targeted set
point; and the residual variation
not accounted for by the model
(4). The residual variation is the
root mean squared error (RMSE)
f rom the model and includes
the variation from the analyti-
cal method as well as any other
uncontrolled factor when build-
ing the model.
A good understanding of the
process or equipment capability
will aid the developer in build-
ing the simulation (see Figure
4). Normal, truncated, and non-
normal distr ibutions are used
to inject the simulated noise
plus the RMSE and ref lect it
onto the model to predict the
CQA response. The more accu-
rately the variation at set point is
understood, the more accurately
it will reflect OOS release rates of
drug substance or drug product.
An important addition to the
design space is the edge of failure
graph (see Figure 5). The edge of
failure graph is recommended to
visualize the design margin and
failure rates that will occur from
the process in volume. Red dots are
OOS, and green are in specification.
SteP ten: Set nOrmAl OPerAting rAngeS And PrOven AccePtABle rAngeS To evaluate normal operating ranges
(NOR) and proven acceptable ranges
(PAR), the simulation injects varia-
tion at set point, 3 sigma, 4.5 sigma,
and 6 sigma ranges (see Table I) are
typically evaluated for their asso-
ciated PPM. Normal, non-normal,
actual re-sampling from measure-
Figure 4: Simulation using the process model.
Prediction Profler
1000
1300
16001271.53
[1247.31,
1295.75]
2.352.452.552.652.539901
[2.50962,
2.57018]
0
10154.545436
[3.33438,
5.75649]
0.69388
Desi
rab
ilit
y
5
150.20817
Load (OD)
Random
Normal
Mean
SD
150.208
5
28.636767
Temp
Random
Normal
Mean
SD
28.6368
0.15
10
NaCl
Random
Normal
Mean
SD
10
0.1
21.077257
Flow Rate
Random
Normal
Mean
SD
21.0773
1
Desirability
Defect
Titer
Concentration
%HMW
All
Rate
0
0.00001
0
0.00001
PPM
0
10
0
10
M ean
1270.64
2.53998
4.6453
SD
29.8877
0.00643
0.32733
Simulator
Responses
Titer Add Random Noise Std Dev: 1.6329932
Concentration Add Random Noise Std Dev: 0.0020412
%HMW Add Random Noise Std Dev: 0.0816497
N Runs: 100000
Simulate to Table
Spec Limits
Response
Titer
Concentration
%HMW
LSL
1000
2.51
.
USL
.
2.57
8
ES638875_BP0715_043.pgs 07.03.2015 00:24 ADV blackyellowmagentacyan

44 BioPharm International www.biopharminternational.com July 2015
Analytical Best Practices
ments, and uniform distributions
can be used to evaluate PPM rates.
Typically, the limits are set to assure
the CQA PPM failure rates are below
100. Uniform distributions should be
used if processing to range; normal
distributions are typically used when
processing to target; however, other
distributions are possible based on
the product and the problem.
SteP eleven: verify the SmAll-ScAle And At-ScAle reSultSVerification and validation (5)
runs at the robust optimum are
performed to verify the model
prediction and the actual mea-
surements a re in ag reement.
Typical acceptance criteria con-
firm the small- or at-scale mea-
surements are within the 99%
quantile interval from the simu-
lated results. If there is a detected
shift between the small-scale and
at-scale data, the model can be
rescaled/calibrated to match the
at-scale results. Some mechanistic
understanding of the scale differ-
ence is generally recommended
when scale effects are detected.
SteP twelve: define the effective deSign SPAce thAt will Be uSed fOr PrOceSS cOntrOlFinal ly, there is a d i f ference
between the v isual izat ion of
the design space and the effec-
tive design space an applicant
may want to file with the health
authorities. The effective design
space is the region where no
OOS events occur and/or the
applicant will adjust to correct
for processing conditions, raw
material potency, and/or dose
or formulation requirements. In
most cases, the effective design
space is much smaller in range
than the visualized design space.
SummAryKnowing how to complete a risk
assessment and design an appro-
priate experiment are only two
key steps in a series of develop-
ment activities. Knowing how to
complete the development, select
the robust optimum, simulate
potential OOS rates for all CQAs,
determine and evaluate design
margin, find the NOR and PAR
limits, and define and defend the
effective design space are essen-
tial skills that all those that work
in drug development. These skills
should be gained by instruc-
tion and by practical experience
working on drug substance and
drug product and with the health
authorities on filing the design
space and associated control plans.
referenceS 1. ICH, Q8, Pharmaceutical
Development (ICH, November 2005).
2. ICH, Q11, Development and
Manufacture of Drug Substances
(ICH, November 2012)
3. SAS/JMP Software, Profilers and
Simulation, Version 12, May 2015
4. T. Little, Robust Optimization, Design
Space and Tolerance Design (Course
Notes, 2015)
5. FDA, Process Validation, General
Principles and Practices (FDA,
January 2011). ◆
Figure 5: Edge of failure and simulated design margin.
Edge of Failure
1000
110011601220128013401400
2.52.512.522.532.542.552.56257
2.5
3.5
4.5
5.5
6.5
8
144 162 180
Load (OD)
28.3 28.9
Temp
4.65 4.95 5.25
NaCl
22 25 28
Flow Rate
there is a difference
between the
visualization of the
design space and
the effective design
space an applicant
may want.
ES638881_BP0715_044.pgs 07.03.2015 00:24 ADV blackyellowmagentacyan

July 2015 www.biopharminternational.com BioPharm International 45
Pa
ge h
ea
de
r im
ag
e: A
rth
ur
S. A
ub
ry/G
ett
y I
ma
ge
s
NEW BENCH TOP TANGENTIAL
FLOW PERFUSION SYSTEM
The KML™-100 [KrosFlo® MagLev] Benchtop
Perfusion System is designed for managing
1.5 to 100 L working volume bioreactors
using gamma sterilized single-use perfusion
flow-paths. The system uses a single-use, non-
pulsating, levitating magnetic pump controlled by the PLC. The pump is low shear
for improved cell viability. The KML is completely integrated with a touchscreen
to display pressures, flows, weights, and process overview. SpectrumLabs.com,
tel. 310.885.4600, www.spectrumlabs.com/perfusion/perfusionsystems.html
BIOPHARMACEUTICAL CONTRACT
MANUFACTURING SERVICES
Cytovance® Biologics is a
biopharmaceutical contract
manufacturing company specializing
in the production of therapeutic
proteins and antibodies from both
mammalian cell culture and microbial fermentation. Cytovance offers
cell-line development, process development services, cGMP cell banking
and storage, recovery and purification development, stability testing, and
regulatory support services. Cytovance, www.cytovance.com.
CELEBRATE PERFORMANCE WITH THE
NEW EX-CELL® ADVANCED™ CHO
FED-BATCH PLATFORM BY SAFC®
Introducing the next generation in chemically-defined CHO fed-batch media. This contemporary media and feed platform was
developed across a wide range of CHO cell lines commonly used in industrial bio-manufacturing with an emphasis on simple adaptation (regardless of cell bank medium), demonstrated performance with sustained high biomass and maximum titers, and formulations allowing for flexibility to adjust protein quality attributes as needed. For more information or to try a sample, please visit us at www.Sigma-Aldrich.com/CHOperformance, SAFC®
TOSOH BIOSCIENCE
CaPure-HA™ from Tosoh Bioscience LLC is for the purification of multiple classes of biomolecules including monoclonal and polyclonal antibodies, antibody isoforms, isozymes, antibody fragments, and the isolation of single-stranded from double-stranded DNA. The highly selective and robust nature of CaPure-HA offers the flexibility to use
this resin at any stage in a process from capture to final polishing. Tosoh Bioscience, LLC, 3604 Horizon Drive, Suite 100, King of Prussia, PA 19406 • www.tosohbioscience.com • tel. 484.805.1219 • [email protected]
New Technology Showcase
PRODUCT SPOTLIGHT
Bioreactor Harnesses
Single-Use ProcessSartorius Stedim
Biotech’s Sartoclear
Dynamics is a
clarification system
designed to harvest
mammalian cell
cultures with high
cell densities
using single-
use technology.
Ultrapure
diatomaceous earth (DE) is available in prefilled
single-use bags in sizes ranging from 0.5 kg to 10
kg. The system allows DE to be mixed into the cell
culture fluid via a quick-connect adapter for dust-free
powder transfer, while filter blockage is prevented
by a porous filter aid. The system’s fully single-use
process enables harvesting of cultures up to 2000 L.
Sartorius Stedim Biotech
www.sartorius.com
High-Pressure Homogenizer
Reduces MaintenanceGEA’s Panther NS3006L high-pressure homogenizer is a standalone unit designed to reduce particle size to nanometer ranges for injectable drugs. Continuous operation allows up to 1500 bar for limited productions in pilot plants. The ergonomic unit is made from Super Duplex SS alloy, fitted with wear-resistant parts, and has an analog pressure gauge in a sanitary design with built-in pulsation damper. The unit also has a rupture type, sharp-edge homogenizing valve (Stellite) in special abrasion and wear-resistant material.
GEA Niro Soavi
www.nirosoavi.com
ES638704_BP0715_045.pgs 07.02.2015 18:47 ADV blackyellowmagentacyan

GSK Invests $95 Million in Gene Control ResearchOn June 16, 2015, GlaxoSmithKline (GSK) announced it
would invest $95 million to launch an independent, non-
profit in Seattle, WA. The new company, Altius Institute
for Biomedical Sciences, will research and develop new
technologies and approaches “for decoding how genes are
controlled and how a cell’s ‘operating system’ functions in
health and disease,” according to a press release.
Led by John A. Stamatoyannopoulos, MD, leader in gene
regulation and professor of genome sciences and medicine
at the University of Washington School of Medicine, the
group will be independent from GSK, operating with its own
management, board of directors, and external advisors. Per
the agreement, GSK and Altius have entered a 10-year, $95
million collaboration in which GSK will provide cash and
resources to Altius during the first five years to further the
institute’s research. There is the potential for additional
funding from GSK to apply discoveries from Altius to a range
of projects identified by GSK. The agreement also allows GSK
to “retain first rights to option the Institute’s inventions, and
to invest in commercialization of the discoveries via spinout
companies,” according to a press release. The collaboration
is intended to enable rapid translation of genetics research
technology to the drug-discovery process. The ability to
understand and control a cell’s genes may increase the
probability that a drug will succeed in targeting the right
disease once in late-stage development.
“Dramatic breakthroughs in understanding how the human
genome functions are still in their infancy in terms of how
they can be applied to drug discovery, but we can see their
potential to transform the process. This is not an incremental
change. We are aiming for transformative outcomes that could
improve our ability to bring innovative and more effective new
medicines to patients,” said Lon Cardon, senior vice-president
of Alternative Discovery and Development at GSK, in the
press release.
Penn Announces Gene Therapy Collaboration with WuXiThe University of Pennsylvania (Penn) announced on June 15, 2015 that it had entered into a manufacturing collaboration with WuXi AppTec. The collaboration was developed to combine Penn’s viral vector production with the knowledge of manufacturing and infrastructure from WuXi. Penn will work with WuXi on manufacturing processes within cGMP guidelines for the production of viral vectors in WuXi’s 145,000 ft2 facility at the Navy Yard in Philadelphia, PA.
The Gene Therapy Program at Penn researches gene therapies to develop gene vectors derived from recombinant viruses, with a focus on developing new adeno-associated virus (AAV) vectors, as well as adenovirus and lentivirus research. According to a press release, the “current clinical focus is in the area of orphan and infectious diseases,” and collaboration with academic and biopharmaceutical partners helps with clinical translation of the research.
“Advances in the technology of gene transfer developed at the University of Pennsylvania have ushered in an era of exciting translational research in gene therapy. A critical step toward successful commercialization of these products is the development of processes and analytics for scalable production of vectors,” said James M. Wilson MD, PhD, professor and director of the Gene Therapy Program and the Orphan Disease Center at the Perelman School of Medicine, in a press release.
REGENXBIO and WuXi AppTec Collaborate on Gene Therapy REGENXBIO entered into an exclusive strategic manufacturing collaboration with WuXi AppTec, the companies announced June 11, 2015. REGENXBIO plans to establish efficient, scalable cGMP manufacturing processes for adeno-associated virus (AAV) gene therapy treatments incorporating REGENXBIO’s NAV Technology.
Under the terms of the agreement, REGENXBIO and WuXi will establish a proprietary production process for NAV Technology treatments designed to enable the rapid advancement of REGENXBIO’s and licensees’ therapeutic programs from clinical trials through commercialization in WuXi’s 145,000 ft2 cGMP facility in Philadelphia, PA.
46 BioPharm International www.biopharminternational.com July 2015
Gene Therapies Development Update
Ma
cie
j F
rolo
w/G
ett
y Im
ag
es
Ad Index
Company Page
ANTITOPE LIMITED 13
COVANCE Cover Tip, 48
CYTOVANCE BIOLOGICS 2, 25
EMD MILLIPORE 7
EPPENDORF NORTH AMERICA 10-11
EUROFINS LANCASTER LABORATORIES 27
GE HEALTHCARE LIFE SCIENCES 5
PATHEON PHARMACEUTICAL SVC INC 15
SAFC BIOSCIENCES SIGMA ALDRICH 47
ES638703_BP0715_046.pgs 07.02.2015 18:47 ADV blackyellowmagentacyan

Introducing a next generation, chemically-deÀned CHO fed-batch media platform from SAFC. Developed
across a range of widely used industrial CHO cell lines, this newest portfolio media delivers exceptional
titers and economic efÀciencies. Adaptation is simple. Celebrate performance and accelerate your
bio-development process.
Celebrate! Request your complimentary sample at
sigma-aldrich.com/CHOperformance
Cat. Nos: 14366C, 24366C, 24367C, 24368C
EX-CELL® ADVANCED™ CHO FED-BATCH SYSTEM
CELL CULTURE
PERFORMANCE
©2015 Sigma-Aldrich Co. LLC. All rights reserved. Sigma-Aldrich, SAFC, and EX-CELL are trademarks of Sigma-Aldrich Co. LLC, registered in the US and other countries.
NEXT GENERATION MEDIA PLATFORM
ES638791_BP0715_CV3_FP.pgs 07.02.2015 21:01 ADV blackyellowmagentacyan

CALL TO LEARN MORE
The Americas +1.888.COVANCE | Europe/Africa +00.800.2682.2682
Asia Pacifi c +800.6568.3000 | Or go to covance.com
*Based on a blinded survey of 162 CRO decision makers, May 2015.
Covance Inc., headquartered in Princeton, NJ, is the drug development business of Laboratory
Corporation of America® Holdings (LabCorp®). Covance is the marketing name for Covance Inc.
and its subsidiaries around the world. © Copyright 2015. Covance Inc.
RESHAPING THE INDUSTRYTO TAKE FLIGHT.
How do you become a leader? It takes bold moves, unique perspectives and unmatched
scientific expertise to reshape an industry. Today’s Covance leverages unmatched data
and analytical capabilities, scientific innovation and global reach to elevate and accelerate
the drug development process, from bench to commercialization. In fact, in new market
research, our clients see Covance, following our combination with LabCorp, as bringing
them stronger quality, science, global reach and value for the money than any of our major
combined competitors.* With faster trial enrollment, best-in-class companion diagnostics
solutions, and enhanced Phase IV and post-market surveillance, we deliver game-changing
solutions that will lift our industry to new heights.
ES638794_BP0715_CV4_FP.pgs 07.02.2015 21:01 ADV blackyellowmagentacyan